Tratamiento de Efluentes de Celulosa Kraft mediante Ultrafiltración y Elextrooxidación
79
UNIVERSIDAD DE CONCEPCION Facultad de Ingeniería Departamento de Ingeniería Química Profesores Patrocinantes Dr. Claudio Zaror Zaror Dr. Rodrigo Bórquez Yañez TRATAMIENTO DE EFLUENTES DE CELULOSA KRAFT MEDIANTE ULTRAFILTRACIÓN Y ELECTROOXIDACIÓN Eduardo Antonio Soto Pedraza Informe de Memoria de Título Para optar al Título de Ingeniero Civil Químico Junio de 2011
-
Upload
eduardosotopedraza5 -
Category
Documents
-
view
41 -
download
2
Transcript of Tratamiento de Efluentes de Celulosa Kraft mediante Ultrafiltración y Elextrooxidación
UNIVERSIDAD DE CONCEPCION
Facultad de Ingeniería
Departamento de Ingeniería Química
Profesores Patrocinantes
Dr. Claudio Zaror Zaror
Dr. Rodrigo Bórquez Yañez
TRATAMIENTO DE EFLUENTES DE CELULOSA KRAFT MEDIANTE ULTRAFILTRACIÓN Y ELECTROOXIDACIÓN
Eduardo Antonio Soto Pedraza
Informe de Memoria de Título
Para optar al Título de
Ingeniero Civil Químico
Junio de 2011

SUMARIO
Esta memoria de título tiene como objetivo estudiar la aplicación de membranas para fraccionar efluentes de blanqueo de celulosa, con vistas a su potencial reciclaje. En particular, se evaluó el desempeño de membranas con distinto corte molecular (2, 5, 20, 25 y 50 kDa), aplicado a efluentes ácidos y alcalinos de blanqueo libre de cloro elemental (ECF) de una planta de celulosa local que utiliza eucalipto como materia prima. Se evaluó el efecto de electrooxidación de los efluentes retenidos, utilizando ánodo de grafito y de titano con trazas de rutenio. Además se determinó experimentalmente la factibilidad técnica de utilizar el permeado final luego de una etapa de osmosis inversa.
Los resultados indican que el efluente alcalino posee una fracción importante de moléculas de alto peso molecular, con un peso aparente superior a 20 kDa. La remoción de demanda química de oxígeno (DQO) alcanzada con ultrafiltración fue superior a un 60%. Por otro lado, el efluente ácido posee una alta presencia de moléculas de bajo peso molecular, inferida a partir de la baja remoción de DQO, que fue menor a 20% para todas las membranas utilizadas.
La reducción de flujo de permeado dependió de la naturaleza de la membrana (hidrofílica o hidrofóbica), del efluente utilizado y del corte en particular. El efluente alcalino mostró una mayor reducción en los cortes de 20 y 50 kDa (65% y 67% respectivamente), en tanto el efluente ácido en 2 y 50 kDa (64% en ambos). La naturaleza hidrofílica de la membrana de 5 kDa contribuyó a que presentase menor decaimiento de flujo en los efluentes ácido y alcalino (32% y 15% respectivamente).
Se encontró que el aumento de la temperatura incide en una mayor producción de permeado en el efluente alcalino, mayor que si el flujo fuese extrapolado en base a una correlación para agua pura. Ello demostraría una característica de autolimpieza de este efluente, atribuible al pH que deprotona a los grupos carboxílicos y fenólicos (pKa 10.3), minimizando las interacciones hidrofóbicas. En adición el proceso de limpieza del depósito alcalino mostró ser sumamente rápido, producto de un depósito poco cohesionado susceptible de remoción.
El uso de electrodos de grafito y de titanio con trazas de rutenio mostró bajas eficiencias para la remoción de DQO, en concentrados de ambos efluentes, debido al bajo sobrepotencial para la producción de oxígeno (hidrólisis) de estos ánodos. Por otro lado la remoción de color fue exitosa sólo en el concentrado alcalino con valores de 70-80%.
La presión osmótica del permeado de 20 kDa alcalino se estimó en 2,3 bar, que se compara positivamente con la del agua de mar de 24 bar. Al utilizar ultrafiltración (UF) seguida de osmosis inversa (RO) se logró un 90.4% de remoción de DQO, 97% de cloruros, 93% de fenoles y 98% de unidades de color. La factibilidad de reutilizar el permeado de RO en el proceso de blanqueo fue evaluada realizando experimentalmente una etapa de blanqueo ácido con dióxido de cloro (etapa D) empleando el permeado de RO. Al comparar los resultados obtenidos, con respecto a similares condiciones utilizando agua destilada, se demuestra que las blancuras alcanzadas no difieren, en tanto la amarillez es levemente inferior en los experimentos realizados con permeado de RO.

Estos resultados verifican la factibilidad técnica de tratar el efluente alcalino para aumentar el grado de cierre de la planta, que contribuiría a una reducción del consumo de agua fresca en alrededor de 2 [m3/ton celulosa].
La severidad del ensuciamiento observado en la UF del efluente ácido, así como su dificultad de remoción, hacen inviable su tratamiento mediante tecnología de membranas, no así el efluente alcalino que mostró mejores producciones de permeado, facilidad de limpieza y mejores porcentajes de remoción. El dimensionamiento de una planta de tratamiento de UF para tratar el efluente alcalino de una planta de celulosa de 3200 [ton/día] arrojó un área de 9600 m2 de membranas de UF (operación a 7 bar y 62ºC) con un costo de capital de 20 millones de dólares y 2,5 millones de dólares como costo operacional. Por su parte, la adición de una etapa de osmosis inversa para la obtención de 73 [L/s] de agua de proceso eleva los costos de capital a 25 millones de dólares y los operacionales a 3,8 millones de dólares.
9

ÍNDICE
1. INTRODUCCIÓN ............................................................................................................................. 1
2. OBJETIVOS ..................................................................................................................................... 2
2.1. Objetivos Generales ................................................................................................................... 2
2.2. Objetivos Específicos ................................................................................................................. 2
3. ANTECEDENTES GENERALES .......................................................................................................... 3
3.1. Aspectos operacionales ............................................................................................................. 3
3.1.1. Ensuciamiento ........................................................................................................................... 3
3.1.2. Limpieza .................................................................................................................................... 5
3.2. Electrooxidación ........................................................................................................................ 7
3.2.1. Arreglo y componentes .............................................................................................................. 8
3.2.2. Oxidación de compuestos ......................................................................................................... 9
4. MATERIALES Y MÉTODOS ............................................................................................................ 11
4.1. Efluentes y Pulpa ..................................................................................................................... 11
4.2. Filtración ................................................................................................................................. 11
4.3. Ultrafiltración .......................................................................................................................... 11
4.4. Osmosis inversa ....................................................................................................................... 13
4.5. Lavado de membranas ............................................................................................................. 14
4.6. Blanqueo de pulpa oxigenada .................................................................................................. 14
4.7. Electrooxidación ...................................................................................................................... 14
4.8. Caracterización de efluentes y muestras .................................................................................. 15
5. RE SULTADOS .............................................................................................................................. 18
5.1. Caracterización de efluentes .................................................................................................... 18
5.2. Caracterización de membranas ................................................................................................ 19
5.3. Decaimiento de la densidad de flujo en ultrafiltración ............................................................. 19
5.4. Remoción de compuestos mediante UF ................................................................................... 22
5.5. Influencia de la reducción de volumen en UF ........................................................................... 23
5.6. Influencia de la temperatura en UF .......................................................................................... 24
5.7. Resistencia, compactación y reversibilidad de ensuciamiento para UF ..................................... 25
5.8. Eficiencia del proceso de limpieza en UF .................................................................................. 27
5.9. Osmosis inversa ....................................................................................................................... 29

