UNIVERSIDAD DE CARABOBO - Todo el quehacer universitario ...
142
UNIVERSIDAD DE CARABOBO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA QUÍMICA DESARROLLO DE UN PROCESO DE REFINACIÓN DE ACEITE DE PALMA A NIVEL INDUSTRIAL. LUIS J. CARRERO LEANDRO A. GIRÓN NAGUANAGUA, NOVIEMBRE 2010
Transcript of UNIVERSIDAD DE CARABOBO - Todo el quehacer universitario ...

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA QUÍMICA
DESARROLLO DE UN PROCESO DE REFINACIÓN DE
ACEITE DE PALMA A NIVEL INDUSTRIAL.
LUIS J. CARRERO
LEANDRO A. GIRÓN
NAGUANAGUA, NOVIEMBRE 2010

AGRADECIMIENTO
“Señor que tanto me has dado, sé misericordioso y concédeme algo más: Un corazón
agradecido"
– Apóstol Pablo
A Dios Todopoderoso, por darnos la vida, la salud y la fuerza para culminar este
objetivo.
A la Universidad de Carabobo, que al brindarnos su luz hizo posible nuestra
formación profesional.
Al Ing. Eduardo Fraute quien ha tenido la paciencia y el conocimiento para
guiarnos y apoyarnos en todo momento.
A Industrias Diana C.A. por darnos la oportunidad de desarrollar este trabajo en
sus instalaciones.
A todas aquellas personas que con su apoyo desinteresado han contribuido al
éxito de este proyecto como son: Nuby Leal, Elena de Girón, Ing. Manuel Girón, Sra.
Marilyn, Livia Araujo y el Ing. Edgard Boyer.
A todos, nuestro sincero agradecimiento.
Luis J. Carrero. Leandro Girón Santana.
DEDICATORIA.
La culminación de este trabajo profesional la dedico de la manera más sincera y
cariñosa a las personas que lo han significado todo en mi vida:
-Mis difuntos padres: Jesús y María Gregoria, que Dios permita su descanso.
- Mis hermanas: Carmen, Nelly, Fanny y Mariela, quienes han esperado
pacientemente este momento.

- Mi esposa Hermelys; por su amor y apoyo incondicional.
- A mis hijos Jesús Alberto y Jesmerli Maralí, por su amor y respeto que siempre
me han demostrado.
Luis Jesús Carrero
DEDICATORIA.
Dedico este trabajo a las personas que a lo largo de mi vida me han apoyado y
alentado:
A mis padres, Julio Manuel y María Cristina, mi ejemplo de amor desinteresado
y pilares fundamentales en mi formación y educación como persona.
A Mima, mi abuela, madrina y maestra, por su amor y paciencia al enseñarme las
primeras letras. Dios te tenga en su Gloria.
A mi esposa Elena, mi complemento, por su amor y hacerme la tarea de ser
hombre menos dura.
A mis hijos, Manuel, Aura y Alejandro, mi orgullo y mayor logro.
Leandro Girón Santana.

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA QUÍMICA
CONSTANCIA DE APROBACIÓN
Los abajo firmantes, miembros del jurado designado para estudiar el Trabajo
Especial de Grado titulado: “DESARROLLO DE UN PROCESO DE REFINACIÓN DE
ACEITE DE PALMA A NIVEL INDUSTRIAL”, realizado por los bachilleres Carrero, Luis
J., C.I. 7.102.343 y Girón S. Leandro A., C.I. 7.003.992, hacemos constar que hemos
revisado y aprobado dicho trabajo y que no nos hacemos responsables de su
contenido, pero lo encontramos correcto en su forma y presentación.
Prof. Eduardo Fraute
Presidente
Profa. Olga Martínez Prof. Carlos Hernández
Jurado Jurado
Naguanagua, 10 de diciembre de 2010

SSuummaarriioo
El objetivo principal de este trabajo fue desarrollar un proceso de refinación de
aceite de palma (Elaeis guineensis) utilizando los insumos y equipos disponibles en una
planta procesadora de aceites vegetales.
Luego de hacer el análisis del problema y estudiar los diferentes métodos de
refinación de aceite vegetal, se determinó que el método de refinación físico es el que
mejor satisface los criterios y restricciones establecidas en el análisis del problema.
Las pruebas realizadas en el laboratorio para determinar los materiales de
fabricación y condiciones de operación para el pretratamiento del aceite de palma dieron
los siguientes resultados para el blanqueo: temperatura: 110ºC; dosificación de
adsorbente: 1%; tiempo de contacto: 30 minutos; tipo de adsorbente: todos los probados
dieron resultados satisfactorios. Realizadas las modificaciones necesarias, se hicieron las
pruebas en la planta, logrando obtener un aceite de palma refinado con las siguientes
características: acidez libre: 0.04%; contenido de fósforo: 1,07 ppm.; color Lovibond: 4,6
unid. rojo; índice de peróxidos: 0,0 meq. O2 / kg de aceite; humedad: 0,05 %; impurezas:
0,05 %; lo cual satisface los requerimientos establecidos en el análisis del problema.
Además, con el proceso desarrollado se redujo la pérdida de aceite en un 8,07% en
comparación con el método de refinación química que está utilizando la planta. Finalmente
se concluyó que las modificaciones realizadas a los equipos y procesos de la planta
fueron efectivas para lograr un producto dentro de las especificaciones establecidas, con
lo que demostró que una refinería de aceites convencionales, puede ser acondicionada
para la refinación física del aceite crudo de palma.
Por último se recomienda instalar equipos de control automático de procesos y
mantener programas de adiestramiento al personal, con el fin de disminuir los errores
operacionales y mejorar los tiempos de los procesos.
Palabras clave: Elaeis guineensis, aceite de palma, refinación física, análisis de
aceites vegetales.
ÍÍnnddiiccee GGeenneerraall
Página Nº
Índice general................................................................................................ i
Índice de figuras…………………………………………………….……………. v
Índice de tablas………………………………………………………..………….. vii
Sumario…………………………………………………………………………...... ix
INTRODUCCIÓN…………………………………………………………………... 1
CAPITULO 1. Planteamiento del problema
1.1 Descripción del problema…………………………………………………… 3
1.2 Formulación del problema…………………………………………………... 5
1.2.1 Situación actual………………………………………………………… 6
1.2.2 Situación deseada……………………………………………………... 6
1.3 Objetivos.................................................................................................. 7
1.3.1 Objetivo general.............................................................................. 7
1.3.2 Objetivos específicos...................................................................... 7
1.4 Justificación............................................................................................. 7
1.5 Limitaciones............................................................................................. 8
CAPÍTULO 2. Fundamentos teóricos
2.1 Antecedentes........................................................................................... 9
2.2 Estudio de las variables del proceso de Refinación
física del aceite de palma…………………………………………………… 16
2.3 Reseña histórica...................................................................................... 16
2.4 Extracción del aceite de palma…………………………………………….. 16
2.5 Composición del aceite de palma………………………………………….. 16
2.5.1 Componente principal. Triglicérido.................................................. 17
2.5.2 Componentes Menores................................................................... 19

Página Nº
2.5.2.1 Ácidos grasos Libres............................................................ 19
2.5.2.2 Fosfátidos............................................................................. 21
2.5.2.3 Carotenoides........................................................................ 21
2.5.2.4 Vitaminas............................................................................. 22
2.5.2.5 Fenoles................................................................................ 23
2.5.2.6 Metales................................................................................. 23
2.6 Procesamiento de los aceites vegetales…………………………………. 23
2.6.1 Proceso de refinación alcalina........................................................ 25
2.6.1.1 Desgomado.......................................................................... 25
2.6.1.2 Neutralización o refinación alcalina..................................... 26
2.6.1.3 Blanqueo.............................................................................. 27
2.4.2 Refinación física.............................................................................. 31
2.4.3 Materiales utilizados en refinación de aceites vegetales………..... 34
2.4.3.1 Soda cáustica………………..………………………………… 34
2.4.3.2 Acido fosfórico…………………………………………...…..... 35
2.4.3.3 Ácido cítrico…………………………………………………..... 35
2.4.3.4 Tierra de blanqueo…………………………………………..... 36
CAPÍTULO 3. Marco metodológico
3.1 Diseño de la investigación………………………………………………….. 47
3.1.1 Caracterización del aceite crudo de palma…………………………. 48
3.1.1.1 Acidez libre……………………………………………………... 49
3.1.1.2 Contenido de humedad........................................................ 50
3.1.1.3 Contenido de impurezas...................................................... 51
3.1.1.4 Contenido de fósforo............................................................ 52
3.1.1.5 Índice de refracción.............................................................. 53
3.1.1.6 Color Lovibond..................................................................... 54
3.1.1.7 Determinación del índice de peróxidos……………………… 55
3.1.2 Evaluación de los equipos y procesos disponibles en la planta….. 56
3.1.2.1 Tanques de almacenamiento de aceite............................... 57

Página Nº
3.1.2.2 Equipos y procesos para la neutralización………………..... 57
3.1.2.3 Equipos y procesos para el blanqueo……………………….. 57
3.1.2.4 Equipos y procesos para la desodorización………………... 58
3.1.3 Selección del proceso de refinación del aceite crudo de palma….. 58
3.1.4 Determinación a nivel de laboratorio los materiales y
condiciones de operación del proceso seleccionado……………… 61
3.1.5 Desarrollo a nivel industrial del proceso seleccionado……………. 65
3.1.6 Evaluación del rendimiento del proceso implantado y
la calidad del aceite obtenido………………………………………… 75
CAPITULO 4. Resultados experimentales y discusión
4.1 Caracterización del aceite de palma………………………………………. 77
4.2 Equipos y procesos disponibles en la planta……………………………... 78
4.2.1 Tanques para el almacenamiento de aceite………………………... 78
4.2.2 Equipos para la neutralización........................................................ 78
4.2.3 Equipos para el blanqueo............................................................... 79
4.2.4 Equipos para la desodorización...................................................... 81
4.3 Selección del proceso de refinación de aceite de palma………………... 81
4.4 Resultados de laboratorio y discusión…………………………………….. 82
4.4.1 Efecto de la temperatura de blanqueo………………………………. 83
4.4.2 Efecto de la dosificación de adsorbente…………………………….. 83
4.4.3 Efecto del tiempo de contacto de blanqueo………………………… 86
4.4.4 Efecto del tipo de adsorbente………………………………………… 87
4.5 Desarrollo a nivel industrial del proceso de refinación…………………... 88
4.5.1 Selección de los equipos y procesos para la refinación
física del aceite de palma…………………………………………….. 88
4.5.1.1 Selección de los taques de almacenamiento………………. 88
4.5.1.2 Selección de los equipos para el pretratamiento ácido…… 90
4.5.1.3 Selección de los equipos para la desacidificación…………. 90
4.5.2 Resultados de las pruebas en la planta…………………………….. 92

Página Nº
4.5.2.1 Pretratamiento del aceite de palma…………………………. 92
4.5.2.2 Proceso de desacidificación................................................. 95
4.5.3 Especificación de la solución.......................................................... 97
4.5.3.1 Recepción y almacenamiento de aceite crudo…………….. 97
4.5.3.2 Pretratamiento del aceite de palma…………………………. 98
4.5.3.3 Desacidificación del aceite de palma………………………... 100
4.5.4 Resultados de las pruebas en planta con los
procesos mejorados…………………………………………………… 102
4.6 Rendimiento del proceso desarrollado.................................................... 109
Conclusiones................................................................................................. 111
Recomendaciones......................................................................................... 113
Referencias bibliográficas........................................................................... 114
APENDICE A. Diseño del sistema de calentamiento para
el aceite en la sección de pretratamiento………………….. 117
APÉNDICE B. Glosario de términos…………………………………………... 127
ÍÍnnddiiccee ddee ttaabbllaass
Tabla Nº Página Nº
2.1 Tipos de ácidos grasos en algunos aceites vegetales……………….. 18
2.2 Composición de ácidos grasos de algunos aceites…………………… 19
2.3 Impurezas eliminadas en los procesos de refinación
de aceites vegetales……………………………………………………… 24
2.4 Características de la soda cáustica…………………………………….. 42
2.5 Características del ácido fosfórico grado alimenticio…………………. 42

2.6 Características del ácido cítrico anhidro……………………………….. 43
2.7 Características de una tierra de activada típica……………………….. 44
2.8 Características de una tierra de blanqueo neutra.…………………….. 45
2.9 Propiedades típicas de una sílica sintética…………………………….. 46
3.1 Cantidad de muestra y normalidad de la solución de hidróxido
de sodio para determinar la acidez del aceite de palma……………... 49
3.2 Resumen del análisis del problema…………………………………….. 60
3.3 Análisis de las desviaciones de los procesos……………………….… 74
4.1 Características del aceite crudo de palma……………………………... 77
4.2 Condiciones de operación del blanqueo por cargas………………….. 79
4.3 Efecto de la temperatura de blanqueo sobre las
características del aceite de palma blanqueado………………………. 83
4.4 Efecto de la dosificación de adsorbente sobre las
características del aceite de palma blanqueado………………………. 85
4.5 Efecto del tiempo de contacto del adsorbente son el adsorbente
sobre las características del aceite de palma blanqueado…………… 87
4.6 Análisis de las desviaciones encontradas en la recepción y
almacenamiento del aceite de palma…………………………………… 89
4.7 Análisis de las desviaciones encontradas en el equipo de
desacidificacion de aceite de palma……………………………………. 91
4.8 Características promedio del aceite de palma crudo y
blanqueado con el proceso sin modificar………………………………. 92
4.9 Tiempo promedio de las operaciones del proceso sin modificar
de blanqueo por cargas…………………………………………………. 94
4.10 Características del aceite de palma desacidificado con el
proceso sin modificar blanqueado con el adsorbente A……………… 95
4.11 Características del aceite de palma desacidificado con el
proceso sin modificar blanqueado con el adsorbente B……………… 96
4.12 Características del aceite de palma desacidificado con el
proceso sin modificar blanqueado con el adsorbente D……………… 97
4.13 Características del aceite palma blanqueado con el 102
adsorbente A con el proceso modificado……………………………….
4.14 Características del aceite palma blanqueado con el
adsorbente B con el proceso modificado………………………………. 103
4.15 Tiempo promedio de las operaciones del proceso de
blanqueo por cargas modificado………………………………………… 104
4.16 Características del aceite palma desacidificado pretratado
con el adsorbente A con el proceso modificado………………………. 106
4.17 Características del aceite palma desacidificado pretratado
con el adsorbente B con el proceso modificado………………………. 107
4.18 Análisis de las desviaciones encontradas en las
pruebas de planta………..................................................................... 108
4.19 Rendimiento del proceso desarrollado…………………………………. 109
4.20 Rendimiento del proceso de refinación químico del
aceite crudo de palma……………………………………………………. 109
A.1 Resumen de costos de fabricación del serpentín…………………….. 125
ÍÍnnddiiccee ddee ffiigguurraass
Figura Nº Página Nº
1.1 Diagrama de flujo del proceso de refinación
física de aceites vegetales………………………………………………. 5
2.1 Estructura molecular típica de los triglicéridos………………………… 17
2.2 Fórmula estructural general de los ácidos grasos…………………….. 18
2.3 Reacción de hidrólisis de los triglicéridos…………………................... 20
2.4 Estructura de los mono y diglicéridos………………………….............. 20
2.5 Estructura de los fosfátidos……………………………………………… 21

2.6 Estructura del betacaroteno……………………………………………… 22
2.7 Estructura de la vitamina A………………………………………………. 23
2.8 Etapas de los procesos de refinación de aceites vegetales…………. 25
2.9 Proceso de desgomado continuo……………………………………….. 27
2.10 Reacción de formación de jabón………………………………………... 28
2.11 Proceso de neutralización continua…………………………………….. 29
2.12 Proceso de neutralización por cargas………………………………….. 30
2.13 Reacción de formación de jabón………………………………………... 31
2.14 Proceso de blanqueo por cargas……………………………………….. 33
2.15 Proceso de blanqueo continuo………………………………………….. 34
2.16 Diagrama de flujo del proceso de desodorización continua……........ 37
2.17 Lista de partes y secciones del diagrama de flujo………………………. 38
2.18 Diagrama de flujo del proceso para el tratamiento ácido
del aceite de palma crudo……………………………………………….. 40
3.1 Equipo para el blanqueo en el laboratorio……………………………... 65
3.2 Equipo para la filtración del aceite de palma blanqueado……............ 65
3.3 Ciclo de mejora continua………………………………………………… 67
3.4 Diagrama de flujo del proceso de tratamiento ácido y blanqueo del
aceite de palma crudo……………………………………………………. 68
3.5 Diagrama de flujo del proceso de desodorización
del aceite de palma………………………………………………………... 70
4.1 Diagrama de flujo del proceso modificación para el
pretratamiento del aceite de palma……………………………………… 99
4.2 Diagrama de flujo del proceso modificado para la
desacidificación del aceite de palma……………………………………. 101
A.1 Diagrama del serpentín dentro del blanqueador………………………. 124
A.2 Diseño del serpentín de calentamiento del equipo
para el pretratamiento……………………………………………………. 126

IInnttrroodduucccciióónn
Los cambios que se han venido produciendo en el mercado de las grasas y aceites
vegetales han ido incrementando la necesidad de producir aceites comestibles más
económicos y rendidores; el aceite de palma africana no ha sido un aceite tradicional en
Venezuela pero desde hace unos 20 años las siembras de este género vegetal han
resuelto en gran parte la necesidad de producir los aceites requeridos que vienen siendo
importados casi en su totalidad, esto ha obligado a las plantas refinadoras a adecuar los
procesos de refinación de los aceites clásicos como girasol, soya, ajonjolí, algodón, maíz,
etc. para procesar el aceite de palma que tiene unas características muy diferentes a los
nombrados con anterioridad.
El presente trabajo tiene como finalidad desarrollar un proceso de refinación de
aceite de palma en Industrias Diana utilizando los insumos y equipos disponibles en esta
planta procesadora de aceites vegetales tradicionales, realizar un estudio de los diferentes
procesos de refinación de aceites vegetales, caracterizar el aceite crudo palma, evaluar
el estado de los equipos disponibles y con estos datos seleccionar el proceso de
refinación más conveniente, encontrar las condiciones operacionales más satisfactorias
para el proceso seleccionado. Lo anterior conduce al establecimiento de los procesos y
parámetros definitivos de trabajo adaptando los equipos y procesos industriales con que
cuenta la planta donde se deberá refinar el aceite obtenido de una plantación de 5000 ha.
Ubicada en Casigua El Cubo en el estado Zulia, propiedad de Industrias Diana
En el capítulo 1 se realiza el planteamiento y la descripción del problema, se
analiza la situación actual y se esboza la situación deseada, se plantea el objetivo general
y los objetivos específicos, se describen, además, las limitaciones existentes para la
realización del proyecto. En el capítulo 2 se desarrolla el marco teórico, la reseña histórica
y se describe la tecnología del procesamiento de los aceites y grasas. En el capítulo 3 se

desarrolla el marco metodológico, se describen las actividades ejecutadas durante el
desarrollo de la investigación, así como los métodos para realizar las pruebas de
laboratorio. En el capítulo 4 se presentan los resultados de la caracterización del aceite
crudo de palma, la descripción de los equipos y procesos disponibles en planta a ser
utilizados para el desarrollo del proyecto, se analiza el problema planteado y se
desarrolla la solución al mismo seleccionando el método para la refinación del aceite de
palma, se presentan los resultados de las pruebas de laboratorio y su análisis y se
desarrolla el proceso industrial de refinación de aceite de palma. Finalmente se
exponen las conclusiones y recomendaciones de la investigación y el apéndice.

CCAAPPÍÍTTUULLOO 11
PPllaanntteeaammiieennttoo ddeell pprroobblleemmaa
1. PLANTEAMIENTO DEL PROBLEMA
En esta sección se describe el problema y el propósito de este estudio, dando a
conocer la situación actual y cual es la situación deseada. Se presenta además el
objetivo general y los objetivos específicos, así como la justificación, las limitaciones y el
alcance de esta investigación.
1.1. DESCRIPCIÓN DEL PROBLEMA
Industrias Diana es una empresa ubicada en el estado Carabobo dedicada al
procesamiento de aceites vegetales comestibles y al envasado de aceite y margarina
de uso doméstico y mantecas y margarinas de uso industrial.
Desde su creación Industrias Diana ha utilizado tradicionalmente como principal
materia prima para la elaboración de sus productos aceites vegetales crudos de soya,
girasol y algodón y sus procesos de refinación fueron desarrollados para trabajar estos
aceites. Ahora bien, la producción nacional de semillas oleaginosas tradicionales no
abastece la demanda interna por lo que los aceites vegetales crudos deben ser
importados. Por otra parte, el costo de estos aceites fluctúa dependiendo de la
demanda mundial y los rendimientos obtenidos en las cosechas, aunque la tendencia
es hacia el aumento, lo que hace incrementar el costo de lo productos.
Analizando la situación antes mencionada, Industrias Diana determinó que una
solución para disminuir las importaciones de aceites crudos, lo constituía el desarrollo
del cultivo de la palma aceitera y el procesamiento de su aceite, ya que la misma se
adapta muy bien a las condiciones climáticas de algunas regiones del país y su
rendimiento de unidades grasas producidas por hectárea es elevado, lo que hace que
este aceite sea mas barato que el resto de los tradicionales y en consecuencia

disminuyan los costos de producción de las grasas y aceites comestibles. Por lo antes
expuesto la empresa inició un programa de cultivo de la palma aceitera y la instalación,
en la propia plantación, del proceso de extracción del aceite crudo que debe ser
procesado por la planta refinadora.
En este momento la plantación, ubicada en Casigua El Cubo al sur del estado
Zulia, está produciendo el aceite crudo de palma en cantidades importantes y está
siendo recibido por la planta donde es procesado utilizando el método de refinación del
que dispone que es el utilizado para los aceites tradicionales y que es conocido como
“refinación química” o alcalina. Existe otro proceso para la refinación de aceites con alto
contenido de ácidos grasos libres que se conoce con el nombre de “refinación física”. La
refinación física consiste en la remoción de los ácidos grasos libres presentes en el
aceite por destilación al vacío en corriente de vapor, en lugar de la reacción con álcali,
este proceso puede ser aplicado a cualquier aceite vegetal el cual debe ser
acondicionado para remover las impurezas que no son eliminadas por el arrastre con
vapor o que podrían degradarse a altas temperaturas, estas impurezas incluyen, en
cantidades variables en diferentes aceites, materiales tales como fosfolípidos, clorofila
y trazas de metales.
El proceso de refinación física (figura 1.1) consiste de dos etapas: en la primera el
aceite es sometido a un tratamiento ácido seguido de un tratamiento con tierra
adsorbente. El objeto del tratamiento ácido, es hacer insolubles los fosfátidos no
hidratables para que puedan ser eliminados junto con los compuestos metálicos,
clorofila y otras sustancias indeseables en el tratamiento con el adsorbente.
Una vez que el aceite ha sido tratado con ácido y tierra de blanqueo, se
desacidifica en un equipo de desodorización. En este proceso ocurren tres operaciones
realizadas a alto vacío y elevada temperatura, primero, los ácidos grasos libres
son removidos por el contacto con vapor en múltiples etapas, luego, los pigmentos son
convertidos a una forma incolora mediante su descomposición térmica en la cámara
de retención y finalmente el aceite es desodorizado por el contacto adicional con
vapor en múltiples etapas. Luego el aceite es filtrado para eliminar pequeñas
impurezas, se enfría y almacena.

Fig. 1.1 Diagrama de flujo del proceso de refinación física de aceites vegetales
El procesamiento actual del aceite de palma con la refinación alcalina, está
produciendo pérdidas muy elevadas, entre 15 y 20% (datos suministrados por la
empresa), dependiendo de las características del aceite crudo. Por otra parte la carga
de efluentes a la planta de tratamiento se incrementa al refinar el aceite de palma por el
alto contenido de aceite que se arrastra en el agua de lavado que se genera en el
proceso. Además, por la alta acidez de aceite crudo de palma es necesario disminuir el
flujo de aceite procesado en un 30% (información suministrada por la empresa) para
poder estabilizar el proceso y lograr la calidad deseada, unido a lo anterior, los ciclos de
trabajo entre limpieza de las máquinas de refinación se acortan porque se genera
mayor cantidad desechos que van obstruyendo los equipos. Todo lo anterior incrementa
los costos de mantenimiento y disminuye el rendimiento en toneladas por hora
producidas.
Con el fin de disminuir las pérdidas de refinación del aceite de palma, reducir la
carga de efluentes a la planta de tratamiento de aguas residuales, mejorar la eficiencia
del proceso de refinación y diminuir los costos de mantenimiento se plantea la
necesidad de desarrollar un proceso de refinación más adecuado a las características
del aceite crudo de palma.
1.2. FORMULACIÓN DEL PROBLEMA
En la actualidad Industrias Diana está procesando el aceite crudo de palma con el
método de refinación químico o alcalino lo que le genera altas pérdidas de aceite,
Aceite de palma crudo
Pulido Filtración Aceite de palma refinado
Tratamiento con ácido Tratamiento con adsorbente
Desacidificación

aumento de la carga a la planta de tratamiento de aguas residuales y altos costos de
refinación.
Por lo anterior se hace necesario evaluar un proceso de refinación más
adecuado a las características del aceite crudo de palma que pueda ser desarrollado
utilizando los equipos y procesos con los que cuenta la planta con el objeto de disminuir
las pérdidas de refinación y los efluentes que se envían a la planta de tratamiento y
hacer mas económico el proceso.
1.2.1. Situación actual
Como política para reemplazar aceites importados Industrias Diana desarrolló un
proyecto de cultivo y extracción de palma aceitera. El aceite extraído está siendo
refinado utilizando los procesos empleados para los aceites tradicionales lo que genera
pérdidas altas, por las características del aceite crudo de palma, ha incrementado la
carga a la planta de tratamiento de efluentes y disminuido la eficiencia del proceso de
refinación y en consecuencia su capacidad de producción.
Si Industrias Diana no desarrolla un proceso de refinación más adecuado a las
características del aceite crudo de palma traería como consecuencia lo siguiente:
Altos costos de refinación, lo que incrementa el costo de los productos
terminados.
Disminución de su capacidad de producción, lo que traería como consecuencia
pérdida de mercado.
Dificultad para el procesamiento de los efluentes industriales que genera, lo que
puede tener un impacto negativo en el ambiente.
1.2.2. Situación deseada
Industrias Diana requiere evaluar la factibilidad de refinar el aceite crudo de palma con
el método físico con los equipos y procesos que posee y de esta manera disminuir las
pérdidas de refinación, mejorar la eficiencia de sus procesos y disminuir la carga hacia
la planta de tratamiento.

Para lograr esto en la investigación se revisarán los procesos actuales, se
determinará en el laboratorio cuales materiales y bajo cuales condiciones se obtienen
los mejores resultados para finalmente desarrollar este proceso en la empresa.
1.3 OBJETIVOS
1.3.1 Objetivo general
Desarrollar un proceso de refinación de aceite de palma utilizando los insumos y
equipos disponibles en una planta procesadora de aceites vegetales tradicionales.
1.3.2 Objetivos específicos
1. Caracterizar el aceite crudo de palma a procesar, para conocer sus propiedades
fisicoquímicas.
2. Evaluar el estado actual de los equipos y procesos disponibles en la planta con el
fin de obtener una descripción de sus características, capacidades y condiciones
de operación para proponer modificaciones necesarias.
3. Seleccionar el proceso de refinación del aceite de palma, empleando los equipos
existentes, a fin de satisfacer los parámetros, criterios y restricciones establecidos
por la empresa.
4. Determinar a nivel de laboratorio los materiales y condiciones de operación del
proceso seleccionado, para utilizarlos como referencia para el proceso industrial.
5. Desarrollar a nivel industrial el proceso seleccionado tomando en cuenta las
pruebas de laboratorio, para la refinación del aceite crudo de palma.
6. Determinar el rendimiento del proceso desarrollado y la calidad del aceite obtenido,
a fin de verificar si cumple con los criterios establecidos.
1.4. JUSTIFICACIÓN
Este proyecto es conveniente para la empresa porque se reducirán los costos de
producción al disminuir las pérdidas que se generan actualmente al refinar el aceite
crudo de palma y mejorar la eficiencia de todo el proceso.

