







Idiomas
Páginas
Jurídico

OPTIMIZACIÓN ENERGÉTICA DE REDES
DE INTERCAMBIO DE CALOR:
APLICACIÓN A LA SÍNTESIS DEL PROCESO
DE PRODUCCIÓN DE BIODIESEL A PARTIR
DE ACEITES VEGETALES USADOS
Ing. María Fernanda Laborde
Tesis presentada para obtener el título de Doctor en Ingeniería
Director: MSc. Ing. Ana M. Pagano
Co-Director: Dr. Ing. Medardo Serna González
Asesor: MSc. Ing. María Cristina Gely
Departamento de Ingeniería Química y Tecnología de los Alimentos
Facultad de Ingeniería, U.N.C.P.B.A.
Olavarría, Argentina
Marzo de 2020


El presente trabajo de Tesis para la obtención del título de Doctor en Ingeniería de la
Facultad de Ingeniería de la Universidad Nacional del Centro de la Provincia de Buenos
Aires fue realizado en el Departamento de Ingeniería Química y Tecnología de los
Alimentos, de la Facultad de Ingeniería (FIO) de la Universidad Nacional del Centro de
la Provincia de Buenos Aires (UNICEN), en el marco del Núcleo de Investigación
TECSE (Tecnología de Semillas y Alimentos).
Para la realización del doctorado se dispuso de la BECA INTERNA DOCTORAL
otorgada por el CONSEJO NACIONAL DE INVESTIGACIONES CIENTÍFICAS Y
TÉCNICAS (CONICET), bajo la dirección de la MSc. Ing. María Cristina Gely
(TECSE-FIO-UNICEN) y co-dirección de la MSc. Ing. Ana María Pagano (TECSE-
FIO-UNICEN).


“Para empezar un gran proyecto, hace falta valentía. Para terminar un
gran proyecto, hace falta perseverancia”
(Anónimo)

AGRADECIMIENTOS
Agradezco a todas las personas e instituciones que fueron parte de esta etapa de mi vida
en la que desarrollé mi Tesis Doctoral ¡¡Muchas Gracias a todos!!
A mis Directoras de beca María Cristina Gely y de tesis Ana María Pagano por el
compromiso con el que trabajaron, por el apoyo y la dedicación permanente que me
brindaron durante todo el desarrollo de la tesis.
A mi Co-director de tesis Merdardo Serna González por su colaboración y apoyo
profesional en el desarrollo de la tesis.
A José María Ponce Ortega por su colaboración y apoyo profesional brindado durante
todo el desarrollo de la tesis.
Al Consejo Nacional de Investigaciones Científicas y Técnicas (CONICET) por
haberme otorgado la Beca Interna Doctoral que me permitió realizar el postgrado.
A la Facultad de Ingeniería de la Universidad Nacional del Centro de la Provincia de
Buenos Aires por facilitarme las instalaciones para realizar la tesis.
A mi hija, Brissa, por haber cambiado mi vida.
A mis papás, Darío y Cristina, por su apoyo incondicional y por enseñarme a que con
esfuerzo y dedicación todo es posible.
A mi hermana, Mariana, por acompañarme y ayudarme de manera incondicional en la
vida.
A mis abuelos del corazón, Isabel y Hugo, por estar siempre presentes.
A mis amigas, Ariadna, Belén, Carolina, Gisele, Estefanía y Julieta, por estar siempre
presentes.
A mis compañeros, por su ayuda y por cada momento compartido.

Dedicada a
Mi hija, Brissa
Mis padres, Darío y Cristina
Mi hermana y cuñado, Mariana y Guillermo


Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
ÍNDICE GENERAL
ÍNDICE DE FIGURAS .................................................................................................. XIII
ÍNDICE DE TABLAS……………..…………………………………………………
XIIIIV
RESUMEN ......................................................................................................................... 15
ABSTRACT ....................................................................................................................... 16
1. INTRODUCCIÓN ........................................................................................................ 19
1.1 ANTECEDENTES ..................................................................................................... 19
1.2 OBJETIVOS .............................................................................................................. 22
1.2.1 Objetivo General ............................................................................................... 22
1.2.2 Objetivos Particulares ....................................................................................... 22
1.3 HIPÓTESIS ................................................................................................................ 23
2. MATERIALES Y MÉTODOS .................................................................................... 27
2.1 MATERIA PRIMA .................................................................................................... 27
2.2 SOFTWARE .............................................................................................................. 28
2.2.1 Aspen Plus ........................................................................................................ 28
2.2.2 GAMS ............................................................................................................... 28
2.2.3 EES ................................................................................................................... 29
2.3 SIMULACIÓN ........................................................................................................... 29
2.3.1 Componentes .................................................................................................... 29
2.3.2 Paquete de propiedades ..................................................................................... 29
2.4 OPTIMIZACIÓN ENERGÉTICA ............................................................................. 30
2.4.1 Redes de Intercambio de Calor (RIC) .............................................................. 30
2.4.2 Bomba de Calor ................................................................................................ 43
2.4.3 Ciclo Rankine Orgánico (ORC)........................................................................ 44
2.5 ESTIMACIÓN DE COSTOS .................................................................................... 47
2.5.1 Costos de capital ............................................................................................... 47
2.5.2 Costos de Servicios ........................................................................................... 49
3. PRODUCCION DE BIODIESEL ............................................................................... 53
3.1 ESTERIFICACIÓN ................................................................................................... 53

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
3.1.1 Alternativa 1 ..................................................................................................... 54
3.1.2 Alternativa 2 ..................................................................................................... 57
3.1.3 Alternativa 3 ..................................................................................................... 60
3.1.4 Comparación de alternativas ............................................................................. 61
3.1.5 Análisis de Sensibilidad en Alternativa 3: Calidad de AVUs .......................... 63
3.2 TRANSESTERIFICACIÓN ...................................................................................... 64
4. OPTIMIZACIÓN ENERGÉTICA ............................................................................. 71
4.1 Optimización Energética: Opción 1 ........................................................................... 71
4.2 Optimización Energética: Opción 2 ........................................................................... 80
5. ANÁLISIS DE COSTOS DE LAS OPCIONES DE OBTENCIÓN DE
BIODIESEL ....................................................................................................................... 87
6. CONCLUSIONES ........................................................................................................ 97
7. PERPECTIVAS FUTURAS ...................................................................................... 101
8. TRANSFERENCIAS DE RESULTADOS ............................................................... 105
9. NOMENCLATURA ................................................................................................... 109
10. ABREVIATURAS ..................................................................................................... 111
11. BIBLIOGRAFÍA ....................................................................................................... 115
12. ANEXOS .................................................................................................................... 127
ANEXO I .......................................................................................................................... 127
ANEXO II ......................................................................................................................... 130
ANEXO III ....................................................................................................................... 131

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
XIII Ing. María Fernanda Laborde
ÍNDICE DE FIGURAS
Figura 2.1. Diagrama de contenido de calor ......................................................................................... 31
Figura 2.2. Diagrama T-H de CCC y CCF ...................................................................................................... 37
Figura 2.3. Punto de pliegue a partir de las curvas compuestas ................................................................. 37
Figura 2.4. Lectura de parámetros sobre la GCC ................................................................................... 38
Figura 2.5. Superestructura .................................................................................................................. 40
Figura 2.6. Esquema de una Bomba de Calor ............................................................................................. 44
Figura 2.7. Ciclo Rankine Orgánico ............................................................................................................. 46
Figura 3.1. Diagrama general del proceso de esterificación ....................................................................... 54
Figura 3.2. Alternativa 1: Simulación en Aspen Plus V8.4® ......................................................................... 55
Figura 3.3. Flujo de Metanol vs. Flujo de Glicerol y Flujo de Agua vs. Flujo de Glicerol en la torre T-L-L .... 56
Figura 3.4.Variación del Flujo de Metanol y Flujo de Agua en la corriente LAVADO en función de la
temperatura de la corriente AVUS-3 .......................................................................................................... 56
Figura 3.5. Alternativa 2: Simulación en Aspen Plus V8.4® ................................................................... 57
Figura 3.6. Flujo de Metanol vs. Temperatura del decantador – Flujo de Agua vs. Temperatura del
decantador, en la corriente LAVADO .................................................................................................... 58
Figura 3.7. Alternativa 3: Simulación en Aspen Plus® V8.4 ........................................................................ 60
Figura 3.8. Variación del %AGL en la salida del proceso de Esterificación en función del %AGL en la
corriente de alimentación (se mantienen fijas las condiciones de reacción). ........................................ 63
Figura 3.9. Simulación del proceso de transesterificación en Aspen Plus® ................................................. 65
Figura 3.10. Simulación del proceso de transesterificación completo ........................................................ 67
Figura 4.1. Flowsheet del proceso esterificación "Alternativa 3" ............................................................... 71
Figura 4.2. Diagrama auxiliar corrientes del proceso de Esterificación ...................................................... 73
Figura 4.3. Superestructura resultante de la red de intercambio ............................................................... 74
Figura 4.4. Red de intercambio y necesidades de servicios externos .......................................................... 75
Figura 4.5. Diagrama auxiliar para calcular el balance de ......................................................................... 77
Figura 4.6.Superestructura del resultado de la red de intercambio de calor ......................................... 78
Figura 4.7. Red de intercambio y necesidades de servicios externos .......................................................... 79
Figura 4.8. Diagrama auxiliar de intervalos de temperaturas .................................................................... 81
Figura 4.9. Diagrama de la Red de Intercambio de Calor proceso completo .............................................. 84

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
XIV Ing. María Fernanda Laborde
ÍNDICE DE TABLAS
Tabla 2.1. Consumo humano de aceite de soja y girasol ............................................................................ 27
Tabla 2.2. Porcentaje de ácidos grasos en aceite de girasol y soja ............................................................ 28
Tabla 3.1. Densidad y Viscosidad de cada fase obtenidas en Aspen Hysys® .............................................. 59
Tabla 3.2. Tiempo de decantación .............................................................................................................. 59
Tabla 3.3. Costos de los insumos en cada alternativa de proceso de Esterificación ................................... 61
Tabla 3.4. Equipos diferenciales y costo de inversión en cada alternativa de esterificación ...................... 62
Tabla 3.5. Diferencia de costos entre las Alternativas 1 y 2. ...................................................................... 62
Tabla 3.6. Diferencia de costos entre las Alternativas 2 y 3. ...................................................................... 62
Tabla 3.7. Composición másica de cada corriente a la salida del decantador ........................................... 66
Tabla 3.8. Energía de la torre T-2 vs. Temperatura de alimentación ......................................................... 66
Tabla 4.1. Características de las corrientes con posibilidad de integración de calor .................................. 71
Tabla 4.2. Ajuste de las temperaturas de entrada y salida ........................................................................ 72
Tabla 4.3. Balance de entalpía y determinación del Punto de Pliegue ....................................................... 72
Tabla 4.4. Características de las corrientes del proceso de Transesterificación ......................................... 76
Tabla 4.5. Ajuste de temperaturas ............................................................................................................. 76
Tabla 4.6. Determinación del Punto de Pliegue .......................................................................................... 77
Tabla 4.7. Características de las corrientes del proceso de obtención de biodiesel ................................... 80
Tabla 4.8. Ajustes de temperaturas del proceso completo ......................................................................... 82
Tabla 4.9. Cálculo del balance de entalpía y obtención del Punto de Pliegue ............................................ 83
Tabla 5.1. Equipos de Opción 1 ................................................................................................................... 88
Tabla 5.2. Equipos de Opción 2 ................................................................................................................... 89
Tabla 5.3. Estimación de Costo de capital proceso de Esterificación – Opción 1........................................ 90
Tabla 5.4. Estimación de Costo de capital proceso de Transesterificación – Opción 1 ............................... 90
Tabla 5.5. Costos de servicio Transesterificación –Opción 1 ...................................................................... 91
Tabla 5.6. Costos de servicio Esterificación –Opción 1 ............................................................................... 91
Tabla 5.7. Diferencia de costos para la Opción 1. ...................................................................................... 92
Tabla 5.8. Costo de Capital de Opción 2 ..................................................................................................... 92
Tabla 5.9. Costos de servicios Opción 2 ...................................................................................................... 93
Tabla 5.10. Diferencia de costos para la Opción 2. .................................................................................... 94
Tabla 5.11. Análisis de costos diferencial ................................................................................................... 94
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
15 Ing. María Fernanda Laborde
RESUMEN
En esta Tesis Doctoral se realizó la síntesis y análisis del proceso de esterificación y
transesterificación con metanol para la obtención de biodiesel a partir de aceites
vegetales usados (AVUs). Para realizar los diseños y análisis de alternativas
tecnológicas se utilizó la herramienta de simulación que constituye el software Aspen
Plus®, utilizando el paquete de propiedades NRTL.
Los AVUs se consideraron compuestos principalmente por trilinoleina, trioleina y ácido
oleico provenientes del aceite de soja y de girasol. Se estimó una composición de estos
triglicéridos de un 75% y 25% para el aceite de girasol y de un 66% y 34% para el
aceite de soja, respectivamente, con una acidez libre del 5-6% p/p (expresada en ácido
oleico). Para la síntesis de la planta se utilizó un caudal másico de AVUs de 680,7 kg/h.
La planta diseñada puede tratar AVUs con un máximo de 14,66% de ácidos grasos
libres (AGL).
Se diseñaron dos opciones de Redes de Intercambio de Calor (RIC) para el proceso
completo de obtención de biodiesel. Opción 1: Aplicar redes de intercambio de calor al
proceso de Esterificación y al de Transesterificación por separado, Opción 2: Aplicar
integración energética al proceso completo de obtención de biodiesel. La RIC se diseñó,
en ambos casos, a partir de dos metodologías diferentes: el método Punto de Pliegue y
un modelo de programación no lineal entera mixta. Ambos diseños aportan un ahorro
energético de aproximadamente 12%. Se analizó la posibilidad de incorporar una
Bomba de Calor y/o un Ciclo Rankine Orgánico; estas alternativas no fueron factibles
debido a las temperaturas de la fuente y el sumidero de calor.
La mejor alternativa de diseño de Red de Intercambio de Calor se seleccionó mediante
un análisis económico diferencial entre las alternativas con y sin RIC. Ambas opciones
con integración de calor presentaron un valor VAN mayor que aquellas en las que no se
aplicó integración energética, debido fundamentalmente a la disminución en los costos
operativos. El valor de VAN para las opciones 1 y 2 fue de US$ 29.821.901 y US$
26.004.006, respectivamente. Por lo tanto, la Opción 1 resultó ser la alternativa
tecnológica económicamente más conveniente.
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
16 Ing. María Fernanda Laborde
ABSTRACT
The present Doctoral Thesis synthesizes and analyzes the process of esterification and
transesterification with methanol to produce biodiesel from waste cooking oils (WCO).
Aspen Plus® software, applying the NTRL properties package, was used to design and
analyze different technological alternatives.
WCO from soybean and sunflower oil were considered mainly composed by trilinolein,
triolein and oleic acid. The composition of these triglycerides was respectively
estimated at 75% and 25% in sunflower oil, and at 66% and 34% in soybean oil, while
the free acidity was considered at approximately 5-6% w/w (expressed in oleic acid).
For the synthesis of the biodiesel plant, a mass flow of 680.7 kg/h WCO of was
considered. The designed plant can treat WCO with a maximum of 14.66% free fatty
acids (FFA).
Two options of Heat Exchange Networks (HENs) were designed for the entire biodiesel
production process. Option 1: apply heat exchange networks to the Esterification and
Transesterification process separately; Option 2: Apply energy integration to the
complete process of obtaining biodiesel. The HEN was designed, in both cases, from
two different methodologies: the Pinch method and a mixed integer non-linear
programming model. Both designs provide energy savings of approximately 12%. The
possibility of incorporating a heat pump and / or an organic Rankine cycle was
analyzed; these alternatives were not feasible due to the temperatures of the source and
the heat sink.
The best heat exchange network design alternative was selected through a differential
economic analysis between the alternatives with and without HEN. Both options with
heat integration presented a value of NPV greater than those in which no energy
integration was applied due to the decrease in operating costs. The value of the VPN for
options 1 and 2 was US$ 29,821,901 and US$ 26,004,006, respectively. Therefore,
Option 1 proved to be the most economically convenient technological alternative for
the process of obtaining biodiesel from WCO.

INTRODUCCIÓN


Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
19 Ing. María Fernanda Laborde
1. INTRODUCCIÓN
1.1 ANTECEDENTES
El biodiesel se ha convertido en una alternativa a los combustibles fósiles debido a que
es renovable, biodegradable, técnicamente factible, económicamente competitivo, no
tóxico, ecológico y fácilmente disponible (Bhuiya et al., 2016; Hwang et al., 2016;
Nasir et al., 2013). Puede ser generado a partir de diferentes fuentes renovables tales
como aceites vegetales (Demirbas, 2011) así como de fuentes no comestibles (Al-
Widyan & Al-Shyoukh, 2002; Al-Widyan et al., 2002; Çaylı & Küsefoğlu, 2008;
Dorado et al., 2003).
Los biocombustibles de segunda generación que se obtienen a partir de residuos
orgánicos son una alternativa comprometida con el medio ambiente. Los aceites
vegetales usados (AVUs) no son biodegradables; si se vierten a los desagües se
convierten en potenciales contaminantes del agua, impidiendo el intercambio de
oxígeno y la entrada de luz. Se estima que un litro de AVUs contamina unos 1000 litros
de agua (CONSUMER, 2018). El reciclado de los AVUs es importante a nivel mundial,
por lo tanto el uso de estos desechos de la industria alimentaria en la producción de
biodiesel resultaría adecuado y provechoso.
Por otra parte, la utilización de aceites vegetales usados (AVUs) para la producción de
biodiesel es de interés creciente día a día, ya que es una materia prima económica en la
mayoría de los países del mundo. El precio de los AVUs es más barato en comparación
con los aceites vegetales frescos (Babazadeh et al., 2017; Demirbas, 2009; Sahar et al.,
2018).
El biodiesel químicamente se define como el éster monoalquílico de cadena larga de
ácidos grasos derivados de recursos renovables, como por ejemplo aceites vegetales o
grasas animales, para utilizarlos en motores Diesel (Santana et al., 2010). Se produce a
partir de una reacción de transesterificación que consiste en la reacción entre el aceite
vegetal u otra grasa con un alcohol de cadena corta (generalmente metanol o etanol) en
presencia de un álcali o en medio ácido (Berrios et al., 2007).
Los AVUs deben cumplir ciertos requisitos para poder ingresar al reactor de
transesterificación tales como un contenido de humedad inferior a 0,1% p/p, un
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
20 Ing. María Fernanda Laborde
porcentaje despreciable de impurezas y un grado de acidez inferior al 0,5% p/p
((Berrios et al., 2007; Bouaid et al., 2016; Zhang et al., 2003). Los AVUs suelen superar
este valor de acidez como resultado de haber sido generalmente sometidos a elevadas
temperaturas durante el proceso de cocción de alimentos; a su vez, suele ser muy
variable la cantidad de ácidos grasos libres (AGL) presente en los AVUs dependiendo
del tiempo y de las condiciones de uso de los mismos. En la bibliografía se ha
encontrado información sobre AVUs conteniendo 6% AGL (Zhang et al., 2003),
10,92% AGL (Gan et al., 2010), 15% AGL (Jacobson et al., 2008), 20% AGL (L. Wang
et al., 2014) y 40-80% AGL (Yun et al., 2013). Esta elevada acidez de los AVUs hace
imprescindible someterlos a un pre-tratamiento de esterificación donde se reduce el
contenido de AGL, a fin evitar una posible reacción de saponificación en la posterior
transesterificación catalítica que dificultaría la separación de los ésteres de la glicerina y
reduciendo el rendimiento del biodiesel (Sahar et al., 2018; Talebian-Kiakalaieh et al.,
2013; Zhang et al., 2003).
Desde el año 2002, en Argentina se han desarrollado distintas experiencias sobre la
producción de biodiesel a partir de AVUs (Garrido, 2010). En 2006 se sancionó en el
Congreso de la Nación la Ley Nº 26.093 que regula y promociona la producción y uso
sustentable de biodiesel. Esta ley establece que todo combustible líquido caracterizado
como gasoil o diesel oil que se comercializa dentro del territorio nacional, debe ser
mezclado con biodiesel en un porcentaje del 5% como mínimo a partir del año 2010.
Actualmente, los niveles de corte del gasoil se han ampliado al 9,7% (Bergedo et al.,
2018). A partir del año 2008, se crea en la Provincia de Buenos Aires el Programa
Provincial para la recolección y reciclado del aceite vegetal usado, “Plan BIO”, que
cuenta con más de 100 municipios que han adherido (Organismo Provincial para el
Desarrollo Sostenible, 2018), con lo cual se ha fomentado en Argentina la producción
de biodiesel a partir de aceites vegetales usados.
Como en la mayoría de los procesos industriales, el proceso de obtención de biodiesel a
partir de AVUs involucra la transferencia de calor entre corrientes de proceso o entre
corrientes de servicio auxiliar y corrientes de proceso. Actualmente, las crisis
energéticas han llevado a buscar en los diseños de procesos industriales la
maximización de la recuperación de calor y la minimización del requerimiento de
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
21 Ing. María Fernanda Laborde
servicios auxiliares. Para lograr el objetivo de recuperación máxima de energía o de
requerimientos mínimos de servicios auxiliares se puede hacer uso de Redes de
Intercambio de Calor, Bombas de Calor o Ciclos Rankine Orgánico.
El método “Pinch” o método de Punto de Pliegue es un enfoque ampliamente utilizado
para la integración de calor de procesos (Hamsani et al., 2018). Fue desarrollado en los
años 1982-1983 diseñando redes de intercambio de calor (RIC) para procesos
individuales (Linnhoff & Flower, 1982; Linnhoff & Hindmarsh, 1983). Se basa en la
determinación de una temperatura a través de la cual no hay intercambio calórico
(Kemp, 2007; Renedo Estébanez & Fernández Díez, 2003a, 2003b, 2003c; Staine &
Favrat, 1996). Tanto los calentamientos como los enfriamientos comprometen
disponibilidad y remoción de energía, respectivamente, lo que podría lograrse utilizando
servicios externos. Sin embargo, la utilización de una corriente caliente del proceso para
calentar una fría, o viceversa, permitiría reducir los costos operativos del proceso debido
a la disminución del consumo de servicios externos tanto de calentamiento como de
enfriamiento. Sin embargo, en procesos donde las corrientes son numerosas, la forma
óptima de realizar estos emparejamientos no es tan evidente.
Después de haber obtenido los valores mínimos necesarios de servicios externos de
calefacción y enfriamiento para un determinado sistema es necesario elegir los servicios
más adecuados. El servicio de calentamiento más común es el vapor de agua, que está
habitualmente disponible a diferentes niveles de presión, y por lo tanto de temperatura;
normalmente alta, media y baja presión, con pequeñas diferencias dependiendo de las
necesidades. Un vapor a alta presión, usualmente a unos 40 bar, tiene temperaturas de
alrededor de los 250 °C; el de media presión alrededor de 20 bar tiene unos 210 °C, y el
de baja presión, de alrededor de los 3 bar tiene temperaturas alrededor de los 130 °C.
Para temperaturas más elevadas es necesario utilizar circuitos cerrados de aceites
térmicos o calefacción directa por los gases de salida de un horno. Para los servicios de
enfriamiento se suele utilizar agua o aire. Si la temperatura es muy baja hace falta
emplear ciclos de refrigeración, y si es muy alta, se puede usar agua y aprovecharla para
generar vapor (Ravagnani & Suárez, 2012).
El interés continuo en el desarrollo y uso de técnicas de integración energética dio lugar
a la aplicación de diferentes algoritmos tales como programación lineal, programación
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
22 Ing. María Fernanda Laborde
mixto-entera lineal, programación no lineal y programación mixta-entera no lineal
(Morar & Agachi, 2010). La metodología de programación mixta-entera lineal ha sido
utilizada recientemente por Hong et al. (2017) para abordar la síntesis de redes de
asignación de agua integradas al calor.
La posibilidad de generar una superestructura consistente en una representación en
etapas dentro de las cuales puede ocurrir intercambio de calor entre corrientes calientes
y frías, habilitaría la consideración simultánea de factores de diseño (Inchaurregui -
Méndez et al., 2015; Yee & Grossmann, 1990). Los modelos de optimización generados
en base a superestructuras pueden resolverse a través del entorno de modelación
GAMS® (Isafiade & Fraser, 2008; Kim & Bagajewicz, 2016; Luo et al., 2016).
En el diseño y evaluación de procesos, programas computacionales tales como Aspen
Plus® y Aspen Energy Analyzer®, constituyen valiosas herramientas que proporcionan
un entorno de simulación apto para optimizar distintas alternativas tecnológicas del
proceso y posibles redes de intercambio de calor (Aspentech, 2018).
1.2 OBJETIVOS
1.2.1 Objetivo General
El objetivo general de esta Tesis consiste en estudiar la aplicación de redes de
intercambio de calor a la síntesis de biorefinerías, de manera de lograr su optimización
disminuyendo los costos de servicios auxiliares en las mismas. A tal fin se realiza la
síntesis y análisis del proceso de obtención de biocombustibles a partir de aceites
vegetales usados (AVUs) considerando dos reacciones secuenciales de
esterificación/transesterificación.
1.2.2 Objetivos Particulares
Los objetivos específicos planteados para este trabajo consisten en:
✓ Estudiar las diferentes metodologías de optimización de redes de intercambio de
calor.
✓ Realizar la síntesis y análisis de los pretratamientos al que deben ser sometidos
los aceites vegetales usados (AVUs) previo al proceso de transesterificación.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
23 Ing. María Fernanda Laborde
✓ Realizar la síntesis y análisis del proceso de obtención de biodiesel a partir de
aceites vegetales usados (AVUs) mediante transesterificación catalítica.
✓ Estudiar y analizar diferentes alternativas de integración energética para el
proceso global de obtención de biodiesel a partir de AVUs utilizando la
tecnología “Pinch” con el objetivo de realizar la optimización energética.
✓ Determinar el número mínimo de equipos de intercambio de calor necesarios en
el proceso.
✓ Realizar la evaluación económica de las alternativas propuestas a fin de
seleccionar la alternativa óptima.
1.3 HIPÓTESIS
La aplicación de redes de intercambio de calor al proceso de producción de Biodiesel a
partir de AVUs disminuye el consumo energético.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
24 Ing. María Fernanda Laborde
MATERIALES Y METODOS

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
27 Ing. María Fernanda Laborde
2. MATERIALES Y MÉTODOS
2.1 MATERIA PRIMA
Se estudió el proceso de producción de Biodiesel a partir de AVUs con una acidez libre
del 5-6% (Chai et al., 2014; Zhang et al., 2003). Para definir la composición de los
AVUs se consultó la base de datos de la Cámara de la Industria Aceitera de la
República Argentina (CIARA, 2017) y Made in Argentina (2014). A partir de la
información de estas entidades se determinó que los principales aceites vegetales
consumidos en el país son los de soja y girasol (CIARA, 2017). No se encuentra entre
ellos el aceite de maíz, aunque en nuestro país sea uno de los mayores cultivos, debido a
que su aceite sólo representa el 1% del total de los aceites vegetales elaborados en el
país (Made in Argentina, 2014).
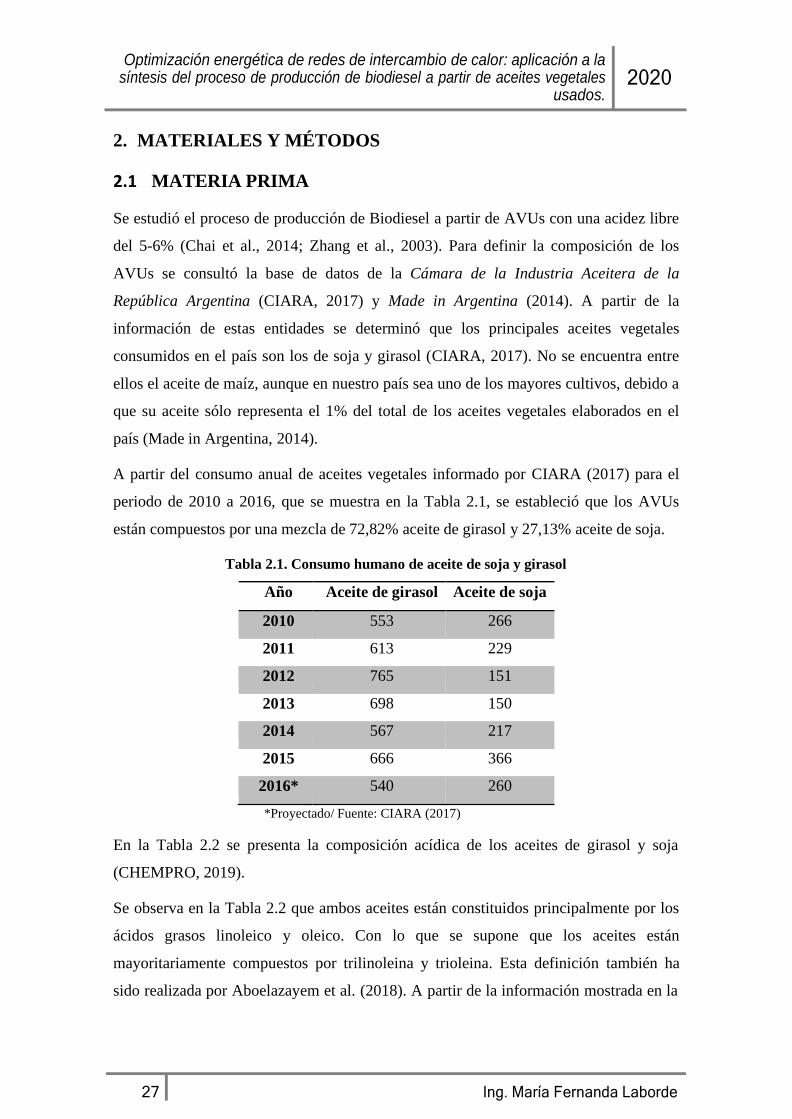
A partir del consumo anual de aceites vegetales informado por CIARA (2017) para el
periodo de 2010 a 2016, que se muestra en la Tabla 2.1, se estableció que los AVUs
están compuestos por una mezcla de 72,82% aceite de girasol y 27,13% aceite de soja.
Tabla 2.1. Consumo humano de aceite de soja y girasol
Año Aceite de girasol Aceite de soja
2010 553 266
2011 613 229
2012 765 151
2013 698 150
2014 567 217
2015 666 366
2016* 540 260
*Proyectado/ Fuente: CIARA (2017)
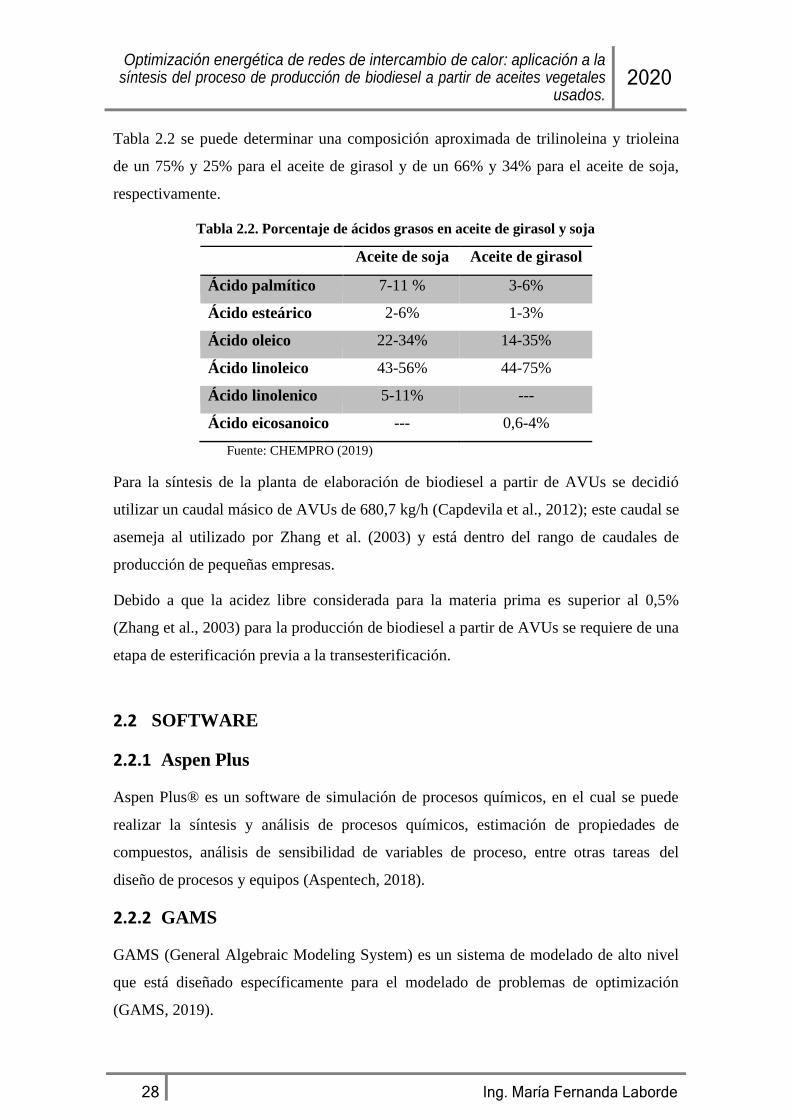
En la Tabla 2.2 se presenta la composición acídica de los aceites de girasol y soja
(CHEMPRO, 2019).
Se observa en la Tabla 2.2 que ambos aceites están constituidos principalmente por los
ácidos grasos linoleico y oleico. Con lo que se supone que los aceites están
mayoritariamente compuestos por trilinoleina y trioleina. Esta definición también ha
sido realizada por Aboelazayem et al. (2018). A partir de la información mostrada en la
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
28 Ing. María Fernanda Laborde
Tabla 2.2 se puede determinar una composición aproximada de trilinoleina y trioleina
de un 75% y 25% para el aceite de girasol y de un 66% y 34% para el aceite de soja,
respectivamente.
Tabla 2.2. Porcentaje de ácidos grasos en aceite de girasol y soja
Aceite de soja Aceite de girasol
Ácido palmítico 7-11 % 3-6%
Ácido esteárico 2-6% 1-3%
Ácido oleico 22-34% 14-35%
Ácido linoleico 43-56% 44-75%
Ácido linolenico 5-11% ---
Ácido eicosanoico --- 0,6-4%
Fuente: CHEMPRO (2019)
Para la síntesis de la planta de elaboración de biodiesel a partir de AVUs se decidió
utilizar un caudal másico de AVUs de 680,7 kg/h (Capdevila et al., 2012); este caudal se
asemeja al utilizado por Zhang et al. (2003) y está dentro del rango de caudales de
producción de pequeñas empresas.
Debido a que la acidez libre considerada para la materia prima es superior al 0,5%
(Zhang et al., 2003) para la producción de biodiesel a partir de AVUs se requiere de una
etapa de esterificación previa a la transesterificación.
2.2 SOFTWARE
2.2.1 Aspen Plus
Aspen Plus® es un software de simulación de procesos químicos, en el cual se puede
realizar la síntesis y análisis de procesos químicos, estimación de propiedades de
compuestos, análisis de sensibilidad de variables de proceso, entre otras tareas del
diseño de procesos y equipos (Aspentech, 2018).
2.2.2 GAMS
GAMS (General Algebraic Modeling System) es un sistema de modelado de alto nivel
que está diseñado específicamente para el modelado de problemas de optimización
(GAMS, 2019).