5.10. Espectrofotometría a permeados alcalinos .............................................................................. 30
5.11. Uso de permeado de RO para etapa de blanqueo .................................................................... 32
5.12. Alternativas de implementación .............................................................................................. 32
5.13. Electrooxidación ...................................................................................................................... 39
6. CONCLUSIONES ........................................................................................................................... 44
7. BIBLIOGRAFÍA .............................................................................................................................. 46
8. ANEXOS ....................................................................................................................................... 49
8.1. Tecnología de Membranas ....................................................................................................... 49
8.1.1. Teoría de transporte en membranas ........................................................................................ 50
8.2. Espacio de color CIELAB ........................................................................................................... 55
8.3. Análisis de error ....................................................................................................................... 55
8.3.3. Error en la razón de flujo de permeado .................................................................................... 55
8.4. Planta Nymölla, Stora Enso ...................................................................................................... 56
8.5. Datos recolectados .................................................................................................................. 58

NOMENCLATURA
Letras mayúsculas y minúsculas
a Radio de soluto [nm]
A Absorbancia; Área [m2, cm2]; constante de permeabilidad del agua [kg H2O/Pa·m2·s]
B Constante de permeabilidad de la sal [m/s]
c Concentración [mol/L]
D Coeficiente de difusión [m2/s]
E Potencial eléctrico [V]
F Constante de Faraday 9.6485·104 [C/mol]; razón de densidades de flujo
i Densidad de corriente [A/m2]
I Corriente [A]
J Densidad de flujo de permeado [L/m2h]
L Coeficiente de proporcionalidad
n Número de electrones transferidos
N Número de moles de especies oxidadas
P Presión [Bar]; Potencia [W]
Q Flujo volumétrico [m3/s]; flujo de cargas eléctricas [C]
r Radio [nm]
R Coeficiente de rechazo %; remoción %; resistencia [m-1]
t Tiempo [s, min]
T Temperatura [ºC]
V Volumen [mL, m3]
w Agua, del inglés water
x Longitud [m]
z Carga eléctrica de especie
Letras griegas
γ Coeficiente de actividad
∆ Error
∆π Presión osmótica [bar]
η Eficiencia
κ Conductividad eléctrica [mS/cm]
µ Potencial químico [J/mol]; movilidad iónica [m2/V·S]
ρ Densidad [kg/m3]
Subíndices
a Después, del inglés after
b Antes, del inglés before
c Limpieza, del inglés cleaning
f Suciedad, del inglés fouling; final
F Resistencia físicamente irreversible
h Hidráulico
i Componente i-ésimo de la solución; inicial, del inglés initial
j Soluto j-ésimo
m Membrana
R Recuperación; Resistencia reversible
t Total
0 Alimentación
Abreviaciones
ACE Eficiencia promedio de corriente, del inglés average current eficiency
Da Dalton
DBO Demanda biológica de oxígeno [mg O2/L]
DQO Demanda química de oxígeno [mg O2/L]
DSA Ánodo estable dimensionalmente, del inglés dimensionally stable anode

ECF Libre de cloro elemental, del inglés elemental chlorine free
EDTA Ácido etilendiaminotetraacético
EO Electro oxidación
FO Osmosis (diálisis), del inglés forward osmosis
FR Reducción de flujo de agua pura
MF Microfiltración
MW Peso molecular [g/mol], del inglés molecular weight
MWCO Peso molecular de corte [Da], del inglés molecular weigth cut-off
PWF Densidad de flujo de agua pura [L/m2h], del inglés pure water flux
RO Osmosis inversa, del inglés reverse osmosis
RV Reducción de volumen
SST Sólidos suspendidos totales
UF Ultrafiltración
UV Ultravioleta
TMP Presión transmembrana [bar], del inglés transmembrane pressure
TOC Carbono orgánico total, del inglés total organic carbon

1
1. INTRODUCCIÓN
Las crecientes restricciones en la disponibilidad local de agua dulce debido a cambios climáticos globales, sumado al significativo crecimiento demográfico mundial, han motivado iniciativas para priorizar medidas que contribuyan a preservar la calidad y cantidad de recursos hídricos disponibles [Norman et al., 2008]. En Chile, la tendencia de los últimos 100 años ha mostrado una sostenida disminución de las precipitaciones y reservas nivales, que afecta las reservas de agua de las diferentes cuencas hidrográficas del país. Más aún, los fenómenos meteorológicos de La Niña y El Niño imponen periódicas variaciones en el clima de las región Central, principalmente en las regiones del Maule, Bio Bio y La Araucanía. En esas zonas, se encuentran ubicadas las principales plantaciones de pino y eucalipto, así como la mayor parte de las plantas de procesamiento de madera y producción de celulosa. Las reducciones de caudal de los rios durante períodos secos constituye una amenaza a las operaciones de estas plantas, ya que sus descargas pueden afectar la calidad de los cuerpos de agua con menor capacidad de dilución. Adicionalmente, las extracciones de agua de procesos pueden verse seriamente limitadas en aquellas situaciones donde los caudales de los rios estén cercanos al caudal mínimo ecológico.
Estos factores externos han motivado la búsqueda de alternativas para reducir los consumos de agua fresca y las descargas de contaminantes a los medios receptores. Aparte de la obligación de cumplimiento normativo ambiental, la industria celulósica enfrenta el desafío que siginifica competir en un mercado internacional cada vez más exigente en cuanto a desempeño ambiental y social.
Al respecto, las plantas celulósicas nacionales deben avanzar hacia un mayor cierre de circuitos de agua. La tecnología del estado-del-arte ha logrado reducir los consumos de agua fresca a niveles cercanos a 30 m3/ton. Sin embargo, el alto volumen de producción de las plantas chilenas obliga a reducir aún mas los consumos específicos, para reducir la presión sobre los recursos hídricos locales. Una alternativa que merece ser estudiada para la disminución de consumo de agua fresca es la posible reutilización de los efluentes de las etapas de blanqueo ácido y extracción alcalina, responsables de la mayor parte del color, materia orgánica y toxicidad de las aguas descargadas por la industria del papel y celulosa [Calvo et al., 2007]. La dificultad para cerrar las líneas de blanqueo radica en la presencia elevada de cloruros, que en medio ácido está ligada a severos problemas de corrosión [Ali & Sreekrishnan, 2001]. Para tales efectos se requiere obtener agua tratada con la mínima presencia de sólidos e iones a fin de evitar la acumulación indeseada de compuestos en el proceso. Por lo anterior, el uso de membranas parece atractivo, particularmente si se integra una secuencia de micro o ultra filtración (MF y UF) seguida por osmosis inversa (RO) [Norman et al., 2008].
A pesar de que hasta muy recientemente las tecnologías de membrana parecían muy costosas y complejas para su utilización en el tratamiento de efluentes complejos y de gran volumen, en la actualidad los costos de capital y de operación se han reducido significativamente [Baker, 1991; Van Dijk, 2007].
Esta memoria se enmarca dentro de este contexto y tiene como objetivo obtener información experimental acerca del desempeño de estas membranas para recuperar agua desde los efluentes de blanqueo de celulosa.

