




Idiomas
Páginas
Jurídico


TECNOLÓGICO DE ESTUDIOS SUPERIORES DE CHIMALHUACAN
Implementación de un proceso enzimático de hongos
lignocelulósicos para la degradación, separación y limpieza de los componentes del envase multicapa a través de un
elemento mecánico de estructura semiautomática (Mes-AC)
CUERPO ACADÉMICO BIOTECNOLOGÍA E INGENIERÍA DE PROCESOS
AUTORES:
M. EN C. GUILLERMINA PÉREZ GÓNZALEZ M. EN C. ANGEL EDUARDO MÁRQUEZ ORTEGA
c.DR. LIZZETE RUTH TORRES BARAJAS M. EN C. PABLO MONTES UTRERA
Chimalhuacán, Estado de México a 21 de agosto de 2013

DESCRIPCIÓN DEL PROBLEMA A RESOLVER
En la actualidad en la ciudades se ha generado la acumulación de grandes
cantidades de envases multicapa, debido a que estos son utilizados en la
industria para conservar diversos productos, principalmente los pertenecientes
a la rama de productos perecederos.
La utilización excesiva de esta industria ha ocasionado que este producto al
desecharse no conlleve a su degradación biológica natural inmediata, si no que
se requiere de un tiempo considerable que impacta severamente al medio
ambiente, por tal motivo se necesita de un tratamiento especial que permita la
degradación de sus elementos de composición tal es el caso del cartón,
polietileno y el aluminio, para que pueda ser reindustrializado.
Por otro lado, se ha propuesto en la industria del papel diversos procesos
biológicos que permiten la degradación del cartón mediante enzimas como las
celulosas y las xilanasas, las cuales son producidas por microorganismos, tales
como los hongos lignocelulósicos. Esta tecnología consiste en la conversión de
polímeros naturales presentes en las fibras utilizadas para la elaboración de
papel en monómeros de glucosa; sin embargo pocos estudios se han enfocado
a la separación del cartón de los envases multicapas mediante estos procesos.
Asimismo, se pretende que mediante un proceso semi-atomatizado por una
Maquina de Estructura Semi-Automática Centrifuga, denominada MES-AC
desarrolle el proceso de limpieza final de los componentes del elemento
multicapa; rescatando los polímeros, el aluminio y la celulosa, para su reúso
industrial.

ANTECEDENTES
En los últimos años, la biotecnología ha tenido importantes avances en su
aplicación industrial para la obtención de procesos sustentables que impacten
ambientalmente en beneficio del ecosistema. Esta área del conocimiento se ha
encargado de resolver diversos problemas de sustentabilidad, los cuales
permiten el desarrollo de métodos y técnicas convencionales; cuyos los
resultados han sido poco óptimos en el sistema organizacional de la industria
del reciclado y en la degradación de una gran diversidad de compuestos
contaminantes presentes en la naturaleza. Por lo anterior, se han generado
procesos industriales, que se llevan a cabo mediante el uso de métodos
biológicos, para su remediación de suelos, agua y aire. Algunas de las ventajas
que se pueden encontrar en los procesos biotecnológicos es el bajo costo de
implementación del uso de tecnología biológicas con la implementación
semiautomática de elementos mecánicos/eléctricos que permite la
optimización de los recursos de operación, impactando al medio ambiente a
corto plazo, estos beneficios se ven reflejados cuando se utilizan los métodos
químicos.
Por otro lado, dentro de los métodos biológicos se encuentran los desarrollados
por los seres vivos, tal es el caso de los compuestos que producen las
bacterias, hongos, y plantas que presentan una acción benéfica al ambiente.
Estos organismos muestran una capacidad de producción enzimática que
puede tener aplicación e impacto en el ambiente, debido a que éstas ayudan a
degradar compuestos orgánicos con características contaminantes y que se
generan en diversas industrias. Un claro ejemplo sobre la producción
enzimática son los hongos lignocelulósicos, este tipo de organismos tienen la
capacidad de sintetizar enzimas, tales como: lignoperoxidasas, xilanasa y
celulosas, las cuales son utilizadas en industrias del biopulpeo de la madera,
en la textil para la decoloración de pigmentos y la papelera para el blanqueo del
papel (Martínez-Anaya, alcázar-López, Dantán-González, & Folch-Mallol, 2008;
Márquez-Ortega, 2004). Lo anterior, se debe a que en los vegetales, están
presentes polímeros como la celulosa, hemicelulosa y la lignina; este último,
puede obstaculizar la hidrolisis de las fibras celulósicas, por lo que puede ser
biotransformada mediante hongos de la pudrición blanca, los cuales tienen la
capacidad de degradar a la lignina para dejar expuesta a la celulosa que es el
residuo blanquecino observado después de terminado el proceso (Higuchi,
1990). Una vez expuesta la celulosa, la cual se encuentra en una mayor
proporción en las fibras vegetales que son cadenas poliméricas, se pueden
hidrolizar para liberar unidades de glucosa; asociadas a estas fibras celulósicas
hay hemicelulosas que son polímeros de azúcares distintos a la glucosa, es
decir, básicamente contienen xilosas y manosas (Eyzaguirre, 2000). La
hidrolisis de estos dos polímeros depende de la estructura que forma parte de

