UNIVERSIDAD TECNOLÓGICA...
185
Transcript of UNIVERSIDAD TECNOLÓGICA...

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD CIENCIAS DE LA INGENIERÍA
INGENIERÍA INDUSTRIAL Y DE PROCESOS
DISEÑO DE UNA MÁQUINA TROQUELADORA PARA LA
REALIZACIÓN DE DIJES DE PLATA BAJO LAS NORMAS ISO
13849 Y LA ISO TC 10
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERA
INDUSTRIAL MENCIÓN GESTIÓN EN PROCESOS
ESTEFANÍA BETZABETH RAMÍREZ LANDETA
DIRECTOR: ING. LUIS HIDALGO
QUITO, SEPTIEMBRE DE 2012

© Universidad Tecnológica Equinoccial. 2012
Reservados todos los derechos de reproducción.
DECLARACIÓN
Yo ESTEFANÍA BETZABETH RAMÍREZ LANDETA, declaro que el trabajo
aquí descrito es de mi autoría; que no ha sido previamente presentado para
ningún grado o calificación; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
________________________________
Estefanía Betzabeth Ramírez Landeta
171845820-9
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título DISEÑO DE UNA
MÁQUINA TROQUELADORA PARA LA REALIZACIÓN DE DIJES DE
PLATA BAJO LAS NORMAS ISO 13849 Y LA ISO TC 10, que, para aspirar
al título de Ingeniera Industrial Mención Gestión en Procesos fue
desarrollado por Estefanía Ramírez, bajo mi dirección y supervisión, en la
Facultad de Ciencias de la Ingeniería; y que cumple con las condiciones
requeridas por el reglamento de Trabajos de Titulación artículos 18 y 25.
____________________
Ing. Luis Hidalgo
DIRECTOR DEL TRABAJO
CI. 1707721435
DEDICATORIA
Me gustaría dedicar esta Tesis ante todo a Dios, que me ha dado muchas
oportunidades.
Con mucho cariño principalmente a mi padre Carlos Ramírez y a mi madre
María del Carmen Landeta, que me dieron la vida y han estado conmigo en
todo momento y por darme una carrera para mi futuro y por creer en mí, ya
que sin ustedes este sueño nunca hubiera podido ser completado.
A mis hermanos Natali, Katherine y Joshua, y por supuesto a mis dos
hermosas sobrinas Madsal y Lya gracias por estar conmigo y apoyarme
siempre para seguir hacia a delante.
A todos mis amigos por estar siempre en aquellos momentos alegres y
difíciles, gracias por estar conmigo y recuerden que siempre los llevare en mi
corazón.
AGRADECIMIENTO
La presente Tesis es un esfuerzo en el cual, directa o indirectamente,
participaron varias personas leyendo, opinando, corrigiendo teniéndome
paciencia, dando ánimo, acompañando en los momentos de crisis y en los
momentos de felicidad.
A mis padres, quienes a lo largo de toda mi vida han apoyado y motivado mi
formación académica, creyeron en mí en todo momento y no dudaron de mis
habilidades. A mis profesores a quienes les debo gran parte de mis
conocimientos, gracias a su paciencia y enseñanza, y finalmente un eterno
agradecimiento a esta prestigiosa universidad la cual abre sus puertas a
jóvenes como nosotros, preparándonos para un futuro competitivo y
formándonos como personas de bien, y en especial agradezco al Ing. Luis
Hidalgo por haber confiado en mi persona, por la paciencia y por la dirección
de este trabajo.
A mis compañeros, quienes a lo largo de este tiempo han puesto a prueba
sus capacidades y conocimientos en el desarrollo de este trabajo.
viii
ÍNDICE DE CONTENIDOS
RESUMEN
ABSTRACT
CAPÍTULO I
1. Introducción ......................................................................................................... 1
1.1. Objetivos ...................................................................................................... 2
1.2. Justificación ................................................................................................. 2
1.3. Hipótesis ....................................................................................................... 3
1.4. Alcance ......................................................................................................... 3
CAPÍTULO II
2. Marco Teórico ...................................................................................................... 5
2.1. Reseña Histórica ............................................................................................ 5
2.1.1. Principales tipos de materiales para joyas ....................................... 10
2.1.2. Propiedades físico-químicas de la plata ........................................... 11
2.1.3. Propiedades mecánicas de la plata ................................................... 14
2.1.4. Industria joyera ...................................................................................... 17
2.1.6. Elaboración dijes de plata ................................................................... 21
2.2 Evolución de las máquinas y troquel ......................................................... 29
2.2.2. Necesidad de troquelar ........................................................................ 35
2.2.3. Troquel .................................................................................................... 36
2.2.4. Clases de troqueles .............................................................................. 42
2.3. Motores eléctricos ........................................................................................ 46
ix
2.3.1. Tipos de controles eléctricos. ............................................................. 47
2.4. Normas .......................................................................................................... 48
2.4.1 Definición y concepto ............................................................................ 48
2.4.2. Objetivos y ventajas.............................................................................. 49
2.4.3. Propósitos de la normalización ........................................................... 50
2.4.4. Objetivos de la normalización ............................................................. 50
2.4.5. Funciones de la normalización ........................................................... 51
2.4.6. Métodos utilizados por la normalización ........................................... 52
2.5.1. Evaluación del riesgo según EN ISO 13849-1 ................................. 54
2.5.2. Norma ISO 13849-2 ............................................................................. 56
2.6. Norma ISO/TC 10 ........................................................................................ 61
2.6.1. ISO 128 Dibujos técnicos .................................................................... 63
2.6.2. ISO 7083 Dibujos técnicos .................................................................. 64
2.6.3. ISO 13715 Dibujos técnicos ................................................................ 68
2.6.4. ISO 15786 Dibujos técnicos ................................................................ 69
2.6.5. ISO 16792 Documentación técnica del producto ............................ 70
2.7. Criterios de diseño mecánico ..................................................................... 71
2.7.1. Fallas en elementos mecánicos ......................................................... 71
2.7.2. Los criterios principales que se aplican comúnmente en diseño
mecánico son: ................................................................................................... 72
2.7.3. Principales teorías de falla correspondientes al criterio de diseño
por resistencia a esfuerzos ............................................................................. 72
2.7.4. Modos principales de falla por esfuerzos .......................................... 73
2.7.5. Consideraciones en la falla por rigidez ............................................. 73
2.7.6. Propiedades de los materiales ........................................................... 73
2.8. Soldadura ...................................................................................................... 74
x
CAPÍTULO III
3. Metodología ........................................................................................................ 78
3.1. Empresa ........................................................................................................ 78
3.2. Reseña histórica .......................................................................................... 80
3.3. Descripción de la empresa ......................................................................... 81
3.3.1. Titularidad propietaria de la empresa ................................................ 82
3.3.2. Logotipo .................................................................................................. 82
3.4. Filosofía Empresarial ................................................................................... 83
3.4.1. Productos de la empresa ..................................................................... 87
3.5. Equipos y herramientas .............................................................................. 88
3.6. Análisis del proceso actual para la elaboración dijes de plata ............. 90
CAPÍTULO IV
4. Análisis de resultados ..................................................................................... 94
4.1. Propuesta ...................................................................................................... 94
4.2. Diseño del troquel ........................................................................................ 95
4.2.1. Parámetros funcionales ....................................................................... 96
4.2.2. Análisis de los parámetros .................................................................. 96
4.3. Diseño y selección de los elementos ...................................................... 102
4.3.1. Estudio y determinación de la masa del volante ........................... 103
4.3.2. Potencia del motor .............................................................................. 108
4.3.3. Diseño del eje ...................................................................................... 108
4.3.4. Cálculo del eje ..................................................................................... 112
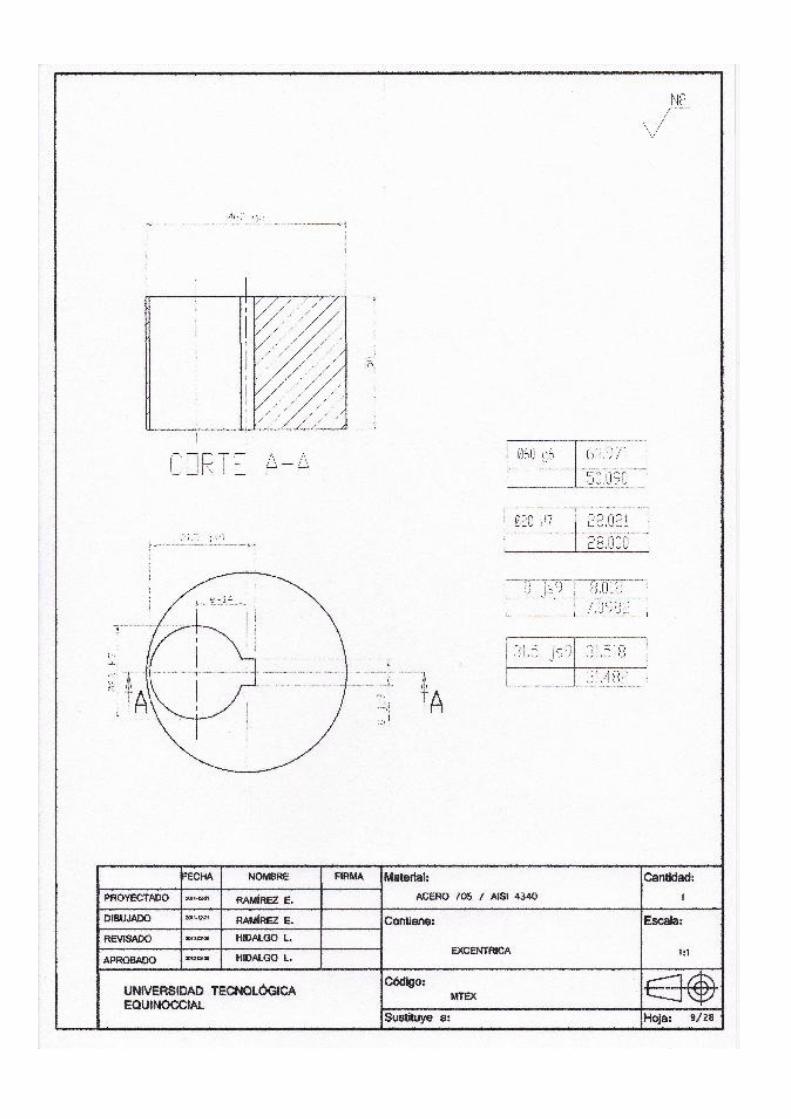
4.3.5. Diagrama de fuerzas en el eje de excéntrica ................................. 113
4.3.6. Selección del tipo de banda en “V” (trapecial) ............................... 116
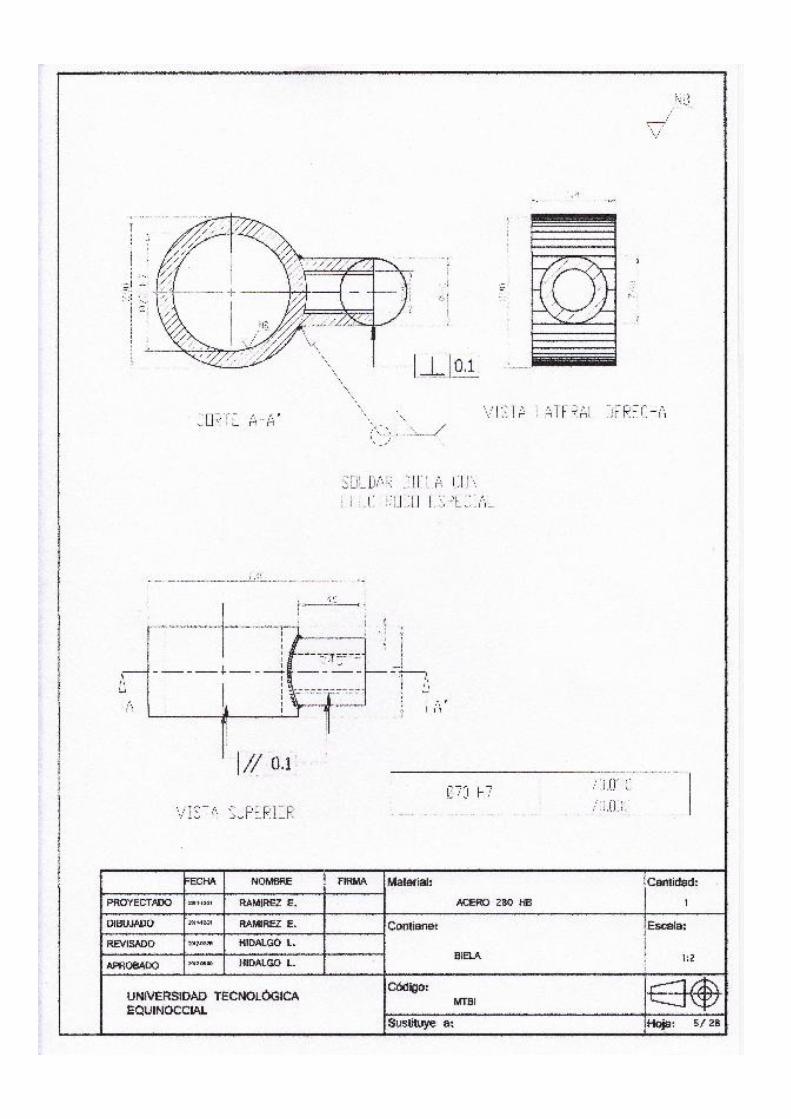
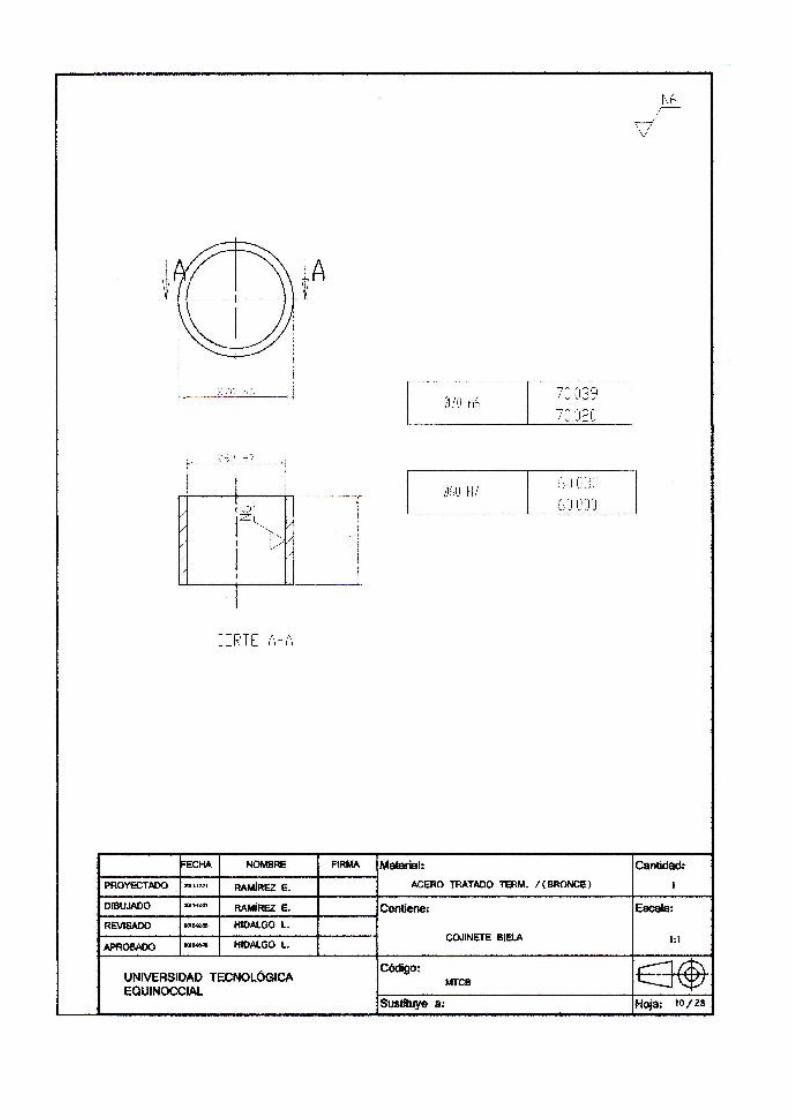
4.3.8. Diseño de la biela ............................................................................... 120
xi
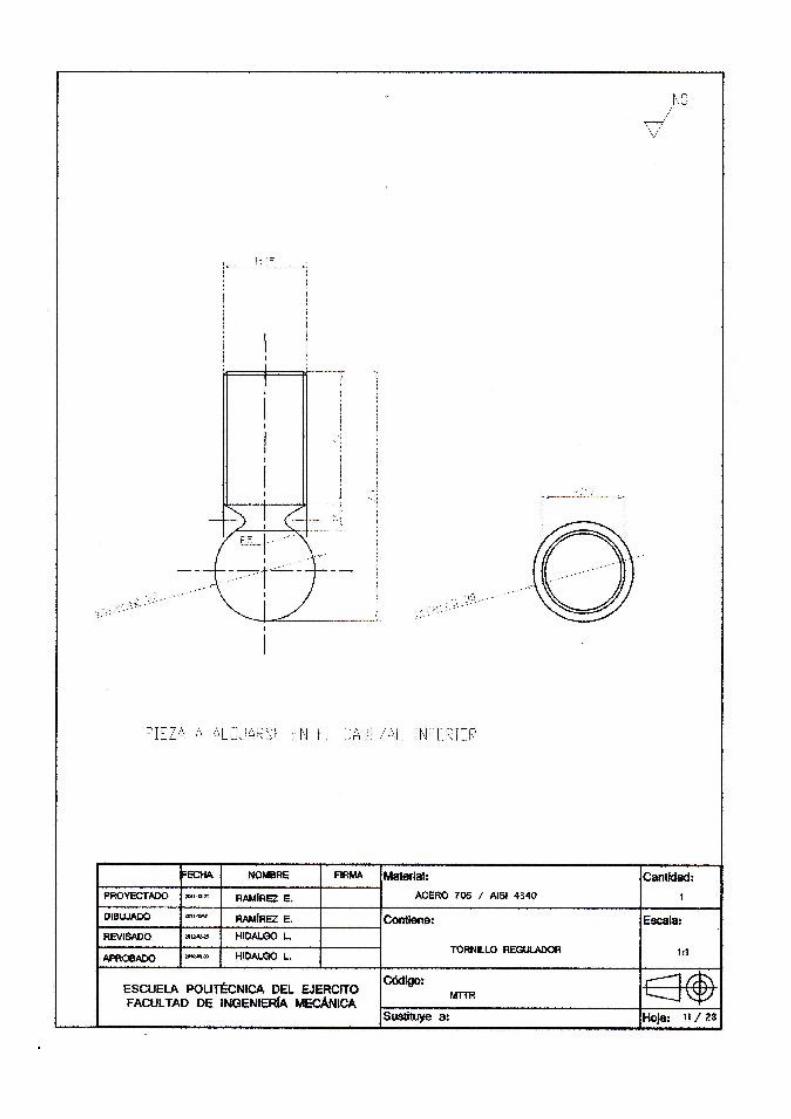
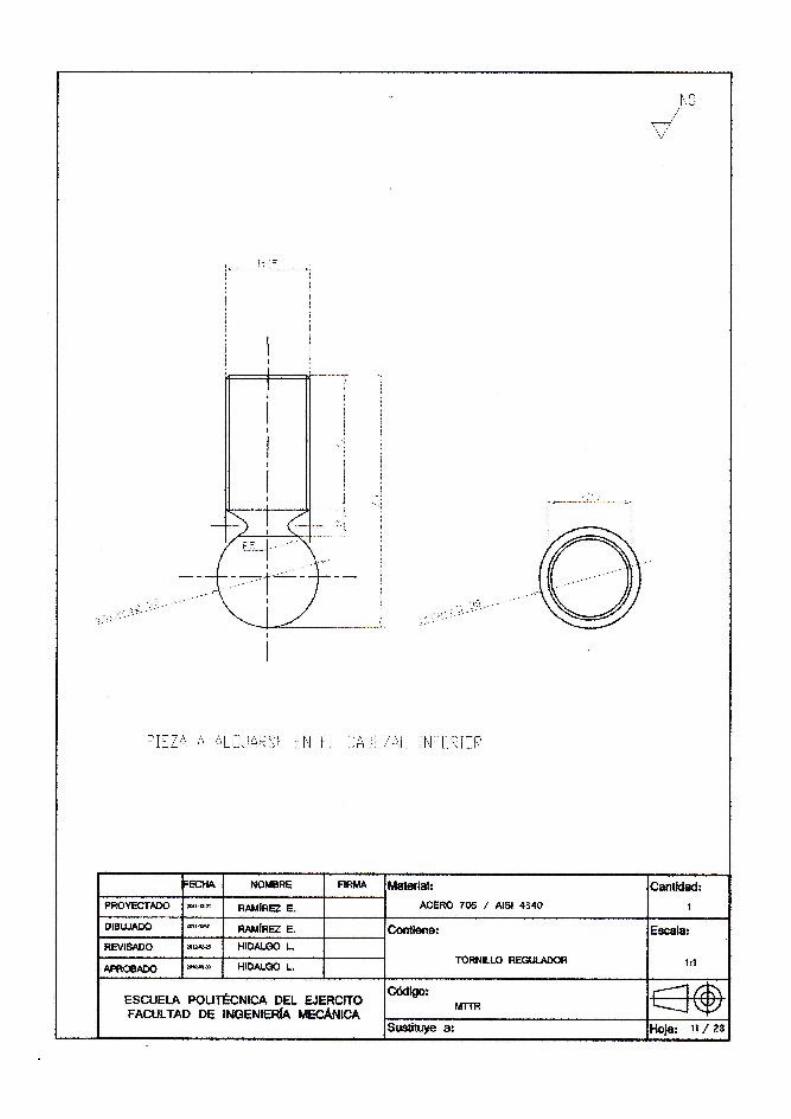
4.3.9. Tornillo de regulación ......................................................................... 122
4.3.10. Diseño del pasador ........................................................................... 123
CAPÍTULO V
5. Conclusiones y Recomendaciones ........................................................... 127
BIBLIOGRAFIA ..................................................................................................... 129
ANEXOS
PLANOS
xii
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Propiedades atómicas de la plata ....................................................... 13
Tabla 2. Propiedades mecánicas de metales ................................................... 16
Tabla 3. Propiedades de los metales ............................................................... 17
Tabla 4. Consideraciones relativas al diseño ................................................... 57
Tabla 5. Función de seguridad ......................................................................... 58
Tabla 6. Categorías y su relación con los MTTFd ............................................. 58
Tabla 7. Requisitos NORMA ISO 13849 .......................................................... 59
Tabla 8. Propiedades geométricas, dimensionado y tolerado geométrico. ...... 67
Tabla 9. Especificaciones técnicas ................................................................... 96
Tabla 10. Porcentaje de penetración recomendada para metales ................. 100
Tabla 11. Valores para el cuarto ciclo donde la prensa realiza su trabajo ..... 112
Tabla 12. Cuadro de costos ........................................................................... 125
xiii
ÍNDICE DE FIGURAS
PAGINA
Figura 1. Joya griega Camafeo ......................................................................... 6
Figura 2. Joya América del Sur .......................................................................... 7
Figura 3. Orfebrería Ibero ................................................................................ 8
Figura 4. Joya perlas .......................................................................................... 8
Figura 5. Plata .................................................................................................. 11
Figura 6. Crisol que contiene plata ................................................................... 21
Figura 7. Fundición de plata ............................................................................. 21
Figura 8. Lingotera que contiene plata ............................................................ 21
Figura 9. Laminado de plata ............................................................................. 22
Figura 10. Trefilación de plata .......................................................................... 22
Figura 11. Mecanizado de la plata ................................................................... 23
Figura 12. Pulido de la plata ............................................................................. 23
Figura 13. Diseño de forma de dijes de corazón .............................................. 24
Figura 14. Forma semi-redondeada de corazón .............................................. 25
Figura 15. Separación del tornillo al corazón ................................................... 25
Figura 16. Acabado final de la forma de corazón ............................................. 26
Figura 17. Forma de corazón en madera ......................................................... 26
Figura 18. Lámina de plata en posición inicial ................................................. 27
Figura 19. Lámina de plata en forma de corazón ............................................. 27
Figura 20. Emparejamiento de la lámina en forma de corazón ....................... 28
Figura 21. Corte del material sobrante en forma de corazón ........................... 28
Figura 22. Limado de las esquinas sobrantes ................................................. 28
Figura 23. Soldadura de argolla en el dije de corazón .................................... 29
xiv
Figura 24. Utensilios de joyería ........................................................................ 34
Figura 25. Máquinas para la elaboración de joyas ........................................... 34
Figura 26. Hornos y sueldas para joyería ....................................................... 35
Figura 27. Partes de un troquel ....................................................................... 42
Figura 28. Símbolos para tolerancias geométricas ......................................... 65
Figura 29. Símbolo básico de bordes .............................................................. 68
Figura 30. Representación gráfica de bordes .................................................. 69
Figura 31. Fotografía Joyería Carlos Ramírez Local 52 0 23 .......................... 79
Figura 32. Fotografía Joyería Carlos Ramírez Local 27-145 ........................... 81
Figura 33. Logotipo de la empresa .................................................................... 82
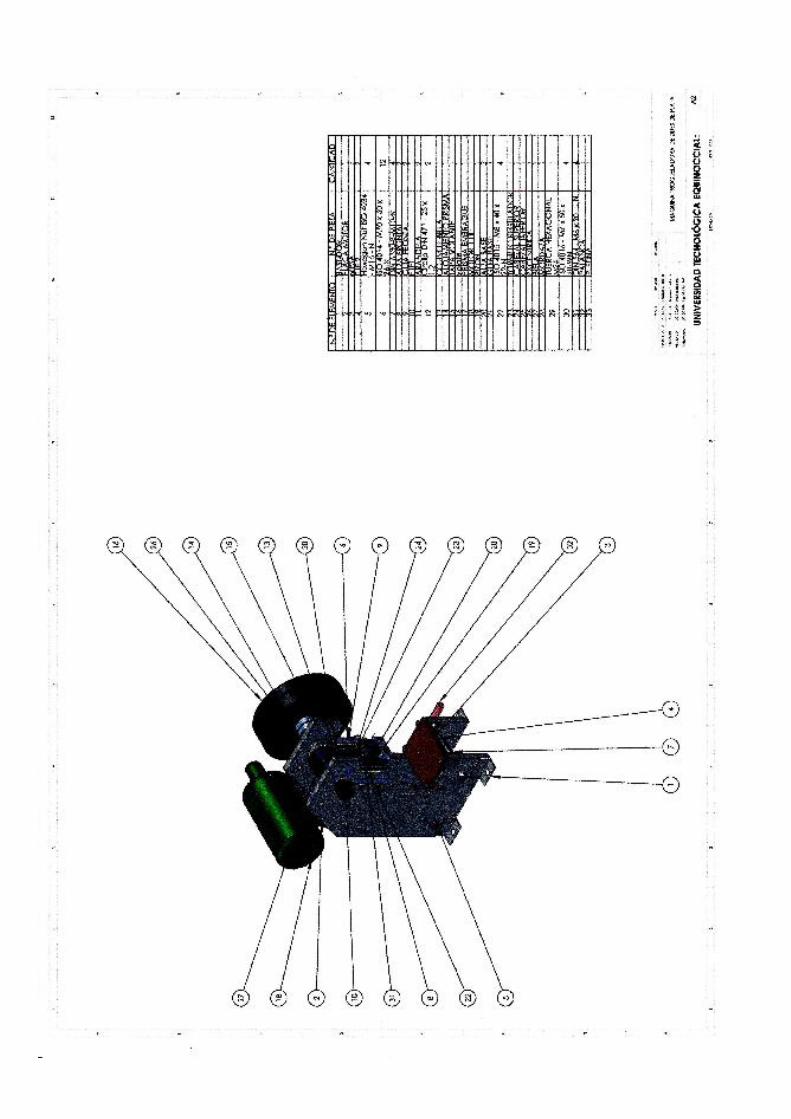
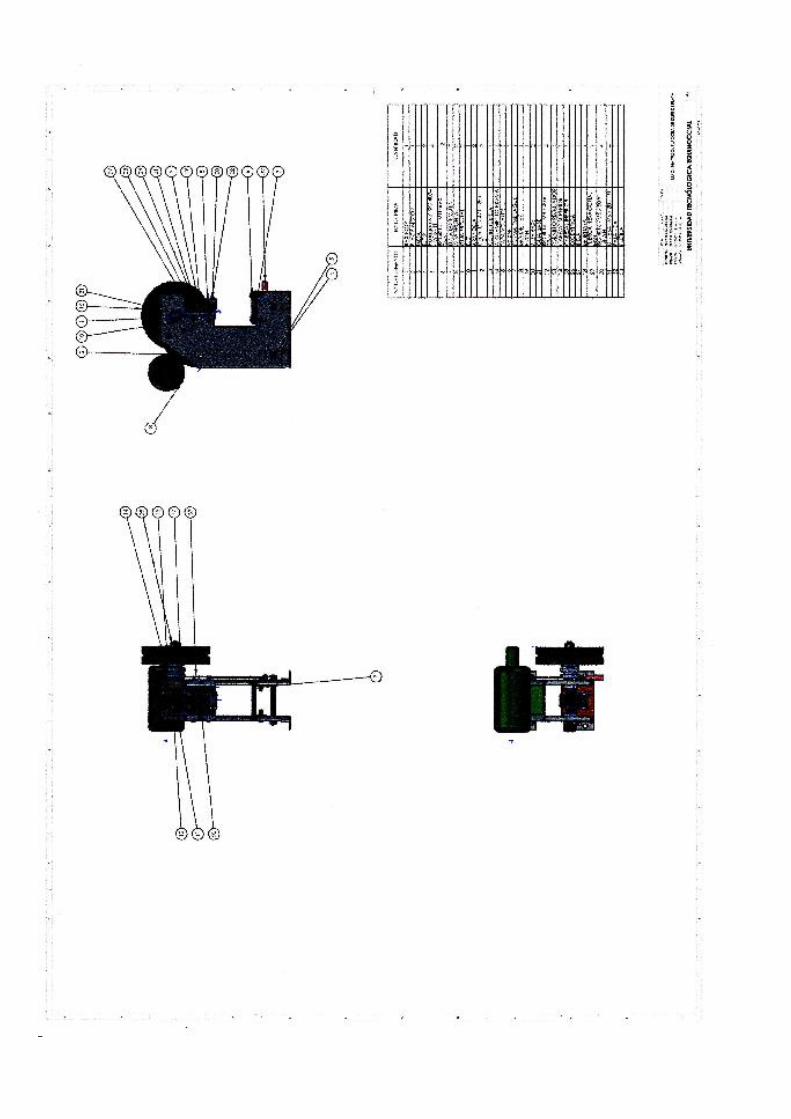
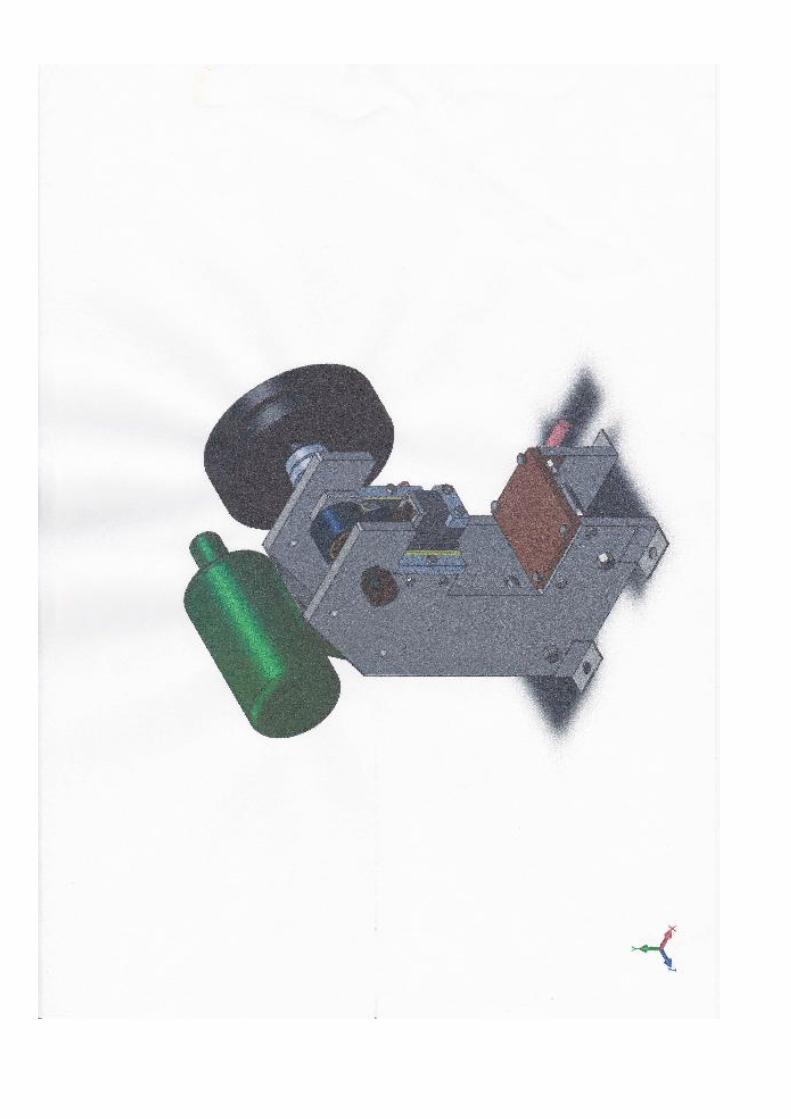
Figura 34. Prototipo máquina troqueladora ....................................................... 95
Figura 35. Diagrama esfuerzo-deformación ..................................................... 97
Figura 36. Penetración del punzón en el material ............................................ 97
Figura 37. Gráficos Penetración del punzón al material ................................... 98
Figura 38. Gráfico de la chapa a penetrar ........................................................ 99
Figura 39. Material a cortar ............................................................................ 100
Figura 40. Representación física de un volante de inercia ............................. 103
Figura 41. Representación de la velocidad del volante. ................................. 104
Figura 42. Volante de inercia ......................................................................... 108
Figura 44. Gráfica Torsor vs tiempo ............................................................... 109
Figura 45. Eje sometido a las fuerzas actuantes. .......................................... 110
Figura 46. Diagramas de fuerza y momento flector ....................................... 114
Figura 47. Selección de banda ....................................................................... 118
Figura 48. Transmisión de potencia ............................................................... 119
Figura 49. Dimensiones generales del Bastidor ............................................. 120
Figura 50. Posición de trabajo de la biela ...................................................... 121

xv
Figura 51. Tornillo de regulación .................................................................... 123
xvi
ÍNDICE DE ANEXOS
PÁGINA
Anexo 1. Diagrama acoplamiento .................................................................. 132
Anexo 2. Tabla AT 3 propiedades típicas de algunos metales no ferrosos .... 133
Anexo 3. Valores del coeficiente C ................................................................ 134
xvii
RESUMEN
La presente tesis aborda como tema principal los requerimientos del diseño
de una máquina troqueladora para la realización de dijes de plata.
Adicional la historia de las joyas desde los inicios hasta la evolución de las
mismas, características y propiedades de la plata, la cual es fundamental ya
que es el metal que se va a utilizar como materia prima en la empresa.
El desempeño de la industria joyera a nivel nacional, de la minería y las
ciudades que mayor se destacan para la producción de joyas.
También encontraremos los materiales y herramientas de joyería para
facilitar la producción y tener un mejor acabado final. Es importante
mencionar el desarrollo de las máquinas y procesos para la elaboración de
las joyas por lo que se menciona como tema principal el troquel y sus
partes.
El diseño toma como consideración lo expuesto en las normas ISO 13849 y
la ISO TC 10, por lo cual la primera norma cubre el factor seguridad en los
elementos que lo ameriten y la segunda es la normalización en el dibujo
técnico, los cuales implican los planos de las partes, subconjuntos y por
último el conjunto final.
El tema propuesto se basa en la información de la empresa JOYERÍA
CARLOS RAMÍREZ, desde su fundación hasta la situación actual, por lo cual
dará a conocer las funciones de la máquina con los requerimientos del
cliente.
xviii
ABSTRACT
This thesis deals with the design theme is a pair of punch machine silver
charm realization.
Additional history of the jewels from the beginning to the evolución of the
same characteristics and properties of silver, which is critical since it is metal
to be used as raw material in the company.
The performance of national jewelry industry, mining and the cities that stand
out most for jewelry production.
We also find the materials and tools to facilitate the production jewelry and
have a better finish. It is noteworthy development of machines and processes
for making jewelry making is cited as the main theme and die parts.
The design takes as consideration set forth in the standards ISO 13849 and
ISO TC 10, so the first rule covers the safety factor in the elements that need
it and the second is standardization in technical drawing, which involve
planes of parts, subassemblies and finally the final set.
The proposed theme is based on information from the company CARLOS
RAMIREZ´ JEWERLY, from its founding to the present situation, so will
release the machine functions with customer requirements
CAPÍTULO I
1
1. Introducción
Para la producción de joyas de plata se puede encontrar diversos tipos de
máquinas y herramientas que son construidas principalmente bajo requisitos
de los joyeros ya que ellos son los que van a diseñar y elaborar los
productos para su posterior venta. Por ello en la presente tesis se hablará
de los requerimientos para el diseño de una máquina troqueladora que
permita la realización de dijes de plata basada en las normas ISO 13849 y la
ISO TC 10 y en las necesidades del cliente.
Por lo tanto, la norma ISO 13849 trata de seguridad en las máquinas para
prevenir accidentes a los operarios por medio de tablas y consideraciones a
permitirse, y la ISO TC 10 es sobre normalización de dibujo técnico para
lograr una unificación en la realización de planos y una lectura estándar de
los mismos. Es importante mencionar que las normas presentes son
internacionales y reconocidas por muchos países.
También se encontrará información de la empresa JOYERÍA CARLOS
RAMÍREZ, desde que inició, su evolución en el mercado, tanto comercial
como productor; y su estado actual. Considerando como razón principal la
adquisición de una máquina que le permita mejorar la producción de dijes de
plata que ha demandado más de lo que se puede producir manualmente.
