







Idiomas
Páginas
Jurídico


7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 1/12
“DETERMINACIÓN DE ESFUERZOS RESIDUALES EN LA SOLDADURAG.M.A.W. DE PLANCHAS DE 6 mm DE ESPESOR DE ACERO ASTM A-131-
82-B.”
Carlos Matus ParraArsenal Naval Talcahuano, Armada de Chile.
RESUMEN:
El objetivo general de este estudio fue determinar los esfuerzos residuales en soldadura
GAS METAL ARC WELDING (GMAW) en plancha de 6 mm de espesor de acero ASTM
A-131-82-B ( Acero casco de Buque).
Para esto, se construyó un modelo de elementos finitos tridimensional con el programaSAMCEF, utilizando sus módulos de transferencia de calor MECANO THERMAL y de
análisis no-lineal de estructuras MECANO STRUCTURE.
La simulación se desarrolló en 2 etapas. La primera etapa fue el análisis térmico en la
segunda etapa fue el análisis de esfuerzos y deformaciones. Al final del enfriamiento se
obtuvieron los esfuerzos y deformaciones residuales.
El análisis mecánico permitió cuantificar los esfuerzos residuales. Además, la evolución
durante el proceso de los esfuerzos fue representada en forma gráfica, la que concuerda
con la teoría de Masubuchi.
Como conclusión final, se tiene que los resultados del sencillo modelo de elementos finitospropuesto, son similares a aquellas provenientes de aplicar la teoría de Masubuchi, y
pueden servir de apoyo para futuras mitigaciones.
ABSTRACT
The general aim of this study was to determine residual stresses on G.M.A.W. on 6 mm
thickness plates made of ASTM A -131 – 82 – B steel (ship hull steel).
For the above mentioned, a 3-D finite elements model was constructed via the SAMCEF
program, using its MECANO THERMAL transfer and MECANO STRUCTURE non-lineal analysis modules.
The simulation was carried out in two stages. The first stage was the thermal analysis ,the
second stage was the analysis of stresses and strains. At the end of cooling residual stresses
and strains were obtained.
The mechanical analysis allowed to quantify residual stresses. Furthermore, the evolution
taking place during the stress process was graphically displayed. which agrees with the
Masubuchi theory.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 2/12
Concluding, the results of the simple finite elements model proposed are similar to those
originating from the application of the Masubuchi theory, and can serve as a support for
future mitigations.
1. INTRODUCCIÓN
Por muchos años, el transporte marítimo ha sido el principal medio de entrega de carga en
el mundo, lo cual ha significado un gran desarrollo de la industria de la Construcción
Naval.
Dentro del proceso de construcción naval, la soldadura puede llegar a ser tremendamente
importante en la ruta crítica de término del trabajo (BRUCE, OKUMOTO). Así, defectos
como grietas y deformaciones pueden atrasar todo el ciclo productivo.
Los esfuerzos residuales en la soldadura y las deformaciones son fenómenos estrechamente
ligados. Durante el calentamiento y posterior enfriamiento, se generan fuerzas térmicas en
la zona soldada y en la zona adyacente. Estas fuerzas, según su intensidad, pueden producirla deformación plástica del metal. Los esfuerzos resultantes de estas fuerzas combinadas y
de fuerzas internas son la causa de las distorsiones en la soldadura (MASUBUCHI). Un
paso muy importante para la resolución de cualquier tipo de problema de deformación y
esfuerzo en las aplicaciones de soldadura, consiste en encontrar la solución más apropiada
para la distribución de la temperatura.
Este trabajo, que es un estudio para la industria de la Construcción Naval, tiene los
siguientes objetivos, a través del uso del método AEF, simular la transferencia de calor
durante el proceso de soldadura a tope de dos placas, determinar los esfuerzos producto de
la distribución de temperatura durante el proceso de soldadura, la distribución de esfuerzos
residuales una vez concluido el enfriamiento y simular los parámetros geométricos de
distorsión luego del proceso de soldadura.
