Verificacion mono
64
MEDICION DE MOTORES
-
Upload
grabiel-rodriguez-arias -
Category
Automotive
-
view
82 -
download
5
Transcript of Verificacion mono

MEDICION DE MOTORES
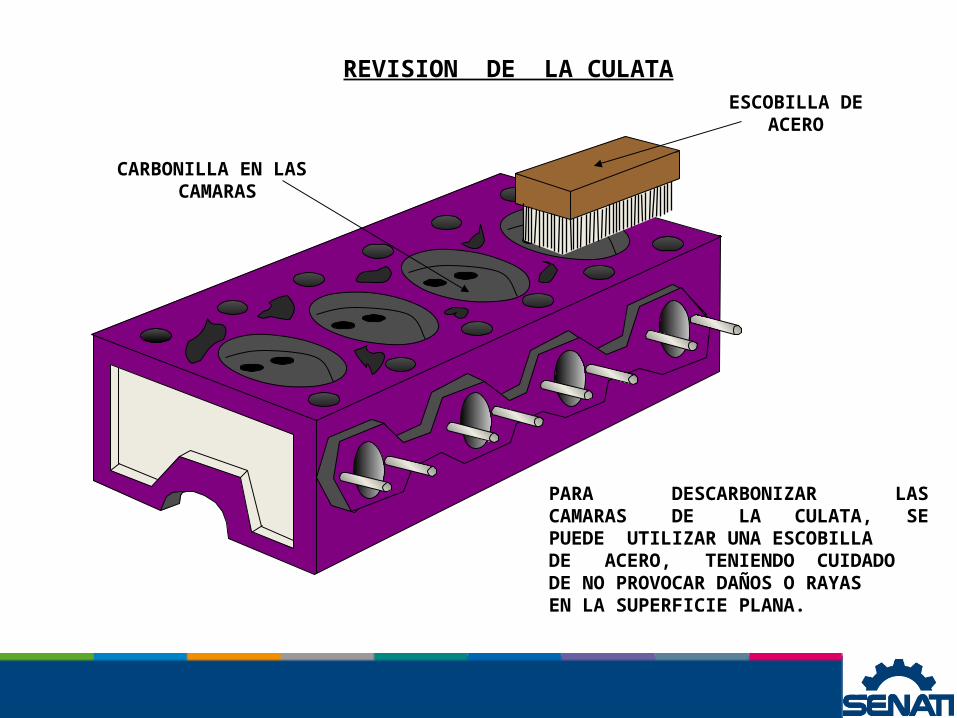
REVISION DE LA CULATAESCOBILLA DE
ACERO
CARBONILLA EN LAS CAMARAS
PARA DESCARBONIZAR LASCAMARAS DE LA CULATA, SEPUEDE UTILIZAR UNA ESCOBILLADE ACERO, TENIENDO CUIDADODE NO PROVOCAR DAÑOS O RAYASEN LA SUPERFICIE PLANA.
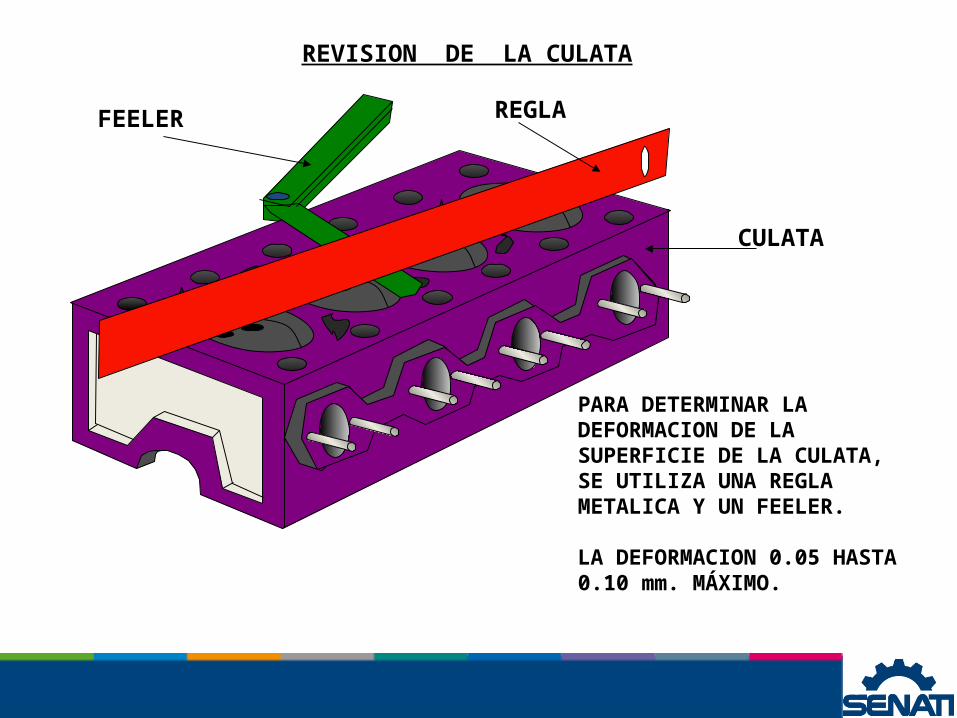
REVISION DE LA CULATA
PARA DETERMINAR LA DEFORMACION DE LA SUPERFICIE DE LA CULATA,SE UTILIZA UNA REGLAMETALICA Y UN FEELER.
LA DEFORMACION 0.05 HASTA0.10 mm. MÁXIMO.
CULATA
REGLAFEELER
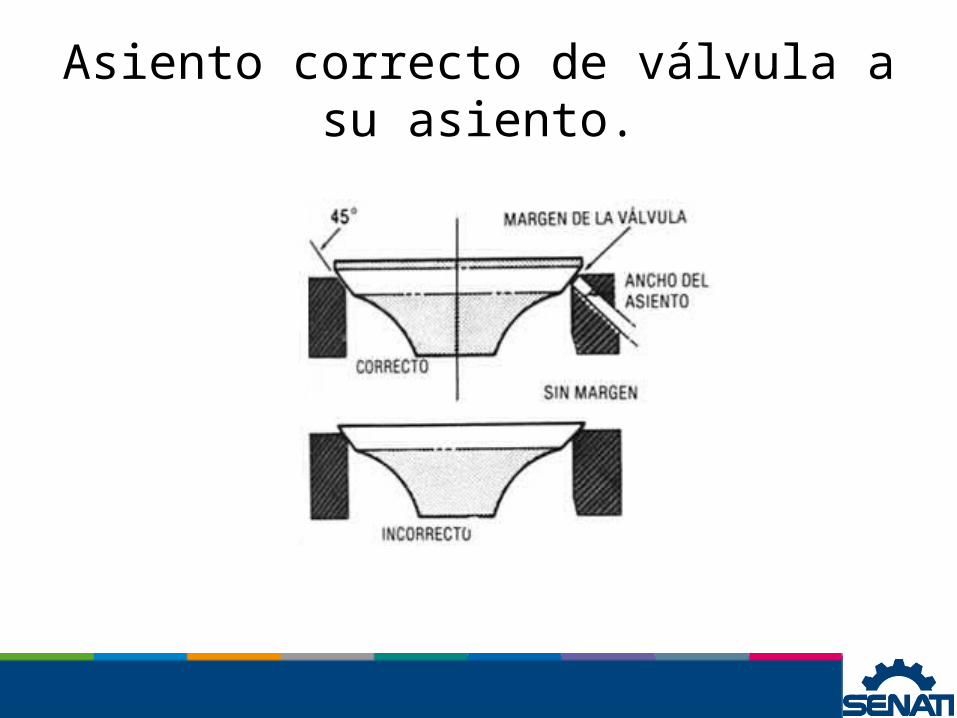
Asiento correcto de válvula a su asiento.
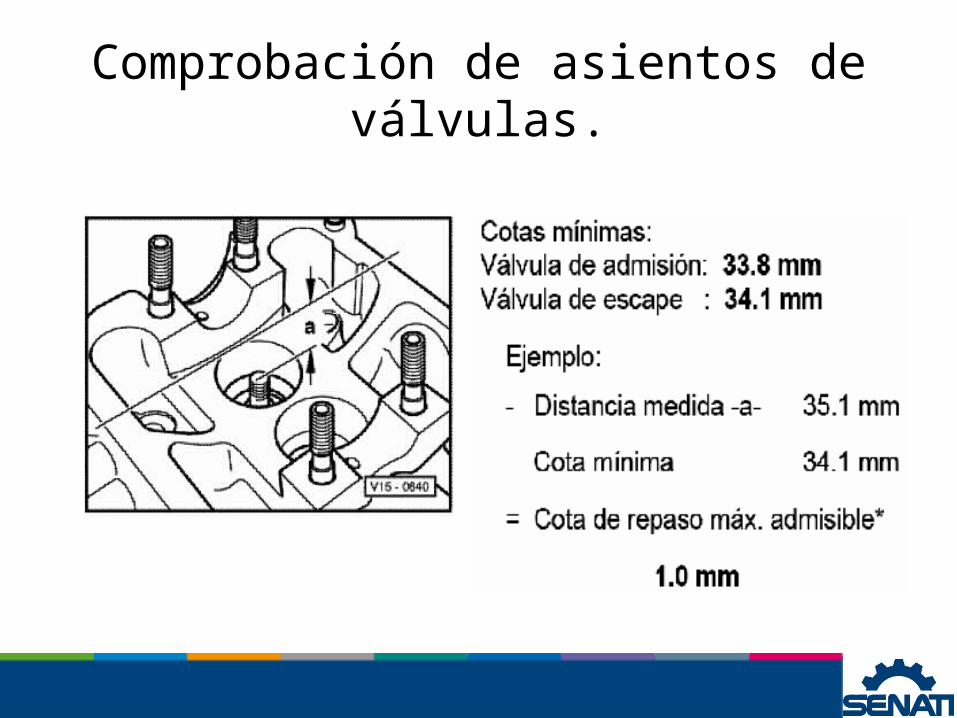
Comprobación de asientos de válvulas.
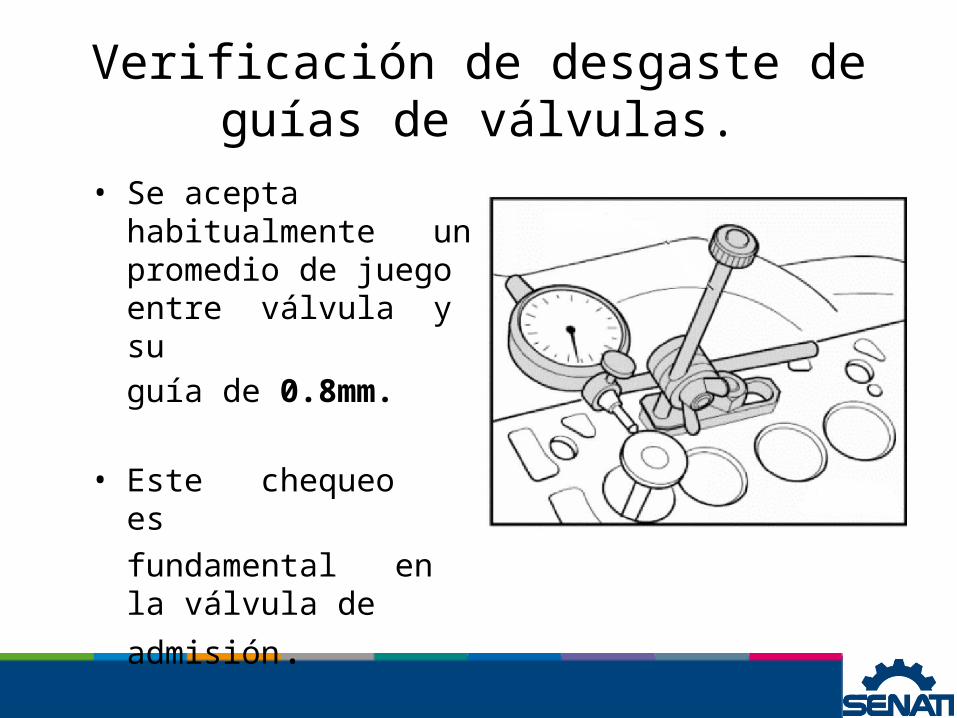
Verificación de desgaste de guías de válvulas.
• Se acepta habitualmente un promedio de juego entre válvula y su guía de 0.8mm.
• Este chequeo es fundamental en la
válvula de admisión.
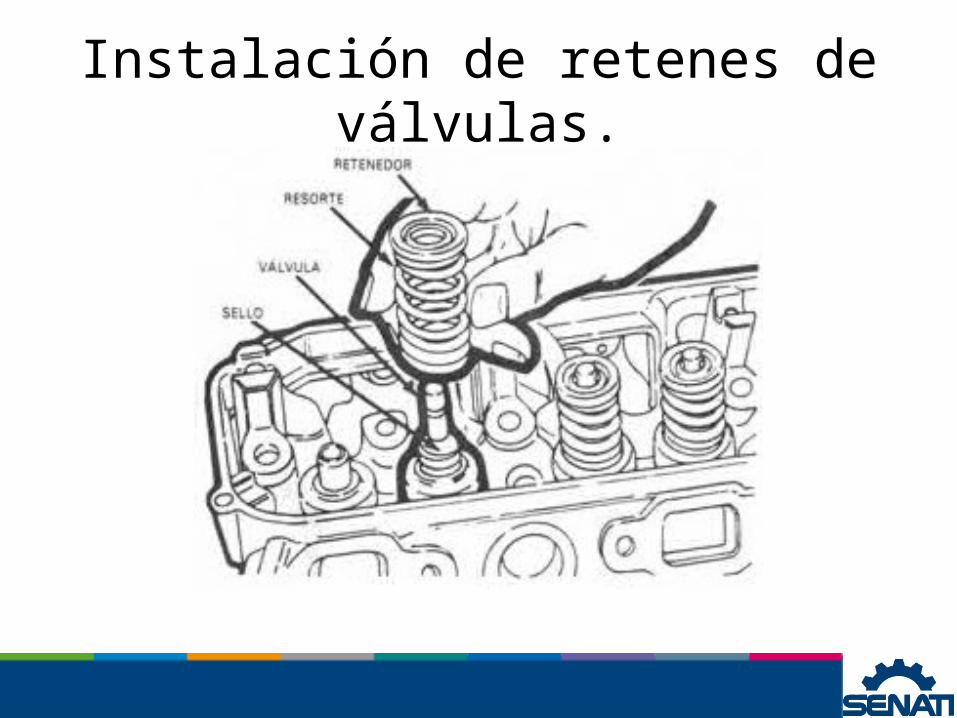
Instalación de retenes de válvulas.

