
UNIVERSIDAD TECNOLÓGICA EQUINOCCIALrepositorio.ute.edu.ec/bitstream/123456789/6027/1/4808… ·...
152
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE TECNOLOGÍA DE PETRÓLEOS TEMA: “EVALUACIÓN Y DESCRIPCIÓN DE LAS CONDICIONES OPERACIONALES PARA PROCESAR LA GASOLINA DE TIPO AROMÁTICO INSATURADO QUE SE OBTIENE MEDIANTE EL PROCESO DE REFORMADO CATALÍTICO CONTINUO (CCR) EN LA REFINERÍA ESTATAL DE ESMERALDAS” TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE TECNÓLOGO EN PETRÓLEOS ERICK ALEJANDRO ACOSTA PADILLA DIRECTOR: ING. FAUSTO RAMOS AGUIRRE Quito, julio, 2012
Transcript of UNIVERSIDAD TECNOLÓGICA EQUINOCCIALrepositorio.ute.edu.ec/bitstream/123456789/6027/1/4808… ·...

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE TECNOLOGÍA DE PETRÓLEOS
TEMA: “EVALUACIÓN Y DESCRIPCIÓN DE LAS CONDICIONES OPERACIONALES PARA PROCESAR LA GASOLINA DE TIPO AROMÁTICO INSATURADO QUE SE
OBTIENE MEDIANTE EL PROCESO DE REFORMADO CATALÍTICO CONTINUO (CCR) EN LA REFINERÍA
ESTATAL DE ESMERALDAS”
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE TECNÓLOGO EN
PETRÓLEOS
ERICK ALEJANDRO ACOSTA PADILLA
DIRECTOR: ING. FAUSTO RAMOS AGUIRRE
Quito, julio, 2012

© Universidad Tecnológica Equinoccial. 2012
Reservados todos los derechos de reproducción

DECLARACIÓN
Yo Erick Alejandro Acosta Padilla, declaro que el trabajo aquí descrito es de
mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas
que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente. ____________________
Erick Alejandro Acosta Padilla
C.I. 1722791801

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Evaluación y descripción
de las condiciones operacionales para procesar la gasolina de tipo aromático
insaturado que se obtiene mediante el proceso de Reformado Catalítico
Continuo (CCR) en la Refinería Estatal de Esmeraldas”, que, para aspirar al
título de Tecnólogo en Petróleos fue desarrollado por Erick Alejandro Acosta
Padilla, bajo mi dirección y supervisión, en la Facultad de Ciencias de la
Ingeniería; y cumple con las condiciones requeridas por el reglamento de
Trabajos de Titulación artículos 18 y 25.
___________________
Ing. Fausto Ramos Aguirre
DIRECTOR DEL TRABAJO
C.I.

CARTA DE LA INSTITUCIÓN

DEDICATORIA
La presente tesis va dedicada a mis padres, porque creyeron en mí y porque
me sacaron adelante, dándome ejemplos dignos de superación y entrega,
porque en gran parte gracias a ustedes, hoy puedo ver alcanzada mi meta.
A mi abuelito y a mis hermanos, de quienes he aprendido y quiero mucho.
Y también a mis familiares y amigos que han estado conmigo en todo
momento.
AGRADECIMIENTO
Quiero en esta oportunidad agradecer en primer lugar a Dios todo poderoso
que me ha conservado con vida, con salud, me ha dado inteligencia, y ha
guiado y cuidado mi camino durante el transcurso de esta investigación, al
Ingeniero Fausto Ramos por su guía durante el transcurso de esta tesis, a la
Universidad Tecnológica Equinoccial por brindarme los conocimientos
necesarios para desarrollarme como profesional, y por último quiero
agradecer a la Refinería Estatal de Esmeraldas que me permitieron
desarrollar este estudio sin inconvenientes.

i
ÍNDICE DE CONTENIDOS
PÁGINA RESUMEN xii ABSTRACT xiv
CAPÍTULO 1 1
1. INTRODUCCIÓN 1
1.1 PLANTEAMIENTO DEL PROBLEMA 2
1.2 FORMULACIÓN Y SISTEMATIZACIÓN DEL PROBLEMA 2
1.2.1 FORMULACIÓN DEL PROBLEMA 2
1.2.2 SISTEMATIZACIÓN DEL PROBLEMA 2
1.3 OBJETIVOS 3
1.3.1 OBJETIVO GENERAL 3
1.3.2 OBJETIVOS ESPECÍFICOS 3
1.4 JUSTIFICACIÓN 3
1.5 MARCO TEÓRICO 4
1.5.1 ANTECEDENTES 4
1.5.2 BASES TEÓRICAS 5
1.5.3 PROCESO 7
1.6 HIPÓTESIS 8
1.6.1 HIPÓTESIS GENERAL 8
1.6.2 HIPÓTESIS ESPECÍFICA 8
1.7 ASPECTOS METODOLÓGICOS 9
1.8 VARIABLES 9
1.8.1 VARIABLE INDEPENDIENTE 9
1.8.2 VARIABLE DEPENDIENTE 10
1.8.3 VARIABLE INTERVINIENTE 10
1.9 TÉCNICAS METODOLÓGICAS 10
1.9.1 VISITA A LA REFINERÍA ESTATAL DE ESMERALDAS 10
1.9.2 REVISIÓN DE LITERATURA ESPECIALIZADA AL TEMA 10

ii
CAPÍTULO II 11
2. MARCO TEÒRICO 11
2.1 ORIGEN DE LA NAFTA PESADA 11
2.2 DESTILACIÓN ATMOSFÉRICA 11
2.3 ¿QUÉ ES LA REFORMACIÓN CATALÍTICA CONTINUA? 13
2.4 OBJETIVO DEL PROCESO 14
2.5 UNIDAD DE REFORMACIÓN SEMICONTINUA 15
2.6 CATALIZADOR 16
2.6.1 TIPO DE CATALIZADORES UTILIZADOS EN
HIDROPROCESOS 17
2.6.2 FORMAS DE LOS CATALIZADORES 17
2.6.3 ACTIVACIÓN DEL CATALIZADOR 18
2.6.4 DESACTIVACIÓN DEL CATALIZADOR 18
CAPÍTULO III 20
3. METODOLOGÍA 20 3.1 EVALUACIÓN Y DESCRIPCIÓN DE LA UNIDAD DE REFORMADO
CATALÍTICO CONTINUO (CCR) 20 3.2 UNIDADES CATALÍTICAS 2 21
3.3 ALMACENAMIENTO DE MATERIAS PRIMAS Y PRODUCTOS EN
LA REE 22
3.4 DESCRIPCIÓN DE LA UNIDAD REFORMADORA CATALÍTICA
CONTINUA 22
3.5 HIDROTRATADORA DE NAFTAS, HDT 22
3.6 DESCRIPCIÓN COMPLETA DE FLUJO DEL PROCESO DE LA
UNIDAD CCR EN LA REFINERÍA DE ESMERALDAS 23
3.7 COMPONENTES ESENCIALES DEL PROCESO DE
REFORMACIÓN CATALÍTICA 27
3.8 REACTORES DE LA UNIDAD CCR DE LA REE 28
3.9 CATALIZADOR UTILIZADO EN LA CCR 31
3.10 DETECTOR DE NIVEL DE CATALIZADOR DE RAYOS GAMMA 35
3.11 HORNO 35
3.12 SEPARADOR 37

iii
3.13 OPERACIONES DE SEPARACIÓN DEL REFORMADOR 38
3.14 TORRE ESTABILIZADORA 39
3.15 TORRE DESBUTANIZADORA 41
3.16 EQUIPO AUXILIAR 42
3.17 COMPRESOR 43
3.18 BOMBAS DE CARGA DE NAFTA PESADA 44
3.18.1 TIPOS DE BOMBAS UTILIZADAS EN LA UNIDAD CCR EN LA
REE 45
3.18.1.1 Bomba centrífuga 46
3.18.1.2 Bombas reciprocantes 47
3.19 INTERCAMBIADORES DE CALOR 48
3.20 MEZCLADO DE GASOLINA (BLENDING) 50
3.21 OCTANAJE DE LAS GASOLINAS 52
3.22 CATEGORÍAS DE CALIDAD DE COMBUSTIBLES ESTABLECIDAS
EN EUROPA 54
3.22.1 GASOLINA SIN PLOMO 55
3.23 VARIABLES DEL PROCESO DE LA UNIDAD CCR QUE SE
MANEJAN EN EL BUNKER EN LA REE 59
3.23.1 PRESIÓN 59
3.23.2 TEMPERATURA 60
3.23.3 VELOCIDAD ESPACIAL 61
3.23.4 PRESIÓN PARCIAL DE HIDRÓGENO 62
3.23.5 CALIDAD DE LA CARGA 62
3.24 CONDICIONES DE OPERACIÓN DE LA UNIDAD CCR EN LA
REFINERÍA DE ESMERALDAS 64
3.24.1 CONDICIONES DE ARRANQUE DE PLANTA Y PARO DE
PLANTA 64
3.24.2 MANTENIMIENTOS EN LA UNIDAD CCR 64
3.24.3 PRINCIPALES CUIDADOS DE SEGURIDAD INDUSTRIAL
QUE TIENE LA UNIDAD CCR 65
3.25 TIPOS DE TANQUES QUE SE UTILIZAN PARA ALMACENAR LA
GASOLINA DE ALTO OCTANAJE (EXTRA Y SUPER) 65
iv
3.25.1 TANQUES DE TECHO FLOTANTE 65
3.25.2 GASOLINA EXTRA 68
3.25.3 GASOLINA SUPER 71
CAPÍTULO IV 73
4. ANÁLISIS Y RESULTADOS 73
4.1 ANÁLISIS Y SOLUCIONES PARA EVITAR LA CONTAMINACIÓN
AMBIENTAL QUE SE DA EN LA REE POR MEDIO DE LA
IMPLANTACIÓN DE INSTRUCCIONES QUE OPTIMICEN EL MANEJO
DE DESECHOS PELIGROSOS ESPECÍFICOS COMO LOS
CATALIZADORES 73
4.2 RESPONSABILIDADES 73
4.3 DESARROLLO 73
4.3.1 CATALIZADORES GASTADOS 73
4.3.1.1 Procedimientos generales 73
4.3.1.2 Opciones de eliminación/tratamiento del catalizador
gastado CCR 74
4.3.1.3 Entierro en fosas 75
4.4 DEL CONTROL DE LA CALIDAD DE LOS COMBUSTIBLES DE USO
VEHICULAR EN EL DISTRITO METROPOLITANO Y LA
REGULACIÓN DE SU COMERCIALIZACIÓN 76
4.4.1 SECCIÓN I ORDENANZA 213 76
4.5 NORMA TÉCNICA ECUATORIANA NTE INEN 935:2010, SÉPTIMA
REVISIÓN, PRODUCTOS DERIVADOS DEL PETRÓLEO.
GASOLINA REQUISITOS 78
4.6 ANTECEDENTES TÉCNICOS PARA RECOMENDACIONES
ARMONIZADAS DE COMBUSTIBLES (GASOLINA) 82
4.6.1 OCTANO 82
4.6.2 AZUFRE 83
4.6.3 TECNOLOGÍA AVANZADA Y EL FUTURO 84
4.6.4 ADITIVOS QUE FORMAN CENIZA (QUE CONTIENE
METALES) 85
4.6.5 PLOMO 85

v
4.6.6 MANGANESO (MMT) 86
4.6.7 HIERRO (FERROCENO) 86
4.6.8 SILICIO 87
4.6.9 OXIGENADOS 87
4.6.10 OLEOFINAS 88
4.6.10.1 Efecto de olefinas en las emisiones 88
4.6.11 AROMÁTICOS 88
4.6.12 INFLUENCIA DE LOS COMPUESTOS AROMÁTICOS EN
DEPÓSITOS EN EL MOTOR 88
4.6.13 INFLUENCIA DE LOS COMPUESTOS AROMÁTICOS EN LAS
EMOSIONES DE ESCAPE 89
4.6.14 INFLUENCIA DE LOS COMPUESTOS AROMÁTICOS EN LAS
EMISIONES DE CO2 89
4.6.15 BENCENO 89
4.6.16 BUENAS PRÁCTICAS AMBIENTALES 90
4.6.17 AZUFRE CORROSIVO 90
CAPÍTULO V 91
5. CONCLUSIONES Y RECOMENDACIONES 91
5.1 CONCLUSIONES 91
5.2 RECOMENDACIONES 93
NOMENCLATURA 95
GLOSARIO 96
BIBLIOGRAFÍA GENERAL 100

vi
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Unidades de proceso de la Refinería de Esmeraldas y su
capacidad 21
Tabla 2. Variables operacionales de un reactor usado en la Unidad
CCR 30
Tabla 3. Características del catalizador CR-201 32 Tabla 4. Características típicas del catalizador CR-401 33
Tabla 5. Variables operacionales del horno usado en la Unidad CCR en
la REE 36
Tabla 6. Equipos auxiliares y materiales de construcción usados en la
Unidad CCR 43
Tabla 7. Condiciones de operación de los compresores de hidrógeno y
los tipos que se utilizan 44
Tabla 8. Rendimiento de hidrógeno que se produce en la Unidad
CCR 44
Tabla 9. Parámetros de preparación de gasolina (81 RON) 53
Tabla 10. Parámetros de preparación de gasolina (90 RON) 54
Tabla 11. Categoría I de gasolina sin plomo 55
Tabla 12. Categoría II de gasolina sin plomo 56
Tabla 13. Categoría III de gasolina sin plomo 57
Tabla 14. Categoría IV de gasolina sin plomo 58
Tabla 15. Impurezas máximas permisibles (peso) en alimentación al
octanizing 64
Tabla 16. Capacidad y fondaje operativos de los tanques en la
REE 67 Tabla 17. Características técnicas de la gasolina extra en la REE 70
Tabla 18. Características técnicas de la gasolina súper en la REE 72
Tabla 19. Requisitos de la gasolina extra 80

vii
Tabla 20. Requisitos de la gasolina súper 81 Tabla 21. Impacto de azufre en las emisiones 84

viii
ÍNDICE DE FIGURAS
PÁGINA Figura 1. Unidad de Destilación Atmosférica 12
Figura 2. Proceso de la Reformación Catalítica Continua 14
Figura 3. Unidad de Reformado Catalítico 16
Figura 4. Formas de catalizadores usados en Hidroprocesos 18
Figura 5. Esquema del proceso de la Refinería Estatal de
Esmeraldas 20
Figura 6. Principales componentes de la Unidad CCR 28
Figura 7. Reactores usados en el CCR en la REE 31
Figura 8. Catalizadores usados en el CCR en la REE 34
Figura 9. Detector de nivel de catalizador de rayos gamma 35
Figura 10. Hornos utilizados en la Unidad CCR en la REE 37
Figura 11. Separador usado en la Refinería Estatal de Esmeraldas 38
Figura 12. Torre estabilizadora 40
Figura 13. Aeroenfriador 41
Figura 14. Torre desbutanizadora 42
Figura 15. Bombas usadas en la REE 45
Figura 16. Partes de una bomba centrífuga 47
Figura 17. Partes de una bomba reciprocante 48
Figura 18. Intercambiadores de calor usados en la REE 49
Figura 19. Partes del Intercambiador de calor 49
Figura 20. Blending de gasolinas 50
Figura 21. Tren de bombas para el Blending 51
Figura 22. Vista general del Proceso de Blending en la REE 52
Figura 23. Tanque de gasolina extra 69
Figura 24. Tanque de gasolina súper 71
Figura 25. Celda de catalizador gastado 75

ix
ÍNDICE DE ECUACIONES
PÁGINA Ecuación 1. Velocidad espacial 61
Ecuación 2. Velocidad espacial horaria del líquido 61
Ecuación 3. Presión parcial de hidrógeno 62
Ecuación 4. Índice antidetonante 79
Ecuación 5. Densidad API 97

x
ÍNDICE DE ANEXOS
PÁGINA
ANEXO 1. Refinería de Esmeraldas con ampliación, ya implementada la
unidad CCR 101
ANEXO 2. Reporte de resultados de análisis de rutina, Unidad
HDT – CCR 102
ANEXO 3. Contadores del blending 103
ANEXO 4. Planta de tetra etilo de plomo TEL 104
ANEXO 5. Desbutanizadora C_V18 105
ANEXO 6. Unidad Hidrodesulfuradora de naftas HDT 106
ANEXO 7. Almacenamiento de hidrógeno P_C3 107
ANEXO 8. Cabezal de hidrógeno P_H 108
ANEXO 9. Unidad desisopentanizadora P_V21 (recuperación de
isopentanos contenidos en la nafta ligera) 109
ANEXO 10. Separación y despojamiento de los volátiles en la unidad CCR
(P_V1) 110
ANEXO 11. Despojadores o Stripper P2_C01 111
ANEXO 12. Primer reactor de la unidad CCR (P2_R01) 112
ANEXO 13. Reactores de la unidad CCR (P3_V1X) 113
ANEXO 14. Torre estabilizadora P2_V06 114
ANEXO 15. Regeneración continua del catalizador P3_REG 115
ANEXO 16. Regenerador P3_V01 116
ANEXO 17. Diferenciales de temperatura P3_TEMP 117
ANEXO 18. Diagrama de flujo del proceso de la nafta pesada
hidrotratada 118
ANEXO 19. Diagrama de flujo del proceso de la unidad de reformado
catalítico (P2) 119
ANEXO 20. Diagrama de flujo del proceso de la unidad de reformado
catalítico (P2) 120
ANEXO 21. Diagrama de flujo del proceso del lazo de regeneración del
catalizador (P3) 121

xi
ANEXO 22. Diagrama de flujo del proceso del lazo de regeneración del
catalizador (P3) 122

xii
RESUMEN La construcción de la Refinería de Esmeraldas se inició a fines del año 1972
y su operación en 1977, la segunda ampliación de la Refinería de
Esmeraldas concluyó en 1997 y se planteó como objetivo principal adaptar la
refinería para el procesamiento de crudos pesados, aumento de la
capacidad de refinación a 110000 barriles por día (BPD), mejorar la calidad
del Diesel y eliminar aditivos como el tetraetilo de plomo (TEL) en las
gasolinas. Para lo cual, se amplió la capacidad de refinación de las Unidades
de Destilación Atmosférica, y se instaló nuevas Unidades como la
Hidrodesulfurizadora de Diesel, plantas de tratamiento de efluentes
necesarias para cumplir con los requerimientos ambientales, y como tema
principal de esta tesis la Unidad de Reformación con regeneración continua
de catalizador (CCR), la cual consiste en transformar la nafta pesada,
compuesta por hidrocarburos entre C6 Y C11, mayoritariamente parafínicos
y nafténicos, de bajo octanaje, en hidrocarburos aromáticos de alto octanaje.
La presente tesis ha sido desarrollada en los siguientes capítulos:
En el primer capítulo se menciona una introducción a la importancia de la
eliminación del tetra etilo de plomo (TEL) para así cumplir con los severos
estándares y normas ambientales actuales, además se plantea la
problemática, los objetivos a cumplir, hipótesis y finalmente la metodología
del desarrollo de la presente tesis.
En el segundo capítulo se menciona el origen de la nafta pesada la cual es
proveniente de la destilación atmosférica y es utilizada como materia prima
en la Unidad de Reformado Catalítico Continuo y así poder transformar la
nafta pesada en hidrocarburos aromáticos de alto octanaje.
En el tercer capítulo se hace una breve descripción de la unidad de
Reformado Catalítico Continuo (CCR) y de cada uno de sus componentes
esenciales en la Refinería de Esmeraldas, así como también se describe las
categorías de calidad de combustibles establecidas en Europa, y por último

