Material complementario del manual español Español Moderno ...
description


GARANTÍA DE EXENCIÓN DE RESPONSABILIDAD
VMI AB garantiza que los productos están libres de defectos en materiales y mano de obra bajo condiciones normales de uso y servicio dentro de dos años desde la fecha de compra y que a partir de nuestro examen queda a entera satisfacción como para ser defectuoso.
Los productos reclamados deberán ser devueltos prepagados a VMI AB para su servicio. Nos reservamos el derecho de reparar o reemplazar los productos defectuosos.
Siempre trate de explicar la naturaleza de cualquier problema de servicio. A lo mejor por fax, correo electrónico o carta. Compruebe primero todos los problemas naturales, como las baterías vacías, cables rotos, etc Al devolver el producto, asegúrese de indicar que el objetivo es hacer reparaciones mencionando la fecha original en que le fue enviado si fuera posible.
GENERAL
El VIBER-A es un vibrómetro de banda ancha totalmente portátil utilizado en inspecciones preventivas, así como trabajos de mantenimiento de maquinaria rotativa. El conjunto completo comprende un instrumento, un transductor de vibraciones, imán de apoyo y una punta de extensión.
VIBER-a mide la velocidad efectiva (mm/s RMS o Pulg/s como opción) el desplazamiento (micras pico) en la gama de frecuencias entre 10 Hz y 3200Hz. Esta gama cubre la mayor parte de las frecuencias que se producirán en la mayoría de las averías mecánicas e imperfecciones. Ejemplos de ello son el desbalanceo, desalineación de ejes y engranajes, cavitación y otras vibraciones generadas por fluidos.
La evaluación de los niveles medidos se apoya en gran medida en varias normas estándares de vibración. La estrecha comparación entre los niveles de vibración y el desgaste real que se produce en la máquina va a ampliar rápidamente nuestro conocimiento. La experiencia se debe utilizar para optimizar el tipo de acción requerida cuando se encuentran vibraciones altas.
Una norma común para el juicio de las vibraciones es ISO 10816-3 y puede estar disponible en su representante local de normalización. Esta norma es una actualización de las normas más antiguas que ha estado en uso desde hace varias décadas y tiene una amplia aceptación mundial como un buen criterio para la operación continua y duradera de la maquinaria. Es raro que esta norma se encuentre demasiado exigente y si por cualquier razón para evaluar la vibración se dude de su exactitud, se debe respaldar con la experiencia práctica.

INICIO DEL INSTRUMENTO
Pulse esta tecla y el instrumento comienza a medir.
El instrumento se apagará automáticamente después de aproximadamente 2,5 minutos
sin usar.
VERIFICACIÓN DE LA BATERÍA
Pulse esta tecla y manténgala pulsada para que el instrumento muestre el voltaje de
la batería.
Cambie la batería cuando la tensión está por debajo de 7 voltios.
La capacidad de una batería común es suficiente para
aproximadamente 20 horas de funcionamiento continuo o 350 mediciones.
La capacidad de la batería de tipo alcalina es suficiente para aproximadamente 40 horas
de funcionamiento constante o 1000 mediciones.
CONDICION DE RODAMIENTO
Pulse esta tecla y manténgala presionada. El instrumento presenta
instantáneamente un valor del estado de los rodamientos en el rango entre 3.200Hz a
20.000Hz.
LA UBICACIÓN DEL PUNTO DE MEDICIÓN.
Las medidas deben tomarse en o lo más cerca posible del rodamiento como sea posible y sólo en dirección horizontal, vertical y axial.