2. ANTECEDENTES.
La Fig. 1 entrega una representación de la temperatura y las distribuciones de esfuerzos
longitudinales a la plancha que se producen durante una soldadura. En este ejemplo se
analiza un caso simple de soldadura sobre placa. El arco de soldadura se mueve a lo largo
del eje x con una velocidad v .
Más allá de la fuente de calor, la temperatura es constante y el esfuerzo es igual a cero en
todos los puntos. Moviéndose en la dirección negativa del eje x , se alcanza el punto enque la temperatura comienza a aumentar. Los puntos adyacentes a la línea de soldadura
comienzan a experimentar compresión en la dirección longitudinal.
El cambio de grado de esfuerzo es proporcional a la gradiente de temperatura más allá de
la fuente y es causado por el punto de deformación yσ que cambia con la temperatura.
Como se sabe, a temperaturas elevadas, el material comienza a ablandarse. Sobre cierta
temperatura (para el acero, la temperatura de ablandamiento es de ≈ 600°C), el material
alcanza la etapa en la que yσ es casi cero y, por lo tanto, los puntos adyacentes a la línea
central alcanzan la temperatura de ablandamiento y el esfuerzo longitudinal asciende a un
valor cero.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 3/12
Los esfuerzos en las regiones a una corta distancia del arco son por compresión, porque la
expansión de estas áreas está limitada por el metal circundante en donde la temperatura es
más baja. Sin embargo, los esfuerzos en las áreas más alejadas del arco son de tracción y
están equilibrados por esfuerzos por compresión en las áreas cercanas a la soldadura.
Un poco más allá, a cierta distancia detrás del arco de soldadura, la temperatura disminuye
suficientemente como para que el material se ponga lo necesariamente rígido para resistirla deformación provocada por el cambio de temperatura. Debido al enfriamiento, las áreas
adyacentes a la soldadura se contraen y provocan esfuerzos de tracción.
Después de un cierto tiempo, disminuye el cambio de temperatura debido a la soldadura.
Cerca de ésta, se producen esfuerzos longitudinales altamente traccionales (generalmente
hasta el esfuerzo de deformación). En las regiones más alejadas de la soldadura, existen
esfuerzos por compresión.
Fig. 1: Representación de los cambios de temperatura y esfuerzodurante la soldadura; a) esquema del proceso de soldadura; b)
