







Idiomas
Páginas
Jurídico


Producción de Tinta de Grafeno Página 1

Producción de Tinta de Grafeno Página 2
Índice de Figuras pág.
Figura 1. Representación esquemática de la estructura ideal del grafito……………………….9
Figura 2. Evidencia de flexibilidad de una lámina de grafeno………………………………..10
Figura 3. Aplicaciones en vías de desarrollo del grafeno para escala industrial……………...10
Figura 4. Calidad de las láminas de grafeno en función al precio de producción para distintos
métodos de obtención…………………………………………………………………………12
Figura 5. Esquematización del proceso de obtención del grafeno funcionalizado……………20
Figura 6. Esquematización experimental para la obtención del grafeno funcionalizado……..22
Figura 7. Espectro UV-vis del óxido de grafito y óxido de grafeno…………………………..23
Figura 8. Espectro UV-vis del óxido de grafito (parte inferior) y grafeno funcionalizado
(superior)………………………………………………………………………………………24
Figura 9. DRX realizados para: A) óxido de grafeno reducido, B) óxido de grafito y C) grafito
en polvo………………………………………………………………………………………..25
Figura 10. Precios históricos de la plata por onza en un periodo de una década……………...26
Figura 11. Precios históricos de los diferentes tipos de grafito por tonelada métrica en un
periodo del año 2006 al 2011………………………………………………………………….26
Figura 12. Predicción del valor del mercado del año 2014 al 2023…………………………..28
Figura 13. Demanda total de grafeno para la década de 2010-2020 y las aplicaciones más
destacadas según Lux research………………………………………………………………..29
Figura 14. Primera etapa del proceso de producción de la tinta conductiva de grafeno………34
Figura 15. Segunda etapa del proceso de producción de la tinta conductiva de grafeno……..34
Figura 16. Tercera etapa del proceso de producción de la tinta conductiva de grafeno………35
Figura 17. Cuarta etapa del proceso de producción de la tinta conductiva de grafeno………..35
Figura 18. Distribución de áreas dentro de la planta industrial…………………………….…37
Figura 19. Balance de materia en la etapa de oxidación………………………………………41
Figura 20. Localización de la industria……………………………………………………….42
Producción de Tinta de Grafeno Página 3
Índice de tablas
Tabla 1. Comparaciones de algunos elementos conductores térmicos y eléctricos en la
industria de la electrónica………………………………………………………………………9
Tabla 2. Datos para el equipo de centrifugado………………………………………………..39
Tabla 3. Datos del horno para la producción………………………………………………….40
Tabla 4. Datos de la trituradora………………………………………………………………..40
Tabla 5. Costos de adquisición de materia prima……………………………………………..43
Tabla 6. Costos de personal administrativo y mano de obra………………………………….44
Tabla 7. Costos de capital fijo…………………………………………………………………44
Tabla 8. Total de gastos en la planta…………………………………………………………..45

Producción de Tinta de Grafeno Página 4
Resumen ejecutivo
Actualmente la unión europea ha invertido mil trecientos millones de dólares en la
investigación del grafeno, esto debido a que posee propiedades nunca antes vistas en
materiales no-metálicos, por lo que su desarrollo a nivel industrial implicaría la creación de
nuevas tecnologías. La industria de la electrónica es una de las principales impulsoras para el
desarrollo de dicho proceso, dado que este material posee una conductividad más alta que el
de los materiales con los que se producen los dispositivos electrónicos, además de excelentes
propiedades mecánicas.
Se estima que el mercado de los materiales del grafeno será de $1724 millones de dólares para
el 2023 con una tasa de crecimiento anual compuesto de 14.76% del 2013 al 2023. El mercado
de las tintas y pastas conductivas tuvo una generación de 1.6 mil millones de dólares en 2014
y se estima que crecerá a 2.8 mil millones de dólares para 2024 con una tasa de incremento
anual compuesto de 4.5% para la siguiente década.
De acuerdo a lo anterior, la introducción de una tinta conductiva a base de grafeno que logre
ser más económica que la más costosa en el mercado, podrá fácilmente reemplazar las tintas
conductivas ya existentes, debido a que la gran mayoría de estas presentan bajas
conductividades eléctricas y/o elevados costos de adquisición. Dicha tinta conductiva será de
alta calidad y más económica por volumen, tomando como referencia la tinta conductiva de
plata, ya que es el producto más importante en el mercado de tintas conductivas.
Las tintas conductivas están elaboradas a base de partículas con una alta conductividad
eléctrica, ya que tienen como finalidad conducir la electricidad en algún tipo de superficie. En
la actualidad este tipo de tintas por lo general son inestables, dado que las partículas
empleadas para la fabricación de las mismas regularmente son la plata, cobre y níquel, por lo
que tienden a oxidarse con los solventes de la tinta. Además, se debe considerar los problemas
del mojado y adhesión al sustrato utilizado. Por otra parte, no se cuenta con un proceso para la
obtención del grafeno que sea sustentable, lo que implica un reto para este proyecto.
La síntesis de grafeno a partir de grafito para producir tinta conductiva se realizó mediante el
método de Hummers utlizando como agentes de óxido-reducción permanganato de potasio,
ácido sulfúrico, peróxido de hidrogeno y ácido ascórbico; para la elaboración de la tinta
conductiva se utilizó terpineol y ciclohexanona.
Se hicieron pruebas a nivel laboratorio para determinar el rendimiento obteniéndose un valor
de 0.76 g de grafeno a partir de 1 g de grafito, la calidad del grafeno se caracterizó mediante
espectroscopia UV VIS y DRX. Después se realizó un escalamiento a nivel industrial
obteniéndose un dato de producción de 32 kg de grafeno en cada lote que es el equivalente a
9411 L de tinta conductiva por lote.

Producción de Tinta de Grafeno Página 5
Se diseñó un reactor batch a temperatura variable y agitación constante en donde se llevará a
cabo la producción en cuatro etapas, para que fuera posible la producción se diseñó también
una centrifugadora, una trituradora de rodillos y un horno de fuego directo.
Como última fase se llevó a cabo la evaluación económica del proyecto y el análisis de riesgos
concluyendo que el proceso es rentable en términos de la tasa interna de retorno y
considerando un posible tratamiento para el dióxido de manganeso que es el subproducto
principal.

Producción de Tinta de Grafeno Página 6
Contenido
1 Introducción ......................................................................................................................................... 8
2 Grafeno ................................................................................................................................................. 9
2.1 Propiedades del grafeno .............................................................................................................. 11
2.2 Aplicaciones de grafeno ............................................................................................................... 12
2.3 Obtención del grafeno ................................................................................................................. 12
2.3.1 Métodos de Obtención de grafeno ....................................................................................... 13
2.4 La mejor propuesta ...................................................................................................................... 15
2.5 Tintas conductivas ........................................................................................................................ 15
2.6 Proceso de elaboración de tintas conductivas ............................................................................. 15
2.7 Obtención de la tinta de grafeno ................................................................................................. 16
3 Definición del proyecto ...................................................................................................................... 17
3.1. Objetivos del proyecto ................................................................................................................ 17
4 Riesgos asociados al uso de los materiales ........................................................................................ 18
4.1 Ácido sulfúrico .............................................................................................................................. 18
4.2 Permanganato de Potasio ............................................................................................................ 18
4.3 Nitrato de Sodio ........................................................................................................................... 18
4.4 Óxido de grafeno .......................................................................................................................... 18
4.5 Ácido ascórbico ............................................................................................................................ 19
4.6 Ácido cítrico .................................................................................................................................. 19
5 Sección experimental ......................................................................................................................... 20
5.1. Metodología ................................................................................................................................ 22
Materiales .......................................................................................................................................... 22
Síntesis del óxido de grafito ............................................................................................................... 22
Obtención del óxido de grafeno (OG) ................................................................................................ 23
Obtención del óxido de grafeno reducido (rGO) ............................................................................... 23
6 Análisis del mercado .......................................................................................................................... 27
6.1 Introducción ................................................................................................................................. 27
6.2 Antecedentes ............................................................................................................................... 27
6.3 Tipos de demanda y oportunidades 2014-2024. ......................................................................... 29
6.4 Análisis de la demanda ................................................................................................................. 29
7 Análisis técnico ................................................................................................................................... 31

Producción de Tinta de Grafeno Página 7
7.1 Tamaño de la planta ..................................................................................................................... 31
8. Escalamiento del proceso .................................................................................................................. 34
9. Detalles del proceso ........................................................................................................................... 34
11.3 Diseño de los equipos complementarios ................................................................................... 40
11.3.2 Horno ................................................................................................................................... 41
11.3.3 Trituradora .......................................................................................................................... 41
12. Balances de materia para el sistema de oxidación. ........................................................................ 41
12.1 Balances de materia para el sistema de reducción .................................................................... 44
12.2 Tiempos de operación ................................................................................................................ 44
12.3 Diagrama de flujo para el reactor en la oxidación ..................................................................... 45
13. Tratamiento de residuos .................................................................................................................. 46
14. Ubicación de la industria ................................................................................................................ 46
15. Análisis financiero de la materia prima ......................................................................................... 47
16. Personal requerido en la planta ...................................................................................................... 48
16.1 Selección de personal ................................................................................................................. 48
16.1.1 Departamento de producción ............................................................................................. 48
16.1.2 Departamento de personal ................................................................................................. 48
17. Capital fijo ....................................................................................................................................... 49
18. Gastos generales .............................................................................................................................. 49
19. Conclusiones .................................................................................................................................... 50
20. Referencias ...................................................................................................................................... 51
ANEXO A .............................................................................................................................................. 52
ANEXO B .............................................................................................................................................. 57
ANEXO C .............................................................................................................................................. 77
ANEXO D .............................................................................................................................................. 78
ANEXO E .............................................................................................................................................. 81

Producción de Tinta de Grafeno Página 8
1 Introducción
El mercado emergente de la electrónica flexible ha hecho que se le invierta interés a los
circuitos integrados, ya que estos son componentes clave en la elaboración de circuitos
electrónicos. Esto hace que el desarrollo de nuevas tecnologías, como el de tintas conductivas,
tenga gran impacto en la industria de la electrónica debido a que dichas tintas pueden
utilizarse en la impresión de circuitos integrados, puesto que muchas de éstas presentan
mejores propiedades conductivas que el de la mayoría de los materiales con los que son
elaboradas dichos circuitos, además, pueden ser utilizados sobre superficies flexibles.
Las tintas conductivas para impresión pueden clasificarse en tres tipos: metales nobles,
polímeros conductores y nanomateriales a base de carbono[1]
. El presente trabajo se centraliza
en la tinta de nanomateriales a base de carbono (grafeno). Esta tinta conductiva ofrece una
gran ventaja sobre el costo de producción por volumen, buena conductividad eléctrica con
respecto al de la tinta a base de plata[2]
, además de otras propiedades que ayudan a esta tinta a
tener una amplia gama de aplicaciones.
El grafeno es un alótropo de carbono que como lamina individual tiene un arreglo
hexagonal[3]
, cada átomo de carbono interactúa por medio de una hibridación sp2 con tres
átomos de carbono, originando un enlace π lo que hace que este material tenga importantes
propiedades térmicas, eléctricas, ópticas y mecánicas.
Actualmente no se cuenta con un proceso industrial para la obtención del grafeno. Muchos
investigadores han propuesto rutas de síntesis tales como la deposición química de vapor
(CVD, por sus siglas en inglés), oxidación y reducción química, exfoliación mecánica y
liquida[4,. Todos estos presentan desventajas tanto económicas como en el tiempo de
producción. El método de oxidación y reducción química tiene potencial para su escalamiento
a nivel industrial debido a que requiere una menor cantidad de energía para su elaboración,
aunque cabe señalar que se necesita diseñar un proceso que reduzca el tiempo de producción
de dicho material.
La demanda de la tinta conductiva a base de grafeno[25]
se prevé que tendrá un valor
aproximado de $20 millones de dólares para el año 2020 teniendo en consideración que en el
año 2014 la demanda fue de $4 millones de dólares aproximadamente, por lo que se propone
satisfacer el 20% de la demanda para el año 2020.

Producción de Tinta de Grafeno Página 9
2 Grafeno
El carbono es un elemento químico que puede encontrarse en la naturaleza en distintas formas
alotrópicas, dicho elemento ha llamado la atención de diversos investigadores debido a que
cada una de sus estructuras llega a tener propiedades que son de interés para la física, química
e ingeniería. El grafeno es una de estas estructuras que ha llamado particularmente la atención
de dichas ciencias, esto a raíz del aislamiento de las primeras capas a partir del grafito en el
2004 por los investigadores A. K. Geim y K. S. Novoselov [5]
, cuyas propiedades no se habían
visto en materiales no metálicos. Cada capa está constituida por un conjunto de hexágonos
cuyo arreglo se asemeja a un panal de abejas [3]
, además, dichas capas tienen el espesor de un
átomo de carbono. En la figura 1 se muestra un esquema representativo de la obtención del
grafeno de forma muy general, esto debido a que se han llevado a cabo numerosas
investigaciones para su síntesis, por lo que no se cuenta con un solo proceso para su obtención.
Figura 1. Representación esquemática de la estructura ideal del grafito. El grafito es un conjunto de capas que se
encuentran apiladas una sobre la otra, cada una separada por una distancia de 3.41Å y unidas solamente por fuerzas de
Van der Waals. Dependiendo del tipo de proceso que se seleccione para la obtención del grafeno, éste afectará su
estructura y, por lo tanto, serán afectadas sus propiedades.
Se debe tomar en cuenta que las propiedades del grafeno varían según la selección del
proceso[3]
, así como de la fuente de carbono con la que se obtuvo dicho material. En la tabla 1
se muestran algunas de estas propiedades.
En las secciones posteriores, se discutirán
los diferentes procesos que se mencionaron
antes, con la finalidad de abarcar cada
punto de vista tanto en la facilidad del
procedimiento, rentabilidad, calidad del
producto y que sea eco-amigable. Así, una
vez realizado el análisis se procederá a
seleccionar la ruta con la que se llevara a
cabo la producción de la tinta de grafeno. Tabla 1. C.E. y C.T. son la iniciales de la conductividad eléctrica y
térmica, respectivamente. D.E. es la deformación elástica y N.P. indica
que es no permanente. Para la columna de C.E. la información se obtuvo
de Wikipedia, la columna de C.T. se obtuvo del apéndice 1 del libro de
Principios de transferencia de calor y masa, A. Y. Cengel, tercera edición.
Todos los datos se tomaron a 20 °C.
Material
C.E.
(Sm⁻¹)
C.T.
(WmK⁻¹)
D.E.
Grafeno 9.60x10⁷ 4.84x10³ Reversible
Plata 6.30x10⁷ 429 N.P.
Silicio 1.60x10⁻⁵ 148 N.P.