El procedimiento será desde el prototipo inicial de acuerdo a las necesidades
y especificaciones del cliente hasta los requerimientos del diseño mecánico
de las partes, el diseño completo de la máquina, materiales a utilizarse y los
cálculos que son fundamentales para las dimensiones de la misma.
Mediante el modelo tomaremos en consideración el presupuesto, lo cual es
importante para determinar si se encuentra dentro de las expectativas del
cliente.
2
1.1. Objetivos
General
Establecer los requerimientos para el diseño de una máquina
troqueladora para la realización de dijes de plata.
Específicos
Investigar los diferentes tipos de maquinaria para la elaboración de
joyas que actualmente existen.
Estudiar normas NORMAS ISO 13849 y la ISO TC 10 para el diseño
de la máquina
Determinar las necesidades específicas de la empresa.
Determinar los requerimientos para el diseño de la máquina
troqueladora.
1.2. Justificación
La necesidad de la máquina se rige a varios factores fundamentales para la
elaboración de joyas tomando en consideración los requerimientos del
diseño, los cuales se describe a continuación:
Uno de los principales factores es el tiempo, ya que el elaborar un dije a
mano requiere de mucho tiempo, adicional se manejan estilos planos y
sencillos.
3
El desperdicio de material es elevado por lo que hay que realizar varios
procesos para lograr el acabado final esperado y con la excelencia en
calidad del diseñador.
Con la máquina que requiere la empresa se puede realizar nuevas técnicas
y modelos de dijes, y así disponer de una variedad de estilos para el
consumidor final.
Optimizar los recursos del proceso con el cual se pretende incrementar la
productividad; de esta manera se podría competir con empresas que tienen
producciones masivas, productos importados y precios más bajos.
Finalmente es una inversión para la empresa ya que puede generar
ganancias, disponiendo de un nuevo producto con diferentes presentaciones
para los clientes.
1.3. Hipótesis
Si se determinan las necesidades específicas para la producción de dijes, se
podrán definir los requerimientos para el diseño de una máquina
troqueladora.
1.4. Alcance
El alcance de la presente tesis es definir los requerimientos para el diseño
de una máquina troqueladora de tipo C, ya que su distintivo principal es la
pieza excéntrica, para la realización de dijes de plata (con dimensiones de
20 x 20 mm máx.) de acuerdo a las necesidades del cliente, así como para
los cálculos para el diseño de la misma, tomando en cuenta las NORMAS
ISO 13849 y la ISO TC 10.
CAPÍTULO II
5
2. Marco Teórico
La historia de la humanidad no se cuenta sin la historia de la joyería, la
fabricación de joyas es uno de las artes más antiguas del mundo. Algún
pueblo se preveía de conchas, piedras o flores a fin de obtenerse el poder
mágico que asignaban a estas joyas.
2.1. Reseña Histórica
En los tiempos del paleolítico el hombre usaba objetos naturales, minerales y
animales como ornamento personal.
Con la Edad de Bronce y el descubrimiento del metal, cambió radicalmente
la tecnología y con ella, las técnicas de extracción de gemas y, por
consiguiente, de la joyería.
Las armas y herramientas pasaron a ser de metal con el descubrimiento del
cobre y luego, en la Edad de Hierro comenzaron las primeras técnicas de
orfebrería, entre ellas el repujado, el granulado y la filigrana de metales
como el oro o la plata.
Los metales y piedras preciosas más apreciadas como joyas fueron siempre
las más escasas por lo que su posesión confería de status social.
Las culturas babilónica, asiria y sumeria, 3.000 años antes de Cristo fueron
civilizaciones muy avanzadas que desarrollaron una extraordinaria joyería, la
incrustación de piedras preciosas o semipreciosas.
Los egipcios eran auténticos apasionados de la ornamentación y del diseño
e introdujeron profunda renovación en la joyería.
6
Los egipcios realizaban complejas piezas de joyería de carácter ritual así
como amuletos que simbolizaban su gloria y poder, no solo en su vida
terrenal si no también después de la muerte.
La costumbre de enterrar a sus faraones y sacerdotes con sus ajuares y
joyas ha permitido conocer la tecnología de la joyería egipcia así como los
tipos de piedras preciosas más usadas como alhajas o amuletos y el
significado espiritual de estas gemas. Fueron los promotores de la técnica
de esmaltado vítreo que conocemos como “cloisonné” ya que a pesar de
dominar la lapidación de piedras preciosas, éstas eran muy trabajosas de
tallar debido a su dureza. El oro fue uno de los principales metales que
emplearon, combinándolo con diferentes gemas, según Kaia joyas (2012).
Las joyas tenían dos funciones, las gemas se valoraban tanto por su belleza
como por la protección mágica que les proporcionaban, es decir, eran a la
vez talismanes y joyas. Identificaban los metales y minerales con sus dioses.
Desde los primeros pobladores de Grecia se conoce el uso de joyas de oro y
piedras preciosas. Los griegos fueron los primeros en crear una nueva joya,
el camafeo que fabricaban con una piedra procedente de la india llamada
sardónice.
Figura 1. Joya Griega Camafeo
Recuperado 8 de mayo de2006, de http://vidaok.com/camafeo-historia-caracteristicas.html
En la antigua Roma, el peinado y las joyas para el pelo eran un exponente
social, cuanto más complicado o llamativo, indicaba un mayor nivel social.
7
Usaban en joyería de oro, plata, las perlas etc., los anillos se fabricaban de
bronce y de pasta vítrea.
Los romanos en sus inicios diseñaban una joyería sencilla y conservadora
comparada con la de otras civilizaciones mediterráneas. Más tarde, con la
expansión de su imperio comenzaron a realizar piezas más refinadas y
ostentosas.
Los antiguos pobladores de los países del sur de América tenían aprecio por
muchas piedras preciosas como la esmeralda, mostraban una utilización
muy extendida del oro y de las piedras en ornamentos de sus jefes y en los
objetos sagrados.
Figura 2. Joya América del Sur
Recuperado el 5 de mayo de 2011, de http://dib2011escjoyaprofchiavetti.blogspot.com/2012/05/miguel-terrone.html
Los iberos tenían extensos conocimientos de las piedras preciosas, que
utilizaban en variedad de obras artísticas, en arquitectura, joyería, esculturas
y pequeñas figuras.
8
Figura 3. Orfebrería Ibero
Recuperado 5 de mayo de 2012, de http://www.tarraconensis.com/iberos/losiberos.html
Los colonos Fenicios desarrollaron nuevos conceptos y una nueva
tecnología de joyería basada en la soldadura del oro, creaban cadenas de
oro y plata para joyas muy flexibles, sustituyeron las joyas de oro macizo, de
la edad de bronce, por otras joyas huecas rellenas de resina, arena o cobre.
Durante la edad media, las caravanas comerciales provenientes de oriente,
traían a Europa piedras preciosas y semipreciosas, tanto para el uso en la
joyería de reyes y nobles como para la joyería eclesiástica de finas capas de
granate en los alveolos realizados en oro o plata. En los siglos de la edad
media europea, las joyas eran usadas exclusivamente por los ricos
comerciantes, caballeros, nobles, miembros de la familia real.1
Figura 4. Joya Perlas
Recuperado 8 de mayo de 2011, de http://pepedry.blogspot.es/1286920579/
1 Pepe Dry (2012) Joyería en Vanguardia
9
Fue durante el renacimiento cuando de nuevo la joyería europea pasó del
simbolismo religioso a ser un simple adorno, símbolo de riqueza y como
refugio de inversión. Con una latente expansión del mundo del lujo y
refinamiento, aparece en la joyería una nueva gema: el diamante. Se
comienza a valorar su dureza y brillo al ser pulido.
Con los avances en la marina, el descubrimiento y exploración del nuevo
mundo, aparece en Europa gran cantidad de oro y esmeraldas.
En el Renacimiento, la tecnología de las joyas permitió tallar piedras
preciosas de mayor dureza, y realizar adornos en arquitectura, iglesias y
palacios, templos y mezquitas utilizando columnas y elementos de piedras
semipreciosas como la malaquita, el alabastro, lapislázuli y otras piedras de
valor, tanto en Europa como en el medio Oriente.
El Renacimiento destaca por un rico colorido, se desarrolla la moda y el
diseño en el vestir y en joyería, en la pintura, la escultura y arquitectura se
sustituyen los temas religiosos por otros clásicos y naturalistas.
A principios del siglo XX aflora un nuevo estilo: el art deco., en él son típicas
las formas geométricas con múltiples colores, aunque otras veces se juega
con el blanco y el negro.
Se incrementa el uso de metales como el oro blanco y el platino. Son muy
características, las piezas cubiertas por completo con piedras engastadas en
paveé. Aparece una nueva joyería que aun usando materiales de imitación
conservan grandes diseños popularizando. Es en esta época cuando
aparecen en escena nombres como Coco Chanel, Schapierelli o Suzanne
Belperron.
Las joyas son objetos muy bellos y muy codiciados por las mujeres de todo
el mundo y de todas las culturas.
10
Clasificación de las Joyas
Las joyas se clasifican en dos clases: aquellas joyas no metálicas y las joyas
metálicas.
El valor de estas joyas se mide de acuerdo a varios factores como por
ejemplo el peso, la pureza del material, el color de la piedra, la talla de la
pieza. El tipo de gema determinará, en su mayor parte, su valor.
2.1.1. Principales tipos de materiales para joyas
A continuación se hará referencia a los principales materiales de joyas que
circulan por el mundo.
El platino se presenta como un metal de color blanco grisáceo,
maleable, dúctil, pesado y precioso. Se lo utiliza en joyería para
piezas muy refinadas ya que su acabado brinda a las piezas un
acabado único.
El oro es un metal de transición que es blando, brillante, amarillo,
pesado, maleable y dúctil, este material es muy blando para ser
usado en su estado natural por lo que se le realiza un proceso de
endurecimiento aleándolo con plata o cobre. El oro en su estado más
puro se lo conoce en joyería como oro de 24 quilates. Las joyas de
oro que poseen una cantidad de quilates inferior a ésta, significa que
la pieza posee una cantidad inferior de oro.
La plata es un metal de transición que es de color blanco, brillante,
blando, dúctil, maleable. Es el metal que mejor conduce el calor y la
electricidad. La plata es uno de los metales que mayor uso tiene en
nuestra vida.
11
Las gemas son minerales, rocas o materiales petrificados que al ser
extraídos pueden ser utilizados en joyería. Antiguamente se dividía y
clasificaba a las gemas en dos grupos: las preciosas y las
semipreciosas. Dentro de las gemas preciosas, que son las más
cotizadas y las más codiciadas, se encontraban cinco grandes grupos
que son: diamante, rubí, zafiro, esmeralda y amatista. Hoy en día,
esta clasificación no se mantiene tan vigente ya que se considera a
todas las piedras como valiosas y porque el valor de una piedra no
siempre está dado por esta clasificación.
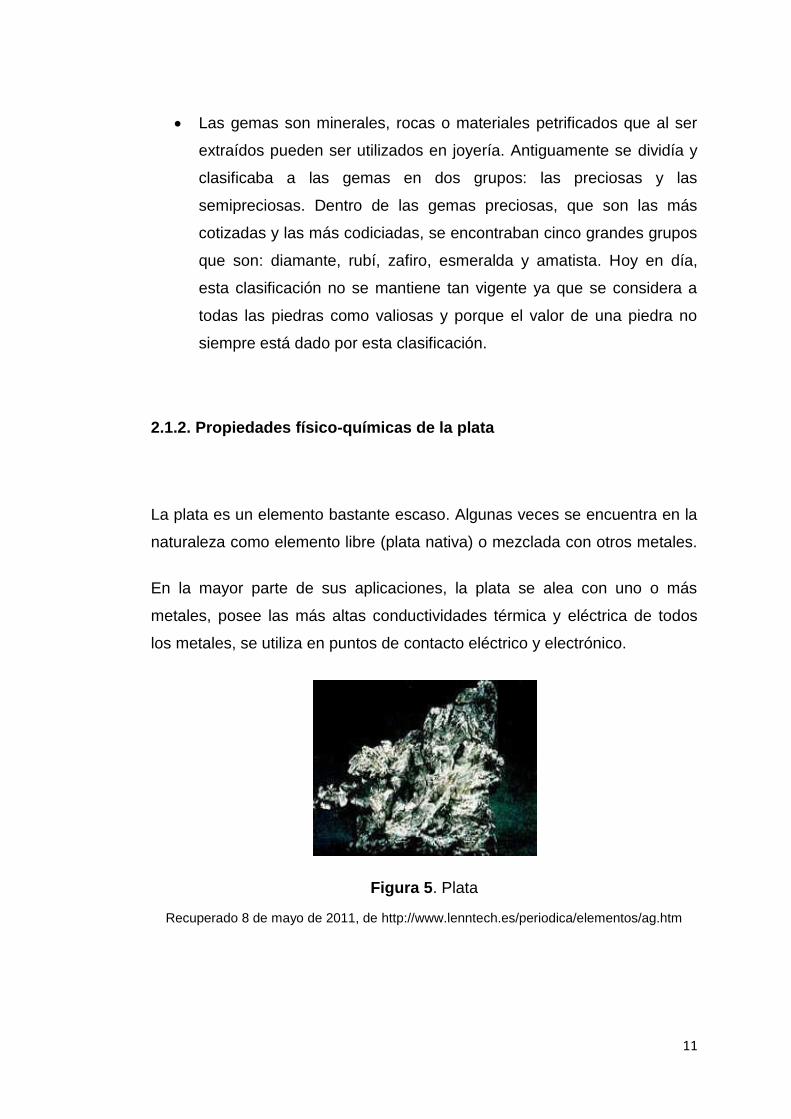
2.1.2. Propiedades físico-químicas de la plata
La plata es un elemento bastante escaso. Algunas veces se encuentra en la
naturaleza como elemento libre (plata nativa) o mezclada con otros metales.
En la mayor parte de sus aplicaciones, la plata se alea con uno o más
metales, posee las más altas conductividades térmica y eléctrica de todos
los metales, se utiliza en puntos de contacto eléctrico y electrónico.
Figura 5. Plata
Recuperado 8 de mayo de 2011, de http://www.lenntech.es/periodica/elementos/ag.htm
12
Se emplea mucho en joyería, también entre las aleaciones en que es un
componente están las amalgamas dentales y metales para cojinetes y
pistones de motores.2
Los principales minerales de plata son la argentita, la ceragirita o cuerno de
plata y varios minerales en los cuales el sulfuro de plata está combinado con
los sulfuros de otros metales. Aproximadamente tres cuartas partes de la
plata producida son un subproducto de la extracción de otros minerales,
sobre todo de cobre y de plomo.
La plata pura es un metal moderadamente suave de color blanco, un poco
más duro que el oro. Su densidad es 10.5 veces la del agua. La calidad de la
plata, su pureza, se expresa como partes de plata pura por cada 1000 partes
del metal total.
Aunque la plata es el metal noble más activo químicamente, no es muy
activo comparada con la mayor parte de los otros metales. No se oxida
fácilmente (como el hierro), pero reacciona con el azufre o el sulfuro de
hidrógeno para formar la conocida plata deslustrada. El galvanizado de la
plata con rodio puede prevenir esta decoloración. La plata no reacciona con
ácidos diluidos no oxidantes (ácidos clorhídrico o sulfúrico) ni con bases
fuertes (hidróxido de sodio). Sin embargo, los ácidos oxidantes (ácido nítrico
o ácido sulfúrico concentrado) la disuelven al reaccionar para formar el ion
positivo de la plata, Ag+. Este ion, que está presente en todas las soluciones
simples de compuestos de plata solubles, se reduce fácilmente a metal libre,
como sucede en la deposición de espejos de plata por agentes reductores
orgánicos. La plata casi siempre es monovalente en sus compuestos, pero
se conocen óxidos, fluoruro y sulfuro divalentes. Algunos compuesto de
coordinación de la plata contienen plata divalente y trivalente. Aunque la
plata no se oxida cuando se calienta, puede ser oxidada química o
electrolíticamente para formar óxido o peróxido de plata, un agente oxidante
poderoso. Por esta actividad, se utiliza mucho como catalizador oxidante en
la producción de ciertos materiales orgánicos.
2 Mr P.D. Howe and Dr S. Dobson, Centre for Ecology and Hydrology, Monks Wood, United Kingdom
13
Tiene las conductividades térmicas y eléctricas más elevadas de todos los
metales. Suele encontrarse no combinada, o en los minerales de sulfuro o
arseniuro desde los cuales puede ser recuperada como complejo de cianuro
que se reduce en una solución acuosa utilizando zinc hasta conseguir el
metal. El metal puro es estable en agua y oxígeno pero es atacado al aire
por compuestos sulfurosos para formar la característica capa negra del
sulfuro de plata. Es soluble en ácidos sulfúrico y nítrico.
Los halogenuros de plata (AgI, AgCl y AgBr) son sustancias fotosensibles,
es decir inestables a la luz, tanto que ennegrecen en poco tiempo. Por lo
tanto su importancia en aplicaciones fotográficas es fundamental. De
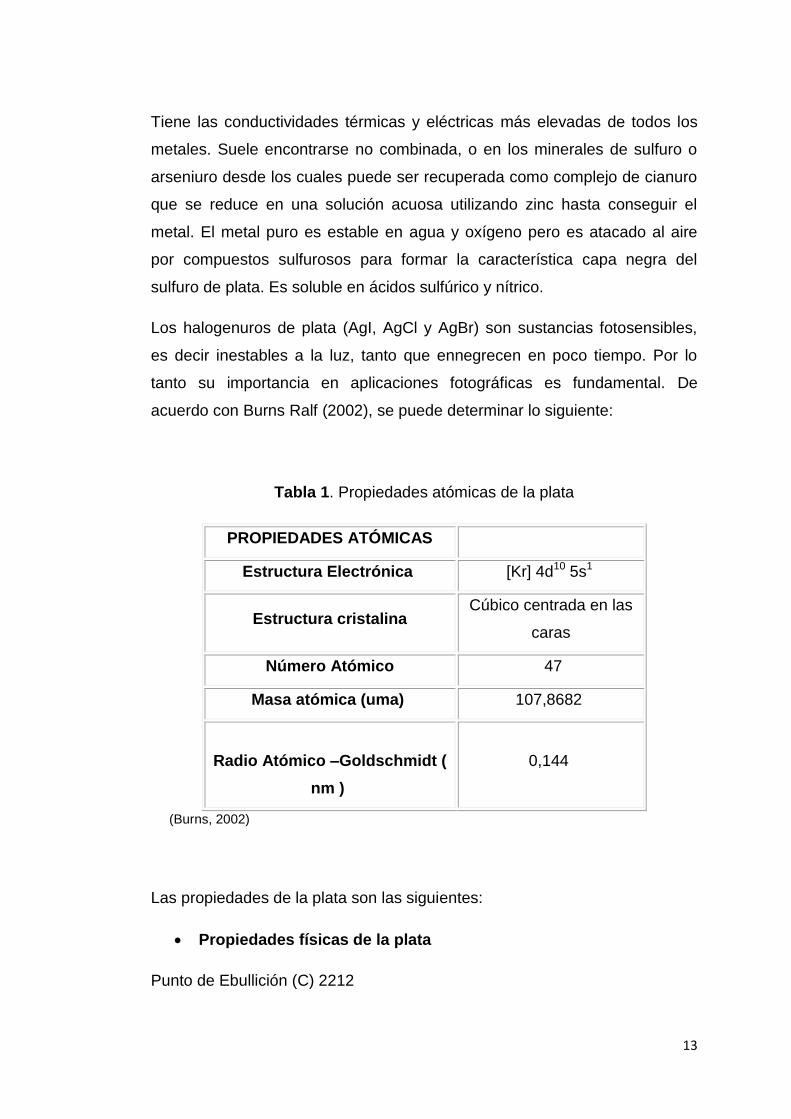
acuerdo con Burns Ralf (2002), se puede determinar lo siguiente:
Tabla 1. Propiedades atómicas de la plata
PROPIEDADES ATÓMICAS
Estructura Electrónica [Kr] 4d10 5s1
Estructura cristalina Cúbico centrada en las
caras
Número Atómico 47
Masa atómica (uma) 107,8682
Radio Atómico –Goldschmidt (
nm )
0,144
(Burns, 2002)
Las propiedades de la plata son las siguientes:
Propiedades físicas de la plata
Punto de Ebullición (C) 2212
14
Punto de Fusión (C) 961,9
Maleabilidad de la plata
Se define como un mineral maleable aquel que puede ser batido y extendido
o reducido a láminas o planchas. Esta es una propiedad que aumenta con el
calor. Si el mineral puede ser cortado en virutas delgadas con una navaja, se
dice que es sestil.
Ductilidad de la plata
Un mineral dúctil es aquel que tiene la propiedad de ser reducido a hilos o
alambres delgados cuando son golpeados.
Plata pura (.999)
Granalla de plata es plata pura obtenida en la fundición. Aplicando el método
de electrólisis se logran los cristales, que luego se fusionan a una
temperatura de alrededor de mil grados centígrados. Ya en estado líquido,
se vierte del crisol a una cuba con agua fría, produciéndose la solidificación
en forma de granalla. Esta granalla tiene una pureza denominada "tres
nueves" que significa que contiene 999 partes de plata y 1 de impurezas. La
granalla es plata en su máxima pureza.
2.1.3. Propiedades mecánicas de la plata
Son aquellas que expresan el comportamiento de los metales frente a
esfuerzos o cargas que tienden a alterar su forma.
15
Resistencia: Capacidad de soportar una carga externa si el metal debe
soportarla sin romperse se denomina carga de rotura y puede producirse por
tracción, por compresión, por torsión o por cizallamiento, habrá una
resistencia a la rotura (kg/mm²) para cada uno de estos esfuerzos.
Dureza: Propiedad que expresa el grado de deformación permanente que
sufre un metal bajo la acción directa de una carga determinada. Los ensayos
más importantes para designar la dureza de los metales, son los de
penetración, en que se aplica un penetrador (de bola, cono o diamante)
sobre la superficie del metal, con una presión y un tiempo determinados, a
fin de dejar una huella que depende de de la dureza del metal, los métodos
más utilizados son los de Brinell, Rockwell y Vickers.
Elasticidad: Capacidad de un material elástico para recobrar su forma al
cesar la carga que lo ha deformado. Se llama límite elástico a la carga
máxima que puede soportar un metal sin sufrir una deformación permanente.
Su determinación tiene gran importancia en el diseño de toda clase de
elementos mecánicos, ya que se debe tener en cuenta que las piezas deben
trabajar siempre por debajo del límite elástico, se expresa en Kg/mm².
Plasticidad: Capacidad de deformación permanente de un metal sin que
llegue a romperse.
Tenacidad: Resistencia a la rotura por esfuerzos de impacto que deforman
el metal. La tenacidad requiere la existencia de resistencia y plasticidad.
Fragilidad: Propiedad que expresa falta de plasticidad, y por tanto, de
tenacidad. Los materiales frágiles se rompen en el límite elástico, es decir su
rotura se produce espontáneamente al rebasar la carga correspondiente al
límite elástico.
Resiliencia: Resistencia de un metal a su rotura por choque, se determina
en el ensayo Charpy.
16
Fluencia: Propiedad de algunos metales de deformarse lenta y
espontáneamente bajo la acción de su propio peso o de cargas muy
pequeñas. Esta deformación lenta, se denomina también creep.
Fatiga: Si se somete una pieza a la acción de cargas periódicas (alternativas
o intermitentes), se puede llegar a producir su rotura con cargas menores a
las que producirían deformaciones.
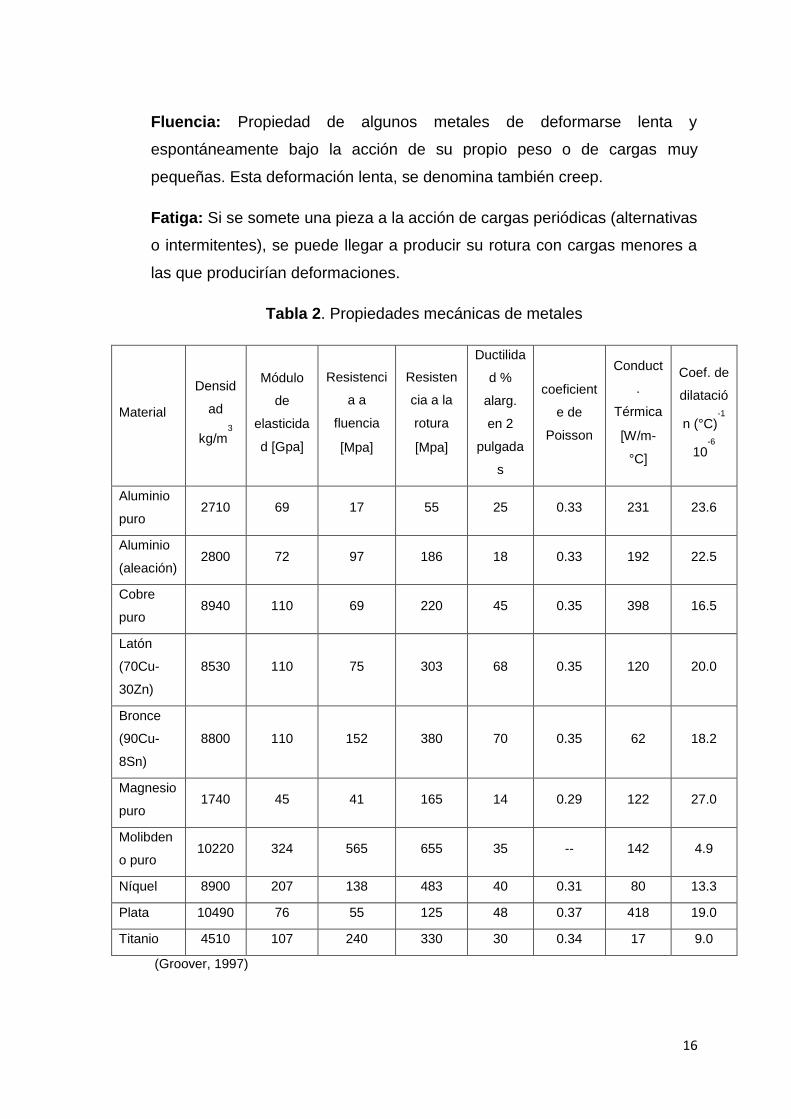
Tabla 2. Propiedades mecánicas de metales
Material
Densid
ad
kg/m3
Módulo
de
elasticida
d [Gpa]
Resistenci
a a
fluencia
[Mpa]
Resisten
cia a la
rotura
[Mpa]
Ductilida
d %
alarg.
en 2
pulgada
s
coeficient
e de
Poisson
Conduct
.
Térmica
[W/m-
°C]
Coef. de
dilatació
n (°C)-1
10-6
Aluminio
puro 2710 69 17 55 25 0.33 231 23.6
Aluminio
(aleación) 2800 72 97 186 18 0.33 192 22.5
Cobre
puro 8940 110 69 220 45 0.35 398 16.5
Latón
(70Cu-
30Zn)
8530 110 75 303 68 0.35 120 20.0
Bronce
(90Cu-
8Sn)
8800 110 152 380 70 0.35 62 18.2
Magnesio
puro 1740 45 41 165 14 0.29 122 27.0
Molibden
o puro 10220 324 565 655 35 -- 142 4.9
Níquel 8900 207 138 483 40 0.31 80 13.3
Plata 10490 76 55 125 48 0.37 418 19.0
Titanio 4510 107 240 330 30 0.34 17 9.0
(Groover, 1997)
17
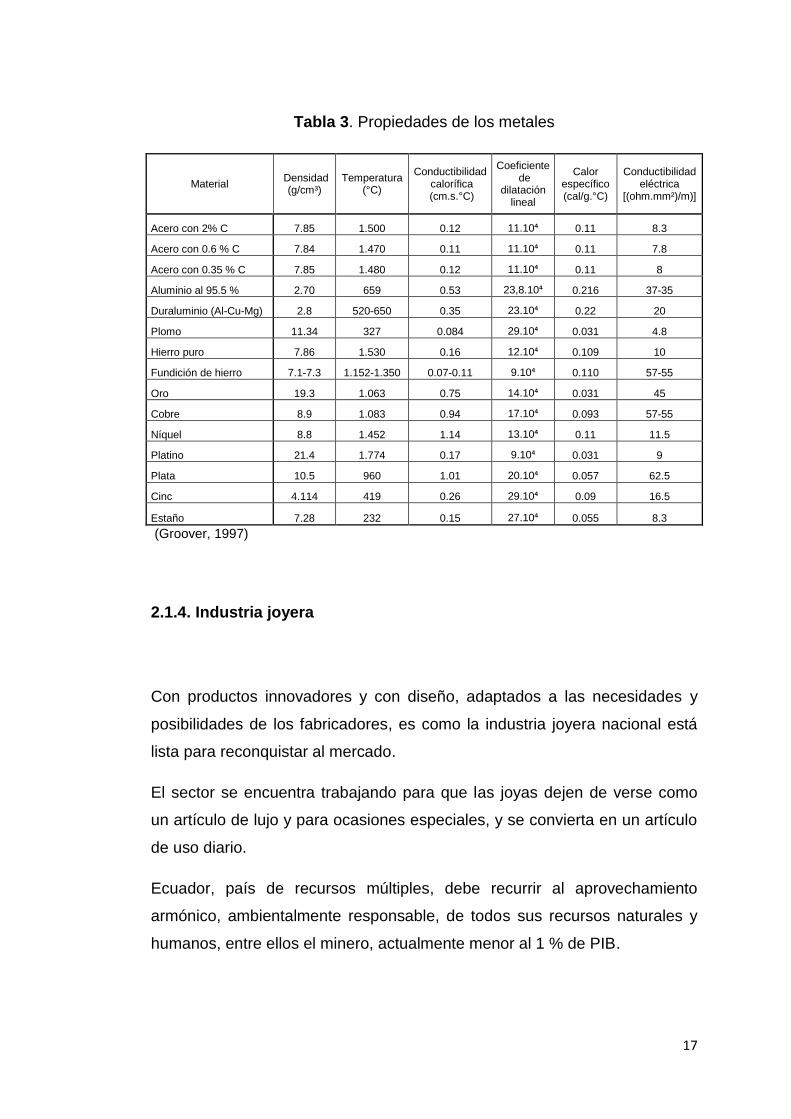
Tabla 3. Propiedades de los metales
Material Densidad
(g/cm³) Temperatura
(°C)
Conductibilidad calorífica (cm.s.°C)
Coeficiente de
dilatación lineal
Calor específico (cal/g.°C)
Conductibilidad eléctrica
[(ohm.mm²)/m)]
Acero con 2% C 7.85 1.500 0.12 11.10⁴ 0.11 8.3
Acero con 0.6 % C 7.84 1.470 0.11 11.10⁴ 0.11 7.8
Acero con 0.35 % C 7.85 1.480 0.12 11.10⁴ 0.11 8
Aluminio al 95.5 % 2.70 659 0.53 23,8.10⁴ 0.216 37-35
Duraluminio (Al-Cu-Mg) 2.8 520-650 0.35 23.10⁴ 0.22 20
Plomo 11.34 327 0.084 29.10⁴ 0.031 4.8
Hierro puro 7.86 1.530 0.16 12.10⁴ 0.109 10
Fundición de hierro 7.1-7.3 1.152-1.350 0.07-0.11 9.10⁴ 0.110 57-55
Oro 19.3 1.063 0.75 14.10⁴ 0.031 45
Cobre 8.9 1.083 0.94 17.10⁴ 0.093 57-55
Níquel 8.8 1.452 1.14 13.10⁴ 0.11 11.5
Platino 21.4 1.774 0.17 9.10⁴ 0.031 9
Plata 10.5 960 1.01 20.10⁴ 0.057 62.5
Cinc 4.114 419 0.26 29.10⁴ 0.09 16.5
Estaño 7.28 232 0.15 27.10⁴ 0.055 8.3
(Groover, 1997)
2.1.4. Industria joyera
Con productos innovadores y con diseño, adaptados a las necesidades y
posibilidades de los fabricadores, es como la industria joyera nacional está
lista para reconquistar al mercado.
El sector se encuentra trabajando para que las joyas dejen de verse como
un artículo de lujo y para ocasiones especiales, y se convierta en un artículo
de uso diario.
Ecuador, país de recursos múltiples, debe recurrir al aprovechamiento
armónico, ambientalmente responsable, de todos sus recursos naturales y
humanos, entre ellos el minero, actualmente menor al 1 % de PIB.
18
Ecuador tiene minería artesanal, y comunitaria o informal, de las cuales se
desconoce dimensiones y reservas por falta de estudios de pre inversión o
exploratorios. Para la explotación de las minas se aplica un sistema de
exploración – explotación paralela, con producciones de subsistencia, sin
descartar hallazgos excepcionales de "clavos" (concentraciones de altísima
ley), son trabajados con mano de obra intensiva, auxiliada de máquinas y
herramientas mecánicas. La principal inversión en minería, es nacional, y se
basa en sociedades para adquirir maquinarias básicas y cubrir costos
operativos (mano de obra, energía, insumos), de acuerdo a Vicente
Encalada 2009.
Un gran volumen de materias primas no metálicas son abastecidas por
explotaciones pequeñas que emplean tecnologías de beneficio simples, al
igual que en la minería metálica del oro que solo realiza gravimetría
(amalgamación) y cianuración.
Este sector aporta a la producción del país entre cinco y diez toneladas de
oro, cantidad difícil precisar por su comercialización informal.
El aporte de esta actividad al fisco es reducido, sin embargo el impacto
económico y social en el sur del Ecuador es evidente en la generación de
empleo.
La pequeña minería del oro con ventajas y desventajas para el desarrollo
minero, subsiste y crece impulsada por el precio en alza de este metal, pero
no es una actividad técnica sustentada en reservas mineras si no en el
prodigio del azar.
La Joyería confecciona anillos, aretes, pulseras, relojes y collares, en oro
amarillo, blanco y rojo con una gran variedad en diseños y tallas.
Las joyas que se producen en Ecuador son realizados por joyeros con
procesos artesanales y manuales.
La industria joyera es una de las ramas de la pequeña industria que se
encuentra en proceso de crecimiento y que tiene un mayor futuro si se
19
incentiva. Existe una joyería tradicional, a la que desde hace poco se han
unido pequeños talleres, los cuales son dependientes de los grandes
artesanos, los que se encargan de suministrar nuevos diseños y
comercializarlos. Además es importante destacar el grupo de diseñadores
ecuatorianos altamente capacitados en diseño y producción de joyas con
amplia experiencia internacional y que desarrollan un estilo propio y único.
Los principales centros con mayor tradición joyera, realizada tanto a mano
como de forma mecánica, están ubicados en la provincia del Azuay,
específicamente en Cuenca y Chordeleg.
Otro tipo de joyería, que solamente se comercializa en el ámbito nacional en
Quito y Guayaquil, es en la cual los joyeros cambian nuevos diseños y
técnicas con el uso de piedras preciosas y semipreciosas, utilizando tanto
las técnicas antiguas como modernas (casting), experimentando con ácidos
y piedras sin facetar, para crear efectos de color y textura.
.
2.1.5. Técnicas
Se puede trabajar directamente partiendo del metal, para ello se utilizan
diferentes herramientas.
Se empieza fundiendo el metal en un crisol con sopletes para conseguir un
lingote, con diferentes formas según la pieza que vayamos a realizar. Una
vez listo el lingote fundido se le va dando la forma y estirando con
herramientas como laminadores, embutidores, fresas, cinceles, buriles, etc.,
hasta conseguir la forma deseada.
Si la pieza consta de diferentes partes y técnicas según Pepe Dry (2010):
20
Fundición a la cera perdida
La fundición a la cera perdida consiste en tallar el modelo en cera, elemento
muy versátil, ya que se puede devastar, tallar y a la vez soldar y trabajar con
calor, así como otras ceras más blandas son moldeables.
Una vez terminado el modelo en cera, se introduce en un molde de escayola
que se calienta en un horno hasta que la cera desaparece y por una cavidad
previamente hecha, se vacía el metal fundido que rellena el hueco que dejó
la cera. Se rompe el molde y se obtiene el modelo en metal listo para su
devastado y pulido.
Filigrana en metal
Esta técnica consiste en estirar el metal hasta conseguir un hilo muy fino
con el que se tejen las piezas de joyería
Repujado y cincelado
Esta antigua técnica empleada en joyería consiste en dar relieve a una
chapa u objeto de chapa de metal con cinceles de diferentes tipos golpeados
a martillo. De esta forma se consiguen diferentes dibujos o motivos llegando
a ser algunos de estos muy complejos.
Modelado y prototipo 3D
Una de las técnicas más modernas utilizadas en joyería es el modelado 3D
con software de diseño. Este método permite realizar piezas muy
complicadas con gran precisión. Diseñando con un software 3D se obtiene
el modelo en un archivo. Hay diferentes sistemas de prototipo, uno de los
más extendidos es el de impresión en cera, que imprime el modelo
haciéndolo crecer hasta su completa formación. Este modelo creado en
21
cera está listo para su fundición a la cera perdida y una vez fundido en metal
se aplican los métodos tradicionales para su acabado final.
Esmaltado
Una técnica muy antigua que consiste en aplicar capas de cristal pigmentado
fundiéndola a altas temperaturas.
2.1.6. Elaboración dijes de plata
De acuerdo a Carolina Lozano, Marcela Rodríguez, Eliana Tamayo y Juanita
Venegas en su presentación Joyería Artesanal, se puede describir la
elaboración de dijes de plata.
