UNIVERSIDAD DE GUAYAQUIL FACULTAD DE CIENCIAS...
146
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE CIENCIAS ADMINISTRATIVAS ESCUELA DE INGENIERÍA COMERCIAL MODALIDAD DISTANCIA Portada TESIS PRESENTADA COMO REQUISITO PARA OPTAR EL TÍTULO DE INGENIERÍA COMERCIAL TEMA: “REINGENIERÍA DE PROCESOS EN BASE A LA METODOLOGÍA BPM EN LA EMPRESA FOOD&SERVICE” AUTORES: Tonzo Bermúdez Daniel Guillermo Carvajal Mora Cristhian Eduardo TUTORA: Ing. Iliana Sánchez León. MPC GUAYAQUIL, SEPTIEMBRE 2018
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE CIENCIAS...

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE CIENCIAS ADMINISTRATIVAS
ESCUELA DE INGENIERÍA COMERCIAL
MODALIDAD DISTANCIA
Portada
TESIS PRESENTADA COMO REQUISITO PARA OPTAR EL TÍTULO DE
INGENIERÍA COMERCIAL
TEMA:
“REINGENIERÍA DE PROCESOS EN BASE A LA METODOLOGÍA BPM EN LA
EMPRESA FOOD&SERVICE”
AUTORES: Tonzo Bermúdez Daniel Guillermo
Carvajal Mora Cristhian Eduardo
TUTORA: Ing. Iliana Sánchez León. MPC
GUAYAQUIL, SEPTIEMBRE 2018

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE CIENCIAS ADMINISTRATIVAS
ESCUELA DE INGENIERÍA COMERCIAL
MODALIDAD DISTANCIA
Contraportada
TESIS PRESENTADA COMO REQUISITO PARA OPTAR EL TÍTULO DE
INGENIERÍA COMERCIAL
TEMA:
“REINGENIERÍA DE PROCESOS EN BASE A LA METODOLOGÍA BPM EN LA
EMPRESA FOOD&SERVICE”
AUTORES: Tonzo Bermúdez Daniel Guillermo
Carvajal Mora Cristhian Eduardo
TUTORA: Ing. Iliana Sánchez León. MPC
GUAYAQUIL, SEPTIEMBRE 2018

iii
Ficha de Registro de Tesis/Trabajo de Graduación
REPOSITORIO NACIONAL EN CIENCIAS Y TECNOLOGÍA
FICHA DE REGISTRO DE TRABAJO DE TITULACIÓN
TÍTULO Y SUBTÍTULO:
“REINGENIERÍA DE PROCESOS EN BASE A LA METODOLOGÍA BPM EN LA EMPRESA
FOOD&SERVICE”
AUTOR/ES:
Tonzo Bermúdez Daniel Guillermo
Carvajal Mora Cristhian Eduardo
TUTORA: Ing. Liliana Sánchez. MPC
REVISORA: CPA. Verónica Rojas Vera, MAE
INSTITUCIÓN: Universidad de Guayaquil FACULTAD: Ciencias Administrativas
CARRERA: Ingeniería Comercial
GRADO OBTENIDO:
FECHA DE PUBLICACIÓN: N° DE PÁGS.: 110 paginas
ÁREA TEMÁTICA: Procesos
PALABRAS CLAVES: Materia prima, buenas prácticas de manufactura, procesos, control, políticas RESUMEN
El presente proyecto de titulación sobre la reingeniería de procesos en base a las buenas prácticas de
manufactura en la empresa F&S Food Service, se desarrolló a través de un diseño de campo de enfoque
cualitativo, apoyado de la investigación descriptiva para la obtención de información directa desde los
funcionarios que conforman la entidad, considerando que son los principales espectadores y conocedores de las
falencias que se originan en los procesos donde se manipulan las materias primas. Asimismo, se aplicó un
programa de actividades fundamentadas en los criterios de las BPM, obteniendo como resultados la presencia de
16 eventos de riesgos con nivel de severidad alta que de continuar podrían impactar gravemente en la
continuidad y reputación de la empresa F&S Food Service. Asimismo, podría generar notificaciones y/o
sanciones por parte del organismo regulador.
Por esta razón, se propuso la reingeniería en los procesos en donde se manipulan las materias primas a través del
diseño de acciones correctivas fundamentadas en las buenas prácticas de manufacturas para mitigar las
deficiencias y salvaguardar la integridad de los alimentos elaborados, las cuales, están conformada por procesos
a través de diagrama de flujos con su respectiva caracterización, políticas de control interno y requisitos para el
cumplimiento de la inocuidad de la materia prima, permitiendo a la empresa F&S Food Service mantener una
gestión operacional efectiva para mantener la mejora continua en la entidad y evitar sanciones y comunicados
por parte del organismo regulador.
N° DE REGISTRO(en base de datos): N° DE CLASIFICACIÓN:
DIRECCIÓN URL (tesis en la web):
ADJUNTO PDF
TESIS_BPM_FINAL.p
df
CONTACTO CON AUTORES:
Tonzo Bermúdez Daniel Guillermo
Carvajal Mora Cristhian Eduardo
Teléfono:
0999765073
0959763433
E-mail:
[email protected] [email protected]
Contacto de la institución Nombre: Ing. Verónica Roja
Correo: [email protected]

iv

v
vi

vii

viii
Dedicatoria
Dedico esta tesis y título por venir, principalmente a mi difunto
padre, GUILLERMO DANIEL TONZO REYNOSO, pues el
siempre creyó en mis capacidades, me animo a dar ,lo mejor de
mí mismo en todo lo que haga, a no caer en la mediocridad a
vencer el conformismo, y ser valiente en mis actos y hacer lo
correcto; también a mi madre, MARTHA NARCISO
BERMUDEZ BRAVO, si no fuera por ella, por su apoyo, sus
consejos no estaría aquí; finalmente dedico esta tesis y título a
mis hijos, GUILLERMO DANIEL TONZO GARCIA y
ALESSANDRO LEONEL TONZO GARCIA, las luces de mi
vida, mi motor, mi combustible y donde reposan mis fuerzas.
Tonzo Bermúdez Daniel Guillermo
Dedico este logro a mi mamá MARJORIE MERCEDES
CARVAJAL MORA, a quien le debo todo, ella me enseñó a
esforzarme y ser un hombre de bien, la persona que siempre
estuvo conmigo desde pequeño, tomó mi mano para mostrarme
que con amor, dedicación y constancia se puede todo en la vida,
finalmente dedico esta tesis y título a mis hermanos; a quienes
quiero inspirar, para que ellos también puedan luchar por lograr
sus objetivos y metas.
Carvajal Mora Cristhian Eduardo

ix
Agradecimiento
Agradezco principalmente a Dios, mi padre celestial, por mantenerme con
vida, guiarme, en este sendero tan duro llamado destino. En segunda instancia
agradezco a mi esposa, CRUZ ALEXANDRA GARCIA CEDEÑO, mi amiga
y compañera, por todo su apoyo en este trayecto de nuestras vidas. En tercer
lugar agradezco a mi tía JACKELINE BAUER BRAVO y a mi abuelita ELSA
BRAVO LANDIN, por ser ellas, pilares fundamentales de mi vida, gracias de
corazón. También, agradezco a mi querido amigo del colegio, FRANKLIN
ALBERTO ALMEIDA NEGRON, que hoy considero como un hermano, por
el apoyo desinteresado en prestarme su empresa e instalaciones para poder
desarrollar mi tesis. Para culminar le agradezco a mi compañero de tesis,
CRISTIAN EDUARDO CARVAJAL MORA, por demostrar ser una persona
responsable, coherente, estudiosa y con gran calidad humana.
"TODO LO PUEDO EN CRISTO QUE ME FORTALECE" fil 4:13
Tonzo Bermúdez Daniel Guillermo
Quiero empezar agradeciendo a Dios, por estar siempre conmigo, y brindarme
las fuerzas para permanecer firme en mi caminar; a mi padre de crianza
PABLO JESUS VELEZ CASTILLO, por sembrar en mi vida el valor del
respeto, el carácter para enfrentar las cosas y el trabajo arduo, a mis tías
NARCISA MORAN y BERTHA ASANZA, mujeres a quienes quiero mucho
y siempre me apoyaron cuando necesité de ellas; también a mi jefe RICARDO
ROSERO, por incentivarme a culminar mi carrera y brindarme el apoyo para
lograr esta meta; y finalmente a mi compañero de tesis DANIEL
GUILLERMO TONZO BERMUDEZ, por confiar en mí y realizar juntos este
proyecto tan importante.
Carvajal Mora Cristhian Eduardo

x
Tabla de contenido
PORTADA............................................................................................................................................................. I
CONTRAPORTADA .............................................................................................................................................. II
FICHA DE REGISTRO NACIONAL EN CIENCIAS Y TECNOLOGÍA ............................................................................ III
CERTIFICADO DE REVISIÓN DEL TRABAJO DE TITULACIÓN ……………..………………………………………………..………………IV
DECLARACIÓN DE AUTORÍA Y AUTORIZACIÓN DE LICENCIA GRATUITA E INTRANSFERIBLE Y NO EXCLUSIVA
PARA EL USO NO COMERCIAL DE LA OBRA CON FINES NO ACADÉMICOS…………………………………………………..……..V
CERTIFICADO DE PORCENTAJE DE SIMILITUD…………………………………………………………………………………………………...VI
CERTIFICADO DEL TUTOR………………………………………………………………..……………………………………………………………...VII
DEDICATORIA ..................................................................................................................................................VIII
AGRADECIMIENTO ........................................................................................................................................... IX
TABLA DE CONTENIDO ....................................................................................................................................... X
ÍNDICE DE TABLAS .......................................................................................................................................... XIV
ÍNDICE DE FIGURAS ....................................................................................................................................... XVII
ÍNDICE DE APÉNDICES .................................................................................................................................... XIX
RESUMEN ........................................................................................................................................................ XX
ABSTRACT ...................................................................................................................................................... XXI
INTRODUCCIÓN ................................................................................................................................................. 1
CAPÍTULO 1 ........................................................................................................................................................ 2
EL PROBLEMA .................................................................................................................................................... 2
1.1. ANTECEDENTES DEL PROBLEMA................................................................................................................ 2
1.2. PLANTEAMIENTO DEL PROBLEMA ............................................................................................................. 4
1.2.1. A nivel mundial. .......................................................................................................................... 4

xi
1.2.2. A nivel local. ............................................................................................................................... 5
1.2.3. A nivel de empresa...................................................................................................................... 5
1.2.4. Preguntas de investigación. ........................................................................................................ 7
1.3. SISTEMATIZACIÓN DEL PROBLEMA ............................................................................................................. 7
1.3.1. Planteamiento de la hipótesis de investigación. .......................................................................... 7
1.3.2. Objetivo general. ........................................................................................................................ 9
1.3.3. Objetivos específicos. .................................................................................................................. 9
1.3.4. Justificación de la investigación. ................................................................................................. 9
1.3.5. Viabilidad del estudio ................................................................................................................ 11
1.4. DELIMITACIÓN DE LA INVESTIGACIÓN ....................................................................................................... 12
CAPÍTULO 2 ...................................................................................................................................................... 13
MARCO TEÓRICO ............................................................................................................................................. 13
2.1. ANTECEDENTES TEÓRICOS ..................................................................................................................... 13
2.1.1. Las buenas prácticas de manufactura ................................................................................... 13
2.1.2. Estandarización de la higiene en las buenas prácticas de manufactura ................................. 14
2.1.3. Control en la inocuidad alimentaria ...................................................................................... 14
2.1.4. Sistema de Gestión de la inocuidad Alimentaria .................................................................... 14
2.1.5. Incorporación de las buenas prácticas de manufactura ......................................................... 15
2.1.6. Condiciones higiénico sanitarias para las instalaciones procesadoras de alimentos .............. 15
2.1.7. Procesos operativos de buenas prácticas de manufacturas ........................................................ 24
2.1.8. Criterios para la calificación de riesgos de inocuidad alimentaria .......................................... 31
2.2. MARCO CONTEXTUAL .......................................................................................................................... 32
2.3.1. La empresa ........................................................................................................................... 32
2.3.2. Localización .......................................................................................................................... 32
2.3.3. Actividades económicas ........................................................................................................ 33
2.3.4. Principales competidores. ..................................................................................................... 33
2.3.5. Principales clientes. ............................................................................................................... 34
2.6.6. Personal de la compañía ....................................................................................................... 34

xii
2.3. MARCO LEGAL ................................................................................................................................... 35
CAPÍTULO 3 ...................................................................................................................................................... 36
MARCO METODOLÓGICO ................................................................................................................................ 36
3.1. DISEÑO DE INVESTIGACIÓN ................................................................................................................... 36
3.1.1. Enfoque ................................................................................................................................ 37
3.2. TIPOS DE INVESTIGACIÓN ...................................................................................................................... 37
3.3. POBLACIÓN Y MUESTRA ....................................................................................................................... 38
3.4. TÉCNICAS E INSTRUMENTOS DE RECOPILACIÓN DE DATOS ............................................................................ 39
3.4.1. Encuesta escrita ........................................................................................................................ 40
3.5. ANÁLISIS DEL CONTEXTO EMPRESARIAL .................................................................................................... 47
3.5.1. Programa de actividades ............................................................................................................... 47
3.5.2. Ejecución del programa de actividades ...................................................................................... 48
CAPÍTULO 4 ...................................................................................................................................................... 75
PROPUESTA...................................................................................................................................................... 75
4.1. JUSTIFICACIÓN DE LA PROPUESTA ............................................................................................................ 75
4.2. OBJETIVO DE LA PROPUESTA .................................................................................................................. 75
4.2.1. Objetivo general. ...................................................................................................................... 75
4.2.2. OBJETIVOS ESPECÍFICOS. ...................................................................................................................... 75
4.3. PROPUESTA A SUGERIR ......................................................................................................................... 76
4.3.1. Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de manufactura
alimentaria 76
4.3.2. Restructuración de los Procesos Relacionado a la manipulación de la Materia Prima............ 79
4.3.3. Propuesta de políticas de control interno para la inocuidad de la materia prima en los
procesos del ciclo de producción en base a las Buenas Practicas de Manufacturas .................................. 93
4.3.3.1. Políticas de buenas prácticas de manufacturas establecida por la gerencia de F&S Food
Service. 95
Mandil ..................................................................................................................................................... 98

xiii
Zapatos ................................................................................................................................................... 99
Guantes ................................................................................................................................................... 99
4.3.4. Propuesta de requisitos para la inocuidad de las materias primas en los procesos del ciclo de
producción en base a las Buenas Practicas de Manufacturas ................................................................. 101
CONCLUSIONES .............................................................................................................................................. 106
RECOMENDACIONES ...................................................................................................................................... 107
REFERENCIAS ................................................................................................................................................. 108
APÉNDICES ..................................................................................................................................................... 110

xiv
Índice de Tablas
Tabla 1 Causas y efectos de la problemática de estudio .......................................................... 6
Tabla 3 Operacionalización de las variables ............................................................................ 8
Tabla 3 Condiciones requeridas para la infracestructura del área de producción .................. 16
Tabla 4 Condiciones requeridas para el servicio de agua en el área de producción .............. 19
Tabla 5 Condiciones requeridas para el personal de planta procesadora de alimentos .......... 20
Tabla 6 Lineamientos requeridas para el control operacional de planta procesadora de
alimentos .................................................................................................................................. 22
Tabla 7 Procesos operativos de recepción de materia prima para las buenas prácticas de
manufactura.............................................................................................................................. 24
Tabla 8 Procesos operativos de almacenamiento de materia prima para las buenas prácticas
de manufactura ......................................................................................................................... 25
Tabla 9 Procesos operativos para preparación de alimentos de buenas prácticas de
manufactura.............................................................................................................................. 28
Tabla 10 Procesos operativos para higiene de personal de buenas prácticas de manufactura 29
Tabla 11 Procesos operativos para el control de plagas de buenas prácticas de manufactura 29
Tabla 12 Procesos operativos para uso de aguas servidas de buenas prácticas de manufactura
.............................................................................................................................. 30
Tabla 13 Principales competidores ........................................................................................ 33
Tabla 14 Principales clientes ................................................................................................. 34
Tabla 15 Categorización de los colaboradores de acuerdo a su cargo ................................... 34
Tabla 16 Aspectos normativos que regulan las buenas prácticas de manufacturas de
alimentos procesados ............................................................................................................... 35

xv
Tabla 17 Funcionarios que guardan relación directa con el proceso productivo de la empresa
F&S Food Service .................................................................................................................... 38
Tabla 18 Técnicas e instrumentos seleccionados para la obtención de información desde la
empresa F&S Food Service ..................................................................................................... 39
Tabla 19 Procedimientos actuales .......................................................................................... 40
Tabla 20 Cumplimientos para la inocuidad de los alimentos ................................................ 41
Tabla 21 Eventos que afectan la inocuidad de los alimentos................................................. 42
Tabla 22 Competencia del personal ....................................................................................... 43
Tabla 23 Reingeniería de procesos ........................................................................................ 44
Tabla 24 Mejora de los procesos agregadores de valor ......................................................... 45
Tabla 25 Lista de cotejo sobre el cumplimiento de buenas prácticas de manufactura .......... 46
Tabla 26 Programa de actividades ......................................................................................... 47
Tabla 27 Estructura de los procesos internos actuales de la empresa F&S Food Service ..... 48
Tabla 28 Caracterización del proceso de compras .................................................................. 49
Tabla 29 Caracterización del proceso de recepción de materias primas, insumos y otros ..... 51
Tabla 30 Caracterización del proceso de almacenamiento, distribución y despacho de
materias primas, insumos y otros ............................................................................................. 53
Tabla 31 Caracterización del proceso de producción ............................................................ 56
Tabla 32 Caracterización del proceso de logística ................................................................. 58
Tabla 33 Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos. 61
Tabla 34 Matriz de riesgos detectados y sus efectos en el proceso productivo de la empresa
F&S Food Service. ................................................................................................................... 72
Tabla 35 Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de
manufactura alimentaria........................................................................................................... 76
Tabla 36 Propuesta de políticas de control interno para el ciclo de producción .................... 93

xvi
Tabla 37 Detalle de las políticas de buenas prácticas de manufacturas establecida por la
gerencia de F&S Food Service. ............................................................................................... 95

xvii
Índice de Figuras
Figura 1. Evolución de las Buenas Prácticas de Manufactura. ................................................ 13
Figura 2. Niveles de riesgos ..................................................................................................... 31
Figura 3. Localización de la compañía F&S Food Service S.A. ............................................. 32
Figura 4. Procedimientos actuales ........................................................................................... 40
Figura 5. Cumplimientos para la inocuidad de los alimentos .................................................. 41
Figura 6. Eventos que afectan la inocuidad de los alimentos .................................................. 42
Figura 7. Competencia del personal......................................................................................... 43
Figura 8. Reingeniería de procesos .......................................................................................... 44
Figura 9. Mejora de los procesos agregadores de valor ........................................................... 45
Figura 10. Proceso de compras de la empresa F&S Food Service .......................................... 50
Figura 11. Proceso de Recepción de materias primas F&S Food Service ............................... 52
Figura 12. Proceso de Almacenamiento de materias primas F&S Food Service .................... 54
Figura 13. Proceso de despacho de materias primas F&S Food Service ................................. 55
Figura 14. Proceso de producción de F&S Food Service ........................................................ 57
Figura 15. Proceso de logística F&S Food Service ................................................................. 60
Figura 16. Restructuración de los Procesos Relacionado a la manipulación de la Materia
Prima. ....................................................................................................................................... 79
Figura 17. Restructuración del proceso relacionado a la recepción de materia prima. ........... 80
Figura 18. Restructuración del proceso relacionado a la devolución de materia prima. ......... 81
Figura 19. Restructuración del proceso relacionado al almacenamiento de materia prima de
productos secos. ....................................................................................................................... 82
Figura 20. Restructuración del proceso relacionado al almacenamiento de materia prima de
frutos y hortalizas. .................................................................................................................... 83

xviii
Figura 21. Restructuración del proceso relacionado al almacenamiento de materia prima de
pescado y marisco. ................................................................................................................... 84
Figura 22. Restructuración del proceso relacionado a la revisión de la conformidad de la
materia prima almacenada. ...................................................................................................... 85
Figura 23. Restructuración del subproceso de lavado, relacionado a la elaboración de
alimentos. ................................................................................................................................. 86
Figura 24. Restructuración del subproceso de cortado y pelado, relacionado a la elaboración
de alimentos. ............................................................................................................................ 87
Figura 25. Restructuración del subproceso de descongelado y cocinado, relacionado a la
elaboración de alimentos.......................................................................................................... 88
Figura 26. Restructuración del subproceso de enfriamiento y conservación, relacionado a la
elaboración de alimentos.......................................................................................................... 89
Figura 27. Restructuración del subproceso de mezclado, relacionado a la elaboración de
alimentos. ................................................................................................................................. 90
Figura 28. Restructuración del subproceso de Revisión de Conformidad del Producto
Elaborado. ................................................................................................................................ 91
Figura 29. Restructuración del proceso de servido de alimentos............................................. 92
Figura 30. Requisitos para Recepción de Materia Prima. ...................................................... 101
Figura 31. Requisitos para Concentración de Cloro. ............................................................. 103
Figura 32. Requisitos para el uso de tabla de picar................................................................ 104
Figura 33. Requisitos para Tiempo de Cocción. .................................................................... 105
xix
Índice de Apéndices
Apéndice 1. Formato de Encuesta ......................................................................................... 111
Apéndice 2. Evidencia documentada sobre la aplicación de las políticas establecidas por la
gerencia. ................................................................................................................................. 112
Apéndice 3. Carta de Autorización de la empresa F&S Food Service .... ¡Error! Marcador no
definido.

xx
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE CIENCIAS ADMINISTRATIVAS
ESCUELA DE INGENIERÍA COMERCIAL
“REINGENIERÍA DE PROCESOS EN BASE A LA METODOLOGÍA BPM EN LA
EMPRESA FOOD&SERVICE”
Autores: Tonzo Bermúdez Daniel Guillermo
Carvajal Mora Cristhian Eduardo
Tutora: Ing. Liliana Sánchez. MPC
Resumen
El presente proyecto de titulación sobre la reingeniería de procesos en base a las
buenas prácticas de manufactura en la empresa F&S Food Service, se desarrolló a través de
un diseño de campo de enfoque cualitativo, apoyado de la investigación descriptiva para la
obtención de información directa desde los funcionarios que conforman la entidad,
considerando que son los principales espectadores y conocedores de las falencias que se
originan en los procesos donde se manipulan las materias primas. Asimismo, se aplicó un
programa de actividades fundamentadas en los criterios de las BPM, obteniendo como
resultados la presencia de 16 eventos de riesgos con nivel de severidad alta que de continuar
podrían impactar gravemente en la continuidad y reputación de la empresa F&S Food
Service. Asimismo, podría generar notificaciones y/o sanciones por parte del organismo
regulador.
Por esta razón, se propuso la reingeniería en los procesos en donde se manipulan las
materias primas a través del diseño de acciones correctivas fundamentadas en las buenas
prácticas de manufacturas para mitigar las deficiencias y salvaguardar la integridad de los
alimentos elaborados, las cuales, están conformada por procesos a través de diagrama de
flujos con su respectiva caracterización, políticas de control interno y requisitos para el
cumplimiento de la inocuidad de la materia prima, permitiendo a la empresa F&S Food
Service mantener una gestión operacional efectiva para mantener la mejora continua en la
entidad y evitar sanciones y comunicados por parte del organismo regulador.
Palabras claves: Materia prima, buenas prácticas de manufactura, procesos, control,
políticas

xxi
UNIVERSITY OF GUAYAQUIL
ACULTY OF ADMINISTRATIVE SCIENCES
SCHOOL OF
“PROCESS RE-ENGINEERING BASED ON THE BPM METHODOLOGY AT THE
FOOD & SERVICE COMPANY”
Authors: Tonzo Bermúdez Daniel Guillermo
Carvajal Mora Cristhian Eduardo
Thesis advisor: Ing. Liliana Sánchez. MPC
Abstract
The present project of qualification on the reengineering of processes based on the
good practices of manufacture in the company F & S Food Service, was developed through
a design of field of qualitative approach, supported of the descriptive investigation for the
obtaining of direct information from the officials that make up the entity, considering that
they are the main spectators and aware of the shortcomings that originate in the processes
where raw materials are handled. Likewise, a program of activities based on the criteria of
the BPM was applied, obtaining as a result the presence of 16 events of high level of
severity risks that could continue to seriously impact the continuity and reputation of the F
& S Food Service company. Likewise, it could generate notifications and / or sanctions by
the regulatory body.
For this reason, reengineering was proposed in processes where raw materials are
manipulated through the design of corrective actions based on good manufacturing practices
to mitigate deficiencies and safeguard the integrity of processed foods, which are made up
of by processes through a flowchart with its respective characterization, internal control
policies and requirements for compliance with the safety of the raw material, allowing the
company F & S Food Service to maintain an effective operational management to maintain
continuous improvement in the entity and avoid sanctions and communications from the
regulatory body.
Keywords: Raw material, good manufacturing practices, processes, control, policies

1
Introducción
Las buenas prácticas de manufactura (BPM) representan los procedimientos mínimos
exigidos en el mercado nacional e internacional en cuanto a higiene y manipulación de
alimentos. Además, engloban aspectos de diseño de procesos, instalaciones, equipos, control
de operaciones e higiene del personal. De manera que, para la empresa F&S Food Service se
vuelve relevante aplicar la reingeniería en los procesos en donde se manipulan las materias
primas para salvaguardar la integridad de los mismos, por tanto, a través del presente
proyecto de titulación se plantean la siguiente estructura con la cual se logrará cumplir los
objetivos de estudios.
En el capítulo número uno, se detallan los aspectos relacionado a las causas que
originan la problemática de estudio a nivel macro, meso y micro, asimismo, se plantea la
respectiva formulación y sistematización del problema, los objetivos a cumplir y la respectiva
hipótesis.
En el capítulo número dos, se establece los antecedentes teóricos con lo cual se
abordará la problemática existente sobre la reingeniería de los procesos, las buenas prácticas
de manufacturas, entre otras. Asimismo, se determina el respectivo marco conceptual y
marco legal que fundamenta a la presente investigación.
En el capítulo número tres, se establece el respectivo diseño de investigación, el
enfoque en la que se direccionará el presente estudio, el tipo de investigación, la población,
muestra, método de muestreo, técnicas e instrumentos para la obtención de datos para la
determinación de hallazgos que respalden la propuesta sugerida.
En el capítulo número cuatro, se diseña la respectiva propuesta sobre la reingeniería
de procesos basada en las buenas prácticas de manufactura, las cuales, está conformada por
acciones correctivas, el rediseño de procesos a través de diagramas de flujos con su
respectiva caracterización, políticas y requisitos para la inocuidad de las materias primas.

