WPS. Registro de Procedimiento de Soldadura,Wpq

of 4
-
Upload
rodrigo-salinas -
Category
Documents
-
view
19 -
download
1
description
soldadura
Transcript of WPS. Registro de Procedimiento de Soldadura,Wpq
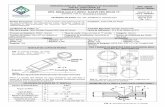
ESPECIFICACIN DE PROCEDIMIENTO DE SOLDADURA (WPS)
SISTEMA DE GESTION DE CALIDADCdigoGP-PRC-02-01
REGISTRO DE PROCEDIMIENTO DE SOLDADURA
(WPS)Revisin1
Fecha01-08-2010
Pgina1 de 4
SISTEMA DE GESTION DE CALIDADCdigoGP-PRC-02-01
CERTIFICADO DE CALIFICACION DEL PROCEDIMIENTO (PQR)Revisin1
Fecha01-08-2010
Pgina2 de 4
WPS
Nombre de la Compaa: GERENCIA DE PROYECTOS SACRegistro N: WPS GP-XX
Proceso(s) de soldadura: Revisin: 1Fecha:
Soporte PQR N(s): Elaborado por: Ing.
DISEO DE UNIONTipo: Manual : (Semiautomtico : (
Tipo: Junta a tope con biselado en V
Maquina : (Automtico : (
Simple : (Doble: (POSICIN
Respaldo: Si: (No : ( Posicin :
Material de respaldo: Acero al CarbonoProgresin : ---
Abertura de raiz : X mm Tolerancia: X mmDimensin cara raz : --- Tolerancia: ---CARACTERSTICAS ELCTRICAS
ngulo de bisel(() : X
Tolerancia: + X, YModo de transferencia (GMAW)
Limpieza de Raz S : No: MetodoGlobular : Pulverizado : Corto circuito:
METAL BASEMB1MB2Corriente: CA : CCEP: CCEN : Pulsado:
Grupo TCNICA
Especificacin del AceroAPORTACIONRECTAOSCILANTE
GradoPASESIMPLEMULTIPLE
Espesor de la planchaLimpieza entre pasesS : No: Mtodo
Dimetro (tubera)PRECALENTAMIENTO
Temperatura de precalentamiento, mnima: X C Temperatura entre pases, mnima : X C
METAL DE APORTE
Especificacin AWS:
Clasificacin AWS :
Marca:
Tamao del electrodo
PROTECCINTRATAMIENTO TRMICO POST SOLDADURA
Temperatura : ---
Tiempo : ---
Fundente: ---Gas: ---
Composicin del Gas : ----
Fundente-electrodo (clase) : ---
Ratio de alimentacin : ---
Tamao de la boquilla : ---
PROCEDIMIENTO DE SOLDADURA
Pase (s)ProcesoMetal de aporteCorrienteVoltaje (V)Velocidad de avance (cm/min)Detalles de la Junta
ClaseDim. (mm)Tipo y polaridadAmperaje
(A)Segn lo Indicado
1
2
3
ELABORADO POR FECHA
APROBADO PORCOMPANIA
PQR
Nombre de la Compaa: GERENCIA DE PROYECTOS SACRegistro N: WPS GP-XX
Proceso(s) de soldadura: Revisin: 1Fecha:
Soporte PQR N(s): Elaborado por: Ing.
