Uniones (2)
12
UPMH Proyecto 1: Uniones Procesos de Manufactura en Frio Sylvia Damarisse Villeda Chávez || Jessica Correa Barrera || Manuel Cerón González || Jorge Alberto Becerril Luna || Daniel Said Mejía 26/05/2014 Ing. Víctor Manuel Delgado || Ingeniería en Aeronáutica || 6° A
-
Upload
sylvia-damarisse-villeda -
Category
Documents
-
view
21 -
download
0
Transcript of Uniones (2)

UPMH
Proyecto 1: Uniones Procesos de Manufactura en Frio
Sylvia Damarisse Villeda Chávez || Jessica Correa Barrera || Manuel Cerón González || Jorge Alberto Becerril Luna || Daniel Said Mejía
26/05/2014
Ing. Víctor Manuel Delgado || Ingeniería en Aeronáutica || 6° A

1 | M a n u f a c t u r a
I.- Introducción
Existen diversos procesos de unión y ensamble cuyo fin es el de juntar o sellar dos o más
piezas cuando se está creando un componente. Estos se pueden clasificar en tres
grandes ramas que son Soldadura, adhesión y ensamble mecánico. Los diferentes tipos
de uniones pueden ser permanentes o temporales debido a que existen casos donde se
necesita un componente muy fuerte al cual se le pueda dar algún mantenimiento o incluso
reemplazarlo si fuera necesario.
II.- Desarrollo
Uniones soldadas
La soldadura es un procedimiento de unión permanente por el cual dos o más piezas se
unen por el suministro de calor, presión o una aplicación de ambos. Comúnmente se
divide en blanda o fuerte, las cuales se distinguen principalmente por su temperatura y
resistencia necesaria. Para llevar a cabo la soldadura primero se suministran los metales
de aporte a la unión; después se funden con una fuente externa de calor.
Soldadura blanda Utiliza comúnmente aleaciones de estaño y plomo, el material aportado es de menor resistencia y dureza que los que se unen. En la soldadura blanda es necesario utilizar fundentes, los cuales evitan la oxidación y eliminan las capas oxidadas del material o las piezas. Estos suelen ser de dos tipos: ácidos inorgánicos o sales y fundentes a base de resinas. La última es utilizada en aplicaciones eléctricas. Algunos tipos de soldadura blanda son:
Soldadura blanda con soplete
Soldadura blanda al horno
Soldadura blanda con cautín
Soldadura blanda por inducción
Soldadura blanda por inmersión
Soldadura blanda por resistencia
Soldadura blanda vía infrarrojo
Este tipo de soldadura se utiliza ampliamente en la electrónica. Sus aplicaciones incluyen unión de componentes electrónicos a circuitos impresos, unión de cables eléctricos, de chapas de hojalata y en fontanería para unir tuberías de plomo. Debido a su baja resistencia no tienen aplicaciones en elementos que se someten a cargas y es posible unir diversos metales con diferentes espesores.
Figura 1: Componentes
utilizados en soldadura blanda.

1 | M a n u f a c t u r a
Soldadura fuerte Es un proceso donde se coloca un material de aporte o entre las superficies de unión y se eleva la temperatura lo suficiente para fundir el material pero no las piezas que se desean unir. Este tipo de soldadura se lleva a cabo cuando se exige una resistencia considerable en la unión de dos piezas metálicas. Como material fundente desoxidante se emplea bórax. Un soplete de gas aporta el calor necesario para la unión.
Para soldar, estas superficies deben estar libres de óxido, aceite y otro tipo de contaminantes. Esto es útil para conseguir la humectación y difusión adecuadas del metal para tener una resistencia máxima en la unión. En la soldadura fuerte también es necesario utilizar fundentes. Algunos métodos de soldadura fuerte son:
Soldadura fuerte con soplete
Soldadura fuerte al horno
Soldadura fuerte por inducción
Soladura fuerte por resistencia
Soldadura fuerte por inmersión
Soldadura fuerte vía infrarroja
Soldadura fuerte por difusión
Soldadura fuerte por oxi-gas
Soldadura fuerte por oxi-gas,
oxiacetilénica o autógena: Para soldar se
usa un soplete oxiacetilénico con llama
oxidante y se deposita el metal de
aportación en forma de varillas. Es
necesario fundir zonas a unir de los dos
metales.
Soldadura eléctrica: Este tipo de
soldadura utiliza corriente eléctrica para
calentar la zona o puntos de unión,
consiguiendo una temperatura superior a
la de fusión del metal. Los métodos más
utilizados son: Figura 3: equipo para soldadura fuerte por oxi-gas.
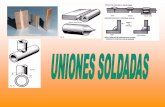
Figura 2: Diseños comunes utilizados en la soldadura blanda.