Capítulo 1
El Problema
1.1. Antecedentes del Problema
La Buenas Practicas de Manufacturas, son medidas preventivas y prácticas generales
direccionada a resguardar la higiene en la manejo, preparación, empaquetado y
acaparamiento de alimentos para consumo humano, de manera que, permita garantizar las
condiciones sanitarias adecuadas para la mitigación de riesgos potenciales o peligros para su
inocuidad. No obstante, la incorporación efectiva de tales prácticas en Pymes que desempeña
actividades de administración de restaurantes, queda al descubierto el incumplimiento de la
mismas, principalmente en el área de producción y control de calidad.
En consecuencia, se asistió a diversos proyectos de titulación elaborados por distintos
autores para respaldar la viabilidad de la presente investigación, tomando en consideración de
la reingeniería de procesos a través de los parámetros de las Buenas Prácticas de Manufactura
permitirá la mejora de las prácticas de inocuidad alimentaria, tal como se muestra a
continuación:
Promo (2014), estableció como trabajo de titulación la “Propuesta de un Manual de
BPM en el Restaurante Chuquitos, de la Ciudad del Tena, Provincia del Napo”, planteando
como objetivo general proponer un manual de BPM para el restaurante con el propósito de
minimizar las enfermedades transmitidas por alimentos en el manejo de la preparación de los
mismos. Concluyendo que, la aplicación de las Buenas Practicas de Manufacturas permitió
instaurar procedimientos adecuados para el mejoramiento en la preparación de los alimentos
en el restaurante Chuquitos. De mostrando la factibilidad de la presente investigación que se
ejecutará en la empresa F&S Food Service para la reingeniería de sus procesos agregadores
de valor.

3
Villacis (2015) en su proyecto de investigación titulado “Diseño y Propuesta de un
Sistema de Inocuidad Alimentaria Basado en BPM para Destiny Hotel de la ciudad de
Baños,” para lo cual estableció como objetivo general el desarrollar la pirámide documental
basada en los requerimientos del Decreto Ejecutivo 3253, de Buenas Prácticas de
Manufactura para Alimentos Procesados, para sentar las bases del sistema de inocuidad
alimentaria en la entidad.
Para lo cual, concluyó a través del diagnóstico mediante los criterios del Decreto
Ejecutivo 3253 de Buenas Prácticas de Manufactura, la existencia de brechas en el
cumplimiento de los requisitos de alimentos procesados. Demostrando la necesidad de
proponer la reingeniería de procesos en la empresa F&S Food Service.
Herrera & Ortega (2015) en su trabajo de titulación “Mejora de Procesos Mediante el
Levantamiento de un Manual de Buenas Prácticas de Manufactura y Diseño de un Sistema de
Análisis de Peligros y Puntos Críticos de Control para Una Empresa de Alimentos
Tradicionales del Ecuador”, planteando como objetivo general el elaborar un manual de BPM
en la empresa SOALCA Cía. Ltda., para las líneas de procesos de sus productos, asimismo,
un sistema de autocontrol de análisis de peligros y puntos críticos de control (HACCP).
En la que concluyeron, según los resultados obtenidos a través del check list, que las
áreas con mayor porcentaje de incumplimiento fueron las de producción y control de calidad.
Permitiendo demostrar el beneficio de proponer la reingeniería en los procesos agregadores
de valor de la empresa F&S Food Service a través de las Buenas Practicas de Manufacturas.
4
1.2. Planteamiento del Problema
1.2.1. A nivel mundial.
La Globalización y las nuevas aperturas comerciales en diversos mercados
internacionales, han contribuido en el intercambio de productos alimenticios en diversas
categorías (frescos y/o procesados), de manera que, la previsión de requisitos de aspectos
sanitarios y de inocuidad alimentaria son de vital importancia porque aseguran que el
consumo de los mismos no sea nocivo para la salud humana.
En consecuencia, con el propósito asegurar la preservación de la calidad e inocuidad
de los alimentos para el consumo, se han incorporado estrategias desde la producción hasta la
salida del producto al consumidor final, denominado como “buenas prácticas”, las cuales,
permiten generar las condiciones y prácticas operativas mínimas y necesarias para asegurar la
las condiciones higiénico sanitarias y requisitos que deben cumplir los procesos de
producción, elaboración, preparación, envasado, empacado, transporte y comercialización de
alimentos para consumo humano.
No obstante, la no aplicación de la misma trae como consecuencia procedimientos
inadecuado y la presencia de riesgos como la contaminación de alimentos, enfermedades y
perdidas económicas para la industria alimentaria, generando la carencia de inocuidad en la
producción de alimentos para el consumo.
Por tanto, las BPM son las herramientas mínimas necesarias enfocada principalmente
en la higiene y manipulación de alimentos en la cadena de producción para salvaguardar la
inocuidad de los productos finales para el consumo humano. Asimismo, la Organización
Mundial de la Salud la ha categorizado como el método más idóneo para el control de
enfermedades trasmitidas por alimentos. De manera que, a nivel internacional el Codex
Alimentarius desarrolló las normas de las Buenas Prácticas de Manufactura para protección
del consumidor.

5
1.2.2. A nivel local.
En Ecuador, debido a la presencia de enfermedades transmitida por alimentos
consumidos, las cuales ocasionaron 163 muertes por infección intestinal durante el 2013,
según datos registrados por el Ministerio de Salud, promueve la aplicación de las Buenas
Prácticas de Manufactura en diversas normas, reglamentos y resoluciones con el propósito de
asegurar la inocuidad de los alimentos para el consumo humano durante todas sus etapas.
No obstantes, diversas Pymes dedicadas a las actividades de administración de
restaurantes no aplican tales disposiciones emitidas por el organismo de control (Agencia
Nacional de Regulación, Control y Vigilancia Sanitaria – ARCSA), por desconocimiento o
descuidos de sus administradores. De manera que, se ha comprobado que más del 90% las
enfermedades trasmitidas por alimentos se originan por el consumo de comidas en
restaurantes, escuelas, ventas callejeras e incluso en el propio hogar, por la carencia de la
aplicación de procedimientos higiénicos a la hora de su preparación.
Por tanto, es imprescindible para este tipo de Pymes el aplicar prácticas adecuadas de
higiene y sanidad durante todo el proceso de elaboración de alimentos, con el propósito de
mitigar los riesgos de contaminación e intoxicaciones en los consumidores y a su vez evitar
pérdidas económicas por demandas de los afectados o sanciones del ente regulador.
1.2.3. A nivel de empresa.
Por los antecedentes antes expuestos, se toma como referente a la empresa F&S Food
Service una Pymes localiza en la ciudad de Guayaquil, que desde sus inicios ha presentados
diversas desviaciones en cuanto al cumplimientos de las buenas prácticas de manufacturas de
alimentos, por el desconocimiento de los administradores, la aplicación de procedimientos
empíricos en los procesos operativos relacionado a la manipulación de alimentos, carencia de
políticas internas para manejo de alimentos, uso de uniformes, acceso al personal, cuidado de
las materias primas (frutos, vegetales, granos, etc.) entre otros similares, tal como se
presentan a continuación:

6
Tabla 1
Causas y efectos de la problemática de estudio
Causas Efectos
Carencia de procesos operativos de
inocuidad alimentaria documentados.
• Procesos ejecutados de manera empírica
• Con funciones en los procesos de
manipulación de alimentos.
• Reclamos de clientes.
Carencia de procedimiento de indumentaria
operativa.
• Generación de peligros biológicos
(bacterias, virus y parásitos patogénicos)
Carencia de políticas de control. • Brechas en los procesos operativos.
Desconocimiento de los funcionarios
• Incumplimientos de normas, reglamentos y
resoluciones en cuanto a las Buenas
Practicas de Manufacturas.
• Sanciones por parte del ente regulador.
Nota. Causas y efectos del problema de investigación. Adaptado a las particularidades de
F&S Food Service.
Por tanto, con el fin de mejorar su efectividad para abordar los riesgos de inocuidad
alimentaria, se vuelve imprescindible para la empresa F&S Food Service aplique la
reingeniería en sus procesos agregadores de valor a través de los lineamientos de las buenas
prácticas de manufacturas para el manejo apropiado de los alimentos en todas sus etapas, la
cual, deberá ser aplicada por parte del personal que intervenga en el proceso culinario, para
garantizar que los platos preparados estén libres de contaminantes y ser más competitiva en el
mercado actual.
7
1.2.4. Preguntas de investigación.
1.2.4.1. Formulación.
¿La empresa cuenta con procedimientos alineados a las Buenas Practicas de
Manufacturas para una apropiada gestión sobre la manipulación de alimentos dentro de los
procesos agregadores de valor en la empresa F& S Food Service?
1.2.4.2. Sistematización.
• ¿De qué forma se relacionará los aspectos teóricos que sintetice la dirección de la
investigación?
• ¿Cómo se determinará el efecto de no contar con las Buenas Practicas de
Manufacturas en la empresa F&S Food Service?
• ¿De qué forma se evaluar los procedimientos internos de la empresa F&S Food
Service?
• ¿Qué se diseñará para las áreas donde se manipulan las materias primas para la
elaboración de alimentos en la empresa F&S Food Service.
1.3. Sistematización del problema
1.3.1. Planteamiento de la hipótesis de investigación.
Si, se incorpora la reingeniería de procesos en base a la metodología BPM permitirá la
mejora de los procesos agregadores de valor de la empresa F&S Food Service.
• Variable independiente:
Reingeniería de procesos en base a la metodología BPM.
• Variable dependiente:
Mejora de los procesos agregadores de valor.

8
Tabla 2
Operacionalización de las variables
Variables Definición Conceptual Definición
Operativa Dimensiones Indicadores Preguntas Técnica Instrumento
Independiente
Reingeniería de procesos
en base a la metodología
BPM.
Proceso que permite
mejorar los procesos
internos mediante
criterios apropiados.
Acciones que
contribuirán a
mejorar la
eficiencia y
eficacia de los
controles y
procesos
organizacionales.
Procesos
Procedimientos
¿Considera usted, que los
procedimientos actuales
cumplen con los
requerimientos de las Buenas
Prácticas de Manufactura?
Encuesta Cuestionario
¿Considera usted necesario que
se aplique la reingeniería en los
procesos operativos actuales de
la empresa F&S Food Service
en base a las buenas prácticas
de manufactura de alimentos?
Encuesta Cuestionario
Controles Lista de cotejo sobre el
cumplimiento de buenas
prácticas de manufactura
Observaci
ón Lista de cotejo
Dependiente
Mejora de los procesos
agregadores de valor
Efecto de la mejora
aplica a los procesos
agregadores de valor de
la organización.
Mejora en los
procesos
agregadores de
valor para el
acatamiento de las
disposiciones
establecidas por
las Buenas
Prácticas de
Manufactura.
Procesos Procedimientos
¿Considera usted que a través
de la reingeniería permitirá la
mejora de los procesos
agregadores de valor de la
empresa F&S Food Service?
Encuesta Cuestionario
Nota. Información adaptada de las particularidades de F&S Food Service.

9
1.3.2. Objetivo general.
Proponer la reingeniería de procesos en base a la metodología de Buenas Prácticas de
Manufactura en la empresa F&S Food Service.
1.3.3. Objetivos específicos.
• Establecer los fundamentos teóricos que direccionen el desarrollo de la presente
investigación.
• Determinar el efecto de no contar con las Buenas Practicas de Manufacturas en la
empresa F&S Food Service.
• Evaluar los procedimientos internos de la empresa F&S Food Service en base a los
componentes de la Buenas Practicas de Manufacturas
• Diseñar nuevos procedimientos que agreguen valor a las áreas donde se manipulan las
materias primas para la elaboración de alimentos en la empresa F&S Food Service en
base a los criterios de las Buenas Prácticas de Manufactura.
1.3.4. Justificación de la investigación.
1.3.4.1. Justificación teórica.
Las Buenas Prácticas de Manufactura también conocida como las (BPM) representan
los procedimientos mínimos exigidos en el mercado el Ecuador y mercado internacional en
cuanto a higiene y manipulación de alimentos, la cual es aplicable en todos los tipos de
empresas dedicada a la manipulación de alimentos para el consumo humano.
Por tanto, represente un elemento esencial en los procesos operativos que conforman
las etapas de transformación de alimentos para asegurar su inocuidad, de manera que, debe
ser aplicado por todo el personal que involucra tales actividades para evitar el reclamo de los
consumidores o sanciones por parte del organismo de control.
10
Por esta razón, y de más inconsistencias presentadas en las etapas de manipulación,
transformación y empaquetado de alimentos en la empresa F&S Food Service, se vuelve
relevante la reingeniería de sus procesos agregadores de valor a través de los lineamientos de
las Buenas Prácticas de Manufactura, para el mejoramiento de los mismos.
1.3.4.2. Justificación metodológica.
La presente investigación, se apoyó en el diseño de campo de carácter no
experimental, como estrategia que permitió abarcar la problemática en los procesos
operativos involucrados en la manipulación de los alimentos desde su adquisición hasta la
entrega del consumidor final, obteniendo datos de manera directa, para la determinación de
una solución. Además, se asistió en la investigación descriptiva de enfoque cuantitativo, con
el fin de caracterizar los hechos, identificando las causales de su comportamiento para la
obtención de resultados de nivel intermedio en cuanto a la profundidad de los conocimientos
de sus actores.
Asimismo, se utilizó como herramientas para la recopilación de información, la
encuesta escrita como técnica para conocer el impacto de no aplicar las Buenas Practicas de
Manufacturas en los procesos agregadores de valor de la empresa F&S Food Service. De la
misma forma, considerando la presencia de riesgo de inocuidad alimentaria en su gestión
operativa se aplicó los criterios de las BPM, con el fin de evaluar y plantear acciones
correctivas para su mejoramiento.
1.3.4.3. Justificación práctica.
El ámbito empresarial las Pymes enfrenta diversos retos de competitividad a través del
mejoramiento continuo de sus procesos empresariales, como en el caso de las que se dedican
a las actividades de administración de restaurantes, al incorporar metodologías como las de
Buenas Prácticas de Manufactura, siendo esta una práctica que permite asegurar la inocuidad
alimentaria de los productos direccionado al consumidor final.

11
Por tanto, implicó para la empresa F&S Food Service el mejorar sus procedimientos
internos a través de la reingeniería de procesos basadas en las Buenas Practicas de
Manufacturas, de manera que tal propuesta se fundamentó a través de los resultados
obtenidos de la indagación a realizada.
1.3.5. Viabilidad del estudio
El presente trabajo de titulación se desarrolló en la empresa F&S Food Service., una
pyme dedicada a la actividad de administración de restauran, donde se vuelve imprescindible
el contar con procesos operativos idóneos para asegurar la inocuidad de los alimentos, la
misma, que se encuentra localizada en la ciudad de Guayaquil. De manera que, la viabilidad
de la investigación se respalda por los siguientes factores.
• Teórico: La aplicación de las Buenas Practicas de Manufacturas se fundamentó en
normas, reglamentos y resoluciones emitidas por el organismo de control. Además, es
viable tomando en consideración, que su aplicación permite que las empresas dedicada
al servicio de administración de restaurantes cumpla de manera conforme los criterios
de inocuidad alimentaria.
• Humano: El presente trabajo de titulación permitirá que el personal de la empresa F&S
Food Service aumente sus competencias técnicas en cuanto al cumplimiento de las
buenas prácticas de manufactura alimentaria.
• Temporal: Si la empresa decide incorporar la presente propuesta resultante del trabajo
de titulación, durante el periodo 2018 permitirá abordar oportunamente las brechas que
se pudieran presentar.
• Financiero: A través de la incorporación de la presente propuesta, permitirá la empresa
controlar la fuga de recursos económicos por daños en la materia prima, reclamos de
los consumidores por afectación de los alimentos, y evitará sanciones por parte de
organismos reguladores como el ARCSA.

12
1.4. Delimitación de la Investigación
La presente investigación se efectúa en la empresa F&S Food Service, con el
propósito de aplicar la reingeniería de procesos en base a la metodología de Buenas Prácticas
de Manufactura en los procesos agregadores de valor donde se manipulan la materia prima,
considerando que en las misma deben asegurar la inocuidad de los alimentos, la cual, se ha
visto afectada por la presencia de riesgos a causa de la inefectividad de sus procesos actuales,
de manera que, la delimitación de la presente investigación es la siguiente:
Población: Personal que integran los procesos agregadores de valor de la empresa.
Tiempo: 2018
Espacio: F&S Food Service.
Área: Bodega, producción y despacho.

Capítulo 2
Marco Teórico
2.1. Antecedentes Teóricos
2.1.1. Las buenas prácticas de manufactura
Las Buenas Prácticas de Manufactura son procedimientos basados en fundamentos y
recomendaciones técnicas aplicables a la gestión de procesamiento de alimentos,
garantizando su inocuidad, con el propósito de evitar adulteraciones que perjudique la salud
de los consumidores finales. De manera que, su origen, parte en respuesta a los
acontecimientos relacionados con la carencia de inocuidad, integridad y eficacia de alimentos
y medicamentos en Estados Unidos, tal como se muestra a continuación:
Figura 1. Evolución de las Buenas Prácticas de Manufactura. Adaptado de “Buenas Prácticas
de Manufactura, Una guía para pequeños y medianos agropecuarios”. Díaz, 2015. Costa Rica.

14
2.1.2. Estandarización de la higiene en las buenas prácticas de manufactura
La higiene en las Buenas Prácticas de Manufacturas, son un conjunto de actividades
que aseguran la inocuidad de los alimentos, que deben ser consideradas como parte integral
de los procesos de producción y de preparación de la misma. Además, su efectividad radica
en la aplicación y validación constante de los Procedimientos Operativos Estandarizados de
Saneamiento (POES) en todo el ciclo operacional (Díaz, 2015).
2.1.3. Control en la inocuidad alimentaria
La importancia de controles sobre higiene en la inocuidad y calidad de los alimentos,
es la base fundamental para la aplicación de un sistema más complejo e integral en la gestión
productiva. De manera que, antes de la incorporación del Sistema HACCP es importante el
cumplimiento de los principios de las BPM y los POES. Por tanto, la aplicación de las
Buenas Prácticas de Manufactura requiera la evaluación del riesgo potencial de cada peligro
alimentario que se pudiera presenciar durante el ciclo de procesamiento de los alimentos.
(Libonati, 2016)
2.1.4. Sistema de Gestión de la inocuidad Alimentaria
El sistema de la gestión de la inocuidad alimentaria, se desarrolla bajo un enfoque
analítico y sistemático para la identificación de peligros y de sus respectivos controles
durante toda la cadena alimentaria. De manera que, exige una mayor responsabilidad y
autonomía de los participantes para responder a los requisitos cambiantes de los mercados
(Libonati, 2016). Asimismo, la pérdida de inocuidad es la causante de diversos problemas en
la salud, disminución de su permanencia en el tiempo, reducción de valor, sobrecostos por
reprocesos, sanciones, entre otros problemas de impacto económico y reputacional que
perjudica directamente en la solidez financiera y permanencia de las empresas en el mercado.
Por esta razón, se vuelve un factor estratégico para el acceso a nuevos mercados y progreso
en general.

15
2.1.5. Incorporación de las buenas prácticas de manufactura
Las Buenas Prácticas de Manufactura deben incorporarse con criterio de tipo
sanitario. Sin embargo, existen situaciones en que los requisitos solicitados no sean
aplicables, por tanto, la clave está en evaluar los riesgos de forma cualitativa o cuantitativa
para determinar si es necesaria su uso desde la perspectiva de la inocuidad de los alimentos
(Escalante, González & Domingo, 2016).
Además, por la naturaleza del producto, la probabilidad de presenciar ciertos peligros
es de niveles bajos y con poco impacto en la salud de los consumidores, es decir, que no es
imprescindible exagerar algunos requisitos de control. Por lo tanto, la evaluación de riesgos
revela la significancia de cada evento potencial.
2.1.6. Condiciones higiénico sanitarias para las instalaciones procesadoras de
alimentos
2.1.6.1. Definiciones.
Agua potable. - Agua tratadas físicas y microbiológicamente con aptitud para el
humano.
Condiciones higiénico sanitarias. – Medidas para asegurar la inocuidad y la aptitud de
los alimentos, aplicable en todo el ciclo de la cadena alimentaria.
Aptitud de los alimentos. – Condiciones aceptable de los alimentos para el consumo
humano, de acuerdo con el uso a que se destina.
Planta procesadora de alimentos. - Todo tipo de establecimiento que desarrollen
operaciones de fabricación, procesamiento, maquila, etiquetado, envasado o empacado de
alimentos procesados, sin importar su tamaño o condición jurídica.
Limpieza. - Operaciones de eliminación de residuos de tipo alimentario u otras
materias extrañas o indeseables.
16
2.1.6.2. Lineamientos.
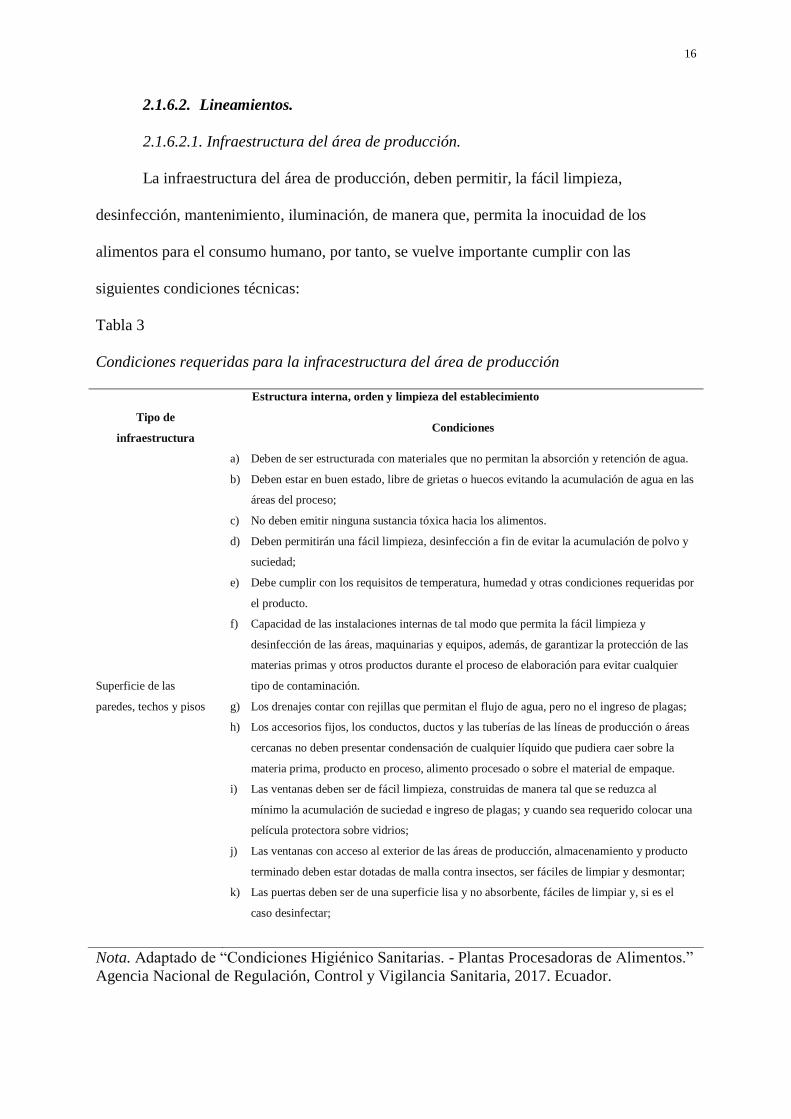
2.1.6.2.1. Infraestructura del área de producción.
La infraestructura del área de producción, deben permitir, la fácil limpieza,
desinfección, mantenimiento, iluminación, de manera que, permita la inocuidad de los
alimentos para el consumo humano, por tanto, se vuelve importante cumplir con las
siguientes condiciones técnicas:
Tabla 3
Condiciones requeridas para la infracestructura del área de producción
Estructura interna, orden y limpieza del establecimiento
Tipo de
infraestructura Condiciones
Superficie de las
paredes, techos y pisos
a) Deben de ser estructurada con materiales que no permitan la absorción y retención de agua.
b) Deben estar en buen estado, libre de grietas o huecos evitando la acumulación de agua en las
áreas del proceso;
c) No deben emitir ninguna sustancia tóxica hacia los alimentos.
d) Deben permitirán una fácil limpieza, desinfección a fin de evitar la acumulación de polvo y
suciedad;
e) Debe cumplir con los requisitos de temperatura, humedad y otras condiciones requeridas por
el producto.
f) Capacidad de las instalaciones internas de tal modo que permita la fácil limpieza y
desinfección de las áreas, maquinarias y equipos, además, de garantizar la protección de las
materias primas y otros productos durante el proceso de elaboración para evitar cualquier
tipo de contaminación.
g) Los drenajes contar con rejillas que permitan el flujo de agua, pero no el ingreso de plagas;
h) Los accesorios fijos, los conductos, ductos y las tuberías de las líneas de producción o áreas
cercanas no deben presentar condensación de cualquier líquido que pudiera caer sobre la
materia prima, producto en proceso, alimento procesado o sobre el material de empaque.
i) Las ventanas deben ser de fácil limpieza, construidas de manera tal que se reduzca al
mínimo la acumulación de suciedad e ingreso de plagas; y cuando sea requerido colocar una
película protectora sobre vidrios;
j) Las ventanas con acceso al exterior de las áreas de producción, almacenamiento y producto
terminado deben estar dotadas de malla contra insectos, ser fáciles de limpiar y desmontar;
k) Las puertas deben ser de una superficie lisa y no absorbente, fáciles de limpiar y, si es el
caso desinfectar;
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.