Esta investigación tiene relevancia social y ambiental ya que se disminuiría la
carga hacia la planta de tratamiento de aguas residuales, se tendría un ahorro en el
consumo de agua logrando con esto una disminución del impacto ambiental.
Entre las implicaciones prácticas se dará solución a tres problemas
fundamentalmente: la disminución de los costos de producción, la mejora de la
eficiencia de la planta y la disminución del impacto ambiental.
Esta investigación presenta un aporte metodológico ya que se establecerá una
estrategia para evaluar los equipos y procesos actuales para poder desarrollar un nuevo
proceso que cumpla con los requerimientos de la empresa, aplicando conocimientos de
fenómenos de transporte y diseño de procesos, y de esta manera dar una solución a un
problema de la industria nacional.
Desde el punto de vista teórico esta investigación representa un aporte para la
Universidad de Carabobo ya que permitirá ampliar los conocimientos sobre los
procesos de refinación de aceites vegetales, sus características y los materiales
empleados y esto puede ser utilizado como referencia para futuras investigaciones.
1.5. LIMITACIONES
La principal limitación para llevar a cabo esta investigación es la disponibilidad de
recursos que debe aportar la empresa para realizar los cambios necesarios en sus
procesos actuales y el tiempo de ejecución de los mismos. Por otra parte se debe
mantener la confidencialidad de alguna información.
CCAAPPÍÍTTUULLOO 22
FFuunnddaammeennttooss tteeóórriiccooss
En este capitulo se presentan los fundamentos teóricos y principios para la refinación de
aceites vegetales, las variables que intervienen en los procesos así como también la
composición de estos aceites y la descripción de los materiales empleados para su
procesamiento.
2.1. ANTECEDENTES
En esta sección se presentan los trabajos de investigación consultados que tienen
relación con este proyecto.
1. MENDOZA, Z. (1987) Optimización de la Producción de aceite comestible
mediante el control de fosfolípidos. UNIVERSIDAD DE CARABOBO. Facultad de
Ingeniería, Escuela de Ingeniería Química.
El objetivo de este trabajo de investigación fue mejorar el proceso de desgomado del
aceite de girasol procesado en una empresa aceitera de la región para dar solución a
un problema de incrustación en un intercambiador de calor, ocasionado por el alto
contenido de fosfolípidos del aceite neutralizado en un proceso de refinación alcalina o
química. Este antecedente tiene similitud con la investigación a realizar en los métodos
de análisis empleados para el levantamiento de la información de los procesos
empleados por la empresa que son similares a los de Industrias Diana. Otra semejanza
es que este antecedente presentó una solución a un problema real encontrado en una
planta procesadora de aceite vegetal, las diferencias con el trabajo a desarrollar es que
en este antecedente se analizó un problema relacionado con el procesamiento del

aceite de girasol empleando el método químico y no se hizo referencia a que la solución
presentada fue puesta en práctica por la empresa, mientras que en este trabajo se debe
implantar el proceso a nivel industrial.
2. QUIMICA SUMEX, S.A. DE CV (1994) MEXICO. Influencias en la clarificación del
aceite de palma.
Este trabajo tuvo como objetivo reducir el color y bajar el contenido de fósforo al mínimo
del aceite de palma refinado en el laboratorio, combinando diferentes desgomantes y
absorbentes, y como objetivo específico probar en algunos lotes de aceite de palma
cual es la mejor temperatura de blanqueo con adsorbente, que dé los mejores
resultados del blanqueo térmico en la desacidificación.
En base a los resultados obtenidos se puede concluir que el ácido cítrico dio
mejores resultados como agente desgomante del aceite de palma en comparación con
el ácido fosfórico. Los mejores colores del aceite desacidificado se obtuvieron cuando el
blanqueo se hizo a 120ºC, también la mejor reducción del color se obtuvo cuando se
utilizó la tierra de blanqueo con mayor calidad de adsorción y la mayor capacidad de
intercambio iónico, independientemente de la temperatura de blanqueo.
Este trabajo tiene similitud con la investigación que se va a desarrollar, en la
metodología de las pruebas de laboratorio, los métodos de análisis utilizados para
evaluar las características del aceite, la materia prima y los materiales empleados para
las pruebas. La diferencia fundamental es que este trabajo se realizó a nivel de
laboratorio sin evaluar estos a nivel industrial.
3. QUÍMICA SUMEX, S.A. DE CV (1995 MEXICO) Experiencias en el uso de arcillas
activadas en el aceite de palma.
Este trabajo tuvo como objetivo encontrar la temperatura de tratamiento más adecuada
en el blanqueo para llegar al mejor color del aceite de palma después de la
desodorización, además de comparar la efectividad de tres tipos de tierra de blanqueo.
Las experiencias se hicieron con dos aceites de palma de diferentes procedencias y de
diferente calidad.

Las conclusiones que llegaron luego de analizar los resultados obtenidos es que
existe una temperatura critica de blanqueo por encima de la cual, a pesar de obtener
una mayor reducción de color en este proceso, ocurre una reversión de color del aceite
desacidificado, por lo que no es conveniente pasar de 150ºC la temperatura de
blanqueo del aceite de palma. Otra conclusión fue que la calidad del aceite crudo de
palma determina la temperatura del proceso de blanqueo, encontrándose que aceites
de menor calidad deben blanquearse a menores temperaturas para evitar la reversión
de color del producto final. También concluyeron en este trabajo que el aceite de palma
de menor calidad debe blanquearse con la arcilla decolorante de mejor calidad. La
similitud de este antecedente con el trabajo que se va a desarrollar es la metodología
para el análisis fisicoquímico de la materia prima y los resultados de las pruebas de
laboratorio, el tipo de aceite empleado en la investigación, el estudio de distintos tipos
de tierra de blanqueo y su comportamiento a distintas temperaturas. La principal
diferencia es que en este antecedente se utilizo el método de refinación alcalino para el
tratamiento del aceite de palma, mientras que en este trabajo las pruebas de laboratorio
se harán aplicando el método físico. Además al igual que el antecedente anterior, las
pruebas se hicieron a nivel de laboratorio solamente, sin hacer evaluación a nivel
industrial.
4. VILLA, Víctor (2004) Refinación física del aceite de soya. SUD CHEMIE DE
MEXIO S.A. DE CV MONTERREY, N.L. MEXICO.
En este trabajo el objetivo general fue hacer un estudio comparativo del proceso de
refinación química y el proceso de refinación físico del aceite de soya. En base a los
resultados obtenidos concluyeron que la calidad del aceite crudo influye de forma
decisiva en la calidad del aceite refinado, de tal manera que aceites refinados de alta
calidad pueden obtenerse solo de aceites crudos de alta calidad. Es posible obtener
aceites refinados de soya de buena calidad y estabilidad por medio de la refinación
física. Para el caso del aceite de soya el costo de la refinación física es mayor que el de
la química debido al mayor consumo de energía del primero. Por otro lado, en este
antecedente presentaron los costos de la refinación física y química del aceite crudo de

palma donde mostraron que para el caso de la palma, el método de refinación físico es
más económico.
Esta investigación tiene similitud con el trabajo a desarrollar en que se hace un
estudio comparativo de los métodos de refinación, pero utilizando el aceite de soya y el
trabajo a desarrollar será con aceite de palma.
5. HERNANDEZ, Carlos y otros autores. (2007). Efecto de la refinación física sobre
el aceite de la almendra del corozo (Acrocomia aculeata). Información Tecnológica.
v. 18, n. 5, 59-68.
El objetivo principal de este trabajo fue evaluar el efecto de la refinación física sobre las
características del aceite de la almendra del fruto de palma corozo (Acrocomia
Aculeata). En esta investigación concluyeron que la refinación física aplicada al aceite,
redujo el olor y el grado de acidez de forma apreciable y el rendimiento másico total de
la refinación física fue adecuado y comparable con la refinación física de otros aceites.
Este antecedente tiene similitud con el trabajo que se va desarrollar en la
metodología para la realización de los análisis fisicoquímicos de la materia prima y el
producto final, y en el método empleado para la refinación del aceite. La principal
diferencia es el tipo de aceite utilizado, que en este trabajo será el aceite obtenido del
mesocarpio de la palma aceitera (Elaeis guineensis). Otra diferencia es el tipo de
agente desgomante utilizado, en el caso de este antecedente utilizaron cloruro de
potasio y en la investigación se emplearan ácido cítrico y fosfórico para las pruebas de
laboratorio que son los utilizados por la industria. Finalmente, en el antecedente las
pruebas solo se hacen a nivel de laboratorio y en el trabajo se utilizarán los resultados
de las pruebas de laboratorio como punto de partida realizar las pruebas en la planta.
Los resultados de estas pruebas serán analizados para hacer las modificaciones
necesarias para desarrollar el proceso a nivel industrial.
2.2. ESTUDIO DE LAS VARIABLES DEL PROCESO DE REFINACIÓN FÍSICA
DEL ACEITE DE PALMA

Debido a que son varios los factores que intervienen en el resultado final del proceso de
refinación física del aceite de palma, se hace necesario determinar al nivel de
laboratorio las condiciones de operación del proceso tomando como referencia para el
diseño de los experimentos algunos trabajos previos realizados con este fin.
Los factores que influencian el proceso de refinación física del aceite de palma
han sido objeto de varios estudios, sin embargo, los resultados obtenidos en cada uno
de ellos generalmente coinciden en que la etapa de preparación del aceite con ácido y
tierra adsorbente es la más importante y define las características que tendrá el aceite
desacidificado, existiendo discrepancias en cuanto a los tipos de materiales usados y
las condiciones de operación del proceso. Estas diferencias se deben a que la calidad
del aceite crudo de palma es muy variable como consecuencia del proceso de
extracción en el cual intervienen factores tales como: cosecha, transporte y
almacenamiento en la planta extractora y transporte del aceite crudo hacia la planta de
refinación (Young, 1981). Los factores mencionados varían de una planta a otra y esto
ocasiona que el grado de dificultad del proceso de refinación cambie, aún cuando se
hable del mismo aceite. El presente trabajo se desarrolló para la refinación del aceite
crudo de palma proveniente de una plantación ubicada en Casigua El Cubo al sur del
lago de Maracaibo.
Como ya se mencionó, el proceso de refinación física del aceite de palma
consiste de tres etapas: tratamiento ácido o desgomado, purificación con un adsorbente
o blanqueo y finalmente la desacidificación del aceite. A las dos primeras etapas se les
denominan etapas de preparación del aceite y son las más importantes (Arcillas
Activadas S.A., 1992), ya que la calidad del aceite desacidificado es afectada por las
condiciones bajo las cuales se realicen y además por las características fisicoquímicas
del adsorbente así como por el tipo de ácido empleado.
La etapa de blanqueo puede modificarse variando la temperatura,
dosificación de tierra de blanqueo y tiempo de contacto. En los trabajos realizados por
Soon (1989) y Química Sumex (1995), se indica que la temperatura de blanqueo oscila
entre 90 y 130 ºC y el tiempo de contacto entre 20 y 30 minutos. A medida que se
incrementa la temperatura se obtiene una mejor reducción del color debido al efecto
blanqueante del calor pero los aceites blanqueados a una temperatura mayor de 130

ºC, al desacidificarlos dan colores más altos y mayor reversión de color que aquellos
blanqueados a menor temperatura.
Por otra parte, incrementando la temperatura de blanqueo se reduce el índice de
peróxidos del aceite blanqueado, pero el valor de anisidina aumenta, lo que sugiere que
los productos de oxidación no son adsorbidos eficazmente a las temperaturas más
altas. Los ácidos grasos libres del aceite blanqueado no se incrementan
significativamente a temperaturas de 125 ºC pero sobre este nivel de temperatura
aumentan bruscamente (Arcillas Activadas S.A., 1992).
Otro proceso reportado (Química Sumex, S.A., 1995) involucra el uso de ácido
fosfórico, tierra activada y carbonato de calcio. El carbonato de calcio sirve para
neutralizar el ácido fosfórico residual; el fosfato de calcio es removido del aceite junto
con las otras impurezas por filtración. Es preferible adicionar el carbonato de calcio
después de la tierra de blanqueo debido a que esta adsorberá la mayoría del ácido
fosfórico y, por lo tanto, el carbonato de calcio actúa como un seguro para prevenir que
el aceite pre-tratado quede con restos de ácido fosfórico. La cantidad adicionada de
carbonato de calcio debe ser estequiométricamente equivalente al ácido fosfórico
usado.
La dosificación de tierra de blanqueo (adsorbente) debe ser de 1 a 3 % (Arcillas
Activadas S.A., 1992; Química Sumex, S.A., 1994 y 1995). El nivel exacto de tierra de
blanqueo dependerá de su poder adsorbente y de la calidad del aceite crudo.
Incrementando el nivel de dosificación se reduce el índice de peróxidos, el color del
aceite y hay mayor remoción de fósforo (Arcillas Activadas S.A., 1992)
El desgomado del aceite de palma se lleva a cabo usualmente mediante la
adición de ácido fosfórico o cítrico, o una mezcla de ambos, existiendo discrepancia en
cuanto a cual de los dos ácidos da mejores resultados. En el trabajo realizado por Soon
(1989), recomiendan el uso del ácido fosfórico a niveles de 0,05 a 0,1 %, ya que a
pesar de que se obtienen aceites blanqueados más oscuros, se produce un aceite
desacidificado más claro que aquel obtenido con ácido cítrico. Sin embargo, en el
trabajo realizado por Química Sumex (Química Sumex, S.A., 1994), se reporta que el
aceite desodorizado más claro fue el tratado con ácido cítrico.

En el trabajo de Law y Berger (1984), se indica que el uso de ácido fosfórico y
cítrico combinados en una relación 3:1 en peso y usada a un nivel de 0,1 % (p/p)
produce un aceite blanqueado de mejor color que cuando se usa solamente 0,1 % (p/p)
de ácido fosfórico. En este mismo trabajo se indica que el desgomado con 200 ppm de
ácido cítrico confiere al aceite de palma buena estabilidad, oxidativa y una
blanqueabilidad superior.
Experimentos realizados en laboratorios del Instituto de Investigación de la Palma
de Malasia (PORIM) (Young, 1981), indicaron que el ácido cítrico es más efectivo que el
fosfórico en la remoción de color, hierro y fósforo.
Es importante señalar que cualquier remanente de ácido fosfórico en el aceite
luego de blanqueado puede tener un efecto dañino en la calidad del aceite de palma
refinado físicamente. Sin embargo, cualquier remanente de ácido cítrico en el aceite
blanqueado no afectaría la calidad del aceite desodorizado ya que el ácido cítrico se
descompone a la temperatura de desacidificación (Young, 1981).
Finalmente, todos los trabajos coinciden en que el desgomado con ácido (cítrico o
fosfórico) ayuda en el mejoramiento de la estabilidad del aceite de palma, debido a una
mejor eficiencia en la remoción de fosfátidos, cobre y hierro, así como también en la
reducción de peróxidos.
El desgomado con ácido, bien sea cítrico o fosfórico, se realiza a una temperatura
entre 70 y 80 ºC, un tiempo de contacto entre 15 a 30 minutos y a presión atmosférica
(Soon, 1989).
Recientemente se ha reportado el uso del ácido láctico en el desgomado de
aceite (Leperg,1994), que ofrecería mayores ventajas que el ácido fosfórico en cuanto a
la remoción de los fosfolípidos y un menor consumo de ácido, sin embargo, no se
cuenta con suficiente información al respecto.
2.3. RESEÑA HISTÓRICA
El aceite de palma es producido del mesocarpio del fruto del árbol Elaeis guineensis y
se viene consumiendo como alimento desde hace 5.000 años. Este árbol es oriundo del
este de Guinea y fue introducido en otras partes de África, sur este de Asia y América

Latina a lo largo de la línea del Ecuador después de la introducción del comercio de
esclavos en el siglo XV. No fue sino hasta el final del siglo XVIII y principios del siglo
XIX cuando el aceite de palma entró en el comercio mundial (The American Journal of
Clinical Nutrition, 1991)
2.4. EXTRACCIÓN DEL ACEITE DE PALMA
Los racimos del fruto son cortados de la palma aceitera cuando maduran y
transportados rápidamente a la planta de extracción que está en la misma plantación; el
fruto es esterilizado para detener la acción de las enzimas que lo dañan y
posteriormente ser desprendido de los racimos y se somete a una digestión, luego el
aceite es extraído, usualmente con una prensa de tornillo. El aceite crudo se deja en
reposo y posteriormente es centrifugado, secado y filtrado, en este estado el producto
es un aceite claro y estable de un color rojo-anaranjado fuerte que en algunas partes
del mundo se usa directamente para freír, pero para la mayoría de los usos el aceite se
refina para obtener un producto de color bajo. (The American Journal of Clinical
Nutrition, 1991).
2.5. COMPOSICIÓN DEL ACEITE DE PALMA
El aceite de palma al igual que el resto de las grasas y aceites es predominantemente
un triester de ácidos grasos y glicerol, llamado comúnmente triglicérido. Los
triglicéridos constituyen normalmente más del 95 %, en peso de la mayoría de las
grasas y aceites. Los componentes menores incluyen mono y diglicéridos, ácidos
grasos libres, fosfátidos, esteroles, alcoholes grasos, vitaminas liposolubles y otras
sustancias. (Bailey, 1979)
2.5.1. Componente principal.. Triglicérido
Un triglicérido está compuesto de un glicerol y tres ácidos grasos, cuando todos los
ácidos grasos en el triglicérido son idénticos, se denominan triglicéridos "simples", la

forma más común, sin embargo, son los triglicéridos "mixtos", en la cual dos o tres
clases de ácidos grasos están presentes en la molécula. La ilustración de la estructura
molecular típica de un triglicérido simple y mixto se muestra en la figura 2.1. R1-COO,
R2-COO y R3-COO, representan en la figura diferentes ácidos grasos esterificados con
el glicerol (HOCH2 - CHOH - CH2OH) (Bailey, 1979)
RR11--CCOOOO--CCHH22 RR11--CCOOOO--CCHH22
|| ||
RR11--CCOOOO--CCHH RR22--CCOOOO--CCHH
|| ||
RR11--CCOOOO--CCHH22 RR33--CCOOOO--CCHH22
Triglicérido Simple Triglicérido Mixto
Figura 2.1 Estructura molecular típica de los triglicéridos.
Fuente: Bailey, 1979
Con respecto a los triglicéridos, el aceite de palma se distingue de los otros
aceites por sus altos niveles de glicéridos de 48, 50 y 52 carbonos, los últimos grupos
están presentes en niveles casi iguales (The American Journal of Clinical Nutrition,
1991)
Las propiedades físicas y químicas de las grasas están muy influenciadas por el
tipo y proporción de ácidos grasos que la componen y la forma en que están
posicionados en la molécula de glicerol. (Bailey, 1979)
Los ácidos grasos presentes en las grasas y aceites comestibles están
clasificados de acuerdo a su grado de saturación como saturados e insaturados, ambos
consisten en cadenas alifáticas lineales con un número par de átomos de carbono y un
grupo carboxilo simple como se ilustra en la fórmula estructural general que se
muestra en la figura 2.2 (Bailey, 1979)

CCHH -- (( CCHH22))XX -- CCOOOOHH
Cadena alifática Grupo carboxilo
Figura 2.2 Fórmula estructural general de los ácidos grasos.
Fuente: Bailey, 1979
Los ácidos grasos saturados son aquellos que contienen solamente enlaces
sencillos carbono-carbono y son los menos reactivos químicamente. Los ácidos grasos
insaturados contienen uno o más enlaces dobles carbono-carbono; cuando el ácido
graso contiene solo un doble enlace se llama "mono-insaturado", si contiene más de un
doble enlace se llama "poli-insaturado". (Bailey, 1979). En la tabla 2.1 se muestra un
resumen de los tipos de ácidos grasos del aceite palma y de los aceites más comunes y
en la tabla 2.2 se muestra la composición del aceite de palma comparado con estos
aceites.
Tabla 2.1 Tipos de ácidos grasos en algunos aceites vegetales
ACEITE PUFA (%) MUFA (%) SFA (%)
Palma 10,9 39,0 50,0
Girasol 66,4 21,3 12,2
Ajonjolí 45,6 38,9 15,5
Soya 61,3 22,4 16,4
Maíz 51,8 32,6 15,6
Maní 32,5 46,5 20,5
Coco 1,6 6,4 91,9
PUFA: Ácidos grasos poliinsaturados. MUFA: Ácidos grasos monoinsaturados. SFA: Ácidos grasos saturados.
Fuente: The American Journal of Clinical Nutrition, 1991
Ácidos Grasos
Fórmula química
A C E I T E S

Tabla 2.2 Composición en ácidos grasos de algunos aceites vegetales.
Fuente: The American Journal of Clinical Nutrition, 1991
22..55..22.. Componentes menores
2.5.2.1. Ácidos grasos libres
Como su nombre lo sugiere, los ácidos grasos libres son los ácidos grasos presentes en
las grasas y aceites que no están combinados, estos se forman como resultado de la
hidrólisis de los glicéridos (figura 2.3), durante la reacción se forman también mono y
diglicéridos (figura 2.4). (Bailey, 1979).
Palma Girasol Ajonjolí Soya Maiz Maní Coco
Caprónico C6H12O2 - - - - - - 0,2 - 0,8
Caprílico C8H16O2 Tr. - - - - - 6 - 9
Cáprico C10H20O2 Tr. - - - - - 6 - 10
Láurico C12H24O2 0,1 - - - - - 44 - 51
Mirístico C14H28O2 0,5 - 1,5 Tr. Tr. Tr. - 0,3 Tr. - 15 - 19
Palmítico C16H32O2 40 – 45 5 – 7 7 - 9 7 – 10 12 - 15 3 - 9 8 - 10
Esteárico C18H36O2 5 – 6 3 – 5 5 - 7 5 – 7 3 - 4 3 - 6 1 - 3
Araquídico C20H40O2 0,3 0,6 - 0,8 0,4 - 0,8 0,3 - 0,9 Tr. - 0,5 2 - 4 -
Behenico C22H44O2 - 0,6 - 0,8 Tr. Tr. Tr. Tr. - 3 -
Lignocerico C24H48O2 - - - - - 1 - 3 -
Miristoleico C14H26O2 - - - Tr. - 0,1 - - -
Palmitoleico C16H30O2 0,3 0,1 - 0,3 0,2 - 0,6 Tr. - 0,4 0,2 - 0,4 0,2 - 0,6 Tr. - 0,4
Oleico C18H34O2 36 – 45 22 – 50 37 - 42 19 – 25 28 - 40 45 - 65 5,5 - 7,5
Gadoleico C20H38O2 Tr. 0,1 0,1 0,1 - 0,3 0,1 1 - 1,5 -
Linoleico C18H32O2 9 – 11 40 – 68 37 - 47 50 – 55 50 17 - 32 Tr. - 2,5
Linolénico C18H30O2 0,2 Tr. 0,2 - 0,4 6 – 10 0,5 - 0,9 - -
R1COO-CH2
R2COO-CH
OH-CH2
OH-CH
HOOCR1
HOOCR2

R1COO-CH2
R2COO-CH2
OH-CH
Figura 2.3 Reacción de hidrólisis de los triglicéridos.
Fuente: Bailey, 1979.
El aceite de palma crudo contiene normalmente de 2,5 % a 5 %, de ácidos grasos
libres pero si es mal manejado puede contener más de 10 % (Young, 1981).
Figura 2.4 Estructura de los mono y diglicéridos.
Fuente: Bailey, 1979
2.5.2.2. Fosfátidos
Los fosfátidos consisten de alcoholes polihídricos (usualmente glicerol), combinados
con ácidos grasos, ácidos fosfórico y compuestos que contienen nitrógeno. Los
fosfátidos más comunes encontrados en los aceites comestibles son la lecitina de
soya y la cefalina (figura 2.5) (Bailey, 1979)
Hay dos clases de fosfátidos, llamados "hidratables" y "no hidratables". Los
fosfátidos hidratables están constituidos principalmente por la lecitina y cefalina,
a-monoglicérido
R1COO-CH2
HO-CH
OH-CH2
OH-CH2
R1COO-CH
OH-CH2
b-monoglicérido
R1COO-CH2
R2COO-CH
OH-CH2
1,2 diglicérido 1,3 diglicérido
3H2O + +
Triglicérido Agua

mientras que los no hidratables son sales de calcio, magnesio y posiblemente hierro
del ácido fosfatídico, las cuales son más liposolubles que los fosfátidos normales
(Erickson, 1995). El mesocarpio del fruto de la palma contiene normalmente una alta
concentración de fosfátidos, cerca del 2% del aceite pero este es reducido a un nivel
mucho más bajo (de 5 a 130 ppm) durante el proceso de extracción húmedo
(Layman’s, 1988).
Figura 2.5 Estructura de los fosfátidos.
Fuente: Bailey, 1979
2.5.2.3. Carotenoides
Los carotenoides son sustancias coloreadas que están presentes en forma natural en
las grasas y aceites. Su rango de color va desde amarillo hasta rojo profundo,
estructuralmente los carotenoides están constituidos por cadenas de hidrocarburos
altamente insaturados o grupos isopreno, unidos formando diferentes configuraciones
cíclicas y acíclicas (Bailey, 1979). En la figura 2.6, se observa la estructura del
betacaroteno.

Figura 2.6 Estructura del betacaroteno.
Fuente: Bailey, 1979
El aceite de palma crudo es el que contiene más pigmentos carotenoides, los
cuales son responsables de su color rojo característico. Los carotenoides están
presentes en el aceite de palma crudo en concentraciones de 500 a 1000 mg/L. Los
mayores componentes son alfa y beta carotenos y pequeñas cantidades de lambda
caroteno, licopeno y xantofila. (The American Journal of Clinical Nutrition, 1991)
2.5.2.4. Vitaminas
En general, la mayoría de las grasas y aceites no son una fuente importante de
vitaminas distintas a la vitamina E (que es idéntica a los tocoferoles). Sin embargo, la
vitamina A (figura 2.7), puede considerarse derivada del beta-caroteno, por rotura de la
cadena hidrocarbonada por la mitad y adición de una molécula de agua a cada
fragmento (Bailey, 1979), dicha transformación ocurre de hecho en el cuerpo humano
y en el de otros animales, por lo que el betacaroteno se considera como pro-vitamina A.
(Bailey, 1979).
2.5.2.5. Fenoles
Durante la fritura el aceite de palma tiende a oscurecerse inicialmente más rápido

Figura 2.7 Estructura de la vitamina A.
Fuente: Bailey, 1979
que algunos otros aceites y esto puede ser debido a la presencia de compuestos
fenólicos. La concentración total de fenol en el aceite de palma crudo es usualmente
menor de 100 mg/L (The American Journal of Clinical Nutrition, 1991).
2.5.2.6. Metales
En el aceite crudo pueden estar presentes pequeñas cantidades de hierro y cobre,
los cuales actúan como catalizadores de las reacciones de oxidación. Las
impurezas de hierro son derivadas de la fricción en los equipos durante la
molienda y el contacto del aceite con superficies metálicas durante su almacena-
miento, transporte y refinación.
2.6. PROCESAMIENTO DE LOS ACEITES VEGETALES
Cada uno de los aceites vegetales tiene sus características particulares por lo que se
han desarrollado técnicas de procesamiento para soya, algodón, girasol, palma y
muchos otros. Sin embargo, muchas de las técnicas son aplicables en mayor o menor
grado a todos los aceites vegetales.
Existen dos procesos para la refinación del aceite de palma, ellos son:

Refinación alcalina, que consiste en la neutralización de los ácidos grasos
libres con una solución de hidróxido de sodio.
Refinación física, en la cual los ácidos grasos libres son destilados del
aceite.
En la tabla 2.3, se muestran las principales impurezas que son eliminadas o redu-
cidas en cada etapa y en la figura 2.8 los procesos de refinación,
Tabla 2.3 Impurezas eliminadas en los procesos de refinación de aceites
vegetales.
Fuente:: Law; Gerber, 1990
Etapa Principales impurezas removidas
Desgomado Fosfolípidos, trazas de metales, pigmentos.
Neutralización Ácidos grasos, fosfolípidos, pigmentos, materiales insolubles en
aceite y solubles en agua.
Lavado Jabón.
Secado Agua.
Blanqueo Pigmentos, productos de oxidación, trazas de metales y de jabón.
Filtración Tierra de blanqueo usada.
Desodorización Ácidos grasos, mono y diglicéridos, productos de oxidación,
productos de la descomposición de pigmentos.
Refinación física Ácidos grasos, mono y diglicéridos, productos de oxidación,
productos de la descomposición de pigmentos.
Pulido Remoción de trazas de materiales insolubles en aceite.
MMÉÉTTOODDOO FFÍÍSSIICCOO MMÉÉTTOODDOO QQUUÍÍMMIICCOO

Figura 2.8 Etapas de los procesos de refinación de aceites vegetales.
Aceite crudo
almacenado
Aceite crudo almacenado
Desgomado Desgomado
Neutralización
Lavado con agua
Secado
Blanqueo Blanqueo
Filtración Filtración
Aceite pre-tratado
almacenado
Aceite blanqueado
almacenado
Desacidificación Desodorización
Pulido Pulido
Enfriamiento Enfriamiento
Aceite comestible
almacenado
Aceite comestible
almacenado

2.6.1. Proceso de refinación alcalina
2.6.1.1. Desgomado
El primer paso en el proceso de refinación es el desgomado, la mayoría de los aceites
contienen fosfolípidos, también conocido como fosfátidos y más comúnmente como
gomas, estos compuestos actúan como agentes emulsificantes, los fosfolipidos también
están combinados con parte de las trazas de metales que contienen los aceites y
estas, si no son removidas, contribuyen a incrementar la inestabilidad oxidativa y la
fijación de color en el aceite desodorizado. Los fosfátidos están clasificados como
hidratables y no hidratables dependiendo de su solubilidad en el agua. (Bailey, 1979).
En el desgomado simple con agua, todos los fosfolípidos hidratables son
eliminados y en el desgomado ácido se eliminan los fosfolípidos no hidratables que
consisten en sales o compuestos de coordinación de calcio y magnesio. (Law, 1990)
Los fosfátidos, proteínas y sustancias mucilaginosas son solubles en el aceite en
forma anhidra. Estas impurezas pueden ser precipitadas y removidas si son
hidratadas. Los fosfátidos y sustancias mucilaginosas son agentes emulsificantes y una
excesiva cantidad puede incrementar las pérdidas de aceite neutro cuando el aceite se
refina con soda cáustica. El desgomado con agua generalmente remueve cerca del
90% de fosfátidos, sin embargo, hay algunos fosfátidos hidratables que no reaccionan
con agua y deben ser removidos con ácido tales como fosfórico o cítrico. El proceso
de desgomado húmedo se emplea para producir lecitina a partir de aceites crudos con
alto contenido de fosfátidos como por ejemplo el aceite de soya que puede contener
hasta 3 % de fosfolípidos. (Law,1990). Algunos aceites no tienen un alto contenido de
fosfátidos y no requieren un proceso de desgomado previo a su refinación cáustica, tal
es el caso de los aceites de girasol, ajonjolí y palma entre otros (Bailey, 1979).
En la figura 2.9, se muestra el diagrama de flujo de un proceso de desgomado
continuo, la cantidad de agua que se añade puede ajustarse de acuerdo con el
contenido de fosfátidos que tenga el aceite crudo inicial, normalmente se agrega casi
un 2 %, para el caso de la soya (Bailey, 1979)
Las condiciones normales de operación para el desgomado son (Bailey, 1979):

Adición de agua al aceite, el cual previamente se ha calentado a 60 - 70
ºC,
Mezcla por medio de mezcladores en línea ya sean mecánicos o estáticos,
Se permite un tiempo de retención y luego se centrifuga y se seca el aceite.
Figura 2.9 Proceso de desgomado continuo.
Fuente: Bailey, 1979
2.6.1.2. Neutralización o refinación alcalina
El siguiente paso en el procesamiento tradicional de los aceites vegetales es la
refinación alcalina. El principal objetivo del tratamiento alcalino es remover los ácidos
grasos libres aunque también se eliminan otras impurezas no glicéridas que consisten

principalmente de sustancias mucilaginosas, fosfátidos, clorofila y compuestos
coloreados.
El proceso consiste en el tratamiento del aceite crudo con una cantidad
predeterminada de álcali, usualmente una solución de soda cáustica, la cual
reacciona con los ácidos grasos libres para producir jabones insolubles que son
separados del aceite (figura 2.10) (Bailey, 1979)
Antes de ser refinado con soda cáustica, el aceite contiene trazas de fosfátidos
en su mayoría no hidratables, por lo que se le realiza un pretratamiento con ácido
fosfórico lo cual insolubiliza los fosfátidos no hidratables que son separados
posteriormente junto con el jabón (Bailey, 1979).
En la figura 2.11, se muestra el diagrama de flujo del proceso de neutralización
continua. En este proceso el aceite pre-tratado con ácido se combina con hidróxido de
sodio en un mezclador de alta velocidad, la soda cáustica inmediatamente reacciona
con los ácidos grasos libres y se produce jabón, esta mezcla de jabón y aceite se
envía a las centrífugas que separan la fase pesada de jabón (llamada comúnmente
“soap-stock”), de la fase liviana de aceite (Bailey, 1979). La primera centrífuga se
ajusta, por la presión de salida del aceite, de tal manera que la separación ocurra con
una pequeña cantidad de jabón remanente en el aceite descargado, típicamente este
nivel de jabón deberá ser de 100 a 400 ppm., este valor se optimiza conociendo la
eficiencia de la centrífuga lavadora para remover el jabón residual (Bailey, 1979).
Después de salir de la primera centrífuga el aceite se mezcla con agua en un mezclador
centrífugo y pasa a la centrífuga lavadora donde se elimina parte del jabón residual.
Las unidades se balancean de tal manera que la cantidad de aceite neutro que se
pierde con el jabón en la primera centrífuga sea mínimo y se remueva la máxima
cantidad de jabón en la centrífuga lavadora. Después del lavado con agua el aceite
usualmente se seca antes del blanqueo al vacío (Bailey, 1979).
RRCCOOOOHH ++ NNaaOOHH RRCCOOOONNaa ++ HH22OO
Ácido graso
Hidróxido de sodio Jabón Agua
Figura 2.10 Reacción de formación de jabón.