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
29 Ing. María Fernanda Laborde
2.2.3 EES
EES (Engineering Equation Solver) es un software general de resolución de ecuaciones.
Una característica fundamental de EES es la base de datos de propiedades de transporte
y termodinámica de alta precisión de cientos de sustancias y la posibilidad de generar
diagramas del tipo termodinámicos (presión vs. entalpia, temperatura vs. presión, etc.).
2.3 SIMULACIÓN
La simulación de procesos en estado estacionario juega un papel muy importante en la
industria química, como una herramienta adecuada y oportuna para el diseño,
caracterización, optimización y monitoreo de procesos industriales (Martinez Sifuentes
et al., 2000).
2.3.1 Componentes
Los AVUs se consideran compuestos por una mezcla de ácido oleico (C18H34O2),
trilinoleina (C57H98O6) y trioleina (C57H104O6). El ácido oleico representa el porcentaje
de AGL (AOCS Oficial Method Ca 5a -40). La trilinoleina y trioleina son los
triglicéridos mayoritarios que componen el aceite de soja y girasol.
Para el proceso de producción de biodiesel se utiliza como reactante metanol con 99%
de pureza y como catalizador ácido sulfúrico con 98%.
El componente trilinoleina no se encuentra en la base de componentes del software
Aspen Plus® por lo que fue necesario generarlo como compuesto hipotético; a partir del
peso molecular (879,38) el simulador estimó las demás propiedades.
2.3.2 Paquete de propiedades
En el proceso de obtención de biodiesel se trabaja principalmente con compuestos
polares no electrolíticosa una presión menor a 10 bar (1000 kPa) y existe interacción
líquido-líquido. En función de estas características y en base al diagrama de decisión
recomendado por Carlson (1996), los paquetes de propiedades adecuados para realizar
la simulación de la esterificación y transesterificación de AVUs en Aspen Plus®
resultaron UNIQUAC, NRTL y sus variantes. En esta Tesis se decidió utilizar NRTL,
ya que permitió obtener resultados favorables en trabajos de simulación de producción
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
30 Ing. María Fernanda Laborde
de biodiesel de otros autores tales como Zhang et al. (2003), Lee et al. (2011), Yun et al.
(2013), Yancy-Caballero y Guirardello (2015), Aboelazayem et al. (2018), y Santos et
al. (2018).
Los parámetros de interacción binaria se estimaron con Aspen Plus® utilizando los
modelos de UNIFAC (Aboelazayem et al., 2018; Granjo et al., 2017; Santos et al.,
2018; West et al., 2008; Yancy-Caballero & Guirardello, 2015).
2.4 OPTIMIZACIÓN ENERGÉTICA
2.4.1 Redes de Intercambio de Calor (RIC)
El ahorro energético en un proceso se puede conseguir mediante una red de intercambio
de calor, en la cual se recupera el calor de las corrientes calientes y se envía a las
corrientes frías, minimizando las necesidades energéticas en los servicios auxiliares
donde estas líneas se deben enfriar o calentar respectivamente, reduciendo así los costos
operativos de la instalación (Kemp, 2007; Renedo Estébanez & Fernández Díez, 2003a).
De acuerdo con uno de los objetivos específicos de esta Tesis se estudiaron diferentes
metodologías de optimización de redes de intercambio de calor: Diagrama de contenido
de calor, Punto de Pliegue (Curva Compuesta, Gran Curva Compuesta) y un modelo de
programación no lineal entera mixta. Luego se seleccionó la más adecuada para aplicar
en el proceso de obtención de biodiesel a partir de AVUs.
➢ Diagrama de contenido de calor
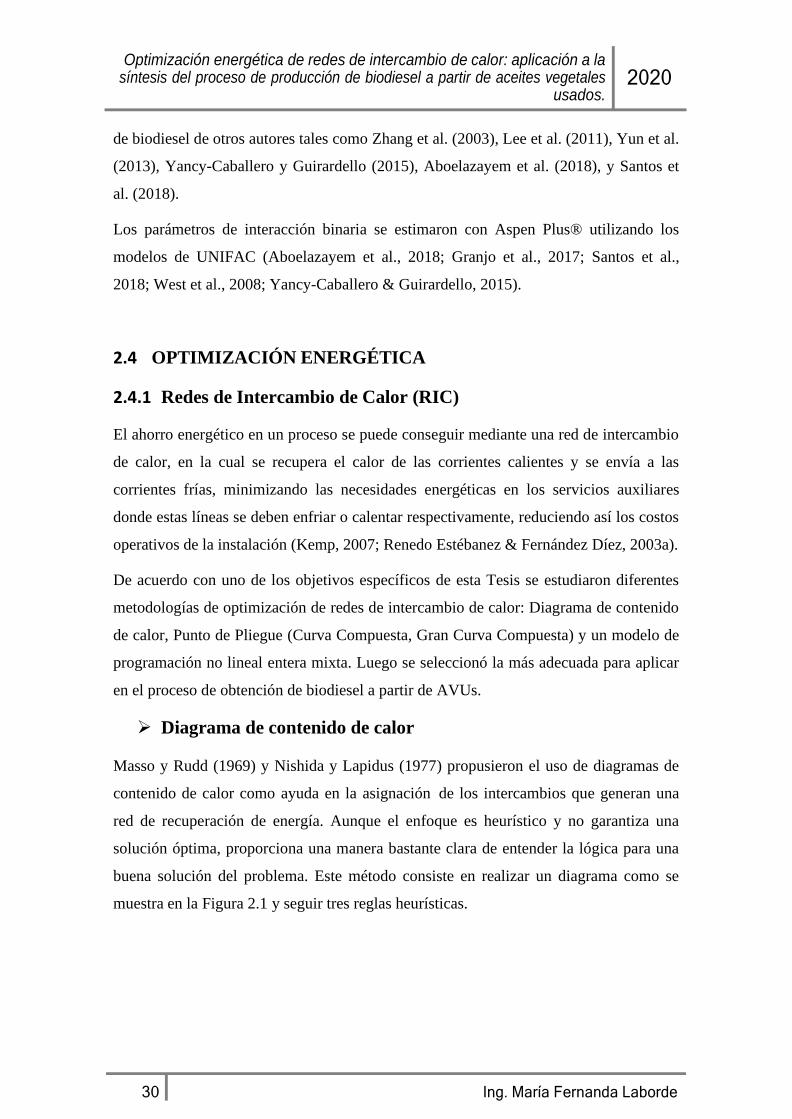
Masso y Rudd (1969) y Nishida y Lapidus (1977) propusieron el uso de diagramas de
contenido de calor como ayuda en la asignación de los intercambios que generan una
red de recuperación de energía. Aunque el enfoque es heurístico y no garantiza una
solución óptima, proporciona una manera bastante clara de entender la lógica para una
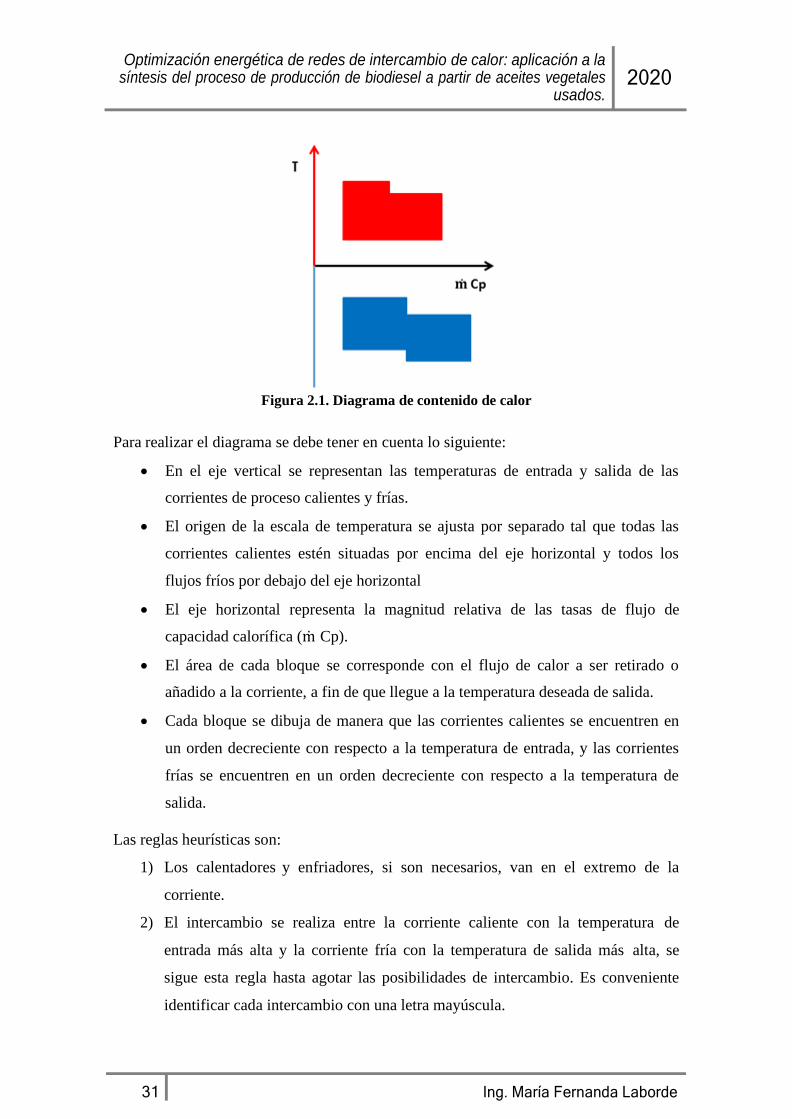
buena solución del problema. Este método consiste en realizar un diagrama como se
muestra en la Figura 2.1 y seguir tres reglas heurísticas.
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
31 Ing. María Fernanda Laborde
Figura 2.1. Diagrama de contenido de calor
Para realizar el diagrama se debe tener en cuenta lo siguiente:
• En el eje vertical se representan las temperaturas de entrada y salida de las
corrientes de proceso calientes y frías.
• El origen de la escala de temperatura se ajusta por separado tal que todas las
corrientes calientes estén situadas por encima del eje horizontal y todos los
flujos fríos por debajo del eje horizontal
• El eje horizontal representa la magnitud relativa de las tasas de flujo de
capacidad calorífica (m Cp).
• El área de cada bloque se corresponde con el flujo de calor a ser retirado o
añadido a la corriente, a fin de que llegue a la temperatura deseada de salida.
• Cada bloque se dibuja de manera que las corrientes calientes se encuentren en
un orden decreciente con respecto a la temperatura de entrada, y las corrientes
frías se encuentren en un orden decreciente con respecto a la temperatura de
salida.
Las reglas heurísticas son:
1) Los calentadores y enfriadores, si son necesarios, van en el extremo de la
corriente.
2) El intercambio se realiza entre la corriente caliente con la temperatura de
entrada más alta y la corriente fría con la temperatura de salida más alta, se
sigue esta regla hasta agotar las posibilidades de intercambio. Es conveniente
identificar cada intercambio con una letra mayúscula.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
32 Ing. María Fernanda Laborde
3) Procedimiento:
a. Si la temperatura de entrada del bloque frío (Tck) + ΔT mínimo > la
temperatura de salida (Tsh) del bloque caliente, se elimina el bloque
caliente por debajo de la temperatura Tck + ΔT, que no puede ser
intercambiada con el bloque frío.
b. Si la temperatura de entrada del bloque caliente (Thk) – ΔT mínimo < la
temperatura de salida (Tsc) del bloque frío, se elimina el bloque frío por
encima de la temperatura de Thk − ΔTm, que no puede ser
intercambiada con el bloque caliente. Esta regla se aplica hasta agotar
las posibilidades de intercambio.
➢ Método Punto de Pliegue
El análisis de Punto de Pliegue es una de las metodologías para el diseño de sistemas de
intercambio de calor más eficientes (Alvarez et al., 2007).
Para determinar el Punto de Pliegue se realiza el ajuste de las temperaturas a partir de la
diferencia de temperatura mínima (∆Tmin) de la siguiente forma: a) A las temperaturas
de las corrientes calientes se les resta el valor ∆Tmin/2, y b) A las temperaturas de las
corrientes frías se les suma el valor ∆Tmin/2 (Cervero et al., 2006; Kemp, 2007)
ordenando luego las temperaturas ajustadas (T*) de manera decreciente.
El ΔTmin es una diferencia de temperaturas en el extremo crítico del intercambiador
que proporciona el mejor compromiso entre el costo de servicios y el costo del equipo.
Se toma por lo general, en forma heurística, un valor de ΔTmin de 10 a 20 °C (Jimenez
Gutierrez, 2003).
Para cada intervalo de temperatura establecido se efectúa el balance de entalpía a través
de la Ecuación 1 (Jimenez Gutierrez, 2003; Kemp, 2007; Seider et al., 2004).
ΔHi = (∑ m HCpH − ∑ m C CpC) ∗ (Ti − Ti+1) ( 1 )
donde:
ΔHi: diferencia de entalpía del intervalo, kJ/h
m : flujo másico, kg/h
Cp: capacidad calorífica, kJ/(°C h)
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
33 Ing. María Fernanda Laborde
T: temperaturas, °C
H: corriente caliente
C: corriente fría
i: intervalo de temperatura.
Para realizar el cálculo de la Ecuación 1 es conveniente trazar un gráfico auxiliar donde
se representan todas las corrientes con sus m Cp sobre los intervalos de temperaturas
ajustados ((Kemp, 2007; Smith, 1995; Wells & Rose, 1986), ya que esto permite
determinar las corrientes consideradas en cada intervalo con una visión más clara.
A partir de estos resultados se forma una cascada de calor del nivel inicial al final,
suponiendo que no hay una fuente de calor externa (QH = Q1 = 0) (Jimenez Gutierrez,
2003), evaluándose la cantidad de calor que fluye desde un nivel de temperatura inicial
hasta un nivel siguiente, mediante la Ecuación 2.
Qi+1 = Qi + ΔHi ( 2 )
donde:
Qi: cantidades de calor en el intervalo de temperatura i, kJ/h
Qi+1: cantidad de calor en el intervalo de temperatura i+1, kJ/h
ΔHi: entalpía en el intervalo de temperatura “i”, kJ/h
La presencia de valores negativos en esta cascada de calor implicaría la violación de la
segunda Ley de la Termodinámica por lo que, para corregir este efecto, es necesario
agregar calor de una fuente externa coincidente con el valor negativo más alto
representado por QH, y calcular nuevamente la Ecuación 2 con un valor inicial igual a
QH. De esa forma se obtiene el calor corregido (Qcorregido); este valor debe cumplir con el
flujo natural de calor, es decir Qi debe ser positivo en toda la cascada (Jimenez
Gutierrez, 2003; Seider et al., 2004).
Para diseñar la RIC se deben considerar algunos aspectos, tales como la existencia de
emparejamientos de líneas térmicas no permitidos debido a las características físicas de
la instalación, la seguridad ante posibles reacciones si los fluidos se ponen en contacto,
la imposibilidad de encontrar un material para el intercambiador que sea compatible con
ambos fluidos a la vez, la existencia de otros emparejamientos obligatorios u
aconsejables que pueden estar motivados (entre otras causas) por la proximidad física de
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
34 Ing. María Fernanda Laborde
ambos fluidos, y la flexibilidad o factibilidad de la red para funcionar con diferente
modo operativo (Renedo Estébanez & Fernández Díez, 2003a).
Existen tres aspectos importantes a considerar en el diseño de redes de intercambiadores
de calor:
• QH: representa la cantidad mínima de calentamiento que se necesita por parte
de servicios externos, determinado para la temperatura más alta.
• QC: representa la cantidad mínima de enfriamiento obtenido para la
temperatura más baja.
• Punto de Pliegue: es la temperatura a través de la cual el flujo de calor es
nulo.
En el diseño de las redes de intercambio es esencial no transferir calor a través del Punto
de Pliegue, no usar calentamiento abajo del Punto de Pliegue y no usar enfriamiento
arriba del Punto de Pliegue (Jimenez Gutierrez, 2003; Kemp, 2007; Zoughaib, 2017)
Para diseñar la red se debe realizar un esquema de las corrientes divididas por el Punto
de Pliegue, indicando para cada una de estas la temperatura de entrada y salida (Jimenez
Gutierrez, 2003). Para elegir los intercambios adecuados se deben cumplir ciertas
condiciones tanto por debajo como por encima del Punto de Pliegue (Renedo Estébanez
& Fernández Díez, 2003b, 2003c):
Inmediatamente encima del Punto de Pliegue:
Condición 1: Número de corrientes, Ecuación 3:
NH ≤ NC ( 3 )
donde: NH es el número de corrientes calientes y NC es el número de corrientes frías.
De esta manera las corrientes calientes no requerirán de servicios de refrigeración sobre
el Pinch.
Condición 2: Flujos calóricos específicos, Ecuación 4:
m CpH ≤ m CpC ( 4 )
Esto es porque hay que asegurar que, en el extremo caliente, la corriente caliente se
enfríe más rápidamente de lo que se calienta la fría; de otro modo la diferencia de

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
35 Ing. María Fernanda Laborde
temperaturas en la entrada caliente del intercambiador sería menor que la temperatura
de aproximación, y se produciría una violación del ∆T mínimo seleccionado.
Condición 3: Diferencial de flujos calóricos
Aunque se cumplan las condiciones anteriores, no siempre es posible el intercambio
entre dos corrientes, la limitación reside en la llamada Diferencia de Flujos Calóricos.
Es posible encontrar un intercambio Pinch cuando la diferencia m Cptotal es positiva o
nula (Ecuación 7) y, a su vez, para que el diseño sea factible la diferencia de flujos
calóricos entre las corrientes a enlazar (Ecuación 6) debe ser menor o igual a la
diferencia total de flujos calóricos (Ecuación 5).
Δm Cp ≤ Δm Cptotal ( 5 )
siendo:
ΔCp = m CpC − m CpH ( 6 )
Δm Cptotal = ∑m CpC − ∑m CpH ( 7 )
Los subíndices H y C significan caliente (hot) y fría (cold) respectivamente.
Inmediatamente debajo del Punto de Pliegue:
De forma similar a la metodología utilizada por encima del Punto de Pliegue,
comenzando siempre por los intercambios adyacentes al mismo, implica la
consideración de las mismas restricciones existentes para la parte superior pero de
sentido contrario. Por lo tanto, las consideraciones para temperaturas inferiores al punto
de pinzamiento se definen de la siguiente manera:
Condición 1: Numero de corrientes, Ecuación 8:
NH ≥ NC ( 8 )
Condición 2: Flujos calóricos específicos, Ecuación 9:
m CpH ≥ m CpC ( 9 )
Condición 3: Diferencial de flujos calóricos, Ecuaciones 10-12:
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
36 Ing. María Fernanda Laborde
Δm Cp ≤ 𝛥m Cptotal
siendo:
( 10 )
Δm Cp = m CpH − m CpC
( 11 )
Δm Cptotal = ∑m CpH − ∑m CpC ( 12 )
Los subíndices H y C significan caliente (hot) y fría (cold) respectivamente.
Cuando la Condición 1 y/o la Condición 2 no se cumplen se deberá dividir la corriente
que corresponda para cumplir con estas (Kemp, 2007).
El Punto de Pliegue también se puede determinar de forma gráfica mediante la Curva
Compuesta y la Gran Curva Compuesta:
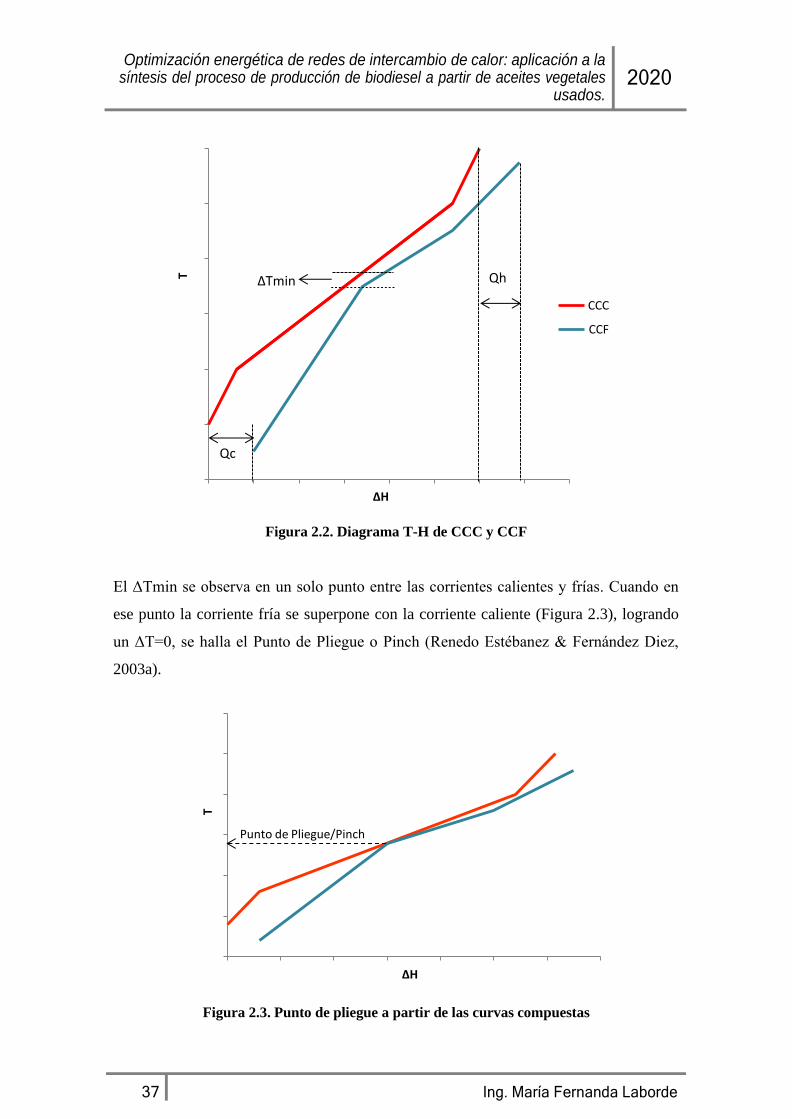
• El método de la Curva Compuesta consiste en graficar a la vez una curva para
las necesidades de refrigeración, Curva Compuesta Caliente (CCC), y otra para las
necesidades de calentamiento, Curva Compuesta Fría (CCF).
Para la construcción de CCF y CCC se deben representar todas las corrientes en un
diagrama T vs. ΔH estableciendo intervalos a partir de los valores extremos de
temperaturas de todas las corrientes involucradas en la posible red de intercambio. Para
cada intervalo de temperatura establecido se efectúa el balance de entalpía (Ecuación 1)
(Kemp, 2007; Materials, 2004; Renedo Estébanez & Fernández Díez, 2003a; Seider et
al., 2004; Zhang et al., 2003). Las curvas CCC y CCF se representan en el diagrama con
una diferencia mínima entre ellas igual al ΔTmin (Figura 2.2). En dicha representación
se determinan los valores QH (calor de calentamiento) y QC (calor de enfriamiento).
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
37 Ing. María Fernanda Laborde
Punto de Pliegue/Pinch
CCC
CCF
ΔH
Figura 2.2. Diagrama T-H de CCC y CCF
El ΔTmin se observa en un solo punto entre las corrientes calientes y frías. Cuando en
ese punto la corriente fría se superpone con la corriente caliente (Figura 2.3), logrando
un ΔT=0, se halla el Punto de Pliegue o Pinch (Renedo Estébanez & Fernández Diez,
2003a).
ΔH
Figura 2.3. Punto de pliegue a partir de las curvas compuestas
ΔTmin Qh
Qc
T
T
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
38 Ing. María Fernanda Laborde
Punto de Pliegue
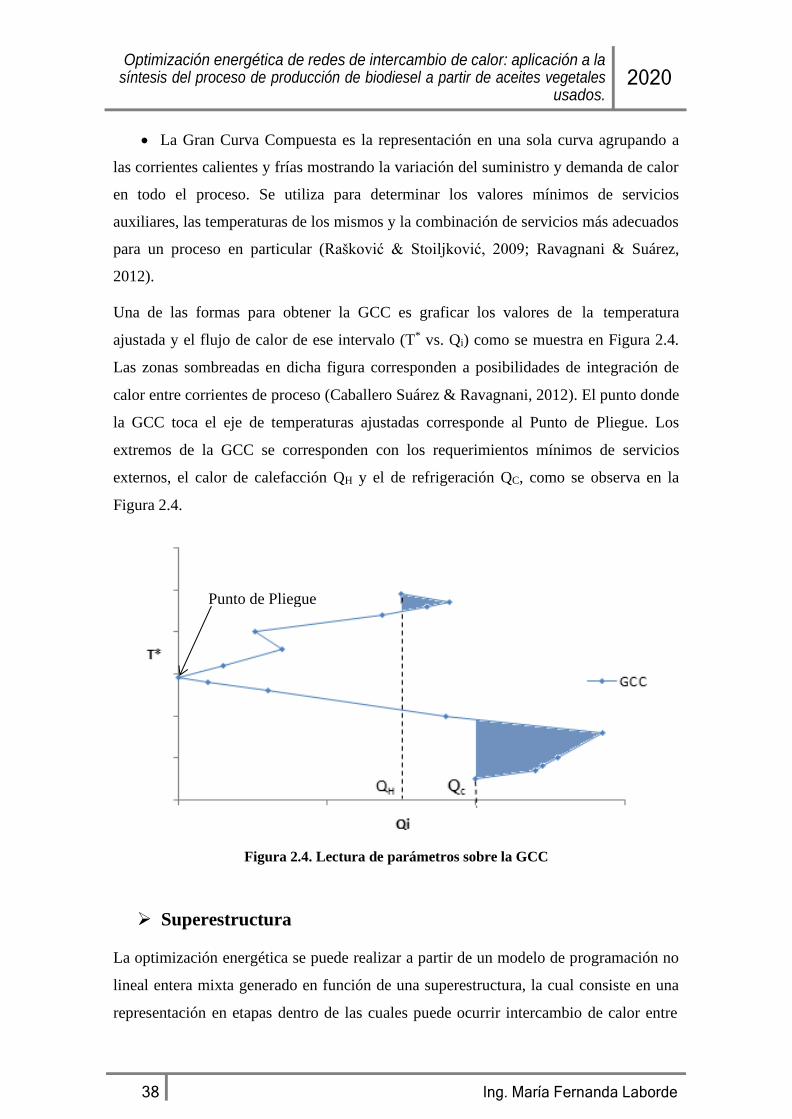
• La Gran Curva Compuesta es la representación en una sola curva agrupando a
las corrientes calientes y frías mostrando la variación del suministro y demanda de calor
en todo el proceso. Se utiliza para determinar los valores mínimos de servicios
auxiliares, las temperaturas de los mismos y la combinación de servicios más adecuados
para un proceso en particular (Rašković & Stoiljković, 2009; Ravagnani & Suárez,
2012).
Una de las formas para obtener la GCC es graficar los valores de la temperatura
ajustada y el flujo de calor de ese intervalo (T* vs. Qi) como se muestra en Figura 2.4.
Las zonas sombreadas en dicha figura corresponden a posibilidades de integración de
calor entre corrientes de proceso (Caballero Suárez & Ravagnani, 2012). El punto donde
la GCC toca el eje de temperaturas ajustadas corresponde al Punto de Pliegue. Los
extremos de la GCC se corresponden con los requerimientos mínimos de servicios
externos, el calor de calefacción QH y el de refrigeración QC, como se observa en la
Figura 2.4.
Figura 2.4. Lectura de parámetros sobre la GCC
➢ Superestructura
La optimización energética se puede realizar a partir de un modelo de programación no
lineal entera mixta generado en función de una superestructura, la cual consiste en una
representación en etapas dentro de las cuales puede ocurrir intercambio de calor entre