17
Tabla 3
Condiciones requeridas para la infracestructura del área de producción (parte dos)
Estructura interna, orden y limpieza del establecimiento
Tipo de
infraestructura Condiciones
Superficie de las
paredes, techos y pisos
l) La ventilación debe construirse de manera que el aire no fluya de zonas sucias o
contaminadas a zonas limpias o de zonas húmedas a zonas secas.
m) Disponer de estaciones de lavado de manos, cuando sea necesario, deben estar situadas en el
ingreso del área de proceso.
n) Contar con instalaciones adecuadas para el drenaje y la eliminación de desechos.
o) Debe mantener un control sobre las condiciones de limpieza de los drenajes; la salida de
desperdicios no debe hacerse cuando se está manipulando el producto.
Iluminación.
a) Debe disponer de iluminación natural o artificial con intensidad adecuada para el desarrollo
de las operaciones.
b) Debe de realizarse inspecciones, lectura de controles, entre otras.
c) Las lámparas en las áreas de producción, almacenamiento y producto terminado deben
contar con sistemas de protección para garantizar que los alimentos no se contaminen en
caso de roturas.
Instalaciones eléctricas y
redes de agua.
a) Evitar la presencia de cables colgantes sobre las áreas de producción;
b) Identificar con un rótulo cada una de ellas.
Servicios higiénicos
a) Deben estar disponibles para asegurar la higiene del personal
b) Deben prevenir la contaminación de los alimentos y estarán ubicados de tal manera que
mantengan independencia de las otras áreas de la planta
c) Debe contar con lavamanos, medios de secado y estar dotados con los implementos
necesarios;
d) Los basureros deben contar con tapa y funda plástica en su interior;
e) Debe de contar con un área específica para colocar los artículos personales o de preferencia
contar con vestuarios adecuados para el personal;
f) Colocar avisos alusivos al procedimiento de lavado de manos en las proximidades de los
lavamanos;
Equipos, utensilios y
recipientes.
a) No deben ser de materiales tóxicos;
b) No deben transmitir sustancias u olores extraños;
c) Deben de ser de fácil limpieza, desinfección, mantenimiento y de ser posible ser
desmontables
d) Deben encontrarse en buen estado y ser reemplazadas de acuerdo a su uso.
e) Las superficies de trabajo que entran en contacto directo con los alimentos deben ser sólidas,
duraderas, fáciles de limpiar, desinfectar y mantener; deben ser de material liso, no
absorbente y no tóxico.
f) De encontrarse revestidos de pinturas, esta debe ser no tóxica para el contacto con el
alimento, ni debe desprenderse de la superficie.
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.
18
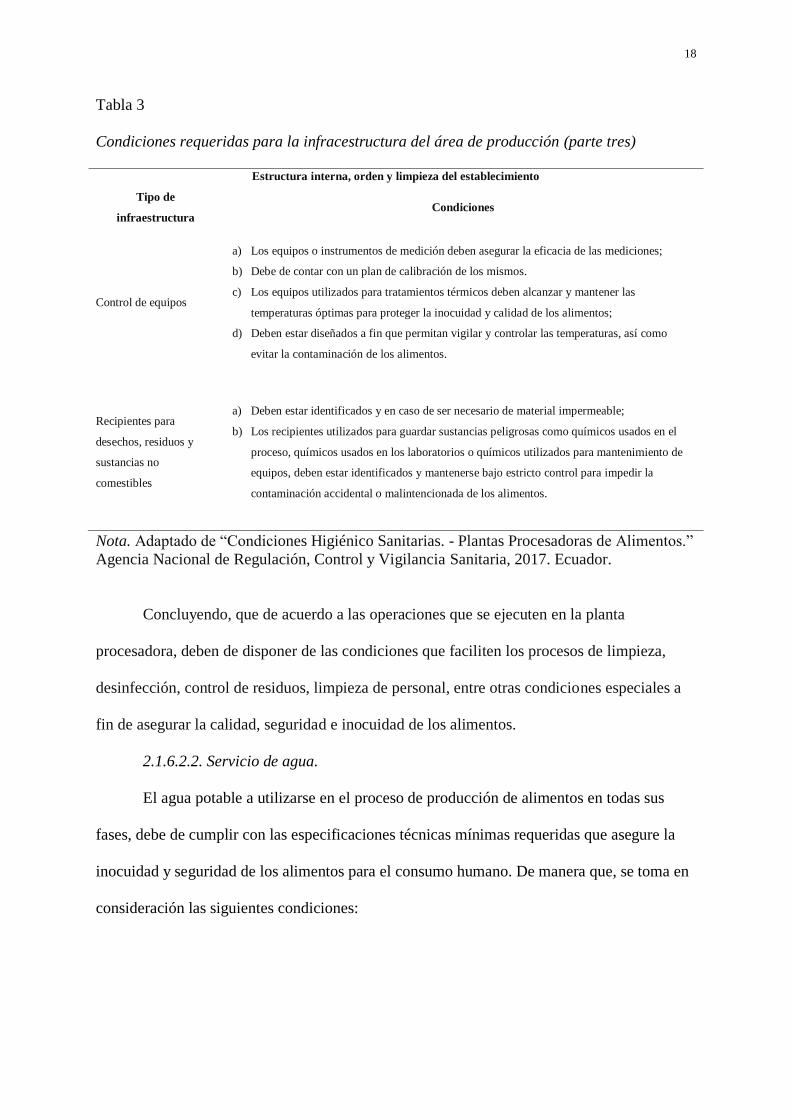
Tabla 3
Condiciones requeridas para la infracestructura del área de producción (parte tres)
Estructura interna, orden y limpieza del establecimiento
Tipo de
infraestructura Condiciones
Control de equipos
a) Los equipos o instrumentos de medición deben asegurar la eficacia de las mediciones;
b) Debe de contar con un plan de calibración de los mismos.
c) Los equipos utilizados para tratamientos térmicos deben alcanzar y mantener las
temperaturas óptimas para proteger la inocuidad y calidad de los alimentos;
d) Deben estar diseñados a fin que permitan vigilar y controlar las temperaturas, así como
evitar la contaminación de los alimentos.
Recipientes para
desechos, residuos y
sustancias no
comestibles
a) Deben estar identificados y en caso de ser necesario de material impermeable;
b) Los recipientes utilizados para guardar sustancias peligrosas como químicos usados en el
proceso, químicos usados en los laboratorios o químicos utilizados para mantenimiento de
equipos, deben estar identificados y mantenerse bajo estricto control para impedir la
contaminación accidental o malintencionada de los alimentos.
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.
Concluyendo, que de acuerdo a las operaciones que se ejecuten en la planta
procesadora, deben de disponer de las condiciones que faciliten los procesos de limpieza,
desinfección, control de residuos, limpieza de personal, entre otras condiciones especiales a
fin de asegurar la calidad, seguridad e inocuidad de los alimentos.
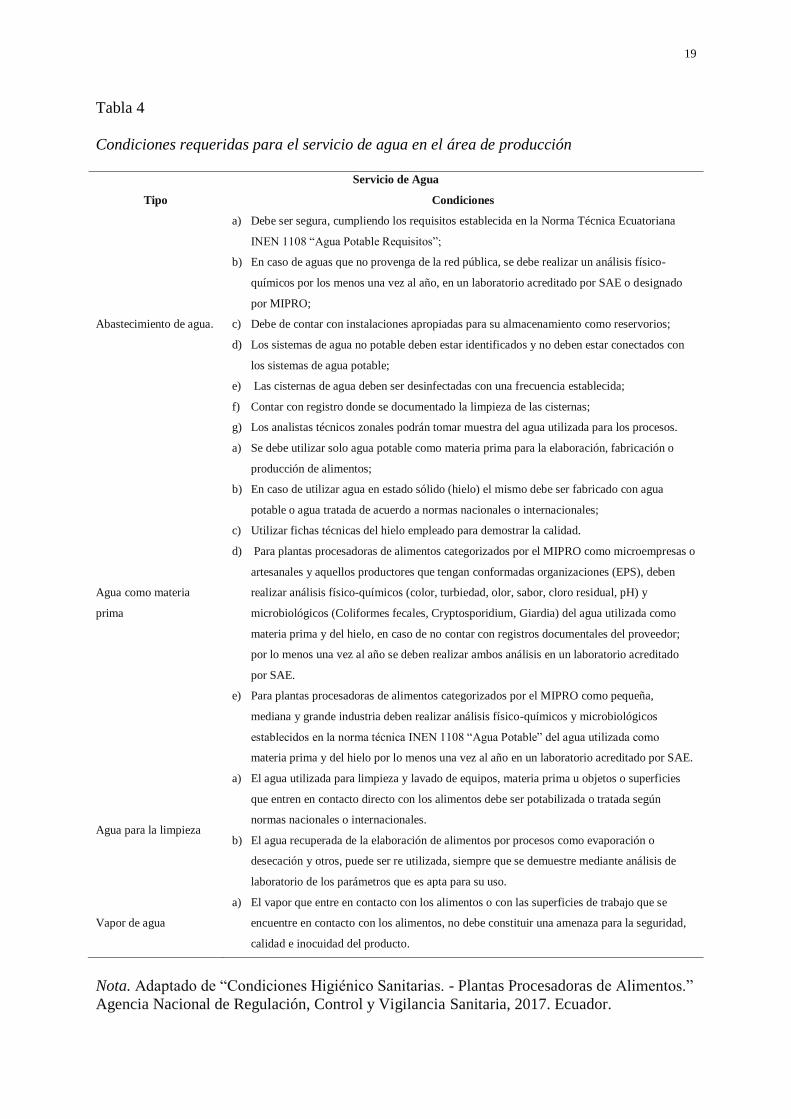
2.1.6.2.2. Servicio de agua.
El agua potable a utilizarse en el proceso de producción de alimentos en todas sus
fases, debe de cumplir con las especificaciones técnicas mínimas requeridas que asegure la
inocuidad y seguridad de los alimentos para el consumo humano. De manera que, se toma en
consideración las siguientes condiciones:
19
Tabla 4
Condiciones requeridas para el servicio de agua en el área de producción
Servicio de Agua
Tipo Condiciones
Abastecimiento de agua.
a) Debe ser segura, cumpliendo los requisitos establecida en la Norma Técnica Ecuatoriana
INEN 1108 “Agua Potable Requisitos”;
b) En caso de aguas que no provenga de la red pública, se debe realizar un análisis físico-
químicos por los menos una vez al año, en un laboratorio acreditado por SAE o designado
por MIPRO;
c) Debe de contar con instalaciones apropiadas para su almacenamiento como reservorios;
d) Los sistemas de agua no potable deben estar identificados y no deben estar conectados con
los sistemas de agua potable;
e) Las cisternas de agua deben ser desinfectadas con una frecuencia establecida;
f) Contar con registro donde se documentado la limpieza de las cisternas;
g) Los analistas técnicos zonales podrán tomar muestra del agua utilizada para los procesos.
Agua como materia
prima
a) Se debe utilizar solo agua potable como materia prima para la elaboración, fabricación o
producción de alimentos;
b) En caso de utilizar agua en estado sólido (hielo) el mismo debe ser fabricado con agua
potable o agua tratada de acuerdo a normas nacionales o internacionales;
c) Utilizar fichas técnicas del hielo empleado para demostrar la calidad.
d) Para plantas procesadoras de alimentos categorizados por el MIPRO como microempresas o
artesanales y aquellos productores que tengan conformadas organizaciones (EPS), deben
realizar análisis físico-químicos (color, turbiedad, olor, sabor, cloro residual, pH) y
microbiológicos (Coliformes fecales, Cryptosporidium, Giardia) del agua utilizada como
materia prima y del hielo, en caso de no contar con registros documentales del proveedor;
por lo menos una vez al año se deben realizar ambos análisis en un laboratorio acreditado
por SAE.
e) Para plantas procesadoras de alimentos categorizados por el MIPRO como pequeña,
mediana y grande industria deben realizar análisis físico-químicos y microbiológicos
establecidos en la norma técnica INEN 1108 “Agua Potable” del agua utilizada como
materia prima y del hielo por lo menos una vez al año en un laboratorio acreditado por SAE.
Agua para la limpieza
a) El agua utilizada para limpieza y lavado de equipos, materia prima u objetos o superficies
que entren en contacto directo con los alimentos debe ser potabilizada o tratada según
normas nacionales o internacionales.
b) El agua recuperada de la elaboración de alimentos por procesos como evaporación o
desecación y otros, puede ser re utilizada, siempre que se demuestre mediante análisis de
laboratorio de los parámetros que es apta para su uso.
Vapor de agua
a) El vapor que entre en contacto con los alimentos o con las superficies de trabajo que se
encuentre en contacto con los alimentos, no debe constituir una amenaza para la seguridad,
calidad e inocuidad del producto.
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.

20
2.1.6.2.3. Personal de planta.
Tabla 5
Condiciones requeridas para el personal de planta procesadora de alimentos
Condiciones del personal de planta
Tipo Condiciones
Estado de salud.
a) Debe de asegurarse que el personal que padezca o sea portador de alguna enfermedad que
pueda transmitirse a los alimentos, no tengan acceso a ninguna de las áreas del proceso de
producción.
b) El administrador del establecimiento excluirá o restringirá el acceso del personal
manipulador de alimentos a las actividades de operación en los siguientes casos:
1. Si presenta síntomas como vómito, ictericia, diarrea, fiebre, dolor de garganta con
fiebre, lesión cutánea infectada con pus, una herida infectada abierta o con secreción en
las manos, muñecas o zonas expuestas de los brazos.
2. Cuando no se encuentre en condiciones de salud que le permitan realizar sus actividades,
debido a que presenta enfermedades que puedan transmitirse a los alimentos.
c) Deberá contar con un botiquín básico de primeros auxilios, con medicamentos de libre venta
y dispositivos médicos de bajo riesgo.
d) Deben estar almacenados conforme las temperaturas indicada en la etiqueta;
e) No deben estar caducados y contar con el respectivo registro sanitario.
f) En el caso de que el botiquín posea medicamentos con sustancias sujetas a fiscalización
debe contar con un profesional de la salud para la atención de los trabajadores.
Aseo personal
a) Debe de procurar el aseo del personal, utilizar vestimenta limpia y que sea usada
exclusivamente en el área de producción de alimentos;
b) El color para el área de producción de alimentos debe de ser de preferencia de tonalidad
clara.
c) Contar con redecillas, gorro o cofia para proteger el cabello;
d) El calzado debe ser apropiado y si es necesario debe desinfectarse antes de ingresar al área
de producción;
e) En caso de corte o herida, es preferible ubicarlo en un área en la que no tenga contacto
directo con los alimentos,
f) En caso de no poder reubicarlo se debe proteger la herida y de ser posible colocar sobre la
misma una cubierta impermeable;
g) El personal debe lavarse frecuentemente las manos, antes de comenzar o cambiar cualquier
operación del proceso, después de usar los baños, después de manipular materia prima o
alimentos crudos o cada vez que se considere necesario;
h) No contar con uñas largas; y,
i) No contar con bigote o barba larga.
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.

21
Tabla 5
Condiciones requeridas para el personal de planta procesadora de alimentos (parte dos)
Condiciones del personal de planta
Tipo Condiciones
Comportamiento del
personal
No debe:
a) Mascar chicle o comer;
b) Estornudar o toser sobre los alimentos
c) Agarrarse el cabello o el rostro, o limpiarse el sudor con las manos durante las labores de
trabajo;
d) Salir con el uniforme de trabajo a zonas expuestas a contaminación;
e) Tener las uñas largas o con esmalte;
f) Usar joyas, relojes u otros objetos en las áreas de producción;
g) Uso de dispositivos electrónicos que no formen parte del proceso de elaboración del
producto;
h) Guardar ropa y otros objetos personales en áreas donde los alimentos estén expuestos o
donde se laven equipos y utensilios; y,
i) Utilizar cabello suelto sin la respectiva protección dentro de áreas de proceso.
j) El personal que manipula alimentos debe evitar prácticas como las que se mencionan a
continuación para evitar la contaminación de los alimentos, tales como: fumar o escupir;
Visitante de planta
k) Deben utilizar ropa protectora y cumplir con todas las recomendaciones de higiene personal;
l) Deben lavarse y desinfectarse las manos al ingresar a las áreas.
m) Debe de controlar el acceso del personal y de los visitantes a la planta de alimentos, para
prevenir la contaminación;
n) Debe de colocarse avisos en lugares visibles referentes a la higiene, el lavado de manos y los
procedimientos de producción.
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.
2.1.6.6. El control de las operaciones.
El control de operaciones dentro de la planta procesadora de alimentos, sin considerar
el tamaño de la misma, debe de realizarse con personal capacitado, instrumentos o equipos de
medición debidamente calibrados, por esta razón, debe de contar con documentación y
registros que demuestren la supervisión constante de la misma. Para el propósito del mismo,
se debe de considerar los siguientes lineamientos:

22
Tabla 6
Lineamientos requeridas para el control operacional de planta procesadora de alimentos
Lineamientos para el control operacional
Tipo Condiciones
Conocimiento y
responsabilidades
El personal debe conocer:
a) Sus funciones y la responsabilidad sobre la protección de los alimentos;
b) La manera de como debe de manipular el producto en condiciones higiénicas;
c) La manera cómo manipular productos químicos;
d) El manejo de las operaciones de procesos;
e) Los programas de limpieza y desinfección y de control de plagas.
Programa de
capacitación.
En los programas de capacitación debe considerarse os siguientes temas:
a) Naturaleza del producto y los riesgos de contaminación;
b) Las operaciones de proceso (p.e. recepción de materias primas);
c) Deben ser revisados y actualizados periódicamente o cuando se modifiquen los proceso.
Procedimiento y
métodos de limpieza
a) Debe de llevarse a cabo por el uso combinado de los métodos físicos;
b) Debe mantener las etapas necesarias para:
1. Eliminar residuos gruesos de las superficies;
2. Aplicar detergente para desprender la capa de suciedad y mantenerla en solución o
suspensión;
3. Enjuagar con agua potable, para eliminar la suciedad suspendida y los residuos de
detergente;
4. Limpieza en seco u otros métodos apropiados para quitar y recoger residuos y desechos;
5. Desinfección de acuerdo a las instrucciones del fabricante.
Almacenamiento
Las instalaciones para el almacenamiento deben ser diseñadas y construidas para:
a) Evitar la contaminación, el deterioro y minimizar el daño o alteración de los productos;
b) Permitir un mantenimiento y una limpieza adecuados;
c) Evitar el acceso y proliferación de plagas;
d) Los productos de limpieza y las sustancias peligrosas como químicos usados en el proceso
deben almacenarse en lugares separados y estar debidamente identificadas y rotuladas.
e) Para productos peligros, las instalaciones deben ser de acceso restringido;
f) Las materias primas y producto terminado no podrán ubicarse directamente en el piso, se debe
hacer uso de pallets o anaqueles;
g) Se debe mantener un control sobre el almacenamiento de los productos, se recomienda aplicar el
sistema PEPS (primero en expirar, primero en salir) o FIFO (First expired, first out).
h) De ser necesario disponer de instalaciones adecuadas y separadas para almacenar los alimentos
(materia prima, productos intermedios y productos terminados), insumos y los productos
químicos no alimentarios,, para evitar la contaminación cruzada de los productos, el ingreso de
plagas y otros contaminantes.
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.

23
Tabla 6
Lineamientos requeridas para el control operacional de planta procesadora de alimentos
(parte dos)
Lineamientos para el control operacional
Tipo Condiciones
Empaque
a) Los materiales de envasado deberán ofrecer una protección de los productos alimenticios
para reducir al mínimo la contaminación y evitar daños;
b) Se debe colocar el etiquetado correcto de acuerdo a la norma correspondiente.
c) Los materiales de embalaje no deben ser tóxicos y no ser una amenaza para la inocuidad y
aptitud de los alimentos en relación a las condiciones necesarias de almacenamiento y uso.
d) Cuando aplique, el embalaje reutilizable debe ser duradero, fácil de limpiar y desinfectar.
Control de plagas
Para el control de plagas se deberá considerar los siguientes aspectos:
a) Contar con la documentación o registro de control de plagas;
b) Barreras de protección al ingreso a las áreas de proceso y almacenamiento;
c) Limpieza y orden de las áreas de la planta;
d) Inspección a la entrada y almacenamiento de materias primas, para minimizar la infestación;
e) Los locales deben mantenerse en buen estado para impedir el acceso de plagas y eliminar
criaderos potenciales;
f) Los agujeros, desagües (drenajes) y otros lugares donde puedan tener acceso las plagas
deben mantenerse cerrados con mallas;
g) No se debe realizar la aplicación de agentes químicos para control de plagas mientras la
planta procesadora se encuentre actividades operativas;
h) No se permitirá animales en la planta de producción;
i) La basura debe ser almacenada en recipientes cerrados;
j) Los establecimientos y las zonas circundantes deben inspeccionarse periódicamente para
detectar posibles infestaciones;
k) El tratamiento con agentes químicos, físicos o biológicos para erradicar las plagas debe
llevarse a cabo sin representar una amenaza para la inocuidad o la aptitud de los alimentos y
debe ser realizado por personal capacitado.
Transporte
Los vehículos de transporte deben contar con:
a) El respectivo permiso de transporte otorgado por la ARCSA;
b) Deben estar debidamente equipado para protección de los alimentos;
c) Los medios de transporte, los contenedores y los depósitos de alimentos deben mantenerse
limpios y en buen estado.
d) No se debe transportar alimentos junto a sustancias de limpieza, tóxicas o peligrosas;
e) Debe de ser de fácil limpieza y desinfección;
f) Los envases para transportar alimentos deben ser de material de fácil limpieza y
desinfección
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.

24
Tabla 6
Lineamientos requeridas para el control operacional de planta procesadora de alimentos
(parte tres)
Lineamientos para el control operacional
Tipo Condiciones
Documentación y
registros
a) Debe de implementarse y mantener registros de la producción para las etapas críticas, de los
procedimientos de limpieza, de la distribución, de las condiciones de recepción y
almacenamiento de materias primas y productos terminados.
Nota. Adaptado de “Condiciones Higiénico Sanitarias. - Plantas Procesadoras de Alimentos.”
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria, 2017. Ecuador.
2.1.7. Procesos operativos de buenas prácticas de manufacturas
Tabla 7
Procesos operativos de recepción de materia prima para las buenas prácticas de
manufactura
Procesos Descripción Pasos a seguir
Recepción de
materias
primas
En este proceso se
debe evitar que los
alimentos sean
adulterados, se
descompongan, se
ensucien o se
contaminen de algún
modo. Por lo tanto, se
debe considerar las
siguientes
actividades:
a) Requerir que las entregas se las ejecuten en horas de menos movimiento para
una inspección adecuada;
b) Planificar la recepción asegurando un lugar disponible para el
almacenamiento;
c) Verificar las características de las materias primas e insumos como olor,
color, sabor, aroma y textura según corresponden;
d) Comprobar la temperatura de llegada de los alimentos de acuerdo a los
requisitos para su conservación;
e) Almacenar de manera inmediata los alimentos en lugares apropiados;
f) Evitar sobrecargar las heladeras o los congeladores para evitar la reducción
de la circulación del frío;
g) Los alimentos crudos deben colocarse en las partes bajas y aquellos listos
para consumir o que no requieren cocción en la parte superior, para evitar la
contaminación cruzada.
Continuación
h) Considerar las recomendaciones de los fabricantes.
i) Evitar que cantidades importantes de alimentos calientes se conserven en
grandes recipientes, porque esto produce la alteración de la temperatura de
la heladera.
j) Deberán estar debidamente tapados.
k) No comprar productos caducados o a la fecha de vencimiento.
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.

25
Tabla 7
Procesos operativos de recepción de materia prima para las buenas prácticas de
manufactura (parte dos)
Procesos Descripción Pasos a seguir
Recepción de
materias primas
Recepción de enlatados
previo a su
almacenamiento
a) Verificar que las latas no posean óxido ni abolladuras;
b) Debe contar con los respectivo sellos y etiquetas.
c) Identificar y separar las latas con condiciones deplorables;
d) Rechazar las latas dañadas al momento de recibirlas, o se las
debe separar y etiquetar claramente para devolverlas al
proveedor.
De los alimentos secos:
a) Deben estar secos al momento de recibirlos.
b) Los envases rotos y defectuosos pueden indicar contaminación.
c) Buscar insectos o marcas de dientes de roedores.
d) Cuando se retiren estos productos de sus envases originales, se
los debe almacenar en contenedores aptos para alimentos.
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador
Tabla 8
Procesos operativos de almacenamiento de materia prima para las buenas prácticas de
manufactura
Procesos Descripción Pasos a seguir
Almacenamiento
El almacenamiento debe
asegurar una temperatura
adecuada para cada tipo de
materia prima con el fin de
evitar la reproducción de
bacterias durante el tiempo
de almacenamiento.
a) Distinguir los sitios de almacenamiento en el área de preparación
de alimentos, distribuidos de la siguiente manera:
1. Refrigerar o congelar los lácteos, carnes, pescados y
mariscos.
2. Frutas, verduras, granos y similares (cereales, semillas,
harinas y otros)
3. Vajilla y otros (platos, manteles, cristalería, cubiertos y
utensilios)
4. Productos de limpieza (lavandina, detergentes, escobas,
cepillos, etc.)
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.

26
Tabla 8
Procesos operativos de almacenamiento de materia prima para las buenas prácticas de
manufactura (parte dos)
Procesos Descripción Pasos a seguir
Almacenamiento
Almacenamiento de
alimentos
potencialmente
peligrosos
a) Deben mantener adecuadamente refrigerados (a 5°C o menos) o
calientes (60 °C o más) para evitar que el desarrollo de
microorganismos.
b) Las temperaturas entre los 5°C y los 60°C se conocen como la “zona
de peligro de temperatura”, donde los microorganismos se multiplican
rápidamente.
Sistema de
almacenamiento.
Los principales sistemas de almacenamiento son:
a) PEPS (lo primero que entra es lo primero que sale - FIFO) o
b) PCPS (próximo a caducar primero en salir) dependiendo del producto.
Almacenamiento
refrigerado y
congelado
Los establecimientos de comida deben contar con:
a) Unidad o unidades de refrigeración eficientes para almacenar los
alimentos fríos principalmente los potencialmente peligrosos.
b) Se deben almacenar a 5 °C o menos la carne fresca, de aves y otros
alimentos potencialmente peligrosos, y a -18 °C o menos, los
alimentos congelados.
c) En el almacenamiento refrigerado y congelado se deberá considerar:
1. Almacenar los alimentos cocidos encima de los alimentos crudos
para evitar contaminación cruzada.
2. Almacenar los alimentos lejos de tuberías con pérdidas o
condensación, al menos a 15 centímetros de distancia del suelo y
con suficiente espacio entre los productos para permitir la
circulación de aire.
3. Mantener cubiertos los alimentos cocidos a menos que estén en
proceso de enfriamiento, en cuyo caso se los deberá cubrir luego
de alcanzar los 5°C.
4. Evitar colocar ollas grandes de comida caliente en las unidades
de refrigeración ya que esto hace que la temperatura del
refrigerador aumente y ponga en peligro a otros alimentos.
5. Evitar el re congelación además de afectar la calidad del
alimento, el volverlo a congelar puede facilitar que las bacterias
se multipliquen, ya que la descongelación hace que el alimento
libere líquidos y por tanto estos se conviertan en nutrientes.
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.