2
2. OBJETIVOS
2.1. Objetivos Generales
Evaluar el uso de membranas de ultrafiltración y de osmosis inversa para recuperar agua desde efluentes de blanqueo libre de cloro elemental (ECF), ácido y alcalino, en plantas de celulosa kraft blanca. Se explora, además, el uso de electrooxidación para reducir la carga orgánica de los efluentes retenidos y la factibilidad de utilizar el permeado de osmosis inversa en blanqueo de pulpa.
2.2. Objetivos Específicos
o Verificar el desempeño de membranas con distinto tamaño de corte, tanto en su estado transitorio como estacionario.
o Evaluar el efecto de la temperatura sobre la permeabilidad de las membranas.
o Evaluar la importancia del fenómeno de ensuciamiento y la capacidad de recuperación de permeabilidad.
o Cuantificar la remoción de contaminantes orgánicos mediante electro-oxidación de los efluentes retenidos por las membranas.
o Evaluar la factibilidad técnica de reciclar agua del permeado de osmosis inversa en la etapa de blanqueo ácido con dióxido de cloro.
o Realizar un dimensionamiento preliminar de la inversión requerida así como de los costos operacionales para un sistema combinado de ultrafiltración - osmosis inversa.
3
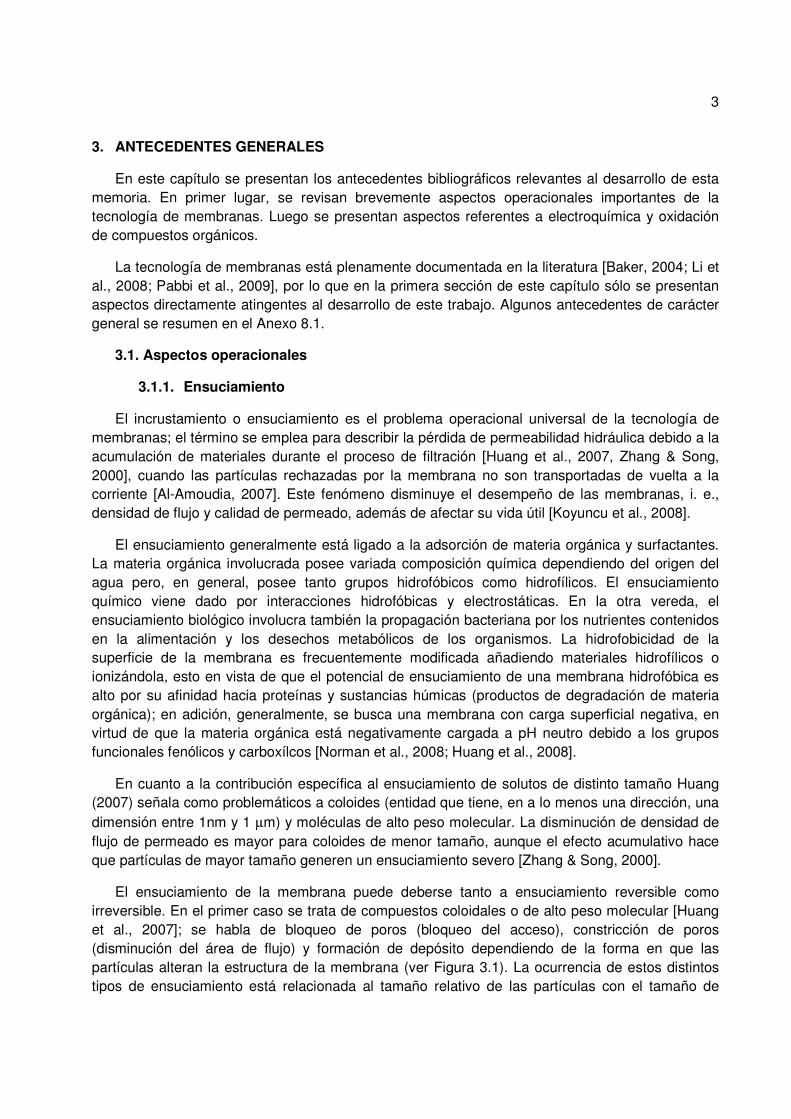
3. ANTECEDENTES GENERALES
En este capítulo se presentan los antecedentes bibliográficos relevantes al desarrollo de esta memoria. En primer lugar, se revisan brevemente aspectos operacionales importantes de la tecnología de membranas. Luego se presentan aspectos referentes a electroquímica y oxidación de compuestos orgánicos.
La tecnología de membranas está plenamente documentada en la literatura [Baker, 2004; Li et al., 2008; Pabbi et al., 2009], por lo que en la primera sección de este capítulo sólo se presentan aspectos directamente atingentes al desarrollo de este trabajo. Algunos antecedentes de carácter general se resumen en el Anexo 8.1.
3.1. Aspectos operacionales
3.1.1. Ensuciamiento
El incrustamiento o ensuciamiento es el problema operacional universal de la tecnología de membranas; el término se emplea para describir la pérdida de permeabilidad hidráulica debido a la acumulación de materiales durante el proceso de filtración [Huang et al., 2007, Zhang & Song, 2000], cuando las partículas rechazadas por la membrana no son transportadas de vuelta a la corriente [Al-Amoudia, 2007]. Este fenómeno disminuye el desempeño de las membranas, i. e., densidad de flujo y calidad de permeado, además de afectar su vida útil [Koyuncu et al., 2008].
El ensuciamiento generalmente está ligado a la adsorción de materia orgánica y surfactantes. La materia orgánica involucrada posee variada composición química dependiendo del origen del agua pero, en general, posee tanto grupos hidrofóbicos como hidrofílicos. El ensuciamiento químico viene dado por interacciones hidrofóbicas y electrostáticas. En la otra vereda, el ensuciamiento biológico involucra también la propagación bacteriana por los nutrientes contenidos en la alimentación y los desechos metabólicos de los organismos. La hidrofobicidad de la superficie de la membrana es frecuentemente modificada añadiendo materiales hidrofílicos o ionizándola, esto en vista de que el potencial de ensuciamiento de una membrana hidrofóbica es alto por su afinidad hacia proteínas y sustancias húmicas (productos de degradación de materia orgánica); en adición, generalmente, se busca una membrana con carga superficial negativa, en virtud de que la materia orgánica está negativamente cargada a pH neutro debido a los grupos funcionales fenólicos y carboxílcos [Norman et al., 2008; Huang et al., 2008].
En cuanto a la contribución específica al ensuciamiento de solutos de distinto tamaño Huang (2007) señala como problemáticos a coloides (entidad que tiene, en a lo menos una dirección, una dimensión entre 1nm y 1 µm) y moléculas de alto peso molecular. La disminución de densidad de flujo de permeado es mayor para coloides de menor tamaño, aunque el efecto acumulativo hace que partículas de mayor tamaño generen un ensuciamiento severo [Zhang & Song, 2000].
El ensuciamiento de la membrana puede deberse tanto a ensuciamiento reversible como irreversible. En el primer caso se trata de compuestos coloidales o de alto peso molecular [Huang et al., 2007]; se habla de bloqueo de poros (bloqueo del acceso), constricción de poros (disminución del área de flujo) y formación de depósito dependiendo de la forma en que las partículas alteran la estructura de la membrana (ver Figura 3.1). La ocurrencia de estos distintos tipos de ensuciamiento está relacionada al tamaño relativo de las partículas con el tamaño de

4
poro; el tipo más dañino es el bloqueo de poros, que ocurre cuando ambos tamaños son cercanos entre sí [Huang et al., 2009]. La presencia de Ca2+ en aguas con materia orgánica propicia el ensuciamiento, por la formación de coloides y un depósito compacto de estructura interconectada difícil de remover sin la ayuda de agentes quelantes [Li & Elimelech, 2004; Seng, 2006].
A medida que el depósito se engrosa, la densidad de flujo declina hasta que se alcanza un estado estacionario a un cierto espesor de equilibrio. El tiempo necesario para alcanzar tal estado es proporcional a la presión aplicada y tamaño de partícula e inversamente proporcional a la concentración y velocidad tangencial. Este flujo estacionario se alcanza cuando la tasa de acumulación debido al flujo de permeado se iguala a la removida por el flujo tangencial. El desarrollo de la capa límite reduce la presión efectiva debido a la presión osmótica. Parámetros como la presión aplicada, concentración en la alimentación y tamaño de partículas también influyen en la declinación de la densidad de flujo [Zhang et al., 2000].
Asimismo, se ha encontrado la existencia de una densidad de flujo de permeado crítica por sobre la cual el ensuciamiento se incrementa sustancialmente debido a la competencia entre fuerzas hidrodinámicas e interacciones superficiales entre la membrana y los solutos, su conocimiento permitiría optimizar las condiciones hidráulicas de operación. Un incremento en la densidad de flujo de permeado promueve el ensuciamiento, aún así, su impacto es menos significativo que el origen de la materia orgánica presente [Huang et al.,2007].
Figura 3.1 Interacciones poro-partícula según tamaño relativo (Fuente: van Dijk, 2007)
La reducción de flujo de agua pura FR, es una medida del ensuciamiento físicamente irreversible de la membrana; se obtiene comparando el flujo antes (PWFb) y después de la filtración (PWFa) [Zhang y Liu, 2003]:
·100%b a
b
PWF PWFFR
PWF
−=
5
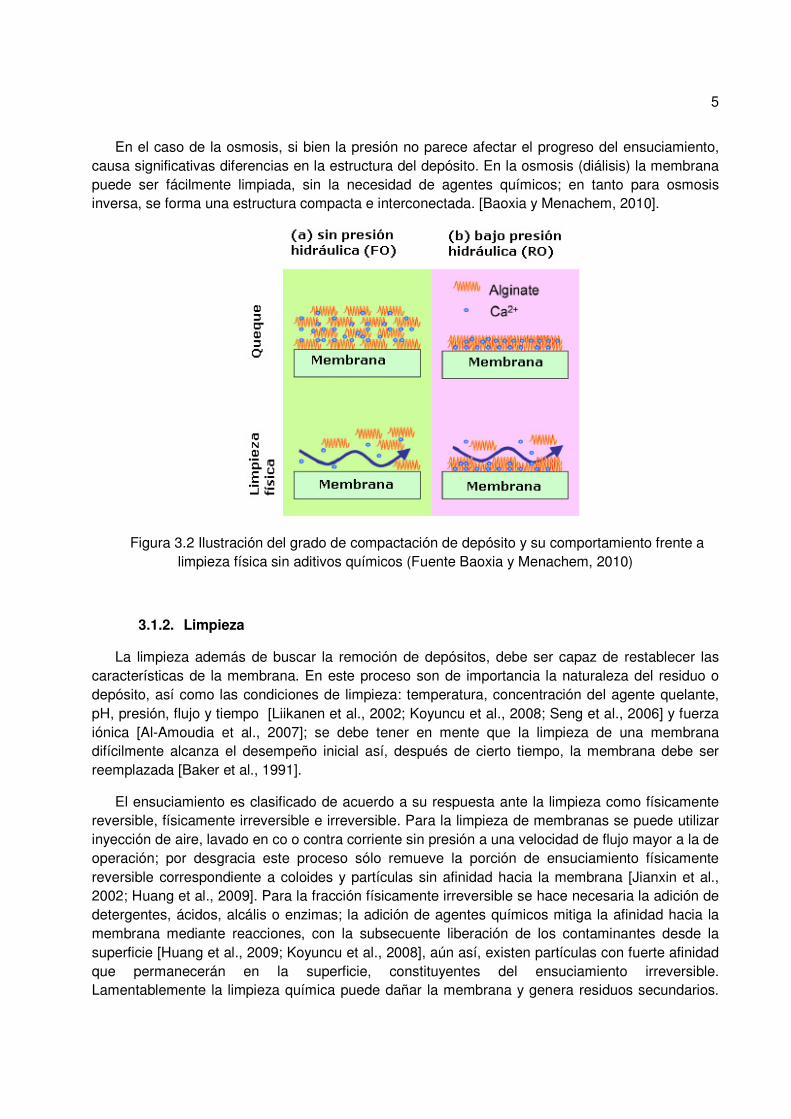
En el caso de la osmosis, si bien la presión no parece afectar el progreso del ensuciamiento, causa significativas diferencias en la estructura del depósito. En la osmosis (diálisis) la membrana puede ser fácilmente limpiada, sin la necesidad de agentes químicos; en tanto para osmosis inversa, se forma una estructura compacta e interconectada. [Baoxia y Menachem, 2010].
Figura 3.2 Ilustración del grado de compactación de depósito y su comportamiento frente a limpieza física sin aditivos químicos (Fuente Baoxia y Menachem, 2010)
3.1.2. Limpieza
La limpieza además de buscar la remoción de depósitos, debe ser capaz de restablecer las características de la membrana. En este proceso son de importancia la naturaleza del residuo o depósito, así como las condiciones de limpieza: temperatura, concentración del agente quelante, pH, presión, flujo y tiempo [Liikanen et al., 2002; Koyuncu et al., 2008; Seng et al., 2006] y fuerza iónica [Al-Amoudia et al., 2007]; se debe tener en mente que la limpieza de una membrana difícilmente alcanza el desempeño inicial así, después de cierto tiempo, la membrana debe ser reemplazada [Baker et al., 1991].
El ensuciamiento es clasificado de acuerdo a su respuesta ante la limpieza como físicamente reversible, físicamente irreversible e irreversible. Para la limpieza de membranas se puede utilizar inyección de aire, lavado en co o contra corriente sin presión a una velocidad de flujo mayor a la de operación; por desgracia este proceso sólo remueve la porción de ensuciamiento físicamente reversible correspondiente a coloides y partículas sin afinidad hacia la membrana [Jianxin et al., 2002; Huang et al., 2009]. Para la fracción físicamente irreversible se hace necesaria la adición de detergentes, ácidos, alcális o enzimas; la adición de agentes químicos mitiga la afinidad hacia la membrana mediante reacciones, con la subsecuente liberación de los contaminantes desde la superficie [Huang et al., 2009; Koyuncu et al., 2008], aún así, existen partículas con fuerte afinidad que permanecerán en la superficie, constituyentes del ensuciamiento irreversible. Lamentablemente la limpieza química puede dañar la membrana y genera residuos secundarios.
6
Una alternativa a la limpieza química es utilizar ultrasonido [Jianxin et al., 2002], pero como la eficiencia del ultrasonido disminuye dramáticamente con la temperatura y, dado que, los efluentes de blanqueo se encuentran a temperaturas del orden de 50ºC se hace fútil su uso para el presente estudio.
El principal factor a considerar en la limpieza química es la temperatura [Chen et al., 2003], incide directamente en la eficiencia de la limpieza y la velocidad de disolución del depósito, presumiblemente por un incremento en la solubilidad y transferencia de masa; lamentablemente los materiales de las membranas hacen prohibitivo el uso de temperaturas elevadas [Al-Amoudia et al., 2007]. En lo concerniente a los demás factores, la presión transmembrana puede incluso disminuir la eficiencia de la limpieza si es incrementada. En tanto el tiempo, depende de la operación en particular, un tiempo prolongado no beneficia necesariamente el proceso. La concentración del agente de limpieza tiende a favorecer la disolución del depósito formado, pero dentro de ciertos límites, concentraciones elevadas de agente de limpieza pueden terminar en ensuciamiento [Liikanen et al., 2002; Koyuncu et al., 2008; Petrus et al., 2008]. La dependencia de la concentración es más evidente a bajas temperaturas, el efecto disminuye al incrementar la temperatura, pudiendo obtenerse una alta eficiencia incluso a bajas concentraciones, con el consiguiente ahorro de detergentes [Chen et al., 2003].
Al comparar procesos de limpieza, la limpieza alcalina es generalmente mejor en recuperar la permeabilidad que una limpieza ácida. Tal situación es atribuible al hecho de que la carga de la membrana se incrementa en ambiente alcalino, tal incremento de carga deriva en una membrana más abierta con mayor carga repulsiva sobre sí misma y sobre los contaminantes de la misma carga. En adición un pH elevado induce una conformación más lineal de la materia orgánica, haciendo que el depósito se torne más disperso y menos adherido [Liikanen et al., 2002]. Dado que la mayor carga de los efluentes de este estudio corresponde a materia orgánica, la limpieza con agentes alcalinos y/o quelantes es la más pertinente con vistas a recuperar permeabilidad y remover partículas [Liikanen et al., 2002].
El criterio más adecuado para evaluar la eficiencia de un protocolo de limpieza, es la recuperación de densidad de flujo [Liikanen et al., 2002; Koyunku et al., 2008]:
wcR
wi
JF
J=
Es oportuno acotar que una alta recuperación de flujo no significa necesariamente una remoción total de depósitos, este parámetro puede sobreestimar la remoción alcanzada [Petrus et al., 2008]. También puede darse la no recuperación de las características de la membrana o la disminución de su selectividad, reduciendo la calidad del permeado [Al-Amoudia, 2007]
La remoción del depósito tiende a correlacionarse con la liberación de material a la solución de limpieza y a la restauración de la permeabilidad, su progreso puede registrarse mediante la absorbancia UV254 de la solución de limpieza [Koyuncu et al., 2008].