los monómeros que las conforman y del tipo de enlace entre estos (Hadar ,
Kerem , Gorodecki , & Ardon , 1992). En la naturaleza, el deterioro (pudrición)
de los materiales celulósicos es causado por la actividad metabólica de un
número limitado de bacterias y hongos. Estos organismos producen enzimas
necesarias para utilizarlas en la degradación de la celulosa es abundante en la
tierra, por ello es considerada una fuente rica de carbono y energía con un bajo
costo (Béguin & Aubert, 1994).
Se han identificado dos grupos de organismo con capacidades celulolíticas. El
primer grupo lo representan microorganismos anaerobios, los cuales son
bacterias y hongos que habitan en las aguas residuales, y rumen y tracto
intestinal de los animales herbívoros (Cazemier, y otros, 2003). En este grupo
se encuentran los géneros Clostridium y Ruminococcus, así como algunos
hongos como: Anaeromyces mucronatus, Caecomyces communis, Cyllamyces
aberencis, Neocallimastix frontalis, Orpinomyces sp., y Piromyces sp. (Dien,
Hespell, Wyckoff, & Both, 1998; Teunissen & Op den Camp, 1993). El
siguiente grupo está conformado por especies aeróbicas que habitan en suelos
boscosos, como las bacterias Cellulomonas ( Elberson, y otros, 2000) y
Streptomyces (Alani, Anderson, & Moo-Young, 2008), y los hongos
basidiomicetos responsables de la degradación o pudrición de la madera, como
la familia Polyporaceae, tales es el caso de Panus, Polyporus, Pycnoporus y
Trametes ( Baldrian & Valaskova, 2008; Martínez, y otros, 2005). En la
actualidad, el hongo ascomiceto Trichoderma reesei se ha utilizado en la
industria de los alimentos, humana, animal, farmacéutica, textil, papel y la
pulpa, y en la energética, debido a que se han aislado y estudiado ampliamente
celulasas y xilanasas, por su potencia para la degradación de la celulosa (
Druzhinina, Schmoll, Seiboth, & Kubcek, 2006; Esposito & da Silva, 1998;
Nevalainen, Suominen, & Taimisto, 1994).
Por otra parte, el mundo empresarial y su constante búsqueda de la
sustentabilidad ha llevado a generar estudios sistemáticos (Kumar, Singh, &
Singh, 2008), en los cuales se permita el desarrollo de procesos que
incrementen el éxito de reúso de los productos industrializados afirmando el
uso adecuado del reciclaje, en el que no se vea afectado al hombre y su
ambiente. Por esto mismo, se debe coordinar y plasmar en diferentes
metodologías la fabricación e innovación, así como la cultura del reciclaje de
algunos materiales, tal es el caso del envase multicapa. Hoy día, se han
utilizado métodos para la recuperación de los componentes del envase
multicapa, el más utilizado es el mecánico, el cual presenta altos costos de
operación y mantenimiento, de tecnologías sofisticadas, que generan una
recuperación del capital a largo plazo pero sin la optimización de los recursos.
Otro método utilizado es la pirolisis, con este se recupera el aluminio con una
alta pureza mediante la aplicación de elevadas temperaturas, pero el
inconveniente es la generación de cantidades considerables de humos por la