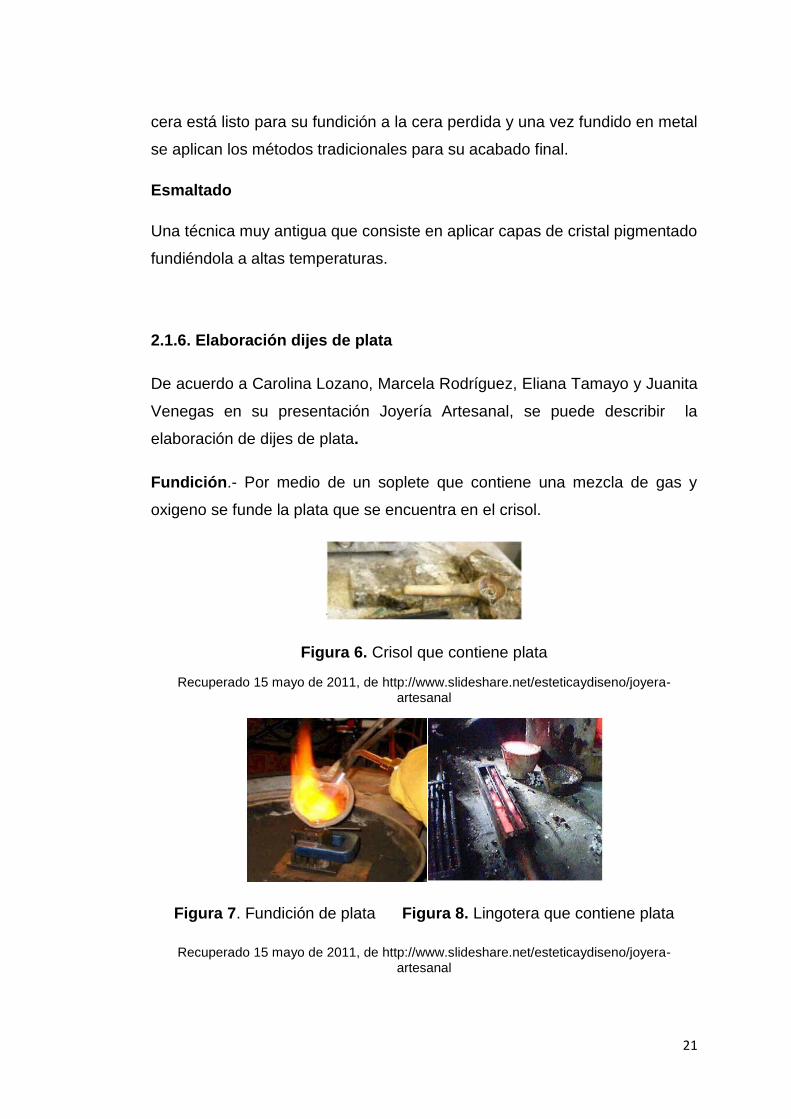
Fundición.- Por medio de un soplete que contiene una mezcla de gas y
oxigeno se funde la plata que se encuentra en el crisol.
Figura 6. Crisol que contiene plata
Recuperado 15 mayo de 2011, de http://www.slideshare.net/esteticaydiseno/joyera-artesanal
Figura 7. Fundición de plata Figura 8. Lingotera que contiene plata
Recuperado 15 mayo de 2011, de http://www.slideshare.net/esteticaydiseno/joyera-artesanal
22
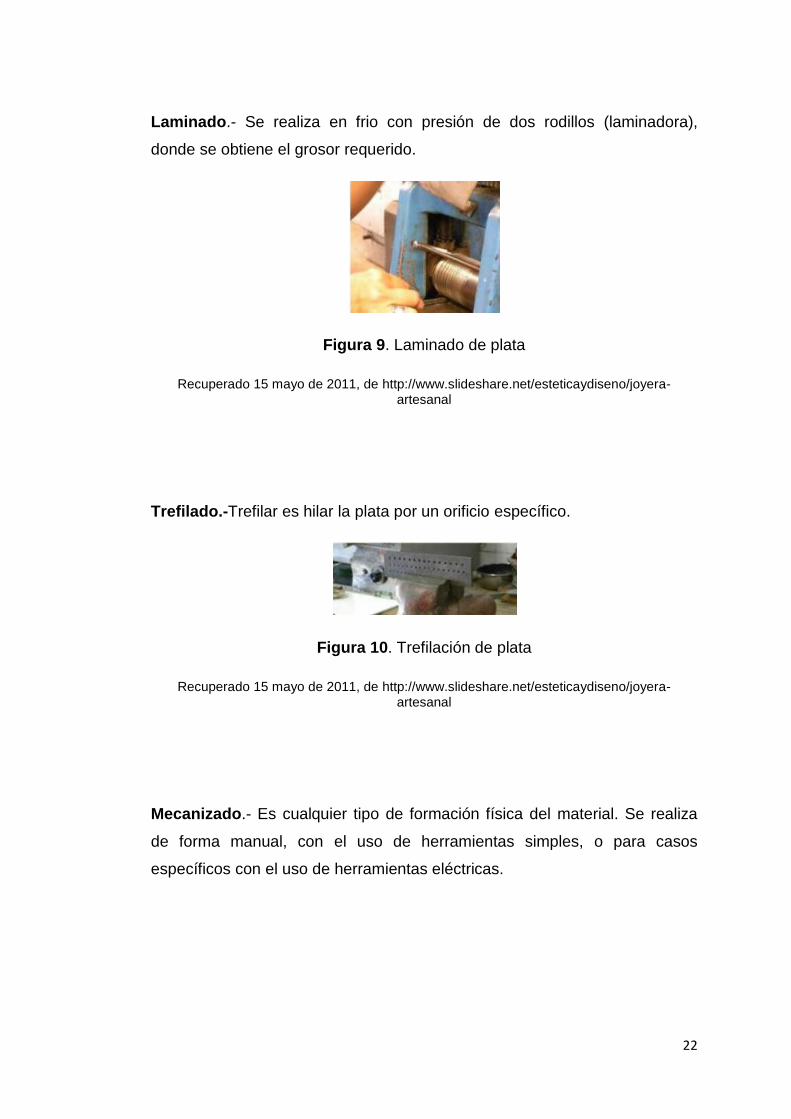
Laminado.- Se realiza en frio con presión de dos rodillos (laminadora),
donde se obtiene el grosor requerido.
Figura 9. Laminado de plata
Recuperado 15 mayo de 2011, de http://www.slideshare.net/esteticaydiseno/joyera-artesanal
Trefilado.-Trefilar es hilar la plata por un orificio específico.
Figura 10. Trefilación de plata
Recuperado 15 mayo de 2011, de http://www.slideshare.net/esteticaydiseno/joyera-artesanal
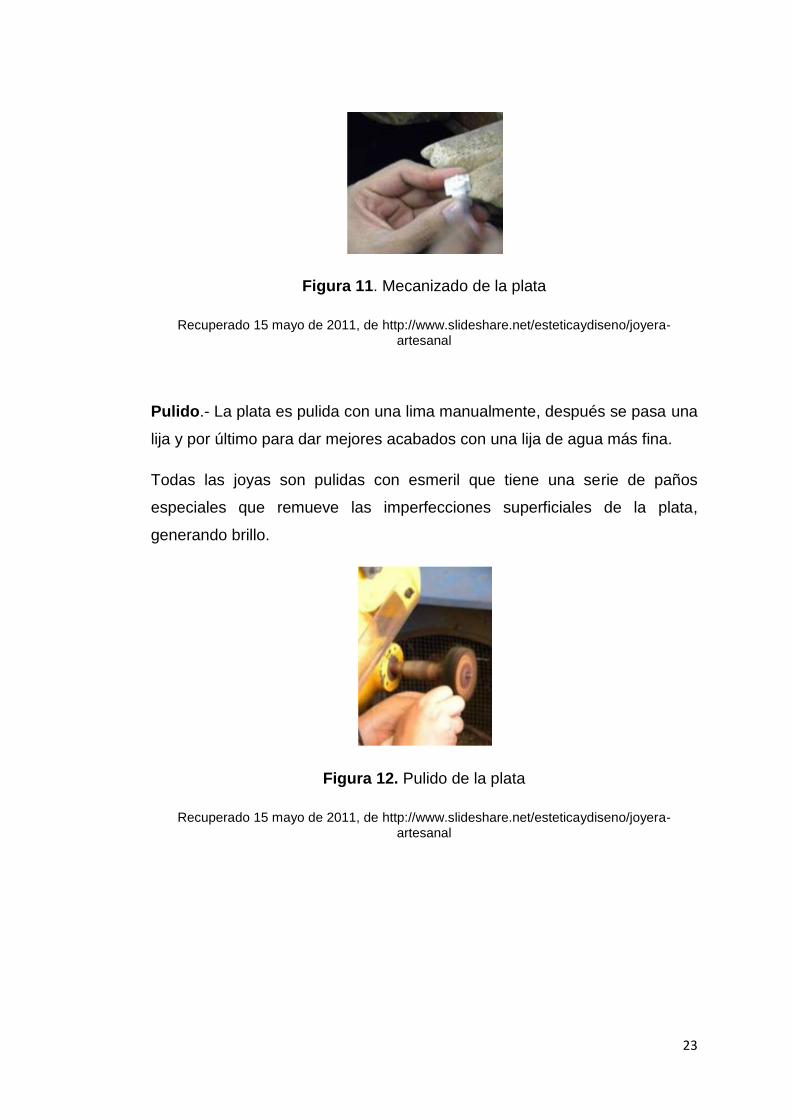
Mecanizado.- Es cualquier tipo de formación física del material. Se realiza
de forma manual, con el uso de herramientas simples, o para casos
específicos con el uso de herramientas eléctricas.
23
Figura 11. Mecanizado de la plata
Recuperado 15 mayo de 2011, de http://www.slideshare.net/esteticaydiseno/joyera-artesanal
Pulido.- La plata es pulida con una lima manualmente, después se pasa una
lija y por último para dar mejores acabados con una lija de agua más fina.
Todas las joyas son pulidas con esmeril que tiene una serie de paños
especiales que remueve las imperfecciones superficiales de la plata,
generando brillo.
Figura 12. Pulido de la plata
Recuperado 15 mayo de 2011, de http://www.slideshare.net/esteticaydiseno/joyera-artesanal
24
2.1.6.1. Troquel artesanal para dijes de plata
Los pasos para la realización de un troquel manual de acuerdo con Ybarra,
Raúl (2006) son los siguientes:
Paso 1.
Para comenzar se utiliza, un tornillo o perno, se empareja el lado del corte
con una lima, porque es ahí donde se le dará forma al corazón.
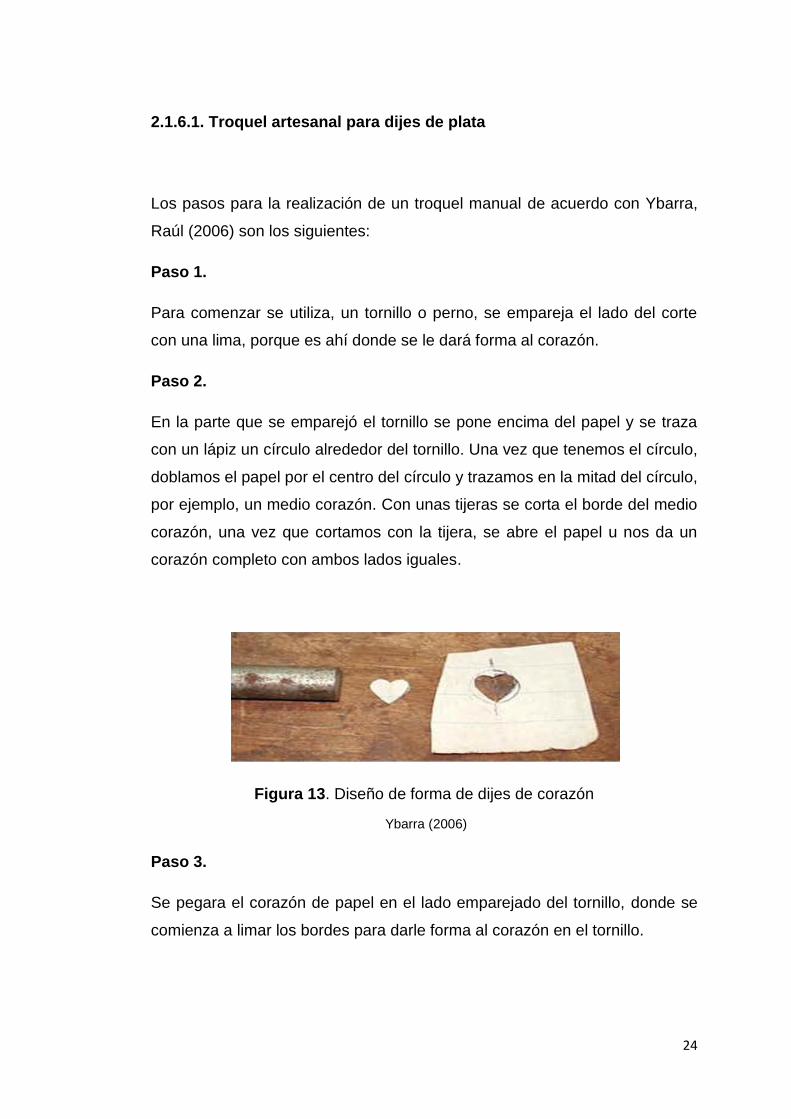
Paso 2.
En la parte que se emparejó el tornillo se pone encima del papel y se traza
con un lápiz un círculo alrededor del tornillo. Una vez que tenemos el círculo,
doblamos el papel por el centro del círculo y trazamos en la mitad del círculo,
por ejemplo, un medio corazón. Con unas tijeras se corta el borde del medio
corazón, una vez que cortamos con la tijera, se abre el papel u nos da un
corazón completo con ambos lados iguales.
Figura 13. Diseño de forma de dijes de corazón
Ybarra (2006)
Paso 3.
Se pegara el corazón de papel en el lado emparejado del tornillo, donde se
comienza a limar los bordes para darle forma al corazón en el tornillo.
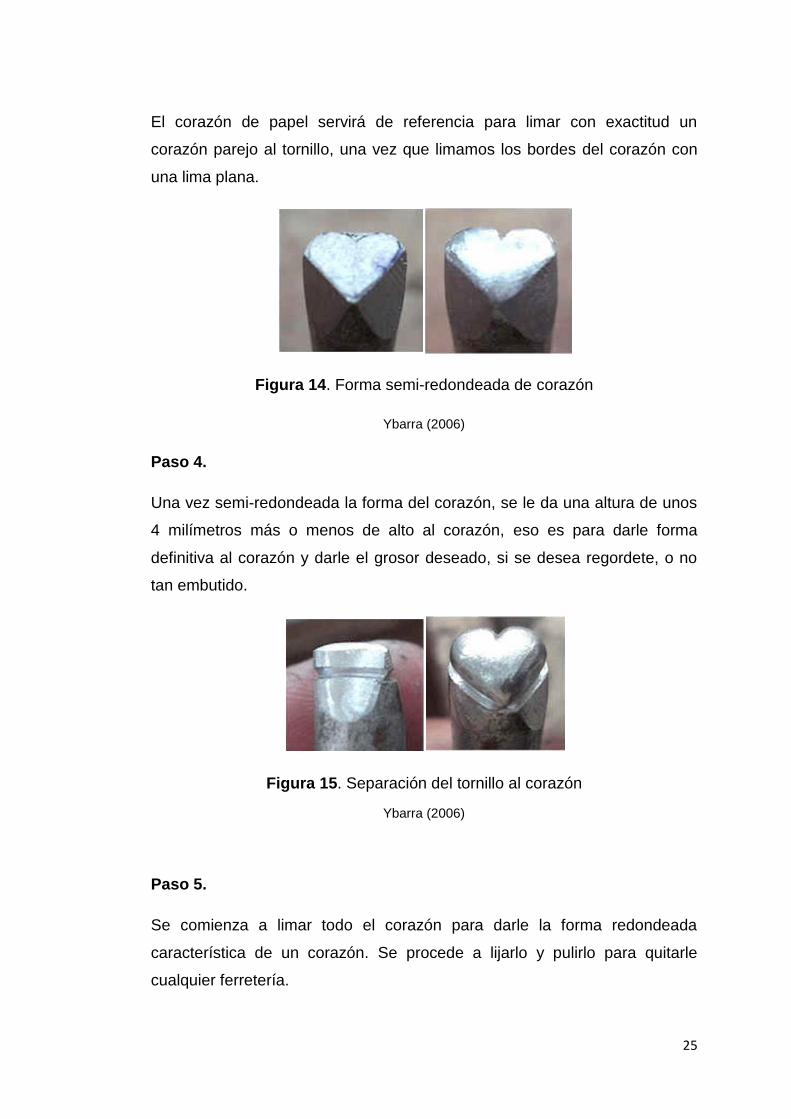
25
El corazón de papel servirá de referencia para limar con exactitud un
corazón parejo al tornillo, una vez que limamos los bordes del corazón con
una lima plana.
Figura 14. Forma semi-redondeada de corazón
Ybarra (2006)
Paso 4.
Una vez semi-redondeada la forma del corazón, se le da una altura de unos
4 milímetros más o menos de alto al corazón, eso es para darle forma
definitiva al corazón y darle el grosor deseado, si se desea regordete, o no
tan embutido.
Figura 15. Separación del tornillo al corazón
Ybarra (2006)
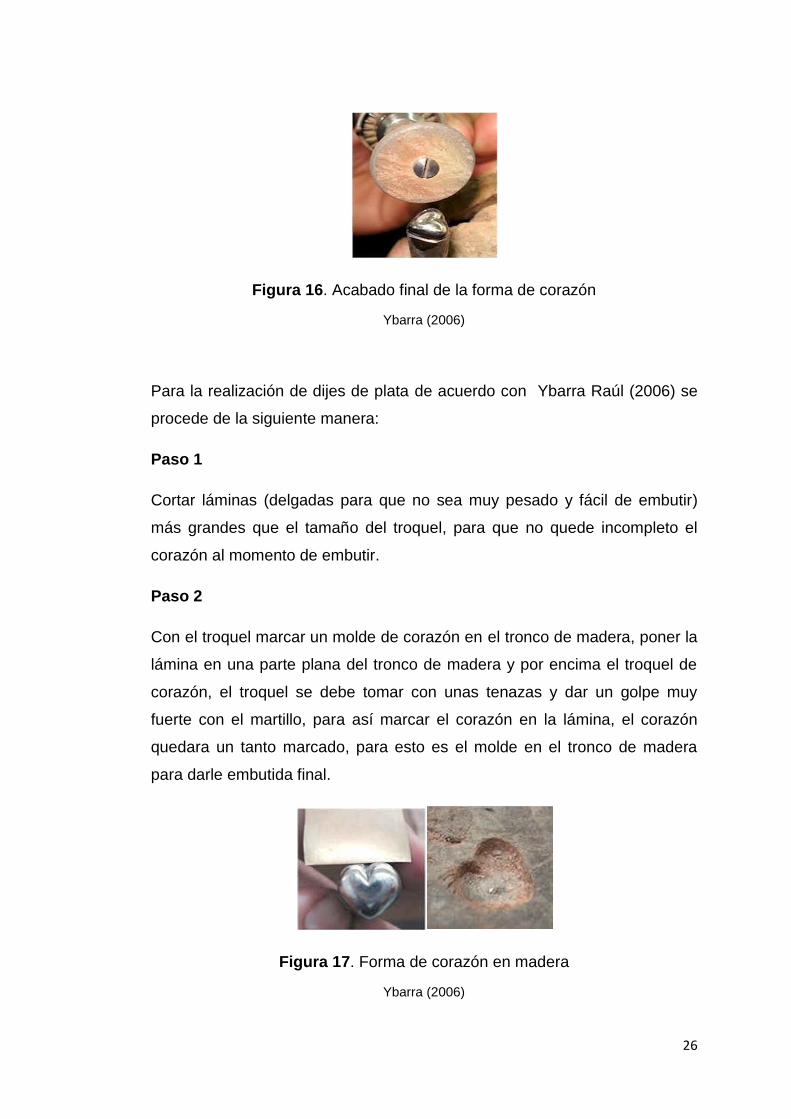
Paso 5.
Se comienza a limar todo el corazón para darle la forma redondeada
característica de un corazón. Se procede a lijarlo y pulirlo para quitarle
cualquier ferretería.
26
Figura 16. Acabado final de la forma de corazón
Ybarra (2006)
Para la realización de dijes de plata de acuerdo con Ybarra Raúl (2006) se
procede de la siguiente manera:
Paso 1
Cortar láminas (delgadas para que no sea muy pesado y fácil de embutir)
más grandes que el tamaño del troquel, para que no quede incompleto el
corazón al momento de embutir.
Paso 2
Con el troquel marcar un molde de corazón en el tronco de madera, poner la
lámina en una parte plana del tronco de madera y por encima el troquel de
corazón, el troquel se debe tomar con unas tenazas y dar un golpe muy
fuerte con el martillo, para así marcar el corazón en la lámina, el corazón
quedara un tanto marcado, para esto es el molde en el tronco de madera
para darle embutida final.
Figura 17. Forma de corazón en madera
Ybarra (2006)
27
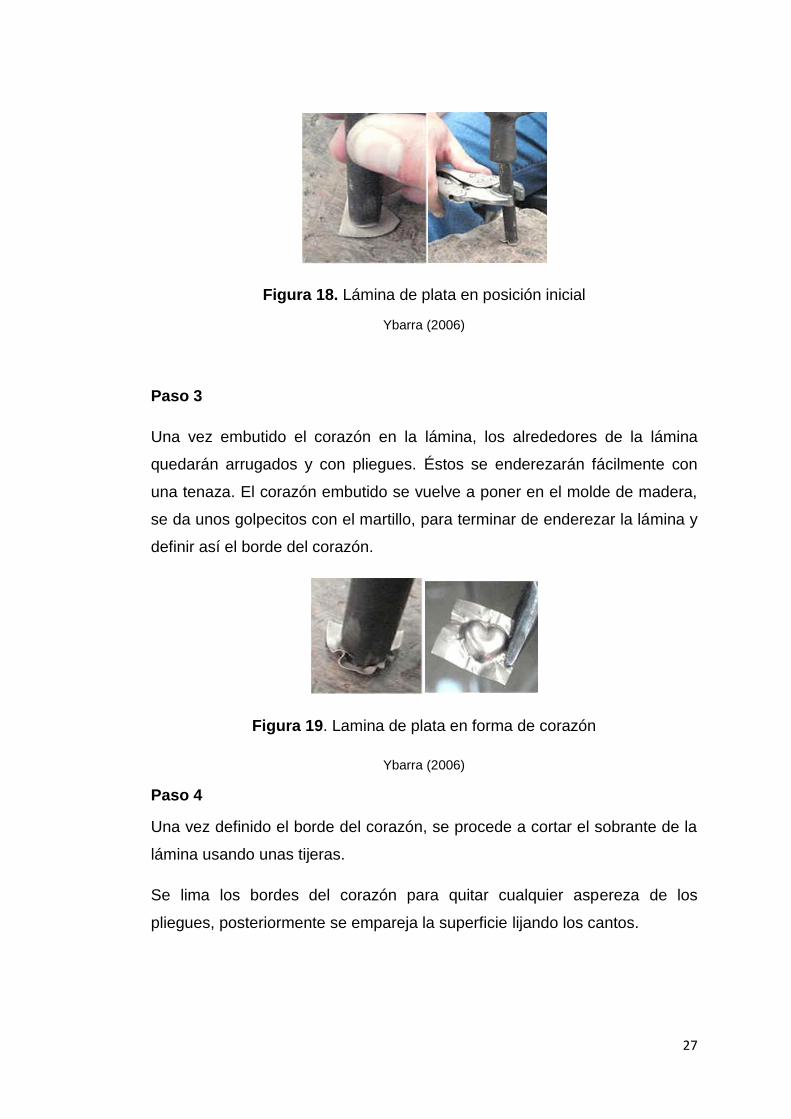
Figura 18. Lámina de plata en posición inicial
Ybarra (2006)
Paso 3
Una vez embutido el corazón en la lámina, los alrededores de la lámina
quedarán arrugados y con pliegues. Éstos se enderezarán fácilmente con
una tenaza. El corazón embutido se vuelve a poner en el molde de madera,
se da unos golpecitos con el martillo, para terminar de enderezar la lámina y
definir así el borde del corazón.
Figura 19. Lamina de plata en forma de corazón
Ybarra (2006)
Paso 4
Una vez definido el borde del corazón, se procede a cortar el sobrante de la
lámina usando unas tijeras.
Se lima los bordes del corazón para quitar cualquier aspereza de los
pliegues, posteriormente se empareja la superficie lijando los cantos.
28
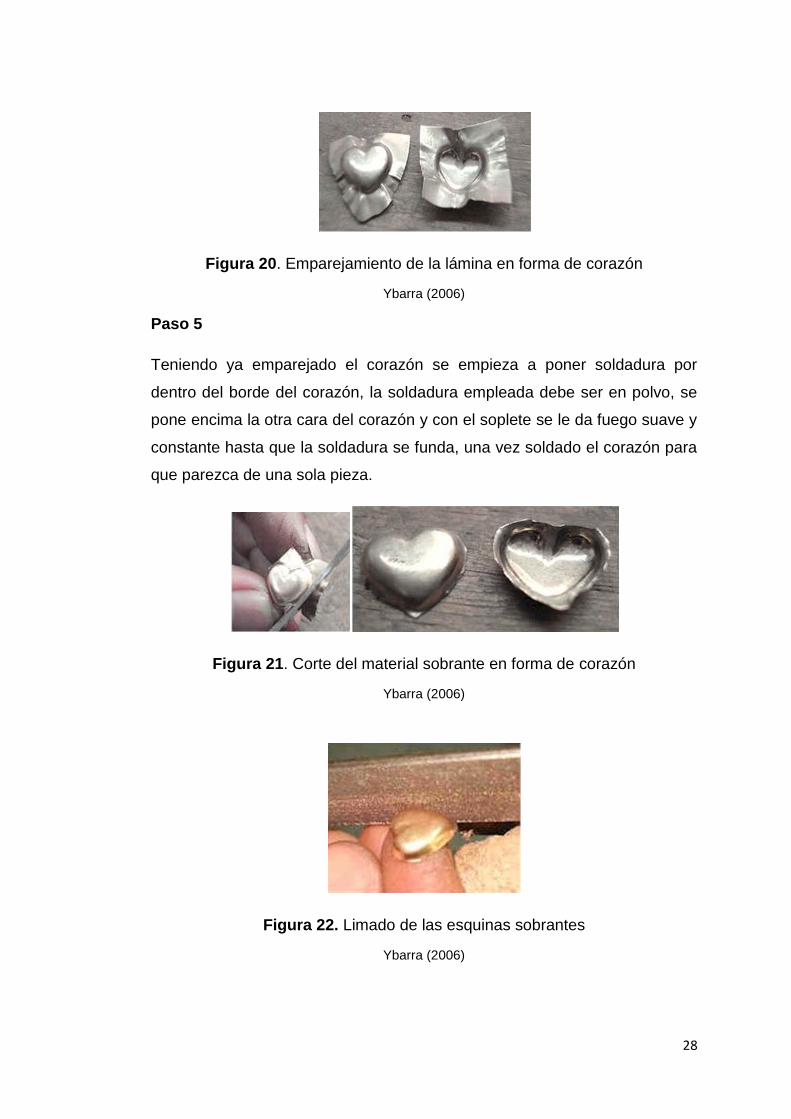
Figura 20. Emparejamiento de la lámina en forma de corazón
Ybarra (2006)
Paso 5
Teniendo ya emparejado el corazón se empieza a poner soldadura por
dentro del borde del corazón, la soldadura empleada debe ser en polvo, se
pone encima la otra cara del corazón y con el soplete se le da fuego suave y
constante hasta que la soldadura se funda, una vez soldado el corazón para
que parezca de una sola pieza.
Figura 21. Corte del material sobrante en forma de corazón
Ybarra (2006)
Figura 22. Limado de las esquinas sobrantes
Ybarra (2006)
29
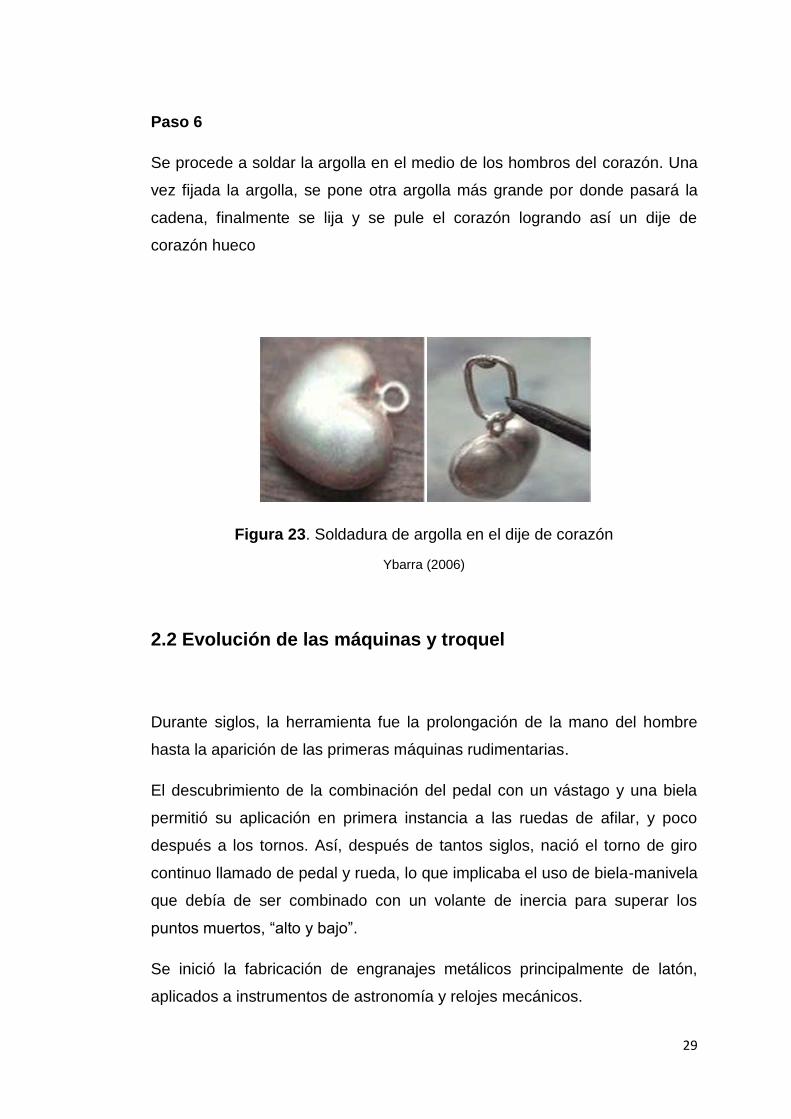
Paso 6
Se procede a soldar la argolla en el medio de los hombros del corazón. Una
vez fijada la argolla, se pone otra argolla más grande por donde pasará la
cadena, finalmente se lija y se pule el corazón logrando así un dije de
corazón hueco
Figura 23. Soldadura de argolla en el dije de corazón
Ybarra (2006)
2.2 Evolución de las máquinas y troquel
Durante siglos, la herramienta fue la prolongación de la mano del hombre
hasta la aparición de las primeras máquinas rudimentarias.
El descubrimiento de la combinación del pedal con un vástago y una biela
permitió su aplicación en primera instancia a las ruedas de afilar, y poco
después a los tornos. Así, después de tantos siglos, nació el torno de giro
continuo llamado de pedal y rueda, lo que implicaba el uso de biela-manivela
que debía de ser combinado con un volante de inercia para superar los
puntos muertos, “alto y bajo”.
Se inició la fabricación de engranajes metálicos principalmente de latón,
aplicados a instrumentos de astronomía y relojes mecánicos.
30
El francés Blaise Pascal descubrió el principio de la prensa hidráulica, pero
parece que fueron los franceses hermanos Perier, entre 1796 a 1812,
quienes desarrollaron prensas hidráulicas para el acuñado de moneda3.
Es a partir de 1840 cuando Cavé inicia la fabricación de prensas hidráulicas
de elevadas presiones.
Watt concibió su idea de máquina de vapor, y con ayuda de John Wilkinson
en 1775 quien construyó, una mandriladora más avanzada técnicamente y
de mayor precisión, accionada por medio de una rueda hidráulica. Con esta
máquina, equipada con un ingenioso cabezal giratorio y desplazable.
La máquina de Watt fue el origen de la primera revolución industrial;
produciéndose trascendentales cambios tecnológicos, económicos y
sociales. La máquina de vapor proporcionó potencias y regularidad de
funcionamiento inimaginables hasta ese momento.
El inglés Henry Maudslay, uno de los principales fabricantes de máquinas-
herramienta, fue el primero que admitió la necesidad de dotar de mayor
precisión a todas las máquinas diseñadas para construir otras máquinas. En
1897 construyó un torno para cilindrar que marcó una nueva era en la en la
fabricación de máquinas-herramienta. Introdujo tres mejoras que permitieron
aumentar notablemente su precisión: la construcción de la estructura
totalmente metálica, la inclusión de guías planas de gran precisión para el
deslizamiento del carro porta-herramientas y la incorporación de husillos
roscados-tuerca de precisión para el accionamiento de los avances.
En 1800, Mudslay construyó el primer torno realizado enteramente de metal
para roscar tornillos, siendo su elemento fundamental el husillo guía patrón.
James Nasmyth en 1836 a diseñar y construir la primera limadora, bautizada
con el nombre de “brazo de acero de Nasmyith”.
3 Evolución técnica de la máquina-herramienta. Patxi Aldabaldetrecu. Presidente Fundación Museo Máquina-
Herramienta de Elgoibar
31
Hacia 1817 se produce un avance importante en la acuñación de monedas,
al desarrollar el mecánico alemán Dietrich Uhlhöm una prensa acodada
conocida como prensa monedera. J. R. Brown construyó la primera
fresadora universal equipada con divisor, consola con desplazamiento
vertical, curso transversal y avance automático de la mesa longitudinal con la
aplicación de la transmisión Cardan.
Ante la necesidad de taladrar piezas de acero, cada vez más gruesas,
Nasmyth fue el primero que construyó hacia 1838, un taladro de sobremesa
totalmente metálico, con giro de eje porta brocas accionado a mano o por
transmisión. Algunos años después, en 1850, Whitworth fabricó el primer
taladro de columna accionado por transmisión a correa y giro del eje porta
brocas, a través de un juego de engranajes cónicos. Llevaba una mesa porta
pieza regulable verticalmente mediante el sistema de piñón cremallera. En
1860 se produce un acontecimiento muy importante para el taladrado, al
inventar el suizo Martignon la broca helicoidal.
El uso de estas brocas se generalizó rápidamente, puesto que representaba
un gran avance en producción y duración de la herramienta con relación a
las brocas punta de lanza utilizada hasta la citada fecha.
A partir de 1865 las prestaciones de las máquinas aumentan al equiparse
con nuevas herramientas fabricadas con acero aleado, descubierto por
Robert Mushet. Esto permite doblar la capacidad de mecanizado en relación
con las herramientas de acero al carbono al crisol conocidas hasta entonces.
Los motores de corriente continua fabricados a pequeña escala, y los de
corriente alterna, reciben un gran impulso, reemplazando a las máquinas de
vapor y a las turbinas que accionaban hasta ese momento las transmisiones
de los talleres industriales.
En 1908 Henry Ford fabrica el primer automóvil producido en serie, modelo
T, y en 1911 instala el primer transportador en cadena en Highland Park,
iniciando la producción en masa. Se perfeccionan una gran cantidad de
32
máquinas-herramienta adaptadas a las características exigidas por la
industria del automóvil.
2.2.1. Máquinas que ayudan a la joyería
Existe una notable diferencia entre el hombre de hace unas cuantas décadas
y el hombre moderno, tal diferencia se ha dado por el desarrollo de la ciencia
que está estrechamente relacionada con las innovaciones tecnológicas.
Las necesidades de ciencia y tecnología nos ayuda a la enseñanza a usar
un determinado equipo y maquinaria; por lo que entender los principios
básicos de la ciencia y técnica es fundamental para que no le detengan las
dificultades que presenten e, incluso que pueda desarrollar nuevos
procedimientos, en cualquiera que sea su campo de trabajo, de acuerdo a
Brenda Iliana Rocha.
La tecnología ha hecho al hombre un ser muy dotado para la construcción
de una nueva vida. Los joyeros y diseñadores de primer nivel que
construyen sus piezas apoyados por la fabricación industrial y los terminados
a mano de acuerdo a los estándares de la joyería clásica.
Tradicionalmente, el diseño de piezas de joyería requería de trabajo de
modelistas cualificados que mediante herramientas artesanales y muchas
horas de trabajo, materializaban sus ideas en cera, metal u otro material.
Actualmente la dinámica de la industria y de la joyería en particular requiere
una respuesta más rápida, mayor variedad, calidad superior y unos costes
más ajustados.
Su taller, con tintes mecánicos, se integra por los antiguos artificios de los
joyeros de antaño y la nueva tecnología, permitiendo a sus diseños infinidad
de posibilidades. Las máquinas los ayudan a alcanzar la precisión deseada,
33
sin embargo el proceso está completamente definido por el trabajo de
orfebrería.
El diseño y la fabricación de joyas por máquinas es una solución. La
aplicación de este procedimiento al desarrollo de modelos, prototipos y
piezas únicas, es ideal en relación con los sistemas tradicionales, por la
facilidad para realizar ejemplares complejos, correcciones, familias y
variaciones, e inclusive rediseñar una pieza partiendo de un modelo anterior.
Las máquinas de joyería produce series limitadas que permiten, con precios
razonables, invertir mucho tiempo y energía, en la creación de cada una de
nuestras piezas, por lo que nos ayudan a contrastar lo banal y poco durable
de los productos que nos rodean con piezas finas y de alta calidad.
Para la producción o fabricación en serie, las ventajas aportadas por los
medios digitales parecen comprenderse más claramente: la facilidad de
realizar a partir de un modelo base toda una gama de tamaños o una línea
completa de productos: sortijas, pendientes, pulseras, collares; el importante
ahorro de tiempo respecto a los sistemas tradicionales.
Sin embargo, las aportaciones tecnológicas como herramientas
complementarias que colaboran a lo largo de todo el proceso. Inclusive, nos
ayudarían a ampliar las fronteras creativas mediante la experimentación
digital.
Las máquinas para la realización de joyas nos permitirían a quien esté
interesado, el desarrollo de piezas exclusivas de toda tipología, costo y
unicidad.