CÓMO HACER BUENAS MEDICIONES.
La dirección de la sensibilidad del transductor coincide con su eje central. El extremo del transductor (con el perno M6) se empuja firmemente contra el punto de medición. El objetivo principal es hacer que el transductor participe plenamente del movimiento del punto de medición. Trate de mantener el transductor en una dirección vertical, horizontal o axial como sea posible, incluso si la superficie de la máquina no tiene estas direcciones. Leer el instrumento sostenido con la mano libre. Una lectura estable, es tan buena como una fluctuante, ya que la propia fluctuación es una información valiosa con respecto a la razón de la vibración.
Cuando el transductor está montado con el imán la gama de frecuencias de medición se reduce a alrededor de 2.000 a 3.000Hz dependiendo de la planitud de la superficie de medición.
Cuando se utiliza la punta de medición el rango de frecuencia se reduce a aproximadamente 800 a 1500Hz.
NOTA
Cuando se utiliza el imán o la punta de medición el valor de la condición del cojinete puede cambiar sustancialmente. Utilice el perno M6 en el transductor para medidas de alta frecuencia.
Las vibraciones en las frecuencias altas a veces pueden causar problemas de medición. El presionar el transductor con mayor firmeza no debe cambiar la lectura. En caso de duda, siempre trate de fijar primero el punto de contacto. En segundo lugar, si se demuestra que es necesario, monte el transductor con el perno M6.
Todas las mediciones en la maquinaria vertical u horizontal deben seguir los tres ejes perpendiculares de los verdaderos direcciones vertical, horizontal y axial. Usted debe mantener las principales direcciones independientemente de la falta de simetría de la base y cimentación, tuberías, soportes, etc El resultado facilitara un mejor analisis si las mediciones básicas se hacen de esta manera.

El VIBER-A está destinado principalmente a las mediciones en cajas y rodamientos de maquinas de acuerdo a los objetivos de las normas. También se puede utilizar para medir otros elementos, tales como tuberías, válvulas, etc. Tenga en cuenta que en algunos casos la masa del transductor puede influir en la lectura. Una buena práctica es considerar las lecturas sobre superficies que tienen 10 veces menos masa que la masa del transductor.
CÓMO INTERPRETAR LAS MEDICIONES DE VIBRACIÓN.
Para un usuario sin experiencia previa para interpretar los resultados se recomienda utilizar la norma ISO 10816-3, además de un poco de sentido común.
Esté preparado para encontrar excepciones que hagan las tolerancias más exigentes que las normas, en vez de buscar tolerancias que permitan vibraciones más altas.
El estándar normalmente exige una medida de la velocidad basada en mm/s RMS. Para entender mejor lo que significa esta medida puede ser útil considerar la lectura como un valor medio del movimiento hacia atrás y hacia adelante. Esta medida da una buena comprensión de la cantidad de "anular la energía", que causa desgaste y principalmente fatiga, en la máquina o en la estructura que se está midiendo.
El instrumento mide el RMS que es el valor de la vibración total en el rango de frecuencia del instrumento. Este valor RMS es una suma o promedio de todas las diferentes causas de la vibración especial.
Ejemplo:
Si la vibración simultánea causado por desbalance es (4 mm/s), por desalineamiento (2 mm/s) y por el gearmesh (engrane de dientes) (5 mm/s), entonces la vibración total medida en el VIBER-A es 6,7 mm/s.
VIBRACION TOTAL =

La norma ISO es la clasificación de las máquinas de manera diferente según tengan base flexible o rígida. Esto refleja la ubicación de la resonancia en las máquinas de cuerpo rigido en relación con su velocidad de funcionamiento.
Por ejemplo, una máquina con apoyo de caucho o resortes a menudo tiene resonancia a bajas velocidades de rotación y es cuando la máquina empieza a vibrar.
Cuando la velocidad se incrementa por encima de estas frecuencias de resonancia se reduce la vibración. Esta máquina se considera flexible.
Una resonancia se puede encontrar con facilidad cuando una máquina flexible está funcionando hacia arriba o hacia abajo de su velocidad de resonancia. La resonancia se encuentra en los rpm donde la vibración tiene un valor máximo.