combustión realizada en presencia del cartón y el polietileno del envase, por lo
que este tendría efectos adversos en el medio ambiente y un impacto severo
en el ser humano.
Por lo anterior, se puede mencionar que poco se ha hecho en el área de la
degradación del papel multicapa por medio de procesos industriales biológicos
que permita el tratamiento de celulosa de la industria papelera. Es por ello, que
se recomienda utilizar este método que consiste en la aplicación de cuerpos
enzimáticos para la degradación de la celulosa presente en el envase
multicapa, así como la recuperación y lavado del polietileno y aluminio para su
reciclaje, sin tener que aplicar los métodos convencionales antes mencionados
de la pirolisis, entre otros, que realizan la quema de la celulosa presente en el
cartón del envase para, formar y recuperar los componentes restantes de la
celulosa, parte de la manufactura industrial del papel multicapa mediante la
utilización de la las enzimas producidas por algunos de los organismos antes
mencionados. Finalmente, se busca la optimización de los recursos para
generar un proceso de bajo costo de operación, amigable al ambiente y donde
se recuperen los materiales para su reciclaje.
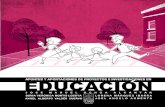
Estructura de manufactura industrial del papel multicapa.
Características de construcción del producto a degradar, llamado papel
multicapa, compuesto por 6 capas, mismas que por el método biotecnológico
ya mencionado se pretende la libre separación de sus elementos que
compone su estructura manufacturera de capas de polietileno, aluminio, y
cartón. Este método biotecnológico se desarrolla por medio del conocimiento
de su construcción manufacturero del compuesto del papel te-trabirk (ver
figura 1) que consiste en una laminación de varios substratos o películas, que
laminan y pegan entre papel adhesivo, cartón, polietileno y aluminio, que al
adherirlas con pegamento o algún tipo de resina se conforma como una sola
película.

Fuente propia: personalización de la Figura 1 Figura 2. Estructura del producto a degradar
La construcción de la estructura de sus materiales del producto multicapa y
su impacto ambiental en la región, lleva al origen de este estudio con previo
conocimiento de la desmaterialización de los productos que se pueden reciclar
para su reúso. Que consiste en la separación de adentro hacia fuera o de
afuera hacia adentro, Las capas son las siguientes, (ver figura 1) Primera capa
que es de polietileno, que se mantiene en contacto con el producto envasado,
parte de este producto puede resultar benéfico para la podredumbre blanca,
necesaria para la aplicación de los hongos lignócelulosicos , segunda capa
polietileno que optimiza la adhesión del aluminio. Degradación de la séptima
capa no considerada ni cuantificada en el proceso de producción (ver figura 2),
denominado, adhesivo o resina considerado producto químico, degradable en
su totalidad por el método aplicado a este estudio, Tercera capa que es el
aluminio liberado en forma inmediata natural al proceso aplicado, cuarta capa
polietileno que permite la adhesión entre el cartón y la capa de aluminio, esta
de igual manera se separa libremente, quinta capa; cartón que le da forma,
estabilidad y rigidez al envase capa que se degrade por el método enzimático
considerando la modificación de pigmentación adhesiva al cartón, Sexta y
última capa de Polietileno, que impermeabiliza, el envase y lo protege de la
humedad atmosférica , esta última capa a dado la razón de estudio de este
producto que impacta severamente la sustentabilidad del suelo en la
contaminación que de este producto origina por su constitución de fabricación
ya mencionado en las líneas anteriores.
OBJETIVO GENERAL
Realizar el proceso biológico para la degradación del cartón presente en los
envases flexibles multicapa por medio de enzimas producidas por hongos
lignócelulosicos y realizar la evaluación cuantitativa de los procesos para su
escalamiento. Considerando como segundo método la limpieza general de los
elementos rescatados para su reúso industrial, por medio, de un sistema semi
automático denominado MES-AC.