Producción de Tinta de Grafeno Página 10

Producción de Tinta de Grafeno Página 11
2.1 Propiedades del grafeno
Considerado como una capa de grafito, el grafeno, un cristal bidimensional de espesor
correspondiente a un átomo de carbono tiene distintas propiedades[3,6-8]
entre las que destacan:
Propiedades físicas: una lámina de grafeno tiene un espesor de 3.35 Å (es decir, 3.35·10-
10 m). Un cabello humano tiene un diámetro en el rango 0.02-0.200 mm (esto es, 2-
200·10-5
m). Por tanto, el grafeno es 100.000 veces más delgado que el cabello más fino,
con un peso aproximado de 77 mg/m2.
Es más duro que el diamante y 100 veces más resistente que el acero, el grafeno tiene
una resistencia mecánica de 42 N/m. Si elegimos una lámina de acero del mismo espesor
que el grafeno, es decir, 3.35x10-10
m, esta lamina tendría una resistencia de 0.40 N/m es
decir que el grafeno es 100 veces más resistente que el acero.
Conductividad eléctrica, la conductividad eléctrica del grafeno es de 9.60x10⁷S/m y la
del silicio es de 1.60x10⁻⁵S/m (las propiedades del grafeno dependen del proceso de
obtención).
Conductividad térmica, el valor aproximado de la conductividad térmica del grafeno es
de 4.84x10³ W/mK. El cobre presenta un valor de 400 W/mK a temperatura ambiente.
Por tanto, el grafeno conduce mejor el calor que el cobre.
Propiedades ópticas, el grafeno es un material casi transparente, capaz de absorber casi
el 2.3% de la intensidad de luz blanca que llega a su superficie. Esta propiedad unida a la
flexibilidad que muestra el grafeno lo hace el candidato perfecto para fabricar circuitos
flexibles y transparentes.
Figura 2. Evidencia de flexibilidad de una lámina de grafeno

Producción de Tinta de Grafeno Página 12
2.2 Aplicaciones de grafeno
Muchas de las aplicaciones del grafeno están enfocadas principalmente a la industria de la
electrónica ya que sus propiedades físicas permiten que dicho material se adapte a este campo.
Algunas aplicaciones de este material son:
Procesadores a gran frecuencia, ya que su estructura laminar plana de un átomo de grosor
compuesta de carbono, puede ejecutar 100GHz, casi cuatro veces la velocidad actual de
los chips hechas a base de silicio.
Pantallas flexibles.
Cables de alta velocidad, gracias a que el grafeno es capaz de captar una gran cantidad de
luz se puede utilizar para crear cables de fibra óptica muy veloces.
Baterías de larga durabilidad.
Pinturas que funjan como paneles solares
Figura 3. Aplicaciones en vías de desarrollo del grafeno para escala industrial.
2.3 Obtención del grafeno
Los procesos para obtener grafeno tienen como problema principal la calidad de las láminas, ya
que cuando se pretende obtener una cantidad alta de producción de láminas, generalmente estas
son de baja calidad mientras que en el caso contrario cuando se obtienen láminas de calidad
aceptable, la producción es mínima. El costo de producción es otro problema ya que en la
búsqueda de obtener láminas de mejor calidad el proceso se vuelve más costoso.
27%
5%
3% 20%
1% 1% 2%
3%
2%
11%
7%
2%
7% 3%
4% 1%
1%
Aplicaciones del grafeno Semiconductores y aparatos electrónicos
Aeroespacial
Automotriz
Energía (Principalmente, baterías)
Marina
Materiales de construcción
Medicina y Biomédica
Defensa militar
Telecomunicaciones
Resinas
Aeroespacial
Sensores
Revestimiento y pinturas
Plasticos
Tinta
Artículos deportivos
Otros
Producción de Tinta de Grafeno Página 13
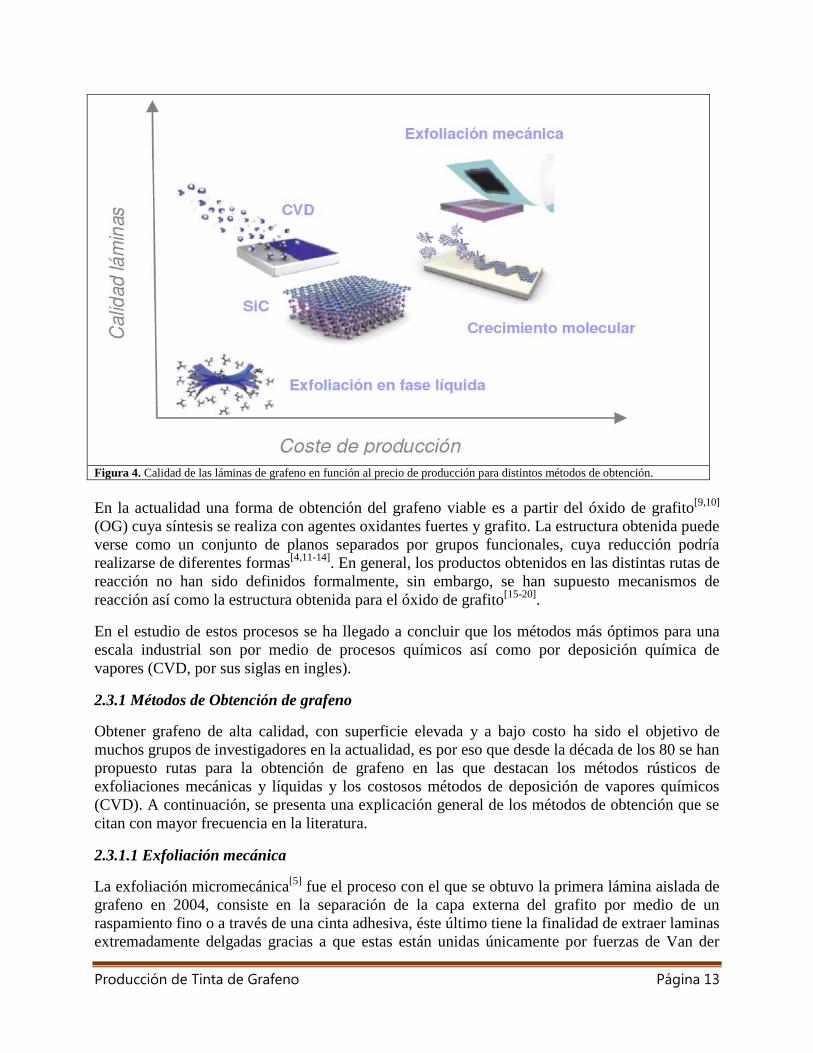
Figura 4. Calidad de las láminas de grafeno en función al precio de producción para distintos métodos de obtención.
En la actualidad una forma de obtención del grafeno viable es a partir del óxido de grafito[9,10]
(OG) cuya síntesis se realiza con agentes oxidantes fuertes y grafito. La estructura obtenida puede
verse como un conjunto de planos separados por grupos funcionales, cuya reducción podría
realizarse de diferentes formas[4,11-14]
. En general, los productos obtenidos en las distintas rutas de
reacción no han sido definidos formalmente, sin embargo, se han supuesto mecanismos de
reacción así como la estructura obtenida para el óxido de grafito[15-20]
.
En el estudio de estos procesos se ha llegado a concluir que los métodos más óptimos para una
escala industrial son por medio de procesos químicos así como por deposición química de
vapores (CVD, por sus siglas en ingles).
2.3.1 Métodos de Obtención de grafeno
Obtener grafeno de alta calidad, con superficie elevada y a bajo costo ha sido el objetivo de
muchos grupos de investigadores en la actualidad, es por eso que desde la década de los 80 se han
propuesto rutas para la obtención de grafeno en las que destacan los métodos rústicos de
exfoliaciones mecánicas y líquidas y los costosos métodos de deposición de vapores químicos
(CVD). A continuación, se presenta una explicación general de los métodos de obtención que se
citan con mayor frecuencia en la literatura.
2.3.1.1 Exfoliación mecánica
La exfoliación micromecánica[5]
fue el proceso con el que se obtuvo la primera lámina aislada de
grafeno en 2004, consiste en la separación de la capa externa del grafito por medio de un
raspamiento fino o a través de una cinta adhesiva, éste último tiene la finalidad de extraer laminas
extremadamente delgadas gracias a que estas están unidas únicamente por fuerzas de Van der
Producción de Tinta de Grafeno Página 14
Waals. El éxito de este proceso reside en la correcta selección del compuesto grafítico, usar
superficies limpias y no utilizar raspados atrasados.
A nivel industrial, este proceso no es viable dado que la forma de operar para obtener el grafeno
requiere de grandes cantidades de tiempo, además, de que es impráctico utilizar grandes
cantidades de cinta adhesiva. Cabe señalar que con este proceso se puede obtener cristales de
hasta 100 nm y la calidad del producto es bastante alta.
Existen otros tipos de exfoliación mecánicas [21]
como la exfoliación asistida por sonicación en
fase liquida. Este consiste básicamente de tres pasos: (1) la dispersión del grafito en un solvente,
(2) exfoliación, y (3) la purificación. Esta ruta versátil y potencialmente escalable, se puede
aprovechar para obtener grandes cantidades de tinta de grafeno usando equipos que se encuentran
disponibles en la mayoría de los laboratorios.
2.3.1.2 Óxido-reducción química
Este proceso consiste en la oxidación del grafito (G) para obtener óxido de grafito (OG) y
posteriormente se trata con potentes agentes reductores, y tratamiento sónico o térmico para
obtener el grafeno. Para la parte de oxidación existen dos procesos disponibles: (1) el método
utilizado por Brodie[10]
y (2) el método utilizado por Hummers-Offeman[9]
. El primero de estos
métodos consiste del tratamiento del grafito con ácido nítrico y sulfúrico concentrado, y con
clorato de potasio. El problema con este método radica en que consume mucho tiempo, además
de ser bastante peligroso debido a las explosiones que se suscitan si no se tratan los gases que
desprende la reacción.
El segundo propone el uso de una mezcla de agua con ácido sulfúrico concentrado, nitrato de
sodio y permanganato de potasio. Para este método solo se requieren de dos horas de tratamiento
y la temperatura se puede controlar para que permanezca por debajo de los 45 °C.
Una vez obtenido el óxido de grafito (OG), este se seca y se tritura para posteriormente preparar
una suspensión en agua. En un principio se utilizó hidracina como agente reductor pero debido a
su alta toxicidad [22]
investigadores han buscado alternativas para sustituir a la hidracina por
reductores que no sean peligrosos y que además sus subproductos sean tratables [23]
. Cuando se ha
seleccionado el agente reductor apropiado, este se hace reaccionar con la suspensión y el
producto es lavado por centrifugación y secado a temperatura ambiente.
Este proceso tiene altas probabilidades de ser una de las rutas potenciales a seguir a nivel
industrial, debido a su fácil escalamiento. Uno de los problemas que hay siguiendo esta ruta es la
baja calidad que se tiene del producto, debido a que muchos grupos funcionales no son
eliminados durante el proceso, afectando directamente sus propiedades.
2.3.1.3 Deposición química de vapores
La deposición de vapores químicos (CVD, por sus siglas en inglés) consiste en descomponer a
altas temperaturas hidrocarburos sobre un sustrato metálico, de tal forma que los átomos
resultantes de la descomposición se reorganizan para formar una o varias láminas de grafeno.

Producción de Tinta de Grafeno Página 15
2.4 La mejor propuesta
Debido a que en la actualidad no hay un proceso a nivel industrial para la obtención del grafeno,
se propuso seguir el método de óxido-reducción dado que los reactivos que intervienen en todo el
proceso son de fácil adquisición, además, no se requiere del desarrollo de nuevas tecnologías para
el tratamiento del material a lo largo del proceso. Se debe mencionar que esta propuesta no es
definitiva, por lo que se seguirá buscando el proceso que tenga el mayor potencial económico.
2.5 Tintas conductivas
La tinta conductiva es una tinta resultante de la transformación de tinta líquida de impresión y
que tiene como destino final instalarse en un objeto impreso para conducir la electricidad. Se
puede definir a la tinta conductiva como una suspensión que contiene partículas de un material
que conduce electricidad.
Hay diferentes tipos de tintas conductoras en el mercado actualmente. Cada tinta tiene sus
ventajas y desventajas, por lo que se sigue invirtiendo en la investigación para encontrar nuevos
materiales como alternativa a los materiales actuales (plata o cobre). El grafeno es uno de los
materiales más prometedores, debido a que la materia prima (grafito) tiene costos de adquisición
inferiores que el de los materiales antes mencionados, además, las propiedades conductivas de
este material son superiores.
Utilizar tinta de grafeno ofrece varias ventajas muy interesantes como la baja temperatura de
curación o de sinterización, que abre las posibilidades a diferentes sustratos. En breve las tintas
de grafeno estarán disponibles para ser utilizadas en inyección de tinta.
Estas tintas se pueden clasificar como sistemas de alto contenido de sólidos disparados o sistemas
de película gruesa de polímero PTF (Productividad Total de los Factores), que permiten a los
circuitos se puedan extraer o imprimir en una variedad de materiales de sustrato, tales como
poliéster para papel. Estos tipos de tintas generalmente contienen materiales conductores, tales
como plata en polvo o en copos y materiales similares al carbono, aunque la conducción
polimérica también se conoce.
Las tintas conductivas pueden ser una forma más económica de posar trazos conductores
modernos, cuando se compara con los estándares industriales tradicionales, como el grabado de
cobre (etching copper) a partir de sustratos de recubiertos de cobre (copper plated substrates),
para formar las mismas trazas conductoras sobre soportes relevantes, ya que la impresión es un
proceso puramente aditivo que produce poca o ningún flujo de residuos, que luego tienen que ser
recuperados o tratados.
2.6 Proceso de elaboración de tintas conductivas
En la actualidad se comercializan tintas conductoras basándose en dos materiales conductores:
plata y cobre. El desarrollo de estas tintas permite imprimir circuitos electrónicos de alto
rendimiento sobre sustratos hechos de materiales comunes, baratos y flexibles, como por ejemplo
papel, tela y láminas de plástico flexibles.

Producción de Tinta de Grafeno Página 16
El campo de la impresión electrónica en nuevos materiales económicos y flexibles se perfila
como una vía idónea en la producción de dispositivos que mejoren la función de algunos ya
existentes optimizando a la vez el uso de recursos no renovables.
Las tintas de cobre y de plata se basan principalmente en diminutas partículas de metal
suspendidas en la tinta, son de apariencia transparente y se mezclan con amoníaco.
La plata permanece disuelta en la solución hasta que se imprime. Entonces el líquido se evapora,
y la tinta seca y fijada presenta una buena capacidad para conducir electricidad.
El proceso por el cual la tinta se seca y experimenta su reacción química es muy rápido, lo que
permite que la plata se afiance inmediatamente después de la impresión.
La nueva tinta reactiva tiene varias ventajas sobre las basadas en partículas. Para empezar,
fabricarla resulta mucho más rápido. El proceso de mezcla se efectúa en cuestión de minutos,
mientras que en el caso de las tintas basadas en partículas, ese y otros pasos alcanzan varias
horas. La baja viscosidad de la nueva tinta la hace apropiada para la impresión por chorro de
tinta, el trazado directo a mano (por ejemplo, mediante una pluma estilográfica especial) o su
aplicación a modo de pintura en espray sobre grandes áreas usando un atomizador.
2.7 Obtención de la tinta de grafeno
La elaboración de tintas “tradicionales” de impresión
[24], requiere del cuerpo coloreado y un
líquido portador, además de un aglutinante que proteja al cuerpo una vez depositada sobre la
superficie que se imprime. Para elaborar la tinta de grafeno, el aglutinante se debe omitir dado
que una vez que el grafeno es depositado sobre la superficie del papel, este se separará para su
posterior recolección. El vehículo que se elija debe funcionar por absorción, esto debido a que
requiere de papel poroso que facilite una rápida penetración del vehículo de la tinta dentro del
papel. Por lo que se propone utilizar aceites minerales de baja viscosidad ya que la velocidad de
penetración es inversamente proporcional a la viscosidad del vehículo.

Producción de Tinta de Grafeno Página 17
3 Definición del proyecto
Elaboración de tinta conductiva de grafeno para la impresión de circuitos integrados que compita,
cualitativa y económicamente, con las tintas conductivas de plata y cobre que se encuentran
actualmente posesionadas en el mercado de las tintas conductivas.
3.1. Objetivos del proyecto
A través de la definición del proyecto, los objetivos a cumplir son los siguientes:
Producción de grafeno a partir de grafito.
Producción de la tinta conductiva.
Por lo que la seriación de actividades es la siguiente:
Investigación de las materias primas incluyendo la investigación del grafeno y sus
propiedades y aplicaciones.
Aspectos de seguridad de la materia prima.
Estudio de mercado a manera general de la electrónica y de manera específica el mercado
de las tintas conductoras.
Ubicación de la planta.
Producción de Tinta de Grafeno Página 18
4 Riesgos asociados al uso de los materiales
En este capítulo se explican los cuidados que se deben de tener para la manipulación de los
materiales involucrados en la elaboración de las tintas conductivas así como las acciones que se
deben de tomar en caso de inhalación, ingesta, derrame o exposición a vapores; otra cuestión
importante que se trata en este capítulo es la vestimenta que se debe portar y los accesorios que
debe usarse al momento del uso de los materiales, los materiales a utilizar son los siguientes:
4.1 Ácido sulfúrico
El ácido sulfúrico constituye un peligro al ser inhalado, así como cuando se le pone en contacto
con la piel o los ojos. Es un corrosivo fuerte, y en su contacto con el cuerpo puede causar la
destrucción rápida de los tejidos. Al ser inhalado, el ácido sulfúrico se encuentra en forma de
neblina, que ataca los conductos respiratorios superiores. Si se le respira en cantidad suficiente
puede causar la muerte por edema o espasmo de la laringe, e inflamación de los conductos
respiratorios. El equipo de protección personal para el uso de ácido sulfúrico son los siguientes:
Gafas de seguridad ajustadas al contorno del rostro, guantes de caucho con una espesura mínima
de 0.2 mm y traje de protección completo contra productos químicos, el tipo de equipo debe ser
elegido según la concentración y la cantidad de sustancia. En caso de tener un incendio
provocado por ácido sulfúrico se debe utilizar agua pulverizada, polvo seco o dióxido de carbono.
4.2 Permanganato de Potasio
El permanganato de sodio se convierte en un peligro cuando se ingiere en caso de ocurrir esto no
se debe provocar el vómito y se debe enjuagar con agua abundante. Al utilizar este reactivo se
debe tener precauciones de no tener contacto con los ojos y/o piel ya que causa quemaduras
graves en la piel y lesiones oculares graves, se debe mantener alejado de fuentes de calor o de
combustibles ya que puede agravar un incendio al ser un comburente. Este producto no contiene
ninguna sustancia química que pueda causar cáncer, defectos de nacimiento, o cualquier otro
daño reproductivo. Para su manipulación se debe portar guantes de caucho con un espesor
mínimo de 0.15 mm, gafas con protecciones laterales, bata impermeable y máscara de protección.
4.3 Nitrato de Sodio
El nitrato de sodio puede agravar un incendio al tratarse de un comburente, por esta razón, debe
tomarse medidas de precaución para no mezclarlo con materias combustibles. Provoca problemas
serios a la salud cuando se ingiere o cuando se tiene una exposición directa con él, las
afectaciones van desde irritación cutánea, irritación de las vías respiratorias hasta irritación ocular
grave. Se debe evitar respirar el polvo o los vapores que desprende este material y después de
haber trabajado se debe lavar la piel con agua abundante.
El material que se debe portar para la manipulación de este reactivo: guantes de caucho nitrilo
con un espesor mínimo de 0.2 mm, gafas ajustadas al rostro, mascarilla de protección contra
gases y bata de laboratorio impermeable.
4.4 Óxido de grafeno
El óxido de grafeno no es considerado como una sustancia peligrosa, pero como toda sustancia
deben tomarse en cuenta las siguientes precauciones en caso de accidente: mover a la persona
afectada al aire fresco en caso de ser inhalado, lavar con jabón y mucha agua la zona afectada en