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
39 Ing. María Fernanda Laborde
corrientes calientes y frías. La simplicidad de esta metodología habilita la consideración
simultánea de factores de diseño (Inchaurregui - Méndez et al., 2015; Yee &
Grossmann, 1990).
El número de etapas (k) se fija como el máximo entre el número de corrientes calientes
y corrientes frías, como se expresa en la Ecuación 13. Las temperaturas de cada etapa se
consideran variables de optimización. En cada etapa las corrientes se dividen y se
dirigen a un posible intercambio, a la salida del intercambiador se mezclan nuevamente
para formar la corriente que ingresa a la siguiente etapa (Inchaurregui - Méndez et al.,
2015; Serna González et al., 2003; Yee & Grossmann, 1990).
k = max {NH , NC} ( 13 )
donde k: número de etapas
NH: número de corrientes calientes
NC: número de corrientes frías.
En la Figura 2.5 se muestra una superestructura a partir de la cual se realiza la
formulación matemática del modelo de optimización energética presentado por las
Ecuaciones 14 a 34, el cual se planteó en base al trabajo de Inchaurregui - Méndez et al.
(2015). Esta superestructura está formada por 4 corrientes frías y 2 corrientes calientes,
por lo que tiene 4 etapas. En el modelo matemático la variable i representa las corrientes
calientes y la variable j las corrientes frías.
Los intercambiadores de la Superestructura son a contracorriente (Figura 2.5); estos
intercambiadores son más eficientes en función de las temperaturas de las corrientes del
proceso involucradas en los intercambios (García, 1996; Inchaurregui - Méndez et al.,
2015; Kern, 1965; Lujan, 2000).
• Balance de energía para las corrientes calientes del proceso:
(TE(i) − TS(i)) m Cp(i) = q(i, j, k) + QC (i) ( 14 )
• Balance de energía para las corrientes frías del proceso:
(TS(j) − TE(j)) ∗ m Cp(j) = q(i, j, k) + QH(j) ( 15 )

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
40 Ing. María Fernanda Laborde
Figura 2.5. Superestructura
• Balance de calor del lado de las corrientes calientes en el intervalo k:
(TK(i, k) + TK(i, k + 1)) m Cp (i) = ∑ q(i, j, k) j
( 16 )
• Balance de calor del lado de las corrientes frías en el intervalo k:
(TK(j, k) + TK(j, k + 1))m Cp (j) = ∑ q(i, j, k) i
( 17 )
• Cantidad de calor de servicio externo de enfriamiento:
(TK(i, k) − TS(i)) m Cp(i) = QC (i) ( 18 )
• Cantidad de calor de servicio externo de calentamiento:
(TK(j, k) − TK(j))m Cp(j) = QH(j) ( 19 )
• Condiciones de flujo en contracorriente:
TE(i) = TK(i, 1) ( 20 )
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
41 Ing. María Fernanda Laborde
TE(j) = TK(j, k) ( 21 )
TK(i, k) > TK(i, k + 1) ( 22 )
TK(j, k) > TK(j, k − 1) ( 23 )
TE (i) < TK(i, k + 1) ( 24 )
TS(j) > TK(j, 1) ( 25 )
• Restricciones lógicas:
q(i, j, k) − min(QC (i), QC(j)) ∗ Z (i, j, k) < 0 ( 26 )
QC (i) − Q(i) ∗ ZCU < 0 ( 27 )
QC(j) − Q(j) ∗ ZHU < 0 ( 28 )
• Fuerza de conducción para la entrada de la etapa:
DT (i, j, k) < TK(i, k) − TK(j, k) + DTMAX (i, j) ∗ (1 − Z(i, j, k)) ( 29 )
• Fuerza impulsora para la salida de la etapa:
DT (i, j, k + 1) < TK(i, k + 1) − TK(j, k + 1) + DTMAX (i, j) ∗ (1 − Z(i, j, k)) ( 30 )
• Parámetro DTMAX:
DTMAX (i, j) = max ( 0, TE(j) – TE(i), TE(j) – TS(i), TS(j) – TE(i), TS(j)
− TS(i) ) ( 31 )
• Determinación de la fuerza impulsora para los calentadores:
DTHU < (TSHU − TK (j, 1)) ( 32 )
• Determinación de la fuerza impulsora para los enfriadores:
DTCU < (TK (j, k + 1) − TSCU ) ( 33 )
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
42 Ing. María Fernanda Laborde
Función objetivo:
Qmin. ext = ∑ QC (i) + ∑ QH (j)
( 34 )
i j
donde:
TE: Temperatura de entrada, °C.
TS: Temperatura de salida, °C.
m Cp: Producto del flujo másico por la capacidad calorífica, kJ/(h °C).
Q: Flujo de calor intercambiado entre las corrientes calientes y frías en cada
etapa, kJ/h.
QC: Flujo de calor de servicio externo de enfriamiento, kJ/h.
QH: Flujo calor de servicio externo de calentamiento, kJ/h.
TK: Temperatura límite de la etapa, °C.
Z: Variable binaria para intercambiadores.
ZCU: Variable binaria para enfriadores.
ZHU: Variable binaria para calentadores.
DT: Fuerza impulsora en los límites de intervalos, °C.
DTMAX: Límite superior de la fuerza impulsora, °C.
DTHU: Fuerza impulsora de los calentadores, °C.
TSHU:Temperatura de salida del servicio de calentamiento, °C.
DTCU: Fuerza impulsora de los enfriadores, °C.
TSCU: Temperatura de salida del servicio de enfriamiento, °C.
Qmin.ext: Flujo de calor mínima de servicio externo, kJ/h.
Este sistema de ecuaciones no lineales, fue codificado en el software GAMS® a fin de
encontrar la estructura de intercambio calórico óptima minimizando el requerimiento de
servicio externo de energía. Se aplicó el Solver BARON (Branch And Reduce
Optimization Navigator) para la resolución de este modelo. Este solver de GAMS
brinda la solución global de programas no lineales (NLP) y enteros mixtos (MINLP)
(GAMS, 2019).
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
43 Ing. María Fernanda Laborde
➢ Selección de la metodología
Mediante Estudios de Casos se evaluaron las metodologías Diagrama de Contenido de
Calor y Punto de Pliegue (Laborde, 2013), a partir de los cuales surgió que se obtiene un
resultado más preciso con la metodología Punto de Pliegue.
En el presente trabajo de Tesis se utilizó la metodología Punto de Pliegue y un modelo
de programación no lineal entera mixta. Esta última permite encontrar una solución
cuando se presentan limitaciones en el método Punto de Pliegue.
2.4.2 Bomba de Calor
La Bomba de Calor es un dispositivo apto para recuperar la energía desechada de baja
calidad, permitiendo transferir calor de un medio de baja temperatura a otro de alta
temperatura (Cengel & Boles, 2012; López et al., 2006). Es útil cuando los niveles de
temperatura de las corrientes no permiten hacer un intercambio de calor en el proceso,
como es el caso de las corrientes de servicio del rehervidor y condensador de las torres
de destilación. En la Figura 2.6 se presenta esquemáticamente el ciclo de una bomba de
calor.
En el proceso de obtención de biodiesel a partir de AVUs la bomba de calor se aplicó
para la integración de calor en la torre de destilación, QL es el calor que ingresa al
evaporador de la bomba de calor que proviene del condensador de la torre de destilación
y QH es el calor que libera el condensador de la bomba de calor entregado al rehervidor
de la torre de destilación.
Una limitación de las bombas de calor convencionales es operar con fuentes de calor
cuya temperatura es superior a los 40 °C; en estos casos desfavorables el compresor
debería operar con una relación de compresión demasiado alta, provocando por tanto
una temperatura de salida del compresor elevada y un rápido desgaste del equipo (Toro
López et al., 2012). En esta Tesis se planteó aplicar la bomba de calor para la
integración de calor en la torre de destilación de purificación de metanol.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
44 Ing. María Fernanda Laborde
Figura 2.6. Esquema de una Bomba de Calor
Los balances de energía aplicados al diseño de la bomba de calor se presentan en las
Ecuaciones 35 a 37 (Cengel & Boles, 2012).
QL = m ΔH ( 35 )
QH = m ΔH ( 36 )
W = m ΔH ( 37 )
donde: QL: Flujo de calor que ingresa al evaporador de la bomba de calor, kJ/h.
QR: Flujo de calor que libera el condensador de la bomba de calor, kJ/h.
W: Potencia que requiere el compresor, kJ/h.
ΔH: Diferencia de entalpía, kJ.
m : Flujo másico, kg/h.
2.4.3 Ciclo Rankine Orgánico (ORC)
El Ciclo Rankine Orgánico (ORC) permite producir energía eléctrica a partir de calor
residual (Hipólito-Valencia et al., 2014; Lira-Barragán et al., 2014). Si bien los procesos
de ORC ya se conocen desde hace tiempo, actualmente ganan un interés cada vez mayor
(Braimakis & Karellas, 2018; Tajik Mansouri et al., 2019; Vescovo & Spagnoli, 2017).
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
45 Ing. María Fernanda Laborde
En este proyecto se plantea aplicar el ORC para evaluar la posibilidad de
aprovechamiento del calor residual de la torre de destilación de purificación de
biodiesel, cuya temperatura de operación es mayor a 40 °C.
➢ Selección del Fluido de Trabajo para el ORC
Para la selección del refrigerante se debe considerar principalmente lo establecido por el
Protocolo de Montreal para la protección de la capa de ozono y la clasificación de
seguridad de acuerdo con la norma ASHRAE 34.
Luego de estas consideraciones, la selección del fluido de trabajo para el ORC se efectúa
dependiendo de la aplicación, la fuente y el nivel de calor a utilizar. El fluido debe tener
propiedades termodinámicas óptimas a las temperaturas y presiones más bajas posibles
(Nowak et al., 2008; Vélez et al., 2012b).
Por otra parte el fluido debe ser económico, no tóxico, no inflamable y amigable con el
medio ambiente, permitiendo asimismo el mayor uso posible de la energía disponible de
la fuente de calor (Lai et al., 2011; Lira-Barragán et al., 2014; Vélez et al., 2012b).
El daño al medio ambiente de los refrigerantes se mide en base de dos valores:
✓ Su potencial para dañar la capa de ozono (ODP).
✓ Su potencial para calentar el planeta (GWP).
El ODP es medido en base al potencial de daño del refrigerante R-11, de manera tal que
un refrigerante con ODP de 0,5 ocasiona un daño en la capa de ozono equivalente a la
mitad del que daño que produce el refrigerante R-11. El GWP indica el efecto ambiental
ocasionado como producto de una fuga de 1 kg de dicho refrigerante al ambiente,
comparado con el efecto causado por 1 kg de CO2 (R-744) en el calentamiento del
planeta (Plazas Monroy, 2012; Quiroga, 2013).
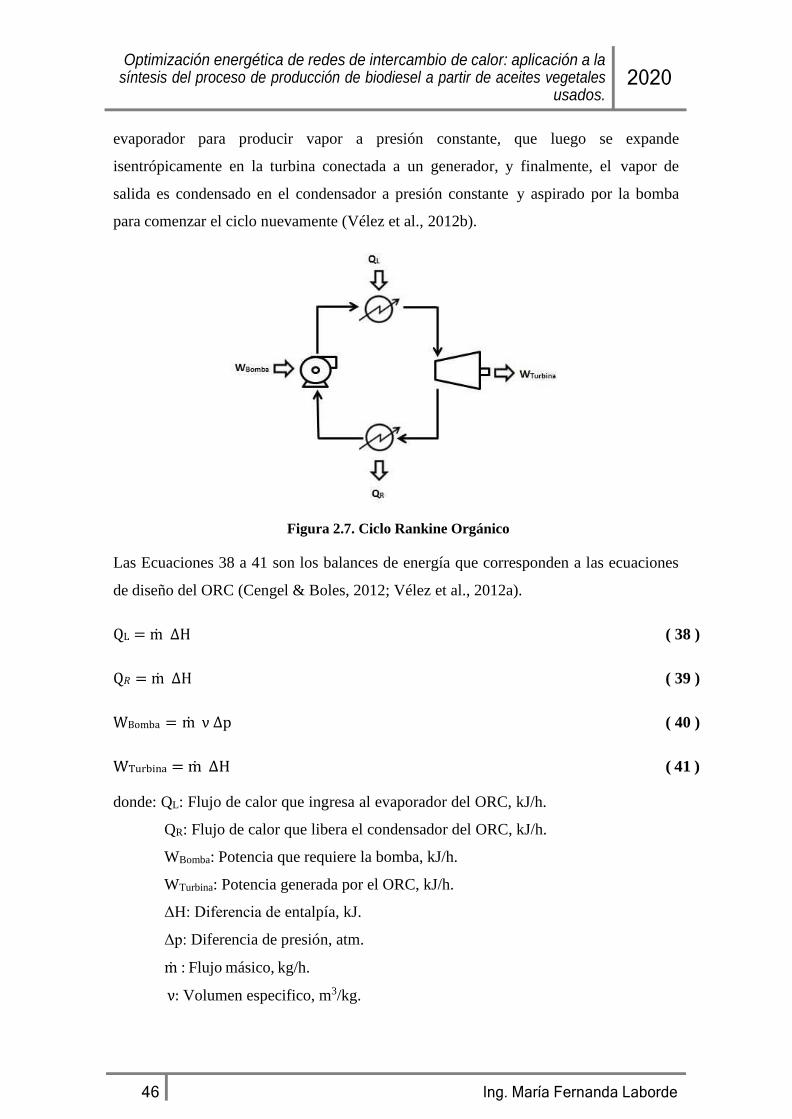
➢ Síntesis del ORC
El principio de funcionamiento del ORC es el mismo que el del ciclo Rankine
convencional donde se utiliza agua (R718). En el ORC el fluido de trabajo es un
compuesto orgánico de bajo punto de ebullición, que hace necesaria una menor
temperatura para su evaporación, comparada con la que requiere R718. En la bomba
(Figura 2.7) se presuriza el fluido líquido a entropía constante, que se inyecta en el
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
46 Ing. María Fernanda Laborde
evaporador para producir vapor a presión constante, que luego se expande
isentrópicamente en la turbina conectada a un generador, y finalmente, el vapor de
salida es condensado en el condensador a presión constante y aspirado por la bomba
para comenzar el ciclo nuevamente (Vélez et al., 2012b).
Figura 2.7. Ciclo Rankine Orgánico
Las Ecuaciones 38 a 41 son los balances de energía que corresponden a las ecuaciones
de diseño del ORC (Cengel & Boles, 2012; Vélez et al., 2012a).
QL = m ΔH ( 38 )
Q𝑅 = m ΔH ( 39 )
WBomba = m ν Δp ( 40 )
WTurbina = m ΔH ( 41 )
donde: QL: Flujo de calor que ingresa al evaporador del ORC, kJ/h.
QR: Flujo de calor que libera el condensador del ORC, kJ/h.
WBomba: Potencia que requiere la bomba, kJ/h.
WTurbina: Potencia generada por el ORC, kJ/h.
ΔH: Diferencia de entalpía, kJ.
Δp: Diferencia de presión, atm.
m : Flujo másico, kg/h.
ν: Volumen especifico, m3/kg.
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
47 Ing. María Fernanda Laborde
La eficiencia energética total del ciclo (η) está dada por la Ecuación (42).
η = (WTurbina − WBomba)/QL ( 42 )
2.5 ESTIMACIÓN DE COSTOS
En esta Tesis se plantea realizar una comparación de alternativas de costos mutuamente
excluyentes. La técnica más directa de comparación para este tipo de alternativas es
determinar el valor actual neto (VAN) de cada una basado en la inversión total,
seleccionándose luego el de menor VAN negativo (DeGarmo et al., 1998).
2.5.1 Costos de capital
La estimación de costos de capital según el nivel de definición del proyecto (Turton et
al., 2008) se clasifica en:
• Clase 5: Estimación de orden de magnitud: requiere de un 0% a 2% de
definición del proyecto completo.
• Clase 4: Estimación de estudio: requiere de un 1% a 15% de definición del
proyecto completo.
• Clase 3: Estimación preliminar: requiere de un 10% a 40% de definición del
proyecto completo.
• Clase 2: requiere de un 30% a 70% de definición del proyecto completo.
• Clase 1: Estimación detallada: requiere de un 50% a 100% de definición del
proyecto completo.
En este proyecto se realizará una estimación de Clase 4 (Estimación de estudio), ya que
este tipo de estimación utiliza una lista de los principales equipos del proceso. Pero a la
vez se realiza una estimación diferencial entre las distintas alternativas (DeGarmo et al.,
1998), por lo tanto los equipos que se tienen en cuenta son aquellos que son diferentes
entre las alternativas de estudio. Se estiman postulando la construcción de una nueva
planta y es la suma de tres contribuciones: 1) Los costos totales del módulo básico, que
representa la suma del costo de capital de cada unidad de equipo principal determinada
con la técnica de costeo del módulo, 2) Los costos de contingencia, que cubren los

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
48 Ing. María Fernanda Laborde
p
p
p
𝐵𝑀
costos y tarifas imprevistos asociados con la integridad de la información del costo del
diagrama de flujo y los datos, y 3) Los gastos con instalaciones auxiliares, incluida la
compra de terrenos, los servicios externos y los servicios públicos (Gasca-González et
al., 2018).
La técnica de costeo del módulo está dada por las Ecuaciones 43-46 (Turton et al.,
2008).
CBM = C° FBM ( 43 )
log10 C° = K1 + K2 log10 A + K3 (log10 A)2 ( 44 )
FBM = B1 + B2 FpFM ( 45 )
log10Fp = C1 + C2log10p + C3 (log10P)2 ( 46 )
donde: CBM: es el costo del equipo (Estimación 2001 – CEPCI 397), US$.
FBM es el factor de costo
C° es el costo de compra de equipo en condiciones básicas, US$.
K1 , K2 y K3 constantes tabulados por equipo [Tabla A1, Turton et al. (2008)]
A dimensión característica del equipo
B1 y B2 valores constantes tabulados por equipo [Tabla A4, Turton et al. (2008)]
Fp es el factor de presión
p es la presión en barg (1bar = 0,0 barg = 1 atm)
C1, C2 y C3 son constantes tabuladas por equipo [Tabla A2, Turton et al. (2008)]
FM es el factor del material por equipo [Figura A.18, Turton et al. (2008)].
Cuando FM y Fp son iguales a la unidad se tiene 𝐶° .
Los costos de contingencia se determinan con la Ecuación 47 (Turton et al., 2008).
n
CTM = 1,18 ∑ CBM,i
i
( 47 )
donde: n es el número de equipos totales.
Los gastos de instalaciones auxiliares se estiman con la Ecuación 48 (Turton et al.,
2008).

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
49 Ing. María Fernanda Laborde
BM,i
n
CAF = 0,50 ∑ C°
( 48 )
i
donde: n es el número de equipos totales.
Finalmente se determina el costo base del proceso con la Ecuación 49 (Turton et al.,
2008).
CGR = CTM + CAF ( 49 )
Es necesario actualizar los costos determinados utilizando el índice CEPCI, Ecuación
50.
Costo actual (U$S) = Costo Original ∗ Valor índice actual
Valor índice Original
( 50 )
El índice utilizado es el CEPCI julio 2019 ("Chemical Engeniering ", 2019).
2.5.2 Costos de Servicios
La determinación de costos de utilidades externas, agua de enfriamiento y vapor de
calentamiento, utilizados en enfriadores y calentadores respectivamente, se estimó a
partir de la Ecuación 51 planteada por Ulrich y Vasudevan (2006).
CS,u = a(CE PCI) + b (CS,f) ( 51 )
donde: CS,u: es precio del servicio, US$/kg para vapor y US$/m3 para agua.
a y b: son coeficientes.
CS,f: es el precio del fuel, US$/galón.
CE PCI: es el coeficiente de actualización de costos.
Para el servicio de agua de enfriamiento, la Ecuación 52 presenta el cálculo del
coeficiente a (Ulrich & Vasudevan, 2006), mientras que el coeficiente b es 0,003.
Ambos bajo la condición 0,01 < q < 10 m3/s.
a = 0,0001 + 3. 10−5q−1 ( 52 )
donde: q es el caudal de agua enfriamiento, m3/s.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
50 Ing. María Fernanda Laborde
s
Para el servicio de vapor de calentamiento (Ulrich & Vasudevan, 2006), las Ecuaciones
53 y 54 muestran cómo determinar los coeficientes a y b, respectivamente.
a = 2,5 + 10−5m−0,9 ( 53 )
b = 0,0034p0,05 ( 54 )
donde: p: es la presión, 1< p < 46 barg
ms: es el flujo másico de servicio, 0,06 < ms < 40 kg/s.

PRODUCCIÓN DE
BIODIESEL


Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
53 Ing. María Fernanda Laborde
3. PRODUCCION DE BIODIESEL
Como se ha mencionado antes, el biodiesel es un combustible alternativo no tóxico y
biodegradable que se obtiene a partir de fuentes renovables (Zhang et al., 2003). En la
comercialización de biodiesel a partir de aceite virgen, un importante obstáculo es su
costo de fabricación principalmente por el costo de la materia prima, en comparación
con el combustible diesel a base de petróleo. El aceite de cocina usado es una de las
fuentes económicas para la producción de biodiesel (Kulkarni & Dalai, 2006). Sin
embargo, los ácidos grasos libres y algunos triglicéridos polimerizados formados como
producto en la fritura (Hamilton & Perkins, 2002) pueden afectar la transesterificación y
las propiedades del biodiesel.
Dado que en este proyecto se utilizan AVUs como materia prima, la obtención de
biodiesel se realiza en dos etapas, una de esterificación en la cual se eliminan los ácidos
grasos libres y otra consecutiva de transesterificación donde los triglicéridos se
transforman en ésteres metílicos (biodiesel).
3.1 ESTERIFICACIÓN
La reacción de esterificación catalítica que se lleva a cabo como primera etapa del
proceso de obtención de biodiesel para eliminar los AGL de los AVUs se presenta en la
Ecuación 55. El ácido oleico (C18H34O2), que representa los AGL, reacciona con el
metanol (CH3OH) utilizando ácido sulfúrico como catalizador para producir agua (H2O)
y metil oleato (C19H36O2).
𝐶18𝐻34𝑂2 + 𝐶𝐻3𝑂𝐻 → 𝐻2𝑂 + 𝐶19𝐻36𝑂2 ( 55 )
En la Figura 3.1 se presenta el diagrama de flujo general del proceso de Esterificación
de AVUs. Inicialmente se mezclan el metanol fresco y el catalizador, posteriormente
ingresan al reactor junto con los AVUs donde ocurre la reacción de esterificación.
Luego se separan reactivos y productos, los AVUs sin AGL se envían a la próxima
etapa de transesterificación y se lleva a cabo la destilación para purificar el metanol
(obteniéndose metanol recuperado MET-R y agua).