Las principales herramientas y máquinas que ayudan a la elaboración de
joyas se presentan a continuación:
Utensilios
Moldes y texturas
Utensilios manuales
34
Pinzas y alicates
Utensilios para dar forma
Lámparas y pesos
Figura 24. Utensilios de joyería
(Grobet, 1999)
Máquinas
Taladros y fresas
Utensilios con vástago
Máquinas para trabajo de piedras
Unidades de pulido
Ultrasonidos
Figura 25. Máquinas para la elaboración de joyas
(Grobet, 1999)
35
Hornos y sueldas
Figura 26. Hornos y sueldas para joyería
(Grobet, 1999)
2.2.2. Necesidad de troquelar
El trabajo en troquelado ocupa actualmente un importante puesto en la rama
de la producción industrial, puesto que permite obtener piezas y objetos
ligeros, resistentes y económicos. Los procedimientos referentes a esta
especialidad interesan a los dirigentes de grandes industrias mecánicas,
técnicos, así como también a los artesanos.
La producción mecánica experimenta continuamente la urge demanda de
mayores cantidades y mejores productos, de aquí surge la necesidad de
realizar el sistema de troquelado, para que realice las operaciones que en
tiempos atrás hubiese sido difícil de realizar.
La denominación troquelación, a las operaciones mecánicas que se utilizan
para realizar agujeros y dar formas en chapas de metal, láminas plástico,
cartón o papel, etc. Para realizar esta tarea, se utilizan desde simples
mecanismos de accionamientos manuales hasta sofisticadas prensas
mecánicas de gran potencia.
36
El objetivo de este proceso es poner en marcha una estrategia de
fabricación para producir más y mejor, en la que influyen factores
relacionados con la máquina, los troqueles, el material, la producción y
características geométricas de la pieza.
Hoy por hoy, y gracias al desarrollo y la evolución de estas máquinas, se
utilizan indistintamente.
A medida que aumentan los requerimientos del trabajo, la capacidad de las
prensas, las exigencias de los materiales y la necesidad de producir más y
mejor, también se conciben diseños de troqueles con mayor complejidad y
desarrollo.
La realización de este trabajo especial de grado tiene como finalidad diseñar
a través de programas (AUTODESK INVENTOR y SOLIDWORKS) una
máquina troqueladora que contribuirá al desarrollo industrial y tecnológico
del país, también favorecerá a la población estudiantil ya que tendrán el
conocimiento y el material a su alcance para cualquier consulta que se
desee realizar, se podrá efectuar la fabricación en el país evitando la
importación de este tipo de maquinarias y generando fuentes de empleo que
ayudaran a la gran masa poblacional, mejorando sus estándares de vida.
2.2.3. Troquel
El troquel es un útil que se monta sobre una prensa (mecánica, neumática,
etc.) que ejerce una fuerza sobre los elementos del troquel, provocando que
la pieza superior encaje sobre la inferior o matriz. Como consecuencia se
produce la estampación del material que se ha interpuesto entre ambas
piezas. Un troquel puede realizar operaciones de: corte, punzonado,
embutición, doblado, o conformado.
37
El troquel puede ser:
Simple, de una estación o un paso, cuando en un solo golpe realiza la
operación correspondiente sobre la pieza. Estos troqueles permiten realizar
solamente una operación en cada golpe de la prensa. Se utilizan para
fabricar piezas sencillas.
Compuestos, de dos o tres estaciones o pasos, son herramientas que
permiten aprovechar la fuerza ejercida por la prensa realizando dos o más
operaciones en cada golpe y agilizando el proceso. Generan mayor
productividad y se utilizan para conformar lavaplatos, utensilios, recipientes,
partes de estufas, etc.
Progresivo, múltiples estaciones o pasos, cuando se alimenta de forma
continua, realizando las diversas operaciones en cada golpe. El troquel se
compone de diversas etapas, de modo que cuando una parte del fleje, en su
avance, ha pasado por todas ellas, se obtiene la pieza final, también
llamados matrices progresivas. Constan de, incluso, decenas de etapas o
pasos, en cada uno de ellos se modifica la lámina con una secuencia
establecida por el diseñador (secuencia de corte), de tal manera que al final
se obtiene una o varias piezas terminadas. En un troquel de corte
progresivo, los punzones entran en acción sucesivamente sobre un punto de
la tira de lámina, a medida que ésta avanza a través del troquel
Para asegurar la secuencia en el proceso y lograr el avance requerido de la
lámina es muy común el uso de alimentadores automáticos, aunque también
hay troqueles progresivos alimentados manualmente, en cuyo caso
requieren de topes o cuchillas de avance en diferentes puntos de la guía,
lugar donde se detendrá o avanzará el material para garantizar así el
adecuado posicionamiento de éste con la herramienta.
38
Componentes
Los troqueles cuentan con una serie de elementos constructivos que
cumplen con una misión específica dentro del conjunto general del trabajo
para el cual han sido fabricados. Estos componentes, por sus características
mecánicas deben estar cuidadosamente diseñados para lograr el objetivo de
producir piezas sin ningún defecto.
Obviando los troqueles simples, los cuales esencialmente también tienen
algunos de los siguientes componentes, a continuación se describe las
partes que de una u otra forma están presentes en casi todas las matrices
progresivas, independientemente de su tamaño. Así mismo, se mencionan
los distintos tipos de materiales con que se construyen.4
Base superior (parte móvil): tiene la misión de contener en su
superficie todas las placas y elementos que sostienen los
punzones del troquel, está anclada al martillo o ariete de la
prensa, que la inmoviliza y fija durante todo el proceso de
trabajo. Ésta conduce el movimiento de la máquina para que
los punzones penetren la matriz y transformen la lámina.
Algunos de los elementos que aloja la base superior son: placa
porta punzones, punzones de cortar, doblar, embutir,
estampar, sufridera superior, bujes guías, placa pisadora,
resortes, entre otros.
Base inferior (parte fija): es el elemento sobre el cual van
montados todos los componentes que hacen parte de la
matriz, y a su vez, está sujeta fuertemente en la bancada de la
prensa durante la fase de trabajo. Esta base y los elementos
que lleva montados hacen las funciones de apoyo, puesto que
‘recibirán’ toda la fuerza de transformación que la prensa
aplique sobre ella. En la base inferior también se pueden
montar las columnas guía que sirven como referencia de
4Camilo Marín Villar, Troqueles y Troquelado, Edición N.12
39
centraje entre la parte superior e inferior. Algunos de los
elementos que aloja la base inferior son: placa porta matrices
o segmentos de cortar, doblar o embutir, reglas guías,
sufridera inferior, topes de avances, columnas guía, pernos,
etc.
Sufrideras: la función básica de las placas superior e inferior
de choque o sufrideras consiste en absorber sobre su
superficie los sucesivos golpes de los elementos en el troquel.
Estos impactos se producen cada vez que los punzones
transforman la lámina con la matriz. Cuando el punzón impacta
contra el material, la resistencia que opone éste es transmitida
a la superficie de las sufrideras sobre las que se apoyan las
placas porta matriz y porta punzones. Estas placas están
construidas en materiales ya templados y que conservan su
tenacidad y cohesión.
Reglas guías: las reglas guías de banda son uno de los
componentes más característicos de las matrices progresivas.
Se disponen con el fin de guiar longitudinal y
transversalmente las tiras de lámina en su desplazamiento por
el interior de la matriz. El tratamiento térmico más utilizado
para ellas es el templado y revenido o nitrurado, que impide un
desgaste prematuro de sus paredes que pueda dificultar el
buen deslizamiento de la banda por su interior.
Porta punzones: la finalidad de la placa porta punzones es la
de alojar y fijar en su interior todos los punzones que lleve la
matriz. Estos punzones pueden ser de cualquier tipo o tamaño
pero han de tener una sola característica en común: deben
estar firmemente sujetos y guiados en el interior de dicha placa
impidiendo que puedan moverse o desprenderse. La placa
porta punzones es mecanizada por electroerosión, rectificada
y templada, posteriormente, aquellas herramientas dedicadas
40
a procesos de alta producción, todos ellos, materiales que
cumplen con las tres propiedades más importantes en la
selección de aceros para trabajos en frío: tenacidad,
resistencia al desgaste y dureza.
Porta matriz: la placa porta matrices o cajera tiene por misión
alojar y posicionar en su interior todos los elementos de
pequeñas dimensiones que lleve la propia matriz, de esta
manera dichos componentes quedarán ajustados en su
interior.
Placa pisadora: durante el movimiento descendente del
troquel, la placa pisadora presiona la lámina dejándola
inmovilizada antes de que los punzones lleguen a tocarla y
mientras penetran el material y lo transforman. Una vez
cortada la lámina, la función de la placa es mantener la pieza
bien sujeta hasta que los punzones hayan salido de ella, de lo
contrario, los punzones la arrastrarían hacia arriba sujeta a
ellos, con el riesgo de rotura.
Punzones: los punzones, también conocidos como ‘machos’,
tienen por objeto realizar las máximas transformaciones en la
lámina (cortar, doblar, embutir, acuñar, extorsionar, etc.), a fin
de obtener piezas con una calidad acorde a las medidas
requeridas, hay tantos tipos de éstos como variantes del
troquelado. Se habla de ‘punzones’ y no de punzón, porque
en general la mayoría de troqueles llevan montados en su
interior un gran número de ellos que pueden ser iguales o
totalmente diferentes, según la función que desempeñen. En la
matricería o troquelería, se cuida con especial atención la
fabricación de los punzones, que deben estar perfectamente
diseñados y mecanizados, muy bien sujetados, acorde a las
dimensiones requeridas, con excelentes acabados y un
adecuado tratamiento térmico de endurecido. La elección de
41
los aceros para su fabricación se hace según su función, para
los punzones de corte se emplean materiales de alta
resistencia al desgaste y con muy buena conservación del filo.
Sistema de guiado: el movimiento de las dos partes más
importantes del troquel (bases superior e inferior) necesita ser
guiado en todo momento para garantizar una total
concentricidad entre ambas. Esta función se deja a cargo de
cuatro columnas de guiado que van montadas generalmente
en la base inferior y sus respectivos bujes, sistema que se
encargan de posicionar y centrar las dos partes del troquel. El
sistema de guiado por columna puede ser de dos tipos: el más
habitual es por rozamiento, el cual debe ser muy bien
lubricado para no forzarlo, el segundo es de rodamientos o
canastilla esferada, en el que las columnas están
acompañadas por una guía lineal de bolas (cilindros con
esferas en su superficie), lo que facilita el desplazamiento, con
excelentes ventajas, pues, el movimiento del sistema es muy
ligero, los desgastes por rozamientos son bajos y necesita
poca lubricación y mantenimiento.
Pilotos centradores: son elementos que sirven para centrar los
troqueles con la lámina y garantizar un desplazamiento
correcto entre cada uno de los pasos que realiza la banda. De
no ser así se podrían perder los puntos de referencia en
común que tendrían las diversas transformaciones y con ello
generar desplazamientos del material que ocasionarían
irregularidades o defectos en las piezas troqueladas.
Generalmente van montados en la placa porta punzones y
ajustan en agujeros de la lámina, previamente hechos, para
centrarla o pilotarla, antes que los punzones hagan su trabajo.
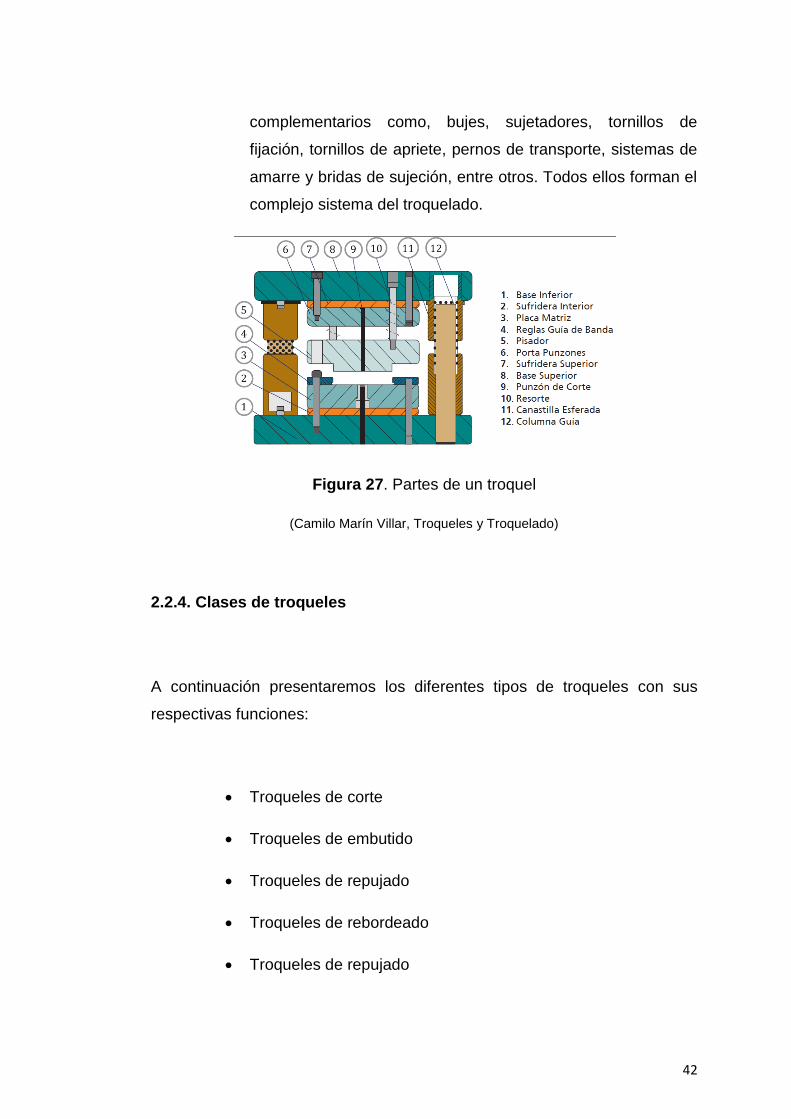
Varios: para la construcción y funcionamiento de los troqueles
se requiere de una gran variedad de componentes
42
complementarios como, bujes, sujetadores, tornillos de
fijación, tornillos de apriete, pernos de transporte, sistemas de
amarre y bridas de sujeción, entre otros. Todos ellos forman el
complejo sistema del troquelado.
Figura 27. Partes de un troquel
(Camilo Marín Villar, Troqueles y Troquelado)
2.2.4. Clases de troqueles
A continuación presentaremos los diferentes tipos de troqueles con sus
respectivas funciones:
Troqueles de corte
Troqueles de embutido
Troqueles de repujado
Troqueles de rebordeado
Troqueles de repujado
43
En el estampado se utilizan los troqueles en pares. El troquel más pequeño,
o cuño, encaja dentro de un troquel mayor, o matriz. El metal al que va a
darse forma, que suele ser una lámina o una pieza en bruto recortada, se
coloca sobre la matriz en la bancada de la prensa. El cuño se monta en el
pistón de la prensa y se hace bajar mediante presión hidráulica o mecánica.
En las distintas operaciones se emplean troqueles de diferentes formas.
Los más sencillos son los troqueles de perforación, utilizados para hacer
agujeros en la pieza.
Los troqueles de corte se utilizan para estampar una forma determinada en
una lámina de metal para operaciones posteriores.
Los troqueles de flexión y doblado están diseñados para efectuar pliegues
simples o compuestos en la pieza en bruto.
Los troqueles de embutir se emplean para crear formas huecas. Para
lograr una sección reducida en una parte hueca, como el cuello de un
cartucho de fusil, se utilizan troqueles reductores especiales. Cuando la
pieza terminada debe tener una protuberancia en la parte inferior o central
suelen emplearse troqueles hidráulicos. En éstos el cuño se sustituye por un
pistón que introduce en la pieza agua o aceite a presión, lo que obliga al
metal a doblarse hacia fuera contra la matriz.
Los troqueles de rebordeado forman un reborde curvo en piezas huecas.
Un tipo especial de troquel de rebordeado, llamado troquel de costura con
alambre, enrolla firmemente los bordes externos del metal alrededor de un
alambre que se inserta para dar resistencia a la pieza.
Los troqueles combinados están diseñados para realizar varias de las
operaciones descritas en un único recorrido de la prensa; los troqueles
progresivos permiten realizar diversas operaciones sucesivas de modelado
con el mismo troquel.
44
2.2.4.1. Formas de troquelar
Cizallado.- Es un proceso de corte para láminas y placas, produce cortes sin
que haya virutas, calor ni reacciones químicas. El proceso es limpio rápido y
exacto, pero está limitado al espesor que puede cortar la máquina y por la
dureza y densidad del material. El cizallado suele ser en frió en especial con
material delgado de muchas clases tales como guillotinado de papeles de
fibras, telas, cerámica, plásticos, caucho, productos de madera y la mayoría
de los metales.El cizallado llamado también guillotinado.
En general es para cortes rectos a lo ancho o a lo largo del material,
perpendicular o en ángulo. La acción básica del corte incluye bajar la cuchilla
hasta la mesa de la máquina, para producir la fractura o rotura controladas
durante el corte.
Mortajado.- El entallado o mortajado es un proceso de corte fino para la
lámina y plancha y difiere del cizallado en que la cuchilla esta a cierto
ángulo. La cuchilla puede ser de cualquier configuración si se trata de partes
pequeñas.
Niblado.- El corte de láminas (niblado) incluye hacer recortes sucesivos
hasta que se produce una forma más grande o recortada. Las formas
internas se pueden empezar con facilidad a partir de agujeros taladrados y
se emplean para producir secciones perforadas grandes. El recorte se utiliza
en lugar de punzonar o perforar, para la producción de poco volumen o a
baja velocidad las máquinas recortadoras o tijeras para lámina son muy
adaptables, poco costosas, sencillas para manejarlas y mantenerlas, aunque
la producción es lenta.
Perforación.- El perforado es un proceso para recortar un agujero
conformado en una lámina o placas metálicas. Se suele hacer en frió y se
obtienen casi de cualquier forma.
45
Punzonado.- Es una operación de corte de chapas o láminas, generalmente
en frío, mediante un dispositivo mecánico formado por dos herramientas: el
punzón y la matriz. La aplicación de una fuerza de compresión sobre el
punzón obliga a éste a penetrar en la chapa, creando una deformación inicial
en régimen elastoplástico seguida de un cizallamiento y rotura del material
por propagación rápida de fisuras entre las aristas de corte del punzón y
matriz.
Acuñado.- Es casi un trabajo en frio con piezas pequeñas. Se desplaza el
material por la presión y el impacto hacia las cavidades de la matriz. Como la
cavidad está dada por completa y en forma muy precisa por los dados se
necesita controlar con mucho cuidado el volumen del material; por lo tanto el
llenado es excesivo de la capacidad de la matriz puede dañar la máquina o
producir artículos defectuosos. El acuñado es especial para la producción de
piezas pequeñas en donde se requieren de detalles y acabados muy exactos
en las superficies. Su aplicación principal para fabricar monedas medallas y
piezas similares.
Formado con Matriz Muestra.- Es similar a algunos aspectos del acuñado.
El formado por clavado se emplea para hacer moldes o dados excepto que
la impresión se hace contra una pieza grande de material para empujar el
metal desplazado hacia un área abierta, alrededor del modelo impreso en el
material. También se utilizan para estampar materiales blandos o para
moldear plásticos u otros materiales. Suele ser más fácil hacer el objeto
macho y prensarlo contra el material blando que maquinar la parte hembra
en el material del dado.
Diseño del troquel.
En el diseño se contempla:
La calidad y características de la pieza a troquelar.
46
La funcionalidad del troquel, en el que se ha de facilitar el acceso y
sencillez para la colocación y extracción de la pieza, el trasporte del
troquel para su instalación en la prensa, la reparación de las posibles
averías que puedan darse y la sustitución de las piezas que por su
desgaste sea preciso cambiar, lo que facilita su mantenimiento.
El aspecto económico, lo que incide en el uso de piezas y accesorios
comerciales y normalizados.
2.3. Motores eléctricos
La energía eléctrica (E) es la forma más versátil de las energías manejadas
por el hombre. Se define como el trabajo que puede realizar una potencia
eléctrica dada en un tiempo dado. Por lo tanto la energía se puede calcular
mediante la expresión siguiente:
La energía eléctrica se mide en Joules (J), sin embargo en el campo de la
electricidad se suele utilizar el kW-h (kilowatt-hora). Y esta unidad es la que
aparece en las facturas de la empresa eléctrica. El funcionamiento
automático de una máquina se obtiene exclusivamente por la acción del
motor y del control de la máquina. Este control algunas veces es totalmente
eléctrico y otras veces suele combinarse al control mecánico, pero los
principios básicos aplicados son los mismos. Una máquina moderna se
compone de tres partes principales que son las siguientes:
La misma, destinada para realizar un tipo de trabajo.
El motor, el cual es seleccionado considerando los requisitos de la
máquina en cuanto a la carga, tipo de trabajo y el servicio que se
requiere.
El sistema de control, que está estrechamente relacionado a las
condiciones de funcionamiento tanto del motor como de la máquina.
47
2.3.1. Tipos de controles eléctricos.
Estos pueden ser del tipo:
Manual.- Este tipo de control se ejecuta manualmente en el mismo lugar en
que está colocada la máquina. Este control es el más sencillo y conocido y
es generalmente el utilizado para el arranque de motores pequeños a
tensión nominal. Este tipo de control se utiliza frecuentemente con el
propósito de la puesta en marcha y parada del motor. El costo de este
sistema es aproximadamente la mitad del de un arrancador electromagnético
equivalente. El arrancador manual proporciona generalmente protección
contra sobrecarga y desenganche de tensión mínima, pero no protección
contra baja tensión.
Este tipo de control abunda en talleres pequeños de metalistería y
carpintería, en que se utilizan máquinas pequeñas que pueden arrancar a
plena tensión sin causar perturbaciones en las líneas de alimentación o en la
máquina. Una aplicación de este tipo de control es una máquina de soldar
del tipo motor generador.
Semiautomático.- Los controladores que pertenecen a esta clasificación
utilizan un arrancador electromagnético y uno o más dispositivos pilotos
manuales tales como pulsadores, interruptores de maniobra, combinadores
de tambor o dispositivos análogos.
Quizás los mandos más utilizados son las combinaciones de pulsadores a
causa de que constituyen una unidad compacta y relativamente económica.
El control semi-automático se usa principalmente para facilitar las
maniobras de mano y control en aquellas instalaciones donde el control
manual no es posible.
Control automático.- Un control automático está formado por un arrancador
electromagnético o contactor controlado por uno o más dispositivos pilotos
48
automáticos. La orden inicial de marcha puede ser automática, pero
generalmente es una operación manual, realizada en un panel de
pulsadores e interruptores.
En algunos casos el control puede tener combinación de dispositivos
manuales y automáticos. Si el circuito contiene uno o más dispositivos
automáticos, debe ser clasificado como control automático.
Los contactores son dispositivos electromagnéticos, en el sentido de que en
ellos se producen fuerzas magnéticas cuando pasan corrientes eléctricas por
las bobinas del hilo conductor que estos poseen y que respondiendo a
aquellas fuerzas se cierran o abren determinados contactos por un
movimiento de núcleos de succión o de armaduras móviles.
2.4. Normas
La normalización tiene una influencia determinante, en el desarrollo industrial
de un país, al potenciar las relaciones e intercambios tecnológicos con otros
países.
2.4.1 Definición y concepto
La palabra norma del latín "normun", significa etimológicamente: "Regla a
seguir para llegar a un fin determinado"
Este concepto fue más concretamente definido por el Comité Alemán de
Normalización en 1940, como: “Las reglas que unifican y ordenan
lógicamente una serie de fenómenos"
49
La Normalización es una actividad colectiva orientada a establecer solución
a problemas repetitivos.
2.4.2. Objetivos y ventajas
De acuerdo con Bartolomé López Lucas (2000), los objetivos de la
normalización, pueden concretarse en tres:
La economía, ya que a través de la simplificación se reducen costos.
La utilidad, al permitir la intercambiabilidad.
La calidad, ya que permite garantizar la constitución y características de un
determinado producto.
Estos tres objetivos traen consigo una serie de ventajas, que podríamos
concretar en las siguientes:
Reducción del número de tipos de un determinado producto.
Simplificación de los diseños, al utilizarse en ellos, elementos ya
normalizados.
Reducción en los transportes, almacenamientos, embalajes, archivos,
con la correspondiente repercusión en la productividad.
En definitiva con la normalización se consigue:
Producir más y mejor, a través de la reducción de tiempos y costos.
50
2.4.3. Propósitos de la normalización
En la normalización se establecen e implementan reglas en un campo
específico de un sector económico, con el objeto de lograr la optimización en
ese sector productivo y cumpliendo con los requisitos de calidad en sus
procesos, de seguridad para el productor y el consumidor.
En la normalización se emplean los documentos elaborados por las
entidades rectoras a nivel internacional o nacional, elaborados sobre
determinada disciplina del conocimiento, que pueden ser de estricto
cumplimiento.
Estos documentos son las llamadas Normas, que establecen un conjunto de
reglas, disposiciones y requisitos de normalización, metrología y control de
calidad.
2.4.4. Objetivos de la normalización
Los objetivos principales de la normalización son:
Propender por mantener y aumentar la calidad, en los procesos
tecnológicos y productivos de la economía.
Contribuir al desarrollo de las industrias mediante el progreso
científico, tecnológico, en sus actividades del campo de la producción,
en el campo de los bienes y servicios.
Proteger en todos los campos al consumidor primario de bienes y
servicios.
Coadyuvar para crear las condiciones tecnológicas necesarias y
adecuadas para el desarrollo de productos que cumplan las
51
exigencias de calidad y competitividad en los mercados
internacionales.
Facilitar el intercambio comercial a nivel local e internacional.
Desarrollar los renglones económicos de la producción y distribución
de productos, del sector productivo de bienes y servicios.
2.4.5. Funciones de la normalización
Las funciones básicas de la normalización son:
Establecer las especificaciones de calidad de las materias primas que
intervienen en la elaboración de los productos terminados.
Establecer y difundir las especificaciones de calidad en la prestación u
ofrecimiento de las diferentes empresas de servicios.
Desarrollar métodos y medios confiables para la evaluación de la
calidad en la producción.
Dictaminar los requisitos, procedimientos y métodos en las compañías
de proyectos, manufacturas de productos, para el aseguramiento de
la calidad.
Implementar la uniformidad, tipificación en los equipos y maquinaria
especializada utilizada en los procesos productivos.
Desarrollar sistemas de documentación, codificación e información,
que sean eficientes y estables para todos los procesos.
Implementar terminologías, valores normalizados en el campo
científico y tecnológico.
52
2.4.6. Métodos utilizados por la normalización
Para implementar el desarrollo de la normalización, se utilizan los siguientes
métodos:
1.- Elaboración de Normas Técnicas.- Para que todo el conjunto de
compañías productoras o de bienes y servicios, obtenga los logros de
calidad y competitividad es necesario dar cumplimiento a una serie de
documentos llamados Normas Técnicas. La norma técnica es un documento
el cual se establece un conjunto de reglas, procedimientos, disposiciones y
requisitos, para los productos, los procesos y servicios, para el cumplimiento
de un objetivo específico llamado normalización, que es de estricto
cumplimiento para los organizaciones, empresas y entidades.
Las normas técnicas emanan especificaciones de calidad de un producto,
que pueden ser adoptadas por un fabricante en la medida que ésta le sirva
para mejorar las características del bien o servicio producido, para garantizar
la homogeneidad de sus productos.
También son utilizadas por los consumidores para examinar y juzgar si un
producto o bien, reúne las condiciones necesarias para satisfacer las
exigencias de calidad.
2.- Simplificación.- El proceso de simplificación consiste en la reducción de
una cantidad de variedades de un mismo producto o actividades genéricas,
sin modificar sus especificaciones originales, de tal manera que se satisfaga
las mismas necesidades del mercado con el número de variedades
resultantes por este proceso.
3.- Unificación y Tipificación.- Mediante la unificación y tipificación se
reúnen varias especificaciones con el objeto de adoptar un mismo sistema
53
para un ámbito determinado, para que los productos resultantes por este
proceso sean el reemplazo de los ya existentes.
Los objetivos funcionales de la implementación de este método, radican en
la unificación y tipificación de diseños y procesos productivos para optimizar
materiales, el dimensionamiento de los instrumentos de trabajo como la
maquinaria y equipo.
2.5. Norma ISO 13849
Uno de los aspectos técnicos de a nivel internacional es el de la seguridad
funcional de equipos e instalaciones. La norma fundamental que rige esta
tecnología es la EN ISO 13849, cuyo ámbito de aplicación es no sólo
europeo si no también internacional.
El objetivo fundamental de esta nueva ley es reducir los accidentes
considerando la seguridad desde un punto de vista integral, desde la fase de
diseño y fabricación de la máquina hasta la instalación y mantenimiento.
La nueva Directiva se apoya en dos normas fundamentales para alcanzar
ese objetivo de seguridad: la EN 62061 Seguridad en Máquinas, seguridad
funcional de sistemas de mandos eléctricos, electrónicos y electrónicos
programables, y la EN ISO 13849-1 seguridad en máquinas.
Partes de los sistemas de mando relativas a la seguridad. Ambas sustituyen
a la antigua EN 954-1 que hasta ahora era la norma fundamental para el
diseño de máquinas y que se había quedado ya obsoleta al tener un
concepto de la seguridad mucho más limitado, basado únicamente en la
estructura del circuito de seguridad empleado y en la adecuada selección de
los componentes de esa estructura. No se tenían en cuenta otros aspectos
hoy en día fundamentales como son las particularidades de los sistemas de
54
mando que intervienen en la seguridad ni la fiabilidad y probabilidad de fallo
de los componentes que intervienen en la cadena de seguridad.
2.5.1. Evaluación del riesgo según EN ISO 13849-1
EN ISO 13849-1 evalúa la probabilidad de fallo de todas las partes que
intervienen en una función de seguridad, teniendo también en cuenta su
ciclo de vida. La evaluación se realiza mediante la determinación del nivel de
fiabilidad (Nivel de Prestaciones o PL).
El nivel de prestaciones (PL) requerido para la aplicación particular se
determina mediante un gráfico de riesgo. Esto se hace teniendo en cuenta
una serie de criterios y siguiendo un árbol de decisión para establecer la
categoría de seguridad.
Esos criterios son: la gravedad de la lesión (S), el tiempo de exposición a la
situación de peligro (F) y la posibilidad de evitar el peligro (P). Para ilustrar el
proceso de decisión vamos a utilizar un ejemplo muy básico: cerrar una
puerta a una propiedad requiere un nivel de fiabilidad PL.
Esto es así porque una persona podría sufrir graves lesiones si la puerta se
cierra de forma brusca e intempestiva (S2). Sin embargo, la persona no está
permanentemente expuesta a este peligro sino sólo el tiempo que
permanece en las proximidades de la puerta (F1). Finalmente, en caso de
producirse esa situación de riesgo, las posibilidades de evitarlo son muy
limitadas (P2).
Todo ello nos lleva a que el sistema de seguridad que hay que implementar
para evitar ese riesgo ha de diseñarse de acuerdo a un nivel de fiabilidad PL,
los parámetros deben ser tenidos en cuenta para alcanzar el nivel de
prestaciones (PL) necesario para un sistema de seguridad completo: la
estructura del sistema, el tiempo medio hasta un fallo peligroso (MTTFd), la
55
cobertura de diagnóstico (DC) y el fallo de varios elementos con una causa
común (CCF).
• Estructura del sistema yel tiempo medio hasta un fallo peligroso(MTTFd).
La tolerancia a fallos de la estructura de los sistemas de control relacionados
con la seguridad se especifica por la categoría de control. Existen 5
categorías que van desde la categoría B hasta la 4. La categoría B es la
categoría más básica y designa una probabilidad de fallo alta, mientras que
la categoría 4 indica que la probabilidad de fallo es extremadamente baja. En
la norma se indican mediante diagramas de bloques lógicos el detalle de los
requisitos que ha de cumplir cada una de estas categorías.
El tiempo medio hasta que se produce un fallo peligroso, MTTFd, describe la
fiabilidad de los componentes individuales en el circuito de seguridad. Por
ejemplo, el botón pulsador de parada de emergencia se usa para detener la
puerta en condiciones de trabajo normales y accionado cinco veces al año
puede, desde una perspectiva estadística. Los valores el tiempo medio hasta
un fallo peligroso (MTTFd) de los componentes individuales se basan en los
datos proporcionados por los respectivos fabricantes.
• DC o cobertura del diagnóstico. La cobertura de diagnóstico DC evalúa las
funciones de diagnóstico integradas con las que un control puede determinar
un fallo. En el ejemplo de aplicación, el dispositivo de seguridad detecta,
entre otras cosas, un fallo por cortocircuito en el circuito de parada de
emergencia. Dependiendo del control, la cobertura de diagnóstico se
encuentra entre menos de 60 por ciento (cuando no se realiza ningún tipo de
diagnóstico) y más del 99 por ciento (nivel de diagnóstico alto).
• Fallos de causa común CCF. En la norma se indica que se ha de tener en
cuenta el posible fallo de dos o varios componentes por una causa común
(Common Cause Failure o CCF). Para la estimación de este fallo se utiliza
56
un sistema simplificado de puntuación de 0 a 100 puntos. Estas medidas son
muy variadas. Van desde la adopción de medidas que eviten la influencia de
factores ambientales como la humedad, temperatura, vibraciones, etc. hasta
el empleo de protectores contra sobretensión en la instalación. Cuantas más
medidas se adopten, más puntuación se obtiene. Cuando los fallos por
causa común sean relevantes, las medidas a adoptar han de sumar un
mínimo de 65 puntos.
El circuito de seguridad que comprende pulsador de parada de emergencia,
dispositivo de seguridad y el contactor de estado sólido. Para la
determinación del nivel de fiabilidad hay que tener en cuenta estos cuatro
parámetros.
Una vez determinado el PL hay que proceder a verificar que éste es igual o
superior al requerido y es entonces cuando se puede proceder a la
validación. Si no es así habría que contemplar medidas adicionales que nos
proporcionen un nivel de fiabilidad mayor y proceder nuevamente a la
verificación.
El proceso de validación se detalla en la EN ISO 13849-2 y ha de llevarse a
cabo por un equipo de trabajo diferente al que se encarga del diseño.
En todo caso es importante el uso de componentes ya certificados de
acuerdo a las nuevas normativas, ya que el cálculo se simplifica en ese caso
enormemente, las normas cuenta con una de las gamas más amplias de
soluciones de seguridad y todas ellas están ya adaptadas y desarrolladas de
acuerdo a los parámetros descritos en el presente artículo.
2.5.2. Norma ISO 13849-2
El proceso de validación se detalla en la EN ISO 13849-2 y ha de llevarse a
cabo por un equipo de trabajo diferente al que se encarga del diseño.
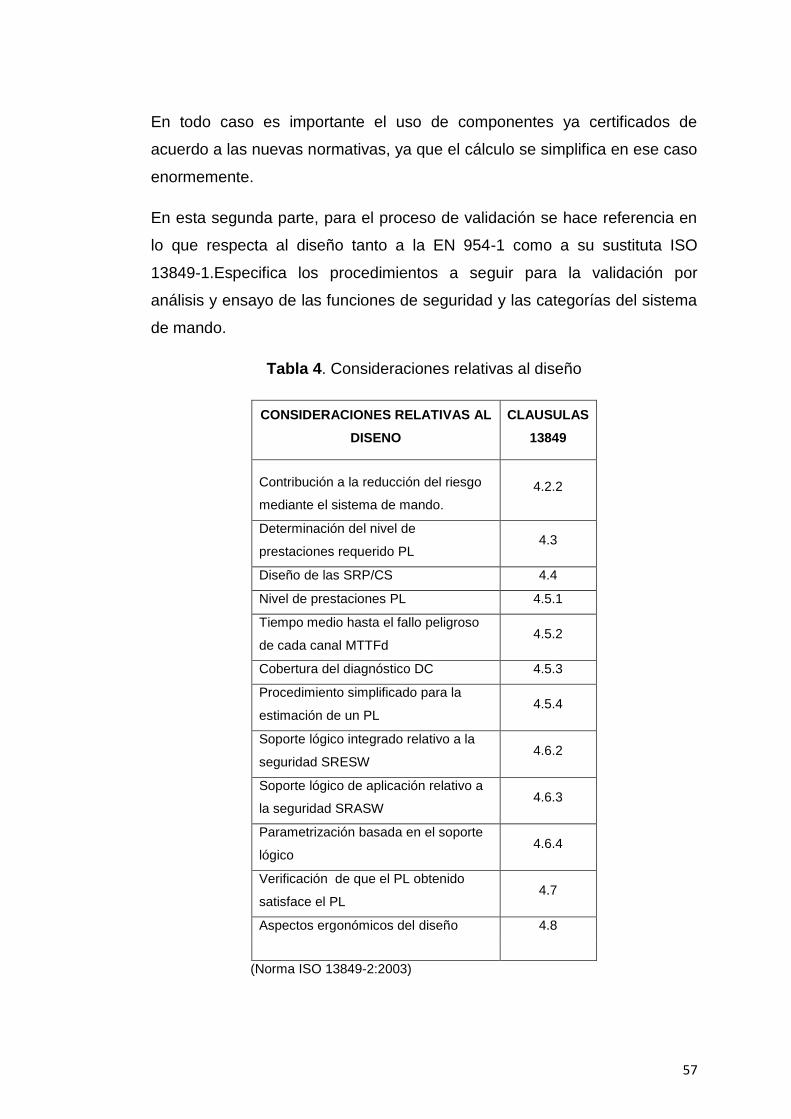
57
En todo caso es importante el uso de componentes ya certificados de
acuerdo a las nuevas normativas, ya que el cálculo se simplifica en ese caso
enormemente.
En esta segunda parte, para el proceso de validación se hace referencia en
lo que respecta al diseño tanto a la EN 954-1 como a su sustituta ISO
13849-1.Especifica los procedimientos a seguir para la validación por
análisis y ensayo de las funciones de seguridad y las categorías del sistema
de mando.