Producción de Tinta de Grafeno Página 19
caso de tener contacto con la piel, lavar abundantemente los ojos con agua en caso de contacto y
en caso de ser ingerido nunca debe administrársele a la persona nada por la boca, solamente debe
enjuagarse con agua. A pesar de que es un material poco nocivo para la salud, deben de utilizarse
guantes, bata y gafas para mantener la seguridad de la persona que trabajará en el proyecto, el uso
de mascarilla se puede omitir ya que para este material no hay riesgo si se respira.
4.5 Ácido ascórbico
En el caso de este material al igual que el óxido de grafeno, se trata de una sustancia no peligrosa
y se debe tratar con los mismos peligros: inhalación, contacto con la piel, contacto con los ojos e
ingesta para los cuales se debe actuar lavando con agua abundante la piel afectada en caso de
contacto, enjuagar con agua abundante en el caso de ser ingerido y movilizar a la persona al aire
fresco en caso de inhalación. El equipo de manipulación que se debe utilizar son guantes de
caucho con un espesor mínimo de 0.15 mm, gafas ajustadas al rostro y bata de laboratorio.
4.6 Ácido cítrico
El ácido cítrico causa irritación ocular grave. En caso de contacto con los ojos se debe enjuagar
cuidadosamente durante varios minutos y después consultar al médico si persiste la irritación
ocular. La indicación de lavar abundantemente con agua se recomienda también a los casos de
inhalación. Ingesta y contacto con la piel. Para la manipulación se debe utilizar equipo de
protección personal: guantes de caucho nitrilo con un espesor mínimo de 0.11 mm, gafas de
seguridad con protecciones laterales, bata impermeable y mascarilla para gases.

Producción de Tinta de Grafeno Página 20
5 Sección experimental
Como se ha mencionado anteriormente, el grafeno es un material en forma de lámina con el
espesor de un átomo, dicha lámina está conformada por un arreglo hexagonal y cada átomo de
carbono interactúa por medio de una hibridación sp2 [5]
con tres átomos de carbono, originando
un enlace π, lo que hace que este material tenga importantes propiedades térmicas, eléctricas,
ópticas y mecánicas [3,6-8]
. La alta conductividad eléctrica del grafeno se debe a la quiralidad y a
la fase de Berry que se presenta por lo enlaces π en los dos puntos de Dirac, proporcionando un
entorno poco convencional para este material de dos dimensiones [26]
. A pesar de que el grafeno
comparte propiedades únicas, investigaciones teóricas y experimentos recientes han mostrado que
la cantidad de láminas influye directamente en dichas propiedades [27]
.
Actualmente el mercado de la electrónica flexible abre la puerta a este nuevo material ya que las
propiedades del grafeno hacen que se adecue perfectamente a las necesidades actuales de dicho
mercado. También, la electrónica impresa ofrece una alternativa atractiva a las tecnologías
convencionales como lo son bajos costos, grandes superficies y dispositivos flexibles [28,29]
que
tienen el potencial de permitir avances como el diagnóstico de un paciente, almacenamiento de
energía, control de calidad de alimentos, entre otros [30-32]
. Las principales ventajas de este tipo de
tecnología son la reducción de materiales de desecho y la compatibilidad con una gran variedad
de sustratos con diferentes grados de flexibilidad mecánica. Es por eso que la tinta de grafeno es
uno de los principales materiales que se han considerado para introducir esta nueva tecnología,
sin embargo, las láminas de grafeno tienden a precipitar después de cierto tiempo por lo que se
debe utilizar un agente estabilizador [33]
.
Por otro lado, la clave del éxito comercial para este nuevo material reside en la capacidad de
producirlo con alta calidad y a escala industrial. Actualmente, la producción de éste material se
divide en dos enfoques (bottom-up y top-down). El enfoque del “bottom-up” es comenzar desde
cero las láminas de grafeno a partir de moléculas de carbono procedentes del metano y etanol.
Por otro lado, el enfoque del “top-down” consiste en la extracción de láminas de grafeno a partir
de grafito. Ambos métodos proporcionan grafeno de contrastante calidad y rendimiento. Sin
embargo, si hablamos en términos de alto rendimiento y bajo costo de producción, el método
“top-down” a través de la oxidación y reducción química es el más conveniente hasta la fecha.
Por otra parte, el grafeno obtenido por medio de este tratamiento químico se ha diseñado para ser
utilizado en aplicaciones tales como tintas/pinturas, laminas conductoras transparentes, sensores
y baterías [34]
.
Por lo tanto, en el presente escrito se dará especial énfasis en el método de óxido-reducción, el
cual de manera breve, consiste en la oxidación del grafito, tratamiento en un baño sónico y su
posterior reducción (ver figura 1). El primer trabajo exitoso sobre la oxidación del grafito fue
realizado por Brodie [10]
en 1859, a través de un tratamiento repetido del grafito con una mezcla
oxidante que consistía principalmente de clorato de potasio y ácido nítrico fumante. Este, sin
embargo, formaba productos altamente explosivos y se obtenía un rendimiento bajo. Años
después Staudenmaier mejoró el método de Brodie añadiendo concentrado, de tal forma
que la acidez de la reacción aumentaba, también añadió más , por lo que con estas
modificaciones le permitieron obtener un compuesto con una estequiometria diferente a la que
años atrás había obtenido Brodie.

Producción de Tinta de Grafeno Página 21
Figura 5. Esquematización del proceso de obtención del grafeno funcionalizado.
En el año 1937 Hofmann [15] introdujo una nueva modificación en el método de oxidación, sustituyendo
fumante por concentrado. Otra modificación en el tratamiento del grafito fue realizado por
Hummers y Offeman [9] en 1958, ellos propusieron el uso de H2SO4 concentrado, KMnO4 y NaNO3. Esta
modificación no requería de temperaturas elevadas, sus productos eran menos peligrosos y se obtenía
un mayor rendimiento. A partir de entonces, se ha ido modificando dicho tratamiento para obtener
mejores resultados y productos secundarios menos corrosivos.
Existen variaciones en las cantidades de agentes oxidantes para la preparación del óxido de grafito
utilizando el método Hummers, sin embargo la base fundamental de la reacción no se ha modificado, ya
que en todos los casos se necesita añadir agentes oxidantes en un medio ácido. En algunos casos se ha
llegado a duplicar la cantidad de KMnO4 o de H2SO4 respecto al propuesto por Hummers. Todas estas
modificaciones que se han hecho a este método son con la finalidad de obtener una mejor oxidación del
grafito.
Tomando como base el método de hummers, se puede observar que los agentes oxidantes
utilizados para la oxidación de grafito forman subproductos durante la reacción, los cuales son:
Producción de Tinta de Grafeno Página 22
En donde la especie reactiva es el óxido de manganeso (VI), que se forma al reaccionar el
con el .
La adición de agua es importante para la oxidación, ya que el óxido de grafito es capaz de
absorber agua de su medio, esto hace que las moléculas de agua se intercalen entre las láminas lo
que hace que aumente la distancia entre ellas (6 a 12 ) y las fuerzas de Van der Waals
disminuyan, lo facilita la exfoliación del óxido de grafito [35]
y de esta forma la obtención del
óxido de grafeno (OG). Los grupos funcionales que se encuentran en el óxido de grafeno se
componen principalmente de grupos epoxi y carbonilos [36]
, pero cabe mencionar que esto varia
respecto al método de síntesis, las cantidades de agentes oxidantes y del tipo de grafito se utilizó
inicialmente.
Por otra parte, la reducción química del óxido de grafeno suele variar con respecto al agente
reductor que se utilice, esto debido a que los más potentes agentes reductores como la hidracina
monohidratada es explosiva y altamente tóxica [22]
. La primera reducción del óxido de grafeno
amigable con el medio ambiente se realizó con ácido ascórbico [37]
, sin embargo durante la
elección de los agentes reductores es necesario conocer sus características ya que en muchos
casos, éstos no son los adecuados para poder reducir de una manera efectiva los óxidos de
grafeno, tal es el caso del borohidruro de sodio, este compuesto no puede reaccionar con los
alcoholes presentes en los óxidos de grafeno [38]
lo que hace que la reducción no sea la mejor, en
cambio el ácido ascórbico tiene un relación de carbono-oxigeno (C/O) similar al de la
hidracina[24]
. Es muy importante conocer la relación C/O [39]
, debido a que el grafeno es un
material no polar por lo que se requiere de surfactantes para que la tinta sea estable.
5.1. Metodología
Materiales
La elaboración del óxido de grafito se realizó a partir de grafito en polvo comercial (Marca, País).
El ácido sulfúrico concentrado (98%) y el peróxido de hidrógeno (H2O2, 30%) se compraron en
la distribuidora J.T. Baker. El permanganato de potasio, nitrato de sodio y el ácido ascórbico se
obtuvieron de la distribuidora Reactivos Química Meyer, los dos primeros como agentes
oxidantes y el último como agente reductor.
Síntesis del óxido de grafito
El grafito (G) en polvo fue oxidado en una mezcla de ácido sulfúrico concentrado con KMnO4 y
NaNO3 de acuerdo con el método propuesto por Hummers [9]
. 100 ml de ácido sulfúrico
concentrado fueron colocados en un vaso de precipitado de 500 ml con un agitador magnético.
Lentamente se adhirieron 5 g de grafito y posteriormente 2.5 g de NaNo3, dejándose mezclar
durante 5 min, provocando una tonalidad verdosa. Una vez transcurrido dicho tiempo, la mezcla
fue colocada en un baño de hielo para mantener la temperatura alrededor de los 5 °C y enseguida
se agregó lentamente 25 g de KMnO4, procurando que la temperatura no excediera los 20 °C.
Esta mezcla se dejó agitar durante 2 h. Transcurrido este tiempo, la mezcla se calentó a 70 °C
durante 2 horas, tornándose de un color café oscuro.

Producción de Tinta de Grafeno Página 23
Al final de este tiempo, se agregó lentamente 300 ml de agua desionizada, procurando que la
temperatura de la mezcla no excediera los 70 °C. Por último, la mezcla resultante se trató con
H2O2 (30%) hasta que ésta se tornó de un color amarillo.
El sólido resultante se filtró y lavo al vacío con agua caliente (70 °C) hasta que el pH fue de 5.
Posteriormente se colocó en una mufla a 60 °C por 6 h [40]
. El sólido seco se pulverizo en un
mortero de ágata.
Obtención del óxido de grafeno (OG)
La obtención del OG se realizó en un vaso de precipitado de 100 ml, colocando 45 mg de óxido
de grafito y 15 ml de agua. Esta mezcla se llevó a un baño sónico (45 kHz) durante 2 h [27]
,
obteniendo así una solución de color negro.
Obtención del óxido de grafeno reducido (rGO)
La suspensión obtenida anteriormente se hizo reaccionar con 16 mg de ácido ascórbico a una
temperatura de 90 °C y con agitador magnético durante 1 h. El producto de la reacción precipitó
paulatinamente como un sólido negro, el cual fue recolectado por medio de filtración y lavado
con agua desionizada, y secado en una mufla a 60 °C durante 8 h.
En la figura 6 se muestra la esquematización seguida durante la experimentación.
Figura 6. Esquematización experimental para la obtención del grafeno funcionalizado.

Producción de Tinta de Grafeno Página 24
5.2. Análisis de resultados
Deslaminación del óxido de grafito y reducción del óxido de grafeno.
En esta sección se mostraran los espectros UV-vis y DRX de cada producto que se obtuvo a
partir del grafito. Los espectros UV-vis se obtuvieron con el equipo Core 500 y los de DRX del
equipo Siemens b500, los cuales se encuentran disponibles en la Universidad Autónoma
Metropolitana unidad Iztapalapa.
El desprendimiento de las láminas del óxido de grafito da origen al óxido de grafeno. Esto se
realiza después de haberse tratado el óxido de grafito obtenido mediante el método de Hummers
con un baño sónico durante 1 h. Se ha reportado que el pico característico que determina al óxido
de grafeno se encuentra a una longitud de onda de 240 nm [36]
, lo cual podemos observar en la
figura 7.
Figura 7. Espectro UV-vis del óxido de grafito (parte inferior) y óxido de grafeno
(superior).
En la figura 4 se tiene el espectro del óxido de grafito con el del grafeno funcionalizado. Esto se
hace con el objeto de poder comparar la estructura después haberse añadido el agente reductor y
calentado la muestra durante 1 h. Se ha reportado que el pico característico para determinar el
grafeno funcionalizado se encuentra en el rango de 300 nm [37]
en adelante, aunque se ha
reportado que mientras el pico se encuentre más cercano al rango de lo visible mejor es la
reducción debido al mayor grado de desoxigenación.

Producción de Tinta de Grafeno Página 25
Figura 8. Espectro UV-vis del óxido de grafito (parte inferior) y grafeno funcionalizado
(superior).
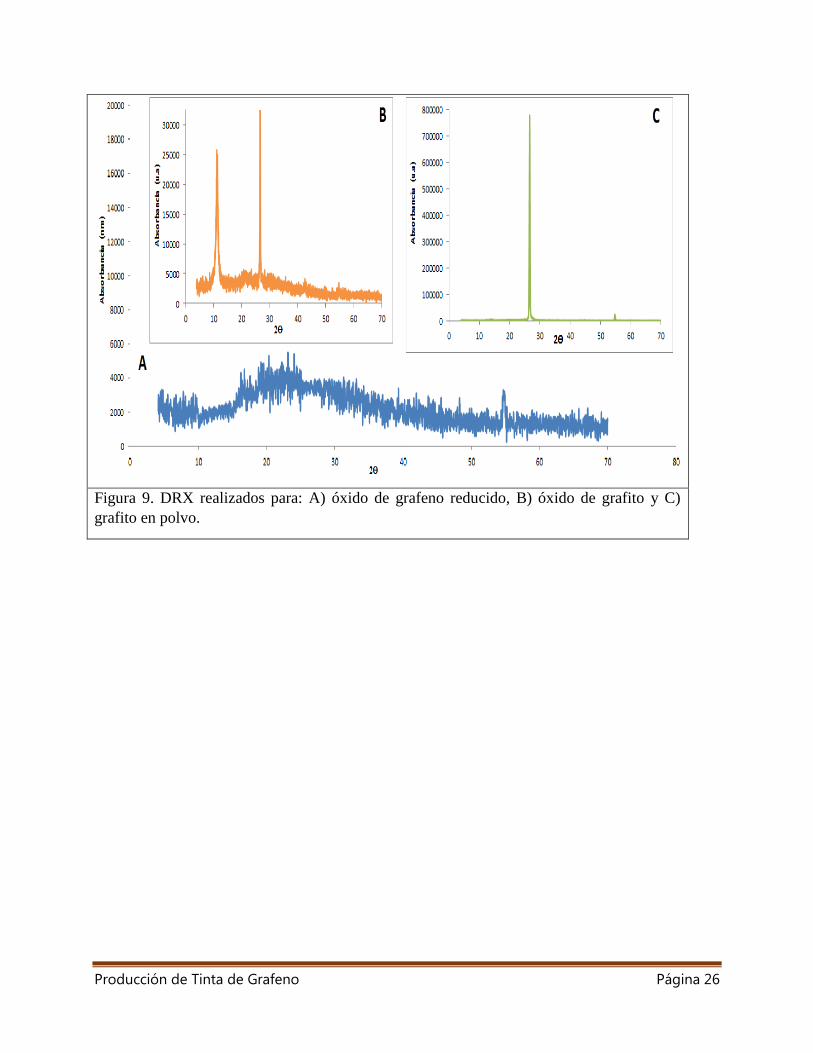
Se utilizó la DRX para verificar el grado de separación de las capas del grafeno en el óxido de
grafito. Para el grafito en polvo (C) la difracción evidencia la presencia de grafito el cual muestra
reflexiones características a 2Ɵ en 25-26, 42-43 y 44-45, teniendo la banda principal entre 25-26.
Las reflexiones obtenidas para el grafito en estudio a 25-26 y 44-45 son atribuidos a los planos
(002) y (101) de los cristales del carbón [28]
. La reflexión a 55 podría deberse a la presencia de
óxido de manganeso lo cual se confirmará posteriormente por SEM/EDX.
La difracción de la muestra (B) comprueba la oxidación del grafito por el método de Hummers.
Después de la oxidación apareció una banda a 11.3 correspondiente a una distancia interplanar de
aproximadamente 0.78 nm, la cual es más grande que la del grafito prístino (aprox. 0.34 nm).
Esto se debe a la introducción de grupos funcionales oxigenados dentro de las hojas de carbono,
provocando la separación entre las capas. Los DRX confirman la modificación de la estructura
inicial. No obstante es importante mencionar que la banda principal del grafito entre 25-26 aún
persiste después de la oxidación, lo cual indica que está no fue total.
Los datos reportados en este trabajo comprueban la obtención de grafeno, ya que se observa (A)
la eliminación de bandas que comprueben la existencia de grupos oxigenados.
Producción de Tinta de Grafeno Página 26
Figura 9. DRX realizados para: A) óxido de grafeno reducido, B) óxido de grafito y C)
grafito en polvo.

