
UNIVERSIDAD TECNOLÓGICA...
181
-
Upload
truongduong -
Category
Documents
-
view
216 -
download
0
Transcript of UNIVERSIDAD TECNOLÓGICA...

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE TECNOLOGÍA DE PETRÓLEOS
TEMA:
“DESCRIPCIÓN DEL PROCESO DE CO2 Y LAS CAUSAS QUE
PUEDE GENERAR ESTE COMPONENTE EN LA PLANTA GLP
DEL COMPLEJO INDUSTRIAL SHUSHUFINDI”
PLAN DE PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE
TECNÓLOGO DE PETRÓLEOS
GABRIELA MARCELA HARO BUÑAY
DIRECTOR: ING. RAÚL BALDEÓN LÓPEZ
QUITO, ABRIL, 2011

© Universidad Tecnológica Equinoccial. 2012 Reservados todos los derechos de reproducción

DECLARACIÓN
Yo Gabriela Marcela Haro Buñay, declaro que el trabajo aquí descrito es de mi
autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas que
se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondiente a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normativa Institucional vigente.
GABRIELA MARCELA HARO BUÑAY
171845478-6
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título Descripción del proceso de
CO2 y las causas que pueden generar este componente en la planta GLP del
Complejo Industrial Shushufindi” que, para aspirar al título de Tecnóloga en
Petróleos, fue desarrollado por Gabriela Marcela Haro Buñay, bajo mi dirección
con las condiciones requeridas por el reglamento de Trabajos de Titulación
artículos 18 y 25.
Ing. Raúl Darío Baldeón López

DEDICATORIA
A Dios a quien le agradezco por mi existencia, mi fe, mi empeño y los
conocimientos que me permitieron llegar hasta donde estoy. Infinitas gracias
A mis padres: Margarita Buñay y Marcos Haro, que son el centro de mi vivir, por
su amor incondicional, paciencia, empuje, valor y tenacidad. Porque gracias a
sus ejemplos hoy doy un paso más en la vida. Los Amo mucho.
A mi gran amigo: Joffre López, quien desinteresadamente me han brindado su
amistad sincera y su apoyo incondicional. Lo quiero mucho.
A mi tutor, a mi profesor, mi guía y gran amigo: Ingeniero Raúl Baldeón. Gracias
por todos sus consejos y su apoyo incondicional. Lo quiero mucho.

AGRADECIMIENTO
A la Universidad Tecnológica Equinoccial por permitirme llevar orgullosa su
legado, conocimiento y sabiduría. A la facultad de de Ingeniería en la Carrera
de Petróleos por los conocimiento impartidos.
A EP-Petroproducción y EP-Petroindustrial del Complejo Industrial Shushufindi,
por darme la oportunidad de realizar este trabajo en sus instalaciones. Al
Ingeniero Raúl Baldeón por el apoyo, confianza, conocimiento, guía y
experiencia que depositó en mí y me permitió culminar este trabajo.
A Dios a mis padres y amigos.

i
ÍNDICE DE CONTENIDOS PÁGINAS
RESUMEN XIII
ABSTRACT XIV
CAPÍTULO I 1
1. INTRODUCCIÓN 1
1.1 PLANTEAMIENTO DEL PROBLEMA 2
1.2 JUSTIFICACIÓN 2
1.3 OBJETIVO GENERAL 3
1.3.1 OBJETIVOS ESPECÍFICOS 3
1.4 IDEA A DEFENDER 4
1.4.1 IDENTIFICACIÓN DE VARIABLES 4
1.4.1.1.1 VARIABLES DEPENDIENTES 4
1.4.1.2 VARIABLES INDEPENDIENTES 4
1.5 MARCO DE REFERENCIA 5
1.5.1 ANTECEDENTES 5
1.5.2 MARCO CONCEPTUAL 6
1.6 METODOLOGÍA 7
1.6.1 TIPO DE METODOLOGÍA 8
CAPÍTULO II 8
2. MARCO TEÓRICO 8
2.1 GENERALIDADES DE LA PLANTA DE GAS DE SHUSHUFINDI 8
2.1.1 CONCEPTOS Y CARACTERÍSTICAS DE CADA TIPO DE GAS 9
ii
2.1.1.1 GAS NATURAL 10
2.1.1.2 TIPOS DE GAS NATURAL 12
2.1.1.3 ACONDICIONAMIENTO DEL GAS NATURAL 13
2.1.1.5 VENTAJAS DEL GAS NATURAL 16
2.1.1.5 GAS NATURAL LÍQUIDO (GNL) 16
2.1.1.6 GAS LICUADO DEL PETROLEO (GLP) 17
2.2 SISTEMAS INSTALADOS DE LA PLANTA DE GAS DE SHUSHUFINDI
…………………………………………………………………………………..19
2.2.1 ENTRADA Y ENFRIAMIENTO 22
2.2.2 SEPARADOR 22
2.2.3 DESHIDRATADORES 23
2.2.4 REFRIGERACIÓN 24
2.2.5 DESTILACIÓN FRACCIONARIA 25
2.3 OPERACIÓN DE LA PLANTA DE GAS DE SHUSHUFINDI 27
2.3.1 PRE-ENFRIAMIENTO DE CARGA 27
2.3.2 PRE-ENFRIAMIENTO DE GAS 29
2.3.3 PRE-ENFRIAMIENTO DE LÍQUIDO 32
2.3.3.1 SEPARADOR DE GAS- LIQUIDO- AGUA Y BOMBAS 32
2.3.4 DESHIDRATADOR DE GAS 39
2.3.5 REFRIGERACIÓN DE GAS Y LÍQUIDOS 42
2.3.6 DESETANIZADORA 50
2.3.7 DEBUTANIZADORAS 55
2.3.8 DEBUTANIZADORA Y DEPROPANIZADORA 60
2.3.7 SISTEMA DE ACEITE DE CALENTAMIENTO 67

iii
2.3.7 SISTEMA DE REFRIGERACIÓN 75
2.4. PROCESO DEL GAS 78
2.4.2 VERIFICAR LA HERMETICIDAD 80
2.4.3 EN MARCHA 81
2.4.4 MANTENIMIENTO 82
CAPÍTULO III 84
3. METODOLOGÍA 82
3.1 ANÁLISIS CROMATOGRÁFICO DE GASES 84
3.1.1 CLASIFICACION DE LA CROMATOGRAFÍA 85
3.1.2 CROMATOGRAFÍA DE GASES LA TÉCNICA MÁS UTILIZADA
PARA EL ANÁLISIS DEL GAS NATURAL 86
3.1.3 ANÁLISIS CROMATOGRÁFICO DEL GAS NATURAL 86
3.1.4 COMPONENTES DE UN CROMATÓGRAFO DE GASES 88
3.7.4.1 FASE MÓVIL 89
3.1.5 COLUMNA CROMATOGRÁFICA 89
3.1.5.1 HORNO DE LA COLUMNA 90
3.1.6 COOMPOSICIÓN QUÍMICA Y PROPIEDADES DE LOS GASES 92
3.2 TAMICES MOLECULARES 95
3.1 APLICACIONES 96
3.2. MEMBRANAS DE REMOCIÓN DEL CO2 98
3.2.1 PRINCIPIO DE OPERACIÓN PARA LA SEPARACIÓN DE UNA
MEMBRANA 99
3.2.2 SEPARACIÓN DE GAS CON MEMBRANA 102
3.2.3 CONSIDERACIONES PARA EL DISEÑO DE LA MEMBRANA 103

iv
3.2.4 PRECAUCIONES DE OPERACIÓN 104
3.3 PROCEDIMIENTO DE ARRANQUE 107
3.3.1 ARRANQUE EN FRÍO (DESPRESIONADO DEL SISTEMA) 108
3.3.2 SISTEMA PRESURIZADO-ARRANQUE EN CALIENTE 110
3.4 SISTEMA DE OPERACIÓN 112
3.4.1 SHUTDOWN DEL SISTEMA DE MEMBRANA 112
3.4.2 SISTEMA DE SHUTDOWN NO PROGRAMADO 113
3.5 PROCEDIMIENTO DE AJUSTES DEL AREA DE LA MEMBRANA 114
3.5.1 RETIRANDO UN BANCO DE MEMBRANA 114
3.5.2 AÑADIENDO UN BANCO DE MEMBRANA 115
3.6 MANTENIMIENTO DE LA UNIDAD DE MEMBRANA 116
3.6.1 DIARIO 116
3.6.2 MENSUAL 116
3.6.3 CUATRIMESTRES 117
CAPÍTULO IV 118
4. ANÁLISIS DE RESULTADOS 118
4.1 ANÁLISIS DE LOS PROBLEMAS QUE GENERA EL CO2 EN LA
PLANTA GLP DEL COMPLEJO INDUSTRIAL SHUSHUFINDI 118
4.1.1 CORROSIÓN 119
4.1.2 HIDRATOS 125
4.1.3 EFECTOS DE LOS GASES ÁCIDOS 126
4.1.4 CAPACIDAD DE GASODUCTOS 126
4.1.5 CONGELAMIENTO 127

v
4.2 ANÁLISIS DE LOS RESULTADOS DE LA CROMATOGRAFIA 128
4.3 ANÁLISIS DE LOS PROCESOS QUE SE PRESENTA EN LA
PLANTA DE GAS 134
4.3.1 SEPARACIÓN 135
4.3.2 ENDULZAMIENTO DE GAS Y LÍQUIDOS 136
4.2.3 RECUPERACIÓN DE AZUFRE 138
4.2.4 PROCESO CRIOGÉNICO 139
4.2.4 FRACCIONAMIENTO Y ALMACENAMIENTO 140
CAPÍTULO V 142
5. CONCLUSIONES Y RECOMENDACIONES 142
5.1 RECOMENDACIONES 144
5.2 GLOSARIO 145
5.3 BIBLIOGRAFÍA 147
5.4 ANEXOS 174

vi
ÍNDICE DE TABLAS
PÀGINAS
Tabla 2.1: Sistemas instalados en la Planta de Gas Shushufindi 21
Tabla 2.2. Condiciones de diseño del desetanizador 55
Tabla 2.3. Diseño del debutanizador 60
vii
ÍNDICE DE FIGURAS
PÁGINAS
Figura 2.1: Planta de gas de Shushufindi 8
Figura 2.2: Wikipedia. (2010).Proceso para obtención de los diferentes
componentes del gas. 10
Figura 2.3: Wikipedia. (2008). Esquema del acondicionamientos del gas
natural. 15
Figura 2.4: Esfera de GLP 19
Figura 2.5: Instalaciones de la Planta de Gas 20
Figura 2.6: Enfriador 22
Figura 2.7: Separador de gas 23
Figura 2.8: Deshidratadores 24
Figura 2.9: Refrigerante 25
Figura 2.10 Sistema de de destilación fraccionaria 26
Figura 2.12: EP-Petroecuador (2011). Diagrama de enfriamiento de gas.
Manual de P & D. CIS 28
Figura 2.12: EP-Petroecuador (2011). Pre-enfriamiento de gas. Manual de
P & D. CIS 30
Figura 2.12.1: EP-Petroecuador (2011). Pre-enfriamiento de gas. Manual
de P & D. CIS 31
Figura 2.13: EP-Petroecuador (2011). Separadores de agua y bombas
alimenticias. Manual de P & D. CIS 34
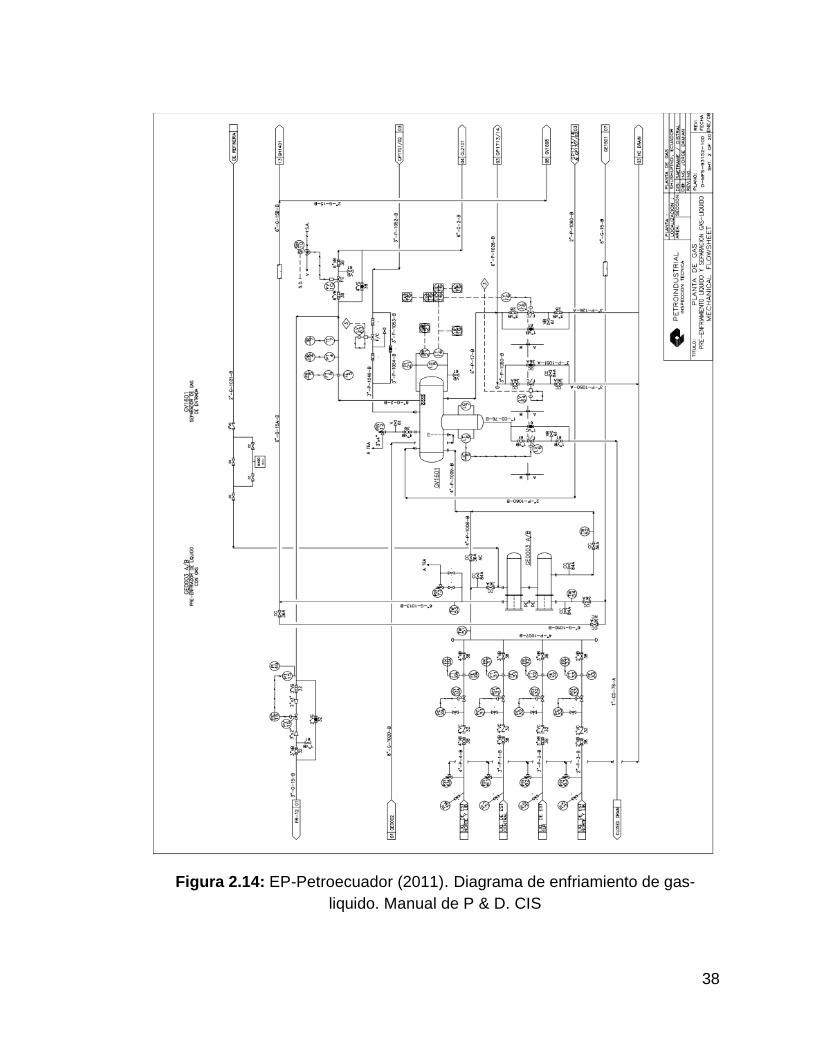
Figura 2.14: EP-Petroecuador (2011). Diagrama de enfriamiento de gas-
liquido. Manual de P & D. CIS 38
Figura 2.15: EP-Petroecuador (2011). Diagrama de deshidración de gas.
Manual de P & D. CIS 40

viii
Figura 2.15.1: EP-Petroecuador (2011). Diagrama de deshidración de gas.
Manual de P & D. CIS 41
Figura 2.16: EP-Petroecuador.(2011).Diagrama de refrigeración de gas y
liquido. Manual de P& D. CIS 49
Figura 2.17: EP-Petroecuador. (2011).Diagrama de la desetanizadora.
Manual de P&D. CIS 53
Figura 2.17.1: EP-Petroecuador. (2011).Diagrama de la desetanizadora.
Manual de P&D. CIS 54
Figura 2.18: EP-Petroecuador. (2011).Diagrama de la debutanizador.
Manual de P&D. CIS 59
Figura 2.18.1: EP-Petroecuador. (2011). Diagrama de depropanizadora y
debutanizadora. Manual de P&D. CIS 66
Figura 2.19: EP-Petroecuador. (2011).Sistema de calentamiento. Manual
de P&D. CIS 73
Figura 2.19.1: EP-Petroecuador. (2011).Sistema de calentamiento. Manual
de P&D. CIS 74
2.3.7 SISTEMA DE REFRIGERACIÓN 75
Figura 2.20: EP-Petroecuador. (2011). Sistema de refrigeración. Manual de
P&D. CIS 76
Figura 2.20.1: EP-Petroecuador. (2011). Sistema de refrigeración. Manual
de P&D. CIS 77
Figuras 2.21: Planta de gas Shushufindi 78
Figura 3.2: Ing. Ramos. (2012) .Análisis Cromatográfico para una muestra
de gas natural. Institucional 88
Figura 3.3: EP-Petroecuador (.2012). Análisis de la planta modular del CO2.
Laboratorio CIS. 91

ix
Figura 3.4: Ing. Ramos. (2012). Principales componentes del gas natural.
Institucional 94
Figura 3.5. Petroblogger. (2012). Proceso del los tamices moleculares. 96
Figura 3.6: Muestra de los tamices moleculares 98
Figura 3.7: EP-Petroecuador.(2012). Proceso de separación con
membrana de gas. Manual de uso de las membranas moleculares.
Laboratorio CIS 100
Figura 3.8. Wikipedia,Scielo. (2009). Membrana No- Porosas. 103
Figura 3.9. Banco de membranas 117
Figura 4.1: Ing. Ramos. (2012).Corrosión por CO2. Institucional. 121
Figura 4.2: Ing. Ramos. (2012).Efecto y solubilidad de la corrosión.
Institucional. 122
Figura 4.3: Ing. Ramos. (2012).Tipos de corrosión localizada. Institucional.
…………………………………………………………………….………123
Figura 4.4: Ing. Ramos. (2012).Mapa conceptual de deshidratación.
Institucional. 126
Figura 4.5: Ing. Ramos. (2012).cromatografía del gas natural.
Institucional.... 129
Figura 4.6: Cromatografía del CO2 129
Figura 4.7: Cromatografía del CO2 de entrada 130
Figura 4.8: Cromatografía del CO2 de permeato 131
Figura 4.8: Cromatografía del CO2 de salida 132
Figura 4.9: Resultado de la cromatografía del CO2 133
Figura 4.10: Gustato. (2007). Separación. 136
Figura 4.11: Ing. Ramos. (2012). Endulzamiento de gas y líquidos.
Institucional 137
x
Figura 4.12: Ing. Ramos. (2012).Endulzamiento. Institucional. 138
Figura 4.13: Pemex. (2008).Proceso de recuperación del Azufre. 139
Figura 4.14: Pemex. (2008). Proceso criogénico. 140
Figura 4.15: Pemex. (2008). Proceso de fraccionamiento y
almacenamiento….. 141

xi
ÍNDICE DE ECUACIONES
PÁGINAS
Ecuación 3.1: EP-Petroecuador. (2006) Manual de operación de las
membranas. Laboratorio del CIS 101
Ecuación 3.2: EP-Petroecuador. (2006) Manual de operación de las
membranas. Laboratorio del CIS 103
xii
INDICE DE ANEXOS
PÁGINAS
ANEXO 1: ESFERAS DE GAS 149
ANEXO 2: SALA DE BOMBAS 149
ANEXO 3: PLANTA DE GAS DEL COMPLEJO INDUSTRIAL
SHUSHUFINDI 150
ANEXO 4: PLANTA DE CO2 150
ANEXO 5: LÁMINAS DE PRUEBA DE CORROSIÓN DE GAS 151
ANEXO 6: PLATAFORMA DE ENVASADO 151
ANEXO 7: CILINDROS PARA TOMAR MUESTRAS DE GAS 152
ANEXO 8: CILINDROS PARA OBTENCIÓN DE MUESTRA DE CO2 152
ANEXO 9:CILINDROS CON COMPONENTES QUIMICOS PARA
LIMPIEZA DE LOS CILINDROS DE TOMA DE MUESTRA DE GAS 153
ANEXO 10: CILINDROS PARA TOMAR MUESTRA DE LA PLANTA GLP Y
CO2 153

xiii
RESUMEN
El presente trabajo está enfocado en el proceso de extracción del CO2 y los
problemas que genera este componente en la planta GLP del Complejo
Industrial Shushufindi, el cual consta de cinco capítulos que harán referencia a:
CAPÍTULO I, donde se define el planteamiento del problema, el objetivo
general y específico, la idea a defender de la investigación, la justificación del
tema y la metodología utilizada para el desarrollo de la presente tesis.
CAPÍTULO II, en donde se define las generalidades de la planta de gas, por
consiguiente se realiza la descripción del proceso y operación con los
pertinentes diagramas los cuales muestra detalladamente el funcionamiento de
cada uno de los sistemas instalados dentro de la misma.
CAPÍTULO III, en donde especifica las generalidades acerca de la
cromatografía, de los tamices moleculares y/o membranas moleculares con sus
respectivos procesos y operaciones dentro de la planta de gas.
CAPÍTULO IV, en donde se definen los problemas que generan el CO2 y el
respectivo método para prevenirlo o remediarlo. A continuación despliega la
descripción de los procesos que intervienen en el desarrollo de extracción de
los elementos contaminantes.
CAPÍTULO V, en este capítulo se describen las conclusiones y
recomendaciones encontradas por medio de la elaboración de esta tesis.

xiv
ABSTRACT
The present work is focused in the description of the process of the CO2 and the
reasons that can generate this component in the plant LPG of the Industrial
Complex Shushufindi, which is clear of five chapters that they will refer to:
CHAPTER I: Where the exposition of the problem is defined, the general and
specific aim, the idea to defending from the investigation, the justification of the
topic.
CHAPTER II, where the gas plant is described generally, consequently realizes
the description of the process and operation with the pertinent graphs which it
shows detailed the functioning of each one of the systems installed inside the
same one.
CHAPTER III, where there is realized the description of the process and
operation of the molecular sieve and /or membranes, whit the generality of
chromatography and their analyses thereof.
CHAPTER IV, where there is realized the description of the problems and
methods of the removal CO2 by means of the analyses obtained of laboratories
expiring with the respective procedure.
CHAPTER V, in this chapter there are described the conclusions and
recommendations found by means of the production of this thesis.

CAPÍTULO I

1
CAPÍTULO I
1. INTRODUCCIÓN
El Complejo Industrial Shushufindi está ubicado en la Provincia de Sucumbíos,
el principal campo de producción petrolero del país de donde se extrae el gas
natural asociado, por el cual mediante algunos procesos obtenemos la
separación de los diferentes componentes de gas.
El impacto ambiental que se ha ido generando por las industrias petroleras es
uno de los problemas más relevantes, por los cuales mediante estudios se
realizan diferentes procesos para minimizar esta contaminación.
Otro problema que tenemos dentro de la industria es el daño de las
instalaciones, contaminación de la misma y gastos económicos innecesarios.
Durante la investigación de los procesos que se describen en la planta de gas
son relativamente importantes, mediante los cuales se enfocan en un solo
resultado obtener el mejor producto evitando la pérdida económica en
producción.
El control minucioso de cada una de las instalaciones y principalmente el
manejo que se realiza en las membranas y tamices moleculares ya que son dos
productos costosos y muy importante para extraer elementos contaminantes y
la humedad que genera la corrosión en las instalaciones y contaminación de los
equipos mientras que las membranas da lugar a la remoción del CO2 mediante
el cual, minimiza la contaminación ambiental ya que es una mínima cantidad

2
que se quema en las teas y el otro porcentaje de gas es reutilizado para el uso
en la misma industria.
1.1 PLANTEAMIENTO DEL PROBLEMA
En la industria petrolera existen varios problemas tales como la falta de
regularidad, confiabilidad y eficiencia que impiden el normal funcionamiento de
los procesos de obtención de derivados del gas.
La falta de interés e investigación del uso de las normas y parámetros
establecidos dentro de la planta GLP y un deficiente control durante el
proceso de extracción del CO2, los equipos de las instalaciones pueden
presentar irregularidades y daños irremediables como son: corrosión, gastos
innecesarios por daños ocasionados a las membranas moleculares y/o tamices
moleculares y disminución del poder calorífico del gas , de manera que provoca
incidentes laborales y contaminación ambiental en los lugares aledaños de la
planta de GLP del Complejo Industrial Shushufindi.
1.2 JUSTIFICACIÓN
El presente estudio está enfocado en la descripción del proceso de extracción
del CO2 para identificar los problemas que esta actividad genere en la planta de
GLP. Esta tesis pretende contribuir al desarrollo técnico, económico en la planta
de GLP, señalando la funcionalidad de las membranas y tamices moleculares.

3
De esta manera permite un mejor desarrollo dentro de la planta de gas,
utilizando correctamente las normas y control de los sistemas de instalaciones
durante el proceso de extracción del CO2, para así evitar accidentes
irremediables tanto personales como ambientales.
1.3 OBJETIVO GENERAL
Analizar el proceso de extracción del CO2 y los problemas que puede generar
este componente en la planta de producción del GLP del Complejo Industrial
Shushufindi.
1.3.1 OBJETIVOS ESPECÍFICOS
Investigar y describir el proceso de la planta de gas y extracción del CO2
en el Complejo Industrial Shushufindi.
Especificar los problemas que genera el CO2 en esta planta procesadora
de GLP.
Determinar los tratamientos implementados en esta planta para la
extracción de CO2 y evitar problemas ocasionados por este gas antes de
generar algún problema ocasionado por el dióxido de carbono dentro de
la instalación de la planta de gas.
Enumerar los equipos y accesorios que se utiliza para la extracción del
proceso del CO2 en la planta GLP del Complejo Industrial Shushufindi.
.

4
1.4 IDEA A DEFENDER
Será posible al extraer el CO2 presente en el gas natural se evita problemas en
los procesos especialmente corrosión y se disminuye la contaminación
ambiental?
1.4.1 IDENTIFICACIÓN DE VARIABLES
Las variables consideradas para el análisis son:
1.4.1.1.1 VARIABLES DEPENDIENTES
Un control minucioso de la Membrana de remoción del CO2
Presencia del CO2
La remoción del CO2
Correcto funcionamiento del tamiz molecular
Análisis del proceso térmico
1.4.1.2 VARIABLES INDEPENDIENTES
Presenta daños de los elementos de la membrana y por ende genera
contaminación y problemas operacionales dentro de la misma.
Disminuye poder calorífico e incrementa el impacto ambiental.
5
Impide el congelamiento en los enfriadores que se encuentran a bajas
temperaturas.
Corrosivo destruyendo tuberías y equipo ocasionando una pérdida
económica
1.5 MARCO DE REFERENCIA
1.5.1 ANTECEDENTES
El complejo industrial Shushufindi está ubicado en la Provincia de Sucumbíos,
el principal campo de producción petrolero del país de donde se extrae el gas
natural asociado. La Planta GLP tiene capacidad para procesar 25 millones de
pies cúbicos por día de gas, su operación se inicio en febrero de 1984.
La planta se sometió a dos ampliaciones: la primera comprendió montaje de
compresores de alta potencia en la Estación de Secoya y la construcción de
gasoductos, en una extensión de 42 Km., para captar y transportar el gas y los
licuables que se producen en Secoya y enviarlos a la planta de Shushufindi
para su procesamiento.
Esta etapa entró en operación en julio de 1990 y las obras permitieron el
incremento de la producción de gas licuado de petróleo, hasta alcanzar las 220
toneladas métricas diarias.
La segunda etapa entró en operación en marzo de 1992 y contempló la
ampliación de la planta de gas para procesar 500 toneladas métricas diarias de
6
gas doméstico, utilizando como materia prima el gas natural de los campos
petroleros Libertador, Secoya y Shushufindi.
En la Planta GLP donde se inicia el enfoque de este documento,
específicamente, en un intercambiado de calor gas- liquido, el cual opera en la
obtención de GLP con un régimen de trabajo del 100% a altas presiones y bajas
temperaturas, por lo cual se ha tomado medidas más preventivas y precisas
como son los sistemas de control para cada uno de los procesos.
El gas producido se transporta a través del poliducto Shushufindi - Quito, de
donde se lo distribuye para su consumo como combustible doméstico o
industrial.
1.5.2 MARCO CONCEPTUAL
Absorción
Es la retención de una especie química por parte de una masa y depende de la
tendencia, que tenga la masa a formar mezcla o reaccionar químicamente con
la misma.
Adsorción
Es la retención de una especie química en los sitios activos de la superficie de
un sólido, quedando delimitado el fenómeno a la superficie que separa las fases
o superficie interfacial. La retención superficial puede ser de carácter físico o
químico, cuando es físico por lo general el proceso es reversible, mientras que
si es químico el proceso de seguro es irreversible. La adsorción depende de la
naturaleza de la sustancia adsorbida, de la temperatura y estado de subdivisión
del adsorbente, y de la concentración.