xiii
las variables del proceso de la Unidad CCR que se manejan en el Bunker en
la Refinería de Esmeraldas y los tipos de tanques que se usan para
almacenar las gasolinas extra y súper.
En el cuarto capítulo se realizan análisis y soluciones para evitar la
contaminación ambiental que se da en la Refinería de Esmeraldas por medio
de una implantación de instrucciones que optimicen el manejo de desechos
peligrosos específicos como los catalizadores, para así cumplir con las
normas y especificaciones ambientales.
Y por último el quinto capítulo se llega a las conclusiones y
recomendaciones, las cuales están basadas en la investigación de esta
tesis, la cual tiene como conclusión principal que no se verifica un
tratamiento ambiental adecuado a los residuos tóxicos de catalizadores
provenientes de la unidad CCR, por ejemplo los catalizadores son
enterrados en fosas.
xiv
ABSTRACT The construction of the Esmeraldas refinery started at the end of the year
1972 and its operation in 1977, the second extension of the Esmeraldas
refinery was completed in 1997 and was raised as main objective to adapt
the refinery to process heavy crude oil, increased refining capacity to
110,000 barrels per day (BPD), improve quality and eliminate diesel additives
such as tetraethyl lead (TEL) in gasoline. To which, expanded refining
capacity of Atmospheric Distillation Units, and installed new units as diesel
hydrodesulphurizer, effluent treatment plants necessary to comply with
environmental requirements, and as the main topic of this thesis the
Reformation unit with continuous regeneration of catalyst (CCR), which is to
transform the heavy naphtha, composed between C6 and C11 hydrocarbons,
mainly paraffinic and naphthenic, low octane, aromatic hydrocarbon high
octane.
This thesis has been developed in the following chapters:
The first chapter is a brief introduction to the importance of the elimination of
tetra ethyl lead (TEL), in order to meet the stringent standards and current
environmental standards, besides the problem arises, to meet the objectives,
hypothesis and finally the development methodology of this thesis.
In the second chapter mentions the origin of the heavy naphtha which is from
atmospheric distillation and is used as raw material in the Continuous
Catalytic Reformer Unit so we can transform the heavy naphtha into high
octane aromatics.
The third chapter is a brief description of the Continuous Catalytic Reforming
unit (CCR) and each of its essential components in the Esmeraldas refinery,
and also describes the categories of fuel quality established in Europe, and
Finally the process variables CCR Unit handled in the Bunker in the
Esmeraldas refinery and types of tanks used to store extra and super
gasoline.

xv
In the fourth chapter are carried out analysis and solutions to prevent
environmental pollution that occurs in the Esmeraldas refinery through an
implementation of instructions that optimize specific hazardous waste
management as catalysts, in order to meet environmental standards and
specifications.
And finally in the fifth chapter refers to the conclusions and
recommendations, which are based on the research of this thesis. Which has
as main conclusion does not hold a suitable environmental treatment of
waste catalysts from toxic CCR unit, for example the catalysts are buried in
pits.

CAPÍTULO I

1
CAPÍTULO I 1. INTRODUCCIÓN
El reformado de nafta sobre catalizadores de platino fue desarrollado por la
Universal Oil Product (UOP), cuando introdujo el proceso Platforming en el
año 1947. En la actualidad existen en operación varios procesos de
reformado licenciados que emplean catalizadores basados en platino para
producir compuestos aromáticos y también nafta de alto octanaje. A
diferencia del cracking catalítico, la finalidad del reformado no es craquear la
alimentación, sino reacomodar sus moléculas para formar un producto con
mayor octanaje.
Las exigencias ambientales en el Ecuador son más severas que las de los
años anteriores, debido a los grandes problemas de contaminación
ambiental, motivo por el cual se debe actuar inmediatamente para disminuir
las emisiones de sustancias nocivas producidas por los motores de
combustión interna, los cuales utilizan las gasolinas y el diesel como
combustible, es por eso que se ha estudiado mejoras a los procesos de
hidrotratamiento catalítico de diferentes fracciones del petróleo, las cuales
consisten en utilizar nuevos catalizadores con formulaciones diferentes a las
utilizadas anteriormente y la eliminación del tetra etilo de plomo (TEL).
Además la importancia del uso de la Unidad de Reformación Catalítica
Continua (CCR) en la Refinería Estatal de Esmeraldas la cual es de gran
ayuda para aportar con hidrógenos a la Hidrodesulfuración obliga a hacer
una evaluación de las condiciones operacionales para procesar la gasolina
de tipo aromático. Más adelante, sabremos en qué consiste específicamente
la Reformación Catalítica Continua (CCR).

2
1.1 PLANTEAMIENTO DEL PROBLEMA
El aumento significativo en la producción de combustible sin plomo para
automotores nuevos, incrementa la necesidad de un proceso de CCR para la
obtención de gasolinas de alto octano que son la que aportan para el
octanaje requerido en las gasolinas comerciales, ya que estás prohibido en
el mundo producir gasolinas de alto octanaje con aditivo TEL, eso hace
necesario implementar procesos de refinación que produzcan gasolinas de
alto octanaje para realizar el blending que resulte en gasolinas comerciales
que cumplan con las especificaciones y normativas que requieren las
gasolinas para motores modernos de alta compresión.
1.2 FORMULACIÓN Y SISTEMATIZACIÓN DEL PROBLEMA
1.2.1 FORMULACIÓN DEL PROBLEMA
¿Qué parámetros del proceso CCR son necesarios y se deben controlar
para garantizar el correcto funcionamiento del proceso?
¿Cuáles son las principales variables de operación, variables críticas,
parámetros a controlar para conocer cómo funciona el proceso?
¿Cuáles son los principales parámetros que se controlan en el proceso de
CCR para cumplir con las diferentes especificaciones ambientales?
1.2.2 SISTEMATIZACIÓN DEL PROBLEMA
¿Cuáles son las características físico químicas permitidas en el producto de
alimentación, las variables que permitan el buen funcionamiento del Proceso
de Reformado Continuo en la REE?
¿Cuáles son variables de operación de los procesos unitarios que
intervienen en esta unidad?
¿Cuáles son las especificaciones que comprueben la importancia y utilidad
del proceso de CCR?

3
1.3 OBJETIVOS
1.3.1 OBJETIVO GENERAL
Describir las condiciones operacionales para procesar la gasolina de tipo
aromático que se obtiene mediante el proceso de reformado catalítico
continuo (CCR) en la Refinería Estatal de Esmeraldas.
1.3.2 OBJETIVOS ESPECÍFICOS
1. Conocer el proceso de Reformado Catalítico Continuo (CCR) para la
obtención de gasolinas de alto octanaje (tipo aromático) en la REE.
2. Efectuar un seguimiento de los procesos unitarios que intervienen en la
unidad de CCR para determinar cuáles son, sus variables de operación,
variables críticas y características físico - químicas que intervienen en
el mismo.
3. Determinar las características físico – químicas de la carga al proceso,
del producto final y las variables del proceso que permiten realizar el
reformado catalítico continuo de gasolinas en la REE.
4. Investigar la calidad de la gasolina producida y saber si cumple con las
especificaciones como normas y ordenanzas para abalar su uso en el
país.
1.4 JUSTIFICACIÓN
El fin de este trabajo es realizar una recopilación de información para que
exista el conocimiento de las medidas que se deben tener en cuenta en el
Reformado Catalítico Continuo (CCR) para evitar contaminación, así como
también la importancia del producto final, que cumpla con todas las normas
ambientales y de seguridad, y es por eso que está prohibido adicionar tetra
etili de plomo (TEL) a las gasolinas y por tanto las refinerías deben introducir
operaciones unitarias que produzcan gasolinas de alto octanaje para el
blending.

4
1.5 MARCO TEÓRICO 1.5.1 ANTECEDENTES
La Refinería Estatal Esmeraldas, está situada en la provincia de Esmeraldas,
a 3.8 Km. de distancia del Océano Pacífico.
La construcción de la Refinería Estatal de Esmeraldas se inició a fines del
año 1972 y su operación en 1977. El diseño fue realizado por la compañía
Norteamericana UOP con una capacidad de procesamiento de 55.615
Barriles diarios de crudo procedentes de la Región Amazónica Ecuatoriana
con un rango de 27,9 a 28,3 grados API. La construcción la realizo el
consorcio japonés Sumitomo Chiyoda. La primera ampliación concluyo en el
año 1987, en la que se instalo unidades adicionales de Destilación
Atmosférica, Destilación al Vacio y Reducción de Viscosidad. La capacidad
de procesamiento alcanzada con esta ampliación fue de 90.000 barriles
diarios de petróleo, con la cual se cubriría el déficit de requerimiento nacional
proyectado a esa fecha.
La segunda ampliación de la Refinería Estatal de Esmeraldas concluyo en
1997, a partir del cual se inicio técnicamente el procesamiento de un crudo
con menor grado API, debido a que el Ecuador, a través de las compañías
extranjeras inicio la producción de crudos semipesados entre 18 y 24 grados
API, los mismos que mezclados con el crudo livianos, se obtuvo a esa fecha
una calidad promedio de crudo para refinación de 25,4 grados API.
El objetivo principal de esta aplicación fue la adaptación de la Refinería
Estatal Esmeraldas para el procesamiento de crudos pesados y consistió
principalmente en la ampliación de la capacidad de 90.000 a 110.000 bls/
día, a fin de compensar la pérdida de productos de derivados debido a la
disminución de la calidad de crudos, eliminar el uso del TEL como aditivo en
las gasolinas y mejorar la calidad del Diesel. Por lo cual, se amplió la
capacidad de refinación de las unidades de Destilación Atmosférica y se
instalo nuevas unidades como:

5
• Reformación con regeneración continúa de catalizador (CCR).
• Hidrodesulfurizadora de Diesel.
Además de otras plantas de tratamientos de efluentes necesarias para
cumplir con los requerimientos ambientales.
Él diseño de esta ampliación fue realizado por las compañías francesas IFP
BEICIP-FRANLAB, y la construcción estuvo a cargo del Consorcio Español
Técnicas Reunidas Eurocontrol.
En la actualidad la refinería procesa un petróleo crudo de 23,7 grados API,
calidad que varía de acuerdo a la mezcla de crudos transportados por el
SOTE, desde los campos petroleros de la Región Amazónica Ecuatoriana
1.5.2 BASES TEÓRICAS El objetivo de la Reformación Catalítica Continua es el rearreglo o
reformación de la estructura molecular de ciertos hidrocarburos
carbohidratos, particularmente para mejorar naftas con características
antidetonantes deficientes y convertirlas en combustibles para automotores
de calidad extra (“premium”), o para producir compuestos aromáticos, en
especial de 8 carbonos, benceno y tolueno a partir de fracciones de nafta
seleccionadas.
En la Unidad de Reformado Catalítico Continuo CCR entre los componentes
esenciales de un proceso de reforma particular se incluyen: Reactores que
contienen el catalizador en lechos fijos, calentadores para elevar la
temperatura de la nafta y el gas de reciclaje y para proporcionar el calor de
reacción, sistema enfriador del producto y un separador de gas y líquido,
sistema de reciclaje de hidrógeno y gas, y estabilizador para separar
hidrocarburos ligeros disueltos en el líquido receptor.

6
Prácticamente toda la nafta introducida a las unidades de reforma catalítica
es hidrotratada para eliminar sustancias distintas de hidrocarburos, que
afectarían negativamente la estabilidad de los catalizadores de la reforma
(metales nobles) desde el punto de vista de su actividad y selectividad.
Algunas de las sustancias eliminadas son azufre, nitrógeno, oxígeno y
compuestos orgánicos de arsénico y paladio; todos los cuales envenenan los
catalizadores.
El catalizador se coloca como un lecho fijo en los tres o más recipientes
separados del reactor adiabático, junto con la materia prima. Se precalienta
con una mezcla de gas de reciclaje e hidrógeno antes de ser introducido al
primer reactor y se recalienta entre los siguientes. Debido a que las
reacciones de deshidrogenación son bastante endotérmicas, hay una
pérdida importante de temperatura de las sustancias que fluyen y que
reaccionan, particularmente en el primer reactor, en donde ocurre una rápida
deshidrogenación del nafteno. Además, los efluentes del primero y segundo
reactores se recalientan para darles la temperatura adecuada antes de
introducirlos en el tercer reactor. Frecuentemente el calentador de carga y
los intercalentadores están contenidos en el mismo horno.
El efluente del último reactor se enfría y se lleva a un recipiente, donde la
mezcla producida se separa en una fase líquida y otra gaseosa. La mayor
parte del gas separado (principalmente hidrógeno) se comprime y
reintroduce a los reactores para proporcionar la presión parcial protectora de
hidrógeno en el medio ambiente de la reacción. Un producto neto rico en
hidrógeno se extrae del sistema mediante control de la presión.
El líquido receptor, que contiene disueltos hidrocarburos ligeros, se envía a
un Fraccionador para obtener un producto refinado estabilizado que puede
agregarse a la gasolina terminada. Este líquido generalmente está libre de
hidrocarburos más ligeros que C4. Los hidrocarburos C4 y más ligeros,

7
separados como cabeza en un fraccionador estabilizador, normalmente se
envían a un sistema de concentración de gas dentro de la Refinería.
1.5.3 PROCESO
La Reformación Catalítica Continua (CCR), consiste en transformar la nafta
pesada, compuesta por hidrocarburos entre C6 Y C11, mayoritariamente
parafínicos y nafténicos, de bajo octanaje, en hidrocarburos aromáticos de
alto octanaje.
La nafta pesada es previamente tratada en la hidrotratadora de naftas, a fin
de eliminar los contaminantes que pueden envenenar los catalizadores
empleados en esta unidad.
Las reacciones que se producen en este proceso son: La deshidrogenación,
la isomerización, y la deshidrociclación. La deshidrogenación permite que
los hidrocarburos nafténicos sean deshidrogenados, dando como resultado
compuestos aromáticos. La isomerización es la reacción mediante la cual las
parafinas y naftenos son transformados en isómeros. La deshidrociclación
de parafinas es un mecanismo por medio del cual las parafinas del
hidrocarburo son convertidas en aromáticos. Todos estos compuestos
mencionados tienen mayor número de octano que la carga. El octanaje
obtenido depende de la severidad del proceso, pero, por diseño en esta
planta se puede obtener gasolinas con número de octano alrededor de 100.
Estas gasolinas de alto octano, conjuntamente con la gasolina obtenida en la
Unidad de Craqueo Catalítico Fluido son las que aportan el octanaje
requerido para las gasolinas comerciales.
La particularidad de esta Unidad de Reformación (CCR) es que la
regeneración del catalizador es realizada en forma continua, para lo cual
existe un proceso denominado lazo de regeneración. Por medio de este
proceso se remueven las impurezas o venenos impregnados en la superficie

8
del catalizador, especialmente el carbón lo que permite recuperar las
propiedades catalíticas que favorecen el proceso de reformación.
Los productos obtenidos en esta Unidad son: La gasolina aromática de alto
octano, y una pequeña cantidad de LPG.
1.6 HIPÓTESIS
1.6.1 HIPÓTESIS GENERAL La gasolina, producto del proceso del CCR, permite mejorar la calidad final
de las gasolinas que se comercializan en el país. El proceso de CCR
produce gasolinas de alto octanaje de tipo aromático que se mezclan con
gasolinas de otros procesos para dar una gasolina comercial.
Conociendo la calidad antes, después del proceso y cumpliendo con las
diferentes especificaciones ambientales se podría identificar hasta que
cierto grado se da la contaminación ambiental en un buen funcionamiento de
la unidad.
1.6.2 HIPÓTESIS ESPECÍFICA
1. Al hacer un seguimiento de los procesos unitarios de esta unidad se
determinaría cuáles son, sus variables de operación, variables criticas y
características físico - químicas que intervienen en el mismo
2. Si se redujera las impurezas en la carga del CCR se reduciría el riesgo
de daño de los catalizadores de la unidad y se evitarían paradas
innecesarias y un mayor desabastecimiento de gasolina.
3. Si se cumpliera con el objetivo de investigar la calidad de la gasolina
producida, así se sabrá si cumple con las especificaciones como
normas y ordenanzas para abalar su uso en el país.

9
1.7 ASPECTOS METODOLÓGICOS En esta tesis utilizaremos el método teórico ya que por medio de las
diferentes teorías aplicadas a este método obtendremos información para
realizar la respectiva investigación.
También usaremos el método descriptivo ya que vamos a describir las
condiciones operacionales para procesar la gasolina de tipo aromático que
se obtiene mediante el proceso de reformado catalítico continuo (CCR) en la
REE.
Así como también el método de observación ya que debemos observar
atentamente el fenómeno que se produce en el proceso de la gasolina de
tipo aromático y así poder tomar información y registrarla para su posterior
análisis.
También nos basaremos en el método de campo ya que tenemos que
investigar qué es lo que está ocurriendo en el medio ambiente y como
afectan estas sustancias nocivas a los pueblos cercanos.
1.8 VARIABLES
1.8.1 VARIABLE INDEPENDIENTE
Las variables independientes del proceso son:
• Presión
• Temperatura
• Velocidad espacial
• Presión parcial de hidrógeno o relación de reciclo H2/HC
• Calidad de la carga

10
1.8.2 VARIABLE DEPENDIENTE
• La importancia del uso de la Unidad de Reformado Catalítico
Continuo en la Refinería Estatal de Esmeraldas.
• Producción de gasolina extra y súper por día.
• Consumo de la gasolina extra y súper en el país.
1.8.3 VARIABLE INTERVINIENTE
• Prefraccionamiento de la nafta de carga.
• Hidrotratamiento.
• Reformación.
• Estabilización del reformado.
1.9 TÉCNICAS METODOLÓGICAS
Las técnicas a utilizarse en el presente trabajo investigativo son:
1.9.1 VISITA A LA REFINERÍA ESTATAL DE ESMERALDAS
La visita a la Refinería tiene la finalidad de conocer el diseño de las
instalaciones con las que se opera, los principales equipos que se utilizan y
la descripción de cada uno de ellos.
1.9.2 REVISIÓN DE LITERATURA ESPECIALIZADA AL TEMA
Se recopilará información a través de manuales, catálogos, revistas, internet
y pruebas de laboratorio. También se utilizarán los conocimientos adquiridos
en las conferencias realizadas por técnicos.