Accionamiento de las válvulas.
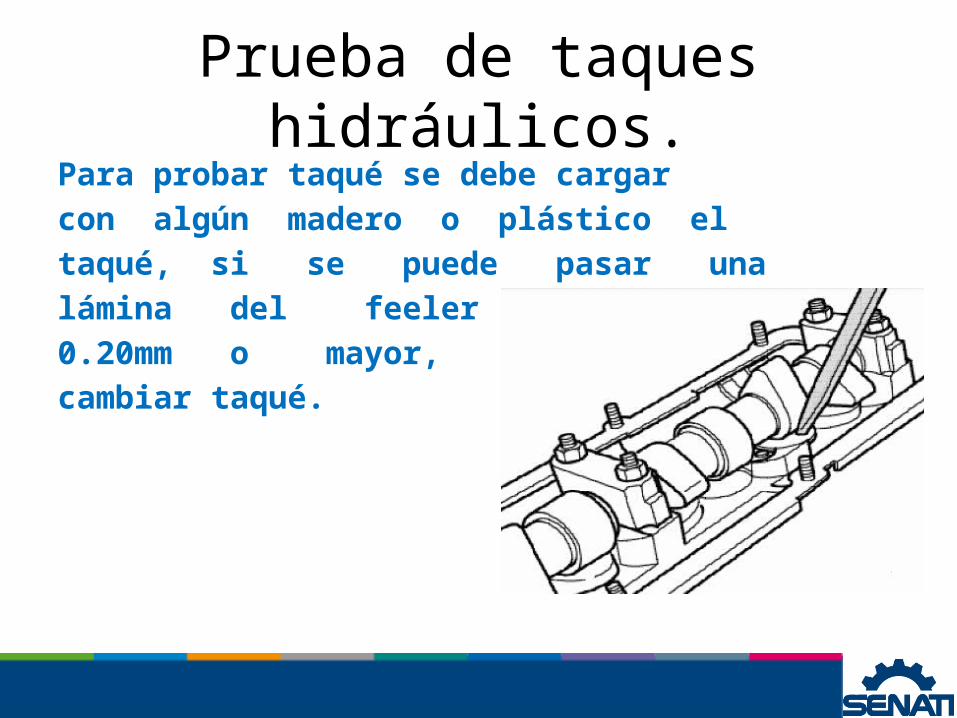
Prueba de taques hidráulicos.Para probar taqué se debe cargar
con algún madero o plástico el
taqué, si se puede pasar una
lámina del feeler de calibre
0.20mm o mayor, se debe
cambiar taqué.
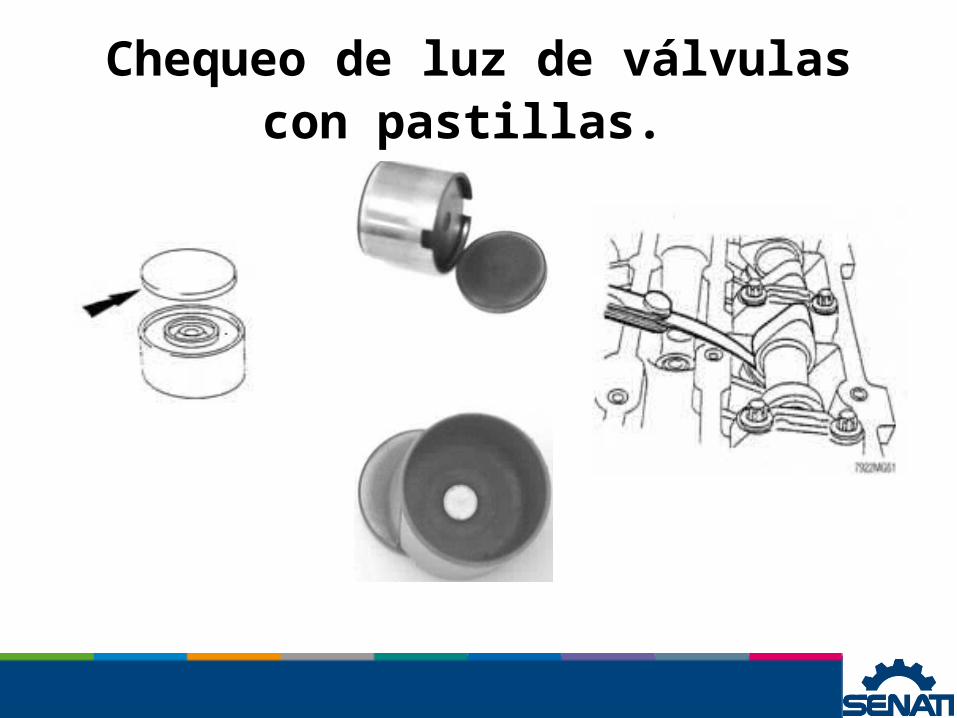
Chequeo de luz de válvulas con pastillas.

Chequeo de luz de válvulas con pastillas.

Culata con taqués hidráulicos.

Chequeo de válvulas con taqués hidráulicos.

Chequeo de válvulas con taqués hidráulicos.
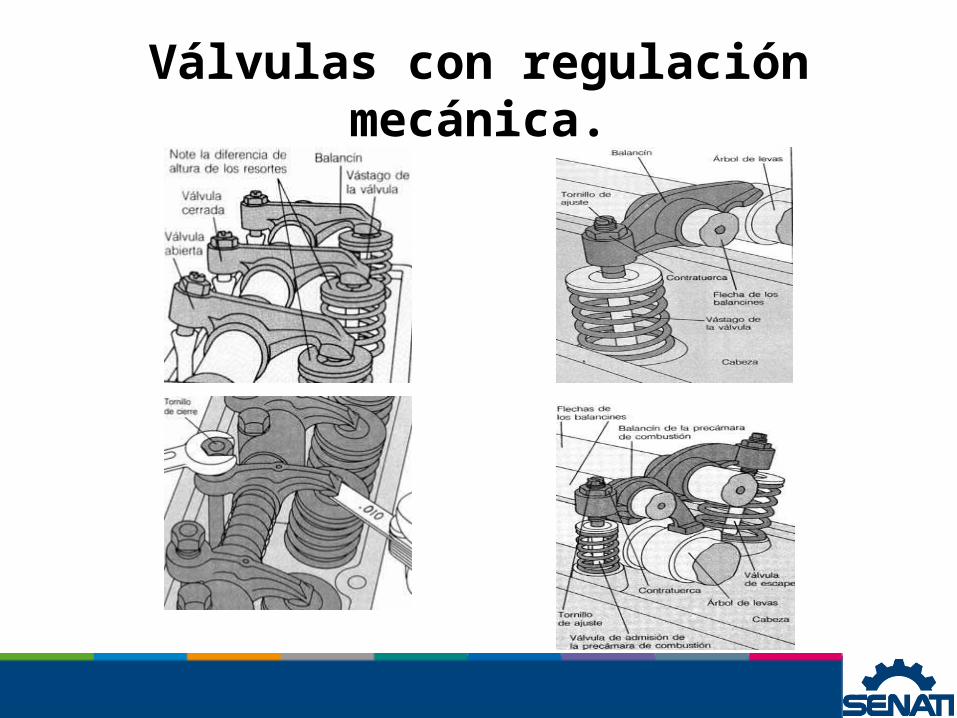
Válvulas con regulación mecánica.
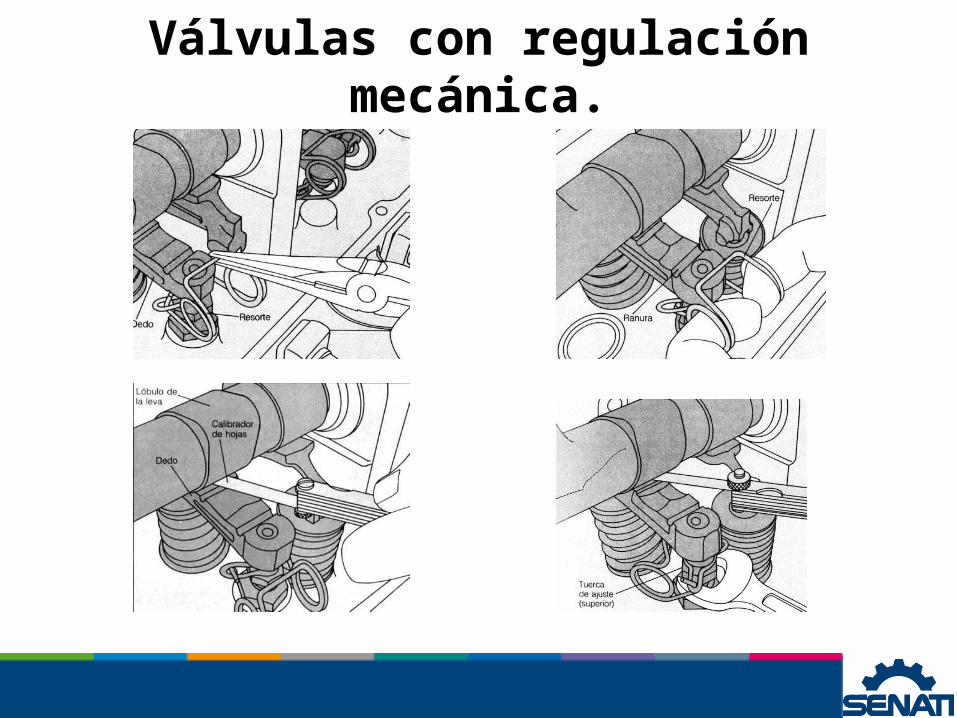
Válvulas con regulación mecánica.
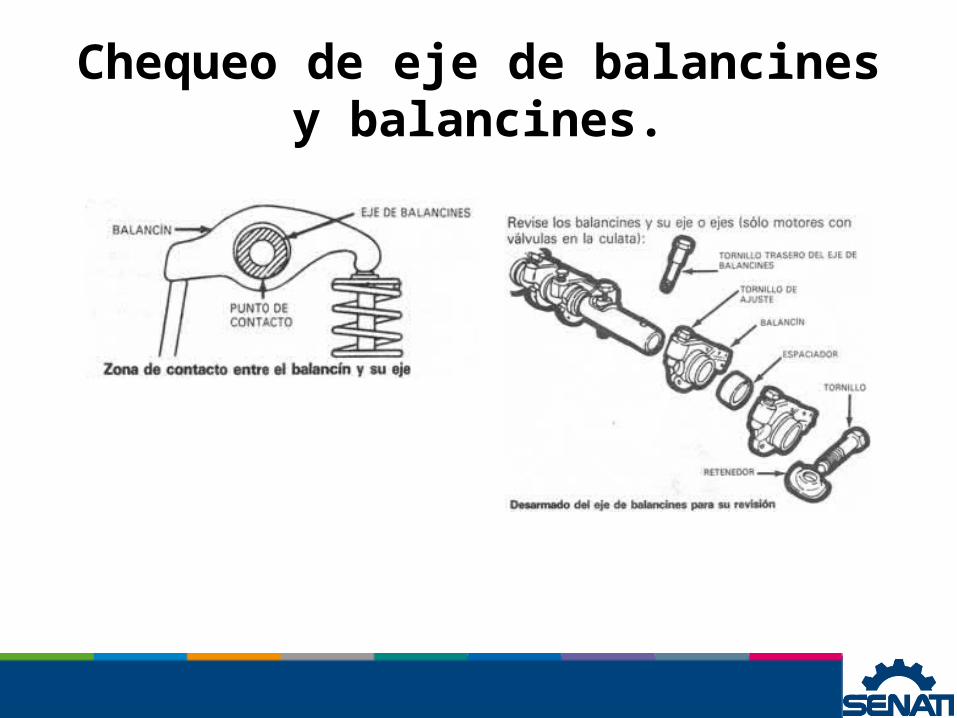
Chequeo de eje de balancines y balancines.
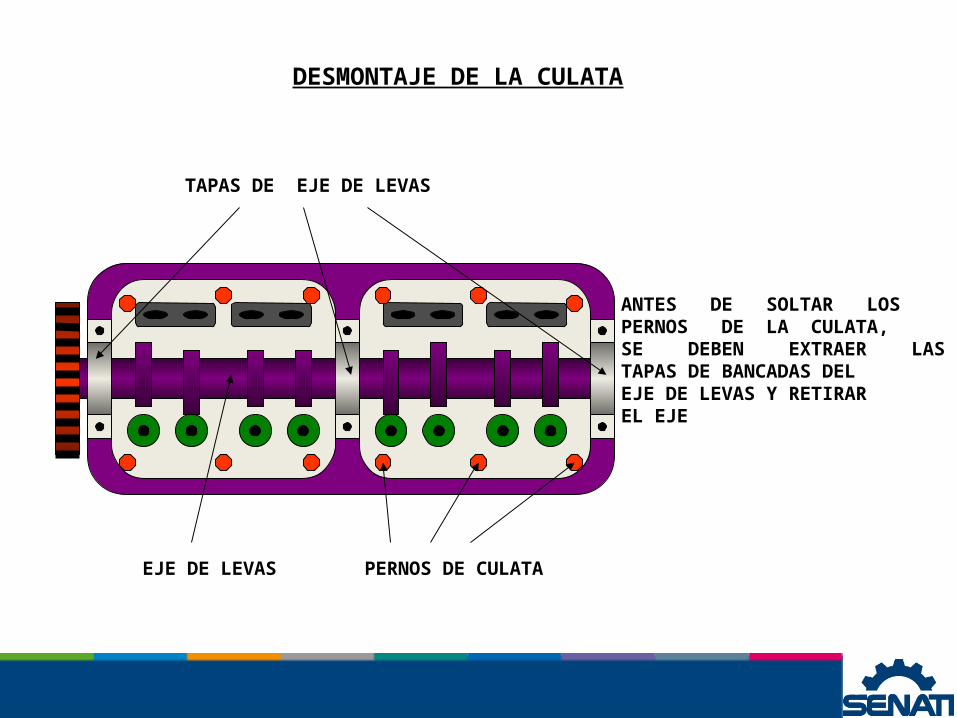
DESMONTAJE DE LA CULATA
EJE DE LEVAS PERNOS DE CULATA
TAPAS DE EJE DE LEVAS
ANTES DE SOLTAR LOSPERNOS DE LA CULATA,SE DEBEN EXTRAER LASTAPAS DE BANCADAS DELEJE DE LEVAS Y RETIRAR EL EJE
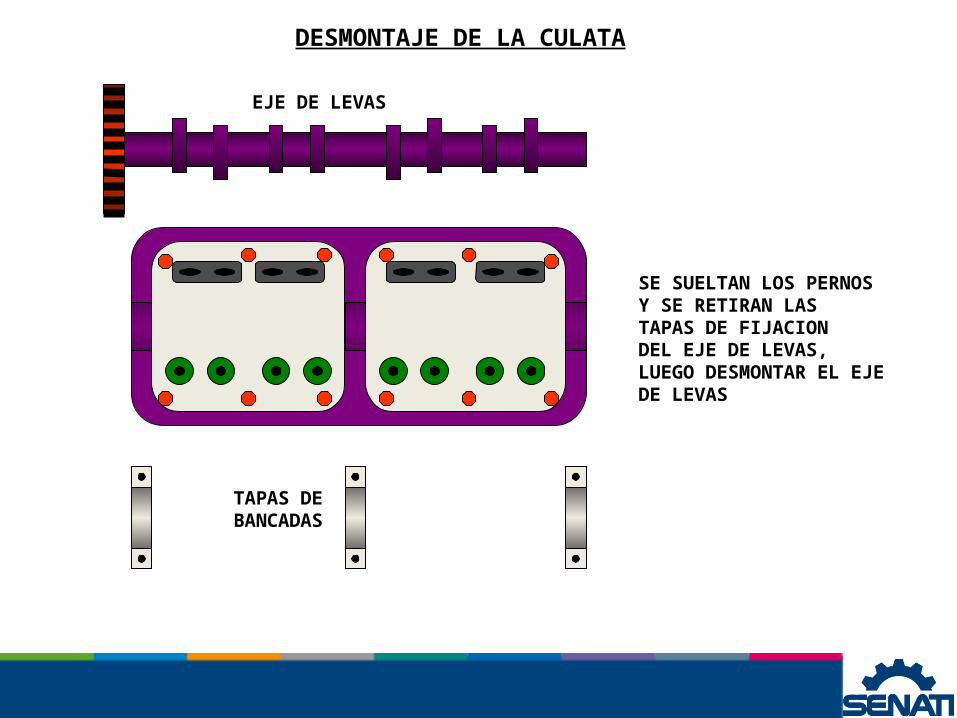
DESMONTAJE DE LA CULATA
TAPAS DEBANCADAS
EJE DE LEVAS
SE SUELTAN LOS PERNOSY SE RETIRAN LASTAPAS DE FIJACIONDEL EJE DE LEVAS, LUEGO DESMONTAR EL EJEDE LEVAS

