Unidad III Roscas y engranajes
19
15 INTRODUCCIÓN
-
Upload
payazero700 -
Category
Documents
-
view
13.686 -
download
87
description
aki se explika todo los tipos de roscas, y en granes.. los tipos , etc...
Transcript of Unidad III Roscas y engranajes

15

15
INTRODUCCIÓN
Dada la importancia que tienen las rocas y engranes, desde hace muchos años, han ido evolucionando y aplicados en diversos medios. Como bien sabemos las roscas al igual que los engranes poseen diversas formas y dimensiones para así facilitar hacer el cambio de partes y reducir sus precios, de esta manera solucionando muchas de nuestras necesidades,
permitiéndonos vivir de una manera más cómoda. Existen dos medios diferentes para medir o
verificar una rosca los que son de medición directa y aquellos que son de medición indirecta.
Para la medición directa se utilizan generalmente micrómetros cuyas puntas están adaptadas para introducirse en el flanco de las roscas. Otro método de medida directa es hacerlo con el micrómetro y un juego de varillas que se introducen en los flancos de las roscas y permite medir de forma directa los diámetros medios en los flancos de acuerdo con el diámetro que tengan las varillas.
Para la medición indirecta de las roscas se utilizan varios métodos, el más común es el de las galgas , para roscas hembras como roscas machos. Con estas galgas compuesta de dos partes en las que una de ellas se llama PASA y la otra NO PASA.
También hay una galga muy común que es un juego de plantillas de los diferentes pasos de rosca de cada sistema, donde de forma sencilla permite identificar cual es el paso que tiene un tornillo o una tuerca. En laboratorios de metrología también se usan los proyectores de perfiles ideales para la verificación de roscas de precisión
3.1 ROSCAS

15
Es una arista helicoidal de un tornillo (rosca exterior) o de una tuerca (rosca interior), de sección triangular, cuadrada o roma, formada sobre un núcleo cilíndrico, cuyo diámetro y paso se hallan normalizados.
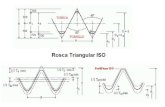
Las roscas se caracterizan por su perfil y paso, además de su diámetro. El perfil de rosca métrica ISO es de sección triangular equilátera, con aristas inferiores redondeadas y arista superior chaflanada, mientras que el perfil de rosca inglesa Whitworth es de sección triangular isósceles, con todas sus aristas redondeadas.
Las roscas de perfil trapecial están especialmente indicadas para la transmisión de esfuerzos en un solo sentido mientras que la rosca de filete redondo o de cordón se utiliza en los casos en los que ha de recibir impactos persistentes. Las roscas de perfil cuadrado se emplean cuando sea conveniente evitar la acción radial de la rosca.
La forma más sencilla de entender y explicar el funcionamiento de una rosca es la siguiente: Imagine que enrolla en un perno cilíndrico recto un triángulo rectángulo de papel. La trayectoria que sigue la hipotenusa del triángulo es una hélice que se desarrolla sobre la superficie del cilindro, esa es la rosca que nos sirve para fijar o transportar objetos.
Suelen emplearse en:
Unir piezas de manera permanente o temporal Generar movimiento en máquinas o en transportadores
3.1.1 FORMA GEOMÉTRICA DE SISTEMA DE ROSCAS

15
Tipos de roscas:
• Rosca en V AgudaSe aplica en donde es importante la sujeción por fricción o el ajuste, como en instrumentos de precisión, aunque su utilización actualmente es rara.
• Rosca Nacional Americana UnificadaEsta la forma es la base del estándar de las roscas en Estados Unidos, Canadá y Gran Bretaña.
• Rosca ACME de Filete TruncadoLa rosca ACME de filete truncado es resistente y adecuada para las aplicaciones de transmisión de fuerza en que las limitaciones de espacio la hacen conveniente.
• Rosca ACMEHa reemplazado generalmente a la rosca de filete truncado. Es más resistente, más fácil de tallar y permite el empleo de una tuerca partida o de desembrague que no puede ser utilizada con una rosca de filete cuadrado.
• Rosca trapecial Tr ACME: Se emplean donde se necesita aplicar mucha fuerza. Se usan para transmitir movimiento en todo tipo de máquinas herramientas, gatos, prensas grandes “C”, tornillos de banco y sujetadores. Las roscas ACME tienen un ángulo de rosca de 29° y una cara plana grande en la cresta y en la raíz. Las roscas ACME se diseñaron para sustituir la rosca cuadrada, que es difícil de fabricar y quebradiza. Hay tres clases de rosca ACME, 2G, 3G y 4G, y cada una tiene holguras en todas las dimensiones para permitir movimiento libre.
• Rosca WhitworthUtilizada en Gran Bretaña para uso general siendo su equivalente la rosca Nacional Americana.
• Rosca TrapezoidalEste tipo de rosca se utiliza para dirigir la fuerza en una dirección. Se emplea en gatos y cerrojos de cañones.
• Rosca Redondeada Rd: Se utiliza en tapones para botellas y bombillas, donde no se requiere mucha fuerza; es bastante adecuada cuando las roscas han de ser moldeadas o laminadas en chapa metálica.
• Rosca Cuadrada: Esta rosca puede transmitir todas las fuerzas en dirección casi paralela al eje; a veces se modifica la forma de filete cuadrado dándole una conicidad o inclinación de 5° a los lados.
• Rosca Sin Fin: Se utiliza sobre ejes para transmitir fuerza a los engranajes que equipan las cajas reductoras de