distribución de temperatura sobre la placa ;c) distribución del esfuerzolongitudinal sobre la placa; (MASUBUCHI).
3. PROCEDIMIENTOS.
A continuación se describen las principales características y propiedades del Metal Base,
el proceso que utilizado para soldar la plancha de Acero Casco de Buque, el programa de
modelación empleado.
3.1 Metal Base.
∆ 00
∆ 0
σσ
σ
σ
σ
7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 4/12
λ
ρ
ρλ
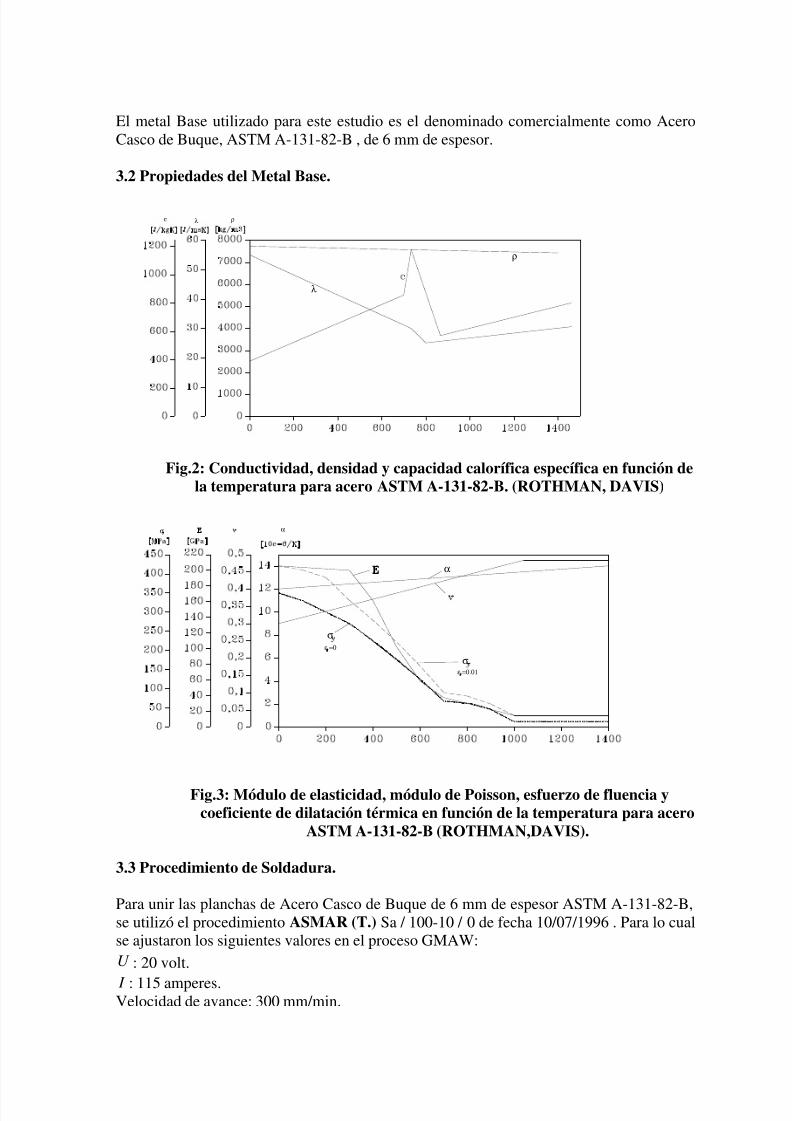
El metal Base utilizado para este estudio es el denominado comercialmente como Acero
Casco de Buque, ASTM A-131-82-B , de 6 mm de espesor.
3.2 Propiedades del Metal Base.
Fig.2: Conductividad, densidad y capacidad calorífica específica en función dela temperatura para acero ASTM A-131-82-B. (ROTHMAN, DAVIS)
Fig.3: Módulo de elasticidad, módulo de Poisson, esfuerzo de fluencia ycoeficiente de dilatación térmica en función de la temperatura para acero
ASTM A-131-82-B (ROTHMAN,DAVIS).
3.3 Procedimiento de Soldadura.
Para unir las planchas de Acero Casco de Buque de 6 mm de espesor ASTM A-131-82-B,
se utilizó el procedimiento ASMAR (T.) Sa / 100-10 / 0 de fecha 10/07/1996 . Para lo cual
se ajustaron los siguientes valores en el proceso GMAW:
U : 20 volt.
I : 115 amperes.Velocidad de avance: 300 mm/min.
ασ
α
σ
σ
ε =0
ε =0.01

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 5/12
3.4 Modelación.
Para realizar este trabajo de simulación se montaron las probetas de 500 mm de ancho por
1000 mm de largo correspondiente a planchas de acero casco de buque.
La simulación se desarrolló en 2 etapas. La primera etapa es el análisis térmico, cuyo
objetivo es resolver el problema de transferencia de calor entre el material de aporte y el
material base, además de la transferencia de calor con el ambiente. Como resultado se
obtienen las temperaturas durante todo el proceso de soldadura y el enfriamiento de las
planchas soldadas.
La segunda etapa de la simulación es el análisis de esfuerzos y deformaciones. Este se
desarrolla también durante todo el proceso de soldadura y enfriamiento. En esta etapa , seimponen las temperaturas calculadas en la etapa anterior. Estas producen dilatación en el
material, generando esfuerzos. La ley de comportamiento del material considera su
deformación en el rango elástico y plástico, con propiedades que varían con la temperatura.
Por lo tanto, al final del enfriamiento se obtienen los esfuerzos y deformaciones residuales.