Tabla 4. Consideraciones relativas al diseño
CONSIDERACIONES RELATIVAS AL
DISENO
CLAUSULAS
13849
Contribución a la reducción del riesgo
mediante el sistema de mando.
4.2.2
Determinación del nivel de
prestaciones requerido PL 4.3
Diseño de las SRP/CS 4.4
Nivel de prestaciones PL 4.5.1
Tiempo medio hasta el fallo peligroso
de cada canal MTTFd 4.5.2
Cobertura del diagnóstico DC 4.5.3
Procedimiento simplificado para la
estimación de un PL 4.5.4
Soporte lógico integrado relativo a la
seguridad SRESW 4.6.2
Soporte lógico de aplicación relativo a
la seguridad SRASW 4.6.3
Parametrización basada en el soporte
lógico 4.6.4
Verificación de que el PL obtenido
satisface el PL 4.7
Aspectos ergonómicos del diseño 4.8
(Norma ISO 13849-2:2003)
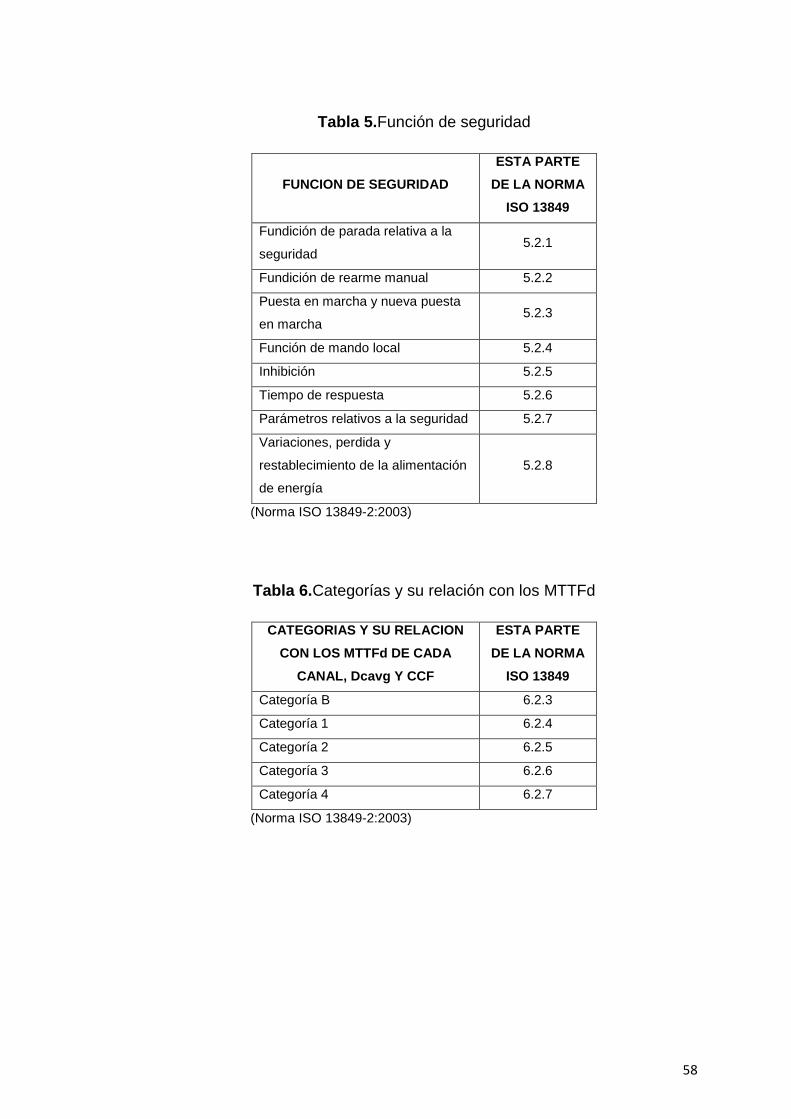
58
Tabla 5.Función de seguridad
FUNCION DE SEGURIDAD
ESTA PARTE
DE LA NORMA
ISO 13849
Fundición de parada relativa a la
seguridad 5.2.1
Fundición de rearme manual 5.2.2
Puesta en marcha y nueva puesta
en marcha 5.2.3
Función de mando local 5.2.4
Inhibición 5.2.5
Tiempo de respuesta 5.2.6
Parámetros relativos a la seguridad 5.2.7
Variaciones, perdida y
restablecimiento de la alimentación
de energía
5.2.8
(Norma ISO 13849-2:2003)
Tabla 6.Categorías y su relación con los MTTFd
CATEGORIAS Y SU RELACION
CON LOS MTTFd DE CADA
CANAL, Dcavg Y CCF
ESTA PARTE
DE LA NORMA
ISO 13849
Categoría B 6.2.3
Categoría 1 6.2.4
Categoría 2 6.2.5
Categoría 3 6.2.6
Categoría 4 6.2.7
(Norma ISO 13849-2:2003)

59
Tabla 7. Requisitos norma ISO 13849
(Norma ISO 13849-2:2003)
CATEGORIAS RESUMEN DE
REQUISITOS
COMPORTAMIENTO
DEL SISTEMA
PRINCIPIOS
PARA
OBTENER LA
SEGURIDAD
MTTFd
DE
CADAA
CANAL
Dcavg
B
(6.2.3)
Las SRP/CS y/o sus
dispositivos de
protección, así como
sus componentes, se
deben diseñar,
construir, seleccionar,
montar y combinar de
acuerdo con las
normas pertinentes de
manera que puedan
soportar las influencias
esperadas. Se Deben
utilizar los principios
básicos de seguridad
Si se produce un
defecto, este puede
conducir a la perdida
de la función de
seguridad
Se
caracterizan
principalmente
por la
selección de
los
componentes
Baja a
media Nula
1
(6.2.4)
Se deben aplicar los
requisitos de B. Se
deben utilizar
componentes de
eficacia probada y
principios de seguridad
de eficacia probada
La aparición de un
defecto puede
conducir a la perdida
de la función de
seguridad, pero la
probabilidad de que
se produzca dicho
defecto es menor
que la categoría B
Se
caracterizan
principalmente
por la
selección de
los
componentes
Alta Nula
2
(6.2.5)
Se deben aplicar los
requisitos de B y utilizar
los principios de
seguridad de eficiencia
probada.
La función de
seguridad debe ser
comprobada a
intervalos adecuados
por el sistema de
mando de la maquina
La aparición de un
defecto puede
conducir a la pérdida
de la función de
seguridad en el
intervalo entre dos
comprobaciones.
Mediante la
comprobación se
detecta la perdida de
la función de
seguridad\
Se
caracterizan
principalmente
por la
estructura
Baja a
alta
Baja a
media
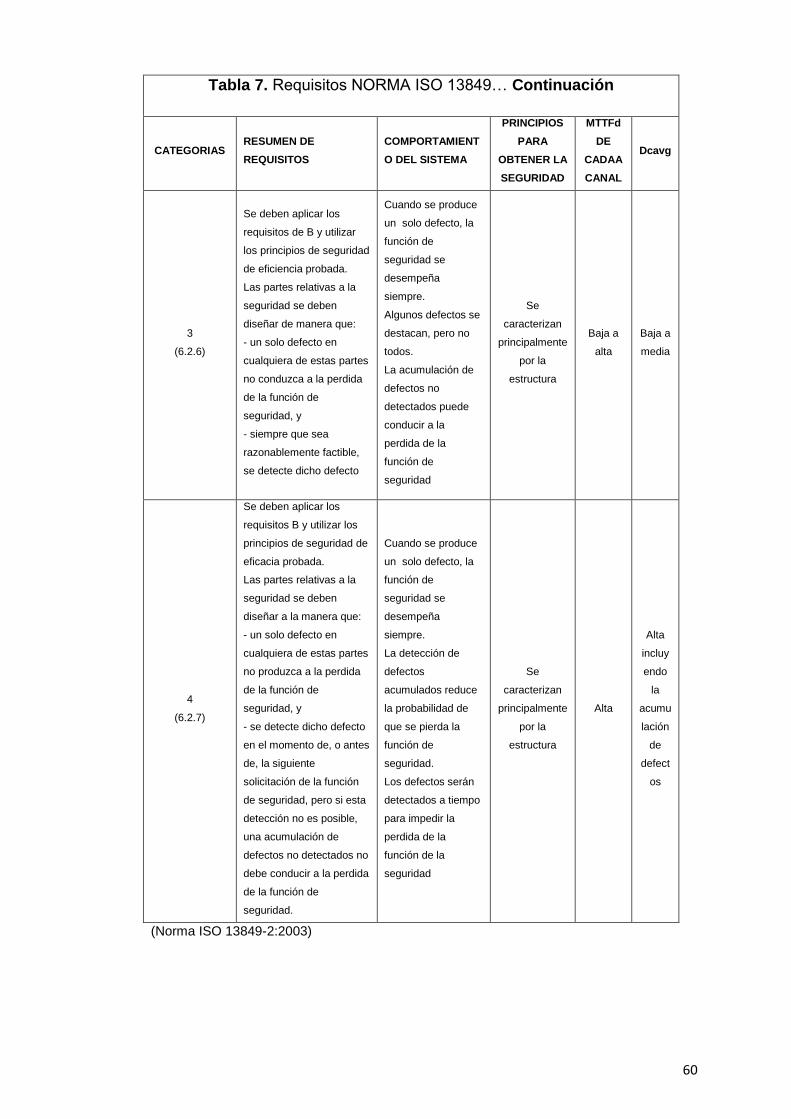
60
(Norma ISO 13849-2:2003)
Tabla 7. Requisitos NORMA ISO 13849… Continuación
CATEGORIAS RESUMEN DE
REQUISITOS
COMPORTAMIENT
O DEL SISTEMA
PRINCIPIOS
PARA
OBTENER LA
SEGURIDAD
MTTFd
DE
CADAA
CANAL
Dcavg
3
(6.2.6)
Se deben aplicar los
requisitos de B y utilizar
los principios de seguridad
de eficiencia probada.
Las partes relativas a la
seguridad se deben
diseñar de manera que:
- un solo defecto en
cualquiera de estas partes
no conduzca a la perdida
de la función de
seguridad, y
- siempre que sea
razonablemente factible,
se detecte dicho defecto
Cuando se produce
un solo defecto, la
función de
seguridad se
desempeña
siempre.
Algunos defectos se
destacan, pero no
todos.
La acumulación de
defectos no
detectados puede
conducir a la
perdida de la
función de
seguridad
Se
caracterizan
principalmente
por la
estructura
Baja a
alta
Baja a
media
4
(6.2.7)
Se deben aplicar los
requisitos B y utilizar los
principios de seguridad de
eficacia probada.
Las partes relativas a la
seguridad se deben
diseñar a la manera que:
- un solo defecto en
cualquiera de estas partes
no produzca a la perdida
de la función de
seguridad, y
- se detecte dicho defecto
en el momento de, o antes
de, la siguiente
solicitación de la función
de seguridad, pero si esta
detección no es posible,
una acumulación de
defectos no detectados no
debe conducir a la perdida
de la función de
seguridad.
Cuando se produce
un solo defecto, la
función de
seguridad se
desempeña
siempre.
La detección de
defectos
acumulados reduce
la probabilidad de
que se pierda la
función de
seguridad.
Los defectos serán
detectados a tiempo
para impedir la
perdida de la
función de la
seguridad
Se
caracterizan
principalmente
por la
estructura
Alta
Alta
incluy
endo
la
acumu
lación
de
defect
os
61
2.6. Norma ISO/TC 10
Es la normalización y coordinación de documentación técnica de producto
(TPD), incluyendo dibujos técnicos, producidos de forma manual o
informatizada para usos técnicos de todo el ciclo de vida del producto, para
facilitar la preparación, gestión, almacenamiento, recuperación,
reproducción, intercambio y uso.
Estructura interna de la ISO.- Su estructura interna está compuesta por un
Consejo de la Organización encargado de la aprobación de los proyectos de
normas, subordinados a éste se han creado ciento setenta y seis (176)
comités permanentes llamados Comités Técnicos ISO (ISO/TC) cuya función
es la de estudiar los principios científicos de la normalización, a cada Comité
Técnico se le adjudica un número de orden y un nombre que refleja el perfil y
la especialización a que se dedica.
En los comités técnicos se encuentran subordinados seis cientos treinta y un
(631) Subcomités Técnicos (ISO/TCSC) creados según la especialización
específica de cada disciplina, estos subcomités están divididos en mil
ochocientos treinta (1830) Grupos de Trabajo de acuerdo a cada
especialidad.5 En los Comités y Subcomités Técnicos tienen asiento cada
uno de los países que conforman esta organización, y representan el punto
de vista de los fabricantes, vendedores, profesionales de la ingeniería,
laboratorios de pruebas, servicios públicos, gobierno, organizaciones
científicas de investigación, grupos de usuarios y consumidores, en todo el
mundo.
Normalización en el campo del dibujo técnico, elaborado manualmente o por
computador, para facilitar la interpretación inequívoca de la simbología y
características dimensiónales utilizadas en los diferentes dibujos y
5 Josdany Alejandra Gomez (2011) Evolución de una norma
62
esquemas empleados en el diseño de proyectos en el campo de la
ingeniería.
A la mayoría de las compañías les resulta complicado cumplir las exigencias
legales relativas a la documentación técnica de sus productos. Se requiere
de mucho tiempo para la aplicación de documentación técnica y a su vez es
complicado, pero sobre todo, es a primera vista es menos importante que lo
principal de su negocio, es decir, el desarrollo de productos y producción
constante.
SGS ofrece servicios de documentación integrada de información técnica:
redacción técnica, traducción, ilustración y servicios a la medida para hacer
frente a sus necesidades.
El ámbito de la documentación técnica abarca la preparación y la publicación
de hechos y procesos técnicos
Normalización de:
Dibujos técnicos coordinando todas las clases de dibujo con el fin de
facilitar su elaboración, reproducción, intercambio y utilización;
Símbolos y pictogramas estableciendo los principios generales para
su elaboración;
Documentos, formatos terminados de papel y representación de datos
que se emplean en el intercambio de información en las oficinas,
comercio, industria y administración, así como la elaboración de
documentos básicos de tipo general que sirvan de base para la
elaboración de otros documentos.
63
2.6.1. ISO 128 Dibujos técnicos – Principios generales de representación
Es una norma internacional, sobre los principios generales de presentación
en dibujos técnicos, más específicamente la representación gráfica de
objetos en diseños técnicos, describe convenios para líneas, vistas, cortes y
secciones, y diferentes tipos de diseños de ingeniería.
Las normas relativas al dibujo tienen por objeto unificar criterios a fin de
facilitar los trazados gráficos y simplificar la lectura e interpretación de los
dibujos por personas distintas de las que realizaron el dibujo original.
En diversos campos del conocimiento y de la industria es necesario
representar un objeto suministrando todos los datos técnicos de importancia,
hay que mostrar su forma aparente y hacer comprensibles sus partes
interiores mediante un dibujo analítico basado en algunas convenciones que
se exponen a continuación.
Colocación de vistas de los objetos en su posición de empleo o en posición
de fabricación para los que se empleen en cualquier postura.
Se hará uso del menor número posible de vistas (el empleo de los
símbolos de diámetro y cuadrado así como algunas anotaciones
escritas será útil a tal propósito).
Las vistas auxiliares se marcarán indicando la dirección de la vista
con una flecha y una letra.
Las secciones se marcarán con nombres de letras (en planos
divididos en zonas, es conveniente nombrar por la denominación de
donde se realiza la sección). Si se hace un detalle ampliado se
nombrará con una letra diciendo: DETALLE e indicando la escala de
realización del mismo.
64
Requisitos fundamentales
Los dibujos técnicos constituyen una clase específica de comunicación y
deben cumplir con los principios siguientes:
Inequívocos y claros: el dibujo de cualquier objeto debe tener una solo
interpretación. La comprensión y claridad deben ser fáciles para cada
una y todas las personas involucradas.
Completos: un dibujo muestra la representación final de un objeto
destinado a una función específica. Su contenido debe ser completo y
claramente definido para servir a esta función.
Escalados (a escala): los contornos y detalles de una representación
deben ser proporcionales al objeto dibujado. Los valores
dimensionales del objeto representado no deben ser medidos
directamente desde el dibujo.
Reproducidos: un dibujo debe ser claramente legible para obtener la
más alta calidad de reproducción, ya sea por ploteado, fotocopiado o
micro copiado.
Independientes del lenguaje: un dibujo debe ser perfectamente
independiente del lenguaje. La escritura de textos debe ser utilizada
solamente al interior del cuadro de rotulación y/o donde la información
gráfica no pueda ser claramente representada.
Un dibujo de conjunto debe contener una lista de elementos. La lista de
elementos del objeto representado se puede incluir en el dibujo mismo o en
un documento separado
2.6.2. ISO 7083 Dibujos técnicos – Símbolos para las tolerancias
geométricas - Proporciones y medidas
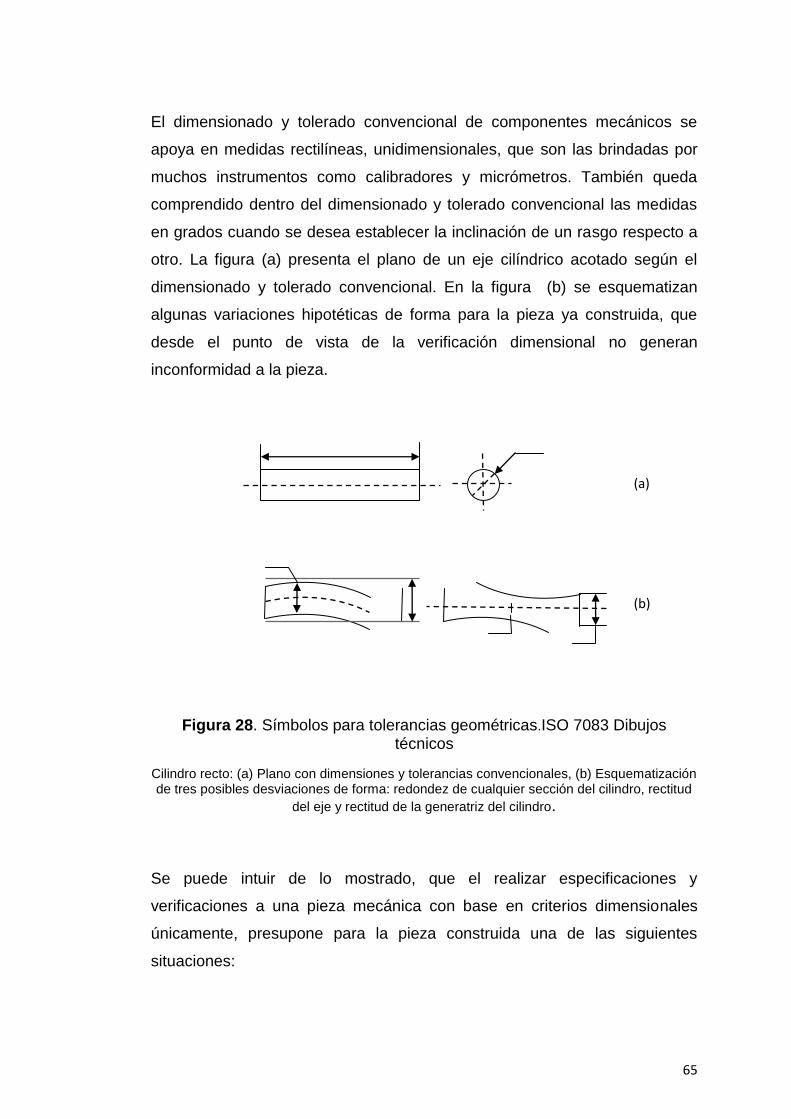
65
El dimensionado y tolerado convencional de componentes mecánicos se
apoya en medidas rectilíneas, unidimensionales, que son las brindadas por
muchos instrumentos como calibradores y micrómetros. También queda
comprendido dentro del dimensionado y tolerado convencional las medidas
en grados cuando se desea establecer la inclinación de un rasgo respecto a
otro. La figura (a) presenta el plano de un eje cilíndrico acotado según el
dimensionado y tolerado convencional. En la figura (b) se esquematizan
algunas variaciones hipotéticas de forma para la pieza ya construida, que
desde el punto de vista de la verificación dimensional no generan
inconformidad a la pieza.
Figura 28. Símbolos para tolerancias geométricas.ISO 7083 Dibujos técnicos
Cilindro recto: (a) Plano con dimensiones y tolerancias convencionales, (b) Esquematización de tres posibles desviaciones de forma: redondez de cualquier sección del cilindro, rectitud
del eje y rectitud de la generatriz del cilindro.
Se puede intuir de lo mostrado, que el realizar especificaciones y
verificaciones a una pieza mecánica con base en criterios dimensionales
únicamente, presupone para la pieza construida una de las siguientes
situaciones:
(a)
(b)
66
Obtención de formas perfectas, ó
Una desviación de forma despreciable entre lo especificado
y lo fabricado.
Ahora bien, se debe tener presente que así como la naturaleza de los
procesos de manufactura y de verificación impiden la obtención de
dimensiones exactas, de manera similar las formas, o mejor, las
características geométricas de una pieza nunca serán perfectas. De otro
lado, el considerar despreciable una desviación geométrica sin siquiera
definir una tolerancia y corroborar su conformidad no resulta ser una práctica
aceptable en empresas de categoría mundial como tampoco para las
proveedoras de éstas.
La anterior situación ha conducido a la necesidad de sustituir el
dimensionado y tolerado convencional por el Dimensionado y Tolerado
Geométrico -DTG- en los dibujos mecánicos, como una manera de
aproximar aún mas lo construido a lo especificado. En la tabla 8 se presenta
las propiedades geométricas básicas que son utilizadas en este lenguaje;
cabe advertir que existen otros conceptos con sus símbolos que le
proporcionan gran versatilidad a esta forma de acotar.
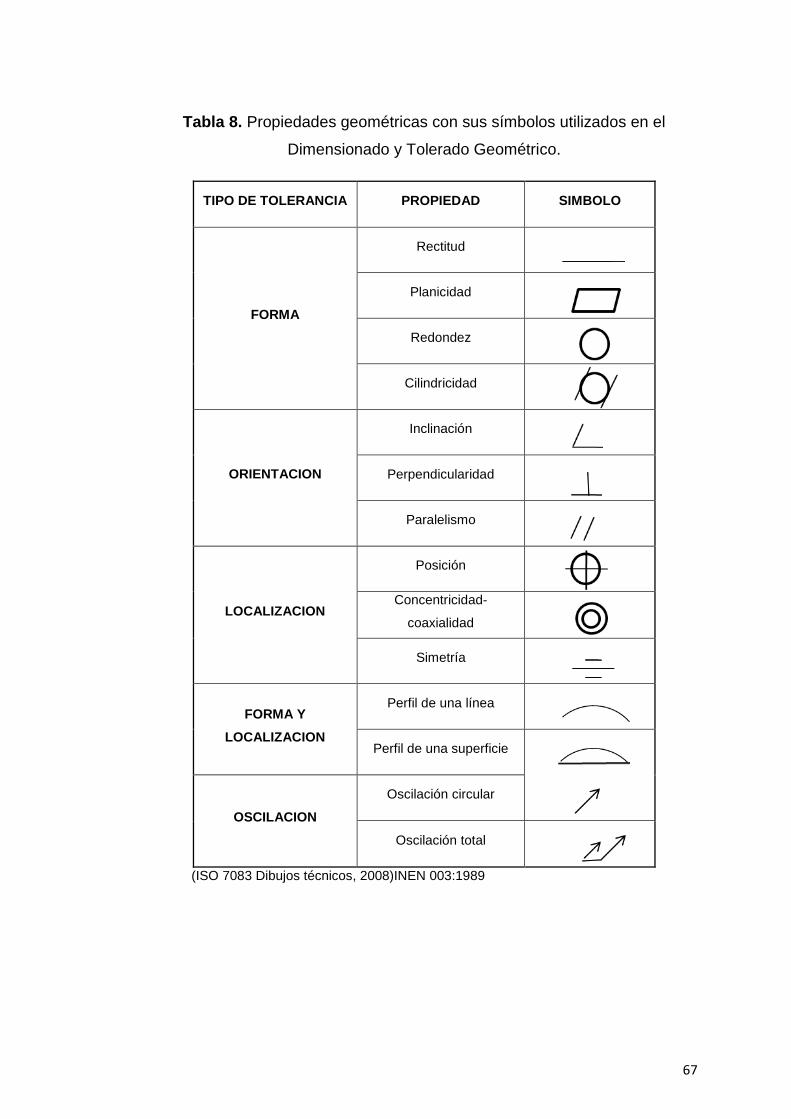
67
Tabla 8. Propiedades geométricas con sus símbolos utilizados en el
Dimensionado y Tolerado Geométrico.
TIPO DE TOLERANCIA PROPIEDAD SIMBOLO
FORMA
Rectitud
Planicidad
Redondez
Cilindricidad
ORIENTACION
Inclinación
Perpendicularidad
Paralelismo
LOCALIZACION
Posición
Concentricidad-
coaxialidad
Simetría
FORMA Y
LOCALIZACION
Perfil de una línea
Perfil de una superficie
OSCILACION
Oscilación circular
Oscilación total
(ISO 7083 Dibujos técnicos, 2008)INEN 003:1989
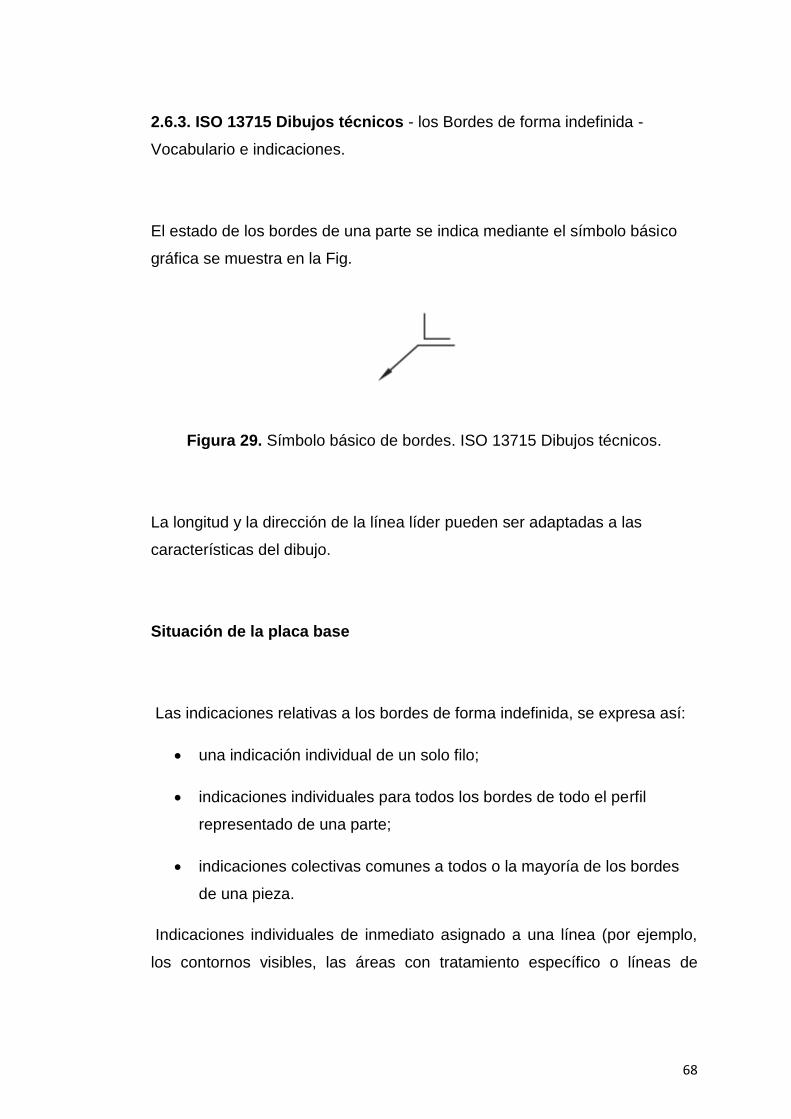
68
2.6.3. ISO 13715 Dibujos técnicos - los Bordes de forma indefinida -
Vocabulario e indicaciones.
El estado de los bordes de una parte se indica mediante el símbolo básico
gráfica se muestra en la Fig.
Figura 29. Símbolo básico de bordes. ISO 13715 Dibujos técnicos.
La longitud y la dirección de la línea líder pueden ser adaptadas a las
características del dibujo.
Situación de la placa base
Las indicaciones relativas a los bordes de forma indefinida, se expresa así:
una indicación individual de un solo filo;
indicaciones individuales para todos los bordes de todo el perfil
representado de una parte;
indicaciones colectivas comunes a todos o la mayoría de los bordes
de una pieza.
Indicaciones individuales de inmediato asignado a una línea (por ejemplo,
los contornos visibles, las áreas con tratamiento específico o líneas de
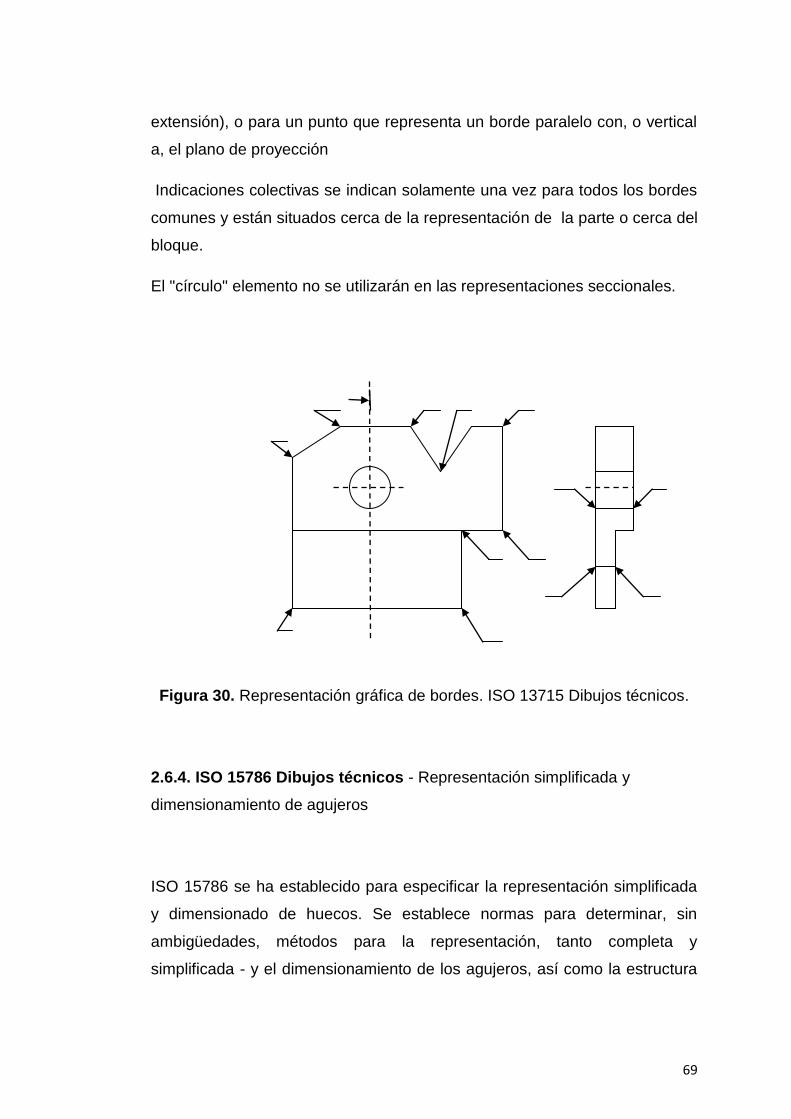
69
extensión), o para un punto que representa un borde paralelo con, o vertical
a, el plano de proyección
Indicaciones colectivas se indican solamente una vez para todos los bordes
comunes y están situados cerca de la representación de la parte o cerca del
bloque.
El "círculo" elemento no se utilizarán en las representaciones seccionales.
Figura 30. Representación gráfica de bordes. ISO 13715 Dibujos técnicos.
2.6.4. ISO 15786 Dibujos técnicos - Representación simplificada y
dimensionamiento de agujeros
ISO 15786 se ha establecido para especificar la representación simplificada
y dimensionado de huecos. Se establece normas para determinar, sin
ambigüedades, métodos para la representación, tanto completa y
simplificada - y el dimensionamiento de los agujeros, así como la estructura
70
y la secuencia de los elementos descriptivos para la representación
simplificada de agujeros.
Simbología también se utiliza para definir las soldaduras. 0El símbolo básico
de "flecha" para definir las soldaduras. Hay tres partes básicas, una línea de
la flecha que apunta a la articulación misma, un símbolo de soldadura y una
línea horizontal de referencia que representa la superficie de la articulación,
el símbolo de soldadura es de una soldadura de filete y sólo hay una
soldadura que está en el lado de la flecha de la articulación. Si hay
soldaduras en ambos lados de la articulación. La línea continua representa
la articulación del lado de la flecha, mientras que la línea de puntos
representa el lado opuesto. Símbolos de soldadura se colocan por encima
de la línea continua y por debajo de la línea de puntos.
2.6.5. ISO 16792 Documentación técnica del producto - Prácticas de los
datos de la definición digital del producto
Por eso la importancia de que en los procesos de diseño y dibujo de planos
técnicos, se tomen en cuenta las normas ISO, que permitirán definir un
estándar, evitando así una redundancia de tiempo en la generación de los
mismos y permitirá que el proceso de compartir planos sea óptimo,
aprovechando parte de los mismos o en su totalidad, para iniciar nuevos
proyectos.
El uso de abreviaturas estándar, tipos de línea, dimensiones, bloques de
títulos y símbolos se asegura de que los dibujos de ingeniería son fáciles de
entender. La Sociedad Americana de Ingenieros Mecánicos (ASME),
Organización Internacional de Normalización (ISO) y el British Standards
Institute (BSI) han publicado guías de práctica estándar de ingeniería de
dibujo.
71
Establecen normas y establecer las bases para el desarrollo de datos de
ingeniería de diseño, gestión de los datos, y utilizar los datos como un
entregable en lugar de dibujos. Tanto en su primera revisión, las normas se
inclinan fuertemente hacia datos de la presentación, la presentación de los
datos de ingeniería en vistas axonométricas y en 3D. Son similares en
alcance y los requisitos. Junto con establecer normas para el PMI y la
presentación de la geometría, las normas ofrecen ejemplos y directrices
establecidas para la asociación lógica de los elementos de datos. El objetivo
es hacer que los datos utilizables para la fabricación, inspección y montaje, y
la revisión de los datos, gestionar las revisiones, y la reutilización de datos.
El futuro debe traer una plena representación semántica de todos los PMI
relevante en CAD, STEP, y otros formatos. Las aplicaciones más aguas
abajo será capaz de importar directamente estos datos sin intervención
humana.
2.7. Criterios de diseño mecánico
El principal elemento del diseño es el cálculo que permite evitar la falla de
los elementos mecánicos, además de participar en garantizar la satisfacción
de la necesidad de acuerdo a su destino de uso al menor costo posible.
Deben considerarse diversos criterios de diseño y teorías en su cálculo, ya
sea con la filosofía de diseño por evolución como por la de innovación.6
2.7.1. Fallas en elementos mecánicos
La clasificación de las causas básicas de falla se consideró como:
6T. M. Reydezel, G. Urriolagoitia-C., T. T. David. (2006). Aplicación y análisis comparativo de los criterios de diseño
mecánico por resistencia a esfuerzos, rigidez y modos de vibración.
72
Errores de diseño debidos a la mala aplicación de los criterios de uso
común.
Defectos internos del material debidos a imperfecciones de cristales y
macrodefectos.
Errores de manufactura debidos a discrepancias especificación–
producto, sobre tolerancias dimensionales, de forma, de posición y de
estado superficial principalmente.
2.7.2. Los criterios principales que se aplican comúnmente en diseño
mecánico son:
Resistencia a esfuerzos
Rigidez
Resistencia al desgaste
Resistencia a las vibraciones
Resistencia térmica
Índice de fiabilidad
Destino de uso y métodos tecnológicos (ergonomía, apariencia,
costos, vida útil, etc.)
2.7.3. Principales teorías de falla correspondientes al criterio de diseño
por resistencia a esfuerzos
Esfuerzos normales principales
Esfuerzo tangencial máximo
Energía máxima de distorsión
En las teorías de falla por esfuerzos el valor de éstos requiere ser evaluados
de inicio, considerando la forma en que se cargan los elementos mecánicos.
73
2.7.4. Modos principales de falla por esfuerzos
La ruptura de elementos mecánicos debida a esfuerzo normal, ocurre por
desgarre del material, mientras que la que se debe a esfuerzo cortante es
por deslizamiento en un plano a 45º del eje del elemento, como se muestra
en la figura 3b; ambos esfuerzos aparecen por ejemplo por la acción de
fuerzas axiales, como se indica en la figura 2, pero el tipo de falla a predecir
dependerá si el material a utilizar es frágil o dúctil, ya que esto define su
mayor o menor capacidad de resistencia al tipo de esfuerzos normal o
cortante.
2.7.5. Consideraciones en la falla por rigidez
El destino de uso del elemento determina sus tolerancias dimensionales, de
forma, de posición y de estado superficial que deberán respetarse en el
diseño, aun cuando los esfuerzos que puedan originarle distorsión sean
inferiores a los esfuerzos admisibles por el material del que esté fabricado
dicho elemento.
2.7.6. Propiedades de los materiales
Los valores de diseño calculados se comparan con las propiedades de los
materiales a utilizar en los elementos, y es aquí donde la creatividad y
sentido común del diseñador, apoyado en reglas básicas, le permite tomar
las decisiones adecuadas; tales propiedades pueden encontrarse en y otras
referencias similares. Así mismo, considerar la influencia que el tipo de
prueba tiene en la caracterización del material.
74
2.8. Soldadura
Se entiende por soldadura de metales a la unión metalúrgica de dos
materiales en estado sólido, realizada mediante el aporte de energía.