CAPÍTULO II

11
CAPÍTULO II 2. MARCO TEÓRICO
A continuación se describirá de donde proviene la nafta pesada para
procesarla en la unidad CCR y el marco teórico en general.
2.1 ORIGEN DE LA NAFTA PESADA
El origen de la nafta pesada para el proceso de Reformado Catalítico
Continuo viene de la destilación atmosférica (Anexo 1).
2.2 DESTILACIÓN ATMOSFÉRICA
La destilación es un proceso de separación físico, que se fundamenta en los
diferentes puntos de ebullición de los componentes del crudo, por lo tanto no
existen cambios en la estructura molecular de estos.
El crudo desalado es calentado en intercambiadores de calor en un horno
hasta una temperatura alrededor de los 360 °C a la cual es alimentada la
torre de destilación (Figura 1), en la misma debido a la diferencia de punto
de ebullición de los diferentes compuestos del crudo, estos se separan en
fracciones. La fracción más ligera se obtiene por el domo de la torre y está
compuesta por los gases LPG y gasolinas, la fracción siguiente corresponde
a Jet-Fuel y Diesel 1, la cual se obtiene más abajo en la torre. El Diesel 2
que es la fracción más pesada se obtiene más abajo. Finalmente por el
fondo de la torre, se retira el denominado crudo reducido, el cual es enviado
a las Unidades de destilación al Vacío.
La fracción de LPG y gasolinas obtenida por el domo de la torre de
destilación atmosférica es alimentada en la torre “desbutanizadora” en donde
el LPG, como fracción más ligera es separado por el domo y enviado a
posterior tratamiento en la Unidad de Concentración de Gases.

12
Mientras tanto la fracción de gasolina, la cual es obtenida por el fondo, es
alimentada a la torre “deisohexanizadora”, en la que se separan las
denominadas nafta liviana y nafta pesada. Estas naftas que tienen la
característica de poseer bajo octanaje, continúan a otros procesos de
tratamiento o de preparación de combustibles. La fracción de Jet-Fuel
ingresa a pequeñas torres de contacto, denominados “stripper” en donde
mediante la inyección de vapor a 150 psi, se despoja los compuestos más
ligeros y se ajusta el punto de inflamación. Finalmente es enfriado para
envío a tanques de almacenamiento a la Unidad Merox de Jet-Fuel para el
tratamiento final, previo al despacho.
El Diesel 2, también es sometido al despojamiento y ajuste del punto de
inflamación, luego de lo cual, es enfriado para envío a tanques o a la Unidad
Hidrodesulfuradora de Diesel a fin de mejorar su calidad por disminución del
contenido de azufre. El crudo reducido tiene diferentes destinos,
dependiendo de la modalidad de operación, este producto se envía a las
Unidades de Vacío, a las Reductoras de Viscosidad o a la mezcla con Fuel
oil.
Figura 1. Unidad de Destilación Atmosférica
Fuente: Ramos, F., (2009), Unidad de destilación atmosférica

13
2.3 ¿QUÉ ES LA REFORMACIÓN CATALÍTICA CONTINUA?
Es aquella en la cual la nafta pesada formada por hidrocarburos entre C6 y
C11, parafínicos y nafténicos, obtenidos en destilación atmosférica y de bajo
octanaje es transformada en hidrocarburos aromáticos de alto octanaje.
(Benceno, tolueno, xileno), así el n- heptano que tiene octanaje de 0 es
transformado en tolueno que tiene octanaje de 120. Las reacciones que se
producen son:
• Deshidrogenación de HC nafténicos resultando en aromáticos.
• Isomerización, las parafinas y naftenos son transformados en
isómeros.
• Dehidrociclación de parafinas, las parafinas son convertidas en
aromáticos.
Ingresa Nafta Pesada a la Unidad CCR y se obtiene gasolina de alto octanaje
(Benceno) e hidrógeno.
La gasolina finalmente obtenida tiene un octanaje de 100. Esta gasolina, mas
la de FCC. Son las bases para las gasolinas comerciales. También se tiene
pequeñas cantidades de LPG.

14
Figura 2. Proceso de la Reformación Catalítica Continua (CCR)
Fuente: Ramos, F., (2009), Unidad de reformación catalítica continua
2.4 OBJETIVO DEL PROCESO
Es el arreglo o reformación de la estructura molecular de ciertos
hidrocarburos, especialmente naftas (pesadas) con bajo índice de octano (45
– a 55), para convertirlos en combustibles con alto índice de octano (89 – 92
solo gasolinas) o para producir compuestos aromáticos en especial de 8
carbonos, benceno y tolueno a partir de fracciones de naftas seleccionadas.
A condiciones de presión moderada y alta temperatura, se promueven
reacciones catalíticas conducentes a la generación de compuestos de mayor
octano como son los aromáticos y las isoparafinas. Simultáneamente en las
reacciones se produce hidrógeno, que se utiliza en la misma refinería en los
procesos de hidrotratamiento. Las reacciones son promovidas por

15
catalizadores basados en gg-alúmina como soporte de metales activos
(platino-renio o platino-estaño).
El Reformado Catalítico convierte naftas vírgenes y craqueadas de bajo
octanaje (55 RON) en stocks para mezcla de gasolinas de alto octanaje.
Aunque son numerosas las reacciones que tienen lugar durante el
reformado, las reacciones predominantes son la De hidrogenación de
naftenos para formar aromáticos. Algunos refinadores aíslan los aromáticos
para uso petroquímico. Pero la mayoría se usa para mezcla de gasolinas.
2.5 UNIDAD DE REFORMACIÓN SEMICONTINUA
La nafta pesada obtenida en la Unidad de Crudo, es de bajo octanaje (unos
53 octanos), lo que la hace inadecuada para su uso como combustible de
automotores; por esta razón en esta unidad a la carga, libre de compuestos
de azufre (< 10 ppm).
Mediante un tren de reactores, con catalizadores de Platino y Renio y con
altas presiones y temperaturas, se modifica la estructura molecular de los
componentes de la nafta para obtener compuestos de mayor octanaje. El
catalizador debe regenerarse periódicamente.

16
Figura 3. Unidad de Reformado Catalítico
Fuente: Ramos, F., (2009), Unidad de reformado catalítico
2.6 CATALIZADOR
Un catalizador propiamente dicho es una sustancia que está presente en
una reacción química en contacto físico con los reactivos, y acelera, induce o
propicia dicha reacción sin actuar en la misma.
Los catalizadores del Reformado Catalítico Continuo CCR están sujetos a
envenenamiento por sulfuro de hidrógeno y otros compuestos de azufre,
nitrógeno y oxígeno. Por lo tanto, la alimentación de nafta debe ser
pretratada en una operación intermedia de hidrotratamiento para removerle
esas impurezas antes del reformado. La mayoría de la carga del reformador
es nafta virgen (sin craqueo) de la unidad de destilación atmosférica, sin
embargo, otras naftas con puntos de ebullición adecuados pueden aceptarse
luego de ser hidrotratadas para eliminarles los venenos del catalizador y
para saturar los materiales olefínicos no deseados.

17
El proceso de reformado de nafta es un contribuyente muy importante en la
rentabilidad de una refinería de petróleo. Este proceso continuará siendo
foco de mejoras y modificaciones para alcanzar las características
cambiantes de los productos refinados en el futuro.
Una de las finalidades del proceso de Reformado Catalítico Continuo es que
a más de producir gasolinas de alto octanaje, es producir H2 para los otros
procesos.
2.6.1 TIPO DE CATALIZADORES UTILIZADOS EN HIDROPROCESOS
Los catalizadores más comunes utilizados en Hidroprocesos y sus
características son:
Cobalto Molibdeno: Buena remoción de Azufre, pobre remoción de
Nitrógeno.
Níquel Molibdeno: Buena remoción de Nitrógeno, pobre remoción de Azufre.
Níquel - Wolframio: Buena remoción de Azufre, nitrógeno y favorecen el
hidrocracking.
2.6.2 FORMAS DE LOS CATALIZADORES Los catalizadores tienen varias formas las cuales las podremos observar en
la siguiente figura.

18
Figura 4. Formas de catalizadores usados en Hidroprocesos
Fuente: Acosta, L., (2010), Descripción y evaluación para la obtención de diesel premium
mediante el proceso de Hidrodesulfuración (HDS) en la Refinería Estatal de Esmeraldas
2.6.3 ACTIVACIÓN DEL CATALIZADOR
• Catalizador es manufacturado y trasladado en el estado de óxido de
metales. (Más seguro para manipular)
• Los metales deben ser convertidos a sulfuros de metales para obtener
una mayor actividad en el catalizador.
• La sulfurización del catalizador se realiza después de su carga
• Se inyectan agentes con alto contenido de azufre y rápida
descomposición
• Es necesario un cuidadoso control de la sulfurización ya que es
altamente exotérmica
2.6.4 DESACTIVACIÓN DEL CATALIZADOR Las principales causas de desactivación del catalizador son:
• Envenenamiento, consecuencia de la interacción química con la
superficie catalítica por una molécula de veneno que se adsorbe
fuertemente. Éste puede ser reversible (solo durante la presencia de los
venenos en la mezcla suministrada), e irreversible; en esta ultima el
catalizador es remplazado por otro o es regenerado.

19
• Coquificación (formación de carbón) de la superficie por
deshidrogenación de algunos hidrocarburos cíclicos. La mayor cantidad
de coque se deposita durante la parte inicial de la reacción.
• Pérdida de la fase activa parcial o total por desgaste del catalizador
(abrasión).
• Durante un proceso catalítico las moléculas complejas (asfaltenos) o
aquellas formadas durante el proceso son absorbidas fuertemente por el
catalizador haciendo imposible su tratamiento con H2, por lo tanto
continúan condensándose hasta que finalmente se degradan a coque, y
esta es la sustancia que se deposita en los sitios activos que
eventualmente interfiere con la reacción.

CAPÍTULO III

20
CAPÍTULO III 3. METODOLOGÍA
A continuación se describirá el proceso de la unidad CCR, y la metodología
utilizada en esta tesis en general.
3.1 EVALUACIÓN Y DESCRIPCIÓN DE LA UNIDAD DE REFORMADO CATALÍTICO CONTINUO (CCR)
La Refinería Estatal de Esmeraldas amplió la capacidad de refinación de las
Unidades de Destilación Atmosférica e instaló nuevas Unidades, como la
Unidad de Reformación con Regeneración Continua de Catalizador
(CCR).(Figura 5)
Figura 5. Esquema del proceso de la Refinería Estatal de Esmeraldas
Fuente: Ramos, F., (2009), Derivados del petróleo obtenidos en la Refinería Estatal de
Esmeraldas

21
3.2 UNIDADES CATALÍTICAS 2
Las unidades Catalíticas 2 contienen:
• Merox jet fuel 100
• Hidrodesulfuradora de naftas HDT
• Reformadora con catalizador CCR
• Compresores de Hidrogeno y tanques de almacenamiento
• Despojadores de H2S (gas sulfhídrico) de naftas
Tabla 1. Unidades de proceso de la Refinería de Esmeraldas y su capacidad
Fuente: Acosta, L., (2010), Descripción y evaluación para la obtención de diesel premium
mediante el proceso de Hidrodesulfuración (HDS) en la Refinería Estatal de Esmeraldas
Refinería Estatal de Esmeraldas UNIDADES DE PROCESO Capacidad de Diseño (Bls /Día) Destilación Atmosférica 1 55,000
Destilación Atmosférica 2 55,000
Destilación al Vacío 1 29,400
Destilación al Vacío 2 15,900
Viscorreductora 1 15,750
Viscorreductora 2 15,750
Craqueo Catalítico Fluido (FCC) 18,000
Reformadora Catalítica Continua
(CCR)
10,000
Hidrodesulfuradora de Diesel 24,500
Hidrodesulfuradora de Naftas 13,000
Hidrodesulfuración de Diesel 24.500
Recuperación de Azufre 1 13 tn / día
Recuperación Azufre 2 50 tn / día

22
3.3 ALMACENAMIENTO DE MATERIAS PRIMAS Y PRODUCTOS EN LA REE
La REE tiene 6 tanques de Crudo con un volumen operativo de 180.000
barriles cada uno, dando así un total de 51 tanques de almacenamiento, a
demás tiene 15 esferas para almacenamiento de GLP.
3.4 DESCRIPCIÓN DE LA UNIDAD REFORMADORA CATALÍTICA CONTINUA
La CCR por la Regeneración Continua del Catalizador, tiene tres secciones
las cuales se describirán a continuación:
Unidad P1: Hidrotratadora de Nafta pesada. Se obtiene nafta hidrotratada
con un contenido bajo de contaminantes tales como: azufre, agua,
halógenos, olefinas, arsénico y metales, para que no afecten el
comportamiento de la sección de reformación catalítica. Consta de un
reactor con catalizador bimetálico en lecho fijo.
Unidad P2: Reformadora catalítica. El propósito de esta unidad es producir
un reformado de alto octanaje “95-100 octanos” rico en aromáticos para el
pool de mezcla de gasolina. Tiene varios reactores con un lecho movible de
catalizador bimetálico en atmósfera de hidrógeno.
Unidad P3: Lazo de regeneración. Su propósito es la regeneración
continua del catalizador durante la operación normal de la reformadora
catalítica.
3.5 HIDROTRATADORA DE NAFTAS, HDT
Esta planta fue construida en la última ampliación de la Refinería, su función
es la de purificar la nafta pesada, para el proceso de reformación ya que
este proceso utiliza un catalizador que es sensible a ciertos contaminantes,

23
como el azufre, nitrógeno, agua, compuestos halogenados, hidrocarburos
insaturados y ciertos metales (Anexo 6).
Este proceso se realiza en presencia de hidrógeno y un catalizador, a fin de
lograr la desulfurización, desnitrificación, hidrogenación y eliminación de
metales. Con estas reacciones, estos contaminantes son reducidos a niveles
inferiores al 1 ppm.
De este proceso se obtiene la nafta hidrotratadora y gas amargo que es
enviada a la Unidad de Tratamiento de gases.
3.6 DESCRIPCIÓN COMPLETA DE FLUJO DEL PROCESO DE LA UNIDAD CCR EN LA REFINERÍA DE ESMERALDAS
A continuación se describe el proceso completo de la unidad CCR en la
Refinería de Esmeraldas.
Sección de reacción La carga a la Unidad de Reformación Catalítica, es presurizada
directamente desde el fondo del despojador de la unidad hidrotratadora P1
después del intercambio carga/fondos. La carga entra a los límites de batería
de la unidad a 13.9 kg/cm²g y 128°C y es pasada a través de los filtros P2-
FT1 A/B para eliminar cualquier partícula de materia que puede depositarse
en el intercambiador de placas P2-E1. La carga puede ser bombeada
directamente desde el almacenamiento. Un agente clorante y agua son
inyectados antes del control de flujo, dejando a la válvula controlar el
equilibrio agua-cloruro (si el regenerador continuo está fuera de servicio)
para un óptimo comportamiento del catalizador de reformación. Después de
pasar a través de la válvula de control de flujo de la carga, la nafta es
mezclada con hidrógeno de reciclo del P2-C1 en el intercambiador de placas
P2-E1. Este es un intercambiador de contracorriente verdadero diseñado
para una caída de presión mínima y máxima recuperación de calor con el

24
efluente del reactor. La carga combinada de nafta e hidrógeno de reciclo es
precalentada con el efluente del tercer reactor y posteriormente es calentada
a la temperatura de entrada requerida para el primer reactor en el
precalentador P2-H1.
En el primer reactor P2-R1, las reacciones son predominatemente
endotérmicas y por tanto el efluente del reactor requiere recalentarse en el
primer intercalentador P2-H2 a la temperatura de entrada requerida para el
segundo reactor P2-R2. Las reacciones en el P2-R2 son menos
endotérmicas pero aún requiere recalentamiento en el P2-H3 antes de entrar
al último reactor P2-R3. El efluente sale del reactor P2-R3 a
aproximadamente 441-484°C, dependiendo de la carga y posición en el
ciclo, y 3.3 kg/cm²g.
En los tres reactores la carga contacta con el catalizador de reformación que
está dividido aproximadamente en la relación 15/30/55. En el proceso de
regeneración continua el catalizador circula continuamente:
• En los reactores, en el espacio entre la grilla externa y la tubería
central desde el tope hasta el fondo.
• Del fondo del un reactor al tope del siguiente.
• Desde el último reactor a la unidad de regeneración para la
regeneración.
• Desde la unidad de regeneración, el catalizador regenerado retorna al
primer reactor.
En la unidad de regeneración, el catalizador es regenerado por medio de un
sistema de lazo de regeneración automática. La circulación de catalizador es
alcanzada o por flujo por gravedad o con los sistemas de elevación con gas.
En los libros de procesos correspondientes se da una descripción detallada
de la unidad de regeneración.

25
Saliendo del P2-R3, el efluente después del intercambio de calor en el P2-E1
con la carga al reactor, es enfriado por intercambio con aire y agua en el P2-
E2 y P2-E3 respectivamente, antes de entrar al separador P2-V1. Una
porción del gas separado es comprimida en el compresor de gas de reciclo
P2-C1, accionado con una turbina de vapor, y reciclado a los reactores. El
gas remanente que constituye el gas de producción de hidrógeno es enviado
a una sección de recontacto para mejorar la pureza del hidrógeno y
recuperar la producción líquida.
El líquido separado es bombeado por la P2-P1 para ser recontactado en la
sección de recontacto. La presión de la sección de reacción es controlada
variando el flujo de retorno del compresor de gas H2 rico P2-C2.
Sección de compresión y recontacto El gas de producción de hidrógeno después del separador P2-V3 es
comprimido por la primera etapa del P2-C2, enfriado en el intercambiador
con agua de enfriamiento P2-E4 y separado en el P2-V2. El líquido separado
es retornado al efluente del reactor corriente abajo del intercambiador con
agua de enfriamiento P2-E3. El vapor separado es comprimido en la
segunda etapa del compresor de gas H2 rico P2-C2 y recontactado con el
líquido del P2-P1.
La mezcla recontactada es luego enfriada en 4 etapas, con agua en el P2-
E5, en el enfriador de carga del absorbedor de alta presión, con gas H2 rico
en el P2-E6, con fondos del absorbedor de alta presión en el P2-E7 y con un
refrigerante en el P2-E8. La temperatura objetivo es 0°C a 19.5 kg/cm² g en
el tambor del absorbedor de alta presión P2-V4. Estas condiciones del
separador de la etapa final para el gas de producción de H2 son diseñadas
para:
• Una alta recuperación del C3+ contenido en el hidrógeno del P2-C2.
• Una alta concentración de H2 en el producto de gas hidrógeno rico.
El gas rico en hidrógeno separado a aproximadamente 96% mol de pureza
de hidrógeno en el SOL puede ser enviado a la red de hidrógeno.