3.5 Análisis Térmico.
Se construyó un modelo de elementos finitos de tipo hexaedral de primer orden en el
programa SAMCEF BACON. El análisis térmico se desarrolló en el módulo de análisis
térmico SAMCEF MECANO THERMAL. El análisis es transiente, con el dominio tiempo
discretizado en una serie de intervalos sucesivos. El sistema de ecuaciones es resuelto
usando un esquema de Newton- Raphson.
3.6 Unión Térmica.
El aporte de material se simuló mediante la activación de los elementos que representan los
cordones de soldadura en el instante en que superan un umbral de temperatura, que se fijó
en 700°C. Esto significa que para instantes anteriores al aporte del material estos elementosno participan de la simulación porque no transmiten calor a los elementos adyacentes.
Cuando se impone un flujo de calor sobre los elementos de los cordones de soldadura éstos
se activan y transfieren calor. El primer cordón transfiere calor al material base y a loselementos del mismo cordón que ya han sido activados, mientras que el segundo cordón lo
hace al material base y a los elementos activados del primer y segundo cordón.
3.7 Condiciones de Borde y simetría.
Se impuso la condición de simetría sobre las caras de elementos que se encuentran en el
plano Z, cuya normal es el eje Z. Esto equivale a imponer la condición de flujo de calor
nulo a través de estas caras.
El aporte de energía es simulado mediante la aplicación de un flujo de calor a los
elementos que se encuentran en la zona de aporte de material.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 6/12
Se simuló el avance del electrodo mediante la imposición de funciones desfasadas de flujo
de calor en grupos de elementos a lo largo de los cordones de soldadura.
La magnitud del flujo de calor está dada por la potencia eléctrica, considerando la
eficiencia de la transferencia de calor entre el electrodo y el material base,η :
como :UI Q η = ( 1 )
donde [ ]W Q es la entrada neta de calor ; η es el coeficiente de eficiencia del arco; [ ]V U es
el voltaje del arco ; e [ ] A I es la corriente.
Los valores considerados para la simulación fueron:
U : 20 [ ]V .
I : 115 [ ] A .
η : 0,85
Se impuso una condición de borde de convección en las caras superior e inferior de la
plancha de material base, para simular la convección natural con el aire. Se definió un
coeficiente de transferencia de calor por convección, h , de 30112 −−−
K s jm . De esta forma,
la densidad de flujo de calor, q , transferido al ambiente está dada por:
( )0T T q sc −=α ( 2 )
donde : q es la densidad de flujo de calor2−
Wm
cα es el coeficiente de transferencia de calor por convección [
112 −−−K s jm ]
sT es la temperatura de la plancha [°C]
0T es la temperatura del aire [°C]
Se impuso una temperatura del aire constante a 25°C. Se definió una temperatura inicial dela plancha de 25°C.
3.8 Análisis de esfuerzos y deformaciones.
La discretización por elementos finitos para el análisis mecánico (de esfuerzos y
deformaciones) es el mismo empleado para el análisis térmico. El análisis mecánico se
desarrolló en el módulo de análisis SAMCEF MECANO STRUCTURE.
Para la ley constitutiva del material se consideró endurecimiento isotrópico lineal entre el
valor del esfuerzo de fluencia sin deformación plástica )01,0( =PY ε σ y un esfuerzo de
ruptura igual a 1,4 veces el esfuerzo de fluencia a cada temperatura, para una deformaciónde Green-Lagrange de 0,25. El criterio de fluencia empleado es Von Mises. Para ayudar a
la convergencia del modelo se impuso un comportamiento perfectamente plástico más allá
de un 25% de deformación.
4. DESARROLLO.
A continuación se exponen los resultados que se obtuvieron de la modelación térmica, de
la modelación de esfuerzos residuales.