7
3.1.3. Membranas
Dentro de las membranas disponibles se encuentran las de fibra hueca, tubulares, planas y espirales. La ventaja de las membranas tubulares radica en su habilidad para procesar alimentaciones con alto contenido de sólidos así como su fácil limpieza mecánica, no obstante, su costo es mayor que las de fibras huecas.
De igual forma, dependiendo de la presión de operación, las membranas pueden ser de baja presión (menor a 2 bar) o alta presión [Huang et al., 2009]
En UF se utiliza el peso molecular de corte, MWCO, como medida del tamaño de poros; el MWCO se refiere a las moléculas esféricas de radio conocido que son rechazadas por la membrana en un 90% según van Dijk (2007) o en un 95-98% según Norman (2008), el radio hidráulico (rh) se correlaciona con el peso molecular aproximadamente según [Huang et al., 2007]:
1/2( ) ( )hr nm MW kDa≈
La unidad de masa es el Dalton, que se define como la masa de un átomo de hidrógeno: 1,66·10-27 kg.
El MWCO es en realidad una indicación tosca de la habilidad de la membrana para rechazar compuestos, la porosidad y distribución de poros pueden afectar el tamaño aparente de las partículas rechazadas [Norman et al., 2008].
3.2. Electrooxidación
Dentro de las alternativas de tratamiento de aguas industriales también se cuenta la electroquímica, que ha sido descrita como un método promisorio para un amplio espectro de aguas en la remoción de color, DBO, DQO, SST y metales pesados [Barrera-Díaz et al., 2003; Chatzisymeona et al., 2010], así como en contaminantes persistentes [Chen, 2004].
El uso de electricidad para tratar agua fue propuesto en Reino Unido en 1889, pero ha sido en las últimas 3 décadas que ha tomado relevancia debido a estándares crecientes para el suministro de agua potable y regulaciones en la descarga de aguas residuales, llegando a ser competitiva en términos de costo, efectividad y dimensiones [Chen, 2004].
La corriente, I, es definida como flujo de cargas eléctricas:
dQI
dt=
Con frecuencia es de interés la densidad de corriente, i, que representa la corriente por área de electrodo, A, determinante en la velocidad del proceso.
Ii
A=

8
Cuando los productos de la electrólisis son solubles, se puede calcular la eficiencia promedio de corriente (ACE) a partir de la diferencia entre los valores de la demanda química de oxígeno, DQO, de la solución a tiempo 0 y tiempo t [Rajeshwar & Ibañez, 1997]:
0[ ]·
8· ·
tDQO DQOACE F V
I t
−=
F es la constante de Faraday, V el volumen de la solución y el producto It representa la carga Q, entregada a la solución.
La fuerza impulsora para el flujo de carga electrónica es la diferencia de potencial φ, que es medida en volts (V). Debido a que no es posible medir un potencial absoluto se utiliza la diferencia de potencial o simplemente voltaje. Los electrones fluyen desde un punto de menor potencial eléctrico (más negativo) a uno más positivo. Un potencial más negativo corresponde también a un potencial energético más alto debido a que la energía, E, es igual a –QV. En electroquímica para la diferencia de potencial se utiliza un electrodo estándar de referencia al que se le asigna un potencial de cero voltios.
Es importante notar el significado químico de la corriente como tasa de reacción, esto es, a mayor corriente las reacciones son más rápidas; esto se logra con ayuda de la Ley de Faraday:
Q nFN=
Que combinada con la definición de corriente, se convierte en:
dQ dNI nF
dt dt= =
La corriente, en efecto tiene unidades de moles por unidad de tiempo, aspecto importante cuando se asocia flujo de corriente con la tasa de descomposición de algún contaminante.
3.2.1. Arreglo y componentes
Los electrodos pueden ser conFigurados en modos monopolares o bipolares, el material de los ánodos incluye acero inoxidable, grafito, hierro, aluminio o ánodos estables dimensionalmente (DSA). Estos últimos son hechos de una fina cubierta de óxidos metálicos nobles sobre titanio y son usados ampliamente en la industria electroquímica [Chen, 2004].
El signo del voltaje de la celda es importante para diferenciar si la celda opera en el modo galvánico o electrolítico. De la termodinámica se sabe que la energía libre de Gibbs es negativa para procesos espontáneos, luego en celdas galvánicas el voltaje es positivo.
G nFE∆ = −
El arreglo más usual es el de una celda con tres electrodos, especialmente en laboratorio para caracterizar el comportamiento corriente-potencial. Mediante un potenciostato, el potencial del electrodo de trabajo puede ser controlado a un valor especificado con respecto al electrodo de referencia.

9
Figura 3.3 Esquemas para oxidación directa (a) e indirecta de contaminantes. Esta última puede ser hecha mediante agentes generados reversiblemente (b) o irreversibles (c). R es un
contaminante y C es un agente [Rajeshwar e Ibañez, 1997].
3.2.2. Oxidación de compuestos
La electrooxidación de contaminantes se puede alcanzar a través de diferentes vías, el uso de cloro e hipoclorito generado anódicamente para este fin es bien conocido; las concentraciones requeridas para una oxidación efectiva son superiores a 3 g/L entonces, en caso de que el agua carezca de contenido salobre, es necesaria la adición de grandes cantidades de sal [Chen, 2004].
La oxidación puede también ocurrir directamente en el ánodo por la generación de oxígeno activo adsorbido, i. e., radicales hidroxilo MOx(·OH), o bien oxígeno activo quimisorbido en el óxido metálico, MOx+1. Las reacciones asociadas son [Chen, 2004].
2
1
( )x z x
x x
R MO OH CO zH ze MO
R MO RO MO
+
+
+ • = + + +
+ = +
En general la primera es más efectiva pues genera una oxidación completa. Un elevado sobrepotencial para la evolución de O2 es requerido para proceder con una eficiencia alta, debido a que también se produce electrólisis según:
2 22 4 4H O e O H +− → +

10
Tabla 3.1 Potenciales para evolución de oxígeno, de diferentes ánodos. Fuente: Chen, 2004.
Ánodo Potencial [V] Condiciones
Pt 1.3 0,5 M H2SO4
Grafito 1.7 0,5M H2SO4
Óxidos de titanio 2.2 1 M H2SO4
Ti/Diamante 2.7 0,5 M H2SO4
La degradación de fenoles es afectada por la adición de electrolitos de soporte, por ejemplo la presencia de cloruros puede inducir reacciones que involucran radicales clorohidroxilos. Del mismo modo, el tipo de ánodo y condiciones de operación pueden promover la oxidación de orgánicos a CO2 (electrodos inertes) o a productos intermedios (electrodos activos) [Chatzisymeona et al., 2010].
La formación de productos intermedios en la oxidación de fenoles ha sido verificada al corroborar una baja reducción de TOC incluso cuando la conversión de fenol ha sido prácticamente completa; la oxidación de fenol ocurre a través de la formación de intermediarios aromáticos y alifáticos, que tras oxidación prolongada rompen sus anillos para dar lugar a ácidos orgánicos, el proceso se acelera con la presencia de cloruros [Chatzisymeona et al., 2010].