Figura 2.11 Proceso de neutralización continua.
Fuente: Bailey, 1979.
La refinación cáustica del aceite se puede hacer también por cargas (figura 2.12).
En este proceso la neutralización se realiza en un tanque cónico equipado con un
agitador de velocidad baja, el tanque debe tener un serpentín interno con vapor y un
sistema para rociar la solución cáustica y el agua sobre la superficie del aceite (Bailey,
1979).

Figura 2.12 Proceso de neutralización por cargas.
Fuente: Bailey, 1979.
El método de neutralización por cargas implica el calentamiento de la carga de
aceite a una temperatura de 65ºC aproximadamente, luego se adiciona la solución de
soda cáustica, previamente calculada, pulverizada directamente sobre la superficie del
aceite, posteriormente se agrega agua caliente para arrastrar el jabón formado. En
algunos casos se añade sal, carbonato de sodio u otro electrolito, a fin de ayudar a la
rotura de la emulsión del jabón y el aceite y favorecer la granulación y sedimentado del

jabón. Se necesitan varios lavados posteriores para completar la eliminación del jabón
total del aceite. El método de neutralización por lotes es particularmente ventajoso para
procesar aceites con acidez muy alta.
En la refinación cáustica se deben considerar los siguientes aspectos:
Una adecuada elección del álcali usado.
Cantidad de álcali necesario.
La técnica de refinación empleada para producir la purificación deseada (sin una
saponificación excesiva del aceite neutro).
El método utilizado para una separación eficiente del aceite refinado del
“soap-stock”.
Una desventaja del método de refinación cáustica es la pérdida de una pequeña
porción de aceite neutro, adicional a la acidez libre, como resultado de la reacción del
triglicérido con el álcali (figura 2.13), estas pérdidas pueden minimizarse utilizando una
buena tecnología (Bailey, 1979)
RR11CCOOOO –– CCHH22 HHOO –– CCHH22 NNaaOOOOCCRR11
|| ||
RR22CCOOOO –– CCHH ++ 33NNaaOOHH HHOO –– CCHH ++ NNaaOOOOCCRR22
|| ||
RR33CCOOOO –– CCHH22 HHOO –– CCHH22 NNaaOOOOCCRR33
Triglicérido Hidróxido de sodio
Glicerol Jabón
Figura 2.13 Reacción de formación de jabón.
Fuente: Bailey, 1979.
2.6.1.3. Blanqueo
La neutralización es seguida por el blanqueo, el cual es considerado como una de las
etapas más importantes en el procesamiento de los aceites (Erickson, 1985), este
proceso tradicionalmente ha tenido como principal objeto la remoción de componentes
coloreados y adicionalmente la eliminación del jabón remanente en el aceite luego de
la neutralización, componentes metálicos, subproductos de oxidación y otras sustancias

indeseables, sin embargo, en años recientes, el proceso de blanqueo ha sido objeto de
considerable atención, esto ha traído como resultado una mejor comprensión del hecho
de que el proceso afecta a los aceites más allá de la remoción de material colorante y
que, además, influye en la estabilidad de los productos de aceite comestible en un
grado decisivo (Mag, 1992).
El blanqueo de los aceites se logra mediante un proceso de adsorción. Los
materiales polares, que están disueltos o suspendidos en el aceite en concentraciones
relativamente bajas, se adsorben en las superficies de las partículas sólidas de un
material adsorbente. Estas superficies tienen centros cargados eléctricamente debido a
las heterogeneidades en las redes cristalinas que constituyen las partículas (Mag, 1992)
Para el blanqueo, el material adsorbente más comúnmente usado es la tierra
ácido activada hecha con un mineral llamado montmorillonita, otros adsorbentes
utilizados son el carbón activado, la tierra no activada y en época más reciente, sílicas
sintéticas (Mag, 1992)
Existen en uso muchas versiones del proceso de blanqueo, en la mayoría de los
casos el proceso es continuo, sin embargo, el método por cargas se emplea en
algunas plantas; cualquiera de los sistemas utilizados opera bajo vacío (Bailey, 1979)
En el método por carga (figura 2.14), el aceite neutro es enviado a un tanque
equipado con agitador, serpentín de calentamiento y un sistema de vacío, el aceite se
calienta entre 80-110ºC, bajo un vacío de 50 – 75 mmHg, absoluto y con agitación.
Luego se agrega la cantidad deseada de tierra de blanqueo, entre 0,25% a 2%,
después que la tierra de blanqueo ha sido añadida al aceite; el vacío, temperatura y
agitación se mantiene por un periodo de 15 a 30 minutos, luego de este tiempo, la
mezcla de aceite y tierra se bombea a un filtro donde la tierra es removida del aceite
blanqueado y este se enfría para su almacenamiento (Bailey, 1979)

Figura 2.14 Proceso de blanqueo por cargas.
Fuente: Bailey, 1979.
Existen en uso varias versiones del proceso de blanqueo continuo. En la figura 2.15, se
muestra el diagrama de flujo de un proceso típico. En este sistema el aceite neutro es
bombeado al tanque de barro en donde se mezcla con la tierra de blanqueo que es
dosificada por un transportador tipo tornillo que alimenta en forma continua una
cantidad determinada de tierra, basada en el flujo de aceite neutro alimentado, un
controlador de nivel en el tanque de barro regula que el flujo de alimentación sea igual
al de salida, la mezcla aceite-tierra es enviada a la parte superior del blanqueador al
vacío a través de unas boquillas para remover la humedad y el aire de la mezcla
(Bailey, 1979).

Figura 2.15 Proceso de blanqueo continuo.
Fuente: Bailey, 1979.
El blanqueador al vacío está diseñado para calentar el aceite hasta la temperatura de
blanqueo y para dar un tiempo de retención suficiente para un contacto óptimo entre el
aceite y la tierra de blanqueo, la temperatura de blanqueo es controlada por un
indicador controlador de temperatura el cual regula el flujo de vapor, un controlador de
nivel regula que la descarga de aceite del blanqueador sea igual a la alimentación,
luego del blanqueador, la suspensión de aceite y tierra es bombeada a presión a través
de un filtro a un enfriador y de allí al tanque de almacenamiento.
2.6.1.4. Desodorización

El último paso en el procesamiento de los aceites vegetales es la desodorización, en
contraste con los otros pasos, los cuales incluyen un tratamiento químico, la
desodorización es un tratamiento estrictamente físico, que consiste esencialmente en
una destilación al vacío en corriente de vapor, con el propósito de remover las
sustancias que le dan mal olor y sabor al aceite. Esto es factible debido a la gran
diferencia entre la volatilidad de estas sustancias y los triglicéridos, junto con la
eliminación de estas sustancias, ocurre también la eliminación de los ácidos grasos
libres presentes en el aceite debido a que las presiones de vapor y los pesos
moleculares de las sustancias odoríferas son semejantes a la de los ácidos grasos
comunes (Bailey, 1979)
La operación se lleva a cabo a temperaturas elevadas, para aumentar la
volatilidad de los ácidos grasos libres; aplicando una presión reducida, durante la
operación, se protege al aceite caliente de la oxidación, se impide la hidrólisis indebida
del aceite por acción del vapor de agua y se disminuye considerablemente la cantidad
necesaria de este (Bailey, 1979)
La desodorización elimina también los peróxidos y aldehídos productos de las
reacciones de oxidación atmosférica, por otra parte, debido a la inestabilidad de los
pigmentos carotenoides ante el calor, el proceso de desodorización reduce
marcadamente el color de la mayoría de los aceites vegetales, sobre todo si estos
cuerpos coloreados no han sido eliminados en el proceso de blanqueo (Bailey, 1979)
En la desodorización con vapor, el vapor de borboteo solo sirve para arrastrar las
sustancias que van a destilar el aceite, no ejerciendo ninguna acción química sobre este
(Bailey, 1979). Cuando el objeto principal de la desodorización es eliminar los ácidos
grasos libres del aceite en lugar de los compuestos que dan olor y sabor entonces este
proceso se conoce como desacidificación con vapor y es la última etapa del proceso de
refinación física.
La desodorización se realiza usualmente como un proceso continuo, pero el
método por carga es una alternativa aceptable, existen muchos sistemas de
desodorización continua, todos ellos utilizan los mismos principios básicos variando la
forma de los equipos dependiendo del fabricante, en la figura 2.16, se muestra el

diagrama de flujo de uno de los procesos de desodorización continua utilizado en la
industria, y en la tabla 2.4 la lista de partes y secciones del diagrama de flujo mostrado
en la figura 2.16. En este proceso, el aceite blanqueado es bombeado continuamente a
un desaireador (2) el cual está al mismo vacío del desodorizador (3 - 6 mmHg), para
remover todo el aire del aceite antes del calentamiento (Industrias Diana, 2001)
El aceite desaireado se bombea a través de un intercambiador de calor (7) en la
sección de recuperación de calor, donde es calentado por el aceite desacidificado,
desde esta sección el aceite fluye a la sección de calentamiento localizada en el tope
del desodorizador. En la sección de calentamiento (3) el aceite pasa a través de un
grupo de tubos en "U" donde es calentado a la temperatura de procesamiento
requerida (240 - 270 ºC), con vapores del fluido térmico proveniente de la caldera (10).
En esta sección el aceite se agita con vapor vivo proveniente de un tubo perforado
instalado en el fondo del compartimiento.
Luego de calentado, el aceite cae por rebose a la sección de despojamiento (4)
en la cual los ácidos grasos libres son destilados del aceite al bajar este sobre una
serie de bandejas en contracorriente con el flujo de vapor inyectado en el fondo de las
bandejas, posteriormente el aceite pasa a la sección de retención (5) donde tiene el
tiempo de residencia requerido para el blanqueo térmico después del cual fluye a la
sección de desodorización, (6) en esta sección el aceite pasa nuevamente sobre una
serie de bandejas en contracorriente con el vapor ascendente inyectado por el fondo, el
aceite desodorizado fluye continuamente a la sección de recuperación de calor (7)
donde transfiere parte de su calor al aceite que está siendo alimentado al equipo,
posteriormente el aceite pasa a la sección de enfriamiento (8) donde es enfriado con
agua, utilizando un intercambiador de calor, a la temperatura requerida y luego es
almacenado. Los vapores producidos en cada sección del desodorizador, que consisten
en ácidos grasos, impurezas volátiles y vapor de agua, pasan a la torre de recuperación
de destilados a través de un ducto colector conectado paralelamente a la torre de
destilación.

Figura 2.16 Diagrama de flujo del proceso de desodorización continua.
Fuente: Industrias Diana, 2001.

1.- Filtros de aceite blanqueado.
2.- Secador de aceite previo al desodorizador.
A.- Línea de aceite pre-calentado.
3.- Sección de calentamiento de aceite (intercambiador de calor).
4.- Sección de despojamiento de ácidos grasos libres (bandejas).
5.- Sección de retención (tanque interno).
6.- Sección de desodorización (bandejas).
7.- Sección de recuperación de calor (intercambiador de calor).
8.- Sección de enfriamiento de aceite (intercambiador de calor).
9.- Filtros de aceite desodorizado.
10.- Caldera de aceite térmico.
11.- Torre colectora de ácidos grasos destilados.
12.- Enfriador de ácidos grasos.
13.- Colector de ácidos grasos (tanque de goteo).
14.- Sistema de presión de vacío.
P1, P2......P6 bombas
Figura 2.16 Lista de parte y secciones del diagrama de flujo.
Fuente: Industrias Diana, 2001.
Estos vapores fluyen desde el fondo de la torre de destilado mediante un relleno tipo
malla, en contracorriente con una lluvia descendente de destilado frío, los vapores de
destilados condensan y se combinan con el destilado líquido, luego son sacados del
fondo de la torre y bombeados hacia el enfriador de destilado y recirculados hasta el
tope de la torre; la cantidad de destilados que recircula en el sistema se mantiene
constante y el exceso se descarga para su almacenamiento. El vapor de agua
inyectado al sistema fluye desde el tope de la torre de destilados al sistema de vacío de
cuatro etapas (14) que mantiene a presión reducida todo el equipo de desodorización.
En la desodorización por carga, el desodorizador consta corrientemente de un
recipiente en forma de cilindro vertical con extremos cónicos o semiesféricos.
El vapor de borboteo se inyecta por el fondo a través de un distribuidor y el calor es
suministrado por un serpentín de calentamiento por el que fluyen vapores de fluido
térmico provenientes del vaporizador; el aceite se carga dentro del desacidificador y se
calienta bajo vacío hasta la temperatura de operación, luego se realiza la

desodorización inyectando vapor durante cuatro horas y media, los vapores
producidos de ácidos grasos destilados, compuestos volátiles y agua son retirados por
el sistema de vacío. Una vez cumplido el tiempo de desodorización el aceite se
descarga y se enfría para su almacenamiento.
2.6.2. Refinación física
La refinación física consiste en la remoción de los ácidos grasos libres presentes en el
aceite por destilación al vacío en corriente de vapor, en lugar de la reacción con álcali.
Este proceso puede ser aplicado a cualquier aceite vegetal el cual debe ser pretratado
para remover las impurezas que no son eliminadas por el arrastre con vapor o que
podrían degradarse a altas temperaturas, estas impurezas incluyen, en cantidades
variables en diferentes aceites, materiales tales como fosfolípidos, clorofila y trazas de
metales (Soon, 1989).
El proceso de refinación física consiste de dos etapas: en la primera (figura 2.17),
el aceite es sometido a un pre-tratamiento ácido seguido de un tratamiento con tierra
adsorbente similar al proceso de blanqueo en la refinación alcalina, el objeto del
tratamiento ácido, al igual que en la refinación alcalina, es hacer insolubles los
fosfátidos no hidratables para que puedan ser eliminados junto con los compuestos
metálicos, clorofila y otras sustancias indeseables en el tratamiento con el adsorbente
(Soon, 1989)
Tal como se muestra en la figura 2.17, el aceite crudo se alimenta continuamente
a una velocidad regulada dentro del tanque de pre tratamiento (1), donde se mezcla con
una cantidad determinada de ácido proveniente del tanque de ácido (2), la mezcla es
agitada fuertemente para obtener un tratamiento completo, después del cual el aceite
es bombeado al tanque de “slurry” (3), la tierra adsorbente es alimentada
continuamente desde la tolva de tierra (4), dentro del tanque de “slurry” (3), a una
velocidad controlada ajustada a las características del aceite. El “slurry” de aceite y
tierra se bombea continuamente al blanqueador al vacío (5), y rociado en el espacio
superior para obtener una desaireación completa antes del calentamiento, la mezcla de
aceite con adsorbente es calentada hasta la temperatura de blanqueo deseada por un

serpentín de vapor y el blanqueador es mantenido bajo vacío por un sistema de
eyectores de vapor (7).
Figura 2.17 Diagrama de flujo del proceso para el tratamiento ácido del aceite de palma crudo.
Fuente: Soon, 1989.
El blanqueador está diseñado para permitir un buen contacto entre el aceite y el
adsorbente y un tiempo adecuado, el slurry es bombeado del blanqueador hacia un
enfriador (6), y posteriormente pasa a través de un filtro, el aceite pre-tratado filtrado es
descargado continuamente hacia el proceso de refinación ó es almacenado.
El pre tratamiento también puede realizarse en un proceso por cargas en donde el
aceite se somete al tratamiento ácido y posterior blanqueo en el mismo tanque provisto
de agitación y sistema de vacío, en este proceso el aceite se carga en el reactor, se
calienta hasta la temperatura requerida para el tratamiento, se le agrega una cantidad
predeterminada de ácido y se agita el tiempo necesario para completar la operación.
Posteriormente se le agrega la tierra adsorbente y se eleva la temperatura para realizar
el blanqueo agitando el “slurry” por un tiempo determinado, luego de transcurrido el
tiempo de blanqueo el “slurry” es filtrado y el aceite pretratado y blanqueado se alma-
cena para su posterior desacidificación.
Una vez que el aceite ha sido pre-tratado con ácido y tierra de blanqueo, se
desacidifica en un equipo de desodorización similar al descrito en el proceso de
desodorización. En este proceso, como ya se indicó, ocurren tres operaciones
realizadas a alto vacío y elevada temperatura, primero, los ácidos grasos libres son
removidos por el contacto con vapor en múltiples etapas, luego, los pigmentos son
convertidos a una forma incolora mediante su descomposición térmica en la cámara de
retención. Finalmente, el aceite es desodorizado por el contacto adicional con vapor en
múltiples etapas.
2.6.3. Materiales utilizados en la refinación de aceites vegetales
En esta sección se describen los materiales usados comúnmente para la
refinación de los aceites vegetales:
2.6.3.1. Soda cáustica
Es un sólido blanco de densidad mayor que la del agua cuya fórmula es NaOH. Es
soluble en agua en un amplio rango de concentraciones y se disuelve con
desprendimiento de calor, las soluciones resultantes son fuertemente alcalinas y tienen
un pH alto.
La soda cáustica se comercializa en distintas formas y grados dependiendo del
uso, encontrándose en forma de bloques sólidos, hojuelas y líquida, disuelta con agua
en soluciones con concentración de 50 % ó 73 % como NaOH. Para la refinación de los
aceites se emplea la soda cáustica al 50 % en solución con agua con las características
que se indican en la tabla 2.4.
Tabla 2.4 Características de la soda cáustica.

Parámetro Valor
Concentración (% peso como NaOH) 46,0 mínimo
Carbonato de sodio (% peso) 0,75 máximo
Hierro (ppm) 20 máximo
Cloruro de sodio (% peso) 0,2 máximo
Densidad a 20ºC (g/cm3) 1,515
Fuente: Industrias Diana. 2001
2.6.3.2. Ácido fosfórico.
El ácido fosfórico (H3PO4), es un líquido viscoso, incoloro claro e inodoro; dependiendo
de la concentración y temperatura puede estar en forma de sólido cristalino
transparente. Según el uso el ácido fosfórico se fabrica a distintos grados y concentra-
ciones encontrándose el grado purificado, grado alimenticio y grado farmacéutico, para
la refinación de los aceites vegetales se utiliza el ácido fosfórico grado alimenticio con
las características que se muestran en la tabla 2.5.
Tabla 2.5. Características del ácido fosfórico grado alimenticio.
Parámetro Valor
Apariencia Líquido claro,
incoloro
Concentración (% p/p H3PO4) 85
P2O5 (% p/p)
61 +/- 0,5
As (ppm)
2 máximo
Pb (ppm)
5 máximo
Fe (ppm)
50 máximo
Cl (ppm) 100 máximo
SO4 (ppm) 250 máximo
Metales pesados (ppm)
10 máximo
Gravedad específica (a 15,5 0C) 1,694
Fuente: Industrias Diana
2.6.3.3. Ácido cítrico

El ácido cítrico (C6H8O7), se presentan como cristales incoloros, traslúcidos o blancos.
Es anhidro o contiene una molécula de agua de hidratación.
El ácido cítrico que se emplea en el procesamiento de los aceites, es de forma
anhidra y con las especificaciones que se indican en la tabla 2.6.
Tabla 2.6. Características del ácido cítrico anhidro.
Parámetro Valor
Pureza (%) 99,5 mínimo
Humedad (%) 0,5 máximo
Arsénico (ppm) 3 máximo
Metales Pesados (ppm) 10 máximo
Residuo de Ignición (%) 0,05 máximo
Gravedad Especifica (a 20 OC) 1,665
pH en solución 0,1 N 2,2
Fuente: Industrias Diana.2001
2.6.3.4. Tierra de blanqueo
Como material adsorbente en el blanqueo de aceites se utilizan tierras ácido activadas,
tierras neutras, carbón activado y sílicas sintéticas.
Las tierras ácido activadas provienen de la arcilla denominada montmorillonita,
que consiste de tres capas, dos capas de sílice tetraédrica separada por una capa de
alúmina octaédrica. En su estado natural la montmorillonita tiene poca actividad
adsorbente pero, cuando es tratada con ácidos minerales se modifica su estructura
cristalina, composición química y porosidad dando como resultado un incremento en su
poder adsorbente. Este proceso se denomina “activación” y puede ser controlado para
producir diferentes grados de tierras de blanqueo ácido activadas que se usan
dependiendo de los requerimientos de blanqueo. En la tabla 2.7 se muestran las
características de una tierra ácido-activada típica.

Tabla 2.7 Características de una tierra activada típica.
Parámetro Valor
Si02 (% en peso base seca) 66
Al2O3 10
Fe2O3 4
MgO 3
CaO 5
K2O 2
Na2O 1
Pérdida por calcinación 9
Superficie específica (m2/g) 190
Humedad libre (%) 10
pH (suspensión al 10 %) 2,5
Acidez residual (%) 0,35
Densidad aparente (g/L) 560
Densidad asentada (g/L) 650
Fuente: Química Sumex, 1994
Las tierras neutras que se utilizan actualmente para el blanqueo de los aceites,
provienen de un mineral identificado como hormita que es mineralógicamente diferente a
la montmorillonita. La hormita es un silicato de estructura cristalina tubular que la
diferencia de la montmorillonita que es un silicato en capas, esta configuración de la
hormita le confiere una gran área de superficie y porosidad, lo cual evita el tener que
activarla con ácidos minerales. En la tabla 2.8 se muestran las características de una
tierra de blanqueo neutra.

Tabla 2.8 Características de una tierra de blanqueo neutra.
Parámetro Valor
SiO2 (% peso base seca) 70,35
Al2O3 (% peso base seca) 13,60
TiO2 (% peso base seca) 0,61
Fe2O3 (% peso base seca) 5,13
CaO (% peso base seca) 2,12
MgO (% peso base seca) 5,81
K2O (% peso base seca) 1,29
Na2O (% peso base seca) 0,25
Pérdida por calcinación (%) 25
Humedad libre (%) 11,5
pH (suspensión al 5%) 6,5
Densidad sin compactar (lb/pie3) 20,5
Densidad compactada (lb./pie3) 27,0
Área superficial (m2/g) 321,0
Fuente: Oil Dri, 1994
Recientemente se han desarrollado adsorbentes producidos sintéticamente que
consisten en sílica gel amorfa (SiO2) especialmente formulada para la refinación de
aceites comestibles, este compuesto adsorbe selectivamente del aceite los fosfátidos,
trazas de metales, jabones y compuestos de oxidación. En la tabla 2.9, se indican las
propiedades típicas de una sílica sintética.
Tabla 2.9 Propiedades típicas de una sílica sintética.
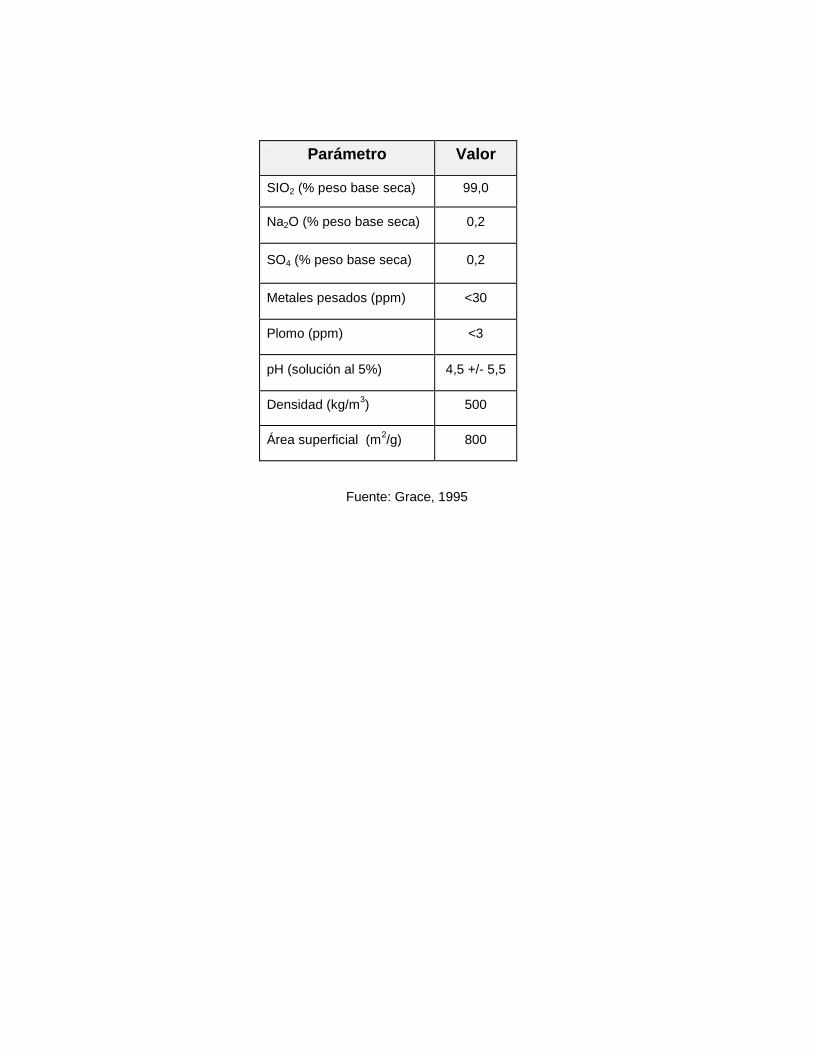
Parámetro Valor
SIO2 (% peso base seca) 99,0
Na2O (% peso base seca) 0,2
SO4 (% peso base seca) 0,2
Metales pesados (ppm) <30
Plomo (ppm) <3
pH (solución al 5%) 4,5 +/- 5,5
Densidad (kg/m3) 500
Área superficial (m2/g) 800
Fuente: Grace, 1995

CCAAPPÍÍTTUULLOO 33
MMaarrccoo mmeettooddoollóóggiiccoo
En este capítulo se describen las actividades ejecutadas para realizar la investigación.
3.1. DISEÑO DE LA INVESTIGACIÒN
Considerando los objetivos planteados el nivel de profundidad de la investigación es del
tipo proyecto factible, ya que consiste en diseñar y desarrollar un proceso de refinación
para el aceite crudo de palma para reducir las pérdidas del proceso actual y mejorar su
eficiencia.
La estrategia de la investigación es del tipo experimental ya que se evalúan en el
laboratorio distintos materiales utilizados para la refinación del aceite crudo de palma
modificando las condiciones del proceso para obtener la mejor combinación de estos y
utilizarlas en la planta. Posteriormente se analizan los resultados obtenidos en la planta
y se realizan las modificaciones o mejoras necesarias a los equipos y procesos
existentes.
El desarrollo sistemático de la investigación se hace siguiendo las siguientes
fases:
Caracterización del aceite crudo de palma.
Evaluación del estado actual de los equipos y procesos disponibles en la
planta.
Selección del proceso de refinación de aceite crudo de palma.
Determinación a nivel de laboratorio los materiales y condiciones de
operación del proceso seleccionado.
Desarrollo a nivel industrial del proceso seleccionado.