DESMONTAJE DE LA CULATA
1
2
3
4
5
6
7
8
9
10
11
12
LOS PERNOS DE CULATASE SUELTAN DESDEAFUERA HACIA ADENTROEN FORMA CRUZADA YALTERNADA DE MEDIOSEN MEDIOS GIROS O EN TIEMPOS SEGÚN COMO LO ESPECIFIQUE ELFABRICANTE
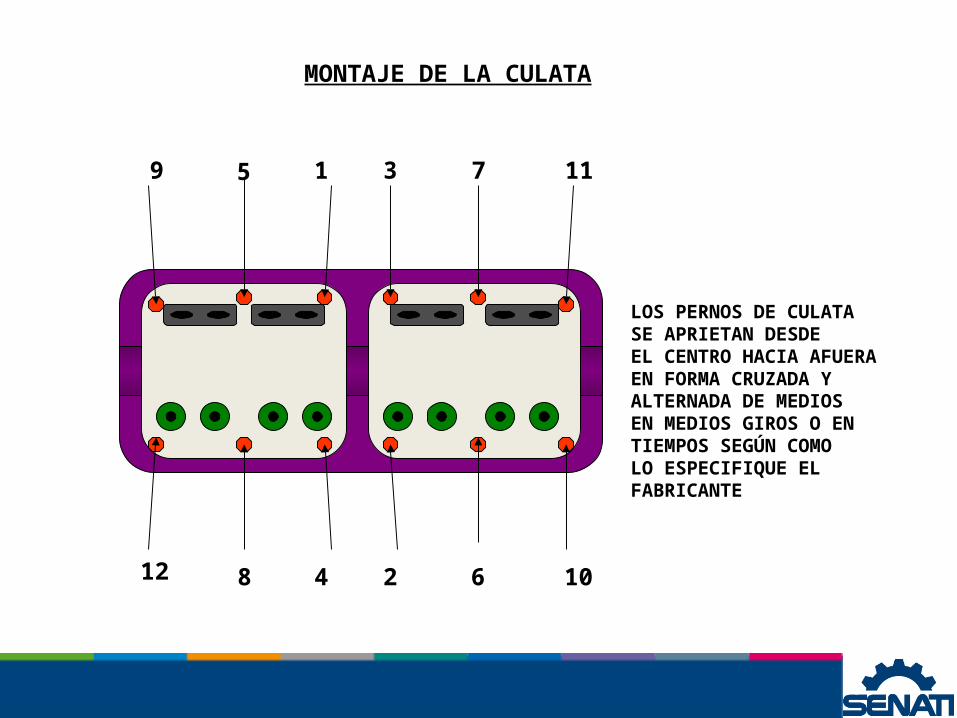
MONTAJE DE LA CULATA
9
10
11
12
7
6
5
8
3
2
1
4
LOS PERNOS DE CULATASE APRIETAN DESDEEL CENTRO HACIA AFUERAEN FORMA CRUZADA YALTERNADA DE MEDIOSEN MEDIOS GIROS O EN TIEMPOS SEGÚN COMO LO ESPECIFIQUE ELFABRICANTE
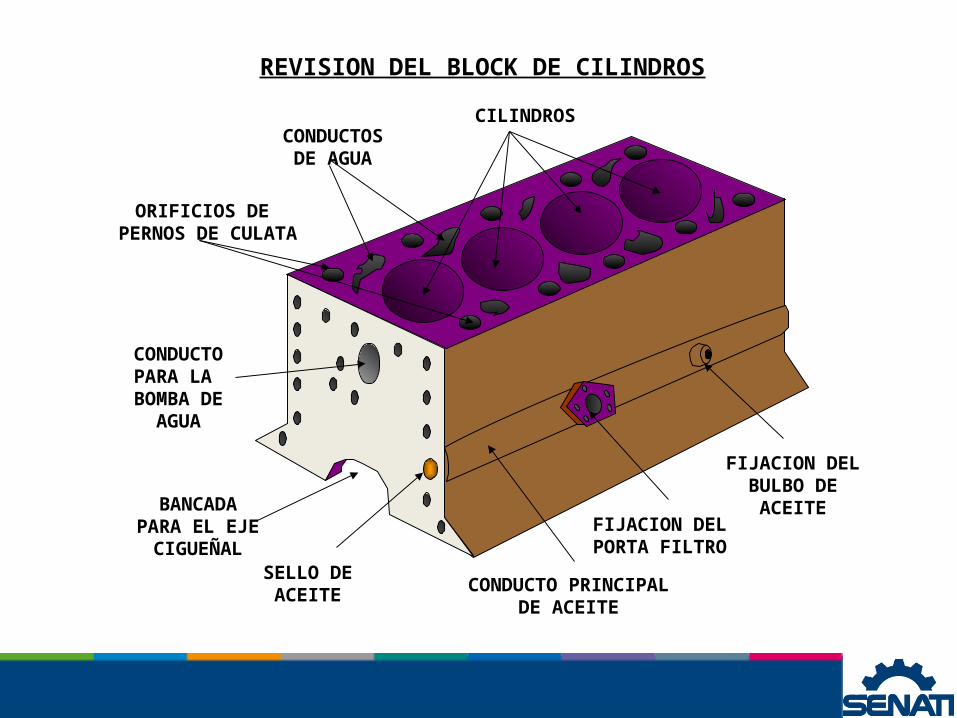
REVISION DEL BLOCK DE CILINDROS
CILINDROSCONDUCTOS
DE AGUA
ORIFICIOS DE PERNOS DE CULATA
SELLO DEACEITE
FIJACION DELBULBO DE
ACEITEFIJACION DELPORTA FILTRO
CONDUCTO PRINCIPALDE ACEITE
CONDUCTOPARA LA
BOMBA DEAGUA
BANCADAPARA EL EJECIGUEÑAL
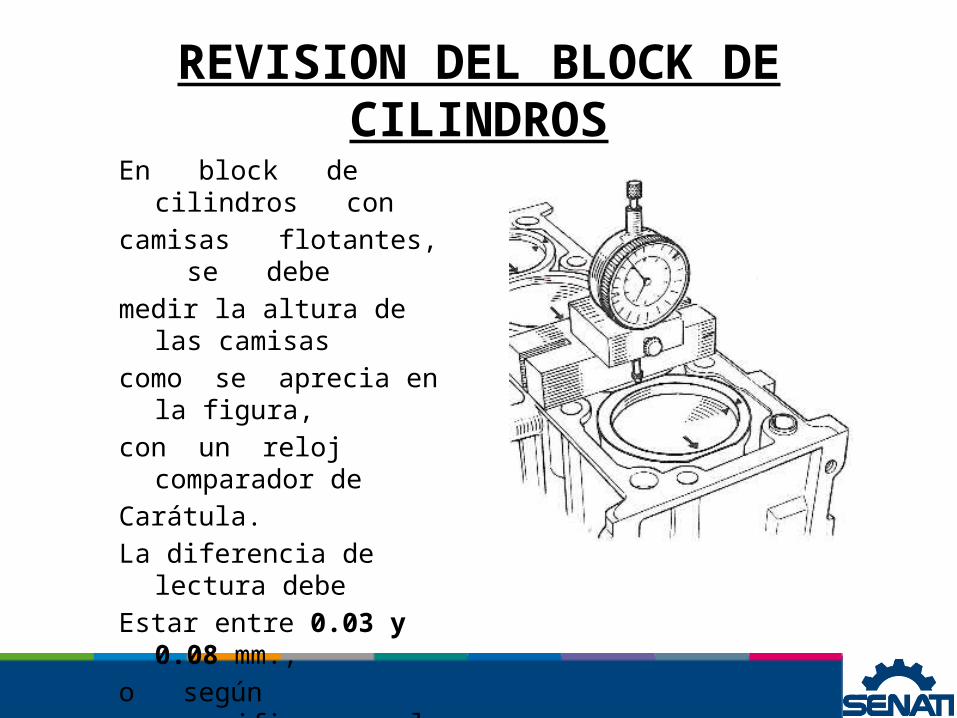
REVISION DEL BLOCK DE CILINDROSEn block de cilindros con camisas flotantes, se debemedir la altura de las camisascomo se aprecia en la figura,con un reloj comparador deCarátula. La diferencia de lectura debeEstar entre 0.03 y 0.08 mm.,o según especifique elFabricante.