4.1 Resultados de la modelación térmica.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 7/12
Para la distribución de temperaturas obtenida de la modelación térmica primero se presenta
el efecto del primer cordón de soldadura para un tiempo de 38 s (Fig. 4) en donde se
observa la transferencia de calor desde el material de aporte al material base, también se
aprecia que la técnica de modelación de la unión térmica simula correctamente la
transferencia de calor durante la aplicación del primer cordón de soldadura. En este
instante de la simulación, los elementos del segundo cordón de soldadura no estánactivados, ya que este cordón no ha sido aplicado, y por lo tanto mantienen su temperatura
inicial de 25°C.
En esta simulación se alcanzan temperaturas máximas del orden de 3800°C, (Fig. 4). Cabe
señalar que la isoterma de 700ºC está completamente contenida dentro del dominio de
simulación. Por lo tanto, se cumple con el criterio para definir el tamaño mínimo del
dominio de simulación propuesto por PILIPENKO el cual indica que para el efecto de la
modelación y simulación la isoterma de 700ºC debe estar contenida en el modelo
propuesto.
Fig. 4: Efecto instantáneo del primer cordón de soldadura (38 s).
La modelación también abarco el segundo cordón de soldadura. La Fig. 5 para un tiempo
de 170 s muestra una sección durante el aporte de calor de este segundo cordón de
soldadura y se aprecia la transferencia de calor desde el segundo cordón a la plancha y al
primer cordón.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 8/12
Fig.5: Modelación del segundo cordón de soldadura (172 s).
4.2. Resultados de la modelación de esfuerzos.
En esta sección primero se modeló los desplazamientos verticales que sufrió la plancha y
después los esfuerzos.
Los resultados de la modelación de los desplazamientos verticales se presentan en forma
gráfica. Los valores del desplazamiento vertical máximo modelado cuantifican la
distorsión durante todo el proceso de soldadura y nos entrega un valor final.
En la modelación al comienzo de la primera pasada de soldadura se producen
desplazamientos negativos, cuya magnitud máxima alcanza 0,3 mm (Fig. 6). Durante la
primera pasada estos desplazamientos se tornan positivos, alcanzando un valor de 4,8 mm
al final de ésta.
Fig.6: Desplazamientos verticales producto de la primera pasada.
Durante el enfriamiento para un tiempo de 130 s, los desplazamientos verticales entre
pasadas aumentan hasta 5,7 mm (Fig.7). El máximo desplazamiento se produce al

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 9/12
comienzo de la segunda pasada, con 5,9 mm (Fig.8). Al final de ésta, el desplazamiento
vertical máximo ha disminuido a 3,1 mm para un tiempo de 140 s.
Fig.7: Desplazamiento vertical durante el enfriamiento ha aumentado hasta en 5.7mm (130 s).
Fig.8: Desplazamiento máximo de 5.9 mm al comienzo de la segunda pasada (140 s).
4.3 Modelación de los Esfuerzos.
En esta sección se muestra una representación del estado de esfuerzos durante el proceso
de soldadura. Las flechas de las figuras representan la dirección y magnitud de los
esfuerzos principales. En rojo se muestran esfuerzos principales de tracción y en azul de
compresión.
En la Fig. 9 se representa, para un tiempo de 50 s, la estela de esfuerzos en compresión
(según la dirección longitudinal) que deja el paso del electrodo.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 10/12
Fig.9 : Esfuerzos de compresión, tracción (50 s).
En la Fig. 10, que corresponde al final de la simulación para un tiempo de 701 s, se aprecia
el efecto del aporte de material previo a la soldadura . Al centro de la plancha se distingue
una zona en que el estado de esfuerzos no es afectado por los pinchazos. En esta zona los
esfuerzos son representativos del proceso de soldadura descrito por MASUBUCHI.
Fig.10: Final de la simulación, se observan la zona de esfuerzos representativos y elefecto de los pinchazos (701 s).
5. DISCUSIÓN.
En la presente discusión se analizará el resultado de la modelación .
En la simulación que se desarrolló anteriormente las condiciones fueron ideales
apareciendo dificultades en el desarrollo práctico.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 11/12
En la simulación, el volumen ocupado para la primera pasada se asumió igual al de la
segunda pasada .