1 | M a n u f a c t u r a
Soldadura por resistencia: Consiste en unir chapas o piezas muy finas sujetas entre dos
electrodos, por los que se hace pasar una corriente eléctrica que funde estos puntos. Este
tipo de soldadura se basa en el efecto Joule: el calentamiento se produce al pasar una
corriente eléctrica a través de la unión. Los propios electrodos son los que sujetan las
piezas que hay que unir hasta que los puntos se han solidificado.
Soldadura eléctrica por arco voltaico: Si dos conductores, unidos cada uno a un polo de
un generador, se acercan, llega un momento en que, a una cierta distancia, salta un arco
entre ambos. Este arco produce una temperatura muy superior a la de fusión del acero. El
arco se crea entre una varilla de aporte de material, llamada electrodo, que debe
permanecer separada de la pieza a soldar para que pueda saltar el arco, y, al mismo
tiempo, desplazarse para que el material se deposite en la zona que hay que unir.
La resistencia de la soldadura dependerá de la calidad del metal de aportación,
es pesor de la j un ta , tersura de las superficies, t i pos de mat e r i a l es a
s o lda r , t emperatura del soldado, duración del contacto entre la soldadura y
la parte a la temperatura de soldado. Algunas desventajas se muestran en la siguiente
imagen.
Figura 4: Esquema de soldadura por arco
eléctrico.
Figura5: Desventajas de tipos de soldado.
(a)Soldadura en planta horizontal: El material de aporte se deposita, luego de fundido, por
gravedad.
(b)Soldadura horizontal sobre pared: El material fundido tiende a escurrirse hacia abajo
(c)Soldadura vertical: presenta un grado de dif icultad similar al anterior.
(d)Soldadura sobre cabeza: Mayor dif icultad. El metal fundido tiende a desprenderse.

2 | M a n u f a c t u r a
En general, con este tipo de soldaduras se pueden unir materiales distintos y así mismo
lograr una buena resistencia en la unión. Tiene como ventaja poder unir formas ligeras
con poca distorsión y se puede automatizar para la producción en serie.
Uniones atornilladas
Existen muchos objetos que se han fijado por medio de sujeción mecánica, ya sea por
facilidad de manufactura, ensamble, transporte, mantenimiento, reemplazo o reparación
de sus partes. Uno de estos métodos consiste en el uso de tornillos, tuercas, roscas,
pernos y cualquier tipo de elemento fijador o sujetador. A estos procesos también se les
conoce como ensamblado mecánico. Estas uniones se caracterizan por estar sometidos a
esfuerzos cortantes y por lo tanto deben diseñarse de manera que puedan resistirlos.
Muchos de estos componentes requieren de uno o varios orificios que se pueden crear con distintos procesos. Los pernos y tornillos se pueden asegurar con tuercas, o pueden ser de autorroscado, en el que el tornillo corta o forma la rosca en la parte a sujetar. Si la unión se va a someter a vibración como el caso de un aeronave, existen diversas tuercas y contratuercas especialmente diseñadas. Aumentan la resistencia a la fricción en la dirección de torsión y evitan que el tornillo se afloje. Propiedades del tornillo
Un tornillo es un elemento mecánico cilíndrico utilizado para
fijar temporalmente unas piezas con otras. El tornillo, tiene
un surco helicoidal tallado en la superficie de un cilindro. A
continuación se presentan las partes de un tornillo:
1) Cabeza del tornillo. Es la parte más ancha y esta
Figura 6: Diseños de uso frecuente en la soldadura fuerte.
Figura 7: Diagrama de un
tornillo.

3 | M a n u f a c t u r a
permite sujetar el tornillo o imprimirle un movimiento giratorio con la ayuda de las
herramientas adecuadas. Esta cabeza puede ser cilíndrica, hexagonal, cuadrada
etc. 2) Cuello. Es la parte del tornillo que se encuentra sin roscar entre la cabeza y la
rosca.
3) Rosca. Es la parte del cilindro que tienen el surco helicoidal. Existen roscas
internas y externas para tuercas y tornillos.
Paso: Es la distancia entre las crestas de dos filetes sucesivos.
Diámetro interior: es el mayor diámetro de una rosca interna y externa.
Diámetro del núcleo: es el menor diámetro de una rosca interna o externa.
Avance: es la distancia que avanzará el tornillo relativo a la tuerca es una rotación.
Los tornillos normales diferencian su calidad en función de la resistencia mecánica que
tienen. La Norma (EN ISO 898-1) establece el siguiente código de calidades 4.6, 5.6, 5.8,
Figura 8: Tipos de roscas
Figura 9: Diagrama de las dimensiones de un tornillo.