VERIFICACION DEL BLOCK
TOMAR UNA MEDIDA BAJOEL PMS EN FORMA
TRANSVERSAL AL MOTOR

VERIFICACION DEL BLOCK
TOMAR UNA MEDIDA EN EL PMI EN FORMA
TRANSVERSAL AL MOTOR
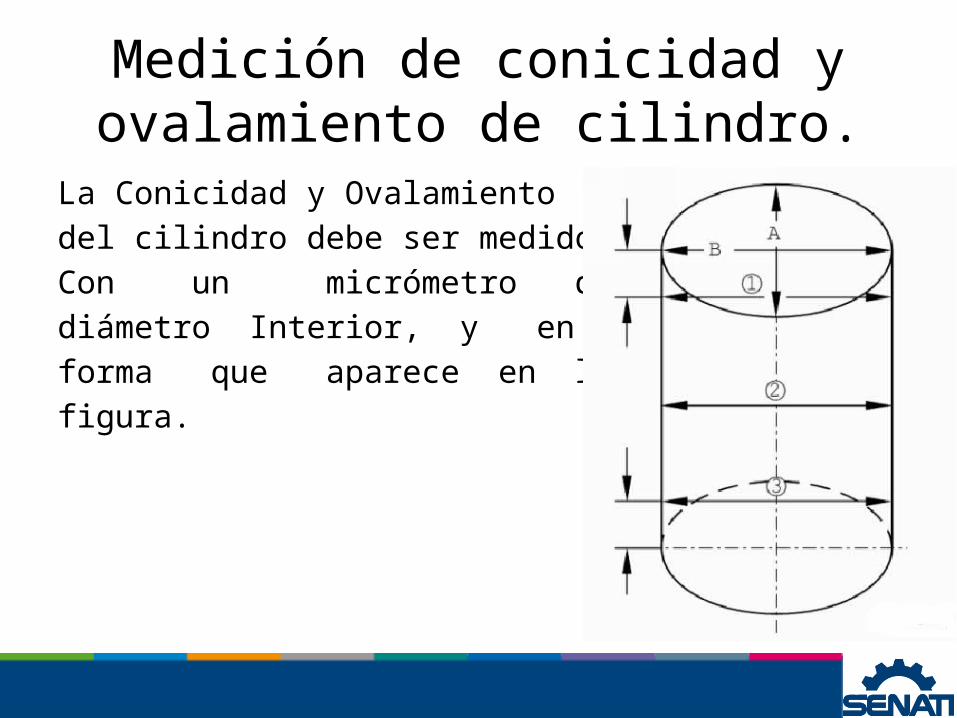
Medición de conicidad y ovalamiento de cilindro.
La Conicidad y Ovalamientodel cilindro debe ser medidoCon un micrómetro dediámetro Interior, y en la forma que aparece en la figura.
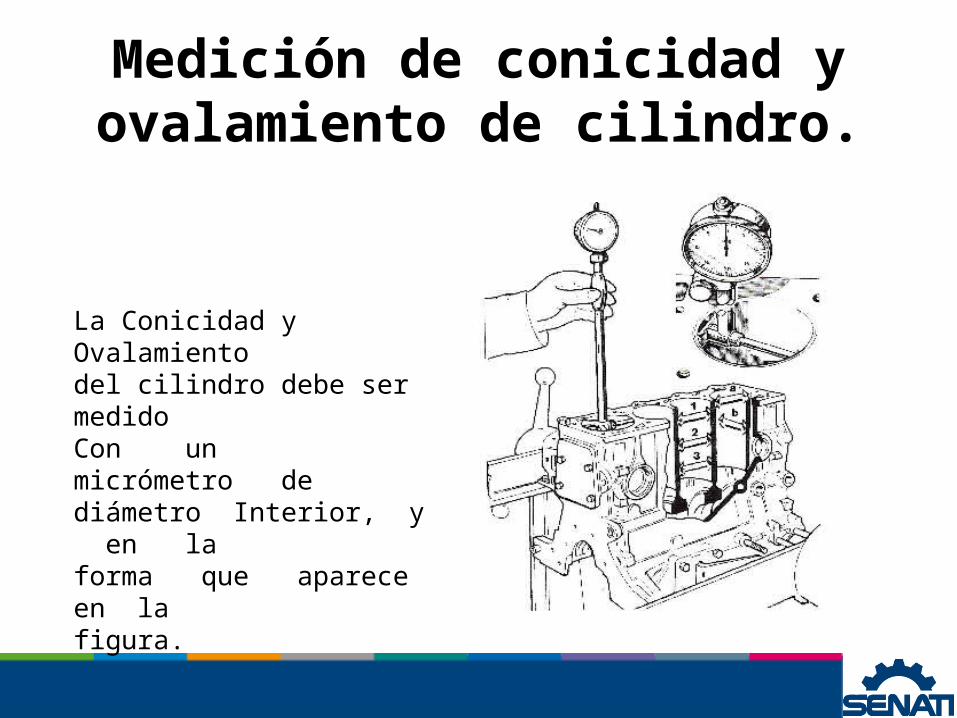
Medición de conicidad y ovalamiento de cilindro.
La Conicidad y Ovalamientodel cilindro debe ser medidoCon un micrómetro dediámetro Interior, y en la forma que aparece en la figura.
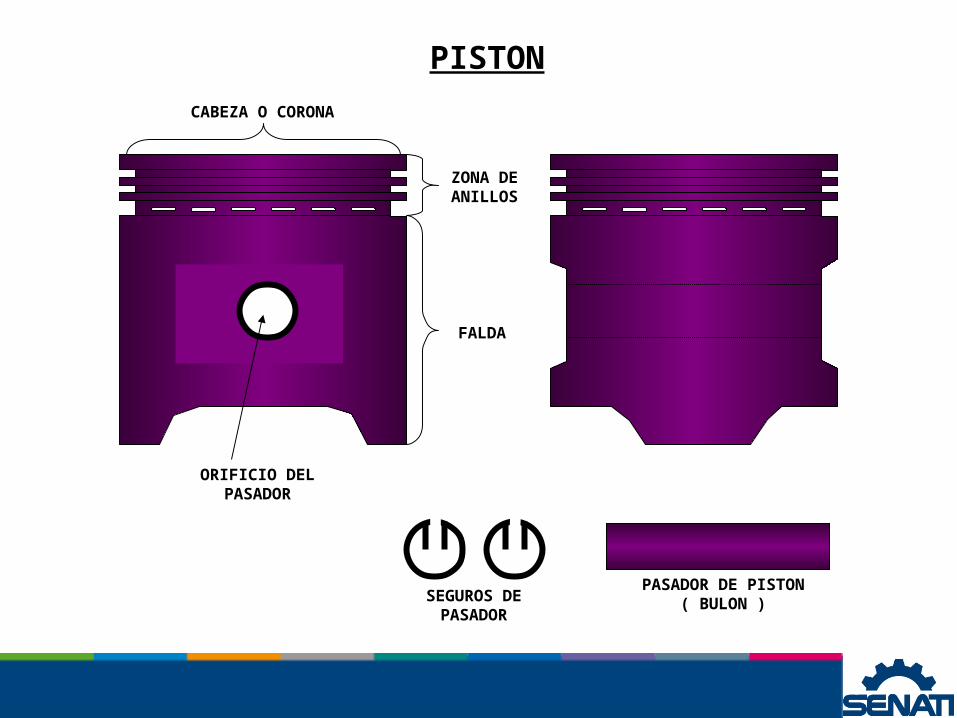
PISTON
FALDA
ZONA DEANILLOS
CABEZA O CORONA
ORIFICIO DELPASADOR
PASADOR DE PISTON( BULON )SEGUROS DE
PASADOR
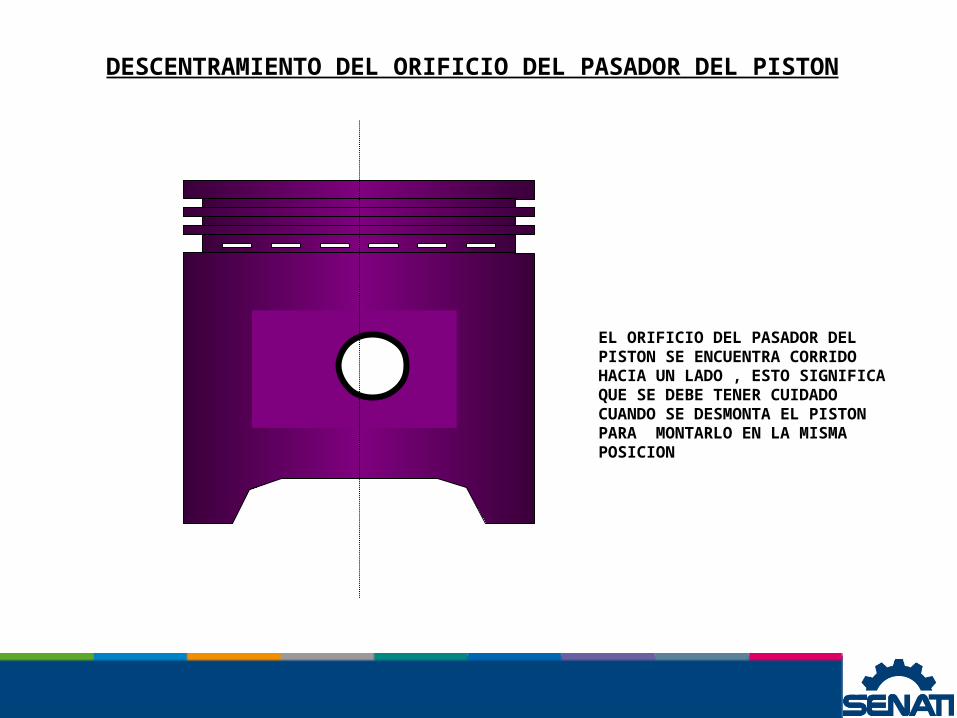
DESCENTRAMIENTO DEL ORIFICIO DEL PASADOR DEL PISTON
EL ORIFICIO DEL PASADOR DELPISTON SE ENCUENTRA CORRIDOHACIA UN LADO , ESTO SIGNIFICA QUE SE DEBE TENER CUIDADOCUANDO SE DESMONTA EL PISTONPARA MONTARLO EN LA MISMAPOSICION

CONICIDAD DEL PISTON
EL PISTON TIENE UNA FORMACONICA, DONDE EN LA CORNAPRESENTA UN MENOR DIAMETROQUE EN LA FALDA

Diámetro inferior de pistón.
Forma correcta de medir el diámetro exterior del pistón, es utilizando un Micrómetro de diámetro exterior.

PISTON Y ANILLOS
EL JUEGO AXIAL DEL ANILLO EN LA RANURA DEL PISTON DEBE SER DE 0.001 A 0.002 DE PULGADAS
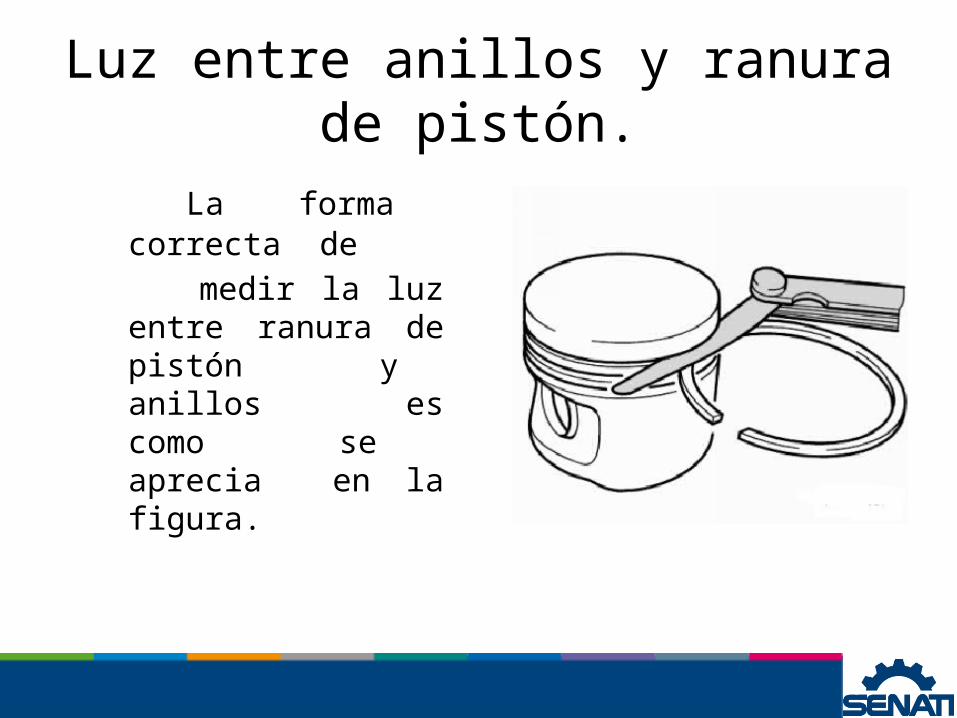
Luz entre anillos y ranura de pistón.
La forma correcta de medir la luz entre ranura
de pistón y anillos es como se aprecia en la figura.