Las máquinas modernas tienen altas revoluciones y soportes/bases de cojinete-flexibles y pueden ser tratadas como flexibles incluso cuando no están montados en caucho o resortes.
La norma ISO 10816-3 permite límites ligeramente superiores cuando las bases se consideran más flexibles que rígidas. Una conclusión de esto es también que una condición de resonancia, en principio, no está permitida o, al menos, se debe evitar a las velocidades de operación. En la práctica, esto también incluye el doble de la velocidad, así como cualquier otra frecuencia de excitación natural tal como paso de álabes etc.
Una gran ventaja de las mediciones de vibración adecuadas y el uso de estándares de vibración es que se puede estimar el futuro costo de mantenimiento en forma muy fiable ya desde la primera puesta en marcha. Si usted se encuentra por encima de los niveles de 3 mm/s RMS, puede estar bastante seguro de que la máquina causara un incremento en las actividades de mantenimiento. El costo y la acción concreta son, por supuesto, individual es a cada diseño de máquina.
Como siempre cuando se aplica una evaluación como ésta, se debe tener mucho cuidado al usar el sentido común en la aplicación de las recomendaciones.
Una máquina determinada produce su patrón específico de frecuencia de vibración en función de la ubicación del transductor y las propiedades de la máquina.
Por consiguiente, el siguiente paso lógico es filtrar la señal del transductor para conocer la frecuencia detrás de la vibración y por lo tanto la falla mecánica exacta. La práctica de esto está más allá del alcance de este manual.
SOLTURA
Mediante la medición de la vibración a ambos lados de una unión por tornillos es posible encontrar solturas en la conexión. Dos piezas de máquina unidas entre sí deben tener el mismo nivel de vibración en ambos lados de la junta.
Los pernos fijados en cimientos de hormigón deben tener el mismo nivel de vibración que el concreto, si no están sueltos.

NIVELES DE VIBRACIÓN RECOMENDADOS EN MM/S Y CONDICIONES HALLADAS.
Lo que sigue es, en parte, una extracción de la antigua norma ISO 2372 clase 4 para grandes máquinas sobre bases flexibles, con el añadido de algunas condiciones halladas.
Esta lista simplificada podrá utilizarse como primera consideración, al acercarse a una máquina recién lanzada o después de algún tiempo en funcionamiento.
Tome como regla investigar la razón de cualquier máquina que vibra por encima de 3 mm/s RMS. No las deje por encima de 7mm/s sin estar seguros de que van a mantenerse en operación un tiempo largo sin mayor desgaste, ya que las máquinas capaces de esto son muy pocas.
• 0 - 3 mm/s
Pequeñas vibraciones. Ningún o muy poco desgaste de cojinetes. Nivel de ruido bastante bajo.
• 3 - 7 de mm/s
Los niveles de vibración notables se concentran a menudo en cierta parte específica así como en alguna dirección de la máquina. Hay desgaste de cojinetes. Hay problemas en los sellos de las bombas. Aumento del nivel de ruido. Hay que tratar de investigar la razón. Planificar la acción durante próxima parada regular. Mantenga la máquina en observación y mida en intervalos de tiempo más pequeños que antes a fin de detectar la tendencia de deterioro si lo hubiese. Comparar vibraciones con otras variables de funcionamiento.
• 7-18 mm/s
Grandes vibraciones. Los rodamientos se calientan. El desgaste de rodamientos provoca reemplazos frecuentes. Los sellos se desgastan, Hay fugas de diferentes tipos. Grietas en las soldaduras y en fundaciones de hormigón. Tornillos y pernos flojos. Alto nivel de ruido. Plan de acción lo más pronto posible. Haz el mayor esfuerzo para hallar la razón. Usted está consumiendo lo invertido rápidamente.
• 18 - mm/s
Grandes vibraciones y niveles de ruido. Esto es perjudicial para el funcionamiento seguro de la máquina. Detener el funcionamiento si técnica o económicamente es posible hacerlo, teniendo en cuenta el coste de parada de la planta. Ninguna máquina conocida puede soportar este nivel sin daños internos o externos. Reducir su operación el mínimo.