15
velocidad. Se cataloga mejor como un engranaje que como rosca. Se siguen ciertos parámetros geométricos para las roscas los cuales son: Ángulo de la Rosca (á): Es el ángulo incluido entre los flancos de la rosca medida en un plano axial. Diámetro de Paso ó Diámetro Efectivo (d2): el diámetro de un cilindro imaginario cuya superficie corta a las formas o perfiles de los filetes de modo que sus anchos y los huecos entre ellos sean iguales.
Parámetros geométricos para las roscas:
Diámetro Mayor (d): Es el mayor diámetro de una rosca recta. Diámetro Menor (d1): Representa el menor diámetro de una rosca recta. Hilos por Pulgada: Es el número de hilos que tiene una parte roscada en una pulgada
de longitud. Paso (P): Es la distancia desde un punto sobre una parte roscada al punto
correspondiente sobre el hilo contiguo, medida paralela al eje. El paso en pulgadas de una parte roscada es el reciproco del número de hilos por pulgada. Paso en pulgadas = 1 / Número de hilos por pulgada
Diámetro Primitivo o de paso (Dp)En una rosca, el diámetro de un cilindro imaginario cuya superficie corta a las formas o perfiles de los filetes de modo que sus anchos y los huecos entre ellos sean iguales. El juego entre dos roscas que emparejan se regula principalmente por estrechas tolerancias sobre los diámetros primitivos.
Profundidad de las Roscas (Pr) La distancia entre la cresta y la raíz medida perpendicularmente al eje.
3.1.2 CONTROL DE PASO Y DEL PERFIL DE LA ROSCA

15
La dificultad para la medida del paso de rosca en el proyector de perfiles está en la mala definición de los flancos de la rosca.
Para solucionarlo, el retículo del proyector se hace enrasar con la línea de referencia de unas cuchillas biseladas, mejor definida.
PERFIL DE UNA ROSCA
En toda rosca hay que distinguir unos elementos que la caracterizan. Los más importantes son:
• Núcleo: Es el volumen ideal sobre el que se encuentra la rosca o cuerpo del elemento roscado.
• Flancos: Son las superficies teóricas de contacto.
• Cresta: Es la superficie exterior de unión de los flancos.
• Fondo: Es la superficie interior de unión de los flancos.
• Hilo: Es cada uno de los vértices o crestas.
• Paso: Es la distancia medida paralelamente al eje entre dos hilos consecutivos

15
• Avance: Es el desplazamiento medido paralelamente al eje del elemento de unión roscado. En la rosca sencilla o de una sola entrada, el avance es igual al paso.
3.1.3 MEDICIÓN DEL DIÁMETRO DE FLANCOS

15
Uno de los dos brazos palpadores es retráctil y transmite su movimiento al reloj comparador. El instrumento es válido para roscas exteriores o interiores.
A partir del ángulo y el paso de la rosca y el diámetro interior se determinan el patrón a utilizar y las longitudes l1 y l2 a componer para obtener un diámetro medio nominal DMO.
De la comparación entre las medidas del patrón y la pieza efectuadas en una máquina medidora universal con palpador esférico se obtiene la desviación al diámetro nominal directamente.
3.1.4 TOLERANCIAS Y POSICIONES RECOMENDADAS

15
Clases de tolerancia preferidas para tuercas
Calidad Juego pequeño posición G Sin juego posición H
S N L S N L
Fina 4 H 5 H 6 H
Media (5 G) (6 G) (7 G) 5 H 6 H 7 H
Basta (7 G) (8 G) (7 H) (8 H)
Clases de tolerancia preferidas para tornillos
Calidad
Juego grande posición e Juego pequeño posición g Sin juego posición h
S N L S N L S N L
Fina (3 h 4 h)
4 h (5 h 4 h)
Media 6 e (7 e 6 e) (5 g 6 g) 6 g (7 g 6 g) (5 h 6 h)
6 h (7 h 6 h)
Basta 8 g (9 g 8 g)
Y respecto a la designación de la tolerancia de rosca, ésta se compone de:
Una cifra que indica la calidad de tolerancia para el diámetro medio. Seguido de una letra, que designa la posición de la tolerancia.