26
El líquido separado en el tambor absorbedor de alta presión P2-V4 después
del calentamiento en el P2-E7, es enviado a la sección de recuperación y
estabilización de LPG, bajo control de nivel.
Sección de recuperación y estabilización de LPG El líquido frío separado del P2-V4, es contactado con gas residual del
estabilizador y dejado separar en el P2-V5, el tambor absorbedor de LPG. El
propósito de esta etapa es el de recuperar la máxima cantidad de LPG, esto
es C3 y C4's del domo del estabilizador.
El vapor del P2-V5 es enviado a gas combustible bajo control de presión.
Esta corriente es predominantemente de cortes ligeros, es decir C1 y C2's y
controla la presión de operación del estabilizador. El líquido separado de
este tambor es bombeado por la P2-P2 a través de los intercambiadores
fondos/carga del estabilizador P2-E9 A/B/C para ingresar al estabilizador P2-
V6 en el plato 12 (desde el tope). El estabilizador, operando a un promedio
de 15 kg/cm²g reduce la fracción de C4 y más ligeros en el reformado a
menos de 0.5% vol. El estabilizador es rehervido con un horno P2-H4,
circulando con las bombas del rehervidor P2-P5. El control de temperatura
está en el plato cuatro desde el fondo.
Los domos del P2-V6 son parcialmente condensados en aeroenfriador P2-
E10 y subenfriados en el intercambiador con agua de enfriamiento P2-E11
para colectarse en el P2-V7, el tambor de reflujo del estabilizador. El vapor
del domo es retornado al P2-V5 para la recuperación de LPG. Una porción
del líquido separado es bombeado por la P2-P3 bajo control de flujo como
reflujo al P2-V6. Una corriente separada del líquido como LPG es retirada a
través de la P2-P4 bajo control de flujo con reajuste de nivel y es enviada a
almacenamiento. Los fondos del estabilizador, después del enfriamiento
parcial en los intercambiadores carga/fondos del estabilizador, son
posteriormente enfriados en el aeroenfriador de reformado P2-E12, y con
agua en el enfriador de reformado P2-E13. Este producto reformado es

27
luego, bajo control de nivel, presurizado directamente hacia almacenamiento
o hacia el mezclado de gasolina.
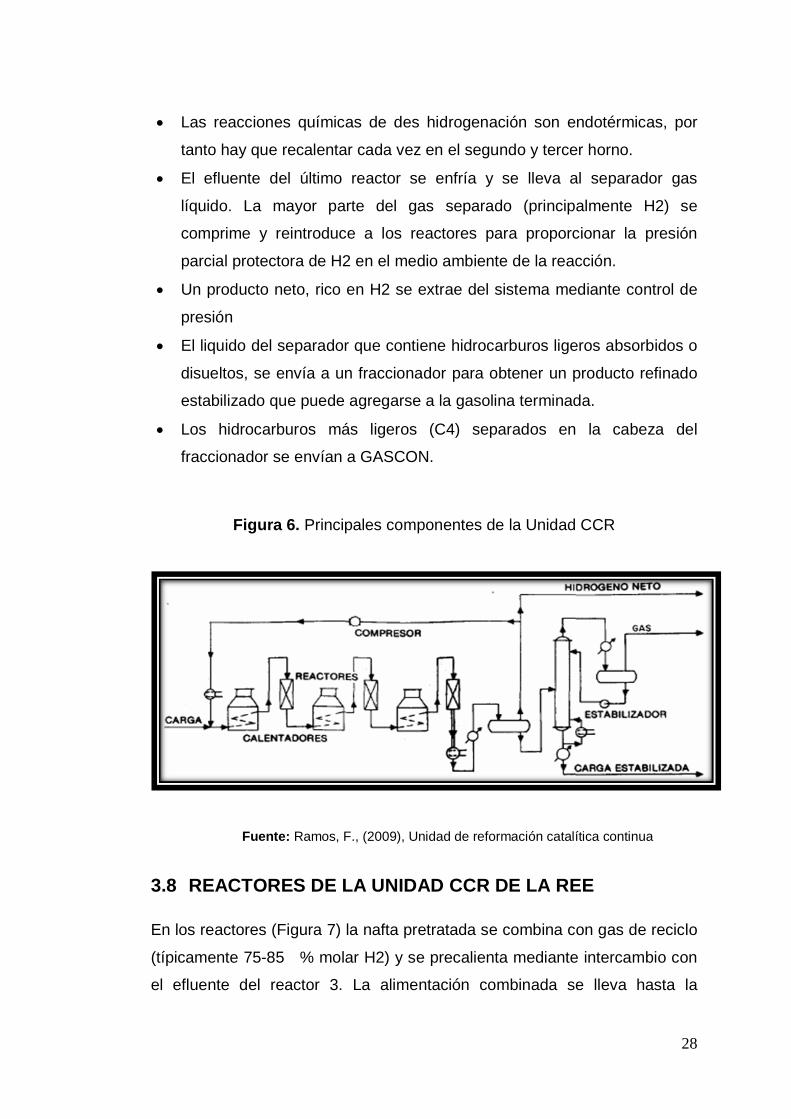
3.7 COMPONENTES ESENCIALES DEL PROCESO DE REFORMACIÓN CATALÍTICA
A continuación mencionaremos a los principales componente (Figura 6) de la
Unidad CCR.
1. Reactores que contienen catalizador en lecho fijo.
2. Calentadores (hornos) para calentar la nafta y el gas de reciclaje y dar
calor de reacción.
3. Sistema enfriador del producto y separador gas – líquido.
4. Sistema de reciclaje de hidrógeno y gas.
5. Estabilizador para separar hidrocarburos ligeros disueltos en el líquido.
6. Regeneradores del catalizador.
7. Compresor de reciclo (para el H2).
8. Bombas de carga.
9. Los reactores y regeneradores tienen un sistema de medición de niveles
de catalizador, con RAYOS GAMMA (radiaciones ionizantes).
10. Equipos electrónicos y neumáticos para el control de variables de
proceso: presiones, temperaturas, volúmenes, niveles de cargas, calidad
de la regeneración, caudales.
11. Equipos detectores de humos, flamas, fugas de gas hidrógeno.
12. Equipos para control de incendios, de ataque rápido y sistema
presionado con detectores y alarmas automatizadas.
• Toda la nafta de carga es hidrotratada para eliminar los venenos de los
catalizadores; se elimina, S, N, O, compuestos orgánicos de Arsénico y
Paladio.
• El catalizador está colocado en lecho fijo en los tres recipientes.
• La nafta de carga se pre- calienta con una mezcla de gas de reciclaje e
hidrógeno antes de introducirla al primer reactor y se recalienta entre las
siguientes.
28
• Las reacciones químicas de des hidrogenación son endotérmicas, por
tanto hay que recalentar cada vez en el segundo y tercer horno.
• El efluente del último reactor se enfría y se lleva al separador gas
líquido. La mayor parte del gas separado (principalmente H2) se
comprime y reintroduce a los reactores para proporcionar la presión
parcial protectora de H2 en el medio ambiente de la reacción.
• Un producto neto, rico en H2 se extrae del sistema mediante control de
presión
• El liquido del separador que contiene hidrocarburos ligeros absorbidos o
disueltos, se envía a un fraccionador para obtener un producto refinado
estabilizado que puede agregarse a la gasolina terminada.
• Los hidrocarburos más ligeros (C4) separados en la cabeza del
fraccionador se envían a GASCON.
Figura 6. Principales componentes de la Unidad CCR
Fuente: Ramos, F., (2009), Unidad de reformación catalítica continua
3.8 REACTORES DE LA UNIDAD CCR DE LA REE
En los reactores (Figura 7) la nafta pretratada se combina con gas de reciclo
(típicamente 75-85 % molar H2) y se precalienta mediante intercambio con
el efluente del reactor 3. La alimentación combinada se lleva hasta la

29
temperatura deseada de ingreso al reactor 1 en el horno primario. Existe una
gran caída de temperatura en el reactor 1 debido a la predominancia de
reacciones de deshidrogenación y el efluente sale generalmente entre 50 y
75 ºC más frío que la alimentación del reactor (Anexo 12, 13).
El efluente del reactor 1 se recalienta hasta la temperatura deseada en un
horno intermedio y se alimenta al reactor 2. Aquí la caída de temperatura a
través del reactor está entre 20 y 30 ºC, y es necesario recalentar el efluente
en un segundo horno intermedio antes del reactor 3.
En el reactor 3, las reacciones exotérmicas comienzan a predominar, y la
caída de temperatura está en el orden de 5 y 10 ºC. A medida que el
catalizador se desactiva, la caída de temperatura en todos los reactores
disminuye, por ende, las reacciones exotérmicas de hidrocraqueo se vuelven
más importantes. Históricamente, las refinerías han monitoreado la caída de
temperatura de los reactores para seguir la actividad del catalizador.
El efluente del reactor final se enfría mediante intercambio con la
alimentación combinada del reactor 1 y luego aún más mediante un
aeroenfriador. El enfriamiento final se lleva a cabo en un enfriador con agua,
cuya temperatura de salida típica está entre 33 y 38 ºC. El efluente frio es
separado y sus líquidos son enviados a la columna estabilizadora.

30
Tabla 2. Variables operacionales de un reactor usado en la Unidad CCR
CONDICIONES DE OPERACION DE LOS REACTORES
Número de Reactor Presión Temperatura
Primer Reactor (P2-R1) 39.9 Kg/cm2 461ºC
Segundo Reactor (P2-R2) 40.3 Kg/cm2 461ºC
Tercer Reactor (P2-R3) 40.7 Kg/cm2 461ºC
Los diferenciales de presión en los reactores son normalmente de 0,4 Kg/cm2.
CONDICIONES ÓPTIMAS PARA LA OPERACIÓN DEL REACTOR
Temperatura del reactor 461 °C
Presión promedio de los
reactores 60 bars – 40 kg/cm2 _ 568 a 870 psi
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

31
Figura 7. Reactores usados en el CCR en la REE
Fuente: Ramos, F., (2009), Unidad de reformación catalítica continua
3.9 CATALIZADOR UTILIZADO EN LA CCR • CATALIZADOR CR-201
Catalizador de Reformación Catalítica, CCR. Soporte de alúmina de alta
pureza; Alta estabilidad y selectividad debido al platino asociado con otros
metales.
Para el CCR se utilizan altas temperaturas (490-530 °C), presiones
moderadas (10-25 bar) y catalizadores sólidos de platino y otros metales
nobles soportados sobre alúmina.
La empresa que vende el catalizador a la Unidad CCR es la francesa
AXXENS, y sobre cada cuanto se compra, eso depende de cuan
envenenado esté el catalizador; la Unidad CCR hace la compra del
catalizador cada 6 años aproximadamente.

32
Tabla 3. Características del catalizador CR-201
Tipo CR-201
Proveedor Procatalyse
Descripción Bolas de alumina de alta pureza (0.35 % peso) impregnada con platino y promotores.
Diámetro de partícula 1.8 mm
Densidad másica 0.65 t/m³ (± 0.05)
Cantidad Reactor 1 (P2-R1): 4.7 m³ Reactor 2 (P2-R2): 9.4 m³
Reactor 3 (P2-R3): 17.1 m³ Catalizador fuera de los reactores 7.3 m³
Total 38.5 m³
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua
• CATALIZADOR CR-401
Reformadora catalítica con regeneración continua del catalizador.
CR-401 es un catalizador bimetálico de platino-estaño, la reformación del
catalizador fue desarrollado para producir gasolina de alto octanaje.
CR-401 ha sido diseñado para el proceso de reformación con regeneración
continua:
- Ofrece una alta selectividad, máximo rendimiento C5 e hidrógeno a
muy baja presión.
- Alta resistencia mecánica que ofrece mínima abrasión en la
transferencia de catalizador a través de ascensores entre los
reactores.
- Capacidad de regeneración a gran escala basada en una muy baja
área de superficie decreciente después de numerosas
regeneraciones.

33
Tabla 4. Características típicas del catalizador CR-401
CARACTERÍSTICAS TÍPICAS PLATINO Y ESTAÑO EN ALUMINA DE ALTA PUREZA
ESFERAS
DIÁMETRO 1.8 mm
PLATINO 0.30 wt %
PÉRDIDA POR
IGNICIÓN A 900 C 3 wt %
ÁREA DE SUPERFICIE 200 m²/g
VOLUMEN TOTAL DEL
PORO 0,6 cm³/g
MÁXIMA DENSIDAD
DE ROSCADO 0,65 Kg/l
DESGASTE DE LA
RESISTENCIA
(MÉTODO AIF)
99,5 wt %
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua
• PORQUÉ CAMBIARON LOS CATALIZADORES
Los catalizadores CR-201 fueron reemplazados por los CR-401 (Figura 8) ya
que la Refinería de Esmeraldas acostumbra a cambiar estos cuando ya han
cumplido su tiempo de vida útil o cuando estos ya están dañados.
Actualmente están utilizando el catalizador CR-401.

34
Figura 8. Catalizadores usados en el CCR en la REE

35
3.10 DETECTOR DE NIVEL DE CATALIZADOR DE RAYOS GAMMA
Los detectores de nivel de catalizador en la Unidad CCR, funcionan con
rayos GAMMA como se puede observar en la siguiente figura:
Figura 9. Detector de nivel de catalizador de rayos gamma
3.11 HORNO
Los hornos utilizados en la industria petrolera emplean como combustible
exclusivamente petróleo o gas.
El horno del proceso es el del tipo de combustión en tubos horizontales tipo
cabina, ya que es ideal para precalentamiento de alimentaciones de
hidrocarburos a reactores. Es decir los tubos están colocados de forma
horizontal y los quemadores en forma lateral a los costados del horno.

36
Cabe recalcar que estos hornos eran de la unidad Universal Oil Product
(UOP) Pltaforming (Figura 10), y fueron instalados en la Unidad de
Reformado Catalítico Continuo (CCR), ya que los hornos del CCR no
funcionaban de manera adecuada.
Tabla 5. Variables operacionales del horno usado en la Unidad CCR en la
REE
CONDICIONES DE OPERACIÓN DE UN HORNO USADO EN LA UNIDAD CCR
Temperatura 364 °C
Presión 1 atm
Flujo de alimentación 143 365.9 Kg / h
Carga térmica 14.967 x 109Joules/ h
Flujo de combustible 501.89 Kg /h
No. de tubos en la sección
radiante
30
Diámetro de tubos 0.102 m
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

37
Figura 10. Hornos utilizados en la Unidad CCR en la REE
3.12 SEPARADOR El Separador (Figura 11), cumple con la función de separar la mezcla gas-
líquido que sale del reactor, la fase gas contiene hidrógeno que no se
convirtió en el proceso de reacción por encontrarse en exceso, por
consiguiente será recirculado para ser utilizado nuevamente en el reactor. El
grado de separación en este equipo se considera del 100%.

38
Figura 11. Separador usado en la Refinería Estatal de Esmeraldas
Fuente: Acosta, L., (2010), Descripción y evaluación para la obtención de diesel premium
mediante el proceso de Hidrodesulfuración (HDS) en la Refinería Estatal de Esmeraldas
El vapor del separador se divide, con una corriente de purga rica en
hidrógeno que se elimina del sistema. La corriente de hidrógeno crudo se
utiliza en el precalentador de la alimentación del reformador y en otras
operaciones de hidrotratamiento de la refinería. El gas remanente del
separador se comprime y se recicla al proceso donde se combina con la
alimentación de nafta antes del intercambiador de calor
alimentación/efluente.
3.13 OPERACIONES DE SEPARACIÓN DEL REFORMADOR
En general, la estrategia es enfriar el efluente del reactor lo más posible con
un enfriador de agua para minimizar la recirculación de isopentano e
hidrocarburos pesados hacia el reactor. Esto tiene las ventanas adicionales
de aumentar la concentración de hidrógeno en el reciclo y reduce la energía
requerida para la compresión.
En el caso de los reformadores que operan a bajas presiones, se prefiere
tener un separador de dos etapas. El efluente que sale del último reactor se

39
enfría y se separa en líquido y vapor en un separador de baja presión. El
vapor es comprimido, enfriado y enviado a un separador de alta presión
donde se combina con el líquido bombeado desde el separador de baja
presión. El gas de reciclo y el hidrógeno son eliminados en el separador de
alta presión, y el primero se retorna al proceso. El líquido de alta presión se
bombea hacia la torre estabilizadora para la remoción de los gases livianos e
hidrocarburos líquidos livianos del producto reformado.
3.14 TORRE ESTABILIZADORA
La torre estabilizadora (Figura 12) del reformador se utiliza para eliminar
butanos y materiales más livianos del producto reformado. Estas torres
operan típicamente a presiones entre 150 y 225 psig (11,4 y 16,5 bar). El
condensador es por lo general un aeroenfriador (Figura 13) con
temperaturas operativas de verano de 33 a 44 ºC, dependiendo de la
localización de la unidad (Anexo 14).
El propósito principal de esta torre es despojar los butanos y más livianos del
reformado. En la mayoría de los casos, el líquido y el vapor del condensador
se reprocesan en una planta de recuperación de gas. Por lo tanto, es común
que estas torres operen con bajas relaciones de reflujo con la subsecuente
pérdida de pentanos por la cabeza. El diseño típico de estas torres tiene un
diámetro pequeño en la zona de rectificación por encima del plato de
alimentación y un diámetro mayor en la sección de despojamiento por
debajo del plato de alimentación.