RESONANCIA
Cuando se trabaja con vibraciones en el mantenimiento de máquinas, usted pronto descubrirá que la resonancia es un problema común, pero bastante desconocido en la maquinaria moderna.
Para entenderla, la resonancia se puede comparar con la cuerda de una guitarra. La cuerda tiene su tono básico natural que sonará tan pronto como sea punteada. La frecuencia real de la melodía depende de la rigidez y la masa distribuida de la cuerda.
Todas las máquinas tienen caracteristicas similares de "sonidos" con propiedades correspondientes que consisten en rigidez y masa en forma de cuerdas mecánicas tales como en ejes, vigas, suelos y en todas las partes mecánicas.
Si cualquier excitación natural (= fuerza alternativa) en la máquina tiene la misma o casi la misma frecuencia que una frecuencia de resonancia, la vibración se amplifica en esta parte de la máquina en un nivel mucho más alto y se producirá respecto a lo que sería el caso en que la resonancia estuviera alejada de la frecuencia de excitación.
Una frecuencia de resonancia común es la velocidad crítica de un eje que depende de su rigidez y su masa.
Pero la resonancia existe en todas las partes de las máquinas, así como en el apoyo de las vigas de soporte y en los suelos de hormigón.
Una fuerza de excitación natural, es por ejemplo, el desbalanceo en la velocidad de rotación, el desalineamiento a prácticamente el doble de la velocidad, etc.
LA REGLA BÁSICA ES QUE LA RESONANCIA DE CUALQUIER PARTE DE LA MÁQUINA NO DEBE COINCIDIR CON CUALQUIER IMPULSO NATURAL EN LA MÁQUINA.
Un vibrómetro de ancha banda no puede reconocer las frecuencias de la vibración, pero como regla, las más altas vibraciones son causadas por un solo problema mecánico.

Para identificar la presencia de una resonancia, medir los niveles de vibración en tres direcciones perpendiculares en los cojinetes. Si usted encuentra una medición con nivel de por lo menos tres veces mayor que en las otras direcciones usted debe considerar la resonancia como una posibilidad. La resonancia amplifica la fuerza mecánica y por lo tanto genera una alta vibración en esa dirección. La resonancia hace que la máquina sea innecesariamente sensible a las fuerzas mecánicas.
Es posible localizar el pico de resonancia mientras la velocidad de la máquina está cambiando. La frecuencia de resonancia se encuentra en ese rpm donde la vibración tiene un valor máximo.
La acción apropiada contra una resonancia varia dependiendo de su ubicación, las condiciones de funcionamiento, etc Se requerirá normalmente una buena experiencia para corregir la situación. Una de las razones es que la modificación afecta al diseño mecánico básico de la máquina en la que normalmente se requiere la competencia del diseñador de la máquina.
Le recomendamos sin embargo no dudar en considerar dichas modificaciones ya que el cambio de la frecuencia de resonancia es normalmente barato en comparación con el alto costo de mantenimiento que seguirá a cualquier intento de operar una máquina en periodos prolongados bajo la influencia de una resonancia.
Una solución temporal y a veces permanente, a un problema RESONANCIA es cambiar la velocidad del eje de la máquina, si fuera posible.

Pulse el símbolo del cojinete verde, mantenerlo pulsado y el instrumento medira el valor de la condición del rodamiento.
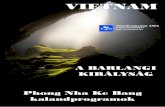
El valor de estado de los rodamientos es el valor RMS de todas las vibraciones de alta frecuencia en la gama de 3.200 Hz a 20.000 Hz.
Este promedio tiene la unidad g (= aceleración de la gravedad)
Valor de la condición del rodamiento con la unidad "g" RMS
El diagrama de arriba es sólo una guía para interpretar el valor de estado de los rodamientos. Si las vibraciones por otras causas (por ejemplo, aumento de flujo, engrane) están dentro de la gama de frecuencias 3.200 a 20.000 Hz esto puede mostrar un alto valor del estado de los cojinetes sin que estos necesariamente estén dañado.
Un valor alto estado de los rodamientos también puede aparecer si el rodamiento está mal lubricados o se sobrecarga (por ejemplo, por desalineamiento, o las fuerzas en las fajas).