DISEO DE UNIONTipo: Manual : (Semiautomtico : (
Tipo: Junta a tope con biselado en V
Maquina : (Automtico : (
Simple : (Doble: (POSICIN
Respaldo: Si: (No : ( Posicin :
Material de respaldo: Acero al CarbonoProgresin : ---
Abertura de raiz : X mm Tolerancia: X mmDimensin cara raz : --- Tolerancia: ---CARACTERSTICAS ELCTRICAS
ngulo de bisel(() : X
Tolerancia: + X, YModo de transferencia (GMAW)
Limpieza de Raz S : No: MetodoGlobular : Pulverizado : Corto circuito:
METAL BASEMB1MB2Corriente: CA : CCEP: CCEN : Pulsado:
Grupo TCNICA
Especificacin del AceroAPORTACIONRECTAOSCILANTE
GradoPASESIMPLEMULTIPLE
Espesor de la planchaLimpieza entre pasesS : No: Mtodo
Dimetro (tubera)PRECALENTAMIENTO
Temperatura de precalentamiento, mnima: X C Temperatura entre pases, mnima : X C
METAL DE APORTE
Especificacin AWS:
Clasificacin AWS :
Marca:
Tamao del electrodo
PROTECCINTRATAMIENTO TRMICO POST SOLDADURA
Temperatura : ---
Tiempo : ---
Fundente: ---Gas: ---
Composicin del Gas : ----
Fundente-electrodo (clase) : ---
Ratio de alimentacin : ---
Tamao de la boquilla : ---
PROCEDIMIENTO DE SOLDADURA
Pase (s)ProcesoMetal de aporteCorrienteVoltaje (V)Velocidad de avance (cm/min)Detalles de la Junta
ClaseDim. (mm)Tipo y polaridadAmperaje
(A)Segn lo Indicado
1
2
3
ELABORADO POR FECHA
APROBADO PORCOMPANIA
PQR RESULTADOS DE LOS ENSAYOS
ENSAYO DE TENSION
PROBETA
No
ANCHO
(mm)
ESPESOR
(mm)
AREA
SECCION
(mm2)
CARGA DE FLUENCIA(kg)
ESFUERZO DE FLUENCIA ESPECIMEN
(ksi)
ESFUERZO DE FLUENCIA DEL METAL BASE (ksi)
LOCALIZACION DE LA ROTURA12ENSAYO DE DOBLADO GUIADO
TIPO
RESULTADO
TIPO
RESULTADO
Transversal de Cara
Transversal de Raz
Transversal de Cara
Transversal de Raz
ENSAYO DE TENACIDAD
PROBETA
No
UBICACIN
ENTALLA
TIPO DE
ENTALLA
TEMPERATURA DE ENSAYO
VALOR DE IMPACTO
EXPNSION LATERAL
%CORTE/MILS
ENSAYO DE CAIDA DE PESO
ROTA NOROTA
1
2
INSPECCION VISUAL ENSAYOS NO DESTRUCTIVOS
APARIENCIA
ENSAYO DE RADIOGRAFIA
SOCAVAMIENTO
RESULTADO
Fecha de Ensayo
POROSIDAD GRANDE
Inspeccionado por:
CONVEXIDAD
ENSAYO DE ULTRASONIDO
FECHA DE ENSAYO
RESULTADO
Fecha de Ensayo
INSPECCIONADO POR
Inspeccionado por:
Nombre del Soldador:
Identidad No:
Ensayos Conducidos por:
Ensayo de Laboratorio No:
Certificamos que el contenido de este informe es correcto y que las pruebas de soldadura han sido preparadas, soldadas y ensayadas de acuerdo con los requerimientos del Cdigo AWS D1.1 para Aceros Estructurales. Seccin 4Elaborado por:
Aprobado por:
Fecha:
WPQ REGISTRO DE CALIFICACION DE SOLDADORES Y OPERADORES
Nombre de la empresa:
Nombre del soldador:Ident#:
Proceso de soldadura usado: Tipo:
WPS No.PQR No.
Material Base Soldado: Espesor
VARIABLES DE CADA PROCESO
VALORES ACTUALES
RANGO CALIFICADO
Respaldo:
Si: (No : (
AWS Grupo #: a AWS Grupo #:
Especif. Acero: Especif. Acero:
PLANCA
TUBO (dimetro):
Especificacin AWS material de Aporte: Clasif:
Espesor del Depsito de cada pase
Posicin de Soldadura
Progresin(Ascendente/Descendente)
Gas de Proteccion para GMAW
Modo de Transferencia para GMAW
Tipo de Corriente y Polaridad
VARIABLES DE MAQUINA DE SOLDAR PARA EL PROCESO UTILIZADO
Control Visual Directo o Remoto:
Avance Automtico:
Posicin de Soldadura
Respaldo:
Si: (No : (
RESULTADOS DEL ENSAYO DE TENSION
PROBETA
No
ANCHO
(mm)
ESPESOR
(mm)
AREA
SECCION
(mm2)
CARGA DE FLUENCIA
(kg)
ESFUERZO DE FLUENCIA ESPECIMEN
(ksi)
ESFUERZO DE FLUENCIA DEL METAL BASE
(ksi)
LOCALIZACION DE LA ROTURA
1
2
ENSAYO DE DOBLADO GUIADO
TIPO
RESULTADO
TIPO
RESULTADO
Transversal de Cara
Transversal de Raz
Transversal de Cara
Transversal de Raz
Resultado de la prueba Radiogrfica:
E. de Radiografa Conducido por:
Resultado del Ensayo de Ultrasonido:
Prueba de Macro Fusin:
Longitud de Cateto:
Concavidad/Convexidad:
Prueba de Soldadura conducida por:
Ensayos Mecnicos Conducidos por:
Prueba de Laboratorio No:
Certificamos que el contenido de este informe es correcto y que las pruebas de soldadura han sido preparadas, soldadas y ensayadas de acuerdo con los requerimientos del Cdigo AWS D1.1 para Aceros Estructurales. Seccin 4
Elaborado por:
Aprobado por:
Fecha: