TRATAMIENTOS TÉRMICOS Y TERMOQUÍMICOS.
25
UNIDAD III. TRATAMIENTOS TÉRMICOS Y TERMOQUÍMICOS. Tratamientos Térmicos Identificar los tipos y características de los tratamientos térmicos aplicables a los materiales metálicos Recocido y Normalizado: Recocido El recocido es un proceso de tratamiento térmico utilizado para reducir la dureza, aumentar la ductilidad y ayudar a eliminar las tensiones internas. Beneficios: Dependiendo de las propiedades deseadas, los beneficios varían e incluyen: Mecanizado más fácil. Estabilidad dimensional. Mejora de las propiedades mecánicas y eléctricas. Aplicaciones y materiales: Principalmente, los productos semiacabados, como piezas forjadas, láminas y alambres trabajados en frío, piezas de fundición, etc. Las variaciones de recocido se pueden aplicar a todos los metales. Detalles del proceso: El recocido es un término genérico y puede clasificarse en función de la temperatura. Se lleva a cabo por varios motivos: Para suavizar el metal y facilitar el mecanizado. Para aliviar las tensiones internas inducidas por algún proceso anterior (a menudo para permitir el procesamiento adicional sin la producción de fracturas). Para corregir un estructura de grano grueso. Para aportar elementos de aleación en una solución. Se puede realizar en vacío o en una atmósfera reductora, cuando se requiera un acabado brillante, al aire cuando las piezas deban mecanizarse posteriormente, o en una atmósfera
description
Investigación sobre los tratamientos térmicos y termoquimicos
Transcript of TRATAMIENTOS TÉRMICOS Y TERMOQUÍMICOS.

UNIDAD III. TRATAMIENTOS TÉRMICOS Y TERMOQUÍMICOS.
Tratamientos Térmicos
Identificar los tipos y características de los tratamientos térmicos aplicables a los materiales metálicos
Recocido y Normalizado:
RecocidoEl recocido es un proceso de tratamiento térmico utilizado para reducir la dureza, aumentar la ductilidad y ayudar a eliminar las tensiones internas.
Beneficios: Dependiendo de las propiedades deseadas, los beneficios varían e incluyen:
Mecanizado más fácil. Estabilidad dimensional. Mejora de las propiedades mecánicas y eléctricas.
Aplicaciones y materiales:Principalmente, los productos semiacabados, como piezas forjadas, láminas y alambres trabajados en frío, piezas de fundición, etc.Las variaciones de recocido se pueden aplicar a todos los metales.
Detalles del proceso:El recocido es un término genérico y puede clasificarse en función de la temperatura. Se lleva a cabo por varios motivos:
Para suavizar el metal y facilitar el mecanizado. Para aliviar las tensiones internas inducidas por algún proceso anterior
(a menudo para permitir el procesamiento adicional sin la producción de fracturas).
Para corregir un estructura de grano grueso. Para aportar elementos de aleación en una solución.
Se puede realizar en vacío o en una atmósfera reductora, cuando se requiera un acabado brillante, al aire cuando las piezas deban mecanizarse posteriormente, o en una atmósfera endotérmica/neutra en que no se producirá descarburación pero el acabado no será brillante.
Tipos de recocido:
Recocido de homogeneización
Recocido de regeneración
Recocido de globalización
Recocido de subcrítico
NormalizadoLa normalización tiene como objetivo proporcionar una estructura uniforme y de grano fino al acero.El proceso se utiliza para obtener una microestructura predecible y una garantía de las propiedades mecánicas del acero.
Beneficios:Tras el forjado, la laminación en caliente o la fundición, la microestructura de un acero es a menudo poco homogénea y formada por granos de gran tamaño y componentes estructurales indeseables, como bainita y carburos.Dicha microestructura tiene un impacto negativo en las propiedades mecánicas del acero, así como en la maquinabilidad.
La normalización permite que el acero obtenga una estructura homogénea de grano más fino con propiedades predecibles y maquinabilidad.
Aplicaciones y materiales:La normalización se utiliza principalmente en aceros al carbono y aceros de baja aleación, para normalizar la estructura tras el forjado, la laminación en caliente o la fundición.
La dureza obtenida tras la normalización depende del análisis dimensional del acero y la velocidad de enfriamiento utilizada (aproximadamente, 100-250 HB).
Detalles del proceso:Durante la normalización el material se calienta a una temperatura aproximadamente equivalente a la temperatura de endurecimiento (800-920 °C). A esta temperatura se forman nuevos granos austeníticos.
Los granos austeníticos son mucho más pequeños que los granos ferríticos anteriores. Tras el calentamiento y un tiempo de inmersión breve, los componentes se enfrían libremente en el aire (gas).
Durante el enfriamiento se forman nuevos granos ferríticos, con un tamaño de grano refinado. En algunos casos, tanto el calentamiento como el enfriamiento tienen lugar bajo un gas protector, para evitar la oxidación y descarburación.
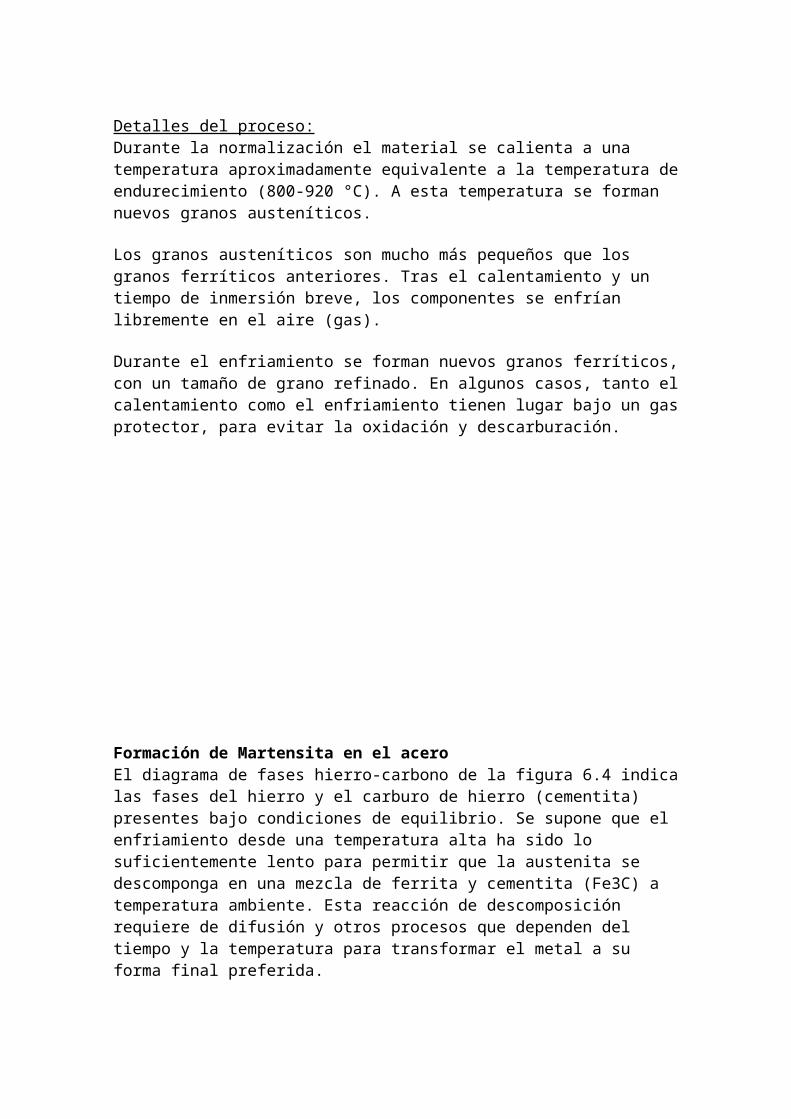
Formación de Martensita en el aceroEl diagrama de fases hierro-carbono de la figura 6.4 indica las fases del hierro y el carburo de hierro (cementita) presentes bajo condiciones de equilibrio. Se supone que el enfriamiento desde una temperatura alta ha sido lo suficientemente lento para permitir que la austenita se descomponga en una mezcla de ferrita y cementita (Fe3C) a temperatura ambiente. Esta reacción de descomposición requiere de difusión y otros procesos que dependen del tiempo y la temperatura para transformar el metal a su forma final preferida.Sin embargo, bajo condiciones de enfriamiento rápido, de manera que se evita el equilibrio de la reacción, la austenita se transforma en una fase de no equilibrio llamada martensita.
La Martensita es una fase dura y frágil que da al acero su capacidad única de endurecerse a valores muy altos. El video clip sobre tratamiento térmico proporciona una visión general del tratamiento térmico del acero.
Curva Tiempo-Temperatura-Transformación
La naturaleza de la transformación a martensita puede entenderse mejor usando la curva tiempo-temperatura-transformación (curva TTT) para acero eutectoide ilustrada en la figura 27.1.La curva TTT muestra cómo la velocidad de enfriamiento afecta la transformación de austenita en varias fases posibles. Las fases pueden dividirse en 1) formas alternativas de ferrita y cementita y 2) martensita. El tiempo se representa (logarítmicamente por conveniencia) a lo largo del eje horizontal y la temperatura en el eje vertical.La curva se interpreta a partir del tiempo cero en la región austenita (en un lugar por encima de la línea de temperatura A1 para una composición dada) y continúa hacia abajo y a la derecha a lo largo de una trayectoria que muestra cómo se enfría el metal en función del tiempo.La curva TTT que se muestra en la figura es para una composición específica de acero (0.80% de carbono). La forma de la curva es diferente para otras composiciones.
A velocidades lentas de enfriamiento, la trayectoria pasa a través de la región, lo que indica una transformación en perlita o bainita que son formas alternativas de mezclas ferrita-carburo. Como estas transformaciones toman tiempo, el diagrama TTT muestra dos líneas: el inicio y el fin de la transformación conforme transcurre el tiempo, indicando las diferentes regiones de fase por los subíndices s y f, respectivamente. La perlita es una mezcla de fases ferrita y carburo en la forma de placas delgadas paralelas. Se obtiene por enfriamiento lento de la austenita, de manera que la trayectoria de enfriamiento pase a través de Ps arriba de la “nariz” de la curva TTT. La bainita es una mezcla alternativa de las mismas fases, que puede producirse mediante un enfriamiento inicial rápido a una temperatura por encima de Ms, de manera que se evite la nariz de la curva TTT; de esto sigue un enfriamiento mucho más lento para pasar a través de Bs y dentro de la región ferritacarburo.La bainita tiene una estructura en forma de agujas o plumas que consiste en finas regiones de carburo.Si el enfriamiento ocurre a una velocidad suficientemente rápida (indicada por la línea punteada en la figura 27.1), la austenita se transforma en martensita.
La martensita es una fase única que consiste en una solución hierro-carbono cuya composición es igual a la de la austenita de donde se deriva. La estructura cúbica centrada en la cara de la austenita se transforma casi instantáneamente en la estructura tetragonal centrada en el cuerpo(BCT) de la martensita, sin que ocurra el proceso de difusión, el cual está en función del tiempo y es necesario para separar la ferrita y el carburo de hierro en las transformaciones precedentes.
Durante el enfriamiento, la transformación de la martensita empieza a cierta temperatura Ms y termina a una temperatura más baja Mf, como se muestra en el diagrama TTT. En los puntos entre estos dos niveles, el acero es una mezcla de austenita y martensita.
Si se detiene el enfriamiento a una temperatura entre las líneas Ms y Mf, la austenita se transformará en bainita en cuanto la trayectoria tiempo-temperatura cruce el umbral deBs. El nivel de la línea Ms es influido por los elementos de la aleación, incluido el carbono.
En algunos casos, la línea Ms se cae por debajo de la temperatura ambiente, lo que hace imposible para estos aceros la formación de martensita mediante métodos de tratamiento térmico tradicional.
La dureza extrema de la martensita es consecuencia de la deformación reticular creada por los átomos de carbono atrapados en la estructura BCT, que forman una barrera al deslizamiento. En la figura 27.2 se muestra el efecto significativo que tiene la martensita sobre la transformación de la dureza del acero, al incrementar el contenido de carbono.
Procesos del tratamiento térmicoEl tratamiento térmico para formar martensita consiste en dos pasos: austenitización y enfriamiento por inmersión. Con frecuencia, después de estos pasos sigue un templado para producir martensita templada. La austenitización implica calentamiento del acero a una temperatura lo suficientemente alta para convertirse entera o de manera parcial en austenita. Esta temperatura puede determinarse por medio del diagrama de fases para la composición particular de la aleación. La transformación a austenita implica un cambio de fase que requiere tiempo y calentamiento. En consecuencia, el acero debe mantenerse a una temperatura elevada por un periodo suficiente de tiempo para permitir que se forme la nueva fase y se logre la homogeneidad de composición requerida.El paso de enfriamiento por inmersión implica que el enfriamiento de la austenita sea lo suficientemente rápido para evitar el paso a través de la nariz de la curva TTT, como se indica en la trayectoria de enfriamiento de la figura 27.1. La velocidad de enfriamiento depende del medio de inmersión y de la velocidad de transmisión de calor dentro de la pieza de acero. Se usan varios medios de inmersión en las operaciones comerciales de tratamiento térmico que incluyen: 1) salmuera (agua salada, generalmente agitada); 2) agua dulce (destilada, no agitada); 3) aceite destilado y 4) aire. La inmersión en salmuera agitada proporciona el enfriamiento más rápido de las superficies calentadas de la pieza, mientras que el temple al aire es el más lento. El problema es que mientras más efectivo sea el medio de inmersión en el enfriamiento, es más probable que cause esfuerzos internos, distorsión y grietas en el producto. La velocidad de transferencia de calor dentro de la pieza depende en gran medida
de su masa y su geometría. Una forma cúbica grande se enfriará mucho más despacio que una lámina delgada pequeña. El coeficiente de conductividad térmica k de la composición particular también es un factor en el flujo de calor en el metal. Hay una considerable variación en k para diferentes grados de acero; por ejemplo, el acero al bajo carbono tiene un valor típico de k igual a 0.046 J/s-mm-°C (2.2 Btu/h-in-°F), mientras que un acero de alta aleación debería tener una tercera parte de este valor.La martensita es dura y frágil. El templado es un tratamiento térmico que se aplica a los aceros endurecidos para reducir su fragilidad, incrementar su ductilidad y tenacidad y aliviar los esfuerzos en la estructura de la martensita. El tratamiento implica calentamiento y mantenimiento a una temperatura por debajo de la eutectoide durante aproximadamente una hora, seguido de un enfriamiento lento. El resultado es la precipitación de partículas muy finas de carburo de la solución martensítica hierro-carbono y la transformación gradual de la estructura cristalina de BCT a BCC. Esta nueva estructura se llama martensita templada. Una ligera reducción en resistencia y dureza producen una mejora en ductilidad y tenacidad.La temperatura y el tiempo del tratamiento de templado controlan el grado de suavización del acero endurecido, ya que el cambio de la martensita no templada a la templada implica difusión.En conjunto, los tres pasos del tratamiento térmico del acero para formar martensita templada pueden representarse como se muestra en la figura 27.3. Hay dos ciclos de calentamiento y enfriamiento, el primero para producir martensita y el segundo para templarla.

TemplabilidadEl término templabilidad se refiere a la capacidad relativa de un acero de ser endurecido por transformación a martensita.Es una propiedad que determina la profundidad por debajo de la superficie enfriada por inmersión a la cual el acero se endurece o la severidad de la inmersión requerida para lograr una cierta penetración de la dureza. Los aceros con buena templabilidad pueden endurecerse más profundamente debajo de la superficie y no requieren altas velocidades de enfriamiento. La templabilidad no se refiere a la máxima dureza que se puede lograr en el acero; eso depende del contenido de carbono.La templabilidad de un acero se incrementa mediante la aleación. Los elementos aleantes que tienen el mayor efecto son el cromo, el manganeso, el molibdeno (y el níquel en menor grado). El mecanismo con el cual operan estos elementos aleantes es el aumento del tiempo antes de que inicie la transformación de austenita a perlita en el diagrama TTT.
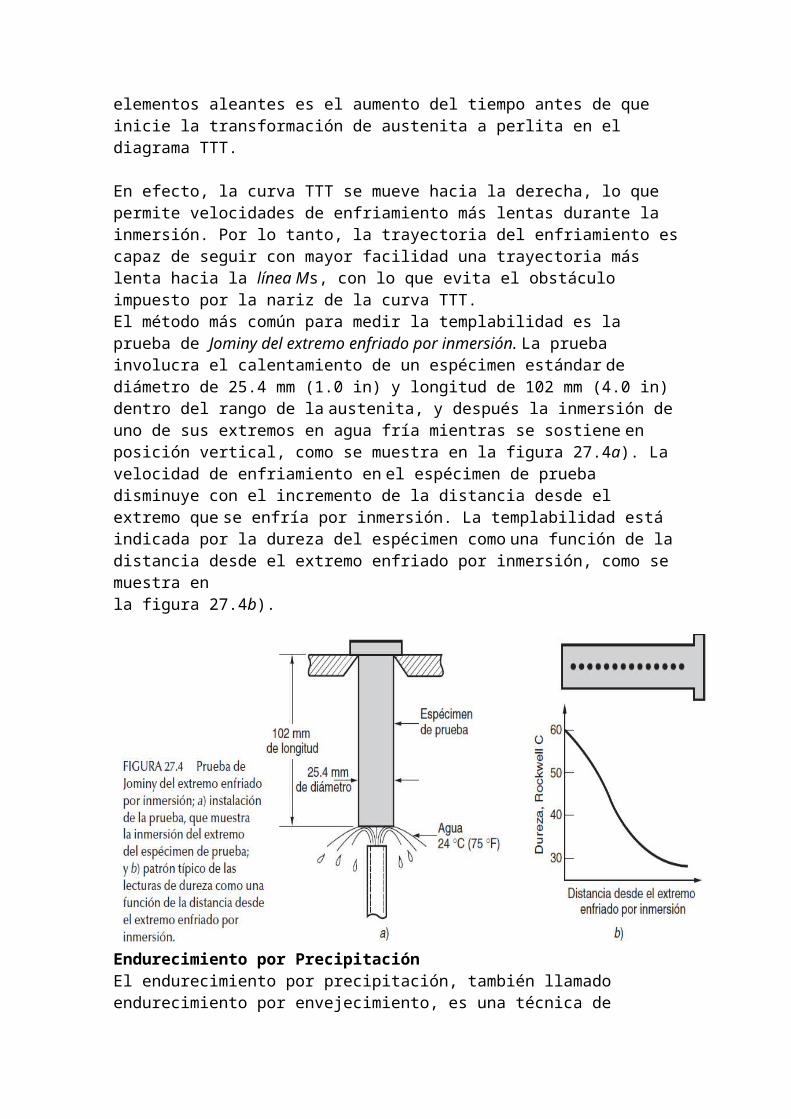
En efecto, la curva TTT se mueve hacia la derecha, lo que permite velocidades de enfriamiento más lentas durante la inmersión. Por lo tanto, la trayectoria del enfriamiento es capaz de seguir con mayor facilidad una trayectoria más lenta hacia la línea Ms, con lo que evita el obstáculo impuesto por la nariz de la curva TTT.El método más común para medir la templabilidad es la prueba de Jominy del extremo enfriado por inmersión. La prueba involucra el calentamiento de un espécimen estándar de diámetro de 25.4 mm (1.0 in) y longitud de 102 mm (4.0 in) dentro del rango de la austenita, y después la inmersión de uno de sus extremos en agua fría mientras se sostiene en posición vertical, como se muestra en la figura 27.4a). La velocidad de enfriamiento en el espécimen de prueba disminuye con el incremento de la distancia desde el extremo que se enfría por inmersión. La templabilidad está indicada por la dureza del espécimen como una función de la distancia desde el extremo enfriado por inmersión, como se muestra enla figura 27.4b).
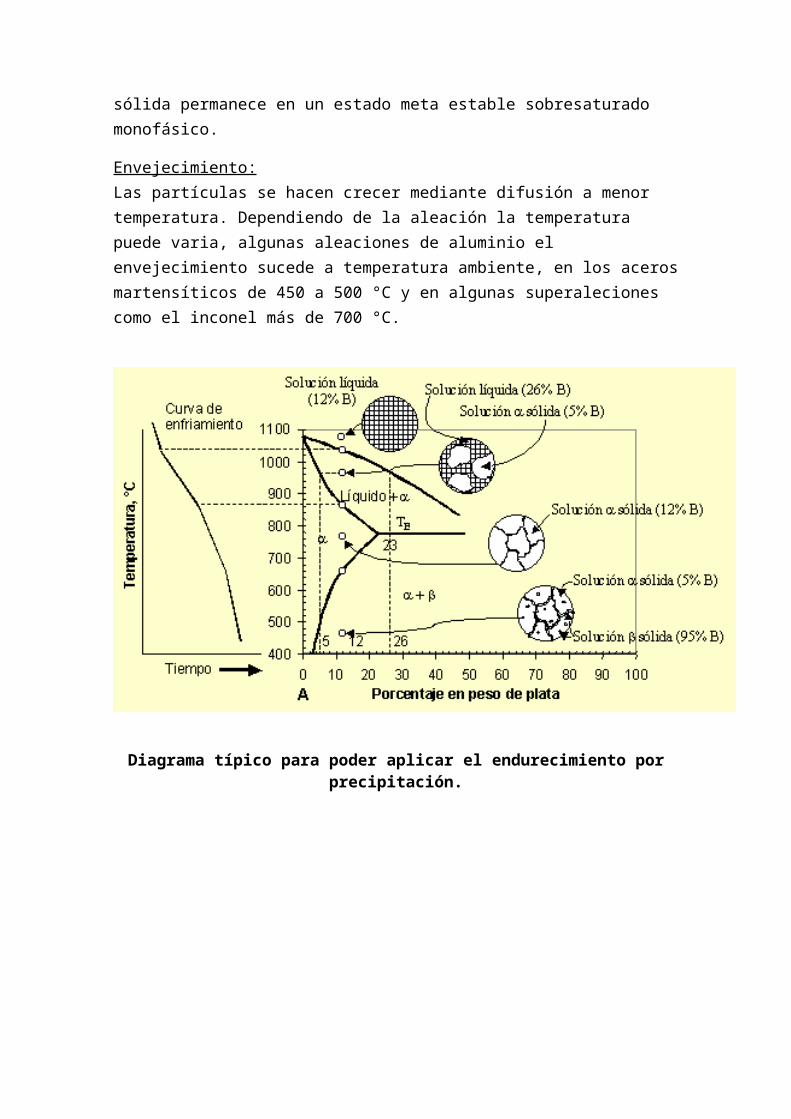
Endurecimiento por PrecipitaciónEl endurecimiento por precipitación, también llamado endurecimiento por envejecimiento, es una técnica de tratamiento térmico utilizado para aumentar la resistencia a la fluencia de los materiales maleables, incluyendo aleaciones más estructurales de aluminio, magnesio, níquel, titanio, y algunos aceros inoxidables.
El endurecimiento por precipitación se basa en cambios en la solubilidad sólida con la temperatura para producir partículas finas de una fase de impurezas que impiden el movimiento de las dislocaciones, o defectos de enrejado de un cristal. Desde las dislocaciones son a menudo los operadores dominantes de la plasticidad, esto sirve para endurecer el material. Las impurezas juegan el mismo papel que las sustancias de partículas en materiales compuestos reforzados con partículas. Al igual que la formación de hielo en el aire puede producir nubes, nieve, granizo o, dependiendo de la historia térmica de una porción dada de la atmósfera, la precipitación de los sólidos puede producir muchos tamaños diferentes de partículas, que tienen propiedades radicalmente diferentes. A diferencia de temple ordinario, las aleaciones deben mantenerse a temperatura elevada durante horas para permitir la precipitación tenga lugar. Este retardo de tiempo se llama envejecimiento. Tratamiento de soluciones y el envejecimiento es a veces abreviado "STA" en metales especificaciones y los certificados.
Los pasos del tratamientoRecocido por difusión, homogeneización:La aleación se calienta hasta que todos son elementos necesarios en la solución de precipitación. La temperatura debe permanecer en un margen, si es demasiado baja puede aparecer partículas gruesas que son perjudiciales para las propiedades mecánicas del material. Por otro lado, una temperatura demasiado alta puede fundir componentes individuales.
Temple:Por enfriamiento, la difusión y por lo tanto la separación de partículas gruesas se puede prevenir y la solución sólida permanece en un estado meta estable sobresaturado monofásico.
Envejecimiento:Las partículas se hacen crecer mediante difusión a menor temperatura. Dependiendo de la aleación la temperatura puede varia, algunas aleaciones de aluminio el envejecimiento sucede a temperatura ambiente, en los aceros martensíticos de 450 a 500 °C y en algunas superaleciones como el inconel más de 700 °C.