7
Proceso criogénico de gas
El proceso criogénico recibe gas dulce húmedo de las plantas endulzadoras de
gas y en algunos casos directamente de los campos productores, el cual entra a
una sección de deshidratado, donde se remueve el agua casi en su totalidad,
posteriormente es enfriado por corrientes frías del proceso y por un sistema de
refrigeración mecánica externo.
Punto o temperatura de rocio
Temperatura de rocío es la temperatura a la que empieza a condensar el vapor
de agua contenido en el aire, produciendo rocío, niebla.
1.6 METODOLOGÍA
Se ocupará el método deductivo ya que se recopilará toda la información
posible por medio de aspectos teóricos relacionados con la descripción del
proceso de extracción del CO2 con sus respectivos tratamientos a los
problemas generados por el mismo componente en la planta GLP del Complejo
Industrial Shushufindi, todo será investigado y analizado con respecto al tema
de investigación en empresas, bibliotecas, internet, con lo cual se obtendrá la
información adecuada para realizar eficazmente el trabajo.

8
1.6.1 TIPO DE METODOLOGÍA
Descriptiva: Porque nos permite comparar entre los diferente procesos que se
pueden dar dentro de la planta GLP. Además de que será realizada con una
técnica de Campo, es decir que será investigado y tomado los resultados de lo
que sucede en el Complejo Industrial Shushufindi nombrando los problemas
que ocasionan dentro de la planta de gas durante el proceso de extracción de
CO2 y, dando lugar a sus pertinentes tratamientos.

CAPÍTULO II
8
CAPÍTULO II
2. MARCO TEÓRICO
2.1 GENERALIDADES DE LA PLANTA DE GAS DE
SHUSHUFINDI
Forma parte del Complejo Industrial Shushufindi, el cual consta de dos plantas;
la refinería amazonas y la planta de gas de Shushufindi, ubicado en la provincia
de Sucumbíos, región oriental del país la planta de gas inicio sus operaciones
en las teas de los campos de producción de petróleo en Shushufindi, Aguarico,
Limococha, Parahuacu y Atacapi pertenecientes a EP-Petroproducción.
Figura 2.1: Planta de gas de Shushufindi
9
Esta planta fue sometida a dos ampliaciones: la primera comprendió el montaje
de compresores de alta potencia en la Estación de Secoya y construcción de
gasoductos, en una extensión de 42 km, para captar y transportar el gas y los
licuables que se producen en Secoya y enviados a la planta de Shushufindi
para su procesamiento, esta etapa entro en operación en julio de 1990 y las
obras permitieron el incremento de la producción de gas licuado de petróleo
hasta alcanzar las 220 toneladas métricas diarias.
La segunda etapa entro en operación en marzo de 1992 y completo la
ampliación de la planta de gas para procesar 500 toneladas métricas diarias de
gas domésticos. El gas producido se transporta a través del poliducto
Shushufindi – Quito de donde se lo distribuye para su consumo como
combustible domestico e industrial.
Además, con el comienzo de las operaciones de la planta modular de gas
instalada en Secoya se trata de resolver en parte el abastecimiento de materia
prima que tiene la planta de gas de Shushufindi.
2.1.1 CONCEPTOS Y CARACTERÍSTICAS DE CADA TIPO DE
GAS
El análisis del desarrollo del proceso de gas se determina a partir de la
refinación del petróleo que obtenemos la gasolina natural y mediante el proceso
de fraccionamiento y proceso criogénico el cual trabaja a bajas temperaturas
minimizando o eliminado en su totalidad el acido sulfhídrico y dióxido de
carbono y a la vez por medio de procesos de separación se consigue como
carga gas asociado de petróleo (gas rico) y gas licuado de petróleo (GLP).
Los tipos de gas que se determina durante los diferentes procesos son:

10
- Gas Natural - Gas Licuado de Petróleo
- Gas Natural Licuado - Gas seco
- Gas condensado
- Gas húmedo
Figura 2.2: Wikipedia. (2010).Proceso para obtención de los diferentes
componentes del gas.
2.1.1.1 GAS NATURAL
El gas natural es una mezcla homogénea, en proporciones variables de
hidrocarburos parafínicos, denominados alcanos, los cuales responden a la

11
fórmula CnH2n+2. Estos hidrocarburos, tienen por nombre, también
Hidrocarburos Saturados.
El gas natural es un combustible fósil formado por un conjunto de
hidrocarburos que, en condiciones de reservorio, se encuentran en estado
gaseoso o en disolución con el petróleo.
Se encuentra en la naturaleza como:
Gas natural asociado: cuando está acompañado de petróleo
Gas natural no asociado: cuando no está acompañado de petróleo
El principal componente del gas natural es el metano, que usualmente
constituye el 80% del mismo. Sus otros componentes son el etano, el propano,
el butano y otras fracciones más pesadas como el pentano, el hexano y el
heptano.
Generalmente contiene 1% de impurezas como son el nitrógeno, bióxido de
carbono, helio, oxígeno, vapor de agua y otras que son también de combustión
limpia.
A la presión atmosférica y a igualdad de volumen, el gas natural tiene un
contenido energético menor que el petróleo (mil cien veces menor), pero al
comprimirse su contenido energético se incrementa, razón por la cual se
transporta a presión.
El metano tiene gran variedad de usos:
Se usa como un insumo o combustible en la actividad industrial o como
combustible en las plantas térmicas generadoras de electricidad.
El etano puede ser convertido en etileno y constituirse en insumo para la
industria química.
El propano y el butano se encuentran en estado gaseoso a temperaturas
y presiones normales. La mezcla del propano y del butano, sea en
estado gaseoso o en estado líquido (si se enfría por debajo de 42
12
grados Celsius), se denomina “Gas Licuado de Petróleo” (GLP) y se
comercializa en balones para su utilización en cocinas, calentadores y en
otros usos industriales.
Es importante diferenciar entre el Gas Licuado de Petróleo (GLP) y lo que se
denomina, Líquidos del Gas Natural (LGN) que se refiere a la combinación de
propano, butano, pentano, hexano y otros condensados presentes en el gas
natural.
Los hidrocarburos más pesados como el pentano (C5 H12), el hexano (C6
H14), y el heptano (C7 H16) pasan con facilidad al estado líquido y son lo que
se conoce como gasolina natural o condensada.
Así como el término GLP (propano y butano) es diferente al término LGN (que
se refiere a los líquidos contenidos en el gas natural), existe el término GNL que
se refiere al Gas Natural Licuado.
2.1.1.2 Tipos de gas natural
Gas Seco: su composición está constituida por el 96% de metano, 2% de
etano, 1% de propano, 0.5 % de iso- butano - normal butano y 0.5 iso- pentano
– normal pentano. Debido a su alto contenido de componentes livianos o
volátiles, los líquidos pueden condensarse solo a temperaturas bajo 0ºF
(procesos criogénicos), es decir que la mezcla de hidrocarburos se encuentra
siempre en fase gaseosa.
Gas Condensado: en la composición de la mezcla de hidrocarburos es
predominante el metano en 75%, 7% etano, 4.5% propano, 3 % de iso- butano -
normal butano, 2% iso- pentano – normal pentano, 2.5 % pentano, 6% heptano
13
plus (es un gas con líquido disuelto). Presenta condensación retrógrada
isotérmica en un rango de temperaturas (200°-400°F) y presiones (3000-8000
lpc) en yacimientos, y en su camino hacia el tanque de almacenamiento el
condensado sufre una fuerte reducción de presión y temperatura y penetra
rápidamente en la región de dos fases, es decir se observa líquido a nivel de
yacimiento y de superficie.
Gas Húmedo: los gases húmedos se caracterizan por un mayor contenido de
componentes intermedios y pesados que los gases secos. El término “Húmedo”
proviene que a las condiciones de separación en superficie la mezcla cae en la
región de dos fases generando relaciones gas-líquido mayor que 15000 PCN.
El contenido líquido del gas húmedo es menor de 30 BN/MMPCN.
2.1.1.3 Acondicionamiento del gas natural
En toda industria de procesos relacionada con el gas natural es frecuente
encontrar etapas de acondicionamiento, bien sea con la finalidad de recuperar
un compuesto para uso comercial, o simplemente para proteger equipos aguas
abajo que puedan ser afectados por la presencia de un compuesto indeseado
del gas natural. En caso del agua, si no se efectúa ningún tratamiento, se
tendrá, indebidamente, una alta corrosión en las líneas de transmisión y
también puede haber problemas por formación de hidratos, los que pueden
causar obstrucciones en las líneas, congelamiento de las válvulas y dificultades
en los reguladores. Para evitar estos problemas, el gas debe ser sometido a un
proceso de Deshidratación y así despojarlo del contenido de agua. Hay cuatro
métodos importantes que se aplican en la deshidratación del gas: compresión,
tratamientos con sustancias desecantes, adsorción y refrigeración. Una planta
que elimina agua por compresión consta de un compresor de gas seguido por
14
un sistema de enfriamiento para eliminar el vapor de agua por condensación. El
tratamiento del gas con sustancias desecantes ha encontrado muchas
aplicaciones en Estados Unidos. Los glicoles son los que más se utilizan para
este propósito, debido a su afinidad con el agua, bajo costo, estabilidad
química, bajo espumado y baja acción solvente para el gas natural. Otros
agentes desecantes son: alúmina y bauxita activada, gel de sílice, ácido
sulfúrico y soluciones concentradas de cloruro de calcio o de tiocianato de
sodio. Las plantas de este tipo requieren, por lo general, una torre empacada
para el tratamiento a contracorriente del gas con reactivo, junto con un
regenerador para el agente deshidratante. El gas puede también deshidratarse
si se pasa sobre serpentines refrigerados. En general, este método es más
costoso que los otros, pero cuando hay disponibilidad de vapor para operar el
ciclo de refrigeración, los costos pueden reducirse.
La presencia de ácido sulfúrico u otros compuestos de azufre representan un
problema, debido a que, causan corrosión y forman compuestos contaminantes
del aire cuando se queman. La presencia de dióxido de carbono en el gas
disminuye su poder calorífico, razón por la cual también es removido. La
monoetanolamina es el solvente más antiguo y, probablemente, todavía el más
usado para la desulfuración del gas natural. Normalmente se aplica una
solución acuosa de monoetanolamina entre de 10 a 30%. Existen otros
solventes utilizados en la absorción de H2S y del CO
2, y su selectividad con
estos, así como la composición de las impurezas en el gas que se procesa,
determina con frecuencia la selección del solvente. Algunos de los solventes
también tienen una alta afinidad con los hidrocarburos superiores, y esto es una
desventaja si el gas contiene una cantidad apreciable de estos compuestos
valiosos. Si se desea llevar a cabo la deshidratación y la desulfuración en forma
simultánea, el gas puede lavarse con una solución de amina, agua y glicol.

15
Uno de los métodos comerciales usados para endulzar gas es mediante el
empleo de membranas. Esta separación trabaja sobre el principio de que
existen diferentes tasas de permeabilidad a través de una membrana para
diferentes gases. Los materiales utilizados para las membranas son
polisulfonato, poliestireno, teflón y varios hules. Este tipo de separación posee
muchas ventajas sobre otros tipos de separación de gases, por ejemplo,
condiciones suaves de operación, menor consumo de energía, menor costo de
capital y operación económica, tanto a tasas de flujo bajas, como altas.
El gas natural con un alto contenido de nitrógeno puede mejorarse por medio de
un proceso criogénico que lleva el gas de alimentación a 4,9 MPa y lo enfría a
185 °K. El gas natural se vaporiza y tanto éste como el gas nitrógeno separado,
salen del sistema vía los intercambiadores de calor en contracorriente con el
gas que entra.
Figura 2.3: Wikipedia. (2008). Esquema del acondicionamientos del gas
natural.

16
2.1.1.5 Ventajas del Gas Natural
Comodidad: Al ser una energía de suministro continuo esta siempre disponible
en la cantidad y en el momento que se le necesite.
Limpieza: El gas natural es menos contaminante que los combustibles sólidos
y líquidos.
Por un lado, como cualquier otro combustible gaseoso, no genera partículas
sólidas en los gases de la combustión, produce menos CO2 (reduciendo así el
efecto invernadero), menos impurezas, como por ejemplo azufre (disminuye la
lluvia ácida), además de no generar humos. Por otro lado, es el más limpio de
los combustibles gaseosos.
Seguridad: El gas natural, a diferencia de otros gases combustibles, es más
ligero que el aire, por lo que, de producirse alguna fuga, se disipa rápidamente
en la atmósfera. Únicamente, se requiere tener buena ventilación.
Economía: Es la energía de suministro continuo más barata.
2.1.1.5 GAS NATURAL LÍQUIDO (GNL)
Es gas natural que ha sido procesado mediante un proceso criogénico para ser
transportado en forma líquida facilitando su almacenamiento y transporte a
través de buques metaneros hasta las plantas de regasificación. Es la mejor
alternativa para establecer reservas en sitios apartados, donde no es
económico llevar el gas al mercado directamente ya sea por gasoducto o por

17
generación de electricidad. El gas natural es transportado como líquido a
presión atmosférica y a -161 °C donde la licuefacción reduce en 600 veces el
volumen de gas transportado. El GNL tiene el menor impacto ambiental de
todos los combustibles por su alto contenido de hidrógeno. Los derrames de
GNL se disipan en el aire y no contaminan el suelo ni el agua. Como
combustible vehicular, reduce las emisiones de óxidos de nitrógeno (NO2) en un
70%, y no produce compuestos de azufre ni partículas. Para la generación
eléctrica las emisiones de dióxido de azufre, SO2
prácticamente quedan
eliminadas, y las emisiones de CO2 se reducen en un 40%.
Todos los sistemas de producción y transporte, así como la planta de proceso,
están diseñados para evitar fugas y prevenir incendios; es el caso de los
sistemas de transferencia de GNL de y hacia los barcos, envío o re
vaporización (o regasificación) de GNL. Hay algunas diferencias de diseño
respecto a las plantas de gas, pero las consideraciones ambientales, de
seguridad y de salud son las mismas o más estrictas. Los principales riesgos
son su baja temperatura (riesgo criogénico) y su combustibilidad.
2.1.1.6 GAS LICUADO DEL PETROLEO (GLP)
Es una mezcla de 60% propano (propano, propileno) y 40% butano (normal,
izo). Se obtiene mediante el procesamiento del gas asociado de los campos de
producción de petróleo y en procesos de refinación. Ambos gases tienen un
gran poder calorífico: el propano proporciona 22000 Kcal/ m3. Comercialmente
hablando, cuando nos referíamos a propano hablamos de una mezcla del 80%
de hidrocarburo C3 y un máximo del 20% de hidrocarburo C4 y un máximo del
20% de hidrocarburo C3. Las proporciones anteriores pueden variar en función

18
de la aplicación que se dé al gas, es la mezcla de gases condensables
presentes en el gas natural o disueltos en el petróleo.
A presión atmosférica y temperatura ambiente (1 atmosfera y 20°C), el GLP se
encuentra en estado gaseoso. Para obtener liquido a presión atmosférico, la
temperatura del butano debe ser inferior a – 0.50 °C y la de propano a -42.2 °C.
En cambio, para obtener líquidos a temperatura ambiente, se debe someter al
GLP a presión. Para el butano la presión debe ser de más de 2 atmosferas.
Para el propano la presión debe ser de más de 8 atmosferas.
El GLP se produce en estado de vapor pero se convierte en líquido mediante
compresión y enfriamiento simultáneos de estos vapores, necesitándose 273
litros de vapor para obtener 1 litro de gas líquido.
El GLP se encuentra en estado gaseoso a condiciones normales, sin embargo,
para facilitar su almacenamiento y transporte, se licúa y se maneja bajo presión
para mantenerlo en este estado.
El gas al ser comprimido y enfriado se condensa hasta convertirse en líquido,
en cuyo estado se le transporta y maneja desde las refinerías, a las plantas de
almacenamiento y de estas a los usuarios, ya sea por auto tanques o
recipientes portátiles, en donde el gas sale en estado de vapor para poder ser
utilizado en calderas, aparatos domésticos y vehículos.
El Gas Licuado de Petróleo es un combustible de alta calidad, por lo tanto su
contenido de impurezas es casi inexistente lo cual le ofrece un ambiente menos
contaminado.
Por sus características posee una gran cantidad de ventajas en comparación
con otros combustibles: Limpieza, gran poder calorífico, económico, fácil
manejo y transporte.
19
Figura 2.4: Esfera de GLP
2.2 SISTEMAS INSTALADOS DE LA PLANTA DE
GAS DE SHUSHUFINDI
Para tener un eficaz desarrollo de operación durante el proceso es necesario
conocer el funcionamiento de cada uno de los sistemas instalados que se
encuentra dentro de la Planta de Gas de Shushufindi.

20
Figura 2.5: Instalaciones de la Planta de Gas
El procesamiento al que está sometido el gas asociado captado de los
diferentes campos del oriente para la obtención del gas licuado de petróleo
(GLP) sigue algunas etapas importantes que se las puede dividir de la siguiente
manera: entrada y enfriamiento, separación, deshidratación, refrigeración y
destilación fraccionaria.

21
Tabla 2.1: Sistemas instalados en la Planta de Gas Shushufindi
FILTROS
Filtro separador de entrada
Filtro de polvo de gas
Filtro de liquido
PRE- ENFRIADORES
Pre- enfriador de gas con agua
Pre- enfriador de gas con refrigerante
Pre – enfriador de liquido
ENFRIADORES
Enfriador de gas
Enfriador de productos de fondo de la
propanizadora
Enfriadores de productos de fondo de la
debutanizadora
Enfriador de GLP
CONDENSADORES
Condensador de desetanizador
Condensador de depropanizadora
Condensador de debutanizadora
Condensador de refrigerante de agua
REBOILER
Reboiler de desetanizador
Reboiler de debutanizadora
Reboiler de depropanizadora
SEPARADORES Separador de gas de entrada
Separador frio
DESHIDRATADORES Deshidratador de agua
Deshidratador de liquido
INTERCAMBIADORES Intercambiador gas – gas
Intercambiador gas – liquido
CALENTADOR Calentador de alimenta a la desetanizadora
ACUMULADOR
Acumulador de la desetanizadora
Acumulador de reflujo de depropanizadora
Acumulador de reflujo de debutanizadora
COLUMNAS
Desetanizadora
Depropanizadora
Debutanizadora
BOMBA
Bomba de reflujo de depropanizadora
Bomba de reflujo de debutanizadora
Bomba de reflujo de desetanizadora

22
2.2.1 ENTRADA Y ENFRIAMIENTO
La planta fue diseñada para procesar 25 MMPCD de gas asociado a una
presión de entrada de 550 psi y 120 °F. Este gas de carga es enfriamiento de
120°F a 100°F en una primera etapa utilizando un proceso de pre enfriamiento
con agua con el fin de homogenizar las temperaturas.
Figura 2.6: Enfriador
2.2.2 SEPARADOR
El gas y líquido de carga entran al separador de entrada a una presión de 568
PSI y 98°F en donde se separa el agua, el gas y los hidrocarburos líquidos. El

23
agua es separada de los hidrocarburos líquidos y es recogido en una tolva y
enviado a un pozo de quemado donde las pequeñas trazar de hidrocarburos se
queman y el agua es tratada. Los hidrocarburos líquidos son bombeados con
un flujo de 150 gpm a las torres deshidratadoras de líquido. El gas de carga
circula a través de un filtro separador antes de pasar al sistema de
deshidratación de gas.
Figura 2.7: Separador de gas
2.2.3 DESHIDRATADORES
Existen dos equipos deshidratadores para gas y dos para líquidos, mientras un
equipo esta deshidratando el otro se regenera, su función es eliminar la mayor
cantidad de humedad presente en los gases y líquidos.
Estos deshidratadores utilizan el mismo principio de deshidratación a base de
tamices moleculares formados por zeolita sintética, la cual absorbe el agua

24
mediante un proceso físico. La regeneración de la zeolitas se la realiza
utilizando gas seco y precalentado a 500°F durante 6 horas.
A la salida de los deshidratadores la carga de gas y líquidos pasa por los filtros
de polvo cuya finalidad es evitar cualquier arrastre de polvo del tamiz de los
deshidratadores la carga de gas y líquidos pasa por los filtros de polvo cuya
finalidad es evitar arrastre de polvo del tamiz de los deshidratadores.
Figura 2.8: Deshidratadores
2.2.4 REFRIGERACIÓN
Luego de la deshidratación los gases y líquidos se combinan y dividen en dos
corrientes un 27% irá al intercambiador gas – líquido donde la temperatura
desciende de 49°C – 30°C este cambio brusco de temperatura permite la
licuefacción de las fracciones C3, C4, Y C5.
Las dos corrientes gas líquido pasan a través del enfriador de gas de entrada
donde la temperatura desciende de -30°C a -40°C por la refrigeración de
propano en el enfriador de gas. Seguidamente la corriente gas liquido circula a

25
través del separador frio, donde se separan la fase gaseosa. (V; CO2; N2; He) y
la fase liquida (C3, C4 y C5). Este separador está diseñado para trabajar a 535
psi y -40°C.
Figura 2.9: Refrigerante
2.2.5 DESTILACIÓN FRACCIONARIA
El liquido proveniente del separador frio pasa a presión a través del
intercambiador de gas – liquido donde la temperatura del liquido se incrementa
de -40°C a 38°C y entra al desetanizador con un caudal de 265.7 gpm.
Los gases de cabeza en el desetanizador son condensados parcialmente
mediante refrigeración con propano en el condensador del desetanizador y
26
enviados al acumulador de reflujo del desetanizador. Los gases del acumulador
de reflujo van al sistema del gas residual y el liquido es bombeado nuevamente
al desetanizador con un caudal de 156.5 gpm. La corriente de líquidos de la
parte baja del desetanizador es extraída y enviada al hervidor y luego enviada
al debutanizador.
Las condiciones de diseño para la base del debutanizador son de 200 PSI a
301°F en donde los gases en la cabeza del debutanizador son totalmente
condensados en un sistema de aire frio y enviados al acumulador de reflujo.
Una parte del liquido del acumulador es devuelto al debutanizador como reflujo
y el resto es enviado por un regulador de presión al almacenaje de GLP en una
de sus cuatro esferas para el producto propano-butano es de 117.6 gpm con un
peso especifico de 0.532.
Las colas del debutanizador son enviadas al rehervidor luego pasan a través de
un enfriador y van al depósito de gasolina natural.
Figura 2.10 Sistema de de destilación fraccionaria

27
2.3 OPERACIÓN DE LA PLANTA DE GAS DE
SHUSHUFINDI
El gas se recibe desde las Estaciones Central, Sur y Norte mediante líneas de
6”. Las tres líneas de entrada de gas disponen de una válvula de cierre
manual y una válvula anti retorno para evitar el retorno de caudal, colocadas
aguas arriba de los medidores de caudal de cada línea. Cada línea de entrada
de gas tiene una porta platina de orificio. Cada medidor de flujo tiene un
transmisor de caudal que envía señal a un registrador de caudal y una alarma
de bajo caudal accionada por un presostato.
Cuando se desconecta el presostato, zonara la alarma de bajo caudal en el
anunciador del panel de control.
Las tres líneas de gas se juntan y entran al sistema de pre-enfriamiento de
carga de gas de entrada, la misma que está protegida contra sobrepresiones
por la PSV 72 la cual está tarada a 710 psig.
Los líquidos de entrada, se reciben de la Estación Central y Sur atraves de
tuberías de 3” y de la Estación Norte y Secoya a través de tuberías de 2” y 4”.
Las cuatro líneas tienen una válvula de cierre manual y una válvula anti-retorno.
Cada línea de entrada de líquido tiene una brida porta-platina, para medición de
caudal, con un registrador local de caudal.
2.3.1 PRE-ENFRIAMIENTO DE CARGA
Permite minimizar la mayor cantidad de agua, contenida en la carga para su
posterior eliminación en el separador de entrada y la condensación de un
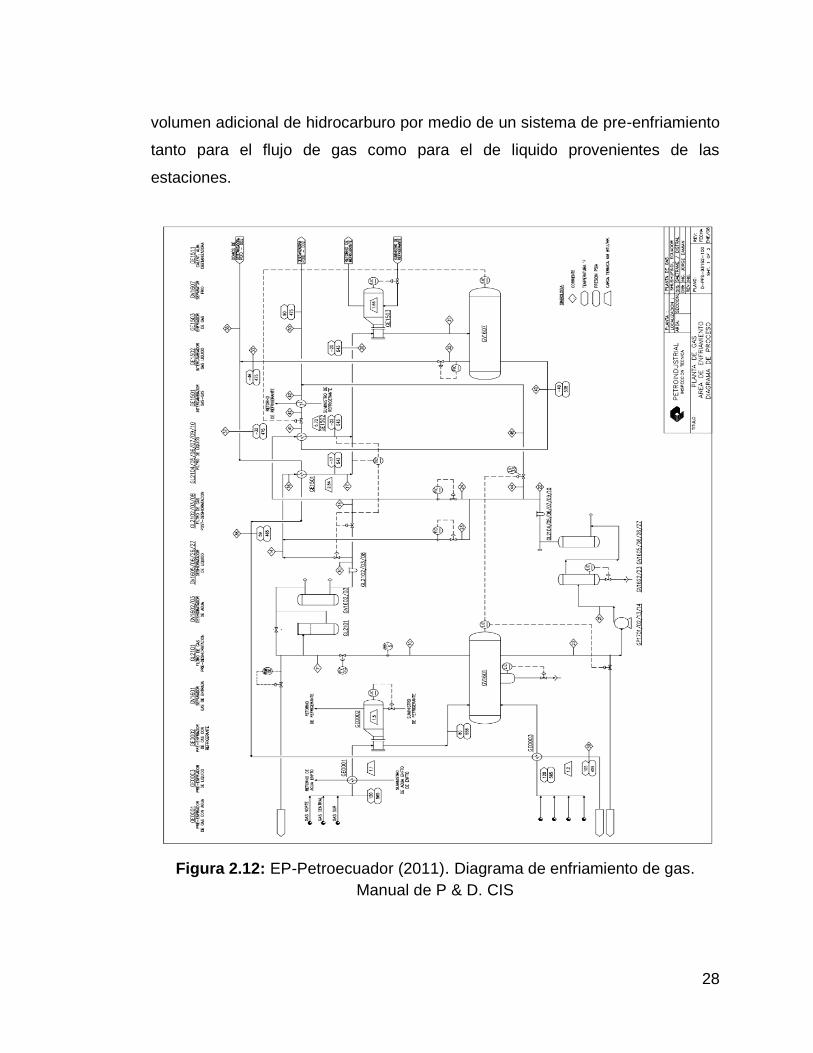
28
volumen adicional de hidrocarburo por medio de un sistema de pre-enfriamiento
tanto para el flujo de gas como para el de liquido provenientes de las
estaciones.
Figura 2.12: EP-Petroecuador (2011). Diagrama de enfriamiento de gas.
Manual de P & D. CIS