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
54 Ing. María Fernanda Laborde
Figura 3.1. Diagrama general del proceso de esterificación
En esta Tesis se planteó estudiar tres alternativas de proceso de esterificación: Para las
Alternativas 1 y 2 se empleó una materia prima con 6% de AGL (Zhang et al., 2003)
bajo las mismas condiciones de reacción, difiriendo entre ellas en cuanto al equipo de
separación utilizado: torre de lavado para la Alternativa 1 (Zhang et al., 2003);
decantador para la Alternativa 2 (Aboelazayem et al., 2018). Para estas alternativas de
proceso las condiciones de temperatura de reacción y presión fueron 60 °C y 400 kPa
(3,94 atm), respectivamente, y se utilizó una relación molar de metanol/AGL de 6/1, tal
como proponen Zhang et al. (2003). El catalizador ácido sulfúrico se empleó en una
proporción de 6% en peso en relación a los AGL (Berrios et al., 2007). El reactor se
modeló como un reactor de conversión considerando una conversión de los AGL de
0,97 (West et al., 2008).
En la tercera alternativa (Alternativa 3) se trabajó con un acidez del 5% de AGL (Chai
et al., 2014) bajo condiciones de reacción de 60 °C de temperatura de reacción y una
presión de 1 atm, empleando una relación molar de metanol/AGL de 40/1 y una
fracción de catalizador de 10 % en peso de ácido sulfúrico respecto de los AGL. Estas
condiciones fueron determinadas experimentalmente como óptimas por Chai et al.
(2014) para alcanzar una conversión aproximada del 96%.
3.1.1 Alternativa 1
Se simuló la Alternativa 1 en Aspen Plus® V8.4 (Figura 3.2). En este caso el flujo de la
corriente METANOL es de 167,4 kg/h (5,22 kmol/h), la composición másica de la
corriente AVUS es de 0,06 ácido oleico, 0,26 trioleina y 0,68 trilinoleina, mientras que
el flujo de la corriente H2SO4 es de 2,45 kg/h (0,025 kmol/h).
De dicha simulación se determina que el flujo total a la salida del reactor (R-1) en la
corriente AVUS-2 es de 850,70 kg/h. La composición de la corriente AVUS-2 es: 1,23
kg/h AGL; 41,59 kg/h FAME; 161,36 kg/h metanol; 4,26 kg/h agua y 639,86 kg/h
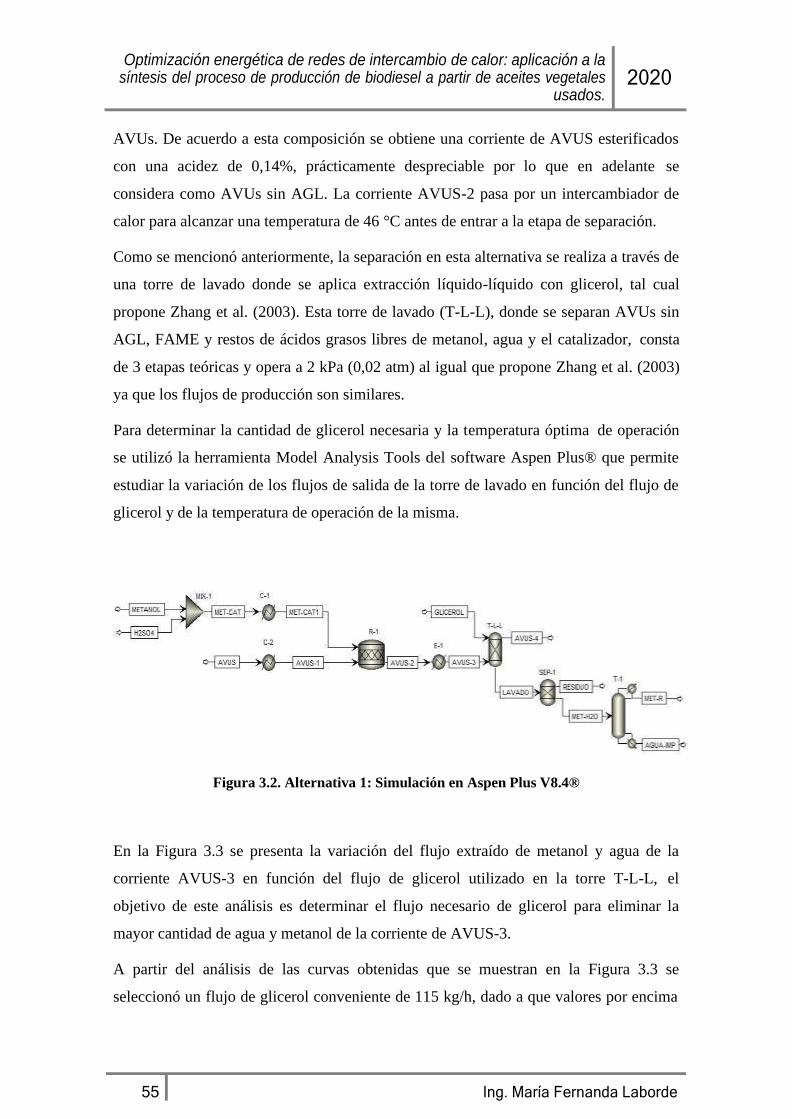
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
55 Ing. María Fernanda Laborde
AVUs. De acuerdo a esta composición se obtiene una corriente de AVUS esterificados
con una acidez de 0,14%, prácticamente despreciable por lo que en adelante se
considera como AVUs sin AGL. La corriente AVUS-2 pasa por un intercambiador de
calor para alcanzar una temperatura de 46 °C antes de entrar a la etapa de separación.
Como se mencionó anteriormente, la separación en esta alternativa se realiza a través de
una torre de lavado donde se aplica extracción líquido-líquido con glicerol, tal cual
propone Zhang et al. (2003). Esta torre de lavado (T-L-L), donde se separan AVUs sin
AGL, FAME y restos de ácidos grasos libres de metanol, agua y el catalizador, consta
de 3 etapas teóricas y opera a 2 kPa (0,02 atm) al igual que propone Zhang et al. (2003)
ya que los flujos de producción son similares.
Para determinar la cantidad de glicerol necesaria y la temperatura óptima de operación
se utilizó la herramienta Model Analysis Tools del software Aspen Plus® que permite
estudiar la variación de los flujos de salida de la torre de lavado en función del flujo de
glicerol y de la temperatura de operación de la misma.
Figura 3.2. Alternativa 1: Simulación en Aspen Plus V8.4®
En la Figura 3.3 se presenta la variación del flujo extraído de metanol y agua de la
corriente AVUS-3 en función del flujo de glicerol utilizado en la torre T-L-L, el
objetivo de este análisis es determinar el flujo necesario de glicerol para eliminar la
mayor cantidad de agua y metanol de la corriente de AVUS-3.
A partir del análisis de las curvas obtenidas que se muestran en la Figura 3.3 se
seleccionó un flujo de glicerol conveniente de 115 kg/h, dado a que valores por encima
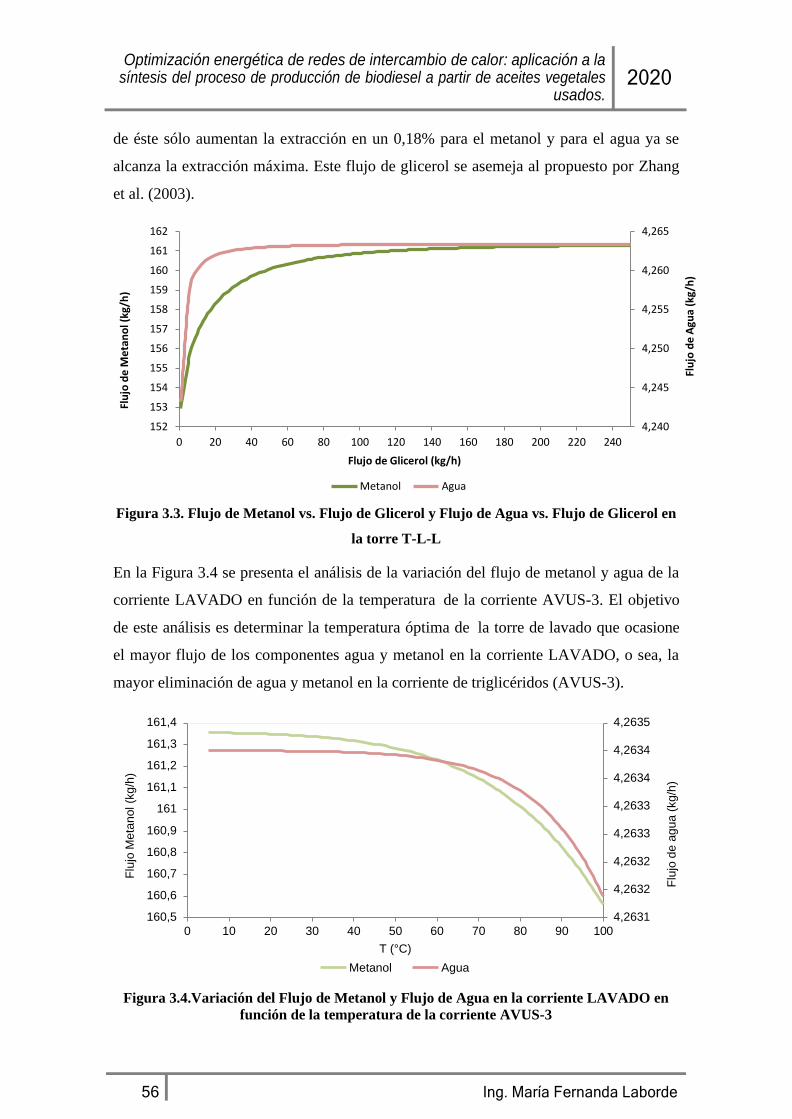
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
56 Ing. María Fernanda Laborde
de éste sólo aumentan la extracción en un 0,18% para el metanol y para el agua ya se
alcanza la extracción máxima. Este flujo de glicerol se asemeja al propuesto por Zhang
et al. (2003).
162
161
160
159
158
157
156
155
154
153
152
0 20 40 60 80 100 120 140 160 180 200 220 240
Flujo de Glicerol (kg/h)
4,265
4,260
4,255
4,250
4,245
4,240
Metanol Agua
Figura 3.3. Flujo de Metanol vs. Flujo de Glicerol y Flujo de Agua vs. Flujo de Glicerol en
la torre T-L-L
En la Figura 3.4 se presenta el análisis de la variación del flujo de metanol y agua de la
corriente LAVADO en función de la temperatura de la corriente AVUS-3. El objetivo
de este análisis es determinar la temperatura óptima de la torre de lavado que ocasione
el mayor flujo de los componentes agua y metanol en la corriente LAVADO, o sea, la
mayor eliminación de agua y metanol en la corriente de triglicéridos (AVUS-3).
161,4
161,3
161,2
161,1
161
160,9
160,8
160,7
160,6
160,5
0 10 20 30 40 50 60 70 80 90 100
T (°C)
Metanol Agua
4,2635
4,2634
4,2634
4,2633
4,2633
4,2632
4,2632
4,2631
Figura 3.4.Variación del Flujo de Metanol y Flujo de Agua en la corriente LAVADO en
función de la temperatura de la corriente AVUS-3
Flu
jo d
e M
eta
no
l (kg
/h)
Flu
jo M
eta
nol (k
g/h
)
Flu
jo d
e a
gu
a (
kg/h
)
Flu
jo d
e A
gua
(kg/
h)
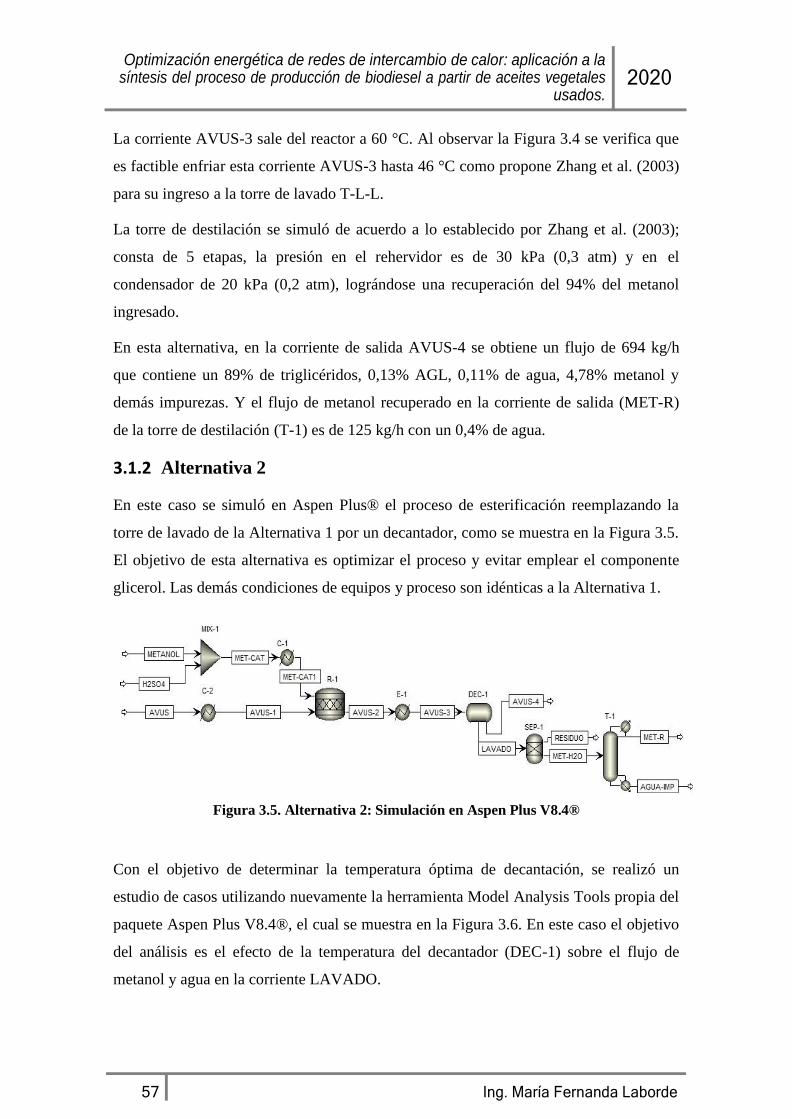
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
57 Ing. María Fernanda Laborde
La corriente AVUS-3 sale del reactor a 60 °C. Al observar la Figura 3.4 se verifica que
es factible enfriar esta corriente AVUS-3 hasta 46 °C como propone Zhang et al. (2003)
para su ingreso a la torre de lavado T-L-L.
La torre de destilación se simuló de acuerdo a lo establecido por Zhang et al. (2003);
consta de 5 etapas, la presión en el rehervidor es de 30 kPa (0,3 atm) y en el
condensador de 20 kPa (0,2 atm), lográndose una recuperación del 94% del metanol
ingresado.
En esta alternativa, en la corriente de salida AVUS-4 se obtiene un flujo de 694 kg/h
que contiene un 89% de triglicéridos, 0,13% AGL, 0,11% de agua, 4,78% metanol y
demás impurezas. Y el flujo de metanol recuperado en la corriente de salida (MET-R)
de la torre de destilación (T-1) es de 125 kg/h con un 0,4% de agua.
3.1.2 Alternativa 2
En este caso se simuló en Aspen Plus® el proceso de esterificación reemplazando la
torre de lavado de la Alternativa 1 por un decantador, como se muestra en la Figura 3.5.
El objetivo de esta alternativa es optimizar el proceso y evitar emplear el componente
glicerol. Las demás condiciones de equipos y proceso son idénticas a la Alternativa 1.
Figura 3.5. Alternativa 2: Simulación en Aspen Plus V8.4®
Con el objetivo de determinar la temperatura óptima de decantación, se realizó un
estudio de casos utilizando nuevamente la herramienta Model Analysis Tools propia del
paquete Aspen Plus V8.4®, el cual se muestra en la Figura 3.6. En este caso el objetivo
del análisis es el efecto de la temperatura del decantador (DEC-1) sobre el flujo de
metanol y agua en la corriente LAVADO.
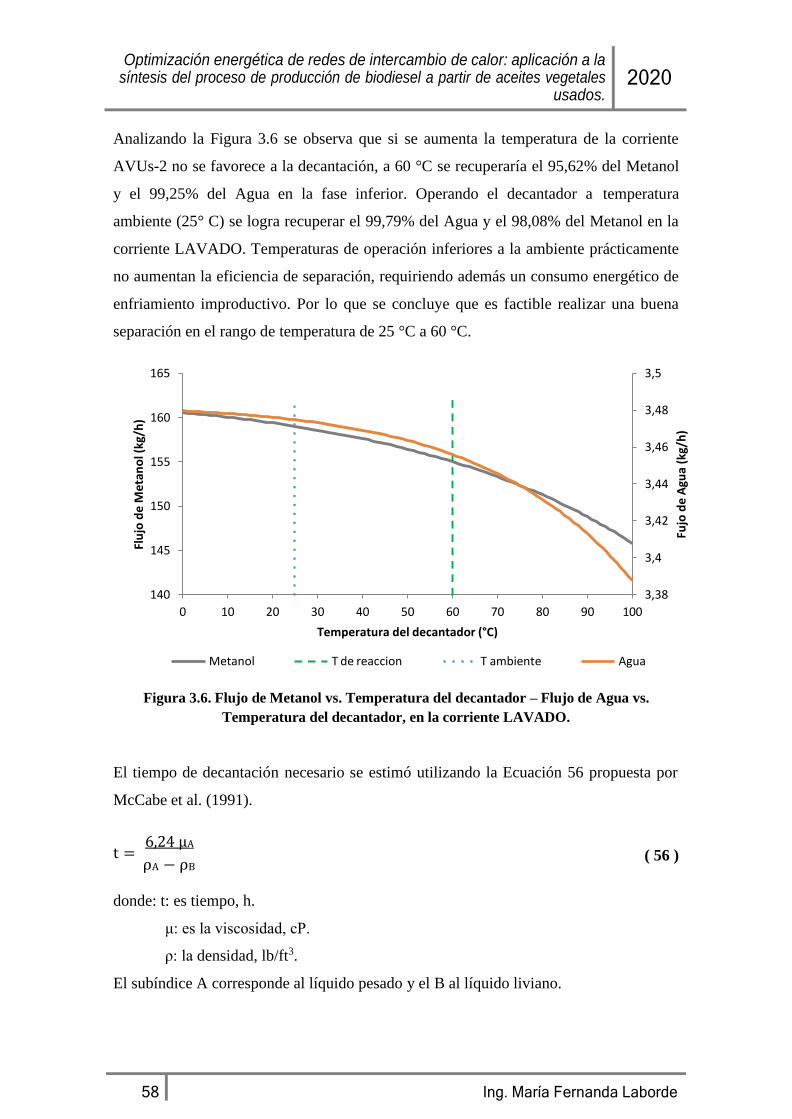
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
58 Ing. María Fernanda Laborde
Analizando la Figura 3.6 se observa que si se aumenta la temperatura de la corriente
AVUs-2 no se favorece a la decantación, a 60 °C se recuperaría el 95,62% del Metanol
y el 99,25% del Agua en la fase inferior. Operando el decantador a temperatura
ambiente (25° C) se logra recuperar el 99,79% del Agua y el 98,08% del Metanol en la
corriente LAVADO. Temperaturas de operación inferiores a la ambiente prácticamente
no aumentan la eficiencia de separación, requiriendo además un consumo energético de
enfriamiento improductivo. Por lo que se concluye que es factible realizar una buena
separación en el rango de temperatura de 25 °C a 60 °C.
165 3,5
160 3,48
155
150
145
3,46
3,44
3,42
3,4
140 0 10 20 30 40 50 60 70 80 90 100
Temperatura del decantador (°C)
3,38
Metanol T de reaccion T ambiente Agua
Figura 3.6. Flujo de Metanol vs. Temperatura del decantador – Flujo de Agua vs.
Temperatura del decantador, en la corriente LAVADO.
El tiempo de decantación necesario se estimó utilizando la Ecuación 56 propuesta por
McCabe et al. (1991).
t = 6,24 μA
ρA − ρB
donde: t: es tiempo, h.
μ: es la viscosidad, cP.
ρ: la densidad, lb/ft3.
El subíndice A corresponde al líquido pesado y el B al líquido liviano.
( 56 )
Flu
jo d
e M
eta
no
l (kg
/h)
Fujo
de
Agu
a (k
g/h
)

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
59 Ing. María Fernanda Laborde
La densidad y la viscosidad de cada fase en función de la temperatura de separación se
determinaron mediante la simulación de las corrientes en Aspen Hysys® (Tabla 3.1).
La mezcla “A” contiene AVUs, AGL y FAME (fase continua), mientras que la mezcla
“B” está compuesta por el catalizador, agua y metanol.
Tabla 3.1. Densidad y Viscosidad de cada fase obtenidas en Aspen Hysys®
T (°C) 𝛍𝐀 (cP) 𝛒𝐀 (lb/ft3) 𝛒𝐁 (lb/ft3)
25 423,5 67,2 50,0
40 197,4 67,2 48,8
60 106,4 67,2 47,4
En la Tabla 3.2 se presentan los tiempos de decantación obtenidos a partir de la
Ecuación 56.
Tabla 3.2. Tiempo de decantación
T (°C) t (h)
25 153,2
40 66,6
60 33,6
Al analizar la Tabla 3.2 se observa que en el rango de temperaturas factibles de
separación los tiempos son muy elevados para una planta de producción continua. Por lo
tanto, para disminuir los tiempos de proceso se propone seleccionar un decantador
centrífugo (McCabe et al., 1991) que opere a 25°C que es la temperatura establecida
como más apropiada en función del análisis de la Figura 3.6.
Bajo estas condiciones, en el decantador se obtiene una corriente de salida AVUS-4 con
un flujo de 719 kg/h, la cual contiene un 87,5% de triglicéridos, 0,14% AGL, 0,15% de
agua, 46,4% metanol y demás impurezas. Y el flujo de metanol recuperado en la
corriente de salida (MET-R) de la torre de destilación (T-1) es de 112 kg/h con un 0,6%
de agua.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
60 Ing. María Fernanda Laborde
3.1.3 Alternativa 3
En esta alternativa de proceso se modifican las condiciones de la etapa de reacción y el
porcentaje de acidez de los AVUs con respecto a la Alternativa 2, como se mencionó al
inicio de esta sección, y se diseña la torre de destilación (T-1).
En este caso, el flujo de la corriente METANOL es de 154,43 kg/h (4,82 kmol/h), la
composición másica de la corriente AVUS es de 0,05 ácido oleico, 0,27 trioleina y 0,68
de trilinoleina y el flujo de la corriente H2SO4 es de 3,40 kg/h (0,035 kmol/h). Se
simula el proceso como se muestra en la Figura 3.7.
Figura 3.7. Alternativa 3: Simulación en Aspen Plus® V8.4
A partir de la simulación se determinó que el caudal de entrada a la torre de destilación
es de 123,3 kg/h (Corriente LAVADO) con una fracción molar de metanol de 0,96.
Mediante el Método de McCabe-Thile (Treybal, 1980) se realizó un diseño conceptual
preliminar de la torre de destilación para purificar el metanol a un 99,85% en peso
(porcentaje de pureza del metanol que comercializa YPF). La alimentación a la torre
ingresa a 25 °C a una presión de 1 atm (líquido en estado termodinámico sin alcanzar el
punto de burbuja). La relación de reflujo del diseño se fijó en 1,5 veces del valor
mínimo.
Se determinó que la cantidad de platos reales es 9 con una eficiencia de 86%. La
alimentación ingresa en el plato 3, la presión en el condensador es de 1,02 atm y la del
rehervidor de 0,97 atm. La temperatura de tope y de fondo resultaron 65,10 °C y 98,42
°C, respectivamente.
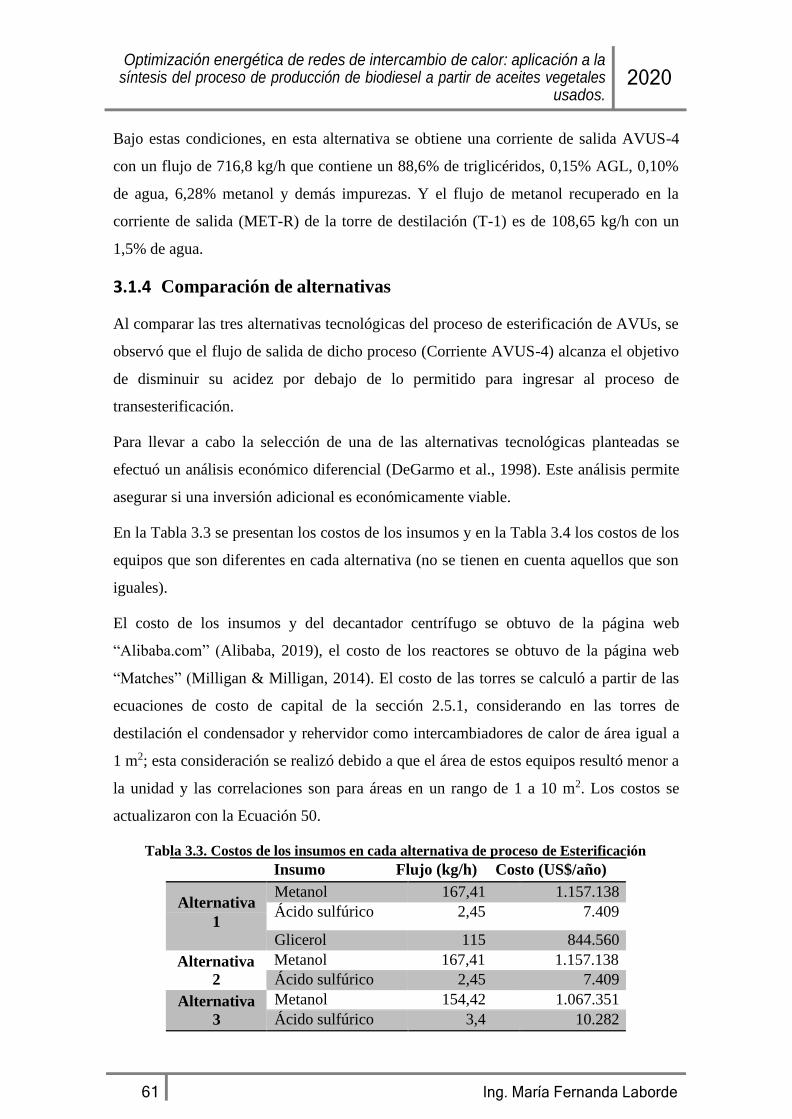
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
61 Ing. María Fernanda Laborde
Bajo estas condiciones, en esta alternativa se obtiene una corriente de salida AVUS-4
con un flujo de 716,8 kg/h que contiene un 88,6% de triglicéridos, 0,15% AGL, 0,10%
de agua, 6,28% metanol y demás impurezas. Y el flujo de metanol recuperado en la
corriente de salida (MET-R) de la torre de destilación (T-1) es de 108,65 kg/h con un
1,5% de agua.
3.1.4 Comparación de alternativas
Al comparar las tres alternativas tecnológicas del proceso de esterificación de AVUs, se
observó que el flujo de salida de dicho proceso (Corriente AVUS-4) alcanza el objetivo
de disminuir su acidez por debajo de lo permitido para ingresar al proceso de
transesterificación.
Para llevar a cabo la selección de una de las alternativas tecnológicas planteadas se
efectuó un análisis económico diferencial (DeGarmo et al., 1998). Este análisis permite
asegurar si una inversión adicional es económicamente viable.
En la Tabla 3.3 se presentan los costos de los insumos y en la Tabla 3.4 los costos de los
equipos que son diferentes en cada alternativa (no se tienen en cuenta aquellos que son
iguales).
El costo de los insumos y del decantador centrífugo se obtuvo de la página web
“Alibaba.com” (Alibaba, 2019), el costo de los reactores se obtuvo de la página web
“Matches” (Milligan & Milligan, 2014). El costo de las torres se calculó a partir de las
ecuaciones de costo de capital de la sección 2.5.1, considerando en las torres de
destilación el condensador y rehervidor como intercambiadores de calor de área igual a
1 m2; esta consideración se realizó debido a que el área de estos equipos resultó menor a
la unidad y las correlaciones son para áreas en un rango de 1 a 10 m2. Los costos se
actualizaron con la Ecuación 50.
Tabla 3.3. Costos de los insumos en cada alternativa de proceso de Esterificación
Insumo Flujo (kg/h) Costo (US$/año)
Alternativa Metanol 167,41 1.157.138
Ácido sulfúrico 2,45 7.409 1
Glicerol 115 844.560
Alternativa Metanol 167,41 1.157.138
2 Ácido sulfúrico 2,45 7.409
Alternativa
3
Metanol 154,42 1.067.351
Ácido sulfúrico 3,4 10.282
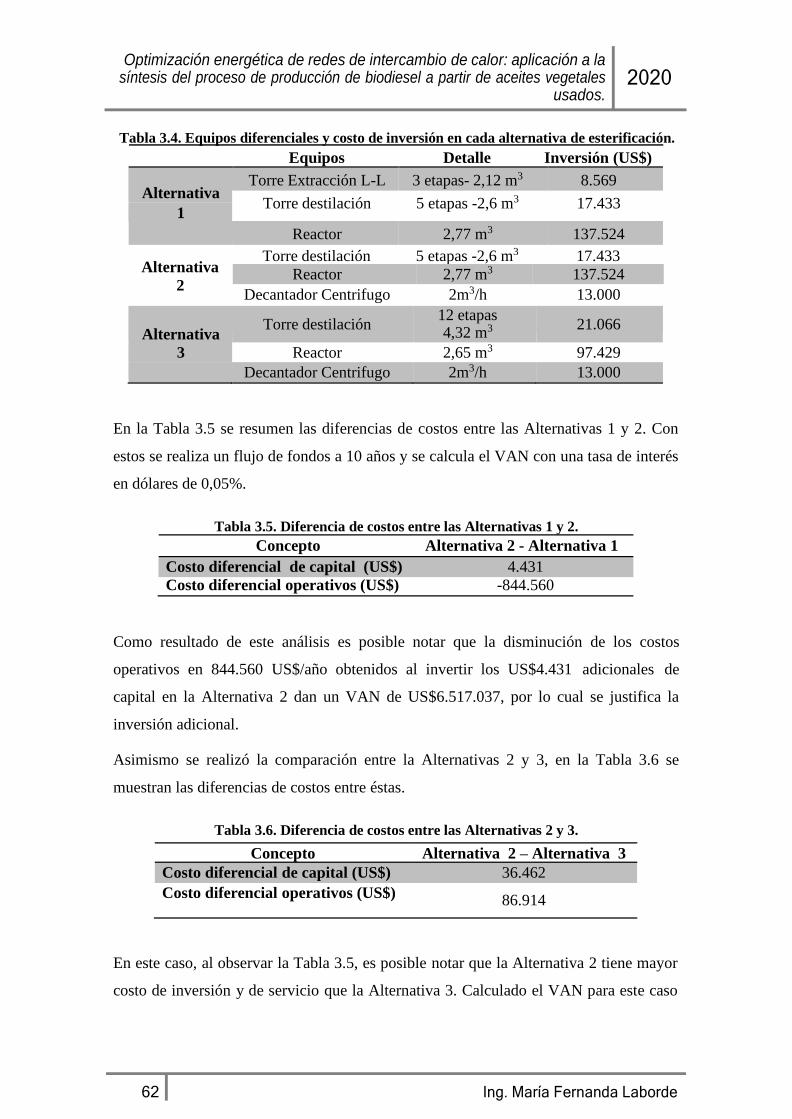
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
62 Ing. María Fernanda Laborde
Costo diferencial de capital (US$) 4.431
Tabla 3.4. Equipos diferenciales y costo de inversión en cada alternativa de esterificación.
Equipos Detalle Inversión (US$)
Alternativa
Torre Extracción L-L 3 etapas- 2,12 m3 8.569
Torre destilación 5 etapas -2,6 m3 17.433 1
Reactor 2,77 m3 137.524
Alternativa
2
Torre destilación 5 etapas -2,6 m3 17.433
Alternativa Torre destilación
12 etapas 4,32 m3
21.066
Reactor 2,65 m3 97.429 3
Decantador Centrifugo 2m3/h 13.000
En la Tabla 3.5 se resumen las diferencias de costos entre las Alternativas 1 y 2. Con
estos se realiza un flujo de fondos a 10 años y se calcula el VAN con una tasa de interés
en dólares de 0,05%.
Tabla 3.5. Diferencia de costos entre las Alternativas 1 y 2.
Concepto Alternativa 2 - Alternativa 1
Costo diferencial operativos (US$) -844.560
Como resultado de este análisis es posible notar que la disminución de los costos
operativos en 844.560 US$/año obtenidos al invertir los US$4.431 adicionales de
capital en la Alternativa 2 dan un VAN de US$6.517.037, por lo cual se justifica la
inversión adicional.
Asimismo se realizó la comparación entre la Alternativas 2 y 3, en la Tabla 3.6 se
muestran las diferencias de costos entre éstas.
Tabla 3.6. Diferencia de costos entre las Alternativas 2 y 3.
Concepto Alternativa 2 – Alternativa 3
Costo diferencial operativos (US$) 86.914
En este caso, al observar la Tabla 3.5, es posible notar que la Alternativa 2 tiene mayor
costo de inversión y de servicio que la Alternativa 3. Calculado el VAN para este caso
Costo diferencial de capital (US$) 36.462
Reactor 2,77 m3 137.524
Decantador Centrifugo 2m3/h 13.000
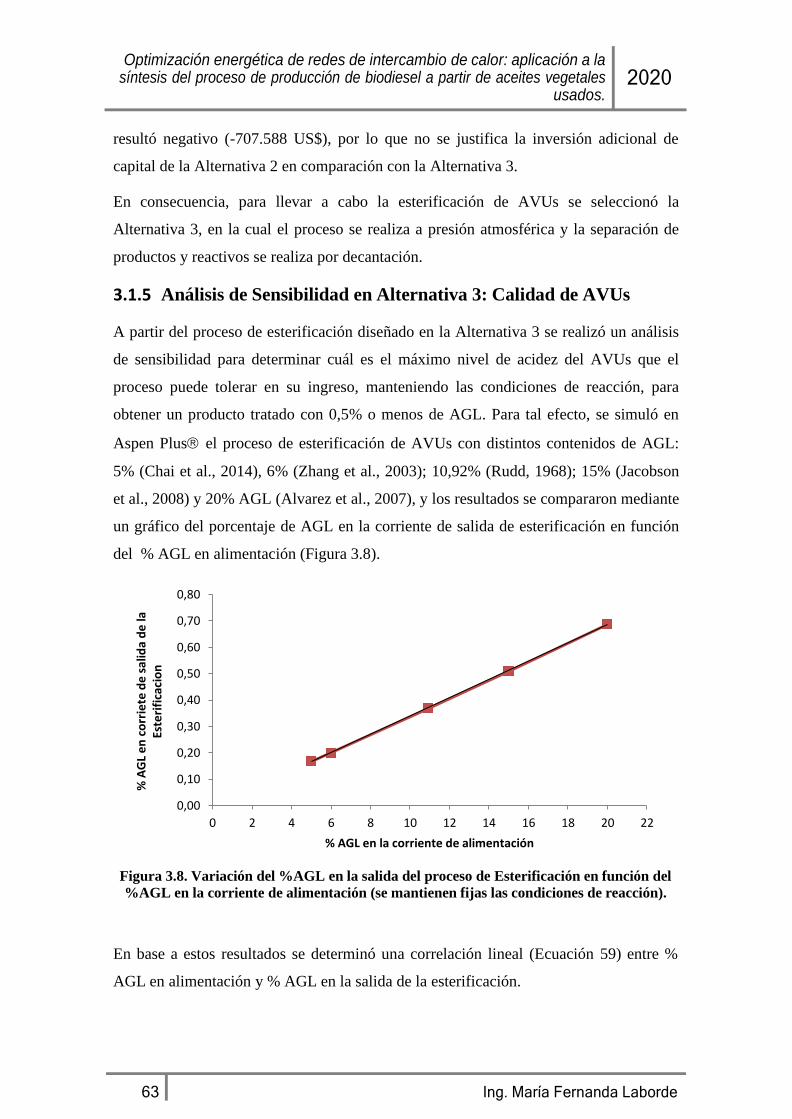
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
63 Ing. María Fernanda Laborde
resultó negativo (-707.588 US$), por lo que no se justifica la inversión adicional de
capital de la Alternativa 2 en comparación con la Alternativa 3.
En consecuencia, para llevar a cabo la esterificación de AVUs se seleccionó la
Alternativa 3, en la cual el proceso se realiza a presión atmosférica y la separación de
productos y reactivos se realiza por decantación.
3.1.5 Análisis de Sensibilidad en Alternativa 3: Calidad de AVUs
A partir del proceso de esterificación diseñado en la Alternativa 3 se realizó un análisis
de sensibilidad para determinar cuál es el máximo nivel de acidez del AVUs que el
proceso puede tolerar en su ingreso, manteniendo las condiciones de reacción, para
obtener un producto tratado con 0,5% o menos de AGL. Para tal efecto, se simuló en
Aspen Plus el proceso de esterificación de AVUs con distintos contenidos de AGL:
5% (Chai et al., 2014), 6% (Zhang et al., 2003); 10,92% (Rudd, 1968); 15% (Jacobson
et al., 2008) y 20% AGL (Alvarez et al., 2007), y los resultados se compararon mediante
un gráfico del porcentaje de AGL en la corriente de salida de esterificación en función
del % AGL en alimentación (Figura 3.8).
0,80
0,70
0,60
0,50
0,40
0,30
0,20
0,10
0,00
0 2 4 6 8 10 12 14 16 18 20 22
% AGL en la corriente de alimentación
Figura 3.8. Variación del %AGL en la salida del proceso de Esterificación en función del
%AGL en la corriente de alimentación (se mantienen fijas las condiciones de reacción).
En base a estos resultados se determinó una correlación lineal (Ecuación 59) entre %
AGL en alimentación y % AGL en la salida de la esterificación.
% A
GL
en
co
rrie
te d
e s
alid
a d
e la
Es
teri
fica
cio
n
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
64 Ing. María Fernanda Laborde
%AGL en salida esterificación = 0,0341 × %AGL en la alimentación ( 57 )
Con la Ecuación (57) se determinó que el proceso de esterificación diseñado en la
Alternativa 3 puede procesar materia prima con un máximo de 14,66% de AGL para
cumplir con la condición de que la salida de la esterificación contenga no más de 0,5 %
AGL.
3.2 TRANSESTERIFICACIÓN
La transesterificación es la reacción entre los triglicéridos de los AVUs y el metanol
(CH3OH) para formar biodiesel y glicerol (C3H8O3); en este caso, los triglicéridos que
se consideran como componentes mayoritarios del AVUs son la trioleina (C57H98O6) y
la trilinoleina (C57H98O6). En las Ecuaciones 58 y 59, se muestran las reacciones de
transesterificacion de la trioleina y trilinoleina, respectivamente.
𝐶57𝐻104𝑂6 + 3 𝐶𝐻3𝑂𝐻 → 𝐶3𝐻8𝑂3 + 𝐶19𝐻36𝑂2 ( 58 )
𝐶57𝐻98𝑂6 + 3 𝐶𝐻3𝑂𝐻 → 𝐶3𝐻8𝑂3 + 𝐶19𝐻34𝑂2 ( 59 )
Para el proceso de transesterificación de AVUs esterificados el diseño se basó en la
propuesta de Zhang et al. (2003) con algunas modificaciones. Al igual que en el caso de
esterificación de AVUs, estos autores utilizaron equipos a presión. En el presente
trabajo de Tesis se planteó trabajar a presión atmosférica, tal como fue realizado el
diseño para la reacción de esterificación, con el objetivo de disminuir el costo de
inversión de capital asociado a los equipos a presión.
La alternativa de estudio se basa en las condiciones de reacción experimentales óptimas
determinadas por Cai et al. (2015); Sahar et al. (2018); Bashir et al. (2018) y Ishak y
Kamari (2019):
▪ Temperatura: 60 °C
▪ Presión: 1 atm
▪ Relación molar metanol/aceite vegetal usado esterificado: 6/1
▪ Catalizador: NaOH, 1% en peso en base al aceite vegetal usado esterificado
▪ Conversión: 94% en biodiesel.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
65 Ing. María Fernanda Laborde
En la Figura 3.9 se presenta la simulación en Aspen Plus® del proceso de
Transesterificación de AVUs. Inicialmente se mezclan 441,3 kg/h de metanol fresco
(METANOL1) y 7,17 kg/h de NAOH (catalizador), posteriormente ingresan al reactor
junto con los AVUs esterificados (AVUS-4). Luego de ocurrir la reacción de
transesterificación se separan por decantación centrífuga, a temperatura ambiente, las
fases mayoritarias de Glicerol (MT-GL-CT) y Biodiesel (FAMEIMP).
Figura 3.9. Simulación del proceso de transesterificación en Aspen Plus®
La Resolución Nacional 6/2010 establece las propiedades requeridas al BIODIESEL
(B100) en el momento y lugar de la entrega a las empresas encargadas de realizar la
mezcla de combustible diesel con éste. A continuación en la Tabla 3.7 se presenta la
composición de las corrientes MT-GL-CT (478,5 kg/h) y FAMEIMP (699,3 kg/h) que
salen del decantador (DEC-2) luego de la separación, fundamentalmente del biodiesel,
de los reactivos sin reaccionar y el glicerol, para analizar si el biodiesel obtenido en la
corriente FAMEIMP cumple con la reglamentación.
Para continuar purificando el biodiesel (Corriente FAMEIMP1), se podría utilizar la
técnica estudiada por Bashir et al. (2018), que consiste en un prelavado del biodiesel
con un 5% de agua seguido del lavado con agua caliente.
Por otra parte, se decidió recuperar el metanol de la corriente MT-GL-CT para su
reutilización mediante destilación simple (Morales et al., 2010). La torre de destilación
diseñada consta de 5 platos teóricos (Zhang et al., 2003) y la presión de operación es la
atmosférica.
Sobre esta base, mediante un estudio de casos se analizó el efecto de la temperatura de
la alimentación (Corriente MT-GL-CT) con respecto a la energía necesaria a utilizarse
en el condensador y rehervidor de la Torre T-2 (Figura 11). La temperatura de líquido
saturado para la mezcla Glicerol-Metanol resultó de 65 °C determinada en la simulación