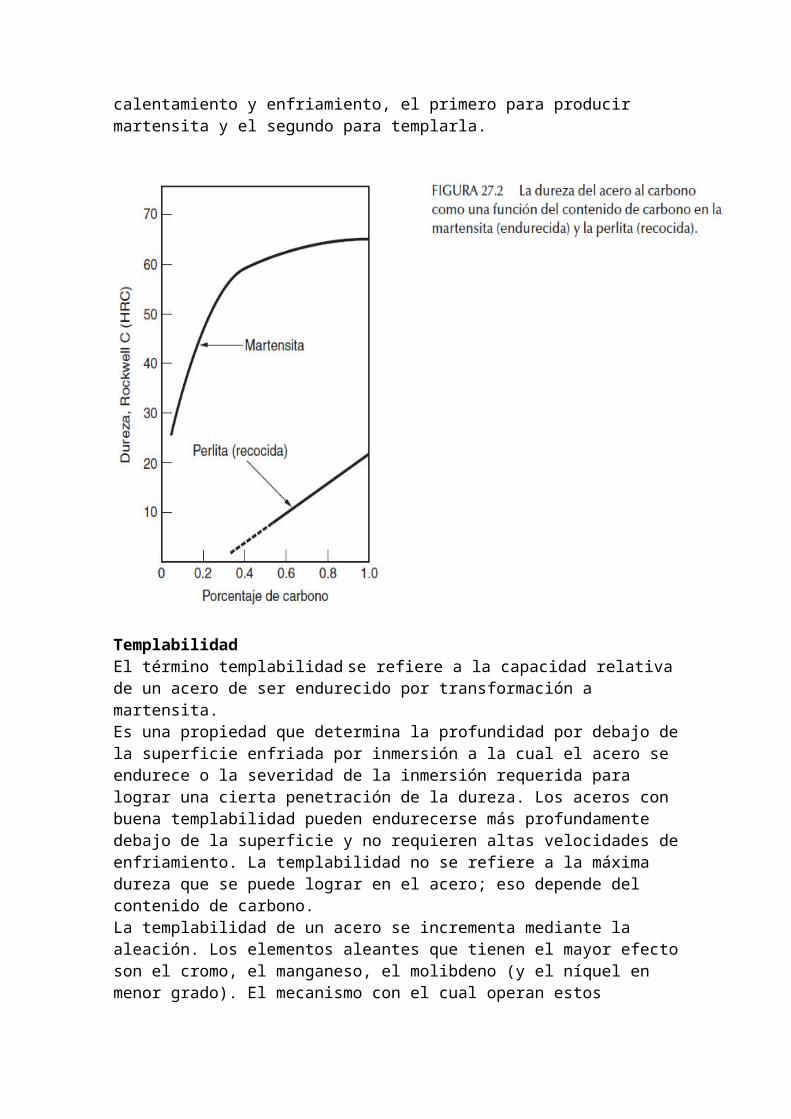
Diagrama típico para poder aplicar el endurecimiento por precipitación.
Endurecimiento superficialEl endurecimiento superficial se refiere a cualquiera de los varios tratamientos termoquímicos aplicados al acero en los cuales la composición de la superficie de la pieza se altera por la adición de carbono, nitrógeno u otros elementos.
No es deseable endurecer partes completas porque una parte dura adolece de la tenacidad necesaria para estas aplicaciones; una pequeña grieta en la superficie se podría propagar con rapidez por toda la parte y provocar una falla total. Sin embargo, en muchos casos es deseable la alteración exclusiva de las propiedades superficiales de una parte (y de ahí el término endurecimiento superficial)
Este método es particularmente útil para mejorar la resistencia a la indentación, fatiga y desgaste de la superficie. Las aplicaciones características del endurecimiento superficial son los dientes de engranes, levas, flechas, rodamientos, sujetadores, pernos, placas de embragues automovilísticos, herramientas y matrices.
Existen varios procesos de endurecimiento superficial (tabla 4.1):a. Carburizado (gas, líquido y carburizado en caja)b. Carbonitruradoc. Cianuradod. Nitruradoe. Boruradof. Endurecimiento a la flamag. Endurecimiento por inducciónh. Endurecimiento por láser
Básicamente, éstas son operaciones en las que el componente se calienta en una atmósfera que contiene elementos (como carbono, nitrógeno o boro) que alteran la composición, microestructura y propiedades de las superficies. Para los aceros con un contenido suficientemente alto de carbono, el endurecimiento superficial ocurre sin el uso de estos elementos adicionales.
Ya que el endurecimiento superficial es un tratamiento térmico localizado, las partes endurecidas superficialmente tienen un gradiente de dureza. En general, la dureza es máxima en la superficie y disminuye debajo de ella, con un índice de reducción que depende de la composición del metal y las variables del proceso.
Métodos e instalaciones para tratamiento térmico
Hornos para tratamiento térmico
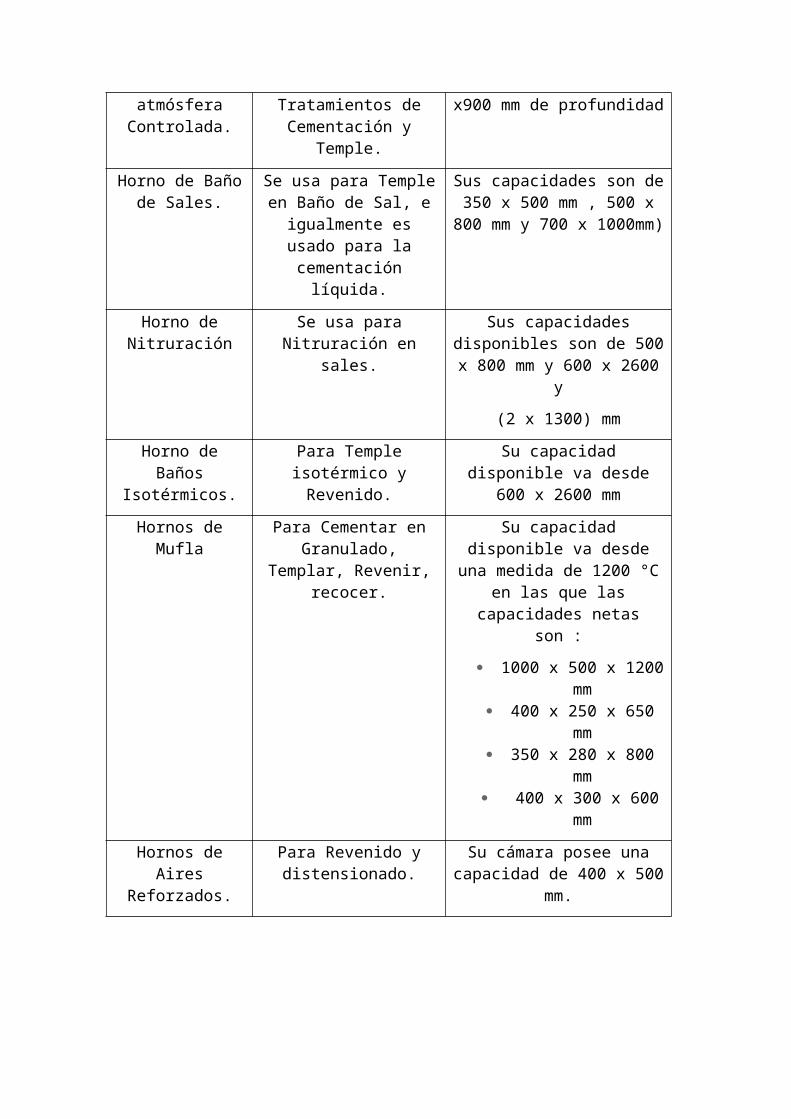
Equipos Usados en los Procesos Térmicos.
Horno dé atmósfera
Controlada.
Se usa en Tratamientos de Cementación y
Temple.
Tiene capacidad de 500 x900 mm de profundidad
Horno de Baño de Sales.
Se usa para Temple en Baño de Sal, e
igualmente es usado para la cementación
líquida.
Sus capacidades son de 350 x 500 mm , 500 x 800 mm y
700 x 1000mm)
Horno de Nitruración
Se usa para Nitruración en sales.
Sus capacidades disponibles son de 500 x 800 mm y 600 x
2600 y
(2 x 1300) mm
Horno de Baños Isotérmicos.
Para Temple isotérmico y Revenido.
Su capacidad disponible va desde 600 x 2600 mm
Hornos de Mufla Para Cementar en Granulado, Templar,
Revenir, recocer.
Su capacidad disponible va desde una medida de 1200
°C en las que las capacidades netas son :
1000 x 500 x 1200 mm 400 x 250 x 650 mm 350 x 280 x 800 mm 400 x 300 x 600 mm
Hornos de Aires Reforzados.
Para Revenido y distensionado.
Su cámara posee una capacidad de 400 x 500 mm.
Métodos de endurecimiento superficial selectivo
Con estos métodos se calienta sólo la superficie del trabajo o áreas locales de la superficie de trabajo. Difieren de los métodos de endurecimiento superficial (sección 27.4) en que no ocurren cambios químicos. Aquí los tratamientos son exclusivamente térmicos. Los métodos de endurecimiento superficial selectivo incluyen el endurecimiento por flama, el endurecimiento por inducción, el calentamiento por resistencia a alta frecuencia, el calentamiento por haz de electrones y el calentamiento por haz láser.
Endurecimiento por flama Este método implica el calentamiento del trabajo por medio de uno o más sopletes, seguido de un rápido enfriamiento por inmersión. Como procesode endurecimiento, se aplica en aceros al carbono y aleados, aceros de herramienta y fundiciones de hierro. Los combustibles incluyen el acetileno (C2H2), el propano (C3H8) y otros gases. El nombre de endurecimiento por flama sugiere una operación muy manualcon una falta general de control sobre los resultados; sin embargo, el proceso puede configurarse incluyendo control de temperatura, fijadores para posicionar el trabajo respecto a la flama y dispositivos indicadores que operan durante ciclos precisos de tiempo, todo lo cual proporciona un estrecho control de los resultados del tratamiento térmico. Esun proceso rápido y versátil que se presta para producciones altas y para componentes grandes, como engranes que exceden la capacidad de los hornos. Con un control adecuado, endurecen sólo las superficies externas sin afectar las partes internas. La profundidad del endurecimiento es de alrededor de 2.5 mm (0.10 in).
Calentamiento por inducción Este método implica la aplicación de energía inducida electromagnéticamente por medio de una bobina de inducción en una pieza de trabajo conductora de electricidad. El calentamiento por inducción es un método ampliamente usado en la industria para procesos como la soldadura dura, la soldadura suave y el curado adhesivo, así como en varios tratamientos térmicos. Cuando se usa para endurecimiento de aceros, el siguiente paso es un enfriamiento por inmersión. En la figura 27.7 se ilustra una disposición típica. La bobina inductora de calentamiento conduce una corriente alterna de alta frecuencia que induce una corriente en la pieza de trabajo encerrada para efectuar el calentamiento. Con este proceso puede calentarse la superficie, una parte de la superficie o la masa entera de la pieza. El calentamiento por inducción proporciona un método rápido y eficiente para calentar cualquier material conductor de la electricidad. Los tiempos del ciclo de calentamiento son cortos; en consecuencia, el proceso se presta para producciones medias o altas.
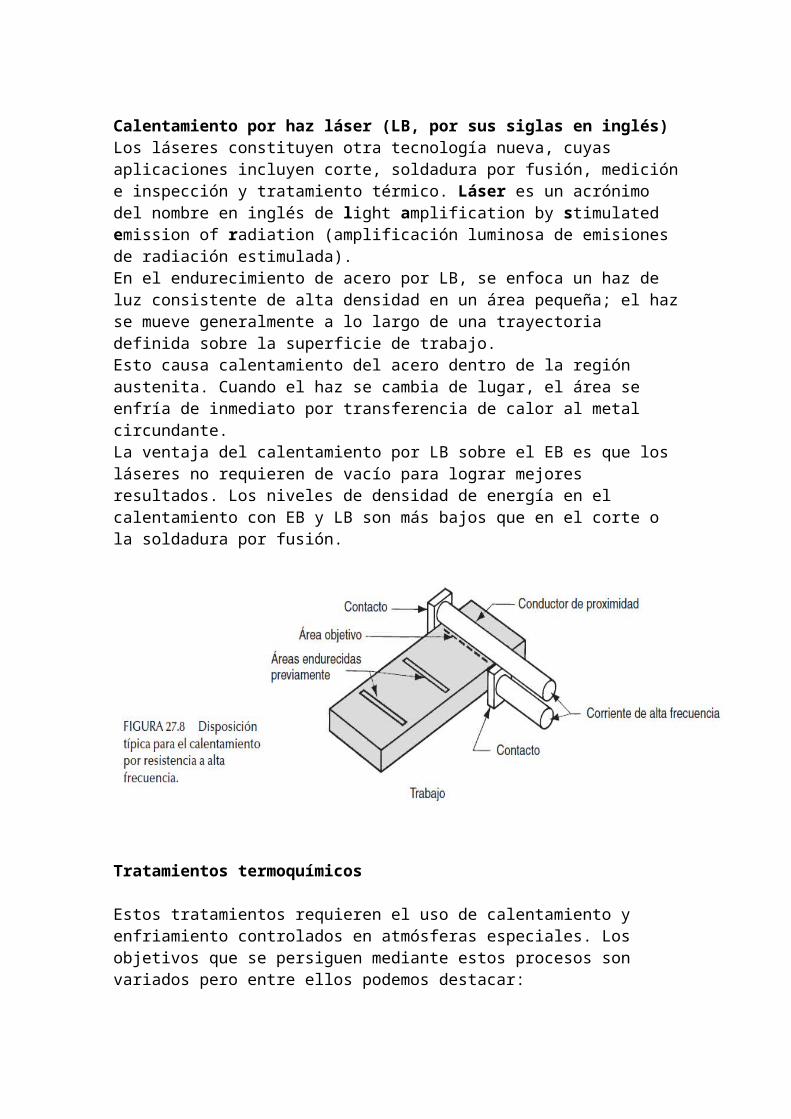
Calentamiento por resistencia a alta frecuencia (HF, por sus siglas en inglés) Este método se utiliza para endurecer áreas específicas de superficies de trabajo de acero mediante la aplicación de calentamiento por resistencia localizado a altas frecuencias (por lo general400 khz). En la figura 27.8 se muestra una configuración típica. El aparato consiste en un conductor de proximidad enfriado por agua que se coloca sobre el área que se desea calentar.Los contactos se aplican a la pieza de trabajo en los bordes exteriores del área. Cuando se aplica la corriente HF, la región por debajo del conductor de proximidad se calienta rápidamente a alta temperatura; se requiere menos de un segundo para alcanzar la escala de la austenita. Cuando la alimentación de corriente se detiene, el área, usualmente una línea estrecha como en la figura, se enfría por transferencia de calor al metal circundante.La profundidad del área tratada es de alrededor de 0.63 mm (0.025 in); la dureza depende del contenido de carbono del acero y puede llegar hasta 60 HRC [9].
Calentamiento por haz de electrones (EB, por sus siglas en inglés) La tecnología del hazde electrones (HE) es relativamente nueva en la manufactura. Sus aplicaciones incluyen el corte la soldadura por fusión y el tratamiento térmico. La característica atractiva del procesamiento EB es la concentración de altas densidades de energía en una pequeña pieza localizada.El tratamiento térmico EB implica el endurecimiento de superficies localizadas en el acero.El haz de electrones se genera en un cañón EB que se enfoca sobre una pequeña área, y el resultado es una acumulación rápida de calor. A menudo, las temperaturas de austenitización pueden lograrse en menos de un segundo. Cuando se retira el haz dirigido, el área caliente se enfría por inmersión y endurece inmediatamente por transferencia de calor al metal frío circundante.Una desventaja del calentamiento por EB (la misma desventaja se aplica a otros usos) es que puede obtenerse mejores resultados cuando el proceso se ejecuta al vacío.Por lo tanto, se necesita una cámara especial de vacío y tiempo para generarlo, de ahí las velocidades lentas de producción. Cuando el endurecimiento por EB se realiza de esta manera se eliminan las incrustaciones de oxidación sobre la superficie de trabajo.
Calentamiento por haz láser (LB, por sus siglas en inglés) Los láseres constituyen otra tecnología nueva, cuyas aplicaciones incluyen corte, soldadura por fusión, medición e inspección y tratamiento térmico. Láser es un acrónimo del nombre en inglés de light amplification by stimulated emission of radiation (amplificación luminosa de emisiones de radiación estimulada).En el endurecimiento de acero por LB, se enfoca un haz de luz consistente de alta densidad en un área pequeña; el haz se mueve generalmente a lo largo de una trayectoria definida sobre la superficie de trabajo.Esto causa calentamiento del acero dentro de la región austenita. Cuando el haz se cambia de lugar, el área se enfría de inmediato por transferencia de calor al metal circundante.La ventaja del calentamiento por LB sobre el EB es que los láseres no requieren de vacío para lograr mejores resultados. Los niveles de densidad de energía en el calentamiento con EB y LB son más bajos que en el corte o la soldadura por fusión.
Tratamientos termoquímicos
Estos tratamientos requieren el uso de calentamiento y enfriamiento controlados en atmósferas especiales. Los objetivos que se persiguen mediante estos procesos son variados pero entre ellos podemos destacar:
Mejorar la dureza superficial de las piezas, dejando el núcleo más blando y tenaz.
Aumentar la resistencia al desgaste debido al rozamiento aumentando el poder lubrificante.
Aumentar la resistencia a la fatiga y/o la corrosión. sin modificar otras propiedades esenciales tales como ductilidad.
Se aplican sobre herramientas de arranque de viruta, camisas de pistones, etc.
Los tratamientos más importantes son:
Cementación (C) : Consiste en incrementar la dureza superficial de una pieza de acero dulce, aumentando la concentración de carbono en su superficie. Se consigue teniendo en cuenta el medio o atmósfera que envuelve el metal durante el calentamiento y enfriamiento. El tratamiento logra aumentar el contenido de carbono de la zona periférica, obteniéndose después, por medio de temples y revenidos, una gran dureza superficial, resistencia al desgaste, buena tenacidad en el núcleo y aumento de la resiliencia. Se realiza con piezas que deben ser resistentes a golpes y la vez al desgaste.
Nitruración (N) : En este caso se incorpora nitrógeno a la composición superficial de la pieza. Al igual que la cementación este método también aumenta la dureza superficial del acero, aunque lo hace en mayor medida. Los aceros tratados por este procedimiento adquieren una alta resistencia a la corrosión. La técnica de nitruración se basa en calentar el acero a temperaturas comprendidas entre los 400 y los 525 ºC, dentro de una corriente de gas amoniaco, más nitrógeno.
Cianuración (C+N) : Este proceso permite el endurecimiento superficial de pequeñas piezas de acero. Utiliza baños con cianuro, carbonato y cianato sódico. Se aplican temperaturas entre 760 y 950ºC. Es una mezcla de cementación y nitruración.