OBJETIVOS ESPECÍFICOS
Aplicar el proceso de reducción de tamaño de partícula y separación de los
componentes del envase multicapa mediante un elemento mecánico,
denominado MES-AC.
Desarrollar la cuantificación de los azucares reductores y totales para el
tratamiento del envase con enzimas comerciales.
Realizar la propagación y conservación de las cepas de hongos para el cultivo
en sólido.
Desarrollar el tratamiento del envase multicapa y el hongo por medio de cultivo
en sólido.
Medir los parámetros de azucares totales y reductores para el cultivo en sólido.
Realizar la separación de aluminio y polietileno a través de tratamiento térmico.
Evaluación cuantitativa del proceso de degradación para su escalamiento.
Diseñar un modelo semiautomático para la limpieza de los componentes del
producto a degradar, denominado Prototipo semiautomático MES-AC

JUSTIFICACIÓN Y METODOLOGÍA
El estudio se desarrolla con un proceso biológico natural de implementación
por medio del conocimiento de la biotecnología en la degradación de la
celulosa presente en el cartón de los envases multicapa a través de la
utilización de celulosas producidas por hongos lignócelulosicos, se podrá
aprovechar cada uno de los componentes para su reúso o reciclaje, debido a
que se proporcionan nuevas formas de tratar a los materiales con la finalidad
de tener un sustento ecológico en función del desarrollo sustentable. Este
proceso se lleva a cabo por medio de la separación mecánica de los
componentes para exponer las fibras celulósicas donde actuaran con
posterioridad las enzimas para la degradación de la celulosa y así tener la
recuperación de los materiales con una pureza mayor, por un lado y por el otro,
los productos derivados de la degradación de la celulosa, permite un proceso
eficiente, repercutiendo en la disminución de costos de operación de los
métodos convencionales utilizados en la industria. La finalidad de este método
es la separación de estos componentes en una forma semiautomática limpia y
rápida logrando una eficiencia de reúso y/o reciclaje de los residuos, a un
menor costo; además, se obtiene con mayor rapidez la separación de los
componentes presentes en los envases flexibles multicapa en comparación con
otros métodos ya existentes en la industria. No considerando la sustentabilidad
en esos procesos, tal es el caso, de la pirolisis, que en su proceso requiere de
un gran gasto de energéticos y en los métodos mezclado de orgánicos se
necesita un porcentaje considerable de desgaste de recursos para la
separación de estos componentes multicapa, la propuesta en este trabajo es la
implementación de la biotecnología por medio del tratado mecánico y biológico
mediante hongos lignócelulosicos.
El método propuesto para este trabajo requiere como primera fase, el
tratamiento del producto a degradar por un tratamiento mecánico el cual se
realiza para obtener una reducción de partículas del envase multicapa,
seguido de una separación de la celulosa y los demás componentes por medio
de golpeteo de agua con un movimiento radial, axial y tangencial a 180ºC. Una
vez separadas las fibras celulósicas del polietileno y aluminio, se lleva a cabo
un tratamiento enzimático a las fibras con celulosas para la degradación de la
ya semi-tratada celulosa y para concluir su limpieza de los componentes para
su rescate en función de su reúso y reciclaje industrial.
En este proceso se cuantifica todos los azucares y los reductores para
valorar la eficiencia del proceso de conversión de la celulosa en monosacáridos
y por otro lado, el polietileno y aluminio se separan mediante un proceso
térmico, que por punto de fusión se recuperará para su reutilización. La
metodología aplicada en este trabajo se basa en el método enzimática