27
Tabla 8
Procesos operativos de almacenamiento de materia prima para las buenas prácticas de
manufactura (parte tres)
Procesos Descripción Pasos a seguir
Almacenamiento
Almacenamiento
refrigerado y congelado
d) También, el proceso de descongelación hace que las partes
externas del alimento aumenten su temperatura, mientras el
centro del alimento permanece congelado, todo lo cual
contribuye a la reproducción de las bacterias. Solamente si el
alimento ha sido completamente cocido, podrá procederse a una
nueva congelación del mismo.
Almacenamiento en seco
a) Se requiere de espacio adecuado para almacenar en seco los
alimentos;
b) Se deben almacenar en áreas designadas para ese propósito.
c) Deben estar alejados de tuberías de desagüe expuestas o sin
protección, separados de las paredes y del techo y, al menos a 15
cm de distancia del piso para facilitar la limpieza y para evitar la
anidación de roedores e insectos.
d) Los productos que se retiren de sus envases originales se deben
colocar en contenedores aptos para comestibles;
e) Deben ser etiquetados con el nombre del producto cuando no se
lo pueda reconocer fácilmente.
f) Los productos se deban devolver al proveedor para pedir un
reembolso o un reemplazo se deben separar del resto y se los
debe etiquetar.
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.

28
Tabla 9
Procesos operativos para preparación de alimentos de buenas prácticas de manufactura
Procesos Descripción Subprocesos Pasos a seguir
Preparación
de alimentos
Se direcciona al
proceso que se
lleva a cabo antes
de cocinar los
alimentos, o en el
caso de aquellos
que se sirven
crudos, al proceso
de manipulación
de los alimentos
antes de servirlos.
Descongelación. a) Al descongelar un producto tiene que revertir las
modificaciones logradas en el congelamiento;
b) La descongelación se tiene que efectuar en el refrigerador
hasta cuando la temperatura ascienda a unos 5 °C.
c) La descongelación a temperatura ambiente, no es una práctica
recomendable, porque permite la multiplicación de
microorganismos en la parte más externa.
d) Una vez definidos los productos que se van a utilizar, se
sacan del congelador y se colocan en la parte más baja del
refrigerador a efecto de realizar una descongelación lenta a
una temperatura que no esté dentro de la zona de peligro.
e) Cuando se trata de alimentos como verduras, hamburguesas,
pequeñas porciones de carnes u otros alimentos no
voluminosos, la descongelación como parte de la cocción es
indicada, ya que permite que el alimento alcance la
temperatura correcta y el tiempo suficiente para descongelar
la parte central de la pieza y asegurar que la temperatura
máxima de cocción se alcance.
Cortar, picar,
mezclar,
desmenuzar,
rebozar.
a) Cortar: trocear los alimentos en dados pequeños regulares.
b) Picar: cortar alimentos, en trozos muy pequeños.
c) Mezclar: usar una cuchara, batidora de varillas o eléctrica
para juntar uniformemente dos o más ingredientes.
d) Desmenuzar: separar los alimentos en trozos pequeños con
un tenedor. También separar los alimentos cortándolos en
tiras finas con un cuchillo o rallador.
e) Rebozar: Cubrir un alimento con una ligera capa de harina,
otra de huevo batido y, también puede, de pan rallado, antes
de freírlo.
Cocción. a) La cocción permite destruir los microorganismo o germen
que se encuentre en el alimento crudo.
b) Se debe cocinar los alimentos hasta que alcancen una
temperatura interna que destruya los microorganismos.
c) Los alimentos deben alcanzar la temperatura interna
requerida sin que se interrumpa el proceso de cocción.
d) Es importante usar un termómetro desinfectado para verificar
que se alcance la temperatura de cocción necesaria (cuando
aplique).
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.
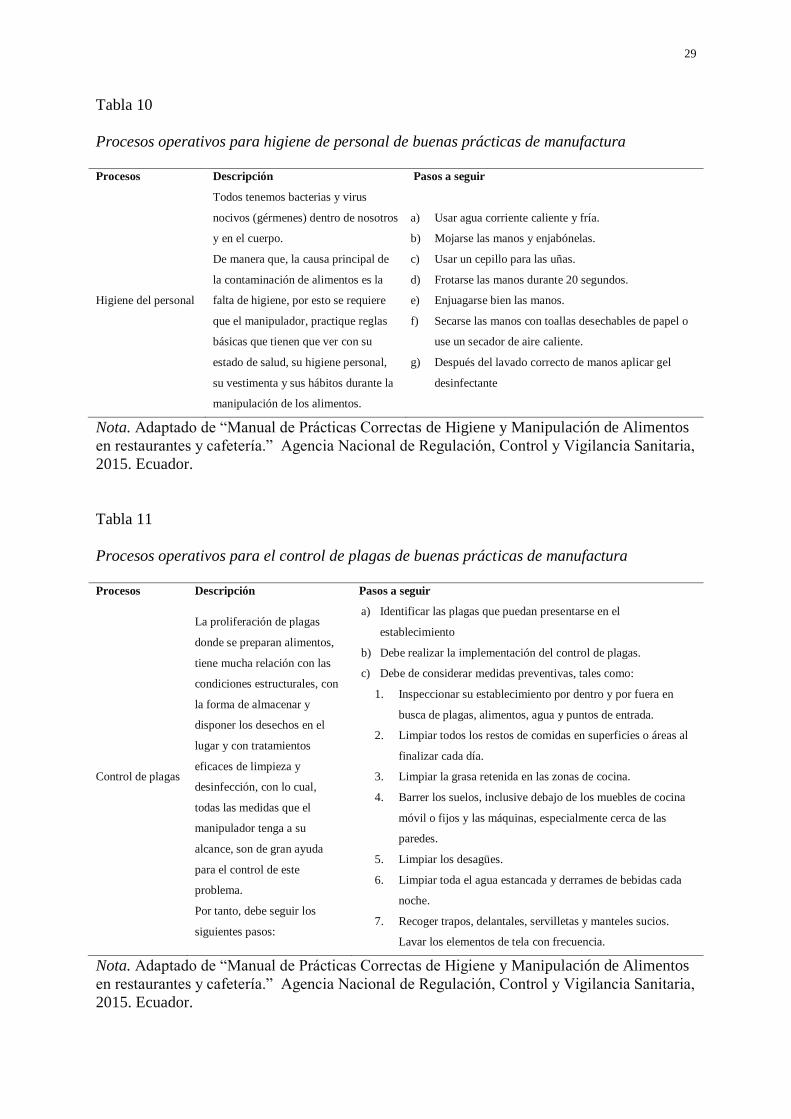
29
Tabla 10
Procesos operativos para higiene de personal de buenas prácticas de manufactura
Procesos Descripción Pasos a seguir
Higiene del personal
Todos tenemos bacterias y virus
nocivos (gérmenes) dentro de nosotros
y en el cuerpo.
De manera que, la causa principal de
la contaminación de alimentos es la
falta de higiene, por esto se requiere
que el manipulador, practique reglas
básicas que tienen que ver con su
estado de salud, su higiene personal,
su vestimenta y sus hábitos durante la
manipulación de los alimentos.
a) Usar agua corriente caliente y fría.
b) Mojarse las manos y enjabónelas.
c) Usar un cepillo para las uñas.
d) Frotarse las manos durante 20 segundos.
e) Enjuagarse bien las manos.
f) Secarse las manos con toallas desechables de papel o
use un secador de aire caliente.
g) Después del lavado correcto de manos aplicar gel
desinfectante
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.
Tabla 11
Procesos operativos para el control de plagas de buenas prácticas de manufactura
Procesos Descripción Pasos a seguir
Control de plagas
La proliferación de plagas
donde se preparan alimentos,
tiene mucha relación con las
condiciones estructurales, con
la forma de almacenar y
disponer los desechos en el
lugar y con tratamientos
eficaces de limpieza y
desinfección, con lo cual,
todas las medidas que el
manipulador tenga a su
alcance, son de gran ayuda
para el control de este
problema.
Por tanto, debe seguir los
siguientes pasos:
a) Identificar las plagas que puedan presentarse en el
establecimiento
b) Debe realizar la implementación del control de plagas.
c) Debe de considerar medidas preventivas, tales como:
1. Inspeccionar su establecimiento por dentro y por fuera en
busca de plagas, alimentos, agua y puntos de entrada.
2. Limpiar todos los restos de comidas en superficies o áreas al
finalizar cada día.
3. Limpiar la grasa retenida en las zonas de cocina.
4. Barrer los suelos, inclusive debajo de los muebles de cocina
móvil o fijos y las máquinas, especialmente cerca de las
paredes.
5. Limpiar los desagües.
6. Limpiar toda el agua estancada y derrames de bebidas cada
noche.
7. Recoger trapos, delantales, servilletas y manteles sucios.
Lavar los elementos de tela con frecuencia.
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.

30
Tabla 11
Procesos operativos para el control de plagas de buenas prácticas de manufactura (parte
dos)
Procesos Descripción Pasos a seguir
Control de plagas
La proliferación de plagas
donde se preparan
alimentos, tiene mucha
relación con las
condiciones estructurales,
con la forma de almacenar
y disponer los desechos en
el lugar y con tratamientos
eficaces de limpieza y
desinfección, con lo cual,
todas las medidas que el
manipulador tenga a su
alcance, son de gran ayuda
para el control de este
problema.
Por tanto, debe seguir los
siguientes pasos:
8. No guardar cosas en cajas de cartón y en el suelo. Guardar
las cajas en estantes de alambre y en estantes de metal si es
posible.
9. Arreglar mangueras, llaves de agua (grifos) o tuberías que
goteen; las plagas necesitan agua.
10. Considerar la instalación de cepillos de barrido de puertas
cuando sea necesario dependiendo del tipo de
establecimiento.
11. Sellar los puntos de entrada, incluso los más pequeños, con
masilla, malla de alambre, etc.
12. No depositar la basura en cercanías del establecimiento.
13. Respetar los horarios de recolección de basura.
14. Mantener cerradas las puertas exteriores. Las puertas que
quedan abiertas para la ventilación deben contener un
alambrado de tejido fino para evitar el ingreso de insectos
voladores. (cuando aplique)
15. Utilizar telas de alambres para las aberturas del exterior.
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.
Tabla 12
Procesos operativos para uso de aguas servidas de buenas prácticas de manufactura
Procesos Descripción Pasos a seguir
Agua segura
Las enfermedades relacionadas
con la contaminación del agua de
consumo tienen una gran
repercusión en la salud de las
personas. Por tanto, se debe
realizarse el máximo esfuerzo para
lograr que la inocuidad del agua de
consumo sea la mayor posible, tal
como se muestra a continuación:
a) Lave bien los recipientes.
b) Clorar el agua, considerando el tipo de cloro, la cantidad a
utilizar en relación al tamaño del contenedor del agua.
c) Espere 30 minuto para consumir el agua segura.
d) Hervir el agua previa por lo menos 10 minutos.
e) Cuide el agua segura, manteniendo siempre tapado los
recipientes.
Nota. Adaptado de “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos
en restaurantes y cafetería.” Agencia Nacional de Regulación, Control y Vigilancia Sanitaria,
2015. Ecuador.

31
2.1.8. Criterios para la calificación de riesgos de inocuidad alimentaria
La calificación de riesgo permite determinar el nivel de impacto de cada factor que
pudiera afectar la inocuidad de los alimentos, de manera que, para una evaluación más
específica se establece niveles en una escale de tres (bajo, medio y alto). Por esta razón, se
toma en consideración los riesgos intrínsecos y extrínsecos de alimentos que influyen
negativamente en la producción del mismo.
Niveles de riesgo Descripción
Leve
Si el hecho llegara a presentarse, por factores tales como:
biológicos, personas, tecnología de fabricación y ambiente
externo, que impacte levemente en las materias primas.
Moderado
Si el hecho llegara a presentarse, por factores tales como:
biológicos, personas, tecnología de fabricación y ambiente
externo, que impacte medianamente en la continuidad del
negocio.
Alta
Si el hecho llegara a presentarse, por factores tales como:
químicos, biológicos, personas, tecnología de fabricación y
ambiente externo, que impacte gravemente en la continuidad
del negocio y en la reputación de la entidad.
Figura 2. Niveles de riesgos: Adaptado de “Criterios De Evaluación Para La
Clasificación Del Riesgo Sanitario De Alimentos Procesados,” 2017, Por Agencia
Nacional de Regulación, Control y Vigilancia Sanitaria. Ecuador.

32
2.2. Marco Contextual
2.3.1. La empresa
La compañía F&S Food Service S.A., se constituyó por escritura pública otorgada
ante el Notario Trigésimo del Cantón Guayaquil, el cuatro de octubre del 2011, la misma, que
fue aprobada por la Superintendencia de Compañía, mediante resolución SC.IJ.DJC.
G.11.0005744, en octubre seis del mismo periodo fiscal e inscrita en el Registro Mercantil
mediante número de repertorio63.322.
2.3.2. Localización
La compañía F&S Food Service S.A., actualmente se encuentra localizada en la
ciudad de Guayaquil, parroquia Tarqui, ciudadela Alborada, etapa XII, Villa 104 y avenida
Francisco De Orellana, a 30 metros de Ecotaires.
Figura 3. Localización de la compañía F&S Food Service S.A. Recuperado de
https://www.google.com.ec/maps/place/

33
2.3.3. Actividades económicas
Las actividades económicas desempeñadas actualmente por la compañía F&S Food
Service S.A., de acuerdo a la Registro Único del Contribuyente son las de:
• Administración de restaurantes; y
• Actividades complementarias de alimentación.
2.3.4. Principales competidores.
Los principales competidores de la compañía F&S Food Service S.A. son los
siguientes:
Tabla 13
Principales competidores
RUC Nombre Compañía
0990662215001 Asiar Restaurante Asia Ca
0991270728001 Pastrydul S.A.
0992242361001 Carplas S.A.
0992622482001 Flopiworld S.A.
0992994088001 Cadena El Sabor Del Rey Saboreica S.A.
0992359374001 Vilzyn S.A.
0992407484001 Fermigin S.A.
0993073679001 Cafeteria Waffel Life Waff S.A.
Nota. Principales competidores de la compañía F&S Food Service S.A.

34
2.3.5. Principales clientes.
Los principales clientes de la compañía F&S Food Service S.A. son los siguientes:
Tabla 14
Principales clientes
Nombre Compañía
Gasolineras
Servientrega
Miler Plastic
Banco de Machala
Invernet
Pica
Papelesa
Clinica Panamericana
Nota. Principales clientes de la compañía F&S Food Service S.A.
2.6.6. Personal de la compañía
La compañía F&S Food Service S.A., está conformada por 16 colaboradores bajo
relación de dependencia, de acuerdo a la siguiente categorización de cargos:
Tabla 15
Categorización de los colaboradores de acuerdo a su cargo
Cargos No. de Trabajadores
Presidente 1
Gerente General 1
Secretaria de Gerencia 1
Bodeguero 1
Jefe de Cocina 1
Ayudantes de Cocina 5
Contador 1
Asistente de Proveeduría 1
Asistente de Crédito y Cobranza 1
Operario de Limpieza 1
Chofer 1
Mensajero 1
Total 16
Nota. Cantidad de colaboradores que conforman la compañía Food Service S.A. Tomado de
los roles de pagos al 31 de mayo del 2017.

35
2.3. Marco Legal
Considerando la importancia de los procesos operativos para la producción de
alimentos procesados, ejecutados por la compañía F&S Food Service S.A., se acude a los
aspectos normativos más relevantes que regulan las buenas prácticas que deben de realizar
los establecimientos dedicados a los servicios de administración de restaurantes y otras
similares, tal como se presenta a continuación:
Tabla 16
Aspectos normativos que regulan las buenas prácticas de manufacturas de alimentos
procesados
Tipo Resolución Fecha de
Publicación Organismos Regulador
La Norma Técnica Sustitutiva de
Buenas Prácticas de Manufactura
para Alimentos Procesados
ARCSA-DE-042-
2015-GGG 28-02-2015
Agencia Nacional de
Regulación, Control y
Vigilancia Sanitaria
(ARCSA)
Reforma a la Normativa Técnica
Sanitaria Unificada para Alimentos
Procesados, Plantas Procesadoras
de Alimentos, Establecimientos de
Distribución, Comercialización,
Transporte de Alimentos y
Establecimientos de Alimentación
Colectiva contenida en la
Resolución ARCSA-DE-067-2015-
GGG
RESOLUCIÓN
ARCSA-DE-010-
2017-JCGO
17-04-2017
Normativa Técnica Sanitaria Para
Alimentos Procesados
No. ARCSA-DE-
067-2015-GGG 01-feb.-2016
Normativa Técnica Sanitaria Sobre
Practicas Correctivas De Higiene
No. ARCSA-DE-
057-2015-GGG 16-oct.-2015
Nota. Adaptado de “Agencia Nacional de Regulación, Control y Vigilancia Sanitaria”, 2018.
Recuperado de https://www.controlsanitario.gob.ec/documentos-vigentes/.

Capítulo 3
Marco Metodológico
3.1. Diseño de Investigación
El diseño de investigación es el plan a través del cual, se guía el desarrollo de un
estudio para la recopilación y análisis de datos de origen primario (campo) o secundario
(documentos). No obstante, el levantamiento de información es posible sin el establecimiento
del mismo, sin embargo, el resultado final podría diferir del propósito de los objetivos
establecidos.
Además, se toma en consideración que el área de estudio se relaciona con las prácticas
empresariales sobre reingeniería de los procesos, la cual esta direccionada a los procesos
agregadores de valor de la empresa F&S Food Service, por carencia de la incorporación de
las Buenas Practicas de Manufacturas (BPM) de alimentos, por tanto, requiere la obtención
de datos primarios directamente desde el lugar donde se presenta la problemática de estudio
para la búsqueda de una solución viable.
Por esta razón, las investigaciones se llevan a cabo a través del diseño de campo de
carácter no experimental, para obtener evidencia sobre las causas y efectos que influyen en la
efectividad de la gestión operativa de los procesos agregadores de valor de la empresa F&S
Food Service, permitiendo determinar la relación entre las variables para la comprobación de
la hipótesis establecida.
Además, se toma en consideración la definición expuesta por Quezada (2014), según
el cual: “El diseño de campo permite la obtención de datos en contacto directo con el objeto
de estudio y el acopio de testimonios que permitan confrontar la teoría con la práctica en la
búsqueda de verdad objetiva” (p. 35)
37
3.1.1. Enfoque
A lo largo del tiempo, se han presentados diversos razonamientos corrientes como el
empirismo, positivismo y variedad de marcos interpretativos, como el realismo y el
constructivismo que han aperturados caminos en la búsqueda de nuevos conocimientos. No
obstante, tales aspectos se centralizaron en dos principales enfoques, el cuantitativo y el
cualitativo que emplean procesos metódicos e empíricos para la generación de información.
(Hernández, Fernández, & Baptista, 2014)
Por tanto, para apoyar al diseño de campo de carácter no experimental, se acude al
enfoque cualitativo, el cual, se direcciona por áreas o temas relevantes relacionados a
investigaciones de carácter empresarial, económico, social, entre otros. Además, permite
desarrollar preguntas e hipótesis antes, durante o después de la recopilación y análisis de los
datos.
3.2. Tipos de Investigación
Para el propósito de estudio, se acude a la investigación descriptiva de carácter
cualitativo con el objetivo de describir los hechos que han afectado a los procesos
agregadores de valor de la empresa F&S Food Service, por la carencia de la aplicación de las
Buenas Prácticas de Manufacturas, las misma, que aseguran la inocuidad de los alimentos
para el consumo humano.
Por tanto, para esta investigación se acude a la definición expuesta por Muñoz (2015)
según el cual “la investigación descriptiva tiene como objetivo representar algún hecho o
acontecimiento por medio del lenguaje, gráficas o imágenes, de tal manera, que se pueda
tener una idea sobre el fenómeno en particular, incluyendo sus características, elementos,
comportamientos y particularidades” (p. 23).

38
De manera que, a través de la investigación descriptiva se obtuvo información directa
de los funcionarios que integran el área de producción, los cuales, describieron las
características particulares de la problemática de estudio a través de su experiencia, sentir y
conocimientos específicos relacionado a la a problemática existente.
3.3. Población y Muestra
La población es el conjunto de elementos conformado por personas, animales,
documentos, entre otros, que comparten características similares sobre la problemática de
estudio, por esta razón, se toma en consideración al personal que conforma la empresa F&S
Food Service para la obtención de información directa desde el lugar donde se presentan los
hechos.
No obstante, se emplea el método estadístico no probabilístico intencional para la
selección de una muestra representativa de funcionarios involucrado en los procesos
agregadores de valor de la empresa, con el propósito de conocer su opinión acerca del
impacto de la aplicación de las buenas prácticas de manufactura de alimentos en sus
actividades diarias, de manera que, se escoge a 12 colaboradores por su vínculo directo con el
proceso productivo, tal como se muestra a continuación:
Tabla 17
Funcionarios que guardan relación directa con el proceso productivo de la empresa F&S
Food Service
Cargos No. de Trabajadores
Presidente 1
Gerente General 1
Bodeguero 1
Jefe de Cocina 1
Chef 1
Ayudantes de Cocina 4
Asistente de Proveeduría 1
Operario de Limpieza 1
Chofer 1
Total 12
Nota. Muestra seleccionada a través del método no probabilístico intencional.

39
3.4. Técnicas e Instrumentos de Recopilación de Datos
Para el propósito del presente estudio se entenderá como técnica de investigación a los
procedimientos que se empleará como complemento del diseño de campo, para la obtención
de información primaria desdés el lugar donde se presentan los hechos (área de producción) y
por instrumento de recolección de datos, a los recursos, formato o medios que se aplicará
para documentar los hallazgos detectados, tal como se muestra a continuación:
Tabla 18
Técnicas e instrumentos seleccionados para la obtención de información desde la empresa
F&S Food Service
Diseño Técnicas Instrumento Descripción
Diseño de Campo
Encuesta Cuestionario
Aplicar la encuesta escrita
con el fin de conocer la
opinión de los funcionarios
sobre el impacto de la
aplicación de la buenas
prácticas de manufactura
en el proceso productivo de
la entidad.
Observación Lista de Cotejo
Emplear la observación
estructurada a través de una
lista de cotejo elaborada
para comprobar la
aplicación de las buenas
prácticas de manufactura
de alimentos.
Nota. Muestra seleccionada a través del método no probabilístico intencional.

40
DescripciónFrecuencia
Absoluta
Frecuencia
Relativa
Si 3 25%
No 9 75%
Total 12 100%
Nota. Encuesta aplicada a los funcionarios de
F&S Food Service
25%
75%Si No
3.4.1. Encuesta escrita
1. ¿Considera usted, que los procedimientos actuales cumplen con los
requerimientos de las Buenas Prácticas de Manufactura?
Tabla 19
Procedimientos actuales
Figura 4. Procedimientos actuales. Tomado de los resultados obtenidos de
la encuesta aplicada en F&S Food Service.
Análisis: En relación a los resultados obtenidos, se determinó que el 75% de los
participantes encuestado no consideran que los procedimientos actuales cumplan con los
requerimientos de las Buenas Prácticas de Manufactura, sin embargo, el 25% restante
indicaron que si se cumplen. Además, este desfase en criterios se presenta por la falta de
sociabilización sobre tema de BPM.

41
DescripciónFrecuencia
Absoluta
Frecuencia
Relativa
Si 2 17%
No 10 83%
Total 12 100%
Nota. Encuesta aplicada a los funcionarios de
F&S Food Service
17%
83%
Si No
2. ¿Considera usted, que la empresa cumple con las exigencias mínimas necesarias
para asegurar la inocuidad de los alimentos, principalmente donde se ejecuta el
proceso productivo?
Tabla 20
Cumplimientos para la inocuidad de los alimentos
Figura 5. Cumplimientos para la inocuidad de los alimentos. Tomado de los
resultados obtenidos de la encuesta aplicada en F&S Food Service.
Análisis: En relación a los resultados obtenidos, se determinó que el 83% de los
participantes encuestado no consideran que la empresa cumpla con las exigencias mínimas
necesarias para asegurar la inocuidad de los alimentos, principalmente donde se ejecuta el
proceso productivo, no obstante, un 17 opinan lo contrario.

42
DescripciónFrecuencia
Absoluta
Frecuencia
Relativa
Si 8 67%
No 4 33%
Total 12 100%
Nota. Encuesta aplicada a los funcionarios de
F&S Food Service
67%
33%
Si No
3. ¿Usted ha presenciado eventos que afecten la inocuidad de los alimentos en todas
sus fases dentro de las instalaciones de F&S Food Service?
Tabla 21
Eventos que afectan la inocuidad de los alimentos
Figura 6. Eventos que afectan la inocuidad de los alimentos. Tomado de los
resultados obtenidos de la encuesta aplicada en F&S Food Service.
Análisis: En relación a los resultados obtenidos, se determinó que el 67% de los
participantes encuestado si están de acuerdo que se ha presentado eventos que afecten la
inocuidad de los alimentos en todas sus fases dentro de las instalaciones de F&S Food
Service, mientras que el 33% no están seguro de dar una repuesta viable.