15
3.2 ENGRANES
Es un mecanismo utilizado para transmitir potencia de un componente a otro dentro de una máquina. Los engranajes están formados por dos ruedas dentadas, de las cuales la mayor se denomina corona y la menor piñón. Un engranaje sirve para transmitir movimiento circular mediante contacto de ruedas dentadas. Una de las aplicaciones más importantes de los engranajes es la transmisión del movimiento desde el eje de una fuente de energía, como puede ser un motor de combustión interna o un motor eléctrico, hasta otro eje situado a cierta distancia y que ha de realizar un trabajo. Si el sistema está compuesto de más de un par de ruedas dentadas, se denomina tren de engranajes.
3.2.1 MEDICIÓN DEL ESPESOR DEL DIENTE
Comparador Sykes.- Consiste en un comparador sujeto a un soporte sobre el que se desplazan simétricamente respecto al palpador dos correderas. Las correderas tienen enfrentadas dos caras de modo que forman el intervalo de una cremallera de ángulo de presión. Este intervalo se regula con un calibre especial.
La medición de los dientes se efectúa encajándolos sucesivamente en el aparato así calibrado. Si el palpador del comparador desciende es que el espesor verificado es mayor que el deseado y a la inversa.

15
3.2.2 COMPROBACIÓN DEL PERFIL DEL DIENTE
El trazado del perfil del diente es de suma importancia, ya que de ello dependerá que no existan choques o contactos bruscos entre los engranajes. A los efectos de evitar la arbitrariedad en la construcción del perfil del diente, ya que podrían existir un número muy grande de formas, lo cual resultaría antieconómico y muy poco práctico, se han establecido curvas sencillas de ejecutar técnicamente, como son las Curvas Cíclicas, las que generan perfiles de dientes:
a) Cicloidales, que a su vez pueden ser: 1- Cicloide: curva engendrada por un punto de un círculo que rueda sin resbalar sobre una recta fija;
2- Epicicloide: curva engendrada por un punto de un círculo que rueda sin resbalar, apoyado exteriormente sobre una circunferencia de mayor diámetro quen está fija;
3- Hipocicloide: curva engendrada por un punto de un círculo que gira sin resbalar, apoyado interiormente sobre una circunferencia que está fija;
4- Peri cicloide: curva engendrada por el punto de una circunferencia que rueda sin resbalar sobre un círculo fijo interior a ella, ambos en un mismo plano;
b) Evolvente de círculo, que es una curva engendrada por el punto de una recta que gira sin resbalar sobre una circunferencia que está fija. Si bien con las curvas cicloidales se obtienen perfiles más exactos, de menores rozamientos, desgaste y choques de los dientes, estas ventajas pueden existir únicamente cuando la distancia entre los centros de los engranajes se mantiene rigurosamente. Con la evolvente de círculo, el perfil obtenido es más simple y fácil de ejecutar, no exigiendo además mantener la distancia entre ejes invariable para que el engrane se realice en buenas condiciones.
Actualmente el trazado del perfil de los dientes no es tan importante como antes, ya que son obtenidos mediante fresado o tallado. Para el trazado práctico de la evolvente de círculo se procede de la siguiente forma:
Se traza con radio cualquiera R y centro en O la circunferencia base, de la cual se toma un determinado arco. A partir de un punto inicial o sobre este arco se efectúan divisiones con los puntos a, b, c y d a partir de los cuales se trazan los radios Oo, Oa, Ob, Oc y Od

15
Se trazan las rectas perpendiculares a estos radios: aA, bB, cC y dD. Haciendo centro sucesivamente en a, b, c y d, con radios ao, bA, cB y dC respectivamente,
Se trazan los arcos oA, AB, BC y CD, resultando con aproximación suficiente la curva oABCD la evolvente del círculo. Con esta curva se está en condiciones de trazar el perfil del diente a evolvente de círculo.
3.2.3 COMPROBACIÓN DEL PASO CIRCULAR MEDIANTE
Es la distancia que avanza un tornillo por cada vuelta que gira.
Pueden ser:
Paso fino
El avance axial es pequeño. Se necesita girar muchas veces el elemento para conseguir avances importantes.
Paso normal
Es el de uso corriente en tortillería.
Paso grueso
El avance axial es muy grande en cada giro de la rosca. Se utiliza en roscas para desplazamiento como por ejemplo los husillos de los tornos