Carbonitruración (C+N) : Al igual que la cianuración, introduce carbono y nitrógeno en una capa superficial, sin embargo estos elementos están en forma de hidrocarburos como metano, etano o propano; amoniaco (NH3) y monóxido de carbono (CO). En el proceso se requieren temperaturas de 650 a 850 C. Es necesario realizar un temple y un revenido posterior.
Sulfinización (S+N+C) : En este proceso se incrementa la resistencia al desgaste obtenida en los procesos de cianuración y carbonitruración mediante la acción del azufre. El azufre se incorpora al metal por calentamiento a baja temperatura (565 C) en un baño de sales. Se aumenta la resistencia al desgaste, favorece la lubricación y disminuye el coeficiente de rozamiento.
UNIDAD IV. HERRAMIENTAS DE CORTE Y MÁQUINAS HERRAMIENTAS.
Máquinas herramientas convencionales.
Identificar las partes y componentes de las máquinas herramientas convencionales.
Torneado y operaciones afines:El torneado es un proceso de maquinado en el cual una herramienta de una sola punta remueve material de la superficie de una pieza de trabajo cilíndrica en rotación; la herramienta avanza linealmente y en una dirección paralela al eje de rotación.El torneado se lleva a cabo tradicionalmente en una máquina herramienta llamada torno, la cual suministra la potencia para tornear la pieza a una velocidad de rotación determinada con avance de la herramienta y profundidad de corte especificados.
Operaciones relacionadas con el torneado:Además del torneado, se puede realizar una gran variedad de operaciones de maquinado en un torno:
a) Careado. La herramienta se alimenta radialmente sobre el extremo del trabajo rotatorio para crear una superficie plana.
b) Torneado ahusado o cónico. En lugar de que la herramienta avance paralelamente al eje de rotación del trabajo, lo hace en cierto ángulo creando una forma cónica.
c) Torneado de contornos. En lugar de que la herramienta avance a lo largo de una línea recta paralela al eje de rotación como en torneado, sigue un contorno diferente a la línea recta, creando así una forma contorneada en la pieza torneada.
d) Torneado de formas. En esta operación llamada algunas veces formado, la herramienta tiene una forma que se imparte al trabajo y se hunde radialmente dentro del trabajo.
e) Achaflanado. El borde cortante de la herramienta se usa para cortar un ángulo en la esquina del cilindro y forma lo que se llama un “chaflan”.
f) Tronzado. La herramienta avanza radialmente dentro del trabajo en rotación, en algún punto a lo largo de su longitud, para trozar el extremo de la pieza. A esta operación se le llama algunas veces partición.
g) Roscado. Una herramienta puntiaguda avanza linealmente a través de la superficie externa de la pieza de trabajo en rotación y en dirección paralela al eje de rotación, a una velocidad de avance suficiente para crear cuerdas roscadas en el cilindro.
h) Perforado. Una herramienta de punta sencilla avanza en línea paralela al eje de rotación, sobre el diámetro interno de un agujero existente en la pieza.
i) Taladrado. El taladrado se puede ejecutar en un torno, haciendo avanzar la broca dentro del trabajo rotatorio a lo largo de su eje. El escariado se puede realizar en forma similar.

j) Moleteado. Ésta es una operación de maquinado porque no involucra corte de material.
Es una operación de formado de metal que se usa para producir un rayado regular o un patrón en la superficie de trabajo.Las herramientas de una sola punta se usan en la mayoría de las operaciones ejecutadas en tornos.Las herramientas de corte para el torneado, careado, ahusado, contorneado, chaflanado y perforado son herramientas de una sola punta. Una operación de roscado se ejecuta usando una herramienta plana sencilla, diseñada con la forma de la cuerda a producir. Ciertas operaciones requieren herramientas diferentes a las de una sola punta.El torneado de formas se ejecuta con una de diseño especial llamada herramienta de forma.El perfil de la forma tallada en la herramienta establece la forma de la pieza de trabajo. Una herramienta de tronzado es básicamente una herramienta de forma.El taladrado se realiza mediante una broca.El moleteado se ejecuta con una herramienta de moleteado que consiste en dos rodillos formadores endurecidos y montados sobre sus centros. Los rodillos formadores tienen el patrón de moleteado deseado en sus superficies. Para ejecutar el moleteado, se presiona la herramienta contra la superficie de la pieza rotatoria con la presión suficiente para imprimir el patrón sobre la superficie de trabajo.
Taladrado y Operaciones Afines:El taladrado, es una operación de maquinado que se usa para crear agujeros redondos en una pieza de trabajo. Esto contrasta con el perforado descrito previamente, el cual solamente puede usarse para agrandar un agujero existente. El taladrado se realiza por lo general con una herramienta cilíndrica rotatoria, llamada broca que tiene dos bordes cortantes en su extremo. La broca avanza dentro de la pieza de trabajo estacionaria para formar un agujero cuyo diámetro está determinado por el diámetro de la broca. El taladrado se realiza en una prensa taladradora, aunque otras máquinas herramienta puedan ejecutar esta operación.
Operaciones relacionadas con el taladrado:Varias operaciones se relacionan con el taladrado La mayoría de las operaciones son posteriores al taladrado. Primero debe hacerse un agujero por taladrado y después modificarse por alguna de estas operaciones. El centrado y el refrenteado son excepciones a esta regla. Todas las operaciones usan herramientas rotatorias.
a) Escariado. Se usa para agrandar ligeramente un agujero, suministrar una mejor tolerancia
b) en su diámetro y mejorar su acabado superficial. La herramienta se llama escariador y, por lo general, tiene ranuras rectas.
c) Roscado interior. Esta operación se realiza por medio de un machuelo y se usa para cortar una rosca interior en un agujero existente.
d) Abocardado. En el abocardado se produce un agujero escalonado en el cual un diámetro más grande sigue a un diámetro más pequeño parcialmente dentro del agujero.
e) Se usa un agujero abocardado para asentar las cabezas de los pernos dentro de un agujero, de manera que no sobresalgan de la superficie.
f) Avellanado. Es una operación similar al abocardado salvo que el escalón en el agujero tiene forma de cono para tornillos y pernos de cabeza plana.
g) Centrado. También llamado taladrado central, esta operación taladra un agujero inicial para establecer con precisión el lugar donde se taladrará el siguiente agujero. La herramienta se llama broca de centros.
h) f ) Refrenteado. Es una operación similar al fresado que se usa para suministrar una
i) superficie maquinada plana en la pieza de trabajo en un área localizada.