29
2.3.2 PRE-ENFRIAMIENTO DE GAS
La carga de gas a la entrada, de la planta se enfría inicialmente en el GE-00.01
lado carcasa. El cual es un intercambiador con 271 m2 de área de intercambio,
un diámetro de la carcasa de 96.5 cm, tubos de 1" de diámetro y 4.88 metros de
longitud. Como medio de enfriamiento se utiliza agua proveniente de la torre de
enfriamiento a una temperatura de 32 °C, la cual fluye por el interior de los
tubos y retorna a. 38 C hacia el cabezal principal de agua de retorno.
En este intercambiador la corriente de gas se enfría de 49 °C a 38 °C y
posteriormente pasa al GE-00.02 donde complementa su enfriamiento de 38 °C
a 27 °C.
El lado de tubos del GE-00.01 está protegido por la PSV-51 ajustada a una
presión de 105 psig que releva a drenaje, mientras que el lado carcasa se
protege mediante la PSV-72 ajustada para relevar a Tea a 710 psig.
El GE-00.02 es un intercambiador con 30 m2 de área de intercambio, tubos de
1" de diámetro, 2,44 metros de longitud por donde fluye la corriente gaseosa. La
carcasa tiene 73,7 cm. de diámetro y un haz de tubos de 45.7 cm. de diámetro.
La carga es refrigerada con propano proveniente del tanque igualador de
presión GV-16.17 que se evapora por la carcasa a una presión de 74,3 psig y
una temperatura de 8 °C y cuyo vapor se envía al economizador GV-16.16.
El propano es admitido a la carcasa del GE-00.02 por control de nivel del LIC-
50 a través de la LV-50, el lado de la carcasa de este intercambiador está
dotado de un visor de nivel LG-50 que permite ver el nivel de propano para los
ajustes respectivos. Esta válvula abre cuando la señal de LIC 50 va de 4 a 20
mA (3 a 15 psig en el posicionador de la válvula).
La temperatura de salida del gas de carga es controlada por el TIC-50 cuya
señal es enviada por el TT-50 ubicado en la línea de gas de entrada a la salida
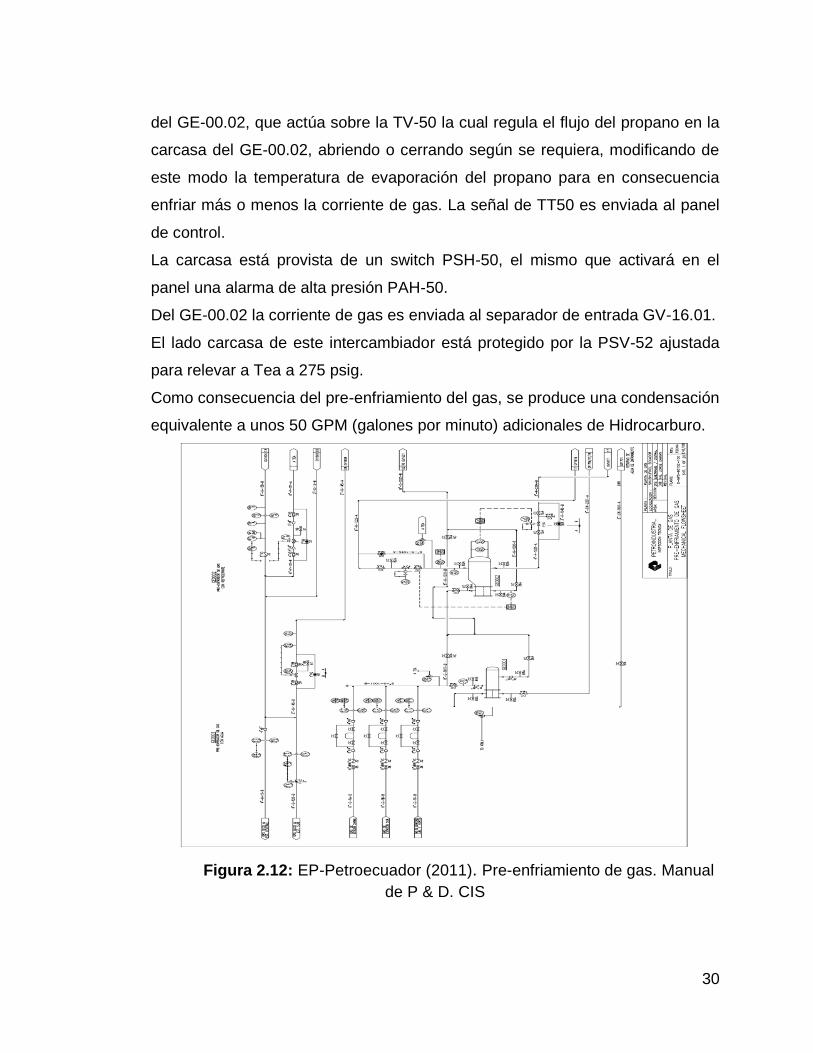
30
del GE-00.02, que actúa sobre la TV-50 la cual regula el flujo del propano en la
carcasa del GE-00.02, abriendo o cerrando según se requiera, modificando de
este modo la temperatura de evaporación del propano para en consecuencia
enfriar más o menos la corriente de gas. La señal de TT50 es enviada al panel
de control.
La carcasa está provista de un switch PSH-50, el mismo que activará en el
panel una alarma de alta presión PAH-50.
Del GE-00.02 la corriente de gas es enviada al separador de entrada GV-16.01.
El lado carcasa de este intercambiador está protegido por la PSV-52 ajustada
para relevar a Tea a 275 psig.
Como consecuencia del pre-enfriamiento del gas, se produce una condensación
equivalente a unos 50 GPM (galones por minuto) adicionales de Hidrocarburo.
Figura 2.12: EP-Petroecuador (2011). Pre-enfriamiento de gas. Manual
de P & D. CIS

31
Figura 2.12.1: EP-Petroecuador (2011). Pre-enfriamiento de gas. Manual de P
& D. CIS

32
2.3.3 PRE-ENFRIAMIENTO DE LÍQUIDO
Es enfriado contra la corriente de gas residual en el GE-00.03 A/B que es un
intercambiador de 52 m2 dos carcasas en serie de 43.2 cm. de diámetro cada
una por donde fluye el liquido de carga y tubos de 1" de diámetro y 4.88 metros
de longitud en cuyo interior fluye el gas residual, alimentado del GE-15. 01 a
una temperatura de 15 °C.
En este equipo el líquido de carga se enfría de 49 °C a 27 °C, mientras que el
gas residual se calienta de 15 °C a 40 °C.
El líquido de entrada es enviado del GE-00.03 A/B al separador de entrada GV-
16.01. El lado tubos del intercambiador HE-00-03 A/B está protegido de sobre
presión por la válvula PSV-73 que releva a Tea y que está colocada en la línea
de salida del gas residual.
2.3.3.1 SEPARADOR DE GAS- LIQUIDO- AGUA Y BOMBAS
ALIMENTADORAS
El separador de gas es un deposito a presión, horizontal, de 72 pulgadas de
diámetro interno y 24 pies de longitud de extremo a extremo, diseñado para 50
kg/cm2 (710 psig) de presión y una temperatura de 65.6 °C (150 °F). Su función
es separar el agua, los hidrocarburos líquidos y el gas. Está protegido contra
sobrepresiones por la PSV-12, a 50kg/cm2 (710 psig) de presión.
El agua se separa de los hidrocarburos líquidos y se recoge en una tolva o
sumidero situado en la parte inferior del depósito separador. El sumidero está

33
embridado al separador y tiene un diámetro de 18". Se mantiene una interfase
agua-hidrocarburos líquidos mediante un regulador de, nivel LIC-6. En el
sumidero se dispone de una mirilla de cristal LG-7 que permite ver el nivel de la
interfase y a justar el LIC-6. El regulador actúa sobre una válvula de control LV-
6 situada en la tubería de salida del sumidero al pozo quemador. A cada lado
de LV-6 se colocan válvulas de cierre y un by-pass con otra válvula de cierre. El
LIC-6 está ajustado para mantener el nivel de interfase de forma que cualquier
exceso de agua salga por la base del sumidero.
Los hidrocarburos líquidos se extraen de la parte inferior del separador por una
tubería de 6” que penetra 8” en el interior del depósito y que forma la línea de
aspiración de las bombas alimentadores de condensado. La tubería interna
proporciona más tiempo para la separación del agua de los hidrocarburos
líquidos. Los hidrocarburos líquidos son bombeados por las bombas de
condensado GP-17.01/02. Estas bombas impulsan el líquido a través del
separador de fases GV-16.22 y a las torres deshidratadoras de líquidos GV-
16.05/06. Uniendo a la corriente de gas de entrada para el enfriamiento.
Condiciones de trabajo de las bombas GP-17.01/02
Presión de succión 38,6 Kg/cm2
Temperatura de succión 27 °C
Presión de descarga diferencial 2,5 Kg/cm2
Caudal normal 50 GPM
Caudal mínimo 10 GPM
Rotación (visto desde final del eje) De derecha a izquierda
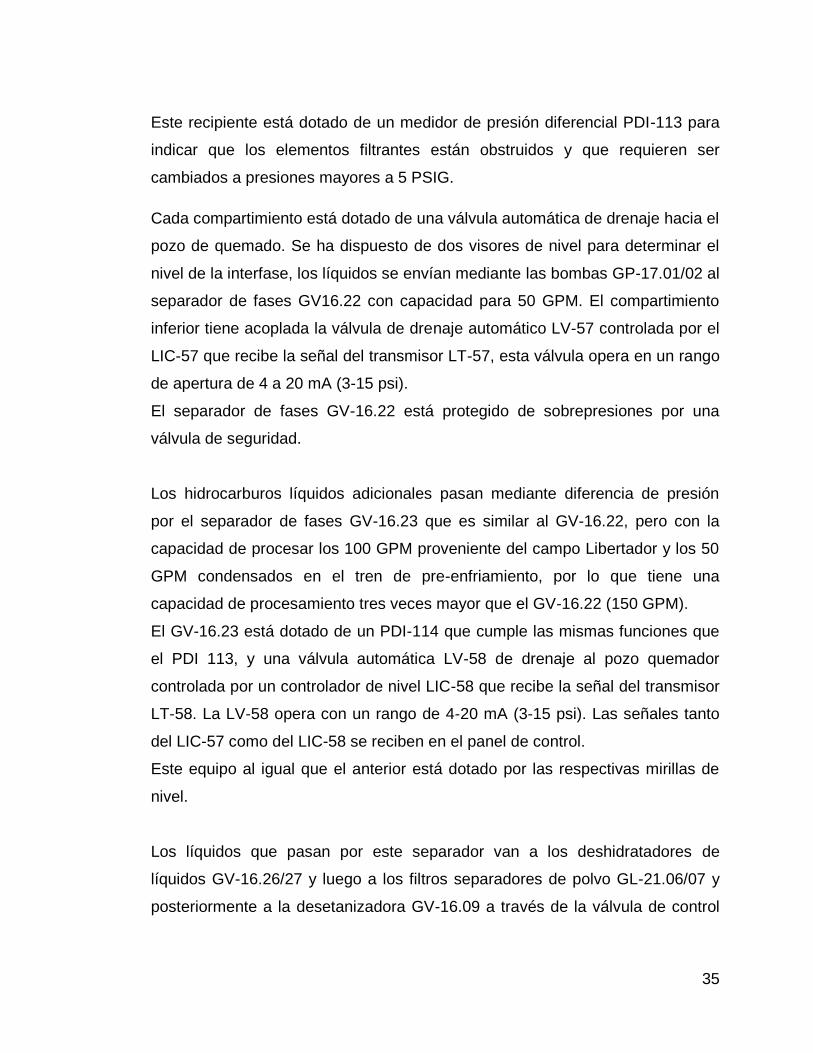
El separador de fases GV-16.22 es un recipiente vertical de doble
compartimiento que maneja un flujo de 50 GPM. El flujo es admitido al
compartimiento inferior para luego fluir al compartimiento superior a través de
los elementos coalescentes, continúa por los elementos separadores de agua
saliendo posteriormente a los deshidratadores de líquidos GV-16.05/06.

34
Figura 2.13: EP-Petroecuador (2011). Separadores de agua y bombas
alimenticias. Manual de P & D. CIS
35
Este recipiente está dotado de un medidor de presión diferencial PDI-113 para
indicar que los elementos filtrantes están obstruidos y que requieren ser
cambiados a presiones mayores a 5 PSIG.
Cada compartimiento está dotado de una válvula automática de drenaje hacia el
pozo de quemado. Se ha dispuesto de dos visores de nivel para determinar el
nivel de la interfase, los líquidos se envían mediante las bombas GP-17.01/02 al
separador de fases GV16.22 con capacidad para 50 GPM. El compartimiento
inferior tiene acoplada la válvula de drenaje automático LV-57 controlada por el
LIC-57 que recibe la señal del transmisor LT-57, esta válvula opera en un rango
de apertura de 4 a 20 mA (3-15 psi).
El separador de fases GV-16.22 está protegido de sobrepresiones por una
válvula de seguridad.
Los hidrocarburos líquidos adicionales pasan mediante diferencia de presión
por el separador de fases GV-16.23 que es similar al GV-16.22, pero con la
capacidad de procesar los 100 GPM proveniente del campo Libertador y los 50
GPM condensados en el tren de pre-enfriamiento, por lo que tiene una
capacidad de procesamiento tres veces mayor que el GV-16.22 (150 GPM).
El GV-16.23 está dotado de un PDI-114 que cumple las mismas funciones que
el PDI 113, y una válvula automática LV-58 de drenaje al pozo quemador
controlada por un controlador de nivel LIC-58 que recibe la señal del transmisor
LT-58. La LV-58 opera con un rango de 4-20 mA (3-15 psi). Las señales tanto
del LIC-57 como del LIC-58 se reciben en el panel de control.
Este equipo al igual que el anterior está dotado por las respectivas mirillas de
nivel.
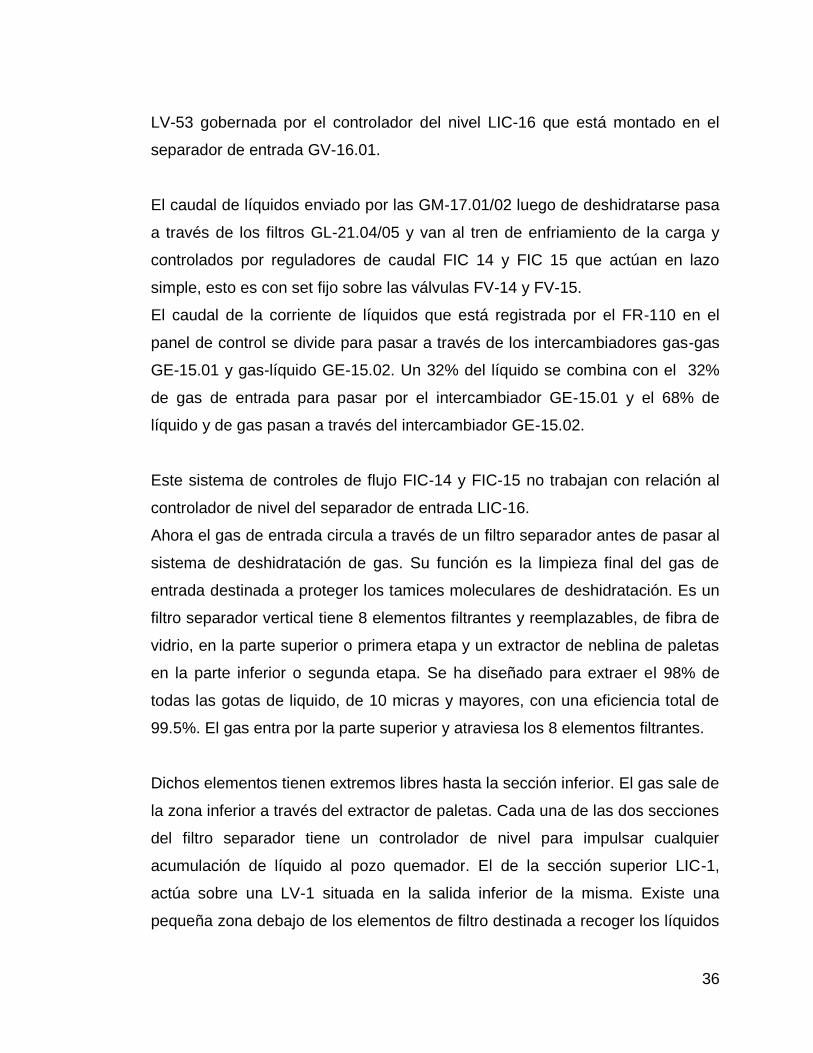
Los líquidos que pasan por este separador van a los deshidratadores de
líquidos GV-16.26/27 y luego a los filtros separadores de polvo GL-21.06/07 y
posteriormente a la desetanizadora GV-16.09 a través de la válvula de control
36
LV-53 gobernada por el controlador del nivel LIC-16 que está montado en el
separador de entrada GV-16.01.
El caudal de líquidos enviado por las GM-17.01/02 luego de deshidratarse pasa
a través de los filtros GL-21.04/05 y van al tren de enfriamiento de la carga y
controlados por reguladores de caudal FIC 14 y FIC 15 que actúan en lazo
simple, esto es con set fijo sobre las válvulas FV-14 y FV-15.
El caudal de la corriente de líquidos que está registrada por el FR-110 en el
panel de control se divide para pasar a través de los intercambiadores gas-gas
GE-15.01 y gas-líquido GE-15.02. Un 32% del líquido se combina con el 32%
de gas de entrada para pasar por el intercambiador GE-15.01 y el 68% de
líquido y de gas pasan a través del intercambiador GE-15.02.
Este sistema de controles de flujo FIC-14 y FIC-15 no trabajan con relación al
controlador de nivel del separador de entrada LIC-16.
Ahora el gas de entrada circula a través de un filtro separador antes de pasar al
sistema de deshidratación de gas. Su función es la limpieza final del gas de
entrada destinada a proteger los tamices moleculares de deshidratación. Es un
filtro separador vertical tiene 8 elementos filtrantes y reemplazables, de fibra de
vidrio, en la parte superior o primera etapa y un extractor de neblina de paletas
en la parte inferior o segunda etapa. Se ha diseñado para extraer el 98% de
todas las gotas de liquido, de 10 micras y mayores, con una eficiencia total de
99.5%. El gas entra por la parte superior y atraviesa los 8 elementos filtrantes.
Dichos elementos tienen extremos libres hasta la sección inferior. El gas sale de
la zona inferior a través del extractor de paletas. Cada una de las dos secciones
del filtro separador tiene un controlador de nivel para impulsar cualquier
acumulación de líquido al pozo quemador. El de la sección superior LIC-1,
actúa sobre una LV-1 situada en la salida inferior de la misma. Existe una
pequeña zona debajo de los elementos de filtro destinada a recoger los líquidos
37
que se hayan depositado desde ellos. De esta zona se extrae el líquido. La
sección inferior tiene el LIC-2 que actúa sobre la LV-2 situada en la salida de
drenaje inferior de la misma.
Al aumentar el nivel, aumenta la señal del regulador de nivel, abriéndose las
válvulas de control. Un interruptor de cierre por elevado nivel LSDH-1 está colo-
cado en la zona separadora de esta unidad. Cuando el nivel sea demasiado
elevado, el LSDH-1 cerrará la SDV-1, parando ésta la planta entera. Este
mecanismo de cierre está previsto para proteger los tamices moleculares de los
deshidratadores.
La parte alta, o sección de filtrado, está aislada de la zona inferior, o sección
separadora, y todo el gas debe pasar a través de los elementos filtrantes para
salir de este recipiente.
Después de un cierto tiempo, los elementos filtrantes se ensucian, y, por tanto,
se coloca un indicador de presión diferencial PDI-5 entre los elementos de
filtrado para medir la caída de presión. Cuando la presión diferencial en PDI-5,
es de 0,8 a 1,05 Kg/cm2 (12 a 15 psig), se abre la válvula de cierre de la línea
de by-pass del filtro y con las válvulas apropiadas existentes, se bloquea y
despresuriza el filtro-separador. Se cambian los elementos de filtrado, después
se presuriza lentamente el filtro y se abren las válvulas de cierre de entrada y
salida.
38
Figura 2.14: EP-Petroecuador (2011). Diagrama de enfriamiento de gas-
liquido. Manual de P & D. CIS

39
2.3.4 DESHIDRATADOR DE GAS
El gas natural que entra en la planta debe ser deshidratado hasta el punto de
rocio más bajo posible, debido a las bajas temperaturas a las que será
finalmente sometido la humedad que entre en la planta se quedará en el equipo
frío, pudiendo llegar a causar problemas.
Los tamices moleculares adsorbentes usados en este sistema son de material
sintético; sin embargo, su estructura es suficientemente parecida a algunos
minerales para ser clasificados como zeolitas. Los tamices moleculares son
silicatos de aluminio cristalino que han sido activados para la absorción
eliminando su agua de hidratación. Debido a que no ocurre ninguna, ó es muy
pequeña, la variación en la estructura durante esta deshidratación,
normalmente no se forman absorbentes de alta porosidad que tengan una gran
afinidad con el agua. El agua contenida en la corriente de gas de entrada es
adsorbida en los interespacios del tamiz molecular con sus innumerables
cavidades y su gran superficie de contacto. Los procesos de evacuación
(regeneración) y relleno (deshidratación) de las cavidades de los tamices
moleculares, pueden ser repetidos durante mucho tiempo, bajo condiciones
favorables.
Cada deshidratador ha sido dimensionado para tratar un volumen de gas igual
al volumen total de diseño de gas de entrada.
Los deshidratadores se llenan con los tamices moleculares, el tamaño del
recipiente, el peso de los tamices moleculares cargados en cada uno, el caudal
de regeneración, y el tiempo del ciclo (tiempo durante el cual cada
deshidratador puede deshidratar el volumen total de diseño de gas de entrada)
han sido calculados para una operación óptima y alargar al máximo la vida del

40
tamiz molecular. Se han previsto dos torres de deshidratación de forma que
mientras una está deshidratando gas, la otra está siendo regenerada.
Todas las operaciones requeridas para conmutar las válvulas de bloqueo de los
deshidratadores iniciar y parar el flujo del calentador de gas de regeneración,
volver a poner en servicio para la deshidratación el deshidratador ya
regenerado y aislar de la corriente de gas de entrada el deshidratador ya
saturado de humedad- dando inicio al ciclo de regeneración son iniciados y
controlados desde la consola de control del deshidratador.
Figura 2.15: EP-Petroecuador (2011). Diagrama de deshidración de gas.
Manual de P & D. CIS

41
Figura 2.15.1: EP-Petroecuador (2011). Diagrama de deshidración de gas.
Manual de P & D. CIS

42
2.3.5 REFRIGERACIÓN DE GAS Y LÍQUIDOS
El gas y líquidos de entrada provenientes de los GV-16.05/06 con un flujo de 50
gpm son divididos en dos corrientes paralelas para pasar a través de los
intercambiadores GE-15.01 y GE-15.02. Las dos corrientes se juntan después
para pasar por el intercambiador refrigerado por propano, GE-15.03. Esto
reduce la temperatura del corriente gas-líquido de entrada a -40 °C, resultando
un caudal de líquido condensado de 256,7 gpm con un peso específico de
0.501 en las condiciones de diseño. La corriente de líquidos de entrada es
bombeada desde el separador de gas de entrada, a través del los
deshidratadores de líquido GV-16.05/06 y el filtro, a los intercambiadores ya
indicados. El líquido que sale del filtro de polvos se divide en dos líneas que
conectan con las dos líneas de gas de entrada. Cada línea de líquido tiene su
propio orificio medidor de la velocidad, su controlador de caudal y su válvula de
control. Un transmisor de caudal en línea FT-14, va a un controlador-indicador
de caudal, FIC-14, y a un registrador de caudal FE-14 en el panel de control.
Un transmisor de caudal de línea FT-15 va a un regulador-indicador de caudal
FIC-15 y un registrador de caudal FR-15 en el panel de control. Estos dos
sistemas de control son idénticos y constan de los elementos siguientes:
- Los transmisores de caudal FT-14 con acumuladores de presión
diferencial calibrados de 0 a 100" de agua.
- Los reguladores de caudal FIC-14 y 15 con fuelles.
- Las válvulas de control FV-14 y 15 con orificio de apertura proporcional y
actuador de cierre por fallo y membrana de 4-20 mA (3 a 15 psí).
Los reguladores FIC-14 y FIC-15, serán ajustados de forma que se obtenga la
temperatura más baja a la salida de los intercambiadores GE-15.01 y GE-15.02.
En las condiciones de diseño, el FIC-14 estaría ajustado a (16.5 gpm), y el FIC-
43
15 a (35.3 gpm). Los FIC-14 y 15 trabajan a set fijo asegurando que por estos
intercambiadores pase la cantidad de líquido especificada, de ninguna manera
se debe recargar la entrada de líquido al GE-15.01 ya que se perdería
enfriamiento de la carga, por desbalances de temperaturas a la salida de los
GE-15.01/02.
La línea de gas de entrada que viene del filtro de polvo de gas que va al
intercambiador GE-15.01 y la otra va al intercambiador GE-15.02
(intercambiador gas líquido). Cada línea tiene una válvula de control que es
actuada por un regulador-indicador de temperatura diferencial TIC-10. La
válvula de control en la línea al intercambiador GE-15.01, se llama TV-10A y es
una válvula de mariposa con actuador de abertura por fallo de 4 a 20mA (3 a 15
psig) y posicionador. La otra válvula de control, en la línea al intercambiador
GE-15.02, se llama TV-10B y es una válvula de mariposa con actuador de
cierre por fallo de 4a 20mA (3a 15 psi) y posicionador. Las líneas de salida de
gas-líquido de los intercambiadores GE-15.01 y GE-15.02 son detectadas por
dos transmisores de temperatura con un tubo capilar lleno de gas de 10",
calibrados desde -46 °C a -18 °C (-50 °F a 0 °F). La tubería de salida del
intercambiador GE-15.01 tiene el transmisor de temperatura TT-10A. La señal
de TT-10A va al regulador TIC-10 como punto de medición y a un registrador
TR-10A en el panel de control. La línea del intercambiador GE-15.02 tiene el
transmisor de temperatura TT-10B. La señal de TT-10B va al regulador TIC-10
como índice de punto de ajuste y al registrador de temperatura TR-10B en el
panel de control. Las dos líneas de salida gas-líquido de los intercambiadores
GE-15.01 y GE-15.02 están diseñadas para una temperatura de -30 °C (-22
°F); esto significa que el punto de ajuste para TIC-10 será la señal del
transmisor TT-10B, o sea -30 °C (-22 °F). La señal de TT-10A, que es el punto
de medida, debe ser la misma para estar de acuerdo con el regulador TIC-10.
44
La temperatura de los intercambiadores GE-15.01 y GE-15.02 pues de no ser -
30 °C (-22 °F), sin embargo, mientras los TT-10A y 10B estén de acuerdo, el
regulador TIC-10 puede ser colocado en automático, mientras las temperaturas
de la planta fluctúen, el regulador TIC-10 estará en ajuste manual. Hay una
única señal de TIC-10 a las válvulas de control TV-10A y 10B, no obstante,
una válvula es accionada para abrir y la otra para cerrar evitando el cierre
total del caudal de gas de entrada. Cuando TIC-10 está en manual la señal se
ajusta para equilibrar las señales de TT-10A y 10B. Aumentando la señal la
TV-10B abre y la TV-10A cierra.
Cuando TIC-10 está en automático y la señal de TT-10B (salida del
intercambiador GE-15.02 se aumenta indicando un aumento de temperatura,
el punto fijado de TIC-10 empieza a incrementarse sobre el punto de medida
(TT-10A), esto disminuye la salida del regulador. El descenso de señal comien-
za a abrir TV-10A y cerrar TV-10B para sacar algo de caudal de gas del
intercambiador GE-15.02 y añadir más caudal en el intercambiador GE-15.01
Esto aumentará la señal de TT-10A en la medida en que se incremente el
flujo a través del intercambiador GE-15.01, y TT-10A/B deberían empezar a
equilibrarse. Cuando la señal de TT-10A (salida de intercambiador GE-
15.01, aumente, indicando un aumento de temperatura, el punto de medición
se mueve por encima del punto de ajuste, y la señal de TIC-10 se aumentará e
iniciará el cierre de TV-10A y la apertura de TV-10B equilibrando otra vez TT-
10A y 10B.
Las líneas de salida gas-liquido de los intercambiadores GE-15.01 y GE-15.02
se juntan y pasan a través del enfriador refrigerado por propano HE-15.03 en su
camino hacia el separador frío. La refrigeración de propano baja la temperatura
de la corriente de gas-líquido, desde -30 °C (-22 °F) a -40 °C (-40 °F). Del
sistema de refrigeración por propano se hablará más adelante.

45
El HE-15.03 es un intercambiador de tubos y carcasa con un área de
transferencia de 248 m2 con tubos de 1" de diámetro nominal y 4.88 metros de
longitud, un diámetro de filas de tubos de 94 cm y 1.32 m de la carcasa. El
refrigerante propano se admite a la carcasa del GE-15.03 por control de nivel
del LIC-51 que actúa sobre la LV-51. La carcasa del GE-15.03 esté protegida
por la PSV-54 ajustado a 275 psig para relevar a TEA.
La LV-51 es una válvula de apertura proporcional y actuador de abertura por
fallo opera con rangos de 4-20 mA (3-15 PSIG). El propano refrigerante es
alimentado al GE-15.03 desde el economizador GV-16-14 a una presión de
74,3 psig y 8 °C.
El separador frío, GV-16.07 es un depósito a presión, horizontal. Su función es
separar el gas residual no condensado de los líquidos condensados. Este
depósito también proporciona una cantidad variable de líquido condensado para
la alimentación del desetanizador.
El gas residual, de la parte alta del separador, pasa los intercambiadores GE-
15.01 y GE-003 A/B a presión, controlada como agente refrigerante, una vez
separado el gas que será utilizado como combustible en la planta va a las
estaciones Sur, Central, y Refinería Amazonas. El líquido del separador frío GV-
16.07 es enviado con un caudal ajustado por el nivel, a través del
intercambiador GE-15.02 como agente enfriador, y del intercambiador GE-15.11
para su precalentamiento final y alimentación a la desetanizadora por el plato
19. El GE-15.11 precalienta la carga con propano caliente proveniente de los
condensadores GA-19.06.
La presión en el separador es detectada por un transmisor de presión. La señal
transmitida va a un regulador-indicador de presión, PIC-10 y a un registrador de
presión PR-10 en el panel de control. La señal de PIC- 10 va a la PV-10 en la
línea de salida de gas residual del separador. El regulador PIC-10 es un con
escala de 426 a 711 psig. La PV-10 es una válvula de tipo disco Posiseal, con u

46
actuador de cierre por fallo de (3 a 15 psi). Un aumento de presión en el
separador abre la válvula PV-10. El gas que fluye del separador frío con un
caudal de 11,24 MMSCFD se combina con la corriente de gas procedente del
acumulador de reflujo del desetanizador con un caudal de 10.82 MMSCFD y la
corriente de gas así formada refrigera la corriente gas-líquido de entrada, en el
intercambiador GE-15.01 y a su vez refrigera la carga líquida de entrada en el
GE-003A/B. La temperatura de gas residual pasa de -35,6 °C a 15 °C en el GE-
15.01 y de 15 °C a 40,6 °C en el GE-003A/B. El gas residual va a las estaciones
Central y Sur. El gas residual es usado también como gas combustible. Esta
corriente va al depurador de gas combustible a presión controlada. (Ver la
sección de servicios de este manual).
El gas de regeneración para los deshidratadores de líquidos y de gas es
también tomado de la corriente de gas residual. La PV-8 se ha colocado en el
colector de gas residual para crear una presión diferencial que origina el flujo de
gas-residual a través de los sistemas de gas de regeneración y vuelva aguas
abajo de PV-8.
Aguas abajo de la brida porta diafragmas, se ha instalado una válvula anti
retorno. El anti retorno se coloca para evitar el retroceso del flujo al interior de la
planta utilizada en lugar de una válvula de cierre por emergencia como la SDV-
1 en la línea de gas de entrada y permite el paso del mismo al sistema de gas
residual en caso de aumentos de presión aguas arriba.
Aguas abajo del anti retorno, existe una línea 6" que conecta con el colector
residual al sistema de antorcha y está dotada de una válvula de control.
La señal de este regulador PC-9, actúa la válvula control de la línea de la
antorcha. La válvula de control PV-9 es de paso total con orificio de apertura
proporcional y actuador de apertura de fallo de 3 a 15 psig. Este esquema de
control se prevé para evacuar a la antorcha el gas residual cuando la presión en
el colector exceda los 28 kg/cm2 (400 psig). La acción de control del PC-9 es

47
inversa aumentando la presión decrece la señal del regulador. El punto de
ajuste del PC-9 estará ligeramente por encima de la presión normal en el
colector de gas residual. La PV-9 estará normalmente cerrada y el PC-9
ajustado para abrir la válvula cuando la presión en el colector suba ligeramente,
unos 0,35 kg/cm2 (5 psig). Esto es necesario para evitar bajo flujo de gas de
regeneración en el sistema de deshidratación. El PIC-8 estaré ajustado unos
1,4 kg/cm2 (20 psig) por encima de la presión en el colector de gas residual en
PC-9.
Aguas abajo de la conexión en la línea a la antorcha, se conecta la línea de by-
pass de gas de entrada a la línea de gas residual. Cuando la planta está
cerrada (SDV-1 cerrada) y siempre que aumenta la presión en el separador de
gas de entrada, la PV-15 se abre y envía el gas de entrada no procesado al gas
residual. Si la presión de gas residual aumenta, el PC-9 abre la válvula de la
línea de antorcha.
Se ha previsto un suministro eventual de gas combustible para asegurar el
caudal de gas combustible a los generadores eléctricos cuando la planta esté
cerrada. El gas residual es enviado fuera de la planta, a las estaciones Central,
Sur y Refinería Amazonas. La línea a la estación Sur tiene un orificio medidor
de velocidad y un registrador de caudal local, el registrador diferencial está
calibrado de 0 a 100 pulgadas de agua. La línea a la estación Centro tiene un
orificio medidor de velocidad con un transmisor de caudal FT-13, calibrado 0 a
100" pulgadas de agua. La señal del transmisor va a un regulador-registrador
de caudal local FRC-13.
La señal del regulador va a una válvula de control de mariposa con un actuador
de cierre por fallo de 0,2 a 1 kg/cm2 (3 a 15 psi). El caudal de gas residual a la
estación Centro viene ajustado por el regulador FRC-13. El resto de gas
residual va a la estación Sur, y solo se ha colocado un registrador de caudal. En

48
cualquier momento que se procese ó se desvíe más gas residual a través de la
PV-15 que el pueden manejar las estaciones Central y Sur se aumentará la
presión en el colector de gas residual, y abrirá la PV-9 a la antorcha.
La corriente de líquido del separador frío es enviada a través del intercambiador
GE-15.02 y el GE-15.11 al desetanizador. Esta corriente es controlada por un
regulador de caudal cuyo punto de ajuste es el regulador de nivel del separador
de frío.
En la tubería de líquido del separador frío al intercambiador GE-15.02, se ha
colocado un orificio medidor de velocidad con un transmisor de caudal FT-16.
La señal del transmisor va a un regulador-indicador FIC-16 en el panel principal
de control como índice a medir.
Este esquema de control se ha previsto para mantener el nivel en el separador
frío y suministrar una alimentación constante al desetanizador. El caudal de
alimentación que entra al desetanizador viene fijado por FIC-16 y este caudal se
determina por el nivel del separador frío. Cuando el nivel del separador frió
aumenta o disminuye, la señal de LIC-17 reajusta en concordancia el punto
fijado de FIC-16.
El separador frío tiene una alarma por alto nivel (LAH-14). Cuando el líquido
levanta el flotador, la alarma LAH-14 sonará en el panel de control, se ha
instalado una mira de cristal calibrado LG-4 y un indicador de presión PI-5. La
válvula de seguridad PSV-27 a 50 Kg/cm2 (710 psig) proporciona una
protección contra sobrepresiones en el separador frío. En el fondo del
separador hay una válvula de drenaje de una pulgada conectada a la línea de
drenaje al pozo de quemado.

49
Figura 2.16: EP-Petroecuador.(2011).Diagrama de refrigeración de gas y
liquido. Manual de P& D. CIS

50
2.3.6 DESETANIZADORA
Los líquidos procedentes del intercambiador GE-15.11 y de las GV-16.26/27 se
alimentan al desetanizador. Allí el etano junto con una pequeña cantidad de
propano se separa saliendo por la cabeza de la torre y es enviado al sistema de
gas residual.
La mayor parte del propano junto con una pequeña cantidad de etano y
esencialmente todos los hidrocarburos pesados fluyen por el fondo del
desetanizador a los debutanizadores. El debutanizador separa el butano y
propano de los hidrocarburos pesados (gasolinas). Por cabeza se obtiene el
propano-butano mientras que las gasolinas se separan por el fondo del
debutanizador ambos productos se envían al almacenaje respectivo.
El calentador de la alimentación a la desetanizadora GE-15.11 (que calienta
solo lo proveniente del separador frió) es un intercambiador con área de
transferencia de 72.5 m2, tubos de 1" de diámetro nominal y longitud de 4.88 m
por donde fluye la carga a la desetanizadora y un diámetro de la carcasa de
55.9 cm por donde fluye propano caliente proveniente de los condensadores
GA-19.06 el lado tubos está protegido por la PSV-115 tarada a 710 PSIG, la
carga líquida se calienta de 15.7 °C a 32.7 °C mientras que el propano se enfría
de 52.3 °C a 36.6 °C.
La temperatura a la salida del GE-15.11 se controla con un TIC-150 en el panel
de control que toma la señal del TT-150 que acciona las válvulas TV-150 y TV-
150A en la línea de agua de enfriamiento a la entrada de los condensadores
GE-19.06/07 respectivamente modificando el caudal de agua que ingresa a
estos intercambiadores.

51
Las válvulas TV-150/150A son válvulas de globo con accionador de abertura
por fallo y rangos de abertura de 4 a 20 mA
En el desetanizador los platos pequeños (sección superior) contienen 69 tapas
por bandeja y los grandes (sección inferior) contiene 72 tapas por bandeja. En
el debutanizador cada bandeja contiene 95 tapas, la función del desetanizador
es separar por fraccionamiento el metano y etano del propano y los
componentes pesados contenidos en la alimentación de la columna. Algo de
propano saldrá por la cabeza de la columna, pero esta cantidad debería ser
mínima y es un factor de control del desetanizador.
El metano, etano y algunos vapores de propano salen por la parte alta del
desetanizador sólo una parte de los gases de cabeza pasa a través de los
condensadores de reflujo del desetanizador GE-15.04/A/B/C, y la otra parte los
bordea, ambas corrientes van al acumulador de reflujo GV-16.10. La división de
la corriente de gases de cabeza es controlada por el regulador de nivel LIC-11
del acumulador de reflujo. La señal del regulador de nivel va a una válvula de
control LV-11 en la línea de by-pass del condensador. El nivel en el acumulador
de reflujo se mantiene aumentando o disminuyendo la porción de gases de
cabeza que bordean al condensador.
Como que necesitan algo más de presión los gases de cabeza para pasar por
los condensadores todos los gases de cabeza tienden a ir por el by-pass del
condensador ya que es el camino de menos resistencia. Este es el motivo para
colocar la válvula LV-11 en la línea de by-pass.
Para la condensación de los vapores que salen del domo de la desetanizadora
se dispone de 3 intercambiadores de calor GE-15.04/A/B/C.
Los vapores de propano que salen del domo de la torre son condensados para
ser luego alimentados como reflujo al plato superior del GV-16.09 y mantener

52
las condiciones de temperatura en el domo. Todos los gases de cabeza que no
se condensaron se juntan con el gas procedente del separador frió
constituyendo la corriente de gas residual de la planta.
La línea de gases de cabeza tiene una válvula de seguridad PSV-18 tarda a 37
kg/cm2 (525 psig) la cual proporciona una protección contra las sobrepresiones
en el sistema del desetanizador.
La temperatura de los gases de cabeza es detectada en la línea de cabeza y
registrada en el multiregistrador. La temperatura de diseño de la zona superior
debe ser unos -19 °C (-2 °F) y la temperatura de diseño de salida del
condensador ha de ser menos -37 °C (-35 °F).
El acumulador de reflujo de desetanizador GV-16.10 es un depósito horizontal a
presión de 42" de diámetro interior por 10' de extremo a extremo. Está diseñado
para separar la corriente de vapor y liquido de cabeza y proporcionar
almacenamiento para las bombas de reflujo.

53
Figura 2.17: EP-Petroecuador. (2011).Diagrama de la desetanizadora. Manual de P&D. CIS

54
Figura 2.17.1: EP-Petroecuador. (2011).Diagrama de la desetanizadora. Manual de P&D. CIS

55
Tabla 2.2. Condiciones de diseño del desetanizador
Caudal del líquido alimentador desde el separador frío 44474,9 Kg/h con un peso específico de 0,501
Temperatura de las cabezas de la columna - 19 °C (- 2 °F)
Temperatura de salida del condensador de reflujo al
acumulador 37 °C (-35 °F)
Presión del acumulador de reflujo 32 kg/cm2
Caudal de reflujo al plato de cabezal de la columna 527.7 l/min (159.4 gpm) con un peso específico
de 0,567
Temperatura de la base de la columna a los
rehervidores
113.62 °C
Temperatura del vapor de los rehervidores a la
columna 103 °C (218 °F).
Caudal de aceite caliente a través del rehervidor GE-
15-05ª
(134.7 gpm) y del rehervidor GE-15.05 B (115
gpm)
Temperatura del plato de control plato # 30 4 °C (39 °F)
Temperatura de aceite caliente a los rehervidores 260 °C
Temperatura de aceite caliente procedente del
rehervidor
GE-15.05A 184 °C y del rehervidor GE-15.05B
149 °C.
2.3.7 DEBUTANIZADORAS
Los líquidos procedentes de los rehervidores de la desetanizadora (322 gpm
0,401 de gravedad, específica y 113 °C) van a la desetanizadora GV-16.11 y a
la depropanizadora GV-16.24. El propano-butano se obtienen por la zona supe-
rior, y son enfriados y enviados a las esferas de GLP. Los componentes de

56
hidrocarburos pesados (gasolinas) mas una pequeña cantidad de butano, salen
por la base de cada debutanizador y son enfriados y enviados al almacenaje.
A cada, debutanizadora fluyen 161 gpm y 80 °C por el plato 19 según las
condiciones de diseño; sin embargo vale aclarar que por cada torre fluirá la
mitad de la carga líquida procedente de la GV-16.09.
Para una mejor compresión se detallará individualmente cada debutanizadora,
los cuales realizan operaciones idénticas la función del debutanizador es
separar por fraccionamiento el propano y el butano de los componentes más
pesados contenidos en la alimentación de la columna. Algo de butano se deja
salir por la base de la columna con la corriente de gasolina sin embargo, el
butano presente en el fondo deberá ser mínimo. La cantidad de butano en la
salida de la base de la columna es un factor de control para el debutanizador.
Los vapores de propano y el butano salen por la cabeza del debutanizador y
pasan a través de los condensadores de reflujo GA-19.03 y GE-15.10. Todos
los vapores de cabeza se condensan y el líquido va al acumulador de reflujo
GV-16.12. La línea de gases de cabeza tiene una válvula de seguridad PSV-28
a 225 psi, lo que proporciona una protección contra sobrepresiones en el
sistema del debutanizador. Un indicador local TI-31 detecta la temperatura en la
línea del domo al condensador, que se ha diseñado para 66 °C.
El condensador de reflujo GA-19.03 es un intercambiador de calor refrigerado
por aire, el liquido que se enfría y condensa por el GA-19.03 continúa su
enfriamiento en el GE-15.10 que es un intercambiador con área de
transferencia de 78 metros cuadrados, tubos de 1" de diámetro nominal y
longitud de 4,88 metros por donde fluye el agua de enfriamiento y diámetro de
carcasa de 58 cm por donde condensa los vapores .El refrigerante del GE-
15.10 es agua que proviene de las torres de enfriamiento y va por el lado tubos,
57
el mismo que está protegido de sobrepresiones mediante la PSV-58 que releva
a la atmósfera.
A la salida del condensador del GE-15-10 se ha instalado un registrador de
temperatura TR-16 cuya señal se registra en el panel principal.
El acumulador de reflujo del debutanizador PV-16.12 es un depósito horizontal
de presión de 36" de diámetro interior por 8' de extremo a extremo. Está
diseñado para separar cualquier vapor de cabeza no condensable del líquido y
proporciona un almacenamiento para las bombas de reflujo.
El líquido que fluye a través de los platos del debutanizador finaliza en el fondo
de la columna, donde debería contener poco butano. Para evitar que el butano
alcance la base de la columna, las colas del debutanizador son calentadas con
aceite caliente en el rehervidor del debutanizador GE-15-06. El rehervidor es
una caldera tipo intercambiador de carcasa con un diámetro exterior de 70.3/4"
y dos pasos de tubos en "U". Al final de los tubos se coloca un rebosadero que
sobresale 2" sobre los tubos. Cuando se acumula líquido en el fondo del
debutanizador se acumula también en el rehervidor, cuando los tubos del
rehervidor están cubiertos el líquido se derrama por el rebosadero, hay una
zona abierta para recoger las colas que se han derramado por el rebosadero.
Las colas son extraídas de esta zona del rehervidor y enviadas al
almacenamiento, el líquido es obligado a circular desde la base de la columna
por el serpentín del rehervidor antes de ir al almacenaje. El aceite caliente que
pasa por el serpentín calienta el líquido y vaporiza todos los componentes
ligeros tales como el butano. El vapor obtenido en el rehervidor vuelve a entrar
en la columna por debajo del primer plato y comienza el recorrido ascendente a
través de los platos.
La zona detrás del rebosadero en el rehervidor del debutanizador permite
mantener el nivel del fondo. Un regulador de nivel LIC-12, montado en una

58
estructura en el final del rehervidor actúa una válvula de control LV-12, en la
línea de salida del enfriador de producto de cola.
El líquido del rehervidor es enviado a través del enfriador de colas del
debutanizador al depósito de gasolina natural. Las colas del debutanizador son
enfriadas desde 161 °C a 43 °C en el enfriador GA-19.04. Los enfriadores de
productos de cola GA-19.04 y 19.05, tienen una única estructura con un único
ventilador. El enfriador de colas tiene 93 tubos aleteados de 1" de diámetro
exterior y 12" de largo. Se coloca un orificio medidor de velocidad en la salida
del enfriador de productos de cola para medir el caudal de gasolina que es
almacenado, señal que se registra en el panel principal. La temperatura de la
corriente de vapor del rehervidor del debutanizador a la columna es el punto de
control para este fraccionador. La temperatura se controla haciendo pasar más
o menos aceite caliente por los tubos del rehervidor. La temperatura del vapor
procedente del rehervídor se toma por un transmisor con un capilar de 10" y
calibrado desde 50 °C a 250 °C (122 °F a 482 °F). La señal del transmisor TT-
13 va a un indicador controlador de temperatura TIC-13 en el panel de control,
su señal es enviada a la válvula TV-13 en la línea de aceite caliente que sale
del rehervidor.
Aumentando la temperatura en la salida del rehervidor se reduce la cantidad de
butano en las colas. Como la presión en la columna y el caudal de reflujo vienen
fijados por diseño, la temperatura de los vapores de salida del rehervidor
determina la pureza de los productos de cola. El rehervidor proporciona el vapor
de recuperación necesario para minimizar el butano presente en la corriente de
gasolina para almacenaje, permitiendo que cada debutanizador fluya 161 gpm y
a 80°C por el plato 19, según las condiciones de diseño, sin embargo vale
aclarar que por cada torre fluirá la mitad de la carga liquida procedente de la
GV- 16.09. Los indicadores de temperaturas son:
TI-18, TI-75, aceite caliente a los rehervidores

59
TI-19, TI-74, aceite caliente de los rehervidores
TI-20 vapor de rehervidores a la columna
TI-43 líquido de la columna a los rehervidores
TI-44 líquidos de los rehervidores a las debutanizadoras
Figura 2.18: EP-Petroecuador. (2011).Diagrama de la debutanizador. Manual
de P&D. CIS

60
Tabla 2.3. Diseño del debutanizador
Caudal de líquido alimentación (161 gpm) con un peso
especifico de 0.401
Temperatura de cabeza de la columna 64,4 °C
Temperatura de salida del condensador de reflujo al acumulador 54,5 °C
Presión en el acumulador de reflujo 14,1 Kg/cm2 (201 psig)
Caudal de reflujo al plato de cabeza de la columna 137,6 gpm con un peso
específico de 0,479
Temperatura de la base de la columna al rehervidor. 153,8 °C
Temperatura del vapor por rehervidor a la columna 160,7 °C
Caudal de aceite caliente a través del rehervidor 267 gpm
Temperatura de aceite caliente al rehervidor 260 °C
Temperatura de aceite caliente procedente del rehervidor 204 °C
2.3.8 DEBUTANIZADORA Y DEPROPANIZADORA
La función de este equipo es exactamente igual al GV-16.11 y además nos
permitirá realizar corridas de propano con un mejor control de variables.
La otra mitad de los fondos del desetanizador (161 gpm) según diseño con un
peso específico de 0.401 a 80 °C, entran a través de la válvula FV-52 que es
accionada por el controlador FIC-52 por el plato 19 del GV-16.24. El
depropanizador es un recipiente vertical a presión de 48" de diámetro interior
por 75' de altura tiene 33 platos. Los vapores de propano y el butano salen por
la cabeza del GV-16.24 y pasan a través de los condensadores de reflujo GA-
19.07 y GE-15.09. Todos los vapores de cabeza se condensan y el líquido va al
61
acumulador de reflujo GV-16.21. La línea de gases de cabeza tiene una válvula
de seguridad PSV-55 a 225 psig. Lo que proporciona una protección contra
sobrepresiones en el sistema del depropanizador. Un transmisor local TT-60
detecta la temperatura en la línea del domo al condensado que se ha diseñado
para 66 °C en el panel de control.
El condensador de reflujo GA-19.07 es un intercambiador de calor refrigerado
por aire actuando corriente arriba y en serie con el GE-15.09, este es un
intercambiador tubo carcasa con 78 m2 de superficie de transferencia, tubos de
1" de diámetro nominal y 4.88 metros de longitud por donde fluye el agua de
enfriamiento y diámetro de la carcasa de 58 cm por donde condensan los
vapores de GLP. En el GA-19.07 se han colocado dos ventiladores de 9 pies de
diámetro movidos por dos motores eléctricos de 15HP. Mediante "Correa
trapezoidal", para forzar al aire a través de 309 tubos de 1 pulgada de diámetro
exterior. Los tubos están dotados de aletas y tienen 36 pies de longitud, los
ventiladores giran a 424 rpm y los motores a 1800 rpm. Cada ventilador tiene su
propio interruptor de cierre por vibración y cuando se desconecta por elevada
vibración sonará una alarma de paro de ventilador de enfriador en el anunciador
de la sala de control. La temperatura de la salida del condensador es detectada
por el TT-57 y registrada en el panel de control.
El refrigerante del GE-15.09 es agua que proviene de las torres de
enfriamiento y va por el lado de tubos el mismo que está protegido de
sobrepresiones mediante la PSV-56 que releva a la atmósfera.
El acumulador de reflujo del debutanizador GV-16.21 es un depósito horizontal
de presión de 36" de diámetro interior por 8' de extremo a extremo. Está
diseñado para separar cualquier vapor de cabeza no condensable del líquido y
proporciona un almacenamiento para las bombas de reflujo. El regulador de
nivel del acumulador LIC-56, que actúa sobre la válvula LV-56 en la línea de
salida de vapor del acumulador que va a la antorcha. Un descenso del nivel en
62
el acumulador abre LV-56. La señal de salida de regulador de nivel del
acumulador está colocada en la línea de señal del controlador de presión de la
torre PIC-55 que va a la válvula de control PV-55 (GLP a almacenaje), y la
misma señal va a la válvula de control LV-56, colocado en la línea del
acumulador de reflujo a la antorcha. Si disminuye el nivel en el acumulador de
reflujo la señal de salida del regulador LIC-56 disminuye. A una señal de salida
de 12 mA la señal de salida del regulador-indicador de presión de la torre
PIC-55 se aplica automáticamente a la válvula de control LV-56 a la antorcha, y
el aire abre la válvula. Al mismo tiempo la señal de salida a la válvula de
control al almacenamiento de propano-butano PV-55 es venteada a la
válvula de 3 vías cerrando el aire para abrir la válvula. Esto aumenta la presión
en el acumulador y el PIC-55 abre la válvula LV-56, evacuando todos los
vapores no condensables a la antorcha. Cuando se consigue otra vez un nivel
máximo en el acumulador de reflujo la señal de LIC-56 es superior a 12 mA,
entonces la válvula de la antorcha cierra y la válvula de control de
almacenamiento de propano-butano PV-55, está regulada por el regulador de
presión de la torre PIC-55. La presión de la línea de cabeza del
debutanizador es detectada por un transmisor de presión, calibrado desde 0
hasta 30 Kg/cm2 (0 hasta 426 psig). La señal del transmisor va a un regulador-
indicador de presión PIC-55, y a un registrador de presión PR-55, en el panel
de control. La señal de PIC-55 va a dos válvulas de control la PV-55 en la
línea de almacenamiento de butano-propano y la LV-56 en la línea de salida
de vapor del acumulador de reflujo a la antorcha. Normalmente el PIC-55
controla la presión del debutanizador permitiendo que el exceso de propano-
butano líquido vaya al almacenamiento. Este esquema de control está
diseñado para mantener el acumulador de reflujo lleno evacuando cualquier gas
no condensable a la antorcha y al mismo tiempo, cerrando la válvula de
producto propano-butano al tanque de almacenaje para mantener la presión en
la torre. Normalmente solo una válvula PV-55 ó LV-56 estará abierta, y la LV-
56 abre solo cuando el nivel del acumulador es bajo. El acumulador tiene una

63
mira de cristal calibrada LG-56, un indicador de presión PI-56 y un interruptor
de alarma por nivel bajo LAL-56. El interruptor de alarma por nivel bajo hará
sonar la alarma LAL-56 en el panel anunciador cuando esté desconectado. El
acumulador de reflujo tiene una válvula de 1" en la base que conecta con el
colector de drenaje al pozo de quemado.
El líquido del acumulador de reflujo va a las bombas de reflujo del
debutanizador GP-17.11 y 17.12; son bombas centrífugas, verticales movidas
por motores eléctricos de 15 HP. Están provistas de cierre mecánico y tubería
de cebado. Estas bombas están calculadas para un caudal de 229 gpm con una
presión diferencial de 3,1 Kg/cm2 (45 psig).El caudal de diseño de reflujo es
137,6 gpm con un peso específico de 0.479. La línea de descarga de la bomba
va al plato de cabeza de la torre. El caudal de reflujo se controla
automáticamente en la línea de salida de la bomba de reflujo se colocan una
placa de orificio medidor de velocidad y un transmisor de caudal. El
transmisor FT-56 está calibrado desde 0 a 100" de agua. La señal del
transmisor va a un regulador-indicador de caudal FIC-56, y un registrador de
caudal FR-56 en el panel de control. La señal de FIC-56 actúa sobre una
válvula de control de paso total, con orificio de apertura proporcional y actuador
de apertura por fallo de 3 a 15 psig. Todos los gases de cabeza del
debutanizador son condensados y el caudal total de líquido condensado en las
condiciones de diseño es 229 gpm.
Como las necesidades de reflujo son de 137,6 gpm, se debe disponer de los
91.4 gpm de exceso. Es 91.4 gpm constituyen la producción total de propano-
butano y son enviados a través del enfriador de producto a las esferas de GLP.
Las bombas de reflujo se utilizan para bombear el reflujo y la producción total a
almacenaje, el GE-19.09 es un intercambiador de calor de tubos y carcasa que
enfría el producto mediante agua de enfriamiento con una longitud de tubos de
4.88m por donde circula el agua de enfriamiento y un diámetro de carcasa de