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
66 Ing. María Fernanda Laborde
Componentes FAMEIMP MT-GL-
en Aspen Plus®. La temperatura de líquido saturado es la recomendada para la mejor
operación de una torre de destilación por McCabe et al. (1991).
Tabla 3.7. Composición másica de cada corriente a la salida del decantador
Fracción Másica
CT
Metanol 0,02 0,85
Trioleina 0,02 0,00
Trilinoleina 0,04 0,00
Ácido Oleico 0,00 0,00
Hidróxido de
Sodio 0,00 0,01
Metil Oleato 0,30 0,00
Metil Linoleato 0,63 0,00
Glicerol 0,00 0,13
Agua 0,00 0,00
En la Tabla 3.8 se muestra el efecto de la variación del calor requerido por el rehervidor
y liberado por el condensador de la torre (T-2) en función de la temperatura de la
alimentación a la misma (Corriente MT-GL-CT).
Tabla 3.8. Energía de la torre T-2 vs. Temperatura de alimentación
T de MT-GL-CT (°C) Q condensador (W) Q rehervidor (W)
25 226854,15 250642,53
45 226854,15 243876,49
65 226854,15 236756,08
Puede observarse que un incremento de la temperatura de la alimentación entre 25 y 65
°C no provocó efecto sobre el calor liberado en el condensador de T-2, pero representó
una reducción de 13886,45 W en la energía requerida en el rehervidor de T-2.
Sin embargo, la energía necesaria para elevar la temperatura de la corriente MT-GL-CT
de 25 °C (temperatura de salida de la corriente del decantador) a 65 °C debería ser de
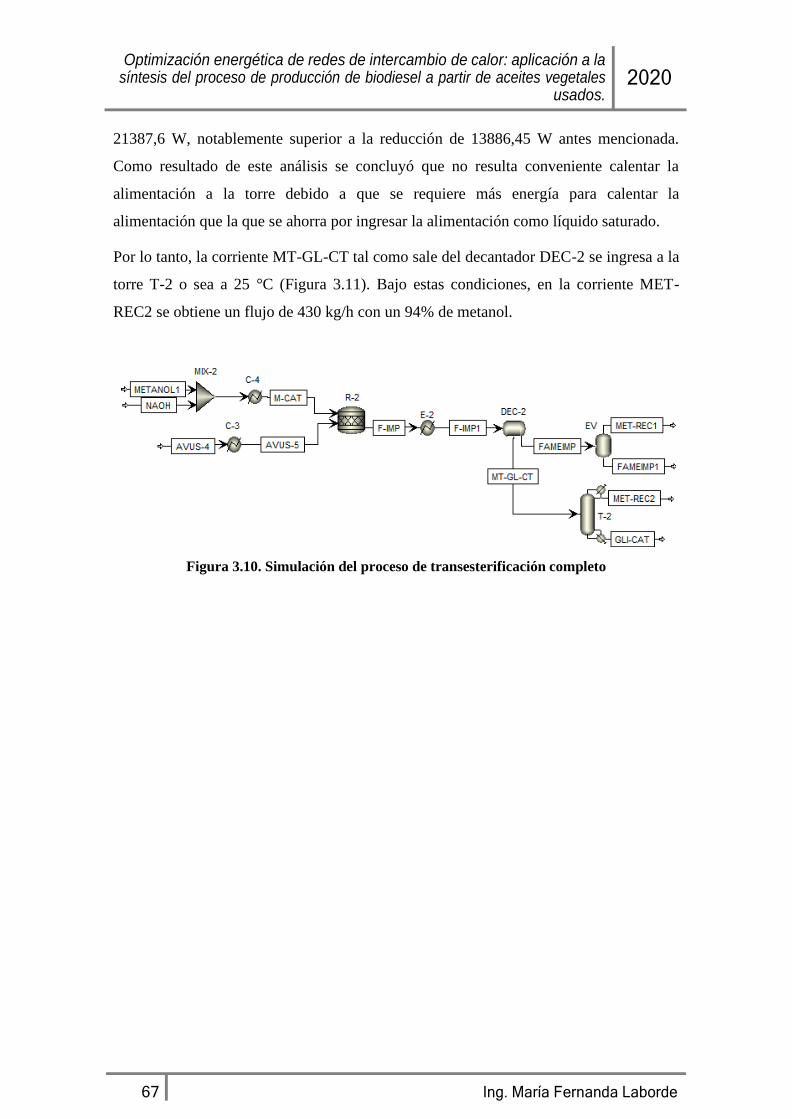
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
67 Ing. María Fernanda Laborde
21387,6 W, notablemente superior a la reducción de 13886,45 W antes mencionada.
Como resultado de este análisis se concluyó que no resulta conveniente calentar la
alimentación a la torre debido a que se requiere más energía para calentar la
alimentación que la que se ahorra por ingresar la alimentación como líquido saturado.
Por lo tanto, la corriente MT-GL-CT tal como sale del decantador DEC-2 se ingresa a la
torre T-2 o sea a 25 °C (Figura 3.11). Bajo estas condiciones, en la corriente MET-
REC2 se obtiene un flujo de 430 kg/h con un 94% de metanol.
Figura 3.10. Simulación del proceso de transesterificación completo

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
68 Ing. María Fernanda Laborde

OPTIMIZACION
ENERGETICA

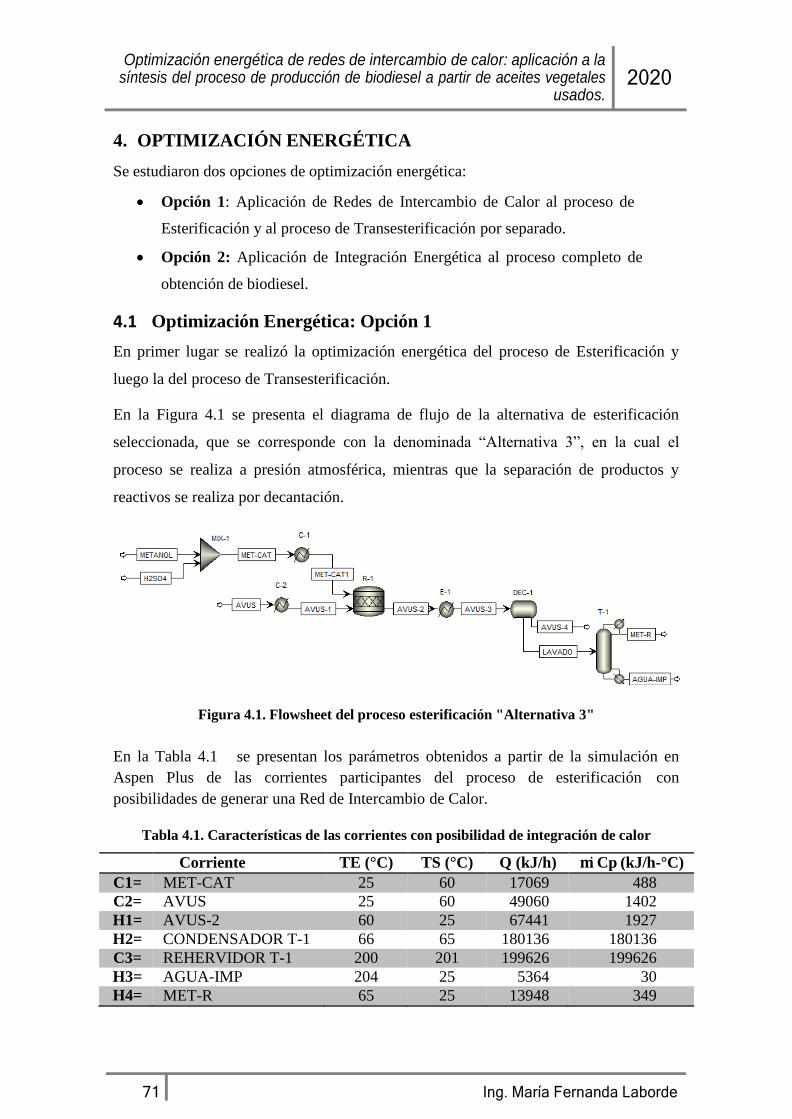
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
71 Ing. María Fernanda Laborde
4. OPTIMIZACIÓN ENERGÉTICA
Se estudiaron dos opciones de optimización energética:
• Opción 1: Aplicación de Redes de Intercambio de Calor al proceso de
Esterificación y al proceso de Transesterificación por separado.
• Opción 2: Aplicación de Integración Energética al proceso completo de
obtención de biodiesel.
4.1 Optimización Energética: Opción 1
En primer lugar se realizó la optimización energética del proceso de Esterificación y
luego la del proceso de Transesterificación.
En la Figura 4.1 se presenta el diagrama de flujo de la alternativa de esterificación
seleccionada, que se corresponde con la denominada “Alternativa 3”, en la cual el
proceso se realiza a presión atmosférica, mientras que la separación de productos y
reactivos se realiza por decantación.
Figura 4.1. Flowsheet del proceso esterificación "Alternativa 3"
En la Tabla 4.1 se presentan los parámetros obtenidos a partir de la simulación en
Aspen Plus de las corrientes participantes del proceso de esterificación con
posibilidades de generar una Red de Intercambio de Calor.
Tabla 4.1. Características de las corrientes con posibilidad de integración de calor
Corriente TE (°C) TS (°C) Q (kJ/h) 𝐦 Cp (kJ/h-°C)
C1= MET-CAT 25 60 17069 488
C2= AVUS 25 60 49060 1402
H1= AVUS-2 60 25 67441 1927
H2= CONDENSADOR T-1 66 65 180136 180136
C3= REHERVIDOR T-1 200 201 199626 199626
H3= AGUA-IMP 204 25 5364 30
H4= MET-R 65 25 13948 349
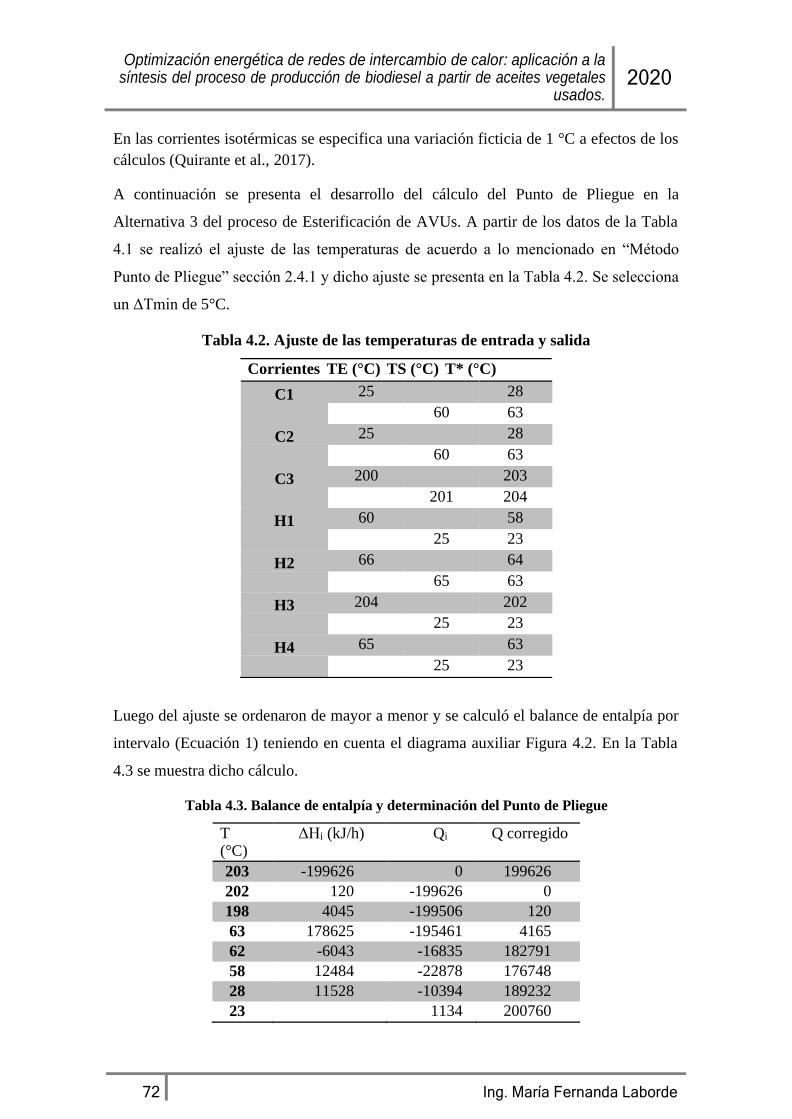
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
72 Ing. María Fernanda Laborde
En las corrientes isotérmicas se especifica una variación ficticia de 1 °C a efectos de los
cálculos (Quirante et al., 2017).
A continuación se presenta el desarrollo del cálculo del Punto de Pliegue en la
Alternativa 3 del proceso de Esterificación de AVUs. A partir de los datos de la Tabla
4.1 se realizó el ajuste de las temperaturas de acuerdo a lo mencionado en “Método
Punto de Pliegue” sección 2.4.1 y dicho ajuste se presenta en la Tabla 4.2. Se selecciona
un ΔTmin de 5°C.
Tabla 4.2. Ajuste de las temperaturas de entrada y salida
Corrientes TE (°C) TS (°C) T* (°C)
Luego del ajuste se ordenaron de mayor a menor y se calculó el balance de entalpía por
intervalo (Ecuación 1) teniendo en cuenta el diagrama auxiliar Figura 4.2. En la Tabla
4.3 se muestra dicho cálculo.
Tabla 4.3. Balance de entalpía y determinación del Punto de Pliegue
T (°C)
ΔHi (kJ/h) Qi Q corregido
203 -199626 0 199626
202 120 -199626 0
198 4045 -199506 120
63 178625 -195461 4165
62 -6043 -16835 182791
58 12484 -22878 176748
28 11528 -10394 189232
23 1134 200760
C1 25 28
60 63
C2 25 28
60 63
C3 200 203
201 204
H1 60 58
25 23
H2 66 64
65 63
H3 204 202
25 23
H4 65 63
25 23
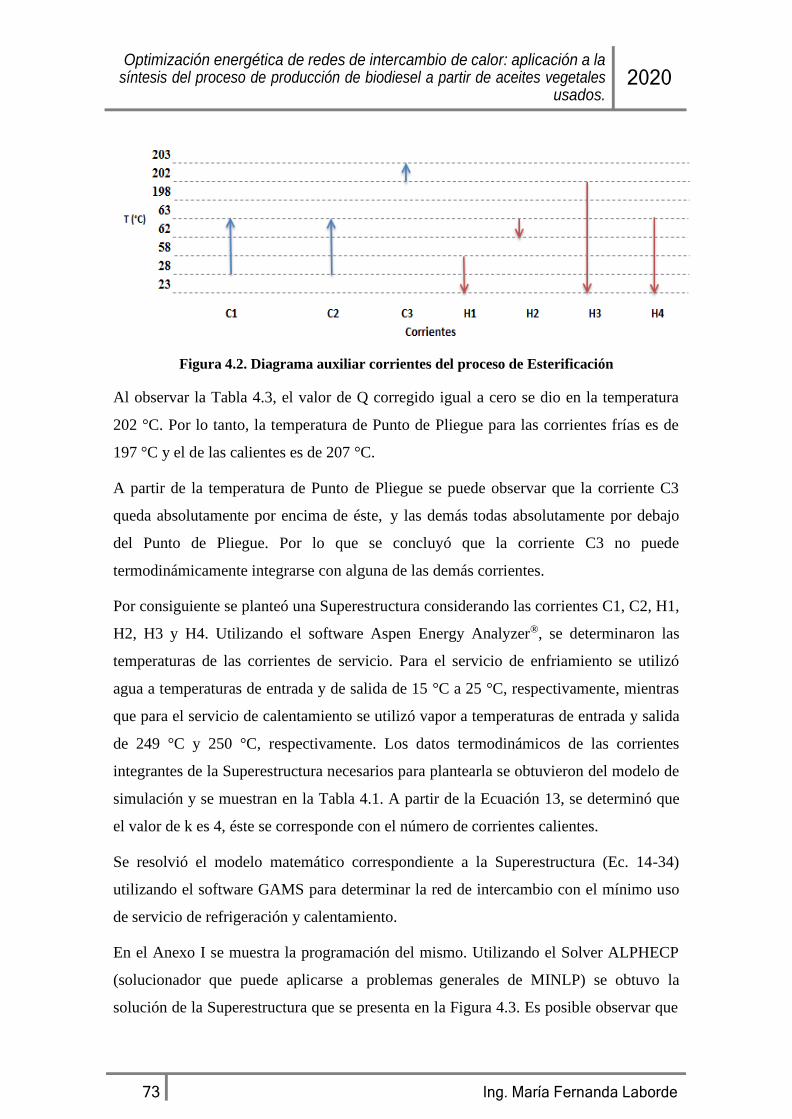
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
73 Ing. María Fernanda Laborde
Figura 4.2. Diagrama auxiliar corrientes del proceso de Esterificación
Al observar la Tabla 4.3, el valor de Q corregido igual a cero se dio en la temperatura
202 °C. Por lo tanto, la temperatura de Punto de Pliegue para las corrientes frías es de
197 °C y el de las calientes es de 207 °C.
A partir de la temperatura de Punto de Pliegue se puede observar que la corriente C3
queda absolutamente por encima de éste, y las demás todas absolutamente por debajo
del Punto de Pliegue. Por lo que se concluyó que la corriente C3 no puede
termodinámicamente integrarse con alguna de las demás corrientes.
Por consiguiente se planteó una Superestructura considerando las corrientes C1, C2, H1,
H2, H3 y H4. Utilizando el software Aspen Energy Analyzer®, se determinaron las
temperaturas de las corrientes de servicio. Para el servicio de enfriamiento se utilizó
agua a temperaturas de entrada y de salida de 15 °C a 25 °C, respectivamente, mientras
que para el servicio de calentamiento se utilizó vapor a temperaturas de entrada y salida
de 249 °C y 250 °C, respectivamente. Los datos termodinámicos de las corrientes
integrantes de la Superestructura necesarios para plantearla se obtuvieron del modelo de
simulación y se muestran en la Tabla 4.1. A partir de la Ecuación 13, se determinó que
el valor de k es 4, éste se corresponde con el número de corrientes calientes.
Se resolvió el modelo matemático correspondiente a la Superestructura (Ec. 14-34)
utilizando el software GAMS para determinar la red de intercambio con el mínimo uso
de servicio de refrigeración y calentamiento.
En el Anexo I se muestra la programación del mismo. Utilizando el Solver ALPHECP
(solucionador que puede aplicarse a problemas generales de MINLP) se obtuvo la
solución de la Superestructura que se presenta en la Figura 4.3. Es posible observar que