43
DescripciónFrecuencia
Absoluta
Frecuencia
Relativa
Si 2 17%
No 10 83%
Total 12 100%
Nota. Encuesta aplicada a los funcionarios de
F&S Food Service
17%
83%Si No
4. ¿Considera usted que el personal que conforma el área de producción de la
empresa F&S Food Service, posee la competencia para desempeñar sus
actividades diarias en base a las buenas prácticas de manufactura de alimentos?
Tabla 22
Competencia del personal
Figura 7. Competencia del personal. Tomado de los resultados obtenidos de la
encuesta aplicada en F&S Food Service.
Análisis: En relación a los resultados obtenidos, se determinó que el 83% de los
participantes encuestado no consideran que el personal que conforma el área de producción
de la empresa F&S Food Service, posee la competencia para desempeñar sus actividades
diarias en base a las buenas prácticas de manufactura de alimentos, mientras que el 17%
restante no consideran que sí.

44
DescripciónFrecuencia
Absoluta
Frecuencia
Relativa
Si 12 100%
No 0 0%
Total 12 100%
Nota. Encuesta aplicada a los funcionarios de
F&S Food Service
100%
0%
Si No
5. ¿Considera usted necesario que se aplique la reingeniería en los procesos
operativos actuales de la empresa F&S Food Service en base a las buenas
prácticas de manufactura de alimentos?
Tabla 23
Reingeniería de procesos
Figura 8. Reingeniería de procesos. Tomado de los resultados obtenidos de la
encuesta aplicada en F&S Food Service.
Análisis: En relación a los resultados obtenidos, se determinó que el 100% de los
participantes encuestado si consideran, en que es necesario que se aplique la reingeniería en
los procesos operativos actuales de la empresa F&S Food Service en base a las buenas
prácticas de manufactura de alimento.

45
DescripciónFrecuencia
Absoluta
Frecuencia
Relativa
Si 12 100%
No 0 0%
Total 12 100%
Nota. Encuesta aplicada a los funcionarios de
F&S Food Service
100%
0%
Si No
6. ¿Considera usted que a través de la reingeniería permitirá la mejora de los
procesos agregadores de valor de la empresa F&S Food Service?
Tabla 24
Mejora de los procesos agregadores de valor
Figura 9. Mejora de los procesos agregadores de valor. Tomado de los
resultados obtenidos de la encuesta aplicada en F&S Food Service.
Análisis: En relación a los resultados obtenidos, se determinó que el 100% de los
participantes encuestado consideran, que a través de la reingeniería permitirá la mejora de los
procesos agregadores de valor de la empresa F&S Food Service, siendo esta el área de
almacenamiento y de producción.

46
3.4.2. Observación Estructurada
3.4.2.1. Observación directa del cumplimiento de buenas prácticas de
manufactura.
Tabla 25
Lista de cotejo sobre el cumplimiento de buenas prácticas de manufactura
No. CHECK LIST Si No N/A Observación
Manejo de alimentos
1 Selección de los tratados para una adecuada conservación.
2 La cocción de los alimentos es la adecuada
Se observa que no cuenta con
procedimientos documentados
sobre cocción de los alimentos.
3 Los alimentos son consumidos inmediatamente después de
cocinados
4 Son cuidadosamente conservados los alimentos cocidos
5 Los alimentos son recalentados de forma adecuada
6 Los alimentos crudos mantienen contacto con los cocinados
Separar los alimentos
cocinados de los de estado
natural para evitar la
contaminación de los mismo.
7 El personal se lava manos a menudo
8 La superficie de la cocina se encuentra Mantener
escrupulosamente limpias.
9 Los alimentos almacenados, se encuentra fuera del alcance de
insectos, roedores, y otros animales
10 Se utiliza agua potable para el proceso de producción
Lavado y desinfección de manos
11 El lavado se los realiza hasta la altura del codo
12 Durante el lavado se aplica jabón bactericida formando una
buena espuma por lo menos durante 20 segundos.
13 El proceso de enjuague de manos se lo realiza con abundante
agua potable desde los dedos hacia el codo.
14 El secado de manos se los ejecuta con toalla de un solo uso
15 El cerrado de caño se lo realiza utilizando el papel toalla del
secado de mano
16 El papel utilizado es tirado al tacho de basura de acción a
pedal
Indumentaria para el área de producción
17 Previo a iniciar el proceso de producción, se utiliza el
uniforme asignado.
18 La indumentaria se mantiene completo durante todo el trabajo
19 Se encuentra la indumentaria y los implementos (gorro y
protector naso bucal) limpios.
Se observó que la empresa les
facilita dos unidades por cada
implemento de trabajo.
Residuos
20 Los residuos son clasificados por orgánico, peligros y no
peligrosos.
Nota. Observación directa aplicada al área de producción de la empresa F&S Food Service.

47
3.5. Análisis del Contexto Empresarial
Con el propósito de evaluar los procedimientos internos de la empresa F&S Food
Service, se establece el siguiente programa de actividades en base a los componentes de la
Buenas Practicas de Manufacturas, de tal forma, que permita la identificación de desviaciones
que influyan en la inocuidad de los alimentos durante todas las fases del proceso productivo.
Además, a través de este análisis sobre contexto empresarial actual, se demostrará la
viabilidad de aplicar la reingeniería de los procesos para mantener la mejora continua en la
organización.
3.5.1. Programa de actividades
Tabla 26
Programa de actividades
Actividades a desempeñar Ref.
1. Determinación de la estructura actual de procesos desempeñados en la
compañía F&S Food Service. PT-1
2. Caracterizar los procesos agregadores de valor de F&S Food Service.
a) Compras
b) Recepción
c) Almacenamiento
d) Producción
e) Logística
PT-2
3. Levantamiento de procesos a través de diagramas de flujos. PT-3
4. Cuestionario de cumplimiento de buenas prácticas de manufactura de
alimentos. PT.4
5. Informe de los resultados obtenidos PT-5
Nota. Programa de actividades basado en las BPM para la reingeniería de procesos de la
empresa F&S Food Service
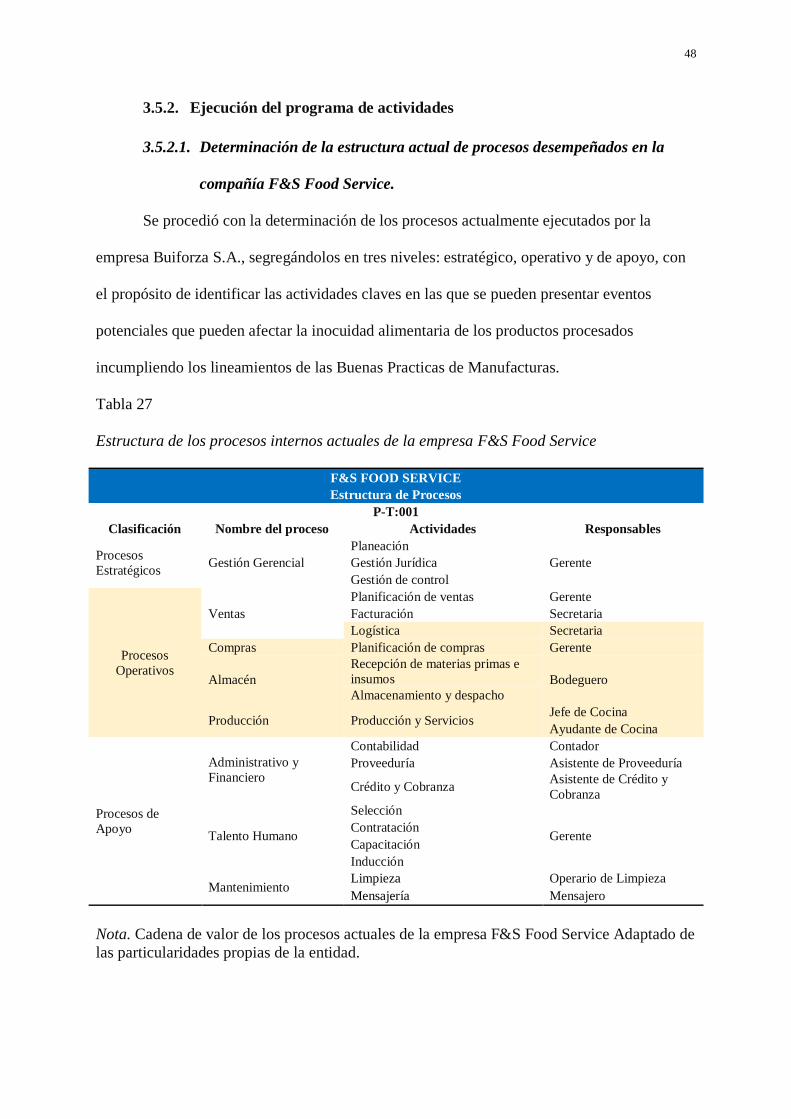
48
3.5.2. Ejecución del programa de actividades
3.5.2.1. Determinación de la estructura actual de procesos desempeñados en la
compañía F&S Food Service.
Se procedió con la determinación de los procesos actualmente ejecutados por la
empresa Buiforza S.A., segregándolos en tres niveles: estratégico, operativo y de apoyo, con
el propósito de identificar las actividades claves en las que se pueden presentar eventos
potenciales que pueden afectar la inocuidad alimentaria de los productos procesados
incumpliendo los lineamientos de las Buenas Practicas de Manufacturas.
Tabla 27
Estructura de los procesos internos actuales de la empresa F&S Food Service
F&S FOOD SERVICE
Estructura de Procesos
P-T:001
Clasificación Nombre del proceso Actividades Responsables
Procesos
Estratégicos Gestión Gerencial
Planeación
Gerente Gestión Jurídica
Gestión de control
Procesos
Operativos
Ventas
Planificación de ventas Gerente
Facturación Secretaria
Logística Secretaria
Compras Planificación de compras Gerente
Almacén
Recepción de materias primas e
insumos Bodeguero
Almacenamiento y despacho
Producción Producción y Servicios Jefe de Cocina
Ayudante de Cocina
Procesos de
Apoyo
Administrativo y
Financiero
Contabilidad Contador
Proveeduría Asistente de Proveeduría
Crédito y Cobranza Asistente de Crédito y
Cobranza
Talento Humano
Selección
Gerente Contratación
Capacitación
Inducción
Mantenimiento Limpieza Operario de Limpieza
Mensajería Mensajero
Nota. Cadena de valor de los procesos actuales de la empresa F&S Food Service Adaptado de
las particularidades propias de la entidad.

49
3.5.2.2. Caracterizar los procesos agregadores de valor de F&S Food Service.
3.5.2.2.1. Compras.
Tabla 28
Caracterización del proceso de compras
F&S FOOD SERVICE PLANIFICACIÓN DE COMPRAS
CARACTERIZACION DEL PROCESO
Objetivo del proceso: Abastecer de materia prima e insumos para la producción de alimentos procesados y
despacho del mismo. Tipo de proceso
Estratégico
Operativo
Apoyo
Alcance: Es aplicable a las actividades de adquisición de materias primas, insumos y otros requerimientos de adquisición.
Dueño de Proceso: Gerente General
DESCRIPCIÓN
Proceso
Anterior/Proveedor Entradas Actividades principales Responsable Seguimiento y Control Salidas
Proceso
Posterior/Cliente
Ventas
Reporte de Ventas Elaborar el presupuesto de
compra semanal
Gerente General y Jefe
de Cocina Presupuesto Reporte de compras
Almacén-Recepción Presupuesto de
Compra
Solicitar proforma de pedidos
de materias primas e insumos:
Gerente General Orden de compra
Proforma de proveedores
Pollo/ Carnes
Vegetales
Frutos
Pastelería
Abarrotes
Insumos plásticos
Orden de Pedido Generar orden de Compra Asistente de Proveeduría Factura de proveedores
Recursos Documentos
Recursos Responsable Interno Externo
Tecnología: Internet, correo electrónico, software administrativo financiero y papelería.
Gerente General Presupuesto de venta;
Presupuesto de compra;
Orden de compra
Proforma; Facturas Jefe de Cocina
Asistente de Proveeduría
Nota. Caracterización del proceso de compras. Adaptado de las particularidades propias de F&S Food Service

50
Proceso de compras de Materias Primas
Asistente de ProveeduríaGerente General Jefe de Cocina
PR
_01
Inicio
Elaborar el presupuesto de
compra semanal, basado en
el reporte de ventas
Revisar las proforma
Recibir la proforma del
proveedor
Enviar el presupuesto de
compra al Jefe de Cocina,
para que valide el
requerimiento
Enviar solicitud al
Asistente de Proveeduría
Receptar la aprobación de
la compra de materias
primas, insumos y otros
Solicitar proforma de los
pedidos de materias primas
e insumos 48 horas antes
Revisar el presupuesto de
compra en conjunto con el
Gerente General
Recepta el presupuesto de
compra elaborado por el
Gerente General
Pasa la validación
Si
Recepción de Materia
Prima
Emitir una orden de
compra y lo envía vía
email a los proveedores
Recibir confirmación y la
factura electrónica
No
Confirmar la adquisición
de la materia prima
Figura 10. Proceso de compras de la empresa F&S Food Service

51
3.5.2.2.2. Almacén –recepción.
Tabla 29
Caracterización del proceso de recepción de materias primas, insumos y otros
F&S FOOD SERVICE ALMACEN - RECEPCIÓN DE PEDIDOS
CARACTERIZACION DEL PROCESO
Objetivo del proceso: Garantizar la correcta gestión del proceso de recepción de materia primas, insumos y
otros. Tipo de proceso
Estratégico
Operativo
Apoyo
Alcance: Es aplicable a las actividades de recepción de materias primas, insumos y otros.
Dueño de Proceso: Bodeguero y Jefe de Cocina
DESCRIPCIÓN
Proceso
Anterior/Proveedor Entradas Actividades principales Responsable Seguimiento y Control Salidas Proceso Posterior/Cliente
Proveedor Orden de
Compras
Recepción de materias primas,
insumos y otros Bodeguero Orden de Compra Factura de proveedor
Almacén- Almacenamiento y
distribución Inspección de materias primas
Jefe de
Cocina Informe de inconsistencia Orden de Ingreso / kardex
Recursos Documentos
Recursos Responsable Interno Externo
Tecnología: Internet, telefonía, correo electrónico, software administrativo financiero; y papelería. Bodeguero Orden de Compra / Orden
de Ingreso /Kardex Factura de Proveedor
Jefe de Cocina
Nota. Caracterización del proceso de recepción de materias primas. Adaptado de las particularidades propias de F&S Food Service
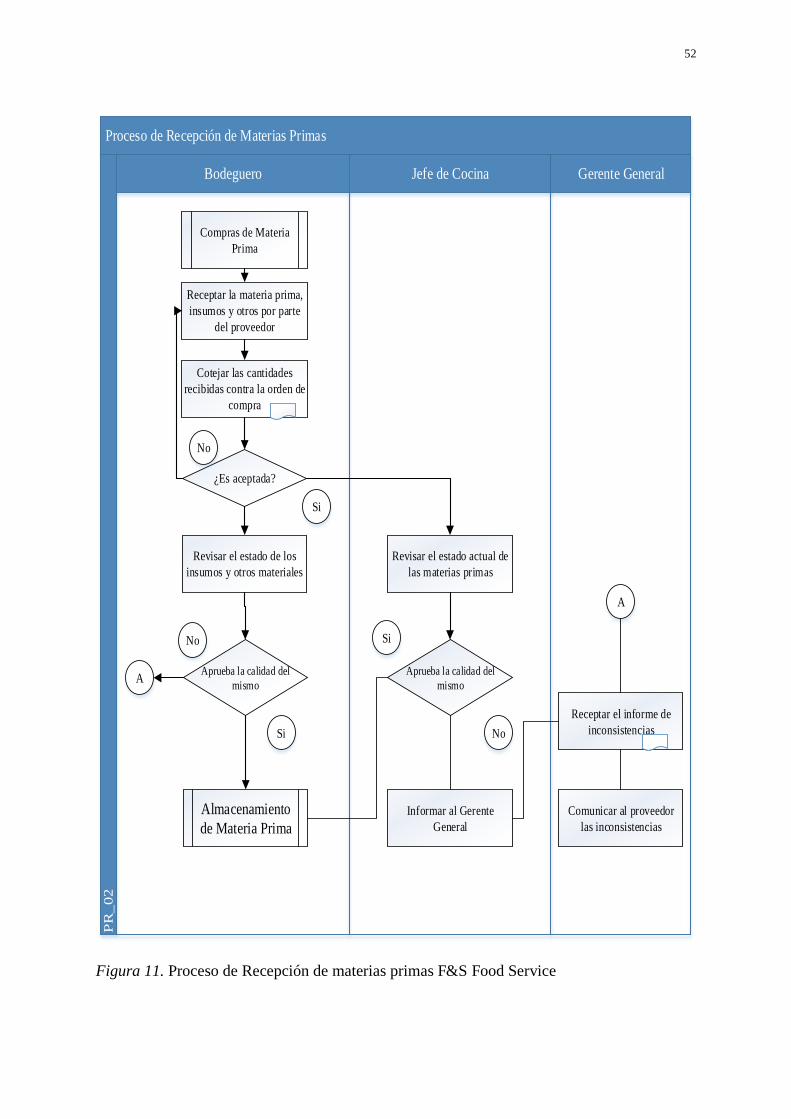
52
Proceso de Recepción de Materias Primas
Jefe de CocinaBodeguero Gerente General
PR
_02
Compras de Materia
Prima
Receptar la materia prima,
insumos y otros por parte
del proveedor
Almacenamiento
de Materia Prima
¿Es aceptada?
Cotejar las cantidades
recibidas contra la orden de
compra
Revisar el estado de los
insumos y otros materiales
Revisar el estado actual de
las materias primas
Aprueba la calidad del
mismo
Aprueba la calidad del
mismo
Si
No
No
Si
A
Si
No
A
Comunicar al proveedor
las inconsistencias
Informar al Gerente
General
Receptar el informe de
inconsistencias
Figura 11. Proceso de Recepción de materias primas F&S Food Service

53
3.5.2.2.3. Almacén –Almacenamiento, distribución y despacho.
Tabla 30
Caracterización del proceso de almacenamiento, distribución y despacho de materias primas, insumos y otros
F&S FOOD SERVICE ALMACENAMIENTO -ALMACENAMIENTO, DISTRIBUCIÓN Y DESPACHO
CARACTERIZACION DEL PROCESO
Objetivo del proceso: Garantizar la correcta gestión del proceso de almacenamiento, distribución y
despacho de materia primas, insumos y otros. Tipo de proceso
Estratégico
Operativo P
Apoyo
Alcance: Es aplicable a las actividades de almacenamiento, distribución y despacho de materias primas, insumos y otros.
Dueño de Proceso: Bodeguero
DESCRIPCIÓN
Proceso
Anterior/Proveedor Entradas Actividades principales Responsable Seguimiento y Control Salidas
Proceso
Posterior/Cliente
Almacén - Recepción de
Pedidos Orden de Ingreso
Distribución de alimentos en las
zonas designadas:
Bodeguero Kardex Kardex Producción
Zona fría para: carnes de todo
tipos, vegetales y frutas.
Zona fresca para abarrotes de
larga/ mediana / corta duración.
Zona para insumos y otros
Producción Orden de Trabajo Despacho de materias primas,
insumos y otros
Recursos Documentos
Recursos Responsable Interno Externo
Tecnología: telefonía, correo electrónico, software administrativo financiero; y papelería. Bodeguero Orden de trabajo / Kardex Ninguno
Nota. Caracterización del proceso de recepción de almacenamiento, distribución y despacho de materias primas, insumos y otros. Adaptado de
las particularidades propias de F&S Food Service

54
Proceso de Almacenamiento de Materias Primas
Bodeguero
PR
_0
3Recepción de Materia
Prima
Distribuir las materias
primas, insumos y otros
conforme al tipo,
característica y condiciones
de los productos
Despacho de
Materias Primas,
Insumos y Otros a
Producción
Movilizar las materias
primas, insumos y otros,
hasta los respectivos
estantes y congeladores.
Exceso
Registrar las entradas
de materias primas en
el Kardex
Reubicar
productos
No
Apilar máximo seis
productos en sentido
vertical
Sí
Figura 12. Proceso de Almacenamiento de materias primas F&S Food Service

55
Proceso de despacho de Materias Primas, insumos y otros a producción
Bodeguero ChefJefe de Cocina
PR
_04
Almacenamiento de
Materias Primas
Receptar la orden de
Trabajo
Verificar el stock de
Materias Primas, Insumos
y Otros
Alistar las materias primas,
insumos y otros
solicitados.
Entregar las materias
primas, insumos y otros
requeridos al chef
Registrar las salidas de
materias primas, insumos
y otros en el kardex
Disposición de
Materia Prima,
insumos y Otros
Sí
No
Compra de Materia
Prima
Informa al Jefe
de Cocina
B
B
Recibir Materia Prima
Producción
Figura 13. Proceso de despacho de materias primas F&S Food Service

56
3.5.2.2.4. Producción.
Tabla 31
Caracterización del proceso de producción
F&S FOOD SERVICE PRODUCCIÓN - SERVICIOS
CARACTERIZACION DEL PROCESO
Objetivo del proceso: Garantizar la correcta gestión del proceso de producción de comida. Tipo de proceso
Estratégico
Operativo
Apoyo
Alcance: Es aplicable a las actividades de comida dentro y fuera de las instalaciones
Dueño de Proceso: Jefe de Cocina
DESCRIPCIÓN
Proceso
Anterior/Proveedor Entradas Actividades principales Responsable
Seguimiento y
Control Salidas
Proceso
Posterior/Cliente
Ventas Orden de Trabajo Verificar la cantidad de comida a preparar.
Jefe de Cocina Orden de Trabajo
Logística
Requerir la materia prima e insumos. Jefe de Cocina
Bodega Orden de despacho a
bodega
Verificar la calidad de las materias
primas e insumos recibidos Jefe de Cocina
Orden de despacho a
bodega
Ejecutar el proceso de preparación,
para transformar la materia prima en
comida.
Ayudantes de Cocinas
Empacar las comidas preparadas para la distribución
Ayudantes de Cocinas
Reporte de producción
Mantener limpio las zonas de
producción de alimentos Operario de Limpieza Reporte de limpieza
Recursos Documentos
Recursos Responsable Interno Externo
Tecnología: telefonía, correo electrónico, software administrativo financiero; y papelería.
Suministro: Electricidad, gas y agua.
Jefe de Cocina Orden de Trabajo;
Reporte de producción;
Reporte de limpieza
ninguno Ayudantes de Cocina
Operario de Limpieza
Nota. Caracterización del proceso de recepción de almacenamiento, distribución y despacho de materias primas, insumos y otros. Adaptado de
las particularidades propias de F&S Food Service.

57
Proceso de Producción
Ayudantes de CocinaChef
PR
_05
Proceso de despacho
de Materias Primas,
insumos y otros a
producción
Receptar la Materia Prima,
Insumos y Otros
Entregar las materias
primas, insumos y otros a
los asistentes de cocinas
Revisar las materias
primas, insumos y otros
solicitadas.
Receptar las materias
primas, insumos y otros.
Recibir instrucciones por
parte del Jefe de Cocina
Dar instrucciones a los
ayudantes de cocina para
proceder con el
procesamiento de los
alimentos
Ejecutar el proceso de
producción
Verificar la calidad de la
preparación de los
alimentos
Aprueba
B
Sí
Envasar los alimentos en
los recipientes
Aprobado
No
Proceso de
despacho de
Materias
Primas,
insumos y
otros a
producción
B
C
C
Si
No
B
Logística
Figura 14. Proceso de producción de F&S Food Service

58
3.5.5.2.5. Logística.
Tabla 32
Caracterización del proceso de logística
F&S FOOD SERVICE Logística
CARACTERIZACION DEL PROCESO
Objetivo del proceso: Garantizar la correcta gestión del proceso de producción de comida. Tipo de proceso
Estratégico
Operativo
Apoyo
Alcance: Es aplicable a las actividades de comida dentro y fuera de las instalaciones
Dueño de Proceso: Jefe de Cocina
DESCRIPCIÓN
Proceso
Anterior/Proveedor Entradas Actividades principales Responsable
Seguimiento y
Control Salidas
Proceso
Posterior/Cliente
Ventas Rutas de
Entregas
Coordinar las Rutas de entregas de
alimentos procesados. Gerente General Rutas de Entrega
Clientes
Delimitar el tipo de transporte adecuado
para trasladar los alimentos procesados
(fríos y calientes).
Gerente General Rutas de Entrega
Especificar las actividades de
manipulación de los alimentos
procesados (carga y descarga)
Gerente General -
Chofer
Trasladar los alimentos procesados fríos
y calientes Chofer
Solicitar la confirmación de recepción de
los alimentos procesados por parte del
cliente .
Chofer
Reporte de recepción
de alimentos
procesados
Copia del reporte de recepción
de alimentos procesados
Elaborar reporte de despacho de los
alimentos procesados Chofer
Reporte de despacho de
alimentos procesados
Nota. Caracterización del proceso de recepción de almacenamiento, distribución y despacho de materias primas, insumos y otros. Adaptado de
las particularidades propias de F&S Food Service

59
Tabla 32
Caracterización del proceso de logística (parte dos)
F&S FOOD SERVICE Logística
CARACTERIZACION DEL PROCESO
Objetivo del proceso: Garantizar la correcta gestión del proceso de producción de comida. Tipo de proceso
Estratégico
Operativo
Apoyo
Alcance: Es aplicable a las actividades de comida dentro y fuera de las instalaciones
Dueño de Proceso: Jefe de Cocina
DESCRIPCIÓN
Recursos Documentos
Recursos Responsable Interno Externo
Tecnología: telefonía, correo electrónico, papelería.
Suministro: Electricidad, gas, agua.
Gerente General Rutas de entrega;
Reporte de recepción de
alimentos procesados;
Reportes de despacho de
alimentos procesados.
ninguno Chofer
Nota. Caracterización del proceso de recepción de almacenamiento, distribución y despacho de materias primas, insumos y otros. Adaptado de
las particularidades propias de F&S Food Service

60
Procedimiento de Logística
ChoferGerente General
PR
_0
6
Receptar las Instrucciones
del Gerente General
Fin
Solicitar la confirmación
de recepción de los
alimentos procesados por
parte del cliente
Informar al Gerente
General la entrega de los
alimentos procesados
Trasladar los alimentos
procesados fríos y calientes
Producción
Coordinar las Rutas de
entregas de alimentos
procesados.
Especificar las actividades
al Chofer para la
manipulación de los
alimentos procesados
(carga y descarga)
Delimitar el tipo de
transporte adecuado para
trasladar los alimentos
procesados.
Figura 15. Proceso de logística F&S Food Service
Durante el análisis ejecutado, se identificó las actividades desempeñadas en la
producción de alimentos, realizando una caracterización de los principales procesos
agregadores de valor de la empresa F&S Food Service, con el propósito de conocer las
funciones que debe llevar a cabo por parte de los funcionarios que la conforma. Además, se
aplicó el método de diagrama de flujo para determinar la secuencia de cada subproceso
obteniendo los resultados antes expuestos, con el fin de aplicar de manera efectiva los
cuestionarios a nivel de cumplimiento operativo en base a los criterios de las buenas prácticas
de manufactura de alimentos.