64
19" por donde circula el producto a enfriarse. El lado de tubos está protegido de
sobrepresiones por la PSV-57A que releva a la atmósfera.
Existe un indicador local de temperatura TI-61 que está ubicado en la entrada
del enfriador y un termopar TT-55 en la salida, que envía la señal para registro
de temperatura en el panel de control. En la línea de salida del enfriador aguas
arriba del PV-55 hay una placa de orificio que envía señal para registrar el flujo
en el panel de control FT-56.
El líquido que fluye a través de los platos del debutanizador finaliza en el fondo
de la columna donde debería contener poco butano. Para evitar que el butano
alcance la base de la columna las colas del debutanizador son calentadas con
aceite caliente en el rehervidor del debutanizador GE-15-08. El rehervidor es
una caldera tipo intercambiador de carcasa y tubos Tipo BKU y dos pasos de
tubos en "U". Al final de los tubos se coloca un rebosadero que sobresale 2"
sobre los tubos. Cuando se acumula líquido en el fondo del debutanizador se
acumula también en el rehervidor. Cuando los tubos del rehervidor están
cubiertos, el líquido se derrama por el rebosadero. Después del rebosadero hay
una zona abierta para recoger las colas que se han derramado por el
rebosadero. Las colas son extraídas de esta zona del rehervidor y enviadas al
almacenamiento. El líquido es obligado a circular desde la base de la columna
por el serpentín del rehervidor antes de ir al almacenaje. El aceite caliente que
pasa por el serpentín calienta el líquido y vaporiza todos los componentes
ligeros tales como el butano. El vapor obtenido en el rehervidor vuelve a entrar
en la columna por debajo del primer plato y comienza el recorrido ascendente a
través de los platos.
La zona detrás del rebosadero en el rehervidor del debutanizador permite
mantener el nivel del fondo. Un transmisor de nivel LT-55, montado en una
estructura en el final del rehervidor envía una señal al LIC-55 en el panel de

65
con-trol el cual a su vez actúa la válvula de control LV-55 en la línea de salida
del enfriador de producto de cola. La estructura del rehervidor tiene una mira de
cristal calibrada LG-55 y un indicador de presión PI-55. Los siguientes
indicadores de temperatura están colocados en:
TI-55, aceite caliente al rehervidor
TI-56, aceite caliente del rehervidor
TI-57, vapor del rehervidor a la columna
TI-58, Liquido de la columna al rehervidor
TI-59. Líquido del rehervidor al enfriador de productos de cola.
El líquido del rehervidor es enviado, a través del enfriador de fondos del
debutanizador, al depósito de gasolina natural. Los fondos del debutanizador
son enfriadas desde 161 °C a 43 °C en el enfriador, GA-19.05.
Se coloca una placa de orificio en la salida del enfriador de productos de fondos
para medir el caudal de gasolina que es almacenado, el registrado de flujo FR-
55 está en el panel principal. El caudal de diseño de gasolina es de 33 gpm con
un peso específico de 0.620. La válvula de control de nivel del rehervidor está
colocado aguas abajo del transmisor FT-55.
La temperatura de la corriente de vapor del rehervidor del debutanizador a la
columna es el punto de control para este fraccionador. La temperatura se
controla haciendo pasar más o menos aceite caliente por los tubos del
rehervidor. La temperatura del vapor procedente del GE-15.10 se toma por un
transmisor de temperatura. El transmisor TT-55 envía su señal a un indicador
controlador de temperatura TIC-55 y a un registrador de temperatura TR-55 en
el panel de control. La señal de TIC-55 va a la válvula TV-55 en la línea de
aceite caliente que sale del rehervidor. La temperatura de la base del
debutanizador determina la cantidad de butano que hay en los productos de
cola de la columna aumentando la temperatura en la salida del rehervidor se
reduce la cantidad de butano en las colas. Como la presión en la columna y el
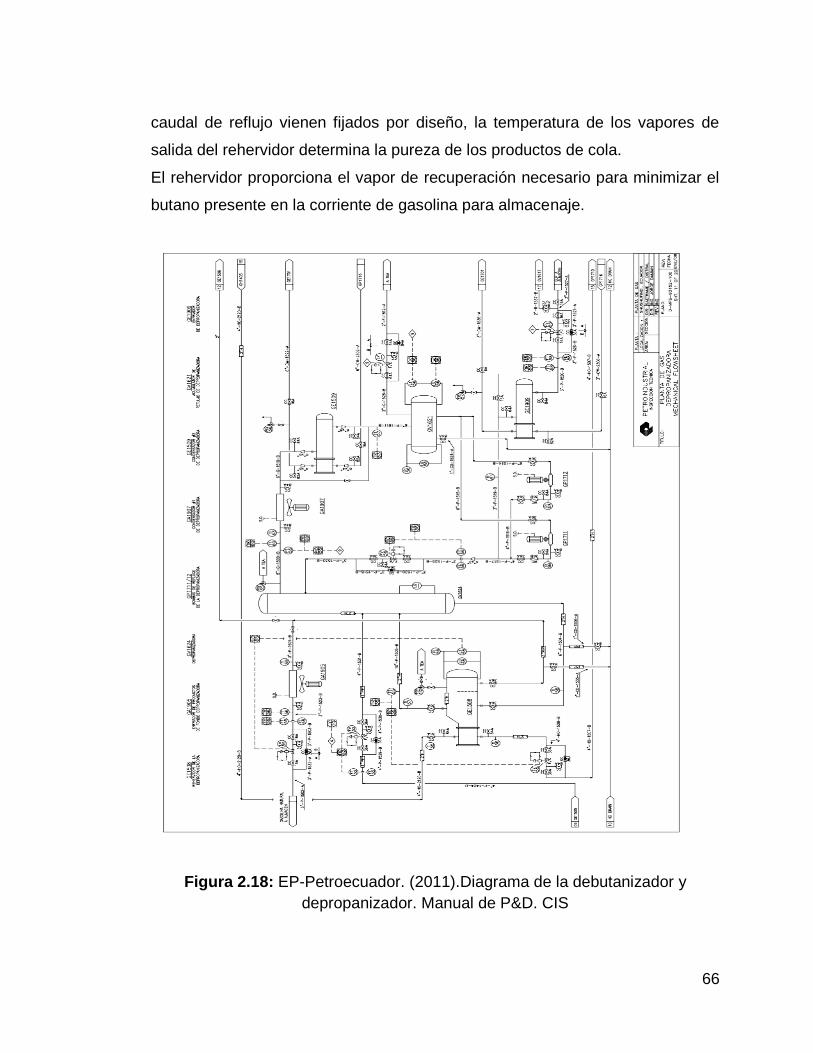
66
caudal de reflujo vienen fijados por diseño, la temperatura de los vapores de
salida del rehervidor determina la pureza de los productos de cola.
El rehervidor proporciona el vapor de recuperación necesario para minimizar el
butano presente en la corriente de gasolina para almacenaje.
Figura 2.18: EP-Petroecuador. (2011).Diagrama de la debutanizador y
depropanizador. Manual de P&D. CIS

67
2.3.7 SISTEMA DE ACEITE DE CALENTAMIENTO
Es un sistema cerrado donde el aceite caliente movido por bombas circula a
través de dos calentadores de gas residual y natural, a través de los
rehervidores del desetanizador, los debutanizadores y vuelve a la aspiración de
las bombas. El sistema proporciona el calor para los rehervidores del
desetanizador y de los debutanizadores. El aceite de calentamiento es un fluido
sintético transmisor de calor apropiado para sistemas que necesiten distribuir el
calor uniformemente, un control preciso de la temperatura y rápida respuesta a
una demanda de calor. El Therminol es químicamente y térmicamente estable.
Resiste cambios físicos y químicos a todas las temperaturas por debajo de su
límite máximo de operación 315 °C (600 °F), es decir, la temperatura del
Therminol debe ser mantenida por debajo de los 315 °C siempre. El fabricante
del Therminol recomienda algunas formas de minimizar el contacto del aire con
el fluido para evitar la oxidación a temperaturas superiores a los 38 °C. Se ha
instalado un sistema protector de gas combustible en los tanques de expansión.
La descripción del sistema de aceite de calentamiento empieza con el tanque
de expansión de aceite de calentamiento GV-16.13, es un depósito de presión
horizontal de 42" de diámetro interior por 8' de extremo a extremo. La presión
máxima de trabajo en este depósito es de 7 Kg/cm2 (100 psig) a 260 °C. Se
protege contra la sobrepresión por medio de una válvula de seguridad PSV-20,
a 6 Kg/cm2 (85 psig) que evacúa al pozo de quemado. El tanque de expansión
proporciona únicamente almacenaje o equilibrio para el sistema cerrado de
aceite. Cuando los tubos del calentador del rehervidor y las líneas que los unen,
están llenos manteniendo el nivel del tanque, cuando este nivel disminuye se
añade para aumentar las existencias del sistema. El nombre del tanque de
expansión viene aumentando su temperatura. A 38 °C de temperatura la

68
densidad es de 878 Kg/m3 (7.31 Ib/gal = 54.3 Ib/cuft. A 260 °C, la densidad es
de 729 Kg/mo (6.07 Ib/gal =45.5 Ib/cuft).
Esto significa que las existencias del sistema ocupan mayor espacio a medida
que aumenta la temperatura y por consiguiente al nivel del tanque de
expansión no se le permite ser superior al punto aquel en el que un aumento de
temperatura causaría un derrame. El tanque de expansión tiene una alarma por
bajo nivel, LAL-15 que sonará en el panel anunciador para prevenir una pérdida
de succión de la bomba de recirculación. También hay un tubo de vidrio
calibrado LG-17 y un indicador de presión PI-39. El sistema de gas protector en
el tanque se compone de dos reguladores. El regulador N° 6 en la línea de gas
combustible al tanque de expansión, y el regulador N° 8 en la línea de venteo.
La presión del tanque de expansión se mantiene a 0.35 Kg/cm2 (5 psig). El
regulador N° 6 introduce gas combustible en el tanque hasta que se alcanza la
presión de 0.35 Kg/cm2 (5 psig) y el regulador N° 8 lo evacúa cuando la presión
es mayor a 0.35 - 0.4 Kg/cm2 (5 - 5.5 psig). Hay una válvula anti-retorno en la
línea de gas combustible para evitar el retorno de caudal. También hay una
válvula de 1", de venteo en la parte superior del tanque y se usa para evacuar
todo el vapor de agua que haya quedado en el sistema de aceite después de la
prueba hidrostática. Esta válvula se abre durante el calentamiento inicial del
sistema y antes de la puesta en servicio del sistema de gas protector. Hay un
sumidero en la base del tanque de expansión para recoger el agua.
El aceite se bombea mediante las bombas de circulación de aceite de
calentamiento GP-17.07 y 17.08. Son bombas centrifugas verticales en línea
movidas por motores eléctricos de 30 HP. La bomba tiene una tubería de
cebado y un sello mecánico especial para altas temperaturas estas bombas
están calculadas para 1949 l/min (515 gpm) con una presión diferencial de 3,5
Kg/cm2 (50 psi). El caudal continuo mínimo es de 378 /min (100 gpm). Una

69
bomba es de repuesto. La temperatura de bombeo de diseño es de 184 °C (363
°F). Para evitar una posible avería por choque térmico en la bomba de repuesto
en caso de una necesidad urgente una pequeña línea de 1/2" con una válvula
de cierre está colocada formando un by-pass alrededor del anti retorno de
descarga de cada bomba. Esto permite circular una pequeña corriente de aceite
a 184 °C (363 °F) a través de la bomba de reserva y mantenerla siempre
caliente.
El aceite de calentamiento es bombeado a través del calentador de aceite GH-
14.02 donde la temperatura se aumenta desde 184 °C (363 °F) a 260 °C (500
°F). El calentador es horizontal tipo cabina de dos pasos y calentador por
radiación-convección de gas residual/. Cada quemador tiene un quemador
piloto de encendido eléctrico actuado a distancia. Cada piloto tiene una bobina
de encendido y un pulsador para iniciar la chispa. Cada quemador principal
produce un calor máximo de 642.600 Kcal/hora a una presión de gas
combustible de 1,7 Kg/cm2 (24 psig). El calor de diseño es de 514.080
Kcal/hora (2.040.000 BTU/hora) para una presión de gas combustible de 1
Kg/cm2 (15 psig). El mínimo calor producido es de 214.200 Kcal/hora (850.000
BTU/hora) a una presión de gas combustible de 0,2 Kg/cm2 (2,7 psig). Los
pilotos están diseñados para una presión de gas combustible de 0,14 a 0,35
Kg/cm2 (2 a 5 psig).
El flujo de aceite en el calentador se divide en dos serpentines separados el
caudal a través de cada serpentín se decide por el diseño de las tuberías y
el camino de menor resistencia. Las tuberías son simétricas y se coloca en la
tubería de entrada a cada serpentín, un diafragma y un transmisor de
caudal de presión diferencial calibrado de 0 a 100 pulgadas de agua. La señal
del transmisor va a dos indicadores locales de caudal FI-28A y 28B. Las dos
señales de los transmisores van también a 2 presostatos FSDL-28A y 28B.
Estos presostatos son con un campo de 0.1 a 1.4 Kg/cm2 (1 a 20 psig), y
70
están previstos cinco mecanismos de cierre por bajo caudal. Los presostatos
están ajustados a una señal de los transmisores que representa un caudal
aproximado de 189 l/min (50 gpm) a través de cada serpentín. Cuando esta
señal disminuye por debajo del punto de ajuste en FSDL-28A ó 28B, las
bombas de recirculación de aceite de calentamiento se paran y las válvulas de
cierre de gas combustible a los quemadores principales y pilotos del calentador,
se cierran.
La temperatura del aceite de calentamiento procedente del calentador se
controla a 260 °C (500 °F). La temperatura de la salida se toma por un
transmisor de temperatura TT-14 llena de gas, calibrada de 200 °C a 400 °C
(392 a 752 °F). La señal del transmisor va a un regulador-registrador de
temperatura local TRC14. La señal del regulador va a una válvula de control
con orificio de apertura proporcional y actuador de cierre por fallo, colocada en
la línea de gas combustible que va a los quemadores. El TRC-14 está ajustado
para invertir la acción: al aumentar la temperatura el aceite disminuye la señal
del regulador en el aire para abrir la válvula de control. TRCV-14. La línea de
aceite caliente que sale del calentador tiene un anti retorno para evitar el
retorno de caudal en el caso de ruptura de un tubo dentro del calentador.
También se ha colocado en la línea de salida del calentador una válvula de
seguridad PSV-19 a 11,6 Kg/cm2 (165 psig) y que evacúa al pozo de
quemado. Se ha colocado una tubería de 1" con una válvula de cierre alrededor
de la PSV-19 para drenar los tubos del calentador a la línea del pozo de
quemado. Un orificio medidor de caudal y un transmisor de caudal de presión
diferencial colocado a la salida del calentador. El transmisor de caudal está
calibrado de 0 a 100 pulgadas de agua y la señal va al segundo estilete del
registrador del regulador TRC-14. El registrador FR-24 registra el caudal total
de aceite caliente que sale del calentador, y en las condiciones de diseño
debería ser 1575 L/min (416 gpm)
71
La temperatura del aceite caliente que sale del calentador es también detectada
por un termopar conectado a un interruptor de temperatura. El punto de ajuste
de TSDH-3 es 288 °C (550 °F). La temperatura de diseño de salida del
calentador es de 260 °C.
La temperatura del aceite de calentamiento procedente del calentador se
controla a 260 °C (500 °F). La temperatura de la salida se toma por un
transmisor de temperatura TT-14 llena de gas, calibrada de 200 °C a 400 °C
(392 a 752 °F). La señal del transmisor va a un regulador-registrador de
temperatura local TRC14, Foxboro modelo 40r-A4, con 2 estiletes. La señal del
regulador va a una válvula de control Fisher de 1" 667 E3, de paso total, con
orificio de apertura proporcional y actuador de cierre por fallo, colocada en la
línea de gas combustible que va a los quemadores. El TRC-14 está ajustado
para invertir la acción: al aumentar la temperatura el aceite disminuye la señal
del regulador en el aire para abrir la válvula de control. TRCV-14. La línea de
aceite caliente que sale del calentador tiene un anti-retorno para evitar el
retorno de caudal en el caso de ruptura de un tubo dentro del calentador.
También se ha colocado en la línea de salida del calentador una válvula de
seguridad, PSV-19 tarada a 11,6 Kg/cm2 (165 psig) y que evacúa al pozo de
quemado. Se ha colocado una tubería de 1" con una válvula de cierre alrededor
de la PSV-19 para drenar los tubos del calentador a la línea del pozo de
quemado. Un orificio medidor de caudal y un transmisor de caudal de presión
diferencial, Foxboro 13 A se coloca a la salida del calentador. El transmisor de
caudal está calibrado de 0 a 100 pulgadas de agua, y la señal va al segundo
estilete del registrador del regulador TRC-14. El registrador FR-24 registra el
caudal total de aceite caliente que sale del calentador, y en las condiciones de
diseño debería ser 1575 L/min (416 gpm).
72
La temperatura del aceite caliente que sale del calentador es también detectada
por un termopar conectado a un interruptor de temperatura tiene un campo de -
18 °C a 600 °C y está previsto para cerrar los quemadores principales y los
pilotos cuando el aceite alcance una temperatura demasiada elevada. El punto
de ajuste de TSDH-3 es 288 °C (550 °F). La temperatura de diseño de salida
del calentador es de 260 °C.
El aceite caliente procedente del calentador va a los rehervidores del
desetanizador (GE-15.05A) y del debutanizador (GE-15.06), proporcionando el
calor para producir los vapores de recuperación necesarios en cada
fraccionador. El caudal de diseño de aceite de calentamiento para el rehervidor
del desetanizador (GE-15.05A) es de 149 GPM. Este flujo se regula mediante
un regulador-indicador de caudal FIC-20, que es reajustado por el regulador de
temperatura del plato 30 TIC-12, como se describía en la sección del
desetanizador de este manual. La temperatura de aceite de calentamiento se
reduce de 260 °C a 149 °C por intercambio en el rehervidor el aceite vuelve al
tanque de expansión y a las bombas de circulación.

73
Figura 2.19: EP-Petroecuador. (2011).Sistema de calentamiento. Manual de
P&D. CIS

74
Figura 2.19.1: EP-Petroecuador. (2011).Sistema de calentamiento. Manual de
P&D. CIS

75
2.3.7 SISTEMA DE REFRIGERACIÓN
La temperatura del gas de entrada debe ser reducida a -40 °C para condensar y
recuperar los componentes deseados contenidos en el gas. La temperatura se
baja usando un sistema exterior de refrigeración, que es propano como
refrigerante. El sistema de refrigeración con propano se utiliza también para
condensar una fracción de la corriente de gases de cabeza del desetanizador
para el reflujo requerido en el mismo.
El sistema de refrigeración es un circuito cerrado. El gas y líquido de entrada
como los gases de cabeza del desetanizador vaporizan el propano líquido a
baja presión, 1Kg/cm2 (14,7 psig) y - 43 °C.
Los compresores GC-11.01/02/03 comprimen el propano a 17,3 Kg/cm2 (247
psig). El propano comprimido es condensado y enfriado en los enfriadores por
aire GA-19.06 en los intercambiadores de tubo carcasa GE-19.06/07 y en el
intercambiador tubo carcasa GE-15.11, hasta una temperatura de 37 °C para
luego ser enviado al tanque igualador de presiones, GV-16.17.
Del GV-16.17, el refrigerante es enviado al economizador, GV-16.16 con control
de nivel a través de la LV-15 y al GE-00.02 con control de nivel a través de la
LV-50, a una presión de 74 psig con lo que la temperatura disminuye de 37 a 9
°C. El propano del GE-00.02 retorna a la entrada del GV-16.16.
El vapor producido en el GV-16.16 va a la entrada de la cuarta etapa de los
compresores, mientras que el propano líquido es enviado a los
intercambiadores GE-15.03 con control de nivel a través de la LV-51 y al GE-
15.04C con control de nivel a través de la LV-54 a una presión de 0,98 Kg/cm2
con lo que la temperatura disminuye a -40 °C.
Los vapores producidos en los enfriadores van al depurador de succión del
refrigerante GV-16.14, con control de presión a través de la PV-19, para

76
finalmente ingresar a la primera etapa de los compresores y así completar el
circuito.
Figura 2.20: EP-Petroecuador. (2011). Sistema de refrigeración. Manual de
P&D. CIS

77
Figura 2.20.1: EP-Petroecuador. (2011). Sistema de refrigeración. Manual de
P&D. CIS

78
Figuras 2.21: Planta de gas Shushufindi
2.4. PROCESO DEL GAS
Proceder a poner en servicio la Planta de Gas mediante el arranque, marcha,
paro y mantenimiento del gas.

79
2.4.1 ARRANQUE Y MARCHA DE LA PLANTA DE GAS
- Verificar alineamientos de las válvulas de seguridad.
- Revisar que las conexiones eléctricas y de instrumentación estén
correctamente efectuadas
- Alinear válvulas para ingreso de carga y circuito normal de operativo para
proceso.
- Verificar su correcto alineamiento.
- Bloquear los drenajes y venteos.
- Alinear la instrumentación para control.
- Abrir válvula manual de paso de gas desde Estación Norte y Centro a GV-
1601 y en forma lenta y paulatina iniciar el barrido del aire exclusivamente
con gas desde las Estaciones.
- Efectuar el barrido, drenaje y presionamiento en forma lenta tramo por
tramo y equipo por equipo.
- Efectuar barrido de líneas desde GV-16.01 hasta SDV-1 y presionar este
tramo hasta 150 PSI en forma lenta, drenar periódicamente por las partes
bajas y venteos.
- Coordinar con Seguridad Industrial para detección de fugas.
- Continuar con presionamiento lento, operar con venteos y drenajes para
eliminación de Oxigeno, Agua y otras impurezas.
- Efectuar barrido de líneas de gas residual combustible.
- Abrir lentamente By-Pass de SDV-1 y barrer el Oxigeno hasta el filtro
separador de entrada FC- 21.01.
- Presionar el Sistema hasta el FC.21.01 en forma paulatina y lenta hasta 38
Kg/cm2.
- Drenar puntos bajos.
- Paulatinamente incrementar el set de PCV-15.
- Alinear SDV-1 y cerrar By-pass.

80
- Barrer las líneas al pozo de quemado a través de By-pass de LCV-1 y LCV-
2 en el FC-21.01
- Verificar barrido con gas de cabezal a Tea y proceder al encendido de la
misma.
- Bloquear válvula de drenaje al pozo de quemado de GV-16.19/28.
- Bloquear entrada y salida de deshidratadores y luego a través de la línea de
equilibrio de 1” proceder al barrido y presionamiento lento, barrer la línea al
pozo de quemado por el drenaje.
- Efectuar drenajes por los puntos bajos.
- Efectuar el barrido de aire, Xileno, aguas y otras impurezas de GE-15.01/02
y líneas de interconexión a través de venteos y drenajes.
- Alinear uno de los filtros de polvo de gas y líquidos, efectuar barridos.
- Efectuar purgado de Planta por los puntos bajos y venteos.
- Garantizarse barrido total del oxigeno de cabezales de gas y Tea y pozo de
quemado.
2.4.2 VERIFICAR LA HERMETICIDAD
- Coordinadamente con Seguridad Industrial verificar ausencia de fugas.
- Con el visto bueno de Seguridad Industrial presionar Planta hasta unos 400
PSI y mantener el Sistema estable por un tiempo prudencial a esta presión.
- Alinear lentamente válvulas manuales y automáticas del sistema de los
depuradores de gas de regeneración y obtener 400 PSI en todo el proceso.
81
2.4.3 EN MARCHA
- Alinear y energizar sistema de control inteligente de deshidratadores.
- Poner en servicios FRC-1/18/100.
- En el sistema de gas residual y combustible, garantizar un buen barrido,
purgado y drenaje.
- Poner en servicio instrumentación de control del sistema de gas
combustible.
- Abrir lentamente válvulas y alinear gas combustible a hornos, generadores,
tea, pozo de quemado y gas residual a Petroproducción.
- Encender piloto del pozo de quemado.
- Solicitar envío de líquidos desde Estaciones y hacer niveles lentamente en
GV-16.01.
- Poner en servicio sistema de agua de enfriamiento.
- Garantizar un perfecto barrido del sistema del pozo de quemado y proceder
al encendido.
- Cerciorarse que regulador de presión de la desetanizadora PIC-13 está
operando normalmente al igual que PIC-8.
- Incrementar temperatura del horno de sal GHTTOPG 14.01 en forma lenta
a valores normales operativos.
- Previo al envío de carga a los deshidratadores debe efectuarse un ciclo
completo de regeneración y enfriamiento de los tamices moleculares
nuevos que han sido cargados, tanto para las torres de gas como de
líquidos.
- Sistemáticamente drenar y ventear la planta en los puntos más adecuados.
- Encender hornos GHT-14.02 (fuera de servicio)/03 e incrementar
temperatura lentamente. Utilizar válvula de 1” de colchón de gas junto al
regulador N°6.
- Arrancar GP-17.01/02 y alinear GV-16.22/23.
82
- Verificar alineamiento y obtener condiciones normales en los tanques de
expansión de aceite térmico. Comprobar niveles adecuados.
- La recirculación del aceite térmico efectuarla por los bypass hasta
condiciones de operación óptima.
- Hacer niveles en recipientes y rehervidores.
- Incrementar temperatura lentamente en GHT-14.02/03 conforme a
requerimientos y condiciones de operación.
- Alinear productos, LPG a Tea y gasolina natural al pozo de quemado hasta
obtener especificaciones de normas adecuadas, posteriormente alinear al
almacenamiento.
- Estabilizar condiciones normales de operación.
- Comprobar alineamientos, conexiones en el sistema de refrigeración previo
al arranque, verificar que se haya efectuado un buen barrido.
- Coordinar arranque de GC-11.01/02/03 y estabilizarlos.
- Pasos complementarios son de vuestro conocimiento.
- Durante el proceso de arranque se tendrá a disponibilidad al personal de
mantenimiento en las áreas que se requieren, en especial de
Instrumentación.
- Todas las actividades y procedimientos generales anotados requieren de
concentración y las debidas precauciones, efectuar todos los movimientos
operativos con el conocimiento y responsabilidad que les caracteriza.
2.4.4 MANTENIMIENTO
Todo trabajo de mantenimiento debe ser autorizado previamente. En el caso de
la fuga de gas se detuvo el funcionamiento de las partes implicadas, terminando
los productos (gases), contenidos y se procedió a inyectar agua en el tanque a
fin de identificar el lugar de la fuga. Al ser necesaria la utilización sistemas de

83
soldadura, o cualquier tipo de equipo que actúe como fuente de calor / llama,
dado al peligro inherente en la Planta de Gas, es necesaria la presencia de
personal de Seguridad Industrial durante estos trabajos. Se movilizan extintores
alrededor de la zona y se la aísla con una cortina de agua durante el
funcionamiento de los equipos de mantenimiento. El mantenimiento del tanque
duró más de 6 horas en la tarde y noche y entró nuevamente en servicio en la
tarde del día siguiente.
El mantenimiento se realiza de acuerdo al daño, tiempo de uso, cambio de
algún sistema de instalación o solo mantenimiento por el tiempo que conlleva el
proceso evitando así que se dañe alguno de estos equipos industriales.
El mantenimiento se efectúa por fugas, taponamientos en las instalaciones que
se utilizan bajas temperaturas, de las líneas de entrada y salida de gas, entre
otros factores.

CAPÍTULO III

84
CAPÍTULO III
3. METODOLOGÍA
3.1 ANÁLISIS CROMATOGRÁFICO DE GASES
La palabra cromatografía es un método físico de separación, significa “Escribir
en Colores” ya que cuando fue desarrollada los componentes separados eran
colorantes. Los componentes de una mezcla pueden presentar una diferente
tendencia a permanecer en cualquiera de las fases involucradas. Mientras más
veces los componentes viajen de una fase a la otra que se denomina partición
se obtendrá una mejor separación.
Las técnicas cromatográficos se sustentan en la aplicación de la mezcla en un
punto o fase estacionaria denominado Punto de Inyección o Aplicación como
liquido (CGL) o un sólido (CGS), seguido de la influencia de la fase móvil es un
gas (gas portador).
85
Figura 3.1. Análisis de la muestra de gas en un cromatógrafo
3.1.1 CLASIFICACION DE LA CROMATOGRAFÍA
Cromatografía en Columna: En este caso se utilizan columnas de vidrio
rellenas de Alúmina, Sílica u Oxido de Magnesio.
Cromatografía en Capa Fina: En este tipo de cromatografía se utiliza una
placa de vidrio recubierta con fase estacionaria manteniendo un pequeño
espesor constante a lo largo de la placa.
Cromatografía en Papel: El proceso es básicamente el mismo que la
cromatografía en capa fina, solo que se usan tiras de papel
cromatográfico en la cuba cromatográfica.
Cromatografía de Líquidos de Alta Eficiencia: Es parecida a la
cromatografía en Columna, sólo que se aplica el flujo a presión, con
valores de entre 1500 a 2200 lpca, el tamaño de partícula es entre 3 y 10
micras, la longitud de la columna es entre 5 y 25 cm y requiere de equipo
sofisticado. En la cromatografía ocurren dos fenómenos muy importantes

86
y que son prácticamente los rectores del proceso de separación. Estos
procesos son la adsorción y la absorción.
3.1.2 CROMATOGRAFÍA DE GASES LA TÉCNICA MÁS UTILIZADA PARA
EL ANÁLISIS DEL GAS NATURAL
Es la cromatografía en fase gaseosa. De acuerdo a esta técnica, la muestra se
vaporiza y se distribuye entre las dos fases utilizadas para generar la
Separación la fase móvil, o gas de arrastre, que transporta la muestra, y la fase
estacionaria que retiene selectivamente las moléculas de los componentes que
se separan. Esta fase es un sólido granular, mojado por un líquido, responsable
de la separación, empacado dentro de un tubo denominado columna. El gas de
arrastre debe ser inerte, para evitar reacciones con el empaque de la columna o
con la muestra. Los gases más comúnmente utilizados son Helio, Nitrógeno e
Hidrógeno.
3.1.3 ANÁLISIS CROMATOGRÁFICO DEL GAS NATURAL
Se debe tener en cuenta que cuando se determina la composición del gas
natural, no solo se cuantifican los hidrocarburos presentes, sino también las
impurezas, como Agua, Dióxido de Carbono y Sulfuro de Hidrógeno. Es posible
que también haya presencia de arenas, las cuales producen erosión. En las
muestras pueden, haber también parafinas y asfáltenos, los cuales se depositan
y crean problemas de taponamiento. Si el agua está en forma líquida y hay
presencia de gases ácidos, de seguro aumentará la corrosión. Además de la
posible formación de hidratos

87
Las tomas de muestra deben hacerse por procedimientos que aseguren que la
misma sea representativa del gas. Deberán purgarse convenientemente los
recipientes. En caso de extraerse de cañerías a presión menor que la
atmosférica, deberá hacerse desplazando el mercurio del recipiente para
muestra. Si se trata de un gas licuado deberá cuidarse que al extraer la muestra
no se produzca una destilación fraccionada.
Fraccionamiento a Baja Temperatura.- Este proceso, por lo general se
realiza en el Aparato Podbielniak que es una columna de laboratorio
rellena para la destilación fraccionada de gas natural.
Espectrómetro de Masa.- Este método se basa en la deflexión de su
trayectoria que sufren las moléculas ionizadas de un gas muy diluido, en
un campo magnético. La ionización se efectúa en una cámara de
ionización.
Espectrómetro de Absorción Infrarroja.- Este es un aparato similar a un
espectrómetro común, pero utiliza rayos infrarrojos cuya refracción con
gases y otros medios incoloros es más pronunciada y característica que
la de los rayos de la luz visible. Los distintos componentes son
identificados por comparación de sus aspectos con espectros patrones
de productos puros, determinados en el mismo aparato o publicados en
la literatura. La espectrometría infrarroja es particularmente útil para
distinguir entre moléculas saturadas del grupo (parafínicos) y no
saturadas (olefinas, etc.).
En los últimos años, la utilización de los métodos cromatográficos para el
análisis de gases ha ido en auge, por la rapidez y relativa sencillez de los
procedimientos.
La técnica de mayor utilidad para determinar la composición del gas natural
es el Análisis Cromatográfico. Los cromatógrafos son equipos provistos de
columnas construidas con acero inoxidable o de plástico, las cuales están

88
rellenas de sustancias que atraen individualmente a cada uno de los
componentes en función de su composición, de tal forma que a medida que
el gas avanza dentro de la celda de medición, cada componente se adhiere
a la superficie de la sustancia utilizada como relleno y se queda retenida por
un determinada lapso. Eso permite que se vayan separando los diferentes
componentes que componen la muestra. A la salida hay un detector que
indica la presencia de un componente puro. En la figura 2 se presenta un
diagrama de un análisis Cromatográfico para una muestra de gas natural.
Figura 3.2: Ing. Ramos. (2012) .Análisis Cromatográfico para una muestra de
gas natural. Institucional
3.1.4 COMPONENTES DE UN CROMATÓGRAFO DE GASES
1) Fase móvil
2) Puerto de inyección
3) Horno de la columna
4) Columnas

89
5) Fase estacionaria
6) Detector
7) Resultados (registros de datos)
3.7.4.1 Fase móvil
Estas fases son generalmente gases inertes como Helio, Argos o Nitrógeno. El
gas portador lleva las moléculas del analito a través de la columna, este
movimiento es inhibido por la adsorción que presenta el analito tanto en las
paredes de la columna cuanto en los materiales empaquetados en la misma.
Puerto de inyección
Es un dispositivo que permite la introducción de la muestra en la corriente del
gas portador.
3.1.5 COLUMNA CROMATOGRÁFICA
Las columnas están hechas de cobre, acero inoxidable o tubos de vidrio,
dobladas o enrolladas. La separación de la mezcla se realiza dentro de la
columna, por lo tanto, es la parte más importante del cromatógrafo. En
cromatografía de gases la columna más utilizadas es del tipo capilar.

90
3.1.5.1 Horno de la columna
En el interior se sitúa la columna, donde se debe t3ener una buena regulación
de la temperatura. Dentro del horno la columna se concreta en un extremo al
puerto de inyección, y en el otro al detector. La columna debe estar en el centro
del horno sin tener contacto con las paredes.
a) Fase estacionaria
La fase estacionaria es la encargada de separar los componentes de la
muestra. Esta puede ser un sólido o un líquido, dispuestos sobre un sólido que
actúa como soporte (columna). El sólido de la fase estacionaria puede ser de
aluminio, silica gel, carbón o tierra de diamantes; y el líquido de la fase
estacionaria debe tener una baja viscosidad y una alta y diferencial solubilidad.
b) Soporte
La función básica del soporte es sostener la fase estacionaria. El soporte debe
de tener elevada superficie por unidad de volumen, estabilidad térmica, dureza
mecánica, inactividad química y baja resistencia al paso de un gas.
La mayoría está hecho de tierra de diatomeas (diatomita), principalmente se
trata de sílice hidratada micro amorfo, la calcinación de esta tierra dará lugar a
diversos productos según la forma y temperatura de tratamiento.

91
c) Detectores
Los detectores son dispositivos que indican y miden los solutos en la corriente
del gas acarreador, convirtiendo una señal no medible directamente en una
señal elaborable de una propiedad física, esta señal es elaborada por una
comparación entre el gas acarreador puro y el mismo gas llevando cada uno de
los componentes previamente separados en la columna, esto es traducido en
una señal eléctrica que es amplificada y registrada al momento de salir de la
columna.
Los resultados son registrados a través de un computador y descritos en una
lista como se muestra en la siguiente figura.
Figura 3.3: EP-Petroecuador (.2012). Análisis de la planta modular del CO2.
Laboratorio CIS.
92
3.1.6 COOMPOSICIÓN QUÍMICA Y PROPIEDADES DE LOS
GASES
Los componentes presentes en las cromatografías de las muestras de gas
tomadas a la entrada, salida de gas y permeato del gas, también se desarrollo
el análisis de la entra, salida y permeato del CO2 de la estación de Shushufindi.
De esta manera serán las que determinen las características necesarias para
su aprovechamiento, por lo que, a continuación detallaremos los resultados de
la cromatografía de los gases.
Dióxido de carbono (CO2). Es un gas incoloro, inerte, altamente corrosivo en
presencia de agua libre, la concentración máxima aceptable es del 2%, causa la
acidez al gas asociado. Por lo que, le consideramos contaminante ya que se
encuentra en la planta GLP con un 0% y en la planta de CO2 de entrada
tenemos 16.909%, de salida 6.192% y permeato 55.091%, por ende requiere de
unas membranas para eliminar el CO2 y de cierta manera prevenir daños a los
equipos y el restante será enviado a la tea para quemarlo.
Nitrógeno (N2): es un gas incoloro, inodoro, insípido, no toxico
constituye la mayor parte de la atmosfera terrestre. Al reaccionar con el
oxigeno y formar oxido nítrico y dióxido de nitrógeno se vuelve toxico. Se
encuentra presente en la planta GLP 0% y en la planta de CO2 de
entrada 4.482%, salida 6.676% y el permeato 7.506%.
Etano (C2H4): Es el segundo miembro de la serie de los alcanos, es un
hidrocarburo gaseoso. Las moléculas de alcanos no contienen enlaces
dobles carbono – carbono, es decir, son métodos saturadas está
presente en la planta GLP en debutanizadora 2.55% y en

93
depropanizadora 4.75% y en la planta CO2 de entrada 7.700%, de salida
8.212% y permeato 2.047% y será otro de los componentes de
importantes del gas residual.
Propano (C3H8): Gas incoloro e inodoro de la serie de los alcanos. El
propano es separado del gas natural y mezclado con el butano para la
producción de gas licuado del petróleo (GLP) y se encuentra presente en
la planta GLP en un porcentaje de 68.98% y en la planta CO2 en la
entrada 5.843%, salida 14.156% y en permeato 2.477%.
Butano (C4H3): Hidrocarburo gaseoso de la familia de los alcanos
compuesto por 4 moléculas de carbón y 10 de hidrogeno. Dentro de la
industria del gas, el butano es mezclado con el propano para preparación
de GLP. En el n – butano (butano normal). La cadena es continua sin
ramificaciones y se en encuentra en la planta GLP 12.73%, y en la planta
de CO2 en la entrada del gas 0%, salida 0,984% y en permeato 0%. Esta
diferencia de estructura es la causa de las distintas propiedades que
presentan estos compuestos.
Pentano (C5H12): Hidrocarburo liquido perteneciente a la familia de los
hidrocarburos parafinados, compuesto por cinco moléculas de carbón y
12 de hidrogeno. Este gas es llevado a la planta de gas para
recuperación de gasolina. Esta presente como Iso – Pentano (iC5H12)
es un 0% y en la planta de CO2 entrada 0%, salida 0% y permeato del
0%.
Gravedad específica: se define como la razón de la densidad de un gas
a determinada presión y temperatura a la densidad del aire a la misma

94
temperatura y presión, generalmente a condiciones normales. Mientras
que la densidad de los gases varía con la temperatura de estos factores,
siempre y cuando el gas siga la ley de los gases perfectos. 0.51/0.57 a
una presión de 162/ 200 PSI, y la volatilidad máxima es de 36°F.
Figura 3.4: Ing. Ramos. (2012). Principales componentes del gas natural.
Institucional

95
3.2 TAMICES MOLECULARES
Los tamices moleculares son sólidos que pueden ser usados para separar los
componentes moleculares de una mezcla. Este término es habitualmente usado
para denominar a determinados sólidos micros porosos. Estos materiales
presentan una distribución de tamaños de poro muy estrecha, conservando
además las características de diferenciar entre moléculas en base a sus
diferentes dimensiones moleculares.
Dado que la diferencia en los diámetros cinéticos de estas dos moléculas es de
menos 0.02 nm, es evidente que el diseño de los tamices moleculares requiere
de un control muy riguroso del tamaño de los poros. Otras importantes
aplicaciones industriales de los tamices moleculares son: la purificación de gas
natural, obtención de CH4 de mezclas de gases, recuperación de H2 de gases
reformado del petróleo y separación/recuperación de gases a partir de biogás.
Los principales componentes que son separados en este tipo de aplicación son
CO2, CH4, H2, CO Y H2S.
Dado su respectivo diseño para el procedimiento de este sistema de tratamiento
de gas se requiere un enfriamiento a muy bajas temperaturas, los procesos de
deshidratación por glicol no son suficientes para remover toda el agua
necesaria. Para estos casos se utilizan los tamices moleculares.
En aplicaciones donde se requieren puntos de rocio de agua de menos de (-
30°C), la tecnología de deshidratación por glicoles no es suficiente para retirar
el contenido de agua necesario, por el cual se basa en su principio de operación
en la adsorción del agua sobre la superficie porosa del tamiz, alojándose en un
recipiente cilíndricos por donde circula en forma ascendente el gas húmedo,
saliendo el gas seco por el tope de los mismos. La humedad se va adsorbiendo
hasta que los tamices se saturan. En ese momento, se suspende el proceso de
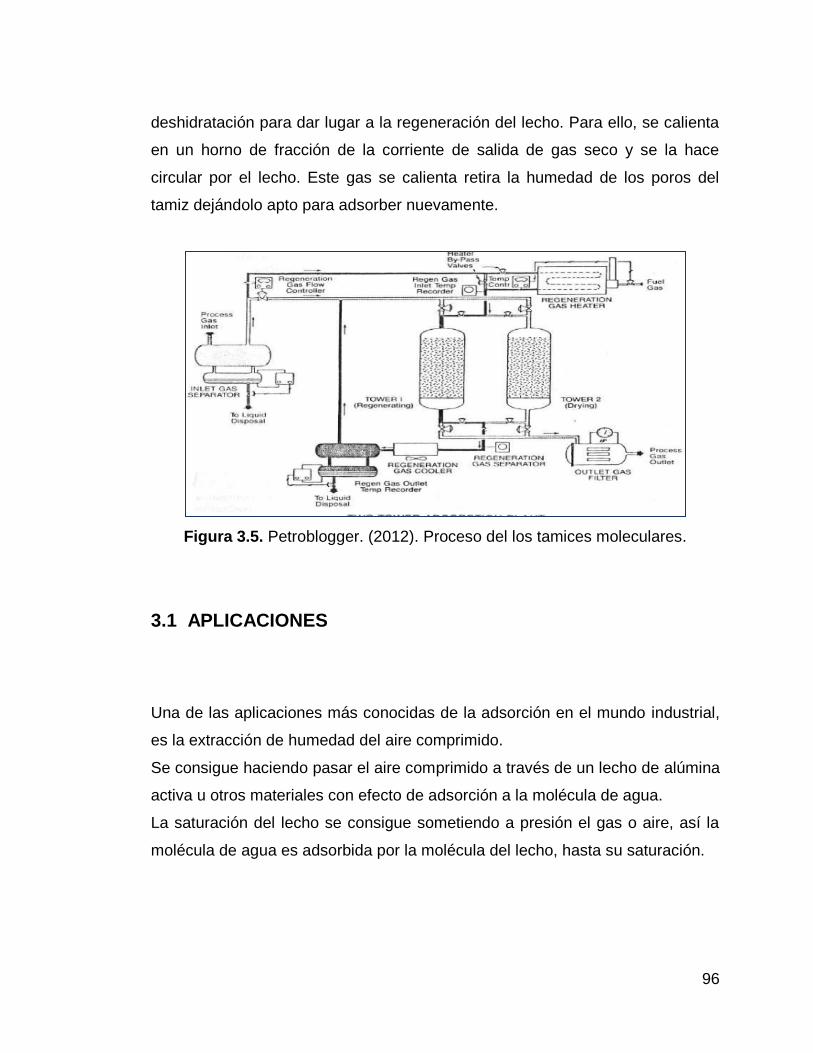
96
deshidratación para dar lugar a la regeneración del lecho. Para ello, se calienta
en un horno de fracción de la corriente de salida de gas seco y se la hace
circular por el lecho. Este gas se calienta retira la humedad de los poros del
tamiz dejándolo apto para adsorber nuevamente.
Figura 3.5. Petroblogger. (2012). Proceso del los tamices moleculares.
3.1 APLICACIONES
Una de las aplicaciones más conocidas de la adsorción en el mundo industrial,
es la extracción de humedad del aire comprimido.
Se consigue haciendo pasar el aire comprimido a través de un lecho de alúmina
activa u otros materiales con efecto de adsorción a la molécula de agua.
La saturación del lecho se consigue sometiendo a presión el gas o aire, así la
molécula de agua es adsorbida por la molécula del lecho, hasta su saturación.

97
La regeneración del lecho, se consigue soltando al exterior este aire
comprimido y haciendo pasar una corriente de aire pre-secado a través del
lecho.
En la segunda parte del ciclo, con la despresurización, el oxigeno se libera del
nano-poro y se evacua a la atmósfera, los generadores de nitrógeno, usan este
sistema y sus aplicaciones se han generalizado en la industria, en usos como la
inertización de depósitos, de envases de productos alimenticios o farmacéuticos
y en laboratorios, donde se usa el nitrógeno como gas portador o inertización de
cámaras de acuerdo a las capacidades de adsorción como son:
• 3A (tamaño de poro de 3 Å): Adsorbe NH3, H
2O, (pero no C
2H
6), bueno para
secar líquidos polares.
• 4A (tamaño de poro de 4 Å): Adsorbe H2O, CO
2, SO
2, H
2S, C
2H
4, C
2H
6, C
3H
6,
etanol. No adsorbe C3H
8e hidrocarburos superiores. Bueno para secar líquidos
y gases no polares.
• 5A (tamaño de poro de 5 Å): Adsorbe hidrocarburos normales (lineales) hasta
n-C4H
10, alcoholes hasta C
4H
9OH, mercaptanos hasta C
4H
9SH. No adsorbe Iso-
compuestos o anillos mayores que C4.
• 10X (tamaño de poro de 8 Å): Adsorbe hidrocarburos ramificados y
aromáticos. Útil para secar gases.
• 13X (tamaño de poro de 10 Å): Adsorbe di-n-butilamina (pero no tri-n-
butilamina). Útil para secar hexametilfosforamida.

98
Figura 3.6: Muestra de los tamices moleculares
3.2. MEMBRANAS DE REMOCIÓN DEL CO2
Las membranas se han convertido en una tecnología establecida para la
remoción de dióxido de carbono (CO2) desde entonces su primer aplicación fue
en 1981.
El dióxido de carbono, que se subdivide en la categoría de gases ácidos H2S y
CO2 es comúnmente encontrar en corrientes naturales del gas en niveles tan
altos como el 80 % en combinación con agua, es altamente corrosivo y
rápidamente destruye tuberías y equipo a menos que esté a medias removido o
exótico y los materiales costosos de construcción son usados. El dióxido de
carbono también reduce la temperatura del calentador, la corriente natural del
gas y la capacidad de la tubería de desperdicios. En plantas LNG el CO2 debe
estar removido para impedir congelamientos en los enfriadores de bajas
temperaturas.
En la remoción del gas está disponible procesos de absorción, como el proceso
criogénico, la adsorción va en procesión, como la presión, la adsorción giratoria
99
(el analizador de sentencias de problemas), la termal adsorción giratoria (TSA)
y la esponja de hierro y las membranas.
El gas Natural endulzando: realzó recuperación de petróleo (el fin de registro),
donde el CO2 es removido de un gas natural asociado a la corriente y
reinyectada en el petróleo fluye para realzar recuperación de petróleo
Estos procesos se realizan de acuerdo del material y la estructura de la
membrana.
3.2.1 PRINCIPIO DE OPERACIÓN PARA LA SEPARACIÓN DE UNA
MEMBRANA
El principio de operación de separación de gases con membranas es
relativamente directo. Las membranas son barreras delgadas que permiten el
paso preferencial de ciertas substancias (moléculas).
Las membranas de separación de gas están compuestas primordialmente de
materiales poliméricos, los cuales incluyen derivados celulósicos, poysulfone,
políamidas y polimidas. Estas membranas no contienen orificios o poros como
se encontrarían típicamente en la tecnología de filtrado. Al contrario, la
separación está basada en el principio de que el gas se disuelve y se dispersa a
través de la misma.
Algunos gases pasan a través de (infiltración) una membrana a un ritmo mucho
mayor que otros gases debido a una diferencia en la solubilidad de ese gas en
el polímero, y al ritmo en el que el gas se dispersa a través de la membrana del
polímero. La diferencia en la relación de permeabilidad de los gases a través de
la membrana, provee la base para la separación.

100
La separación de la membrana de gas es un proceso de concentración que, en
el caso de los gases, está directamente relacionado con la presión del gas de
succión y las corrientes de infiltración. La separación es provocada por las
diferencias parciales de presión del componente a través de la membrana del
polímero.
La figura 3.26 muestra un proceso simple de membrana de gas. Este ejemplo
se refiere a la separación de los dos gases, dióxido de carbono (CO2) y metano
(CH4). Dada la corriente de alimentación de CO2 y CH4 a una presión
determinada, siendo CO2 el componente más permeable, pasará a través de la
membrana al costado de la presión más baja y saldrá a medida que la corriente
se infiltre. El CH4 se mantiene en el lado de la presión alta y sale a medida que
el residuo fluye sin ninguna pérdida esencial de presión. Ambos, tanto CH4 y
CO2 se infiltran a través de la membrana y resulta que el residuo de la corriente
es más concentrado con CH4 y la corriente infiltrada más concentrada con
CO2.
Figura 3.7: EP-Petroecuador.(2012). Proceso de separación con membrana de
gas. Manual de uso de las membranas moleculares. Laboratorio CIS

101
Para una determinada temperatura, presión y composición de carga, la
permeabilidad de un componente individual a través de una membrana de
polímero es constante. Esta ecuación se expresa la permeabilidad de la
membrana (ecuación 3.1). EP-Petroecuador (2006). Manual de operación de
las membranas. Laboratorio del CIS
á [3.1]
Por consiguiente, a medida que la concentración C02 en la corriente del residuo
disminuye (para un área de membrana determinada), la diferencia de presión
parcial de CO2 a través de la membrana también disminuye, disminuyendo la
cantidad de CO2 que se infiltra a través de la membrana.
Al mismo tiempo, aumenta la diferencia de presión parcial a lo largo de la
membrana del componente permeable más lento (metano), aumentando la
cantidad de este componente que se infiltra a lo largo de la membrana. Debido
al diseño modular de los elementos de la membrana, el área de la membrana
puede ajustarse para permitir una operación eficiente para amplios márgenes
de cantidad de flujo de alimentación, presiones, temperaturas y
concentraciones. Es importante recordar que una cantidad de flujo reducida
(menor a la cantidad para la que el área de la membrana estuvo dimensionada)
resultará en una concentración de CO2 menor en el residuo, sin embargo, a
costa de pérdidas mayores de CH4. En este caso es necesario ajustar el área
de la membrana para mantener la eficiencia de la separación.
El grado de separación de los componentes de gas se define por la selectividad
de la membrana (relación de permeabilidad de los componentes) y por las
condiciones de separación (presión, temperatura, cantidad de flujo, etc.). Para
102
un área de membrana determinada y para un set de presiones de succión e
infiltración, el factor de selectividad o separación de una membrana determinará
la eficiencia de operación o la cantidad de composición del gas permeato. La
permeabilidad del CO2 o (flujo) de la membrana determinará la cantidad del
área de membrana que se requerirá para una especificación de residuo
determinada.
3.2.2 SEPARACIÓN DE GAS CON MEMBRANA
Los elementos de la membrana están formados como láminas planas y
empacadas en módulos enrollados en espiral que luego se insertan en tubos de
acero. Un módulo espiral enrollado consiste en envolturas de membranas
construidas de dos láminas de membrana pegadas espalda con espalda a
través de tres bordes con la membrana hacia afuera. Se inserta un espaciador
en el centro de la envoltura para mantener las membranas separadas de
manera que un canal se forma para el gas permeato. El extremo abierto de la
envoltura de la membrana se adjunta al tubo de acero inoxidable que ha sido
perforado con orificios.
El gas de alimentación es introducido en una cara del módulo de la membrana
donde se desplaza entre envolturas de membranas individuales. El separador
del canal alimentación está diseñado para provocar la mezcla de gas a medida
que se desplaza a lo largo de la superficie de la membrana. Los gases que
tienen mayor infiltración pasan a través de la membrana hacia el centro de la
envoltura de la membrana y luego se mueven en espiral alrededor del tubo de
acero y salen como la corriente infiltrada de baja presión. El gas de producto
sale al otro extremo del módulo prácticamente sin pérdida de presión.
Alimentación infiltración
D: Coeficiente de difusión; S: Solubilidad
103
Esta ecuación se expresa la permeabilidad y factor de separación de la
membrana (ecuación 3.2). EP-Petroecuador (2006). Manual de operación de
las membranas. Laboratorio del CIS
[3.2]
Figura 3.8. Wikipedia, Scielo. (2009). Membrana No- Porosas.
3.2.3 CONSIDERACIONES PARA EL DISEÑO DE LA
MEMBRANA
Muchos parámetros de proceso pueden estar ajustados para optimizar en
función de la necesidad del cliente. La optimización es más crítica para mayores

104
sistemas dónde pequeñas mejoras pueden traer recompensas abrumadoras.
Algunos requisitos típicos son:
Costo bajo
La fiabilidad alta
A gran altura sobre el tiempo de la corriente
La operación fácil
La recuperación alta de hidrocarburo
Un mínimo mantenimiento
El consumo mínimo de energía
El requisito bajo peso y del espacio
3.2.4 PRECAUCIONES DE OPERACIÓN
Con el fin de asegurar que cada elemento de membrana responda conforme a
las condiciones de diseño, es indispensable que se operen los elementos de
acuerdo con los procedimientos establecidos y que se tomen ciertas
precauciones.
Los Sistemas de Membranas están diseñados con equipo auxiliar para ayudar
a proteger los elementos de la membrana de contaminación y otros problemas
operacionales que podrían dañar los elementos, sin embrago, el operador es
responsable de prevenir cualquier contaminación o problema operacional que
pudiera dañar o acortar la vida de los elementos de la membrana.
Las siguientes son notas generales de precaución en relación con el uso de los
elementos de las membranas:
No permita que el agua libre, los hidrocarburos líquidos, los
hidrocarburos polinucleares aromáticos, los aceites lubricantes, el glicol, los
105
aminos, amoníacos, propileno, o cloruros penetren en los tubos de la
membrana. Estos contaminantes revestirían la superficie reduciendo las
permeabilidades de los componentes de gas. El contacto con estos
contaminantes pueden en realidad causar que la superficie de la membrana se
bloquee completa e irreversiblemente.
No trate la membrana de alimentación de gas con químicos tratantes o
inhibidores de corrosión. Ciertos compuestos, a menudo encontrados en
solventes utilizados con estos químicos e inhibidores de corrosión, revestirán la
superficie de la membrana reduciendo las permeabilidades. No permita que gas
saturado de agua ingrese en los tubos de la membrana. El gas saturado de
agua debería ser deshidratado (antes del equipo de pre tratamiento) o
calentado (20 a 30 °F) (5,6 a 11,1 °C). Antes de ingresar en los tubos de la
membrana. Aun una pequeña cantidad de condensación dañaría la superficie
de la membrana. (Recuerde que el gas que pasa a través de la pared de la
membrana se enfría debido al flash ISENTHALPIC, por consiguiente es
probable que un poco de agua se condense en la superficie de la membrana si
el gas saturado de agua se introduce como carga del elemento de la
membrana.
Si la corriente de alimentación contiene una cantidad substancial de
humedad, se deben tomar precauciones para asegurarse de que la temperatura
y presión del permeato se mantengan para mantener la humedad del permeato
en la fase del vapor. En vista de que en estos casos el contenido de humedad
de la corriente del permeato será relativamente alto, aumentar la contrapresión
del permeato puede causar condensación en la pared de la membrana si la
temperatura es lo suficientemente baja. Se debe recordar que el elemento
induce una contrapresión de aproximadamente 15 psi. Esto significa que la
presión de la pared de la membrana es 15 psi mayor que la presión del cabezal
del permeato. Por ejemplo si el permeato contiene 5000 /MMSCFD de agua a
35 PSIG. de presión del cabezal del permeato, la temperatura del permeato