Producción de Tinta de Grafeno Página 27
6 Análisis del mercado
6.1 Introducción
El presente capítulo se realizó con la finalidad de dar a conocer la situación actual del mercado de
las tintas conductivas y, en especial, el mercado de tintas conductivas a base de grafeno, dándose
previsiones de la demanda de estos mercados, impacto en cuestión de aumento del producto por
el incremento de su materia prima.
El mercado se analizó de forma mundial ya que se tiene como finalidad hacer esta tinta
conductiva a base de grafeno competitiva ante otros competidores.
6.2 Antecedentes
Las tintas conductivas han tenido un gran impacto, primordialmente en la industria fotovoltaica
con más del 90% del mercado según la consultora IDTechEx[25]
. Se pronostica que el mercado de
las tintas conductivas tendrá una tasa de crecimiento anual de un 4.5% en un periodo de 2014 a
2023.
La tinta conductiva más competitiva, es la que está hecha a base de plata, ya que su
conductividad oscila en un rango de , el tiempo de secado
a temperatura ambiente es de 3 a 5 minutos y alcanza una temperatura de 205 . Haciendo esta
tinta atractiva para distintas industrias como: la electrónica de consumo, fotovoltaica, automotriz,
electrónica, entre otros. Uno de los principales problemas que se tiene, es que está hecha a base
de un material precioso y al tratarse de un material así, se espera que el precio de la materia prima
de esta tinta, aumente con el paso del tiempo de una manera significativa, como se observa en la
gráfica 1.
Fugura 10. Precios históricos de la plata por onza en un periodo de una década.
Actualmente el precio de la plata oscila en 275 pesos por onza. Esto hace que esta tinta tenga
precios elevados por masa. Tomando un costo de la tinta conductiva a base de plata está en los
$1,100 pesos por 8.5 g según la empresa CIRCUIT WORK.
Lo que hace que se busquen nuevos materiales, que sirvan como materia prima para la
producción de nuevas tintas conductoras, con el fin de reducir el precio y mejorar la calidad con
superficie elevada.

Producción de Tinta de Grafeno Página 28
Uno de los materiales que promete mayor calidad a menor costo es el grafeno, ya que es un
material procesado a partir de la hojuela de grafito principalmente, el cual tiene un costo mucho
menor al de la plata y esto se puede observar en la gráfica 2.
Figura 11. Precios históricos de los diferentes tipos de grafito por tonelada métrica en un periodo del año 2006 al 2011.
Esto nos da un indicativo de que aunque la materia prima ya sea lo más pura o no, el costo no se
compara con el de la plata, ya que el costo del grafito en hojuela oscila entre $ 2500 y $2000
dólares por tonelada métrica. Esto nos dice que si tenemos un proceso de obtención del grafeno
adecuado obtendremos mayor cantidad materia prima a menor costo.
Esto trae como implicación que si se llega obtener grafeno con esta materia prima, el precio de la
tinta conductiva a base de grafeno será más económica por volumen o peso.
Una de las industrias que producen la tinta de grafeno, tiene un precio oscilando entre los $1100
USD por 500 gr.
La importancia de este producto radica en satisfacer las necesidades de bienes no duraderos, en
términos de la calidad del mismo.
Teniendo en cuenta que el mercado total de impresos, electrónicos flexibles y orgánicos se prevé
que crecerá de $23.97 billones de dólares en 2014 a $70.39 billones de dólares en 2024 según la
consultora IDTechEx.
Las tintas conductivas han tenido un gran impacto, primordialmente en la industria fotovoltaica
con más del 90% del mercado según la consultora IDTechEx. En el mercado de las tintas
conductivas se pronostica que habrá una tasa de crecimiento anual de un 4.5% en un periodo de
2014 a 2023. La importancia de este producto radica en satisfacer las necesidades de bienes no
duraderos, en términos de la calidad del mismo. Los fabricantes de tintas conductoras están bajo
la expectativa de una economía inestable y ante esto siguen diversas estrategias.
Los datos anteriores nos muestran que la demanda de tinta de grafeno tendrá un gran interés a
futuro, ya que sus propiedades y su precio harán este producto muy competitivo o podrá acaparar
todo o gran parte del mercado de las tintas conductivas.

Producción de Tinta de Grafeno Página 29
6.3 Tipos de demanda y oportunidades 2014-2024.
Según la consultora IDTechEX pronostica que en el año 2023 el mercado de tintas conductivas
alcanzará aproximadamente un precio de $2.1 billones de dólares con un crecimiento anual de
4.5% anual teniendo en cuenta que el mercado en el año 2014 alcanzó un estimado de $1.6
billones de dólares.
Figura 12. Predicción del valor del mercado del año 2014 al 2023.
Los principales consumidores de estos productos será la industria fotovoltaica y electrónica.
Esto lo tomamos de mucha importancia ya que la información pasada nos da un indicativo de lo
que el mercado general de las tintas conductivas tiene un futuro bastante grato.
6.4 Análisis de la demanda
Está determinada por la fabricación de tinta sobre pedido, para grandes industrias electrónicas y
para consumidores individuales.
El mercado potencial de este tipo de producto lo forman los siguientes sectores industriales:
Electrónica de consumo.
Industria automotriz.
Energías renovables.
Electrodomésticos.
Industria eléctrica.
Se prevé que el mercado de tinta conductiva a base de grafeno según la consultora Lux Research
tenga a final del año 2014 tenga una demanda aproximada de 2 millones de dólares y que para el
año 2020 aumente a 20 millones de dólares. Como se observa en la Grafica 4.

Producción de Tinta de Grafeno Página 30
Figura 13. Demanda total de grafeno para la década de 2010-2020 y las aplicaciones más
destacadas según Lux research.
Debido a que el mercado está en función de estos sectores industriales, la información anterior
trato de hacer mucho énfasis en el mercado de las tintas conductoras a base de plata, puesto que
es el más demandado en la industria electrónica y teniendo en cuenta que el mercado de las tintas
conductoras a base de grafeno aun esta por incursionar a este campo.
0
5
10
15
20
25
2014 2015 2016 2017 2018 2019 2020
$ m
illo
nes
USD
Año
Demanda de Tinta de grafeno ($ millones USD)
Producción de Tinta de Grafeno Página 31
7 Análisis técnico
Este estudio se concentra principalmente en unidades físicas de insumos y productos, maquinaria
y procesos de producción, etc. Sin embargo, estas informaciones técnicas y físicas tienen que
transformarse en unidades monetarias para luego realizar el cálculo de las inversiones, también
está relacionado de manera directa con el cálculo de costos.
7.1 Tamaño de la planta
El tamaño de la planta se hace en función del tipo de la demanda de productos, permanencia en el
tiempo de los productos en el mercado, economías de la escala, tecnología y disponibilidad de
mantenimiento y suministro.
En nuestra empresa, debemos considerar una capacidad normal de producción, es decir que nos
acotaremos a producir bajo las condiciones que nos exige el mercado.
De acuerdo a lo anterior se observa que el tamaño de la planta puede variar, puesto que se tiene
que ajustar a la producción que se requiera, ya que necesitamos tener en cuenta una mayor
demanda de la tinta conductiva de grafeno lo cual puede generar una sobrecarga o sobre
ocupación del equipo, en este caso la empresa determinará si es necesario contratar más personal,
si se dobla turnos para emplear el mismo número de personal, o bien determinar si es mejor
adquirir nuevo equipo. Caso contrario la demanda de tinta conductiva a base de grafeno
disminuya generando para nosotros una producción inadecuada afectando de forma económica a
la empresa.
Algunos factores que inciden directamente en el tamaño del proyecto son: la ubicación de la
planta, el mercado, la forma en que la demanda está distribuida geográficamente, la mayor parte
de estos factores serán analizados en el estudio de localización, que los correspondientes al
mercado y demanda ya fueron analizados en el estudio del mercado.
Es por ello que al definir el tamaño se está considerando una capacidad de reserva posible, que es
la diferencia entre la capacidad de producción normal y la de diseño, además, existe la
posibilidad de sobrecargar los equipos o utilizarlos en forma parcial.
Los elementos más importantes que consideraremos en el análisis de localización son:
La suma de los costos de flete en insumos de la planta.
La disponibilidad y los costos relativos de los insumos.
Leyes y reglamentos, condiciones generales de vida, clima, facilidades administrativas,
factores externos, preferencias personales y ventajas sociales.
La primera etapa del análisis perfila la zona de localización cuyas consideraciones empiezan con
la determinación de los factores locaciones referentes a los siguientes puntos:
La disponibilidad del terreno, mano de obra y capital.
La distribución de la demanda: localización y tamaño del mercado de consumo, es decir,
de los compradores potenciales y de los insumos como: localización de fuentes de
materias primas y su calidad.

Producción de Tinta de Grafeno Página 32
Distancias y acceso infraestructural: accesos a medios de transporte, y disponibilidad de
energía eléctrica y agua.
Actividad económica de la región (bancos, ventajas de una industria centralizada).
En nuestro caso, el establecimiento de la planta de producción de tinta conductora de grafeno
deberá ubicarse en México, teniendo alternativas los estados de Jalisco, Baja California y Nuevo
León ya que estos estados tienen un mercado potencial muy amplio en cuestión de la electrónica
y la distancia de las industrias electrónicas sería menor ya que la mayoría de estas industrias se
encuentran en el norte del país, después de esta selección se deben realizar investigaciones de las
condiciones geográficas, económicas, sociales y de servicios de cada una de las zonas. Este
análisis será presentado en la siguiente tabla:
Factor locacional Nvo. LEON B.
CALIFORNIA
JALISCO
LOCALIZACIÓN GEOGRÁFICA 2 1 2
SUPERFICIE DE TERRENO 2 2 2
DISPONIBILIDAD DE MANO DE
OBRA
2 1 2
GRADO DE CALIFICACIÓN DE
MANO DE OBRA
2 1 2
MERCADO POTENCIAL 2 5 2
DISPONIBILIDAD DE MATERIAS
PRIMAS
1 2 2
TELECOMUNICACIONES Y VÍAS
DE ACCESO
2 2 2
INFRAESTRUCTURAS DE LA ZONA 5 2 5
POLÍTICAS AMBIENTALES 1 1 2
SUMA TOTAL 19 17 21

Producción de Tinta de Grafeno Página 33
El método de puntos empleados en la tabla, en primer lugar identifica todas las variables a
considerar en el estudio, como no todas tienen el mismo peso de importancia, se distribuyó
porcentualmente según la prioridad que cada variable tiene dentro del proyecto, se estableció una
escala de evaluación para cada ciudad, considerando la siguiente puntuación:
SITUACIÓN Puntuación
BUENO 5
REGULAR 2
MALO 1
Se puede concluir que el estado en donde nos conviene ubicar la planta es en el estado de Jalisco,
ubicándola en la Calzada del Federalismo Norte 214 Americana, ya que las vías de comunicación
tomando como prioridad la carretera son las apropiadas para recibir nuestra materia prima y
enviar nuestro producto, también cuenta con todos los servicios que requiere una industria ya que
es zona industrial.
Producción de Tinta de Grafeno Página 34
8. Escalamiento del proceso
Esta parte del proyecto está enfocada en el diseño de una planta para la producción de tinta
conductiva de grafeno, la elaboración de este material se explicó en el capítulo anterior así como
la elaboración de la tinta conductiva.
Esta tercer etapa se compone de la elaboración de un diagrama de proceso; diseño de equipos y
accesorios utilizados en el proceso; dimensionamiento de la planta; evaluación económica del
proyecto, considerando los costos de materias primas, mano de obra de oficina y operación, costo
de equipo y costo de servicios adicionales como electricidad y agua y un análisis de seguridad en
la planta.
En el proceso propuesto, no se analiza la posible recuperación de algunos materiales para darle
un uso posterior ya que nos enfocamos en la producción de grafeno. Para estudiar la posibilidad
de recuperar materiales se requiere de pruebas para analizar la composición de los grupos
funcionales presentes en el óxido de grafito y grafeno, además de métodos de separación que
permitan la recuperación de sustancias.
9. Detalles del proceso
Para obtener la tinta de grafeno se necesitan tres etapas: síntesis del óxido de grafeno, reducción
de óxido de grafeno a grafeno y elaboración de tinta a base de ciclohexanona terpineol.
El tamaño de cada reactor se determinó con base en datos de rendimiento obtenidos en la
experimentación, se determinó que por cada kg de grafito alimentado se obtiene en promedio 0.7
kg de grafeno que sirven para producir 9411 L de tinta conductiva. El material de cada reactor se
propuso de acuerdo a los materiales que se mezclan.
El modo de operación del proceso es batch, ya que la cantidad producida por año es menor a
5000 ton/año, en el diagrama de flujo del proceso se muestran los tanques de almacenamiento
para los agentes reductores y oxidantes, bombas para el traslado de dichas sustancias líquidas,
válvulas, un equipo de centrifugación, un horno y una trituradora.

Producción de Tinta de Grafeno Página 35
Figura 14. Primer etapa del proceso de producción de la tinta conductiva de grafeno
En la primera etapa se adiciona la materia prima y los agentes oxidantes dentro del mezclador 1
para que se lleve a cabo la oxidación de grafito, el agua tiene un tratamiento previo dentro de un
enfriador para tener la temperatura óptima dentro del mezclador. El traslado de sustancias
líquidas se lleva a cabo mediante bombas en tuberías de acero inoxidable.
Figura 15. Segunda etapa del proceso de producción de la tinta conductiva de grafeno
En la segunda etapa, una vez obtenida la suspensión de óxido de grafito, se retira la mayor
cantidad de agua posible de la suspensión de óxido de grafito.