61
3.5.2.4. Cuestionario de cumplimiento de buenas prácticas de manufactura de
alimentos.
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
Condiciones Higiénicos Sanitarias – Estructura
Interna
¿La empresa desarrolla actividades únicas y
exclusivas de acuerdo al permiso de funcionamiento
otorgado?
¿El la empresa y en especial el área de producción se
encuentra alejado de focos de insalubridad?
¿Están segregadas las áreas de acuerdo a cada
proceso que se ejecuta en el departamento de
producción (recepción, almacenamiento, cuarentena
y producto terminado)
¿Los pasillos de circulación del área de producción y
despacho están totalmente libres de materiales en
tránsito?
Se observó que en los pasillos
existen presencias de cajas de
producto semi – procesado, entre
otros materiales para adecuación.
¿Existe la presencia de mascotas u en las
instalaciones de la empresa?
¿Las instalaciones de la empresa las protecciones
mínimas necesarias para evitar el ingreso de roedores
e insectos, polvos y plagas?
Se observa que muchas de las
ventanas del área administrativa, no
cuenta con protección para el
ingreso de roedores e insectos,
polvos y plagas.
¿Las instalaciones de la empresa posee una adecuada
ventilación o climatización?
¿La empresa ejecuta sus actividades en área
adecuada de acuerdo a su capacidad operativa?
Se observó que la empresa, no
cuenta con área en específico para la
recepción y protección de la materia
prima, productos semi-procesados,
insumos y otros.
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

62
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte dos)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿La empresa cuenta con instalaciones para la
erradicación de aguas negras, industriales?
¿La empresa mantiene a disposición botiquines de
primeros auxilios equipado y ubicado en un lugar
accesible?
¿Las paredes y pisos de la empresa son de material
que permita y facilite la limpieza?
¿La empresa cuenta con paredes, techos y pisos en
buen estado de conservación y limpieza?
¿El áreas de almacenamiento esta adecuado, de
acuerdo a los requisitos de temperatura, humedad y
otros aspectos que contribuya a mantener la calidad
de los productos?
El área de almacenamiento no
cuenta con un dispositivo que regule
el ambiente de acuerdo al tipo de
materia prima, producto semi-
procesado, insumos y otros.
¿La empresa posee procedimientos específicos y
documentado sobre limpieza, desinfección y sus
respectivos registros?
Se observó que la empresa si cuenta
con procesamientos documentados
sobre limpieza, desinfección y
formatos para su respectivos
registro.
¿La empresa cuenta con áreas para lavado y
desinfección de manos independientes de las baterías
sanitarias?
¿EL área de lavado y desinfección de manos cuenta
con letreros que indique la obligación, frecuencia y
forma correcta de lavarse las manos
¿La empresa cuenta con baterías sanitarias en buen
estado de conservación y con los implementos de
aseo personal?
¿La empresa cuenta con estantes o tarimas con altura
suficiente que permita la separación de los productos
del suelo, paredes y techo?
¿La empresa cuenta con área apropiada para
vestuario de los funcionarios?
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

63
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte tres)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿El área de vestuarios están separadas del área de
producción?
¿Las instalaciones eléctricas de la empresa están en
protegidas y en buen estado?
¿Las tuberías de la empresa se encuentran
debidamente identificadas de acuerdo a su
funcionalidad?
¿La empresa cuenta con señalética de prohibiciones
como: prohíbo fumar, comer, beber en áreas de
producción, almacenamiento?
¿La empresa mantiene separada el área de
disposición final de desechos con las de producción?
Condiciones Higiénicos Sanitarias – Equipos,
materiales , utensilios y recipiente
¿Cuenta la empresa con equipos (utensilios y
envases) apropiados y con las condiciones higiénicas
mínimas necesaria para el proceso de producción?
¿Tales equipos son de material resistente y de fácil
limpieza?
¿La empresa mantiene un control y registro sobre
temperatura y humedad de las áreas, en especial la
de producción?
Se observó y corroboró que la
empresa no posee registros sobre la
temperatura y humedad en el área
de producción
¿Posee la empresa controles establecidos para para el
mantenimiento y calibración de los equipos?
Se constató que la empresa
semestralmente, envía a verificar la
calibración de las herramientas
utilizadas en el proceso de
producción a un laboratorio
acreditado por la SAE.
¿La empresa ha identificado y clasificado los
equipos en desuso?
¿Las diferentes áreas de la empresa cuenta con
basureros internos que posean tapa y funda?
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.
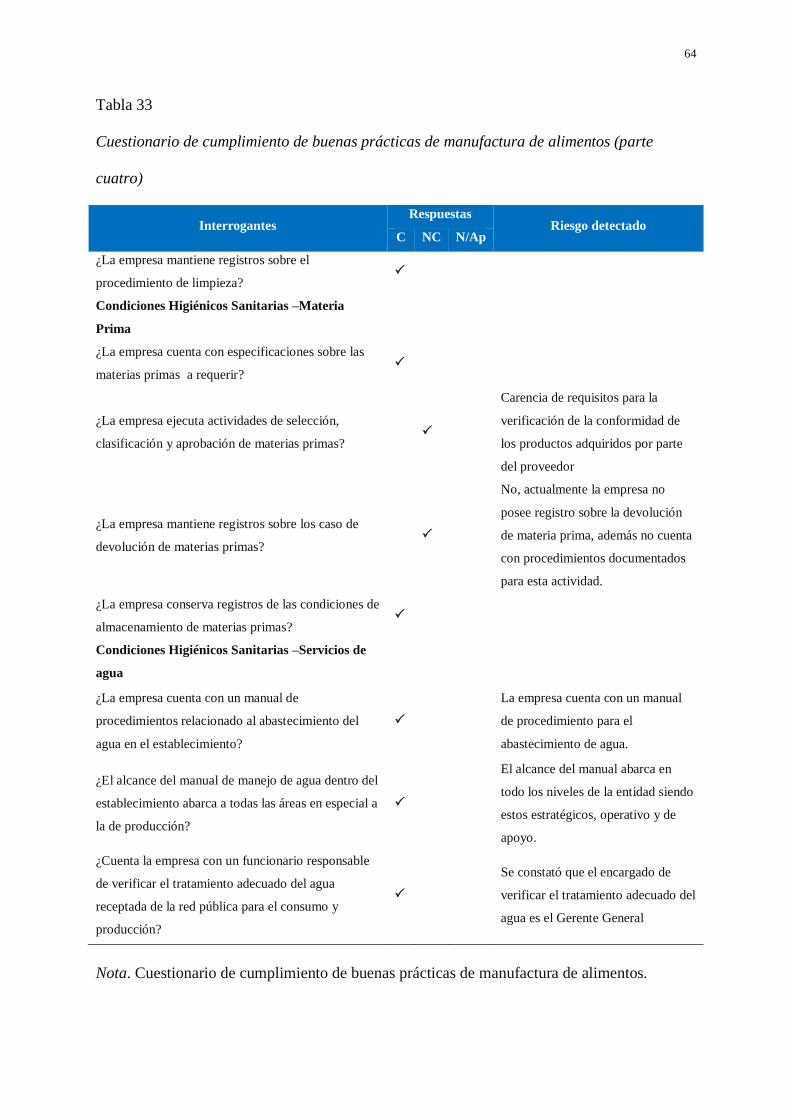
64
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte
cuatro)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿La empresa mantiene registros sobre el
procedimiento de limpieza?
Condiciones Higiénicos Sanitarias –Materia
Prima
¿La empresa cuenta con especificaciones sobre las
materias primas a requerir?
¿La empresa ejecuta actividades de selección,
clasificación y aprobación de materias primas?
Carencia de requisitos para la
verificación de la conformidad de
los productos adquiridos por parte
del proveedor
¿La empresa mantiene registros sobre los caso de
devolución de materias primas?
No, actualmente la empresa no
posee registro sobre la devolución
de materia prima, además no cuenta
con procedimientos documentados
para esta actividad.
¿La empresa conserva registros de las condiciones de
almacenamiento de materias primas?
Condiciones Higiénicos Sanitarias –Servicios de
agua
¿La empresa cuenta con un manual de
procedimientos relacionado al abastecimiento del
agua en el establecimiento?
La empresa cuenta con un manual
de procedimiento para el
abastecimiento de agua.
¿El alcance del manual de manejo de agua dentro del
establecimiento abarca a todas las áreas en especial a
la de producción?
El alcance del manual abarca en
todo los niveles de la entidad siendo
estos estratégicos, operativo y de
apoyo.
¿Cuenta la empresa con un funcionario responsable
de verificar el tratamiento adecuado del agua
receptada de la red pública para el consumo y
producción?
Se constató que el encargado de
verificar el tratamiento adecuado del
agua es el Gerente General
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

65
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte
cinco)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿La empresa ha verificado la calidad del agua
receptada para la producción
La empresa no verifica la calidad
del agua, al considerar que
Interagua cuenta con sistema de
gestión de calidad ISO 9001, en su
proceso de tratamiento de aguas
para consumo humano.
¿Con que frecuencia se realiza el control de calidad
del agua receptada? Diaria, semanal, mensual,
semestral
¿Durante el control de calidad del agua, toma en
consideración los siguientes aspectos:
Cloro residual
dureza
ph?
El suministro de agua es suficiente para el proceso
de producción
Condiciones Higiénicos Sanitarias –Control de
Productos
¿La empresa cuenta con procedimientos establecidos
para el control de las condiciones de las materias
primas, productos semi-elaborados o terminados?
Se pudo corroborar que la empresa
no cuenta con procedimientos para
el control de la materia prima.
¿La empresa verifica que las materias primas,
producto semi-elaborado o terminado se encuentran
en buenas condiciones de almacenamiento?
¿Los productos que posee la empresa están dentro de
su período de vida útil?
¿La empresa se asegura que las materia primas,
productos semi-elaborado cuentan con una adecuada
rotación?
¿La empresa se asegura que los alimentos se
encuentran protegidos durante el proceso de
transporte?
La empresa se asegura de que estén
protegido de polvo, humo,
combustible, entre otros factores
que pudieran perjudicar la salud de
los consumidores finales.
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

66
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte seis)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿El vehículo de la empresa para el transporte de los
alimentos terminados, se encuentra limpio y
desinfectado?
¿Los contenedores para el transporte al granel, se
usan exclusivamente para alimentos?
¿Los funcionarios del área de producción cuentan
con indumentaria desinfectadas y apropiada para
ejecutar sus actividades diarias?
¿los funcionarios de la empresa desarrollan sus
actividades bajo prácticas higiénicas para la
manipulación de alimentos en los procesos de
producción?
Se observó que el personal del área
de producción aplica
adecuadamente las prácticas de
higiene.
¿La empresa conserva evidencia de capacitación al
personal sobre manipula alimentos en los procesos
de producción?
Se observa que la empresa no
mantiene registro de capacitación de
sus funcionarios.
¿La empresa ha establecido políticas internas para
prevenir que funcionarios enfermos ponga en riesgo
de contaminación a la producción?
La empresa ha establecido políticas
internas sobre el ingreso de personal
enfermos que pongan en riesgo a la
inocuidad de los alimentos.
¿La empresa provee a los visitantes (stakeholders) la
indumentaria mínima necesaria para el ingreso a las
áreas de producción?
Condiciones Higiénicos Sanitarias –Control de
Plagas
¿La empresa ha establecido programas para el
control de plagas?
La empresa ejecuta procedimientos
para control de plagas dos veces
años, sin embargo no se encuentra
documentados
Condiciones Higiénicos Sanitarias –Transporte
¿La empresa cuenta con los respectivo permiso
emitido por la Agencia Nacional de Regulación,
Control y Vigilancia Sanitaria (ARCSA) para el
transporte de alimentos?
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

67
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte siete)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿Los vehículos que se utilizan para el transporte de
alimentos brinda seguridad y protección adecuada
para evitar riesgos de contaminación?
¿Los vehículos utilizados para el transporte de
alimentos que requieran refrigeración posee los
equipos necesarios para otorgar esta condición?
Condiciones Higiénicos Sanitarias –Control de
Tabaco
¿La empresa cuenta con señalética apropiada que
indique el no consumo de productos de tabaco (NO
FUMAR), con su respectivo número telefónico o
email para denuncias?
¿La empresa ha evidenciado a funcionarios fumando
en áreas no permitidas?
A través de las cámaras de
vigilancia se han observados a
funcionarios nuevos fumar en áreas
no permitidas. Para la primera vez
solo es una amonestación verbal, si
existiera reincidencia se aplicará
una multa no superior al 10% del
salario básico unificado conforme al
reglamento interno de trabajo.
Condiciones Higiénicos Sanitarias –Capacitación
del personal
¿El personal de producción han recibido
capacitaciones sobre la manipulación de alimentos?
El personal de producción, no recibe
una capacitación anual sobre
manipulación de alimentos.
¿Cuenta la empresa con un plan de capacitación para
personal encargado de la manipulación de
alimentos?
Actualmente la empresa no cuenta
con un plan de capacitación para el
personal que manipula alimentos en
cualquieras de las etapas.
¿Ha determinado la empresa el alcance de la
capacitación del personal? .
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

68
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte ocho)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿La empresa ha designado a responsables
encargados de planificar la capacitación del
personal?
Se observó que la empresa no ha
designado a un encargado de la
capacitación del personal
principalmente los de producción
¿Las capacitaciones al personal, se la ejecuta al
menos una vez al año?’
¿La empresa evalúa el aprendizaje del personal que
manipula alimentos?
¿Los registros de capacitación de la empresa poseen
firma de responsabilidad?
En el caso de funcionarios nuevo designado para la
manipulación de alimentos, ¿Cómo se procede con el
proceso de capacitación?
Se procede con la inducción de los
aspectos sanitarios a tener en
consideración en el proceso de
producción, por parte del
funcionario con mayor experiencia.
Además, previa contratación se
evalúa la experiencia y aspectos
técnicos del aspirante referentes a
buenas prácticas de manufactura,
principalmente en temas como:
10 reglas de las OMS para el
manejo de alimentos.
Condiciones Higiénicos Sanitarias –Indumentaria
de trabajo
¿La empresa asigna uniformes a los funcionarios del
área de producción?
Si la empresa asigna dos uniformes
al año, los mismo que deben usar
diariamente.
¿La empresa cuenta con políticas internas de uso de
uniforme de acuerdo al área?
Si, la empresa cuenta con políticas
de control interno de uso uniforme,
solo se ha establecido verbalmente
el uso del mismo de acuerdo a la
actividad desempeñada.
Condiciones Higiénicos Sanitarias - Hábitos
Higiénicos
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

69
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte
nueve)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿La empresa ha establecido políticas internas,
documentadas y sociabilizadas sobre higiene, tales
como, desinfección de manos, entre otras?
La empresa si ha establecido
políticas sobre higiene de personal
de manera verbal.
¿La empresa ha establecido como parte de las
políticas de higiene las 10 reglas para el manejo de
alimentos establecido por la OMS?
La empresa ha establecido como
políticas internas la aplicación de las
10 reglas para el manejo de
alimentos, la cual se encuentra
documentada en el reglamento
interno de la entidad..
¿Posee la empresa un manual de higiene y salud del
personal? .
¿La empresa aplica como medio de verificación,
formatos de control de salud y saneamiento de
personal?
Condiciones Higiénicos Sanitarias - Manejo de
residuos
¿La empresa cuenta con políticas para el manejo de
residuos?
La empresa ha establecido políticas
para el manejo de residuo de manera
verbal.
¿La empresa cuenta manual de procedimientos para
el manejo de residuos?
La empresa no ha documentado
dentro de sus procesos y subproceso
el manejo de residuos.
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

70
Tabla 33
Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos (parte diez)
Interrogantes Respuestas
Riesgo detectado C NC N/Ap
¿Con que frecuencia se realiza la expulsión de los
residuos?
La expulsión de los residuos se las
realiza conformen se generen.
¿La empresa clasifica los residuos generados?
Condiciones Higiénicos Sanitarias - Selección de
Proveedores
¿La empresa posee políticas para selección de
proveedores?
La empresa ha establecido políticas
para las selecciones de proveedores.
Además, el Gerente General es
quien autoriza la compra de acuerdo
a las proformas de los proveedores.
¿La empresa cuenta con manual de procedimientos
para selección de proveedores
La empresa posee procedimientos
para la selección de proveedores.
¿La empresa aplica formatos para selección y
evaluación?
La empresa realiza este tipo de
evaluación-
¿La empresa tiene identificado los tipos de
proveedores?
Nota. Cuestionario de cumplimiento de buenas prácticas de manufactura de alimentos.

71
3.5.2.5. Informe.
Informe Ejecutivo
Fecha: 30 de junio del 2018
Asunto: Análisis del contexto empresarial
Responsables: Tonzo Bermúdez Daniel Guillermo
Carvajal Mora Cristhian Eduardo
Periodo de revisión. El análisis del contexto empresarial de la empresa F&F Food
Service, se lo ejecuto con el propósito de identificar los procesos agregadores de valor que
requieren la reingeniería en sus actividades en base a los criterios para a las buenas prácticas
de manufactura de alimentos (BPM), para mantener la mejora continua y ser más competitiva
en el mercado actual.
Objetivos.
• Analizar el contexto empresarial actual de la empresa F&S Food Service.
• Identificar los procesos agregadores de valor
• Verificar el cumplimiento de las buenas prácticas de manufactura
• Determinar los eventos de riesgos implícito en el proceso productivo
Alcance. El análisis del contexto empresarial se lo aplico exclusivamente en los
procesos agregadores de valor de la empresa.
Metodología. Para el presente análisis se empleó los métodos de diagrama de flujo y
de cuestionario.
Síntesis. Los hallazgos obtenidos de acuerdo a las pruebas aplicadas se presentan a
continuación:

72
Tabla 34
Matriz de riesgos detectados y sus efectos en el proceso productivo de la empresa F&S Food
Service.
PT-5
N. Eventos de riesgos Factores Consecuencia Nivel de Riesgo Referencia de Acciones
Correctivas
1
Carencia de
procedimientos
para el control de
la materia prima.
Procesos
Ingreso de materia prima
en condiciones no
conforme para el proceso
de producción.
Perdidas de recursos.
Alto AC-1
2
La empresa no
cuenta con
procedimientos
documentados
para devolución
de materia prima
Procesos
Recurrencia de eventos
relacionado a la no
conformidad de los
productos.
Alto AC-1
3
Fallas en el proceso
de almacenamiento
de alimentos
cocinados de los de
estado natural para
evitar la
contaminación de
los mismo, por la
ausencia de
procedimientos
documentados.
Procesos
Contaminación cruzada
de los alimentos
cocinados.
Alto AC-1
4
La empresa no
cuenta con
procedimientos
documentados
sobre cocción de
los alimentos.
Procesos
Fallas en la preparación
de alimentos, que ponen
en peligro la inocuidad
del mismo para el
consumo humano.
Alto AC-1
5
La empresa no ha
documentado
dentro de sus
procesos y
subproceso el
manejo de
residuos.
Procesos
Fallas en la eliminación
de los residuos, lo que
ocasionaría la presencia
de plagas que afectaría a
la inocuidad de los
alimentos.
Alto AC-1
6
Carencia de un área
en específico para
la recepción y
protección de la
materia prima,
productos semi-
procesados,
insumos y otros.
Procesos
Riesgo sobre la
contaminación y daño
sobre la materia prima
ocasionado por el sol.
Alto A-2
Nota. Eventos de riesgos detectados a través de los métodos de diagrama de flujo y de
cuestionarios aplicado en los procesos agregadores de valor.

73
Tabla 34
Matriz de riesgos detectados y sus efectos en el proceso productivo de la empresa F&S Food
Service (parte dos)
PT-5
N. Eventos de riesgos Factores Consecuencia Nivel de Riesgo Referencia de Acciones
Correctivas
7
Presencias de cajas
de producto semi –
procesado, entre
otros materiales
para adecuación en
los pasillos.
Procesos
Riesgo sobre la
contaminación las
materia prima y
alimentos preparados
Alto A-2
8
Las ventanas del
área administrativa,
no cuenta con
protección para el
ingreso de roedores
e insectos, polvos y
plagas.
Procesos
Riesgo de ingreso de
plagas que afecten a la
inocuidad de los
alimentos
Alto A-2
9
Carencia de
requisitos para la
verificación de la
conformidad de los
productos
adquiridos por parte
del proveedor
Procesos
Ingreso de producto no
conforme para el proceso
de producción.
Alto AC-3
10
Carencia sobre
registro sobre la
devolución de
materia prima.
Procesos
Recurrencia de eventos
relacionado a la no
conformidad de los
productos.
Alto AC-4
11
Carencia de
registros sobre la
temperatura y
humedad en el área
de producción
Procesos
Fallas en el control de la
temperatura,
principalmente en el área
de almacenamiento, lo
cual puede afectar a la
integridad del estado de
las materias primas.
Alto AC-4
12
El personal de
producción, no
recibe
capacitación
sobre
manipulación de
alimentos.
Proceso
Fallas en el cumplimiento
de las Buenas Prácticas
de Manufactura
Alimentaria
Alto AC-5
13
Se observa que la
empresa no
mantiene registro
de capacitación
de sus
funcionarios.
Proceso
Fallas en el cumplimiento
de las Buenas Prácticas
de Manufactura
Alimentaria.
Alto AC-5
Nota. Eventos de riesgos detectados a través de los métodos de diagrama de flujo y de
cuestionarios aplicado en los procesos agregadores de valor.

74
Tabla 34
Matriz de riesgos detectados y sus efectos en el proceso productivo de la empresa F&S Food
Service (parte tres)
PT-5
N. Eventos de riesgos Factores Consecuencia Nivel de Riesgo Referencia de Acciones
Correctivas
14
Actualmente la
empresa no
cuenta con un
plan de
capacitación para
el personal que
manipula
alimentos en
cualquieras de las
etapas.
Proceso
Fallas en el cumplimiento
de las Buenas Prácticas
de Manufactura
Alimentaria
Alto AC-5
16
Carencia de un
dispositivo que
regule el ambiente
del área de
almacenamiento de
acuerdo al tipo de
materia prima,
producto semi-
procesado, insumos
y otros.
Procesos
Fallas en el control de la
temperatura,
principalmente en el área
de almacenamiento, lo
cual puede afectar a la
integridad del estado de
las materias primas.
Alto A-6
Nota. Eventos de riesgos detectados a través de los métodos de diagrama de flujo y de
cuestionarios aplicado en los procesos agregadores de valor.
Conclusión General
En conclusión, se denota la necesidad de aplicar la reingeniería de procesos
principalmente en las actividades realizadas en la recepción, almacenamiento, cortado,
cocción y servido de las materias primas en estado natural y preparados, mediante los
criterios de las Buenas Practicas de Manufacturas con el propósito de asegurar la inocuidad
de los alimentos y que la empresa sea más competitiva en el mercado, resguardando su
reputación y protegiendo los recursos de la entidad.

Capítulo 4
Propuesta
4.1. Justificación de la propuesta
La propuesta sobre la reingeniería de los procesos agregadores de valor en donde se
manipulan la materia prima en la empresa F&S Food Service para el cumplimiento de las
bunas prácticas de manufactura, se fundamentan en los hallazgos de eventos de riesgos
detectados a través de diversas pruebas que han influido en la inocuidad de los alimentos. De
manera que, para entidad se vuelve imperioso el contar con procedimientos adecuados que les
permitan ser más competitiva en el mercado actual.
4.2. Objetivo de la propuesta
4.2.1. Objetivo general.
Diseñar nuevos procedimientos que agreguen valor a las áreas donde se manipulan las
materias primas para la elaboración de alimentos en la empresa F&S Food Service en base a
los criterios de las Buenas Prácticas de Manufactura.
4.2.2. Objetivos Específicos.
• Diseñar acciones correctivas para abordar las brechas por el incumplimiento de las
Buenas Prácticas de Manufacturas.
• Restructurar los procesos relacionado a la manipulación de la materia prima en base a
las Buenas Prácticas de Manufacturas.
• Establecer políticas de control interno para la inocuidad de la materia prima en los
procesos del ciclo de producción en base a las Buenas Prácticas de Manufacturas.
• Determinar requisitos para la inocuidad de la materia prima en los procesos del ciclo
de producción en base a las Buenas Prácticas de Manufacturas.

76
4.3. Propuesta a sugerir
La propuesta presentada a continuación sobre la reingeniería de procesos permitirá la
mejora sobre los procesos agregadores de valor donde se manipulan la materia prima en todas
sus fases para el cumplimiento de las buenas prácticas de manufacturas, de manera que,
permitan mantener la inocuidad de los alimentos para el consumo humano, tales como:
4.3.1. Diseño de acciones correctivas para el cumplimiento de las buenas
prácticas de manufactura alimentaria
A través del diseño de acciones correctivas basadas en los principios de las Buenas
Prácticas de Manufactura, permitirá la mitigación de los riesgos con nivel de severidad alta
que comprometen la inocuidad de las materias primas, detectadas en los procesos
agregadores de valor de F&S Food Service.
Tabla 35
Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de manufactura
alimentaria
No. Descripción del Riesgo Acciones Correctivas Responsable Prioridad
1 Carencia de procedimientos para el
control de la materia prima.
Restructurar, documentar y
sociabilizar los proceso para la
recepción de materia prima, que
permita controlar la conformidad
de los productos receptados por
parte del proveedor.
Gerencia / Jefe
de Bodega / Jefe
de Cocina
Alta
2
La empresa no cuenta con
procedimientos documentados para
devolución de materia prima
Restructurar, documentar y
sociabilizar los proceso para la
devolución de materia prima no
conforme que afecte a la
inocuidad de los alimentos
preparados.
Gerencia / Jefe
de Bodega / Jefe
de Cocina
Alta
3
Fallas en el proceso de
almacenamiento de alimentos
cocinados y de los de estado
natural que ocasiona la
contaminación cruzada de los
mismos, por la ausencia de
procedimientos documentados y
sociabilizados.
Restructurar, documentar y
sociabilizar los proceso para el
almacenamiento de materia prima
y de alimentos cocinados, con el
propósito de prevenir la
contaminación cruzada.
Gerencia / Jefe
de Bodega / Jefe
de Cocina
Alta
Nota. Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de
manufactura alimentaria en la empresa F&S Food Service.