40
Figura 12. Torre estabilizadora
41
Figura 13. Aeroenfriadores
Fuente: Acosta, L., (2010), Descripción y evaluación para la obtención de diesel premium
mediante el proceso de Hidrodesulfuración (HDS) en la Refinería Estatal de Esmeraldas
3.15 TORRE DESBUTANIZADORA
La torre desbutanizadora (Figura 14) separa por la cima los butanos y por el
fondo productos alquilados. La ventaja de eliminar productos ligeros es que
las torres que siguen al desbutanizador pueden operar presiones más bajas.
Una torre desbutanizadora es de 300 platos en A.C. con válvulas de acero
inoxidables con 12 % Cr, en el (Anexo 5) se puede observar cómo trabaja la
desbutanizadora.
42
Figura 14. Torre desbutanizadora
3.16 EQUIPO AUXILIAR
Se considera como equipo auxiliar a los equipos que no intervienen
directamente en el proceso, pero que de igual forma son muy importantes
para un buen funcionamiento de la unidad.
43
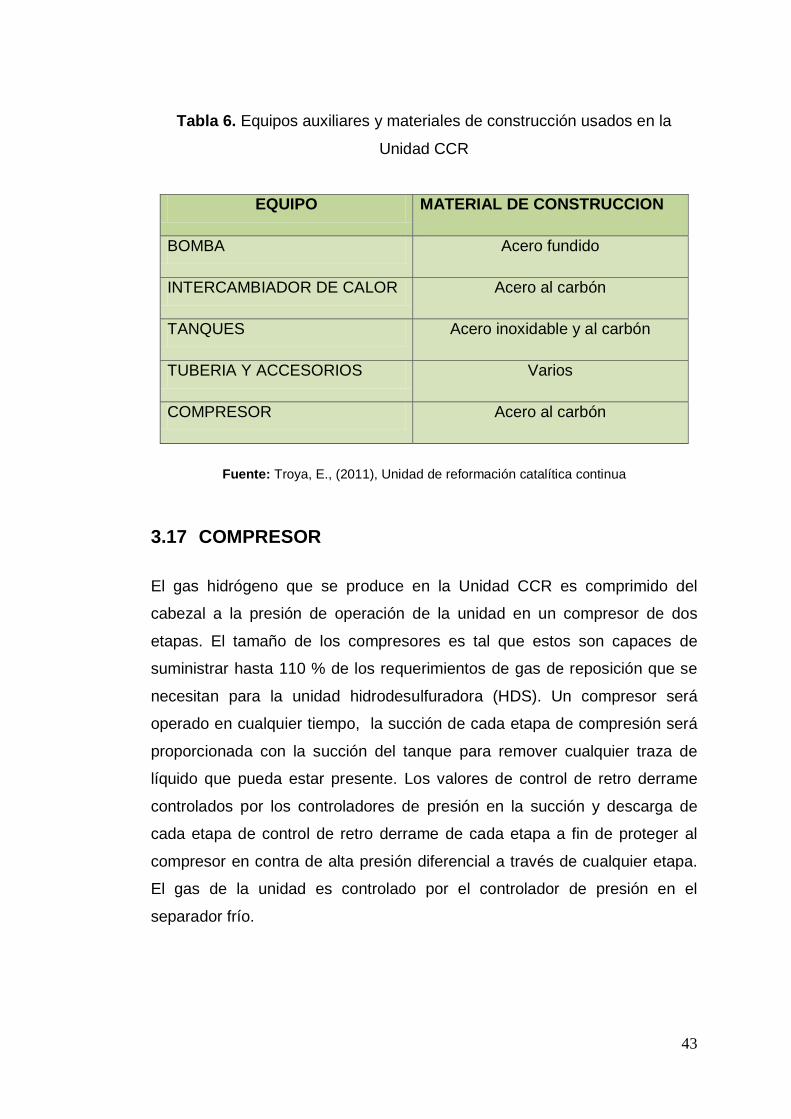
Tabla 6. Equipos auxiliares y materiales de construcción usados en la
Unidad CCR
EQUIPO MATERIAL DE CONSTRUCCION
BOMBA Acero fundido
INTERCAMBIADOR DE CALOR Acero al carbón
TANQUES Acero inoxidable y al carbón
TUBERIA Y ACCESORIOS Varios
COMPRESOR Acero al carbón
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua
3.17 COMPRESOR El gas hidrógeno que se produce en la Unidad CCR es comprimido del
cabezal a la presión de operación de la unidad en un compresor de dos
etapas. El tamaño de los compresores es tal que estos son capaces de
suministrar hasta 110 % de los requerimientos de gas de reposición que se
necesitan para la unidad hidrodesulfuradora (HDS). Un compresor será
operado en cualquier tiempo, la succión de cada etapa de compresión será
proporcionada con la succión del tanque para remover cualquier traza de
líquido que pueda estar presente. Los valores de control de retro derrame
controlados por los controladores de presión en la succión y descarga de
cada etapa de control de retro derrame de cada etapa a fin de proteger al
compresor en contra de alta presión diferencial a través de cualquier etapa.
El gas de la unidad es controlado por el controlador de presión en el
separador frío.
44
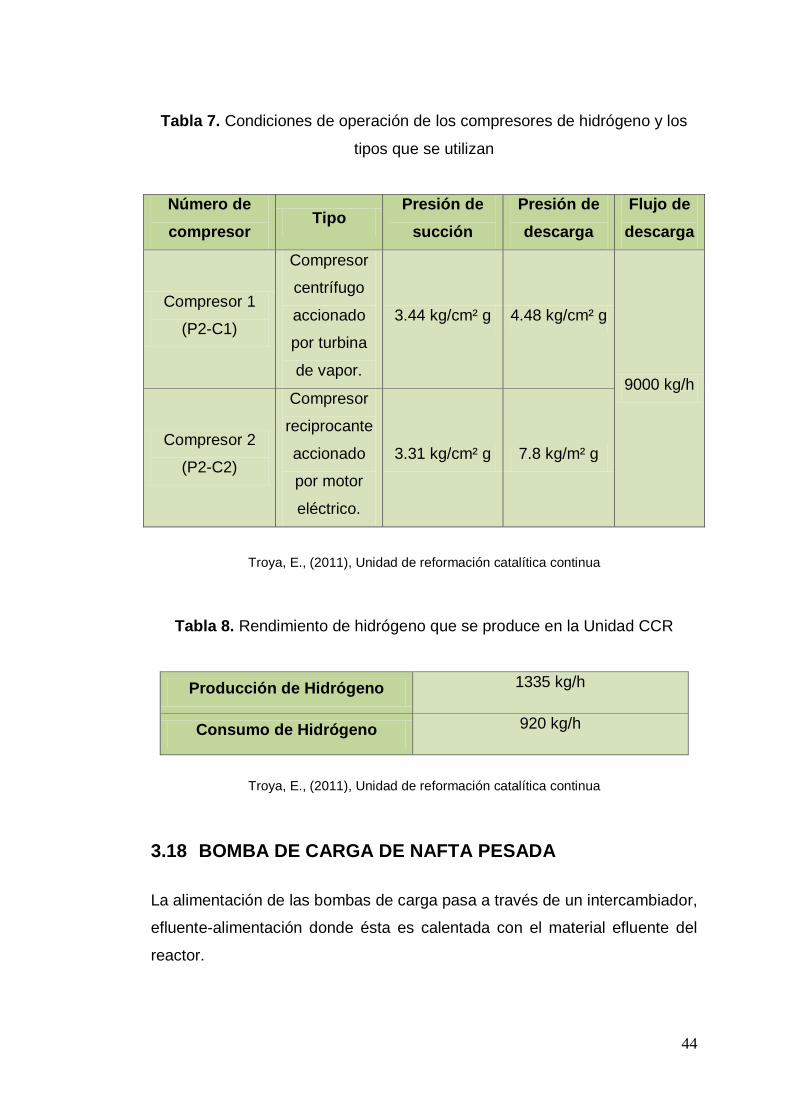
Tabla 7. Condiciones de operación de los compresores de hidrógeno y los
tipos que se utilizan
Número de compresor
Tipo Presión de
succión Presión de descarga
Flujo de descarga
Compresor 1
(P2-C1)
Compresor
centrífugo
accionado
por turbina
de vapor.
3.44 kg/cm² g 4.48 kg/cm² g
9000 kg/h
Compresor 2
(P2-C2)
Compresor
reciprocante
accionado
por motor
eléctrico.
3.31 kg/cm² g 7.8 kg/m² g
Troya, E., (2011), Unidad de reformación catalítica continua
Tabla 8. Rendimiento de hidrógeno que se produce en la Unidad CCR
Producción de Hidrógeno 1335 kg/h
Consumo de Hidrógeno 920 kg/h
Troya, E., (2011), Unidad de reformación catalítica continua
3.18 BOMBA DE CARGA DE NAFTA PESADA La alimentación de las bombas de carga pasa a través de un intercambiador,
efluente-alimentación donde ésta es calentada con el material efluente del
reactor.

45
La presión de la alimentación del tanque está controlada por el sistema de
control de presión de combustible pero esta presión no es la suficiente para
que la carga llegue a las siguientes etapas del proceso por lo tanto se
necesitara aumentar la presión de carga. La alimentación del tanque entra a
las bombas de carga (Figura 15) donde su presión es aumentada para
permitir que la alimentación entre al circuito de reacción. La bomba de carga
es de tipo multietapas de alta eficiencia.
Figura 15. Bombas usadas en la REE
Fuente: Acosta, L., (2010), Descripción y evaluación para la obtención de diesel premium
mediante el proceso de Hidrodesulfuración (HDS) en la Refinería Estatal de Esmeraldas
3.18.1 TIPOS DE BOMBAS UTILIZADAS EN LA UNIDAD CCR EN LA REE
En la Unidad de Reformado Catalítico Continuo CCR en la Refinería Estatal
de Esmeraldas se utilizan las siguientes bombas:

46
3.18.1.1 Bomba centrífuga
Una bomba centrífuga es un tipo de bomba hidráulica que transforma la
energía mecánica de un impulsor rotatorio llamado rodete en energía
cinética y potencial requeridas. El fluido entra por el centro del rodete, que
dispone de unos álabes para conducir el fluido, y por efecto de la fuerza
centrífuga es impulsado hacia el exterior, donde es recogido por la carcasa o
cuerpo de la bomba, que por el contorno su forma lo conduce hacia las
tubuladuras de salida o hacia el siguiente rodete (siguiente etapa).
• Bombas centrífugas horizontales
El eje de la bomba y del motor están a la misma altura. La bomba no debe
trabajar en seco ya que necesita el líquido bombeado como lubricante entre
anillos rozantes y rodete y entre empaquetadura y eje.
Antes de su puesta en marcha deben quedar cebadas por no ser auto-
transpirantes. Este proceso puede ser bastante complejo si la bomba no
trabaja en carga y colocada por encima del nivel del líquido. Este caso se
presenta muy frecuente con bombas centrífugas horizontales (Figura 16),
se debe colocar una válvula en la parte de la aspiración de la bomba T
algún sistema de cebado.
• Bombas centrífugas verticales
Este tipo de bomba tiene un eje vertical (Figura 16) y el motor
generalmente está encima de la bomba. Esto permite que la bomba trabaje
siempre rodeada por el líquido a bombear.
Estas bombas no deben quedar cebadas antes de la puesta en marcha.

47
Figura 16. Partes de una bomba centrífuga
Fuente: Acosta, L., (2010), Descripción y evaluación para la obtención de diesel premium
mediante el proceso de Hidrodesulfuración (HDS) en la Refinería Estatal de Esmeraldas
3.18.1.2 Bombas reciprocantes
El funcionamiento de una Bomba Reciprocante depende del llenado y
vaciado sucesivo de receptáculos de volumen fijo, para lo cual cierta
cantidad de agua es obligada a entrar alcuerpo de la bomba en donde queda
encerrada momentáneamente, para después ser forzada a salir por la
tubería de descarga. De lo anterior se deduce, en términos generales, que el
gasto de una Bomba Reciprocante es directamente proporcional a su
velocidad de rotación y casi independiente de la presión de bombeo. Como
el proceso de llenado y vaciado sucesivo de receptáculos de volumen fijo
requiere fricción por resbalamiento entre las paredes estacionarias del
receptáculo y las partes móviles, estas bombas no son apropiadas para
manejar líquidos que contengan arenas o materias en suspensión. Además,
la variación cíclica del gasto de descarga puede obligar al empleo de
Cámara de aire y de grandes tuberías. Estas bombas son relativamente de

48
baja velocidad de rotación, de tal manera que cuando tienen que ser
movidas por motores eléctricos deben ser intercaladas trasmisiones de
engranes o poleas para reducir la velocidad entre el motor y la bomba
Figura 17. Partes de una bomba reciprocante
Fuente: Acosta, L., (2010), Descripción y evaluación para la obtención de diesel premium
mediante el proceso de Hidrodesulfuración (HDS) en la Refinería Estatal de Esmeraldas
3.19 INTERCAMBIADORES DE CALOR Los Intercambiadores de Calor (Figura 18) son aparatos que permiten el
calentamiento o enfriamiento de un fluido (líquido o gas) por medio de otro
fluido a diferente temperatura que estén separados por una barrera o que se
encuentren en contacto.
En La mayoría de las industrias la trasmisión de calor se efectúa por medio
de intercambiadores de calor y el más común de todos es el formado por dos
tubos concéntricos, por uno de los cuales pasa el líquido a enfriar y por otro
se hace circular la corriente refrigerante. Estos son tubos de
aproximadamente 0.1524 m de diámetro y 9.7600 m de longitud.

49
Figura 18. Intercambiadores de calor usados en la REE
Figura 19. Partes del Intercambiador de calor
Fuente: Ramos, F., (2009), Unidad de reformado catalítico

50
3.20 MEZCLADO DE GASOLINA (BLENDING)
En el Blending (Figura 20) se reciben todos los componentes para el mezclado de
gasolinas, estas provienen de diferentes unidades. Una vez formada una mezcla se
le agregan aditivos que son compuestos oxigenados; éter metil ter-butílico (MTBE)
o éter metil ter-amílico (TAME)) que sirven como antidetonantes y que dan los
grados de octanaje necesarios en las gasolinas con antidetonante de alto y bajo
octano. Cuando no se les agrega ningún compuesto oxigenado se obtienen las
gasolinas de alto y bajo octano y gasolina de aviación.
Figura 20. Blending de gasolinas
Fuente: Ramos, F., (2009), Blending de gasolinas
51
En la siguiente figura se puede observar un tren de bombas setria para el
Blending de gasolinas.
Figura 21. Tren de bombas para el Blending
Fuente: Ramos, F., (2009), Blending de gasolinas

52
Figura 22. Vista general del Proceso de Blending en la REE
Fuente: Ramos, F., (2009), Blending de gasolinas
3.21 OCTANAJE DE LAS GASOLINAS El octanaje se la define como la principal propiedad de la gasolina ya que
está altamente relacionada al rendimiento del motor del vehículo. El octanaje
se refiere a la medida de la resistencia de la gasolina a ser comprimida en el
motor. Esta se mide como el golpeteo o detonación que produce la gasolina
comparada con los patrones de referencia conocidos de iso-octano y N-
heptano, cuyos números de octano son 100 y cero respectivamente. Con

53
respecto a la combustión, esta, en condiciones normales se realiza de
manera rápida y silenciosa, pero cuando el octanaje es inadecuado para el
funcionamiento del motor, la combustión se produce de manera violenta
causando una explosión o detonación que por su intensidad puede causar
daños serios al motor del vehículo.
Desde el 1 de abril del 2012 la gasolina extra pasó de 81 a 87 octanos, y la
súper de 90 a 92 octanos, la misma que fue distribuida en todas las
estaciones de gasolina a nivel nacional.
Tabla 9. Parámetros de preparación de gasolina (81 RON)
Fuente: Vera, C., (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de entrega de
productos limpios en las islas de carga de la Refinería Estatal de Esmeraldas

54
Tabla 10. Parámetros de preparación de gasolina (90 RON)
Fuente: Vera, C., (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de entrega de
productos limpios en las islas de carga de la Refinería Estatal de Esmeraldas
3.22 CATEGORÍAS DE CALIDAD DE COMBUSTIBLES ESTABLECIDAS EN EUROPA
En Europa cuatro diferentes categorías de calidad de los combustibles se
han establecido tanto para la gasolina sin plomo como para el gasóleo.
La categoría de la gasolina sin plomo se describirá a continuación:

55
3.22.1 GASOLINA SIN PLOMO
• Categoría 1
Los mercados con un nivel nulo o primario de los controles de emisiones,
basado principalmente en el rendimiento vehículo / motor y la protección
del sistema de control de emisiones.
Tabla 11. Categoría I de gasolina sin plomo
Fuente: Hodac, I., (2006) Worldwide Fuel Charter

56
• Categoría 2
Los mercados con requisitos estrictos para los controles de las emisiones u
otras demandas del mercado.
Tabla 12. Categoría II de gasolina sin plomo
Fuente: Hodac, I., (2006) Worldwide Fuel Charter

57
• Categoría 3
Los mercados con necesidades avanzadas para control de las emisiones u
otras demandas del mercado.
Tabla 13. Categoría III de gasolina sin plomo
Fuente: Hodac, I., (2006) Worldwide Fuel Charter

58
• Categoría 4
Los mercados con mayores necesidades avanzadas para el control de
emisiones, para habilitar sofisticadas tecnologías de postratamiento de
NOx. Estas gasolinas sirven para motores de alta compresión, más
eficientes y menos contaminantes, esos motores aun no llegan a Ecuador
por la calidad de los combustibles.
Tabla 14. Categoría IV de gasolina sin plomo
Fuente: Hodac, I., (2006) Worldwide Fuel Charter

59
3.23 VARIABLES DEL PROCESO DE LA UNIDAD CCR QUE SE MANEJAN EN EL BUNKER EN LA REE
Las variables del proceso son:
• Presión
• Temperatura
• Velocidad espacial
• Presión parcial de hidrógeno o relación de reciclo H2/HC
• Calidad de la carga
Estas son variables independientes las cuales pueden ser fijadas por el
operador dentro del rango de operación del equipo, independiente de las
otras.
Para un juego de variables independientes, solo hay un nivel de
comportamiento para la unidad, es decir un juego de colores para:
• Rendimientos de productos.
• Calidad del producto (octano).
• Estabilidad del catalizador (coque formado).
Aquí se examina el efecto de cada variable independiente, tomada por
separado, en el comportamiento de la unidad.
3.23.1 PRESIÓN
La presión parcial de hidrógeno es la variable básica debido a su efecto
inherente en las velocidades de reacción. Para facilidad de entendimiento,
puede ser usada la presión total de reacción. La presión del reactor es
definida más exactamente como la presión promedio del catalizador. Debido
a la relación de distribución del catalizador en los tres reactores, está
normalmente cerca de la presión de entrada al tercer reactor.
60
Todas las reacciones que producen hidrógeno, es decir la deshidrogenación,
deshidrociclización son mejoradas por la presión baja.
Mientras más baja es la presión más altos son los rendimientos del
reformado y del hidrógeno, para un número de octano dado. Esta es la razón
para minimizar la caída de presión de la unidad y operar a la presión más
baja práctica. La baja presión, sin embargo incrementa la formación de
coque.
La acción de los operadores sobre la presión es limitada:
• La elevación de la presión de operación está limitada por la presión de diseño
del equipo.
• La disminución de la presión de operación está limitada por la potencia de
diseño del compresor de reciclo y el volumen de la toma.
3.23.2 TEMPERATURA
La actividad del catalizador está directamente relacionada con la
temperatura del reactor. Así la variable de operación más directa disponible
para el operador con el fin de controlar la calidad y rendimientos de los
productos, es la temperatura de entrada al reactor.
En una unidad convencional semi-regenerativa, cuando las variables
independientes están estables, la pérdida de actividad del catalizador,
causada por el depósito de coque resulta en una disminución del octano del
producto. Un incremento lento en la temperatura de entrada al reactor es
usado para mantener el número de octano del producto.
En esta unidad la cantidad de coque en el catalizador es mantenida en un
nivel constante bajo a través de la regeneración continua.
Consecuentemente el ajuste solo se requiere para:
• Cambiar el octano del reformado.
• Procesar una cantidad diferente de carga.
• Procesar una unidad diferente de carga.