106
debe ser mantenida sobre la temperatura de saturación de 85 grados F. Los
elementos de la membrana son higroscópicos. No permita que los elementos de
la membrana se expongan a una humedad relativa mayor a 90% por largos
períodos de tiempo ( no más de cuatro 4 a seis 6 horas) Cuando se bloquee el
sistema o se bloquee en un banco de tubos de membrana, siempre mantenga
presionado con gas a una presión de 20 a 30 psig en los tubos de la membrana
para asegurarse que la humedad se mantenga fuera del sistema. Si se hace
necesario rellenar con gas, arranque siempre la unidad de membrana con los
Procedimientos de Arranque de Sistema de Membrana (Arranque en frío) o
utilice nitrógeno seco. Además, si por alguna razón los elementos de la
membrana son retirados del sistema, los elementos deberán almacenarse bajo
cubierta en una área seca, preferiblemente empacados con un paquete de gel
de sílica en su interior.
Las membranas funcionarán de la mejor manera en temperaturas de 120
-130 grados °F (48,9 a 54,4°C). Operar los elementos de la membrana a
temperaturas inferiores minimizará la cantidad de gas de hidrocarburos que se
ventile a través del permeato. A pesar de que para una eficiencia máxima la
unidad de membrana debería ser operada a 125 °F (51,6 °C) o lo más
aproximado como sea posible, el gas entrante debe siempre (si no ha sido
deshidratado previamente) ser calentado por lo menos 20 a 30 °F (5,6 a 11,1
°C).
Para un desempeño óptimo de la unidad de membrana, mantenga el
área de baja presión o corriente del permeato a la presión más baja posible
manteniendo la presión de la succión cercana a la presión de diseño. Para
condiciones de operación significativamente diferentes de las especificaciones
del diseño.
No permita que la de presión del cabezal de baja presión del permeato
sea mayor que la presión del lado de alimentación. Si una contrapresión se
mantiene en el lado del permeato y el lado de carga no presiona, se podría

107
ocasionar una presión diferencial del permeato al lado de carga a través de la
membrana. Los elementos de la membrana pueden quedar permanentemente
dañados por presión diferencial en esta dirección.
No Presione bruscamente el sistema de membranas, Esto puede
ocasionar flujos bruscos que pueden ocasionar el deterioro del filtro y las
membranas.
Siempre abra lentamente las válvulas manuales de succión cuando
presione el recipiente del filtro de pre tratamiento. Altos flujos instantáneos
pueden ocasionar la ruptura de los elementos filtrantes.
No deje caer las membranas o no los apoye en la sección meridional.
Fuera de los bastidores de los tubos de membrana, los elementos de la
membrana son relativamente frágiles.
Recuerde que los elementos de la membrana son bastantes caros.
3.3 PROCEDIMIENTO DE ARRANQUE
Los siguientes son los procedimientos de arranque del sistema de membrana
KMS diseñados para la Planta de Gas. Estos procedimientos de arranque están
divididos en dos secciones:
Arranque en frío del sistema de membrana
Arranque en caliente del sistema de membrana.
El arranque en frío o despresurizado se define como el arranque inicial (el
sistema de membrana ha sido sacado de servicio de manera segura). Arranque
o presurizado en caliente se define como el arranque que se efectúa posterior a
una parada temporal del sistema.
108
3.3.1 ARRANQUE EN FRÍO (DESPRESIONADO DEL SISTEMA)
Asegúrese que todas las válvulas manuales de entrada, residuo y
permeato estén cerradas. La válvula Orbit del apretamiento debe estar cerrada.
Las válvulas individuales de bloqueo de entrada, residual y permeato de cada
banco deben estar cerradas. La válvula automática de entrada (SDV-114) y la
válvula automática del permeato (SDV-303) deberán estar cerradas. La válvula
de by-pass de arranque (SDV-15) debe estar abierta.
Alimente con gas combustible al horno (HT-410). Alimente con suministro
de aire de instrumentación al panel de control y a todos los controles
neumáticos.
Asegúrese de que todas las líneas de drenaje de líquido del filtro de
coalescencia estén abiertas, y que las válvulas de control de nivel del líquido se
encuentren en perfecto estado de funcionamiento.
Prenda el piloto del horno (HT-410). Ajuste el disparo de alta temperatura
(TSHH-411) del baño de agua para que se dispare el quemador principal a 200
°F (93,3 °C) para prevenir sobre calentamiento.
Muy despacio abra la válvula manual de bola de entrada localizada
aguas arriba del recipiente de pre tratamiento. Lentamente purgue y presurice el
recipiente del filtro coalescente (CF-110), la línea del horno (HT-410) y la línea
del flujo de bypass a la salida del gas tratado (200 psig./minuto máximo). Es
imperativo tomar precauciones al presurizar el recipiente de pre tratamiento. Un
alto flujo instantáneo a través de los recipientes de pre tratamiento puede
ocasionar la ruptura de los filtros.
Una vez que el filtro de coalescencia (CF-110), línea del horno (HT-410),
y bypass de la línea de gas de entrada a la salida están presurizadas, abra

109
completamente la válvula de 6” aguas arriba del filtro de coalescencia (CF-110)
y establezca el flujo y presión de diseño a través de la válvula automática de
bypass de arranque (SDV-115) a la salida del gas tratado.
Realice cualquier ajuste necesario del punto de referencia al controlador
de temperatura de gas de alimentación (TIC-113). Asegúrese que la
temperatura a la que sale la línea principal del horno esté en el rango óptimo de
120 °F – 130 °F (48,9 a 54,4 °C) o es 20 °F (11,1 °C) más alta que la
temperatura que entra a la línea principal del horno.
Realice los ajustes necesarios al disparo de baja temperatura (TSLL-
114). Este disparo debería ser ajustado 5 ° - 7 °F (2,8 – 3,92 °C) menor a la
temperatura del controlador del gas de alimentación. La temperatura del gas
que sale del horno debe ser al menos 20 °F /11,1 °C) más caliente que la
temperatura con que ingresa al horno. (La presión recomendada, rata de flujo y
temperatura están indicadas con cada unidad de membrana.) Se deben revisar
las presiones, presiones diferenciales, niveles de líquidos y temperaturas, a
través del skid de pre tratamiento.
Una vez que el flujo de gas a través de los recipientes y el bypass de
arranque ha alcanzado un estado estable, abra las válvulas de alimentación y
residual de los bancos a ser utilizados en MB01 y las válvulas manuales de
alimentación y residual de los bancos a ser utilizados en MB02, No abra
todavía las válvulas de bloqueo del permeato.
Asegúrese que la presión aguas abajo de las válvulas de bloqueo de
cada banco es menor a la presión de los recipientes de las membranas. En
caso de que sea necesario, de-presione la línea del permeato a través de un
toma - muestra o venteo. Muy despacio abra las válvulas de bloqueo del
permeato individual de cada banco. Una contra - presión diferencial a través de
los elementos de las membranas puede causar un daño permanente.
Efectúe la revisión visual de todos los niveles, temperaturas y presiones
diferenciales.

110
Desde el sistema de control DCS asegúrese que todas los shut down de
la planta y de las membranas están reconocidos y reseteados.
Desde el panel de control DCS, inicie el arranque de la unidad. La válvula
automática de entrada (SDV-114) empezará a abrir para iniciar la presurización
de los tubos de membrana seleccionados. Cuando la presión de los tubos ha
alcanzado las 60 psig, un switch de presión se habilitará permitiendo que la
válvula automática del permeato se abra (SDV-303). La válvula automática de
entrada (SDV-114) es una válvula Orbit con actuador diseñad a para abrirse
en un lapso de (2) a (10) minutos. La velocidad de apertura de ésta válvula
puede ser ajustada con la válvula de aguja localizada en la línea de suministro
de aire del actuador. Aunque ésta válvula de aguja ha sido ajustada para una
adecuada velocidad de apertura, se debe prestar especial atención para
asegurarse de que la válvula automática de entrada se abra lentamente.
Cuando la válvula de entrada (SDV-114) ha sido abierta completamente,
un switch limitador (ZSO-114) se cerrará y el DCS indicará “Válvula de Entrada
Abierta”
Efectúe los ajustes necesarios en el controlador de temperatura del
horno para asegurarse que la temperatura de salida en el horno se encuentre
en el rango óptimo comprendido entre 120° - 130 °F (48,9–54,4°C).
En éste momento la Unidad se encuentra en Servicio.
Efectúe la revisión visual de todas las presiones, niveles, temperaturas y
presiones diferenciales
3.3.2 SISTEMA PRESURIZADO-ARRANQUE EN CALIENTE
Como se mencionará en una sección separada sobre shutdowns con seguridad
de la unidad (5.2 Shutdowns seguros no – programados), en el momento de
recibir una señal de shutdown del sistema (Alto nivel de líquido, alta presión

111
diferencial, alta temperatura, etc.,), la válvula de succión automatizada se
cerrará aislando los tubos de la membrana del gas de alimentación. La presión
en los tubos de membrana disminuirá a medida que el gas continúe
infiltrándose a través de las membranas para ventear. El gas de alimentación
continuará fluyendo a través del recipiente del filtro coalescente, línea del horno
y la válvula bypass de arranque hacia la salida de gas tratado. Cuando la
presión en los tubos de las membranas disminuye a aproximadamente 50 psig.,
La válvula automatizada del permeato se cerrará reteniendo gas de presión
positiva en los tubos de las membranas. Una vez que el shutdown producido
haya sido investigado y corregido, los siguientes procedimientos deberán
seguirse para reiniciar la unidad de la membrana.
Controle la presión del tubo de la membrana. Una presión mayor a la
presión de cierre (aproximadamente 50 psig.) puede indicar un defecto en la
válvula de succión automatizada o en la válvula check de residuo. Una presión
más baja de cierre indicaría fuga en el contenedor de la membrana,
probablemente a través de la válvula automática del permeato. En caso de
detectar una de estas fallas, repárela o reemplácela antes de poner la unidad
en funcionamiento.
Revise por alguna falla en el DCS, corrija el problema encontrado.
Repita los pasos hasta llegar al Arranque en Frío.
La Unidad está en servicio.
Efectúe un chequeo visual de todas las presiones, niveles, temperaturas
y presiones diferenciales.

112
3.4 SISTEMA DE OPERACIÓN
A continuación se presentan los procedimientos de shutdown para el sistema de
membrana KMS diseñado para la Planta de Gas. Esta sección ha sido dividida
en dos secciones
1. Shutdowns intencionales o programados
2. Shutdowns de seguridad no programados.
3.4.1 SHUTDOWN DEL SISTEMA DE MEMBRANA (PROGRAMADO)
En el panel de control DCS, inicie el proceso de Shutdown. La válvula de
succión automatizada se cerrará y la válvula de bypass de arranque se
abrirá. El flujo de gas de alimentación continuara fluyendo a través del
filtro coalescente, la línea del horno y la línea de bypass por la válvula.
No cierre las válvulas manuales de entrada al banco, residual y
permeato.
La presión del tubo de la membrana disminuirá lentamente mientras la
válvula automática de permeato esté abierta.
Cuando la presión disminuye a aproximadamente 50 psig, la válvula de
automática de permeato se cerrará. Esto mantendrá con una presión de
50 psig. en los tubos de la membrana. Si la unidad debe estar fuera de la
línea por un tiempo largo, cierre la válvula al instrumento de la línea de
gas. También cierre las válvulas manuales de entrada al banco, residual
y permeato Se debe deja siempre con presión positiva en los tubos de
membrana cuando la unidad está fuera de servicio.
Cierre la válvula manual de bloqueo del pre tratamiento. Depresione los
recipientes de retratamiento de acuerdo a la descripción indicada en la

113
sección “Procedimientos de Cambio”. Asegúrese de que el flujo de
entrada haya sido desviado o suspendido antes de cerrar la válvula
manual de bloqueo de pre tratamiento.
Si la unidad de membranas va a estar fuera de servicio por más de 24
horas, los tubos de membrana deben ser purgados con nitrógeno.
Esto se lo realiza introduciendo nitrógeno en los tubos de membrana por
las válvulas de venteo en el colector de residual de cada rampa de
descarga de tubos de membrana. Las válvulas de venteo en el permeato
y entrada son entonces abiertas para ventear el nitrógeno purgado a la
atmósfera. Permita que la purga de nitrógeno continúe a la atmósfera por
10 a 15 minutos.
Cierre las válvulas de venteo del permeato y de la entrada, y deje que la
presión de nitrógeno llegue al menos a 20 psig. En períodos largos de
shutdown, deben efectuarse revisiones diarias de la presión del
nitrógeno. Si la presión cae por debajo de las 20 psig. Recargue con
nitrógeno utilizando la válvula de venteo del colector de residual, No es
necesario efectuar la purga a la atmósfera a menos que se haya perdido
completamente el nitrógeno y hubiera entrado aire en el sistema.
3.4.2 SISTEMA DE SHUTDOWN NO PROGRAMADO
A continuación se presenta una descripción del proceso para el shutdown y una
lista de las varias formas de shutdown de seguridad incluidas en el sistema de
membrana KMS diseñado para la Planta de Gas.
Los shutdowns de seguridad son:
ESD local
Filtro de coalescencia, alto nivel
Filtro de coalescencia, presión diferencial alta

114
Alta temperatura de gas de alimentación
Baja temperatura de entrada
En el momento de producirse cualquiera de los disparos, el DCS iniciará el
shutdown de la unidad de membranas. La válvula automática de entrada se
cerrará. La carga de gas continuará fluyendo por el recipiente del filtro
coalescente línea del horno y válvula automática de bypass a la salida de gas
tratado.
3.5 PROCEDIMIENTO DE AJUSTES DEL AREA DE LA
MEMBRANA
Se realiza mediante la rata de flujo de gas o concentraciones de CO2 son
reducidas (comparadas con los datos de diseño), puede ser necesario remover
área de membrana con el objeto de producir gas a la misma especificación de
concentración de CO2 como la base de diseño.
3.5.1 RETIRANDO UN BANCO DE MEMBRANA
Cierre las válvulas manuales de entrada, residuo, y permeato. El banco
de membranas se encuentra en este momento aislado.
En el banco de membranas a ser retirado, abra la válvula de aguja de ½”
(conexión de toma muestras) de cada una de las líneas de los tubos del
permeato. Los tubos de membrana se dé presionarán por éstas válvulas.

115
En el banco de membranas a ser retirado, abra la válvula de ½ vuelta
(toma muestras) localizada aguas debajo de la válvula de entrada. Esto
permitirá que el banco de membranas bajo la presión más rápido. Asegúrese
que en todo momento la presión en las líneas de permeato es menor a la
presión de los tubos de membrana.
Cuando la presión en los alojamientos de las membranas haya
disminuido a aproximadamente 50 psig., cierre las válvulas de aguja que fueron
abiertas.
El banco de membranas se encuentra entonces fuera de servicio.
3.5.2 AÑADIENDO UN BANCO DE MEMBRANA
Asegúrese de que todas las válvulas de aguja de ½” (conexiones de
toma muestras) en cada uno de los tubos, estén cerradas).
Lentamente abra la válvula manual de residual y con cuidado presurice el
banco de membranas. La presurización no debe exceder de 200
psi/minuto máximo.
Cuando la presión en el tubo de la membrana alcance aproximadamente
60 psig, lentamente abra la válvula manual de cada banco individual de
membrana. Asegúrese siempre de que la presión en las líneas de
permeato sean menores a la presión en los alojamientos de la membrana
antes de abrir la válvula manual del permeato.
Cuando la presión en el banco de membranas sea igual a la presión del
cabezal de entrada, abra completamente la válvula manual de residual, y
lentamente abra la válvula manual de entrada al banco de membranas.
Ahora el banco de la membrana está en servicio.

116
3.6 MANTENIMIENTO DE LA UNIDAD DE MEMBRANA
Para Asegurarse de que el sistema de membrana KMS diseñado para la Planta
de GAS continúe operando conforme a las especificaciones de diseño, se
recomienda las siguientes revisiones e inspecciones diarias y mensuales.
3.6.1 DIARIO
Revise niveles de fluidos en el filtro de coalescencia de alimentación de
gas.
Revise las presiones diferenciales en el filtro coalescente.
Revise la presión diferencial a largo de los bancos de la membrana en
servicio.
Revise que la temperatura de gas que sale del horno sea siempre 20 a
30 °F (11,1 a 16,7 °C) más caliente que la temperatura del gas a la entrada del
calentador, para un rendimiento de membrana óptima, la temperatura del gas
de entrada a las membranas debe ser en lo posible entre 120 a 130 °F (48,9 a
54,4 °F).
Revise presiones y temperaturas en el sistema y efectúe la inspección
general de la unidad de membranas.
3.6.2 MENSUAL
Para cada tubo de membrana (no sólo el banco), la concentración de C02 debe
ser medida en la entrada, el residuo y el permeato. Estas mediciones deben ser

117
efectuadas al mismo tiempo para asegurarse de que las lecturas corresponden
a la misma rata de flujo. Ratas de flujo, presiones y las temperaturas también
deben ser registradas con esta información.
3.6.3 CUAT RIMESTRES
Cambie los elementos filtrantes si no ha sido previamente efectuado.
Figura 3.9. Banco de membranas
CAPÍTULO IV

118
CAPÍTULO IV
4. ANÁLISIS DE RESULTADOS
4.1 ANÁLISIS DE LOS PROBLEMAS QUE GENERA
EL CO2 EN LA PLANTA GLP DEL COMPLEJO
INDUSTRIAL SHUSHUFINDI
El Complejo Industrial Shushufindi, ubicado en Sucumbíos, siendo el principal
campo de producción petrolero del país, de donde se extrae el gas natural el
cual divide gas asociados con crudo y el gas no asociado, por lo cual si no se
establece un proceso adecuado puede representar pérdidas económicas e
incluso vidas humanas por los altos contaminantes toxico que compone el gas.
La descripción de los contaminantes que se genera del gas natural son:
Sulfuro de hidrogeno (H2S)
Dióxido de carbono (CO2)
Sulfuro de carbonilo ( COS)
Disulfuro de carbono (CS2)
Mercaptanos RSH
Nitrógeno N2
Agua (H2O)
La combinación de algunos de estos componentes ocasiona gas ácido, este
gas constituye H2S, CO2, COS, RSH, son ácidos que se forman en presencia
de agua.
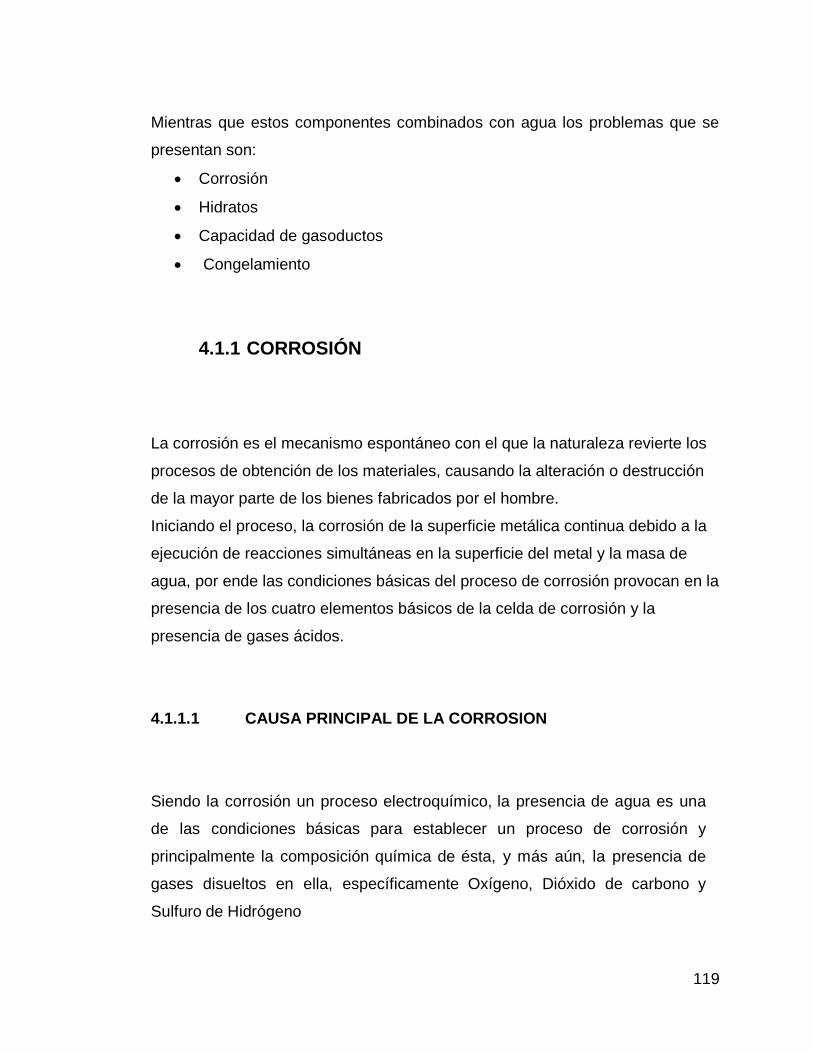
119
Mientras que estos componentes combinados con agua los problemas que se
presentan son:
Corrosión
Hidratos
Capacidad de gasoductos
Congelamiento
4.1.1 CORROSIÓN
La corrosión es el mecanismo espontáneo con el que la naturaleza revierte los
procesos de obtención de los materiales, causando la alteración o destrucción
de la mayor parte de los bienes fabricados por el hombre.
Iniciando el proceso, la corrosión de la superficie metálica continua debido a la
ejecución de reacciones simultáneas en la superficie del metal y la masa de
agua, por ende las condiciones básicas del proceso de corrosión provocan en la
presencia de los cuatro elementos básicos de la celda de corrosión y la
presencia de gases ácidos.
4.1.1.1 CAUSA PRINCIPAL DE LA CORROSION
Siendo la corrosión un proceso electroquímico, la presencia de agua es una
de las condiciones básicas para establecer un proceso de corrosión y
principalmente la composición química de ésta, y más aún, la presencia de
gases disueltos en ella, específicamente Oxígeno, Dióxido de carbono y
Sulfuro de Hidrógeno

120
El petróleo se produce siempre con agua. A medida que los campos van
envejeciendo, la producción de agua con diferentes características es cada
vez mayor. La presencia de agua se manifiesta en el mismo pozo y durante
todo el proceso de separación del petróleo en las baterías de producción.
Dióxido de carbono disuelto
El dióxido de carbón, es probablemente el agente oxidante más común
en la producción petrolera y se encuentra presente en casi todas las
áreas conocidas por que es parte del proceso de formación del petróleo en
los reservorios.
El Dióxido de Carbón se disuelve en el agua para formar el ácido carbónico,
que reduce el Ph del agua y aumenta la corrosión por ataque directo a las
superficies metálicas de los equipos. El mecanismo de acción es el siguiente:
CO2 + H2O H2CO3
Fe + H 2 C O 3 Fe2CO3 + H2
El tipo de corrosión causada por el ácido carbónico es de tipo picadura (muy
localizada) y se conoce como corrosión dulce. Los principales factores que
gobiernan la corrosión por CO2 son la presión, temperatura y composición
química del agua.

121
Figura 4.1: Ing. Ramos. (2012).Corrosión por CO2. Institucional.
En términos generales, a mayor presión del sistema, mayor cantidad de
CO2 disuelto y consecuentemente mayor corrosión (menor pH en el agua).
A mayor temperatura se reduce la solubilidad del CO2 disuelto, por
consiguiente menor corrosión (mayor pH en el agua).
Finalmente la presencia de una mayor cantidad de sales en el agua, puede
atenuar la reducción del pH, pero también aumentar el grado de
conductividad iónica. Ello depende del tipo de componentes en el agua. La
presión parcial del CO2 se puede utilizar para predecir el grado de
corrosividad de un determinado sistema. Para ello necesitamos conocer la
concentración de CO2 en el gas y la presión total a la cual se encuentra un
sistema determinado mediante la siguiente ecuación:
Presión Parcial = Presión Total x fracción molar de CO2 en el gas.
Así, se han establecido las siguientes interrelaciones de predicción:
Para un sistema con menos de 3 psi de presión parcial de CO2: No
Indica posibilidad de Corrosión
Para un sistema entre 3 y 30 psi de presión parcial de CO2: Posibilidad
de Corrosión
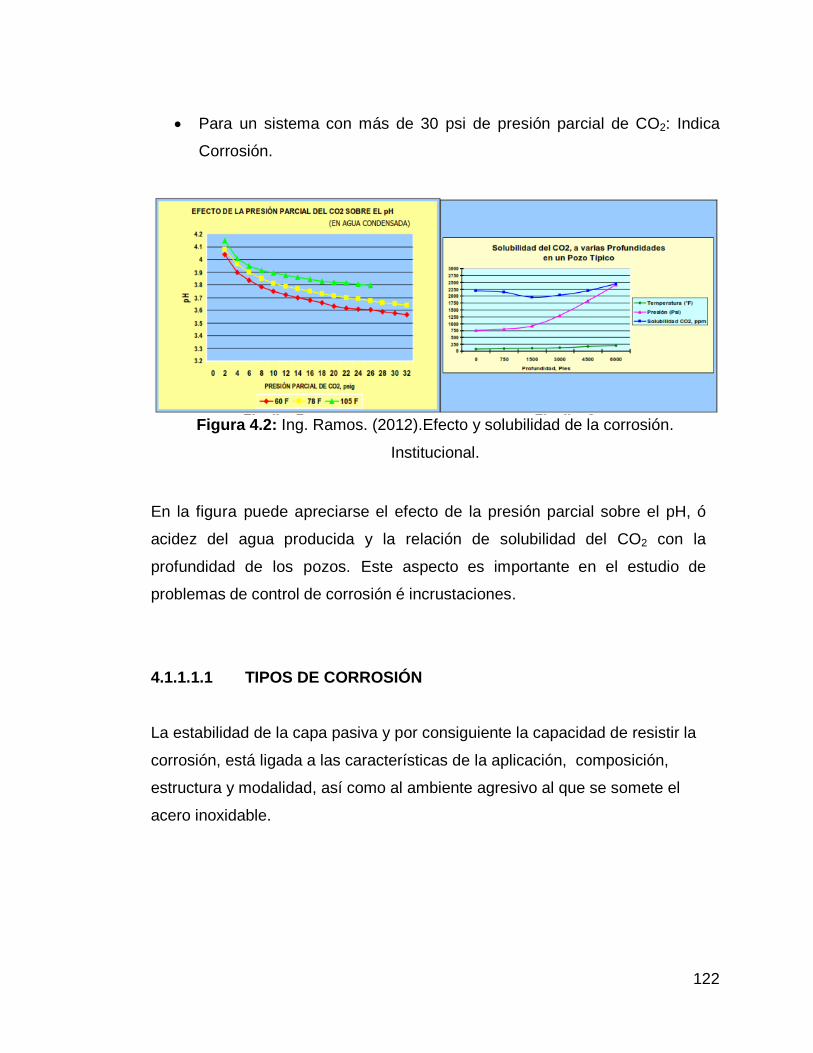
122
Para un sistema con más de 30 psi de presión parcial de CO2: Indica
Corrosión.
Figura 4.2: Ing. Ramos. (2012).Efecto y solubilidad de la corrosión.
Institucional.
En la figura puede apreciarse el efecto de la presión parcial sobre el pH, ó
acidez del agua producida y la relación de solubilidad del CO2 con la
profundidad de los pozos. Este aspecto es importante en el estudio de
problemas de control de corrosión é incrustaciones.
4.1.1.1.1 TIPOS DE CORROSIÓN
La estabilidad de la capa pasiva y por consiguiente la capacidad de resistir la
corrosión, está ligada a las características de la aplicación, composición,
estructura y modalidad, así como al ambiente agresivo al que se somete el
acero inoxidable.