Producción de Tinta de Grafeno Página 36
Para esto proponemos una centrifuga industrial y un lavado dentro del mezclador con una
solución de ácido clorhídrico en agua, este lavado se debe repetir tres veces.
Figura 16. Tercera etapa del proceso de producción de la tinta conductiva de grafeno
En la tercera etapa se lleva a cabo la reducción del óxido de grafito dentro del equipo de
mezclado al cual se le alimenta ácido ascórbico, después de esto se envía el producto obtenido a
un horno a 90°C para obtener el grafeno.
Figura 17. Cuarta etapa del proceso de producción de la tinta conductiva de grafeno

Producción de Tinta de Grafeno Página 37
En la etapa final del proceso propuesto se utiliza una trituradora para reducir el tamaño de la
partícula y después pasa al mismo mezclador en donde se realizará la tinta conductiva utilizando
como vehículo terpineol y ciclohexanona.
10. Producción de la planta industrial
A partir del estudio de mercado se analizaron las predicciones para el valor del mercado de la
tinta de grafeno hasta el año 2020. Como primer objetivo nos fijamos una producción de 9411
litros de tinta conductiva que corresponde a una producción de 32 kg de grafeno que equivale al
10% de la oferta.
La producción se realizará por lotes, en cada lote se producirán 9411 litros de tinta conductiva,
con base en datos de heurísticas se utiliza el modo de operación batch para cantidades menores a
las 5,000 toneladas por año y si consideramos una densidad de la tinta próxima a 1 g/c se
tienen aproximadamente 9.5 ton/lote.
Se planea laborar 317 días al año con lo cual se tendrá una producción aproximada a 3000
ton/año cumpliendo así la heurística. A partir de datos observados de rendimiento se determinó
que por cada gramo de grafito introducido se obtiene en promedio 0.76 g de grafeno.
El precio que proponemos es de $1000 pesos/litro, para determinar este valor nos basamos en
el precio de la tinta conductiva de plata que es de $1100 pesos/litro.
11. Dimensiones de la industria
Para el diseño de la industria se consideran las dimensiones de los equipos involucrados en el
proceso, teniendo los datos numéricos de las dimensiones se puede suponer espacios dentro del
terreno. El reactor de mezclado tiene preferencia en el diseño, ya que, es donde se lleva a cabo la
síntesis del grafeno.
En la Figura 5, se presenta el plano de la industria con sus respectivos departamentos, en la parte
sur se encuentra la entrada principal, en ella se encuentra la caseta vigilancia y la entrada de
empleados y obreros, el estacionamiento para empleados y clientes y el almacén de producto
terminado y materia prima se encuentran del lado izquierdo, cabe mencionar que en el almacén
de materia prima también se contará con refacciones y material de seguridad y para manejo de
riesgos, del lado derecho se encuentra la gerencia de recursos humanos y una área verde. En la
zona norte se encuentra el área de producción, del lado derecho se encontrará el comedor, la
oficina de seguridad y el área de sanitarios.

Producción de Tinta de Grafeno Página 38
Figura 18. Distribución de áreas dentro de la planta industrial
11.1 Especificación y recomendaciones de cada área de la planta
Área de producción: Esta área consta de 15 m de ancho por 15 m de largo, estas dimensiones
fueron estimadas por el tamaño ya que se estima ocupar pocos equipos los cuales involucran
una necesidad mínima de espacio pero con las medidas de seguridad pertinentes, ya que cada
etapa de producción necesita cierta distancia para poder prevenir accidentes, esto puede ser
prevenido mediante una buena ventilación con la finalidad de poder desalojar los gases que
podrían acumularse dentro de esta área, el personal necesitará usar el equipo adecuado como
zapatos antiderrapantes, traje tipo 1 el cual cubre todo el cuerpo incluyendo guantes, botas y
equipo de protección respiratoria, el personal será capacitado constantemente por el ingeniero
de la planta con el objeto de recordarles cuales son las zonas de alto riesgo y que hacer en caso
de emergencia, de no tomar la capacitación, el personal no podrá ingresar al área de producción.
Almacén de materias primas y productos: Las dimensiones para este almacén serán de 5 m x 10
m ya que al igual que en el área de producción, lo que se pretende es dejar distribuidos de
manera alejada cada tipo de reactivo utilizado para la síntesis y el producto final, este almacén
tendrá que contar con buena ventilación ya que se pueden acumular gases nocivos para el
personal, el almacén está ubicado alado del área de producción puesto que el traslado será más
corto y así poder prevenir percances dentro de la planta.

Producción de Tinta de Grafeno Página 39
Estacionamiento: Este estacionamiento constará con 5 m de ancho y 10 m de largo, esta área
será exclusiva para los proveedores, se ubicó alado del almacén ya que el traslado de los
reactivos del estacionamiento al almacén será menor y de esta forma se evitará recorrer toda la
planta con los reactivos en caso de que el estacionamiento de proveedores se ubicara en otro
lado de la planta.
Recibidor: Las dimensiones para esta zona son de 2 m x 7.5 m, esta área contará con vigilancia
con la finalidad de poder checar la entrada y salida del personal, también tiene como objetivo
poder atender a las personas externas a la planta.
Área administrativa: Las dimensiones para esta zona son de 15 m x 10 m ya que en esta zona lo
que se pretende es tener una sala de juntas, una gerencia y personal administrativo, el personal
administrativo que no cuente con capacitación de seguridad no podrá entrar al área de
producción.
Comedor: Las dimensiones para el comedor serán de 10 m x 12.5 m, el cocinero tendrá que
utilizar zapatos antiderrapantes con la finalidad de evitar accidentes con algún derrame dentro
de la cocina, el comedor fue ubicado del lado opuesto del área de producción con el fin de poder
evitar cualquier tipo de gases desprendidos de dicha área, también está ubicada cerca de una
salida de emergencia.
Baño: Las dimensiones del baño son de 5 m x 5 m.
Por lo que el área total de la planta será de 700 m2 ya que de largo será de 20 m y de ancho 35 m, la
distribución de áreas dentro de la planta fue planeada con el fin de prevenir accidentes, se planea que
cada pasillo de la planta sea de 2.5 m de ancho.
Área Largo (m) Ancho (m)
Producción 15 15
Estacionamiento 10 5
Comedor 12.5 5
Recibidor 7.5 2.5
Almacén 10 5
Administrativo 15 10

Producción de Tinta de Grafeno Página 40
11.2 Diseño del reactor para la síntesis
Para el proceso es de suma importancia la implementación del reactor de mezclado, con el fin de
optimizar la economía del proceso y por el tipo del mismo (batch) se propone un reactor para
realizar las cuatro etapas de elaboración del producto. Se plantea que el material sea vidrio, ya
que los metales tienden a corroerse por los materiales utilizados en la síntesis. Los cálculos de las
dimensiones del reactor se presentan en los anexos.
El reactor es por lotes con temperatura variable y agitación constante. Se diseñó el reactor con un
10% más de espacio con objeto de medidas de precaución. El reactor cuenta con cinco orificios
de 5 pulgadas que se conectarán a las tuberías de las sustancias en estado líquido involucradas en
el proceso, también cuenta con 4 salidas más para las corrientes producidas al finalizar cada etapa
del proceso, las sustancias solidas se introducirán por una apertura en la parte superior, esta
operación la realizará un obrero de manera manual.
11.3 Diseño de los equipos complementarios
Para el diseño de los equipos que complementan la operación se ubicaron las necesidades que se
tenían para el tratamiento de los componentes y se consultaron varias empresas encargadas de la
venta de equipos a nivel industrial.
11.3.1 Centrífuga
El diámetro de los porta muestras y las propiedades de transporte de la muestra utilizada a nivel
laboratorio fueron fundamentales para realizar el escalamiento del equipo de centrifugado. Se
utilizó la ley de Stokes (ANEXO B) y se obtuvieron las necesidades de gasto energético y área de
centrifugado para el equipo a utilizar concluyendo así, que las necesidades del equipo de
centrifugación son las siguientes:
Diámetro del rotor 2.1 m
Volumen 1730 litros
Carga máxima 2100 kg
Potencia nominal 160 kW
Superficie filtrante 7.4
Tabla 2. Datos para el equipo de centrifugado

Producción de Tinta de Grafeno Página 41
11.3.2 Horno
Se requiere un horno a fuego directo que utilice Gas LP, los cálculos para los requerimientos de
este equipo se encuentran en la parte de anexos y los datos determinados son los siguientes:
Material Acero inoxidable
Dimensiones generales 110 X 140 X 152 cm.
Dimensiones de la cámara 44 X 72 X 44 cm.
Rango de temperatura 100 – 1100°C
Capacidad 144 LT
Potencia 7.2 kW
Requerimientos energéticos 110-220 V
Tabla 3. Datos del horno para la producción
11.3.3 Trituradora
El diseño de la trituradora se hizo con base en heurísticas a partir de los datos del tipo de proceso,
tamaño y diámetro de partícula a tratar, capacidad del equipo y estado en que se obtiene el
producto definiendo así las siguientes características para el equipo.
Ancho del Rodillo 252 mm
Capacidad 3-5 ton/h
Potencia del motor 11 Kw
Volumen 1.628
Tabla 4. Datos de la trituradora
12. Balances de materia para el sistema de oxidación.
Teniendo las reacciones (a) y (b) para la primera etapa de reacción, se realizará un balance
diferencial

Producción de Tinta de Grafeno Página 42
De la ecuación general de conservación de materia tenemos que
Para el sistema semicontinuo con el que se está trabajando, se tiene que
Por lo tanto
Realizando este mismo balance pero para cada compuesto, se tiene que
Donde p, as, hp, ag, su, g, go, om y o, corresponden al permanganato, ácido sulfúrico, heptóxido
de manganeso, agua, bisulfato de potasio, grafito, óxido de grafito, dióxido de manganeso y
oxígeno, respectivamente.

Producción de Tinta de Grafeno Página 43
Para la etapa dos tenemos la reacción (c) donde el ácido sulfúrico reacciona con el dióxido de
manganeso.
Para esta etapa se tiene el siguiente balance
Por lo tanto, para cada una de las especies se tiene que
Donde as, om, sm, o y a, son ácido sulfúrico, dióxido de manganeso, sulfato de manganeso
oxígeno y gua, respectivamente.
Finalmente para la etapa tres se tiene la reacción (d) que se efectúa para remover el permanganato
excedente.
Por lo tanto el balance de materia queda de la siguiente forma

Producción de Tinta de Grafeno Página 44
Donde pe, p, as, om, o, ag y ph, son peróxido de hidrogeno, permanganato de potasio, oxido de
manganeso, oxigeno, agua e hidróxido de potasio, respectivamente.
12.1 Balances de materia para el sistema de reducción
Tomando la reacción (e)
Se tienen los siguientes balances
Donde go, ac, rgo y ad, son oxido de grafeno, ácido ascórbico, grafeno y ácido 2,3-
dicetogulónico, respectivamente.
12.2 Tiempos de operación
Etapa 1)
La primera etapa consta de un proceso de enfriamiento a 5 °C por 15 min.
Etapa 2)
Durante la segunda etapa, el sistema se calienta a 35 °C por 90 min.

Producción de Tinta de Grafeno Página 45
Etapa 3)
Finalmente la tercera etapa se mantiene el sistema a una temperatura de 96 °C por 15 min.
Etapa de centrifugación 1
En esta etapa se centrifugará el lodo obtenido con HCl durante 30 min, repitiendo este proceso
tres veces.
Etapa de reducción
Para esta etapa, el tiempo de reacción a 50 °C es de 120 min.
Etapa de centrifugación 2
Durante esta segunda etapa de centrifugaciòn el lodo obtenido se dejara durante 30 min.
Etapa de secado
El lodo se secará durante 120 min a 100 °C
Etapa de molienda
El material seco se pulverizará durante 20 min para obtener así el tamaño de partícula adecuado.
Etapa de mezclado
La tinta se elaborará mezclando el grafeno con su tenso activo durante 20 min para cada lote (3
lotes en total).
12.3 Diagrama de flujo para el reactor en la oxidación
Figura 19. Balance de materia en la etapa de oxidación
Producción de Tinta de Grafeno Página 46
13. Tratamiento de residuos
El subproducto principal de la síntesis es el óxido de manganeso (VII), este compuesto se forma
en la oxidación del grafito por la reacción entre ácido sulfúrico y permanganato de potasio.
Es un compuesto inorgánico con formula es un líquido altamente reactivo y un oxidante
peligroso. El heptaóxido de manganeso es un aceite de color verde oscuro y surge por la adición
de concentrado a KMnO4. La reacción produce inicialmente ácido permangánico,
HMnO4 (estructuralmente, HOMnO3), que se deshidrata por el ácido sulfúrico para formar su
anhídrido, .
2 KMnO4 + 2 → + + 2
Mn2O7 puede reaccionar adicionalmente con ácido sulfúrico para dar el catión .
+ 2 → 2 [MnO3] + [ ] + H2O
El heptaóxido de manganeso se descompone a temperatura ambiente, por lo que en forma
explosiva> 55 ° C. La explosión puede ser iniciado por golpear la muestra o por su exposición a
los compuestos orgánicos oxidables. Los productos son MnO2 y O2. El ozono también se
produce, dando un fuerte olor a la sustancia. El ozono puede incendiarse espontáneamente un
pedazo de papel impregnado con una solución de alcohol. La producción de heptaóxido de
manganeso es un subproducto indeseable en muchas situaciones.
14. Ubicación de la industria
A partir del estudio de mercado se determinó que el estado de Jalisco cumple con todos los
aspectos necesarios como son: fácil adquisición de materias primas, vías de comunicación,
cercanía de aeropuertos, crecimiento industrial potencial y factores de seguridad para la ubicación
de la planta (ANEXO A). También se dio importancia a este sitio, ya que, es una ciudad que
puede adquirir el producto y con esto evitar gastos de transporte.
Figura 20. Localización de la industria

Producción de Tinta de Grafeno Página 47
15. Análisis financiero de la materia prima
Para realizar la evaluación económica del proceso deben de contemplarse todos los costos de
producción, incluyendo los costos de adquisición de materia prima, los costos de mano de obra y
los costos de capital fijo que están asociados con la adquisición de maquinaria y la instalación de
ésta.
Tabla 5. Costos de adquisición de materia prima.
Compuesto Alimentación por
Operación
Costo
($/Kg)
Costo
($/Lt)
Costo Total
($/Operación)
Costo Total
($/año)
Grafito 42.105 Kg 215 9052.575 2869666.275
224 Lt 200 44800.00 14201600
126.315 Kg 400 50526.00 16016742
63.157 Lt 250 15789.25 5005192.25
160 Kg 400 64000.00 20288000
1411.76 Lt 158 223058 70709411.36
8000 Lt 36 288000 91296000
Gas LP 107.59 kg 14.14 1521.32 482258.44
Refrigerante
R407A*
4.86 kg 375 375 577732.5
$220869245.3
*La compra del refrigerante se realiza cada año

Producción de Tinta de Grafeno Página 48
16. Personal requerido en la planta
Tabla 6. Costos de personal administrativo y mano de obra.
Puesto ($/mes)/persona ($/mes) ($/año)
1 Gerente 13000 13000 156000
1 Administrador 8000 8000 96000
1 Secretaria 6000 6000 72000
Total de Salarios Administrativos 324000
6 Obreros 5000 30000 360000
1 Técnico 5500 5500 66000
1 Policia 5500 5500 66000
1 Limpieza 5000 5000 60000
Total de Salarios en el proceso 552000
16.1 Selección de personal
16.1.1 Departamento de producción
Se contará con un obrero encargado del traslado de materia prima en cada contenedor que no
cuente con bomba, uno para el contenedor de , . Habrá un obrero
encargado de la apertura de válvulas, un encargado de la centrifuga y el equipo de enfriamiento y
un encargado más para la manipulación del horno y la trituradora y por último se tiene un técnico
que se encargará de la supervisión de los equipos
16.1.2 Departamento de personal
Este departamento se integra por tres empleados: el Gerente de la industria, la secretaria y un
administrador.

Producción de Tinta de Grafeno Página 49
17. Capital fijo
Tabla 7. Costos de capital fijo.
EQUIPO $
1 Reactor de Mezclado 196000
8 Contenedores de acero inoxidable 541300
1 Horno 125000
1 trituradora 237200
1 enfriador de agua 65400
6 bombas 85200
6 válvulas 1826
138m de tubería de acero inoxidable 5¨ 5920
12 codos de 90° 3790
TOTAL $1261706
Los cálculos y las correlaciones utilizadas en la obtención de costos se anexan en el apéndice.
18. Gastos generales
Tabla 8. Total de gastos en la planta.
Materias Primas $ 221446602.8
Mano de obra de operación $552000
Mano de obra de oficina $324000
Servicios de electricidad $6200
Total de Gastos Generales $222328802.8

Producción de Tinta de Grafeno Página 50
TIIE (Actual) = 3 %
P.R (Factor de riesgo) = 25 %
TREMA = TPI + PR TREMA = 28 %
TIR (del proyecto) = 60%
TIR > TREMA
Puesto que la TIR es mayor que la TREMA se deduce que el proyecto es rentable
19. Conclusiones
En el diseño de la planta industrial se obtuvieron resultados satisfactorios a pesar de que la
información se encuentra restringida, el proyecto elaborado es novedoso en el país y se prevé un
mercado con ganancia monetaria a corto plazo. La síntesis de Hummers se modificó ya que en un
principio se planeaba trabajar con nitrato de sodio pero el uso de esta sustancia se descartó debido
a la formación de sales. Para la elaboración de la tinta se usó terpineol y ciclohexanona como
vehículos.
La cantidad de materia prima utilizada en el proceso indica que el costo de adquisición por la
misma es demasiado respecto a las ganancias, por lo que una de las actividades próximas de esta
industria será la optimización de reactivos ya que el proceso puede ser más rentable y menos
contaminante si se hace una adecuación a la cantidad de ácido sulfúrico y si se busca otra
sustancia para ser el vehículo de la tinta.

