w20150327164710333_7000082810_06-15-2015_090141_am_SESION 12 IM B
38
SESION N° 12 DETECCION DE FALLAS POR ANALISIS VIBRACIONAL DEFINICIONES A continuación algunos conceptos técnicos encaminados hacia la mejor comprensión en el tema de análisis de vibraciones mecánicas Ciclo: Es la distancia que existe entre el punto inicial y final de una onda.
-
Upload
melizhita-rodri-lis -
Category
Documents
-
view
215 -
download
1
description
ingenieria industrial
Transcript of w20150327164710333_7000082810_06-15-2015_090141_am_SESION 12 IM B

SESION N° 12
DETECCION DE FALLAS POR ANALISIS VIBRACIONAL
DEFINICIONES
A continuación algunos conceptos técnicos encaminados hacia la
mejor comprensión en el tema de análisis de vibraciones mecánicas
Ciclo:
Es la distancia que existe entre el punto inicial y final de una onda.

Eje:
Es uno de los componentes que hacen parte de una máquina que
sirve de soporte a las piezas giratorias sin transmitir ninguna fuerza
de torsión.
Rodamiento o Cojinete:
Es una de las piezas que conforman una máquina y que sirve para
reducir la fricción entre un eje y las piezas conectadas a éste,
brindar soporte y facilitar su movimiento.
Chumacera:
Es una parte de la máquina que tiene un orificio en su interior para
que el eje descanse. Esta pieza puede ser de metal o de madera.
Desbalance:
Falla presentada en las máquinas cuando el centro de masa de una
de sus piezas no coincide con su centro geométrico.
Desalineamiento:

Falla que se produce en una máquina cuando una pieza conductora
y una pieza conducida no poseen igual línea de centro.
Holgura:
Es la diferencia existente entre las superficies de dos piezas que se
acoplan.
Desplazamiento:
Indica la cantidad de movimiento que la masa experimenta con
respecto a su posición de reposo.
Periodo:
Es el tiempo que tarda la masa en realizar un ciclo completo.
Frecuencia:
Es el número de ciclos que ocurren en una unidad de tiempo.


Velocidad:
Se refiere a la proporción del cambio de posición con respecto al
tiempo.
Aceleración:
Proporciona la medida del cambio de la velocidad con respecto al
tiempo.
ANALISIS VIBRACIONAL
Técnica de mantenimiento predictivo que se basa en el estudio del
funcionamiento de las máquinas rotativas a través del
comportamiento de sus vibraciones; su empleo con éxito, tiene
muchos años en la industria.

Todas las máquinas presentan ciertos niveles de vibración aunque
se encuentren operando correctamente; sin embargo, cuando se
presenta alguna anomalía, estos niveles normales de vibración se
ven alterados indicando la necesidad de una revisión del equipo.


Se han desarrollado una gran variedad de aplicaciones para este
propósito, que consisten en sensores de vibraciones
(acelerómetros) los cuales son colocados en varios puntos de una
máquina, a la cual se desea monitorear, estos sensores o
transductores se encargan de transformar las vibraciones en
señales eléctricas, las que luego, estas a través de una tarjeta de
adquisición de datos son ingresadas a un ordenador, donde se
realizan diferentes tipos de procesamientos para obtener toda la
información que se requiere para el análisis y monitoreo de las
vibraciones de las máquinas.
Sin embargo los sensores que se usan en este tipo de sistemas son
muy costosos y poco prácticos, éstos podrían ser sustituidos por
sensores como micrófonos para detectar las ondas sonoras y con
base en esto determinar los niveles de vibración.

Las vibraciones provienen de cambios constantes, de fuerzas que
modifican continuamente su dirección o su intensidad.

En una máquina rotativa las vibraciones cambian de intensidad y
dirección del mismo modo que las fuerzas que las provocan
modifican su posición respecto a la máquina que se trata de
analizar; es decir, las vibraciones resultantes tendrán una
frecuencia que será función directa de la velocidad de rotación del
componente defectuoso.
El interés principal para el mantenimiento deberá ser la
identificación de las amplitudes predominantes de las vibraciones
detectadas en el elemento o máquina, la determinación de las
causas de la vibración, y la corrección del problema que ellas
representan.


Las consecuencias de las vibraciones mecánicas son el aumento de
los esfuerzos y las tensiones, pérdidas de energía, desgaste de
materiales, y las más temidas: daños por fatiga de los materiales,
además de ruidos molestos en el ambiente laboral, etc.
TECNICAS DE DETECCION DE FALLAS POR ANALISIS VIBRACIONAL
Para que este método tenga validez, es indispensable conocer
ciertos datos de la máquina como lo son:

velocidad de giro.
tipo de cojinetes.
tipo de rodamientos.
tipo de correas o fajas.
número de alabes, palas, etc.
También es muy importante determinar los puntos de las máquinas
en donde se tomaran las mediciones y el equipo analizador más
adecuado para la realización del estudio.
El Analizador de Vibraciones, es un equipo especializado que
muestra en su pantalla el espectro de la vibración y la medida de
algunos de sus parámetros.