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
74 Ing. María Fernanda Laborde
se utiliza la corriente del tope de la torre de destilación (H2) para calentar las corrientes
de ingreso al reactor (C1 y C2).
Figura 4.3. Superestructura resultante de la red de intercambio
del Proceso de Esterificación
En la Figura 4.4 se presenta la red obtenida y los requerimientos de servicios externos,
incluyendo a todas las corrientes. Se observa que las corrientes C1 y C2 se intercambian
totalmente con H2, mientras que las corrientes H1, H3, H4 y C3 requieren de servicio
externo.
Con este arreglo se obtuvo una reducción en el servicio externo del 25%, requiriéndose
un servicio de refrigeración de 200760 kJ/h y un servicio de calefacción de 199626 kJ/h.
Por otra parte, se analizó la posibilidad de integrar la corriente C3 y el calor residual de
la corriente H2, luego del intercambio con C1 y C2, en una Bomba de Calor o un ORC.
Estas alternativas no fueron posibles debido a las temperaturas de la fuente y el
sumidero de calor. Las bombas de calor son aplicables a temperaturas no mayores a 40
°C (Toro López et al., 2012), en el caso bajo estudio la fuente está a 65 °C. Por otro
lado, cuando la temperatura de la fuente es inferior a 100 °C la tecnología ORC no se
considera apropiada (Z. Q. Wang et al., 2012). Esto último se confirmó realizando el
cálculo del rendimiento, el cual resultó del orden de 9% para dos refrigerantes orgánicos
posibles (R123, R134a) ensayados.
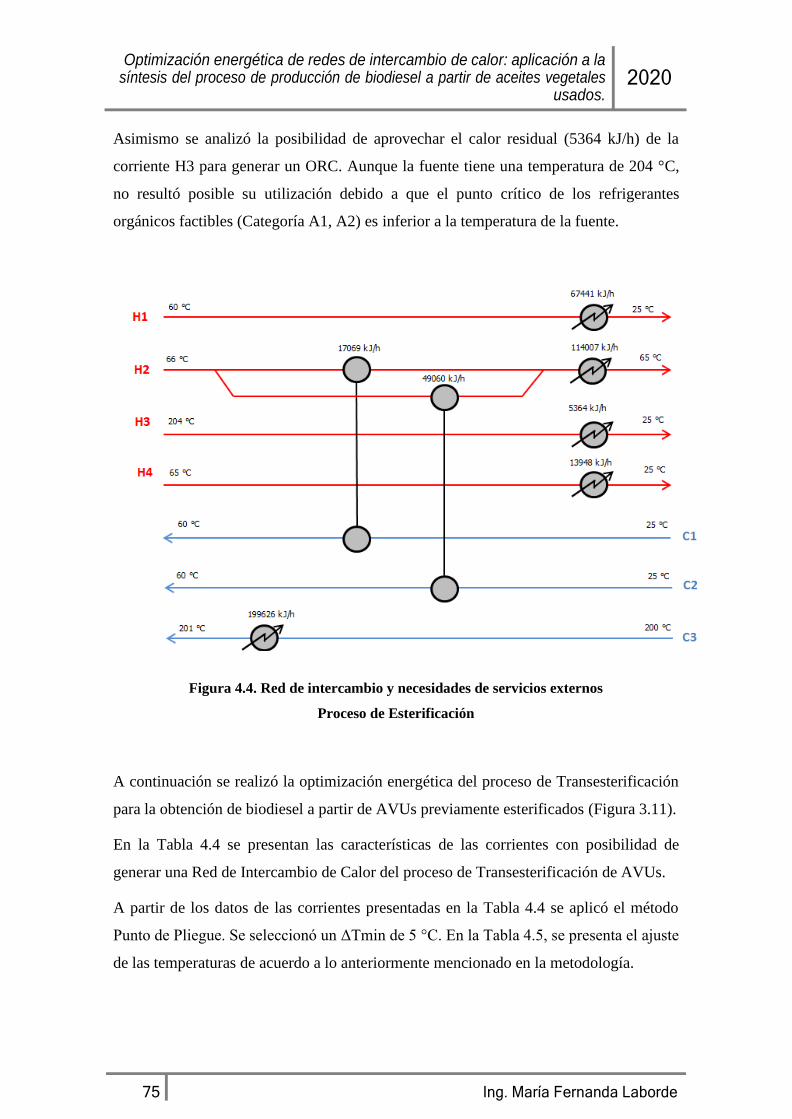
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
75 Ing. María Fernanda Laborde
Asimismo se analizó la posibilidad de aprovechar el calor residual (5364 kJ/h) de la
corriente H3 para generar un ORC. Aunque la fuente tiene una temperatura de 204 °C,
no resultó posible su utilización debido a que el punto crítico de los refrigerantes
orgánicos factibles (Categoría A1, A2) es inferior a la temperatura de la fuente.
Figura 4.4. Red de intercambio y necesidades de servicios externos
Proceso de Esterificación
A continuación se realizó la optimización energética del proceso de Transesterificación
para la obtención de biodiesel a partir de AVUs previamente esterificados (Figura 3.11).
En la Tabla 4.4 se presentan las características de las corrientes con posibilidad de
generar una Red de Intercambio de Calor del proceso de Transesterificación de AVUs.
A partir de los datos de las corrientes presentadas en la Tabla 4.4 se aplicó el método
Punto de Pliegue. Se seleccionó un ΔTmin de 5 °C. En la Tabla 4.5, se presenta el ajuste
de las temperaturas de acuerdo a lo anteriormente mencionado en la metodología.
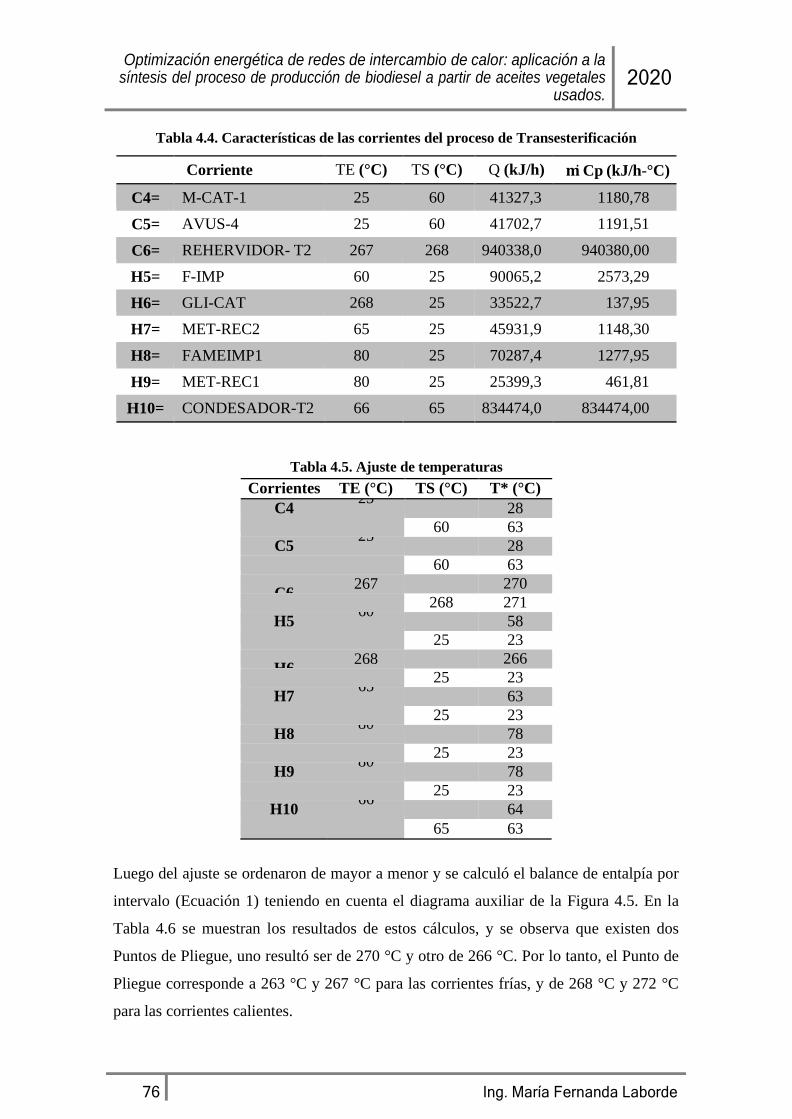
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
76 Ing. María Fernanda Laborde
Tabla 4.4. Características de las corrientes del proceso de Transesterificación
Corriente TE (°C) TS (°C) Q (kJ/h) 𝐦 Cp (kJ/h-°C)
C4= M-CAT-1 25 60 41327,3 1180,78
C5= AVUS-4 25 60 41702,7 1191,51
C6= REHERVIDOR- T2 267 268 940338,0 940380,00
H5= F-IMP 60 25 90065,2 2573,29
H6= GLI-CAT 268 25 33522,7 137,95
H7= MET-REC2 65 25 45931,9 1148,30
H8= FAMEIMP1 80 25 70287,4 1277,95
H9= MET-REC1 80 25 25399,3 461,81
H10= CONDESADOR-T2 66 65 834474,0 834474,00
Tabla 4.5. Ajuste de temperaturas
Corrientes TE (°C) TS (°C) T* (°C)
C4 25
28 60 63
C5 25
28 60 63
C6 267 270
268 271
H5 60
58 25 23
H6 268 266
25 23
H7 65
63 25 23
H8 80
78 25 23
H9 80
78 25 23
H10 66
64
65 63
Luego del ajuste se ordenaron de mayor a menor y se calculó el balance de entalpía por
intervalo (Ecuación 1) teniendo en cuenta el diagrama auxiliar de la Figura 4.5. En la
Tabla 4.6 se muestran los resultados de estos cálculos, y se observa que existen dos
Puntos de Pliegue, uno resultó ser de 270 °C y otro de 266 °C. Por lo tanto, el Punto de
Pliegue corresponde a 263 °C y 267 °C para las corrientes frías, y de 268 °C y 272 °C
para las corrientes calientes.
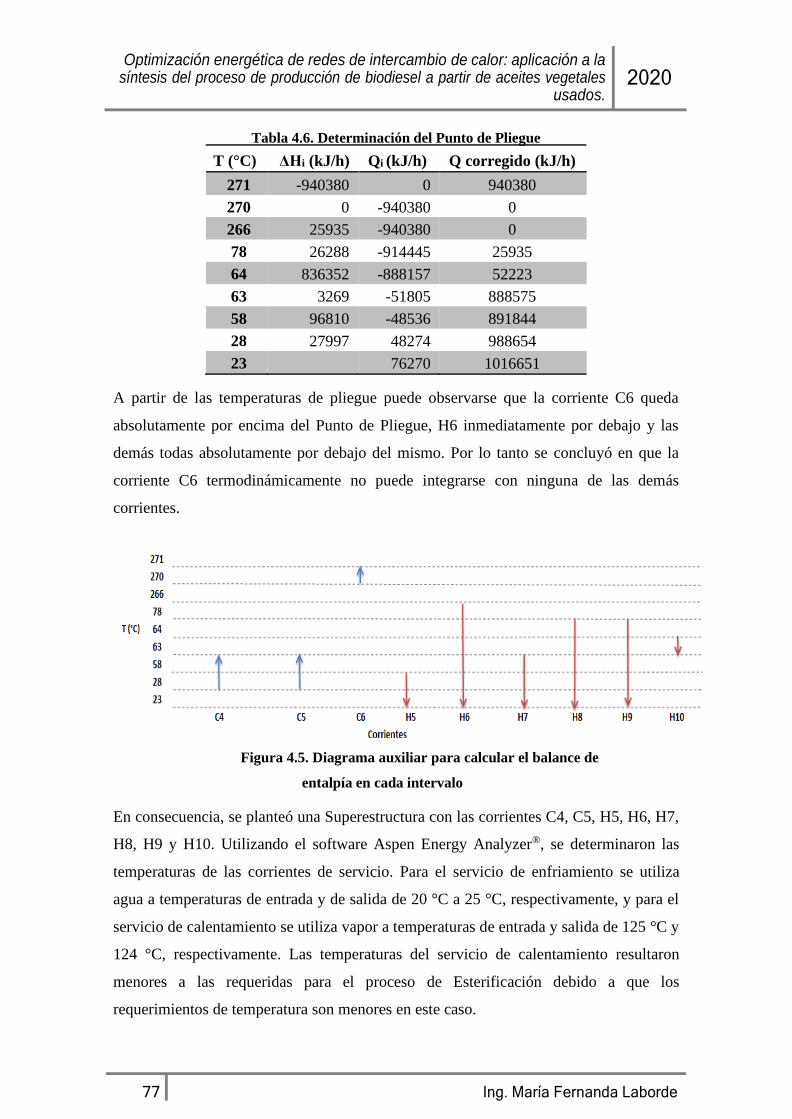
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
77 Ing. María Fernanda Laborde
Tabla 4.6. Determinación del Punto de Pliegue
T (°C) ΔHi (kJ/h) Qi (kJ/h) Q corregido (kJ/h)
271 -940380 0 940380
270 0 -940380 0
266 25935 -940380 0
78 26288 -914445 25935
64 836352 -888157 52223
63 3269 -51805 888575
58 96810 -48536 891844
28 27997 48274 988654
23 76270 1016651
A partir de las temperaturas de pliegue puede observarse que la corriente C6 queda
absolutamente por encima del Punto de Pliegue, H6 inmediatamente por debajo y las
demás todas absolutamente por debajo del mismo. Por lo tanto se concluyó en que la
corriente C6 termodinámicamente no puede integrarse con ninguna de las demás
corrientes.
Figura 4.5. Diagrama auxiliar para calcular el balance de
entalpía en cada intervalo
En consecuencia, se planteó una Superestructura con las corrientes C4, C5, H5, H6, H7,
H8, H9 y H10. Utilizando el software Aspen Energy Analyzer®, se determinaron las
temperaturas de las corrientes de servicio. Para el servicio de enfriamiento se utiliza
agua a temperaturas de entrada y de salida de 20 °C a 25 °C, respectivamente, y para el
servicio de calentamiento se utiliza vapor a temperaturas de entrada y salida de 125 °C y
124 °C, respectivamente. Las temperaturas del servicio de calentamiento resultaron
menores a las requeridas para el proceso de Esterificación debido a que los
requerimientos de temperatura son menores en este caso.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
78 Ing. María Fernanda Laborde
Los datos termodinámicos de las corrientes integrantes de la Superestructura necesarios
para poder plantear la misma, se obtuvieron de la simulación y se presentan en la Tabla
4.4. A partir de la Ecuación 13, se determinó que el valor de k es 6, este parámetro se
corresponde con el número de corrientes calientes.
Se resolvió el modelo matemático correspondiente a la Superestructura (Ecuaciones 14-
34) utilizando el software GAMS para determinar la red de intercambio con el mínimo
uso de servicio de refrigeración y calentamiento; en el Anexo II se muestra la
programación del mismo. Utilizando el Solver ALPHECP se obtuvo la solución de la
Superestructura que se presenta en la Figura 4.6, donde es posible notar que se
intercambia la corriente H10 (corriente se salida del tope de la torre) con las corrientes
C4 y C5, que son las corrientes de ingreso de materia prima al reactor.
Figura 4.6.Superestructura del resultado de la red de intercambio de calor
del proceso de Transesterificación
En la Figura 4.7 se presenta la red de intercambio de calor obtenida a partir de la
Superestructura y los correspondientes requerimientos de servicios externos, incluyendo
todas las corrientes. Se observa que las corrientes C4 y C5 se intercambian totalmente
con H2, mientras que las corrientes H5, H6, H7, H8, H9 y C6 requieren de servicio
externo.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
79 Ing. María Fernanda Laborde
Como resultado de este análisis se obtuvo una reducción en uso del servicio externo del
7,8%, requiriéndose 940380 kJ/h de servicio de calefacción y 1016651 kJ/h de servicio
de refrigeración.
También se analizó la posibilidad de integrar la corriente C6 y el calor residual de la
corriente H10, luego del intercambio con C4 y C5, en una Bomba de Calor o un ORC.
Estas alternativas, al igual que en el proceso de Esterificación, no fueron factibles de
aplicar debido a las temperaturas de la fuente y el sumidero de calor.
Figura 4.7. Red de intercambio y necesidades de servicios externos
Proceso de Transesterificación
Se analizó por otra parte la posibilidad de generar un ORC a partir del calor residual de
la corriente H6; la temperatura de la fuente resultó ser de 268 °C y el calor disponible
33522,7 kJ/h. Al igual que en el caso del proceso de Esterificación, no fue posible
seleccionar un refrigerante amigable con el medio ambiente que tenga su temperatura
crítica por encima de la temperatura de la fuente.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
80 Ing. María Fernanda Laborde
Por lo tanto, como resultado de este trabajo de optimización energética considerando el
ahorro que pudo obtenerse en el proceso de Esterificación y sumado a al que se logró en
el de Transesterificación, se economiza un total de un 11,2 % de los servicios externos.
4.2 Optimización Energética: Opción 2
En este caso, se llevó a cabo en ensamblaje de los procesos de Esterificación y
Transesterificación de AVUs para la obtención de biodiesel simulados en las secciones
anteriores, a fin de estudiar la optimización energética del proceso completo.
En la Tabla 4.7 se presentan las características de todas las corrientes del proceso de
obtención de biodiesel con posibilidad de generar una Red de Intercambio de Calor.
Tabla 4.7. Características de las corrientes del proceso de obtención de biodiesel
Corriente TE (°C) TS (°C) Q (kJ/h) 𝐦 𝐂𝐩 (kJ/ h°C)
C1= MET-CAT 25 60 17069,0 488
C2= AVUS 25 60 49060,0 1402
C3= REHERVIDOR T-1
200 201 199626,0 199626
C4= M-CAT-1 25 60 41327,3 1181
C5= AVUS-4 25 60 41702,7 1192
C6= REHERVIDOR T-2
267 268 940380,0 940380
H1= AVUS-2 60 25 67441,0 1927
H2= CONDENSADOR T-1
66 65 180136,0 180136
H3= AGUA-IMP 204 25 5364,0 30
H4= MET-R 65 25 13948,0 349
H5= F-IMP 60 25 90065,2 2573
H6= GLI-CAT 268 25 33522,7 138
H7= MET-REC2 65 25 45931,9 1148
H8= FAMEIMP1 80 25 70287,4 1278
H9= MET-REC1 80 25 25399,3 462
H10= CONDENSADOR T-2
66 65 834474,0 834474
A partir los datos de la Tabla 4.7 se aplicó la metodología de Punto de Pliegue,
definiéndose un ΔTmin de 5 °C.
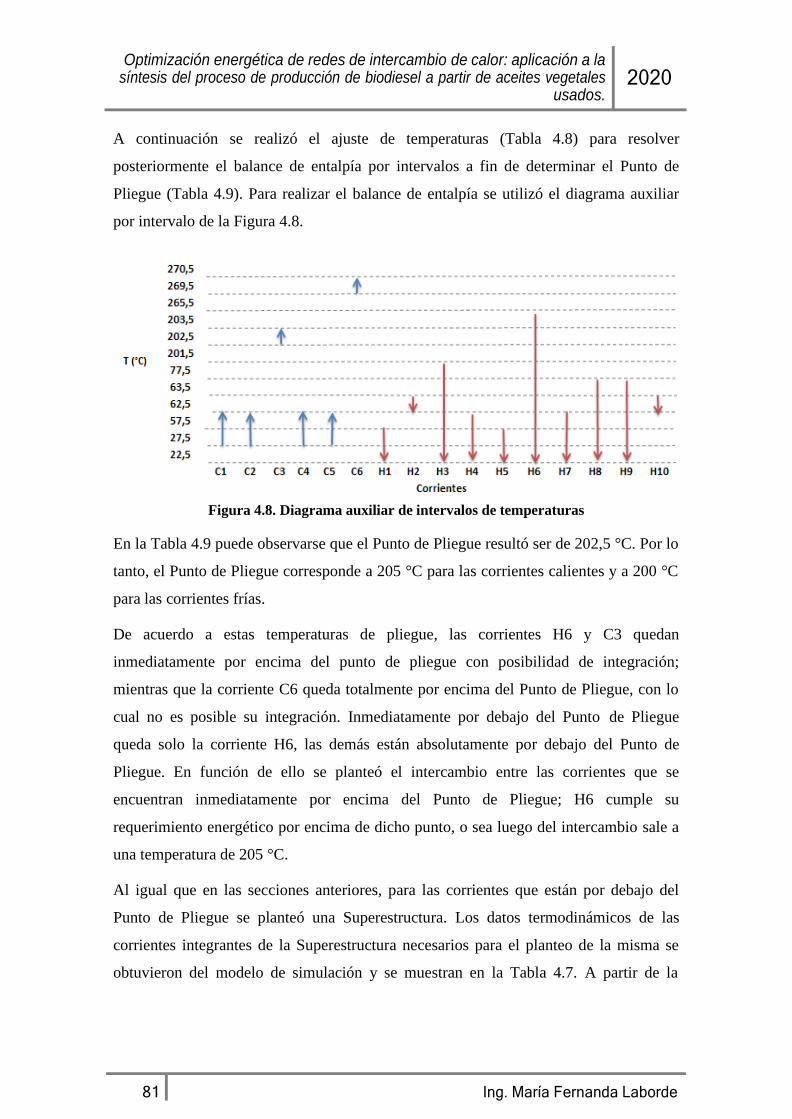
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
81 Ing. María Fernanda Laborde
A continuación se realizó el ajuste de temperaturas (Tabla 4.8) para resolver
posteriormente el balance de entalpía por intervalos a fin de determinar el Punto de
Pliegue (Tabla 4.9). Para realizar el balance de entalpía se utilizó el diagrama auxiliar
por intervalo de la Figura 4.8.
Figura 4.8. Diagrama auxiliar de intervalos de temperaturas
En la Tabla 4.9 puede observarse que el Punto de Pliegue resultó ser de 202,5 °C. Por lo
tanto, el Punto de Pliegue corresponde a 205 °C para las corrientes calientes y a 200 °C
para las corrientes frías.
De acuerdo a estas temperaturas de pliegue, las corrientes H6 y C3 quedan
inmediatamente por encima del punto de pliegue con posibilidad de integración;
mientras que la corriente C6 queda totalmente por encima del Punto de Pliegue, con lo
cual no es posible su integración. Inmediatamente por debajo del Punto de Pliegue
queda solo la corriente H6, las demás están absolutamente por debajo del Punto de
Pliegue. En función de ello se planteó el intercambio entre las corrientes que se
encuentran inmediatamente por encima del Punto de Pliegue; H6 cumple su
requerimiento energético por encima de dicho punto, o sea luego del intercambio sale a
una temperatura de 205 °C.
Al igual que en las secciones anteriores, para las corrientes que están por debajo del
Punto de Pliegue se planteó una Superestructura. Los datos termodinámicos de las
corrientes integrantes de la Superestructura necesarios para el planteo de la misma se
obtuvieron del modelo de simulación y se muestran en la Tabla 4.7. A partir de la
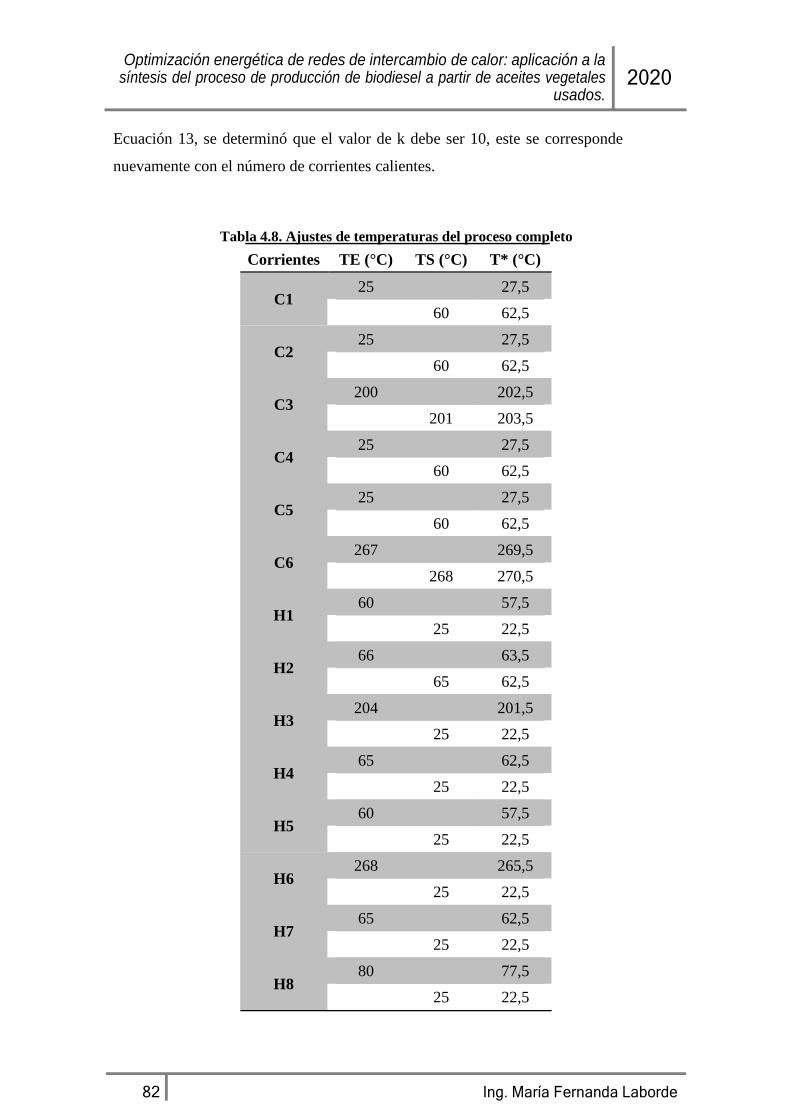
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
82 Ing. María Fernanda Laborde
C1
C2
C3
C4
C5
C6
H1
H2
H3
H4
H5
H6
H7
H8
Ecuación 13, se determinó que el valor de k debe ser 10, este se corresponde
nuevamente con el número de corrientes calientes.
Tabla 4.8. Ajustes de temperaturas del proceso completo
Corrientes TE (°C) TS (°C) T* (°C)
25 27,5
60 62,5
25 27,5
60 62,5
200 202,5
201 203,5
25 27,5
60 62,5
25 27,5
60 62,5
267 269,5
268 270,5
60 57,5
25 22,5
66 63,5
65 62,5
204 201,5
25 22,5
65 62,5
25 22,5
60 57,5
25 22,5
268 265,5
25 22,5
65 62,5
25 22,5
80 77,5
25 22,5
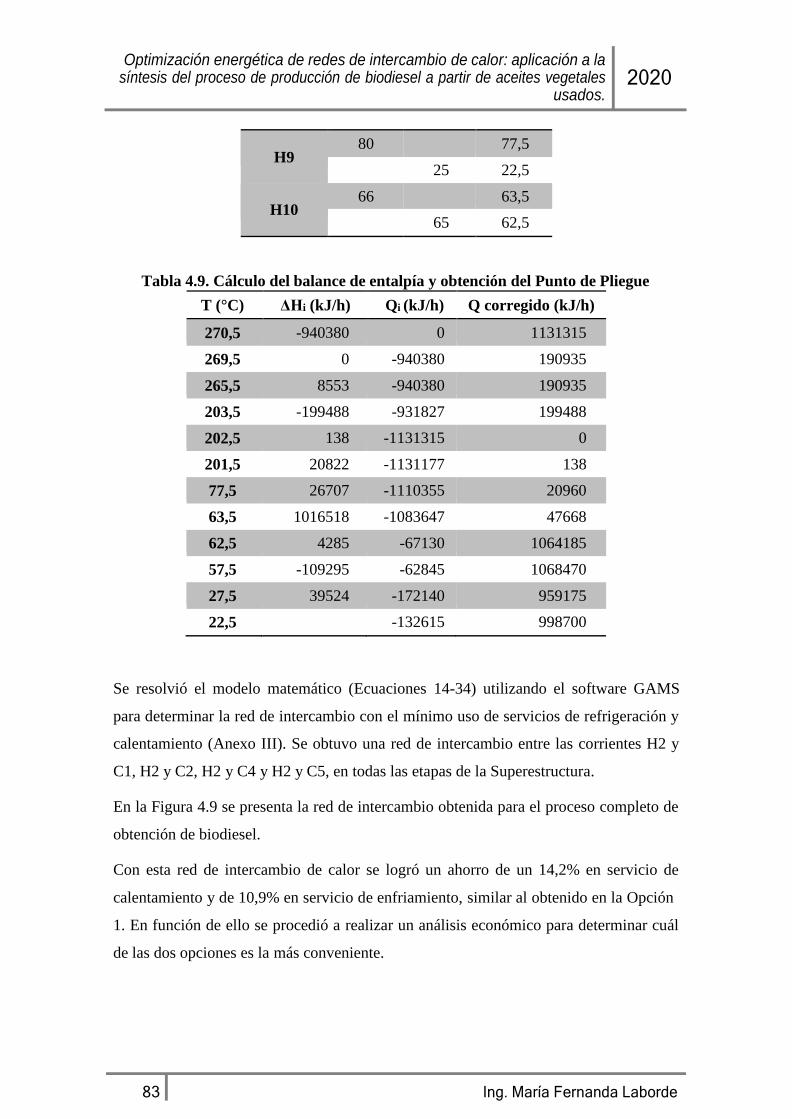
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
83 Ing. María Fernanda Laborde
H9 80 77,5
25 22,5
H10 66 63,5
65 62,5
Tabla 4.9. Cálculo del balance de entalpía y obtención del Punto de Pliegue
T (°C) ΔHi (kJ/h) Qi (kJ/h) Q corregido (kJ/h)
270,5 -940380 0 1131315
269,5 0 -940380 190935
265,5 8553 -940380 190935
203,5 -199488 -931827 199488
202,5 138 -1131315 0
201,5 20822 -1131177 138
77,5 26707 -1110355 20960
63,5 1016518 -1083647 47668
62,5 4285 -67130 1064185
57,5 -109295 -62845 1068470
27,5 39524 -172140 959175
22,5 -132615 998700
Se resolvió el modelo matemático (Ecuaciones 14-34) utilizando el software GAMS
para determinar la red de intercambio con el mínimo uso de servicios de refrigeración y
calentamiento (Anexo III). Se obtuvo una red de intercambio entre las corrientes H2 y
C1, H2 y C2, H2 y C4 y H2 y C5, en todas las etapas de la Superestructura.
En la Figura 4.9 se presenta la red de intercambio obtenida para el proceso completo de
obtención de biodiesel.
Con esta red de intercambio de calor se logró un ahorro de un 14,2% en servicio de
calentamiento y de 10,9% en servicio de enfriamiento, similar al obtenido en la Opción
1. En función de ello se procedió a realizar un análisis económico para determinar cuál
de las dos opciones es la más conveniente.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
84 Ing. María Fernanda Laborde
Figura 4.9. Diagrama de la Red de Intercambio de Calor proceso completo
de obtención de biodiesel

ANÁLISIS DE COSTOS DE
LAS OPCIONES DE
OBTENCIÓN DE BIODIESEL

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
87 Ing. María Fernanda Laborde
5. ANÁLISIS DE COSTOS DE LAS OPCIONES DE OBTENCIÓN
DE BIODIESEL
Se realizó el análisis diferencial de costos entre las alternativas factibles de obtención de
biodiesel con integración de calor y sin ella. Dichas alternativas son:
• Opción 1: Proceso de obtención de biodiesel considerando la optimización
energética de los procesos de esterificación y transesterificación por separado.
• Opción 2: Proceso de obtención de biodiesel considerando la optimización
energética del proceso completo.
Los costos de capital se determinaron utilizando las ecuaciones expresadas en la
Sección 2.5.1 y los costos de servicio con las ecuaciones presentadas en la Sección
2.5.2.
En la Tabla 5.1 y 5.2, se muestran con una “x” los equipos que pertenecen al proceso
completo de obtención de biodiesel, con integración de calor y sin ella, para las
Opciones 1 y 2 de diseño, respectivamente. Se puede observar que hay muchos equipos
comunes en ambos diseños, por lo tanto estos equipos no se considerarán para realizar
el análisis económico diferencial, ya que al realizar la diferencia entre la inversión de
capital de uno y otro diseño se cancelan estos costos.
En las Tablas 5.3 y 5.4 se presentan los cálculos de la inversión de capital para los
equipos diferenciales de cada diseño (sin y con RIC) del proceso de Esterificación y
Transesterificación, respectivamente (Opción 1).
Luego, en las Tablas 5.5 y 5.6 se presentan los cálculos de los servicios externos
diferenciales de los diseños de procesos (con y sin RIC), para la Opción 1 del proceso
de Esterificación y Transesterificación, respectivamente, siguiendo la ecuaciones
planteadas en la sección 2.5.2 de costos de servicios externos.
Y en la Tabla 5.7 se presenta la diferencia de costos entre el proceso con y sin RIC para
la Opción 1, a partir de los cuales se generó el flujo de fondos diferencial para 10 años y
se determinó el VAN cuyo valor resultó ser de US$29.821.901.
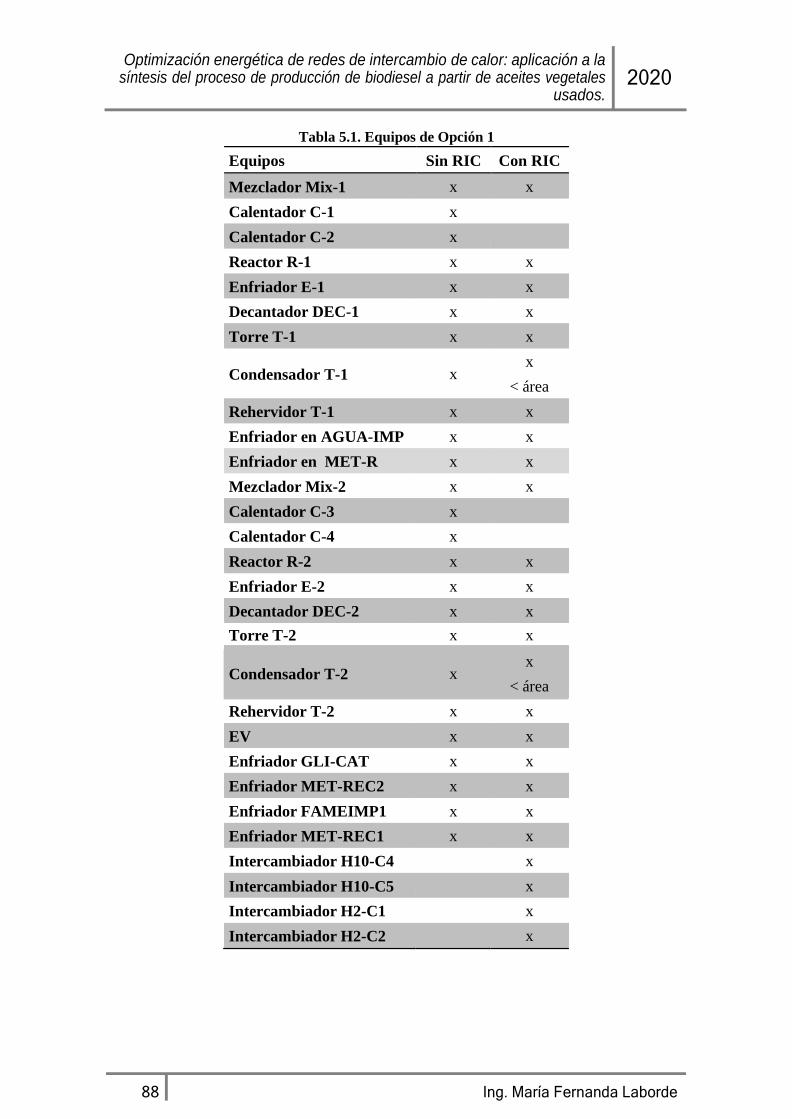
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
88 Ing. María Fernanda Laborde
Tabla 5.1. Equipos de Opción 1
Equipos Sin RIC Con RIC
Mezclador Mix-1 x x
Calentador C-1 x
Calentador C-2 x
Reactor R-1 x x
Enfriador E-1 x x
Decantador DEC-1 x x
Torre T-1 x x
Condensador T-1
x x
< área
Rehervidor T-1 x x
Enfriador en AGUA-IMP x x
Enfriador en MET-R x x
Mezclador Mix-2 x x
Calentador C-3 x
Calentador C-4 x
Reactor R-2 x x
Enfriador E-2 x x
Decantador DEC-2 x x
Torre T-2 x x
Condensador T-2
x x
< área
Rehervidor T-2 x x
EV x x
Enfriador GLI-CAT x x
Enfriador MET-REC2 x x
Enfriador FAMEIMP1 x x
Enfriador MET-REC1 x x
Intercambiador H10-C4 x
Intercambiador H10-C5 x
Intercambiador H2-C1 x
Intercambiador H2-C2 x
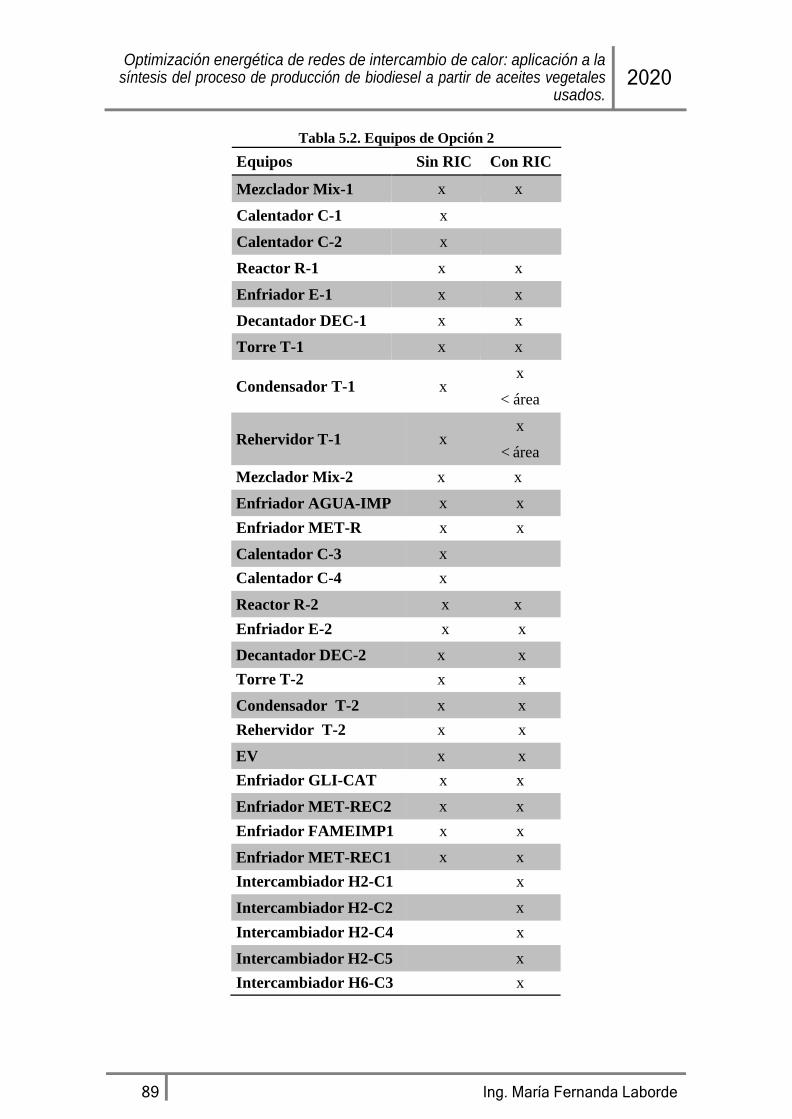
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
89 Ing. María Fernanda Laborde
Enfriador AGUA-IMP x x
Reactor R-2 x x
Condensador T-2 x x
Enfriador MET-REC2 x x
Intercambiador H2-C2 x
Tabla 5.2. Equipos de Opción 2
Equipos Sin RIC Con RIC
Mezclador Mix-1 x x
Calentador C-1 x
Calentador C-2 x
Reactor R-1 x x
Enfriador E-1 x x
Decantador DEC-1 x x
Torre T-1 x x
Condensador T-1 x x
< área
Mezclador Mix-2 x x
Enfriador MET-R x x
Calentador C-4 x
Enfriador E-2 x x
Torre T-2 x x
Rehervidor T-2 x x
Enfriador GLI-CAT x x
Enfriador FAMEIMP1 x x
Intercambiador H2-C1 x
Intercambiador H2-C4 x
Intercambiador H6-C3 x
Intercambiador H2-C5 x
Enfriador MET-REC1 x x
EV x x
Decantador DEC-2 x x
Calentador C-3 x
Rehervidor T-1 x x
< área
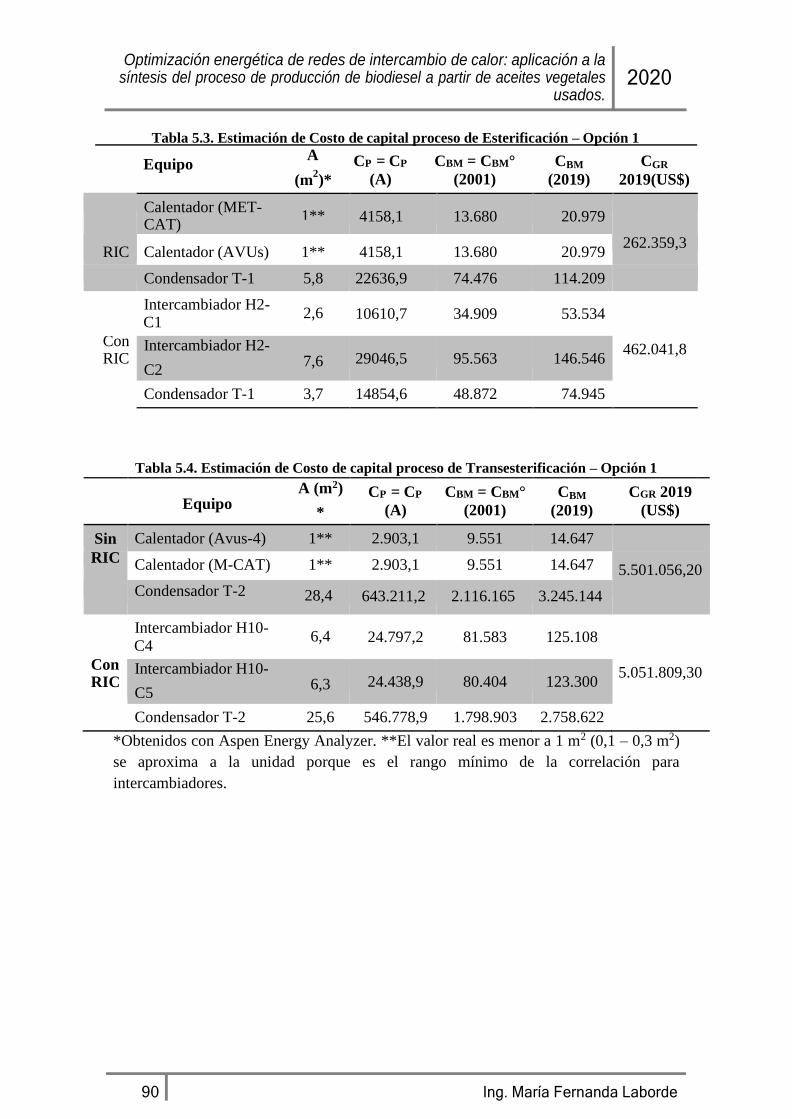
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
90 Ing. María Fernanda Laborde
2
Tabla 5.3. Estimación de Costo de capital proceso de Esterificación – Opción 1
Sin
Equipo A
(m )*
CP = CP
(A)
CBM = CBM°
(2001)
CBM
(2019)
CGR
2019(US$)
C1
C4
*Obtenidos con Aspen Energy Analyzer. **El valor real es menor a 1 m2 (0,1 – 0,3 m2)
se aproxima a la unidad porque es el rango mínimo de la correlación para
intercambiadores.
Calentador (MET- 1**
CAT)
4158,1 13.680 20.979
RIC Calentador (AVUs) 1** 4158,1 13.680 20.979 262.359,3
Condensador T-1 5,8 22636,9 74.476 114.209
Intercambiador H2- 2,6
10610,7 34.909 53.534
Con RIC
Intercambiador H2-
C2 7,6 29046,5 95.563 146.546
462.041,8
Condensador T-1 3,7 14854,6 48.872 74.945
Tabla 5.4. Estimación de Costo de capital proceso de Transesterificación – Opción 1
A (m2) Equipo
*
CP = CP
(A)
CBM = CBM°
(2001)
CBM
(2019)
CGR 2019
(US$)
Sin Calentador (Avus-4) 1** 2.903,1 9.551 14.647
RIC Calentador (M-CAT) 1** 2.903,1 9.551 14.647 5.501.056,20
Condensador T-2 28,4 643.211,2 2.116.165 3.245.144
Intercambiador H10- 6,4
24.797,2 81.583 125.108
Con RIC
Intercambiador H10-
C5 6,3 24.438,9 80.404 123.300
5.051.809,30
Condensador T-2 25,6 546.778,9 1.798.903 2.758.622
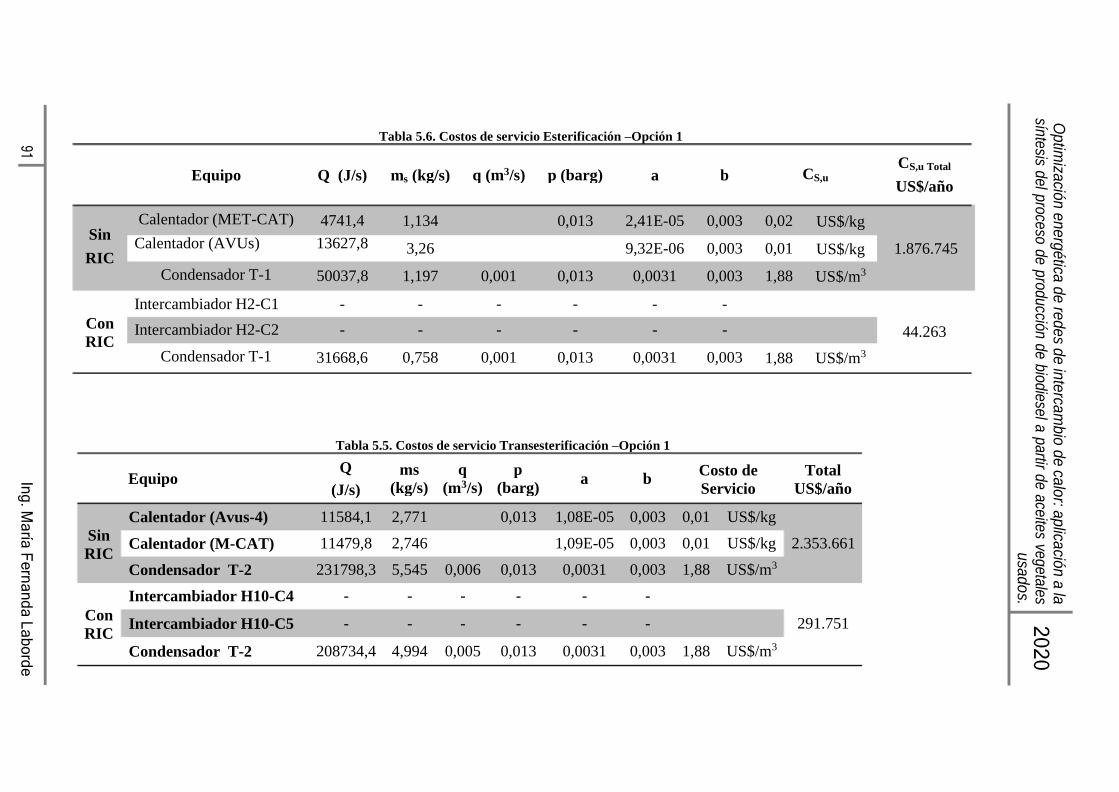
Equipo Q (J/s) m (kg/s) s q (m3/s) p (barg) a b CS,u
CS,u Total
US$/año
Calentador (MET-CAT) 4741,4 Sin
Calentador (AVUs) 13627,8 RIC
Condensador T-1 50037,8
Intercambiador H2-C1 -
Intercambiador H2-C2 -
Condensador T-1 31668,6
1,134
3,26
1,197
-
-
0,758
0,013 2,41E-05
9,32E-06
0,0031
-
-
0,0031
0,003
0,003
0,003
-
-
0,003
0,02
0,01
1,88
US$/kg
US$/kg
US$/m3
1.876.745
Con
RIC
0,001
-
-
0,001
0,013
-
-
0,013
44.263
1,88 US$/m3
Tabla 5.5. Costos de servicio Transesterificación –Opción 1
Equipo Q
(J/s)
ms q p
(kg/s) (m3/s) (barg) a b
Costo de
Servicio
Total
US$/año
Sin
RIC
Con
RIC
Tabla 5.6. Costos de servicio Esterificación –Opción 1
Calentador (Avus-4) 11584,1 2,771 0,013 1,08E-05 0,003 0,01 US$/kg
Calentador (M-CAT) 11479,8 2,746 1,09E-05 0,003 0,01 US$/kg 2.353.661
Condensador T-2 231798,3 5,545 0,006 0,013 0,0031 0,003 1,88 US$/m3
Intercambiador H10-C4 - - - - - -
Intercambiador H10-C5 - - - - - - 291.751
Condensador T-2 208734,4 4,994 0,005 0,013 0,0031 0,003 1,88 US$/m3
Op
timiza
ción
en
erg
ética
de
red
es d
e in
terca
mbio
de
calo
r: ap
licació
n a
la
sínte
sis del p
roce
so d
e p
roducció
n d
e b
iodie
sel a
partir d
e a
ceite
s vegeta
les
usa
do
s. 2
02
0
91 In
g. M
aría
Fe
rna
nd
a L
ab
ord
e