1 | M a n u f a c t u r a
6.8, 8.8, 10.9 y 12.9. Los fabricantes están obligados a estampar en la cabeza de los
tornillos la calidad a la que pertenecen.
Tabla 1: Clasificación de calidad de los tornillos.

2 | M a n u f a c t u r a
A continuación se presentan los esquemas de tornillos mas comunes:
Pegado mediante adhesivo
El pegado adhesivo es un proceso de unión en el cual se usa un material de relleno para
mantener juntas dos (o más) piezas con espacio muy pequeño mediante la anexión

3 | M a n u f a c t u r a
superficial. El material de relleno que une las piezas es el adhesivo. Es una sustancia no
metálica, por lo general un polímero. Las piezas que se unen se llaman adherentes. Los
adhesivos de mayor interés en la ingeniería son los adhesivos estructurales, que son
capaces de formar uniones fuertes y permanentes entre piezas adheridas fuertes y
rígidas. Existe una gran cantidad de adhesivos disponibles comercialmente, que se curan
mediante diversos mecanismos y son convenientes para la unión de diferentes
materiales.
Los adhesivos sintéticos son la categoría más importante en la manufactura. Incluyen
diversos polímeros termoplásticos y termo fijos, muchos de los cuales e curan mediante
diversos mecanismos, entre los que se encuentran: 1) la mezcla de un catalizador o
ingrediente reactivo con el polímero justo antes de aplicarlo; 2) el calentamiento para
iniciar una reacción química; 3) el curado con radiación, tal como la luz ultravioleta y 4) el
curado mediante la evaporación del agua del adhesivo líquido o en pasta. Además,
algunos adhesivos sintéticos se aplican como películas o como recubrimientos sensibles a
la presión en la superficie de uno de los adherentes.
El pegado es una conexión fija e indisoluble de superficies a través de una capa de
adhesivo. Los adhesivos son materiales no metálicos, líquidos o sólidos, que unen piezas
de ensamblaje mediante dos tipos de fuerzas, la adhesión entre superficies y una
cohesión interna entre las moléculas que lo componen.
Por adhesión se entiende el conjunto de fuerzas que se establecen entre el adhesivo y el
propio material. Por ello, se deben limpiar y desengrasar correctamente las superficies a
unir para garantizar una correcta adhesión.
La cohesión es la consistencia que existe entre las moléculas del adhesivo. Es importante
para la estabilidad y la resistencia de la unión de pegado. Se alcanza cuando el adhesivo
cura por completo. Cuanta más alta es la cohesión, mayor es la resistencia del adhesivo.
Los adhesivos se pueden clasificar en dos grandes grupos, en función del tipo de secado
que tengan: Secado físico: se produce por evaporación del disolvente.
Figura 10: Configuraciones deseables para uniones con adhesivos: (a) de traslape simple; (b) doble traslape; (c) rebajada, y (d) reforzada.

4 | M a n u f a c t u r a
Secado químico: producido por la reacción química entre sus componentes. En
reparación son adecuados los de endurecimiento químico, los cuales deben presentar una
proporción adecuada de sus componentes, para que se produzca la reacción química de
forma correcta.
Es importante considerar algunos factores en la selección del adhesivo:
El adhesivo debe ser capaz de mojar el sustrato, Si el sustrato es impenetrable o no
absorbente, el adhesivo debe estar libre de agua, Es indispensable un bajo costo, no sólo
del adhesivo, sino también del método de aplicación, el adhesivo no debe de ser más
rígido que el sustrato porque de esta forma se pueden concentrar esfuerzos, después de
realizar el pegado o la unión este debe de resistir las condiciones a las que va estar
sujeto.
Es necesario tomar en cuenta los casos particulares y/o específicos de trabajo a los que
estará expuesta la pieza como: alta temperatura, esfuerzos prolongados, agua, agentes
químicos, conductividad eléctrica, etc. Un adhesivo es útil o adecuado cuando tiene el
suficiente grado de permanencia, fuerza de cohesión, adhesión específica y resistencia
física y química del entorno en el que va a trabajar y que contribuye significativamente en
la fuerza estructural del ensamble durante el tiempo de vida útil de la pieza.
Los materiales y el equipo para realizar el pegado son muy simples y realmente el gasto
no es muy representativo. Es muy importante considerar que el área o cuarto donde se
realice esta operación sea un espacio amplio y bien ventilado, que tenga una temperatura
ambiente entre 20° C-25° C, y que esté alejado de operaciones que produzcan polvo a
viruta.
La unión con solvente se realiza al derretir químicamente el plástico presente en las
superficies que se unirán. Se puede usar el cepillo para poner el solvente sobre las
secciones que luego se unen y se fijan, o bien, se puede inyectar en una junta
previamente unida o en una fisura existente. El solvente se esparce por la superficie de la
pieza, lo que mejora la fuerza de la reparación o unión. Se pueden usar varios solventes,
pero uno de los productos más utilizados es SAME STUFF, de Micro–Mark. Este método
logra uniones más resistentes que con otros adhesivos.
Soldadura de materiales plásticos con aire caliente
La soldadura de plástico con aire caliente se asemeja a la soldadura de metal con
oxiacetiléno. Sin embargo, un chorro de aire caliente reemplaza a la flama, y un filamento
de material FDM reemplaza a la varilla de aporte. Para unir las piezas se arrastra
lentamente una herramienta de soldadura con aire caliente a lo largo de la unión. El calor
Figura 11: Representación del comportamiento de un adhesivo al presentarse las fuerzas de
adhesión y cohesión.