Evaluación del rendimiento del proceso implantado y la calidad del aceite
obtenido.
3.1.1. Caracterización del aceite crudo de palma
El objetivo de esta etapa es conocer las características del aceite crudo de palma que
se debe refinar ya que el tipo de procesamiento dependerá de la calidad de este aceite.
Como ya se mencionó antes los aceites crudos contienen un número de
componentes no glicéridos, algunos de los cuales son beneficiosos y otros no. La
elección del proceso está limitada en que aún el aceite crudo de mejor calidad
contendrá algo de cada una de estas sustancias. La caracterización del aceite crudo de
palma se hace evaluando muestras de este aceite haciendo uso de los métodos de
análisis establecidos por la empresa. Las muestras del aceite crudo de palma se
obtienen con un toma muestra especial para aceites. Para la caracterización del aceite
crudo de palma se toman muestra a 25 tanques cisterna con 30 toneladas de aceite
cada una, se mezclan las muestras de cada cinco cisternas y se analizan estas mezclas
empleando los métodos de análisis establecidos por la empresa. Estos métodos de
análisis son estudiados y comprendidos para luego para determinar las siguientes
características fisicoquímicas del aceite de palma:
Acidez libre palmítica
Contenido de humedad
Contenido de impurezas
Contenido de fósforo
Índice de refracción
Color Lovibond a 1 “
Índice de peróxidos
Los resultados obtenidos de los análisis de las cinco composiciones de cinco
cisternas son promediados y se determina la desviación estándar.
Los métodos de análisis empleados por la empresa son los establecidos en las
normas Covenin vigentes. A continuación se presentan los diferentes métodos de
ensayo empleados para determinar las características fisicoquímicas del aceite de

palma en las distintas etapas de su procesamiento durante el desarrollo de la presente
investigación.
3.1.1.1. Acidez libre
Para la determinación de la acidez del aceite de palma se utilizó la “Norma Venezolana
COVENIN 352:2001. Aceites y Grasas Vegetales. Determinación de acidez. (3ra
revisión)”. La acidez es el contenido de ácidos grasos libres de un aceite o grasa
vegetal expresada en gramos de ácido oleico, palmítico o láurico, por 100 g de muestra.
Para el caso del aceite de palma la acidez se expresa como gramos de ácido
palmítico por ser este ácido graso el que está en mayor proporción en este aceite (ver
tabla 2.1).
El método de ensayo consiste en neutralizar los ácidos grasos libres en una
porción determinada de muestra con una solución valorada de hidróxido de sodio
utilizando como indicador una solución de fenolftaleína al 1% en alcohol etílico al 95%.
Los reactivos que se emplean son: alcohol etílico al 95% neutralizado frente al
indicador que se esté utilizando (para este trabajo se utilizó fenolftaleína), solución
indicadora de fenolftaleína al 1% en alcohol etílico al 95% y soluciones de hidróxido de
sodio normalizada.
La cantidad de muestra y la normalidad de la solución de hidróxido de sodio a
emplear dependen de la acidez del aceite de palma que se analiza, como se indica en
la tabla 3.1.
Tabla 3.1 Cantidad de muestra y normalidad de la solución de hidróxido de sodio
para determinar la acidez del aceite de palma
Ácidos grasos
libres (%)
Masa de la
muestra (g)
Volumen de
alcohol (mL)
+ 0,1
Normalidad de la solución
de hidróxido de sodio (N)
+ 0,01
0,0 a 0,2 30,0 + 0,2 50 0,10
0,2 a 1,0 28,2 + 0,2 50 0,10
1,0 a 30,0 10,00 + 0,05 75 0,25

30,0 a 50,0 7,05 + 0,05 100 0,25 o 1,00
50,0 a 100,0 3,525 + 0,001 100 1,00
Fuente: Norma COVENIN 352,2001
La porción de la muestra debe estar homogeneizada y completamente líquida.
Se pesa la muestra de acuerdo a lo especificado en la tabla 3.1. Se añade a la muestra
en caliente la cantidad de alcohol neutralizado correspondiente y varias gotas del
indicador. Luego se titula con álcali agitando vigorosamente hasta alcanzar el punto de
equivalencia.
La acidez de la muestra, como ácido palmítico, se calcula por medio de la
formula siguiente:
GNVA 100256,0
donde:
A= Acidez expresada como ácido palmítico, en %.
V= Volumen de la solución de hidróxido de sodio gastados en la valoración de la
muestra en mL.
N= Normalidad de la solución de hidróxido de sodio.
G= Masa de la muestra en g.
256= peso molecular del ácido palmítico.
3.1.1.2. Contenido de humedad
Para la determinación de la humedad se utilizó la norma COVENIN NVF 706:2007
“Aceites y grasas. Determinación de humedad y materia volátil. Método del plato
caliente”. El método consiste en la determinación de la humedad y materia volátil al
calentar la muestra de aceite.
El procedimiento consiste en pesar de 5,00 a 20,00 + 0,01 g en un beaker de 250
mL previamente secado, enfriado en desecador y pesado. Luego se calienta sobre un
plato caliente eléctrico, rotando el vaso para evitar salpicaduras que puedan producirse
en una ebullición rápida de la humedad. La temperatura de la muestra en ningún
momento debe exceder de 130º C, excepto al final de la prueba. El punto final puede

apreciarse por el cese de la generación de burbujas de vapor, así como por la ausencia
de espuma. Cuando el punto final aparente ha sido alcanzado, calentar
momentáneamente hasta la formación incipiente de humo, pero teniendo cuidado de no
sobrecalentar. Luego enfriar y secar.
El contenido de humedad y materia volátil se calcula por medio de la fórmula
siguiente:
GGHVM 1001
donde:
HMV = Contenido de humead y materia volátil, en %.
G1 = Pérdida de peso, en g.
G = Peso de la muestra, en g.
G1 = G i – G f
donde:
G i = Peso inicial de la muestra, en g.
G f = Peso final de la muestra, en g.
3.1.1.3. Contenido de impurezas
Para la determinación del contenido de impurezas se utilizó la norma COVENIN
509:2001 “Aceites y grasas vegetales. Contenido de impurezas insolubles (2ª
Revisión)”. El método consiste en la determinación de impurezas contenidas en grasas
y aceites, a través de su insolubilidad en solventes orgánicos.
El procedimiento consiste en pesar 20,00 + 0,01g de muestra a la que se le
agrega 200 mL de n-hexano o kerosene, se calienta en un baño con temperatura
controlada hasta disolver completamente la muestra y se deja en reposo por 20 a 30
minutos. Luego se filtra a través de un crisol gooch con papel de filtro previamente
secado a 103ºC + 2ºC. Se lava el papel de filtro dejando pasar pequeñas porciones de
solvente, hasta que el filtrado final esté libre de aceite. Se coloca el crisol gooch en la

estufa a 103ºC + 2ºC hasta evaporar todo el solvente. Las determinaciones se hacen
por duplicado.
El contenido de impurezas expresado en porcentaje (p/p), se calcula mediante la
siguiente ecuación y promediando los resultados obtenidos en las determinaciones por
duplicado:
PPP 100Insolubles Impurezas % 21
donde:
P = Peso de la muestra en g.
P1 = Peso del recipiente con el papel de filtro que contiene el residuo seco, del crisol de
filtración con el residuo seco, en g.
P2 = Peso del crisol Gooch que contiene el residuo seco, en g.
3.1.1.4. Contenido de fósforo
Para la determinación del contenido de fósforo de empleó el método de ensayo ME-
COC-009 “Determinación de fósforo” de Industrias Diana C.A que está basado en el
método oficial de la A.O.C.S. Ca 12-55. Este método determina el fósforo o su
equivalencia en contenido de fósforo por incineración de la muestra en presencia de
óxido de zinc, seguido por una medida colorimétrica en forma de complejo de fósforo
molibdico de color azul.
El procedimiento consiste en pesar 3,00 + 0,01 g de muestra en un crisol vycor y
se le añaden 0,50 + 0,01 g de óxido de zinc. Luego se calienta lentamente hasta que la
masa esté completamente calcinada y se coloca el crisol en un horno de mufla a 550ºC
– 600ºC, dejándolo por dos horas mínimo. Posteriormente se retira el crisol y se deja
enfriar a temperatura ambiente y se le añade 5,0 + 0,1 mL de ácido clorhídrico a las
cenizas. Se tapa el crisol con un vidrio de reloj y se calienta suavemente hasta que
comience a hervir, manteniendo la ebullición por 5 minutos, se pasa el contenido del
crisol a través de un papel de filtro a un balón aforado de 100 mL, se lavan el crisol, el
vidrio de reloj y el filtro con porciones de 5 mL de agua destilada caliente, recogiendo el

lavado en el mismo balón aforado. Se enfría el contenido a temperatura ambiente, se
neutraliza el mismo con hidróxido de potasio al 50% añadido gota a gota hasta que
aparezca una ligera turbidez, se agrega luego ácido clorhídrico gota a gota hasta que se
disuelva el precipitado de óxido de zinc, se agregan una gotas en exceso, se completa
hasta 100,0 + 0,1 mL y se mezcla completamente. Se transfieren 10,0 + 0,1 mL de la
solución con una pipeta a un balón aforado de 50 mL limpio y seco. Seguidamente
se añaden 8,0 + 0,1 mL de sulfato de hidrazina (al 0,015%) y 2,0 + 0,1 mL de
molibdato de sodio en este orden. Se tapa el recipiente y se invierte de dos a tres
veces, se retira el tapón y se calienta hasta ebullición en baño de agua hirviendo
durante 10 + 5 minutos. Seguidamente se retira el matraz del baño caliente y se enfría a
25 + 5 ºC en otro baño, se agrega agua destilada hasta completar 50,0 + 0,1 mL y se
mezcla a fondo. Luego se trasfiere la solución a una cubeta limpia y seca, se mide la
tramitancia a 650 nm con el espectrofotómetro ajustado para leer 100% de tramitancia
con agua destilada. Se prepara y realiza simultáneamente con la muestra una
determinación en blanco siguiendo el mismo procedimiento descrito sin añadir la
muestra. Se observa el contenido de fósforo de la muestra en la gráfica de tramitancia
vs. concentración.
3.1.1.5. Índice de refracción
Para la determinación del índice de refracción del aceite de palma se utilizó el método
de análisis descrito en la norma COVENIN 702:01 “Aceites y grasas vegetales.
Determinación del índice de refracción. (2da revisión)”. Esta norma establece el método
para la determinación del índice de refracción de los aceites y grasas vegetales
empleando cualquier refractómetro tipo “Abbe”, Butyro o cualquier otro equipo con
escala normalizada.
El índice de refracción es la relación entre el seno del ángulo de incidencia y el
seno del ángulo de refracción de un rayo luminoso que pasa del aire al aceite o grasa a
una temperatura constante. El método se basa en la determinación del índice de
refracción por medida directa del ángulo de refracción.

Para la determinación del índice de refracción se utilizó un refractómetro Abbe
con temperatura controlada dentro de un rango de + 0,1ºC mediante un baño
controlado térmicamente.
La porción de la muestra a ensayar debe estar limpia y transparente, y debe
estar completamente líquida (mínimo 5ºC por encima de su punto de fusión).
La temperatura del refractómetro debe ser uniforme al hacer las lecturas. En
Industrias Diana la temperatura empleada para la determinación del índice de refracción
del aceite de palma es 60ºC.
El prisma del refractómetro se limpia con un algodón humedecido en alcohol para
eliminar cualquier resto de grasa. Luego se sea el prisma y se coloca la porción de
muestra fundida en el prisma inferior, se cierran los mismos y se aprietan. Se deja
reposar por uno o dos minutos hasta que la muestra llegue a la temperatura del
instrumento. Luego se ajusta el instrumento y la luz hasta obtener la lectura más nítida
posible y se determina el índice de refracción.
Los resultados obtenidos se expresan en valor absoluto indicando la temperatura
a la cual se realiza.
3.1.1.6. Color Lovibond
Para la determinación del color en aceites y grasas vegetales comestibles se utiliza el
método descrito en la norma COVENIN No. 701-2001 “Aceites y grasas vegetales
determinación de color (1ª. Revisión)”. El método consiste en combinar filtros de color,
hasta lograr el color que mas se asemeja a la muestra problema. Se utiliza un aparato
conocido como Colorímetro de Lovibond.
La norma establece que para la determinación del color en una muestra de
aceite vegetal comestible se procede a filtrar la muestra a través de un papel de filtro
Whatman No 41 a temperatura ambiente o calentándolo o enfriándolo según fuese
necesario de modo de obtenerlo limpio a 25º + 2 ºC. A la muestra se le debe agregar
10,00 + 0,01g de ayuda filtrante y disolverlo completamente para luego proceder a la
filtración, hecho esto, se coloca el aceite filtrado dentro del aparato colorímetro. Con
ayuda de los soportes corredizos se van colocando los filtros de color tipo, primero la

base de amarillo fijada y luego los filtros rojos y azules y obtener una combinación de
filtros tal que reproduzcan el color igual al del aceite en observación. Si no se puede
obtener un tono igual al del aceite en ensayo, se dejan igual los filtros amarillos que
forman la base de amarillo fijados para ese aceite y se agregan los filtros necesarios
hasta obtener el tono mas aproximado; esta circunstancia se debe indicar al expresar el
resultado final.
El resultado obtenido se expresa reuniendo separadamente los valores
correspondientes a los vidrios amarillos, rojos y azules empleados y se indican esos
valores precedidos por el nombre del color correspondiente y el orden siguiente
amarillo, rojo y azul. Se considera que los resultados son concordantes cuando los
valores obtenidos sobre la misma muestra por distintos operarios concuerdan en 0,2
rojo.
3.1.1.7. Determinación del índice de peróxidos
Para la determinación del índice de peróxidos en aceites y grasas vegetales
comestibles se hace uso del método descrito en la norma venezolana COVENIN No.
508-2001 “Aceites y grasas vegetales determinación del índice de peróxidos (2ª.
Revisión)”. La norma establece que para la toma y preparación de la muestra de aceite
o grasa vegetal a evaluar deberá realizarse según las normas COVENIN 1190 y 635.
Una vez hecho esto se pesan 5,0 + 0,1g de muestra en un erlenmeyer de 250 mL, en
caso de que la muestra no sea líquida, calentar suavemente hasta comenzar la fusión,
para así facilitar la pesada. Se agregan 30,0 ± 0,1 mL de mezcla de ácido acético glacial
y cloroformo, se agita y se observa si la solución está limpia, encaso negativo, calentar
suavemente en baño maría. Luego se agregan 1,0 + 0,1 mL de solución de ioduro de
potasio, se tapa el erlenmeyer, se agita y se espera un minuto. Posteriormente se
agregan 30,0 ± 0,1mL de agua y se valora con una solución de tiosulfato de sodio 0,1 N
o con una la solución de tiosulfato de sodio 0,01 N según la cantidad de iodo liberado,
se emplea como indicador 0,5 ± 0,1mL de una solución de almidón; se agita el
erlenmeyer para liberar el iodo de la capa de cloroformo, se continua agregando la
solución de tiosulfato de sodio hasta que se decolore la capa acuosa. Paralelamente se

debe realizar un ensayo en blanco siguiendo este mismo procedimiento, solo que este
blanco no debe consumir mas de 0,4 + 0,1 mL de solución de 0,01N de tiosulfato de
sodio, en caso contrario repetir la operación.
El índice de peróxido se calcula mediante la siguiente ecuación:
pVVNIp )1000)(( 1
donde:
Ip = Índice de peróxidos, expresado como miliequivalentes de oxigeno por kilogramo
. de muestra
N = Normalidad de la solución de tiosulfato de sodio
V = Volumen de la solución de tiosulfato de sodio gastada en la titulación, en mL.
V1 = Volumen de la solución de tiosulfato de sodio gastada en la titulación del blanco,
en mL.
p = Peso de la muestra, en g.
3.1.2. Evaluación de los equipos y procesos disponibles en la planta
La planta cuenta con una serie de equipos que se utilizan para la refinación de los
aceites convencionales por el método alcalino que se pueden adaptar para refinar
físicamente el aceite de palma. El objetivo de esta etapa de la investigación es conocer
los equipos y procesos de refinación de la planta y las características operacionales de
cada uno. Tales características comprenden los siguientes aspectos: método de
refinación, capacidades de lo equipos, variables y condiciones de operación, los
materiales utilizados y productos y subproductos generados.
Para el estudio de los procesos de la planta se revisaron los diagramas de flujo y
los manuales de operación. Luego se recorrieron las tuberías que comprenden cada
uno de los procesos, se identificaron los equipos utilizados para la refinación del aceite,
y se comparó la información de los planos con la instalación física. Durante el desarrollo
de esta revisión se consultó al personal técnico y operadores de la planta sobre la
operación de los equipos: tipo, ubicación, variables y condiciones de operación,
capacidades, flujos, métodos de trabajo y problemas frecuentes que ocurren en las

operaciones para aclarar dudas y lograr una mejor compresión de los procesos.
Simultáneamente se conocieron los diferentes análisis que se le hacen al aceite
en cada etapa, así como las especificaciones que definen su calidad.
Debido a que la refinación de los aceites vegetales consta de varios procesos se
hizo la evaluación por separado de cada uno de ellos. Esta metodología se aplicó a
cada uno de los procesos que se mencionan a continuación.
3.1.2.1. Tanques de almacenamiento de aceite
La empresa cuenta con un área para la recepción de aceite crudo y en cada proceso
tiene taques de almacenamiento intermedios y los tanques para productos terminados.
Las dimensiones características de estos tanques son el diámetro y la altura, ya que
todos son de fondo plano, y están dimensionados por la empresa en un sistema
planimétrico
Los equipos adicionales del sistema de almacenamiento son bombas y una red de
tuberías interconectadas con los tanques y los procesos.
3.1.2.2. Equipos y proceso para la neutralización
La planta posee un sistema de neutralización continua para el proceso de refinación
química de los aceites tradicionales. Este sistema es similar al descrito en la sección
2.4.1.2. y es la primera etapa del proceso de refinación química. En este proceso se
alimenta el aceite crudo proveniente de los tanques de almacenamiento, es neutralizado
y enviado a los tanques de almacenamiento de aceite neutralizado de donde se
alimenta el proceso de blanqueo. En estos tanques el aceite neutralizado es analizado
para conocer las características de calidad siguientes: acidez libre, contenido de jabón,
contenido de humedad, contenido de fósforo, índice de refracción y color.
3.1.2.3. Equipos y procesos para el blanqueo

La planta tiene dos procesos de blanqueo: uno continuo y otro por cargas. El proceso
continuo es similar al descrito en la sección 2.4.1.3. El proceso discontinuo consta de
dos reactores con fondo cónico, provistos cada uno de un serpentín de calentamiento,
agitador mecánico, sistema de vacío de dos etapas y una bomba de descarga. Además
tiene dos filtros de hojas con tanque cilíndrico horizontal a presión, tanque de pre capa
con agitador y bomba de descarga.
En este proceso el aceite neutralizado es alimentado desde los tanques de
almacenamiento y enviado, luego de procesado, hacia los tanques de aceite
blanqueado. En estos tanques el aceite blanqueado es analizado para conocer las
características de calidad siguientes: acidez libre, color, contenido de humedad,
contenido de impurezas, contenido de fósforo, índice de peróxidos, contenido de jabón,
índice de refracción y color.
3.1.2.4. Equipos y procesos para la desodorización
La planta tiene disponible para la refinación del aceite de palma un proceso de
desodorización del tipo continuo similar al descrito en la sección 2.4.1.4. Este proceso
está diseñado para manejar aceites con una acidez máxima de 0,25 %, pero puede
utilizarse como desacidificador en la refinación física del aceite de palma, tomando en
cuenta que debe trabajar a un flujo reducido por cuanto el aceite de palma tiene una
acidez mayor que la máxima permitida para este equipo. Este proceso no estaba siendo
utilizado por la empresa por ser de poca capacidad para los volúmenes de producción
que maneja la planta con los aceites tradicionales.
El proceso de desodorización es alimentado desde los tanques de
almacenamiento de aceite blanqueado y el producto es enviado a los tanques de aceite
desodorizado. En estos tanques el aceite desodorizado es analizado para conocer las
características de calidad siguientes: acidez libre, color, contenido de humedad,
contenido de impurezas, contenido de fósforo, índice de peróxidos, contenido de jabón,
índice de refracción y color.
3.1.3. Selección del proceso de refinación de aceite crudo de palma

Para la selección del proceso de refinación del aceite de palma, habiendo evaluado los
equipos y procesos de la planta, se realizó una revisión del material bibliográfico
disponible sobre la tecnología de grasas y aceites para conocer otros métodos de
refinación aplicados al aceite de palma. Posteriormente, utilizando el método de diseño
de E. Krick (Krick, E. 1979), el cual se explica más adelante, se definió un estado inicial
y un estado final del problema y se identificaron en cada uno sus variables o
características dinámicas. Luego se analizaron estas variables de entrada y salida con
sus limitaciones, se consideraron las restricciones establecidas por la empresa y se
fijaron los criterios de solución del problema. Se determinó el volumen de producción y
se compararon los equipos y procesos disponibles en la planta con la información
encontrada sobre la refinación de aceite de palma, para finalmente seleccionar el
proceso de refinación de aceite crudo de palma a nivel industrial.
Como se mencionó anteriormente, para el análisis del problema se utilizó la
metodología de diseño desarrollada por E. Krick y que consiste en lo siguiente:
Especificación del estado inicial y final: El estado inicial es la condición
inicial del problema, en este caso, aceite crudo de palma almacenado en
los tanques de la planta. El estado final es la condición deseada, aceite de
palma refinado almacenado en los tanques de la planta.
Determinar las variables de entrada y salida: Las variables de entrada y de
salida son las características dinámicas del estado inicial y final
respectivamente. Para la presente investigación estas variables, con sus
límites de fluctuación, se muestran en la tabla 3.2.
Determinar las variables de solución: Son las formas en que se pueden
diferenciar las soluciones de un problema. La solución final consiste en un
valor especificado para cada una de estas variables. Las variables de
solución se muestran en la tabla 3.2.
Determinar las restricciones: Son características de una solución que se
fijan previamente por una decisión, por naturaleza, por requisitos legales o
por cualquier otra disposición que tenga que cumplir la solución del

problema. Las restricciones de esta investigación fueron establecidas por la
empresa y se muestran en la tabla 3.2.
Establecer los criterios: Un criterio es un requisito que debe ser respetado
para alcanzar un objetivo. En el caso del presente proyecto los criterios
establecidos son seguridad de operación, pérdidas de refinación y la
flexibilidad del proceso.
Volumen de producción: Se refiere a la cantidad de aceite crudo de palma
que se va a procesar y fue fijada por la empresa, al valor indicado en la
tabla 3.2., tomando en cuenta la producción de aceite de la plantación.
Tabla 3.2 Resumen del análisis del problema.
ENTRADA: ACEITE CRUDO DE PALMA
VARIABLES DE ENTRADA:
-Acidez libre del aceite crudo (%)
-Contenido de fósforo (ppm)
-Color del aceite crudo (5 ¼ a,r)
-Contenido de humedad (%)
-Contenido de impurezas (%)
LIMITACIONES DE ENTRADA;
5 máximo
Ninguna
Ninguna
0,5 máximo
0,5 máximo
SALIDA: ACEITE REFINADO DE PALMA
VARIABLES DE SALIDA:
-Acidez libre del aceite refinado (%)
-Contenido de fósforo del aceite (ppm)
-Color del aceite (5 ¼ a,r)
-Contenido de humedad (%)
-Contenido de impurezas (%)
-Índice de peróxidos del aceite (meq O2/kg)
LIMITACIONES DE SALIDA:
0,05 máximo
Menor de 5
Máximo 70/7,0
Máximo 0,05
Máximo 0,05
Máximo 1,0
VARIABLES DE SOLUCIÓN:
-Tipo de proceso de refinación.
-Condiciones de operación del proceso.
-Tipos de materiales usados.
RESTRICCIONES:
- Se deben utilizar los equipos disponibles en la
planta.
- Se deben recuperar los ácidos grasos libres
retirados del aceite.
- No incrementar la carga al sistema de
tratamiento de aguas residuales.
CRITERIOS: VOLUMEN DE PRODUCCIÓN:

- Seguridad de operación.
- Rendimiento del proceso.
- Flexibilidad del proceso.
- Aproximadamente 1.000 t/mes.
Tal como se mencionó en la sección 1.1, las plantaciones de palma ya están
produciendo el aceite crudo el cual debe ser procesado para incorporarlo a los
productos que elabora la empresa refinadora, en consecuencia, se hace necesario
desarrollar un proceso de refinación de aceite crudo de palma utilizando los equipos
disponibles en la planta.
El aceite refinado de palma que se obtenga debe cumplir con las
especificaciones que se indican en la tabla 3.2 identificadas como variables de salida.
La planta cuenta con los equipos necesarios para procesar el aceite crudo de
palma utilizando tanto el método químico como el físico. Así mismo puede disponer de
distintos materiales que existen en el mercado para la refinación de los aceites.
El proceso de refinación del aceite de palma se debe realizar con los equipos que
se disponen actualmente en la planta, a los que se les pudieran hacer algunas
modificaciones para mejorar su rendimiento o para obtener un producto que cumpla con
las especificaciones de calidad establecidas por la empresa. Debido a la alta acidez
libre de aceite de palma, la empresa está interesada en que se recuperen los ácidos
grasos libres del aceite ya que este subproducto tiene un valor alto y mercado seguro
principalmente en las empresa que elaboran alimentos concentrados para animales.
Adicionalmente, el proceso de refinación de aceite de palma no debe incrementar la
carga al sistema de tratamiento de aguas residuales ya que el mismo está operando
en el límite de su capacidad.
La refinación del aceite crudo de palma debe ser un proceso seguro, tanto para
el personal como para las instalaciones de la empresa. Además el rendimiento debe ser
mayor al del proceso actual que es en promedio de 86,53% (información suministrada
por la empresa). Por otra parte, el proceso seleccionado debe ser capaz de procesar
aceites de palma con diferentes calidades y poder adaptarse al uso de otros materiales
disponibles en el mercado para la refinación de los aceites.

3.1.4. Determinación a nivel de laboratorio de los materiales y condiciones de
operación del proceso seleccionado
Luego de hacer el análisis del problema para la selección del método de refinación del
aceite de palma empleando la metodología descrita en el punto 3.1.3, se seleccionó el
proceso de refinación física, por lo que las pruebas de laboratorio se realizaron para
determinar las mejores condiciones y materiales empleando este proceso, con el objeto
de utilizarlos como referencia para las pruebas a nivel industrial.
Para lograr esto se aplica la tecnología seleccionada a nivel de laboratorio a
distintas condiciones de operación y con distintos materiales, luego se analizan los
resultados de las pruebas y se seleccionan las condiciones y materiales de operación
del proceso seleccionado.
Para la planificación de las pruebas se identificaron los equipos de laboratorio y
las variables de los procesos a estudiar, así como los materiales a emplear y las
características que definen la calidad del aceite. Con esta información se diseñaron las
pruebas de laboratorio, seleccionando los procesos a evaluar y la condiciones y
materiales a emplear. Luego de realizar las pruebas se analizaron los resultados
obtenidos y se determinaron los materiales y condiciones de operación del proceso
seleccionado que se tomaron como referencia para las pruebas en la planta.
Como se mencionó en la sección 2.2, el desgomado con ácido y el blanqueo con
tierra adsorbente tienen una gran influencia en la calidad del aceite de palma
desacidificado, por esta razón la efectividad del pre-tratamiento se mide evaluando
algunas de las características del aceite desacidificado como son el color y el contenido
de fósforo del aceite. Para realizar las pruebas de laboratorio no se disponía de un
desacificador experimental por lo tanto los ensayos se redujeron a evaluar la influencia
del tipo y dosificación de adsorbente y las condiciones de operación del blanqueo en las
variables que son más afectadas por este proceso: Contenido de fósforo, acidez libre,
color y valor de peróxidos, dejando la evaluación de las características finales para las
experiencias realizadas en la planta, donde se tomaron como base los resultados
obtenidos en el laboratorio para el blanqueo del aceite. En la sección 2.2 se
mencionaron los resultados obtenidos en diferentes trabajos de investigación de la
etapa de preparación del aceite de palma. En estos trabajos se indica que para el pre-

tratamiento del aceite de palma se utiliza ácido fosfórico o cítrico o una combinación de
ambos.
El uso de ácido fosfórico presenta las siguientes desventajas: es necesario la
adición de carbonato de calcio para neutralizar el ácido residual que puede tener un
efecto dañino en la calidad del aceite de palma desacidificado (Young, F.V.K. 1981), la
gravedad específica del ácido fosfórico es 1,694, que lo hace mas pesado que el aceite
y tiende a irse al fondo del reactor si no tiene una buena agitación, adicionalmente, el
ácido fosfórico ataca las paredes del reactor y serpentín de calentamiento lo que origina
corrosión, debilitamiento y posterior fractura de estos elementos (de esto ya se ha
tenido experiencia en la planta). Por todo lo mencionado anteriormente no se consideró
inicialmente el uso de ácido fosfórico en las pruebas de laboratorio. Por otra parte, los
estudios mencionados indican que la dosificación de ácido fluctúa entre 0,05 y 0,1 % y
todos los trabajos coinciden en que el desgomado con ácido hace más eficiente la
remoción de fosfátidos, cobre y hierro, así como también en la reducción de peróxidos.
Por lo anterior no se realizaron pruebas de laboratorio para evaluar el efecto del ácido
cítrico en la calidad del aceite, y se fijó la dosificación en 0,1 % para las pruebas en la
planta.
La dosificación de tierra de blanqueo (adsorbente) debe ser de 1 a 3 % (Arcillas
Activadas S.A., 1992; Química Sumex, S.A., 1994 y 1995). El nivel exacto de tierra de
blanqueo dependerá de su poder adsorbente y de la calidad del aceite crudo.
Incrementando el nivel de dosificación se reduce el índice de peróxidos, el color del
aceite y hay mayor remoción de fósforo (Arcillas Activadas S.A., 1992). En el mercado
existen distintos tipos de tierra que suministran distintos fabricantes, lo que hace
necesario que sea evaluado su desempeño en el tratamiento del aceite de palma. Por lo
anterior, las pruebas de laboratorio se redujeron a evaluar la influencia del tipo y
dosificación de adsorbente, disponibles en el mercado local, y las condiciones de
operación del blanqueo.
Los adsorbentes evaluados fueron los siguientes:
A. Tonsil Optimun FF.
B. Pure Flo B-80.
C. Fulmont AA

D. Fulmont Súper A.
La empresa no disponía de una planta piloto donde se pudieran simular los
procesos industriales, por lo que para las pruebas de laboratorio se emplearon algunos
equipos y materiales utilizados para hacer los análisis de las características del aceite,
tales como beakers, enlermeyer, plancha de calentamiento, termómetro de mercurio,
agitadores magnéticos, bomba de vacío, embudos de porcelana y papel de filtro. No se
contaba con un desacificador experimental por lo tanto los ensayos se redujeron a
evaluar la influencia del tipo y dosificación de adsorbente y las condiciones de
operación del blanqueo en las variables que son más afectadas por este proceso:
contenido de fósforo, acidez libre, color y valor de peróxidos, dejando la evaluación de
las características finales para las experiencias realizadas en la planta donde se
tomaron como base los resultados obtenidos en el laboratorio para el blanqueo del
aceite.
La metodología utilizada fue la siguiente:
Se pesan 100,00 + 0,01 g de muestra, previamente fundida en baño de María, en
un enlermeyer de 250 mL. Se comienza a calentar la muestra, a presión atmosférica, en
una plancha con agitador magnético midiendo la temperatura con un termómetro de
mercurio con escala de 0,0 a 200,0 + 0,1 ºC. Al alcanzar la temperatura de 80,0 + 0,1
ºC se adiciona la dosis de tierra de blanqueo, que ha sido previamente pesada en una
balanza analítica con apreciación + 0,01 g. Luego se coloca al enlermeyer un tapón
mono horadado provisto de un termómetro y se conecta el recipiente con la muestra a
una bomba de vacío para bajar la presión hasta 500 + 10 mmHg. Se continúa el
calentamiento con presión de vacío hasta la temperatura de blanqueo establecida. La
muestra con el adsorbente se mantienen a esta temperatura por el tiempo de contacto
estipulado según se explica más adelante. Una vez transcurrido el tiempo de contacto,
se suspende el calentamiento, se desconecta el vacío y se filtra la muestra para separar
la tierra de blanqueo del aceite. Para la filtración se utiliza un embudo de porcelana al
que se coloca un papel de filtro watman Nº 5. El embudo con el papel de filtro se coloca
en un enlermeyer conectado a la bomba vacío para agilizar la filtración y enfriar la
muestra.