2
92 Ing. María Fernanda Laborde
Tabla 5.7. Diferencia de costos para la Opción 1.
Concepto Sin Red Con Red Diferencia (Con red - Sin red)
Inversión de Capital 5.763.415,60 5.513.851,10 -249.564,50
Costo de Servicios 4.230.407,05 336.014,65 -3.894.392,40
En las Tablas 5.8 y en la 5.9 se presentan los cálculos realizados de la inversión de
capital para los equipos diferenciales de cada diseño (sin y con RIC) planteado para el
proceso y los costos de servicios diferenciales de la Opción 2, respectivamente.
Tabla 5.8. Costo de Capital de Opción 2
Equipo A
(m )*
CP = CP
(A)
CBM = CBM°
(2001)
CBM
(2019)
CGR
2019(US$)
Calentador
(MET-CAT)
1**
4.158
13.680
20.979
492.541
Calentador (AVUs) 1,0** 4.158 13.680 20.979
Sin Condensador T-1 5,8 22.637 74.476 114.209
RIC Rehervidor T-1 5,9 22.999 75.666 116.034
Calentador (Avus-4) 1,0** 4.158 13.680 20.979
Calentador
(M-CAT)
1**
4.158
13.680
20.979
Intercambiador 2,6
10.611
34.909
53.534
H2-C1
Intercambiador 7,8
29.746
97.865
150.076
H2-C2
Con
Intercambiador
H2-C4
6,5
25.155
82.760
126.912
RIC Intercambiador 6,6 25.512 83.934 128.713
H2-C5
Intercambiador 1
4.158
13.680
20.979
H6-C3
Condensador T-1 1 4.158 13.680 20.979
Rehervidor T-1 5,6 21.911 72.088 110.547
*Obtenidos con Aspen Energy Analyzer. **El valor real es menor a 1 m2 (0,1 – 0,3 m2)
se aproxima a la unidad porque es el rango mínimo de la correlación para
intercambiadores.
Optimización energética de redes de intercambio de calor: aplicación a la
síntesis del proceso de producción de biodiesel a partir de aceites vegetales 2020 usados.

Tabla 5.9. Costos de servicios Opción 2
Equipo Q (J/s) ms (kg/s) q (m3/s) p (barg) a b Costo Servicio Total
US$/año
Sin
RIC
Con
RIC
4.173.397
Op
timiza
ción
en
erg
ética
de
red
es d
e in
terca
mbio
de
calo
r: ap
licació
n a
la
sínte
sis del p
roce
so d
e p
roducció
n d
e b
iodie
sel a
partir d
e a
ceite
s vegeta
les
usa
do
s. 2
02
0
93
Ing
. Ma
ría F
ern
an
da
La
bo
rde
Calentador (MET-CAT) 4741,4 1,1 0,013 2,41E-05 0,003 0,02 US$/kg
Calentador (AVUs) 13627,8 3,3 0,013 9,32E-06 0,003 0,01 US$/kg
Condensador T-1 50037,8 12 0,012 0,002606 1,57 US$/m3
Rehervidor T-1 55451,7 13,3 0,013 2,64E-06 0,003 0,0015 US$/kg
Calentador (Avus-4) 11584,1 2,8 0,013 1,08E-05 0,003 0,0065 US$/kg
Calentador 11479,8 2,7
0,013 1,09E-05 0,003 0,0065 US$/kg
(M-CAT)
Intercambiador H2-C1 - - - - - - - -
Intercambiador H2-C2 - - - - - - - -
Intercambiador H2-C4 - - - - - - - -
Intercambiador H2-C5 - - - - - - - - 765.066
Intercambiador H6-C3 - - - - - - - -
Condensador T-1 8604,7 2,1 0,002 0,0031 0,003 1,87302 US$/m3
Rehervidor T-1 46139,7 11,038 0,0013 3,11E-06 0,003 0,00187904 US$/kg

94 Ing. María Fernanda Laborde
En la Tabla 5.10 se presenta la diferencia de costos entre el proceso con y sin RIC para
la Opción 2. A partir de estos valores diferenciales se realizó el flujo de fondo a 10 años
y se calculó el VAN cuyo valor resultó ser de US$26.004.005.
Tabla 5.10. Diferencia de costos para la Opción 2.
Concepto Sin Red Con Red Diferencia
Para calcular el VAN se utilizó una tasa en dólares de 0,05% (Banco Nación Argentina,
nov. 2019).
En la Tabla 5.11 resume el análisis diferencial de costos de las Opciones 1 y 2 realizado
anteriormente a modo de comparación entre las opciones de optimización energética del
proceso de obtención de Biodiesel. La diferencia: Costo proceso con RIC - Costo
proceso sin RIC.
Tabla 5.11. Análisis de costos diferencial
CGR diferencial (US$s)
2019
CS,u diferencial (US$/año)
2019
VAN
diferencial
Opción 1 -249.564 -3.894.392 29.821.901 US$
Opción 2 314.218 -3.408.330 26.004.006 US$
Se puede ver que en la Opción 1 la inversión en capital (CGR) sin redes de intercambio
de calor resultó superior al proceso con red de intercambio. Por el contrario, en la
Opción 2 la alternativa con red de intercambio de calor resultó de mayor costo. Para el
caso de los costos operativos, los costos fueron superiores cuando no se aplicó red de
intercambio de calor.
Al analizar el valor del VAN ambas alternativas con red de intercambio de calor,
resultaron ser convenientes de implementar, pero la mejor alternativa económicamente
fue la Opción 1 ya que obtuvo el mayor valor de VAN.
Optimización energética de redes de intercambio de calor: aplicación a la
síntesis del proceso de producción de biodiesel a partir de aceites vegetales 2020 usados.
(Con red - Sin red)
Costo diferencial capital 4.92.541,00 806.758,60 314.217,60
Costo difernecial operativos 4.173.396,52 765.066,21 -3.408.330,30

CONCLUSIONES


Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
97 Ing. María Fernanda Laborde
6. CONCLUSIONES
En este proyecto se realizó la síntesis, análisis y posterior optimización energética del
proceso de obtención de biodiesel a partir AVUs, mediante dos procesos catalíticos
consecutivos de esterificación y transesterificación con metanol.
Los AVUs se consideraron compuestos principalmente por trilinoleina, trioleina y ácido
oleico provenientes de aceites de soja y de girasol. Se estimó una composición de estos
triglicéridos de un 75% y 25% para el aceite de girasol y de un 66% y 34% para el
aceite de soja, respectivamente, con un acidez libre del 5-6% (ácido oleico). La síntesis
de la planta se realizó para un caudal másico de AVUs de 680,7 kg/h.
Para realizar los diseños y análisis de alternativas se utiliza la herramienta de simulación
en el software Aspen Plus, seleccionándose el paquete de propiedades NTRL.
Se estudiaron tres alternativas de síntesis de esterificación, determinándose mediante un
análisis económico diferencial que la mejor fue la Alternativa 3 donde se trabaja a 60 °C
de temperatura de reacción y presión de 1 atm, empleando una relación molar de
metanol/AGL de 40/1 y usando ácido sulfúrico como catalizador al 10% en peso
respecto de los AGL, alcanzándose una conversión aproximada del 96%. Para esta
alternativa, la separación, fundamentalmente de los triglicéridos y el metanol sin
reaccionar, luego de la reacción se diseñó utilizando un decantador centrífugo.
Se realizó un análisis de sensibilidad con respecto al nivel de acidez de los AVUs al
ingresar al proceso de esterificación en la alternativa seleccionada, para obtener un
producto tratado con 0,5% de AGL (o menos) en los AVUs, determinándose que como
máximo la corriente de AVUs que ingrese al proceso de esterificación diseñado debe
contener 14,66% de ácidos grasos libres.
Para la reacción de transesterificación, en base a una búsqueda bibliográfica de trabajos
experimentales, se seleccionaron las condiciones óptimas siguientes: para la reacción 60
°C y 1 atm, relación molar metanol/aceite vegetal usado esterificado de 6/1, catalizador
NaOH 1% en peso en base al aceite vegetal usado, alcanzándose una conversión de 94%
en biodiesel. Luego de la reacción la separación se realizó en decantador, y
posteriormente la corriente de biodiesel fue concentrada por evaporación del agua,
lográndose un contenido de ésteres metílicos de 96% m/m, un 0,5% por debajo del
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
98 Ing. María Fernanda Laborde
mínimo requerido para llegar a cumplir con la calidad reglamentaria (Resolución
Nacional 6/2010).
Se evaluaron dos opciones de integración energética del proceso de obtención de
biodiesel: Opción 1: Aplicar redes de intercambio de calor al proceso de esterificación y
al de transesterificación por separado; Opción 2: Aplicar integración energética al
proceso completo de obtención de biodiesel. La RIC se diseñó, en ambos casos, a partir
de dos metodologías diferentes: el método Punto de Pliegue y un modelo de
programación no lineal entera mixta. En ambas opciones el ahorro energético fue del
orden del 12%, por lo que la selección de la opción más conveniente se realizó mediante
un análisis económico diferencial entre la alternativa con y sin red de intercambio de
calor. Ambas opciones con integración de calor presentaron mayor VAN que las sin
integración, debido fundamentalmente a la disminución en los costos operativos. El
valor de VAN para las Opciones 1 y 2 fue 29.821.901 y US$ 26.004.006,
respectivamente, con lo cual que se concluyó que la Opción 1 es la alternativa
tecnológica económicamente más conveniente.

PERSPECTIVAS FUTURAS


Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
101 Ing. María Fernanda Laborde
7. PERPECTIVAS FUTURAS
• Estudiar el efecto del contenido de agua en las corrientes de metanol recuperado
sobre el rendimiento de los reactores.
• Simular y analizar los procesos con reactores cinéticos.
• Estudiar las torres de destilación de los procesos a presiones de operaciones
bajas, de modo de disminuir la temperatura de las fuentes de calor con el
objetivo de aplicar bombas de calor y analizar su conveniencia desde el punto de
vista económico.
• Analizar la técnica propuesta por Bashir et. al, 2018 de purificación del
biodiesel.
• Desarrollar un modelo multiobjetivo aplicable a la planificación óptima de
biorefinerías involucrando objetivos económicos, ambientales y sociales en
Argentina.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
102 Ing. María Fernanda Laborde

TRANSFERENCIAS DE
RESULTADOS


Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
105 Ing. María Fernanda Laborde
8. TRANSFERENCIAS DE RESULTADOS
➢ Artículos publicados en revistas ▪ LABORDE M.F.; ORIFICI L.I.; BANDONI J.A.; PONCE ORTEGA
J.M,; GELY M.C.; PAGANO A.M. Optimization of the production process of
biodiesel from Jatropha curcas oil. Revista Latin American Applied Research.
2019. Vol. 49. N°4. ISSN 0327-0793.
▪ LABORDE, MARÍA FERNANDA; SERNA GONZALEZ, MEDARDO;
PONCE ORTEGA, JOSÉ MARÍA; PAGANO, ANA MARIA; GELY, MARÍA
CRISTINA. Optimización del proceso de esterificación de aceites vegetales
usados para la producción de biodiesel. Revista Avances en Ciencia e
Ingeniería. La Serena: Executive Bussines School. 2017. Vol. 8. N°1. Pág. 17-
30. ISSN 0718-8706.
▪ VERÓNICA RODRIGUEZ; MARIA FERNANDA LABORDE;
MARÍA CRISTINA GELY; ANA MARIA PAGANO. Sustainable Biodiesel:
Kinetic Study and Modeling of Catalytic Esterification of Used Vegetable Oils as
The First Stage of the Production Process. Journal of the Argentine Chemical
Society. Anales de la Asociación Química Argentina. Buenos Aires: Asociación
Química Argentina. 2017. Vol.104 N°1. Pág. 21-33. ISSN 2545-8655.
▪ LABORDE, MARÍA FERNANDA; SERNA GONZALEZ, MEDARDO;
PAGANO, ANA MARIA; GELY, MARÍA CRISTINA. Technical-Economic
Study of the Esterification Process of Used Vegetable Oils (UVOs) using Heat
Exchange Networks (HENs). Advanced Materials Research. Trans Tech
Publications. 2016. Vol.1139. Pág. 40 - 45.
▪ LABORDE, MARÍA FERNANDA; ORIFICI, LAURA IVANA;
PAGANO, ANA MARIA; GELY, MARÍA CRISTINA. Redes de intercambio
calórico en la producción de biodiesel a partir de aceites vegetales usados.
Revista Cubana de Ingeniería (RCI). La Habana: Ediciones Cujae. 2014. Vol. 5.
N°3. Pág. 69-78. ISSN 2223-1781.
▪ LABORDE, MARÍA FERNANDA; ORIFICI, LAURA IVANA;
MANZUR, ALEJANDRA MARIS; PAGANO, ANA MARIA; GELY, MARÍA
CRISTINA. Redes de Intercambio de Calor Aplicadas a la Esterificación de
Aceites Vegetales Usados. Revista Avances en Ciencia e Ingeniería. La Serena:
Executive Bussines School. 2014. Vol.5 N°4. Pág.31-44. ISSN 0718-8706.
➢ Publicación en eventos CyT
▪ MARÍA FERNANDA LABORDE; MEDARDO SERNA GONZALEZ;
JOSÉ MARÍA PONCE ORTEGA; ANA MARIA PAGANO; MARIA
CRISTINA GELY. Optimización Energética aplicada al Proceso de
Producción de Biodiesel a partir de Aceites Vegetales Usados. Argentina. San
Rafael, Mendoza. 2018. Libro. Artículo Completo. Congreso. CLICAP 2018 -
Congreso Latinoamericano de Ingeniería y Ciencias Aplicadas San. Facultad de
Ciencias Aplicadas a la Industria de la Universidad Nacional de Cuyo. ISBN
978-987-46333-1-6
▪ LABORDE, MARÍA FERNANDA; SERNA GONZALEZ,
MEDARDO; PONCE ORTEGA, JOSÉ MARÍA; PAGANO, ANA MARIA;

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
106 Ing. María Fernanda Laborde
GELY, MARÍA CRISTINA. Síntesis de un Ciclo Rankine Orgánico para la
Recuperación del Calor Residual en una Torre de Destilación del Proceso de
Transesterificación de Aceites Vegetales Usados (Avus). Argentina. Capital
Federal. 2018. Libro. Artículo Completo. Congreso. IV Congreso Argentino de
Ingeniería - X Congreso Argentino de Enseñanza de la Ingeniería. CONFEDI.
ISBN: 978-950-33-1453-1.
▪ LABORDE, MARÍA FERNANDA; ANA MARIA PAGANO; MARÍA
CRISTINA GELY; MEDARDO SERNA GONZALEZ; JOSÉ MARÍA PONCE
ORTEGA. Diseño Óptimo e Integración Energética del Proceso de
Esterificación de Aceites Vegetales Usados. Argentina. Resistencia. 2016. Libro.
Artículo Completo. Congreso. III CONGRESO ARGENTINO DE
INGENIERIA. CONFEDI.
▪ VERÓNICA RODRIGUEZ; FERNANDA LABORDE; CRISTINA
GELY; ANA M. PAGANO. Biodiesel Sustentable: Estudio Cinético y
Modelado de la Esterificación Catalítica de Aceites Vegetales Usados como
Primera Etapa del Proceso Productivo. Argentina. Buenos Aires. 2016. Revista.
Resumen. Congreso. XXXI CONGRESO ARGENTINO DE QUIMICA.
Asociación Química Argentina.
▪ MARÍA FERNANDA LABORDE; MEDARDO SERNA GONZALEZ;
ANA MARIA PAGANO; MARÍA CRISTINA GELY. Estudio técnico-
económico aplicado a las redes de intercambio de calor en el proceso de
esterificación de aceites vegetales usados (AVUs). Argentina. Buenos Aires.
2015. Revista. Artículo Completo. Congreso. VIII Congreso Argentino de
Ingeniería Química (CAIQ 2015) y Congreso Internacional preparatorio del
Congreso Mundial 2021. AAIQ-Asociación Argentina de Ingenieros Químicos.
▪ MARÍA FERNANDA LABORDE; ANA MARIA PAGANO; MARÍA
CRISTINA GELY; MEDARDO SERNA GONZALEZ. Optimización
Energética de la Esterificación de Aceites Vegetales Usados (AVUs). Argentina.
San Rafael - Mendoza. 2015. Libro. Artículo Completo. Congreso. Congreso
Latinoamericano de Ingeniería y Ciencias Aplicadas a la Industria CLICAP
2015. Facultad de Ciencias Aplicadas a la Industria – UNCuyo.
▪ MARÍA FERNANDA LABORDE; MARÍA CRISTINA GELY;
MEDARDO SERNA GONZALEZ; ANA MARIA PAGANO. Technical-
Economic Study of the Esterification Process of Used Vegetable Oils (UVOs)
using Heat Exchange Networks (HENs). Francia. Paris. 2015. Libro. Resumen.
Conferencia. International Conference Sustainable Materials Science and
Technology (SMST15). University of Extremadura, C3i/Polytechnic Institute of
Portalegre, Polytechnic University of Valencia, Gogte Institute of Technology,
The University of Texas at El Paso.
▪ LABORDE, MARÍA FERNANDA; ORIFICI, LAURA IVANA;
MANZUR, ALEJANDRA MARISA; PAGANO, ANA MARIA; GELY,
MARÍA CRISTINA. Aplicación de redes de intercambio de calor a la
producción de biodiesel a partir de aceites vegetales usados. Argentina. San
Miguel de Tucumán. 2014. Libro. Artículo Completo. Congreso. II Congreso
Argentino de Ingeniería CADI 2014.
NOMENCLATURA
Y
ABREVIATURAS

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
109 Ing. María Fernanda Laborde
p
9. NOMENCLATURA
A: dimensión característica del equipo (tabulada)
a y b: coeficientes.
B1, B2: constantes por equipo tabuladas
C1 ,C2, C3: constantes tabulados por equipos
CAF: gastos de instalaciones auxiliares, US$
CBM: costo del equipo (Estimación 2001 – CEPCI 397), US$
CBM0: costo del equipo cuando FM y Fp son iguales a la unidad, US$
CE PCI: coeficiente de actualización de costos
CGR: costo base del proceso, US$
Cp: capacidad calorífica, kJ/(kg °C)
C° : costo de compra de equipo en condiciones básicas, US$
CpC: capacidad calorífica de las corrientes frías, kJ/(kg°C)
CpH: capacidad calorífica de las corrientes calientes, kJ/(kg°C)
CS,u: precio del servicio, US$
CTM: costo de contingencia, US$
DT: fuerza impulsora en los límites de intervalos, °C
DTCU: fuerza impulsora de los enfriadores, °C
DTHU: fuerza impulsora de los calentadores, °C
DTMAX: límite superior de la fuerza impulsora, °C
ΔH: diferencia de entalpía, kJ/h
ΔHi: diferencia de entalpia en el intervalo i, kJ/h
Δp: diferencia de presión, atm
ΔTmin: diferencia mínima de temperatura, °C
FBM: factor de costo
FM: factor por el material del equipo
Fp: factor de presión
η: eficiencia energética
i: corrientes calientes
j: corrientes frías
k: número de etapas de la superestructura
K1 , K2 y K3 constantes tabuladas por equipo
μA: viscosidad del líquido pesado, cP
m : flujo másico, kg/h
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
110 Ing. María Fernanda Laborde
m C: flujo másico de las corrientes frías, kg/h
m H: flujo másico de las corrientes calientes, kg/h
ν ∶ volumen especifico, m3/kg
Nc : número de corrientes frías
NH: número de corrientes calientes
ρA: densidad del líquido pesado, lb/ft3
ρB: densidad del líquido liviano, lb/ft3
q: caudal de agua enfriamiento, m3/s
Q: flujo de calor intercambiado entre las corrientes calientes y frías en cada etapa, kJ/h
Qi: flujo de calor en el intervalo i, kJ/h
Qi+1: flujo de calor en el intervalo i+1, kJ/h
QC: flujo de enfriamiento, kJ/h
Qcorregido : flujo de calor corregido (Método Punto de Pliegue), kJ/h
QH: flujo de calentamiento, kJ/h
Qmin.ext: flujo de calor mínimo de servicio externo, kJ/h
QL: flujo de calor que ingresa a la bomba de calor, kJ/h
QR: flujo de calor que libera el condensador de la bomba de calor, kJ/h
t: tiempo, h
T: temperatura, °C
T*: temperatura corregida, °C
TE: temperatura de entrada, °C
Ti: temperatura del intervalo i, °C
Ti+1: temperatura en el intervalo i+1, °C
TK: temperatura límite de la etapa de la superestructura, °C
TS: temperatura de salida, °C
TSCU: temperatura de salida del servicio de enfriamiento, °C
TSHU: temperatura de salida del servicio de calentamiento, °C
W: potencia, kJ/h
WBomba: potencia que requiere la bomba, kJ/h.
WTurbina: potencia generada por el ORC, kJ/h
Z: variable binaria para intercambiadores
ZCU: variable binaria para enfriadores.
ZHU: variable binaria para calentadores
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
111 Ing. María Fernanda Laborde
10. ABREVIATURAS
AGL: Ácidos Grasos Libres
AVUs: Aceites Vegetales Usados
BCR: Bolsa de Comercio de Rosario
CCC: Curva Compuesta Caliente
CCF: Curva Compuesta Fría
GCC: Gran Curva Compuesta
GWP: global warming potential
ODP: ozone depletion potential
ORC: Ciclo Rankine Organico
RIC: Redes de Intercambio de Calor
VAN: Valor actual neto

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
112 Ing. María Fernanda Laborde