(Higuchi, 1990), así como en el mezcla y agitación de fluidos como el agua, con
patrones de flujo turbulento en turbina de flujo radial en tanques de mezclados
(Oldshue, 1983); Además de un tratamiento térmico a bajas temperaturas, con
el cual hay una reducción de oxígeno, no existe una ruptura molecular al no
suceder alguna reacción química, que al condensarse estos sólidos, se
generan líquidos o sólidos pastosos (Nakasima, Velazquez , & Ojeda, 2011).
RESULTADOS ESPERADOS A CORTO Y MEDIANO PLAZO
Dentro del presente trabajo se pretende obtener los siguientes resultados:
Diseño y estandarización de la metodología para la degradación de la
celulosa presente en el envase multicapa por medio de enzimas
celulosas comerciales.
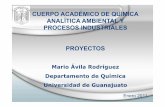
Diseño y construcción de la maquina semiautomática MES-AC
separadora de componentes del envase multicapa. (Prototipo)
Implementación del proceso térmico para la separación del polietileno y
el aluminio.
Implementación de la metodología para la producción de celulosas del
hongo para la degradación de residuo celuloso presente en el cartón del
multicapa.
Proceso semi-automatizado para la separación de los elementos del
producto multicapa para el reúso y reciclaje de estos componentes
Figura 3 Diseño frontal del prototipo de la maquina ms-ac Consta de tolva, aspas, motor de 2 H. , válvula de arranque y control semiautomático , eléctrico, tina con
perforaciones para el centrifugado de la celulosa.

FIGURA NO. 4 modelo conceptual de movimiento en la tolva y tina de lavado del producto a degradar.
INFRAESTRUCTURA DISPONIBLE PARA LA REALIZACIÓN DEL PROYECTO EN LA IES DE ADSCRIPCIÓN DEL O LOS CA
El TESCHI posee dos laboratorios de química equipados para el desarrollo de
los procesos de separación y/o degradación indicados en la metodología por
degradación biológica enzimática de este estudio.
Además se cuenta con tres laboratorios de Informática, que cuenta con
software especializado para el diseño industrial de la Maquina Semiautomática
Centrifuga (MES-AC).
Aunado a ello se cuenta con un laboratorio de Ingeniería industrial, que tiene
en su haber 3 tornos industriales, una fresadora, y un CNC. Para la fabricación
de los elementos del sistema de la maquina MES-AC. Con equipo de
soldadura.

CRONOGRAMA DE ACTIVIDADES DEL PROYECTO

PRESUPUESTO SOLICITADO PARA LA REALIZACIÓN DEL PROYECTO; DIFERIDO PARA VEINTICUATROS MESES DURACIÓN DEL CICLO DE VIDA DEL PROYECTO.
Gastos de tecnología de punta
Equipamiento Se cuenta con el
Tecnología Informática Se cuenta con el
Tecnología Mecánica Se cuenta con el
Biotecnología Se adquiere por cultivos en IES de otros CA
Gastos directos
Compra de equipamiento menor a) Mecánico/eléctrico
$15,300.00
Compra de equipamiento menor Biotecnología/ comercial
$113,000.00
Compra de Cultivos Biotecnológicos. $22,000.00
Costo de mano de obra interna y externa al TESCHI (Técnico industrial, eléctrico /mecánico) Alumnos.
No aplica
Reactivos de laboratorio $54,500.00
Materiales de Laboratorio $65,000.00
Costo elementos del sistema MS-AC $83,000.00
Investigadores Titulares No aplica
Costo de Investigadores Técnicos colaborativos de otros CA
No aplica
Estancias de investigadores No aplica
Costo de Publicaciones y Asistencia a Congresos resultado de éste Proyecto de Investigación
$63,000.00
Gastos indirectos
Luz, agua, teléfono, No aplica
Maquila de procesos de producción del prototipo
No aplica
Papelería $10,000.00
Costo de alimentos de los colaboradores.
No aplica
Valor total del proyecto $427,800.00
Tabla 1 de presupuesto requerido