Luz entre anillos y ranura de pistón.
Otra forma de medir la luz o distancia entre anillos y las ranuras de los mismos, es midiendo con micrómetro de diámetro exterior el espesor
de los anillos. Con un micrómetro de diámetro interior, la distancia de la ranura del pistón.
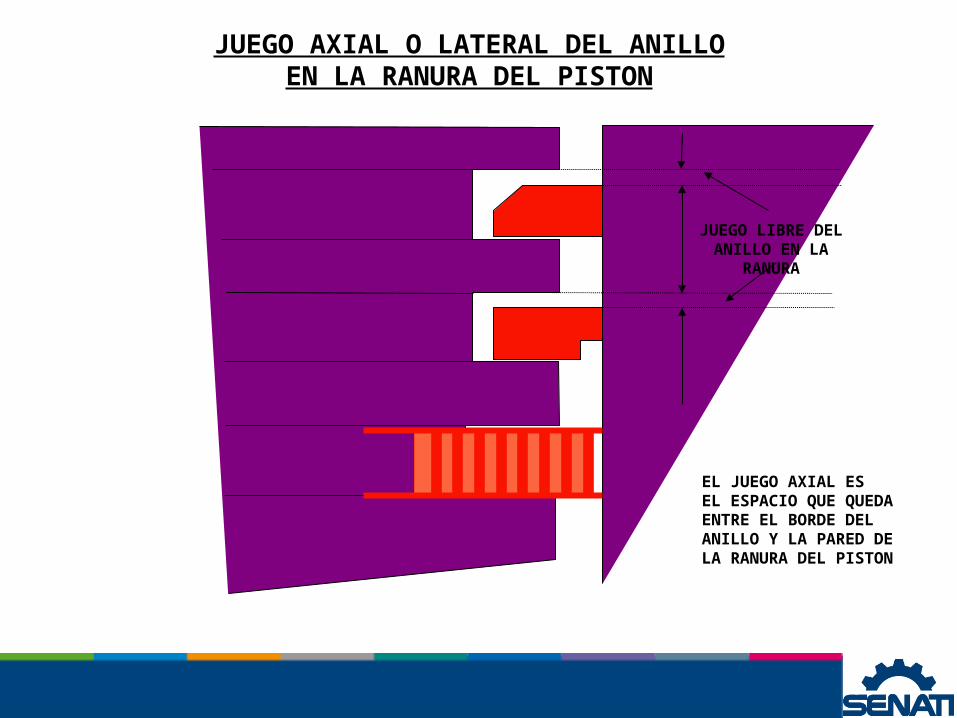
JUEGO AXIAL O LATERAL DEL ANILLOEN LA RANURA DEL PISTON
JUEGO LIBRE DELANILLO EN LA
RANURA
EL JUEGO AXIAL ESEL ESPACIO QUE QUEDA ENTRE EL BORDE DELANILLO Y LA PARED DE LA RANURA DEL PISTON
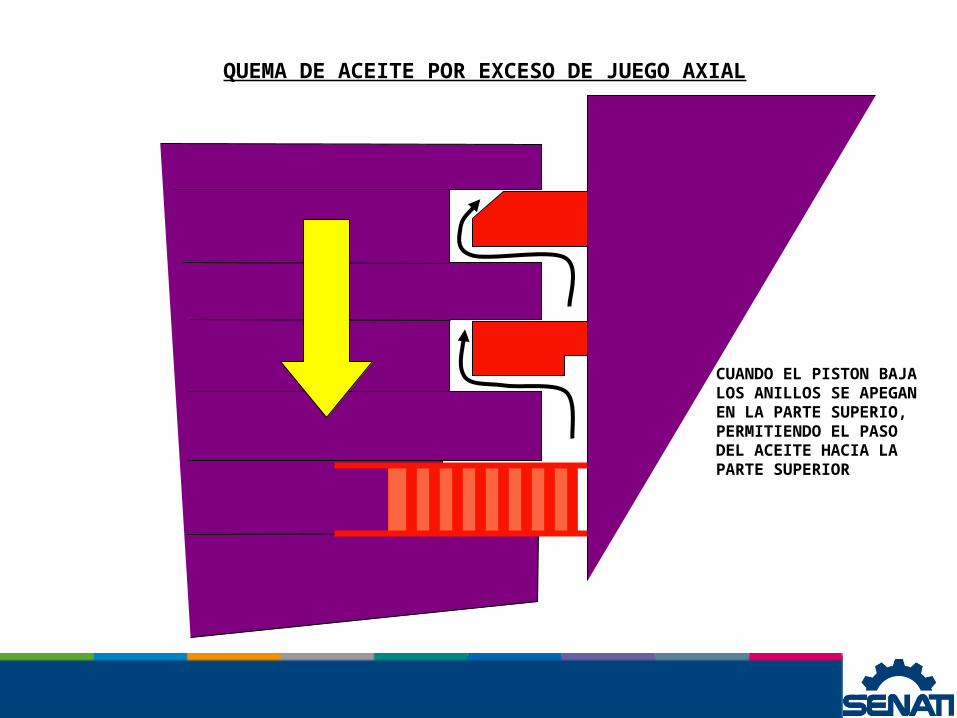
QUEMA DE ACEITE POR EXCESO DE JUEGO AXIAL
CUANDO EL PISTON BAJALOS ANILLOS SE APEGANEN LA PARTE SUPERIO,PERMITIENDO EL PASODEL ACEITE HACIA LAPARTE SUPERIOR
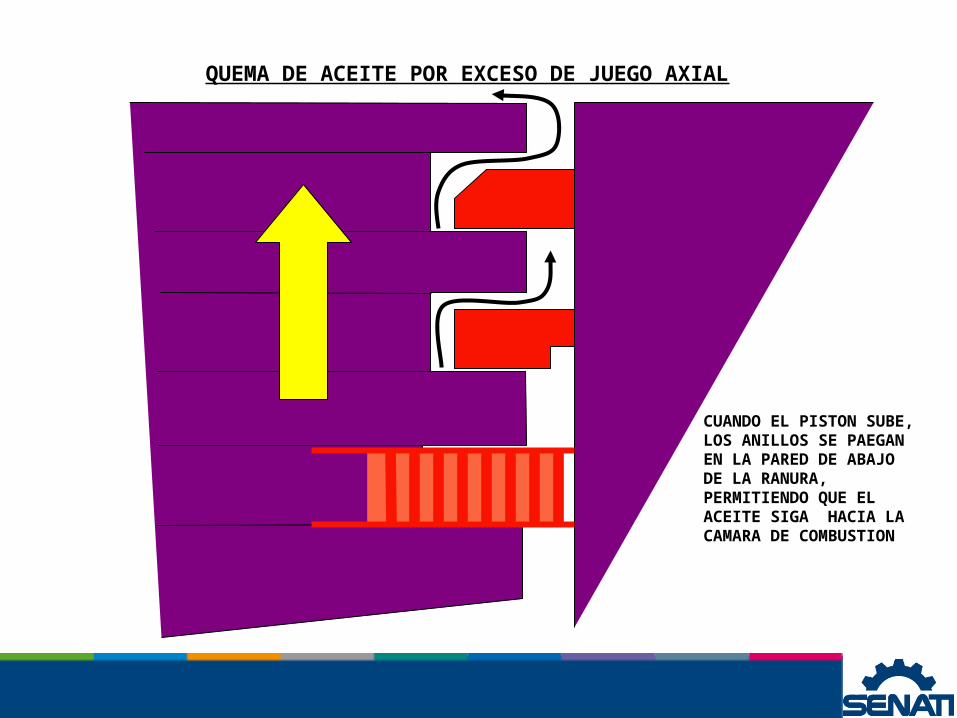
QUEMA DE ACEITE POR EXCESO DE JUEGO AXIAL
CUANDO EL PISTON SUBE,LOS ANILLOS SE PAEGANEN LA PARED DE ABAJODE LA RANURA, PERMITIENDO QUE EL ACEITE SIGA HACIA LACAMARA DE COMBUSTION
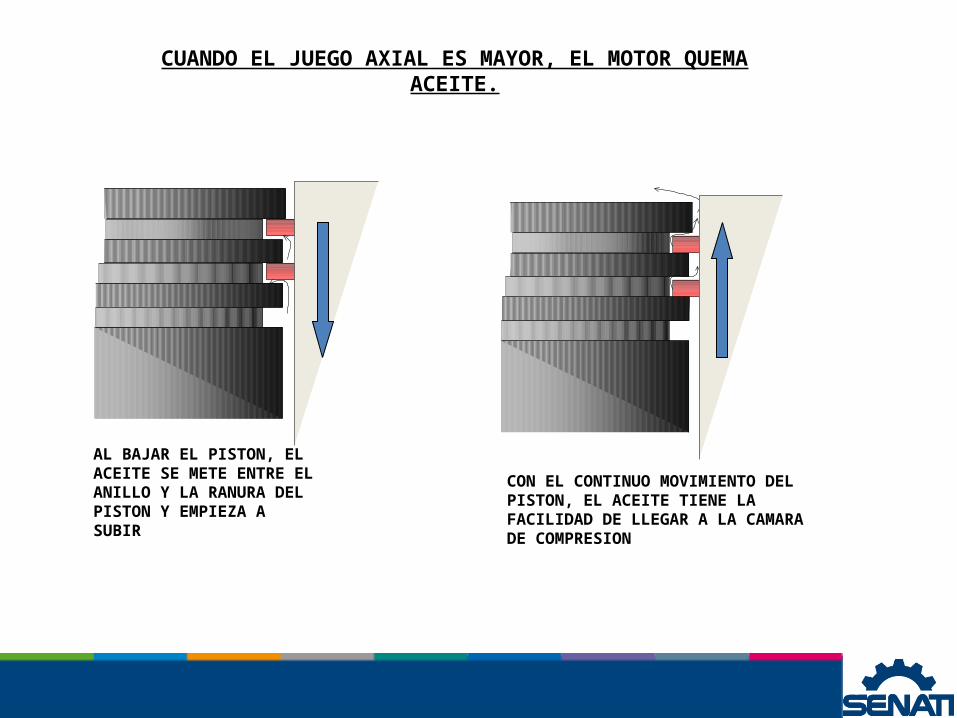
CUANDO EL JUEGO AXIAL ES MAYOR, EL MOTOR QUEMA ACEITE.
AL BAJAR EL PISTON, EL ACEITE SE METE ENTRE EL ANILLO Y LA RANURA DEL PISTON Y EMPIEZA A SUBIR
CON EL CONTINUO MOVIMIENTO DEL PISTON, EL ACEITE TIENE LA FACILIDAD DE LLEGAR A LA CAMARA DE COMPRESION

MARCAS DE MONTAJE DE LOS PISTONES
SIEMPRE LA MARCA DEBE QUEDAR ORIENTADA HACIA LA PARTER DELANTERA DEL MOTOR
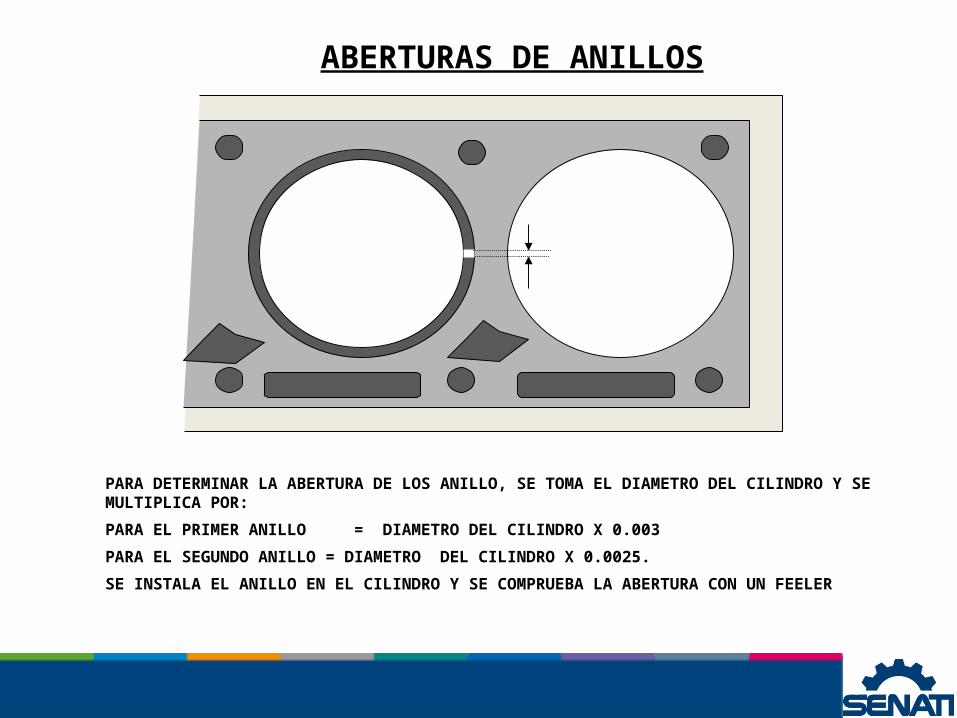
ABERTURAS DE ANILLOS
PARA DETERMINAR LA ABERTURA DE LOS ANILLO, SE TOMA EL DIAMETRO DEL CILINDRO Y SE MULTIPLICA POR:
PARA EL PRIMER ANILLO = DIAMETRO DEL CILINDRO X 0.003
PARA EL SEGUNDO ANILLO = DIAMETRO DEL CILINDRO X 0.0025.
SE INSTALA EL ANILLO EN EL CILINDRO Y SE COMPRUEBA LA ABERTURA CON UN FEELER
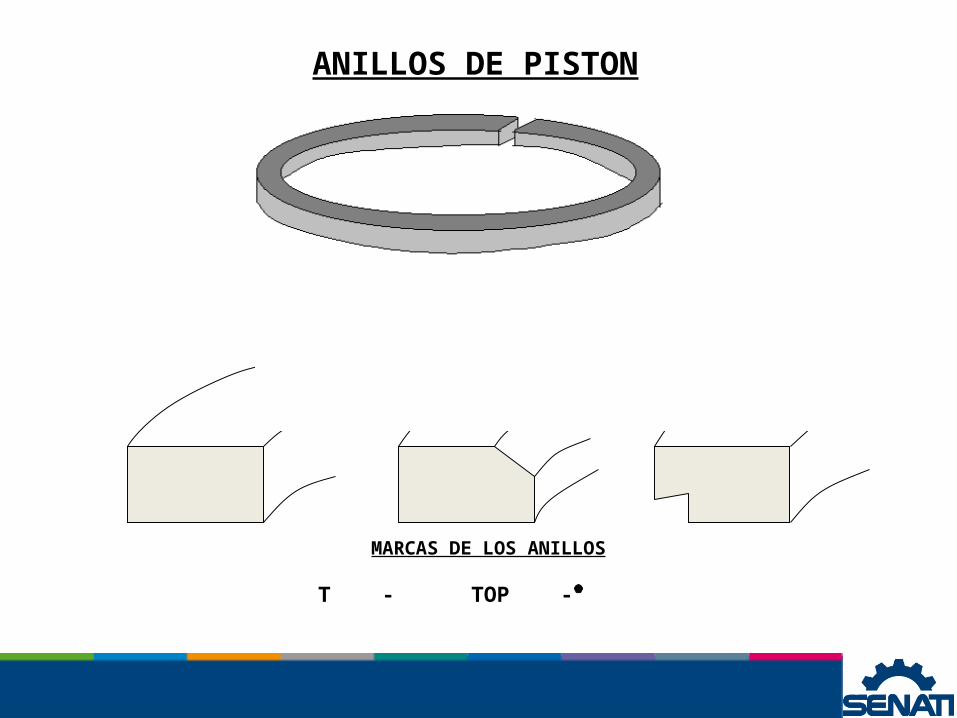
ANILLOS DE PISTON
TIPOS DE ANILLOS
MARCAS DE LOS ANILLOS
T - TOP -
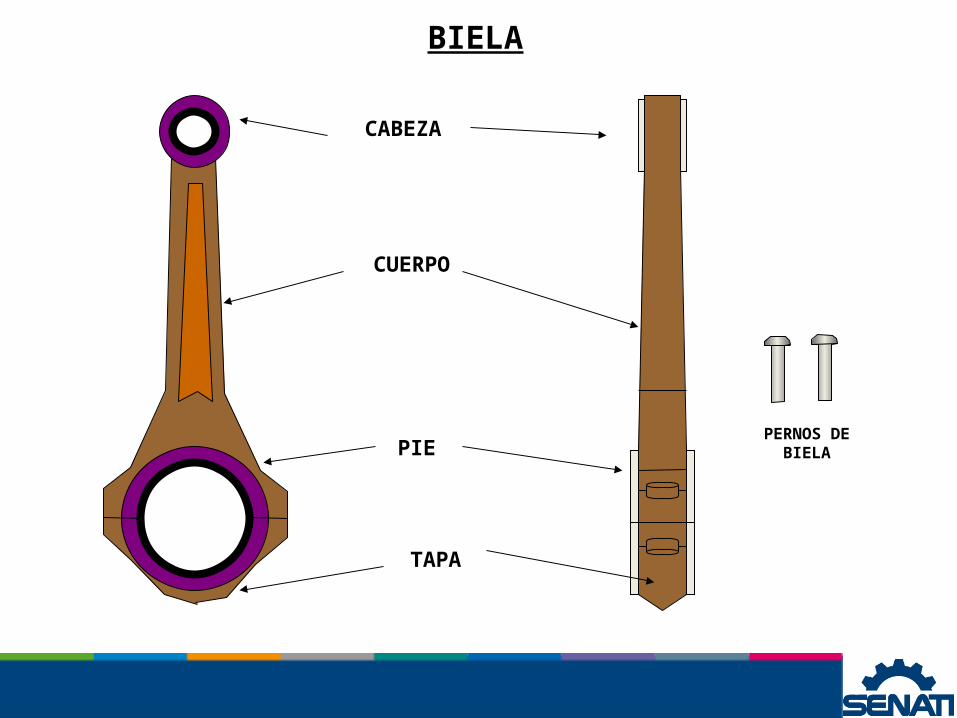
BIELA
CABEZA
CUERPO
PIE
TAPA
PERNOS DEBIELA