¿Qué es el valor de la condición de un rodamiento?
El valor del estado de los rodamientos en Viber-A es el valor promedio de la suma, el valor RMS, de todas las vibraciones de alta frecuencia entre 3.200 Hz a 20.000 Hz.
Este valor es una media de aceleración con la unidad "g" porque las frecuencias altas dan una señal grande si se miden como aceleración.
Cuando las bolas o rodillos giran en el interior de un rodamiento aparece ruido y vibración de banda ancha. El ruido y las vibraciones se incrementan si el rodamiento está mal lubricado, sobrecargado, debido al desalineamiento o tiene una superficie dañada.
Debido a que se presente un ruido y vibración de banda ancha, es posible seleccionar una frecuencia o banda de frecuencias para medir la condición del rodamiento.
Si la banda de frecuencias seleccionada incluye las frecuencias bajas, el valor de la condición del rodamiento incluirá también las vibraciones por desbalanceos, desalineamiento, etc. y no sólo la vibración del rodamiento dificultando la interpretación de los datos.
Si la banda de frecuencias seleccionada sólo incluye ruido y vibraciones de muy alta frecuencia que necesitamos transductores especiales de vibración especiales que son muy rígidos y están montados muy cerca al rodamiento debido a que la estructura de la máquina funciona como un filtro mecánico para altas frecuencias.
VIBER-A mide el valor de condición de los rodamientos entre 3.200 Hz a 20.000 Hz, similar a muchos otros instrumentos. Dentro de este rango de frecuencia existen una experiencia común en la evaluación del nivel de estado de los rodamientos.
Las vibraciones normales de maquinaria como desequilibrio, desalineamiento, etc, rara vez tiene vibraciones por encima de 3200 Hz. El límite superior de frecuencia de 20.000 Hz se selecciona porque la mayoría de los transductores de vibración tienen un
límite superior de frecuencia de alrededor de 7.000 Hz, sin arreglos especiales de montaje, y la señal del transductor es muy bajo por encima de 20000Hz.
NOTA!
Un alto valor de estado de los rodamientos se debe utilizar siempre como requerimiento para realizar el análisis de frecuencia.
Altos valores de condición de rodamientos pueden aparecer en las cajas de engranajes, máquinas convertidoras con cuchillas y máquinas similares sin ningún tipo de fallas de rodamientos, ya que "naturalmente" producen frecuencias por encima de 3,200 Hz.

Balancear con VIBER-A
Sólo es posible balancear máquinas en las que el desbalanceo es la principal causa de la vibración.
No cambie la posición del transductor de vibraciones después del inicio del procedimiento de balanceo.
Para usar este método de balanceo se requiere sólo de tres corridas consecutivas y se cambia el estado de balanceo del rotor.
Sólo se necesita la medición del nivel de vibración.
Un balanceo, por supuesto, sólo reduce la vibración causada por el desbalanceo.
Una corrida de balanceo será a menudo una buena aproximación y un primer intento de encontrar la razón de mayor vibración. Si el intento de balanceo no es exitoso, la causa puede ser partes del rotor sueltas etc.
Si la velocidad de la máquina es variable, asegúrese de elegir la misma velocidad durante cada prueba. No buscar la velocidad que da la más alta vibración. Tales velocidades demuestran su mayoría resultados no lineales.
Inicie el procedimiento de medición de los rodamientos buscando de niveles altos en las direcciones principales. Elegir un punto que tenga una buena conexión con un plano de balanceo donde se pueda poner en un peso en la máquina. Debe utilizar el mismo radio para los pesos de prueba y para los pesos de balanceo.

Este es el procedimiento para la
METODO DE BALANCEO EN DOS PUNTOS:
ETAPA 1:
Seleccione la velocidad de carrera y elija el punto de medición. Mida y anote el nivel de vibración y pare la máquina. Anote esta vibración como la lectura A.
ETAPA 2:
ETAPA 3:
Ponga un peso de prueba en el plano de balanceo. Anota la ubicación y el tamaño del peso de balanceo. Utilice su peso, volumen o longitud como una medida de la magnitud del peso de prueba.
Relacione el peso de prueba respecto a cualquier medida tomada que sea proporcional al peso.
Mida y anote el nivel de vibración y pare la máquina.
Anote esta vibración como la lectura 2.
Mueva el peso de prueba 180 grados, a una posición opuesta a la primera ubicación.
Mida y anote el nivel de vibración y pare la máquina.
Tenga en cuenta esta vibración como la lectura 3.