Producción de Tinta de Grafeno Página 51
20. Referencias
[1] SIGMA aldrich [en linea]. Actualizada: 2014. [Fecha de consulta 15 Noviembre 2014]. Disponible en:
http://www.sigmaaldrich.com/technical-documents/articles/technology-spotlights/graphene-inks-for-printed-electronics.html
[2] E. Tekin, P. J. Smith, and U. S. Schubert, Soft Matter, 2008, 4, 703.
[3] M. I. Katsnelson, Graphene: carbon in two dimensions, Materials Today, 2007, 10, 20.
[4] Wonbong Choi, Indranil Lahiri, Raghunandan Seelaboyina, and Yong Soo Kang, Critical Reviews in Solid State and
Materials Sciences, 2010, 35:1, 52-71.
[5] K. S. Novoselov, A. K. Geim, S. V. Morozov, D. Jiang, Y. Zhang, S. V. Dubonos, I. V. Grigorieva and A. A. Firsov, Science,
2004, 306, 666-669.
[6] GRAPHENEA [en linea]. Actualizada: - - - . [Fecha de consulta 8 Noviembre 2014]. Disponible en:
http://www.graphenea.com/pages/graphene-properties#.VHzPjDGG-b8
[7] Savage, N., Super Carbon. Nature, 2012, 483, S30–S31.
[8] A. B. Kuzmenko, E. V. Heumen, F. Carbone, and D. V. D Marel, Universal optical conductance of graphite, Phys. Rev. Lett.,
2008, 100, 117401.
[9] W. S. Hummers Jr. and R. E. Offeman, J. Am. Chem. Soc., 1958, 6, 1339.
[10] B. Brodie, Phil. Trans., 1859, 149, 249.
[11] Daniel R. Dreyer, Shanthi Murali, Yanwu Zhu, Rodney S. Ruoff and Christopher W. Bielawski, J. Mater. Chem., 2011, 21,
3443–3447.
[12] Yumeng Shi and Lain-Jong Li, J. Mater. Chem., 2011, 21, 3277–3279.
[13] Hailiang Wang, Joshua Tucker Robinson, Xiaolin Li, and Hongjie Dai, J. Am. Chem. Soc., 2009, 131, 9910–9911.
[14] Sandip V. Nipane, Mukund G. Mali, and Gavisiddappa S. Gokavi, Ind. Eng. Chem. Res. 2014, 53, 3924−3930.
[15] U. Hofmann, R. Holst, Ber. Dtsch. Chem. Ges., 1939, 72, 768.
[16] G. Ruess, Monatsh. Chem., 1947, 76, 381.
[17] W. Scholz, H. P. Boehm, Z. Anorg. Allg. Chem., 1969, 369, 327.
[18] T. Nakajima, Y. Matsuo, Carbon, 1994, 32, 469.
[19] A. Lerf, H. He, M. Forster, J. Klinowski, J. Phys. Chem., 1998, B 102, 4477.
[20] T. Szabo, O. Berkesi, P.Forgo, K. Josepovits, Y. Sanakis, D. Petridis, I. Dekany, Chem. Mater. 2006, 18, 2740.
[21] Arthur Ciesielski and Paolo Samori, Chem. Soc. Rev., 2014, 43, 381.
[22] Choudhary G.,et. al. Human health perspective of environmental exposure to hydrazines: A review. Chemosphere, 1998, 37.
[23] D. R. Dryer, S. Murali, Y. Zhu, R. S. Rouff and C. W. Bielawski, J. Mater. Chem., 2011, 21, 3443-3447.
[24] Kirk-Othmer, Encyclopedia of Chemical Technology, 5a edición, Wiley, 2006.
[25] IDTechEx [en linea]. Actualizada: Julio 2014. [Fecha de consulta 6 Noviembre 2014]. Disponible en:
http://www.idtechex.com/research/reports/conductive-ink-markets-2014-2024-forecasts-technologies-players-000384.asp
[26] K.S. Novoselov et al., Proc. Natl. Acad. Sci. 2005, 102, 10451.
[27] M. F. Craciun, S. Russo, M. Yamamoto; J. B. Oostinga, A. F. Morpurgo, S. Thrucha, Nature Nanotechnol., 2009, 4, 383-
388.
[28] A. C. Arias, J. D. MacKenzie, I. McCulloch, J. Rivnay, A. Salleo, Chem. Rev., 2010, 110, 3−24.
[29] J. Sun, B. Zhang, H. E. Katz, Adv. Funct. Mater., 2011, 21, 29−45.
[30] D. H. Kim, N. Lu, R. Ma, Y. S. Kim, R. H. Kim, S. Wang, J. Wu, S. M. Won, H. Tao, A. Islam, et al., Science, 2011, 333,
838−843.
[31] A. M. Gaikwad, G. L. Whiting, D. A. Steingart, A. C. Arias, Adv. Mater., 2011, 23, 3251−3255.
[32] J. A. Rogers, Z. Bao, K. Baldwin, A. Dodabalapur, B. Crone, V. R. Raju, V. Kuck, H. Katz, K. Amundson, J. Ewing, et al.,
Proc. Natl. Acad. Sci.,2001, 98, 4835−4840.
[33] M. Jung, J. Kim, J. Noh, N. Lim, C. Lim, G. Lee, J. Kim, H. Kang, K. Jung, A. D. Leonard, et al., EEE Trans. Electron
Devices, 2010, 57, 571−580.
[34] S. A. Carmen, B. I. Yolanda, Universidad pontificia comillas, 2013,21, 23-130.
[35] Cid H.E., Argüello L.A., Romano A., Flores C.,Pérez M., Síntesis y Caracterización de Grafeno., 2012, 3, 4-8.
[36] Vanessa García Martínez, Estudio de la estabilidad del óxido de grafeno con el tiempo., 2013, 27-28,29-61.
[37] M. J. Fernández-Merino, L. Guardia, J. I. Paredes, S. Villar-Rodil, P. Solís-Fernández, A. Martínez-Alonso and J. M. D.
Tascón, J. Phys. Chem. C, 2010, 114, 6426.
[38] D.W.Lee, L. De Los Santos V., J. W.. Seo., L. Leon Felix, Bustamante D., J.M. Cole and C.H.W. Barnes., The structure of
grafite oxide: Investigation of its surface chemical groups, 2010,1, 2-8.
[39] Jesus Guerrero-Contreras, F. Caballero-Briones, Mat. Chem. and Phys., 2015, 153, 209-220.
[40] Stankovich S., et al., Carbon, 2006, 44, 3342–3347.

Producción de Tinta de Grafeno Página 52
ANEXO A
Estudio comparativo para la ubicación de la planta
Seguridad
En la parte de seguridad se tomaron en cuenta posibles riesgo que podrían perjudicar
económicamente la planta.
Las principales formas de transportar el producto o adquirir la materia prima, serán por vía
terrestre y se necesitara utilizar carreteras. Por este motivo se tomó como un factor importante la
seguridad en carreteras, así como la seguridad de la planta es otro factor a tomar ya que en ella se
encuentra la producción de nuestro producto. Estos datos se presentan en la tabla A1.
Monterrey Chihuahua Baja california
Asaltos en carretera
a camiones de carga
en 2011-2012.
7 1 1
Denuncia por robo
a negocio en 2013.
3486 2014 6588
Tabla A1.
Con estos datos tomados de la INEGI podemos concluir que chihuahua es el estado más seguro
para ubicar la planta que en comparación de Baja california y Monterrey tiene menor número de
asaltos en carretera a camiones de carga y denuncias por robo a negocio.
Clima
Este factor no lo tomamos de mucha prioridad, ya que nuestro proceso no es exigente con a las
condiciones del ambiente. Lo que se tomó en cuenta fue la disponibilidad de agua ya que nuestro
proceso si requiere de ello.
Monterrey Chihuahua Baja california
Rango de precipitación
anual total (mm)
200-1200 100-1200 Menos de 100-600
Esto nos da un indicativo de que el menos favorable en cuestión de precursor de agua es Baja
california ya que se tiene poca precipitación anual, Chihuahua y Monterrey llegan tener
aproximadamente un máximo de precipitación anual de 1200 mm, pero tomando en
consideración que el estado de Chihuahua llega a tener un mínimo de 100 mm de precipitación
anual comparándola con el estado Monterrey el cual es de 200 mm convendría más el estado de
Monterrey ya que lo que se requiere es disminuir riesgos.

Producción de Tinta de Grafeno Página 53
Urbanización
Este factor lo tomamos de principal importancia, ya que en el tema de urbanización estamos
tomando en cuenta la disponibilidad de drenaje, agua y energía eléctrica, puesto que estos
servicios son imprescindibles en cualquier planta ya que la facilidad para obtener estos servicios
son un costo menos que tenemos que contar, debido a que si no se dispone estos servicios se
tendrían que buscar y esto sería un gasto más para la planta.
Disponibilidad de servicios por vivienda particular en 2010.
Entidad federativa Población total
por entidad.
Drenaje Agua Energía eléctrica
Monterrey 994 983 945 767 940 833 976 487
Chihuahua 813 273 736 658 754 909 775 503
Baja California 682 136 609 924 632 121 660 170
Con la información anterior podemos concluir que el mejor estado con disponibilidad de
servicios es Monterrey.
Estados con mejor mano de obra calificada
Este factor es primordial ya necesitamos saber cuánta gente capacitada tiene cada estado de los
cuales estamos mencionando ya que sería un gasto mayor traer gente de estados lejanos con la
finalidad que vayan a trabajar a la planta, esto podría evitarse si el personal vive cerca de la
planta.
Monterrey Chihuahua Baja california
Población con nivel
de educación superior
en 2010.
241 568 99 611 85 387
Podemos llegar como conclusión que el estado con mayor índice de profesionistas es Monterrey.
Ubicación de las industrias electrónicas en México.
La ubicación de las industrias más importantes en la electrónica y fotovoltaica nos es de gran
importancia, ya que es un campo muy importante para las tintas conductivas y el costo del flete
aumentara de manera significativa si la planta se encuentra muy lejos de nuestro consumidor.
En la figura A1 podemos observar cual es el estado con mayor número de industrias enfocadas a
la electrónica en México.

Producción de Tinta de Grafeno Página 54
Figura A1.Ubicación de la industria electrónica en México.
Como se puede observar en la figura A1 el estado con mayores empresas dedicadas a la
electrónica es Tijuana y Monterrey, desplazando a Chihuahua.
Estos factores fueron los principales que se tomaron en cuenta para ubicar la planta y con la
información anterior pudimos concluir que el mejor estado para ubicar la planta es Monterrey ya
que tiene más facilidades en cuestión de servicios primarios como electricidad, drenaje y la
disponibilidad de agua, también las vías de comunicación son mejores aunque un poco menos
seguras comprándolos con los otros estados y algo muy importante que no se puede dejar atrás es
el mercado potencial que tiene este estado ya que es uno de los más importantes respecto a la
ubicación de las industrias electrónicas.
Teniendo como conclusión que Monterrey será el estado que elegiremos para ubicar nuestra
planta tendremos que elegir en que parte de este estado sería adecuado ubicarla. Lo cual se hizo
el siguiente análisis territorial para tener una idea de que zona es conveniente.
Estado de Nuevo León
El estado de Nuevo León tiene una superficie de 64,555 km², que representa un 3.29% del
territorio nacional y políticamente está dividido en 51 municipios. Forma parte de la zona norte
de México, contaba con 994,983 habitantes en el año 2010 y actualmente cuenta con 1,135,512
habitantes y es considerada como la tercera área metropolitana más grande del país, solo después
de las ciudades de México y Guadalajara.

Producción de Tinta de Grafeno Página 55
Cuenta con una excelente red de vías de comunicación que incluyen autopistas, carreteras
pavimentadas en excelente estado, ferrocarril y aeropuertos, factores que han jugado un papel
importante en el desarrollo industrial y económico del estado de Nuevo León.
Monterrey es una de las ciudades más desarrolladas de México y la más desarrollada de Nuevo
León además de ser un centro de negocios, industrial y económico muy importante. Es la ciudad
con la mejor calidad de vida en México y tiene una economía fuerte por ser la base de muchas
empresas nacionales e internacionales como Cemex, Oxxo y Femsa por mencionar algunas.
Vías de comunicación
El estado de Nuevo León cuenta con una excelente red de carreteras, caminos, vías férreas y
aeropuertos que permiten una buena comunicación, tanto en el interior del estado como con el
resto del país. Así mismo el estado posee muy buena infraestructura para la aeronavegación y la
telecomunicación.
La ciudad de monterrey cuenta con infraestructura de transporte que le permite estar comunicada
con autopistas con la frontera con los Estados Unidos, al Golfo de México y al resto del país
además de contar con un servicio de carga por ferrocarril hacia la ciudad de Tampico y otras
zonas del país.
Carreteras
El estado de Nuevo León cuenta con 7,290 km de carreteras, de los cuales 353 km son troncales
de cuota pavimentados, 2 km de dos carriles y 351 km de cuatro o más carriles; troncales libres
pavimentados son 1,141 km, 756 km de dos carriles y 385 km de cuatro o más carriles; carreteras
alimentadoras estatales pavimentadas son 2,867 km, 2,856 km de dos carriles y 11 de cuatro o
más carriles; 2,929 km son caminos rurales, de los cuales 27 km son brechas, 6 km de terracerías,
2,699 km son carreteras revestidas y 197 km son pavimentadas.
El Estado cuenta con un total de 8 carreteras federales de primer orden, que conectan a Nuevo
León con el resto del país son: Monterrey-México (carretera nacional); Monterrey-México
(carretera central vía San Luis Potosí); Monterrey-Mazatlán, Sinaloa; Monterrey-Matamoros,
Tamaulipas; Monterrey-Piedras Negras, Coahuila (vía Monclova); Monterrey-Nuevo Laredo,
Tamaulipas; Monterrey-Colombia, Nuevo León; Monterrey-Matehuala-San Luis Potosí (vía
Linares y Galeana, Nuevo León).
Vías férreas
Las vías férreas del Estado, según los datos de la SCT (2005), tienen un desarrollo de 1,091.90
km de troncales y ramales, de las cuales 804.70 km son concesionadas, 187 km de secundarias y
100.20 km de particulares.
Vías aéreas
Existe el aeropuerto internacional Mariano Escobedo, además del antiguo aeropuerto del Norte,
ambos ubicados en el municipio de Apodaca. Las líneas que operan en la ciudad de Monterrey
son: Aeroméxico, Texas Internacional, Air France, American Airlines, AVIACSA, Continental
Airlines, Delta y Viva Aerobús, comunican al estado con la capital del país, Chihuahua,
Guadalajara, Tijuana, Hermosillo, Tampico, León, Mérida, Acapulco, Los Ángeles, Houston,

Producción de Tinta de Grafeno Página 56
Dallas y San Antonio. Se tienen registrados 46 aeródromos y 12 helipuertos que están
distribuidos en todo el estado y por lo general son para servicio particular.
Recursos energéticos
Como elemento básico de su industrialización y desarrollo, el estado cuenta con cuatro plantas
generadoras de energía eléctrica, teniendo en conjunto una capacidad total de 2,043 MW.
Para la transmisión y distribución de la energía generada se cuenta con un total de 16
subestaciones de transmisión, 6 elevadoras y 10 reductoras, 90 subestaciones de distribución y 5
subestaciones móviles.
Plantas de tratamiento de agua
El estado de Nuevo León cuenta con cuatro plantas de tratamiento de agua vigiladas por
instancias normativas planteadas por SEMARNAT. Los servicios de saneamiento y drenaje de
aguas en el estado de Nuevo León comenzaron en el año de 1995 con la implementación de tres
plantas: La planta dulces nombres está ubicada en el municipio de Pesquería y actualmente tiene
una capacidad de 7500 L/s, La planta norte se encuentre ubicada en el municipio de Escobedo y
actualmente tiene una capacidad de 3000 L/s y por último la planta noreste ubicada en el
municipio de Apodaca que cuenta con una capacidad para tratar 2500 L/s.

Producción de Tinta de Grafeno Página 57
ANEXO B
Dimensionamiento de equipos
Sistema de reacción
El sistema de reacción (ver figura B1) consiste de un reactor por lotes con temperatura variable y
agitación constante. Debido a estos cambios en la temperatura durante la reacción, se propone
dividir el proceso en 3 etapas, las cuales son:
Etapa a)
Se inicia con un reactor por lotes previamente cargado con 224 L de ácido sulfúrico. Entonces, 32
kg de grafito en polvo son adicionados y después de 10 min de agitación, se enciende el sistema
de enfriamiento para alcanzar una temperatura de 5 °C. Enseguida, el permanganato de potasio es
agregado a razón de 10 g/s por cuestiones de seguridad.
Etapa b)
Una vez que haya transcurrido 15 min de mezclado, se retira el sistema de enfriamiento y es
sustituido por el primer sistema de calentamiento para llevar la mezcla a un intervalo de 35 a 40
°C por 30 min.
Etapa c)
Concluido los 30 min, se agrega 480 L de agua, ocasionando que la temperatura del sistema se
eleve hasta 96 °C. Entonces, el segundo sistema de calentamiento es iniciado para mantener dicha
temperatura por 15 min con agitación constante. Posteriormente, la mezcla se diluye con 1600 L
de agua y agregando además 48 L de peróxido de hidrógeno al 30%.