Comprobación de deformación de biela.
Al apoyar la biela en una superficie bien lisa, debemarcar una deformaciónmáxima como indica la figura.
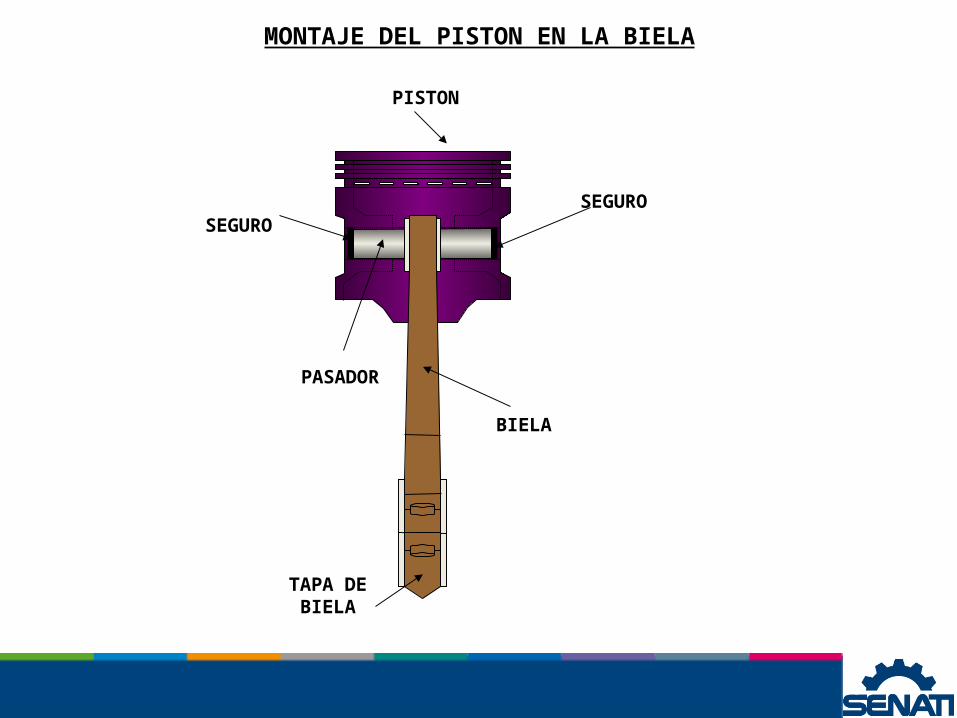
PISTON
MONTAJE DEL PISTON EN LA BIELA
PASADOR
SEGUROSEGURO
BIELA
TAPA DEBIELA

TOLERANCIA DE ABERTURA DE ANILLOS
ABERTURA DE ANILLOS
PARA DETERMINAR LA ABERTURA DEL ANILLO EN EL PISTON, SE MIDE ELDIAMETRO DEL CILINDRO Y SE MULTIPLICA POR:
PRIMER ANILLO = DIAMETRO DE CILINDRO POR 0.08mm.SEGUNDO ANILLO = DIAMETRO DEL CILINDRO POR 0.06mm.
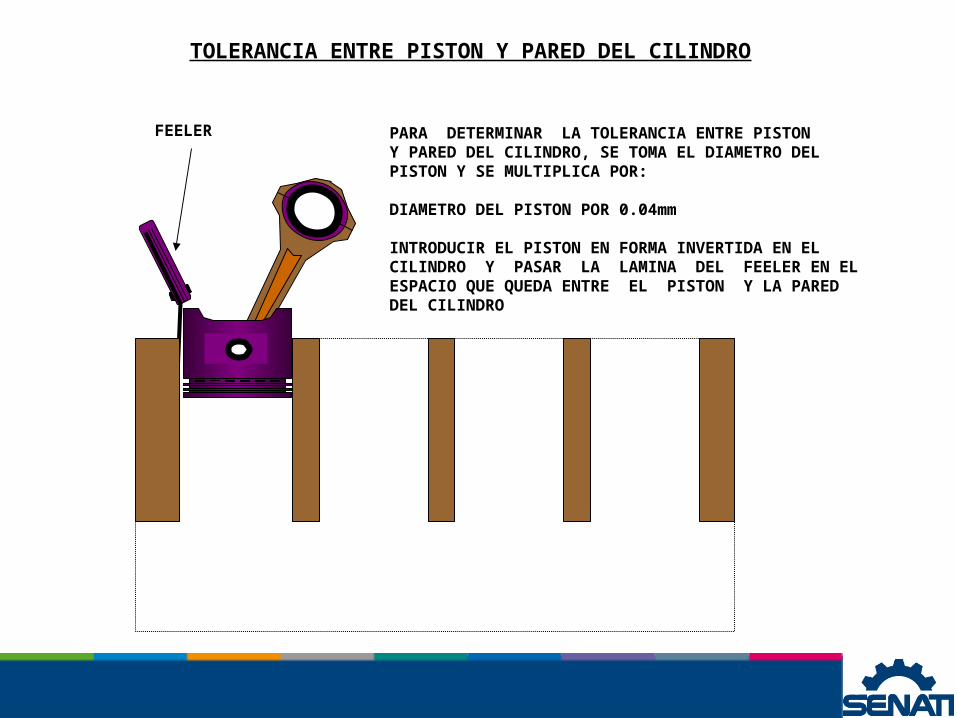
TOLERANCIA ENTRE PISTON Y PARED DEL CILINDRO
PARA DETERMINAR LA TOLERANCIA ENTRE PISTONY PARED DEL CILINDRO, SE TOMA EL DIAMETRO DELPISTON Y SE MULTIPLICA POR:
DIAMETRO DEL PISTON POR 0.04mm
INTRODUCIR EL PISTON EN FORMA INVERTIDA EN ELCILINDRO Y PASAR LA LAMINA DEL FEELER EN ELESPACIO QUE QUEDA ENTRE EL PISTON Y LA PAREDDEL CILINDRO
FEELER
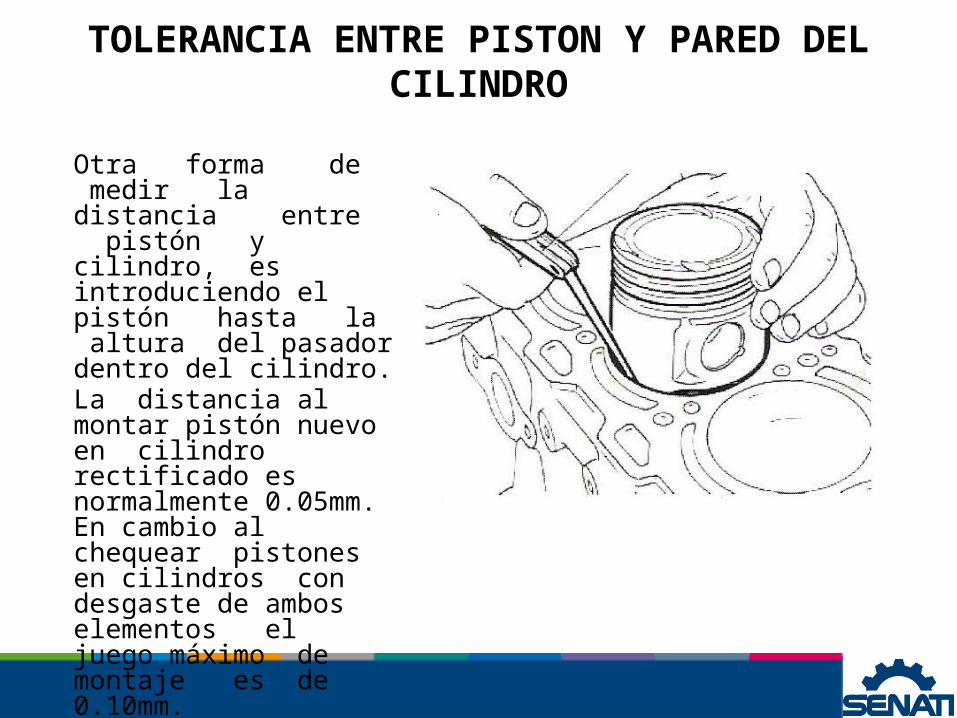
TOLERANCIA ENTRE PISTON Y PARED DEL CILINDRO
Otra forma de medir la distancia entre pistón y cilindro, es introduciendo el pistón hasta la altura del pasador dentro del cilindro.La distancia al montar pistón nuevo en cilindro rectificado es normalmente 0.05mm. En cambio al chequear pistones en cilindros con desgaste de ambos elementos el juego máximo de montaje es de 0.10mm.
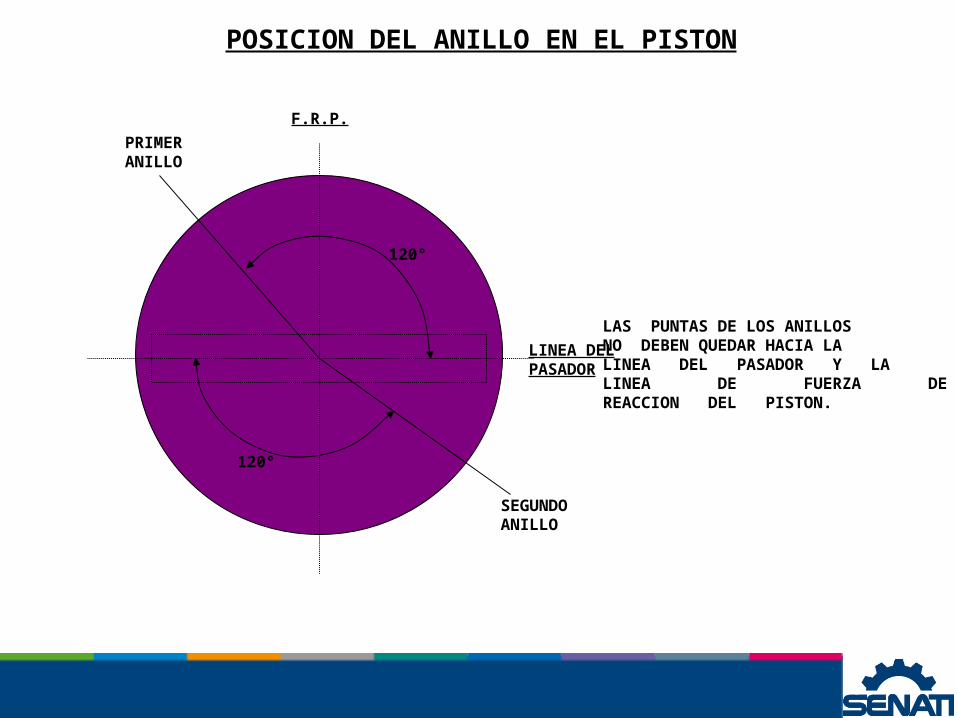
POSICION DEL ANILLO EN EL PISTON
F.R.P.
LINEA DELPASADOR
120°
120°
PRIMERANILLO
SEGUNDOANILLO
LAS PUNTAS DE LOS ANILLOSNO DEBEN QUEDAR HACIA LALINEA DEL PASADOR Y LA LINEA DE FUERZA DE REACCION DEL PISTON.