15
3.2.1 MEDICIÓN DIRECTA
Hay un gran número de procedimientos mediante los cuales podemos realizar una medición directa. Uno de ellos es el que se realiza a través de un instrumento de medición indirecta que actúa por desplazadores.
Esta clase de instrumentos se utiliza cuando se quiere llevar a cabo la medición en lugares sumamente remotos o para controlar el nivel. Asimismo, se los emplea como una forma de indicador de modo directo. En lo que respecta a su constitución, poseen un desplazador, una palanca y también un tubo encargado de la torsión. Su funcionamiento, por otra parte, está basado en el principio de Arquímedes, es decir, el peso del desplazador va a generar una fuerza sobre el tubo de torsión, pero cuando sube de nivel, dicho desplazador va a desplazar mucho más líquido, con lo cual éste va a ejercer, a su vez, un empuje sobre el desplazador, haciendo que se torne más liviano de lo que originalmente era. Lo que se genera con estas acciones es que el tubo de torsión pueda girar porque la torsión en sí ha disminuido.
El giro, por su parte, se aprovecha cuando se acopla a la aguja, que es la indicadora directa del nivel.Otro instrumento de medición indirecta es el medidor que actúa por la presión hidrostática. Cuando se estudia el objetivo del proceso de presión, se tiene que deducir una determinada fórmula que establece que dicha presión, en cualquier sector debajo de la superficie de un líquido por ejemplo, va a depender solo de la profundidad del sector y del peso de dicho líquido. Esto recibe el nombre de presión hidrostática. Hay muchos medidores de nivel que operan mediante este principio, entre los cuales podemos destacar al manómetro, que es el instrumento más sencillo.
Por último, cabe mencionarse otros métodos, como el de diafragma. Consiste en una caja que se puede sumergir en el líquido (cuando lo que se intenta medir es, obviamente, una sustancia líquida), junto con un capilar lleno de aire que sale de ella y llega hasta el instrumento en cuestión.

15
3.2.3 COMPROBACIÓN DEL PASO BASE
La dificultad para la medida del paso de rosca en el proyector de perfiles está en la mala definición de los flancos de la rosca.
Para solucionarlo, el retículo del proyector se hace enrasar con la línea de referencia de unas cuchillas biseladas, mejor definida.
3.2.4 COMPROBACIÓN DE LA CONCENTRICIDAD
Como base de medida se utilizan piezas adecuadas que se aplican en los huecos de los dientes. Para esta comprobación se utiliza el instrumento adecuado el cual debe poder girar libremente sin holguras. Las discrepancias de concentricidad se leen en el indicador de precisión que va unido a la pieza que se esta midiendo Concentricidad: diferencia de posición en sentido radial con respecto al eje de la rueda, medida en los huecos de los dientes, en las proximidades del círculo primitivo.

15
3.2.5 COMPROBACIÓN DEL DIÁMETRO PRIMITIVO
Diámetro Primitivo o de paso (Dp). En una rosca, el diámetro de un cilindro imaginario cuya superficie corta a las formas o perfiles de los filetes de modo que sus anchos y los huecos entre ellos sean iguales. El juego entre dos roscas que emparejan se regula principalmente por estrechas tolerancias sobre los diámetros primitivos.
3.2.6 TOLERANCIAS
Las roscas se caracterizan por su perfil y paso, además de su diámetro. Como ya lo veíamos anteriormente, a la hora de elegir el ajuste se tienen en cuenta dos criterios, la función mecánica que desempeñan las piezas que se acoplan, y la precisión exigida. En un sistema normalizado de tolerancias y ajustes, la calidad es el conjunto de tolerancias correspondientes a un mismo grado de precisión para todas las medidas nominales. Siguiendo el mismo razonamiento, se definen también los ajustes y tolerancias para las roscas y los engranajes. Por Calidad de la Tolerancia entendemos, el grado de precisión de la tolerancia, es decir, la diferencia entre las medidas máxima y mínima. Se representa mediante un número.
Tabla de calidades para cada uno de los diámetros principales
DIÁMETRO CALIDADES
Diámetro interior de la tuerca 4 / 5 / 6 / 7 / 8
Diámetro exterior del tornillo 4 / 6 / 8
Diámetro medio de la tuerca 4 / 5 / 6 / 7 / 8
Diámetro medio del tornillo

15