11
4. MATERIALES Y MÉTODOS
En este capítulo se presentan las muestras y equipos utilizados para realizar la ultrafiltración, osmosis inversa y electrooxidación. Se exponen además, las normas utilizadas para la caracterización de muestras.
4.1. Efluentes y Pulpa
Los estudios fueron llevados a cabo con muestras de la línea 2 de Planta Santa Fe (Nacimiento, Chile), que corresponde a una planta de celulosa kraft de fibra corta a partir de eucaliptus libre de cloro elemental.
Los efluentes recolectados para tratamiento con membranas provenían de las etapas de blanqueo ácido con dióxido de cloro (D0), extracción alcalina con oxígeno y peróxido de hidrógeno (EOP). También se recolectó pulpa oxigenada a fin de evaluar el posible uso de permeado en una etapa de blanqueo ácido con dióxido de cloro (D).
4.2. Microfiltración
Se utilizaron filtros cartuchos de polipropileno marca Liquatec (Santiago, Chile) de 10” x 2.75” de 5 y 1 µm en serie para remover materiales de mayor tamaño. El circuito fue alimentado con una bomba centrífuga multietapa Pedrollo 4CRm80 (San Bonifacio, Italia).
Figura 4.1 Esquema del circuito de microfiltración. 1: Estanque de alimentación, 2: Bomba centrífuga, 3: Válvula de reciclo, 4: Filtro de 5 µm, 5: Filtro de 1 µm, 6: Estanque final.
4.3. Ultrafiltración
Los experimentos de ultrafiltración fueron realizados en un módulo de filtración tangencial Alfa Laval Mini-Lab 10 DDS (Naksov, Dinamarca). Consistente en una carcasa y cuatro placas de soporte para membranas planas. El área nominal para la filtración es de 0,0336 m2, con dos descargas de permeado. El volumen hidráulico del módulo es de 57 mL.

12
Para alimentar el módulo se utilizó una bomba provista de regulador de revoluciones Pulsafeeder ECO G4 (Rochester, Estados Unidos). De igual forma se utilizaron accesorios diversos como manómetros, válvulas y malla flex de 3/8”; el volumen hidráulico del sistema (incluido módulo) es de 520 mL.
Las membranas utilizadas son de tamaño M10 de Alfa Laval (Nakskov, Dinamarca). Los tamaños de corte nominales, MWCO, fueron de 2, 5, 20, 25 y 50 kDa. El esquema del circuito de ultrafiltración se presenta en la Figura 4.2, en algunos experimentos la configuración fue modificada recirculando la corriente de permeado.
Figura 4.2 Esquema del sistema de UF. 1: Estanque de alimentación, 2: Bomba, 3: Manómetros, 4: Módulo de UF, 5: Válvula de mariposa, 6: Permeado.
De acuerdo al fabricante las membranas utilizadas pueden operar en las siguientes condiciones:
Tabla 4.1 Condiciones de operación admisible para membranas de ultrafiltración (Fuente: Alfa Laval).
Membrana MWCO kDa pH P [bar] T [ºC]
Producción GR95 PP 2 1-13 1-10 0-75
UFX5 pHt 5 1-13 1-15 0-75
GR61 PP 20 1-13 1-10 0-75
GR60 PP 25 1-13 1-10 0-75
GR51 PP 50 1-13 1-10 0-75
Limpieza Todas 1-13 1-5 0-75
13
Para la caracterización se midió la resistencia hidráulica de las membranas limpias midiendo el flujo de agua destilada, PWF, como función de la presión aplicada. En tanto la remoción se obtuvo midiendo la concentración de compuestos en el permeado y concentrado.
El procedimiento experimental consistió en medir la producción de permeado como función del tiempo a presión constante. La producción de permeado fue recolectada y se determinó su masa mediante una balanza analítica. Para calcular volúmenes de permeado se utilizó la siguiente correlación para la densidad de agua [White, 2002]:
3
1,7[ ] 1000 0,0178 º 4º 0,2% (4.1)kg
mT C Cρ ≈ − − ±
Los flujos medidos son normalizados a 25ºC en consideración a variaciones de temperatura, la corrección se realiza de acuerdo a la correlación para agua pura [van Dijk, 2008]:
( )( )
1,5
1,5
42,5J J (4.2)
42,5
ref
cor medido
medido
T
T
+=
+
Cuando se evaluó la influencia de la temperatura de la alimentación en la producción de permeado a partir del efluente alcalino se utilizó un baño termostático Julabo (Selbach, Alemania).
4.4. Osmosis inversa
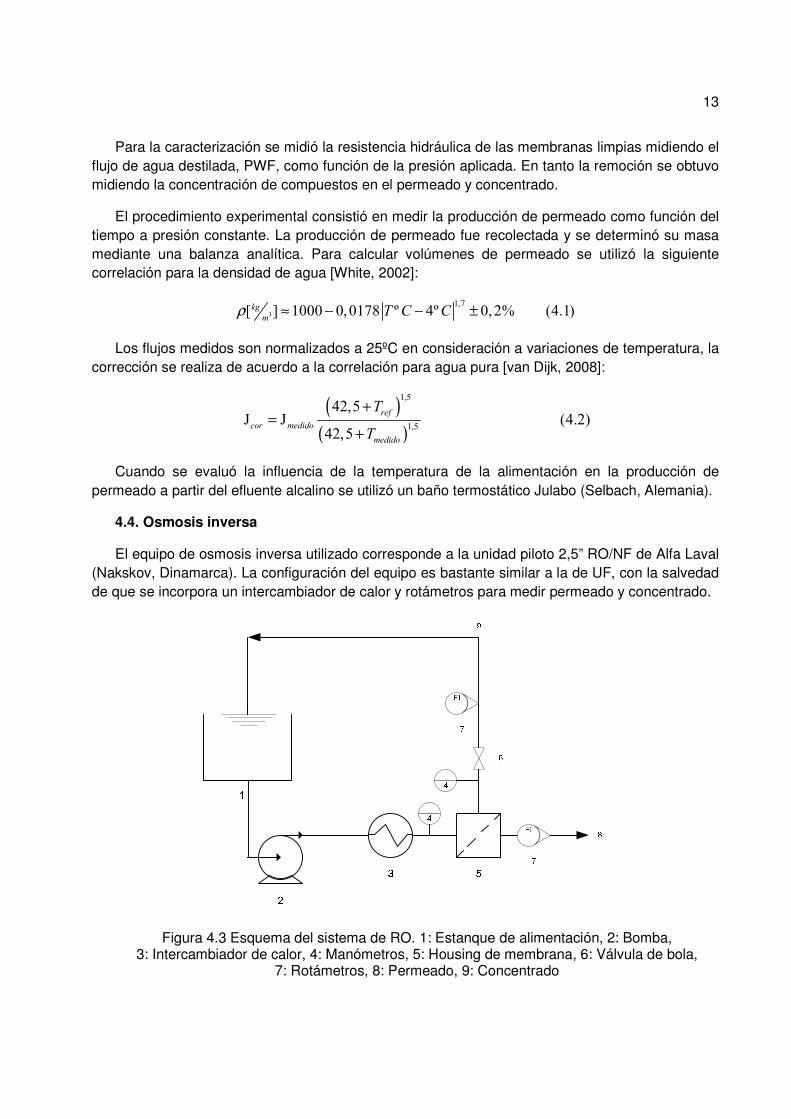
El equipo de osmosis inversa utilizado corresponde a la unidad piloto 2,5” RO/NF de Alfa Laval (Nakskov, Dinamarca). La configuración del equipo es bastante similar a la de UF, con la salvedad de que se incorpora un intercambiador de calor y rotámetros para medir permeado y concentrado.
Figura 4.3 Esquema del sistema de RO. 1: Estanque de alimentación, 2: Bomba, 3: Intercambiador de calor, 4: Manómetros, 5: Housing de membrana, 6: Válvula de bola,
7: Rotámetros, 8: Permeado, 9: Concentrado
14
4.5. Lavado de membranas
Las membranas usadas en UF eran nuevas, el protocolo utilizado para su lavado inicial fue:
o Lavado con 10 L de agua destilada en una pasada
o Lavado con solución de NaOH pH 8,5-10,5 en recirculación durante 30 minutos
o Lavado con agua destilada hasta obtener un pH neutro
Posterior al lavado inicial, se procedió a registrar el flujo de agua pura a distintas presiones para obtener la permeabilidad hidráulica, que corresponde a la capacidad de la membrana para permitir el flujo.
Las membranas de UF una vez utilizadas fueron lavadas con 1 L de soluciones de ácido etilendiaminotetraacético (EDTA) grado analítico (Merck) de 1 ó 2 % en masa y pH 10,5 ± 1 preparadas con agua destilada. La evolución de la limpieza fue seguida midiendo la variación de la absorbancia de la solución usada en un espectrofotómetro Genesys modelo 10 UV/Vis. En el caso de la membrana de RO, se usaron 10 L se solución.
La membrana de osmosis inversa había sido usada con anterioridad, el procedimiento de lavado inicial es análogo al de las membranas de UF, con la salvedad de que se realizó a 40ºC.
4.6. Blanqueo de pulpa oxigenada
Para evaluar la utilidad de agua tratada en la secuencia UF/RO se llevó a cabo una etapa de blanqueo ácido con dióxido de cloro; el dióxido de cloro causa la ruptura de la lignina y la oxidación de sus fragmentos, aumentando la solubilidad de la lignina [Calvo et al., 2007]. La muestra blanqueada fue de 38 g de pulpa (base seca) con consistencia 10%, factor kappa 2,1; temperatura de 70ºC, tiempo de 20 minutos y lavado con 230 mL de agua destilada.
Se realizaron pruebas en duplicado utilizando en un caso agua destilada y en otro permeado de RO para llegar a la consistencia deseada. Posteriormente se confeccionaron hojas de blancura añadiendo 100 mL de agua destilada a 10 g de pulpa húmeda. Se utilizó filtro kitasato y estándar D65 para medir color, este estándar representa la luz día con una correlación de color de 6504 grados Kelvin.
Se escogió una etapa de blanqueo en particular, en consideración a la importancia que se le confiere a este parámetro en la industria celulósica. Un buen desempeño en dicha etapa es requisito, sine qua non, para reutilizar permeado de RO en el proceso.
4.7. Electrooxidación
Se montó un equipo experimental provisto de un vaso de precipitado como reactor, ánodos de grafito y DSA, cátodo de acero inoxidable, electrodo de referencia de solución Ag/AgCl y potenciostato. Las muestras electrooxidadas correspondieron a concentrado de 20 kDa ácido y alcalino; se varió el voltaje, tiempo y temperatura.