Producción de Tinta de Grafeno Página 58
Figura B1. Sistema de reacción para la obtención de óxido de grafito. a) Etapa de enfriamiento, b) etapa de
calentamiento y c) etapa de retención.
Datos generales para la producción de óxido de grafito
Producción anual de grafeno: 10 ton
Días laborales: 317 días
Producción diaria: 32 kg
Con base en la experiencia obtenida en el laboratorio, el escalamiento será el siguiente
La densidad de la mezcla se determinó experimentalmente resultando en un valor de 1.25 g/ml
Debido a que no se pudo determinar la viscosidad de la mezcla experimentalmente, se hizo una primera
aproximación tomando la viscosidad del ácido sulfúrico a 20 °C, siendo éste de un valor de 25 cP.

Producción de Tinta de Grafeno Página 59
Dimensionamiento del reactor
Para obtener la potencia de agitación, se dimensiono el reactor como se muestra la figura 2. Esto nos
conduce a los siguientes números adimensionales.
Figura 2. Dimensiones que intervienen en el dimensionamiento del reactor.
Variables Dimensiones
: viscosidad dinámica M L-1 T-1
: densidad M L-3
g: gravedad L T2
P: potencia M L2 T-3
N: velocidad angular T-1
H: altura del reactor L
DT: diámetro del tanque L
DP: diámetro de la pala L
W: altura de la pala L
L: longitud de la pala L

Producción de Tinta de Grafeno Página 60
E: altura de las palas respecto al fondo del tanque L
J: espesor de las placas deflectoras L
n= 12 m= 3
Por lo tanto
n – m= 9 grupos adimensionales que hay que definir
Definiendo las variables de referencia
N T
Ρ M
DP L
Donde
T: tiempo
M: masa
L: longitud
Para obtener los 9 grupos adimensionales se utilizará el método de Raleight.
N1 = [µ]·[DP]a·[ρ]
b·[N]
c
M0·T0·L0 = [µ]·[DP]a·[ρ]
b·[N]
c
Balance de exponentes para cada dimensión
Para T: 0 = -1 + 0a + 0b - 1c → c = -1
Para M: 0 = 1 + 0a + 1b + 0c → b = -1
Para L: 0 = -1 + 1a - 3b + 0c → a = -2
Por lo tanto, N1 = [µ]·[DP]-2
·[ρ]-1
·[N]-1 o N´1 = [µ]
-1·[DP]
2·[ρ]
1·[N]
1= Re
N2 = [P]·[DP]a·[ρ]
b·[N]
c
M0·T0·L0 = [P]·[DP]a·[ρ]
b·[N]
c
Balance de exponentes para cada dimensión
Para T: 0 = -3 + 0a + 0b - 1c → c = -3
Para M: 0 = 1 + 0a + 1b + 0c → b = -1
Para L: 0 = 2 + 1a - 3b + 0c → a = -5

Producción de Tinta de Grafeno Página 61
Por lo tanto, N2 = [P]·[DP]-5
·[ρ]-1
·[N]-3
=NP
N3 = [g]·[DP]a·[ρ]
b·[N]
c
M0·T0·L0 = [g]·[DP]a·[ρ]
b·[N]
c
Balance de exponentes para cada dimensión
Para T: 0 = -2 + 0a + 0b - 1c → c = -2
Para M: 0 = 0 + 0a + 1b + 0c → b = 0
Para L: 0 = 1 + 1a - 3b + 0c → a = -1
Por lo tanto, N3 = [g]·[DP]-1
·[ρ]0·[N]
-2= Fr
Realizando esta analogía con las demás variables, se tiene que
N4 = [H]·[DP]-1
·[ρ]0·[N]
0
N5 = [DT]·[DP]-1
·[ρ]0·[N]
0
N6 = [W]·[DP]-1
·[ρ]0·[N]
0
N7 = [L]·[DP]-1
·[ρ]0·[N]
0
N8 = [E]·[DP]-1
·[ρ]0·[N]
0
N9 = [J]·[DP]-1
·[ρ]0·[N]
0
Relaciones geométricas
El volumen operación es de 3.16 m3 (Vop) y por cuestiones de diseño, el volumen total será de 3.5 m3 (VT).
Las relaciones que hay son las siguientes
DP/DT = 1/3
H/DT = 1
J/DT = 1/12
E/DP = 1
W/DP = 1/4
L/DP = 1/4
A partir de esto, tenemos que el diámetro del tanque es

Producción de Tinta de Grafeno Página 62
Esto nos conduce a
Por lo tanto
H = DT = 1.645m
DP = DT/3 = 1.645m/3 = 0.548m
J = DT/12 = 1.645m/12 = 0.137m
E = DP = 0.548m
W = DP/5 = 0.110m
L = DP/4 = 0.137m
Para obtener la potencia de agitación se requiere conocer la velocidad a la que se trabajará, por lo tanto
se utiliza el número de Reynolds antes descrito y suponiendo que se está trabajando con un flujo
turbulento, entonces Re= 11000, así que
Re = [µ]-1·[DP]2·[ρ]1·[N]1
Despejando la velocidad angular tenemos que
El tanque agitado constará de dos propelas de 6 palas planas, así que tomando esto como base y a partir
de la gráfica 1 se tiene que el número de potencia (NP) es 5, por lo tanto
NP = 5 = [P]·[DP]-5·[ρ]-1·[N]-3
Balance de energía en el reactor semicontinuo para la obtención del flujo de enfriamiento

Producción de Tinta de Grafeno Página 63
En estado estacionario
y recordando que
Y
Despejando X tenemos que
Calculo de la potencia requerida en la bomba del contenedor de al mezclador 1
Obtención de velocidad media y número de Reynolds
Ecuación de Bernoulli

Producción de Tinta de Grafeno Página 64
Velocidad de flujo de masa
Calculo de la potencia requerida en la bomba del contenedor de al mezclador 1
Ecuación de Bernoulli

Producción de Tinta de Grafeno Página 65
Velocidad de flujo de masa
Calculo de la potencia requerida en la bomba del contenedor de al mezclador 1
Ecuación de Bernoulli

Producción de Tinta de Grafeno Página 66
Velocidad de flujo de masa
Calculo para el diseño de la centrifuga
Suposiciones para el diseño de centrifuga
- La alimentación es una solución diluida
- Las partículas se distribuyen uniformemente en la capa anular
- Las partículas sedimentan de acuerdo a la Ley de Stokes
- La distancia entre la superficie del líquido y la pared de la centrifuga es constante
Tiempo de residencia
a). 100% de sedimentación El tiempo de sedimentación t de una partícula localizada en la
superficie de la capa anular del fluido en R1 (que es la más alejada de la pared, o más difícil de
sedimentar), puede ser obtenida de la Ley de Stokes considerando el movimiento de la partícula
en el sentido radial:
El concepto de Sigma ha sido muy utilizado en el campo de la sedimentación centrífuga desde
que éste fue desarrollado (Ambler, 1957). Sigma es un área característica de cada tipo de
centrífuga y se utiliza para efectuar comparaciones y escalamiento de equipo. En el caso de la
centrífuga tubular el valor de Sigma puede ser definido a partir de la ecuación anterior de la
siguiente forma:

Producción de Tinta de Grafeno Página 67
DIMENSIONAMIENTO
En el análisis de la operación de la sedimentación centrífuga se desarrollaron expresiones para
el cálculo del gasto manejable por una centrífuga de geometría particular, debido a que los
equipos se construyen de tamaños específicos. Así gran parte del problema se reduce a una
selección del equipo más que a un diseño específico para un trabajo particular. Las velocidades
de sedimentación que se predicen con la Ley de Stokes pueden ser adecuadas para el caso de
centrífugas tubulares, pero pueden resultar hasta dos veces mayores de las realmente
obtenidas en las centrífugas de discos. En la selección de equipo de centrifugación una
combinación adecuada de los principios teóricos con pruebas experimentales directamente con
el material, es lo más recomendable.
Centrifuga utilizada por el equipo a nivel laboratorio
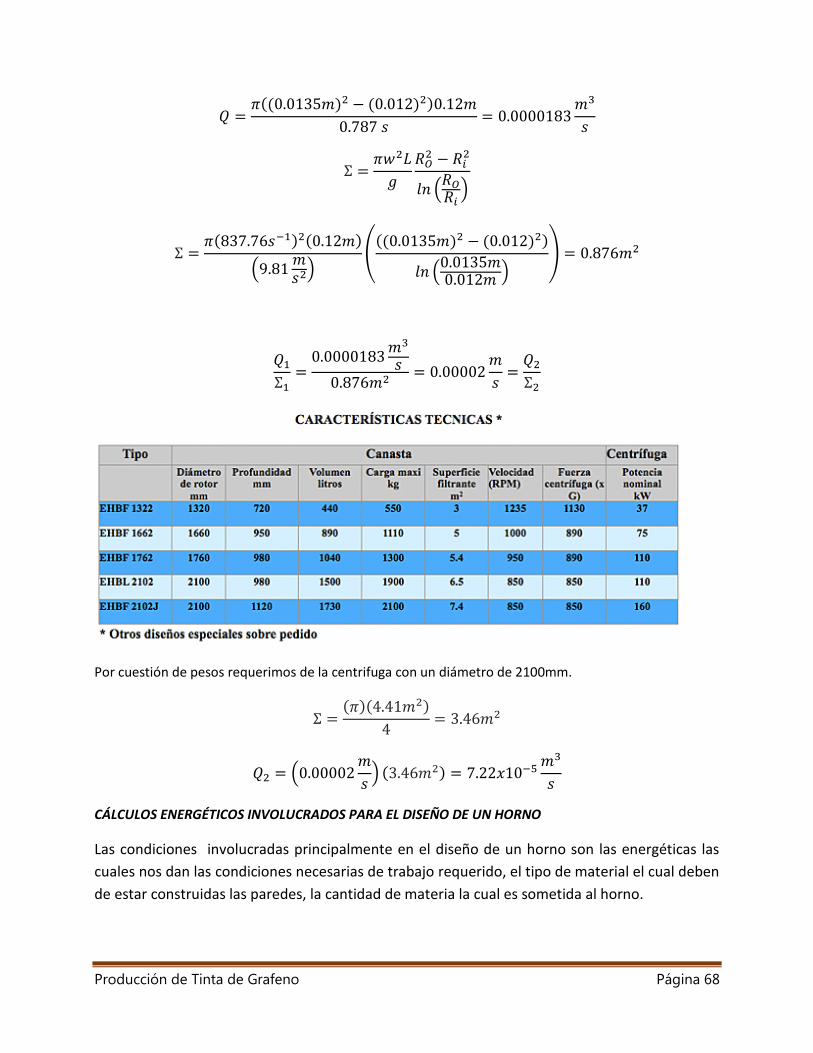
Producción de Tinta de Grafeno Página 68
Por cuestión de pesos requerimos de la centrifuga con un diámetro de 2100mm.
CÁLCULOS ENERGÉTICOS INVOLUCRADOS PARA EL DISEÑO DE UN HORNO
Las condiciones involucradas principalmente en el diseño de un horno son las energéticas las
cuales nos dan las condiciones necesarias de trabajo requerido, el tipo de material el cual deben
de estar construidas las paredes, la cantidad de materia la cual es sometida al horno.

Producción de Tinta de Grafeno Página 69
Se presenta aquí el análisis energético requerido para el diseño de un horno intermitente, el
horno tiene dimensiones de (3m x 3m x 3m), todo esto en un lapso de 3 h, el horno inicia a una
temperatura de 25 °C hasta alcanzar una temperatura de 90°C. El combustible considerado es
gas LP el cual particularmente se compone de 70 % propano y 30 % butano.
BALANCE DE ENERGÍA
Figura B3. Balance de calor para un horno intermitente.
Calor ganado por la torta;
(B1)
En donde es el calor que gana la pieza que se somete al tratamiento (KJ), m es la masa total
de la pieza (Kg), es el calor especifico de la torta (KJ/Kg °C), en donde es la diferencia de
temperatura en donde se toma la temperatura a la cual entra la torta al horno y la temperatura
máxima que llega a alcanzar.
Calor almacenado en las paredes del horno;
(B2)
Calor perdido por las paredes del horno;
Suponiendo que la temperatura es totalmente homogénea en todo el horno tenemos la
siguiente expresión
(B3)
En donde es el calor que se pierde a través de las paredes (W), k es la conductividad
térmica promedio del material del que está compuesta la pared (W/m °C), es la
diferencia entre las temperaturas de la superficie interior y exterior del horno (°C).

Producción de Tinta de Grafeno Página 70
Pérdidas por aberturas;
(B4)
Donde es el calor que se pierde por radiación a través de las aberturas que existen en el
horno (KJ/h), es el calor radiado (Kj/ h m2) y AET es el área total efectiva por la cual se pierde
calor (m2). En nuestro caso, se toma como aberturas las chimeneas.
El calor radiado se calcula con;
(B5)
Donde es la constante de Stefan-Boltzman, TG la temperatura de los gases dentro del horno y
Ta es la temperatura del ambiente.
Calor total requerido en el horno;
Se obtiene mediante la ecuación
(B6)
Donde Qt es el calor total requerido en el horno (Kcal), Qd es el calor disponible, es decir, la
suma del calor absorbido y perdido por los elementos que componen al horno (Kcal).
(B7)
Y % Qd es el porcentaje de calor disponible
Pérdidas por chimenea;
Se determina por la siguiente ecuación
(B8)
Donde Qch es el calor que sale por las chimeneas (Kcal), Qt es el calor total (Kcal) y Qd es el calor
disponible (Kcal).
Reacciones de combustión
Considerando que el combustible es el gas LP que se compone de 70% propano y 30% butano y
dando un 10% de exceso de aire, tenemos las siguientes reacciones de combustión:

Producción de Tinta de Grafeno Página 71
Para el butano:
C4H10 + 7.15 O2 + 20.88N2 4 CO2 + 5H20 + 0.65 O2 + 20.88 N2 (B9)
Para el propano:
C3H8 +5.5 O2 + 20.68N2 3 CO2 +4 H2O + 0.5 O2 20.68N2 (B10)
Con estas dos reacciones se desarrolla un balance de masa:
Masa de reactivos = Masa de productos
La cantidad de calor desprendido del gas LP tras su oxidación
El poder calorífico inferior (PCI) del propano es 46.30 MJ/kg y para el butano es 45.7 MJ/kg y el
butano es de 46.12 MJ /kg el cual se calculó con la siguiente ecuación:
PCIprom= 0.3 PCIbutano + 0.7 PCIpropano (B11)
El gasto de combustible se calcula con:
(B12)
Calor ganado por la torta
La torta contiene grafeno y agua
Calor almacenado en las paredes del horno
Suponiendo que el horno esta hecho de () y que tiene un ancho de () podemos determinar el
volumen total del material, utilizando la densidad del material podremos determina la masa
total del material la cual fue utilizada.
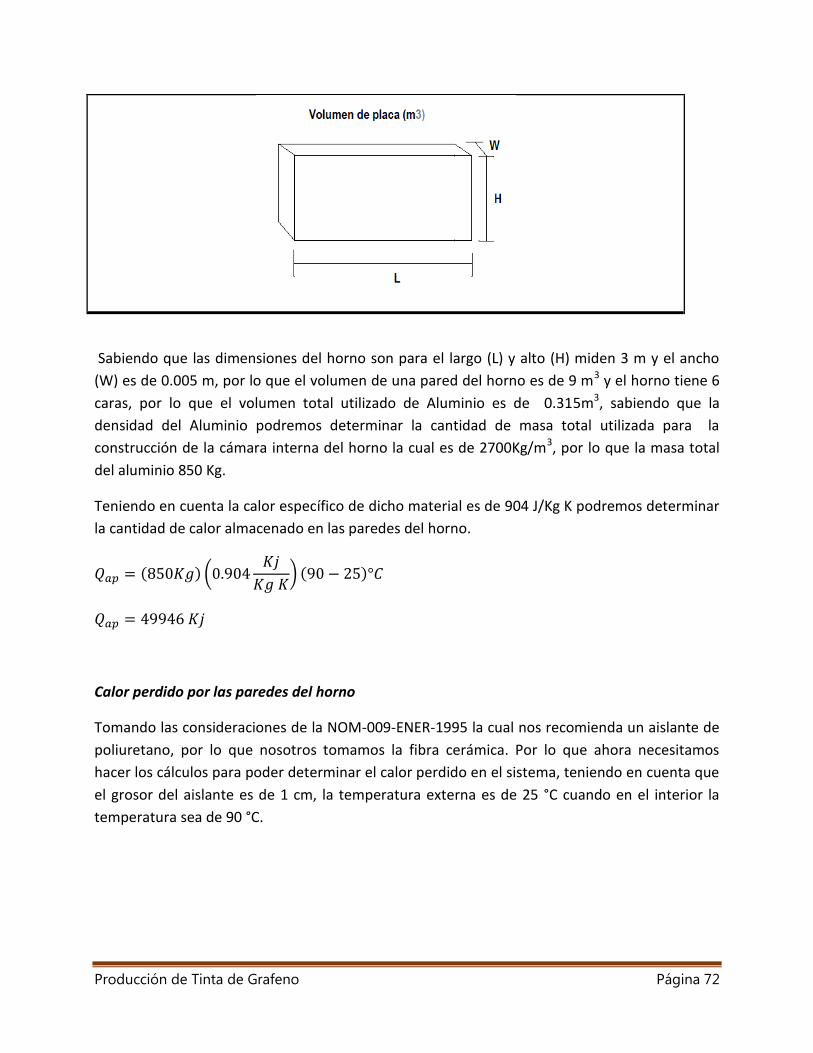
Producción de Tinta de Grafeno Página 72
Sabiendo que las dimensiones del horno son para el largo (L) y alto (H) miden 3 m y el ancho
(W) es de 0.005 m, por lo que el volumen de una pared del horno es de 9 m3 y el horno tiene 6
caras, por lo que el volumen total utilizado de Aluminio es de 0.315m3, sabiendo que la
densidad del Aluminio podremos determinar la cantidad de masa total utilizada para la
construcción de la cámara interna del horno la cual es de 2700Kg/m3, por lo que la masa total
del aluminio 850 Kg.
Teniendo en cuenta la calor específico de dicho material es de 904 J/Kg K podremos determinar
la cantidad de calor almacenado en las paredes del horno.
Calor perdido por las paredes del horno
Tomando las consideraciones de la NOM-009-ENER-1995 la cual nos recomienda un aislante de
poliuretano, por lo que nosotros tomamos la fibra cerámica. Por lo que ahora necesitamos
hacer los cálculos para poder determinar el calor perdido en el sistema, teniendo en cuenta que
el grosor del aislante es de 1 cm, la temperatura externa es de 25 °C cuando en el interior la
temperatura sea de 90 °C.