REFERENCIAS BIBLIOGRAFICAS
Baldrian, P., & Valaskova, V. (2008). radation of cellulose by basidiomycetous
fungi. EMS Microbiol Rev., 1574-6976.
Druzhinina, I. S., Schmoll, M., Seiboth, B., & Kubcek, C. P. (2006). Global
carbon utilization profiles of wild-type, mutant, and transformant strains of
Hypocrea jecorina. Appl Environ Microbiol, 126-2133.
Elberson, M., Malekzadeh, F., Yazdi, M., Kameranp, N., Noori-Daloii, M., Matte,
M., . . . Sowers, K. (2000). Cellulomonas persica sp. nov. and
Cellulomona tiranensis nov., mesophilic cellulose-degrading bacteria
isolated from forest soils. nt J Syst Evol Microbiol, 993-996.
Esposito, E., & da Silva, M. (1998). matics and environment alpplication of the
genus Tricoderma. Crit Rev Microbiol, 89-98.
Alani, F., Anderson, W., & Moo-Young, M. (2008). New isolate ofStreptomyces
sp. w ith novel thermoalkalotolerant cellulase. Biotechnol Letters, 123-
126.
Béguin, P., & Aubert, J. P. (1994). he biological degradation of cellulose. FEMS
Microbiol Rev. , 25-58.
Cazemier, A. E., Verdoes, J. C., Reubsaet, F. A., Hanstein, J. H., van der Drift,
C., & Op den Camp, H. J. (2003). Promicromonospora pachnodae sp.
nov., a member of the (hemi)cellulolytic hindgut flora of larvae of the
scarab beetle Pachnoda marginata. Antonie Van Leeuwenhoek. , 135-
148.
Dien, B. S., Hespell, R. B., Wyckoff, H. A., & Both, R. J. (1998). Fermentation of
hexose and pentose sugars using a novel ethanologenic. nzyme Microb
Technology, 366-371.
Eyzaguirre, J. (2000). Lignocellulose biodegradation. Enzyme structure and
function. Redes internacionales. Contaminación Ambiental, 37-45.
Hadar , Y., Kerem , Z., Gorodecki , B., & Ardon , O. (1992). Utilization of
lignocellulosic waste by the edible mushroom, Pleurotus. Biodegradation,
189-205.
Higuchi, T. (1990). Lignin biochemistry: biosynthesis and biodegradation. Wood
Sci. Technol., 23-63.

Kumar, R., Singh, S., & Singh, O. V. (2008). Bioconversion of lignocellulosic
biomass: Biochemical and molecular perspectives. Journal of Ind
Microbiol Biotechnol, 377-391.
Márquez-Ortega, A. E. (20 de 03 de 2004). Determinación de patrones de
inducción de lacasas en Trametes sp. Tesis de Especialidad en
Biotecnología. México, D.F., México: Universidad Autónoma
Metropolitana.
Martínez, A. T., Speranza, M., Ruiz-Dueñas, J. F., Ferreira, P., Camarero, S.,
Guillén, F., . . . Del Rio, J. C. (2005). odegradation of lignocellulosics:
microbial, chemical, and enzymatic aspects of the fungal attack of lignin.
Int Microbiol, 195-204.
Martínez-Anaya, C., alcázar-López, E., Dantán-González, E., & Folch-Mallol, J.
L. (2008). Celulasas fúngicas: Aspectos biológicos y aplicacionesen la
industria energética. Revista Lationoamericana de Microbiología, 119-
131.
Nakasima, M. O., Velazquez , N., & Ojeda, S. (2011). tecnología para el
tratamiento de rsiduos sólidos orgánicos del sector residencial y su
aprovechamiento como fuente de energía. Hacia la sustentabilidad: Los
sólidos como fuente de energía y materia prima, 535-542.
Nevalainen, H., Suominen, P., & Taimisto, K. (1994). On the safety of
Trichoderma reesei. J Biotechnol, 193-200.
Oldshue, J. Y. (1983). Fluid Mixing Technology, Chemical Engineering. New
York: Mc Graw Hill.
Teunissen, M. J., & Op den Camp, H. J. (1993). Anaerobic fungi and their
cellulolytic and xylanolytic enzymes. Antoine Van Leeuwenhoek , 63-73.
Top Related