PISTON Y ANILLOS
LINEA DEL PASADOR
LINEA DE FRP
PRIMER ANILLO
SEGUNDO ANILLO
LAS PUNTAS DE LOS ANILLOS NO DEBEN QUEDAR ORIENTADOS HACIA LA LINEA DEL PASADOR O EN LA LINEA DE LA FUERZA DE REACCION DEL PISTON
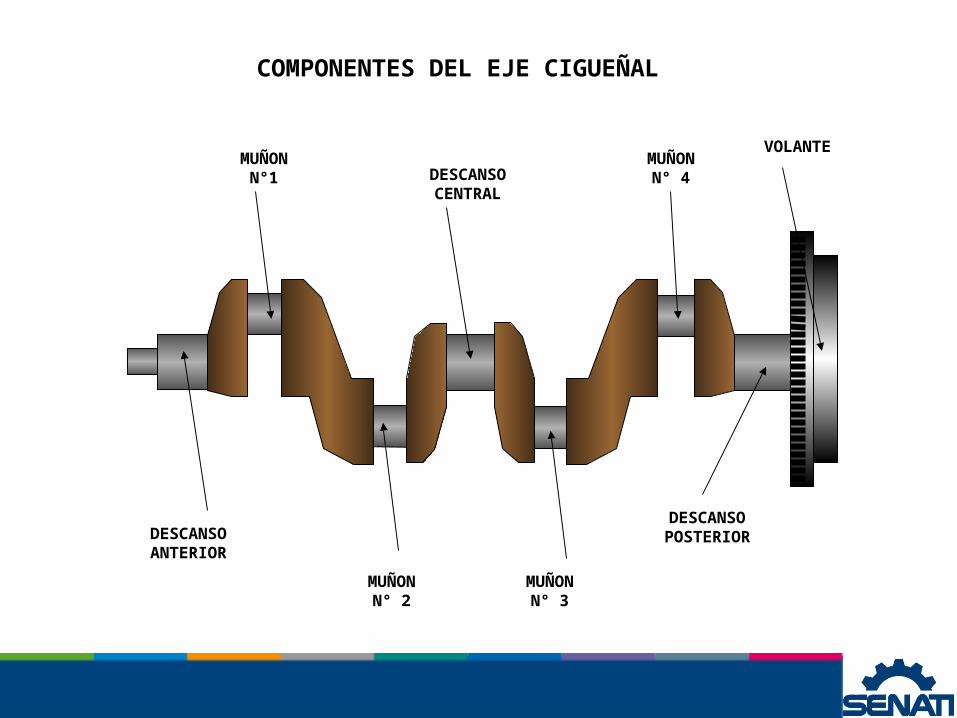
DESCANSOANTERIOR
MUÑONN°1
MUÑONN° 2
MUÑONN° 3
MUÑONN° 4DESCANSO
CENTRAL
DESCANSOPOSTERIOR
VOLANTE
COMPONENTES DEL EJE CIGUEÑAL
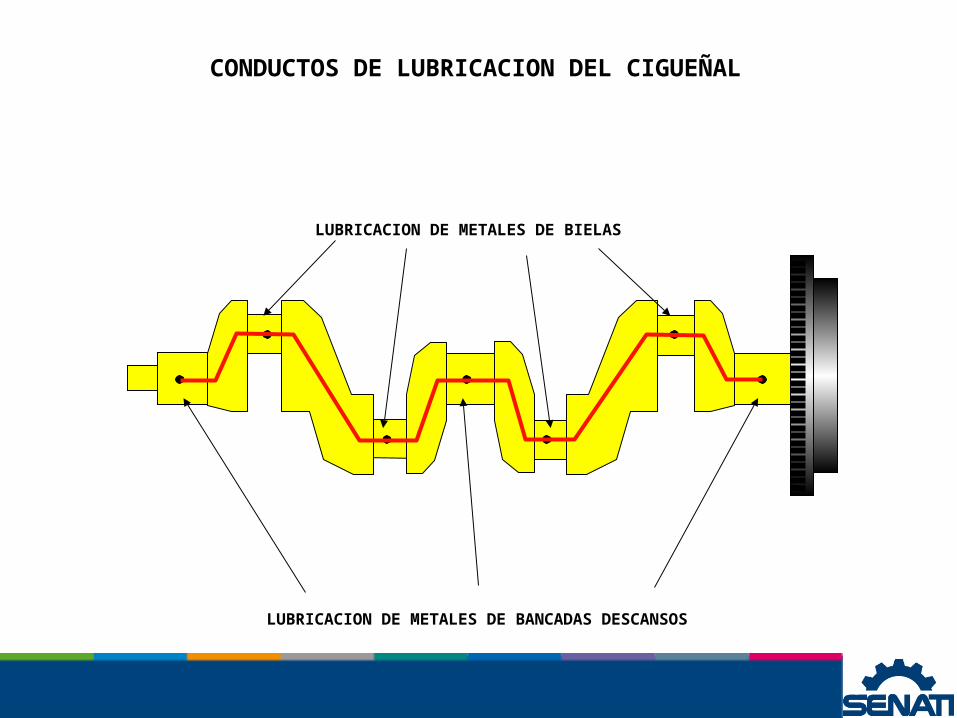
CONDUCTOS DE LUBRICACION DEL CIGUEÑAL
LUBRICACION DE METALES DE BANCADAS DESCANSOS
LUBRICACION DE METALES DE BIELAS
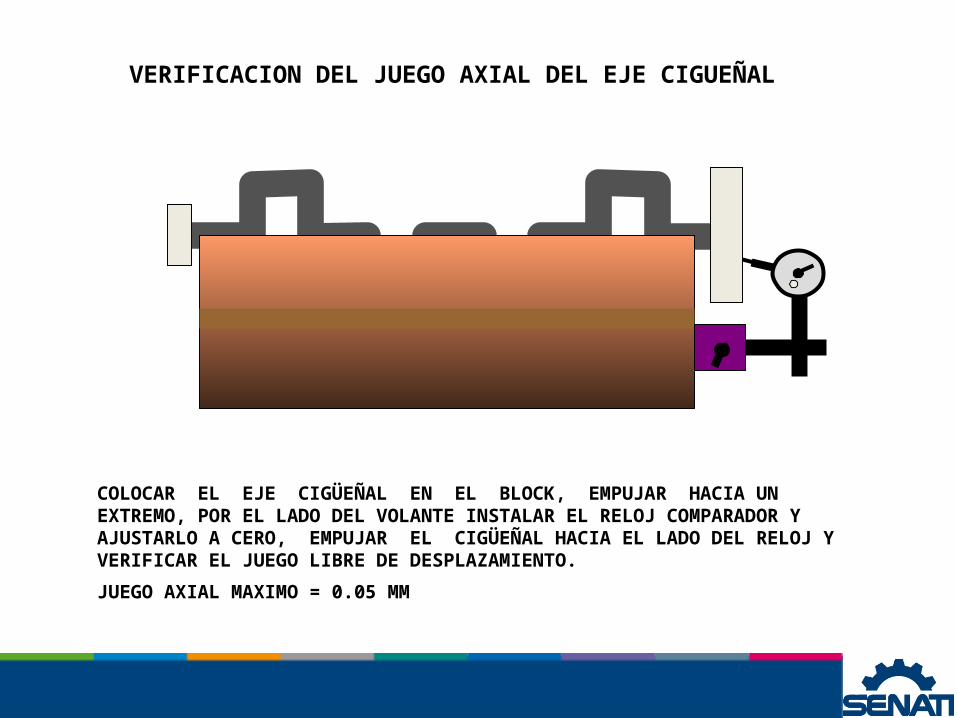
VERIFICACION DEL JUEGO AXIAL DEL EJE CIGUEÑAL
COLOCAR EL EJE CIGÜEÑAL EN EL BLOCK, EMPUJAR HACIA UN EXTREMO, POR EL LADO DEL VOLANTE INSTALAR EL RELOJ COMPARADOR Y AJUSTARLO A CERO, EMPUJAR EL CIGÜEÑAL HACIA EL LADO DEL RELOJ Y VERIFICAR EL JUEGO LIBRE DE DESPLAZAMIENTO.
JUEGO AXIAL MAXIMO = 0.05 MM
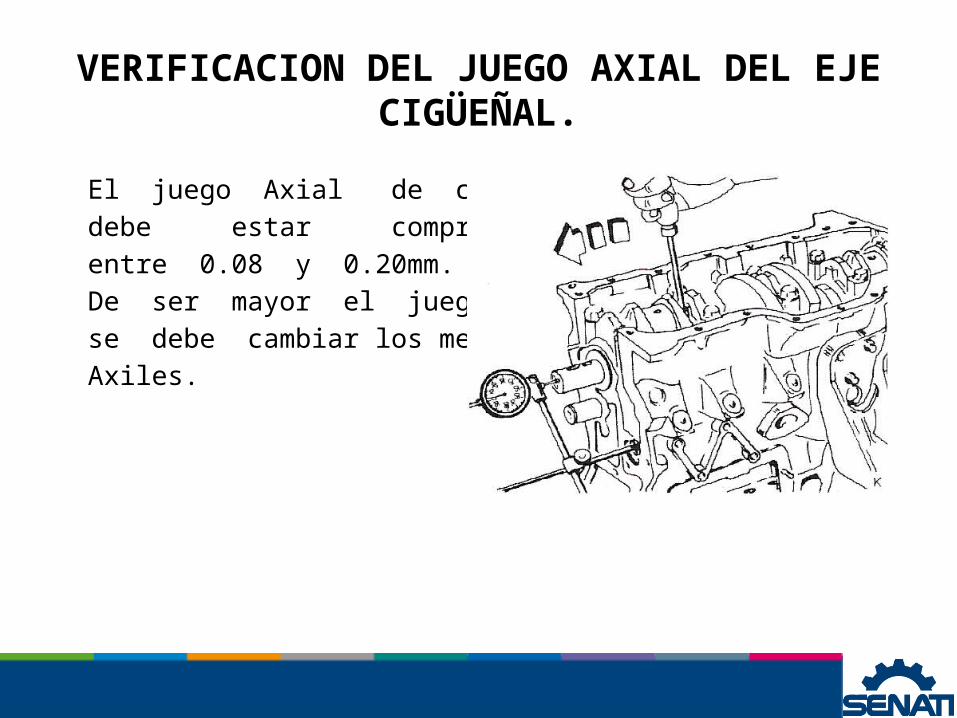
VERIFICACION DEL JUEGO AXIAL DEL EJE CIGÜEÑAL.
El juego Axial de cigüeñal,debe estar comprendidoentre 0.08 y 0.20mm. De ser mayor el juego axialse debe cambiar los metalesAxiles.

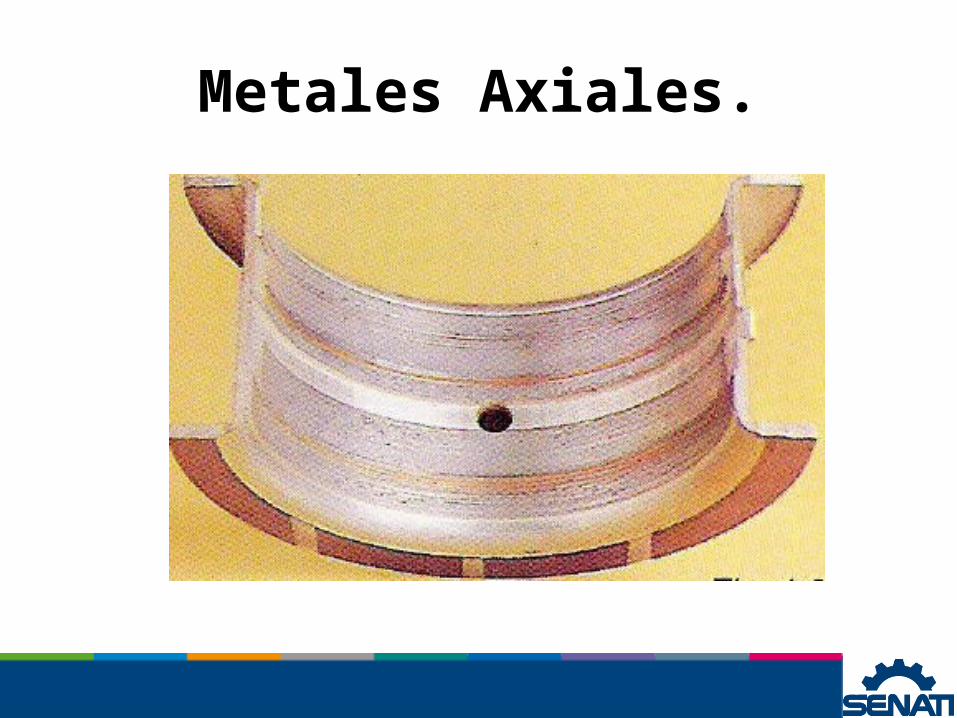
Metales Axiales.
Metales Axiales.