La unión metalúrgica se produce cuando los átomos periféricos dedos
sólidos se han acercado lo suficiente como para que exista entre ellos
fuerzas de atracción, que los mantenga fuertemente unidos ,como si fueran
una sola pieza. La rugosidad superficial, las películas de óxido y la Humedad
adsorbida a dichos óxidos, conspiran contra la posibilidad de materializar
una soldadura ideal por simple contacto de dos superficies.7
Soldadura heterogénea. Se efectúa entre materiales de distinta
naturaleza, con o sin metal de aportación: o entre metales iguales,
pero con distinto metal de aportación. Puede ser blanda o fuerte.
Soldadura homogénea. Los materiales que se sueldan y el metal de
aportación, si lo hay, son de la misma naturaleza. Puede ser
oxiacetilénica, eléctrica (por arco voltaico o por resistencia), etc. Si no
hay metal de aportación, las soldaduras homogéneas se denominan
autógenas.
Soldadura blanda: Esta soldadura de tipo heterogéneo se realiza a
temperaturas por debajo de los 400ºC.
El material metálico de aportación más empleado es una aleación de estaño
y plomo, que funde a 230ºC aproximadamente.
7 Acinox, (1997). Ministerio de la industria Sideromecánica y Electrónica, Guía para la selección y conversión de
aceros a otras normas internacionales.
75
Soldadura fuerte: También se llama dura o amarilla. Es similar a la blanda,
pero se alcanzan temperaturas de hasta 800ºC. Como metal de aportación
se suelen usar aleaciones de plata, y estaño (conocida como soldadura de
plata); o de cobre y cinc.
La soldadura por presión: La soldadura en frío es un tipo de soldadura
donde la unión entre los metales se produce sin aportación de calor. Puede
resultar muy útil en aplicaciones en las que sea fundamental no alterar la
estructura o las propiedades de los materiales que se unen. 8
Soldadura oxiacetilénica (con gases al soplete): El calor aportado en este
tipo de soldadura se debe a la reacción de combustión del acetileno (C2H2):
que resulta ser fuertemente exotérmica, pues se alcanzan temperaturas del
orden de los 3500 °C.
Soldadura por arco consiste: El procedimiento de soldadura por arco
consiste en provocar la fusión de los bordes que se desea soldar mediante el
calor intenso desarrollado por un arco eléctrico. Los bordes en fusión de las
piezas y el material fundido que se separa del electrodo se mezclan
íntimamente, formando, al enfriarse, una pieza única, resistente y
homogénea.
Soldadura por arco sumergido: Utiliza un electrodo metálico continuo y
desnudo. El arco se produce entre el alambre y la pieza bajo una capa de
fundente granulado que se va depositando delante del arco. Tras la
soldadura se recoge el fundente que no ha intervenido en la operación.
8Cristóbal de Monroy, Procedimientos de unión: Soldadura Tecnología industrial, I.E.S.
76
Soldadura por arco en atmósfera inerte: Este procedimiento se basa en
aislar el arco y el metal fundido de la atmósfera, mediante un gas inerte
(helio, argón, hidrógeno, anhídrido carbónico, etc.).
Existen varios procedimientos:
Con electrodo refractario (método TIG). El arco salta entre el
electrodo de Wolframio o tungsteno (que no se consume) y la pieza,
el metal de aportación es una varilla sin revestimiento de composición
similar a la del metal base.
Con electrodo consumible (método MIG y MAG). Aquí se sustituye el
electrodo refractario de wolframio por un hilo de alambre continuo y
sin revestimiento que se hace llegar a la pistola junto con el gas.
Según sea el gas así recibe el nombre, (MIG = Metal Inert Gas) o
MAG si utiliza anhídrido carbónico que es más barato.
CAPÍTULO III
78
3. Metodología
Se podría efectuar de la siguiente manera:
Determinar las necesidades del cliente.
Investigar las máquinas para joyas a nivel nacional.
Consultar las propiedades físicas, químicas y mecánicas de la plata.
Determinar los elementos de debían componer la máquina.
Se investigaron las ecuaciones y modelos matemáticos para el
cálculo, diseño y selección de los elementos de la misma.
Se determinaron las demandas de la norma ISO 13849 e ISO TC 10.
Se dimensionaron los componentes con el cumplimiento de las
normas y materiales requeridos de cada uno de ellos, con los
modelos matemáticos apropiados.
Se elaboraron los planos de manera individual, conjunto y planos
eléctricos con los requerimientos.
Costo y valor total de la máquina.
3.1. Empresa
La Joyería “Carlos Ramírez”, es una empresa ya que cumple con las
características de la misma, puesto que es unidad productiva dedicada, en
este caso, a la elaboración de joyas en varios materiales, y organizada para
el desarrollo de las mismas, que por supuesto cumple con una actividad
económica, que se encuentra en el comercio de la ciudad, razón por cual,
dentro de la clasificación de empresas, pertenece al grupo comercial e
industrial, que se dedica a transformar la materia prima en un producto
terminado, a la vez comercializa el producto final.
79
Podemos clasificarla como micro empresa, debido a que su capital
pertenece a la línea personal; el número de trabajadores no excede a 10
personas. Proviene de particulares y no del estado ni de instituciones
financieras, cumple con el pago de impuestos y pertenece a un solo
propietario.
Esta empresa se siente identificada con el minimalismo, manejando esta
tendencia y aplicándola al diseño en joyas.
La decoración externa e interna de uno de sus locales maneja esta
tendencia, siendo ésta la propuesta en lo referente a la imagen corporativa
por parte de la empresa.
Figura 31. Fotografía
Joyería Carlos Ramírez. CC el Bosque, 2008
80
Figura 32. Fotografía
Joyería Carlos Ramírez. CC el Bosque (Paseo el Bosque) ,2008
3.2. Reseña histórica
En el año de 1982, nace una producción artesanal, en materiales como
bronce, cobre, alpaca, combinación de siete metales, pelo de elefante en
modelos precolombinos, realizados a mano, a mediados de la década de los
80’s se dio a conocer en el mercado de la época, cumpliendo así con el
deleite de los gustos más exigentes, sin perder la valorización de su arte y
diseño.
A medida que transcurrió el tiempo se incrementó el taller con amantes del
arte, transmutando la materia en joyas dignas de llevar la firma del
Diseñador Carlos Ramírez, sin olvidar, que se expresaba su vida recorrida
por los países del mundo durante su juventud y su madurez.
La etapa de raciocinio de producción Ramírez se logra después de su
matrimonio con la Sra. María del Carmen Landeta, quien con estudios de
secretariado, contabilidad y empresas sería base fundamental en el
crecimiento de esta marca, logrando la fusión de lo artesanal con lo
intelectual creando los cimientos de la misma.
81
Adquiriendo así su local propio en el Centro Comercial El Bosque siendo la
fuente de su venta directa al público, al pasar alrededor de cuatro años
evolucionaría su técnica a materiales minerales como el oro y la plata,
acompañados de piedras preciosas y semipreciosas.
Esto le ayudaría a incrementar su taller con maquinaria sofisticada, a fin de
brindar mejores acabados a sus diseños, y aprender nuevas técnicas,
técnicas que fueron y son utilizadas en otros países; logrando de esta
manera, que su firma se reconociera a nivel nacional e internacional.
Garantizando sus modelos exclusivos con la utilización de técnicas antes no
conocidas, donde su trabajo se convertía en arte, ofreciendo así a sus
clientes variedad de modelos Precolombinos, Medievales, Clásicos e
Informales. Hasta llegar a la época actual con modelos psicodélicos
extravagantes, destacándose en su perfecto acabado, además, se ofrece
mantenimiento de sus joyas con su respectiva garantía, comprometiéndose
la calidad y buen servicio de la empresa.
El Diseñador Carlos Ramírez clasificó sus diseños lo comercial de lo artístico
inaugurando así su Galería de Arte recopilando los diseños más
representativos de 20 años de trabajo para amantes de la joyería artística.
En el 2004 y así desde ese entonces se ha expandido para innovar con una
nueva línea relacionada al a esta tendencia minimalista, con el cual se
identifica por la facilidad de incrementar nuevas colecciones.
3.3. Descripción de la empresa
La empresa está dedicada a la elaboración de joyas de plata y oro en la
mayoría artesanales ya que son diseños exclusivos, es por ello que no son
hechas a gran escala.
82
El resultado en un producto original, atractivo y de buena calidad ya que se
trabaja con plata de 950.
El diseño y los detalles artesanales son los que constituyes su valor
agregado, es por ello que son joyas de edición limitada.
De igual manera se trabaja con una variedad de materiales, como piedras
preciosas y semi- preciosas, que combinados con la plata y el oro surjan las
necesidades del diseño que se lleva a cabo
3.3.1. Titularidad propietaria de la empresa
La empresa es la unidad económica de producción encargada de combinar
los factores o recursos productivos, trabajo, capital y recursos naturales,
para producir bienes y servicios que después se venden en el mercado, por
lo que el Sr. Carlos Ramírez es el único representante legal.
3.3.2. Logotipo
Figura 33. Logotipo de la empresa. Carlos Ramírez
83
3.4. Filosofía Empresarial
Misión
La elaboración de joyas finas y de alta calidad, tanto en material como en
piedras preciosas con un excelente acabado, manteniendo un estilo
exclusivo e innovador que marcan la diferencia en el mercado; con lo que se
genera una moda y distinción en el mundo de la joyería, puestas a
disposición del público para satisfacer sus necesidades y espectativas.
Visión
La visión de la empresa es llegar a incursionar en el ámbito internacional y
ser reconocida en el mismo manteniendo sus principios y valores.
Incrementar su infraestructura, logrando expandirse a nivel nacional y
obtener el reconocimiento por medio de exposiciones.
Valores
Exclusividad
Contemporaneidad.
Variedad
Satisfacción
84
Objetivos generales
Expresar por medio de una joya fina y de alta calidad una forma de arte y
estilo que este al agrado y buen gusto del público y de esta manera darse a
conocer.
Objetivos específicos
Transformar la materia prima en un producto final que
posteriormente se
comercializará en el mercado.
Acabados de primera calidad digna de una joya.
La más alta calidad de materiales tanto en material como en
piedras preciosas.
La elaboración de las joyas más exclusivas que marcan la
diferencia en el mercado por su innovación en modelos.
Innovación de Modelos.
Exclusividad de Modelos.
Especialidades de la empresa
Joyas elaboradas en oro y plata.
Joyas elaboradas a mano.
85
Joyas artísticas.
Exclusividad de modelos y estilos.
Elaboración de modelos a al gusto.
Diseños para todos los géneros.
Modelos para todas las edades.
Garantía de reparación.
Satisfacción a la cliente.
Mantenimiento.
Calidad.
Beneficios
La elaboración a mano.
Joyas artísticas.
Modelos exclusivos.
Satisfacción del cliente.
Mantenimiento.
Garantía.
Priorización
Joyas exclusivas.
86
Modelos artísticos.
Promesa
Joyas exclusivas, en modelos artísticos.
Entorno Competitivo
La empresa se encuentra en el centro comercial El Bosque, razón por la cual
se considera como competencias a las joyerías aledañas al mismo, que de
cierta manera cumplen con el mismo objetivo la venta de joyas.
Competencia Indirecta
He clasificado como competencia indirecta a la siguiente joyería ya que
cumple con una misma característica de revender el producto, traído de
diferentes lugares y no es muy antigua en el centro comercial.
Competencia Directa
He clasificado a estas joyerías como competencia directa de acuerdo a la
antigüedad de las mismas aunque cabe mencionar que la Joyería Carlos
Ramírez elabora propiamente sus piezas y desde ese punto de vista no
posee competencia directa
La Gema
Joyería Castro
Joyería Rocada
Joyería Quezada
Joyería Terranova
Joyería la Mina
Joyería Argent 2
87
Joyería de los Andes
Joyería Rocamar
Joyería Santino
3.4.1. Productos de la empresa
Como Categoría para dama tanto en plata como en oro
Anillos: Mate, Brillantes Troquelados con o sin piedras.
Aretes Mate, brillantes cincelados, largos cortos con o sin piedras
Collares. Mates, brillantes gruesos delgados, sencillos con o sin
piedras
Pulseras: Mate, brillantes gruesas delgadas, sólidas de eslabones
fofas con o sin piedras
Juegos de aretes, anillos, collar, pulsera con la opción a escoger el número
de piezas o escogerlas por separado en una cantidad de modelos con la
combinación de diferentes técnicas.
Como Categoría para caballeros tanto en plata como en oro
Anillos: Mate, Brillantes Troquelados con o sin piedras.
Pulseras: Mate y brillantes gruesas delgadas, sólidas de eslabones
fofas con o sin piedras
Mancuernas: Mate, Brillantes, gruesas, delgadas sólidas, fofas, con o
sin piedras
Cadenas: De todo las medidas.
88
No podemos olvidar que existe una gran variedad de modelos y mezcla de
técnicas antiguas, y técnicas nuevas, los precios varían según el peso, los
materiales que se usan, el trabajo empleado y la combinación de piedras.
No existe un límite para la creación por lo que los límites de edad y gustos
varían.
3.5. Equipos y herramientas
Autógena (oxigeno/gas) UNIWELD para soldar WH 79
Laminadora Eléctrica CAVELLIN M 100 mm
Laminadora Manual Tres Servicios (1/2 cana, plano, hilo)
Laminadora Manual Tres Servicios 120 mm (1/2 cana, plano, hilo)
Laminadora Manual Textura
Laminadora EléctricaTrifásico solo Plano
Estirador de Hilo
Motor Colgante FOREDOM SR 18000 RPM
Motor Colgante PRO-FLEX 20000 RPM
Motor Colgante VIGOR 18000 RPM
Soplete para suelda de gas USP
Soplete para suelda (oxigeno/gas) 23-1001 C
Motor para Devastar de lija y goma DEWALK 756
Motor para Pulir y Lapa con Extractor de Polvo ARBE SL-400
89
Motor para Pulir con Extractor de Polvo ARBE SF-1.0
Motor Esmeril KRONES MD-125
Supersonic 30 RAMANOFT
Sten HOFFMAN JEL-3
Soporte para Taladro DREMEL MULTIPRO 212
Prensa Troquel de Mano para segurador de aretes
Mini Horno TOP-LIN
Tómbola para Amasado
CASTING
Inyector de Cera CAVELLIN
Horno para quemado de Cilindros PRO-DRAFT 22-R6
Vacuum y Succionador de Cilindros ARBE 92403-10
Centrifuga VIGOR CA-1030
Autógena (oxigeno/gas) UNIWELD para soldar WH 79 (Casting)
Vulcanizador de Matrices
Talladoras de Piedras Dos Discos
Cortadora de Piedras
Electro Plater VIGOR PM 260 A
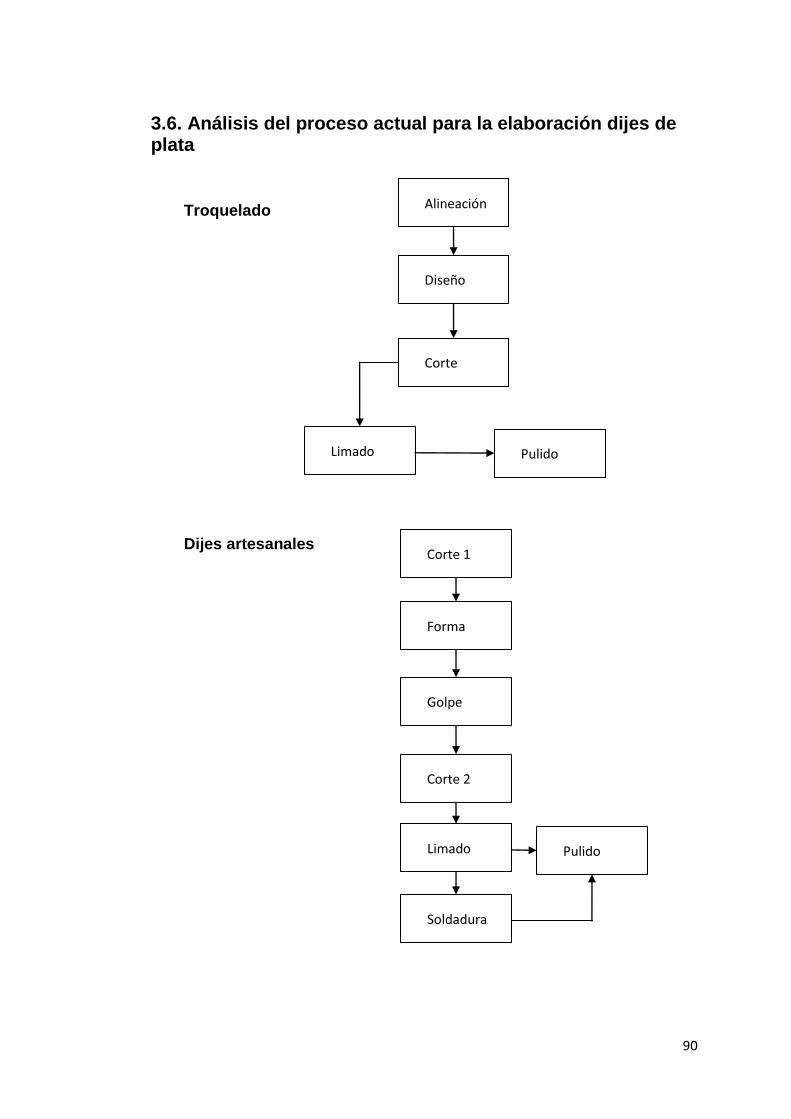
90
3.6. Análisis del proceso actual para la elaboración dijes de plata
Alineación
Limado
Diseño
Corte
Pulido
Corte 1
Forma
Golpe
Corte 2
Limado Pulido
Soldadura
Troquelado
manual
Dijes artesanales
91
El tiempo aproximado para la elaboración de dijes de plata es de 8 horas por
cada pieza dependiendo del diseño de la misma, esto se debe a que el
procedimiento es manual y artesanal.
Bajo el sistema actual de producción, el proceso implica la realización de dos
etapas, troquelado y acabados, siendo la duración de cada una de estas
etapas de aproximadamente 4 horas.
Para la fabricación de cada nuevo diseño debe realizarse un troquel distinto,
es así que para contar con un diseño exclusivo solicitado bajo las
especificaciones de un cliente particular, implica la realización de un troquel
que no volverá a ser utilizado, es por tal motivo que el orfebre requiere
reducir este tiempo que puede ser considerado un desperdicio, el cual
pudiera ser utilizado para incrementar la producción. Cabe manifestar que
este trabajo, además de la pérdida de tiempo, es causante de cansancio
físico y mental para el operario.
Adicionalmente el trabajo artesanal es fuente de desperdicio de material
debido a que al ser golpeado manualmente puede ocasionarse una
deformación en la placa lo cual genera daños que pueden ser reparables
durante la actividad, o deberán realizarse un reproceso de toda la pieza,
incluido la fundición del metal, como es en el caso de rotura de la lámina,
situación que suele presentarse comúnmente.
Por tanto dentro de las necesidades del cliente se ha determinado las
siguientes:
Reducir el tiempo en la fabricación por cada dije
Reducir el desperdicio de material ya que se puede mejorar la
distribución del mismo.
Disminuir el desgaste físico del recurso humano ya que para la
elaboración se requiere de mucho trabajo manual.
92
De acuerdo a la solicitud del cliente, cumpliendo con sus requisitos y sus
necesidades contiene las siguientes características:
Máquina tipo C, pieza excéntrica, sencilla y práctica al momento de
utilizar. Permite obtener un movimiento giratorio continuo a partir de
uno oscilante, o también, obtener un movimiento oscilante a partir de
uno giratorio continuo.
Que realice estampado en frio, ya que el orfebre puede fabricar los
dijes en cualquier momento de la jornada laboral sin la necesidad de
tratar el material. Este tipo de máquina permite obtener piezas de
relieve.
Utilización inmediata sin requerir puesta a punto (calibración de la
máquina antes del trabajo).
CAPÍTULO IV
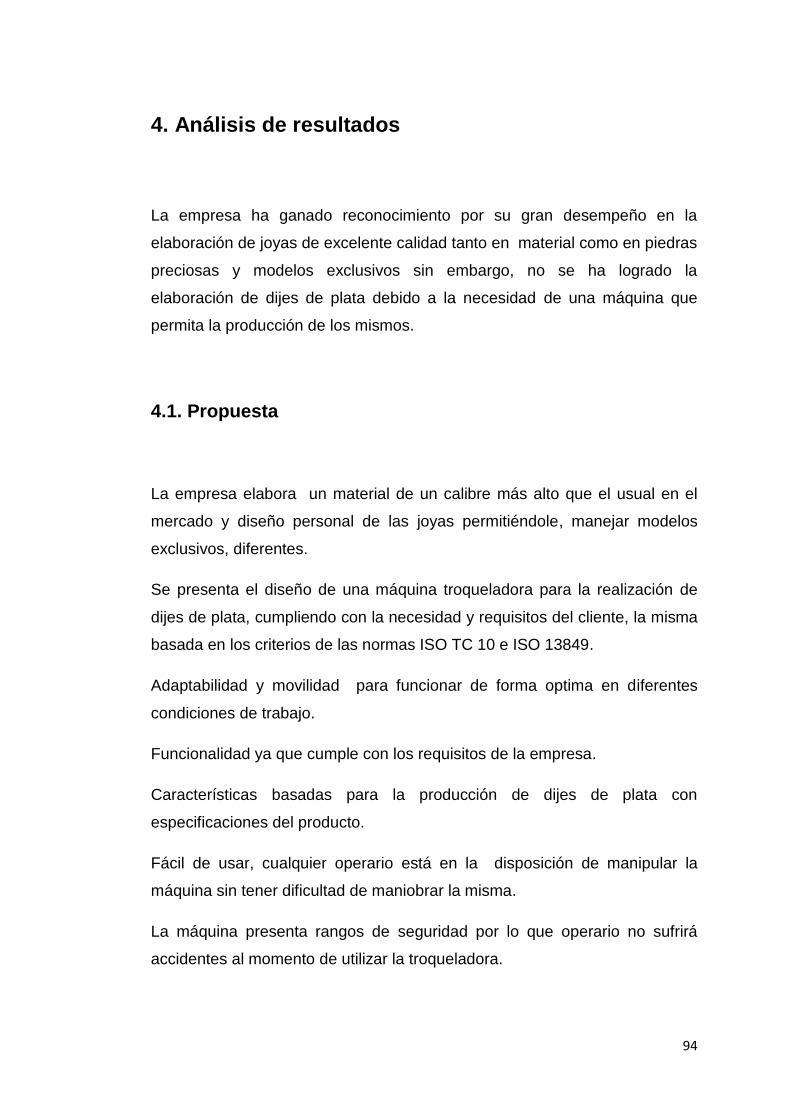
94
4. Análisis de resultados
La empresa ha ganado reconocimiento por su gran desempeño en la
elaboración de joyas de excelente calidad tanto en material como en piedras
preciosas y modelos exclusivos sin embargo, no se ha logrado la
elaboración de dijes de plata debido a la necesidad de una máquina que
permita la producción de los mismos.
4.1. Propuesta
La empresa elabora un material de un calibre más alto que el usual en el
mercado y diseño personal de las joyas permitiéndole, manejar modelos
exclusivos, diferentes.
Se presenta el diseño de una máquina troqueladora para la realización de
dijes de plata, cumpliendo con la necesidad y requisitos del cliente, la misma
basada en los criterios de las normas ISO TC 10 e ISO 13849.
Adaptabilidad y movilidad para funcionar de forma optima en diferentes
condiciones de trabajo.
Funcionalidad ya que cumple con los requisitos de la empresa.
Características basadas para la producción de dijes de plata con
especificaciones del producto.
Fácil de usar, cualquier operario está en la disposición de manipular la
máquina sin tener dificultad de maniobrar la misma.
La máquina presenta rangos de seguridad por lo que operario no sufrirá
accidentes al momento de utilizar la troqueladora.
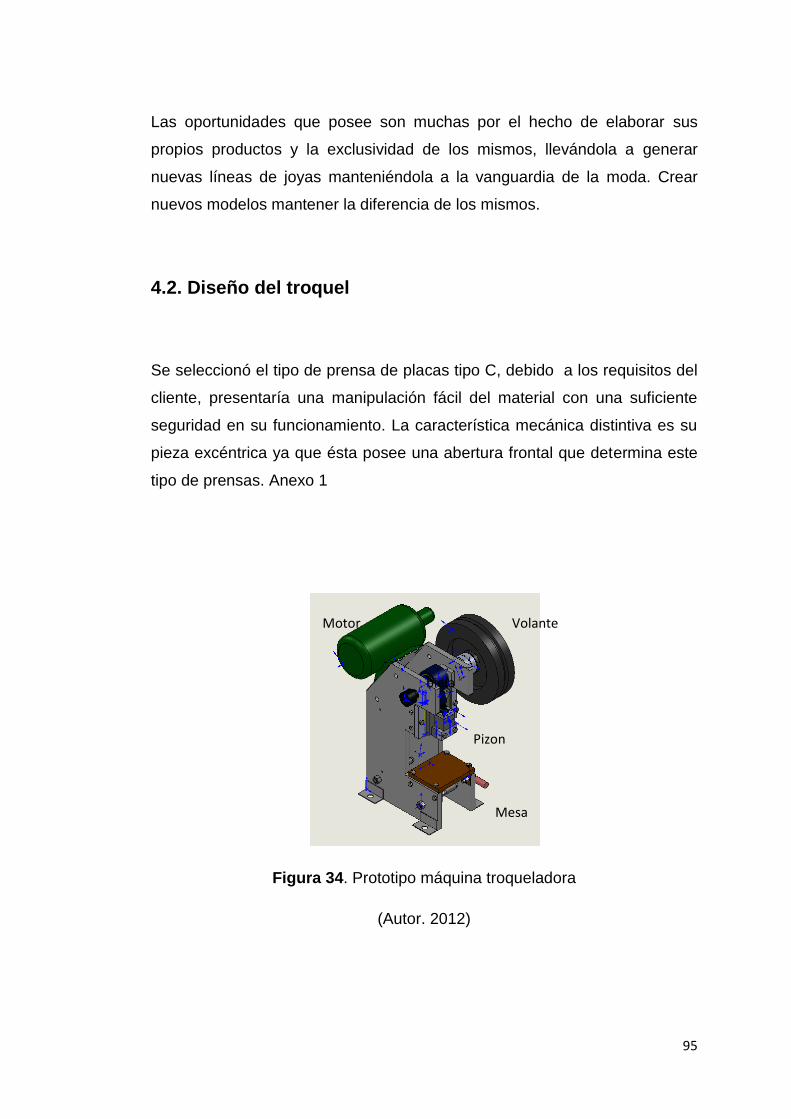
95
Las oportunidades que posee son muchas por el hecho de elaborar sus
propios productos y la exclusividad de los mismos, llevándola a generar
nuevas líneas de joyas manteniéndola a la vanguardia de la moda. Crear
nuevos modelos mantener la diferencia de los mismos.
4.2. Diseño del troquel
Se seleccionó el tipo de prensa de placas tipo C, debido a los requisitos del
cliente, presentaría una manipulación fácil del material con una suficiente
seguridad en su funcionamiento. La característica mecánica distintiva es su
pieza excéntrica ya que ésta posee una abertura frontal que determina este
tipo de prensas. Anexo 1
Figura 34. Prototipo máquina troqueladora
(Autor. 2012)
Volante
Mesa
Motor
Pizon
biela
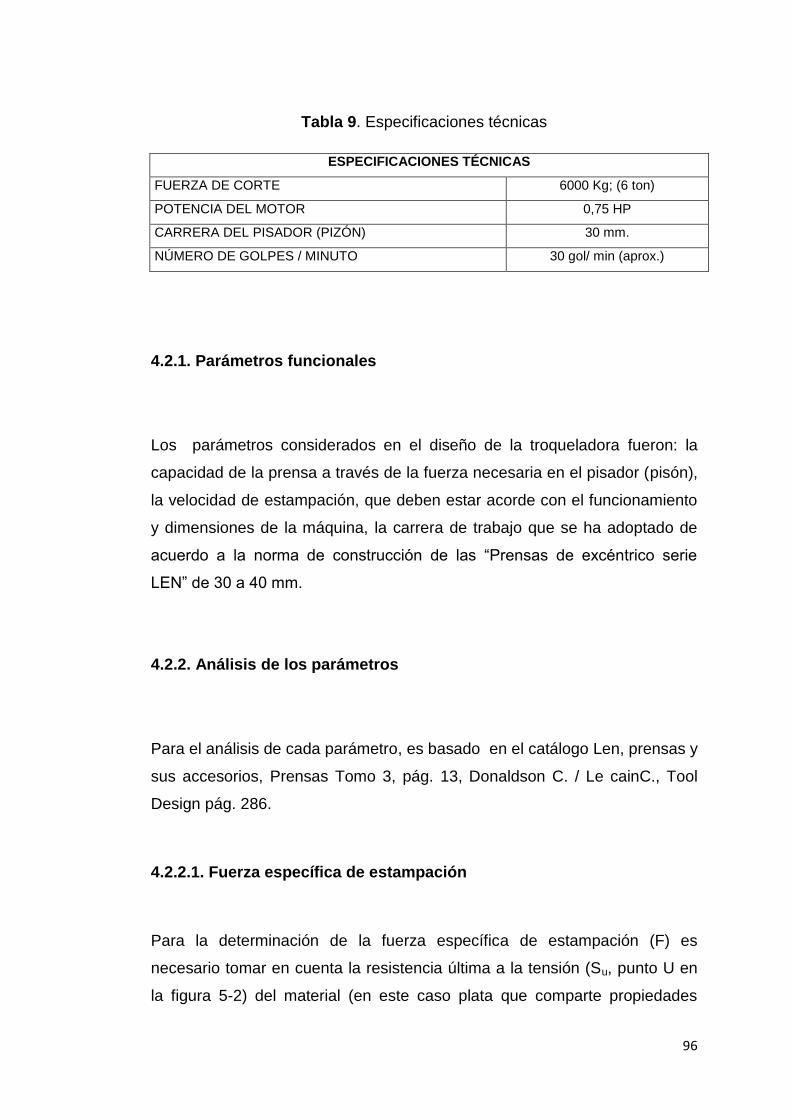
96
Tabla 9. Especificaciones técnicas
ESPECIFICACIONES TÉCNICAS
FUERZA DE CORTE 6000 Kg; (6 ton)
POTENCIA DEL MOTOR 0,75 HP
CARRERA DEL PISADOR (PIZÓN) 30 mm.
NÚMERO DE GOLPES / MINUTO 30 gol/ min (aprox.)
4.2.1. Parámetros funcionales
Los parámetros considerados en el diseño de la troqueladora fueron: la
capacidad de la prensa a través de la fuerza necesaria en el pisador (pisón),
la velocidad de estampación, que deben estar acorde con el funcionamiento
y dimensiones de la máquina, la carrera de trabajo que se ha adoptado de
acuerdo a la norma de construcción de las “Prensas de excéntrico serie
LEN” de 30 a 40 mm.
4.2.2. Análisis de los parámetros
Para el análisis de cada parámetro, es basado en el catálogo Len, prensas y
sus accesorios, Prensas Tomo 3, pág. 13, Donaldson C. / Le cainC., Tool
Design pág. 286.
4.2.2.1. Fuerza específica de estampación
Para la determinación de la fuerza específica de estampación (F) es
necesario tomar en cuenta la resistencia última a la tensión (Su, punto U en
la figura 5-2) del material (en este caso plata que comparte propiedades
97
similares con la aleación de aluminio 355-T6), mostrado en Tabla at 3
propiedades típicas de algunos materiales no ferrosos, anexo 2.
Figura 35. Diagrama esfuerzo-deformacion obtenido a partir del ensayo normal a
la tension de un material ductil. El punto P indica el limite proporcional; E, el limite elastico Y, la resistencia de fluencia convencional determinada por corrimiento
paralelo (offset) segun la deformacion seleccionada OA; U; la resisstencia ultima o maxima, y F, el esfuerzo de fractura o ruptura.
La presión necesaria que se tiene en el punzón depende: tanto del tipo de
material como del área transversal a deformar (estampar) y conjuntamente
con éstos el porcentaje de penetración del punzón en el material.
Figura 36. Penetración del punzón en el material
(Autor. 2012)
L
q t
PUNZON
CHAPA
X
pt
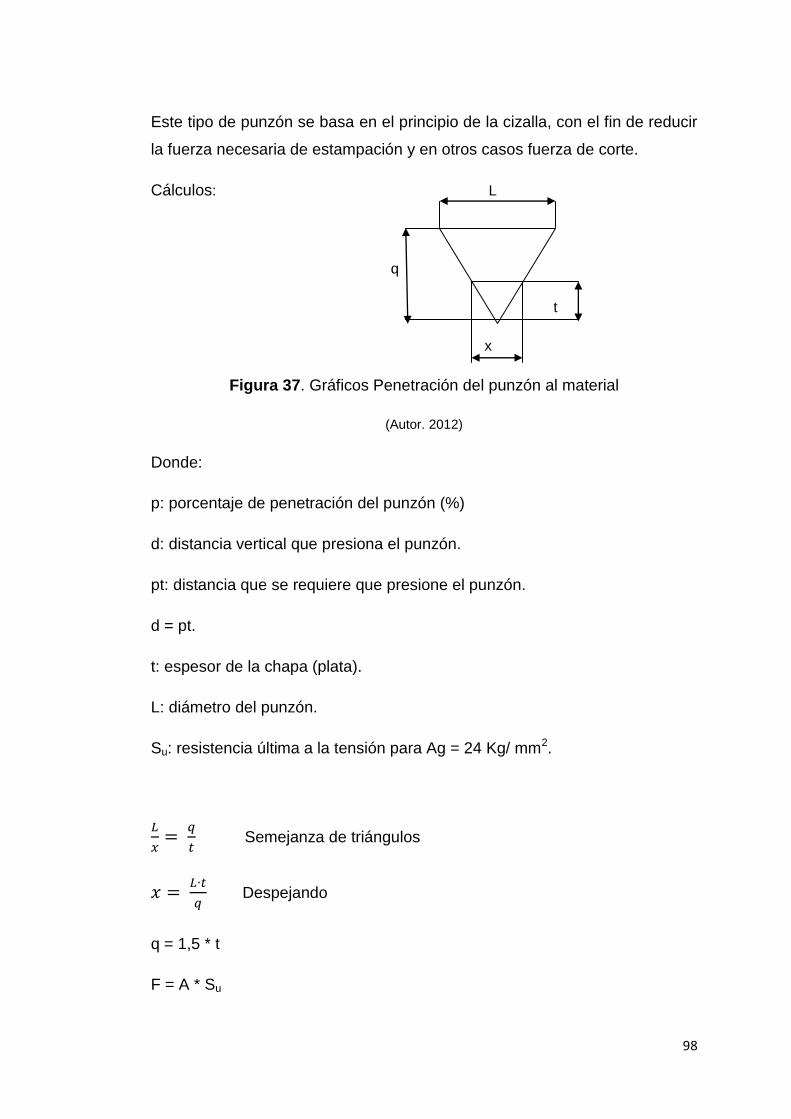
98
Este tipo de punzón se basa en el principio de la cizalla, con el fin de reducir
la fuerza necesaria de estampación y en otros casos fuerza de corte.
Cálculos: L
q
t
x
Figura 37. Gráficos Penetración del punzón al material
(Autor. 2012)
Donde:
p: porcentaje de penetración del punzón (%)
d: distancia vertical que presiona el punzón.
pt: distancia que se requiere que presione el punzón.
d = pt.
t: espesor de la chapa (plata).
L: diámetro del punzón.
Su: resistencia última a la tensión para Ag = 24 Kg/ mm2.