CÁLCULO
Ahora tenemos toda la información necesaria para iniciar los cálculos.
Compare los niveles de vibración de las lecturas 2 y 3.
Llame B al mayor valor entre las lecturas 2 y 3 y al menor valor llámelo C.
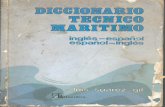
Dibuje una figura en la que se utiliza una medida de longitud proporcional al nivel de vibración real medido en cada lectura A, B y C respectivamente. Use una escala que le de una figura tan grande como sea posible. La precisión depende en gran medida del tamaño de la figura.
PASO 1: Dibuje A como una línea horizontal. Utilice una escala de acuerdo al tamaño del papel.
PASO 2: Dibuja un arco con vértice en el extremo izquierdo de la línea A que tenga el radio igual a la mitad de la longitud de B.
PASO 3: Dibuje un arco con vertice en el extremo derecho de A con un radio igual a la mitad de la longitud de C. Marque el cruce de los dos arcos. Dibuje una línea desde el extremo derecho de A a la intersección de los arcos con una longitud proporcional a C.
PASO 4: Una el extremo superior de C con el extremo izquierdo de la A formando una figura en forma de triángulo. Marque esta nueva línea como D. La posición angular del peso de balanceo es el ángulo (a) en la esquina izquierda de la figura entre la línea D y la línea de base A.

EL TAMAÑO DEL PESO DE BALANCEO
El tamaño del peso de balanceo que se debe poner en el plano de balanceo es proporcional a la magnitud del peso de prueba con la misma relación que la línea A a D en la figura. En otras palabras:
Balanceo del peso BW = Magnitud del peso de prueba P X longitud de A Longitud de D
Usted puede medir A y D en la figura. Pronto se dará cuenta de que los mejores resultados se obtienen cuando el triángulo tiene lados aproximadamente iguales.
LA POSICION ANGULAR DEL PESO DE BALANCEO
El ángulo (a) se puede medir en el rotor, ya sea en la dirección en contra o a favor de la rotación. Usted debe hacer una suposición calificada y probar una alternativa. Si no se reduce la vibración la otra ubicación puede ser la mejor.
El equilibrio se puede detener cuando la dirección radial más alta está por debajo de 3 mm/s RMS.
Cuando pusimos el peso de prueba en la posición C tuvimos una vibración más baja que en la posición B. El peso de prueba en la posición C debe por lo tanto estar en la parte media del rotor.
El peso de balanceo debe estar colocado (a) grados respecto a la posición del peso de prueba C.

VARIOS
Si prefiere calcular el peso de equilibrio, esta es la fórmula:
SOLUCION DE PROBLEMAS
La tarea más difícil en balanceo es estimar el tamaño adecuado del peso de prueba, porque no sabemos la sensibilidad al desbalanceo de la máquina. El procedimiento de balanceo se realizara con los cambios en el nivel de vibraciones que se producen cuando se añade un peso de prueba. Si el peso de prueba es demasiado pequeño en comparación con el desbalanceo no podemos medir los cambios en los niveles de vibración y las medidas A, B y C se vuelven casi iguales. El triángulo en nuestra figura se hace plano.
Si el peso de prueba es demasiado grande en comparación con el desbalanceo las mediciones B y C se vuelven muy grandes en comparación con la medición A y el triángulo en nuestra figura se vuelve muy alto y estrecho.
Esto produce una incertidumbre en nuestros cálculos.
Si el triángulo no se puede formar adecuadamente, utilice los resultados para estimar un mejor tamaño del peso de prueba o calcule en un lugar a un cuarto de vuelta lejos de la primera posición.
Si el triángulo no se puede formar a menudo hay dos razones principales:
1. Algo anda suelto. Compruebe el ajuste entre el rotor y el eje. Compruebe uniones atornilladas. ¿ Hay suavidad cayendo gradualmente durante cada corrida?
2. La vibración no depende del desbalanceo. Usted está tratando de balancear una máquina en la que el desbalanceo es muy pequeño y donde la vibración viene de otras fallas. Por ejemplo desalineamiento, caja reductora, cavitación en bombas etc.