61
• Compensar una pérdida temporal de actividad debido a
envenenamiento temporal.
• Compensar un envejecimiento de catalizador que ocurre lentamente
sobre varios años.
Un incremento de la temperatura de entrada al reactor da:
Una conversión incrementada de los compuestos no aromáticos de la carga,
principalmente de las parafinas, el resultado final es:
• Un octano incrementado pero un rendimiento de reformado disminuido.
• Un incremento en el depósito de coque.
3.23.3 VELOCIDAD ESPACIAL
La velocidad espacial es la cantidad de carga líquida, expresada en peso (o
en volumen) que es procesada en una hora, dividido para la cantidad de
catalizador, expresado en peso (o en volumen). El peso (volumen) de la
carga y del catalizador debe ser expresado en la misma unidad.
𝑊𝑊𝑊𝑊𝑊𝑊𝑊𝑊 =𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃 𝑑𝑑𝑃𝑃 𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐 𝑝𝑝𝑃𝑃𝑐𝑐 ℎ𝑃𝑃𝑐𝑐𝑐𝑐𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃 𝑑𝑑𝑃𝑃 𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑑𝑑𝑃𝑃𝑐𝑐 𝐄𝐄𝐄𝐄 [1]
Velocidad espacial horaria del líquido:
LHSV =Hidrógeno puro �mol
h � en el reciclo
flujo de nafta (molh )
𝐄𝐄𝐄𝐄 [2]
El inverso de la velocidad espacial es decir (𝐿𝐿𝑊𝑊𝑊𝑊𝑊𝑊)−1 está enlazado con el
tiempo de residencia de la carga en el reactor. La velocidad espacial por
tanto afecta directamente la cinética de las reacciones de reformación.
Una disminución de la velocidad espacial significa un tiempo de residencia
incrementado, de allí que una severidad más alta resulta en un incremento
de octano, rendimiento de reformado más bajo, más alto depósito de coque.

62
Cuando cambie el caudal de carga al Octanizing, una recomendación
importante deriva de lo anteriormente mencionado:
• Siempre cambie la temperatura de entrada al reactor primero y
disminuya el flujo carga después.
• Siempre incremente primero el flujo de carga y después incremente la
temperatura.
3.23.4 PRESIÓN PARCIAL DE HIDRÓGENO
La relación H2/HC es el hidrógeno puro en el gas de reciclo (mol/h) dividido
para el flujo de carga (mol/H)
𝑊𝑊2𝑊𝑊𝐻𝐻 =
𝑊𝑊𝑐𝑐𝑑𝑑𝑐𝑐ó𝑐𝑐𝑃𝑃𝑔𝑔𝑃𝑃 𝑝𝑝𝑝𝑝𝑐𝑐𝑃𝑃 �𝑚𝑚𝑃𝑃𝑐𝑐ℎ � 𝑃𝑃𝑔𝑔 𝑃𝑃𝑐𝑐 𝑐𝑐𝑃𝑃𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑃𝑃
𝐹𝐹𝑐𝑐𝑝𝑝𝐹𝐹𝑃𝑃 𝑑𝑑𝑃𝑃 𝑔𝑔𝑐𝑐𝑛𝑛𝑐𝑐𝑐𝑐 (𝑚𝑚𝑃𝑃𝑐𝑐ℎ ) 𝐄𝐄𝐄𝐄 [3]
La presión parcial de hidrógeno está enlazada con la relación H2/HC. Como
hay en la práctica, poca flexibilidad en la presión total, la presión parcial de
hidrógeno es principalmente ajustada a través del flujo de reciclo. Reciclar
hidrógeno es necesario en la operación de la reformadora para la estabilidad
del catalizador. Tiene un efecto de barrido de los productos de reacción y de
los materiales condensables del catalizador y suministrando el catalizador
con el hidrógeno ya disponible. Un incremento en la relación H2/HC moverá
la nafta a través de los reactores a una velocidad más rápida y brinda un
sumidero de calor mayor para el calor endotérmico de reacción. El resultado
final es una estabilidad incrementada.
3.23.5 CALIDAD DE LA CARGA A. Rango de destilación
Las fracciones ligeras tienen un contenido pobre de aromáticos y nafténicos
y consecuentemente un alto contenido de parafina C6. La ciclización de las
parafinas C6 a aromáticos es más difícil que la ciclización de las parafinas C7
o C8. De allí para un número de octano requerido, mientras más ligera es la

63
carga más alta es la severidad requerida, o inversamente a severidad
constante, un bajo punto de ebullición resulta en un más bajo rendimiento en
aromáticos e hidrógeno.
En los años recientes, la restricción del contenido de benceno en la gasolina
ha dado en seleccionar la carga al Octanizing con punto inicial de ebullición
(PIE) sobre los 82 °C (180°F) para eliminar el ciclohexano. Las fracciones
pesadas tienen un alto contenido de nafténicos y aromáticos, necesitando
así una severidad más baja para obtener buenos rendimientos. Pero estas
fracciones contienen también compuestos policíclicos que producen
depósitos de coque en el catalizador. Un alto punto de ebullición de la carga
es favorable hasta cierto punto, arriba del cual es perjudicial. Un punto de
ebullición sobre los 180°C (350°F) generalmente no es recomendado.
B. Composición química
La composición química detallada de la carga es determinada por análisis
cromatográfico, este análisis es necesario para predecir la producción de
aromáticos e hidrógeno, así como también la severidad de la operación.
Aunque no es suficiente para una predicción completa, un índice de
caracterización de las cargas, relacionado al contenido real y potencial de
aromáticos de la carga demuestra ser muy útil. Mientras más alto este
índice, más baja la severidad de la operación para cumplir las mismas
especificaciones de los productos ya que la deshidrociclización de las
parafinas llega a ser impactante.
C. Impurezas en la carga
La actividad del catalizador puede ser reducida, temporal o
permanentemente por venenos contenidos en la carga. La tabla 12
especifica la cantidad máxima permisible de cada contaminante.

64
Tabla 15. Impurezas máximas permisibles (peso) en alimentación al
octanizing
Componente Máx. Permisible (peso)
Azufre (como Azufre) 0,5 ppm máx
Nitrógeno orgánico (como nitrógeno) 0,5 ppm máx
Agua o productos oxigenados 4 ppm máx
Cloro 0,5 ppm máx
Fluor 0,5 ppm máx
Arsénico 1 ppb máx
Plomo 5 ppb máx
Cobre 5 ppb máx
Mercurio 5 ppb máx
Hierro 5 ppb máx
Silicio 5 ppb máx
Níquel 5 ppb máx
Cromo 5 ppb máx
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua
3.24 CONDICIONES DE OPERACIÓN DE LA UNIDAD CCR EN
LA REFINERÍA DE ESMERALDAS
A continuación se puede observar las principales condiciones de operación
de la Unidad CCR en la Refinería de Esmeraldas:
3.24.1 CONDICIONES DE ARRANQUE DE PLANTA Y PARO DE PLANTA
Se elaboran según el caso sea de mantenimiento programado o emergente.
3.24.2 MANTENIMIENTOS EN LA UNIDAD CCR
Los mantenimientos son emergentes o programados. Los emergentes se
realizan cuando existe algún daño en equipos, líneas o cuando no se

65
obtienen condiciones estables de operación por algún problema interno de
equipos, se realizan cuando es necesario. Los mantenimientos programados
son normalmente cada 3 años.
3.24.3 PRINCIPALES CUIDADOS DE SEGURIDAD INDUSTRIAL QUE TIENE LA UNIDAD CCR
Los cuidados y precauciones de cualquier instalación industrial son los
siguientes:
• Evitar derrames • Fugas de gases inflamables • Emisiones incontroladas
Esta planta es demasiado peligrosa, ya que maneja hidrógeno, que es
combustible de cohetes, y si no se tienen medidas estrictas de seguridad
industrial, toda la refinería podría estallar.
3.25 TIPOS DE TANQUES QUE SE UTILIZAN PARA
ALMACENAR LA GASOLINA DE ALTO OCTANAJE (EXTRA Y SÚPER)
Para almacenar la gasolina de alto octanaje (extra y súper) se utilizan
tanques de techo flotante como se describe a continuación:
3.25.1 TANQUES DE TECHO FLOTANTE
Este tipo de tanques ha sido internacionalmente aceptado para el
almacenamiento de productos volátiles (crudo, gasolina), ya que suponen un
sencillo y eficaz medio de contrarrestar y evitar las pérdidas de productos
por evaporización. El techo flotante o móvil se desliza dentro del cuerpo del
tanque y descansa directamente sobre el producto almacenado y por lo tanto
le sigue en sus variaciones de nivel.

66
En estas circunstancias, la fase gaseosa que puede originarse es
prácticamente despreciable, al mismo tiempo que se reduce la posibilidad de
acumulación de vapores explosivos. Un sello especial, asegura la unión
entre las paredes y el techo, impidiendo que se produzca cualquier fuga o
escape. En la Refinería de Esmeraldas hay 4 tanques de techo flotante para
almacenar la gasolina extra y dos tanques del mismo techo para almacenar
la gasolina súper.
Para los tanques de techo flotante, existen las siguientes conexiones y
accesorios:
• Techo flotante propiamente dicho
• Soporte del techo
• Sello periférico con aletas protectoras
• Escalera deslizante

67
Tabla 16. Capacidad y fondaje operativos de los tanques en la REE
Fuente: Troya, E., (2011), Capacidad y fondaje de los tanques en la Refinería Estatal de
Esmeraldas

68
3.25.2 GASOLINA EXTRA
La gasolina automotriz es una mezcla compleja compuesta de naftas de
todos los grupos como: butano, nafta ligera, nafta pesada, nafta
desbutanizada, nafta tratada y nafta reformada, productos obtenidos en
procesos de destilación atmosférica, craqueo catalítico y reformación
catalítica. Estas fracciones están combinadas de acuerdo a las normas
técnicas del INEN, especialmente en lo referente al contenido de
hidrocarburos aromáticos por ser considerados altamente cancerígenos. La
combinación de estas proporciones de hidrocarburos se evapora con
facilidad y se combinan con el aire atmosférico conformando las
denominadas mezclas carburantes. Esta gasolina ha sido diseñada para ser
utilizada en motores de combustión interna de encendido por chispa y de
compresión moderada, debido a que a mayor compresión en el pistón se
eleva la temperatura de la mezcla carburante y se produce el rompimiento
de moléculas de los hidrocarburos parafínicos lineales, de esta manera dan
origen a la aparición de radicales libres que producen el fenómeno de la
detonancia, en base a este resultado se establece el índice de
antidetonancia. El índice es una medida de la capacidad antidetonante de la
gasolina y la principal característica que identifica el comportamiento de la
combustión dentro del motor. Mayor octanaje indica mejor capacidad
antidetonante.

69
Figura 23. Tanque de gasolina extra

70
Tabla 17. Características técnicas de la gasolina extra en la REE
Fuente: Vera, C., (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de entrega de
productos limpios en las islas de carga de la Refinería Estatal de Esmeraldas

71
3.25.3 GASOLINA SÚPER
Es utilizada en vehículos cuyos motores tienen una relación de compresión
alta, los hidrocarburos, especialmente iso-parafínicos y aromáticos presentes
en este tipo de gasolina, resisten altas presiones y temperaturas sin llegar al
rompimiento de moléculas. Al eliminarse el tetraetilo de plomo en la
formulación de las gasolinas, la industria petrolera recurrió a la utilización de
compuestos oxigenados y de hidrocarburos aromáticos. Estos productos
presentan el problema que ante una combustión incompleta su evacuación a
la atmósfera, a través del tubo de escape del vehículo, provoca una
contaminación igual o peor que la ocasionada por el tetraetilo de plomo, de
ahí que se hiciera necesaria la utilización de los convertidores catalíticos en
los vehículos que usan este tipo de combustibles.
Figura 24. Tanque de gasolina súper

72
Tabla 18. Características técnicas de la gasolina súper en la REE
Fuente: Vera, C., (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de entrega de
productos limpios en las islas de carga de la Refinería Estatal de Esmeraldas

CAPÍTULO IV

73
CAPÍTULO IV 4. ANÁLISIS Y RESULTADOS
A continuación se mencionará el análisis hecho en la unidad CCR y las
soluciones.
4.1 ANÁLISIS Y SOLUCIONES PARA EVITAR LA CONTAMINACIÓN AMBIENTAL QUE SE DA EN LA REE POR MEDIO DE LA IMPLANTACIÓN DE INSTRUCCIONES QUE OPTIMICEN EL MANEJO DE DESECHOS PELIGROSOS ESPECÍFICOS COMO LOS CATALIZADORES Todas las actividades de la REE generan desechos peligrosos como los
catalizadores, de los cuales hablaremos a continuación:
4.2 RESPONSABILIDADES
El jefe de la unidad de Protección Ambiental y Seguridad debe verificar que
estos desechos peligrosos específicos sean manejados con todas las
precauciones debidas.
4.3 DESARROLLO
Existe Una serie de desechos que son comunes para la mayoría de
refinerías y que presentan problemas especiales que algunas veces pueden
llegar a ser complejos, y por lo tanto, deben abordarse por separado. Entran
en discusión tres desechos peligrosos: catalizadores gastados, desechos
sólidos con contenido de azufre y residuos de aislamiento térmico (asbesto).
4.3.1 CATALIZADORES GASTADOS
La Refinería Estatal de Esmeraldas utiliza varios catalizadores para una
diversidad de propósitos, craquear el petróleo pesado en productos más
74
livianos; reformar moléculas, polimerizar moléculas más pequeñas en
gasolina y retirar contaminantes no deseados.
4.3.1.1 Procedimientos generales
Las siguientes recomendaciones se aplican a todos los desechos sólidos de
catalizadores:
• No se deben mezclar los catalizadores, tienen que almacenarse en un lugar
seguro y protegido, claramente identificados. Los catalizadores no
regenerados deben almacenarse en recipientes bajo una capa de gas inerte
(nitrógeno o hielo seco).
• Los empleados que se dedican al manejo de catalizadores gastados deben
ser instruidos sobre procedimientos de operación apropiados y deben tener
conocimientos de las precauciones con referencia a incendios potenciales,
salud y seguridad industrial.
• La REE debe verificar en conjunto con las autoridades ambientales la
clasificación que corresponde a cada catalizador.
• Todos los contenedores de catalizadores gastados que son remitidos fuera
de la REE deben identificarse claramente en cuanto a su contenido, las
precauciones de salud, seguridad y emergencia.
• El transporte debe tener copias de las hojas de información de seguridad de
los catalizadores.
4.3.1.2 Opciones de eliminación/tratamiento del catalizador gastado CCR
Los catalizadores de reformación de nafta nunca deben considerarse como
desecho. Los catalizadores gastados deben ser enviados al proveedor para
la recuperación de metales (platino). El o los metales recobrados se
almacenan como reserva para luego utilizarlos en el siguiente lote de
catalizador.
Actualmente en la Refinería de Esmeraldas los catalizadores provenientes
de la Unidad CCR, no son encapsulados ni provechosos para la
recuperación de metales como el platino, ya que las máquinas para la

75
recuperación de metales se encuentran dañadas, y por ende es que los
catalizadores provenientes de esta unidad son enterrados en fosas.
4.3.1.3 Entierro en fosas
Este método se utiliza para todo desecho con contenido de azufre, no
obstante, los desechos acuosos deben ser pretratados hasta lograr un
estado seco razonable. Se debe excavar una fosa de tamaño apropiado y
recubrirla de manera uniforme con caliza, tanto en el fondo como en los
lados. La fosa debe estar ubicada sobre la capa freática y contener una base
de arcilla o limo. La cantidad de caliza depende de la cantidad de azufre que
con tenga el desecho, cada kilogramo de azufre requiere 3.2 kilogramos de
caliza.
Existen con frecuencia caliza natural en el suelo, lo cual hay que tomar en
cuenta. La caliza mantiene el pH del suelo en un rango que promueve el
crecimiento de plantas, si se utiliza caliza dolomítica, surgen problemas de
salinidad debido a la solubilidad del sulfato de magnesio. Luego de recubrir
la fosa con caliza se deposita el desecho, y posteriormente se lo cubre con
una capa de caliza en una cantidad equivalente al 10% de la cantidad
utilizada para recubrir la fosa. Finalmente se recubre el lugar con tierra.
La parte superior del desecho debe estar por lo menos un metro debajo del
nivel final del terreno. La nivelación final de la superficie debe eliminar la
acumulación de agua de superficie en el lugar.
Es por eso que el método que utiliza la Refinería de Esmeraldas de enterrar
los catalizadores provenientes de la Unidad CCR es incorrecto, ya que en
las fosas solo se puede enterrar desechos sólidos con contenido de azufre.
También en el área de almacenamiento, tratamiento y confinamiento de
residuos peligrosos se hallan varias celdas específicas para el

76
almacenamiento final de algunos desechos, sean estos catalogados como
peligrosos o no. En el siguiente gráfico se muestra la celda correspondiente
para catalizadores gastados:
Figura 25. Celda de catalizador gastado
Debemos saber que la Unidad CCR prácticamente está subutilizada, más
que para producir gasolina para producir hidrógeno para los otros procesos
de las otras unidades que necesitan de este componente.
4.4 DEL CONTROL DE LA CALIDAD DE LOS COMBUSTIBLES DE USO VEHICULAR EN EL DISTRITO METROPOLITANO Y LA REGULACIÓN DE SU COMERCIALIZACIÓN
A continuación se mostrará un breve resumen de los puntos más
importantes y los que nos competen como investigación de la gasolina.

77
4.4.1 SECCIÓN I ORDENANZA 213
En esta sección se habla del control que se tiene en esta ciudad para que la
gasolina y el Diesel puedan ser expendidos.
ÁMBITO DE APLICACIÓN
Art. II.382. -Para ejecutar el control en la calidad y la comercialización de los
combustibles expendidos en el área de jurisdicción del Distrito Metropolitano
de Quito (DMQ) se verificará que las terminales de productos limpios de
petróleo (TPL), públicas o privadas, expendan a las Comercializadoras y
Estaciones de Servicio ubicadas dentro del Distrito Metropolitano, y éstas a
su vez al usuario final, combustibles de uso automotor que cumplan con las
Normas y Reglamentos Técnicos Ecuatorianos vigentes y con la normas que
emita el Municipio del DMQ.
NTE INEN 935. Derivados del petróleo. Gasolina requisitos, y NTE INEN
1489. Derivados del petróleo. Diesel requisitos. Tabla correspondiente al
Diesel de Bajo Contenido de Azufre; véase tablas con requisitos en INEN
1489:99 cuarta revisión. Lo pertinente de las normas técnicas señaladas se
incluye en la Normas Técnicas para la Aplicación de la presente Ordenanza.
Art. II.382.1.- Se prohíbe por tanto, en el DMQ, el expendio de combustibles
de uso automotor que no cumplan con los requisitos contemplados en las
Normas Técnicas y Reglamentos Ecuatorianos mencionados en el Art.
II.382.
A continuación describiremos la Norma Técnica NTE INEN 935
correspondiente a la gasolina.