Las vibraciones pueden analizarse midiendo su amplitud o
descomponiéndolas de acuerdo a su frecuencia, así cuando la
amplitud de la vibración sobrepasa los límites permisibles o cuando
el espectro de vibración varía a través del tiempo, significa que algo
malo está sucediendo y que el equipo debe ser revisado.
Si la máquina está en perfecto estado, las fuerzas citadas
anteriormente no son importantes con lo que su nivel de vibración
tampoco lo es, pero con el uso y las diferentes intervenciones,
algunos elementos se deterioran aumentando así la intensidad de
las fuerzas y con estas las vibraciones.
Los problemas que se pueden detectar con el uso de esta técnica
son:
Desalineamiento.
Desbalance.

Resonancia.
Solturas mecánicas.
Rodamientos dañados.

Anomalías de engrane en ruedas dentadas.
Problemas eléctricos en motores.

Excentricidad.
Problemas en turbomáquinas y máquinas térmicas.
Problemas en bandas o fajas, etc.

Los métodos de medida de vibraciones para máquinas, por lo
general se determina acorde a la norma ISO 10816-I, la misma que
clasifica en:
Máquinas del grupo K: motores eléctricos hasta 15 kW.
Máquinas del grupo M: motores eléctricos entre 15 y 45 kW.
Máquinas del grupo G: Grandes motores.
Máquinas del grupo T: Turbomáquinas.

Medida de vibraciones en motores alternativos:
Los motores alternativos como los compresores y motores de
combustión interna, se caracterizan por tener equipos y partes en
movimiento; las vibraciones en estos equipos es mayor a los de
motores rotativos.
La clasificación de los niveles de vibración según el tipo de motor
alternativo es la siguiente:
A: Máquinas nuevas.
B: Máquinas en funcionamiento continuo.
C: No aconsejable su uso para funcionamiento continuo.
D: Alta vibración, los daños en las máquinas no son excluibles.


Ejemplo:
Se dispone de un motor eléctrico de 45 kW, acoplado a una bomba,
tras la medición de vibraciones, lo cual está dentro del plan de
mantenimiento, se detecta los siguientes valores de vibración en
mm/s.
Radial = 3.5 mm/s.
Radial 1 = 13.80 mm/s.
Radial 2 = 10 mm/s.
Axial 1 = 6.10 mm/s.
Axial = 5 mm/s.
Comentarios:
1. Como la potencia del motor que es de 45 kW, está comprendido
entre las 15 y 75 kW, por lo tanto es una máquina rotativa que
pertenece al grupo M.
2. Siendo una máquina del grupo M, el valor límite es de 7 mm/s.
3. Los niveles altos de vibración se presentan en las medidas
radiales del motor.

4. Los niveles de vibración radiales, están en la zona de niveles
inaceptables, es decir en la zona Hi Hi y puede presentarse una
parada funcional estrepitosa, dejando inoperativo dicho sistema.
5. Uno de los primeros indicios por este nivel excesivo de vibración,
es que haya presencia de desalineamiento en el acople del motor
con la bomba o haya fallas en el estado de sus rodamientos.
6. Otros indicios puede ser que haya aflojamiento de los anclajes
del motor y de la misma bomba, desbalance de su eje o fallas en
el rotor del motor eléctrico, los cuales deben ser evaluados a fin
de eliminar este nivel alto de vibraciones.
ADQUISICIÓN DE DATOS
Una correcta obtención de datos, debe tomar las siguientes
consideraciones:

1. Para la máquina de estudio es necesario conocer todas sus
características principales de funcionamiento y diseño (tipo de
rodamientos, los engranajes, correas, etc.).
2. Asimismo, los parámetros de funcionamiento, siendo estas las
que determinan el estado, entre los que se encuentran la
velocidad de rotación, la potencia, etc.
3. La selección del parámetro de medida; entre los más habituales
están las medidas en desplazamiento, velocidad o aceleración
de las vibraciones.
4. Dependiendo del parámetro escogido se seleccionará un tipo de
transductor u otro.
Para casos didácticos, usaremos un transductor de agarre
magnético acoplado a un colector; a través de estos dispositivos,
recogemos nuestros datos de las máquinas.

En cada punto que se mide en la máquina de estudio, se
seleccionan las condiciones de medida que consiste en determinar
las siguientes características:
El rango de frecuencias y la resolución deseada para el
espectro.
La ubicación y dirección de las medidas; las principales son
vertical, horizontal y axial y suelen posicionarse en los puntos
donde la transmisión de las vibraciones es más directa.
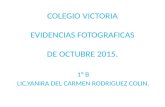
A continuación veremos un esquema de cada máquina con los
puntos de medición escogidos:

Se han numerado los puntos y en función del tipo de medida que se
realiza se identifica cada uno con una “H”, “V” o “A” que hacen
referencia a la dirección de medición horizontal, vertical y axial,
respectivamente.

La elección del formato adquisición de datos, podrán ser
espectros de amplitud frecuencia, magnitudes totales, etc., y
determinarán el tipo de análisis que posteriormente se
efectuará.