BALANCEAR EL MÉTODO DE TRES PUNTOS.
El método de tres puntos le da el tamaño y el ángulo de ubicación (a) sin estimar la posición de la masa de balanceo. Asegúrese de elegir la misma velocidad en todas las ejecuciones de prueba y el mismo radio para todos los pesos de prueba y el peso de balanceo.
Paso 1.
Con el funcionamiento del rotor a la velocidad normal, mida y anote el nivel de vibración original como R1.
En nuestro ejemplo: R1 = 8 mm / s
Dibuje un círculo con un radio proporcional a R1 y a continuación, utilizar la misma escala para el resto del procedimiento.
Paso 2.
Detenga el rotor. Marque tres puntos en el rotor, aproximadamente 120 grados de separación en el que más adelante añadiremos pesos de prueba. Llame a los puntos A, B y C. Estos tres puntos no tienen que estar exactamente a 120 grados de separación, aparte que la precisión disminuye cuando se dejan espacios iguales. Hay que medir la posición del ángulo elegido lo más preciso posible.
Paso 3.
Poner un peso de prueba en la posición A. Arranque el rotor y mida el nivel de vibración R2.
En nuestro ejemplo, R2 = 5 mm / s. Dibuja un círculo proporcional a R2 con el centro en la posición A.

Paso 5.
Mueva el peso de prueba a la posición C. Arranque el rotor y mida el nivel de vibración R4.
En nuestro ejemplo R4 = 12 mm / s.
Dibuja un círculo proporcional a R4 con el centro en la posición C.
Paso 4.
Mueva el peso de prueba a la posición B. arranque el rotor y mida el nivel de vibración R3.
En nuestro ejemplo R3 = 10 mm/s. Dibuje un círculo proporcional a R3 con el centro en la posición B.

BW = peso de balanceo
P = peso de prueba
R1 = La lectura del desbalanceo original o la longitud de R1 en su escala seleccionada.
R5 = El vector resultante medido o la longitud de R5 en la escala seleccionada.
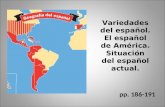
Paso 6.
Los tres círculos R2, R3 y R4 se cruzan en un punto común D. Dibuje una línea desde el centro del círculo R1 hasta el punto D. Llame a esta línea R5. Mida la longitud de esta línea utilizando la misma escala que antes.
En nuestro ejemplo R5 = 6.5 y este es el nivel de vibración causado por el peso de prueba, si P es el único desbalanceo en este rotor.
Paso 7.
Calcule la cantidad de la masa de equilibrado mediante la fórmula:

Si en nuestro ejemplo el peso de prueba P = 87 gramos de peso, entonces el equilibrio será:
Usa un transportador para medir el ángulo entre R5 y A. Este ángulo es también la posición angular del peso de balanceo en relación con la posición A en el rotor.
En nuestro ejemplo, el ángulo medido a = 37 grados.
En nuestro ejemplo tenemos que añadir un peso de balanceo de 107 gramos en un ángulo de 37 grados respecto a la posición A y en la dirección hacia B en el rotor.

ESPECIFICACIONES TÉCNICAS DEL VIBER - A
SENSIBILIDAD DE ENTRADA: 100 mV/g calibrado a 156,15 Hz.
RANGO DE MEDIDA: Velocidad: 0 a 200 mm/s RMS
RANGO DE FRECUENCIA: Nivel total de 10 3200Hz,
Opciones: 2-3200Hz, 10-1000Hz
Condición del rodamiento 3200Hz - 20000Hz
La medición se ajusta fundamentalmente a la norma ISO 2954, para cumplir con la nueva norma ISO 10816-3.
Si el instrumento corresponde al antiguo estándar de vibración ISO 2374, el instrumento se debe pedir con un rango de frecuencia opcional 10-1000Hz.
Tipo de batería: 6F22 9V o similar
TRADUCTOR DE VIBRACIONES
El acelerómetro IMI608A11 tiene una sensibilidad de 100 mV/g + / -10%.
IMÁN
Longitud: 20 mm, diámetro: 15 mm, fuerza magnética: sobre 14kg.
TIP DE EXTENSIÓN
Longitud: 65 mm