Vista de diferentes metales.
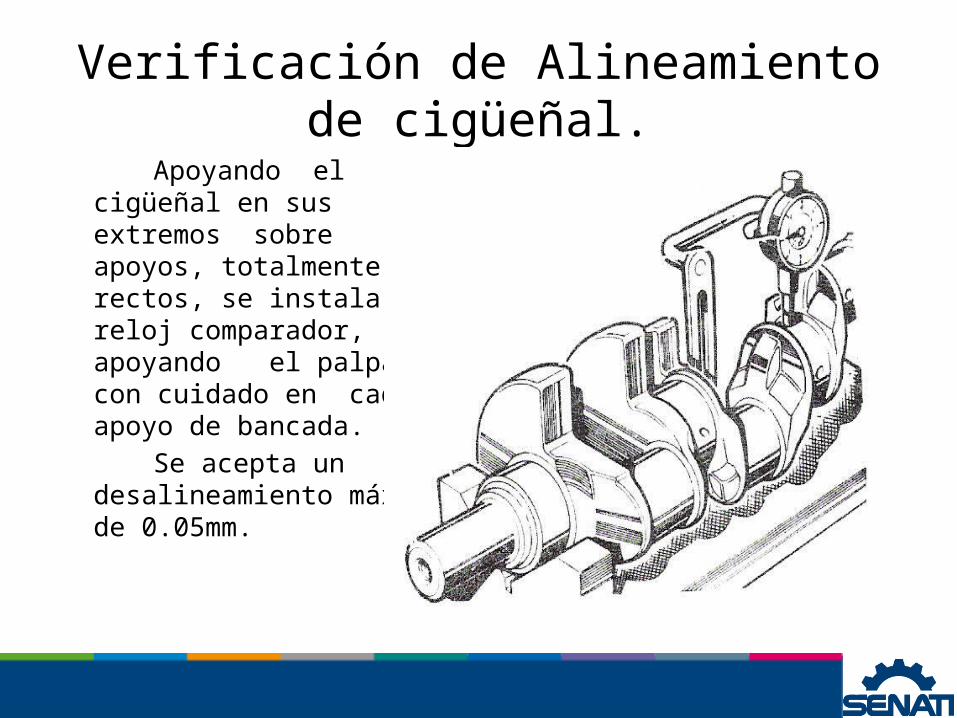
Verificación de Alineamiento de cigüeñal. Apoyando el cigüeñal en sus
extremos sobre apoyos, totalmente rectos, se instala un reloj comparador, apoyando el palpador con cuidado en cada apoyo de bancada.
Se acepta un desalineamiento máximo de 0.05mm.
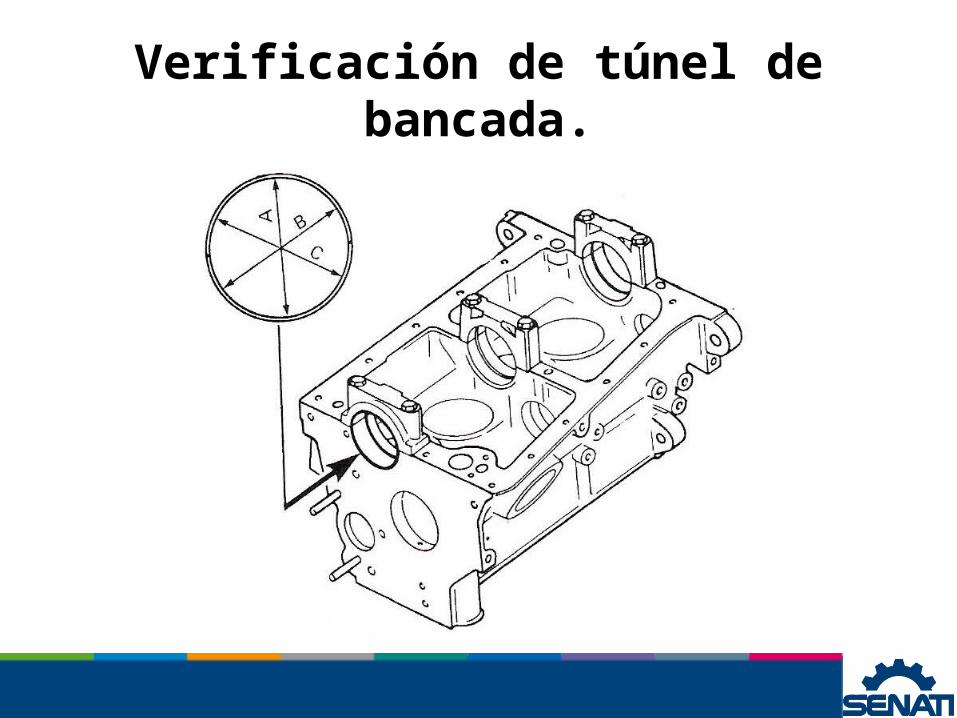
Verificación de túnel de bancada.
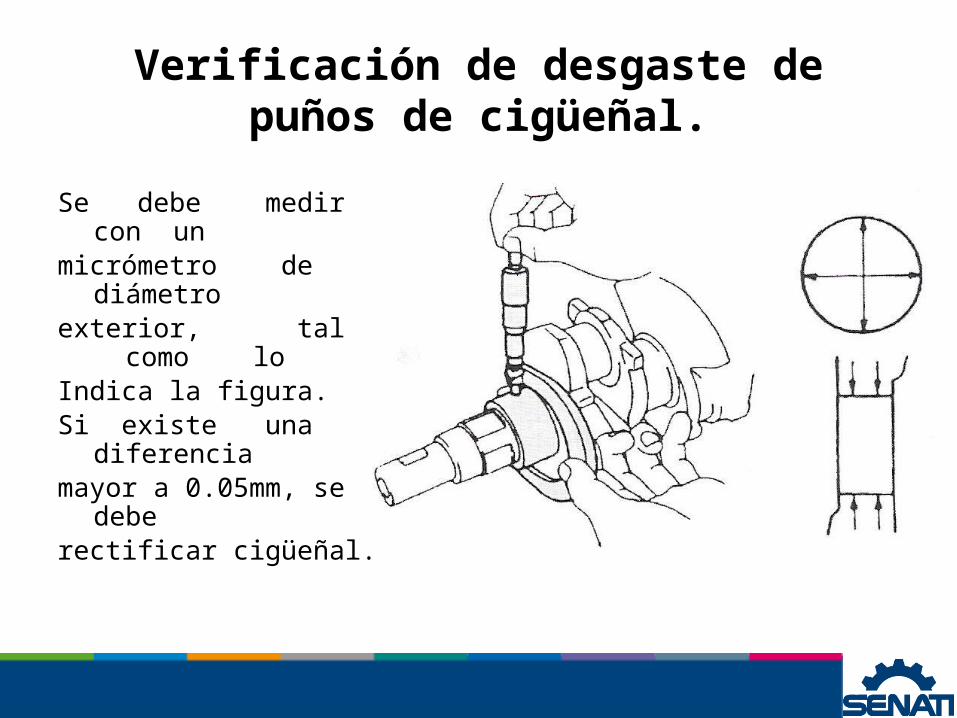
Verificación de desgaste de puños de cigüeñal.
Se debe medir con un micrómetro de diámetroexterior, tal como lo Indica la figura.Si existe una diferenciamayor a 0.05mm, se deberectificar cigüeñal.
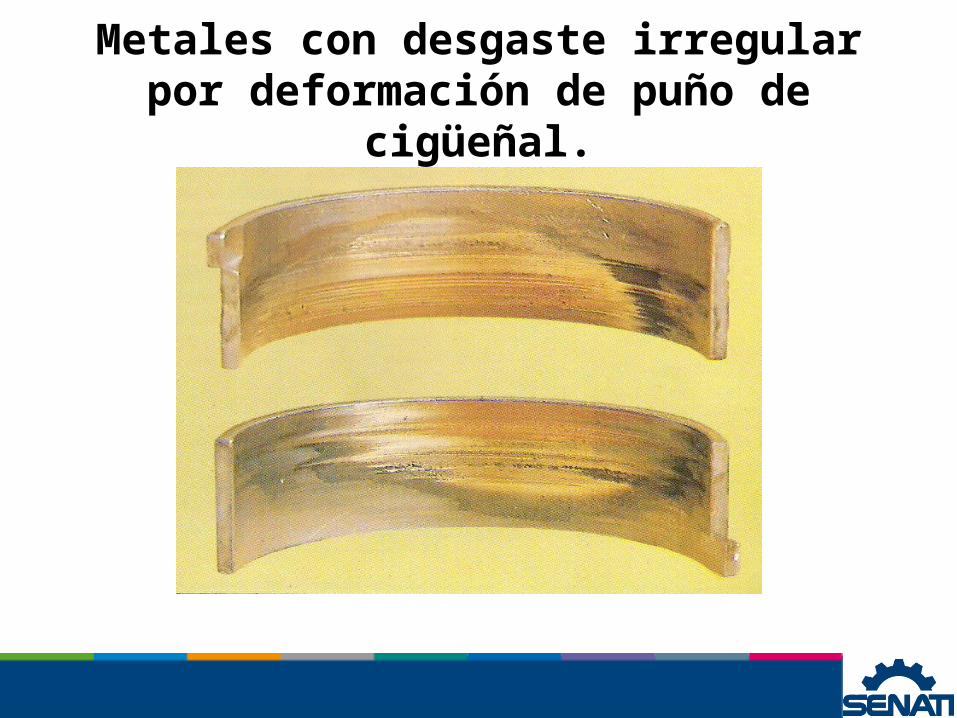
Metales con desgaste irregular por deformación de puño de cigüeñal.
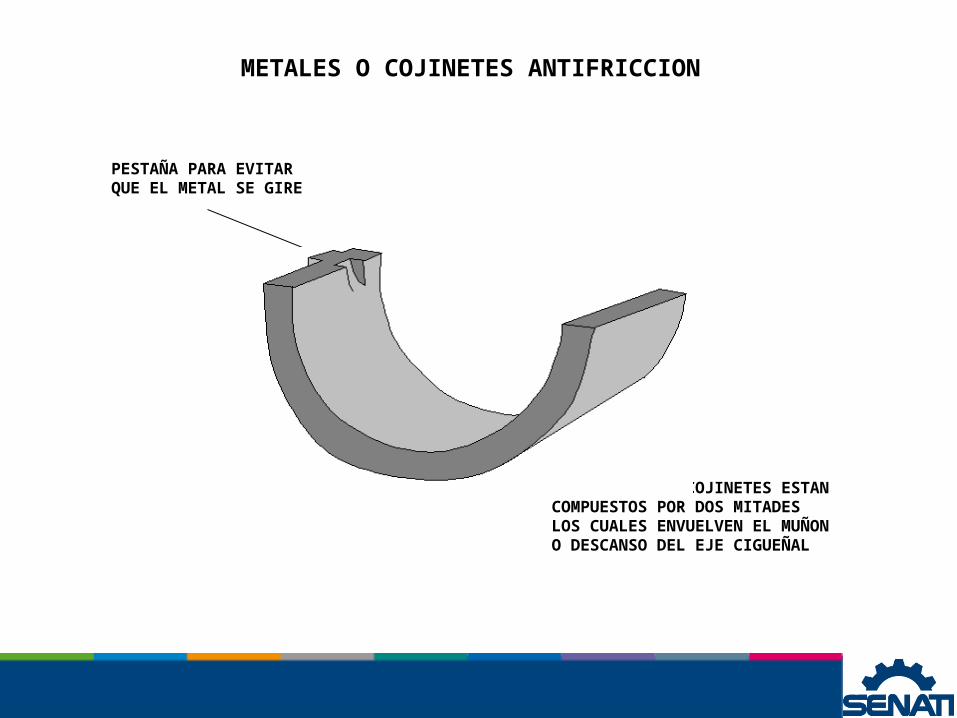
METALES O COJINETES ANTIFRICCION
PESTAÑA PARA EVITARQUE EL METAL SE GIRE
LOS METALES O COJINETES ESTANCOMPUESTOS POR DOS MITADESLOS CUALES ENVUELVEN EL MUÑONO DESCANSO DEL EJE CIGUEÑAL

TAPAS DE BANCADAS O DE BIELAS
LAS TAPAS DE BANCADAS DEL CIGUEÑAL DE DE BIELAS, VAN FIJASPOR MEDIO DE PERNOS APRETADOS CON LA TORSION
ESPECIFICADA POR EL FABRICANTE
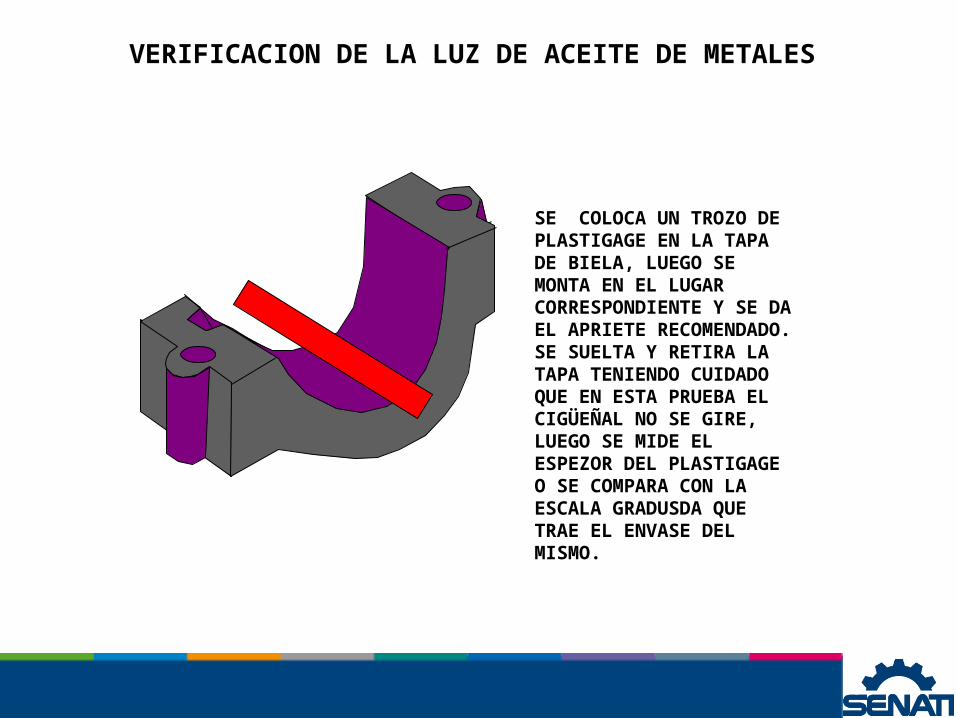
VERIFICACION DE LA LUZ DE ACEITE DE METALES
SE COLOCA UN TROZO DE PLASTIGAGE EN LA TAPA DE BIELA, LUEGO SE MONTA EN EL LUGAR CORRESPONDIENTE Y SE DA EL APRIETE RECOMENDADO. SE SUELTA Y RETIRA LA TAPA TENIENDO CUIDADO QUE EN ESTA PRUEBA EL CIGÜEÑAL NO SE GIRE, LUEGO SE MIDE EL ESPEZOR DEL PLASTIGAGE O SE COMPARA CON LA ESCALA GRADUSDA QUE TRAE EL ENVASE DEL MISMO.
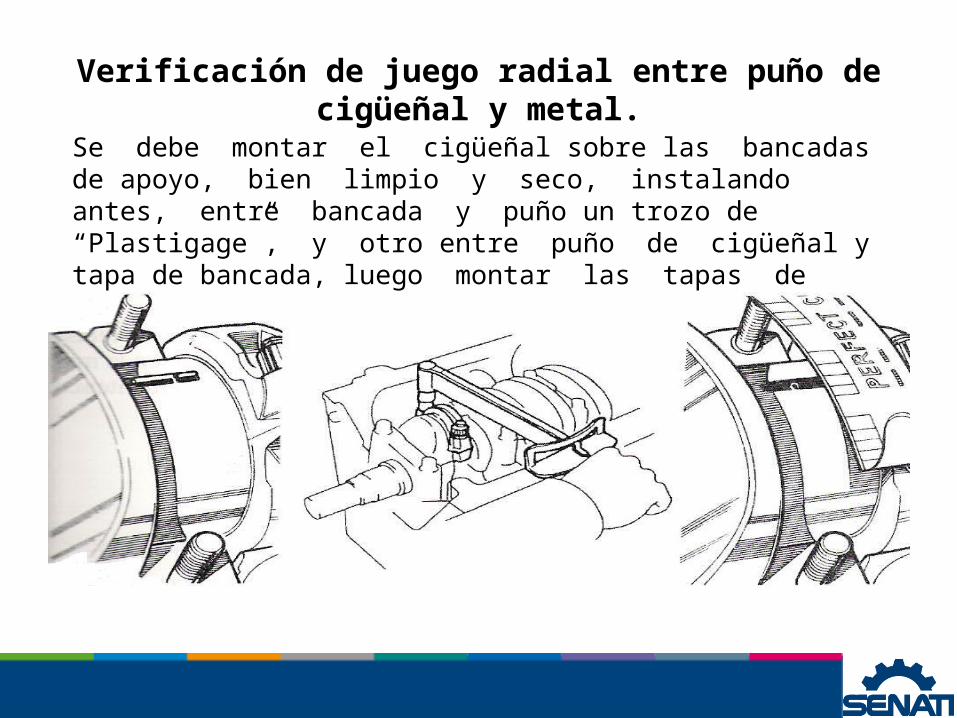
Verificación de juego radial entre puño de cigüeñal y metal.
Se debe montar el cigüeñal sobre las bancadas de apoyo, bien limpio y seco, instalando antes, entre bancada y puño un trozo de “Plastigage”, y otro entre puño de cigüeñal y tapa de bancada, luego montar las tapas de bancadas y dar el torque especificado por el fabricante del motor.