Semejanza de triángulos
Despejando
q = 1,5 * t
F = A * Su
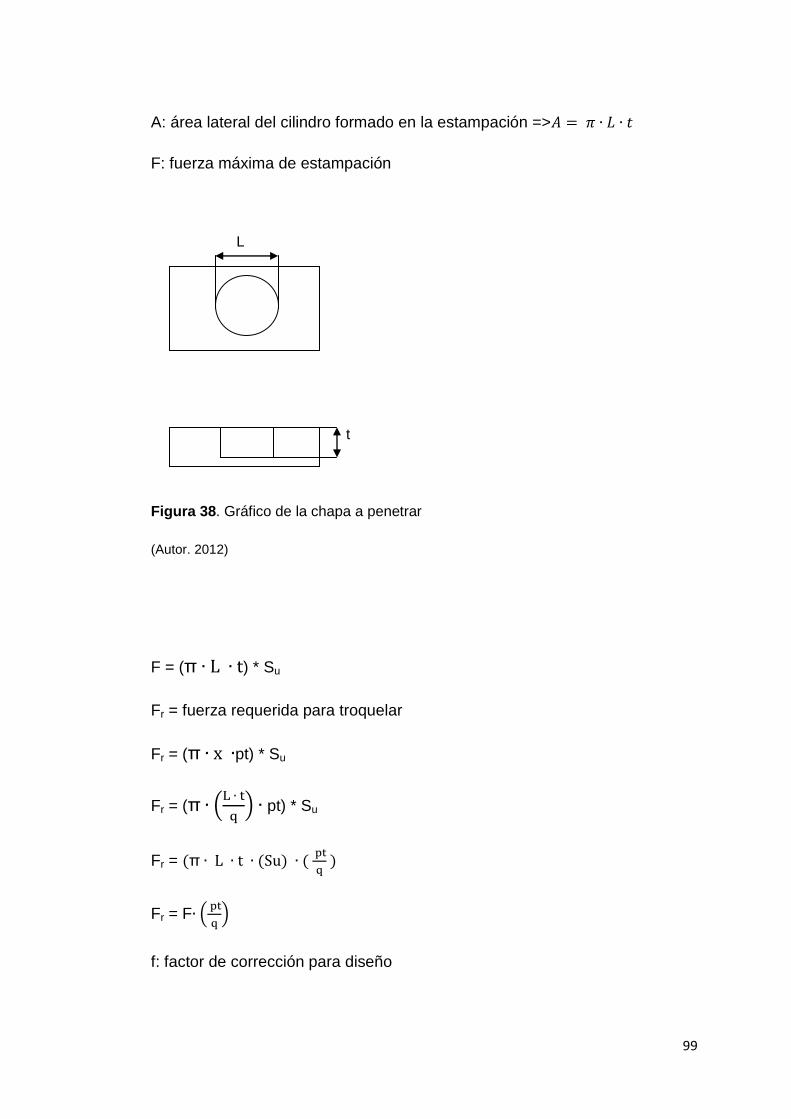
99
A: área lateral del cilindro formado en la estampación =>
F: fuerza máxima de estampación
L
t
Figura 38. Gráfico de la chapa a penetrar
(Autor. 2012)
F = ( ) * Su
Fr = fuerza requerida para troquelar
Fr = ( pt) * Su
Fr = (
pt) * Su
Fr =
Fr = F
f: factor de corrección para diseño
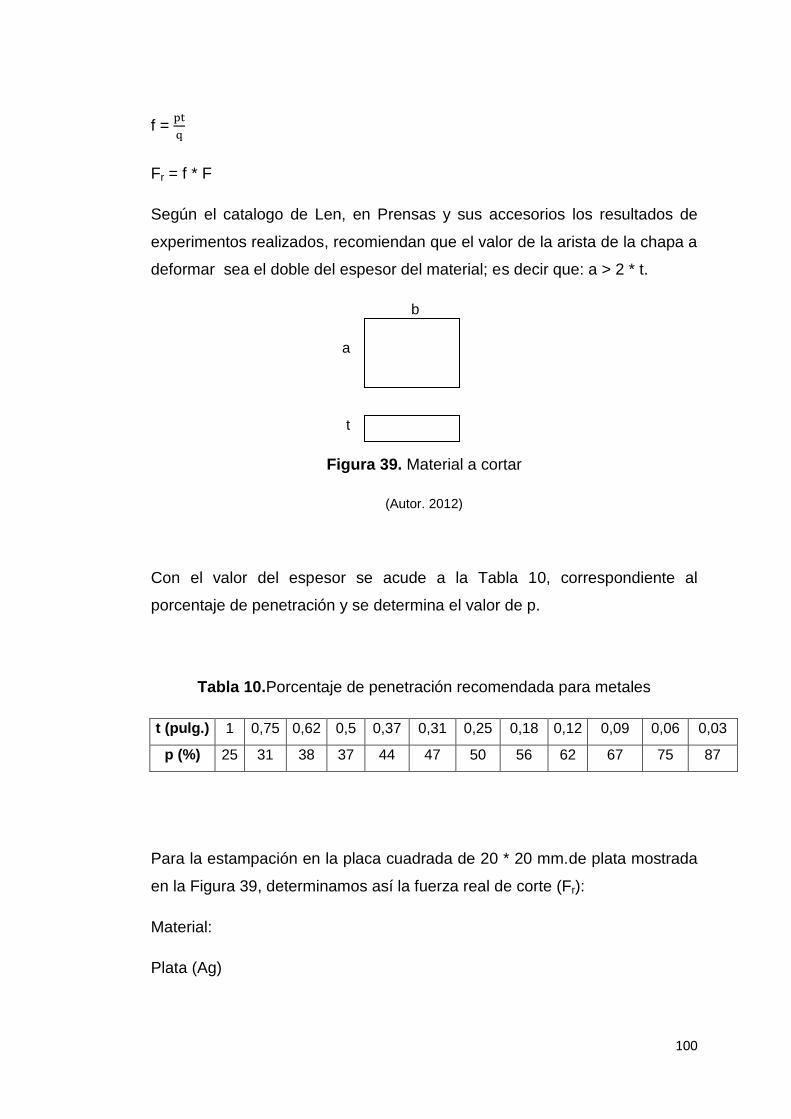
100
f =
Fr = f * F
Según el catalogo de Len, en Prensas y sus accesorios los resultados de
experimentos realizados, recomiendan que el valor de la arista de la chapa a
deformar sea el doble del espesor del material; es decir que: a > 2 * t.
b
a
t
Figura 39. Material a cortar
(Autor. 2012)
Con el valor del espesor se acude a la Tabla 10, correspondiente al
porcentaje de penetración y se determina el valor de p.
Tabla 10.Porcentaje de penetración recomendada para metales
t (pulg.) 1 0,75 0,62 0,5 0,37 0,31 0,25 0,18 0,12 0,09 0,06 0,03
p (%) 25 31 38 37 44 47 50 56 62 67 75 87
Para la estampación en la placa cuadrada de 20 * 20 mm.de plata mostrada
en la Figura 39, determinamos así la fuerza real de corte (Fr):
Material:
Plata (Ag)
101
Su = 24 Kg/ mm2
a = b = 20 mm.
t = 1,5 mm. 0.06 pulgadas.
A = 2 * (a + b) * t
A = 2 * (20+20) * 1,5 = 120 mm2
F = A * Su
F = 120 * 24 = 2880 Kg
q = 1,5 * t = 1,5 * 1,5 = 2,25 mm.
p = 75 % de acuerdo a la Tabla 10
f =
=
= 0.5
Fr = f * F
Fr = 0.5 * 2880 = 1440 Kg. 2 ton.
La fuerza necesaria para estampar la chapa de plata es de
aproximadamente 2 toneladas, pero de acuerdo a sus requerimientos (6
toneladas) y debido a que la máquina no puede estar trabajando
constantemente en el límite de su capacidad, es fundamental y
recomendable considerar su diseño para una mayor fuerza (6 toneladas),
con esto se garantizará el alargamiento de la vida útil de la máquina y su
correcto desempeño.
102
4.2.2.2. Velocidad de corte
La velocidad a la que se moverán las matrices en esta prensa es elevada,
de ahí se derivará la velocidad de la corredera (generalmente en pies/ min),
al momento de troquelar. Según bibliografía, los golpes/ min. a los cuales
trabajan estas máquinas, tienen un rango para su funcionamiento adecuado
(175 – 225 rpm) para un diámetro de volante de 400 mm.
En el diseño se redujo el diámetro del volante de inercia para obtener mayor
velocidad angular en el mismo (300 rpm), con el propósito de obtener la
energía recomendada para troquelar.
4.2.2.3. Carrera de trabajo.
Según catálogos de prensas de excéntrica, la carrera máxima de trabajo
recomendada es de 50 mm. puesto que una mayor carrera ocasionaría el
peligro del colapso de la prensa reflejada en mucha vibración de la máquina
y una menor carrera obviamente ocasionará pérdidas de energía acumulada.
Por lo que se estimo un valor promedio y exacto de 30 mm. para el diseño,
lo cual permita tener un rango alto de seguridad, y de aquí se derivará la
excentricidad para la máquina de 15 mm., valores que se utilizo para diseñar
la prensa.
4.3. Diseño y selección de los elementos
Se contemplarán todos los aspectos de cada parte y, así mismo se analizará
los materiales de sus componentes para poder maximizar así la vida de la
máquina
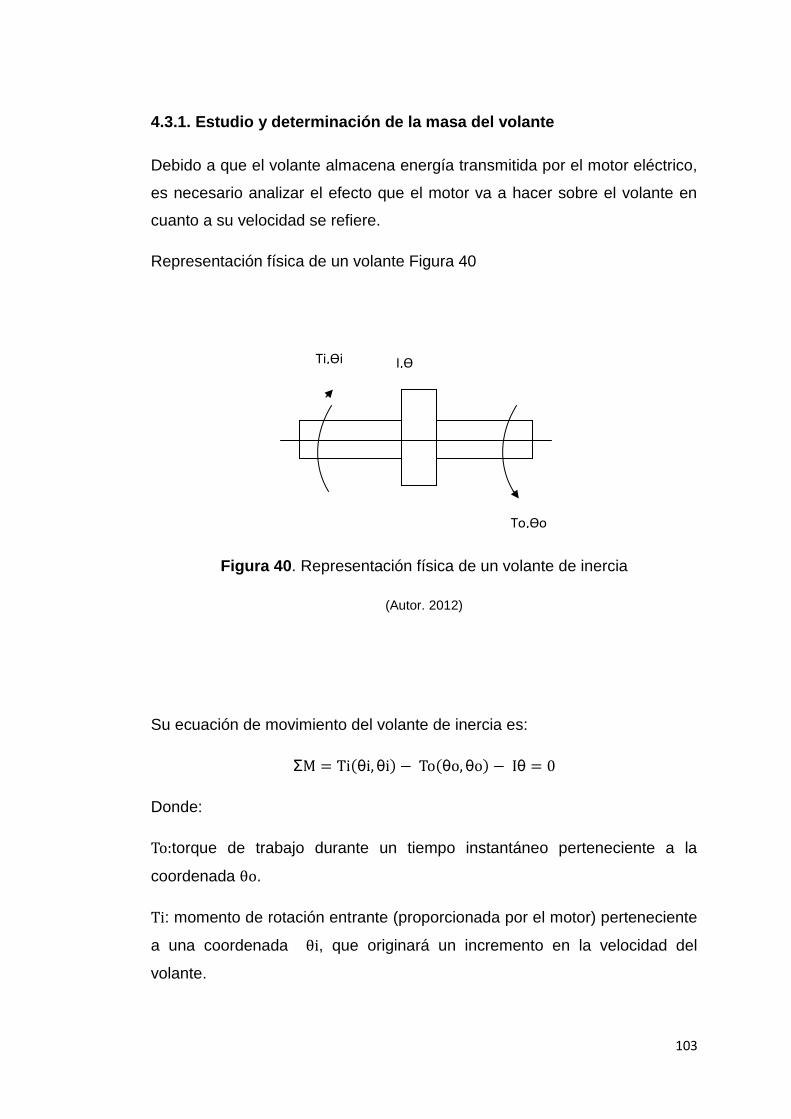
103
4.3.1. Estudio y determinación de la masa del volante
Debido a que el volante almacena energía transmitida por el motor eléctrico,
es necesario analizar el efecto que el motor va a hacer sobre el volante en
cuanto a su velocidad se refiere.
Representación física de un volante Figura 40
Figura 40. Representación física de un volante de inercia
(Autor. 2012)
Su ecuación de movimiento del volante de inercia es:
Donde:
torque de trabajo durante un tiempo instantáneo perteneciente a la
coordenada .
: momento de rotación entrante (proporcionada por el motor) perteneciente
a una coordenada , que originará un incremento en la velocidad del
volante.
Ti,Ɵi I,Ɵ
To,Ɵo
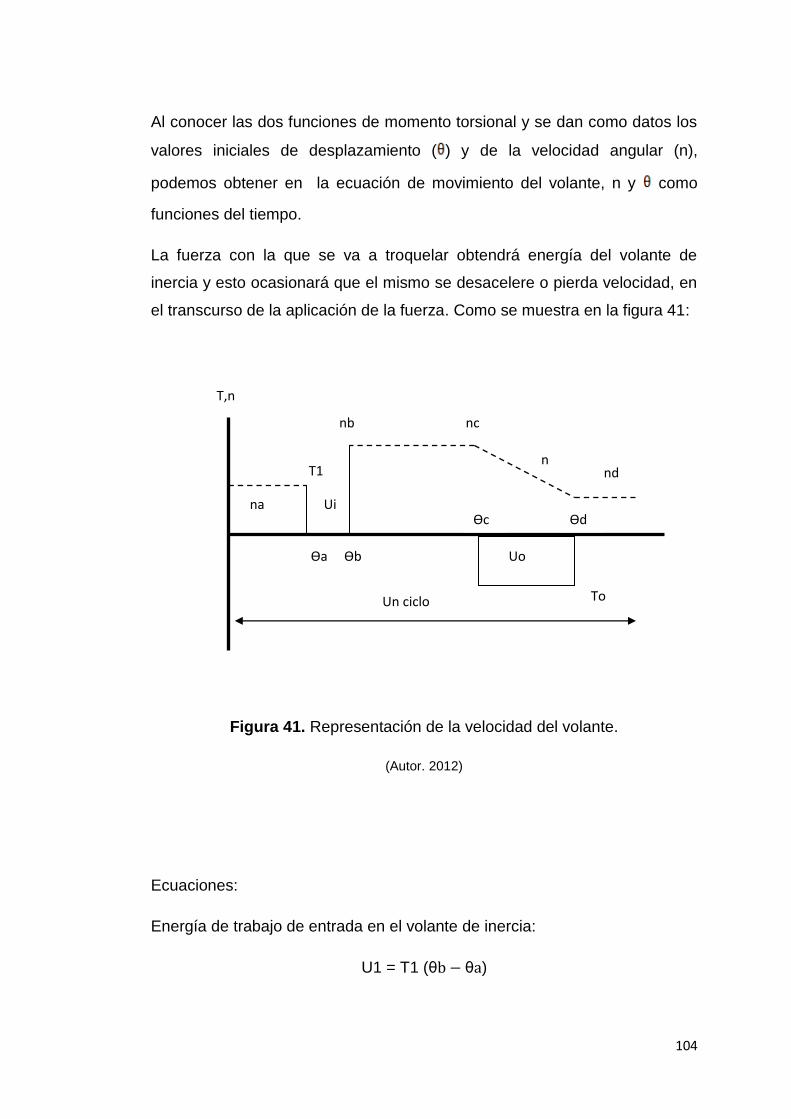
104
Al conocer las dos funciones de momento torsional y se dan como datos los
valores iniciales de desplazamiento ( ) y de la velocidad angular (n),
podemos obtener en la ecuación de movimiento del volante, n y como
funciones del tiempo.
La fuerza con la que se va a troquelar obtendrá energía del volante de
inercia y esto ocasionará que el mismo se desacelere o pierda velocidad, en
el transcurso de la aplicación de la fuerza. Como se muestra en la figura 41:
Figura 41. Representación de la velocidad del volante.
(Autor. 2012)
Ecuaciones:
Energía de trabajo de entrada en el volante de inercia:
U1 = T1 ( )
Ɵa Ɵb
na
T,n
nb
To
nc
n nd
Ɵc Ɵd
Uo
Un ciclo
Ui
T1
105
Energía de trabajo de salida del volante de inercia:
Uo = To ( )
Conservación de energía:
Ec- Ed = ½ I (nc2 – nd2)
De la figura se sabe que, la velocidad del motor y del eje varía de nc a nd
mientras se está aplicando la carga, en donde la bibliografía recomienda que
se tome una variación de carga del 10%, con una velocidad acordada de 300
rpm., por lo que un coeficiente de fluctuación de velocidad (Cs) es:
Cs = (nc-nd)/n’
Donde:
Cs: coeficiente de fluctuación
n’: (nc+nd)/2
n: velocidad promedio
J = (w * r12)/ (2*g)
J: momento de inercia en el volante
w: peso del volante
r1: radio del volante
g: gravedad
Reemplazando en la conservación de energía:
Ec- Ed = Cs * J * (n´)2
Ec- Ed = [w*(r1)2 (nc2 – nd2)/ (4*g)]
Ésta variación de energía también es igual al trabajo que realiza la prensa
para una fuerza (F) a lo largo de una distancia (d):
106
Ec- Ed = F * d
Despejando el peso (w):
w = [4*g*F*d]/[r12*(nc2-nd2)]
Donde:
F: 6000 Kgf o 6 toneladas; fuerza estampación
g: 0,0098 mm/s2; gravedad
d: 0.8 mm; espesor del material
r1: 150 mm; radio del volante
nc = 300 rpm
nv = 31.416 rad/s
nc = nv: velocidad nominal
nd = 243 rpm = 25.446 rad/s; velocidad mínima
n’ = 270 rpm = 28.274 rad/s; velocidad promedio
w = 20.53 (Kgf)
Recomendable aumentar un 20% a 30 % más del valor para mayor
seguridad:
W = 24,63 (Kg) (20%)
Espesor del volante (disco):
V = m/ = *r12*e
e = m/ ( *r12* acero)
acero = 7.72 E -6 (Kg/mm3)
m: masa del volante

107
V: volumen del volante
e: espesor del volante
e = 45 mm.
Al diseñar el volante para la construcción es mejor no concentrar la masa en
el centro del mismo, porque eso no va a facilitar para el almacenamiento de
energía cinética; el diseño estándar de volantes de inercia (diseñado en los
planos).
Inercia del volante:
V1 = 6*5* (r1)2 = 4,6 E 6 mm3
m1 = v1 = 35,43 Kg.
r1 = 150 mm.
J1 = (m1*r12)/ (2) = 0.399 Kg – m2
V2 = 2*5* *(r2)2 = 7.088 E 3 mm3
m2 = V2 = 5,47 Kg.
r2 = 950 mm.
J2 = (m2* r22)/ (2) = 0.025 Kg – m2
Jv = J1 – 2J2 = 0.35 Kg – m2
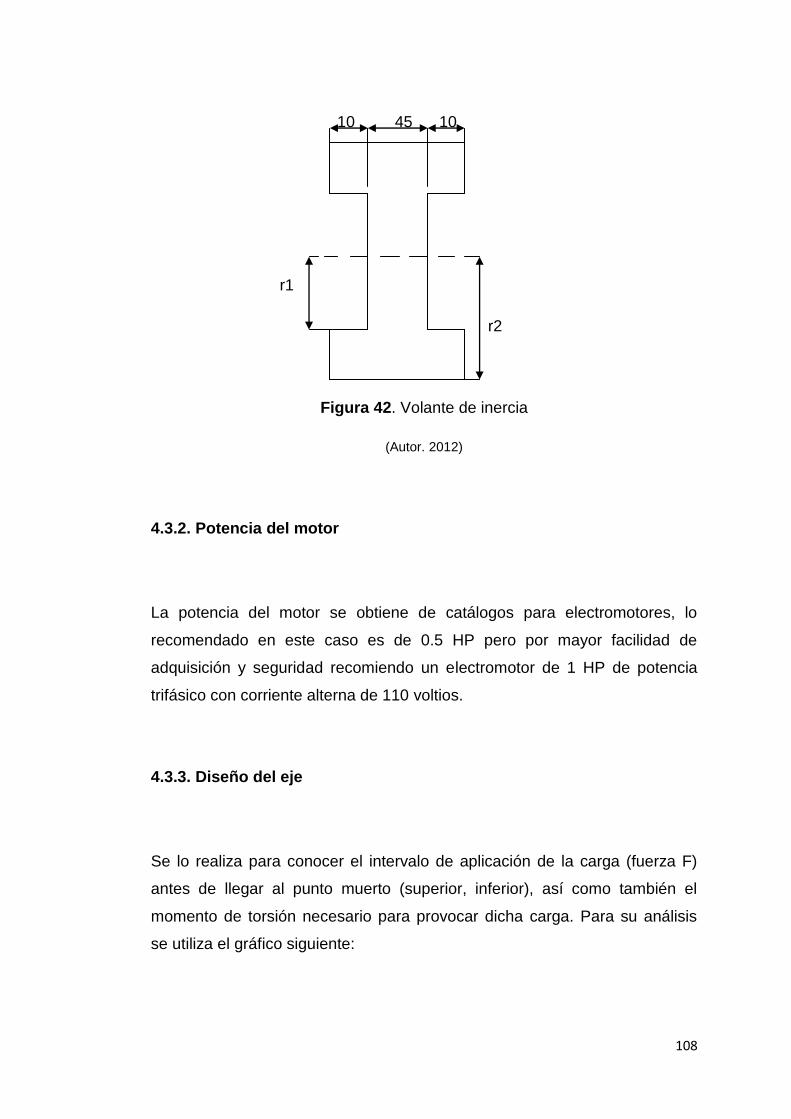
108
10 45 10
r1
r2
Figura 42. Volante de inercia
(Autor. 2012)
4.3.2. Potencia del motor
La potencia del motor se obtiene de catálogos para electromotores, lo
recomendado en este caso es de 0.5 HP pero por mayor facilidad de
adquisición y seguridad recomiendo un electromotor de 1 HP de potencia
trifásico con corriente alterna de 110 voltios.
4.3.3. Diseño del eje
Se lo realiza para conocer el intervalo de aplicación de la carga (fuerza F)
antes de llegar al punto muerto (superior, inferior), así como también el
momento de torsión necesario para provocar dicha carga. Para su análisis
se utiliza el gráfico siguiente:
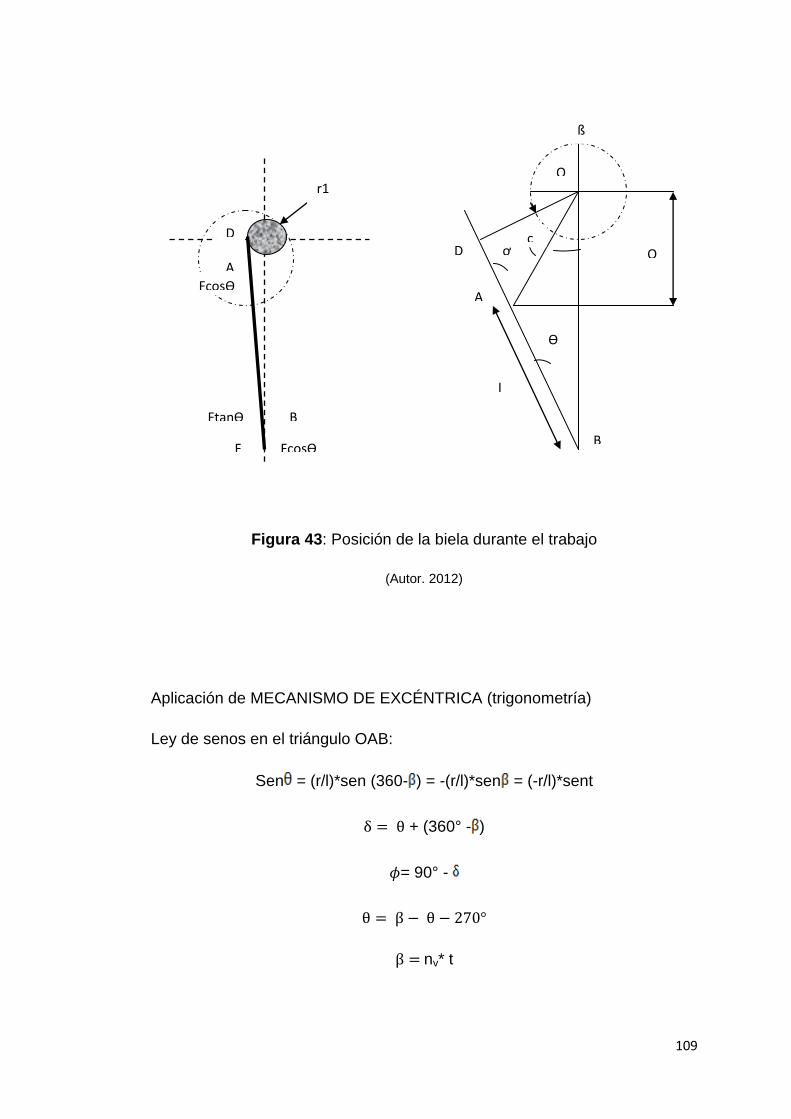
109
Figura 43: Posición de la biela durante el trabajo
(Autor. 2012)
Aplicación de MECANISMO DE EXCÉNTRICA (trigonometría)
Ley de senos en el triángulo OAB:
Sen = (r/l)*sen (360- ) = -(r/l)*sen = (-r/l)*sent
+ (360° - )
= 90° -
nv* t
D
r1
A
FcosƟ
O
c ơ D
A
I
B
Ɵ
ß
O
FtanƟ
FcosƟ
B
F
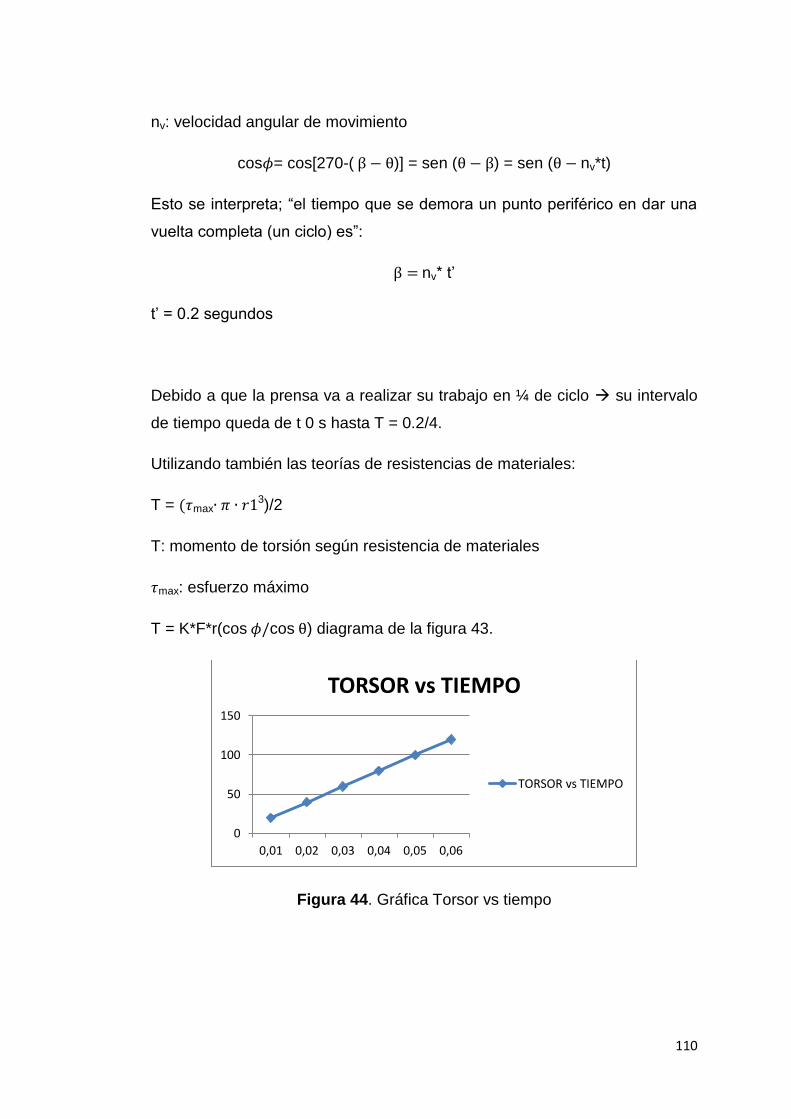
110
nv: velocidad angular de movimiento
cos = cos[270-( )] = sen ( ) = sen ( nv*t)
Esto se interpreta; “el tiempo que se demora un punto periférico en dar una
vuelta completa (un ciclo) es”:
nv* t’
t’ = 0.2 segundos
Debido a que la prensa va a realizar su trabajo en ¼ de ciclo su intervalo
de tiempo queda de t 0 s hasta T = 0.2/4.
Utilizando también las teorías de resistencias de materiales:
T = max 3)/2
T: momento de torsión según resistencia de materiales
max: esfuerzo máximo
T = K*F*r(cos cos ) diagrama de la figura 43.
Figura 44. Gráfica Torsor vs tiempo
0
50
100
150
0,01 0,02 0,03 0,04 0,05 0,06
TORSOR vs TIEMPO
TORSOR vs TIEMPO
111
K*F*r(cos cos ) = max 3
Función trigonométrica (cos cos ):
max 3 =
K = 1.5; factor de servicio (recomendado para esta ecuación)
F = 6000 Kg.; fuerza de trabajo de la prensa
r = 15 mm.; brazo de excentricidad
l = = 105 mm.; longitud aproximadamente de la biela
nv = 300 rpm.; 31.416 rad/s velocidad angular del volante
Material recomendado Acero 705:
Sy = 70 Kg/mm2.
max = Sy/ f.s = 17.5 Kg/mm2
r13 = -4092.56*
De ésta ecuación se genera la gráfica 43:
Con la tabla 11 se obtiene la figura 44:
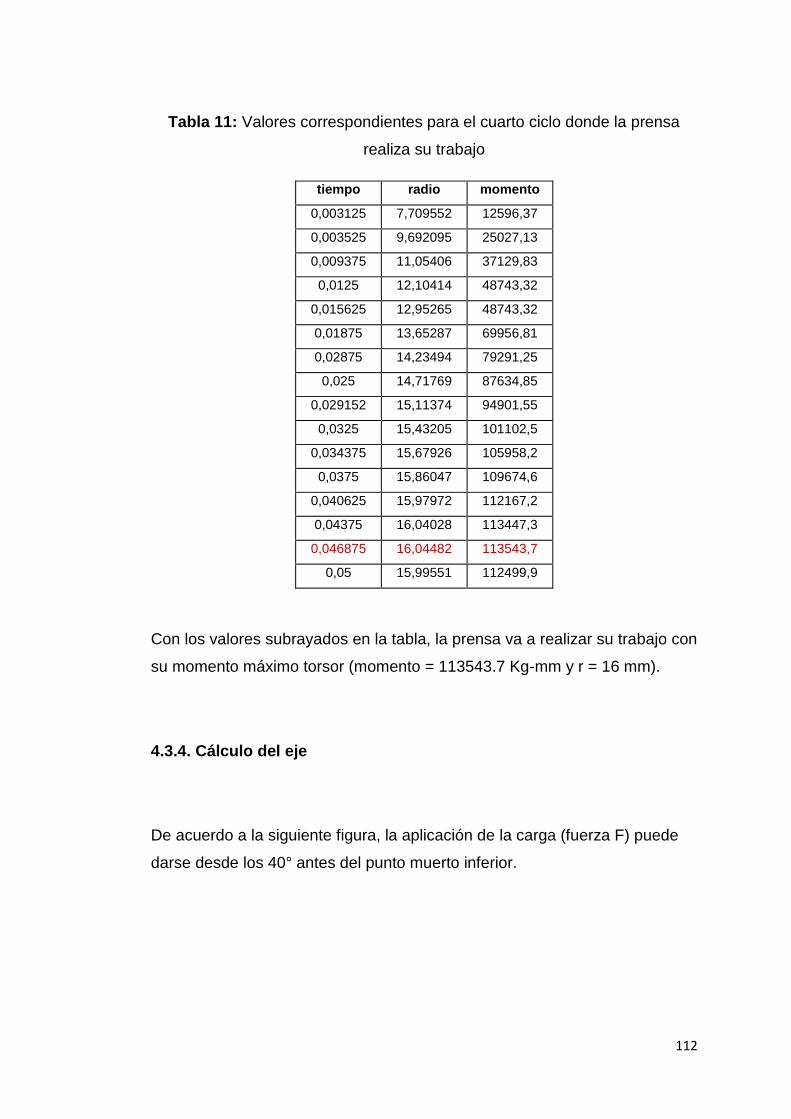
112
Tabla 11: Valores correspondientes para el cuarto ciclo donde la prensa
realiza su trabajo
tiempo radio momento
0,003125 7,709552 12596,37
0,003525 9,692095 25027,13
0,009375 11,05406 37129,83
0,0125 12,10414 48743,32
0,015625 12,95265 48743,32
0,01875 13,65287 69956,81
0,02875 14,23494 79291,25
0,025 14,71769 87634,85
0,029152 15,11374 94901,55
0,0325 15,43205 101102,5
0,034375 15,67926 105958,2
0,0375 15,86047 109674,6
0,040625 15,97972 112167,2
0,04375 16,04028 113447,3
0,046875 16,04482 113543,7
0,05 15,99551 112499,9
Con los valores subrayados en la tabla, la prensa va a realizar su trabajo con
su momento máximo torsor (momento = 113543.7 Kg-mm y r = 16 mm).
4.3.4. Cálculo del eje
De acuerdo a la siguiente figura, la aplicación de la carga (fuerza F) puede
darse desde los 40° antes del punto muerto inferior.
113
4.3.5. Diagrama de fuerzas en el eje de excéntrica
De acuerdo a esto se puede ya determinar los ángulos inicial y final ( 1, f)
con la finalidad de encontrar la dirección de la fuerza máxima de trabajo.
Diseño del eje
Por tanto si:
= 320°
r = 15 mm.
l = 105 mm.
c = r cos (360°- ) = 11,5 mm (esta es la carrera del pisador o pizón)
sen = (r/l)sen(360°- )
1 = 5,5° (será el ángulo inicial de ataque)
h = 0.8 mm (distancia de trabajo)
11,5+0,8 = 12,3 mm.
(360°- ) = arcos (c/r) 35°
Sen = (r/l) sen 35°
f = 4,7° (ángulo final de ataque)
w = 24,63 Kg. (peso del volante)
f = 6000 Kg. (fuerza estática de estampación)
k = 1,5 (factor de servicio para impacto)
l = 50 mm.(Longitud de distribución de F)
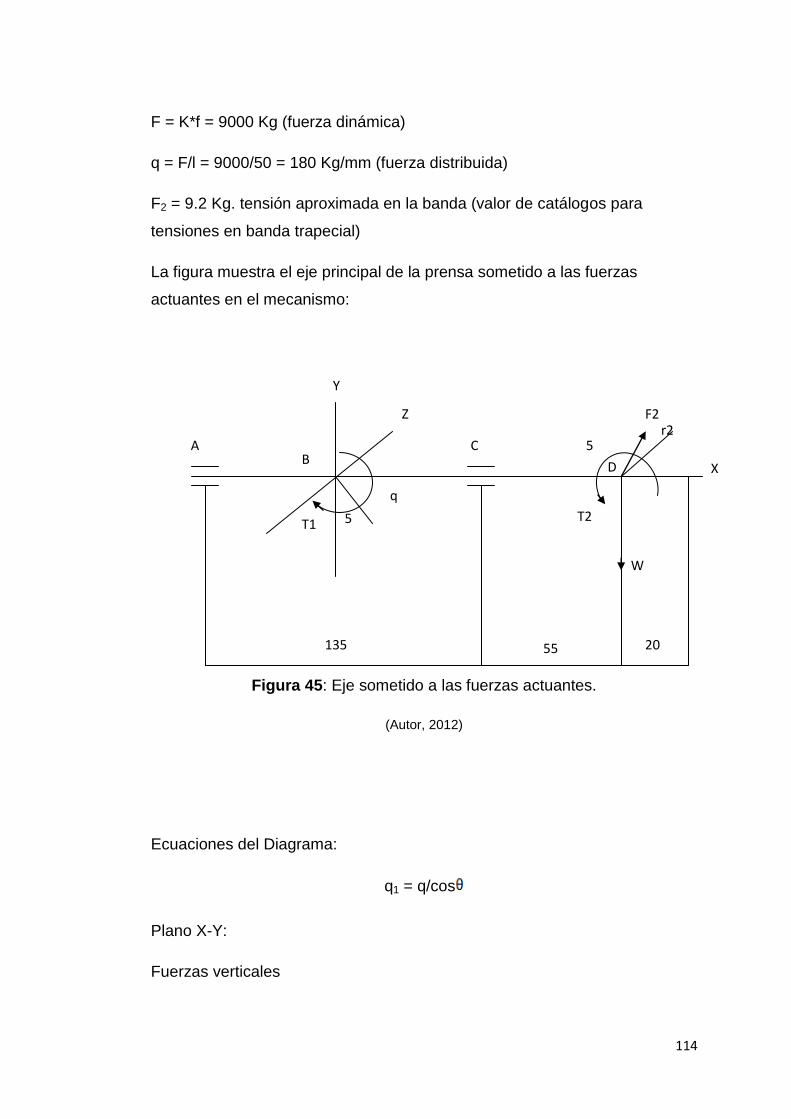
114
F = K*f = 9000 Kg (fuerza dinámica)
q = F/l = 9000/50 = 180 Kg/mm (fuerza distribuida)
F2 = 9.2 Kg. tensión aproximada en la banda (valor de catálogos para
tensiones en banda trapecial)
La figura muestra el eje principal de la prensa sometido a las fuerzas
actuantes en el mecanismo:
Figura 45: Eje sometido a las fuerzas actuantes.
(Autor, 2012)
Ecuaciones del Diagrama:
q1 = q/cos
Plano X-Y:
Fuerzas verticales
Y
A
Z
X
F2
T2
C
T1
D B
W
3
q
5
135 55 20
5 r2
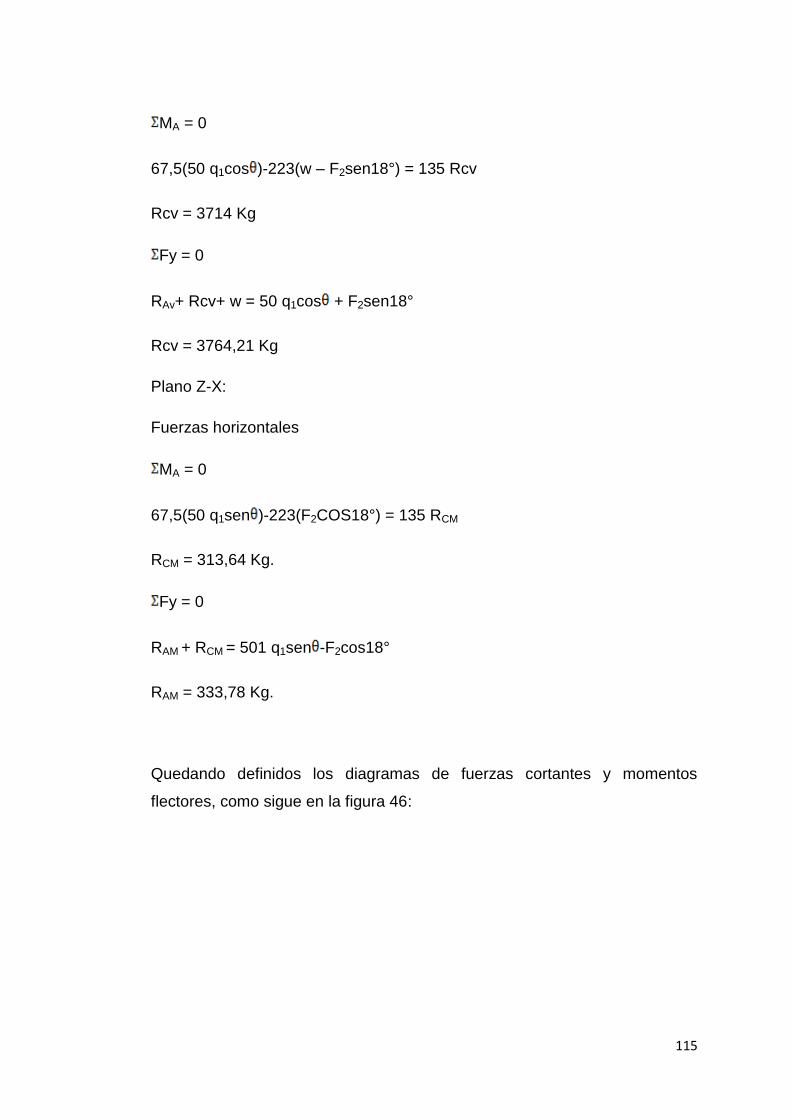
115
MA = 0
67,5(50 q1cos )-223(w – F2sen18°) = 135 Rcv
Rcv = 3714 Kg
Fy = 0
RAv+ Rcv+ w = 50 q1cos + F2sen18°
Rcv = 3764,21 Kg
Plano Z-X:
Fuerzas horizontales
MA = 0
67,5(50 q1sen )-223(F2COS18°) = 135 RCM
RCM = 313,64 Kg.