123
Figura 4.3: Ing. Ramos. (2012).Tipos de corrosión localizada.
Institucional.
Corrosión
Corrosión Húmeda
Presencia de agua en estado de condensación
aunque sea en forma de simple humedad atmosférica.
Localizada
Generalizada
Corrosión a altas temperaturas
Se caracteriza por la formación de una cascarilla superficial que no es más que una mezcla de óxidos a una temperatura
de 500°C

124
4.1.1.2 Resistencia en diversos ambientes
La corrosión se pueden resistir a diversos ambientes como son: atmósfera,
sales y ácidos.
Atmósfera: Los aceros inoxidables mantienen una apariencia sin cambio
sustancial después de una exposición prolongada a la atmósfera. El
daño que sufren los aceros inoxidables auténticos en la atmósfera es tan
ligero que es impráctico medirlo; las determinaciones de cambios de
resistencia a la tensión y ductilidad generalmente no revelan un daño
estructural después de exponer las muestras a largos periodos de
exposición, por ejemplo: atmósfera marina, agua destilada, agua
domestica, agua salina.
Sales: Los aceros inoxidables auténticos están prácticamente libres de la
corrosión por sales neutras y alcalinas, incluyendo aquellas de
naturaleza fuertemente oxidantes, por ejemplo: sales ácidas, sales
halógenas.
Acido Carbónico: No tiene ningún efecto sobre los aceros inoxidables.
Como resultado, el tipo 304 proporciona un buen desempeño en la
fabricación de equipo para carbonizar y es resistente a prácticamente
todos los tipos de condensado de vapor, otros ejemplos: ácidos
clorhídrico, acido sulfúrico, acido nítrico.

125
4.1.2 HIDRATOS
Los hidratos son formados por los efectos del agua el cual ocasiona los
siguientes problemas.
Sustancia cristalina, parece hielo, conformada por moléculas de HC
atrapadas en estructura de moléculas de agua.
Para su existencia, hace falta hidrocarburos livianos, agua, alta presión y
baja temperatura.
A alta presión, pueden coexistir en equilibrio a temperaturas superiores al
hielo (18-20°C).
De acuerdo al análisis para el control de los hidratos se realiza:
Inyección de inhibidores termodinámicos como son metanol y glicoles a
una temperatura me de 10°C.
Inyección de inhibidores cinéticos.
Mientras que para la eliminación de agua se realiza los siguientes
procedimientos como son:
Deshidratación con glicol
Las ventajas de utilizar un deshidratador con glicol es que su diseño es simple,
es probada por algunas industrias y cumple especificaciones de transporte.
Las desventajas es su limitada temperatura menos de 40°C y por ende puede
ocasionar la contaminación de solventes y como consecuencia perdidas de
producto, también provee la absorción de aromáticos y H2S y finalizando
suministra el venteo a incineración.
Deshidratación con tamices moleculares
Las ventajas de utilizar los tamices moleculares es que trabaja a temperaturas
mayores de -148°F, no absorben aromáticos y remueve el H2S y H2O y las
desventajas es el desecante sensitivo a HC, remplazo periódico de 5 años, alta
temperatura de regeneración y alta carga de regeneración.

126
Figura 4.4: Ing. Ramos. (2012).Mapa conceptual de
deshidratación. Institucional.
4.1.3 EFECTOS DE LOS GASES ÁCIDOS
Los efectos de los ácidos dan lugar al daño de la capacidad de gasoductos y
están constituidos de la siguiente manera como son: ácido sulfúrico que causa
toxicidad y corrosión con o sin agua. Otro ácido conocido es el dióxido de
carbono el cual ocasiona corrosión con agua, disminución del poder calorífico y
congelamiento.
4.1.4 CAPACIDAD DE GASODUCTOS
Para garantizar la integridad de los gasoductos se realizan varios
procedimientos de endulzamiento de gas natural que son:

127
Solventes químicos: aminas, Benfield y Catacarb.
Solventes físicos: propileno carbonato, selexol, rectisol, sulfinol.
Procesos en lecho solido: tamices moleculares, esponja de hierro,
sulfatreat.
Conversión directa: locat, sulferox.
Secuestrantes: triazinas, sulfa check, sulfa scrub.
Membranas
4.1.5 CONGELAMIENTO
Es un proceso de gas para preservarlo a grandes distancias, el gas era
bombeado a una cámara de congelación donde se mezclaba con carbonita
liquida para formar un bloque sólido. El gas era soltado en su destino o en un
centro de procesamiento, por el cual es muy importante el control de su presión
y temperatura.
Por ende los procesos que se realizan en la planta de gas permite deducir que
con un control minucioso a cada uno de los equipos y un buen manejo de los
productos rigiéndose por las normas establecidas por la ARCH, se obtiene la
reducción del impacto ambiental, daños en las instalaciones, y principalmente
deterioro o cambio de tamices y membranas moleculares ya que es una
representación económica muy alta.

128
4.2 ANÁLISIS DE LOS RESULTADOS DE LA
CROMATOGRAFIA
El análisis cromatográfico de la planta de gas es relevante en el proceso de la
extracción del dióxido de carbono, por el cual utilizamos la NORMA INEN 2489
donde las condiciones bajo las cuales se mide el gas natural, correspondientes
a la presión de 101,325 kPa y temperatura de 288,15 ºK. Muestra las
cantidades exactas de los resultados químicos evaluados de las muestras
obtenidas de la misma.
La técnica de mayor utilidad para determinar la composición del gas natural es
el Análisis Cromatográfico. Los cromatógrafos son equipos provistos de
columnas construidas con acero inoxidable o de plástico, las cuales están
rellenas de sustancias que atraen individualmente a cada uno de los
componentes en función de su composición, de tal forma que a medida que el
gas avanza dentro de la celda de medición, cada componente se adhiere a la
superficie de la sustancia utilizada como relleno y se queda retenida por un
determinada lapso. Eso permite que se vayan separando los diferentes
componentes que componen la muestra. A la salida hay un detector que indica
la presencia de un componente puro.

129
Figura 4.5: Ing. Ramos. (2012) NORMA INEN 2489. Institucional.
Figura 4.6: Cromatografía del CO2
130
Figura 4.7: Cromatografía del CO2 de entrada

131
Figura 4.8: Cromatografía del CO2 de permeato

132
Figura 4.8: Cromatografía del CO2 de salida
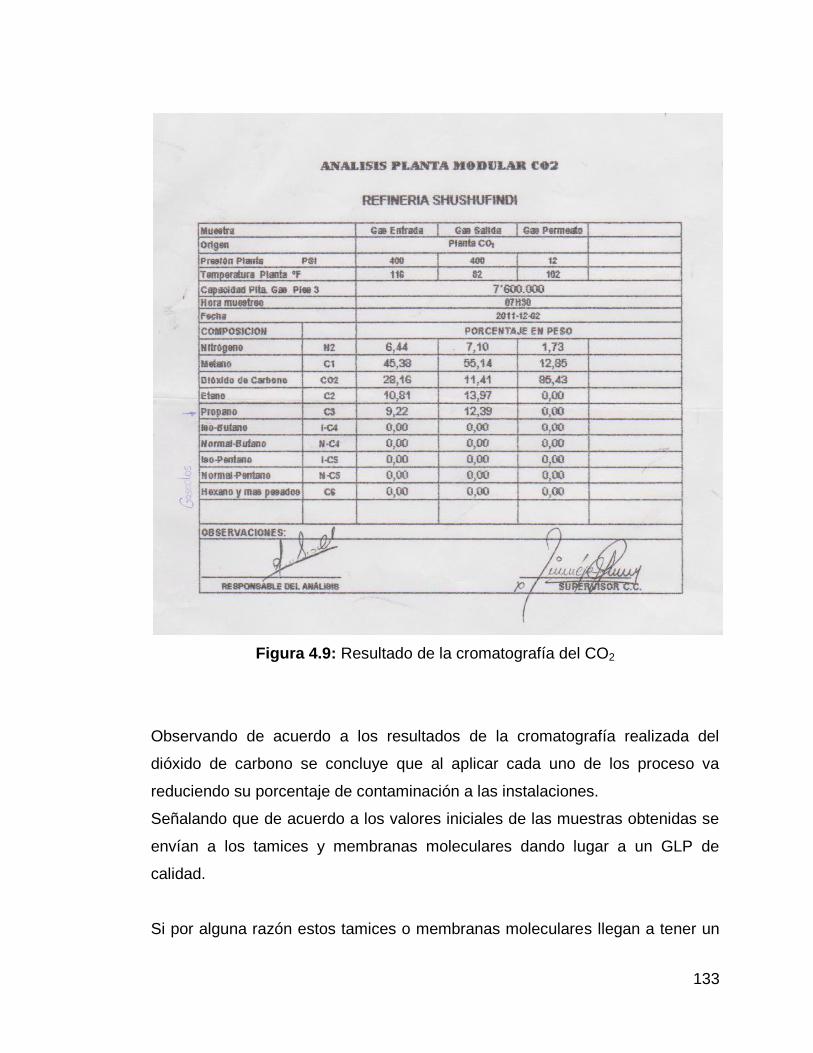
133
Figura 4.9: Resultado de la cromatografía del CO2
Observando de acuerdo a los resultados de la cromatografía realizada del
dióxido de carbono se concluye que al aplicar cada uno de los proceso va
reduciendo su porcentaje de contaminación a las instalaciones.
Señalando que de acuerdo a los valores iniciales de las muestras obtenidas se
envían a los tamices y membranas moleculares dando lugar a un GLP de
calidad.
Si por alguna razón estos tamices o membranas moleculares llegan a tener un
134
daño irreversible, son enviados a Incinerarse de acuerdo al decreto ambiental
1215 donde se realizan una gestión integral de desechos industriales aplicando
el articulo 31 “Manejo y tratamiento de desechos sólidos.
Incineración: Para la incineración de desechos sólidos se presentarán en el
Plan de Manejo Ambiental la lista y las características principales de los
desechos, los métodos y características técnicas del incinerador y del
proceso, así como el tratamiento y la disposición final de los residuos. Las
emisiones atmosféricas de dicho proceso se deberán controlar y monitorear a
fin de cumplir con los parámetros y valores máximos referenciales de este
Reglamento contribuyendo a la protección ambiental.”
4.3 ANÁLISIS DE LOS PROCESOS QUE SE PRESENTA
EN LA PLANTA DE GAS
Para obtener un resultado optimo en la remoción de CO2 en la planta GLP, es
necesario explicar los procesamientos importantes para la manufactura de
productos los cuales son:
Separación
Endulzamiento de gas
Endulzamiento de líquidos
Recuperación de Azufre
Proceso criogénico
Proceso de absorción
Fraccionamiento y Almacenamiento
135
4.3.1 SEPARACIÓN
Iniciando con el proceso de separación el cual se origina en la refinación del
petróleos, es decir, su fundamento parte desde la destilación del petróleo el
cual conlleva el reducir la corrosión del equipo refinado, también reduciendo el
contenido de sal inorgánica de los crudo, el cual permite subdividir los
componentes de acuerdo a los intervalos de ebullición de manera que pueden
ser procesados adecuadamente en pasos posteriores para obtener diferentes
productos específicos, mientras que la destilación al vacio se desenvuelve con
el objetivo de que las temperaturas de salida del horno requeridas para la
destilación a presión atmosférica de las fracciones más pesadas del crudo de
petróleo son tan altas que podrían dar lugar al craqueo térmicos, proceso por el
cual produce la pérdida de producto y ensuciamiento del equipo. El proceso del
hidrotratamiento permite mejorar la calidad de los hidrocarburos en presencia
de un catalizador, los cuales son sustancias que eliminan los productos no
deseables, emitiendo el craqueo catalítico por el cual nos permite obtener
secciones de fraccionamiento, los cuales son separados en gas, gasolinas,
destilados de intervalos de ebullición elegidos y una fracción elegida y una
fracción pesada el cual interviene una unidad de coquificación retarda.
El producto a obtener se consigue mediante el proceso de Alquilación el cual
se utiliza para producir un componente de la mezcla de gasolina. Y a
continuación el proceso que difiere de la desintegración catalítica empleando
diferentes catalizadores y un ambiente de hidrogeno a presiones muy altas es
la hidrólisis el cual es muy económico para eliminar el H2S de la corriente de
hidrogeno del reciclaje y también permite la recuperación realizando esta
actividad rutinariamente en la refinería de esta manera se obtiene productos
livianos y pesados de diferentes tipos de gasolinas.

136
Figura 4.10: Gustato. (2007). Separación.
4.3.2 ENDULZAMIENTO DE GAS Y LÍQUIDOS
Hay muchas variables dentro del proceso de tratamiento del gas. Esto hace la
selección de un proceso específico muy difícil, algunos de los factores que
tomamos en cuenta son:
Tipo y concentración de impurezas en el gas ácidos
Especificaciones para el gas ácidos
Especificaciones para el gas residual
Temperatura y presión a la cual el acido está disponible y a la cual gas
dulce debe seguir.
El volumen del gas de proceso
Composición de los hidrocarburos del gas.
Costo de capital y costo de operación

137
H2S y CO2 relación en el gas. Gases con altas relaciones son menos
corrosivos.
Todas las plantas de endulzamiento de gas deben tener un buen separador de
entrada 1ppm en 100 PCD.
El proceso de endulzamiento de gas conjunto con el proceso de adsorción
consiste en la eliminación de los contaminantes, H2S (ácido sulfhídrico) y CO2
(dióxido de carbono), del gas húmedo amargo recibido de los pozos
productores, y la recuperación de azufre, enfocándose en la eliminación de los
contaminantes que es el problema relevante.
Este problema es solucionado mediante tamices moleculares y membranas
moleculares por lo cual, los tamices moleculares permites absorber toda la
humedad que existe en las cadenas de gas dando lugar a obtener una
separación de gas y agua por ende el gas es sometido a procesos por
consiguiente obtenemos diversos productos. Mientras que las membranas nos
permite remover el CO2 el cual facilita a reducir el impacto ambiental y
contaminación en los equipos.
Figura 4.11: Ing. Ramos. (2012). Endulzamiento de gas y líquidos. Institucional

138
Figura 4.12: Ing. Ramos. (2012).Endulzamiento. Institucional.
4.2.3 RECUPERACIÓN DE AZUFRE
El gas ácido (H2S ácido sulfhídrico + CO2 dióxido de carbono), proveniente del
proceso de endulzamiento, pasa por un reactor térmico (cámara de combustión)
y posteriormente pasa a dos reactores catalíticos, que tiene como objetivo evitar
las emisiones de compuestos de azufre generados en los procesos de
hidrotratamiento de combustibles, donde finalmente se logra la conversión del
H2S (ácido sulfhídrico) en azufre elemental que se entrega en estado liquido.

139
Figura 4.13: Pemex. (2008).Proceso de recuperación del Azufre.
4.2.4 PROCESO CRIOGÉNICO
Mediante este proceso después de remover el agua en su totalidad o humedad
posteriormente es enfriado por corrientes frías del proceso y por un sistema de
refrigeración mecánica externo. Mediante el enfriamiento y la alta presión del
gas es posible la condensación de los hidrocarburos pesados (etano, propano,
butano, etc.), los cuales son separados y enviados a rectificación en la torre
desetanizadora.
El gas obtenido en la separación pasa a un turbo-expansor, donde se provoca
una diferencial de presión (expansión) súbita, enfriando aún más esta corriente,
la cual se alimenta en la parte superior de la torre desetanizadora.

140
El producto principal de esta planta es el gas residual (gas natural, básicamente
metano, listo para su comercialización), en algunos lugares, se usa como
bombeo neumático. No menos importante es el producto denominado líquidos
del gas natural, el cual es una corriente en estado líquido constituida por
hidrocarburos licuables.
Figura 4.14: Pemex. (2008). Proceso criogénico.
4.2.4 FRACCIONAMIENTO Y ALMACENAMIENTO
El proceso de fraccionamiento recibe líquidos del gas del proceso criogénico y
condensados dulces, que pueden provenir de las plantas endulzadoras de
líquidos o directamente de los campos productores.
Consiste en varias etapas de separación que se logran a través de la
destilación. En la primera columna se separa el etano, en la segunda el gas

141
licuado (propano y butano), y en caso necesario, en la columna
depropanizadora se puede separar también el propano y butano y finalmente la
nafta (pentanos, hexanos más pesados). Para la verificación de esta separación
de la esfera de gas se obtiene una muestra rigiéndose específicamente las
normas INEN 683, la cual especifica el análisis cromatográficos del gas, a
continuación la norma INEN 675 especificando los requisitos que se requiere
para GLP, y la norma más importante es la INEN 674 es para realizar el
procedimiento del muestreo de los diferentes tipos de gas licuado de petróleo.
El etano se comercializa como carga de las plantas de etileno, el gas licuado se
almacena y distribuye para su consumo nacional y la nafta se comercializa con
Refinación, además de su exportación.
Y de esta manera se obtiene el producto final y respectivamente permite la
comercialización.
Figura 4.15: Pemex. (2008). Proceso de fraccionamiento y
almacenamiento.

CAPÍTULO V

142
CAPÍTULO V
5. CONCLUSIONES Y RECOMENDACIONES
El conocer el funcionamiento de cada uno de los sistemas y equipos
presentes en la planta de gas es importante, ya que por medio de estos,
permite una mejor separación de los componentes que posee el gas y
siendo de gran uso para la industria petrolera y principalmente para el
consumo de la humanidad, dando lugar a minimizar la quema de gas en
las teas reduciendo un fuerte impacto ambiental.
Al utilizar correctamente la norma de cromatografía evitamos daños en
los equipos, sistemas de extracción de CO2 y adsorción de humedad.
El proceso de CO2 se llama endulzamiento y es de gran importancia en
la industria petrolera para evitar los problemas de corrosión provocados
por los gases ácidos.
La presión y la temperatura con la que efectúa dentro de la instalación
hay que tener muy en cuenta para el uso de los tamices y membranas
moleculares.
Los procesos que se desarrollan dentro del Complejo Industrial
Shushufindi, son de gran importancia ya que permiten la remoción de
gas, humedad, agua, que pueden generar corrosión, contaminación de
los equipos y principalmente minimizan el impacto ambiental por lo cual
se reduce el porcentaje de gas que se va a quemar en las teas, mientras
que el otro porcentaje de gas es reutilizado para el funcionamiento de
otros equipos dentro de la misma planta.
La realización de este proyecto se llego a la conclusión de que el mayor
problema que se presenta en la planta de gas es la corrosión, pero los
tratamiento que se desarrollan para prevenir son los procesos de
143
deshidratación y endulzamiento de gas a través de membranas y tamice
moleculares.
La deshidratación que sufre el gas de interés antes de llegar a la zona de
expansión, evita la formación de hidratos en el proceso que puede
afectar el funcionamiento adecuado de la planta.
El análisis cromatográfica permite realizar las diferentes interpretaciones
a la entrada, salida y permeato de gas, dando así una mejor información
de que si están estables o no cada uno de los sistemas.
Las membranas utilizadas dentro de la industria petrolera son muy
importantes para extraer el CO2, pero la estructura, el material que están
hechas son muy diferentes a comparación de la planta de gas de
Shushufindi con respecto a la planta de gas de Esmeraldas la diferencia
es, utilizar membranas (dietaloamina) menos costosas y manipuladas por
un mismo objetivo.
De acuerdo al resultado presentado de la cromatografía existe un déficit
al extraer el CO2, dando a conocer que las membranas utilizadas dentro
de la planta de Gas no son recomendables para el desarrollo de
extracción del mismo.

144
5.1 RECOMENDACIONES
Presentar una inducción a cerca de la seguridad industrial y control
ambiental para evitar cualquier incidente laboral o personal.
Evitar parada de los compresores de gas residual y así prevenir
presurización del tope de la Torre Desetanizadora.
Tener un minucioso control durante la remoción del CO2, por lo que
puede generar una variación de presión y temperatura dando lugar al
daño de las membranas moleculares.
Es importante tener en cuenta los tipos de normas que se utiliza para el
procedimiento de tomar muestras de gas o para la realización de la
cromatografía.
Tener mucho cuidado en cada una de las instalaciones de la planta ya
que puede presentarse fugas o algún incidente irremediable
El personal debe tener un control automático y manual evitando así algún
daño en las instalaciones o a sus alrededores.
Se recomiendan realizar un estudio que complemente a esta
investigación con el que se determine la ubicación física más adecuada
de los equipos que conforma el sistema de alguna detección de fugas
más seguro.
Se debería capacitar al personal en el manejo adecuado de las variables
del proceso, a fin de establecer anomalías en caso de recibir valores no
acordes al producto dentro del proceso.
Realizar un estudio acerca de las membranas de DEA ya que son mas
utilizadas en todo el Ecuador por su eficacia de trabajo y su bajo costo
para una mejor extracción de CO2.

145
5.2 GLOSARIO
Absorción química:
(Procesos con aminas y carbonato de potasio). La regeneración se hace con
incremento de temperatura y decremento de presión.
Absorción Física:
La regeneración no requiere calor. Corrosión se define como el deterioro de un
material a consecuencia de un ataque electroquímico por su entorno.
Gas lift:
Gas de levantamiento
Gas natural asociado:
Gas que se encuentra en presencia de petróleo
Gas natural no asociado:
Gas que se encuentra solo, sin presencia de petróleo.
GLP:
Gas licuado de petróleo
Híbridos:
Utiliza una mezcla de solventes químicos y físicos. El objetivo es aprovechar las
ventajas de los absorbentes químicos en cuanto a capacidad para remover los
gases ácidos y de los absorbentes físicos en cuanto a bajos requerimientos de
calor para regeneración.
146
Procesos de lecho seco. El gas agrio se pone en contacto con un sólido que
tiene afinidad por los gases ácidos. Se conocen también como procesos de
adsorción.
Poder calorífico del gas:
Se relaciona directamente con su densidad en condiciones normales, ya que
cuanto más denso es el gas, más hidrocarburo por metro cúbico contendrá, y
mayor será el calor obtenido por la combustión.
Regeneración:
En esta etapa la sustancia que removió los gases ácidos se somete a un
proceso de separación donde se le remueve los gases ácidos con el fin de
poderla reciclar para una nueva etapa de endulzamiento. Los gases que se
deben separar son obviamente en primer lugar el H2S y el CO2 pero también
es posible que haya otros compuestos sulfurados como mercaptanos (RSR),
sulfuros de carbonilo (SCO) y disulfuro de carbono (CS2).

147
5.3 BIBLIOGRAFÍA
Calle.L, (2008). Química y Características del Petróleo y Productos
Básicos. Quito, Institucional.
Ramos. (2011).Curso de Ingeniería de Gas Natural. Quito, Institucional.
Creus. S, (1997). Instrumentación Industrial. Barcelona España.
Alfaomega S.A (6° ed.)
Gutiérrez. A, (1990). Curso de Elaboración de Tesis y Actividades
Académicas. Quito, Ediciones Serie Didáctica A.G.
Valderrama. O, (1998). Información Tecnológica, Quito, Vol. 9.
Halliburton, (2001), Revisión NX Manual.2001. Quito, Institucional.
Baker Atlas, (2000). Reservoir Performance Monitor, Ecuador,
Institucional.
FIGEMPA. (2005). Instructivo para la elaboración de la tesis de grado y
obtención de titulo de pregrado de régimen semestral. Quito,
Institucional.
EP-Petroecuador. (2006). Manual de operación de gas. Sucumbíos
Complejo industrial Shushufindi, Institucional.
EP-Petroecuador. (2006). Manual de operación de la refinería
Amazónica. Sucumbíos Complejo industrial Shushufindi. Institucional.
EP-Petroecuador. (2011). Conceptos básicos de la industria petrolera
2011. Recuperado el 7 de diciembre del 2011,
http://www.educarchile.cl/Portal.Base/Web/VerContenido.aspx?ID=62609
Pemex (2008), Servicios y productos 2011. Recuperado el 22 de
diciembre del 2011. De:
http://kockenenergy.com/es/products- services/dehydration/index.html
EP-Petroecuador. (2011).Planta de gas 2011. Recuperado el 29 de
noviembre del 2011. De:

148
http://www.universidadperu.com/empresas/glp-amazonico.php
EP-Petroecuador. (2011).Conceptos del dióxido de carbono 2011
Recuperado el 30 de noviembre del 2011. De:
http://es.wikipedia.org/wiki/Di%C3%B3xido_de_carbono
Caleteo. (2011).Glosario de petróleo y gas 2011. Recuperado el 27 de
noviembre del 2011. De:
http://www.caleteo.com.ar/eco/glosdefi.htm#128
Pemex. (2011).Endulzamiento de gas. 2011 Recuperado el 26 de
noviembre del 2011. De:
http://www.olade.org/fier2007/Documents/PDF-17.pdf
Gustato. (2011).Craqueo catalítico fluido 2011. Recuperado el 22 de
enero del 2012. De:
http://gustato.com/petroleo/crackingcf.html
Repsol, (2008), Procesamiento de gas 2008. Recuperado el 24 de
febrero del 2012. De:
http://www.repsol.com/ec_es/corporacion/conocer-repsol/canal-
tecnologia/aplicamos-nuevas-tecnologias/refino-productos/recuperacion-
azufre.aspx
Conceptos de temperatura de rocio. Recuperado el 28 de enero del 2012
de:
http://www.metas.com.mx/guiametas/La-Guia-MetAs-07-11-punto-de-
rocio.pdf.

ANEXOS

149
ANEXO 1: ESFERAS DE GAS
ANEXO 2: SALA DE BOMBAS

150
ANEXO 3: PLANTA DE GAS DEL COMPLEJO
INDUSTRIAL SHUSHUFINDI
ANEXO 4: PLANTA DE CO2

151
ANEXO 5: LÁMINAS DE PRUEBA DE CORROSIÓN DE
GAS
ANEXO 6: PLATAFORMA DE ENVASADO

152
ANEXO 7: CILINDROS PARA TOMAR MUESTRAS DE
GAS
ANEXO 8: CILINDROS PARA OBTENCIÓN DE
MUESTRA DE CO2

153
ANEXO 9: CILINDROS CON COMPONENTES QUIMICOS
PARA LIMPIEZA DE LOS CILIN DROS DE TOMA DE
MUESTRA DE GAS
ANEXO 10: CILINDROS PARA TOMAR MUESTRA DE LA
PLANTA GLP Y CO2


