A la muestra blanqueada filtrada se le determinan las siguientes características,
utilizado los métodos de análisis descritos en la sección 3.1.1:
Acidez libre palmítica
Contenido de fósforo
Índice de refracción
Color Lovibond a 1 “
Índice de peróxidos
Figura 3.1 Equipo para el blanqueo en el laboratorio
Figura 3.2 Equipo para la filtración del aceite de palma blanqueado.
Para el estudio del efecto del tipo y dosis de adsorbente, temperatura de
blanqueo y tiempo de contacto en las características del aceite de palma blanqueado se
utilizó la siguiente metología:

Para estudiar el efecto de la temperatura de blanqueo se mantuvieron constantes
la dosificación de adsorbente en 1,0 % y el tiempo de contacto en 30 minutos que
son valores promedios recomendados por la bibliografía (Arcillas Activadas, S.A.,
1992; Erickson, D., 1985; Química Sumex, 1995; Young, 1981). Las pruebas, para
cada tipo de adsorbente, se realizaron a las siguientes temperaturas: 90 ºC, 110
ºC, 130 ºC y 150 ºC.
Para estudiar el efecto de la dosificación de adsorbente en el blanqueo se
mantuvieron constantes el tiempo de contacto en 30 minutos y la temperatura con
la que se obtuvieron los mejores resultados en las pruebas antes descritas, 110
ºC, y se realizaron las pruebas con las siguientes dosis de cada adsorbente: 0,5
%,1,0 %, 1,5 % y 2,0 %.
Para estudiar el efecto del tiempo de contacto del adsorbente con el aceite, se
mantuvieron constantes la temperatura a 110 ºC y la dosis de adsorbente con la
que se obtuvieron los mejores resultados: 1,0 %, y se varió el tiempo de contacto
para cada adsorbente de la siguiente manera: 15, 30, 45 y 60 minutos.
3.1.5. Desarrollo a nivel industrial del proceso seleccionado
Para el desarrollo a nivel industrial del proceso seleccionado, se utilizó la
metodología de mejora continua (Andriani, C., 2004) que consiste en lo siguiente:
Planificar.
Hacer.
Verificar.
Actuar.
La planificación consiste en determinar qué se quiere hacer (objetivo, cantidad
a producir, especificaciones del aceite refinado) y como se va hacer (método de
refinación, equipos y procesos a emplear).
El hacer es realizar las actividades planificadas, implementar las mejoras,
verificar las causas de los problemas, recopilar los datos apropiados.
La verificación se refiere al análisis de los datos obtenidos, comprobar si se están
cumpliendo el qué y el cómo planificado y si existe una relación causa-efecto entre lo

que se está haciendo y los resultados que se están obteniendo; comprender y
documentar las diferencias; revisar los errores y problemas, qué se aprendió y qué
queda por resolver.
Actuar significa revisar nuevamente los objetivos y cómo se están haciendo,
incorporar las mejoras al proceso y hacer una nueva planificación.
Estas actividades se realizan como un ciclo continuo, es decir, al tomar las
acciones correctivas se comienza nuevamente con la planificación y el resto de las
etapas, lo que permite mejorar continuamente los procesos (ver figura 3.3)
Figura 3.3. Ciclo de mejora continua.
Fuente: barreirooscar.blogspot.com
Se refinó el aceite crudo de palma almacenado en los tanques con los equipos
y los procesos en las condiciones encontradas.
El proceso seleccionado para la refinación del aceite crudo de palma consiste
en tres etapas: tratamiento con ácido, blanqueo y desacidificación.
La etapa del tratamiento ácido (ver figura 3.4) se inicia con el envío del aceite
crudo desde los tanques de almacenamiento de 500 m3 hacia el tanque de trabajo de
100 m3 a través de una tubería de 2 pulgadas de diámetro y empleando una bomba
centrífuga de 15 t/h de capacidad. Del tanque de trabajo se cargan los reactores con 16
toneladas por una tubería de 2 pulgadas, utilizando una bomba de 10 t/h. Para el
tratamiento con ácido se utilizaron dos reactores de cuerpo cilíndrico y fondo cónico, de
16 m3 de capacidad, provisto de un agitador de paletas, un serpentín de calentamiento
de espira cuadrada y un sistema de vacío por termocompresión de dos etapas. Durante
la carga del aceite al reactor se comienza el calentamiento alimentando el serpentín con
vapor saturado a 150 psi y se comienza la agitación del aceite. Una vez terminado el
proceso de carga del reactor, se continúa calentando el aceite hasta alcanzar la
temperatura de 80°C, para luego adicionar 0,1 % de ácido cítrico. El ácido cítrico es
previamente disuelto en agua para preparar una solución al 50 %. Después de
adicionada la solución de ácido cítrico, este se deja reaccionar con el aceite por 30
minutos. Esta etapa del proceso se realiza a presión atmosférica.

Figura 3.4 Diagrama de flujo del proceso de tratamiento ácido y blanqueo del aceite de palma
crudo.
Fuente: Industrias Diana.
Terminado el tiempo de contacto con ácido, se comienza a hacer vacío al
reactor hasta 650-700 mmHg, y se reanuda el calentamiento hasta la temperatura de
blanqueo, 110°C. El sistema de vacio trabaja por termocompresión y consta de dos
etapas que funcionan con vapor saturado a 150 psi y agua proveniente de un sistema
centralizado para condensación que funciona en un circuito cerrado en el cual el agua
que retorna, proveniente de los condensadores de los sistemas de vacio de la planta, es
enfriada en una torre y se devuelve a los condensadores.
Al alcanzar el aceite la temperatura de blanqueo se adiciona el 1,0 % de
adsorbente y se dejan en contacto por 30 minutos manteniendo la agitación, la
temperatura y la presión de vacío. Transcurrido el tiempo de contacto con el
adsorbente, el aceite es enviado, utilizando una bomba centrífuga de 10 t/h, a un filtro
cilíndrico horizontal de placas con malla de acero inoxidable donde es retenido el
adsorbente junto con los fosfátidos y otras impurezas insolubles que tiene el aceite
crudo. La planta tiene dos filtros que funcionan de forma alternada. El aceite
blanqueado es almacenado en un tanque de 100 m3 de capacidad para ser enviado al
proceso de desacidificación.
Los ensayos iniciales en la etapa de preparación se hicieron utilizando tres
tipos de adsorbentes (dos ácido-activados y uno neutro) que fueron identificados como
A, B y D en las pruebas de laboratorio y que eran los que estaban disponibles en la
planta. Por cada adsorbente se realizaron cinco cargas de 16 toneladas cada una que
eran enviadas a un tanque de almacenamiento de 100 m3 de capacidad, en donde
fueron mezcladas recirculando el aceite durante dos horas empleando una bomba
centrífuga de 60 t/h de capacidad para luego generar un lote de 80 toneladas de aceite
por tipo de adsorbente que fue analizado tomando una muestra de 500 mL,
determinándole las siguientes características:
Acidez libre palmítica.
Valor de peróxidos.
Color rojo Lovibond.
Contenido de fósforo.
Contenido de impurezas.
La etapa siguiente al blanqueo del aceite es la desacidificación (ver figura 3.5)
la cual se realiza en un equipo de desodorización de 2,5 t/h de capacidad que trabaja a
una presión reducida entre 3 y 6 mmHg que se logra con un sistema de cuatro etapas
que trabaja por termocompresión con vapor saturado a 150 psi.
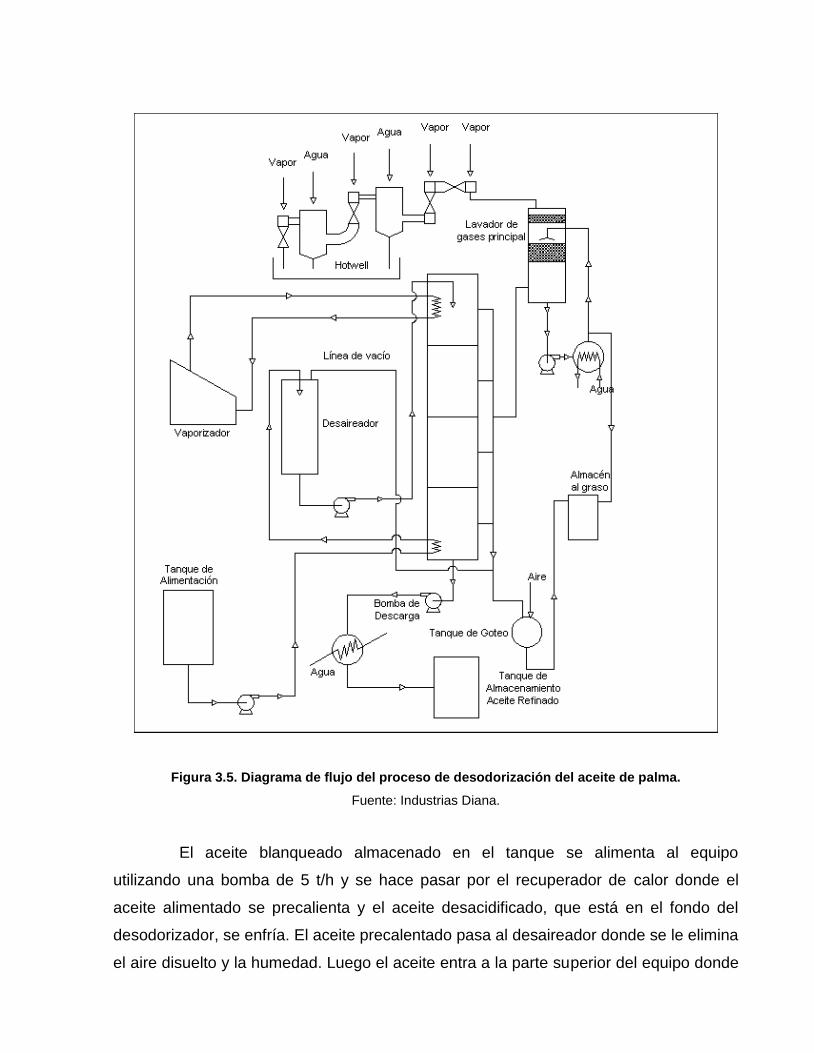
Figura 3.5. Diagrama de flujo del proceso de desodorización del aceite de palma.
Fuente: Industrias Diana.
El aceite blanqueado almacenado en el tanque se alimenta al equipo
utilizando una bomba de 5 t/h y se hace pasar por el recuperador de calor donde el
aceite alimentado se precalienta y el aceite desacidificado, que está en el fondo del
desodorizador, se enfría. El aceite precalentado pasa al desaireador donde se le elimina
el aire disuelto y la humedad. Luego el aceite entra a la parte superior del equipo donde
se calienta a la temperatura de desodorización, 270°C, utilizando un intercambiador de
calor que utiliza como medio de calentamiento fluido térmico proveniente de un
vaporizador que trabaja en circuito cerrado a una presión de 25 psi y una temperatura
de 290°C. El aceite se agita inyectando vapor directo a 80 psi que es distribuido en el
fondo del tanque de calentamiento utilizando una tubería con pequeños orificios, este
vapor es denominado “vapor de contacto o de arrastre”.
De la sección de calentamiento el aceite rebosa de manera continua a una
sección compuesta de cinco bandejas donde el aceite que desciende de una bandeja a
otra entra en contacto con el vapor ascendente que se inyecta por debajo de la última
bandeja; en esta sección , denominada “sección de desacidificación”, los ácidos grasos
libres, que están en estado gaseoso gracias a la temperatura y presión reducida, son
arrastrados por el vapor de contacto y conducidos hacia “el lavador de gases” por un
tubo paralelo al desodorizador que se denomina “bajante de ácidos grasos”.
De la sección de desacidificación el aceite pasa al “tanque de retención”
donde ocurre el blanqueo térmico como consecuencia de la descomposición del
betacaroteno debido a la temperatura del proceso; desde el fondo del tanque de
retención también se inyecta vapor de contacto al aceite para arrastrar los restos de los
ácidos grasos libres y mantener la agitación del aceite, este vapor de contacto sube a
través de las bandejas de la sección de desacidificación hacia el lavador de gases.
Del tanque de retención el aceite rebosa continuamente hacia otra sección de
cinco bandejas denominada “sección de desodorización” que funciona igual a la de
desacidificación pero el objetivo es eliminar los compuestos que le dan olor y sabor al
aceite y que tienen presiones de vapor similares a la de los ácidos grasos libres (Bailey,
1979).
De la sección de desodorización el aceite pasa a la sección de enfriamiento
donde intercambia calor con el aceite que es alimentado tal como se mencionó
anteriormente. En esta sección el aceite es agitado inyectando vapor para mejorar la
transferencia de calor. De la sección de enfriamiento el aceite se envía, mediante la
bomba de descarga, a un intercambiador agua-aceite donde se enfría para ser
almacenado.

En cada una de las etapas del equipo ocurre una combinación de fenómenos
al aceite, es decir, en la zona de calentamiento ocurre algo de desacidificación y en esta
sección ocurre algo de blanqueo térmico y desodorización, pero el principal fenómeno
que sucede es el descrito en cada etapa, de tal forma que la desacidificación, blanqueo
térmico y desodorización del aceite son procesos que suceden a lo largo del equipo
mientras el aceite pasa a través de él.
El vapor de contacto junto con los ácidos grasos libres y demás compuestos
que son separados del aceite son conducidos a través del bajante de ácidos grasos
hacia el lavador de gases. Este lavador es un tanque cilíndrico con una sección rellena
con anillos tipo Pall para aumentar la superficie de contacto entre los vapores
ascendentes y el líquido descendente. En este equipo se realiza la condensación de los
ácidos grasos y demás compuestos volatilizados separados del aceite al entrar en
contacto con una corriente descendente de los mismos ácidos grasos condensados que
se recirculan enfriándolos entre 60 y 65 °C en un intercambiador de calor que utiliza
como medio de enfriamiento “agua temperada” a una temperatura entre 40 y 45 °C. El
vapor de contacto continua su flujo ascendente hacia el sistema de vacio en donde es
condensado incorporándose al sistema de condensación central descrito en el proceso
de blanqueo. El nivel de ácidos grasos condensado en el lavador de gases es verificado
en un visor de vidrio y al llegar al nivel máximo son descargados hacia un tanque de
almacenamiento dejando el equipo con un nivel mínimo que permite continuar
recirculándolos.
Durante el ascenso de la corriente de vapor, ácidos grasos y demás
compuestos volatilizados a través del bajante de ácidos grasos, ocurre la condensación
por enfriamiento de algunos ácidos grasos que son recogidos en un tanque cilíndrico
horizontal de 500 L de capacidad denominado “tanque de goteo”, el cual se descarga
completamente hacia el tanque de almacenamiento al llegar al nivel máximo. Por otra
parte, en el transcurso de la desodorización una pequeña porción del aceite neutro es
arrastrado por la corriente de vapor inyectada en cada etapa. Este aceite, en forma de
gotas, es conducido también hacia el lavador de gases en donde se mezcla con el resto
de los componentes condesados. Además, parte de este aceite arrastrado cae al
tanque de goteo donde también se mezcla con el resto de los componentes. A la

mezcla separada en el lavador de gases y tanque de goteo se les denomina “ácidos
grasos”, lo cuales son enviados a un tanque de almacenamiento cada vez que se
descarga el lavador de gases y el tanque de goteo como se describió anteriormente.
Estos ácidos grasos almacenados son vendidos a terceros que los utilizan
principalmente como materia prima para la elaboración de suplementos grasos para
alimento concentrado de animales.
En las pruebas iniciales en la planta fueron desacidificados por separado los
tres lotes de 80 toneladas de aceite generados en la etapa de tratamiento ácido y
blanqueo. Durante el proceso de desacidificación cada hora se toma una muestra de
500 mL de aceite desacidificado para ser analizada en el laboratorio y determinar las
siguientes características:
Acidez libre palmítica.
Valor de peróxidos.
Color rojo Lovibond.
Contenido de fósforo.
Contenido de impurezas.
Una vez realizadas las pruebas iniciales en la planta con los equipos y
procesos seleccionados se analizaron los resultados de estas pruebas determinando la
calidad del aceite en cada etapa del proceso, analizando el desempeño de los equipos
y procesos.
El análisis de los resultados obtenidos se realiza comparando estos con las
limitaciones de las variables de entrada y salida, los criterios, variables de solución y
restricciones indicadas en la tabla 3.2. Las desviaciones observadas son analizadas
para poder identificar las posibles causas que las originan y proponer y realizar las
correcciones necesarias. Esta fase de la investigación corresponde a la etapa de
verificación del proceso de mejora continua. Las posibles causas que pueden originar
desviaciones son:
Deficiencia en los equipos tales como fallas mecánicas, desgaste en los
impulsores de las bombas, funcionamiento inadecuado del sistema de
vacío por obstrucción o desgaste de los eyectores o mala distribución de
agua en los condensadores, entradas de aire a los equipos que funcionan

al vacío por la presencia de huecos o empacaduras en mal estado, fugas
de vapor en serpentines, pérdida de hermeticidad en las conexiones y
tuberías del sistema de vacío, roturas en las mallas de filtración, entre
otros.
Diseño inadecuado: sistema de almacenamiento de aceite (tanques,
tuberías), sistema de bombeo (bombas y/o tuberías), serpentín de
calentamiento, agitación en los blanqueadores, sistema de enfriamiento de
los equipos, capacidad del equipo de desacidificación.
Fallas operacionales: dosis de materiales no adecuadas, incumplimiento de
las condiciones del proceso (cantidad cargada al reactor, temperaturas,
presiones de vacío, tiempo de contacto, flujo), desconocimiento de las
operaciones por parte de los operadores y /o supervisores.
Materiales utilizados: ácido cítrico, tierra de blanqueo.
Una vez realizada la etapa de verificación y habiendo encontrado las deficiencias
y las casusas que las originan se proponen y ejecutan los cambios necesarios para
corregir las desviaciones y problemas encontrados. Para ello se utiliza la tabla 3.3 como
herramienta para el análisis de las desviaciones encontradas especificando las posibles
causas y las acciones correctivas necesarias para eliminarlas. Luego se realiza una
nueva planificación para ejecutar otra serie de pruebas cuyos resultados serán
nuevamente verificados y continuar con el ciclo de mejora continua hasta obtener los
resultados deseados.
Tabla 3.3 Análisis de las desviaciones de los procesos.
Proceso Desviación Posibles causas Acción
correctiva
Efectividad de la
acción correctiva Observaciones
El segundo ciclo de pruebas en la etapa de blanqueo de realizó empleando dos
tipos de adsorbentes identificados como A y B en la evaluación de laboratorio. El
adsorbente identificado como D no se utilizó por no tener disponibilidad para el

momento de las pruebas. Se hicieron 17 cargas por tipo de adsorbente, el aceite
obtenido de cada carga fue analizado tomando una muestra de 500 mL para determinar
las siguientes características:
Acidez libre palmítica.
Valor de peróxidos.
Color rojo Lovibond.
Contenido de fósforo.
Contenido de impurezas.
Se generaron 3 lotes de 90 toneladas cada uno por tipo de adsorbente,
utilizando dos tanques de 100 m3 de capacidad, que fueron alimentados al
desacidificador. Durante el proceso de desacidificación se tomaron 15 muestras de 500
mL de aceite desacidificado por cada tipo de adsorbente para ser analizadas en el
laboratorio y determinar las siguientes características:
Acidez libre palmítica.
Valor de peróxidos.
Color rojo Lovibond.
Contenido de fósforo.
Contenido de impurezas.
3.1.6. Evaluación del rendimiento del proceso desarrollado y la calidad del aceite
obtenido
Una vez que se tiene desarrollado el proceso de refinación a nivel industrial, se
determina su rendimiento a fin de verificar si cumple con los criterios establecidos
utilizando la siguiente ecuación:
R = AOPAEP 100
donde,
R: Rendimiento en cada etapa del proceso de refinación, %
AEP: Cantidad de aceite que entró al proceso, t.
AOP: Cantidad de aceite obtenido del proceso, t.

Las cantidades de aceite alimentados y obtenidos en cada etapa del proceso son
mediadas diferencia de nivel en los tanques antes y después de entrar o salir de cada
proceso
Cada uno de los tanques está cubicado de acuerdo a su capacidad y geometría y
antes de iniciar la descarga o carga del aceite de un tanque se mide su espacio vacio
con una cinta métrica con una apreciación de un milímetro. Este valor, junto con el tipo
de aceite, la temperatura y la identificación del tanque se introduce en el campo
correspondiente en una hoja de cálculo diseñada por la empresa, calculándose en
forma automática la cantidad de aceite en toneladas contenida en el tanque al momento
de realizar la medición. Este procedimiento se realiza nuevamente al finalizar la
descarga o carga del aceite determinándose por diferencia la cantidad de material que
se cargó o descargó empleando las siguientes ecuaciones:
Cantidad de aceite cargado (t) = cantidad final (t) – cantidad inicial (t)
Cantidad de aceite descargado (t) = cantidad inicial (t) – cantidad final (t)
Luego de realizar los cálculos del rendimiento de cada etapa del proceso
desarrollado estos se comparan con los reportados por la empresa obtenidos con el
proceso que vienen utilizando. De esta comparación se determinaran las diferencias y
se podrá establecer si con el proceso desarrollado se obtienen mejores rendimientos.

En este capítulo se presentan los resultados experimentales y su discusión para la
selección del método de refinación que satisfaga los requerimientos de la empresa,
considerando las características del aceite crudo de palma que se va a refinar y los
equipos con que cuenta la planta.
4.1. CARACTERIZACION DEL ACEITE DE PALMA
En la tabla 4.1 se presentan los resultados de la caracterización del aceite crudo de
palma realizado en el laboratorio con la metodología descrita en el punto 3.1.1
Tabla 4.1 Características del aceite crudo de palma.
PARÁMETRO VALOR
ACIDEZ LIBRE (% como ácido palmítico) 3,30 + 0,01
VALOR DE PERÓXIDOS (meq. O2/kg de aceite) 7,6 + 0,1
COLOR ROJO LOVIBOND A 1’’ 23,6 0,2
CONTENIDO DE FÓSFORO (ppm) 8,93 + 0,01
INDICE DE REFRACCIÓN A 60 OC (adim.) 1,4510 + 0,0005
CONTENIDO DE HUMEDAD (%) 0,12 + 0,01
CONTENIDO DE IMPUREZAS (%) 0,14 + 0,01
CCAAPPÍÍTTUULLOO 44 Resultados experimentales y discusión

Estos valores indican que el aceite crudo es de muy buena calidad por su baja
acidez y bajo contenido de fósforo (Soon, T., 1989), sin embargo, se puede esperar
que algún lote de aceite tenga una mayor acidez o un contenido de fósforo más alto.
4.2. EQUIPOS Y PROCESOS DISPONIBLES EN PLANTA
Seguidamente se presenta la descripción de los equipos y procesos disponibles en
planta a ser utilizados para el desarrollo del proyecto
4.2.1. Tanques para el almacenamiento de aceite
Se dispone de diez tanques para el almacenamiento de aceite crudo con capacidad de
500 m3, y de diez tanques de 1.500 m3, lo cual representa una capacidad total de
almacenamiento de 20.000 m3. Estos tanques se han venido utilizando como depósito
de los aceites tradicionales procesados en la planta por lo que no cuentan con un
sistema de calentamiento y además, están comunicados entre sí por las líneas de carga
y descarga del sistema de recepción y distribución de aceite.
Para el almacenamiento del aceite neutralizado se tienen cuatro tanques de 500
m3 y para el aceite blanqueado y desacidificado ocho tanques de 100 m3 de capacidad,
interconectados entre sí por el sistema de distribución de aceites. Estos equipos
tampoco poseen el sistema de calentamiento necesario para el manejo del aceite de
palma.
4.2.2. Equipos para la neutralización
La planta tiene una línea de neutralización similar a la descrita en la sección 2.6.1.2
pero no posee el control de relación de soda cáustica- aceite. Por esta línea, de 10 t/h
de capacidad, son procesados todos los aceites que se refinan en la empresa con las
condiciones de operación similares a las descritas en la sección mencionada.
La empresa no tiene un proceso de desgomado para los aceites ya que los que
procesa tienen bajo contenido de gomas no hidratables que son eliminadas en la
neutralización con el tratamiento con ácido fosfórico.

Al neutralizar el aceite de palma el principal problema es el manejo del soap-stock
que se produce en gran cantidad por el alto contenido de acidez libre del aceite crudo y
la viscosidad de este sub-producto que ocasiona taponamientos en las tuberías.
4.2.3. Equipos para el blanqueo
La refinería tiene dos procesos de blanqueo: uno continuo y otro por cargas. El proceso
continuo es similar al descrito en la sección 2.6.1.3 y tiene una capacidad de 10 t/h y es
el utilizado en forma permanente para el blanqueo de los aceites tradicionales. El
proceso discontinuo, que es utilizado para el aceite de palma y el reproceso de otros
aceites, consta de dos reactores de 16 m3 de capacidad cada uno, provistos de un
serpentín de calentamiento el cual presenta defectos de diseño (espiras cuadradas, en
lugar de circular; y tubos roscados a los accesorios, en vez de soldados) y problemas
de fugas de vapor por roturas en su estructura. Cada reactor está provisto de un
agitador mecánico conformado por tres juegos de paletas, de estas, la que está a mayor
altura, está colocada por encima del nivel del aceite dentro del equipo y la inferior está
caída, sin sujeción al eje, apoyándose en la base de éste sin girar; por otra parte, las
aspas son cortas, es decir que no alcanzan a agitar la masa cercana a la pared del
tanque que además no cuenta con deflectores que pudieran ayudar en la función de
agitación y mezclado; el sistema de vacío es de dos etapas, la segunda de las cuales
se observa completamente obstruida por lo que el rendimiento del sistema se nota muy
bajo lográndose solo de entre 300 y 400 mm Hg de presión de vacío.
Tabla 4.2 Condiciones de operación del blanqueo por carga
VARIABLE VALOR
Cantidad de aceite (t) 16
Tiempo de carga (min) 60-90
Presión de vacío (mmHg) 300-400
Temperatura de calentamiento (ºC) 90-100
Tiempo de calentamiento (min) 120-150
Dosificación de adsorbente (%) 0,5-0,8

Tiempo de contacto adsorbente-tierra (min) 20-30
Tiempo de filtración (min) 90-120
Fuente: Datos de la empresa
El proceso cuenta además con dos filtros de hojas de tanque horizontal a presión
con un área de filtración de 21 m2 cada uno, acá se observan las hojas de filtración
perforadas (dañadas por el uso y mal uso) en su cara de filtración lo que hace que la
calidad del filtrado se vea cada vez disminuida. Los reactores no poseen un sistema de
enfriamiento para bajar la temperatura del aceite antes de la filtración. Las líneas de
alimentación y descarga del aceite hacia y desde los reactores presentan defectos de
diseño (diámetro pequeño y sin calentamiento indirecto para evitar la solidificación al
enfriarse el aceite que queda en las tuberías) propiciando taponamientos y problemas
de fluidez.
En la tabla 4.2, se indican las condiciones de operación utilizadas para el
blanqueo por cargas de los aceites y se muestra que el tiempo total por carga por
reactor varía entre 5 y 8 horas, lo que da una producción promedio diaria de 120
toneladas.
4.2.4. Equipos para la desodorización
La planta tiene disponible para la refinación del aceite de palma un equipo de
desodorización, que está fuera de servicio, con una capacidad de producción de 2,5 t/h
de aceite desodorizado. El desodorizador es del tipo continuo similar al descrito en la
sección 2.6.1.4. Este equipo está diseñado para manejar aceites con una acidez
máxima de 0,25 %, pero puede utilizarse como desacidificador en la refinación física del
aceite de palma con algunas modificaciones en sus condiciones de operación tomando
en cuenta que debe trabajar a un flujo reducido por cuanto el aceite de palma tiene una
acidez mayor que la máxima permitida para este equipo (ver tabla 4.1)
Es importante señalar que este equipo de desodorización tiene deficiencias en el
sistema de condensación y recuperación de ácidos grasos libres destilados debido a la
falta de relleno en el lavador de gases, lo que disminuye mucho la superficie de

contacto entre los ácidos grasos ya condensados y los que están en forma de vapor
(ver sección 2.6.1.4), lo que permite que una gran cantidad de estos pasen al sistema
de condensación junto con el vapor de agua y adicionalmente se afecte la condición de
presión de vacío, debido a la carga adicional de vapores a condensar. El tanque de
almacenamiento de los ácidos grasos condensados está diseñado para almacenar
el volumen que se condensa con un aceite alimentado con una acidez de
alrededor del 0,25%, esto significa que cuando se alimente el aceite de palma
con una acidez entre 3,0-3,5 %, se requerirá un volumen de almacenamiento de
cerca de 14 veces el valor actual.
4.3. SELECCIÓN DEL PROCESO DE REFINACIÓN DE ACEITE DE PALMA
Para la selección del proceso de refinación del aceite de palma se empleó la
metodología explicada en la sección 3.1.3.
Una vez revisados los métodos existentes para la refinación de aceite de palma
(ver sección 2.4) se procedió a compararlos tomando en cuenta las restricciones y
criterios establecidos en el análisis del problema y que se resumen en la tabla 3.2
En la refinación alcalina se obtiene soap-stock como subproducto de la primera
centrifuga (ver sección 2.4.1.2), el cual se almacena para ser vendido o utilizado en la
fabricación de jabones. El agua jabonosa procedente de las centrifugas lavadoras se
descarga al canal de las aguas residuales y es conducida a la planta de tratamiento de
efluentes industriales.
En la refinación física se obtienen los ácidos grasos destilados del aceite como
subproducto de la desacidificación (ver sección 2.4.2), los cuales serán almacenados
para ser comercializados posteriormente como materia prima para la elaboración de
alimentos concentrados para animales. Esta característica del proceso de refinación
física satisface mejor una de las restricciones establecidas por la empresa para la
solución del problema, indicadas en la tabla 3.2, y que se refiere a la recuperación de
los ácidos grasos libres retirados del aceite, ya que en la refinación alcalina los ácidos
grasos libres se transforman en soap stock al reaccionar con la soda cáustica.
En la refinación física, en el proceso de desacidificación, un pequeño porcentaje

de los ácidos grasos eliminados al aceite arrastrados por el vapor de contacto no se
condensa en el sistema de recuperación de ácidos grasos y pasa al condensador de
vapor del sistema de vacío mezclándose con el agua y son recuperados en una trampa
de grasa. Este proceso no genera ningún tipo de efluente al sistema de aguas
residuales ya que el agua de condensación circula en circuito cerrado y los ácidos
grasos son retirados del sistema lo que satisface otra de las restricciones establecidas
por la empresa, indicadas en la tabla 3.2, y que se refiere a no incrementar la carga al
sistema de tratamiento de aguas residuales.
Las pérdidas de aceite neutro en la refinación alcalina son mucho más elevadas
que en la refinación física cuando el aceite crudo tiene una acidez libre mayor de 2 %,
(Improved Steam Process for Edible Oils,1980), por ejemplo, un aceite crudo con una
acidez de 4 %, tendrá una pérdida de aproximadamente 8 %, durante el procesamiento
si se refina químicamente, en la refinación del mismo aceite por el método físico las
pérdidas se reducen al porcentaje de acidez que contenga más el 10 %, ó en este caso,
un total de solamente 4,4 % (Improved Steam Process for Edible Oils,1980). Todo lo
anterior significa que con el proceso de refinación física se obtiene un mejor rendimiento
que con la refinación alcalina, siendo este uno de los criterios establecidos para la
solución del problema (ver tabla 3.2).
Según la bibliografía los costos generales del proceso (electricidad, vapor, agua,
insumos, mantenimiento), son de 45 a 50 % menores en la refinación física (Improved
Steam Process for Edible Oils, 1980) que es una ventaja adicional de este proceso.
Según todo lo anteriormente expuesto se concluye que, el proceso que mejor se
adapta a los criterios y restricciones establecidos en el análisis del problema es el de
refinación física por lo que se hizo un estudio a nivel de laboratorio de las variables que
intervienen en el mismo ya que, aunque la planta cuenta con los equipos necesarios
para aplicar el proceso, este no se ha puesto en práctica debido a que los aceites que
se han venido refinando no lo justificaba.
4.4 RESULTADOS DE LABORATORIO Y DISCUSIÓN