5. Una correcta toma de las mediciones, depende de cómo esta
pueda llevarse a cabo de la manera más eficiente:
a. Control del entorno a la máquina, ruido, aspecto, etc.
b. Utilizar siempre el mismo lugar de toma de las
mediciones para conseguir fiabilidad de los datos.
c. Realizar un seguimiento de la máquina por medio de
los operarios que supervisan la máquina.
d. Desechar aquellas medidas incorrectas respecto a las
medidas tomadas anteriormente.
e. Realizar un orden de medida secuencial.

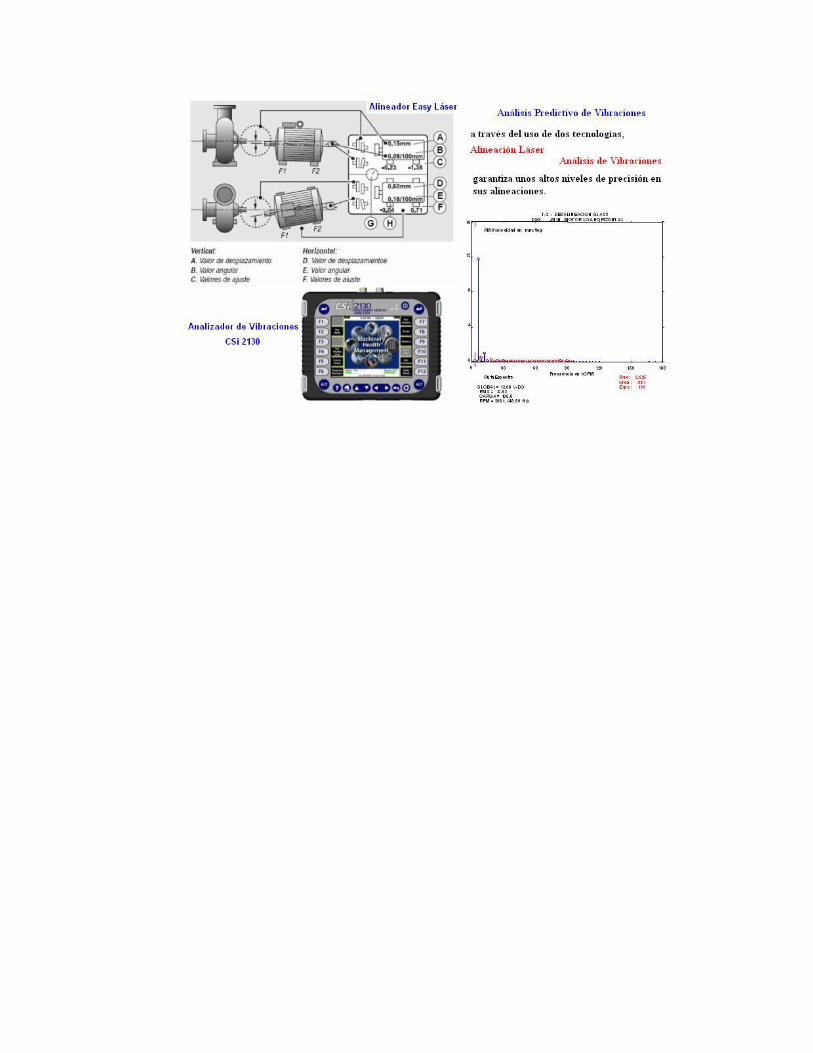
Las herramientas que se utilizan para realizar las mediciones y con las que se transforman para ser utilizadas por un sistema informático presentan el siguiente esquema: MEDICIÓN Y TECNICAS DE INTERPRETACION DE RESULTADOS





Ejercicio:
Ud. ha sido contratado como ingeniero de manteniendo predictivo en la
empresa Gases S.A., para lo cual se le pide efectuar de manera proactiva la
determinación de la fecha aproximada de la presencia de alarma para el
equipo compresor de oxígeno KA 10, si el mismo tiene una potencia
comprendida entre 0.3 y 50 MW, máquina que se debe considerarse como
una rígida de tamaño considerable, y esto tomando en consideración a la

base de datos que ha sido los resultados del análisis de vibraciones del
compresor de oxigeno KA-10; se recomienda centrarse en el punto 6 y utilizar
el método de ajuste de curva por recta de mínimos cuadrados, estimando el
índice de correlación de variables; tomar como los límites, las
recomendaciones de la VSC (USA), 3.59 mm/s - RMS para alarma Hi y de 8.08
mm/s – RMS, para la indicación o falla funcional Hi Hi.
NOTA:
Correlación de variables (R2)
∑ ∑ ∑
√[ ∑ ∑
]√[ ∑ ∑
]
Solución:

Links:
https://youtu.be/rN52mg1PVr4
https://youtu.be/dojLmzENgM8
https://youtu.be/WeIVQ1M2QOU
https://youtu.be/scYafOPM03U
https://youtu.be/573lB3iKlDY
https://youtu.be/JAySywk7J-4
https://youtu.be/99fW0jLys9I
https://youtu.be/pHFXkkurdhw
https://youtu.be/YhoztV3YsAg
https://youtu.be/EG6F8zl0mAA
https://youtu.be/CMqw8KzG5rw