77
Tabla 35
Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de manufactura
alimentaria (parte dos)
No. Descripción del Riesgo Acciones Correctivas Responsable Prioridad
4
La empresa no cuenta con
procedimientos documentados
sobre cocción de los alimentos.
Restructurar, documentar y
sociabilizar los proceso para
cocción de las materias primas
que permita cumplir con los
requisitos de las buenas
prácticas de manufacturas.
Gerencia / Jefe
de Bodega / Jefe
de Cocina/ Chef
Alta
5
La empresa no ha documentado
dentro de sus procesos y
subproceso el manejo de
residuos.
Restructurar, documentar y
sociabilizar las actividades de
manejo de residuos dentro del
proceso de elaboración de
alimentos.
Gerencia / Jefe
de Cocina /
Chef
Alta
6
Carencia de un área en
específico para la recepción y
protección de la materia prima,
productos semi-procesados,
insumos y otros.
Establecer como parte de las
políticas de control interno, el
designar un área en específico
para la recepción del inventario.
Gerencia / Jefe
de Bodega Alta
7
Presencias de cajas de producto
semi – procesado, entre otros
materiales para adecuación en
los pasillos.
Establecer como política de
control interno, el mantener los
pasillos de la empresa libre de
cajas y otros materiales que
afecten a la inocuidad del
alimento.
Gerencia Alta
8
Las ventanas del área
administrativa, no cuenta con
protección para el ingreso de
roedores e insectos, polvos y
plagas.
Establecer como política de
control interno, el colocar
protección en las ventanas del
área administrativas para evitar
el ingreso de plagas de todo
tipo.
Gerencia Alta
9
Carencia de requisitos para la
verificación de la conformidad
de los productos adquiridos por
parte del proveedor
Establecer requisitos para la
verificación de la conformidad
de las materias primas.
Gerencia / Jefe
de Bodega / Jefe
de Cocina
Alta
10 Carencia sobre registro sobre la
devolución de materia prima.
Establecer formatos para
documentar y controlar los
registros por devolución de
materia prima.
Jefe de Bodega Alta
Nota. Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de
manufactura alimentaria en la empresa F&S Food Service.

78
Tabla 35
Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de manufactura
alimentaria (parte tres)
No. Descripción del Riesgo Acciones Correctivas Responsable Prioridad
11
Carencia de registros sobre la
temperatura y humedad en el
área de producción
Establecer formatos para
documentar y controlar los
registros sobre la temperatura y
humedad del área de
producción.
Jefe de Bodega Alta
12
El personal de producción, no
recibe capacitación sobre
manipulación de alimentos.
Establecer como parte de las
políticas internas el capacitar al
personal encargado de la
manipulación de las materias
primas en temas relacionados a
las buenas prácticas de
manufactura.
Gerencia, Jefe
de bodega, Jefe
de Cocina
Alta
13
Se observa que la empresa no
mantiene registro de
capacitación de sus
funcionarios.
Mantener un registro sobre las
capacitaciones realizadas y
evaluaciones sobre la misma
aplicadas al personal.
Gerencia Alta
14
Actualmente la empresa no
cuenta con un plan de
capacitación para el personal
que manipula alimentos en
cualquieras de las etapas.
Incorporar cronograma de
capacitación anual sobre Buenas
Prácticas de Manufactura.
Gerencia Alta
15
Carencia de un dispositivo que
regule el ambiente del área de
almacenamiento de acuerdo al
tipo de materia prima, producto
semi-procesado, insumos y
otros.
Adquirir un medidor de
ambiente principalmente para el
área de almacenamiento y
producción, que este acreditado
por un centro especializado en
calibración autorizado por la
SAE (Servicio de Acreditación
Ecuatoriana)
Gerencia Alta
Nota. Diseño de acciones correctivas para el cumplimiento de las buenas prácticas de
manufactura alimentaria en la empresa F&S Food Service.

79
4.3.2. Restructuración de los Procesos Relacionado a la manipulación de la Materia Prima
Se proponer los siguientes procesos restructurados en base a las Buenas Prácticas de Manufactura, la cual, a través de su incorporación
permitirá proveer de lineamientos que faculten las actividades desempeñadas por el personal que conforma la empresa F&S Food Service, para
mantener la inocuidad de los alimentos.
Recepción de
Materia PrimaAlmacenamiento Elaborado
Platos Calientes
Lavado, Pelado
Cortado
Cocción
Servido
Platos Fríos
Lavado,
Desinfectado
Compra de
Materia PrimaLogística
Pro
veed
or
Req
uisi
tos
Cli
ente
Sas
tifa
cció
n
Revisión de la
conformidad
SiNo
Si
No
Revisión de la
conformidad
Cumple
Cumple
Figura 16. Restructuración de los Procesos Relacionado a la manipulación de la Materia Prima.

80
Restructuración del Proceso de Recepción de Materia Prima basado en BPM
Actividades Descripción Requisito Responsables
Receptar las materias
primas de parte del
proveedor.
Comprobar la apariencia, color,
fecha de caducidad, olor, sabor,
textura, , temperatura, y estado
del empaque.
Para pescados y mariscos deben
ser transportada en hieleras.
Requisitos para materia prima
Formato MP-BPM-01.Jefe de Bodega / Jefe de Cocina
Comprobar el
cumplimiento de los
requisitos de las
materias primas.
Políticas de control interno.
Colocar las materias primas
recibidas en recipientes para su
conservación, previo al proceso
de almacenamiento.
Jefe de Bodega / Jefe de Cocina
Compra de Materia
Prima
Procede
Si
No
Proceso de
Almacenamiento
Receptar las materias primas de
parte de proveedor, verificando
las cantidades solicitadas de
acuerdo al requerimiento de
compras versus lo físico y la
factura.
Políticas de control interno. Jefe de Bodega
Colocar las materias
primas en recipientes
para conservación.
A
Pasar al proceso de devolución de
materia prima.Jefe de Bodega
Figura 17. Restructuración del proceso relacionado a la recepción de materia prima.

81
Restructuración del Proceso de Devolución de Materia Prima basado en BPM
Actividades Descripción Requisito Responsables
Confirmar la caducidad
y condiciones fisicas
de los productos
enlatados.
Confirmar que las frutas,
hortalizas y tubérculos no
presenten daños por golpes;
picaduras de insectos, aves,
roedores; parásitos; hongos;
cualquier sustancia extraña o
indicios de fermentación o
putrefacción.
Requisitos para materia prima
Formato MP-BPM-01.Jefe de Cocina
Confirmar el estados
de las frutas, hortalizas
y tubérculos.
Devolver de manera inmediata al
proveedor toda aquella materia
prima no conforme que incumpla
los criterios antes señalados.
Jefe de Bodega
Procede con la
devolución
No
Fin del Proceso
Confirmar que los envases de los
productos enlatados no estén
deteriorados por roturas, oxides,
abombados, entre otros.
Requisitos para materia prima
Formato MP-BPM-01.Jefe de Cocina
Enviar memorándum al
proveedor sobre las
materias primas en
condiciones no
conformes.
Requisitos para materia prima
Formato MP-BPM-01.
Confirmar que los pescados y
mariscos no presenten signos
evidentes de descomposición y
putrefacción; olores raros de
sustancias químicas (pesticidas,
detergentes, combustibles, entre
otras similares) o excrementos.
Jefe de Cocina
Recepción de
Materia Prima
A
Confirmar el estados
de los pescados y
mariscos.
Elaborar y enviar
memorándum para devolución
de materias primas no
conforme al proveedor con
copia al Gerente General para
su conocimiento.
Jefe de Bodega
Si
Almacenamiento
Figura 18. Restructuración del proceso relacionado a la devolución de materia prima.
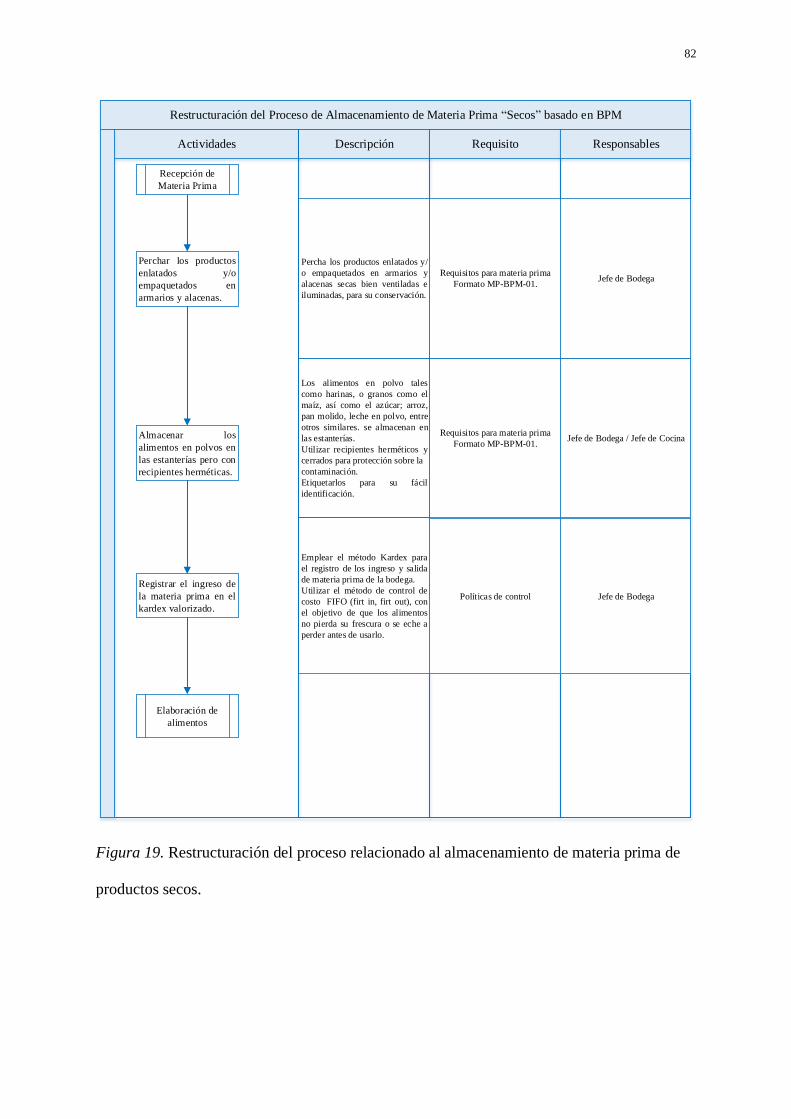
82
Restructuración del Proceso de Almacenamiento de Materia Prima Secos basado en BPM
Actividades Descripción Requisito Responsables
Perchar los productos
enlatados y/o
empaquetados en
armarios y alacenas.
Los alimentos en polvo tales
como harinas, o granos como el
maíz, así como el azúcar; arroz,
pan molido, leche en polvo, entre
otros similares. se almacenan en
las estanterías.
Utilizar recipientes herméticos y
cerrados para protección sobre la
contaminación.
Etiquetarlos para su fácil
identificación.
Requisitos para materia prima
Formato MP-BPM-01.Jefe de Bodega / Jefe de CocinaAlmacenar los
alimentos en polvos en
las estanterías pero con
recipientes herméticas.
Recepción de
Materia Prima
Elaboración de
alimentos
Percha los productos enlatados y/
o empaquetados en armarios y
alacenas secas bien ventiladas e
iluminadas, para su conservación.
Requisitos para materia prima
Formato MP-BPM-01.Jefe de Bodega
Políticas de control
Emplear el método Kardex para
el registro de los ingreso y salida
de materia prima de la bodega.
Utilizar el método de control de
costo FIFO (firt in, firt out), con
el objetivo de que los alimentos
no pierda su frescura o se eche a
perder antes de usarlo.
Jefe de Bodega
Registrar el ingreso de
la materia prima en el
kardex valorizado.
Figura 19. Restructuración del proceso relacionado al almacenamiento de materia prima de
productos secos.

83
Restructuración del Proceso de Almacenamiento de Materia Prima Frutos y Hortalizas basado en BPM
Actividades Descripción Requisito Responsables
Retirar las frutas y
hortalizas de su envase
original.
Almacenar las frutas y verduras,
para evitar que se deterioren en
temperaturas de entre 7ºC y 12ºC.
Guardar las verduras de hojas en
la parte media e inferior de la
refrigeradora.
Jefe de Bodega / Jefe de Cocina
Almacenar en
temperaturas entre 7ºC
y 12ºC.
Recepción de
Materia Prima
Elaboración de
alimentos
Retirar las frutas y hortalizas de
su envase original (cajas, jabas,
cartones, etc).
Jefe de Bodega
Políticas de control
Emplear el método Kardex para
el registro de los ingreso y salida
de materia prima de la bodega.
Utilizar el método de control de
costo FIFO (firt in, firt out), con
el objetivo de que los alimentos
no pierda su frescura o se eche a
perder antes de usarlo.
Jefe de Bodega
Controlar el tiempo de
refrigeración de los
alimentos de acuerdo al
grado de madurez.
Controlar el tiempo máximo de
refrigeración de acuerdo por el
grado de madurez de las verduras.
Inspeccionar diariamente su
condición.
Políticas de control Jefe de Bodega / Jefe de Cocina
Registrar el ingreso de
la materia prima en el
kardex valorizado.
Figura 20. Restructuración del proceso relacionado al almacenamiento de materia prima de
frutos y hortalizas.

84
Restructuración del Proceso de Almacenamiento de Materia Prima Pescado y Mariscos basado en BPM
Actividades Descripción Requisito Responsables
Refrigerar los pescados y
mariscos por su susceptibilidad a
la descomposición, entre 0ºC y
5ºC de temperatura, la cual,
impedirá la reproducción y
formación de toxinas; además de
retardarse la descomposición.
Jefe de Bodega / Jefe de Cocina
Almacenar en
depósitos plásticos con
tapas.
Recepción de
Materia Prima
Elaboración de
alimentos
Almacenar en depósitos plásticos
reservados para pescados y
mariscos, con tapa para
protección de la contaminación
cruzada y olores ajenos al
producto.
Jefe de Bodega
Controlar el tiempo de
refrigeración no mayor
a siete días.
El tiempo máximo que el marisco
es guardado es de 7 días.Políticas de control Jefe de Bodega / Jefe de Cocina
Refrigerar los pescados
y mariscos entre 0ºC y
5ºC,
Figura 21. Restructuración del proceso relacionado al almacenamiento de materia prima de
pescado y marisco.

85
Restructuración del Proceso de Revisión de Conformidad de la Materia Prima Almacenada basado en BPM
Actividades Descripción Requisito Responsables
Revisar la conformidad
de la materia prima
almacenada.Jefe de Cocina / Jefe de Bodega
Si, no pasa la revisión, se debe
elaborar un acta para baja de
materia prima por deterioro,
informar a la gerencia para su
aprobación y proceder con el
desecho del mismo.
Jefe de Bodega
Pasa revisión
No
Revisar periódicamente que la
materia prima almacenada
cumplan con los requisitos de
conformidad, tales como:
Textura, olor, peso, condición,
fecha de caducidad, entre otras.
Formato MP-BPM-01
Realizar un acta para
baja de materia prima.
Si, la materia prima pasa la
revisión de conformidad se
mantiene almacenada hasta que
sea seleccionada para el proceso
de elaboración de alimentos.
Jefe de Bodega
Almacenamiento
Si
Almacenamiento
Enviar a la gerencia el
acta para la respectiva
aprobación.
Desechar materia
prima no conforme.
Fin
Desechar la materia prima no
conforme en los tachos
designados de acuerdo a su tipo.
• Materia prima Orgánico;
• Materia prima no Orgánico;
• Latas; y
• Plásticos.
Jefe de Bodega
Figura 22. Restructuración del proceso relacionado a la revisión de la conformidad de la
materia prima almacenada.

86
Restructuración del Proceso de Elaboración de Alimentos Lavado basado en BPM
Actividades Descripción Requisito Responsables
Lavar todos los
alimentos con agua
potable.
Utilizar 10 gotas de cloro por
cada litro de agua.
Mezclar bien y luego se le
agrega a las verduras deshojadas,
previo lavado con chorros de
agua potable.
Requisitos para concentración de
cloro: Formato MP-BPM-02Asistente de Cocina
Utilizar 10 gotas de
cloros por cada litro de
agua para desinfección
de las frutas y verduras
Proceso de
Almacenamiento
A
Lavar los vegetales, incluyendo
ajos y cebollas cuidadosamente.
Emplear agua potable y esponja
para eliminación de tierra y
mugre visibles.
Asistente de Cocina
Enjuagar con
abundante agua
potable.
Deja reposar en el agua clorada
por 15 minutos como mínimo.
Tapar el contenedor para
protegerlas de cualquier
contaminación.
Asistente de CocinaDejar clorar por 15
minutos.
Enjuagar posteriormente con
agua potableAsistente de Cocina
Figura 23. Restructuración del subproceso de lavado, relacionado a la elaboración de
alimentos.

87
Restructuración del Proceso de Elaboración de Alimentos Pelado y Cortado basado en BPM
Actividades Descripción Requisito Responsables
Emplear utensilios
exclusivo para esta
actividad.
Lavar cuidadosamente el sitio de
trabajo, y principalmente luego de
limpiar los pescados y mariscos
para evitar la contaminación
cruzada.
Requisito para Tablas de Picar
Formato MP-BPM-03Asistente de Cocina
Lavar cuidadosamente
el sitio de trabajo luego
del pelado y picado.
B
Emplean utensilios (cuchillo,
tabla de picar, entre otros.)
exclusivos para esta actividad,
con el propósito de evitar la
contaminación cruzada.
Requisito para Tablas de Picar
Formato MP-BPM-03Asistente de Cocina
Lavar los alimentos
manipulados.
Desechar inmediatamente los
restos, pieles, entre otros residuos
dentro de recipientes herméticos
(basureros con tapa).
Asistente de Cocina
Desechar dentro de
recipientes herméticos
los residuos.
A
Posterior a la actividad anterior
los alimentos manipulados deben
ser lavados.
Asistente de Cocina
Figura 24. Restructuración del subproceso de cortado y pelado, relacionado a la elaboración
de alimentos.

88
Restructuración del Proceso de Elaboración de Alimentos Descongelado y Cocinado basado en BPM
Actividades Descripción Requisito Responsables
Descongelar las
proteínas previo a la
cocción.
Lavar los utensilios tales como
ollas, sartenes o pailas previo a la
colocación al fuego.
Asistente de Cocina
Lavar los utensilios
para cocción previo a
colocarlo a fuego.
C
Descongelar las proteínas previas
a la cocción.
Pasar los alimentos del
congelador a refrigeración y
posterior a cámara ambiental.
Requisito para Tablas de Picar
Formato MP-BPM-03Asistente de Cocina
Otorgar el tiempo
apropiado de cocción
de acuerdo al tipo de
alimento.
Evitar que durante el proceso de
cocción el personal de cocina
coma y bebe algún tipo de
alimento.
Jefe de Cocina
Evitar durante el
proceso de cocción la
ingestión de alimentos
de todo tipo.
B
Requisitos para tiempo de
cocción
Formato MP-BPM-04.
Otorgar el tiempos apropiado de
cocción de acuerdo al tipo de
alimento y grosor del mismo.
Chef
Figura 25. Restructuración del subproceso de descongelado y cocinado, relacionado a la
elaboración de alimentos.

89
Restructuración del Proceso de Elaboración de Alimentos Enfriamiento y Conservación basado en BPM
Actividades Descripción Requisito Responsables
Renovar los utensilios
para freír cuando se
observen cambios de
olor, sabor, o color.
Evitar la reutiliza el aceite que
haya quedado del día anterior.Jefe de Cocina
Evitar la reutilización
de aceites.
Renovar los utensilios en el caso
de frituras, la grasa y aceites que
se usan para freír, cuando se
observe evidencia de cambio de
color, sabor u olor dentro del
mismo día de producción.
Asistente de Cocina
Emplear utensilios por
única vez, cuando se
requiera la degustación
de la sazón de la
preparación.
Mantener cuidadosamente
tapados los alimentos mientras se
cocina, de manera que, se evite la
caída de algún material extraño.
Chef
Mantener
cuidadosamente tapado
los alimentos mientras
se cocina.
C
Emplear utensilios que no se van
a volver utilizar nuevamente sin
el respectivo lavado, para probar
la sazón de las preparaciones
directamente de la olla o fuentes
principales, con el fin de evitar la
contaminación.
Chef
Preparar salsas y
aderezos diariamente.
Enfriar los alimentos
preparados, al fin de
prevenir la
contaminación cruzada.
D
Colocar los alimentos
preparados en
recipientes poco
profundos.
Preparar las salsas y aderezos
diariamente.
Preparar 30 min antes del
despacho a los diferentes puntos
de servicio.
Chef
Enfriar los alimentos elaborados
para prevenir su contaminación,
luego de su preparación.
Asistente de Cocina
Colocar en recipientes poco
profundos los alimentos
preparados y se agita
constantemente con una cuchara
desinfectada.
Asistente de Cocina
Figura 26. Restructuración del subproceso de enfriamiento y conservación, relacionado a la
elaboración de alimentos.

90
Restructuración del Proceso de Elaboración de Alimentos Mezclado basado en BPM
Actividades Descripción Requisito Responsables
Guardar los alimentos
que no requiere
cocción en recipientes
limpios y tapados.
Asignar a cada condimento un
cubierto exclusivo para su uso, y
por ningún motivo se emplea éste
para la mezcla.
Jefe de Cocina
Asignar a cada
condimento un cubierto
exclusivo para su uso.
Guardar los alimentos que se
consumen sin cocción previa
como cebiche, tiradito, entre otros
en recipientes limpios y tapados,
para evitar la contaminación de
agentes externos.
Asistente de Cocina
Evitar la utilización de las manos
para agregar condimentos, sino
una cuchara u otro utensilio, que
luego no se volverá a introducir
en el recipiente.
Chef
Evitar la utilización de
las manos para agregar
condimentos, sino una
cuchara u otro
utensilios.
D
Servido
Figura 27. Restructuración del subproceso de mezclado, relacionado a la elaboración de
alimentos.

91
Restructuración del Proceso de Revisión de Conformidad del Producto Elaborado basado en BPM
Actividades Descripción Requisito Responsables
Revisar la conformidad
del producto elaborado. Chef
Si, pasa la revisión, comunicar la
conformidad de los productos
para que los asistentes de cocina
procedan con el proceso de
servido.
Chef
Pasa revisión
Si
Subproceso de
Servido
Revisar que los alimentos
elaborados, cumplan con los
requisitos del clientes.
Denotando la conformidad del
sabor, textura, olor y condición.
Comunicar la
conformidad del
producto para el
respectivo envasado
En caso de no pasar la revisión,
informar los resultados al Jefe de
Cocina, para volver a proceder
con el proceso de elaboración de
alimentos
Chef
Subproceso
Elaboración de
Alimentos
No
Subproceso
Elaboración de
Alimentos
Figura 28. Restructuración del subproceso de Revisión de Conformidad del Producto
Elaborado.

92
Restructuración del Proceso de Servido basado en BPM
Actividades Descripción Requisito Responsables
Servir los alimentos
bajo riguroso control
de higiene personal.
Emplear en el servido utensilios
exclusivos para esta actividad,
previo lavado y desinfectado.
En el caso de que éstos se caigan
al suelo, no se usan nuevamente
hasta que hayan sido lavados y
desinfectados.
Asistente de CocinaEmplear utensilios
exclusivos para esta
actividad.
Servir los alimentos bajo
riguroso control de higiene
personal, en especial las manos
(uñas cortas y limpias).
Eludir los malos hábitos de
higiene.
Asistente de Cocina
Dejar un borde en el plato que
permita tomarlo sin tocar el
alimento.
Por ningún motivo se servirán los
alimentos directamente con las
manos.
Asistente de Cocina
Dejar un borde en el
plato que permita
tomarlo sin
comprometer los
alimentos.
Subproceso de
Revisión de la
Conformidad del
Producto
Elaborado
Fin
Mantener los alimentos
no servidos en
refrigeración o
mantenerlos calientes
mediante baño maría.
Mantener los alimentos
preparados no servidos en
refrigeración o mantenerse
calientes mediante baño María o
de mesas calientes, en
temperatura por encima de los
63ºC.
Asistente de Cocina
Evitar el uso de la
mano para decorar un
plato.
Coger los vasos por la
bases, los platos por los
bordes, las tasa por las
asas y los cubiertos por
los mangos.
Evitar el uso de las s manos para
decorar un plato.Chef
Coger los vasos por la bases,
los platos por los bordes, las
tasa por las asas y los
cubiertos por los mangos.
Asistente de Cocina
Figura 29. Restructuración del proceso de servido de alimentos.

93
4.3.3. Propuesta de políticas de control interno para la inocuidad de la materia
prima en los procesos del ciclo de producción en base a las Buenas
Practicas de Manufacturas
Tabla 36
Propuesta de políticas de control interno para el ciclo de producción
Proceso y/o
Subproceso Políticas de Control Interno Responsable
Frecuencia de
aplicación
Recepción de
materia prima
Recepción de materia prima en la mañana
para evitar la pronta descomposición de los
alimentos por el calor.
Jefe de Bodega Cuando se
requiera
Colocar las materias primas en recipientes
para su conservación.
Jefe de Bodega /
Jefe de Cocina
Cuando se
requiera
Los envases de alimentos enlatados
deteriorados (rotos, oxidados, abombados,
entre otros), deben ser rechazados
inmediatamente.
Jefe de Bodega Cuando se
requiera
Verificar la fecha de caducidad de los
alimentos enlatados.
Jefe de Bodega /
Jefe de Cocina
Cuando se
requiera
Para transporte de mariscos utilizar hielera
cubierto de hielo para conservación del
producto
Jefe de Bodega Cuando se
requiera
Elaborar y enviar memorándum para
devolución de materias primas no conforme
al proveedor con copia al Gerente General
para su conocimiento.
Jefe de Bodega Cuando se
requiera
Almacenamiento
Emplear el método Kardex para el registro
de los ingresos y salidas de materia prima de
la bodega.
Jefe de Bodega Cuando se
requiera
Inspeccionar diariamente las condiciones de
las materias primas, principalmente los
frutos y hortalizas.
Jefe de Cocina Diariamente
Utilizar el método de control de costo FIFO
(firt in, firt out), con el objetivo de que los
alimentos no pierdan su frescura o se eche a
perder antes de usarlo.
Jefe de Bodega Cuando se
requiera
Nota. Propuesta de políticas de control interno para el ciclo de producción.