78
4.5 NORMA TÉCNICA ECUATORIANA NTE INEN 935:2010, SÉPTIMA REVISIÓN, PRODUCTOS DERIVADOS DEL PETRÓLEO. GASOLINA REQUISITOS
A continuación una breve descripción de la norma que controla las
propiedades y requisitos de las gasolinas.
OBJETIVO
Esta norma establece los requisitos que debe cumplir la gasolina destinada
al uso en motores de ciclo Otto que se comercializa en el país.
DEFINICIONES
Para los efectos de esta norma, se adoptan las definiciones contempladas
en la NTE INEN 2 341 y las que a continuación se detallan:
Gasolina: Mezcla de hidrocarburos relativamente volátiles, libres de agua,
sedimento y material sólido en suspensión.
Gasolina oxigenada: Mezcla de carburantes constituida por una fracción de
derivado de petróleo de carácter volátil con un compuesto líquido que en su
molécula contiene oxígeno y en proporciones especificadas; destinada a
utilizarse como combustibles para motores de ciclo de Otto.
Número de octano: Es una medida de las características antidetonantes de
las gasolinas.
RON: Siglas del idioma inglés (Research Octane Number) que identifica al
método para cuantificar el número de octano de una gasolina, mediante el
procedimiento normalizado, conocido como “Research”.
MON: Siglas del idioma inglés (Motor Octane Number) que identifica al
método para cuantificar el número de octano de una gasolina, mediante el
procedimiento normalizado, conocido como “Motor”.

79
Índice antidetonante (IAD): Conocido también como índice de octano. Es la
semisuma del número de octano obtenido por el método Research (RON) y
el número de octano obtenido por el método Motor (MON).
𝐼𝐼𝐼𝐼𝐼𝐼𝑀𝑀𝑀𝑀𝑀𝑀 + 𝑅𝑅𝑀𝑀𝑀𝑀
2 𝐄𝐄𝐄𝐄 [4]
CLASIFICACIÓN
Las gasolinas de acuerdo con su octanaje se clasifican en dos tipos:
Gasolina extra
Gasolina súper
DISPOSICIONES GENERALES
El producto observado a simple vista debe ser límpido, exento de agua y de
materiales en suspensión.
A las gasolinas no se deben agregar aditivos mejoradores de octanaje
órgano metálicos que contengan hierro, manganeso y plomo.
REQUISITOS ESPECÍFICOS
La gasolina extra debe cumplir con los requisitos establecidos en la siguiente
tabla:
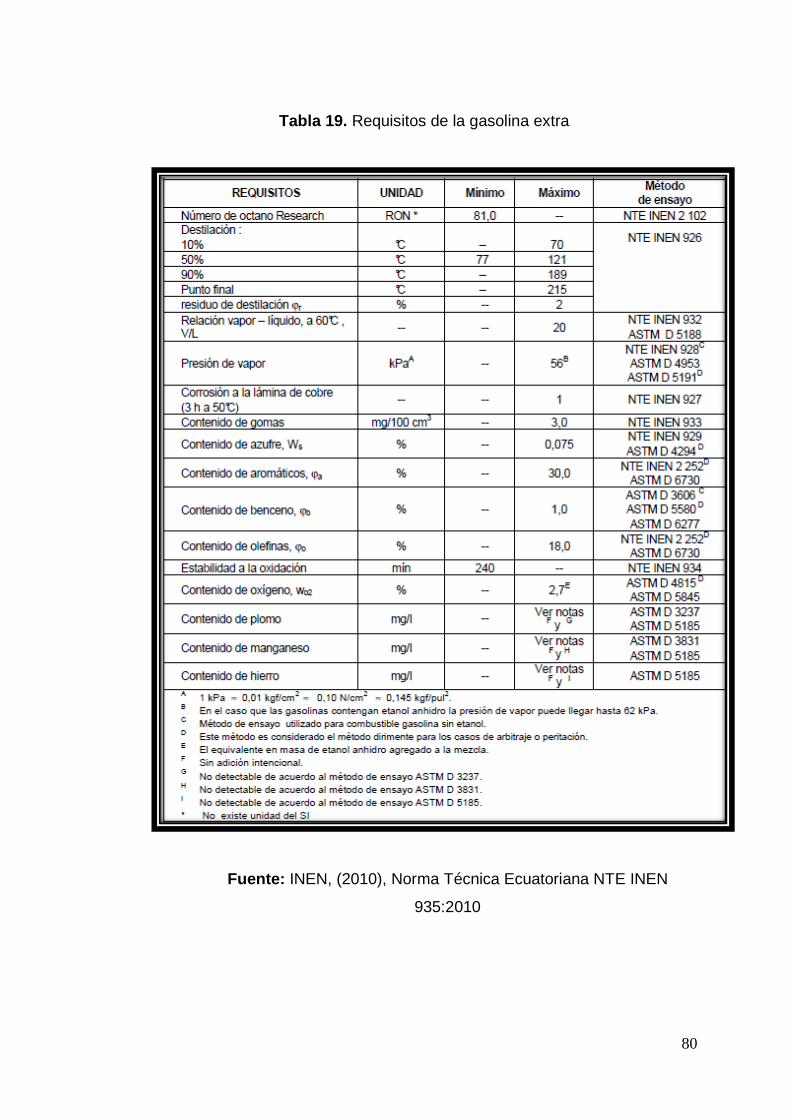
80
Tabla 19. Requisitos de la gasolina extra
Fuente: INEN, (2010), Norma Técnica Ecuatoriana NTE INEN
935:2010

81
La gasolina súper debe cumplir con los requisitos establecidos en la
siguiente tabla:
Tabla 20. Requisitos de la gasolina súper
Fuente: INEN, (2010), Norma Técnica Ecuatoriana NTE INEN
935:2010

82
REQUISITOS COMPLEMENTARIOS
El transporte, almacenamiento y manejo de la gasolina debe realizarse de
conformidad con lo establecido en la NTE INEN 2 266, el Reglamento de
Seguridad y operación para el transporte de combustibles en el Ecuador, el
Reglamento para autorización de actividades de comercialización de
combustibles líquidos derivados de petróleo. El Reglamento para ejecutar las
actividades de almacenamiento, transporte, comercialización y venta al
público de los derivados del petróleo.
La comercialización debe realizarse en m³, sus múltiplos y submúltiplos
(litros), de acuerdo a lo dispuesto en la Ley 2007-76 del Sistema Ecuatoriano
de la Calidad.
Tanto el productor como el comercializador debe cumplir con lo establecido
en el Reglamento Sustitutivo al Reglamento Ambiental para Operaciones
Hidrocarburíferas en el Ecuador (RAOHE, Decreto Ejecutivo 1215) y lo
establecido en el Texto Unificado de Legislación Ambiental Secundaria
(TULAS).
4.6 ANTECEDENTES TÉCNICOS PARA RECOMENDACIONES ARMONIZADAS DE COMBUSTIBLES (GASOLINA)
A continuación una breve descripción de los antecedentes técnicos de las
gasolinas para de esta manera tratar de evitar la contaminación.
4.6.1 OCTANO
El octano es una medida de la capacidad de una gasolina para resistir auto-
ignición; la auto-ignición puede causar la detonación del motor. Hay dos
métodos de ensayo de laboratorio para medir el número de octano de la
gasolina: el uno determina el número de octano Research (RON) y el otro el
número de octano Motor (MON). El RON se correlaciona mejor con la baja
velocidad, y el MON con condiciones de alta temperatura y la operación
parcial del acelerador. Los valores de RON suelen ser mayores que el MON

83
y la diferencia entre estos valores es la sensibilidad, lo cual no debe superar
los 10.
Los vehículos están diseñados y calibrados para un valor determinado
octanaje. Cuando un cliente utiliza gasolina con un octanaje inferior a la
requerida, puede dar lugar a que se conduzca a graves daños al motor. Los
motores equipados con sensores de picado puede manejar bajos niveles de
octanaje al retardar el tiempo de chispa, sin embargo, el consumo de
combustible, facilidad de conducción y el poder van a sufrir, y en bajos
niveles de octanaje. El uso de gasolina con un octanaje más alto que el
recomendado no puede mejorar el rendimiento del vehículo.
Históricamente, el bajo rendimiento de octano en las grandes altitudes tienen
el mismo rendimiento que los antidetonantes en antiguos modelos de
motores a nivel del mar. Desde 1984, sin embargo, la mayoría de los
vehículos han sido equipados con sofisticados sistemas de control
electrónico que se ajusten a los cambios en la temperatura del aire y la
presión barométrica.
Estos vehículos requieren los mismos niveles de octano en todas las
altitudes. Por lo tanto, los niveles de octanaje de gasolina no deben ser
inferior a mayor altitud.
4.6.2 AZUFRE
El azufre se produce naturalmente en el petróleo crudo. Si el azufre no se
elimina durante el proceso de refinación se contaminará el combustible del
vehículo. El azufre tiene un impacto significativo sobre las emisiones de
vehículos mediante la reducción de la eficiencia de los catalizadores. El
azufre también afecta negativamente a los sensores con calefacción de gas
de escape de oxígeno. La reducción de azufre proporcionará reducciones
inmediatas de las emisiones de todos los vehículos equipados con
catalizador en el camino. Se ha hecho pruebas exhaustivas sobre el impacto
de azufre en las emisiones de los vehículos. Los siguientes estudios (ver

84
tabla 4.3) indican las reducciones de emisiones que se producen con
diferentes tecnologías de vehículos como el azufre se reduce de la gasolina
"alto" de azufre a la "baja":
Tabla 21. Impacto de azufre en las emisiones
Fuente: Hodac, I., (2006) Worldwide Fuel Charter
4.6.3 TECNOLOGÍA AVANZADA Y EL FUTURO
Los fabricantes hacen esfuerzos hacia metas ambiciosas pues el consumo
mejorado de combustible / redujo emisiones del CO2. La operación en la
proporción parca de combustible de aire es la manera más alentadora para
lograr estas reducciones en vehículos alimentados a gasolina. Sin embargo,
la operación parca introduce un reto nuevo para el control eductor de la
emisión. Mientras los catalizadores existentes eficazmente quitan CH y CO
que no está quemado durante la operación parca, quitan NOx sólo durante
estequiometría u operación enriquecedora.
Muchos fabricantes están desarrollando e introduciendo motores de mezcla
pobre que tienen el potencial para reducir el consumo de combustible hasta
en un 15 a un 20%. Estos motores, sin embargo, requieren tecnologías de
control de NOx que pueden funcionar bajo condiciones tecnologías. Esas
tecnologías son muy sensibles al azufre en el combustible.

85
4.6.4 ADITIVOS QUE FORMAN CENIZA (QUE CONTIENE METALES)
Los vehículos de hoy emplean sofisticados equipos de control de emisiones
como catalizadores de tres vías de escape y los sensores eductores de
oxígeno del gas para proveer el control del circuito cerrado preciso. Estos
sistemas deben ser guardados en condición óptima para mantener
emisiones bajas para la duración de la vida del vehículo. Los aditivos que
forman ceniza adversamente pueden afectar la operación de los
catalizadores y otros componentes, algo semejante como sensores de
oxígeno, en una forma irreversible que aumenta emisiones. Así, la gasolina
de alta calidad debería ser usada y los aditivos que forman ceniza deben ser
evitados.
4.6.5 PLOMO
Los aditivos de plomo alquilo se han utilizado históricamente como baratos
potenciadores de octano de la gasolina. Las preocupaciones sobre los
efectos para la salud asociados con el uso de estos aditivos, y la necesidad
de gasolina sin plomo de los vehículos para apoyar las tecnologías de
control de emisiones, tales como los convertidores catalíticos y sensores de
oxigeno, se han traducido en la eliminación de la gasolina con plomo en
muchos mercados. Como la eficiencia del catalizador de los vehículos han
mejorado, la tolerancia a la contaminación por plomo es muy baja, de modo
que la contaminación por plomo, por pequeños que sean pueden envenenar
los catalizadores. Como los vehículos equipados con catalizadores se
introducen en las zonas en desarrollo, la gasolina sin plomo debe estar
disponible. La eliminación de los compuestos de plomo de la gasolina
reducen emisiones de hidrocarburo del vehículo, incluso de los vehículos sin
convertidores catalíticos. Un mercado sin plomo en todo el mundo es
esencial, no sólo para la compatibilidad de control de emisiones, sino
también por los efectos sobre la salud. La gasolina con plomo debe ser
eliminada tan pronto como sea posible.

86
4.6.6 MANGANESO (MMT)
MMT (tricarbonilo metilciclopentadienilo de manganeso) es un compuesto de
manganeso comercializado como un aditivo para combustible para mejorar
el octanaje de la gasolina. También se ha sugerido para el uso en el
combustible diesel como un aditivo reductor de humo.
Los estudios han demostrado que sólo un pequeño porcentaje de tricarbonilo
metilciclopentadienilo de manganeso (MMT) derivado del combustible se
emite desde el tubo de escape, la mayoría permanece dentro del sistema
del motor, el catalizador y escape.
• Los productos de combustión de tricarbonilo metilciclopentadienilo de
manganeso (MMT) recubren componentes internos del motor como bujías
del motor, causa el fallo de encendido el cual conduce a aumentó de
emisiones, aumento en el consumo de combustible y un escaso
funcionamiento del motor. Estas condiciones resultan en el descontento del
dueño y el gasto para consumidores y los fabricantes del vehículo.
• Los productos de la combustión de tricarbonilo metilciclopentadienilo de
manganeso (MMT) también se acumulan en el catalizador. En algunos
casos, la cara frontal del catalizador puede obstruirse con depósitos,
provocando un mal funcionamiento del vehículo y mayor consumo de
combustible, además de control de emisiones reducido.
4.6.7 HIERRO (FERROCENO)
El ferroceno se ha utilizado para sustituir al plomo como un mejorador de
octano para los combustibles sin plomo en algunos mercados. Contiene
hierro, que se deposita sobre las bujías, catalizadores y otras partes del
sistema de escape como óxido de hierro, y también puede afectar a otros
componentes del motor. Los depósitos de material provocan la falla
prematura de las bujías, la vida de la bujía se reducirá hasta en un 90% en
comparación con las expectativas normales de servicio. El fallo de las bujías

87
podría provocar cortocircuito y fallos de encendido cuando se recaliente la
misma. Esto puede causar daño térmico al catalizador de escape.
El óxido de hierro también actúa como una barrera física entre el catalizador
/ sensor de oxígeno y los gases de escape, y también conduce a la erosión y
el taponamiento del catalizador. Como resultado, el sistema de control de
emisiones no es capaz de funcionar como se ha diseñado, causando el
aumento de las emisiones. Además, el desgaste prematuro de los
componentes críticos del motor como los pistones y los anillos puede ocurrir
debido a la presencia de óxido de hierro en el sistema de lubricación del
vehículo.
4.6.8 SILICIO
El silicio no es un componente natural de la gasolina. Sin embargo, en varios
casos el silicio ha aparecido en las gasolinas comerciales, por lo general
como resultado de disolventes residuales que contienen compuestos de
silicio que se utilizan como un componente de mezcla de gasolina después
de que el combustible ha salido de la refinería. Esta contaminación tiene
efectos adversos significativos sobre los sistemas de control de emisiones.
El silicio, incluso a bajas concentraciones, puede provocar el fallo de los
sensores de oxígeno y altos niveles de depósitos en los motores y los
convertidores catalíticos. Esto puede llevar a fallas catastróficas en motores
de menos de tanque lleno de combustible contaminado. Por lo tanto, ningún
nivel detectable de silicio debe existir en la gasolina, ni debe ser utilizado
como un componente de cualquier paquete de aditivos de combustible para
mejorar la gasolina y el rendimiento del motor.
4.6.9 OXIGENADOS
Los compuestos orgánicos oxigenados, tales como el metil terbutil éter
(MTBE) y etanol, a menudo se añaden a la gasolina para aumentar el
88
octanaje o extender los suministros de gasolina. Oxigenar el combustible
también puede afectar a las emisiones de vehículos (tubo de escape,
evaporación o ambos), el rendimiento y / o la durabilidad.
4.6.10 OLEFINAS
Las olefinas son hidrocarburos insaturados y, en muchos casos, son también
buenos componentes de octano de la gasolina. Sin embargo, las olefinas en
la gasolina pueden conducir a la formación de depósitos y mayores
emisiones del reactivo, hidrocarburos y compuestos tóxicos.
4.6.10.1 Efecto de olefinas en las emisiones
Las olefinas son térmicamente inestables y pueden conducir a la formación
de gomas y depósitos en el sistema de admisión de un motor. Además, su
evaporación en la atmósfera como las especies químicamente reactivas
contribuye a la formación de ozono y sus productos de combustión forman
dienos tóxicos.
4.6.11 AROMÁTICOS
Los aromáticos son moléculas de combustible que contienen al menos un
anillo de benceno. En general, los aromáticos son buenos componentes del
octano de la gasolina y moléculas de combustible de densidad de alta
energía. El contenido de aromáticos de combustible puede aumentar los
depósitos del motor y aumentar las emisiones del tubo de escape, incluido el
CO2.
4.6.12 INFLUENCIA DE LOS COMPUESTOS AROMÁTICOS EN DEPÓSITOS EN EL MOTOR
Los compuestos aromáticos pesados, y otros compuestos de alto peso
molecular, se han vinculado a la formación del depósito del motor,
particularmente en la cámara de depósito de combustión. Estos depósitos

89
aumentan las emisiones del tubo de escape, incluidos los HC y NOx. Dado
que no es posible especificar los límites para los compuestos de
hidrocarburos individuales en el combustible, el límite total de aromáticos en
la categoría 1 y los límites finales del punto de ebullición en las categorías 2
y 3 ofrecen el mejor medio para limitar aromáticos pesados.
4.6.13 INFLUENCIA DE LOS COMPUESTOS AROMÁTICOS EN LAS EMISIONES DE ESCAPE
La combustión de compuestos aromáticos pueden conducir a la formación
de benceno cancerígeno en los gases de escape y el aumento de los
depósitos de la cámara de combustión que puede aumentar las emisiones
de escape. Bajar los niveles de aromáticos en la gasolina reduce
significativamente las emisiones tóxicas de benceno en el tubo de escape de
los vehículos.
4.6.14 INFLUENCIA DE LOS COMPUESTOS AROMÁTICOS EN LAS EMISIONES DE CO2
El contenido de aromáticos de la gasolina también tiene un efecto directo
sobre las emisiones de CO2 del tubo de escape. El programa europeo
EPEFE (Programa Europeo de Emisiones, Combustibles y Tecnología del
motor) ha demostrado una relación lineal entre las emisiones de CO2 y el
contenido aromático. La reducción de aromáticos 50 a 20% se encontró a
disminuir las emisiones de CO2 al 5%.
4.6.15 BENCENO
El benceno es un constituyente natural del petróleo crudo y es también un
producto de reformado catalítico que produce corrientes de gasolina de alto
octanaje. Es también un agente cancerígeno humano conocido. El control de
los niveles de benceno en la gasolina es la forma más directa para limitar la
evaporación y las emisiones de benceno de los automóviles. El control de
benceno en la gasolina se ha reconocido por los reguladores en muchos

90
países como un medio eficaz para reducir la exposición humana al benceno.
Estas recomendaciones de gasolina reconoce la creciente necesidad del
control de benceno como normas de emisión más estrictas.
4.6.16 BUENAS PRÁCTICAS AMBIENTALES
Los problemas encontrados por los vehículos de combustible de mala
calidad a menudo son causados por la adulteración que se produce en el
sistema de distribución de combustible, después de que el combustible ha
dejado la puerta de la refinería. La falta de inversión en la cartera y de las
facilidades de almacenamiento y falta de mantenimiento del equipo puede
dar lugar a pérdidas de volatilidad, las fugas de combustible y la
contaminación por partículas y el agua que, a su vez, puede conducir a una
serie de problemas de los vehículos. Las malas prácticas de operación de la
estación de servicio, como también reemplazo infrecuente de filtros del
dispensador de combustible de los tanques para comprobar si hay agua,
puede aumentar estos problemas.
4.6.17 AZUFRE CORROSIVO
Ciertos compuestos de azufre del combustible pueden manchar los metales
de aleación de plata, que son ampliamente utilizados en los contactos
eléctricos de las unidades de combustible que miden la cantidad del mismo
en un depósito de combustible. Estos compuestos pueden incluir azufre
elemental, sulfuro de hidrógeno (H2S), mercaptanos y otras moléculas.
Cuando está presente en el combustible, estos compuestos pueden
reaccionar con la plata de la unidad remitente o aleación de plata para
formar sulfuro de plata en los contactos eléctricos. Este proceso interrumpe
el flujo de corriente al indicador de combustible y hace que el medidor de
combustible muestre lecturas erráticas. Hasta la fecha, los fabricantes de
automóviles no son conscientes de una prueba totalmente satisfactoria para
identificar los combustibles con problemas.