15
4.7.1. Reactor
El vaso precipitado utilizado poseía un volumen de 250 mL, pero sólo se utilizaron 230 mL de muestra debido a la generación de espuma; se utilizó igualmente un agitador magnético. El equipo fue introducido en un baño termostático.
4.7.2. Electrodos
Los electrodos utilizados tenían las siguientes características:
Tabla 4.2 Electrodos usados en oxidación anódica
Material Área total [cm2] Área activa [cm2]
Grafito 42.8 40
DSA (Ti) 24.2 23
Acero inoxidable 42.4 40
Tras cada corrida experimental, los electrodos sufren una pérdida de área activa debido a la aparición de una cubierta de productos de oxidación, por ello fueron sometidos a activación consistente en la inversión de polaridad. El detalle del proceso es el siguiente:
Intercambio de terminales ánodo cátodo del potenciostato
Se llena un vaso precipitado de 100 mL con muestra sin tratar
Se procede a fijar el voltaje de acuerdo a la última corrida realizada
Se comienza el suministro de corriente por un período de, a lo menos, la mitad de la última corrida realizada.
Los electrodos son cepillados y lavados con agua destilada
4.7.3. Potenciostato
El potenciostato utilizado fue provisto por CH Instruments (Texas, Estados Unidos), el modelo corresponde a la serie 1100 A.
4.8. Caracterización de efluentes y muestras
La industria de pulpa y papel produce gran cantidad de efluentes de blanqueo, altamente coloreados y con concentraciones elevadas de materia orgánica. En el presente trabajo se realizó una caracterización bastante elemental que incluyó color, conductividad electroquímica, demanda química de oxígeno y fenoles.

16
4.8.1. Absorbancia
El espectro fotométrico sirve para estimar el grado de aromaticidad del efluente, las fracciones orgánicas son las que responden en la zona ultravioleta. Dependiendo del tamaño relativo de las moléculas, existen respuestas determinadas, por ejemplo en el rango 250-300 nm se observa un pico más notorio para las fracciones de bajo peso molecular. Esta región es atribuida a la transición de electrones π-π* en anillos aromáticos [Duarte et al., 2003]. Para la medición de absorbancia se utilizó un espectrofotómetro marca Genesys modelo 10 UV/Vis.
4.8.2. Cloruros
Se midió la concentración de cloruros con un medidor de pH/ORP/ISE Hanna (Woonsocket, Estados Unidos) modelo HI 3222 equipado con un electrodo de cloruros HI 4107, calibrado con soluciones de 1, 100 y 1000 ppm de Cl-.
4.8.3. Color
El color en la industria de celulosa se debe principalmente a lignina y sus derivados, además de taninos polimerizados. El efluente de la extracción alcalina es altamente coloreado pudiendo contribuir al 80% de la carga colorante del efluente total a pesar de ser un volumen relativamente bajo. La descarga de efluentes coloreados más allá de ser un problema estético, genera cambios en la productividad de algas y plantas acuáticas por una menor penetración de radiación solar [Ali & Sreekrishnan, 2001].
La medición de color para efluentes de proceso kraft de acuerdo al estándar H.5, posee unidades arbitrarias de color, CU, equivalentes a la absorción de luz a 465 nm por una solución estándar de platino-cobalto de 1 mg/L. En base a la absorbancia medida a 465 nm, A465, el color se calcula según:
465500· ·[ . .]
130
A DColor CU=
Donde D, es la dilución de la muestra para llegar a pH 7,6±0,1 con la adición de soluciones de HCl o NaOH de concentraciones 2,5 M; 1,0 M; 0,1 M; 0,01 M. En la práctica sólo se trató de gotas situación que permite utilizar un factor 1 en los cálculos.
4.8.4. Conductividad
La conductividad, κ, de una especie en solución viene dada por [Rajeshwar & Ibañez, 1997]:
j j jc zκ µ=
La conductividad es dependiente de la concentración de la especie, cj ,su carga, zj, y su velocidad de migración o movilidad, µ, que describe la influencia del medio en el movimiento de la partícula. Las diferencias de movilidad en solución para diferentes especies no son tan diferentes, en consecuencia, variaciones significativas en la conductividad pueden ser interpretadas como diferencias de concentración a pesar de que se esté ante una variedad de especies.