En esta sección se presentan los resultados de las pruebas de laboratorio y su análisis
siguiendo la metodología descrita en la sección 3.1.4.
En las tablas 4.3, 4.4 y 4.5 se muestran los resultados obtenidos en el laboratorio del
efecto de la variación de las condiciones del proceso de blanqueo sobre las
características del aceite de palma blanqueado, utilizando cuatro adsorbentes
diferentes. A continuación se hace el análisis de estos resultados.
4.4.1. EFECTO DE LA TEMPERATURA DE BLANQUEO
En la tabla 4.3, se presentan los resultados del efecto de la temperatura de blanqueo
sobre las características del aceite de palma blanqueado manteniendo constante la
dosificación de adsorbente en 1,0 %, y el tiempo de contacto en 30 minutos, que son
los valores promedio recomendados en la bibliografía (Química Sumex, 1995; T. Soon,
1989).
Tabla 4.3 Efecto de la temperatura de blanqueo sobre las características del
aceite de palma blanqueado.
PARÁMETROS TIPO DE
TIERRA
TEMPERATURAS DE BLANQUEO (ºC)
90 110 130 150
Acidez Libre (% como ácido
palmítico) + 0,01
A 3,42 3,61 3,75 3,87
B 3,30 3,30 3,45 3,49
C 3,43 3,43 3,49 3,51
D 3,43 3,43 3,43 3,44
Valor de Peróxidos (meq 02 / Kg. aceite)
+ 0,1
A 0,0 0,0 0,0 0,0
B 0,0 0,0 0,0 0,0
C 0,4 0,0 0,0 0,0
D 0,5 0,0 0,0 0,0
Color rojo Lovibond a 1” + 0,2
A 18,9 18,0 15,1 9,0
B 19,9 18,9 14,2 8,5
C 18,2 15,8 12,8 9,8
D 13,5 12,1 12,2 12,1
Contenido de Fósforo (ppm) + 0,01
A 5,90 3,66 3,66 1,24
B 1,27 1,24 1,87 1,17
C 5,11 4,02 2,37 2,26
D 4,89 0,82 0,90 0,82

Se observa que para los adsorbentes A, C y D, la acidez libre del aceite
blanqueado se incrementa en relación al del aceite crudo que tenia una acidez de 3,30
%, esto es debido a que estos adsorbentes son ácido activados y le transfieren al aceite
algo de acidez mineral durante el proceso de blanqueo (Química Sumex, 1994)
mientras que con el adsorbente B, que es una arcilla neutra, la acidez del aceite
blanqueado se mantiene igual a la del aceite crudo hasta lo 110 ºC y comienza a
incrementarse a partir de los 130 ºC, este incremento se debe a una pequeña hidrólisis
que ocurre al aceite al reaccionar con la humedad contenida en la tierra de blanqueo y
la humedad propia del aceite crudo que es favorecida por las altas temperaturas (Mag,
1992).
El valor de peróxidos bajó hasta 0,0 + 0,1 meq O2/kg aceite, con los cuatro
adsorbentes en todas las temperaturas, excepto con los adsorbente C y D a 90 ºC lo
que significa que la eficiencia de estos dos adsorbentes es baja a esa temperatura y
con la dosis utilizada, pero por encima de los 90 ºC la eficiencia de los cuatro
adsorbentes es similar en la remoción de peróxidos a la dosis utilizada.
El color del aceite blanqueado se redujo cuando se incrementó la temperatura de
blanqueo independientemente del tipo de tierra. Esta disminución de color se debe al
efecto de blanqueo térmico por la descomposición del beta-caroteno por la acción del
calor (T. Soon, 1989; Química Sumex, 1995)
Para el adsorbente B, el incremento de la temperatura no afectó la remoción del
fósforo. Sin embargo, para el resto de los adsorbentes el contenido de fósforo del aceite
disminuyó a medida que se incrementó la temperatura de blanqueo. La mayor remoción
de fósforo se obtuvo con los adsorbentes B y D. Los valores de fósforo residual
obtenidos (por debajo de 6,00 + 0,01 ppm), sugieren que posiblemente no sea
necesario un pre-tratamiento ácido muy severo para alcanzar la especificación
establecida en el análisis del problema (ver tabla 4.3).
De los resultados obtenidos se tiene que para una temperatura de 110 ºC, el valor
de peróxidos del aceite fue de 0,0 + 0,1 meq /kg aceite, su contenido de fósforo residual
fue menor de 5,00 + 0,01 ppm y no se produjo un aumento significativo de la acidez; en
cuanto al color del aceite de palma blanqueado ya se mencionó (ver 2.4.2), que esta
variable no es muy importante en esta etapa del proceso ya que el mismo se reduce en

la desacidificación. Por encima de 110 ºC se obtiene una mayor reducción del contenido
de fósforo sobre todo con el adsorbente C, sin embargo, los valores obtenidos a 110 ºC
satisfacen las limitaciones de salida resumidas en la tabla 3.2 y trabajar a temperaturas
mas altas significa mayor tiempo de procesamiento para alcanzar estas temperaturas y
un mayor consumo de energía. Considerando lo anterior se fijó 110 ºC, como la
temperatura de trabajo para realizar el resto de las pruebas de laboratorio.
4.4.2. EFECTO DE LA DOSIFICACIÓN DE ADSORBENTE
En la tabla 4.4, se presentan los resultados de las pruebas de blanqueo del aceite de
palma variando la dosificación de adsorbente manteniendo constantes la temperatura y
tiempo de contacto. La acidez libre del aceite aumenta a medida que se incrementa la
dosificación de los adsorbentes A y D, mientras que para los B y C, los valores
permanecieron más o menos constantes. Esto se explica por el hecho de que los
adsorbentes A y D tienen una acidez mineral residual mayor, la cual es transferida al
aceite durante el blanqueo.
Tabla 4.4 Efecto de la dosificación de adsorbente sobre las características del
aceite de palma blanqueado.
PARÁMETROS TIPO DE
TIERRA
DOSIFICACIÓN DE TIERRA DE BLANQUEO (%)
0,5 1,0 1,5 2,0
Acidez libre (% como ácido
palmítico) + 0,01
A 3,30 3,34 3,54 3,60
B 3,58 3,43 3,53 3,47
C 3,44 3,44 3,45 3,48
D 3,41 3,43 3,44 3,55
Valor de peróxidos (meq 02/kg. aceite)
+ 0,1
A 0,0 0,0 0,0 0,0
B 0,0 0,0 0,0 0,0
C 0,7 0,4 0,0 0,0
D 3,2 0,0 0,0 0,0
Color rojo Lovibond a 1” + 0,2
A 22,7 20,0 15,5 14,1
B 22,7 20,4 20,0 12,7
C 19,7 17,7 16,7 14,8
D 13,6 13,3 12,6 12,1
Contenido de fósforo
(ppm) + 0,01
A 3,03 1,42 1,51 1,52
B 4,42 3,04 2,24 0,76
C 3,81 2,35 2,32 1,42
D 3,66 1,25 0,83 0,84

El valor de peróxido del aceite blanqueado fue cero para cualquier dosificación de
los adsorbentes A y B, mientras que para el adsorbente C, el valor de peróxidos del
aceite se hizo cero con una dosis de 1,5 % y para el D, con 1,0 %. Esto significa que los
adsorbentes A y B son más eficientes en la remoción de los peróxidos a dosis bajas.
A medida que se incrementó la dosis de adsorbente hubo una mayor reducción
del color del aceite que coincide con lo reportado en el trabajo de Arcillas Activadas
S.A., 1992. Con el adsorbente “D”, se obtuvo una mayor reducción de color con bajas
dosis pero a medida que esta aumenta el color del aceite permanece casi constante.
La mayor reducción de color con altas dosificaciones de adsorbente se debe
principalmente a la adsorción de carotenos, los cuales son removidos más
efectivamente en la desacidificación (Química Sumex, 1994). El contenido de fósforo
residual del aceite de palma blanqueado disminuyó al aumentar la dosificación de
adsorbente lo que coincide con los resultados reportados por Arcillas Activadas S.A.,
1992. Sin embargo, con los adsorbentes A y D, no se observó diferencia al utilizar 1,5 y
2,0 %.
De todo lo anterior se desprende que con una dosificación de alrededor de 1,0 %
de adsorbente se logra un aceite blanqueado con las características deseadas que
coincide con el rango recomendado en estudios previos (Química Sumex, 1995).
4.4.3. EFECTO DEL TIEMPO DE CONTACTO DE BLANQUEO
En la tabla 4.5 se presentan los resultados del efecto que tiene sobre las características
del aceite de palma blanqueado, la variación del tiempo de contacto del aceite con el
adsorbente manteniendo constantes la temperatura y la dosificación de adsorbente.
La acidez libre se mantuvo casi constante en los diferentes períodos de blanqueo
con todos los tipos de adsorbente. El valor de peróxidos alcanzó un valor de 0,0 + 0,1
meq O2/kg aceite, para todos los adsorbentes a partir de los 30 minutos.
El color del aceite continuó descendiendo a medida que se aumentó el tiempo de
contacto, debido al efecto blanqueante del calor.

El contenido de fósforo del aceite se mantuvo casi constante por encima de los 30
minutos de tiempo de contacto del adsorbente con el aceite, sin embargo, con el
adsorbente “D” se observó que por encima de los 15 minutos no hubo una mayor
remoción de fósforo.
Por lo anterior se concluye que el tiempo de contacto más favorable para el
proceso de blanqueo de la palma es de 30 minutos ya que para períodos más largos no
se obtienen mejoras significativas, esto coincide con el tiempo de contacto
recomendado en los trabajos de T. Soon,1989 y Química Sumex, 1994.
Tabla 4.5 Efecto del tiempo de contacto del adsorbente con el aceite sobre las características del aceite de palma blanqueado.
PARÁMETROS TIPO DE
TIERRA
TIEMPO DE CONTACTO DEL BLANQUEO (minutos)
15 30 45 60
Acidez libre (% como ácido palmítico)
+ 0.01
A 3,53 3,54 3,58 3,58
B 3,32 3,64 4,34 3,36
C 3,40 3,42 3,42 3,41
D 3,36 3,41 3,42 3,45
Valor de peróxidos (meq 02/kg aceite) + 0.1
A 0,0 0,0 0,0 0,0
B 0,0 0,0 0,0 0,0
C 0,2 0,0 0,0 0,0
D 0,0 0,0 0,0 0,0
Color rojo Lovibond a 1” + 0.2
A 17,3 16,8 15,1 15,0
B 17,3 15,5 15,4 12,7
C 19,7 19,7 16,7 16,7
D 14,5 13,5 13,5 13,6
Contenido de fósforo (ppm) + 0.01
A 2,23 1,48 1,55 1,54
B 2,24 1,48 1,48 1,45
C 3,25 2,34 2,31 1,89
D 1,24 1,24 1,24 1,26
4.4.4. EFECTO DEL TIPO DE ADSORBENTE
Con los cuatro tipos de adsorbentes probados se logró reducir el contenido de fósforo y
el valor de peróxidos a los niveles deseados empleando dosis por encima de 0,5 % con
tiempos de contacto mayores de 15 minutos y a temperaturas superiores a los 90 oC.
La mayor reducción de color se logró con el adsorbente D, esto se explica por el hecho
de que este es el adsorbente mas ácido activado de los probados.

La variación de la acidez del aceite luego de blanqueado fue similar con todos los
adsorbentes evaluados.
Como se puede observar, con los cuatro tipos de adsorbentes empleados se pudo
obtener un aceite de palma blanqueado con las características deseadas por lo que la
selección de uno de ellos para su uso en planta estará influenciada principalmente por
su costo, disponibilidad y beneficios a nivel de proceso (filtración más rápida, menor
retención de aceite). No se encontraron estudios donde se comparen diferentes tipos de
adsorbentes como se hizo en esta investigación, los estudios revisados se refieren a el
comportamiento de un solo tipo de tierra a diferentes condiciones y dosis.
4.5. DESARROLLO A NIVEL INDUSTRIAL DEL PROCESO DE REFINACIÓN
FÍSICA
Considerando el proceso seleccionado (sección 4.3) y luego de analizar los diferentes
equipos y procesos encontrados en la planta (sección 4.2), se procedió a seleccionar
aquellos que mejor se adaptarían para el procesamiento del aceite de palma haciendo
las modificaciones necesarias para su manejo. Las pruebas iniciales de refinación se
realizaron, tomando en cuenta los resultados del laboratorio. Posteriormente se
identificaron las oportunidades de mejora y se hicieron las modificaciones propuestas
par realizar nuevamente las pruebas en la planta ajustando las condiciones de
operación hasta lograr obtener el aceite de palma refinado que cumpla con las
especificaciones, criterios y restricciones que se indican en la tabla 3.2, siguiendo la
metodología descrita en la sección 3.1.5.
4.5.1. Selección de los equipos y procesos para la refinación física del aceite de
palma
4.5.1.1. Selección de los tanques de almacenamiento
En la tabla 4.6 se presenta el análisis de las desviaciones encontradas en la recepción y
almacenamiento del aceite de palma.
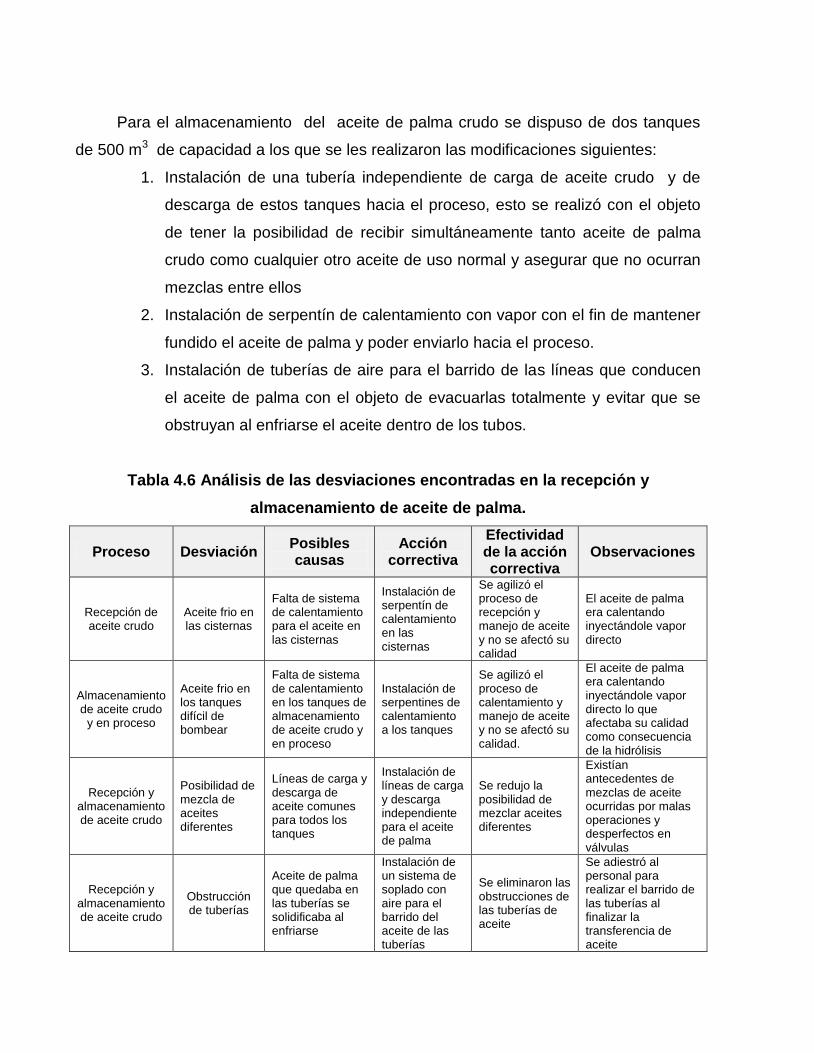
Para el almacenamiento del aceite de palma crudo se dispuso de dos tanques
de 500 m3 de capacidad a los que se les realizaron las modificaciones siguientes:
1. Instalación de una tubería independiente de carga de aceite crudo y de
descarga de estos tanques hacia el proceso, esto se realizó con el objeto
de tener la posibilidad de recibir simultáneamente tanto aceite de palma
crudo como cualquier otro aceite de uso normal y asegurar que no ocurran
mezclas entre ellos
2. Instalación de serpentín de calentamiento con vapor con el fin de mantener
fundido el aceite de palma y poder enviarlo hacia el proceso.
3. Instalación de tuberías de aire para el barrido de las líneas que conducen
el aceite de palma con el objeto de evacuarlas totalmente y evitar que se
obstruyan al enfriarse el aceite dentro de los tubos.
Tabla 4.6 Análisis de las desviaciones encontradas en la recepción y
almacenamiento de aceite de palma.
Proceso Desviación Posibles causas
Acción correctiva
Efectividad de la acción correctiva
Observaciones
Recepción de aceite crudo
Aceite frio en las cisternas
Falta de sistema de calentamiento para el aceite en las cisternas
Instalación de serpentín de calentamiento en las cisternas
Se agilizó el proceso de recepción y manejo de aceite y no se afectó su calidad
El aceite de palma era calentando inyectándole vapor directo
Almacenamiento de aceite crudo
y en proceso
Aceite frio en los tanques difícil de bombear
Falta de sistema de calentamiento en los tanques de almacenamiento de aceite crudo y en proceso
Instalación de serpentines de calentamiento a los tanques
Se agilizó el proceso de calentamiento y manejo de aceite y no se afectó su calidad.
El aceite de palma era calentando inyectándole vapor directo lo que afectaba su calidad como consecuencia de la hidrólisis
Recepción y almacenamiento de aceite crudo
Posibilidad de mezcla de aceites diferentes
Líneas de carga y descarga de aceite comunes para todos los tanques
Instalación de líneas de carga y descarga independiente para el aceite de palma
Se redujo la posibilidad de mezclar aceites diferentes
Existían antecedentes de mezclas de aceite ocurridas por malas operaciones y desperfectos en válvulas
Recepción y almacenamiento de aceite crudo
Obstrucción de tuberías
Aceite de palma que quedaba en las tuberías se solidificaba al enfriarse
Instalación de un sistema de soplado con aire para el barrido del aceite de las tuberías
Se eliminaron las obstrucciones de las tuberías de aceite
Se adiestró al personal para realizar el barrido de las tuberías al finalizar la transferencia de aceite

Adicionalmente, se dispuso de un tanque de 100 m3, de capacidad para
almacenar el aceite crudo de palma proveniente de los tanques de 500 m3, de donde se
alimentarían los reactores para el pretratamiento del aceite, este tanque está ubicado
cerca de los reactores y actúa como pulmón de estos. Se dispuso además de dos
tanques de 100 m3 de capacidad, uno para almacenamiento de aceite de palma
pretratado y otro para aceite de palma desacidificado, a estos tres tanques de 100 m3,
se les efectuaron las mismas modificaciones realizadas a los tanques de 500 m3.
4.5.1.2. Selección de los equipos para el pretratamiento ácido
Para el pretratamiento ácido del aceite de palma se utilizaron los equipos empleados
para el blanqueo por cargas de los aceites por las siguientes razones:
1. El pretratamiento del aceite de palma consta de dos etapas: primero la reacción
con ácido y luego con tierra de blanqueo, estas operaciones se pueden realizar en
el mismo reactor en forma secuencial, mientras que en el blanqueo continuo se
tendría que incorporar un tanque con agitador para la reacción con ácido y una
bomba para dosificarlo, lo que significaría una mayor inversión.
2. Debido a las necesidades de producción de aceites vegetales tradicionales, la
planta de blanqueo continuo no dispone de capacidad para procesar aceite de
palma, además, la cantidad que se debe refinar puede ser procesada en la planta
de blanqueo discontinuo y tendría aun disponibilidad para procesar otros aceites.
4.5.1.3. Selección de los equipos para la desacidificación
Como se mencionó en la sección 4.1.4, se dispone de una columna de destilación
de ácidos grasos (desodorizador) con capacidad de 2,5 t/h para desacidificar aceite de
palma, al que se le hicieron las siguientes modificaciones:
1. Instalación de una tubería independiente para alimentar el aceite de palma al
desacidificador desde el tanque de almacenamiento, y otra tubería para enviar el
aceite desacidificado hacia otro tanque.

2. Modificación del sistema de enfriamiento del desodorizador que consistió en la
instalación de un enfriador externo agua-aceite, y la utilización de el enfriador
interno del equipo como recuperador de calor, mediante el intercambio de calor
entre el aceite desacidificado que sale del equipo y el aceite pretratado que es
alimentado. Esta modificación se hizo con el objetivo de disminuir la carga térmica
del vaporizador y poder aumentar el flujo del equipo. El enfriador externo instalado
había sido desmontado de otro proceso y estaba disponible para ser usado.
3. Instalación de anillos Pall en el tope del lavador de gases para aumentar el área de
contacto entre los vapores de ácidos separados del aceite y los ácidos grasos fríos
recirculados para condensar los vapores. Con esto se evita que los vapores de
ácidos grasos pasen al sistema de condensación de agua y se mejore la condición
de vacio del equipo.
Tabla 4.7 Análisis de las desviaciones encontradas en el equipo de
desacidificación de aceite de palma.
Proceso Desviación Posibles causas
Acción
correctiva
Efectividad de la acción correctiva
Observaciones
Desacidificación
Posibilidad de mezcla de aceites diferentes.
Líneas de carga y descarga de aceite comunes para todos los tanques.
Instalación de
tuberías
independientes
de
alimentación y
descarga.
Se independizó la alimentación y descarga del desacidificador de aceite de palma.
Con esta modificación se pudo trabajar en paralelo el aceite de palma junto con el resto que procesa la planta.
Desacidificación
Pérdida de energía en el proceso de Desacidificación.
Diseño del equipo.
Instalación de enfriador agua-aceite externo y de recuperador de calor (aceite-aceite) interno.
Se disminuyó la carga térmica del vaporizador y se aumentó el flujo del equipo.
Se aprovechó la existencia de un intercambiador de calor que estaba fuera de servicio para utilizarlo como enfriador.
Desacidificación
Arrastre de ácidos grasos hacia el agua de condensación.
Falta eliminadores de arrastre en tope lavador de
Instalación de relleno en tope del lavador de gases.
Se disminuyó el arrastre de los ácidos grasos y se mejoró el

gases. vacio del equipo.
En la tabla 4.7 se presenta el análisis de las modificaciones realizadas al equipo
de desacidificación para poder ejecutar las pruebas en la planta.
4.5.2. RESULTADOS DE LAS PRUEBAS EN LA PLANTA
Las pruebas iniciales se realizaron con los equipos en las condiciones en que
encontraban al comienzo del estudio, luego de hacer las modificaciones que se
muestran en la tabla 4.6 y 4.7 y usando la metodología descrita en la sección 3.1.5
4.5.2.1. Pretratamiento del aceite de palma
Para las pruebas de blanqueo se partió de los resultados obtenidos en el laboratorio y
en base a esto todas se realizaron utilizando 1,0 %, de adsorbente a una temperatura
de 110 oC y un tiempo de contacto adsorbente-aceite de 30 minutos. La efectividad del
proceso se evaluó en cuanto a la remoción del contenido de fósforo y de peróxidos del
aceite en esta etapa del proceso y la calidad del aceite desacidificado. Las pruebas en
la planta en esta etapa de la investigación se realizaron empleando los adsorbentes
identificados como A, B y D que eran los que estaban disponibles en el momento para
los ensayos. En la tabla 4.8, se muestran las características del aceite de palma
obtenido en la etapa de pretratamiento.
Tabla 4.8 Características promedio del aceite de palma crudo y blanqueado con el
proceso sin modificar.
VARIABLE ACEITE CRUDO
ACEITE BLANQUEADO
TIERRA “A”
TIERRA “B”
TIERRA “D”
Acidez libre ( % como palmítico) + 0,01
4,00 4,40 4,10 4,32
Valor de peróxido (meq O2/ kg) + 0,1
0,5 0,0 0,0 0,0

Color Rojo Lovibond a 1” + 0,2
26,0 22,9 21,7 23,9
Contenido de fósforo (ppm) + 0,01
10,70 3,90 1,60 4,30
Contenido de impurezas (%) + 0,01
0,02 >0,10 >0,10 >0,10
Como se observa en la tabla 4.8, la mayor reducción del contenido de fósforo fue
del 85%, utilizando el adsorbente B, igualmente con este adsorbente se obtuvo el
menor incremento de la acidez libre del aceite blanqueado. En cuanto al valor de
peróxidos, este se redujo a cero con los tres tipos de adsorbente. Es de hacer notar que
la disminución del color no se considera de importancia en esta etapa del proceso ya
que la mayor reducción se realiza en la etapa de desacidificación (Young, 1981). Por
otra parte, se observa un incremento en el contenido de impurezas del aceite
blanqueado con respecto al aceite crudo; estas impurezas son partículas del
adsorbente que no fueron retenidas en el filtro como consecuencia de las roturas en las
mallas de filtración, lo cual genera los siguientes problemas:
1. Formación de depósitos en los fondos de los tanques de almacenamiento y dentro
del equipo de desacidificación por la acumulación de partículas, lo que puede
ocasionar obstrucciones en las tuberías y daños en las bombas.
2. Desmejora de la calidad del aceite desacidificado, ya que las partículas de
adsorbente usado contienen impurezas que son desorbidas en la desacidificación
lo que afecta su color final (Soon, 1989)
Durante el desarrollo de las pruebas se determinó que existían retrasos en las
operaciones que ocasionaban que el tiempo empleado para procesar una carga fuese
mayor de 6,5 horas. Esto se evidencia al revisar los datos obtenidos por los reportes de
paradas de la planta, donde se observa que en 15 cargas estudiadas, el tiempo
promedio de retraso en el proceso de blanqueo es de 2 horas y 46 minutos, siendo las
principales causas las siguientes:
Falta de capacidad de almacenamiento del aceite blanqueado.
Líneas de flujo de fluidos ocupadas por otros procesos.
Línea de descarga del blanqueador tapada por tierra de blanqueo.