CAPÍTULO V

91
CAPÍTULO V 5. CONCLUSIONES Y RECOMENDACIONES
A continuación describiremos las conclusiones y recomendaciones que
hemos obtenido durante esta investigación.
5.1 CONCLUSIONES
• El proceso de Reformado Catalítico Continuo (CCR) se implementó a
partir de la adición de tetra etilo de plomo (TEL) a las gasolinas para
aumentar el octanaje.
• En la REE se produce gasolina de tipo aromático con alto número de
octano que sirve para incrementar el RON en las gasolinas
comerciales.
• Se ha determinado las características físico – químicas de la carga al
proceso, del producto final y las variables del proceso que permiten
realizar el reformado catalítico continuo de gasolinas en la REE.
• Se hizo una investigación de la calidad de la gasolina producida y
pudimos saber si cumple con las especificaciones como normas y
ordenanzas para abalar su uso en el país, y por medio de esta
investigación pudimos darnos cuenta que si cumple.
• El proceso CCR en la Refinería de Esmeraldas es de gran ayuda
para aportar con hidrógenos a la HDS, aunque es de vital importancia
ver alternativas o la creación de nuevas fuentes para el
abastecimiento de H2 ya que el obtenido del proceso CCR solo
produce la cuarta parte del consumo en el proceso de HDS.
• La nafta introducida a las unidades de reforma catalítica es
hidrotratada para eliminar sustancias distintas de hidrocarburos como
el azufre, que afectarían negativamente la estabilidad de los
catalizadores de la reforma (metales nobles) desde el punto de vista
de su actividad y selectividad, algunas de las sustancias eliminadas
92
son azufre, nitrógeno, oxígeno y compuestos orgánicos de arsénico y
paladio; todos los cuales envenenan los catalizadores y afectan a la
calidad de las gasolinas.
• Los catalizadores del CCR están sujetos a envenenamiento por
sulfuro de hidrógeno y otros compuestos de azufre, nitrógeno y
oxígeno, por lo tanto, la alimentación de nafta debe ser pretratada en
una operación intermedia de hidrotratamiento para removerle esas
impurezas antes del reformado.
• No se verifica un tratamiento ambiental adecuado a los residuos
tóxicos de catalizadores provenientes de la unidad CCR, por ejemplo
los catalizadores son enterrados en fosas.

93
5.2 RECOMENDACIONES
• Es recomendable no cambiar de catalizador con frecuencia.
• Se deben utilizar catalizadores que usen una mayor actividad
catalítica y una mayor tolerancia a la desactivación ya que durante la
reacción, el catalizador sufre de una desactivación particularmente
cuando se usan con fracciones pesadas del petróleo que presentan
un alto contenido de asfáltenos y metales esto sucede en especial
con petróleo pesado que es el de mayor refinación en la actualidad.
• Los operadores de la unidad deben tener un control riguroso de la
cantidad de hidrógeno que es inyectado al proceso para obtener una
reacción correcta, controlar presiones y temperaturas en cada fase
del proceso pues es muy importante para obtener un producto óptimo.
• Se recomienda disminuir el azufre en las gasolinas ya que tiene un
impacto significativo sobre las emisiones de vehículos mediante la
reducción de la eficiencia de los catalizadores.
• El tricarbonilo metilciclopentadienilo de manganeso (MMT) recubre
componentes internos del motor como bujías, causa el fallo de
encendido el cual conduce a aumentó de emisiones, aumento en el
consumo de gasolina y un escaso funcionamiento del motor, es por
eso que se recomienda no usar el MMT.
• No es recomendable añadir metil-ter-butil-éter (MTBE) como aditivo
en las gasolinas ya que su alta solubilidad y gran movilidad en el agua
subterránea, han hecho evidentes los problemas de contaminación
que actualmente se están encontrando en estaciones de servicio,
tomas clandestinas alrededor de ductos, instalaciones de tanques de
almacenamiento y patios de maniobras de combustibles, entre otros.
• El ferroceno se ha utilizado para sustituir al plomo como un mejorador
de octano para las gasolinas sin plomo en algunos mercados, éste
contiene hierro, que se deposita sobre las bujías, catalizadores y otras
partes del sistema de escape como óxido de hierro, y también puede

94
afectar a otros componentes del motor, es por eso que no es
recomendable utilizar ferroceno como mejorador de octanaje en las
gasolinas.
• Es recomendable controlar los niveles de benceno en la gasolina ya
que es la forma más directa para limitar la evaporación y las
emisiones de benceno de los automóviles y también porque el
benceno es un agente cancerígeno.
• Se recomienda evitar el azufre en las gasolinas ya que estos
compuestos pueden reaccionar con la plata de la unidad remitente o
aleación de plata para formar sulfuro de plata en los contactos
eléctricos, este proceso interrumpe el flujo de corriente al indicador de
combustible y hace que el medidor de combustible muestre lecturas
erráticas.
• Esta planta debería trabajar a sus condiciones de diseño con un 40 %
de aromáticos para obtener un mejor octanaje en las gasolinas, pero
no se puede hacer esto ya que en el Ecuador solo se permite trabajar
con 25 % de aromáticos.

NOMENCLATURA

95
NOMENCLATURA CCR Reformadora Catalítica Continua
HDS Hi-Drode-Sulfuración (Hidrodesulfuración)
PPM Partes por millón
PPB Partes por billón
H2 Hidrógeno
H2S Ácido sulfhídrico
DMQ Distrito Metropolitano de Quito
PSI Libra por pulgada cuadrada
API American Petroleum Institute.
ASTM American Society for Testing and Materials
REE Refinería Estatal Esmeraldas.
RON Research Octane Number
MON Motor Octane Number
INEN Instituto Ecuatoriano De Normalización
TPL Terminal de productos limpios
HC Hidrocarburos
BPD Barriles por día MMT Tricarbonilo metilciclopentadienilo de manganeso
TEP Ó TEL Tetra Etilo de Plomo

GLOSARIO

96
GLOSARIO
Adiabático: El término adiabático hace referencia a elementos que impiden
la transferencia de calor con el entorno. Una pared aislada se aproxima
bastante a un límite adiabático Asfáltenos: Los asfáltenos son moléculas planas, poli aromáticas y poli
cíclicas que contienen heteroátomos y metales, que existen en un estado de
agregación en suspensión y están rodeados y estabilizados por resinas
(agentes peptizantes); no son puros, ni son moléculas idénticas, que tienen
una carga eléctrica y están poli dispersos.
Catalizador: Es una substancia química que ayuda a acelerar o disminuir
las reacciones que ocurren sin intervenir en ellas.
Ciclo Otto: Es el ciclo termodinámico que se aplica en los motores de
combustión interna de encendido provocado (motores de gasolina). Se
caracteriza porque en una primera aproximación teórica, todo el calor se
aporta a volumen constante.
Coquificación: Utilizar el calor para descomponer hidrocarburos de alto
peso molecular, provenientes de los residuos del petróleo, para obtener un
material quebradizo y poroso de alto valor comercial, llamado coque de
petróleo. Craqueotérmico: Rompimiento de moléculas a base de calor.
Craqueo catalítico: Proceso que por efecto de la temperatura y en
presencia de un catalizador convierte el gasóleo obtenido de las unidades
de destilación a vacio en productos como el LPG y gasolina de alto octano
(alrededor de 94 RON)
Craqueo: Conversión térmica o catalítica tendiente a disminuir el peso
molecular de hidrocarburos.
Crudo: Producto natural líquido o semilíquido, compuesto principalmente por
hidrocarburos y otros componentes en menor proporción, tales como gas,
agua, sedimentos y piedras areniscas, generalmente se encuentra en las
formaciones porosas bajo tierra. Se clasifica de varias formas, entre las
97
cuales las más generalizadas son: la naturaleza química, la densidad API, y
el contenido de azufre.
Densidad relativa: Relación entre la densidad del producto considerado y la
del producto estándar, determinada bajo condiciones normales.
Densidad API: Escala arbitraria relacionada con la densidad relativa del
petróleo determinada a 15,6/15,6°C (60/60°F) y definida por la ecuación:
𝐼𝐼𝑃𝑃𝐼𝐼 =141.5
𝐼𝐼𝑃𝑃𝑔𝑔𝑃𝑃𝑐𝑐𝑑𝑑𝑐𝑐𝑑𝑑 𝑅𝑅𝑃𝑃𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑅𝑅𝑐𝑐 (15.615.6 °𝐻𝐻)
− 131.5 𝐄𝐄𝐄𝐄 [5]
Desisohexanizadora: La carga de fondos procedente de la Debutanizadora
ingresa a la columna y es separada en dos cortes: por la parte superior es
separada la nafta liviana, arrastrando consigo los isohexanos, mientras que
por la parte inferior se extrae la nafta pesada.
Desbutanizadora: Se refiere a una columna de destilación para separar
butanos de una corriente (por ejemplo, de nafta) Deshidrogenación: Se entiende por des hidrogenación la pérdida de
átomos de hidrógeno (generalmente un par) por parte de una molécula
orgánica. Destilación: Proceso físico al que se somete al petróleo para separar sus
distintas fracciones, las que se diferencian por sus temperaturas de
ebullición. Se clasifica en dos tipos: destilación atmosférica y destilación al
vacío.
Destilación atmosférica: Proceso de destilación del petróleo a presión
atmosférica.
Destilación a vacío: Proceso de destilación del crudo reducido a presiones
inferiores a la atmosférica.
Dieno: Los dienos son alquenos que contienen dos dobles enlaces carbono
– carbono, por lo que tienen esencialmente las mismas propiedades que los
alquenos.

98
Hidrodesulfuradora de diesel (HDS): Proceso para remover azufre de las
moléculas, utilizando hidrógeno bajo presión y un catalizador. Hidrodesulfuradora de nafta (HDT): Esta planta fue construida en la última
ampliación, su función es la de purificar la nafta pesada para el proceso de
reformación ya que, este proceso utiliza un catalizador que es sensible a
ciertos contaminantes, como el azufre, nitrógeno, agua, compuestos
halogenados, hidrocarburos insaturados y ciertos metales.
Hidrocarburo: Los hidrocarburos son compuestos orgánicos binarios
constituidos solamente por el carbono (C) e hidrógenos (H). Hidroprocesos: Son procesos donde se hace reaccionar hidrógeno con
hidrocarburos insaturados (olefinas y aromáticos) transformándolos en
saturados (parafínicos y nafténicos). Además el hidrógeno reacciona con
compuestos de azufre, nitrógeno y oxigenados transformándolos en ácido
sulfhídrico (SH2), amoniaco (NH3) y agua (H2O).
Ignición: Acción y efecto de iniciarse una combustión, en un combustible la
acción de mantenerlo encendido Industrialización: Fase de las operaciones hidrocarburíferas que se dedica
a la separación física, térmica y química de petróleo crudo en sus fracciones
de destilación mayores para producir productos y derivados de petróleo que
pueden ser comercializados directamente o utilizados como materia prima
en otras industrias.
Inhibidor: Sustancia química que interfiere en una reacción química, como
la precipitación.
Merox: unidades de tratamiento, son diseñadas para mejorar la calidad de la
gasolina, el LPG y el Jet fuel. Su función es transformar los productos
nocivos de azufre y su disminución en los productos terminados. El nombre
de estos procesos se deriva de su función; MERcapthanOXidation.
(Oxidación de mercaptanos).
Molécula: Esla parte más pequeña de una sustancia que conserva sus
propiedades químicas, y a partir de la cual se puede reconstituir la sustancia
sin reacciones químicas. De acuerdo con esta definición, que resulta
razonablemente útil para aquellas sustancias puras constituidas por

99
moléculas, podrían existir las "moléculas monoatómicas" de gases nobles,
mientras que las redes cristalinas, sales, metales y la mayoría de vidrios
quedarían en una situación confusa Nafta: Producto derivado del petróleo que no contiene aditivos, se obtiene
en el proceso de destilación atmosférica o del gas natural, cuyo rango de
destilación está comprendido entre 30°C y 190°C.
Número de octano: El Número de octano, a veces denominado "octanaje",
es una escala que mide la capacidad antidetonante del carburante (como
la gasolina) cuando se comprime dentro del cilindro de un motor.
Es una propiedad esencial en los carburantes utilizados en los motores de
encendido por bujia, que siguen un ciclo termodinámico próximo al Ciclo
Otto.
En efecto, la eficacia del motor aumenta con altos índices de compresión,
pero solamente mientras el combustible utilizado soporte ese nivel de
compresión sin sufrir combustión prematura o detonación.
Punto de ebullición: Temperatura a la cual un combustible líquido hierve
bajo condiciones normales.
Refinación: Conjunto de procesos mediante los cuales los hidrocarburos
constitutivos del petróleo se separan y se transforman individualmente o en
fracciones, para su posterior aprovechamiento.
Refinería: Instalación industrial destinada al procesamiento de petróleo.
Reformación: Conversión térmo-catálica de naftas en otras de mayor
número de octano.
Setria: (sección de transferencia y almacenamiento) es la más importante
dentro del sistema de refinación y obtención de hidrocarburos, pues es en la
que se inicia el proceso mediante la recepción, preparación y entrega de
crudo a las unidades de destilación primarias y la preparación de cargas
para el resto de unidades de proceso.
Volátil: Se aplica a la sustancia que se transforma fácilmente en vapor o en
gas cuando está expuesta al aire: la gasolina es una sustancia volátil.

100
BIBLIOGRAFÍA GENERAL
1. Wauquier, J., (1998), El Refino Del Petróleo. San Antonio: Diaz de
Santos.
2. Calle L. (2009). Química y Características del Petróleo y Productos
Básicos. Quito: Institucional.
3. Vera C. (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de
entrega de productos limpios en las islas de carga de la Refinería Estatal
de Esmeraldas. Quito: Institucional.
4. López C., (2009), Facilidades de superficie. Tesis de Ingeniería de
Petróleos. Maracaibo: Institucional.
5. Cervantes F., (2009), Sistema de gestión ambiental para los desechos
peligrosos de la Refinería Estatal de Esmeraldas. Quito: Institucional.
6. Hodac, I., (2006), Worldwide Fuel Charter. California: Institucional.
7. Distrito Metropolitano de Quito, (2008), Ordenanza 213. Quito: Dirección
Metropolitana Ambiental.
8. Instituto Ecuatoriano de Normalización INEN, (2009), Norma Técnica
Ecuatoriana NTE INEN 935:2010. Quito: Institucional.
9. Wikipedia, (2012), Reformado Catalítico, Descripción del proceso.
Recuperado el 10 de mayo de 2012, de
http://es.wikipedia.org/wiki/Reformado_catal%C3%ADtico.
10. Plantas de Reformado Catalítico e Isomerización. (2010). Reformado
Catalítico. Recuperado el 12 de mayo de 2012, de
http://es.scribd.com/cristiang_21/d/60374777-Plantas-de-Reformado-
Catalitico-e-Isomerizacion.

ANEXOS

101
Anexo 1. Refinería de Esmeraldas con ampliación, ya implementada la
unidad CCR.
Fuente: Ramos, F., (2009), Unidad de reformación catalítica continua

102
Anexo 2. Reporte de resultados de análisis de rutina, Unidad HDT – CCR.
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

103
Anexo 3. Contadores del blending
Fuente: Vera, C., (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de entrega de
productos limpios en las islas de carga de la Refinería Estatal de Esmeraldas

104
Anexo 4. Planta de tetra etilo de plomo TEL
Fuente: Vera, C., (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de entrega de
productos limpios en las islas de carga de la Refinería Estatal de Esmeraldas

105
Anexo 5. Desbutanizadora C_V18
Fuente: Vera, C., (2010), Descripción y determinación de la confiabilidad del
proceso de medición y control de combustibles en las llenaderas de entrega de
productos limpios en las islas de carga de la Refinería Estatal de Esmeraldas

106
Anexo 6. Unidad Hidrodesulfuradora de naftas HDT
Fuente: Ramos, F., (2009), Unidad de tratamiento de nafta pesada

107
Anexo 7. Almacenamiento de hidrógeno P_C3
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

108
Anexo 8. Cabezal de hidrógeno P_H
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

109
Anexo 9. Unidad desisopentanizadora P_V21 (recuperación de isopentanos contenidos en la nafta ligera)
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

110
Anexo 10. Separación y despojamiento de los volátiles en la unidad CCR (P_V1)
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

111
Anexo 11. Despojadores o Stripper P2_C01
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

112
Anexo 12. Primer reactor de la unidad CCR (P2_R01)
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

113
Anexo 13. Reactores de la Unidad CCR (P3_V1X)
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

114
Anexo 14. Torre estabilizadora P2_V06
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

115
Anexo 15. Regeneración continua del catalizador P3_REG
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

116
Anexo 16. Regenerador P3_V01
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

117
Anexo 17. Diferenciales de temperatura P3_TEMP
Fuente: Troya, E., (2011), Unidad de reformación catalítica continua

118
Anexo 18. Diagrama de flujo del proceso de la nafta pesada hidrotratada
Fuente: Tuarez, J., (2012), Unidad de reformación catalítica continua

119
Anexo 19. Diagrama de flujo del proceso de la unidad de reformado catalítico (P2)
Fuente: Tuarez, J., (2012), Unidad de reformación catalítica continua

120
Anexo 20. Diagrama de flujo del proceso de la unidad de reformado catalítico (P2)
Fuente: Tuarez, J., (2012), Unidad de reformación catalítica continua

121
Anexo 21. Diagrama de flujo del proceso del lazo de regeneración del catalizador (P3)
Fuente: Tuarez, J., (2012), Unidad de reformación catalítica continua

122
Anexo 22. Diagrama de flujo del proceso del lazo de regeneración del catalizador (P3)
Fuente: Tuarez, J., (2012), Unidad de reformación catalítica continua


















