
Viavilidad Forestal de La Biomasa
16
17 Revista CIS-Madera APROVECHAMIENTO DE LA BIOMASA FORESTAL Aprovechamiento de la Biomasa Forestal producida por la Cadena Monte-Industria. Parte III: Producción de elementos densificados. ✍ Luis Ortíz, Alejandro Tejada, Antonio Vázquez Dpto. de Ingeniería de los Recursos Naturales y M.A. - E.U.I.T. Forestal, Pontevedra Gonzalo Piñeiro Veiras Área de Innovación y Tecnología - CIS-Madera En el presente trabajo se hace una revisión de los procesos de transformación física que hacen posible la obtención de productos de mejor calidad energética y mayor valor añadido que las materias primas originarias, aportando los resultados obtenidos en los trabajos realizados en el marco del "Proyecto de Aprovechamiento de la Biomasa Forestal producida por la Cadena Monte-Industria de Galicia". Este estudio ha sido coordinado por el CIS- Madera en colaboración con las Universidades de Santiago y Vigo.
description
Viavilidad Forestal de La Biomasa
Transcript of Viavilidad Forestal de La Biomasa

17Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
Aprovechamiento de la BiomasaForestal producida por la CadenaMonte-Industria.
Parte III: Producción de elementosdensificados.
✍ Luis Ortíz, Alejandro Tejada, Antonio VázquezDpto. de Ingeniería de los Recursos Naturales y M.A. - E.U.I.T. Forestal, PontevedraGonzalo Piñeiro VeirasÁrea de Innovación y Tecnología - CIS-Madera
En el presente trabajo se hace una revisión de los procesos de transformación física quehacen posible la obtención de productos de mejor calidad energética y mayor valor añadidoque las materias primas originarias, aportando los resultados obtenidos en los trabajosrealizados en el marco del "Proyecto de Aprovechamiento de la Biomasa Forestal producidapor la Cadena Monte-Industria de Galicia". Este estudio ha sido coordinado por el CIS-Madera en colaboración con las Universidades de Santiago y Vigo.

18Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
INTRODUCCIÓNEn la utilización de la biomasa residual forestal, ge-neralmente es necesario realizar una serie de opera-ciones previas de transformación física y acondicio-namiento.
Estas operaciones hacen posible obtener pro-ductos de mayor valor añadido, lo que posibilita laampliación de su mercado y su consumo.
No obstante, para que este acondicionamientoprevio sea viable, es necesario que el incremento devalor del producto final, compense los gastos de trans-formación del material. De esta forma, en función deltipo de aplicación a la que se destina, será necesarioaplicar distintas etapas de transformación y acondi-cionado.
Las principales etapas de transformación rea-lizables para el tratamiento de la biomasa residual sonel astillado, secado natural, secado forzado, molien-da, tamizado y densificación.
SECADO NATURALNormalmente, la biomasa residual forestal presentaun elevado contenido de humedad (sobre el 100% enbase seca), lo que plantea una serie de problemas enel acondicionado para su utilización con fines ener-géticos.
El secado natural se basa en aprovechar lascondiciones ambientales favorables para facilitar ladeshidratación de los residuos. En el caso de los resi-duos forestales procedente de las cortas existen dosposibilidades: realizar el secado directamente en elmonte, o realizar el secado después de haberlos con-vertido en astillas.
En los países nórdicos, se suele realizar unapilado de los restos de corta en grandes pilas que secubren con un film de papel encerado para evitar que
penetre el agua de la lluvia. La finalidad de este siste-ma de trabajo es disponer de un almacén de biomasadirectamente en el monte, ya que al utilizarse en apli-caciones energéticas-caloríficas el consumo de mate-rial es estacional, y se trata de conseguir una deshi-dratación del material de forma que tenga un mayorcontenido energético.
En otros casos, debido al sistema de trabajoutilizado para la recogida y aprovechamiento de losresiduos, a la premura en la preparación y plantacióndel monte, o a que exista un riesgo importante de pla-gas e incendios, el secado natural se realiza despuésdel astillado del material.
Durante el almacenado de residuos de la ma-dera se producen una serie de procesos termogénicosdebidos a la acción de las células vivas de la madera,a la actividad biológica de microorganismos (bacte-rias y hongos) y a fenómenos de oxidación química ehidrólisis ácida de los componentes de la celulosa,que ocasionan pérdidas energéticas en los materiales.
La liberación inicial de calor en la pila, es pro-ducida fundamentalmente por la respiración de lascélulas vivas de parénquima y el desarrollo de bacte-rias. Cuando se alcanzan temperaturas del orden de40 ºC, las células vivas mueren gradualmente; a par-tir de este punto la evolución del calor a largo plazoestá ocasionada fundamentalmente por la respiraciónde los hongos, pero por encima de 45 - 50 ºC las reac-ciones químicas liberadoras de calor se hacen tam-bién cada vez más importantes.
La temperatura que llegan a alcanzar las pilasde residuos depende, además, de la temperatura am-biente, precipitaciones, tamaño y compactación de lapila, y del contenido y distribución de corteza y ele-mentos finos.
En las partes centrales de las pilas la tempera-tura se eleva rápidamente durantelas primeras semanas de almacena-je, luego se estabiliza y, finalmen-te, disminuye de forma progresiva.Bajo determinadas condicionespueden producirse fenómenos decarbonización o ignición espontá-nea de las pilas. Este fenómeno tie-ne mayores probabilidades de apa-recer en pilas grandes, comenzan-do en las cavidades que contienenelementos finos y corteza. El fenó-meno de autocombustión de losmontones de fitomasa se ve favo-recido cuando los residuos tienengran cantidad de corteza o cuandosobre la superficie se forman cos-tras de hielo o se acumulan mate-

19Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
riales finos que obturan los huecos e impiden el inter-cambio de calor con la atmósfera.
Durante el secado de astilla en montones o pi-las, se produce el llamado "efecto chimenea" cuyadinámica es la siguiente: El aire penetra en las pilasdesde la superficie y enfría los residuos a la vez quese recalienta según avanza hacia el centro del mon-tón; la corriente de aire arrastra el agua contenida enlos materiales, produciéndose así un flujo de aire hú-medo y cálido desde el interior de los montones haciala cumbrera; de esta forma, el agua fluye verticalmentey se acumula en la cúspide donde se experimenta unfuerte recalentamiento y salida de vapor a la atmósfe-ra. El recalentamiento se ve favorecido por la acumu-lación de microorganismos arrastrados por el flujo deaire, con lo que se acelera el incremento de poblaciónmicrobiológica y, por tanto, la actividadtermogenésica. La salida de vapor a la atmósfera pro-duce una impresión de "humeo" de la cúspide de losmontones, lo cual da nombre a este fenómeno (efectochimenea).
Durante este almacenamiento en pilas de laastilla, se registra una pérdida de madera que en ge-neral suele estar comprendida entre el 0,5-1% por mesen climas fríos y templados, y el 0,75-3% por mes enclimas cálidos y húmedos.
Las recomendaciones prácticas más importan-tes para lograr un secado natural, sin tener una pérdi-da importante de materia seca, son:
Hacer pilas de no más de 40-50 m3, evitandoel apelmazamiento del material.Evitar la presencia de finos que impiden laentrada de aire en la pila.Controlar la temperatura en el interior de la
pila, y voltear el material cuando se registrentemperaturas superiores a 60 ºC.
SECADO FORZADOCon el secado natural, contando con una climatolo-gía adecuada e infraestructura suficiente para el al-macenamiento durante un período más o menos largode tiempo, no es posible alcanzar normalmentehumedades por debajo del 20% en base húmeda.
Cuando la humedad conseguida con el secadonatural no es la adecuada para el procesado del mate-rial, o bien no se disponen de las condiciones necesa-rias para su realización, es necesario recurrir al seca-do forzado.
Para el secado forzado de biomasa, los equi-pos más utilizados se clasifican en:
Secaderos directos: la transferencia de calores por contacto directo entre el material húme-do y los gases calientes.Secaderos indirectos: la transferencia de ca-lor se realiza a través de una pared de reten-ción.Los diseños que mejor se ajustan a estos tipos
de transferencia de calor, y suelen resultar más ade-cuados para el secado de biomasa son los de tamborrotatorio o "trommel" y los de tipo neumático.
Los de tipo neumático están basados en elarrastre de los residuos mediante un flujo térmico que
Dinámica de secado en las pilas de astilla

20Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
TECNOLOGÍA Y EQUIPOS DE BRIQUETADOLas briquetas son unos elemen-tos normalmente de forma cilín-drica, con diámetros comprendi-dos habitualmente entre 5 y 10 cmy de gran densidad, formados pormateriales prensados que se uti-lizan como combustible. Cuandose emplean para su fabricaciónelementos lignocelulósicos, comola madera, las temperaturas ori-ginadas durante la fase de pren-sado producen un reblandeci-miento de la lignina, de forma quetras su enfriamiento funcionacomo un aglomerante de las par-tículas. Esta acción aglomerantede la lignina a alta temperatura,permite que para la fabricación debriquetas, a partir de elementosde madera, no sea necesarioagregar ningún tipo deaglomerante (resinas o ceras).
Estos elementos densificados presentan unaserie de ventajas con respecto al material del que pro-vienen, ya que su mayor densidad permite disminuirel coste de transporte y almacenamiento, además deser productos más homogéneos en características ypropiedades, más limpios, y mucho más fáciles de ma-nejar.
Los métodos industriales de briquetado datande la segunda parte del siglo XIX. Desde entonces eluso de las briquetas ha estado ligado a períodos deescasez de combustible y a épocas de crisis. Durantela II Guerra Mundial la fabricación de briquetas a par-tir de residuos de madera y otros desperdicios se en-contraba muy extendido en Europa y América. Tras laguerra las briquetas fueron apartadas del mercado porlos hidrocarburos baratos.
De nuevo durante los períodos de alto preciode la energía, como los años 70 y principios de los 80,el uso de briquetas se revitaliza, principalmente enEscandinavia, los EEUU y Canadá.
Actualmente la tendencia es producir briquetasde combustible de bajo coste económico, a partir deresiduos no utilizados para otros usos de mayor valor.
Para que durante la producción de las briquetasse produzca el proceso de autoaglomeración, es ne-cesario que la humedad del material esté comprendi-da entre el 8 y 15% B.H. y que el tamaño de las partí-culas esté comprendido entre 0,5 y 1 cm.
Existen distintas tecnologías de briquetado,siendo las más utilizadas las siguientes:
Densificación por impacto –Briquetadoras de pistónLa compactación del material seconsigue mediante el golpeteo,producido sobre la biomasa, porun pistón accionado a través deun volante de inercia. Las densi-dades conseguidas suelen estarentre 1.000 y 1.200 kg/m3.
Densificación por extrusión –Briquetadora de tornilloSe trata de un sistema basado enla presión ejercida por un tornillosinfín especial, que hace avanzarel material hasta una cámara quese estrecha progresivamente (for-ma cónica). Este tipo de equipospermite realizar briquetas con ori-ficios interiores que favorecen sucombustión. Con este sistema sepueden obtener briquetas de ma-
yor densidad que con los sistemas de impacto (1.300-1.400 kg/m3), si bien, los consumos energéticos y loscostes de mantenimiento son notablemente más ele-vados.
Briquetadoras hidráulicas o neumáticasEn estas máquinas la presión es producida por uno ovarios cilindros accionados por sistemas hidráulicos oneumáticos. Se suelen utilizar cuando los residuos sonde muy mala calidad, o están húmedos y no se re-quiere una gran calidad de la briqueta final. Son equi-pos de muy poco consumo y mantenimiento. Estosequipos producen briquetas con densidades del or-den de 700-800 kg/m3, si bien en determinados casospueden llegar a alcanzar hasta 900 -1.000 kg/m3.
Fuente: Energía Xilogenerada. Luis Ortíz. 1994

21Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
durante el recorrido extrae la humedad del material.Suelen utilizarse cuando el producto es degranulometría fina y/o se requiere una ligera deshi-dratación. Básicamente constan de un foco de calorque genera el flujo térmico deshidratador, un canal desecado donde el flujo térmico arrastra los sólidos ensuspensión y provoca la salida del agua contenida enellos, y un sistema de succión que posibilita el movi-miento del flujo y los materiales.
Los secaderos rotatorios tipo "trommel" se sue-len utilizar cuando se trabaja con materiales muyhúmedos y/o de granulometría gruesa. Fundamental-mente constan de las mismas partes que en el casoanterior, si bien en estos equipos el canal de circula-ción es un cilindro que gira, facilitando el contactoentre los sólidos y el flujo secante. En este tipo desecaderos el movimiento de los sólidos se controlaregulando la pendiente interior y el giro del cilindro.
Atendiendo a la dirección del flujo térmicorespecto al flujo del material, se distinguen secaderosde corrientes paralelas unidireccionales y secaderos acontracorriente. En los del primer tipo, el flujo de gasy de sólidos discurren en el mismo sentido, de formaque el gas se va cargando de humedad durante el re-corrido, por lo que al final del secadero el gas puedellegar a estar saturado de agua, con lo que la eficaciade secado disminuye.
En los secaderos a contracorriente los flujosde gas y sólido viajan en sentidos distintos. De estamanera, los sólidos según avanzan van encontrandoun ambiente cada vez más seco y de mayor tempera-tura, con lo que la deshidratación es más eficaz y cons-tante. Se trata de un sistema que presenta un mayorriesgo de ignición de los sólidos y, por tanto, de in-cendios. Las temperaturas de entrada de gases suelenestar entre los 200 y 500ºC y los de salida entre los 90y 120ºC (para evitar condensaciones y pérdidas decalor en la chimenea).
A continuación se exponen los resultados de 2experiencias de secado forzado realizadas emplean-
do residuos astillados de eucalipto y pino en un seca-dero industrial de tipo trommel.
Los ratios obtenidos, para secado forzado deastilla de eucalipto y pino con un flujo de 1.300 kg/h,de aire/madera de entre 3 y 8 kg/kg, y de aire seco/madera de 0,2 kg/kg, así como de aire seco/agua eva-porada de unos 15 kg/kg, son básicos para el diseñode secaderos específicos para este tipo de material.
Es importante apuntar que conforme disminu-ye la humedad del producto obtenido, más difícil ymás caro es el proceso de secado. Esto se debe a lamayor resistencia a la transferencia de materia y a queel gradiente de humedad en la partícula es cada vezmenor (fuerza impulsora).
Debe quedar claro que para que la operaciónde secado artificial sea viable para aplicaciones ener-géticas directas, es necesario que se logre aumentarel rendimiento de combustión, al aumentar el PCI delmaterial. Otro de los condicionantes que haría nece-sario secar el material, sería que el sistema de com-bustión no permita una combustión continua y uni-forme con un material con tan bajo poder calorífico.
Con los precios actuales de mercado, en estosmomentos sólo estaría justificado el secado artificialdel material cuando se utilice para aplicaciones ener-géticas de mayor valor añadido como pueden ser loselementos densificados, pellets y briquetas.
Curvas de secado forzado en función del tipo deresiduo y la temperaturaSe realizó un estudio para determinar el gradiente dedeshidratación de la astilla procedente de ramas grue-sas (2,5-6 cm de diámetro) de pino gallego y eucalip-
RESUMEN DE RESULTADOS
PARÁMETRO PINO EUCALIPTOCAPACIDAD 1280 1292 Kg/hHUMEDAD INICIAL 38,8 23,7 %B.H.HUMEDAD FINAL 6,3 6,6 %B.H.TEMP. AMBIENTE 26,4 19,4 º CHUMEDAD AMBIENTE 34,7 45,5 %TEMPERATURA HORNO 438 458 º CTEMP. GAS ENTRADA 385 410 º CTEMP. GAS SALIDA 66,8 68,6 º CHUMEDAD GAS SALIDA 12,7 10,67 %CONSUMO ENERGETICO40 63 KWVELOCIDAD TROMMEL 9 9 RPMCAUDAL GASES 7004 3369 Kg/hCAUDAL GASES 5448 2620 Nm3AGUA EVAPORADA 443,9 236,5 Kg/hAIRE/MADERA (secos) 8,94 3,42 Kg/KgAIRE SECO/MADERA 0,27 0,2 Kg/KgAIRE SECO/AGUA EVAP. 15,78 14,24 Kg/KgCONSUMO COMBUSTIBLE (pellet-PCI 3849) 203 183 Kg/h
22Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
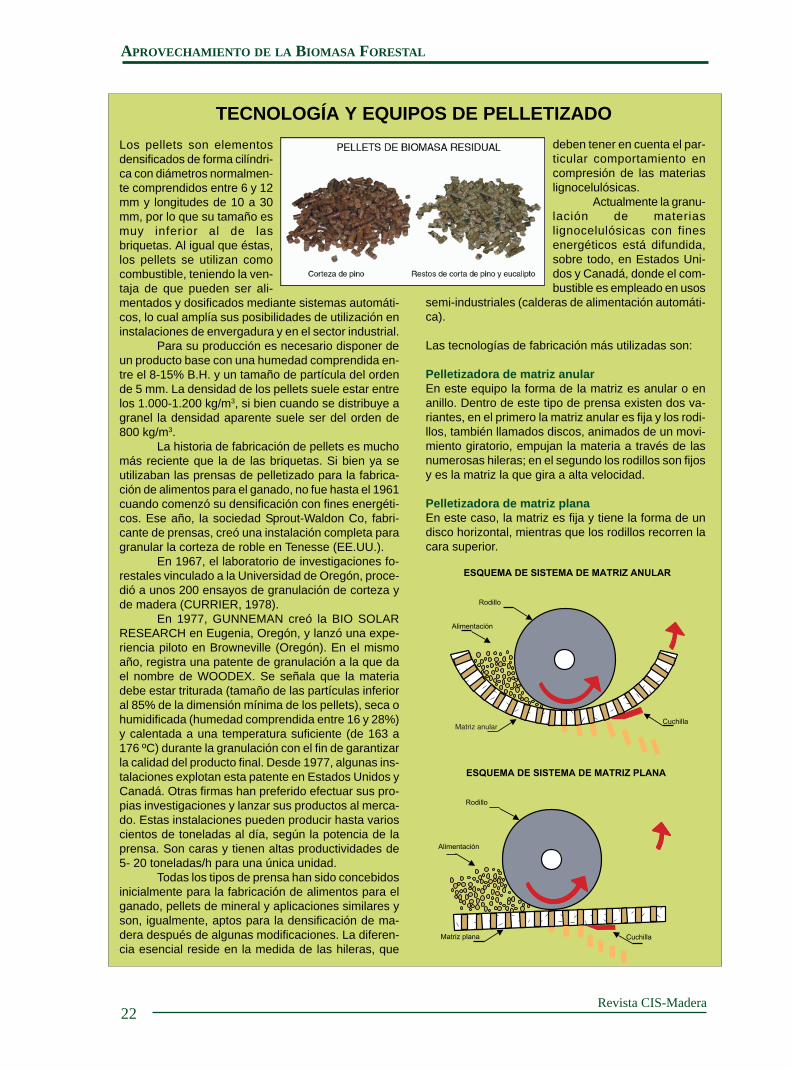
TECNOLOGÍA Y EQUIPOS DE PELLETIZADOLos pellets son elementosdensificados de forma cilíndri-ca con diámetros normalmen-te comprendidos entre 6 y 12mm y longitudes de 10 a 30mm, por lo que su tamaño esmuy inferior al de lasbriquetas. Al igual que éstas,los pellets se utilizan comocombustible, teniendo la ven-taja de que pueden ser ali-mentados y dosificados mediante sistemas automáti-cos, lo cual amplía sus posibilidades de utilización eninstalaciones de envergadura y en el sector industrial.
Para su producción es necesario disponer deun producto base con una humedad comprendida en-tre el 8-15% B.H. y un tamaño de partícula del ordende 5 mm. La densidad de los pellets suele estar entrelos 1.000-1.200 kg/m3, si bien cuando se distribuye agranel la densidad aparente suele ser del orden de800 kg/m3.
La historia de fabricación de pellets es muchomás reciente que la de las briquetas. Si bien ya seutilizaban las prensas de pelletizado para la fabrica-ción de alimentos para el ganado, no fue hasta el 1961cuando comenzó su densificación con fines energéti-cos. Ese año, la sociedad Sprout-Waldon Co, fabri-cante de prensas, creó una instalación completa paragranular la corteza de roble en Tenesse (EE.UU.).
En 1967, el laboratorio de investigaciones fo-restales vinculado a la Universidad de Oregón, proce-dió a unos 200 ensayos de granulación de corteza yde madera (CURRIER, 1978).
En 1977, GUNNEMAN creó la BIO SOLARRESEARCH en Eugenia, Oregón, y lanzó una expe-riencia piloto en Browneville (Oregón). En el mismoaño, registra una patente de granulación a la que dael nombre de WOODEX. Se señala que la materiadebe estar triturada (tamaño de las partículas inferioral 85% de la dimensión mínima de los pellets), seca ohumidificada (humedad comprendida entre 16 y 28%)y calentada a una temperatura suficiente (de 163 a176 ºC) durante la granulación con el fin de garantizarla calidad del producto final. Desde 1977, algunas ins-talaciones explotan esta patente en Estados Unidos yCanadá. Otras firmas han preferido efectuar sus pro-pias investigaciones y lanzar sus productos al merca-do. Estas instalaciones pueden producir hasta varioscientos de toneladas al día, según la potencia de laprensa. Son caras y tienen altas productividades de5- 20 toneladas/h para una única unidad.
Todas los tipos de prensa han sido concebidosinicialmente para la fabricación de alimentos para elganado, pellets de mineral y aplicaciones similares yson, igualmente, aptos para la densificación de ma-dera después de algunas modificaciones. La diferen-cia esencial reside en la medida de las hileras, que
deben tener en cuenta el par-ticular comportamiento encompresión de las materiaslignocelulósicas.
Actualmente la granu-lación de materiaslignocelulósicas con finesenergéticos está difundida,sobre todo, en Estados Uni-dos y Canadá, donde el com-bustible es empleado en usos
semi-industriales (calderas de alimentación automáti-ca).
Las tecnologías de fabricación más utilizadas son:
Pelletizadora de matriz anularEn este equipo la forma de la matriz es anular o enanillo. Dentro de este tipo de prensa existen dos va-riantes, en el primero la matriz anular es fija y los rodi-llos, también llamados discos, animados de un movi-miento giratorio, empujan la materia a través de lasnumerosas hileras; en el segundo los rodillos son fijosy es la matriz la que gira a alta velocidad.
Pelletizadora de matriz planaEn este caso, la matriz es fija y tiene la forma de undisco horizontal, mientras que los rodillos recorren lacara superior.

23Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
to, en función de las temperaturas de secado emplea-das.
Para ello se introdujeron las muestras en estu-fa a diferentes temperaturas, haciendo un seguimien-to de la pérdida de peso del material.
Se consideraron tres posibles escenarios desecado con temperaturas de 30, 60 y 105 ºC. Estosvalores, se mantuvieron de manera constante durantelas 196 horas que duró el ensayo, para cada tempera-tura y especie. La humedad de las muestras se obtuvopor el método de desecación en estufa a 105 ºC hastaobtener peso constante.
En las siguientes gráficas se muestran las cur-vas de secado obtenidas para los distintos materialesy temperaturas.
Como se puede apreciar en las gráficas, el des-censo de humedad es muy rápido para las isotermasde 60 y 105 ºC.
Los tiempos de deshidratación obtenidos pue-den tomarse como referencia en el caso de hacer untratamiento industrial de secado mediante la forma-ción de mantas de no más de 7 cm de altura y bajotechumbre. En el caso del tratamiento de pilas de as-tilla los tiempos aquí indicados no se cumplen, debi-do a que el secado en montones sufre una dinámicade secado sensiblemente diferente.
REDUCCIÓN GRANULOMÉTRICAEsta operación es imprescindible cuando se pretendeutilizar el material en aplicaciones energéticas, tantoen aplicaciones directas como para la fabricación deelementos densificados. Cuando el material se desti-na a la producción de energía, la calidad de la astillaproducida no es un factor primordial, siendo éste elrendimiento de astillado y el evitar piezas de gran ta-maño que pueden producir atascos en los equipos detransporte y alimentación.
Si parte de la astilla producida se quisiera em-plear como materia prima para la fabricación de ta-bleros derivados de la madera, es necesario conse-guir una astilla de mayor calidad y más homogéneaen tamaño. Actualmente la mayor parte de los equi-pos de astillado de biomasa residual forestal utiliza-dos en Europa emplean cuchillas, bien montadas so-bre un tambor o un disco de inercia, y sistemas dealimentación normalmente horizontales y forzadosmediante el empleo de rodillos presores. En algunoscasos, también se utilizan astilladoras de martillos,pero suelen destinarse a materiales que contienen unagran cantidad de arena y piedras que provocarían undesafilado prematuro de las cuchillas.
Uno de los materiales más difíciles de astillares la corteza de eucalipto. Su consistencia fibrosa uni-da a su alto contenido de humedad, hacen que se pro-voquen atascos y cegado de las mallas cuando las ins-talaciones no tienen las condiciones adecuadas paraeste material.
Las pruebas realizadas en el marco de este pro-yecto para el astillado de corteza de eucalipto nos hanpermitido llegar a la conclusión, de que para el proce-sado de este material es recomendable utilizar equi-pos de tambor con cuchillas con alimentación hori-zontal forzada, siendo imprescindible para obtener unfuncionamiento continuo, que la cuchilla se encuen-tre perfectamente ajustada a la contracuchilla, reco-mendándose que la luz entre ellas sea de forma gene-ral menor de 1 mm.
Para algunas aplicaciones como la fabricaciónde elementos densificados es necesario realizar ade-más una molienda del material para conseguir unamayor homogeneidad y menor tamaño de partícula.Normalmente para estas aplicaciones se suelen em-plear molinos de martillos debido principalmente asu menor mantenimiento, comparado con los equiposde cuchillas.
En la planta piloto de la E.U.E.T. Forestal dePontevedra, con una capacidad de producción de 200kg/h, se realizaron una serie de pruebas de moliendacon molino de martillos y malla de 8 mm, con distin-tos tipos de residuos.

24Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
En los últimos años se ha producido en España un importante auge delconsumo de biomasa residual densificada, que es del orden de las 30.000toneladas equivalentes de petróleo. La mayor parte de las 12 instalacio-nes de briquetado existentes , fueron concebidas y diseñadas para trans-formar residuos de industrias de segunda transformación de la madera,los cuales escasean, pues ya se están utilizando en su práctica totalidado tienen mercados alternativos en el sector ganadero, fabricación de ta-bleros, etc.
Aunque durante los años 90, el mercado de productos energéti-cos compactados fue el único que mantuvo un incremento cuantitativosensible y sostenido, hoy en día se observa una cierta estabilización delsector debido a la dificultad de obtener los productos residuales de in-dustrias de la madera, con los que se ha venido abasteciendomayoritariamente esta industria.
Por este motivo, para incrementar la producción de briquetas, esnecesario potenciar la utilización de fitomasa residual de origen forestal,que cuantitativamente representa un importantísimo potencial energético, pero que técnica y económicamente planteaproblemas en cuanto a su transformación física y manejo, lo cual limita su viabilidad.
En general, las instalaciones de briquetado se instalaron para solucionar el problema de la acumulación de residuosprocedentes de aserraderos, carpinterías y fábricas de transformación secundaria de la madera (puertas, muebles, par-quet, etc.). De esta forma cerca del 90% de la materia prima se obtiene de industrias de primera y segunda transformaciónde la madera y sólo un porcentaje residual se obtiene de la limpieza de bosques. Esto demuestra que la existencia de unoscostes de transporte, manipulación y tratamiento (secado, astillado, reducción granulométrica, etc.) están haciendo inviablela obtención de briquetas a partir de los residuos forestales.
Prácticamente todas las empresas utilizan los residuos en forma de serrines o virutas como materia prima, ya que deesta forma se reducen drásticamente los costes de acondicionamiento higrotérmico y granulométrico del material.
La tecnología más utilizada es la densificación por impacto, con un 86% de los equipos operativos. El resto de losequipos son de funcionamiento hidráulico y generan únicamente entre el 3-4% de la producción. En general las máquinasinstaladas tienen producciones horarias pequeñas. La producción total alcanzada es de 45.000 t/año con produccioneshorarias comprendidas entre 250 y 3.000 kg/h.
En cuanto a las transformaciones previas al proceso de briquetado, aproximadamente el 60% de las fábricas norealiza ningún proceso de acondicionamiento y, en los casos en los que se realiza, consiste generalmente en una etapa dereducción granulométrica (refino), complementada, a veces, con un secado forzado.
Aunque las características de las briquetas varían en función de la materia prima y del proceso de fabricación. Lascaracterísticas del producto producido en España es una briqueta de 25 cm de longitud, con un diámetro de 6-7 cm y unadensidad media de 1.100-1.200 kg/m3.
La cuarta parte de la producción total se envasa en paquetes de plástico retráctil, con pesos que oscilan entre los 10y 35 kg. El 31% se comercializa en cajas de cartón, con pesos entre 10 y 50 kg. Algunas empresas los expenden en sacosde rafia de 25-50 kg, y otras directamente a granel. En algún caso, se pueden encontrar las briquetas en sacos de papel,flejadas en un atadillo, o incluso en sacos espe-ciales de 1.000 kg.
El sector doméstico es el mayor consu-midor de briquetas en España, con un consu-mo del 80%, utilizándose principalmente en ca-lefacción doméstica. El resto de la producciónse destina a aplicaciones energéticas en peque-ñas industrias como cerámicas (10%), o en hor-nos y panaderías (10%).
El precio de venta a granel en planta esdel orden de 0,05-0,06 €/kg, aunque el preciofinal de venta al público al detalle oscila entrelos 0,18-0,60 €/kg. El precio de la materia primaes muy variable, oscilando generalmente pordebajo de 0,03 €/kg.
EL SECTOR DE FABRICACIÓN DE BRIQUETAS EN ESPAÑA
COMBUSTIBLE P.C.I. P.V.P(kcal/kg) (cent.€/kg) c€/termia
Butano comercial* 10.938 69,20 6,3Gas natural ** - 5,82 6,8Gasóleo C *** 10.000 48,8 4,9Antracita 7.300 12-14 1,6-2,0Leña 2.500-3.500 3-9 1,2-2,6Briquetas 4.300 6-18 1,4-4,2
* PVP máximo autorizado del 1 de mayo al 30 de abril de 2003.** PVP máximo autorizado con tarifa 3.1 (3.000 kWh/año = 2.579 termias)*** Dato de PVP con una densidad de 0,83 kg/l.Fuente: Comisión de la Energía UE (abril 2003).

25Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
Con todos los productos ha sido posible con-seguir un proceso de molienda continuo, excepto enel caso de la corteza de eucalipto, donde aún utilizan-do una malla de 20 mm ha sido imposible conseguirun resultado satisfactorio.
Los mejores resultados en cuanto a rendimientoenergético corresponden a la corteza de pino. A con-tinuación se sitúan las ramas gruesas de eucalipto ypino y por último las ramas de eucalipto y pino depequeño calibre que contienen gran cantidad deacículas y hojas, lo cual limita la velocidad de ali-mentación y complica puntualmente el proceso demolienda.
El empleo de mallas de menor tamaño impli-can un mayor consumo energético, que sólo puedeser justificado por la mayor calidad en el productofinal. De esta forma, en cuanto a la elección del tama-ño de malla adecuado, se debe llegar a un compromi-so entre el gasto energético durante la fase de astilla-do-molienda y la calidad del producto final.
DENSIFICACIÓNEl empleo energético de la biomasa forestal residualtiene una serie de desventajas con respecto a otroscombustibles como son su baja densidad y dificultadde manejo. Una de las posibilidades de transforma-ción física, consiste en su compactación para la ob-tención de productos combustibles densificados conun alto poder calorífico, y homogéneos en propieda-des y dimensiones. Esto permite la automatización delos sistemas de alimentación y control de la combus-tión, además de permitir de unos gastos menores detransporte y almacenamiento.
Durante el proyecto, se realizaron una serie depruebas industriales y de laboratorio para evaluar laaplicación técnica de distintos materiales proceden-tes de la fitomasa forestal, como materia prima de ele-mentos densificados.
Los materiales empleados en las pruebas fue-ron:
Serrín y viruta roja.Corteza de pinoCorteza de eucaliptoRestos de corta de eucaliptoRestos de corta de pino
Planta piloto de astillado-molienda y detalle del molino

26Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
En estos momentos existen 4 plantas en España, de lascuales las localizadas en Vimianzo (A Coruña) y enPedroñeras (Cuenca) se encuentran actualmente cerradas.
Las dos plantas que siguen operativas se encuen-tran en Bastabales (Pontevedra) y Villacañas (Toledo), sibien esta última pertenece a la firma Vapormatra con sedeen Vigo.
En Villafranca (Navarra) la empresa Empasa fabri-ca pellets de paja para alimentación de animales. En añosde excedentes agrícolas comercializa parte de su produc-ción como combustible.
Si bien las plantas comenzaron utilizando como ma-teria prima cortezas de coníferas, en estos momentos seestá usando mayoritariamente residuos de empresas de lamadera, generalmente de 2ª transformación.
Actualmente, el consumo de pellets en España su-pera la producción, por lo que se están importando pelletsproducidos en Canadá y otros países europeos. De la misma forma, las plantas nacionales suministran pellets aotros países europeos como Francia, Alemania o Italia.
El sistema más habitual de envasado de los pellets es su ensacado en unidades de 15-50 kg. En otrospaíses donde existe una red de comercialización importante, el material se suele manejar a granel o en grandesbolsas de 1 m3 de capacidad.
El mayor consumidor de este producto en España es el sector doméstico, utilizándose principalmente enestufas equipadas con sistemas automáticos de alimentación. Por este motivo el sistema más usual de venta delos pellets es en sacos de pequeño tamaño.
En otros países, donde es muy común el uso de los pellets en sistemas de calefacción y producción deagua caliente sanitaria, tanto en viviendas unifamiliares como en edificios, y en calderas industriales, es muynormal que el material sea comercializado a granel y con un contacto directo con la fábrica, lo que permitereducir el precio de venta sustancialmente.
EL SECTOR DE FABRICACIÓN DE PELLETS EN ESPAÑA
COMBUSTIBLE P.C.I. P.V.P(kcal/kg) (c€/kg) c€/termia
Butano comercial* 10.938 69,20 6,3Gas natural ** - 5,82 6,8Gasóleo C *** 10.000 48,8 4,9Antracita 7.300 12-14 1,6-2,0Leña 2.500-3.500 3-9 1,2-2,6Pellets 4.400 9-12 2,0-2,7
* PVP máximo autorizado del 1 de mayo al 30 de abril de 2003.** PVP máximo autorizado con tarifa 3.1 (3.000 kWh/año = 2.579 termias)*** Dato de PVP con una densidad de 0,83 kg/l.Fuente: Comisión de la Energía UE (abril 2003).
Descarga de Pellets a granel.Fuente: Vapo Oy.
PRECIO DE LOS PELLETS EN SUECIA
Sistema de envasado €/tEn camión a granel 128-150En grandes sacos (500-1000 kg) 141-154En sacos pequeños (50 kg) 225-240
*Datos del año 2003 de la empresa Biowatti.Son precios finales incluyendo el transporte e IVA (22%), considerando unpedido de 5-8 toneladas.

27Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
Con estos materiales se realizaron las siguien-tes pruebas:
1. Densificado en planta piloto con equipo debriquetado hidráulico (100 kg/h).
2. Densificado en planta industrial con equipo debriquetado de pistón (350 kg/h).
3. Pelletizado en planta industrial con equipo depelletizado con matriz plana (2.500 kg/h).
A continuación se exponen las pruebas decompactación realizadas con distintas tecnologías ydistintos materiales, así como las conclusiones obte-nidas.
Densificación en planta piloto con briquetadorahidráulicaEstas experiencias se realizaron en la briquetadorahidráulica de doble cabezal y 100 kg/h de la E.U.E.T.Forestal de Pontevedra.
Para la realización de las pruebas dedensificado, se partió de materiales molidos con ma-lla de 10 mm. Debido a las características de los equi-pos con funcionamiento hidráulico, que permiten
densificar elementos con humedades por encima in-cluso del 20 % en B.H, las pruebas se realizaron conel material bastante húmedo. La finalidad de ésto esconseguir reducir el coste económico de la etapa desecado, ya que es uno de los puntos claves que enmuchos casos limitan la viabilidad técnica y econó-mica de la densificación a escala industrial.
Se ha logrado producir briquetas con todos losmateriales, si bien las densidades conseguidas son,en general, menores que las de elementos producidosen equipos de impacto.
Las materias primas que permiten conseguirdensidades por encima de 1.000 kg/m3, son los resi-duos industriales de serrín y viruta roja, y la cortezade pino, siendo además las briquetas de mayor cali-dad superficial.
Con respecto al consumo energético, si bienhay una cierta variabilidad, el material que mayorconsumo energético supuso fue la corteza de eucalip-to con un contenido de humedad del 13% en B.H..
Proceso de fabricación de elementos densificados.Fases del Proceso
Briquetadora hidráulica
Detalle de cabezal de briquetado

28Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
Uno de los factores de mayor incidencia en la expan-sión de la combustión de pellets en Europa, ademásdel incremento en el precio de los combustibles fósi-les tradicionales, ha sido el avance en los sistemasde combustión utilizados en el sector doméstico y deinstalaciones de media potencia.
Durante los primeros años, se utilizaroncalderas fabricadas para leña y carbón, de forma quese conseguía un bajo rendimiento. En cambio, en lasgrandes calderas industriales no se dió este problema,ya que los pellets se desmenuzan convirtiéndolos enpolvo, lo que permite inyectarlos en la caldera comopolvo en suspensión, de forma que el rendimiento seamuy alto.
Estufas de pelletsLa potencia normal de estos equipos está entre 3-6kW, y suelen emplearse en viviendas unifamiliares ais-ladas, con una baja demanda calorífica o que dispo-nen de un sistema complementario de calefacción.Estas estufas disponen de un pequeño almacén depellets (15-25 kg) y un sistema de regulación de la
alimentación auto-mático en funciónde la temperaturaambiental. El calen-tamiento se realizamediante uni n t e r c a m b i a d o raire-aire, y ademásdisponen de siste-mas automáticosde ignición. La ins-talación de estosequipos automáti-cos es muy sencilla,y únicamente re-
quiere una salida de gases (no necesita chimenea).La eficiencia de estos equipos está normalmente en-tre el 70 y el 90%.
Quemadores de pelletsSe han desarrollado una serie de quemadores espe-cíficos para la combustión automática de pellets, conpotencias comprendidas en-tre 15 y 500 kW y que pue-den ser incorporadas a calde-ras que trabajaban con gasoilo gas, si bien la capacidad no-minal de la caldera se reducealrededor del 70-80%.
La principal diferenciade estos quemadores es quedisponen de una cámara decombustión donde los pelletsse van alimentandoautomáticamente, según la
SISTEMAS DE COMBUSTIÓN AUTOMÁTICOS DE PELLETSdemanda de energía mediante un tornillo sinfín. El con-trol del combustible y del aire de combustión es auto-mático, así como el apagado y encendido, funcionan-do con un sistema similar al de las de las calderas degasoil o gas.
Uno de los mayores problemas que tuvieroninicialmente estos equipos era la acumulación de ce-nizas. Actualmente, se han desarrollado equipos au-tomáticos de limpieza que permiten reducir el mante-nimiento de la caldera. La eficiencia con estos siste-mas, está comprendida entre el 80-90%.
Se han desarrollado también calderas con acu-muladores de agua que disponen de una caldera depellets, un sistema alternativo compuesto de una re-sistencia eléctrica, y la posibilidad de utilizar el aguacalentada en placas solares.
El almacenamiento de los pellets, consiste ge-neralmente en un silo con un sistema de descargapor gravedad en un tornillo sinfín. Para evitar la igni-ción del material almacenado, generalmente losquemadores disponen de sistemas de control delrebufo de la llama, así como de sistemas de detec-ción y extinción.
Uno de los factores que más inciden en la efi-ciencia de la combustión, en los períodos de manteni-miento, y en general en un correcto funcionamientode la caldera, es la calidad de los pellets. En estosmomentos se está desarrollando una norma europeade estandarización de biocombustibles (CEN TC335Solid Biofuel Standard).
Fuente: PellX
Fuente: VTT Energy
Fuente: PellX
Fuente: Whitfield

29Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
Además, la producción con este tipo de material fuemuy baja, debido a que la corteza de eucalipto moliday seca, es muy fibrosa y se apelmaza formando gru-mos o madejas que tienen muy baja densidad aparen-te. De esta forma, en la cámara de prensado entrabamuy poco material en peso, de forma que la longitudde las briquetas de corteza de eucalipto eran muchomenores que las de otros productos.
En base a estas pruebas se puede comprobarque, a excepción de la corteza de eucalipto, todos losdemás materiales residuales forestales son aptos parala fabricación de briquetas de características simila-res a las comercializadas actualmente.
Además, si bien el equipo de briquetado pro-duce elementos con densidades menores que otrosequipos como los de impacto, esta tecnología permiteemplear el material con humedades más altas lo quepermite economizar el gasto de la fase de secado.
Densificación en planta industrial conbriquetadora de impacto o pistónEstas experiencias se han realizado en unabriquetadora industrial de impacto con una capaci-dad de 350 kg/h, instalada en una fábrica de mueblesque utiliza sus residuos industriales para la fabrica-ción de los elementos densificados.
Los resultados obtenidos, permiten comprobarque las densidades obtenidas son bastante superioresa las logradas con los mismos materiales, pero en el
equipo hidráulico. Las características de las briquetashan sido comparables a las obtenidas industrialmen-te, si bien en las producidas a partir de ramas gruesasde eucalipto se aprecia una peor aglomeración de laspartículas. En parte, ésto puede ser debido a lagranulometría del material, ya que al aportar pocomaterial fino y ser muy duro dificulta la fase de aglo-meración.
Propiedades de las briquetas realizadas con equipohidráulico
Producción y consumo con distintas materias primas
Equipo de briquetado de impacto
Panel de control de planta piloto de briquetado

30Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
La primera planta de producción de pellets en Sueciacomenzó su producción en el año 1982. Esta fábricatuvo problemas debido a que los costes de produc-ción eran mucho más altos de lo previsto, lo que hizoque en el año 1986 cerrase. En esta época no exis-tían equipos específicos para este tipo de combusti-ble, de forma que la eficiencia en la combustión eramuy baja.
En 1984 el grupo Volvo construyó una plantade fabricación que tuvo que cerrar también en el año1989.
En 1987 se fundó la primera planta que utiliza-ba como materia prima material seco (las anterioresutilizaban fundamentalmente corteza), con una pro-ducción de 3.000 toneladas/año. Esta fábrica actual-mente continúa con su actividad.
A principios de los años 90, el gobierno suecoimpone unos impuestos para gravar a los combusti-bles fósiles. Esta decisión, marca el inicio de un rápi-do crecimiento en el empleo de pellets.
El sector de fabricación de pellets en Suecia,se compone de 30 grandes plantas con una capaci-dad de producción de 1.000.000 toneladas al año. Laprincipal materia prima empleada es serrín proceden-te de la industria de aserrado. Únicamente una em-presa utiliza corteza como materia prima. Para poderaumentar la capacidad de producción, la industria estábuscando materias primas alternativas como los res-tos generados durante las cortas u otras operacionesselvícolas como podas o claras.
En el año 1998, el consumo de pellets en Sue-cia fue de 570.000-600.000 toneladas. Ese mismo año,la producción nacional de pellets fue de 470.000 to-neladas, importándose además unas 100.000 tonela-das principalmente de Canadá.
Los tres factores principales que han permiti-do este gran desarrollo del sector son:
Disponibilidad de materia prima residual.Alto gravamen de los combustibles fósiles.La existencia de una red en el país de centra-les de calefacción centralizada.
EL SECTOR DE LA DENSIFICACIÓN EN SUECIALas grandes centrales de calefacción de distri-
to o municipales, son las mayores consumidoras depellets (sobre el 60% del total). Las calderas que seutilizan queman el polvo en suspensión producido aldesintegrar los pellets. De esta forma los pellets seutilizan sólo para mejorar la distribución y el almace-nado del combustible. Muchas de estas plantas co-menzaron quemando carbón, siendo modificadas parapoder trabajar con pellets.
Además, en 1998 existían en Suecia 9.000quemadores de pellets implantados en calderas quefuncionaban con fuel o gasoil, 100 calderas específi-cas para pellets y unas 1.500 estufas.
Uno de los mercados con mayor futuro es elde las estufas de pellets, sobre todo en uso domésti-co, donde todavía se utiliza calefacción eléctrica enunas 550.000 viviendas. Los costes de instalación deestas estufas son, en estos casos, menores que losde las calderas o su conexión a calefacción de distri-to.
El mayor problema para el desarrollo de estesector doméstico está en los costes de los equipos,comparado con los empleados en otros tipos de com-bustibles. Sin embargo, el factor que más influye en eldesarrollo de este sector, además de loscondicionantes medioambientales, es que actualmenteen Suecia la producción de energía con pellets es másbarata que con otros combustibles, llegando a supo-ner en algunos casos un ahorro de un 50%.
El desarrollo en la utilización de los elementosdensificados, ha permitido que se desarrollasen unas30 empresas dedicadas a la fabricación de estufas ycalderas específicas. Además, otras 17 empresas sededican a la fabricación de equipos de producción depellets y también sistemas de almacenamiento y otroselementos accesorios.
Para incrementar el mercado algunos grandesfabricantes, ofrecen al usuario un contrato donde ellosse hacen cargo de la instalación de combustión, rea-lizándose el pago no por el combustible consumido,sino por la cantidad de calor utilizado.
INDUSTRIA SUECA DE PELLETSAño Capacidad de
producción en toneladas
1995 180.0001996 200.0001997 400.0001998 600.0001999 780.0002000 1.000.000
Thermie B DIS/2043/98-ATIndustrial Network on Wood Pellets, January 2000
Fuente: Swedish National Energy Administration

31Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
Pelletizado en planta industrialEstas pruebas se realizaron en una planta industrialde fabricación de pellets con una capacidad de pro-ducción de 2.500 kg/h.
Para la realización de la prueba se envió a laplanta de fabricación, residuos de corta astillados deeucalipto y pino en estado verde.
La instalación dispone de un primer molinode martillos de 125 CV y malla de 6 mm que realizala primera reducción granulométrica. El material mo-lido se deshidrata en un secadero tipo trommel de 8 mde largo, de paso simple y corrientes paralelas. Estesecadero se alimenta de los gases de escape de unainstalación de cogeneración con gasoil, que entran enel trommel a 200 ºC, y salen a unos 85-110 ºC. Elmaterial tiene un tiempo medio de residencia en el
secadero de 3-5 minutos y alcanza una temperatura ala salida de 60 ºC.
El material seco pasa por un vibrotamiz condos mallas de 8 y 6 mm, el material de menor medidase almacena en el silo de material seco, mientras quelos elementos que no cumplen la medida se procesanen un segundo molino de martillos con malla de 6mm para su refinado.
El proceso de densificación se realizó en unaprensa de matriz plana reversible, ajustada para reali-zar pellets de 6 mm de diámetro. El material produci-do pasó posteriormente por un enfriador formado poruna cámara por la que discurre una cinta metálicaperforada que transporta los pellets y que a su vez esatravesada por una corriente de aire, de forma que selogra disminuir la temperatura del material y eliminarlas fracciones finas de polvo.
Para finalizar el proceso, los pellets pasan poruna criba vibrante que permite segregar los elemen-tos de menor tamaño o que se han roto durante el pro-ceso.
Se lograron producir industrialmente pelletscon una densidad media de 970 kg/m3 y una humedadfinal del 8% en base seca, a partir de restos de cortade eucalipto y pino. Si bien el proceso de molienda,secado y pelletizado se realizó sin incidencias, se pro-dujeron problemas de atasco en las cribas debido alcegado de las mallas por la corteza de eucalipto seca.Para poder utilizar este material, principalmente res-
Medición de la densidad de las briquetas
Matrices de pelletizado
Instalación industrial de pelletizado

32Revista CIS-Madera
APROVECHAMIENTO DE LA BIOMASA FORESTAL
tos de corta de eucalipto, en la fabricación industrialde elementos densificados se debe disponer de siste-mas de cribado adaptados a las características pro-pias de la corteza de eucalipto seca.
Para comprobar si era posible pelletizar la cor-teza de eucalipto, se probó a densificar unos 200 kgde material molido y seco, resultando imposible ob-tener un producto final densificado. En cambio, lacorteza de pino presentó buenas características dedensificación obteniéndose producto final con densi-dades de algo más de 900 kg/m3.
FACTORES QUE AFECTAN A LA VIABILIDADTÉCNICA Y ECONOMICALa viabilidad técnica en cuanto a la obtención dedensificados de calidad a partir de residuos forestalesha sido puesta de manifiesto en todas las pruebas rea-lizadas con las diferentes fracciones granulométricasde las muestras utilizadas, obteniéndose productos decaracterísticas cualitativas perfectamente comerciales.El único problema limitante es la presencia masivade corteza de eucalipto, que impide el correcto fun-cionamiento de los diferentes equipos empleados enel proceso industrial de densificación. En el resto delos casos estudiados, incluso con una presencia limi-tada de corteza de eucalipto, no se presentan mayoresproblemas que los habituales en cualquier procesoindustrial.
En cuanto a los costes de producción en fábricapueden ser ligeramente superiores en el caso deempleo de residuos forestales, con respecto al empleode subproductos de la industria de la madera, debidoa un menor rendimiento en la maquinaria empleada oa la necesidad de utilizar cribas previas en algunoscasos. No obstante la diferencia es mínima.
Por otra parte, los costes de recogida y trans-porte hasta la planta de transformación, son general-mente superiores en el caso de residuos forestales conrespecto a los industriales, si bien, la tendencia cre-ciente en los precios de éstos últimos podría llegar ahacer competitivos los residuos forestales a medio pla-zo. No obstante, el factor de incertidumbre en cuantoal aprovisionamiento en términos de disponibilidadestacional, así como de homogeneidad y uniformidaddesde el punto de vista de calidad (humedad, piedras,tamaños extremos, porcentaje de finos, etc) represen-tan, sin duda, el mayor factor limitante para un usogeneralizado de estos recursos renovables.
Por tanto, en función del desarrollo de lastécnicas de aprovechamiento forestal y de la garantíade aprovisionamiento continuado y asegurado entérminos de calidad, estos residuos podrían llegar asustituir a los que hoy en día se utilizan y que son en
su práctica totalidad residuos de la industria de lamadera.
PROSPECTIVA DE FUTURO DEL MERCADODE BRIQUETAS EN ESPAÑAEn los últimos años se ha observado una clara ten-dencia a la desaparición de las industrias con capaci-dad de producción superior a 1.000 kg/h debido engran parte a la necesidad de suministro de residuos deotras industrias, lo cual ocasiona incertidumbres des-de el punto de vista de suministro regular y en condi-ciones de calidad aceptables. Asimismo, la enormevariabilidad de precios de la materia prima que se pro-duce, por motivos tanto estacionales como logísticos,impide que las empresas que no dependen fundamen-talmente de sus propios subproductos hayan conse-guido subsistir en un mercado de carácter estacional,atípico y descontrolado.
Por otra parte las pequeñas empresas que dis-ponen de sus propios residuos han experimentado unaumento sostenido ya que la amortización de la ma-quinaria es relativamente rápida y la producción seautoconsume o se vende de forma directa.
Estas empresas con capacidades de produccióninferiores a 500 kg/h tienen posibilidad de subsistircon sus propios recursos, pues el aprovechamientode los residuos tiene un coste positivo por la reducciónde gastos de almacén, gestión y manejo, y dichoaprovechamiento representa un pequeño eslabón másen la cadena productiva de las industrias de la madera,por lo que no se depende exclusivamente del sectorxiloenergético para subsistir en el mercado.
Por otra parte, se observa un incremento delas importaciones de otros países, sobre todo en épocaestival. Esto suele ser debido a la simplificación delos trámites aduaneros, al euro y sobre todo a lapresencia en España de multinacionales del sectorservicios que distribuyen sus propias marcas al margende aspectos meramente geográficos o económicos.
Por tanto las previsiones de futuro son opti-mistas pues el consumo se incrementa constantemen-te debido a la comodidad y calidad del producto y a laexistencia en el mercado de quemadores de leña adap-tados a este tipo de materiales, si bien, el factorlimitante para su completo desarrollo sigue siendo elalto precio que alcanza en el mercado minorista.
Nota: Este proyecto ha sido financiado parcialmentepor el Programa de Fomento de la Investigación Téc-nica (PROFIT) del Ministerio de Ciencia y Tecnolo-gía.


