Otra consideración que no se observa en el desarrollo de la tesis es la cantidad de tiempo
que tomó cada simulación para procesar toda la información y obtener los valores. El
tiempo promedio para desarrollar cada método fue de aproximadamente 4 días con un
permanente control del proceso para reiniciar los equipos e ir verificando los datos,proceso que se realizó en los laboratorios de la Universidad de Concepción.
Con respecto al modelo desarrollado como se mencionó anteriormente se coincide en que
los valores máximos como tendencia son cercanos al cordón de soldadura.
La deformación máxima no se pudo medir en los laboratorios disponibles y es otro punto
que aleja la modelación de la práctica . En efecto la experiencia sí nos arrojo la tendencia
del modelo desarrollado y que además es concordante con la bibliografía.
En general el modelo nos entregó una cercana aproximación a las mediciones
experimentales y concordantes la literatura disponible.
6. CONCLUSIONES.
1. El estudio cumplió con los objetivos definidos en esta investigación y el verdadero
alcance que se propuso, el cual era la aplicación práctica de los métodos GMAWen la industria de la Construcción Naval y sugerir nuevos cursos de acción.
2. Se sugiere mantener las proporciones de los datos obtenidos en la modelación. Las
aproximaciones realizadas son reproducibles sólo bajo condiciones ideales.
3. La simulación de la transferencia de calor permite considerar correctamente el
aporte de material, empleando la técnica de unión térmica y mecánica basada en un
umbral de temperatura.
4. La modelación del análisis mecánico permitió cuantificar los esfuerzos residuales
producto del proceso de soldadura. Además, la evolución durante el proceso de los
esfuerzos fue representada en forma gráfica.
5. En la modelación los problemas de flujo de calor para las aplicaciones de soldadura
son linealizables y simplificables sin una pérdida notoria de precisión.
6. El modelo arrojó que el comportamiento del material durante la deformación es
altamente no lineal.
7. En los modelos mecánicos el número de variables y ecuaciones pertinentes es
notoriamente superior a aquéllas del análisis de flujo de calor, incluso un modelo3D altamente avanzado es solamente una aproximación del proceso de
deformación.
8. Con el modelo es posible comprobar que el material inicialmente sometido a
esfuerzos, y que cuando se calienta hasta la temperatura de ablandamiento pierde su
historial de esfuerzos.
9. El patrón de deformación de la distorsión rotacional durante la soldadura depende
de la relación entre la longitud de la soldadura y la longitud de la isoterma de
ablandamiento del material.

7/18/2019 13_DETERMINACION
http://slidepdf.com/reader/full/13determinacion 12/12
AGRADECIMIENTOS.
Armada de Chile, Astilleros y Maestranza de la Armada (ASMAR), INDURA S.A,Universidad de Concepción.
BIBLIOGRAFÍA.
1. Bruce, G. J., (1990) “Towards a Practical Means of Predicting WeldDistortion”, Journal of Ship Production (Vol. 17 Ej.2 ), May 2001, Pp 62-68.
2. Davis,J.R., (1990) “Material Handbook”, 10 th, (Vol. 1), American Society forMetals , USA.
3. Masubuchi K., (1980) "Analysis of Welded Structures", Pergamon Press,London.
4. Okumoto Y., (1964) “Dimensional Error of Assembled Blocks”, Journal of ship
production, (Vol. 17 Ej.1 ) Feb. 2001, Pp 8-15.
5. Okerblom, N.O., (1964) "Technological and Structural Design of WeldedStructures", Mashinostroenie, Moscu.
6. Pilipenko, A., (1997) "Analysis of the Temperature Distribution During GTAWelding of Thick-Walled Pipes", Thesis de Magister, St-Petersburg Technical
University.
7. Pilipenko A., (2001) “Computer Simulation of Regional Stress and Distortionof Think Plates in Multi-electorate Sumerged are Welding, “Thesis Doctoral”, Norwegian university of science and technology.
8. Rothman,M.F., (1988) “High-Temperature Property Data: Ferrous Alloys”. American Society for metals, USA.