Exceso de humedad en el aceite.
Fallas en el sistema de vacío.
Retrasos en la ejecución de las operaciones.
Todo lo anterior da como resultado que el tiempo total de proceso por carga sea
de nueve horas, lo que da una producción diaria de 84 toneladas. En cuanto a la calidad
del aceite obtenido, está afectada desfavorablemente por las razones que se indican a
continuación:
a. Sedimentación de la tierra de blanqueo en el fondo del blanqueador debido a
que el sistema de agitación era ineficiente, esto ocasionaba que con mucha
frecuencia se obstruyera la línea de descarga del equipo y que el contacto de la
tierra de blanqueo con el aceite no fuera efectivo.
b. La malla de algunas hojas de filtración tenían huecos que permitían el paso del
adsorbente al momento de filtrar el aceite, por lo que este contenía una gran
cantidad de sólidos una vez filtrado.
c. El blanqueador carecía de sistema de enfriamiento por lo que el aceite debía
ser filtrado a la temperatura de blanqueo lo cual propiciaba la oxidación del aceite
y la formación de peróxidos afectando la calidad final del aceite desacidificado en
cuanto a la disminución del color (Young, 1981).
En la tabla 4.9, se observa el tiempo promedio de las operaciones del proceso de
pretratamiento del aceite de palma sin modificar. El tiempo total promedio para realizar
este proceso es de 390 minutos (6,5 horas) para cada reactor considerando la suma de
los tiempos de duración de cada operación.
Tabla 4.9 Tiempo promedio de las operaciones del proceso sin modificar del
pretratamiento del aceite de palma.
OPERACIÓN TIEMPO (minutos)
REACTOR 1 REACTOR 2
Carga de aceite en el reactor 81 76
Primer calentamiento hasta 80º C 121 123
Reacción con ácido 20 20

Segundo calentamiento hasta
110º C 60 60
Reacción con tierra adsorbente 30 30
Filtración 80 79
TOTAL 392 388
4.5.2.2. Proceso de desacidificación
Luego del pretratamiento ácido y con adsorbente, el aceite se desacidificó. En las
tablas 4.10, 4.11 y 4.12 se muestran los valores de acidez, peróxidos, contenido de
fósforo y color del aceite de palma desacidificado, blanqueado con los adsorbentes A, B
y D respectivamente. De estos cuatro parámetros, el único que no es modificado por el
proceso de desacidificación es el contenido de fósforo, el cual se mantiene
prácticamente igual al valor que tiene en la etapa de pretratamiento.
Como se observa en las tablas 4.10 y 4.11, existe mucha variación en los valores
de acidez libre y color del aceite desacidificado, sin embargo, los valores de color más
bajo se obtuvieron en los aceites tratados con el adsorbente B y los más altos en los
aceites procesados con el adsorbente D, tabla 4.12, cuyos valores de fósforo resultaron
los más altos y la acidez promedio más baja.
Las fluctuaciones en los valores de acidez fueron debidas a que el tanque
colector de ácidos grasos se llenaba continuamente, y los ácidos grasos subían a través
del tubo colector hasta rebozar sobre el aceite desacidificado en la cámara de
enfriamiento.
Tabla 4.10 Características del aceite de palma desacidificado con el proceso
sin modificar blanqueado con el adsorbente A.
TIPO DE
ADSORBENTE
PARAMETROS
Acidez libre
(% ácido palmítico)
+ 0,01
Valor de peróxido
(meq O2 / kg aceite)
+ 0,1
Contenido de
fósforo (ppm)
+ 0,01
Color (rojo
Lovibond)
+ 0,2
A 0,45 0,0 2,11 18,8 a 5 ¼”
0,14 0,0 1,60 12,6 a 5 ¼ “

0,08 0,0 2,75 8,2 a 5 ¼ “
0,07 0,0 1,84 4,8 a 1“
0,08 0,0 1,78 6,0 a 1”
0,06 0,0 1,44 6,3 a 1“
0,39 0,0 2,45 13,0 a 5 ¼”
Promedio 0,18 0,0 2,00
Desviación estándar
0,17 0,0 0,47
Lo anterior es consecuencia de que normalmente el equipo trabaja con aceites
blanqueados con una acidez cercana a 0.20%, mientras que el aceite de palma
blanqueado tenía una acidez promedio de 4,00 %, es decir, 20 veces mayor. Esto
ocasionó descontrol operacional del proceso el cual una vez corregido, al procesar el
lote blanqueado con el adsorbente D, empezó a producir resultados más consistentes,
tal como se puede observar en la tabla 4.12, donde el valor promedio de la acidez es de
0,07 % con una desviación estándar de 0,01 %.
En cuanto al color del aceite de palma desacidificado, el menor valor obtenido fue
de 6,4 rojo con la celda colorimétrica de 5 1/4”, para el aceite de palma pretratado con
adsorbente B, no habiendo consistencia en los valores de color obtenidos, aunque
como ya se mencionó, el aceite tratado con este adsorbente presentó los colores más
bajos después de desacidificado, las fluctuaciones de color fueron consecuencia de los
mismos problemas que dieron origen a las fluctuaciones de acidez. Como puede
observarse en las tablas 4.10, 4.11 y 4.12 para la determinación del color del aceite
desacidificado se emplearon dos tipos de celdas del colorímetro, de 1” y de 5 ¼”
debido al amplio rango de variación de esta característica del aceite que motivó que se
utilizara la celda de 1” para aceites con un color muy alto para poder leer el valor ya que
con la celda de 5 ¼” se salía de la escala.
Tabla 4.11 Características del aceite de palma desacidificado con el proceso sin
modificar blanqueado con el adsorbente B.
TIPO DE ADSORBENTE
PARAMETROS
Acidez libre (% ácido
palmítico) + 0,01
Valor de peróxido (meq O2 /kg aceite)
+ 0,1
Contenido de fósforo (ppm) +
0,01
Color (rojo Lovibond)
+ 0,2
B 0,19 0,0 2,10 7,8 a 5 1/4”

0,08 0,0 1,36 10,5 a 5 1/4”
0,53 0,0 2,10 5,1 a 1”
0,09 0,0 0,56 7,8 a 5 1/4”
0,14 0,0 0,55 5,4 a 1”
0,09 0,0 1,99 9,0 a 5 1/4”
0,10 0,0 1,70 6,4 a 5 1/4”
Promedio 0,18 0,0 1,48
Desviación estándar 0,16 0,0 0,68
Con todos los adsorbentes el valor de peróxidos del aceite desacidificado fue de
0,0 meq O2/ kg de aceite, lo que evidencia la efectividad del proceso para la remoción
de los peróxidos del aceite.
Tabla 4.12 Características del aceite de palma desacidificado con el proceso sin
modificar blanqueado con el adsorbente D.
TIPO DE ADSORBENTE
PARAMETROS
Acidez libre (% ácido
palmítico) + 0,01
Valor de peróxido (meq. de O2 / Kg. de aceite) + 0,1
Contenido de fósforo (ppm) + 0,01
Color (rojo Lovibond)
+ 0,2
D
0,06 0,0 2,98 5,4 a 1”
0,06 0,0 2,92 5,2 a 1”
0,07 0,0 3,25 6,0 a 1”
0,08 0,0 3,10 17,4 a 5 1/4”
Promedio 0,07 0,0 3,06
Desviación estándar 0,01 0,0 0,15
Visto estos resultados, el aceite desacidificado proveniente del blanqueo
utilizando los tres de adsorbentes no cumple con las especificaciones de calidad
establecidas por la empresa y que se muestran en la tabla 3.2.
4.5.3. ESPECIFICACIÓN DE LA SOLUCIÓN
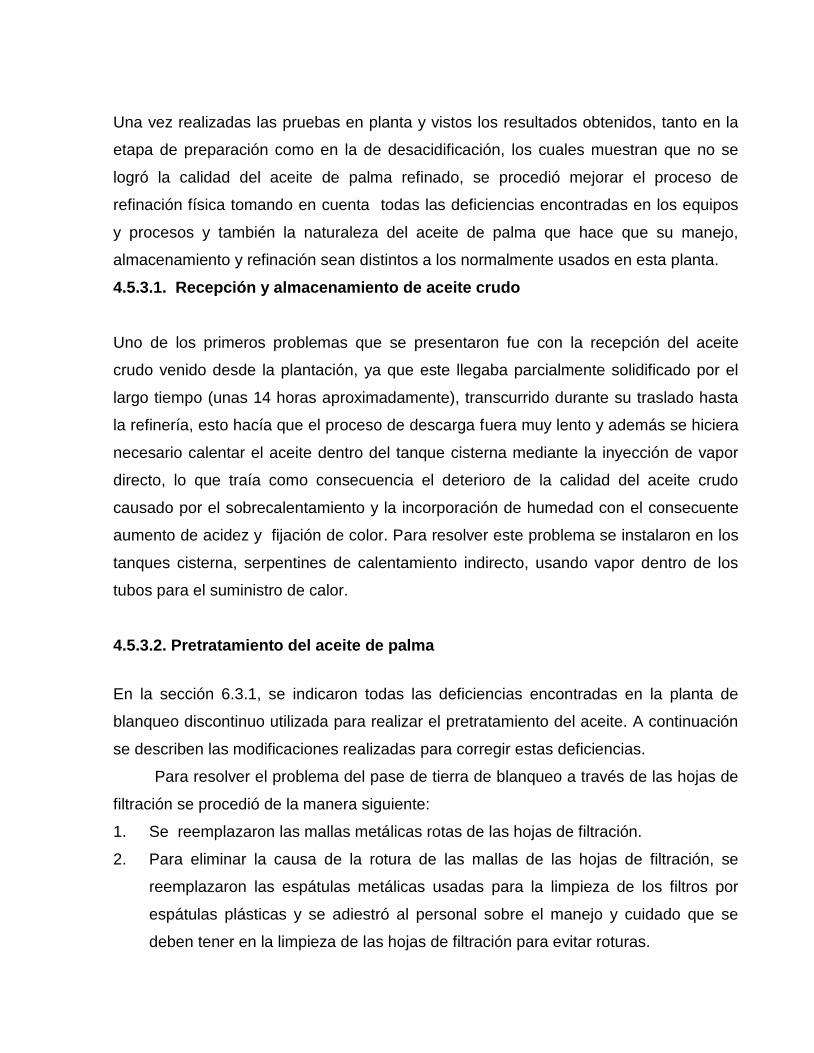
Una vez realizadas las pruebas en planta y vistos los resultados obtenidos, tanto en la
etapa de preparación como en la de desacidificación, los cuales muestran que no se
logró la calidad del aceite de palma refinado, se procedió mejorar el proceso de
refinación física tomando en cuenta todas las deficiencias encontradas en los equipos
y procesos y también la naturaleza del aceite de palma que hace que su manejo,
almacenamiento y refinación sean distintos a los normalmente usados en esta planta.
4.5.3.1. Recepción y almacenamiento de aceite crudo
Uno de los primeros problemas que se presentaron fue con la recepción del aceite
crudo venido desde la plantación, ya que este llegaba parcialmente solidificado por el
largo tiempo (unas 14 horas aproximadamente), transcurrido durante su traslado hasta
la refinería, esto hacía que el proceso de descarga fuera muy lento y además se hiciera
necesario calentar el aceite dentro del tanque cisterna mediante la inyección de vapor
directo, lo que traía como consecuencia el deterioro de la calidad del aceite crudo
causado por el sobrecalentamiento y la incorporación de humedad con el consecuente
aumento de acidez y fijación de color. Para resolver este problema se instalaron en los
tanques cisterna, serpentines de calentamiento indirecto, usando vapor dentro de los
tubos para el suministro de calor.
4.5.3.2. Pretratamiento del aceite de palma
En la sección 6.3.1, se indicaron todas las deficiencias encontradas en la planta de
blanqueo discontinuo utilizada para realizar el pretratamiento del aceite. A continuación
se describen las modificaciones realizadas para corregir estas deficiencias.
Para resolver el problema del pase de tierra de blanqueo a través de las hojas de
filtración se procedió de la manera siguiente:
1. Se reemplazaron las mallas metálicas rotas de las hojas de filtración.
2. Para eliminar la causa de la rotura de las mallas de las hojas de filtración, se
reemplazaron las espátulas metálicas usadas para la limpieza de los filtros por
espátulas plásticas y se adiestró al personal sobre el manejo y cuidado que se
deben tener en la limpieza de las hojas de filtración para evitar roturas.

3. Se instaló un filtro de seguridad el cual estaba disponible en la planta, para refiltrar
el aceite proveniente de los filtros de hojas. Para esto fue necesario habilitar un
tanque de almacenamiento de 30 m3 de capacidad, como pulmón entre la primera
y la segunda filtración, se instalaron además las tuberías, accesorios y la
correspondiente bomba.
De la revisión del sistema de agitación de los reactores se encontró que la causa
de la sedimentación de la tierra de blanqueo era debido a lo siguiente:
1. El tamaño de las paletas de los agitadores era pequeña en relación al
diámetro de los reactores, por otra parte, la velocidad de agitación era lenta,
y en consecuencia parte del aceite no recibía buena agitación.
2. La posición de las paletas no resultaba adecuada, encontrándose una de ellas
por encima del nivel del aceite y la que se encontraba en la posición inferior
estaba muy separada del fondo del reactor .

Figura 4.1 Diagrama de flujo del proceso modificado para el pretratamiento del aceite de palma
Para corregir estas deficiencia fueron sustituidas las paletas de los agitadores por
unas de mayor longitud y superficie, y se modificó su posición a lo largo del eje del
agitador colocándose la paleta superior por debajo del nivel del aceite y la paleta
inferior lo más próximo posible al fondo del tanque.
Con el objeto de disminuir el tiempo empleado en el calentamiento del aceite de
palma y dotar a los reactores de un sistema de enfriamiento eficiente, fue necesario

reemplazar los serpentines de ambos equipos ya que los existentes presentaban los
siguientes problemas:
1. Baja superficie de intercambio de calor en relación al volumen del reactor lo cual
hacía lento el calentamiento del aceite.
2. Los serpentines tenían forma rectangular lo cual ocasionaba que los tubos se
rompieran al dilatarse por el calor por la poca flexibilidad en los codos de 90º.
Considerando lo anterior, se diseñaron, construyeron e instalaron en los
reactores, serpentines de forma circular y con mayor área de transferencia (ver
Apéndice A), para calentar y enfriar el aceite, adicionalmente, con el objeto de disminuir
el tiempo de carga del aceite a los reactores se reemplazó la tubería de alimentación
de 2” por una de 3”.
En la figura 4.1 se muestra el diagrama de flujo para el pretratamiento del aceite
de palma luego de realizar todas las modificaciones mencionadas.
4.5.3.3. Desacidificación del aceite de palma
En la sección 4.6.2, se mencionaron los problemas que surgieron para la
desacidificación del aceite de palma con el equipo disponible en ese momento.
Para solventar el problema de la sobre carga del lavador de gases y del tanque colector
de ácidos grasos, se aprovechó la disponibilidad del lavador de gases de otro equipo
de desodorización que se encontraba fuera de servicio, para conectarlo con el lavador
de gases del desacidificador del aceite de palma lo cual consistió en lo siguiente:
1. Instalación de una línea desde el tope de un lavador de gases hasta el otro
para igualar la presión de vacío entre ambos equipos .
2. Instalación de una tubería para conducir los ácidos grasos acumulados del
lavador de grasos principal hacia el auxiliar, lo cual se produce por rebose de un
tanque al otro.
3. Interconexión de las tuberías de descarga de ambos lavadores de gases a una
bomba para la recirculación de ácidos grasos hacia el lavador principal mientras
se descarga el auxiliar.

En la figura 4.2, se muestra el diagrama de flujo del proceso de desacidificación
del aceite de palma luego de realizadas las modificaciones mencionadas.
Figura 4.2. Diagrama de flujo del proceso modificado para la desacidificación del aceite de palma.
4.5.4. Resultados de las pruebas en planta con los procesos mejorados
Una vez realizadas las modificaciones mencionadas en las secciones anteriores, se
procedió a refinar aceite crudo de palma con las mismas condiciones de operación
utilizadas en la primera evaluación, con el objeto de determinar la influencia de los
cambios realizados en los procesos sobre la calidad del aceite de palma refinado.

En la tabla 4.13 y 4.14 se muestran las características del aceite palma
blanqueado utilizando dos tipos de tierra de blanqueo y con el proceso modificado. Se
analizaron 17 cargas de 15 toneladas de aceite cada una por tipo de tierra lo que da un
total de 34 cargas, es decir 510 toneladas.
Tabla 4.13 Características del aceite de palma blanqueado con el adsorbente A con el proceso modificado
Número de
muestra Acidez libre
como palmítico
(%) + 0,01
Índice de
peróxido (meq
O2 / kg aceite)
+ 0,1
Color a 1”
(rojo
Lovibond)
+ 0,2
Contenido de
fósforo (ppm) +
0,01
Contenido de
impurezas (%)
+ 0,01
1 4,57 0,0 23,0 3,31 <0,05
2 4,75 0,0 24,2 3,12 <0,05
3 3,80 0,0 23,0 3,21 <0,05
4 4,82 0,0 24,0 3,52 <0,05
5 4,45 0,0 21,0 4,20 <0,05
6 4,40 0,0 22,2 2,98 <0,05
7 3,80 0,0 21,0 3,02 <0,05
8 3,80 0,0 22,8 3,33 <0,05
9 3,92 0,0 23,0 2,70 <0,05
10 4,20 0,0 20,0 2,82 <0,05
11 3,70 0,0 26,0 2,81 <0,05
12 3,80 0,0 25,8 2,80 <0,05
13 5,20 0,0 26,0 3,10 <0,05
14 4,80 0,0 27,0 3,56 <0,05
15 4,75 0,0 24,0 3,42 <0,05
16 4,90 0,0 25,4 2,96 <0,05
17 3,80 0,0 25,0 3,76 <0,05
Promedio 4,32 0,0 23,7 3,21 <0,05
Desviación
estándar 0,50 0,0 2,0 0,39 <0,05
Como se observa en las tablas 4.13 y 4.14, la acidez promedio del aceite de
palma blanqueado permanece igual utilizando cualquiera de los dos adsorbente, a
pesar que el adsorbente B es neutro y el A es un adsorbente ácido activado. Este
resultado de igualdad de acidez se explica por el hecho de usar ácido cítrico en el
pretratamiento del aceite antes de adicionar el adsorbente, siendo mayor la influencia
de adición del ácido cítrico sobre el incremento de la acidez del aceite que la ejercida
por el adsorbente ácido- activado.
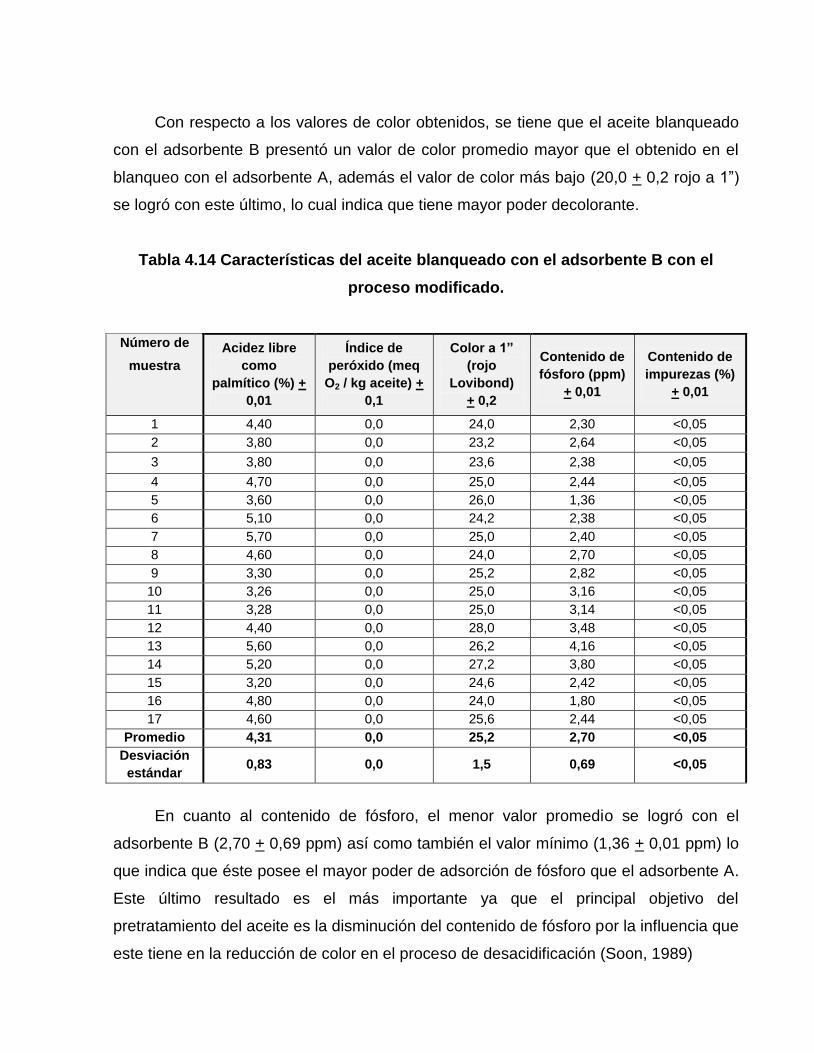
Con respecto a los valores de color obtenidos, se tiene que el aceite blanqueado
con el adsorbente B presentó un valor de color promedio mayor que el obtenido en el
blanqueo con el adsorbente A, además el valor de color más bajo (20,0 + 0,2 rojo a 1”)
se logró con este último, lo cual indica que tiene mayor poder decolorante.
Tabla 4.14 Características del aceite blanqueado con el adsorbente B con el
proceso modificado.
Número de
muestra
Acidez libre
como
palmítico (%) +
0,01
Índice de
peróxido (meq
O2 / kg aceite) +
0,1
Color a 1”
(rojo
Lovibond)
+ 0,2
Contenido de
fósforo (ppm)
+ 0,01
Contenido de
impurezas (%)
+ 0,01
1 4,40 0,0 24,0 2,30 <0,05
2 3,80 0,0 23,2 2,64 <0,05
3 3,80 0,0 23,6 2,38 <0,05
4 4,70 0,0 25,0 2,44 <0,05
5 3,60 0,0 26,0 1,36 <0,05
6 5,10 0,0 24,2 2,38 <0,05
7 5,70 0,0 25,0 2,40 <0,05
8 4,60 0,0 24,0 2,70 <0,05
9 3,30 0,0 25,2 2,82 <0,05
10 3,26 0,0 25,0 3,16 <0,05
11 3,28 0,0 25,0 3,14 <0,05
12 4,40 0,0 28,0 3,48 <0,05
13 5,60 0,0 26,2 4,16 <0,05
14 5,20 0,0 27,2 3,80 <0,05
15 3,20 0,0 24,6 2,42 <0,05
16 4,80 0,0 24,0 1,80 <0,05
17 4,60 0,0 25,6 2,44 <0,05
Promedio 4,31 0,0 25,2 2,70 <0,05
Desviación
estándar 0,83 0,0 1,5 0,69 <0,05
En cuanto al contenido de fósforo, el menor valor promedio se logró con el
adsorbente B (2,70 + 0,69 ppm) así como también el valor mínimo (1,36 + 0,01 ppm) lo
que indica que éste posee el mayor poder de adsorción de fósforo que el adsorbente A.
Este último resultado es el más importante ya que el principal objetivo del
pretratamiento del aceite es la disminución del contenido de fósforo por la influencia que
este tiene en la reducción de color en el proceso de desacidificación (Soon, 1989)

En la tabla 4.15, se muestran los tiempos promedio de las operaciones del proceso
modificado del blanqueo por cargas.
Tabla 4.15 Tiempos promedios de las operaciones del proceso de blanqueo por
cargas modificado.
Operación Tiempo (minutos)
Reactor 1 Reactor 2
Carga de aceite al reactor 22 22
Primer calentamiento (hasta 80º C) 68 58
Reacción con ácido 20 20
Segundo calentamiento (hasta 110º C) 21 15
Enfriamiento (hasta 80º C) 58 54
Primera filtración 80 80
Segunda filtración 150 150
Total 418 399
Comparando estos valores con los indicados en la tabla 4.8 observamos lo siguiente:
1. El tiempo promedio de carga antes de modificar el proceso era de 79 minutos,
este tiempo se redujo a 22 minutos, lo que representa una disminución del 73%.
Esto se logró luego de instalar una tubería de 3” de diámetro en reemplazo de
una de 2” y la sustitución de la bomba de carga de los blanqueadores por una de
mayor capacidad disponible en la planta
2. El tiempo promedio empleado para el primer calentamiento fue de 63 minutos, lo
que significa una reducción del 50% del tiempo empleado para la misma
operación con el proceso sin modificar. Este resultado se obtuvo al cambiar el
serpentín de calentamiento, tal como se indicó en la sección 4.7.2.
3. El segundo calentamiento se realizó en un tiempo promedio de 12 minutos, que
equivale a la tercera parte del tiempo empleado con el proceso sin modificar.

4. El enfriamiento del aceite se realizó en un tiempo de 56 minutos, esta operación
no se podía realizar con el proceso sin modificar ya que el mismo no contaba con
sistema de enfriamiento.
5. En cuanto a la primera filtración, el tiempo empleado es el mismo en ambos
procesos, con la diferencia de que en el sistema modificado esta operación se
realizó a 80 ºC, mientras que con el proceso sin modificar se realizaba a 110 ºC
lo que afectaba la calidad del aceite en el siguiente proceso.
Comparando el tiempo total del proceso de blanqueo por carga sin modificar (310
minutos), con el proceso modificado (409 minutos), se observa que en el primero se
emplearon en promedio 20 minutos menos a pesar de que en el proceso modificado se
disminuyeron considerablemente los tiempos de carga de los reactores y el de
calentamiento del aceite, esto no representa una diferencia muy significativa
considerando que se incluyeron dos operaciones adicionales, el enfriamiento y la
segunda filtración, las cuales mejoraron la calidad del aceite desacidificado y
resolvieron los problemas indicados en la sección 4.6.1.
En las tablas 4.16 y 4.17, se muestran las características del aceite de palma
desacidificado proveniente del proceso de blanqueo modificado, utilizando un
adsorbente ácido activado (A) y otro neutro (B)
El valor promedio de la acidez es de 0,04 %, en ambos casos. Este parámetro
depende casi exclusivamente del proceso de desacidificación, que fue el mismo para
las dos pruebas.
En el caso del color rojo del aceite desacidificado el valor promedio también es
igual para las pruebas realizadas con ambos tipos de tierra. Esto indica que el uso de la
tierra neutra o la activada no ejercieron influencia en el color final del aceite
desacidificado considerando que la calidad del aceite crudo tratado y el proceso de
refinación fueron iguales en los dos casos.
Tabla 4.16 Características del aceite de palma desacidificado pretratado con el
adsorbente A con el proceso modificado.

Número de ensayo
Acidez libre como
palmítico (%) + 0,01
Color a 1” (rojo
Lovibond)
+ 0,2
Contenido de
fósforo (ppm)
+ 0,01
Índice de peróxido (meq O2 / kg aceite)
+ 0,1
Contenido de
impurezas (%) + 0,01
1 0,03 4,2 2,70 0,0 < 0.05
2 0,03 4,0 2,10 0,0 < 0.05
3 0,04 4,0 3,10 0,0 < 0.05
4 0,05 4,0 2,70 0,0 < 0.05
5 0,04 5,0 2,10 0,0 < 0.05
6 0,05 5,2 2,62 0,0 < 0.05
7 0,03 4,0 2,80 0,0 < 0.05
8 0,04 4,4 2,80 0,0 < 0.05
9 0,04 5,4 3,60 0,0 < 0.05
10 0,05 4,1 2,72 0,0 < 0.05
11 0,04 5,0 3,60 0,0 < 0.05
12 0,04 4,4 2,80 0,0 < 0.05
13 0,03 4,0 1,90 0,0 < 0.05
14 0,05 5,2 3,40 0,0 < 0.05
15 0,03 4,0 2,10 0,0 < 0.05
Valor Promedio
0,04 4,5 2,74 0,0
< 0.05
Desviación estándar
0,01 0,5 0,54 0,0
En lo referente al contenido promedio de fósforo del producto desacidificado
pretratado con la tierra neutra se observa que su valor es 2,5 veces menor que el
logrado con el pretratamiento con el adsorbente ácido activado.
En lo relativo a la reducción del valor de fósforo durante la desacidificación, la
mayor disminución ocurrió en el aceite tratado con el adsorbente neutro, esto indica que
el tipo de adsorbente tiene influencia en la reducción del contenido de fósforo durante la
desacidificación.
Tabla 4.17 Características del aceite de palma desacidificado pretratado con el
adsorbente B con el proceso modificado.
Número de
ensayo
Acidez libre como
palmítico (%) + 0,01
Color a 1”
(rojo
Lovibond)
+ 0,2
Contenido de
fósforo
(ppm)
+ 0,01
Índice de peróxido
(meq O2 / kg aceite) + 0,1
Contenido de impurezas (%) + 0,01