Fy = 0
RAM + RCM = 501 q1sen -F2cos18°
RAM = 333,78 Kg.
Quedando definidos los diagramas de fuerzas cortantes y momentos
flectores, como sigue en la figura 46:
116
Figura 46. Diagramas de fuerza y momento flector para el diseño
(Autor, 2012)
El momento flector se calcula en base al diagrama respectivo en cualquier
software de diseño. Con estos datos obtenidos ya estamos capacitados para
dar dimensiones y valores aproximados (en ciertos casos), de los elementos
de la prensa. Acero recomendado para la construcción del eje es acero 705
por cumplir con los valores de resistencia comparados con los calculados.
4.3.6. Selección del tipo de banda en “V” (trapecial)
Este tipo de bandas son ligeramente menos eficientes que las planas. En
este caso las poleas van a ser montadas en ejes paralelos.
PLANOS X-Y PLANOS Z-X
Diagrama de Fuerza Cortante (kg)
Diagrama de Momento Flector (Kg-m)
Diagrama de Momento Torsor (Kg-mm)
A B C D E A
21,79 B C D E
A B C D E
A B C D E
3735
3764
333.76
322
160
207
1.9
14.2
1.00
A B C D E
75695
117
Relación de velocidad
D1: diámetro polea 1
D2: diámetro polea 2
: la mitad del espesor de la banda
N1: velocidad polea 1
N2: velocidad polea 2
Velocidad lineal de la superficie de paso de:
Velocidad Polea 1: * N1(D1+2* )
Velocidad Polea 2: * N2(D2+2* )
Al suponer que las velocidades de las superficies de las poleas son iguales a
las de los ejes obtenemos los siguientes términos de igualación:
* N1 (D1+2* ) = * N2 (D1+2* )
N2/ N1 = (D1+2* ) / (D2+2* )
Como el espesor de la polea ( ) es despreciable:
N2/ N1 = (D1/ (D2)
N1 = n = 1635 rpm
N2 = nv = 300 rpm.
D2 = 300 mm.
D1 = 55 mm.
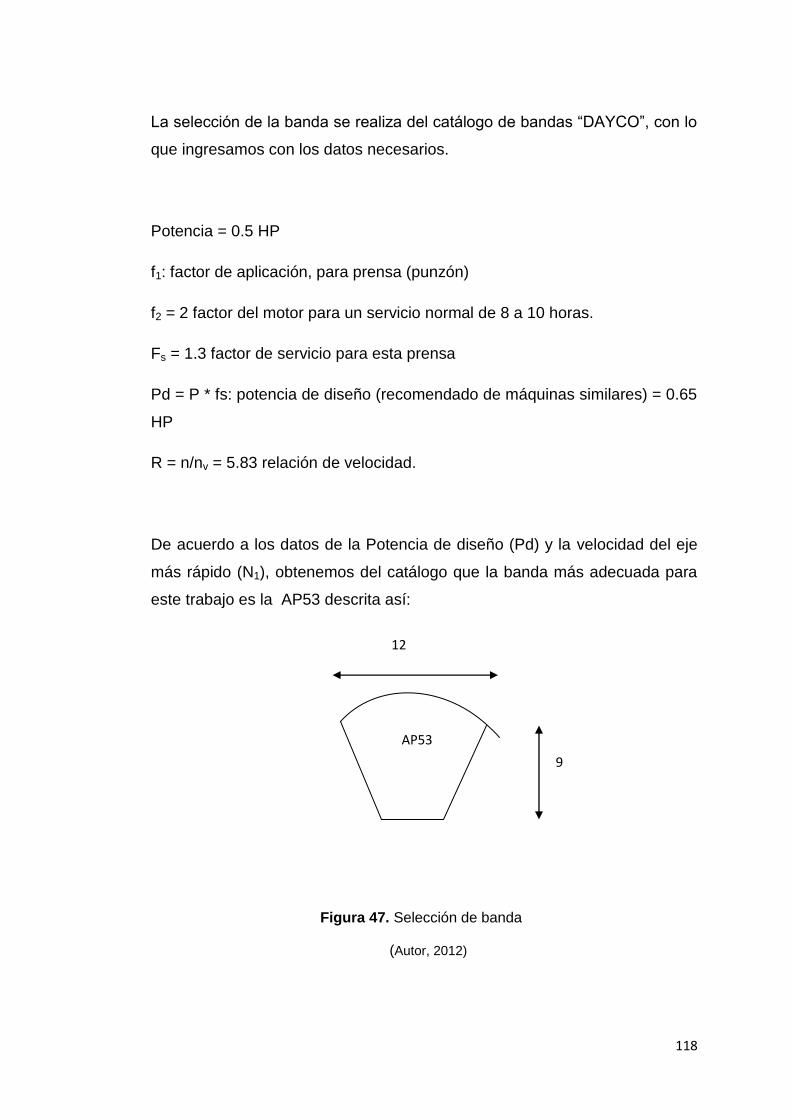
118
La selección de la banda se realiza del catálogo de bandas “DAYCO”, con lo
que ingresamos con los datos necesarios.
Potencia = 0.5 HP
f1: factor de aplicación, para prensa (punzón)
f2 = 2 factor del motor para un servicio normal de 8 a 10 horas.
Fs = 1.3 factor de servicio para esta prensa
Pd = P * fs: potencia de diseño (recomendado de máquinas similares) = 0.65
HP
R = n/nv = 5.83 relación de velocidad.
De acuerdo a los datos de la Potencia de diseño (Pd) y la velocidad del eje
más rápido (N1), obtenemos del catálogo que la banda más adecuada para
este trabajo es la AP53 descrita así:
12
AP53
9
Figura 47. Selección de banda
(Autor, 2012)
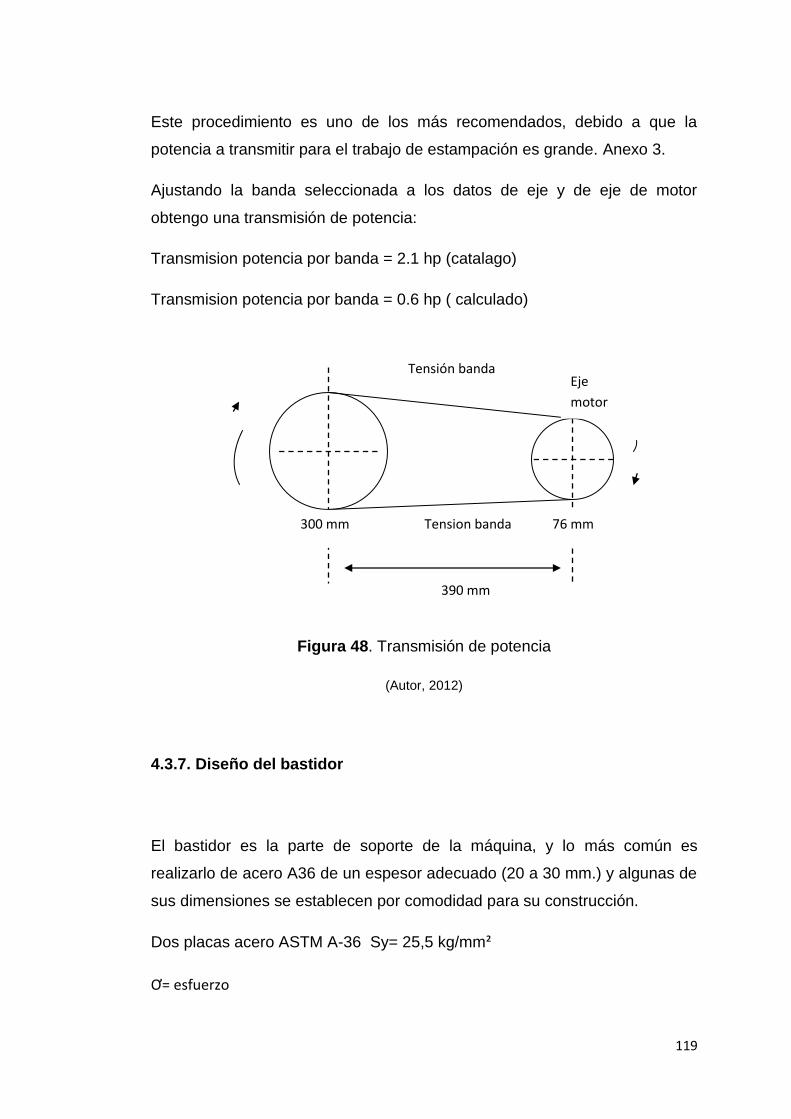
119
Este procedimiento es uno de los más recomendados, debido a que la
potencia a transmitir para el trabajo de estampación es grande. Anexo 3.
Ajustando la banda seleccionada a los datos de eje y de eje de motor
obtengo una transmisión de potencia:
Transmision potencia por banda = 2.1 hp (catalago)
Transmision potencia por banda = 0.6 hp ( calculado)
Figura 48. Transmisión de potencia
(Autor, 2012)
4.3.7. Diseño del bastidor
El bastidor es la parte de soporte de la máquina, y lo más común es
realizarlo de acero A36 de un espesor adecuado (20 a 30 mm.) y algunas de
sus dimensiones se establecen por comodidad para su construcción.
Dos placas acero ASTM A-36 Sy= 25,5 kg/mm²
Ơ= esfuerzo
Tensión banda
Tension banda
Eje
motor
390 mm
76 mm 300 mm
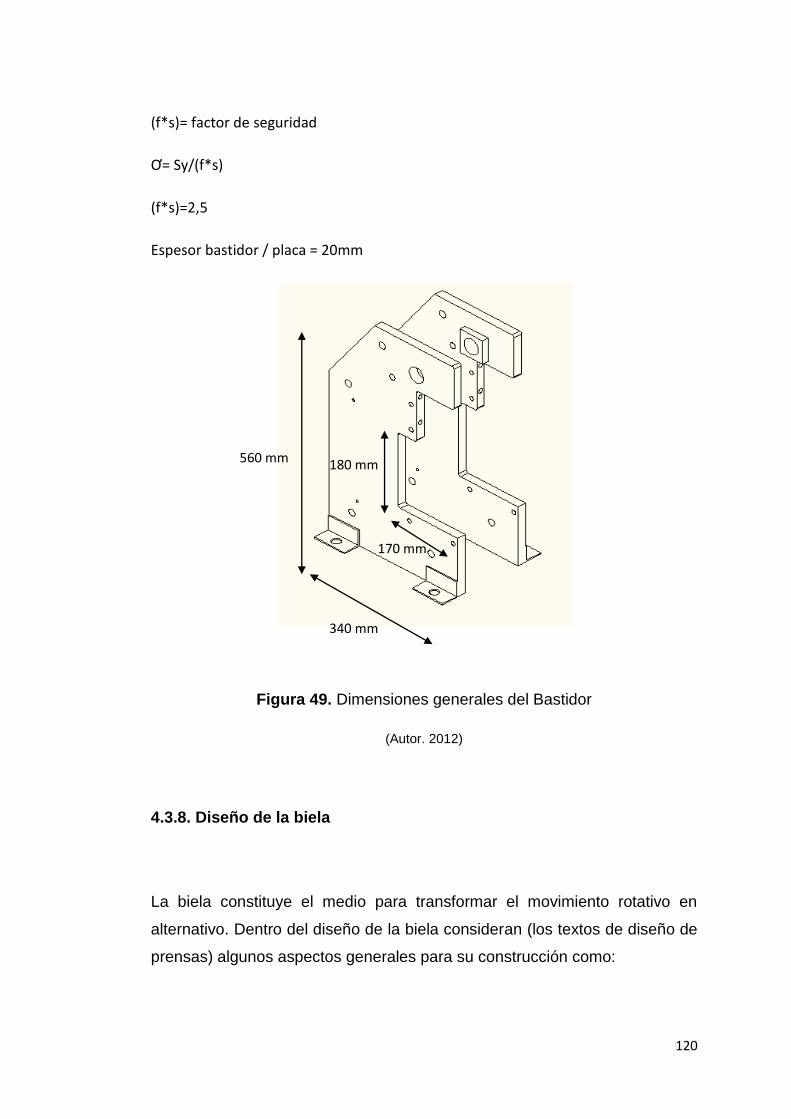
120
(f*s)= factor de seguridad
Ơ= Sy/(f*s)
(f*s)=2,5
Espesor bastidor / placa = 20mm
Figura 49. Dimensiones generales del Bastidor
(Autor. 2012)
4.3.8. Diseño de la biela
La biela constituye el medio para transformar el movimiento rotativo en
alternativo. Dentro del diseño de la biela consideran (los textos de diseño de
prensas) algunos aspectos generales para su construcción como:
560 mm
340 mm
170 mm
180 mm
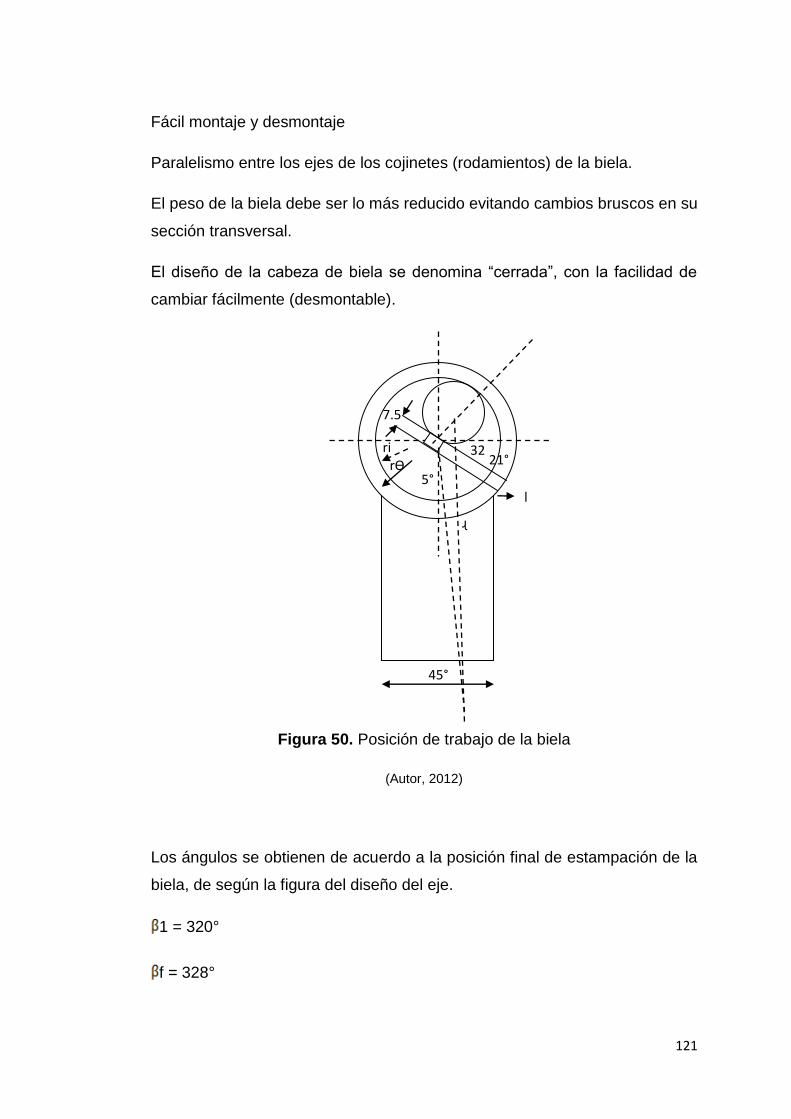
121
Fácil montaje y desmontaje
Paralelismo entre los ejes de los cojinetes (rodamientos) de la biela.
El peso de la biela debe ser lo más reducido evitando cambios bruscos en su
sección transversal.
El diseño de la cabeza de biela se denomina “cerrada”, con la facilidad de
cambiar fácilmente (desmontable).
Figura 50. Posición de trabajo de la biela
(Autor, 2012)
Los ángulos se obtienen de acuerdo a la posición final de estampación de la
biela, de según la figura del diseño del eje.
1 = 320°
f = 328°
45°
7.5
ri rƟ
5°
32
ɻ
21°
l
122
1 = 4°
f = 5°
b = 22.5 mm
r1 = 32 mm
e: espesor de la biela = 10 mm
re = 40 mm
= 5°
sen = 22.5/re
= 32°
Se considera la parte crítica del anillo (cabeza de biela) como una viga curva
que prácticamente se aproxima a una viga recta por la forma y dimensiones
de la misma.
La parte del cuerpo o caña de biela va a mantener una sección constante
soldada a la cabeza de la biela, la misma que se basa en el diseño de la
teoría de impacto.
La masa de la biela es considerada despreciable respecto a la fuerza de 6
toneladas con la que se va estampar.
4.3.9. Tornillo de regulación
El tornillo de regulación no es necesario diseñarlo debido a que tiene
dimensiones y materiales estándar, porque debe ingresar en el cuerpo o
caña de biela.
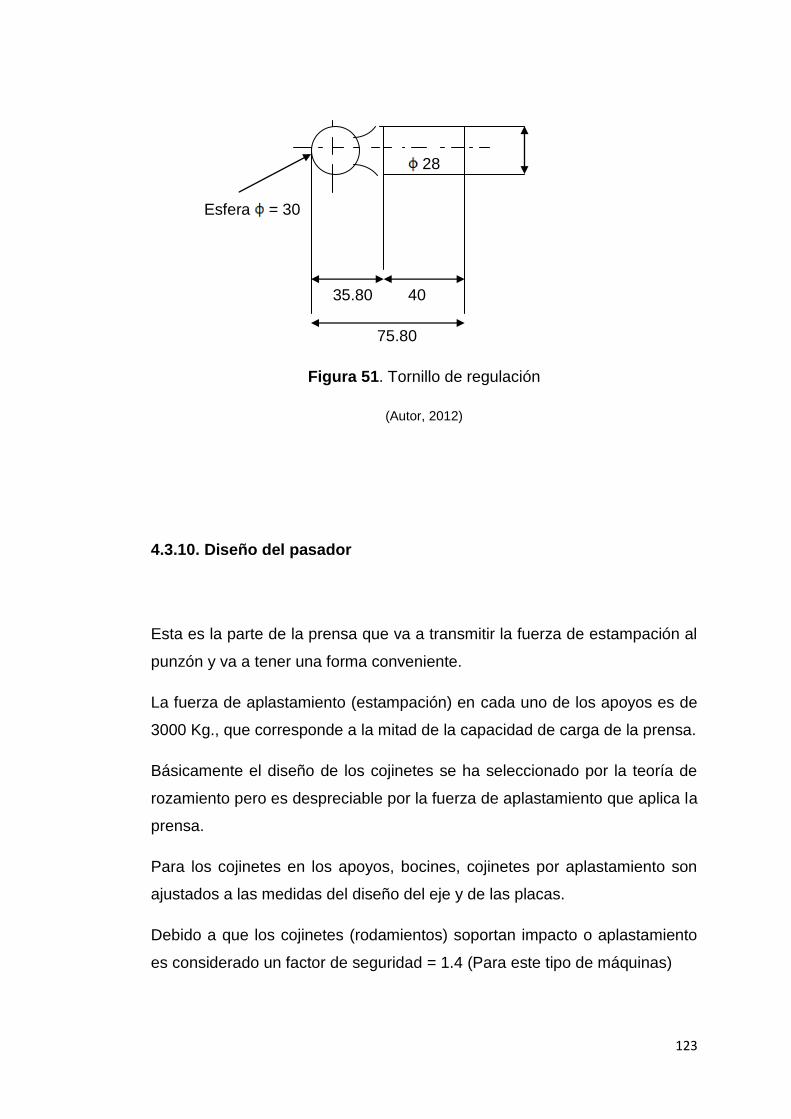
123
28
Esfera = 30
35.80 40
75.80
Figura 51. Tornillo de regulación
(Autor, 2012)
4.3.10. Diseño del pasador
Esta es la parte de la prensa que va a transmitir la fuerza de estampación al
punzón y va a tener una forma conveniente.
La fuerza de aplastamiento (estampación) en cada uno de los apoyos es de
3000 Kg., que corresponde a la mitad de la capacidad de carga de la prensa.
Básicamente el diseño de los cojinetes se ha seleccionado por la teoría de
rozamiento pero es despreciable por la fuerza de aplastamiento que aplica la
prensa.
Para los cojinetes en los apoyos, bocines, cojinetes por aplastamiento son
ajustados a las medidas del diseño del eje y de las placas.
Debido a que los cojinetes (rodamientos) soportan impacto o aplastamiento
es considerado un factor de seguridad = 1.4 (Para este tipo de máquinas)
124
= Sy/f.s esfuerzo admisible
ap = 1.7* esfuerzo de aplastamiento
ap = 11.7 N/ m2.
Industrialización
La industria opera un cambio en los aspectos de la fabricación, debido a la
invención y la aplicación de la maquina diseñada
Se incrementa un alto grado de rendimiento del trabajo y se reduce el costo
de producción, lo que indica un crecimiento de la producción.
Ya que la artesanía y la manufactura no pueden competir con la fabricación
sistematizada de maquinarias.
Es una parte de un proceso de modernización más amplio, donde el
desarrollo relacionado con la innovación tecnológica, en particular con el
desarrollo a escala y la producción. Es la amplia organización de una
producción.
Este cambio se basa, básicamente, en la disminución del tiempo de trabajo
necesario para transformar un recurso en un producto útil, gracias a la
utilización de la maquinaria, que pretende la consecución de un beneficio
aumentando los ingresos y disminuyendo los gastos. Con la revolución
industrial el capitalismo adquiere una nueva dimensión, y la transformación
de la naturaleza alcanza límites insospechados hasta entonces.
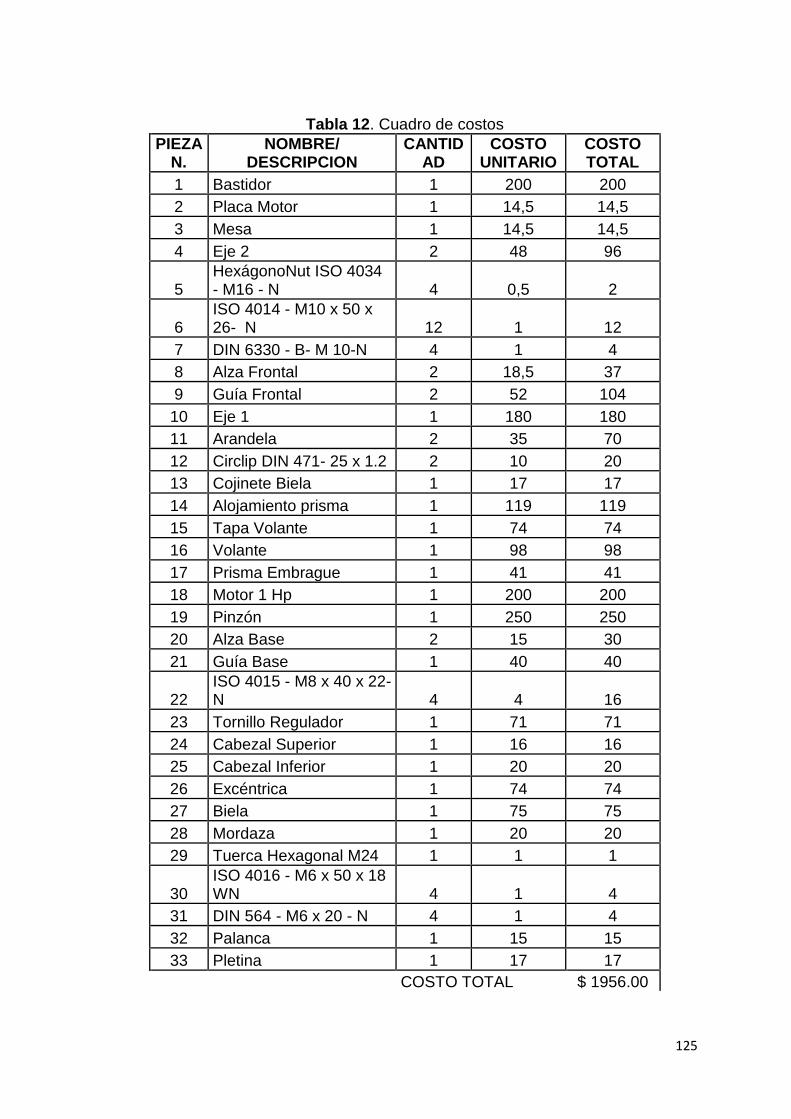
125
Tabla 12. Cuadro de costos
PIEZA N.
NOMBRE/ DESCRIPCION
CANTIDAD
COSTO UNITARIO
COSTO TOTAL
1 Bastidor 1 200 200
2 Placa Motor 1 14,5 14,5
3 Mesa 1 14,5 14,5
4 Eje 2 2 48 96
5 HexágonoNut ISO 4034 - M16 - N 4 0,5 2
6 ISO 4014 - M10 x 50 x 26- N 12 1 12
7 DIN 6330 - B- M 10-N 4 1 4
8 Alza Frontal 2 18,5 37
9 Guía Frontal 2 52 104
10 Eje 1 1 180 180
11 Arandela 2 35 70
12 Circlip DIN 471- 25 x 1.2 2 10 20
13 Cojinete Biela 1 17 17
14 Alojamiento prisma 1 119 119
15 Tapa Volante 1 74 74
16 Volante 1 98 98
17 Prisma Embrague 1 41 41
18 Motor 1 Hp 1 200 200
19 Pinzón 1 250 250
20 Alza Base 2 15 30
21 Guía Base 1 40 40
22 ISO 4015 - M8 x 40 x 22-N 4 4 16
23 Tornillo Regulador 1 71 71
24 Cabezal Superior 1 16 16
25 Cabezal Inferior 1 20 20
26 Excéntrica 1 74 74
27 Biela 1 75 75
28 Mordaza 1 20 20
29 Tuerca Hexagonal M24 1 1 1
30 ISO 4016 - M6 x 50 x 18 WN 4 1 4
31 DIN 564 - M6 x 20 - N 4 1 4
32 Palanca 1 15 15
33 Pletina 1 17 17
COSTO TOTAL $ 1956.00
126
CAPÍTULO V
127
5. Conclusiones y Recomendaciones
Conclusiones
Se ha logrado determinar, luego de un exhaustivo análisis con el cliente y
con los requerimientos del mismo, lo siguiente:
La utilización de la máquina traqueladora permitirá reducir
desperdicios de tiempo y material, ya que el trabajo manual demora
mucho tiempo.
La máquina se ajusta a las expectativas del cliente ya que se
encuentra dentro de los requisitos y las necesidades del mismo,
presentando los planos con sus dimensiones.
La máquina troqueladora requerida debe estar diseñada en base a las
normas internacionales de calidad en este caso ISO 13849 y la ISO
TC 10, que son las requeridas para el buen funcionamiento y
desarrollo de la calidad esperada en la producción, estas normas
permiten definir y comunicar los planos de las partes a una
proyección compatible internacionalmente y de la misma manera dan
las pautas y directrices en el uso de elementos electrónicos para el
control del accionamiento de la máquina, y paro de emergencia de
acuerdo con la norma, con lo cual el cliente se asegura de contar con
un equipo que va a economizar el proceso de producción, es de alta
calidad y permite producir joyas con unas altas condiciones para
competir en el mercado y satisfacer a los clientes más exigentes.
Con la adquisición de esta máquina troqueladora el cliente tendrá
varios beneficios de la misma, debido a los altos estándares
proporcionados por las normas antes ya mencionadas, las cuales dan
un respaldo desde el diseño de la misma, calidad en materiales de
composición y normativas para su utilización en el momento de la
elaboración de las joyas por parte del cliente, evitando así riesgos de
accidentes y de aspectos mecánicos en el uso y desempeño de la
misma.
128
Recomendaciones
Es necesario que se tenga en cuenta que la máquina fue diseñada de
acuerdo a las características de un usuario por lo que los demás
operarios tendrán que regirse a las a las indicaciones del usuario
responsable de la máquina.
Usar pintura de metales, de preferencia colores obscuros, para evitar
oxidaciones de las partes y conjunto total.
Portar implementos de seguridad como guantes y gafas de seguridad.
Un mantenimiento preventivo, para evitar futuros problemas al
funcionamiento de la máquina y alargar el tiempo de vida útil por lo
cual se efectuará un chequeo periódico.
No troquelar un espesor más de lo que fue diseñado la máquina, caso
contrario presentara problemas.
Para la construcción de la máquina se tomarán en cuenta los criterios
de diseño mecánico con el profesional calificado.
129
BIBLIOGRAFIA
Acinox, (1997). Ministerio de la industria Sideromecánica y Electrónica, Guía
para la selección y conversión de aceros a otras normas internacionales.
Servicio de Metales
Beer, F., Rusell J., Dewolf J., Mecánica de Materiales (3ra edición). Editorial
McGraw Hill
Burns, R. A., (2002) Fundamentos de Química: Pearson Educación
Donaldson, C., Le Cain C., Prensas serie Len, Prensas y sus accesorios,
prensas, tomo 3
Groover, M. P., (1997) Fundamentos de Manufactura Moderna: Materiales,
Procesos Y Sistemas: Pearson Educación
Mora, J. M., Maquinas Eléctricas (6ta edición) McGraw Hill
Masferrer, L. R., (2005). Análisis y diseño de volantes de inercia de
materiales compuestos.
Mott, R. L., Diseño de elementos de máquinas, (4ta edición), Pearson
Educación
Nieman, G., Elementos de Maquinas, Cálculos, diseño y construcción, 1er y
2do volumen.
Norma ISO TC/10 (2008)
Norma ISO 13849 (2003)
Norton, R., Diseño de máquina. Síntesis y Análisis de Maquinas y
Mecanismos. McGraw Hill
Ortiz, H. R., (1998) Instrumentación y Sistemas de Control
Orozco, A., A., (2008), Automatismos Industriales
130
Reydezel, T. M., Urriolagoitia-C., G., (2006). Aplicación y análisis
comparativo de los criterios de diseño mecánico por resistencia a esfuerzos,
rigidez y modos de vibración.
Smith, C. A., (1997), Control Automático de Procesos
Sobel, (1999). Estados Unidos: Industries grobet file company of America inc
Valle F. J., Coronando, M. O., Mejía V. E., Castañeda H. R., Maquina
Troqueladora con músculos neumáticos
Ybarra, R. (2006). Biblioteca de Joyería. México
www.iso.org
www.metalactual.com
http://www.sc.ehu.es/sbweb/fisica/solido/din_rotacion/torsion/torsion.htm)
http://www.mailxmail.com/curso-iso-9001-evolucion-norma/informacion-
general-sobre-lista-comites-tecnicos
http://www.dibujotecnico.com/saladeestudios/teoria/normalizacion/Introducci
on/introduccion.php
http://www.raulybarra.com/notijoya/archivosnotijoya6/6troquel_corazon_joyer
ia.htm
http://www.slideshare.net/esteticaydiseno/joyera-artesanal
http://www.cientifica.esimez.ipn.mx/volumen11/V11N1_033_040.pdf
http://tecnologiafuentenueva.wikispaces.com/file/view/Soldadura.pdf
ANEXOS
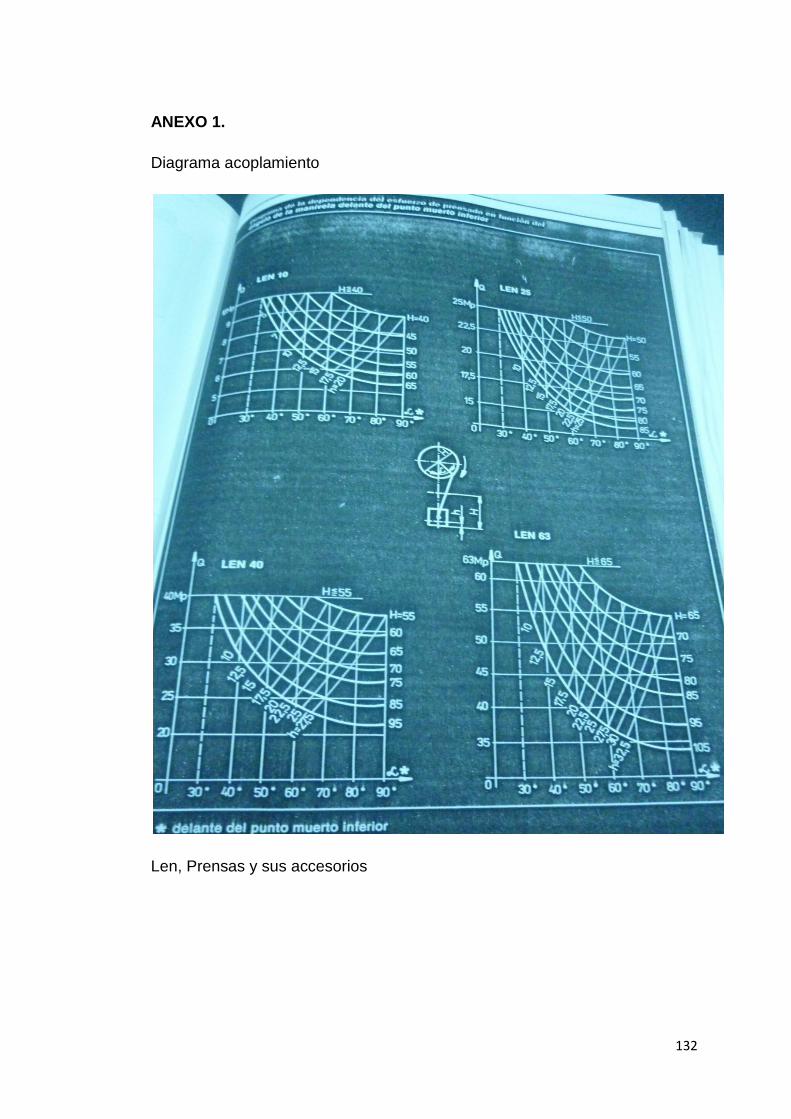
132
ANEXO 1.
Diagrama acoplamiento
Len, Prensas y sus accesorios
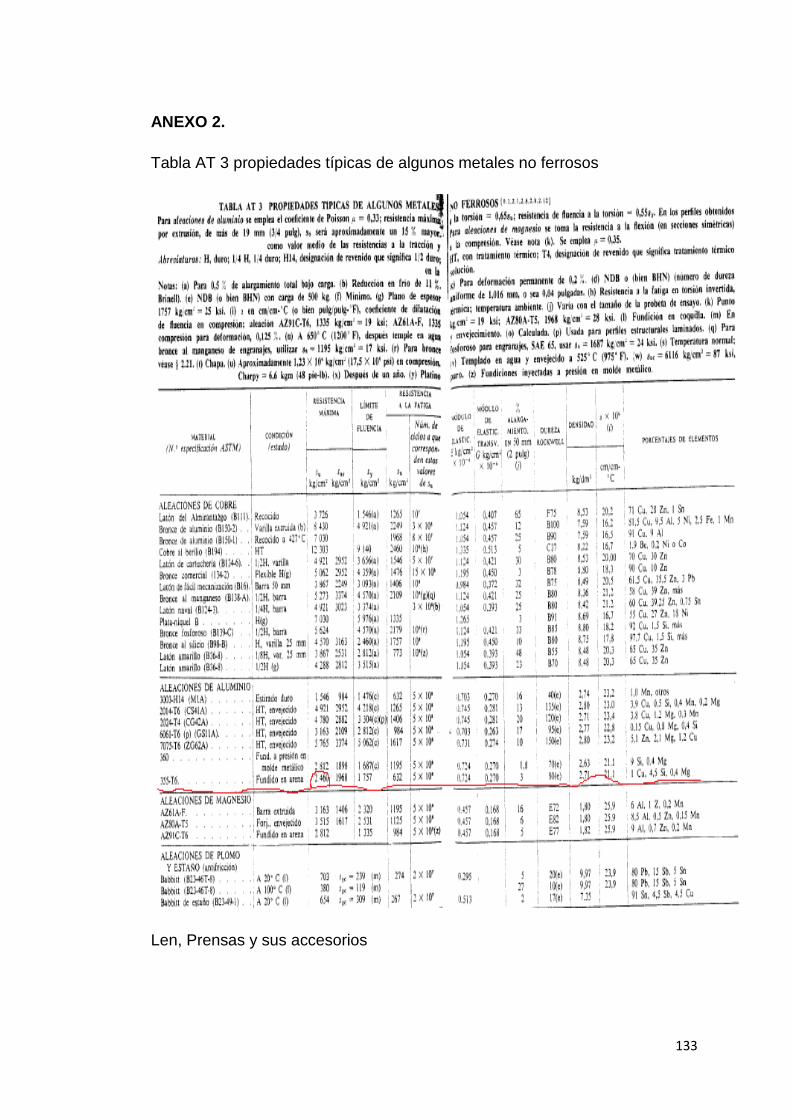
133
ANEXO 2.
Tabla AT 3 propiedades típicas de algunos metales no ferrosos
Len, Prensas y sus accesorios
134
ANEXO 3.
VALORES
DEL
COEFICIENTE
C
Transmisión
0 . . . 60 60 . . . 80 80 . . . 90
Abierta con
regulaciónperiódica de
la tensión 1,0 0,9 0,8
Cruzada 0,9 0,8 0,7
Semicruzada 0,8 0,7 0,6
Len, Prensas y sus accesorios
135
PLANOS