5 | M a n u f a c t u r a
derrite el filamento y rellena las junturas. Este método logra uniones más resistentes que
las de todos los otros métodos. También es rápido y barato. Las piezas se pueden usar
cuando se sientan frías al tacto. Como el material de unión es una pequeña pieza de
plástico FDM, el costo es insignificante.
Medidas de protección
Durante la aplicación del adhesivo se deberá tener una ventilación suficiente de la zona
en la que se está trabajando. Han de utilizarse mascarillas para evitar irritaciones
producidas por la inhalación de los vapores de los disolventes. Debe trabajarse en zonas
alejadas de focos de fuego. Hay que evitar el contacto con la piel y los ojos, mediante
guantes y gafas de protección. Debe procurarse almacenar en lugar fresco y seco, y a ser
posible, por poco tiempo.
Las principales ventajas de esta técnica de unión en frío son:
Los materiales a unir no ven modificada su estructura como consecuencia de los procesos
de soldadura y tampoco se ven modificadas sus propiedades. Se pueden unir paneles
tanto de acero como de aluminio, de forma duradera y con garantías. Se eliminan las
esperas por motivos térmicos, producidas en fabricación. Existe la posibilidad de unir
piezas muy pequeñas. Poseen capacidad de unir materiales sensibles al calor.
Amortiguan las vibraciones, gracias a la elasticidad de los adhesivos, con la consiguiente
reducción de ruidos. No es necesario realizar una alta inversión en herramientas ni en
instalaciones de taller. El aprendizaje de esta técnica es más sencillo que el de los
procesos de soldadura.
Uniones Remachadas
La estructura de una aeronave está formada por multitud de piezas fabricadas a partir de
chapas, perfiles extruidos, tubos, piezas forjadas, moldeadas, mecanizadas, etc. que
deben unirse entre sí para construir subconjuntos, que a su vez terminaran por formar la
aeronave. Como sabemos una unión es la acción de juntar dos o más elementos para
formar un todo o realizar la misma actividad.
Las uniones pueden ser de dos tipos:
Desmontables: permiten separar las piezas con facilidad, sin romper el medio de unión ni
las propias piezas. Entre las más destacadas están las roscas, chavetas, lengüetas y
pasadores.
Fijas o no desmontables: se realizan con piezas cuyo desmontaje no se prevé durante la
vida útil de la máquina o estructura o, en otros casos, por seguridad o exigencia del
diseño. Para la separación de las piezas necesitamos romper el elemento de unión o, en
muchos casos, deteriorar alguna de las piezas. Destacan el roblonado, el remache tubular
y los diferentes tipos de soldaduras.
Los remaches junto con los distintos elementos de unión son utilizados en la construcción
de las estructuras de vehículos aeronáuticos. Se pueden utilizar cientos de miles de

6 | M a n u f a c t u r a
remaches en la construcción y el ensamble de un avión comercial grande. Pueden ser
sólidos o tubulares. La instalación de un remache sólido implica dos pasos: la colocación
del remache en el orificio (por lo general, troquelado o taladrado) y la deformación del
extremo de su vástago por recalcado (cabeceado).
III.- Conclusiones
La manufactura es una parte importante en la industria aeronáutica. Todos los
componentes que se encuentran en las aeronaves pasaron por algún proceso de
manufactura para ser elaborados con calidad y precisión. Estos dos factores son muy
importantes, no solo para la satisfacción del cliente, sino por la seguridad de las personas
que utilizan estos medios de transporte. Un tornillo de mala calidad, una unión mal
soldada, pegada o no realizada de la manera correcta nos puede causar no solo pérdidas
materiales; también humanas.
Hoy en día, se han desarrollado diversos procesos de manufactura que nos permiten ser
más precisos y así mismo fabricar elementos de mejor calidad con mayor rapidez y menor
costo.
Figura 12: Ejemplos de tipos de remaches utilizados para fijar la piel de un aeronave.