94
Tabla 36
Propuesta de políticas de control interno para el ciclo de producción (parte dos)
Proceso Políticas de Control Responsable Frecuencia del
Control
Almacenamiento
Colocar los alimentos crudos en la parte baja
el refrigerador Jefe de Cocina
Cuando se
requiera
Colocar Los alimentos preparados o que no
necesiten cocción (filetes para cebiche,
tiradito, entre otros.), en la parte superior,
para prevenir que los alimentos crudos se
escurran y contaminen los alimentos
cocidos.
Jefe de Cocina Cuando se
requiera
No conservar grandes cantidades de
alimentos, pues esto eleva la temperatura del
refrigerador y pone en riesgo el resto de los
alimentos.
Jefe de Cocina Cuando se
requiera
Cubrir todos los productos antes de
guardarlo en congelador, refrigerador o
cámara ambiental
Jefe de Cocina Cuando se
requiera
Pelado y Cortado
No emplear los mismos utensilios para
cortar alimentos crudos y luego los cocidos,
ni vegetales con proteínas ya que estos
últimos se contaminarían con los
microorganismos provenientes de aquellos.
Asistentes de Cocina Diariamente
Separar los utensilios por áreas de trabajo
según la materia prima. Asistentes de Cocina Diariamente
Servido
Evitar el uso de utensilios que se caigan al
suelo, sin el respectivo lavado y
desinfectado.
Chef Diariamente
Evitar la incorporación de alimentos
preparados el día anterior en nuevos
alimentos.
Chef Diariamente
Evitar servir alimentos directamente con las
manos. Chef Diariamente
Evitar la que el personal que sirve los
alimentos manipule dinero. Asistentes de Cocina Diariamente
Nota. Propuesta de políticas de control interno para el ciclo de producción.

95
4.3.3.1. Políticas de buenas prácticas de manufacturas establecida por la gerencia
de F&S Food Service.
Tabla 37
Detalle de las políticas de buenas prácticas de manufacturas establecida por la gerencia de
F&S Food Service.
Políticas Internas Descripción Responsable Frecuencia de
aplicación
Políticas de
Seguridad de la
cocina
• Utilizar sacos cerrados de tela a prueba de fuego.
• Revisar el interior del horno antes de encenderlo.
• No dejar que el mango o las asas de los
recipientes de cocción sobresalgan al exterior de
la hornilla de la cocina o estén orientados a un
punto de calor, ya que, si por un descuido una
persona toca el mango o el asa, puede provocar
un accidente.
• Deben salpicarse de harina las tapas, mangos o
asas de los recipientes calientes que salgan del
horno.
• Las personas que preparan los alimentos no
deben desplazarse con el cuchillo en la mano.
Pero si necesitaran hacerlo, deben moverse sin
apuro y orientando siempre hacia el suelo las
puntas del cuchillo.
• Los cuchillos deben guardarse todos en el mismo
sentido. No se deben poner sobre trapos cerca de
la tabla de cortar. En caso de préstamo, deben ser
devueltos por el mango.
• Antes de salir de la cocina, es preciso asegurarse
de que todos los fuegos estén apagados y las
llaves cerradas.
Todo el
personal que
conforma el
área de
producción
Cuando se
requiera
Nota. Políticas de buenas prácticas de manufactura de F&S Food Service.

96
Tabla 37
Detalle de las políticas de buenas prácticas de manufacturas establecida por la gerencia de
F&S Food Service (parte dos).
Políticas Internas Descripción Responsable Frecuencia
de aplicación
Políticas de
Higiene personal
Malos hábitos
Quedan totalmente prohibidas las siguientes acciones
durante el proceso de preparación de los alimentos:
• Rascarse la cabeza u otras partes del cuerpo.
• Introducir los dedos en las orejas, nariz y boca.
• Arreglarse el cabello, jalarse los bigotes.
• Tocarse los granos y exprimir espinillas.
• Escupir, comer, fumar, mascar o beber en el
área de cocina.
• Toser y estornudar directamente sobre los
alimentos.
• Apoyarse sobre paredes, equipos y productos.
• Colocarse mondadientes o fósforos en la boca.
• Laborar bajo el efecto de algún estimulante o en
estado etílico.
• Tocarse o secarse el sudor de la frente con las
manos.
• Tocarse o secarse el sudor de la frente con las
manos, limpiarse la cara con éstas o con los
brazos; secarse las manos o brazos en el
uniforme o con secadores de uso exclusivo para
las vajillas y utensilios.
Todo el
personal que
conforma el área
de producción
Cuando se
requiera
Prácticas higiénicas
Es totalmente obligatorio lo siguiente:
• El personal masculino debe lucir cabello y
patillas cortos, barba rasurada.
• El personal femenino debe llevar el cabello bien
sujetado durante las horas de labores.
• No se deben llevar las uñas pintadas durante las
horas de trabajo.
Nota. Políticas de buenas prácticas de manufactura de F&S Food Service.

97
Tabla 37
Detalle de las políticas de buenas prácticas de manufacturas establecida por la gerencia de
F&S Food Service (parte tres).
Políticas Internas Descripción Responsable Frecuencia
de aplicación
Políticas de
Higiene personal
Prácticas higiénicas (continuación)
• No usar adornos en las manos, como relojes,
anillos, etc.
• No portar lápices, cigarrillos u otros objetos
detrás de las orejas.
• Conservar limpios los servicios higiénicos del
personal y los vestuarios.
• Jalar la palanca del inodoro y urinario después
de haberlos utilizado.
• No llevar puesto el uniforme de trabajo fuera del
restaurante.
• Mantener y conservar los uniformes en
adecuadas condiciones.
• No portar lapiceros u otros objetos en los
bolsillos superiores del uniforme.
• Colocar los desperdicios, material de desecho,
bolsas desechables, papeles, etc., únicamente en
los depósitos de basura. No dejarlos en
cualquier lugar.
• No dejar ropas u otras pertenencias personales
en la cocina, almacén, salón o dentro de muebles
no destinados para este propósito
• No se deben guardar alimentos en los casilleros
o áreas destinadas para guardar la ropa
Todo el
personal que
conforma el área
de producción
Cuando se
requiera
Nota. Políticas de buenas prácticas de manufactura de F&S Food Service.

98
Tabla 37
Detalle de las políticas de buenas prácticas de manufacturas establecida por la gerencia de
F&S Food Service (parte cuatro).
Políticas Internas Descripción Responsable Frecuencia
de aplicación
Políticas de
uniforme de
personal
El saco
• El saco debe de estar confeccionado en algodón
no inflamable (50% de algodón, 50% de
poliéster) y permite la absorción de la
transpiración.
• El mismo cruzar cómodamente de manera que
forme un plastón o pechera, para asegurar una
eficaz protección contra el calor y preservar el
pecho de cualquier líquido caliente que pudiera
salpicar.
• Los botones permiten quitarse el saco
rápidamente en caso de quemaduras
El pantalón
• Es de algodón no inflamable (65% algodón y
35% de poliéster)
Redecilla, pañoleta y gorro
• Están destinados a contener los cabellos y
cualquier otra partícula capilar que pueda ser
fuente de contaminación. Cubre toda la
cabellera y al mismo tiempo asegurar una buena
ventilación del cuero cabelludo. Igualmente,
sirven para proteger el cabello del vapor, la
grasa y los olores.
• Las personas que usan el cabello largo deberán
sujetarlo de tal modo que no salga de la redecilla
o gorra
Mandil
• Se utilizará durante todo el proceso de cocción
para evitar que se ensúcienlas chaquetas. Una
vez que se dejan de usar son colgadas en sus
respectivos ganchos.
Todo el
personal que
conforma el área
de producción
Cuando se
requiera
Nota. Políticas de buenas prácticas de manufactura de F&S Food Service.

99
Tabla 37
Detalle de las políticas de buenas prácticas de manufacturas establecida por la gerencia de
F&S Food Service (parte cinco).
Políticas Internas Descripción Responsable Frecuencia
de aplicación
Políticas de
uniforme de
personal
Zapatos
• Son de suela antideslizantes y completamente
cerrados, para garantizar una mejor protección
en caso de quemaduras y caídas de objetos
(cuchillos).
Guantes
• Son utilizados para servir los platos en los
diferentes puntos.
• En caso de presentar el manipulador alguna
herida en la mano, debe ponerse guantes
obligatoriamente.
El uso de guantes no exime al empleado de la
obligación de lavarse las manos cuidadosamente. Todo el
personal que
conforma el área
de producción
Cuando se
requiera
Políticas de uso de
uniforme
Para su correcto uso es indispensable cumplir los
siguientes parámetros:
• Es obligatoria para todo el personal utilizar el
uniforme completo y limpio durante su jornada
laboral, incluyendo fines de semana y feriados.
• Usar el delantal de plástico cuando realiza la
tarea de lavado de planta, pisos, paredes, ollas,
vajilla, lavado y pelado de verduras.
• No usar anillos, cadenas, reloj, aros, durante las
horas laborales pues pueden caer en la
preparación siendo un vehículo de
contaminación y causar en algunos casos, un
accidente de trabajo.
• No portar lápices, cigarrillos u otros objetos
detrás de las orejas.
Nota. Políticas de buenas prácticas de manufactura de F&S Food Service.

100
Tabla 37
Detalle de las políticas de buenas prácticas de manufacturas establecida por la gerencia de
F&S Food Service (parte seis).
Políticas Internas Descripción Responsable Frecuencia de
aplicación
Políticas de uso de
uniforme
• Usar la red para el cabello mientras permanezcan
en la cocina.
• No se puede ingresar, transitar o permanecer con
ropa de calle en la cocina.
• No dejar ropa u otros objetos personales en la
cocina, almacén, oficina, baño etc, no definidos
para este propósito.
Todo el
personal que
conforma el
área de
producción
Cuando se
requiera
En caso de incumplimiento
Se identificará la causa, pudiendo ser:
Justificada: Son consideradas excepciones las
siguientes situaciones:
• Embarazo: la empleada podrá no utilizar los
uniformes a partir del 4° mes.
• Volviéndolos a utilizar inmediatamente
después del término de la incapacidad
Accidente: el colaborador podrá no utilizar los
uniformes si la incapacidad física por accidente le
impide colocárselo
Primera llamada de atención: forma verbal. o
Segunda llamada de atención: vía e mail con copia
a su jefe inmediato superior.
Tercera llamada de atención: memorando con
copia en expediente.
Nota. Políticas de buenas prácticas de manufactura de F&S Food Service.

101
4.3.4. Propuesta de requisitos para la inocuidad de las materias primas en los
procesos del ciclo de producción en base a las Buenas Practicas de
Manufacturas
Logo Requisitos para Recepción de Materia Prima
Formato MP-BPM-
01
Versión:
Fecha:
Alimentos Características Aceptables Características No Aceptables
Pescados
• Ojos prominentes y brillantes;
• Agallas rojas y húmedas;
• Escamas firmemente adheridas;
• Carne firme al tacto; y
• Olor característico (a algas marinas)
• Ojos hundidos opacos;
• Agallas pálidas verdosas o grises;
• Escamas que se desprenden
• Fácilmente;
• Carne blanda que se desprende del espinazo; y
• Olor desagradable.
Moluscos (almejas, conchas de abanico): l
• Las valvas deben estar cerradas; y
• Deben producir un sonido macizo
• cuando se golpea.
Moluscos (almejas, conchas
de abanico):
• Las valvas abiertas;
• Mal olor; y
• Contenido seco.
Cefalópodos (pulpo, calamar, pota): Deben tener piel
suave y húmeda;
• Ojos brillantes;
• Carne firme y elástica
Cefalópodos (pulpo, calamar,
pota):
• Olor repulsivo;
• Coloraciones oscuras (rojizas,
• pardas);
• Ojos opacos y hundidos.
Caracoles:
• Deben estar vivos;
• Llenar completamente la envoltura; y
• Presentar movilidad a la excitación.
Caracoles:
• Olor desagradable,
• Ausencia de respuesta a cualquier
• tipo de acción.
Crustáceos (camarones, langostinos y cangrejos):
• Deben tener carne firme y
• elástica;
• El cangrejo debe presentar rigidez en las patas;
• El camarón debe ser de color verde azulado; y
• La cola debe replegarse bajo el tórax
Crustáceos (camarones y cangrejos):
• Coloración oscura;
• Falta de rigidez en las patas.
Hortaliza • Adecuado estado de madurez;
• Las verduras de hojas no deben haber florecido.
• Atacadas por insectos o larvas;
• Cubiertas de barro u otras materias extrañas en la superficie.
Figura 30. Requisitos para Recepción de Materia Prima.

102
Logo Requisitos para Recepción de Materia Prima
Formato MP-BPM-01
Versión:
Fecha:
Alimentos Características Aceptables Características No Aceptables
Tubérculos
Bulbos y
Raíces • Con coloración homogénea
• Cubiertos de barro o tierra;
• Con presencia de golpes o manchas;
• No deben adquirirse picados
Huevos
• Cáscara limpia en forma natural
(sin lavar);
• Sin rajaduras;
• No olores extraños;
• Clara firme, transparente,
homogénea; y
• Yema firme y entera, sin
pigmentos extraños
• Cáscara rajada, rota o de aspecto anormal.
• Clara muy fluida, con pérdida de consistencia al ser extendida
en un plato.
• Presencia de pigmentos de sangre.
Granos
(menestras, maní cereales)
• Íntegros y limpios
• Presencia de granos deteriorados, picados por insectos o
roedores, rotos, húmedos, hongueados y con residuos de tierra o piedra.
• Olores raros o manchas de aceito kerosene.
Harinas
• Olor característico al cereal
sobre la base del cual se ha elaborado;
• Debe de encontrase en polvo en
su totalidad.
• Olor a rancio o a humedad;
• Presencia de trozos solidificados o apelmazados; y
• Evidencia de insectos (gorgojo, polilla).
Fideos
• Enteros, íntegros, secos, sin
• presencia de insectos; las bolsas
• deben estar intactas.
• Olor a humedad, manchas,
• gorgojos o cuerpo extraños.
Frutas
• Color, olor y textura
• característicos del estado de
• madurez.
• Limpias y sin cuerpos extraños
• adheridos a su superficie
• Con picaduras de insectos, aves y
• roedores.
• Con parásitos, hongos, residuos de
• polvo y barro o cualquier sustancia
• extraña.
• Indicios de fermentación
Elaborado por:
Revisado por:
Aprobado por: Gerente General
Importante: Este documento deberá ser aplicado en la recepción de materia prima con el fin de asegurar la inocuidad de los
alimentos previo al proceso de cocción..
Figura 30. Requisitos para Recepción de Materia Prima (parte dos).

103
Logo Requisitos para Concentración de Cloro
Formato MP-BPM-02
Versión:
Fecha:
Productos y Áreas Concentración Agua (Litro)
Dosis de lejía
que se debe de
usar en ml
Instrumentos
• Verduras y frutas 50ppm 1 1 10 gotas
• Mesas del
comensal
• Mesas y
lavaderos de
acero inoxidable
• Trapos, secadores
y esponjas
60ppm 1 1,15 12 gotas
• Vajillas
• Utensilios
• Vasos
• Tablas de picar
• Superficies con
• mayólicas
• Dispensadores
100ppm 1 2 20 gotas
• Tachos de basura
• Pisos
• Paredes
• Inodoro,
• Urinario
• Lavamanos
200ppm 1 4 40 gotas
Elaborado por:
Revisado por:
Aprobado por: Gerente General
Importante: Este documento deberá ser aplicado en el subproceso de lavado con el fin de asegurar la inocuidad de los
alimentos previo al proceso de cocción..
Figura 31. Requisitos para Concentración de Cloro.

104
Logo Requisitos para Tabla de Picar
Formato MP-BPM-03
Versión:
Fecha:
Colores para Tablas de Picar
Productos y Áreas Colores
• Vegetales y Frutas Verde
• Carnes blanca Amarillo
• Queso y Jamón Blanca
• Carnes rojas Roja
• Marisco Azul
• Carnes cocinadas Café
Elaborado por:
Revisado por:
Aprobado por: Gerente General
Importante: Este documento deberá ser aplicado en el subproceso de pelado y cortado con el fin de asegurar la inocuidad de
los alimentos previo al proceso de cocción..
Figura 32. Requisitos para el uso de tabla de picar.

105
Logo Requisitos para Tiempo de Cocción
Formato MP-BPM-04
Versión:
Fecha:
Alimentos Condiciones
• Carnes;
• Verduras;
• Hortalizas;
• Legumbres; y
• Pescados.
Hervir los alimentos a una temperatura 100º C
Para mantener la vitamina en los alimentos:
1. Una dieta nutritiva y balanceada debe tener un 70-75 % de
alimentos frescos y crudos.
2. Los alimentos que no han sufrido modificaciones por la temperatura
mantienen intactas sus propiedades físico-químicas y nutricionales
y son fuente de elementos esenciales para el mantenimiento de la
salud, como las vitaminas, minerales y ácidos grasos esenciales.
3. Que debemos tener en cuenta la relación directa entre los factores
calor tiempo.
Elaborado por:
Revisado por:
Aprobado por: Gerente General
Importante: Este documento deberá ser aplicado en el proceso de Cocción con el fin de asegurar la inocuidad de los
alimentos para ser servido.
Figura 33. Requisitos para Tiempo de Cocción.

106
Conclusiones
• De acuerdo a los resultados de la encuesta escrita aplicada a 12 de los 16 funcionarios
que conforma la empresa F&S Food Service al estar involucrado directamente con el
manejo de la materia prima en el proceso de producción, se denoto la necesidad de
aplicar la reingeniería de los procesos en donde se manipulan las materias primas en
base a las buenas prácticas de manufactura con el propósito de salvaguardar la
inocuidad de los alimentos.
• Se determinó a través de la evaluación aplicada a los procedimientos internos
mediante las pruebas establecidas en el programa de actividades basadas en las buenas
prácticas de manufacturas, la presencia de diversas deficiencias que influyen
negativamente en los procesos donde se manipulan la materia prima.
• De las deficiencias detectadas en los procesos donde se manipulan las materias primas
se denotó que los 16 eventos de riesgos presentan nivel de severidad alta, que de
continuar podría impactar gravemente en la continuidad y reputación de la empresa
F&S Food Service.
• Se propuso el diseño de nuevos procedimientos a través de la reingeniería de los
procesos donde se manipulan la materia prima a través del diseño de acciones
correctivas fundamentadas en las buenas prácticas de manufacturas para salvaguardar
la integridad de los alimentos elaborados, las cuales, están conformada por procesos a
través de diagrama de flujos con su respectiva caracterización, políticas de control
interno y requisitos para el cumplimiento de la inocuidad de la materia prima.

107
Recomendaciones
• Se recomienda aplicar las acciones correctivas propuesta para la reingeniería de los
procesos en donde se manipulan la materia prima de F&S Food Service con el
propósito de mitigar las desviaciones detectadas y salvaguardar la inocuidad de los
alimentos.
• Se recomienda realizar revisiones periódicas sobre cumplimiento de la aplicación de
las acciones correctivas fundamentadas en las buenas prácticas de manufacturas para
salvaguardar la integridad de los alimentos elaborados, las cuales, están conformada
por procesos a través de diagrama de flujos con su respectiva caracterización, políticas
de control interno y requisitos para el cumplimiento de la inocuidad de la materia
prima.
• Se recomienda seleccionar a un funcionario indistinto de las actividades del ciclo
productivo para evaluar la efectividad de los procesos, políticas y requisitos diseñados
para la reingeniería de los procesos en donde se manipulan las materias primas en la
empresa F&S Food Service.
• Se recomienda diseñar nuevas acciones correctivas en base a las buenas prácticas de
manufactura e incorporarlas conforme a las necesidades de la empresa F&S Food
Service para mantener la inocuidad de los alimentos y efectividad de los procesos en
donde se manipulan las materias primas.

108
Referencias
ARCSA (2017) “Instructivo Externo, Condiciones Higiénico Sanitarias. Planta Procesadora
de Alimentos. Ecuador.
ARCSA (2017) “Instructivo Externo, Certificación de Buenas Prácticas de Manufactura –
Alimentos Procesados. Ecuador.
ARCSA (2015) “Manual de Prácticas Correctas de Higiene y Manipulación de Alimentos en
restaurantes y cafetería. Ecuador.
Días & Uría (2015) “Buenas prácticas de manufactura: una guía para pequeños y medianos
agroempresarios”. 2ª ed. IICA. Costa Rica
Escalante, González & Domingo, (2016) “Ingeniería Industrial, Métodos y tiempos con
manufactura ágil. Alfaomega. España.
Ecuador.” (Tesis de grado, Universidad de las Américas, Quito) Recuperado de
http://dspace.udla.edu.ec/handle/33000/2520
Hernández, Fernández, & Baptista, (2014) “Metodología de la Investigación”. Mc Graw Hill
Educación. México DF. México.
Herrera & Ortega (2015) “Mejora de Procesos Mediante el Levantamiento de un Manual de
Buenas Prácticas de Manufactura y Diseño de un Sistema de Análisis de Peligros y
Puntos Críticos de Control para Una Empresa de Alimentos Tradicionales del
Libonati, (2016) “Procedimiento para la gestión de la calidad, seguridad e higiene de
alimentos”. Consejo Federal de Inversiones. Argentina.
Localización de la compañía F&S Food Service S.A. Recuperado de
https://www.google.com.ec/maps/place/
109
No. ARCSA-DE-067-2015-GGG. Normativa Técnica Sanitaria para Alimentos Procesados.
La Dirección Ejecutiva de la Agencia Nacional de Regulación, Control y Vigilancia
Sanitaria. (2016)
Promo (2014) “Propuesta de un Manual de BPM en el Restaurante Chuquitos, de la Ciudad
del Tena, Provincia del Napo”. (Tesis de grado, Universidad Tecnológica
Equinoccial. Quito). Recuperado de
http://repositorio.ute.edu.ec/handle/123456789/11955
Quezada (2014) “Metodología de la Investigación: Estadística Aplicada a la Investigación”.
Alfaomega-Macro. España-
RESOLUCIÓN ARCSA-DE-010-2017-JCGO. Expedir la Reforma a la Normativa Técnica
Sanitaria Unificada para Alimentos Procesados, Plantas Procesadoras de Alimentos,
Establecimientos de Distribución, Comercialización, Transporte de Alimentos y
Establecimientos de Alimentación Colectiva contenida en la Resolución ARCSA-DE-067-
2015-GGG. La Dirección Ejecutiva de la Agencia Nacional de Regulación, Control y
Vigilancia Sanitaria. (2017)
RESOLUCIÓN ARCSA-DE-010-2017-JCGO. Expedir la Reforma a la Normativa Técnica
Sanitaria Unificada para Alimentos Procesados, Plantas Procesadoras de Alimentos,
Establecimientos de Distribución, Comercialización, Transporte de Alimentos y
Establecimientos de Alimentación Colectiva contenida en la Resolución ARCSA-DE-067-
2015-GGG. La Dirección Ejecutiva de la Agencia Nacional de Regulación, Control y
Vigilancia Sanitaria. (2017)
Villacis (2015) “Diseño y Propuesta de un Sistema de Inocuidad Alimentaria Basado en BPM
para Destiny Hotel de la ciudad de Baños”. (Tesis de grado, Universidad Central del
Ecuador, Quito) Recuperado de
http://www.dspace.uce.edu.ec:8080/bitstream/25000/4484/1/T-UCE-0008-2.pdf

110
Apéndices

111
Apéndice 1. Formato de Encuesta
Cargo del entrevistado: Fecha:
Entrevistador: Área:
No. Interrogantes Respuesta
1.
¿Considera usted, que los procedimientos actuales
cumplen con los requerimientos de las Buenas
Prácticas de Manufactura?
Muy de acuerdo
De acuerdo
Indeciso
En desacuerdo
Muy en desacuerdo
2.
¿Considera usted, que la empresa cumple con las
exigencias mínimas necesarias para asegurar la
inocuidad de los alimentos, principalmente donde
se ejecuta el proceso productivo?
Muy de acuerdo
De acuerdo
Indeciso
En desacuerdo
Muy en desacuerdo
3.
¿Usted ha presenciado eventos que afecten la
inocuidad de los alimentos en todas sus fases
dentro de las instalaciones de F&S Food Service?
Muy de acuerdo
De acuerdo
Indeciso
En desacuerdo
Muy en desacuerdo
4.
¿Considera usted que el personal que conforma el
área de producción de la empresa F&S Food
Service, posee la competencia para desempeñar sus
actividades diarias en base a las buenas prácticas
de manufactura de alimentos?
Muy de acuerdo
De acuerdo
Indeciso
En desacuerdo
Muy en desacuerdo
5
¿Considera usted necesario que se aplique la
reingeniería en los procesos operativos actuales de
la empresa F&S Food Service en base a las buenas
prácticas de manufactura de alimentos?
Muy de acuerdo
De acuerdo
Indeciso
En desacuerdo
Muy en desacuerdo
6.
¿Considera usted que a través de la reingeniería
permitirá la mejora de los procesos agregadores de
valor de la empresa F&S Food Service?
Muy de acuerdo
De acuerdo
Indeciso
En desacuerdo
Muy en desacuerdo
De acuerdo
Indeciso
En desacuerdo
Muy en desacuerdo
Firma del entrevistado Firma del entrevistado

112
Apéndice 2. Evidencia documentada sobre la aplicación de las políticas establecidas por la
gerencia.

113

114

115

116

117

118

119

120

121

122

123

124

125