Producción de Tinta de Grafeno Página 73
Al hacer el balance tenemos que;
Se observó que la torta se seque casi por completo tiene que pasar un lapso aproximado de 4 h,
por lo que si se multiplica por el tiempo necesario de secado tendremos la pérdida de calor.
Pérdidas por aberturas
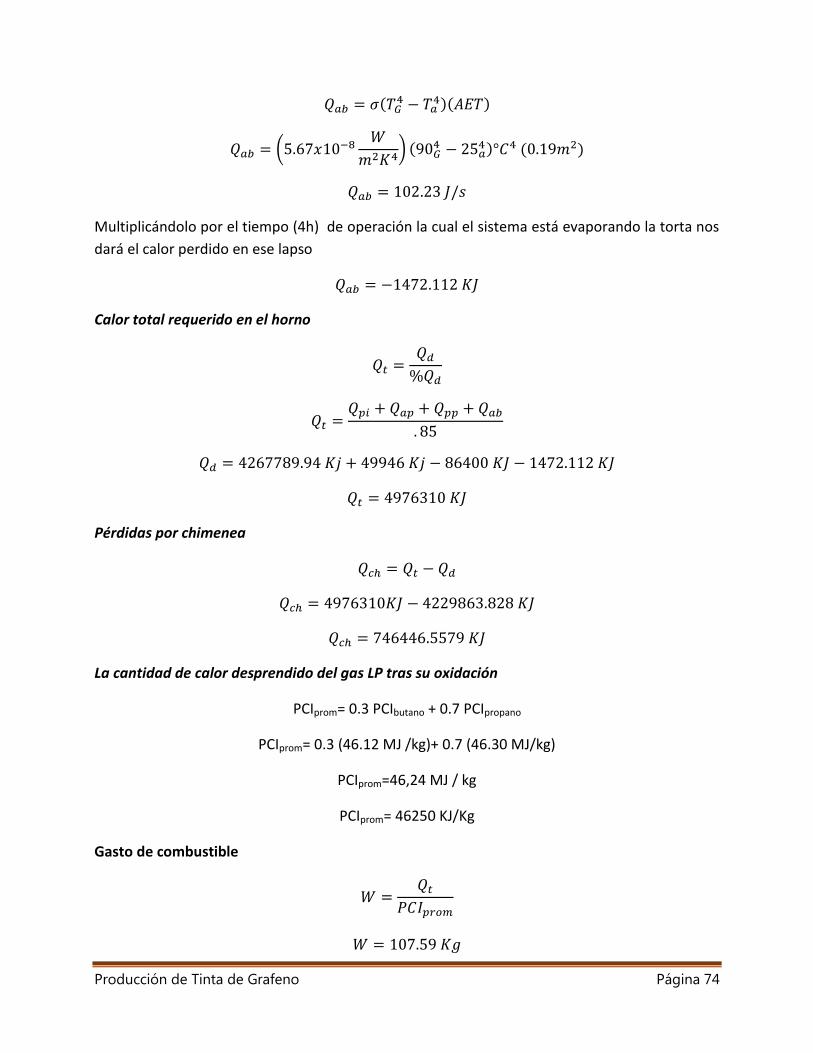
Producción de Tinta de Grafeno Página 74
Multiplicándolo por el tiempo (4h) de operación la cual el sistema está evaporando la torta nos
dará el calor perdido en ese lapso
Calor total requerido en el horno
Pérdidas por chimenea
La cantidad de calor desprendido del gas LP tras su oxidación
PCIprom= 0.3 PCIbutano + 0.7 PCIpropano
PCIprom= 0.3 (46.12 MJ /kg)+ 0.7 (46.30 MJ/kg)
PCIprom=46,24 MJ / kg
PCIprom= 46250 KJ/Kg
Gasto de combustible

Producción de Tinta de Grafeno Página 75
Esto quiere decir que para que se den todas las condiciones energéticas anteriores se necesitan
107. 59 Kg de gas LP para poder secar el Grafeno.
Energía (KJ)
Calor almacenado en la torta
Calor en las paredes del horno
Calor perdido en las aberturas
Calor perdido en las paredes
Calor perdido en la chimenea
Calor total requerido
Calor disponible
Todas estas condiciones se dan bajo las siguientes dimensiones:
El horno tiene un volumen de 27 m3 (9m x 9m x 9m)
Se ocupa gas LP como combustible para poder calentar el horno hasta 90 °C
Las paredes de la cámara interna del horno será de aluminio con un grosor de 0.5 cm y 3
m de altura y largo.
El revestimiento aislante el cual recubrirá la cámara interna será de poliuretano con un
grosor 1 cm.
La cantidad de gas LP que se utilizará para calentar por 4 h será de 107.59 Kg alimentado
con 10 % de aire.
Diseño de la trituradora con base en heurísticas
Se consideraron las siguientes heurísticas para el diseño de la trituradora
Tipo de proceso Molienda ultrafina
Obtención del proceso Vía seca
Partícula alimentada
Capacidad <5 ton/hora
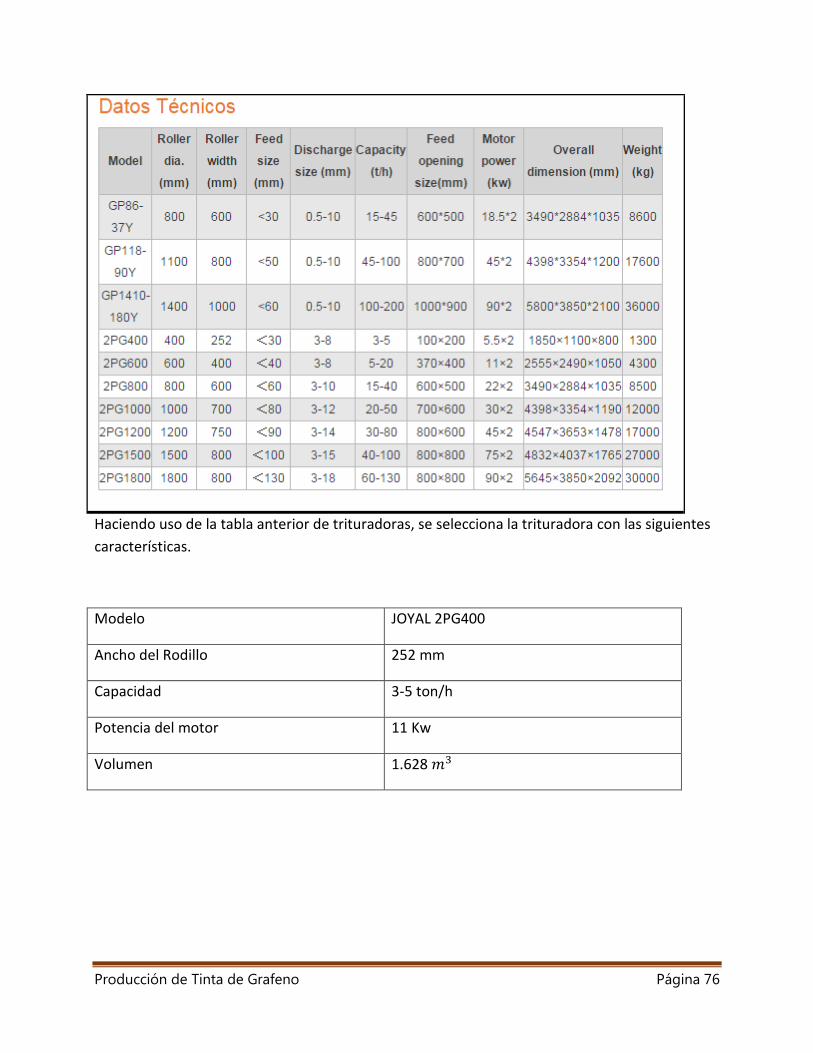
Producción de Tinta de Grafeno Página 76
Haciendo uso de la tabla anterior de trituradoras, se selecciona la trituradora con las siguientes
características.
Modelo JOYAL 2PG400
Ancho del Rodillo 252 mm
Capacidad 3-5 ton/h
Potencia del motor 11 Kw
Volumen 1.628

Producción de Tinta de Grafeno Página 77
ANEXO C
Balances de materia en la oxidación de grafito
2 KMnO4 + 2 H2SO4 → Mn2O7 + H2O + 2 KHSO4
A partir de la reacción anterior y de las cantidades de materiales utilizados se realizan los
siguientes cálculos para obtener las cantidades de subproductos a la salida.
Se realizan los cálculos con ya que es el reactivo limitante de esta reacción.
Tabla de componentes de los materiales utilizados.
Componente Temperatura de ebullición Destino
Grafito Reactivo Principal
Óxido de grafito Producto Intermediario
Óxido de grafeno Producto Principal
380°C Reactivo
337°C Reactivo
270°C Reactivo
190°C Reactivo/Reductor
150°C Reactivo/Oxidante

Producción de Tinta de Grafeno Página 78
ANEXO D
Evaluación económica del proceso
Análisis de Inversión Total
Análisis de Costos de Operación
Materia Prima
Servicios
Costos directos de producción Mantenimiento
Refacciones
Mano de Obra
Por lo tanto:
Producción de Tinta de Grafeno Página 79
Por lo tanto:
Costo total de operación:
ANÁLISIS DE COSTOS
TREMA: Tasa de Rendimiento Mínima Atractiva
Si el TREMA> CCP,
Donde el CCP= Costo Porcentual Promedio, entonces,
Si TIR>TREMA => entonces se dice que el proceso es factible
TIR= Tasa Interna de Retorno (Rendimiento)
TIR: Representa la Tasa de Interés que se gana sobre el saldo no recuperado de la inversión
VPN= Valor Presente Neto (Un valor equivalente del Proyecto tal que se diera en el presente)
Y el VPN se define de la siguiente manera:
Donde:

Producción de Tinta de Grafeno Página 80
Entonces aplicamos la ecuación de VPN:
Si VPN=0, cuando la inversión se recupera (t) y se obtiene (i) TIR, entonces;
La proyección se hará a 5 años para estimar TIR.
Resolviendo la ecuación anterior se obtiene el valor de TIR = 60%

Producción de Tinta de Grafeno Página 81
ANEXO E
Tablas y correlaciones utilizadas en la estimación de costos.
Figura E1.Correlaciones para tuberias y conexiones de acero inoxidable

Producción de Tinta de Grafeno Página 82
Figura E2.Correlaciones para válvulas
Figura E3.Correlaciones para bombas
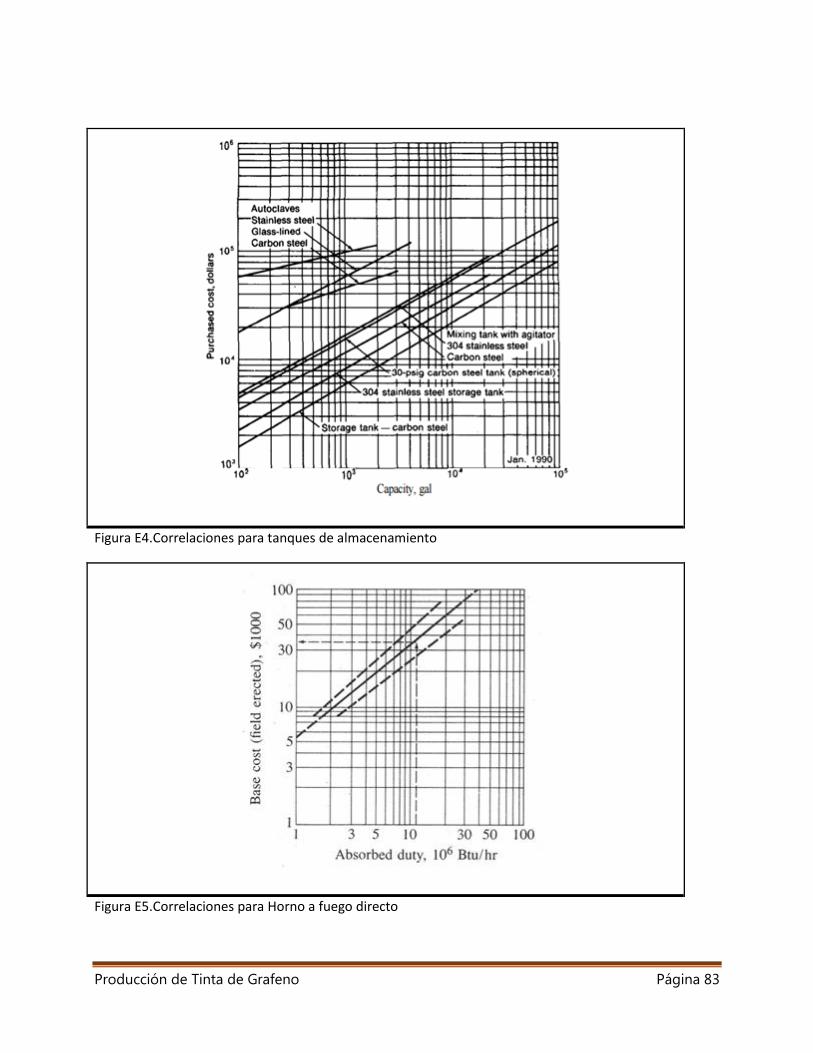
Producción de Tinta de Grafeno Página 83
Figura E4.Correlaciones para tanques de almacenamiento
Figura E5.Correlaciones para Horno a fuego directo

Producción de Tinta de Grafeno Página 84
Actualización de costos
Figura E6. Curva de índice de costos para la actualización de equipos
MATERIAL ACERO INÓXIDABLE
DIMENSIONES
GENERALES
27.5 X 38 X 35 cm.
DIMENSIONES DE
LA CÁMARA
11 X 18 X 11 cm.
RANGO DE
TEMPERATURA
100 – 1100 °C
CAPACIDAD 36 LT
POTENCIA 1.8 kW
REQUERIMENTOS 110-220 V
y = 29.339x - 58358 R² = 0.9953
0
100
200
300
400
500
600
700
2002 2003 2004 2005 2006 2007 2008 2009 2010
IND
ICE
CEP
CI
AÑO

Producción de Tinta de Grafeno Página 85
Equipos utilizados a nivel laboratorio
ESPECIFICACIONES DEL HORNO (MUFLA)
ENERGÉTICOS
COSTO $41,300