BIBLIOGRAFIA

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
115 Ing. María Fernanda Laborde
11. BIBLIOGRAFÍA
ASHARAE 34 (2019) https://www.gildardoyanez.com/refrigerantes/estandard-34-
ashrae/
Aboelazayem, O., Gadalla, M., & Saha, B. (2018). Design and simulation of an
integrated process for biodiesel production from waste cooking oil using
supercritical methanolysis. Energy, 161, 299-307. doi:
https://doi.org/10.1016/j.energy.2018.07.139
Al-Widyan, M. I., & Al-Shyoukh, A. O. (2002). Experimental evaluation of the
transesterification of waste palm oil into biodiesel. Bioresource Technology,
85(3), 253-256. doi: http://dx.doi.org/10.1016/S0960-8524(02)00135-9
Al-Widyan, M. I., Tashtoush, G., & Abu-Qudais, M. d. (2002). Utilization of ethyl ester
of waste vegetable oils as fuel in diesel engines. Fuel Processing Technology,
76(2), 91-103. doi: http://dx.doi.org/10.1016/S0378-3820(02)00009-7
Alibaba. (2019). Alibaba.com / Global trade starts here from
https://spanish.alibaba.com/product-detail/ISO-Malaysia-factory-USP-HALAL-
KOSHER-
60360927513.html?spm=a2700.galleryofferlist.normalList.1.35cb1ed31bbsN4&
s=p
Alvarez, X. B., Rivas, M. C. F., & Escalante, R. A. A. (2007). Diseño de una red de
intercambio de calor ulilizando la metodología supertargeting del punto de
pliegue. Revista del Centro de Investigación. Universidad La Salle, 23-40.
AOCS Ca 5a-40, AOCS (1989). Official Methods and Recommended Practices of the
American Oil Chemists’ Society, 4th edn., D. Firestone (Eds.), American Oil
Chemists’ Society, Champaign.
Aspentech. (2018). http://www.aspentech.com.
Babazadeh, R., Razmi, J., Pishvaee, M. S., & Rabbani, M. (2017). A sustainable
second-generation biodiesel supply chain network design problem under risk.
Omega, 66, Part B, 258-277. doi: http://dx.doi.org/10.1016/j.omega.2015.12.010
Bashir, M. A., Thiri, M., Yang, X., Yang, Y., & Safdar, A. M. (2018). Purification of
biodiesel via pre-washing of transesterified waste oil to produce less
contaminated wastewater. Journal of Cleaner Production, 180, 466-471. doi:
https://doi.org/10.1016/j.jclepro.2018.01.126
Bergedo, P., Calzada, J., & Ramseyer, F. (2018). La visión del USDA sobre biodiesel y
el bioetanol en Argentina. Bolsa de Comercio de Rosario 1848. 2018
Berrios, M., Siles, J., Martín, M. A., & Martín, A. (2007). A kinetic study of the
esterification of free fatty acids (FFA) in sunflower oil. Fuel, 86(15), 2383-2388.
doi: http://dx.doi.org/10.1016/j.fuel.2007.02.002
Bhuiya, M. M. K., Rasul, M. G., Khan, M. M. K., Ashwath, N., & Azad, A. K. (2016).
Prospects of 2nd generation biodiesel as a sustainable fuel—Part: 1 selection of
feedstocks, oil extraction techniques and conversion technologies. Renewable
and Sustainable Energy Reviews, 55(Supplement C), 1109-1128. doi:
https://doi.org/10.1016/j.rser.2015.04.163

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
116 Ing. María Fernanda Laborde
Bouaid, A., Vázquez, R., Martinez, M., & Aracil, J. (2016). Effect of free fatty acids
contents on biodiesel quality. Pilot plant studies. Fuel, 174, 54-62. doi:
http://dx.doi.org/10.1016/j.fuel.2016.01.018
Braimakis, K., & Karellas, S. (2018). Energetic optimization of regenerative Organic
Rankine Cycle (ORC) configurations. Energy Conversion and Management,
159, 353-370. doi: https://doi.org/10.1016/j.enconman.2017.12.093
Caballero Suárez, J. A. C. S., & Ravagnani, M. A. S. S. (2012). Redes de cambiadores
de calor: Universidad de Alicante.
Cai, Z.-Z., Wang, Y., Teng, Y.-L., Chong, K.-M., Wang, J.-W., Zhang, J.-W., & Yang,
D.-P. (2015). A two-step biodiesel production process from waste cooking oil
via recycling crude glycerol esterification catalyzed by alkali catalyst. Fuel
Processing Technology, 137(0), 186-193. doi:
http://dx.doi.org/10.1016/j.fuproc.2015.04.017
Capdevila, V., Orifici, L., Gely, M. C., & Pagano, A. (2012). Biodiesel a partir de
Aceites Vegetales Usados (AVUs). Paper presented at the Congreso
Latinoamericano de Ingeniría y Ciencias Aplicadas CLICAP, San Rafael,
Mendoza, Argentina.
Carlson, E. C. (1996). Don’t Gamble with Physical Properties for Simulations.
Chemical Engineering Progress, 35-46.
Çaylı, G., & Küsefoğlu, S. (2008). Increased yields in biodiesel production from used
cooking oils by a two step process: Comparison with one step process by using
TGA. Fuel Processing Technology, 89(2), 118-122. doi:
http://dx.doi.org/10.1016/j.fuproc.2007.06.020
Cengel, Y. A., & Boles, M. A. (2012). Termodinamica (Septima Edición ed.).
Cervero, J., Luque, S., & Alvarez, J. (2006). La tecnología pinch en la industria de
procesos químicos. Ingeniería química(436), 124-135.
CIARA. (2017). http://www.ciara.com.ar/
CONSUMER.(2018).
http://www.consumer.es/web/es/medio_ambiente/urbano/2010/06/24/193915.ph
p [28 Sep. 2018]
Chai, M., Tu, Q., Lu, M., & Yang, Y. J. (2014). Esterification pretreatment of free fatty
acid in biodiesel production, from laboratory to industry. Fuel Processing
Technology, 125(0), 106-113. doi:
http://dx.doi.org/10.1016/j.fuproc.2014.03.025
Chemical Engeniering (2019), from http://www.chemengonline.com/
CHEMPRO. (2019). http://www.chempro.in/fattyacid.htm [Abril, 2019].
DeGarmo, P. E., Sullivan, W. G., Bontadelli, J. A., & Wicks, E. M. (1998). Ingeniería
económica (Decima ed.).
Demirbas, A. (2009). Progress and recent trends in biodiesel fuels. Energy Conversion
and Management, 50(1), 14-34. doi:
https://doi.org/10.1016/j.enconman.2008.09.001
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
117 Ing. María Fernanda Laborde
Demirbas, A. (2011). Competitive liquid biofuels from biomass. Applied Energy, 88(1),
17-28. doi: http://dx.doi.org/10.1016/j.apenergy.2010.07.016
Dorado, M. P., Ballesteros, E., Arnal, J. M., Gómez, J., & López, F. J. (2003). Exhaust
emissions from a Diesel engine fueled with transesterified waste olive oil☆.
Fuel, 82(11), 1311-1315. doi: http://dx.doi.org/10.1016/S0016-2361(03)00034-6
EES. (2019), from http://www.fchartsoftware.com/ees/
GAMS. (2019), from https://www.gams.com/latest/docs/S_BARON.html
Gan, S., Ng, H. K., Ooi, C. W., Motala, N. O., & Ismail, M. A. F. (2010). Ferric
sulphate catalysed esterification of free fatty acids in waste cooking oil.
Bioresource Technology, 101(19), 7338-7343. doi:
https://doi.org/10.1016/j.biortech.2010.04.028
García, C. N. M. (1996). Transmisión de calor: prácticas de laboratorio: EDITUM.
Garrido, S. M. (2010). Tecnología, territorio y sociedad. Producción de biodiesel a
partir de aceites usados. Revista de Ciencias Sociales, 75-86. doi:
http://revistas.flacsoandes.edu.ec/iconos/article/view/422
Gasca-González, R., Gómez-Castro, F. I., Romero-Izquierdo, A. G., Zenón-Olvera, E.,
& Gutiérrez-Antonio, C. (2018). Design of a low-cost process for the production
of biodiesel using waste oil as raw material. In A. Friedl, J. J. Klemeš, S. Radl,
P. S. Varbanov & T. Wallek (Eds.), Computer Aided Chemical Engineering
(Vol. 43, pp. 1529-1534): Elsevier.
Granjo, J. F. O., Duarte, B. P. M., & Oliveira, N. M. C. (2017). Integrated production of
biodiesel in a soybean biorefinery: Modeling, simulation and economical
assessment. Energy, 129, 273-291. doi:
https://doi.org/10.1016/j.energy.2017.03.167
Hamilton, R. J., & Perkins, E. G. (2002). Química de los aceites y grasas usados para
frituras. A&G Magazine, 3, 292-306.
Hamsani, M. N., Walmsley, T. G., Liew, P. Y., & Wan Alwi, S. R. (2018). Combined
Pinch and exergy numerical analysis for low temperature heat exchanger
network. Energy, 153, 100-112. doi:
https://doi.org/10.1016/j.energy.2018.04.023
Hipólito-Valencia, B. J., Rubio-Castro, E., Ponce-Ortega, J. M., Serna-González, M.,
Nápoles-Rivera, F., & El-Halwagi, M. M. (2014). Optimal design of inter-plant
waste energy integration. Applied Thermal Engineering, 62(2), 633-652. doi:
https://doi.org/10.1016/j.applthermaleng.2013.10.015
Hong, X., Liao, Z., Jiang, B., Wang, J., & Yang, Y. (2017). Targeting of heat integrated
water allocation networks by one-step MILP formulation. Applied Energy,
197(Supplement C), 254-269. doi:
https://doi.org/10.1016/j.apenergy.2017.04.003
Hwang, J., Bae, C., & Gupta, T. (2016). Application of waste cooking oil (WCO)
biodiesel in a compression ignition engine. Fuel, 176, 20-31. doi:
http://dx.doi.org/10.1016/j.fuel.2016.02.058

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
118 Ing. María Fernanda Laborde
Inchaurregui - Méndez, J. A., Vázquez - Román, R., Ponce - Ortega, J. M., & Mannan,
M. S. (2015). A Heat Exchanger Networks Synthesis Approach Based on
Inherent Safety. Journal of Chemical Engineering Research Updates, 2, 22-29.
Isafiade, A. J., & Fraser, D. M. (2008). Interval-based MINLP superstructure synthesis
of heat exchange networks. Chemical Engineering Research and Design, 86(3),
245-257. doi: http://dx.doi.org/10.1016/j.cherd.2007.11.001
Ishak, S., & Kamari, A. (2019). A review of optimum conditions of transesterification
process for biodiesel production from various feedstocks. International Journal
of Environmental Science and Technology. doi: https://doi.org/10.1007/s13762-
019-02279-6
Jacobson, K., Gopinath, R., Meher, L. C., & Dalai, A. K. (2008). Solid acid catalyzed
biodiesel production from waste cooking oil. Applied Catalysis B:
Environmental, 85(1), 86-91. doi: https://doi.org/10.1016/j.apcatb.2008.07.005
Jimenez Gutierrez, A. (2003). Diseño de procesos en ingeniería química: Editorial
Reverte.
Kemp, I. C. (2007). Pinch analysis and process integration: a user guide on process
integration for the efficient use of energy: Butterworth-Heinemann.
Kern, D. Q. (1965). Procesos de Transferencia de Calor (Primera Edición ed.).
Kim, S. Y., & Bagajewicz, M. (2016). Global optimization of heat exchanger networks
using a new generalized superstructure. Chemical Engineering Science, 147, 30-
46. doi: http://dx.doi.org/10.1016/j.ces.2016.02.002
Kulkarni, M. G., & Dalai, A. K. (2006). Waste Cooking OilAn Economical Source for
Biodiesel: A Review. Industrial & Engineering Chemistry Research, 45(9),
2901-2913. doi: 10.1021/ie0510526
Lai, N. A., Wendland, M., & Fischer, J. (2011). Working fluids for high-temperature
organic Rankine cycles. Energy, 36(1), 199-211. doi:
https://doi.org/10.1016/j.energy.2010.10.051
Lee, S., Posarac, D., & Ellis, N. (2011). Process simulation and economic analysis of
biodiesel production processes using fresh and waste vegetable oil and
supercritical methanol. Chemical Engineering Research and Design, 89(12),
2626-2642. doi: http://dx.doi.org/10.1016/j.cherd.2011.05.011
Linnhoff, B., & Flower, J. R. (1982). User guide on process integration for the efficient
use of energy: Institution of Chemical Engineers Rugby, Warwickshire, UK.
Linnhoff, B., & Hindmarsh, E. (1983). The pinch design method for heat exchanger
networks. Chemical Engineering Science, 38(5), 745-763. doi:
http://dx.doi.org/10.1016/0009-2509(83)80185-7
Lira-Barragán, L. F., Ponce-Ortega, J. M., Serna-González, M., & El-Halwagi, M. M.
(2014). Optimal design of process energy systems integrating sustainable
considerations. Energy, 76, 139-160. doi:
http://dx.doi.org/10.1016/j.energy.2014.04.111

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
119 Ing. María Fernanda Laborde
López, M. T., Roldán, C. A. I., & Janna, F. C. (2006). Uso de las bombas de calor de
alta temperatura como alternativa para el uso racional de energía en la industria.
Producción + Limpia, 2, 28-45.
Lujan, M. (2000). El Analisis Termodinamico en la Optimizacion de Procesos
Industrials. ACTA NOVA, 1(1), 19-33.
Luo, X., Huang, X., El-Halwagi, M. M., Ponce-Ortega, J. M., & Chen, Y. (2016).
Simultaneous synthesis of utility system and heat exchanger network
incorporating steam condensate and boiler feedwater. Energy, 113, 875-893. doi:
http://dx.doi.org/10.1016/j.energy.2016.07.109
Made in Argentina (2014). Producción Argentina de Aceite de Maiz. http://www.made-
in-argentina.com/empresas/898/alimentos-y-bebidas-aceites-aceite-de-maiz.
Martinez Sifuentes, V. H., Alonso Davila, P. A., Lopez Toledo, J., Salado Carbajal, M.,
& Rocha Uribe, J. A. (2000). Simulación de procesos en Ingeniería Química:
Plaza y Valdés.
Masso, A. H., & Rudd, D. F. (1969). The synthesis of system designs. II. Heuristic
structuring. AIChE Journal, 15(1), 10-17. doi: 10.1002/aic.690150108
Materials, A. I. A. S. f. T. (Ed.). (2004). Annual book of ASTM Standards: American
Society for Testing & Materials.
McCabe, W. L., Smith, J. C., & Harriot, P. (1991). Operaciones Unitarias en Ingenieria
Quimica (Cuarta ed.).
Medina-Ramírez, I. E., Chávez-Vela, N. A., & Jáuregui-Rincón, J. (2012). Biodiesel, un
combustible renovable. Investigación y Ciencia de la Universidad Autonóma de
Aguascalientes, 62-70.
Milligan, D., & Milligan, J. (2014), from
http://www.matche.com/equipcost/Default.html
Morales, W., Polich, N., Sequeira, A., Chamorro, E., & Herrero, E. (2010).
PURIFICACIÓN DE GLICEROL OBTENIDO A PARTIR DE SÍNTESIS DE
BIODIESEL DE ACEITE CRUDO DE ALGODÓN. Avances en Energías
Renovables y Medio Ambiente, 14, 25-30.
Morar, M., & Agachi, P. S. (2010). Review: Important contributions in development
and improvement of the heat integration techniques. Computers & Chemical
Engineering, 34(8), 1171-1179. doi:
https://doi.org/10.1016/j.compchemeng.2010.02.038
Nasir, N. F., Daud, W. R. W., Kamarudin, S. K., & Yaakob, Z. (2013). Process system
engineering in biodiesel production: A review. Renewable and Sustainable
Energy Reviews, 22(0), 631-639. doi:
http://dx.doi.org/10.1016/j.rser.2013.01.036
Nishida, N., & Lapidus, L. (1977). Studies in Chemical Process Design and Synthesis:
III. A Simple and Practical Approach to the Optimal Synthesis of Heat
Exchanger Networks. AIChE Journal, 23, 77-93.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
120 Ing. María Fernanda Laborde
Nowak, W., Borsukiewicz-Gozdur, A., & Stachel, A. A. (2008). Using the low-
temperature Clausius–Rankine cycle to cool technical equipment. Applied
Energy, 85(7), 582-588. doi: https://doi.org/10.1016/j.apenergy.2007.09.001
Organismo Provincial para el Desarrollo Sostenible. (2018). Plan BIO. Biodiesel a partir
de aceites vegetales usados. http://www.opds.gba.gov.ar/planbio/programa_bio
Plazas Monroy, J. P. (2012). Los refrigerantes y el medio ambiente.
Quirante, N., Caballero, J. A. & Grossmann, I. E. (2017) A novel disjunctive model for
the simultaneous optimization and heat integration. Computers and Chemical
Engineering, 96, 149-168. https://doi.org/10.1016/j.compchemeng.2016.10.002
Quiroga, A. (2013). ANÁLISIS Y OPTIMIZACIÓN DE UN CICLO RANKINE
ORGÁNICO BASADO EN ENERGIA SOLAR EMPLEANDO DIFERENTES
FLUIDOS DE TRABAJO.
Rašković, P., & Stoiljković, S. (2009). Pinch design method in the case of a limited
number of process streams. Energy, 34(5), 593-612. doi:
http://dx.doi.org/10.1016/j.energy.2008.04.004
Ravagnani, M. A. D. S. S., & Suárez, J. A. C. (2012). Redes de cambiadores de calor:
Universidad de Alicante.
Renedo Estébanez, C. J., & Fernández Díez, P. (2003a). Tecnología pinch para el diseño
de redes de intercambiadores (I). Principios, reglas básicas, suministros.
Ingeniería Química(402), 111-120.
Renedo Estébanez, C. J., & Fernández Díez, P. (2003b). Tecnología pinch para el
diseño de redes de intercambiadores (III). Cálculo de la red por debajo del pinch,
unión de las dos redes y optimización. Ingeniería Química(404), 131-145.
Renedo Estébanez, C. J., & Fernández Díez, P. ( 2003c). Tecnología pinch para el
diseño de redes de intercambiadores (II).Cálculo de la red por encima del pinch.
Ingeniería Química(403), 210-226.
Rudd, D. F. (1968). The synthesis of sistem designs: I. Elementary decomposition
theory. AIChE Journal, 14, 343-349.
Sahar, Sadaf, S., Iqbal, J., Ullah, I., Bhatti, H. N., Nouren, S., . . . Iqbal, M. (2018).
Biodiesel production from waste cooking oil: An efficient technique to convert
waste into biodiesel. Sustainable Cities and Society. doi:
https://doi.org/10.1016/j.scs.2018.05.037
Santana, G. C. S., Martins, P. F., de Lima da Silva, N., Batistella, C. B., Maciel Filho,
R., & Wolf Maciel, M. R. (2010). Simulation and cost estimate for biodiesel
production using castor oil. Chemical Engineering Research and Design, 88(5–
6), 626-632. doi: http://dx.doi.org/10.1016/j.cherd.2009.09.015
Santos, T., Gomes, J. F., & Puna, J. (2018). Liquid-liquid equilibrium for ternary system
containing biodiesel, methanol and water. Journal of Environmental Chemical
Engineering, 6(1), 984-990. doi: https://doi.org/10.1016/j.jece.2017.12.068
Seider, W. D., Seader, J. D., & Lewin, D. R. (2004). Product & Process Design
Principles: Synthesis, Analysis and Evaluation, (With CD): Wiley. com.
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
121 Ing. María Fernanda Laborde
Serna González, M., Ponce Ortega, J. M., & Jiménez Gutiérrez, A. (2003). Una
estrategia MINLP para la síntesis de redes de intercambio de calor considerando
las caídas de presión de las corrientes. Tecnología, Ciencia, Educación, 18(2),
45-56.
Smith, R. (1995). Chemical Process Design: McGraw-Hill, Inc.
Staine, F., & Favrat, D. (1996). Energy integration of industrial processes based on the
pinch analysis method extended to include exergy factors. Applied Thermal
Engineering, 16(6), 497-507. doi: http://dx.doi.org/10.1016/1359-
4311(95)00036-4
Tajik Mansouri, M., Amidpour, M., & Ponce-Ortega, J. M. (2019). Optimal integration
of organic Rankine cycle and desalination systems with industrial processes:
Energy-water-environment nexus. Applied Thermal Engineering, 158, 113740.
doi: https://doi.org/10.1016/j.applthermaleng.2019.113740
Talebian-Kiakalaieh, A., Amin, N. A. S., & Mazaheri, H. (2013). A review on novel
processes of biodiesel production from waste cooking oil. Applied Energy,
104(0), 683-710. doi: http://dx.doi.org/10.1016/j.apenergy.2012.11.061
Toro López, M., Isaza, C., & Chejne Janna, F. (2012). Uso de las bombas de calor de
alta temperatura como alternativa para el uso racional de energía en la
industria.
Treybal, R. E. (1980). Operaciones de transferencia de masa.
Turton, R., Bailie, R. C., Whiting, W. B., & Shaeiwitz , J. A. (2008). Analysis,
synthesis, and design of chemical processes (Tercera Edición ed.): Prentice Hall.
Ulrich, G. D., & Vasudevan, P. T. (2006). How to estimate utility costs. Chem. Eng,
113(4), 66-69.
Vélez, F., Segovia, J. J., Martín, M. C., Antolín, G., Chejne, F., & Quijano, A. (2012a).
Comparative study of working fluids for a Rankine cycle operating at low
temperature. Fuel Processing Technology, 103, 71-77. doi:
https://doi.org/10.1016/j.fuproc.2011.09.017
Vélez, F., Segovia, J. J., Martín, M. C., Antolín, G., Chejne, F., & Quijano, A. (2012b).
A technical, economical and market review of organic Rankine cycles for the
conversion of low-grade heat for power generation. Renewable and Sustainable
Energy Reviews, 16(6), 4175-4189. doi:
https://doi.org/10.1016/j.rser.2012.03.022
Vescovo, R., & Spagnoli, E. (2017). High Temperature ORC Systems. Energy
Procedia, 129, 82-89. doi: https://doi.org/10.1016/j.egypro.2017.09.160
Wang, L., Dong, X., Jiang, H., Li, G., & Zhang, M. (2014). Preparation of a novel
carbon-based solid acid from cassava stillage residue and its use for the
esterification of free fatty acids in waste cooking oil. Bioresource Technology,
158(0), 392-395. doi: http://dx.doi.org/10.1016/j.biortech.2014.02.132
Wang, Z. Q., Zhou, N. J., Guo, J., & Wang, X. Y. (2012). Fluid selection and
parametric optimization of organic Rankine cycle using low temperature waste
heat. Energy, 40(1), 107-115. doi: https://doi.org/10.1016/j.energy.2012.02.022

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
122 Ing. María Fernanda Laborde
Wells, G. L., & Rose, L. M. (1986). The art of chemical process desing (Vol. 2):
ELSEVIER.
West, A. H., Posarac, D., & Ellis, N. (2008). Assessment of four biodiesel production
processes using HYSYS.Plant. Bioresource Technology, 99(14), 6587-6601.
doi: http://dx.doi.org/10.1016/j.biortech.2007.11.046
Yancy-Caballero, D. M., & Guirardello, R. (2015). Modeling and parameters fitting of
chemical and phase equilibria in reactive systems for biodiesel production.
Biomass and Bioenergy, 81, 544-555. doi:
https://doi.org/10.1016/j.biombioe.2015.05.015
Yee, T. F., & Grossmann, I. E. (1990). Simultaneous optimization models for heat
integration—II. Heat exchanger network synthesis. Computers & Chemical
Engineering, 14(10), 1165-1184. doi: http://dx.doi.org/10.1016/0098-
1354(90)85010-8
Yun, H., Wang, M., Feng, W., & Tan, T. (2013). Process simulation and energy
optimization of the enzyme-catalyzed biodiesel production. Energy, 54(0), 84-
96. doi: http://dx.doi.org/10.1016/j.energy.2013.01.002
Zhang, Y., Dubé, M. A., McLean, D. D., & Kates, M. (2003). Biodiesel production
from waste cooking oil: 1. Process design and technological assessment.
Bioresource Technology, 89(1), 1-16. doi: http://dx.doi.org/10.1016/S0960-
8524(03)00040-3
Zoughaib, A. (2017). From Pinch Methodology to Pinch-Energy Integration of Flexible
Systems: ISTE Press - Elsevier.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
123 Ing. María Fernanda Laborde
Fuente de Imágenes de las caratulas:
• Caratula “Introducción”: https://sites.google.com/a/asys.edu.co/semilleros-
uniremington/to-dos
• Caratula “Materiales y Metodos”:
http://www.forosecuador.ec/forum/ecuador/educaci%C3%B3n-y-
ciencia/163677-137-ejemplos-de-temas-de-investigaci%C3%B3n-
cient%C3%ADfica-y-social-para-tesis
• Caratula “Produccion de Biodiesel”: https://ecoilenergia.com/la-forma-correcta-
de-reciclar-el-aceite-de-cocina-usado-en-tu-casa/
• Caratula “Optimizacion energetica”:
http://ugtvwnavarramedioambiente.blogspot.com/2014/04/caminamos-por-la-
cuerda-floja-pero-si.html
• Caratula “Análisis de costos de las opciones de obtención de biodiesel”
https://enciclopediaeconomica.com/contabilidad-de-costos/
• Caratula “Conclusiones”: https://www.geogebra.org/m/taCyuRJh
• Caratula “Perspectivas futuras”: https://www.psicomaster.es/tomar-decisiones-
obstaculos/
• Caratula “Transferencia de resultados”:
https://www.colombia.com/tecnologia/how-to/cinco-plataformas-para-
compartir-archivos-pesados-por-internet-223362
• Caratula “Nomenclatura y abreviaturas”:
http://redactatuensayo.blogspot.com/p/blog-page.html
• Caratula Bibliografia: https://www.centroestudioscervantinos.es/como-hacer-
una-bibliografia/
• Caratula anexos: https://blog.trello.com/br/renomeie-reorganize-anexos

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
124 Ing. María Fernanda Laborde
ANEXOS


Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
127 Ing. María Fernanda Laborde
12. ANEXOS
ANEXO I
A continuación se muestra un extracto de la programación en GAMS de la resolución de
la superestructura para el proceso de esterificación.
La programación es igual para todos los procesos, lo que difiere es la carga de
parámetros y definición de SETS y SCALAR.

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
128 Ing. María Fernanda Laborde

Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
129 Ing. María Fernanda Laborde
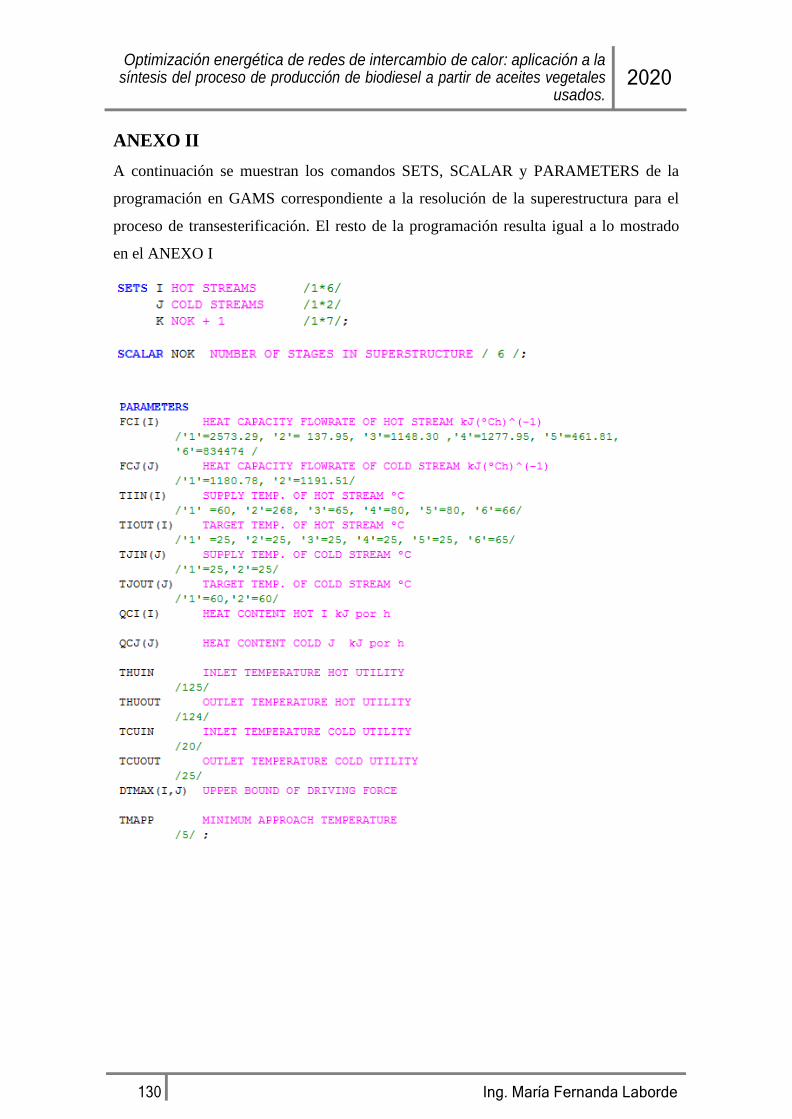
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
130 Ing. María Fernanda Laborde
ANEXO II
A continuación se muestran los comandos SETS, SCALAR y PARAMETERS de la
programación en GAMS correspondiente a la resolución de la superestructura para el
proceso de transesterificación. El resto de la programación resulta igual a lo mostrado
en el ANEXO I
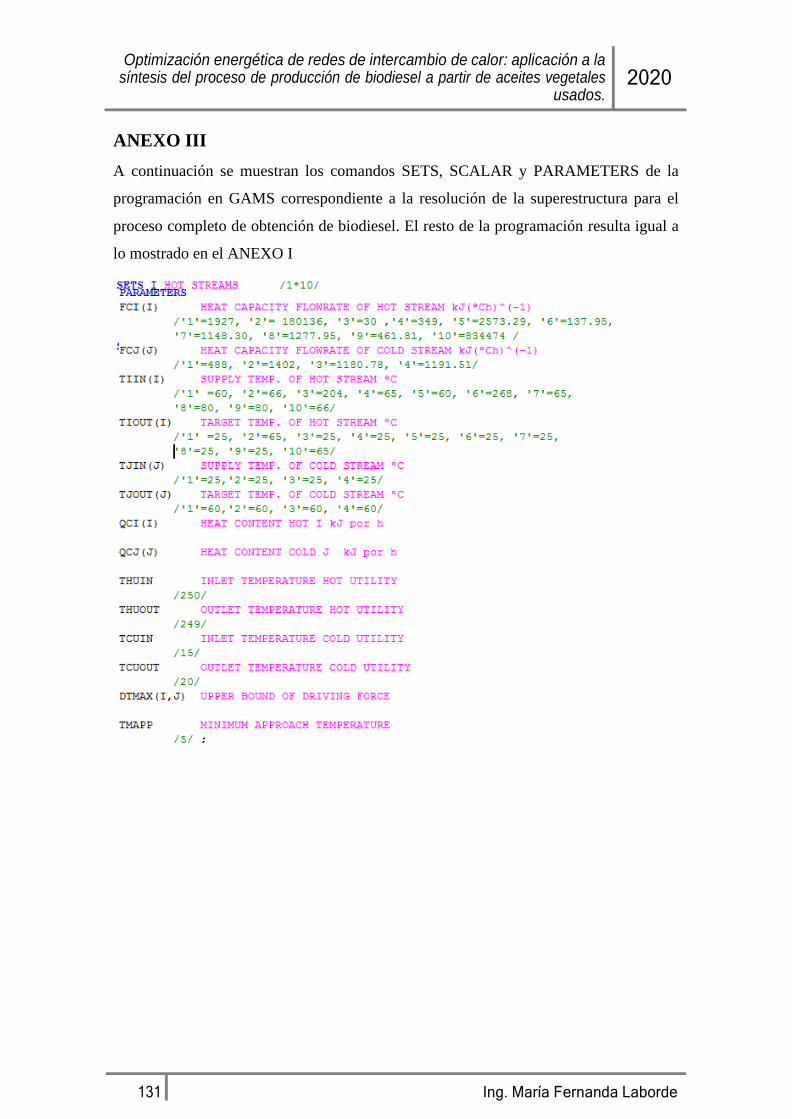
Optimización energética de redes de intercambio de calor: aplicación a la síntesis del proceso de producción de biodiesel a partir de aceites vegetales
usados. 2020
131 Ing. María Fernanda Laborde
ANEXO III
A continuación se muestran los comandos SETS, SCALAR y PARAMETERS de la
programación en GAMS correspondiente a la resolución de la superestructura para el
proceso completo de obtención de biodiesel. El resto de la programación resulta igual a
lo mostrado en el ANEXO I

Top Related