1 0,04 5,4 1.40 0,0 < 0.05
2 0,05 5,5 0.76 0,0 < 0.05
3 0,05 4,5 1.99 0,0 < 0.05
4 0,04 4,1 0.54 0,0 < 0.05
5 0,04 4,2 0.56 0,0 < 0.05
6 0,05 4,4 0.90 0,0 < 0.05
7 0,04 4,5 1.63 0,0 < 0.05
8 0,03 4.1 0.90 0,0 < 0.05
9 0,03 4,2 1.36 0,0 < 0.05
10 0,05 4,5 0.62 0,0 < 0.05
11 0,04 4,3 0.58 0,0 < 0.05
12 0,04 5,0 1.44 0,0 < 0.05
13 0,05 5,0 1.24 0,0 < 0.05
14 0,05 5,2 1.86 0,0 < 0.05
15 0,04 5,3 1.45 0,0 < 0.05
Valor
promedio 0,04 4,7 1.15 0,0 <0.05
Desviación
estándar 0,01 0,5 0,49 0,0
Comparando los resultados obtenidos mostrados en las tablas 4.16 y 4.17, con
las limitaciones de las variables de salida del aceite refinado de palma establecidas en
el análisis del problema y que se muestran en la tabla 4.3, se tiene que estos satisfacen
las condiciones establecidos al inicio de este estudio. En la tabla 4.18 se presenta el
análisis de las desviaciones encontradas durante la realización de las pruebas en la planta, las
acciones correctivas que se tomaron para corregir estas desviaciones así como la efectividad
de estas acciones correctivas.
Tabla 4.18 Análisis de las desviaciones encontradas en las pruebas de
planta.
Proceso Desviación Posibles causas
Acción correctiva
Efectividad de la acción correctiva
Observaciones
Recepción de aceite crudo
Aceite frio en las cisternas
Falta de sistema de calentamiento
Instalación de serpentín de calentamiento
Se agilizó el proceso de recepción y manejo
El aceite de palma era calentando inyectándole vapor

para el aceite en las cisternas
en las cisternas de aceite y no se afectó su calidad.
directo
Pretratamiento
Aceite blanqueado filtrado con presencia de tierra de blanqueo
Rotura de las mallas de filtración
Reemplazo de las herramientas metálicas por plástico para la limpieza de las hojas de filtración
Se logró obtener un aceite pretratado con menor contenido de impurezas
Se reemplazaron las hojas de filtración rotas y se adiestró al personal sobre el manejo y cuidado de las hojas de filtración
Pretratamiento
Aceite blanqueado filtrado con presencia de tierra de blanqueo
Daño en los sellos de los conectores de las láminas. Ineficiencia de las hojas de filtración
Re-filtrar el aceite con un filtro prensa
Se logró obtener un aceite pretratado completamente libre de impurezas
Durante la filtración con las mallas en buen estado, existía aun la presencia de trazas de tierra de blanqueo
Pretratamiento
Sedimentación de la tierra de blanqueo en el fondo de los blanqueadores
Paletas de los agitadores con tamaño y posición inadecuada
Instalación de paletas de mayor dimensión y superficie y su reubicación a lo largo del eje del agitador
Se logró una mejor mezcla del aceite con el adsorbente. Se eliminó la sedimentación de adsorbente. Se redujo el tiempo de calentamiento
La modificación del agitador contribuyó a mejorar la transferencia de calor para el calentamiento y enfriamiento del aceite
Pretratamiento
Deficiencia en el calentamiento y enfriamiento del aceite
Inadecuado diseño del serpentín
Diseño, fabricación e instalación de nuevo serpentín
Se redujo el tiempo de calentamiento del aceite. Se pudo enfriar el aceite antes de filtrarlo. Se eliminaron las fugas de vapor
El nuevo serpentín actúa como calentador y enfriador según las necesidades del proceso.
Pretratamiento Deficiencia en la carga de los reactores
Inadecuado diseño del sistema de carga de los reactores
Instalación de tuberías de mayor diámetro y de bomba de carga de mayor capacidad
Se redujo el tiempo de carga de los reactores
Se reemplazaron las tuberías de 2” por 3” y la bomba de 10 ton / hr por una de 60 ton / hr
Desacidificación
Fluctuación en los valores de acidez y color del aceite desacidificado
Sobrecarga frecuente del lavador de gases y del colector de ácidos grasos
Adiestramiento de personal. Incremento de la capacidad de almacenamiento de ácidos grasos del lavador de gases.
Se logró estabilizar el proceso y se mantuvieron los valores deseados de la calidad del aceite desacidificado
Se adiestró al personal para que realizara las descargas del lavador de gases y colector de ácidos grasos con mayor frecuencia
4.6. Rendimiento del proceso desarrollado.
La tabla 4.19 contiene los rendimientos obtenidos en cada etapa del proceso
empleando los dos tipos de adsorbentes mencionados anteriormente al refinar 270
toneladas de aceite crudo con cada tipo de adsorbente.
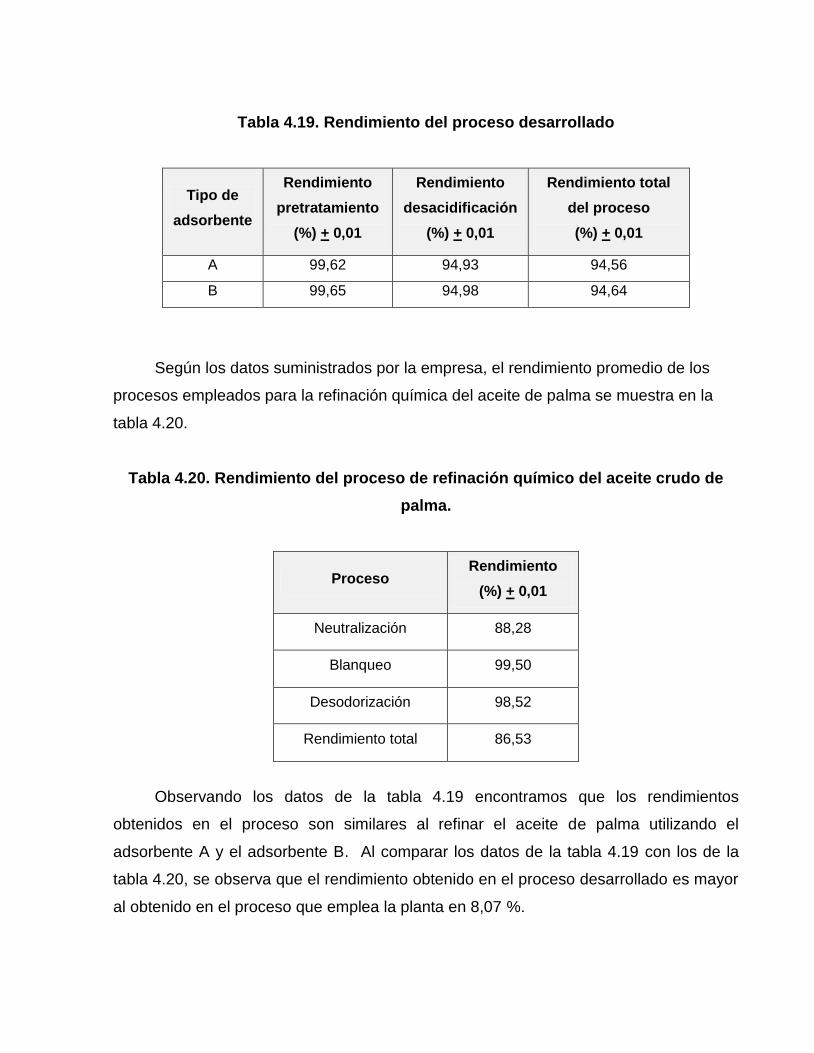
Tabla 4.19. Rendimiento del proceso desarrollado
Tipo de
adsorbente
Rendimiento
pretratamiento
(%) + 0,01
Rendimiento
desacidificación
(%) + 0,01
Rendimiento total
del proceso
(%) + 0,01
A 99,62 94,93 94,56
B 99,65 94,98 94,64
Según los datos suministrados por la empresa, el rendimiento promedio de los
procesos empleados para la refinación química del aceite de palma se muestra en la
tabla 4.20.
Tabla 4.20. Rendimiento del proceso de refinación químico del aceite crudo de
palma.
Proceso Rendimiento
(%) + 0,01
Neutralización 88,28
Blanqueo 99,50
Desodorización 98,52
Rendimiento total 86,53
Observando los datos de la tabla 4.19 encontramos que los rendimientos
obtenidos en el proceso son similares al refinar el aceite de palma utilizando el
adsorbente A y el adsorbente B. Al comparar los datos de la tabla 4.19 con los de la
tabla 4.20, se observa que el rendimiento obtenido en el proceso desarrollado es mayor
al obtenido en el proceso que emplea la planta en 8,07 %.

En esta sección se presentan las conclusiones más resaltantes a las que condujo la
presente investigación:
1. El aceite crudo de palma proveniente de la planta extractora es de muy buena
calidad por su baja acidez y bajo contenido de fósforo, sin embargo, se puede
esperar que algún lote de aceite tenga una mayor acidez o un contenido de
fósforo más alto.
2. El sistema de recepción y almacenamiento de aceite crudo de palma fue
modificado instalando calentadores en los tanques y las cisternas, líneas
independientes de carga y descarga y líneas de soplado para el barrido de las
tuberías.
3. El sistema de condensación y recuperación de ácidos grasos del desodorizador
presentaba deficiencias que impedían que fueran condensados todos los ácidos
grasos generados en el proceso afectando el vacio del equipo y la calidad del
aceite obtenido.
4. Los resultados obtenidos en las pruebas de blanqueo del laboratorio con
respecto al tiempo de contacto, temperatura de blanqueo y dosificación de tierra
coinciden con los rangos reportados para estos parámetros en los trabajos
consultados.
5. Tomando en cuenta los resultados obtenidos en el laboratorio se fijó como
temperatura de blanqueo 110 °C, un tiempo de contacto aceite-adsorbente de 30
minutos y una dosis de adsorbente de 1%.
6. Con los cuatro tipos de adsorbentes empleados en las pruebas de laboratorio se
pudo obtener un aceite de palma blanqueado con las características deseadas
por lo que la selección de uno de ellos para su uso en planta estará influenciada
principalmente por su costo, disponibilidad y beneficios a nivel de proceso.
CCoonncclluussiioonneess

7. Una planta de refinación de aceites vegetales convencionales (soya, girasol,
etc.), puede ser adaptada para la refinación física de aceite de palma, pero con
un volumen de producción menor, debido a la alta acidez del aceite crudo.
8. Con el método de refinación física desarrollado no se generan desechos hacia el
efluente industrial, además se obtienen como sub – productos ácidos grasos
destilados, los cuales tienen mayor valor comercial que el soap stock generado
en la refinación alcalina.
9. Las modificaciones propuestas y efectuadas a los equipos y procesos durante
este estudio, permitieron por primera vez en Venezuela refinar el aceite crudo de
palma usando el método físico el cual está siendo utilizado por Industrias Diana.
10. El rendimiento promedio del método de refinación física desarrollado para
procesar el aceite de palma fue de 94,60 % que representa un aumento del 8,07
% con respecto al método de refinación química.
En esta sección se presentan las recomendaciones propuestas para posibles mejoras
en el proceso desarrollado para la refinación física del aceite crudo de palma:
1. Instalar dispositivos de control automáticos, tales como medidores de flujo
másico, controles de temperatura acoplados a los sistemas de suministro de
vapor de calentamiento y fluidos de enfriamiento, controladores de arranque y
parada de bomba de carga y descarga de aceite desde y hacia los tanques
respectivos para lograr disminuir los tiempos y errores operacionales
2. Mantener programas de adiestramiento del personal que operan los equipos, así
como también al personal de supervisión, los cual incidirá en una mejora en
cuanto a la disminución de pérdida de tiempo en la realización de las
operaciones y en la disminución de los errores y fallas operacionales en todo el
proceso.
3. Realizar estudios específicos, relativos a las condiciones operacionales de la
etapa de desacidificación (valor de la presión de vapor de borboteo, temperatura
de operación, flujo de aceite) con el objeto de disminuir las pérdidas en esta
etapa del proceso.
RReeccoommeennddaacciioonneess

Referencias bibliográficas
A. Layman’s, Glossary of oils and fats. Palm oil research institute of Malaysia (Porim)
Technology. Publications Nº 8, 1988.
Andriani, C., Biasca, R. y Martínez, M., El nuevo Sistema de Gestión para las PYMES,
Segunda Edición, Grupo Editorial Norma, 2.004
Bailey, A., Aceites y Grasas Industriales, Segunda Edición, Editorial Reverte, 1979.
Erickson D., Aspectos Críticos en la refinación del aceite de soya. Trabajo presentado
en el Seminario Internacional sobre Extracción y Refinación de Aceites, México, D.F.
Octubre 1985.
Goh S.H., Choo, Y.M., y Ong, S.H. Minor Constituents of Palm Oil. Journal American
Oil Chemists Society 1985, 62: 237-40.
Hernández, C, Mieres, A., Niño, Z. y Pérez, S. Efecto de la Refinación Física Sobre el
Aceite de la Almendra del Corozo (Acrocomia aculeata). Inf. tecnol. [online]. 2007,
Vol.18, no.5. P.59-68. Disponible en la World Wide Web:
<http://www.scielo.cl/scielo.php?script=sci_arttext&pid=S0718-
07642007000500008&lng=es&nrm=iso>. ISSN 0718-0764.
(Consulta: 2.007, Agosto 24)
Improved steam process for edible oils. Food engineering, Septiembre 1980.
Kern, D., Procesos de transferencia de calor, Décimo segunda impresión, Compañía
Editorial Continental, S.A, 1.978
Krick, E., Fundamentos de Ingeniería, Métodos, Conceptos y Resultados, Primera
Edición, Editorial Limusa. México 1979.

Law, K.S., Gerber, K.G., Citric acid in the processing of oils and fats. Porim Technology
number 11.
Leperg, O., Acido Láctico no refino de oleos vegetales.
McCabe, W., Smith, J., Operaciones básicas de Ingeniería Química, Primera Edición,
Editorial Reverté, 1.973
Mag, T.K., El Blanqueo, Teoría y Práctica, Soyanoticias, Enero-Marzo 1992. Asociación
Americana de Soya.
Mendoza, Z. (1987) Optimización de la Producción de aceite comestible mediante el
control de fosfolípidos. Trabajo Especial de Grado no publicado. Universidad de
Carabobo. Facultad de Ingeniería, Escuela de Ingeniería Química. Venezuela.
Official Methods and recommended practices of the American Oil Chemists Society,
fourth edition 1990.
Perry, R., Chilton, C., Chemical Engineers’ Handbook. Quinta Edición, McGraw-Hill
Química Sumex. S.A. Experiencias en el uso de arcillas activadas en el aceite de
palma.
Química Sumex, S.A. Influencias en la clarificación del aceite de palma.
Soon T.C., Factores que afectan la estabilidad del aceite durante la refinación física del
aceite de palma. Laporte Malasia S.D.N. D.B. SHAW-LAPORTE Inorganic UK., Arcillas
actividades Andinas S.A., Boletín informativo Nº 1, Junio 1989.
The American Journal of Clinical Nutrition, Composición Aceite de Palma. Vol. 53 #4,
April 1991, 9895.
Villa, V. (2004). Refinación física del aceite de soya. Sud Chemie de México S.A. DE CV
MONTERREY, N.L. MEXICO.

Disponible www.soyamex.com.mx/sp/Aceites/Memorias/04/PAMTY/Ref.pps
(Consulta: 2.007 Agosto 24)
Young, F. V. K., Refining of palm oil. Porim Technology Nº 1 Palm Oil Research Institute
of Malaysia. 1981.

APENDICE A Diseño del sistema de calentamiento
para el aceite en la sección de pretratamiento
Como se analizó anteriormente uno de los problemas presentados en el sistema
original de procesamiento de aceites, se debió a la deficiencia del sistema de
calentamiento.
En esta sección se presentan los cálculos de diseño del sistema de
calentamiento que fue construido y puesto en funcionamiento en la planta, como parte
de la solución al problema originalmente planteado.
CONDICIONES PRELIMINARES
1. El sistema de calentamiento debe adaptarse a los equipos existentes (tanques de
pre-tratamiento.)
2. Se dispone de vapor saturado a 150 lbf/plg2 como medio de calentamiento.
3. Los equipos de pre-tratamiento tienen capacidad para recibir 16 t de aceite y
presentan agitador de paletas.
4. Se requiere calentar el aceite en la primera fase de la operación llevándolo desde
aproximadamente 45 ºC hasta 80 ºC en un tiempo de 70 min.
5. Los tanques de pre-tratamiento están recubiertos con aislamiento térmico, luego
para cálculos de diseño se consideran despreciables las pérdidas de calor al
ambiente.

6. Se elige el serpentín circular de varias espiras, como equipo de intercambio de calor
con el aceite, por ser un sistema eficiente y de bajo costo, que irá dentro del tanque
el cual es cilíndrico y sumergido en el aceite a calentar.
7. Las espiras se construirán con tubos de acero al carbono schedule 40, diámetro 2”,
sin costura, doblados uno a uno y soldados entre si hasta la longitud y el número de
espiras requeridos; este tipo de material se ajusta a los materiales del equipo
existente y es comercialmente accesible.
8. Se hace necesario cortar perimetralmente el tanque para introducir el serpentín,
hecho esto se soldará nuevamente la sección separada del equipo.
9. Las espiras deberán estar retiradas entre 30 y 40 cm de la pared del tanque, las
mismas se colocarán por debajo de la superficie del aceite ocupando la sección
cilíndrica del equipo, con una separación entre una y otra espira de unos 20 cm que
facilite su construcción y reparación.
10. Como elemento de fijación del serpentín al tanque, se instalarán 03 perfiles
verticales de “ángulo” de 3”, separados 120º uno de otro y fijos a la pared, a la
distancia que permita que el serpentín quede separado los 30 ó 40 cm requeridos,
las espiras del serpentín se sujetarán al perfil mediante abrazaderas atornilladas
(por experiencia con otros equipos)
DATOS DEL SISTEMA.
1. Diámetro interno del tanque: 2.640 mm.
2. Altura Cilindro del tanque: 3.000 mm.
3. Agitador: 60 rpm.
4. Medio de calentamiento: vapor saturado seco a 150 lbf/plg2
CONDICIONES OPERACIONALES.
1. Masa de aceite a calentar (lote).
Ma = 16 t = 35.200 lb.
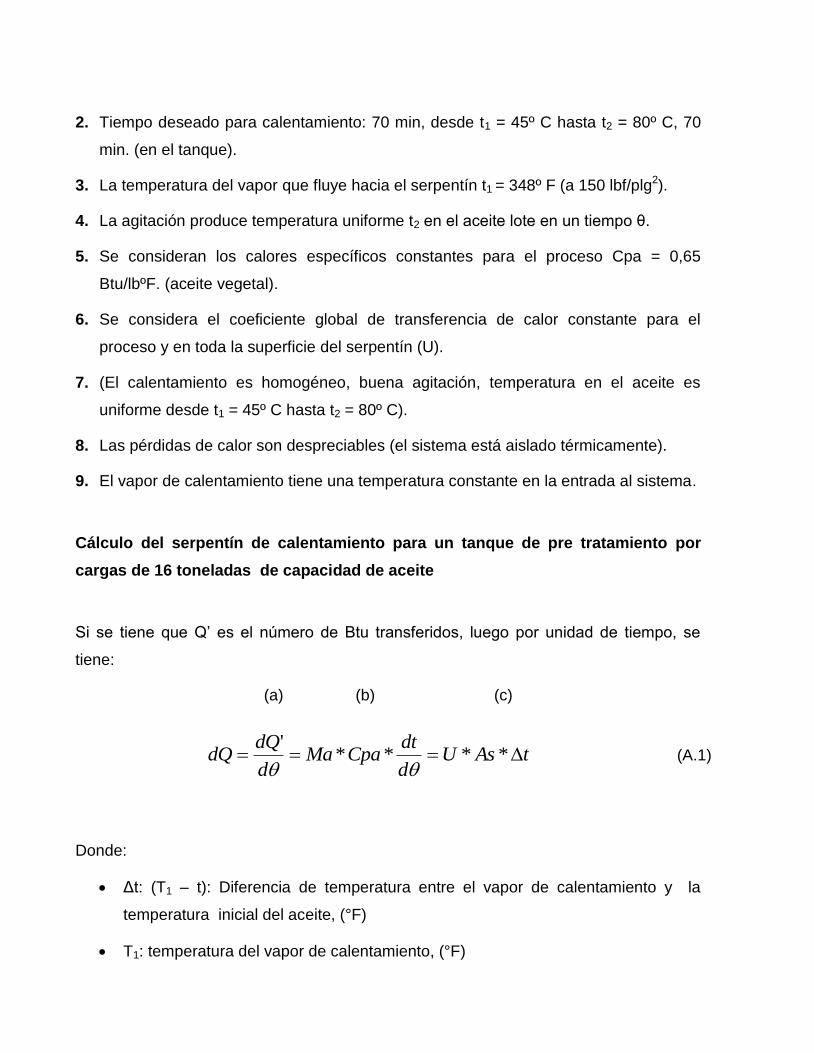
2. Tiempo deseado para calentamiento: 70 min, desde t1 = 45º C hasta t2 = 80º C, 70
min. (en el tanque).
3. La temperatura del vapor que fluye hacia el serpentín t1 = 348º F (a 150 lbf/plg2).
4. La agitación produce temperatura uniforme t2 en el aceite lote en un tiempo θ.
5. Se consideran los calores específicos constantes para el proceso Cpa = 0,65
Btu/lbºF. (aceite vegetal).
6. Se considera el coeficiente global de transferencia de calor constante para el
proceso y en toda la superficie del serpentín (U).
7. (El calentamiento es homogéneo, buena agitación, temperatura en el aceite es
uniforme desde t1 = 45º C hasta t2 = 80º C).
8. Las pérdidas de calor son despreciables (el sistema está aislado térmicamente).
9. El vapor de calentamiento tiene una temperatura constante en la entrada al sistema.
Cálculo del serpentín de calentamiento para un tanque de pre tratamiento por
cargas de 16 toneladas de capacidad de aceite
Si se tiene que Q’ es el número de Btu transferidos, luego por unidad de tiempo, se
tiene:
(a) (b) (c)
tAsUd
dtCpaMa
d
dQdQ ****
'
(A.1)
Donde:
Δt: (T1 – t): Diferencia de temperatura entre el vapor de calentamiento y la
temperatura inicial del aceite, (°F)
T1: temperatura del vapor de calentamiento, (°F)

t: temperatura inicial del aceite, (°F)
U: Coeficiente global de transferencia de calor, (Btu/hr.pié2.°F)
As: superficie total de transferencia de calor, (píe2)
Al trabajar con (b) y (c):
CpaMa
tAsU
d
dt
*
**
dCpaMa
AsU
t
dt*
*
*
Al integrar desde t1 a t2 y para θ desde 0 a θ:
01 *
*2
1
dCpaMa
AsU
tT
dtt
t
**
*
21
11
CpaMa
AsU
tT
tTLn
(A.2)
De la ecuación (A.2) se puede encontrar el valor de la superficie de
calentamiento As (serpentín); previamente se deberá obtener el valor de U (coeficiente
global de transferencia de calor).
En la tabla 8 de “Procesos de transferencia de calor”, Donald Kern, se muestran
los valores aproximados para UD diseño, están considerados allí la caída de presión de
5 a 10 lbf / plg2 y un factor de obstrucción de 0,003 (aceites vegetales tabla 12
“Procesos de transferencia de calor” Donald Kern).
Teniendo como fluido de calentamiento vapor saturado, se encuentra que para
fluidos fríos con viscosidad > 1,0 Centi poise (aceite comestible) se encuentra que:
UD = 60 Btu / (h) (pie2) (º F)

Luego para el cálculo del área total de transferencia de calor del serpentín se
tiene de la ecuación (A2)
*
**
21
11
DU
CpaMa
tT
tTLnAs
Al sustituir los siguientes valores:
=70 min
T1 = 358º F (150 lbf / plg2),
Ma = 35.200 lb,
Cpa = 0,65 Btu / lbºF
t1 = 113º F
t2 = 176 º F
min601min*70*.º.60
º65,0*200.35*
º176º358
º113º3582 hFpiehBtu
FlbBtulb
FF
FFLnAs
278,94 pieAs
De los datos de los tubos de 2” de diámetro se tiene que la superficie de
transferencia por unidad de longitud del tubo es: (Tabla 11 ”Procesos de transferencia
de calor, D. Kern).
Superficie / pie tubo = 0,622 pie2 / pie tubo
Para determinar las dimensiones del serpentín, tomando como base que estará
contenido dentro del tanque de pre-tratamiento se tiene:
Según esquema previo:
Diámetro del tanque: 2.640 mm.
Espacio libre entre la pared del tanque y el espiral: 300 mm. (asumido).
Espacio entre espiras (a): 200 mm. (asumido)

Altura del cilindro del tanque: 3.000 mm.
Diámetro del Serpentín (d). 2.640 – 2 (300) = 2.000 mm.
Longitud de una espira : 22 adL (pie)
Superficie de una espira: boLongitudTupietuboSuperficiepieL )(*)( .
piemm
piemmd 25,6
320
1*000.2
piemm
piemma 625,0
320
1*200
Por lo tanto, la superficie espira (Se, pie2) es:
boLongitudTupie
piepiepieSe
)(
622,0*625,025,6
222
22
27,12)(
622,0*28,6* pie
boLongitudTupie
piepieSe
Cálculo de número de vueltas del serpentín (Nv):
Nv = Área total serpentín (pie2) / área de cada vuelta (pie2) por vuelta.
vueltapieSe
pieAsNV 2
2
Al sustituir:
vueltasvueltasvueltapie
pieNV 872,7
27,12
78,942
2
Longitud de una vuelta: vueltapiepieadLV 71,1928,6*22
Longitud total: pievueltasvueltapieL 75,1578*71,19

RESUMEN DEL SISTEMA DE CALENTAMIENTO DISEÑADO Y CONSTRUIDO
PARA EL EQUIPO DE PRETRATAMIENTO DE ACEITE DE PALMA
Área de diseño calculada. As = 8,81 m2
Tipo de calentador: serpentín de espiras cilíndrica, instalado tomando la
forma cilíndrica del tanque de pre-tratamiento.
Diámetro de las espiras: 2.000 mm.
Separación entre las espiras: 200 mm.
Separación de las espiras de la pared del tanque: 300 mm.
Número de espiras del Serpentín: 8.
Longitud total del Serpentín: 48.100 mm.
Altura total del paquete de espiras: 3.000 mm.
Peso total del Serpentín: 268,8 Kg.
Diámetro nominal de los tubos: 2 plg.
MATERIALES DE CONSTRUCCIÓN DEL SERPENTIN
Tubos de acero al carbono de 2” de diámetro sch 40.
Espesor de pared de los tubos 6,9 mm.
Preparación de los tubos: doblez circular en prensa hidráulica tipo calandra,
hasta formar espiras de 2.000 mm de diámetro.
Unión de las espiras: las mismas se unen con soldadura de arco eléctrico,
cuyo cordón primario se realiza con electrodos tipo 6010 West Arco de 1/8”
de diámetro, 2º y 3º cordón de soldadura con electrodos tipo 7018 West Arco
de 1/8” de diámetro.

Fijación de serpentín al tanque: se realiza con perfiles de hierro negro de 3” x
7,5 cm., soldados a la pared del tanque y unidos a las espiras con anclajes
tipo “U” de 3” atornillados.
Prueba hidrostática de resistencia del serpentín realizada a 300 lbf / plg2, con
bomba a presión de agua.
La superficie externa de los tubos y demás partes del serpentín, se protegen
con pintura especial tipo Epomón grado alimenticio.
Figura A.1 Diagrama del serpentín dentro del blanqueador.

COSTOS DE FABRICACION DEL SERPENTIN
Los costos relativos al diseño, construcción y puesta en servicio del serpentín se
pueden resumir de la manera siguiente:
-Costos de material empleado en la construcción e instalación. Se requieren 9 tubos de 6m de longitud cada uno cuyo costo es de Bs 480,00
Bs. 4.320,00
Costos de materiales de fijación y separación de espiras Bs. 870,00
Costos de maquinado de los tubos (corte y doblez): Bs. 720,00
Costos de material consumible: electrodos, discos de desbaste, pintura de protección anticorrosiva y de acabado grado alimenticio, tipo Epomón Amina de pinturas Montana:
Bs.1.600,00
-Costos de mano de obra
Costo de mano de obra calificada (soldador certificado): Bs.6.000,00
Costos de mano de obra no calificada (ayudantes de soldadura y montaje mecánico):
Bs.2.800,00
Costo de supervisión: costo de un Ing. Inspector de fabricación y montaje de los equipos.
Bs. 3.500,00
- Costos de transporte.
Se refiere a los costos por traslado de materiales y equipos terminados desde los talleres de fabricación hacia la planta:
Bs.850,00
-Costos por pérdida de producción al sacar de servicio al equipo
Se coordina de tal manera que se cause el mas bajo costo por pérdida de producción, para ello se planifica el trabajo de instalación para un fin de semana
Aunque se generen costos de mano de obra por “sobre tiempo”
Bs.750,00
TOTAL GENERAL DE COSTOS DE FABRICACION E INSTALACION DE UN SERPENTIN
Bs. 21.410,00
COSTO TOTAL PARA LOS DOS SERPENTINES: Bs. 42.820,00

Figura A.2 Diseño del serpentín de calentamiento del equipo para el pretratamiento

APÉNDICE B Glosario de términos
A continuación se presenta un glosario de términos empleados en la industria de
refinación de grasas y aceites.
Aceites: La diferencia entre aceites y grasas es que los primeros son líquidos a
temperatura ambiente, mientras que los segundos son sólidos en apariencia.
Convencionalmente la temperatura de 20º C es tomada como referencia.
Generalmente los aceites contienen una proporción más alta de ácidos grasos
insaturados en su composición en comparación con las grasas.
Aceite Neutro: Cuando el aceite crudo ha sido neutralizado con álcali, el material
resultante es el aceite crudo menos los ácidos grasos libres, es entonces el
aceite neutro.
Aceite Vegetal Crudo: Son aceites extraídos los cuales no han sido procesados
o refinados, excepto que estén siendo desgomados, decantados o filtrados.
Aceite Oxidado: El aceite deteriorado debido al ataque del oxigeno atmosférico,
lo cual ocurre bien sea durante el procesamiento o durante el almacenamiento y
transporte. El cambio químico es gradual y progresivo, pero el efecto sobre la
calidad puede ser muy grande.
Acidez: Es la cantidad de ácidos grasos libres presentes en una grasa o aceite,
estos ácidos grasos libres son producto de la hidrólisis de los triglicéridos.

Ácido Palmítico: Contiene 16 átomos de carbono en la cadena de carbón, es el
ácido graso saturado más ampliamente distribuido. Esto sucede en
prácticamente todo animal, vegetal, grasas de animales marinos y es uno de los
mayores componentes de sebo, aceite de palma, manteca de cerdo, coco y
aceite de algodón.
Antioxidantes: Son sustancias que inhiben la oxidación de los aceites y grasos,
los antioxidantes se adicionan a los aceites y grasas para proveerlos de gran
estabilidad y durabilidad.
Color: El color del aceite crudo es debido a compuestos naturales, tales como
carotenoides, clorofila y xantofila. El color rojo-anaranjado brillante del aceite
crudo de palma, es una indicación de su calidad. En los aceites y grasos el color
registrado es usualmente medido con el comparador Lovibond.
Oxidación: La oxidación es un proceso en el cual un ácido graso insaturado
reacciona con el oxigeno resultando la rancidez.
Sociedad Americana de Químicos del Aceite (AOCS): La sociedad Americana
de Químicos del Aceite, es el más grande grupo de científicos y tecnólogos con
especial interés en aceites y grasas, promueven la organización de reuniones
científicas, publicaciones en coordinación con el estudio y publicación de
métodos de análisis.
Valor Ácido: Es una medida de los ácidos grasos libres presentes en un aceite,
esto es definido como el número de miligramos de hidróxido de potasio requerido
para neutralizar los ácidos grasos libres en un gramo de grasa. Existe una
expresión alternativa en % de ácidos.
Valor de anisidina: Es una medida de la tasa de deterioro por oxidación de las
grasas. El ataque químico es producido por ciertos compuestos formados cuando

los aceites oxidados experimentan reacciones secundarias. Durante la reacción
de oxidación el contenido de peróxidos del aceite comienza a incrementarse
hasta un máximo para luego comenzar a descender, comenzando a formarse
productos de oxidación secundarios, aldehídos insaturados, que dan una
indicación más certera del grado de deterioro de aceites con bajo contenido de
peróxidos. Los aldehídos son determinados por medidas espectrofotométricas
usando anisidina como reactivo.
Valor de Peróxido: Las grasas consisten en ácidos saturados e insaturados. Los
ácidos insaturados son susceptibles a la oxidación, esto es que el oxigeno puede
adherirse a la cadena de ácidos grasos en el punto de insaturación para formar
peróxidos o hidroperóxidos. El valor de peróxidos es la medida de la cantidad de
esos productos y es usualmente expresado como miliequivalentes de peróxido /
oxigeno combinado por kilogramos de grasa.
Valor de Yodo: El valor de Yodo es una medida del número de dobles enlaces
insaturados presentes en un aceite. La determinación del valor de Yodo,
involucra la adición de un exceso de halógeno a la muestra, la reducción de
exceso de halógeno con Ioduro de potasio y titulación con solución estándar de
tiosulfato de sodio, usando solución de almidón como indicador.