17
La conductividad fue medida con un conductímetro de sobremesa Hanna (Woonsocket, Estados Unidos) modelo EC 214.
4.8.5. Demanda Química de Oxígeno
Se utilizó el método estándar APHA 5220. La demanda química de oxígeno (DQO) es definida como la cantidad de un oxidante específico que reacciona con una muestra bajo condiciones controladas. El consumo de oxidante es reportado en términos del oxígeno equivalente. Tanto los compuestos orgánicos como inorgánicos presentes en la muestra son sujeto de oxidación, siendo generalmente predominantes los compuestos orgánicos que en definitiva son de mayor interés pues, usualmente, son una medida de la carga contaminante en aguas residuales. Después de diluir una muestra hasta volumen de 2,5 mL, se adicionaron 1,5 mL de solución digestora de dicromato de potasio (10,216 g K2Cr2O7, 167 mL H2SO4 y 33,3 g HgSO4 enrasados a 1000 mL) y 3,5 mL se solución de ácido sulfúrico (9,581 g Ag2SO4 en 1000 mL de H2SO4). Las muestras fueron agitadas y llevadas a digestión por 2 horas a 150ºC. Las muestras digeridas fueron secadas a temperatura ambiente y tituladas con reactivo sulfato de amonio ferroso (SAF) usando ferroína como indicador.
4.8.6. Fenoles totales
El contenido fenólico total fue determinado colorimétricamente usando el reactivo Fenol-Folin, que reacciona con los grupos hidroxilos aromáticos de la lignina y tanino. En un matraz aforado de 50ml, se agragan 10 mL de muestra, luego se agregan en forma rápida y consecutiva 1 ml de reactivo fenol folin y 10 ml de reactivo carbonato de tartrato. Se esperan 30 minutos para el desarrollo de color y se mide absorbancia a 700 nm en espectrofotómetro, que es comparada con la curva de calibración previa.
4.8.7. Potencial Hidrógeno
Se midió el potencial hidrógeno con un pH-metro portátil microprocesado modelo HI 9321 PT marca Hanna (Woonsocket, Estados Unidos) con compensación térmica mediante termocupla.
18
5. RE SULTADOS
En primer lugar se presentan los resultados de caracterización tanto de los efluentes (5.1) como las membranas utilizadas en este estudio (5.2). Luego, en las secciones 5.3 a 5.10 se muestran los resultados del uso de membranas (decaimiento de la producción de permeado, remoción de contaminantes, resultados operacionales, inclusión de una etapa de osmosis inversa, espectrofotometría). La sección 5.11 versa sobre la factibilidad de reutilizar permeado sometido a osmosis inversa en el área de blanqueo. La sección 5.12 trata de las alternativas de implementación a nivel industrial y la factibilidad económica de adoptar el uso de membranas. Finalmente la sección 5.13 atañe al efecto de electrooxidar concentrados.
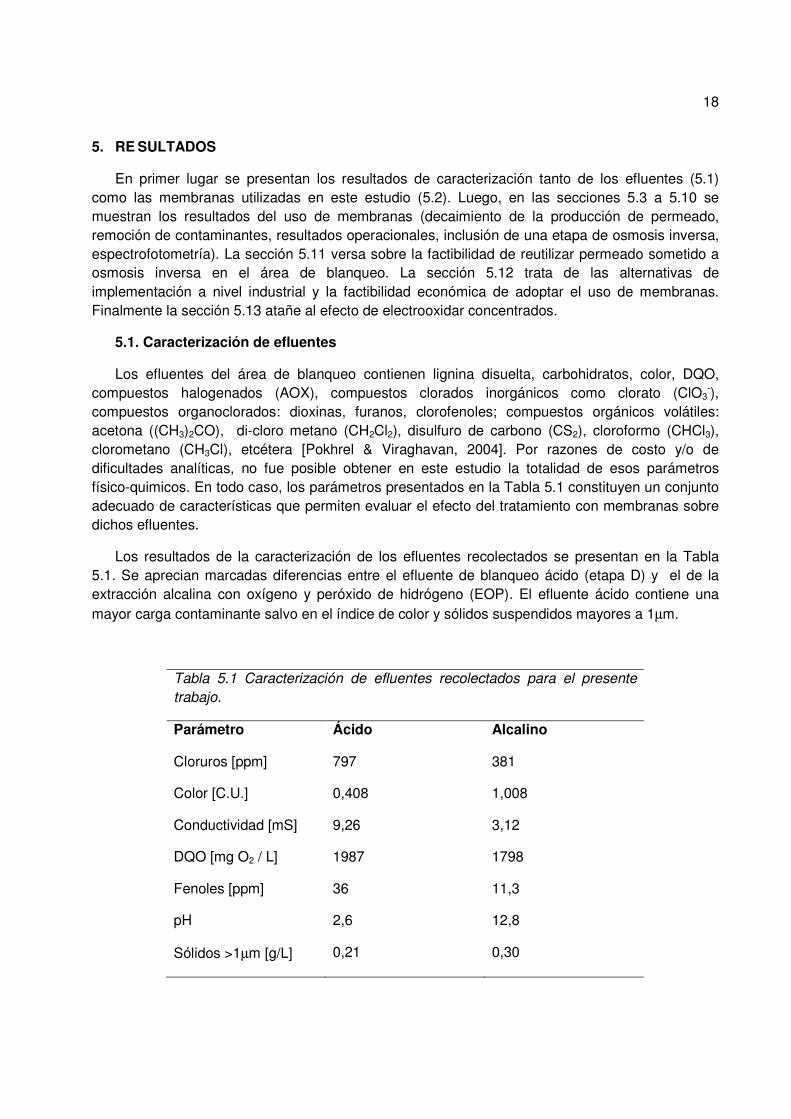
5.1. Caracterización de efluentes
Los efluentes del área de blanqueo contienen lignina disuelta, carbohidratos, color, DQO, compuestos halogenados (AOX), compuestos clorados inorgánicos como clorato (ClO3
-), compuestos organoclorados: dioxinas, furanos, clorofenoles; compuestos orgánicos volátiles: acetona ((CH3)2CO), di-cloro metano (CH2Cl2), disulfuro de carbono (CS2), cloroformo (CHCl3), clorometano (CH3Cl), etcétera [Pokhrel & Viraghavan, 2004]. Por razones de costo y/o de dificultades analíticas, no fue posible obtener en este estudio la totalidad de esos parámetros físico-quimicos. En todo caso, los parámetros presentados en la Tabla 5.1 constituyen un conjunto adecuado de características que permiten evaluar el efecto del tratamiento con membranas sobre dichos efluentes.
Los resultados de la caracterización de los efluentes recolectados se presentan en la Tabla 5.1. Se aprecian marcadas diferencias entre el efluente de blanqueo ácido (etapa D) y el de la extracción alcalina con oxígeno y peróxido de hidrógeno (EOP). El efluente ácido contiene una mayor carga contaminante salvo en el índice de color y sólidos suspendidos mayores a 1µm.
Tabla 5.1 Caracterización de efluentes recolectados para el presente trabajo.
Parámetro Ácido Alcalino
Cloruros [ppm] 797 381
Color [C.U.] 0,408 1,008
Conductividad [mS] 9,26 3,12
DQO [mg O2 / L] 1987 1798
Fenoles [ppm] 36 11,3
pH 2,6 12,8
Sólidos >1µm [g/L] 0,21 0,30

19
5.2. Caracterización de membranas
Las membranas utilizadas en ultrafiltración y osmosis inversa fueron caracterizadas en base a recolección de permeado de agua destilada a distintas presiones transmembrana, TMP. La Tabla 5.2 resume las permeabilidades hidráulicas a 20ºC, determinadas como la pendiente de un gráfico J versus TMP con área fija (ver Tabla 8.2 del Anexo 8.5).
Tabla 5.2 Permeabilidad hidráulica de las distintas membranas utilizadas, tras protocolo de lavado inicial.
Membrana Material MWCO [kDa] Permeabilidad [L/m2 bar h]
RO98pHt Poliamida/ Polipropileno Osmosis Inversa
3,54 ± 0,06
GR95PP Polietersulfona 2 25,6 ± 1,7
UFX5 pHt Polisulfona hidrofílica 5 24,3 ± 0,7
GR61PP Polisulfona 20 80,8 ± 3,1
GR60PP Polisulfona 25 51,7 ± 0,7
GR51PP Polisulfona 50 120,9 ± 6,5
5.3. Decaimiento de la densidad de flujo en ultrafiltración
En las Figuras 5.1 y 5.2 se presentan los resultados de la densidad de flujo de permeado a presión transmembrana constante de 2,9 bar de los efluentes ácido y alcalino, para membranas de distintos cortes moleculares en modo de recirculación (permeado y concentrado), los datos recolectados son normalizados de acuerdo a correlación para densidad de flujo de agua pura presentada en la sección 4.3 (Tablas 8.2 a 8.10 de Anexo 8.5). Existen dos grandes zonas en estas gráficas, la primera corresponde a la constitución de la capa límite y aglomeración de partículas rechazadas en la superficie de la membrana (formación de depósito), la segunda corresponde a la estabilización del espesor de este depósito. La densidad de flujo inicial, en general, aumenta con el corte molecular de las membranas, mientras que el decaimiento en la producción depende del efluente utilizado; se observa que para el efluente alcalino, la tasa inicial de decaimiento es muy superior para las membranas de mayor tamaño (20 y 50 kDa), en tanto para el efluente ácido la mayor reducción se da en 2 y 50 kDa. El mayor contraste de densidad de flujo se da para el corte de 2 kDa, esto se debe a que el efluente ácido genera un depósito de alta resistencia específica que restringe más el flujo, es esperable también una severa constricción de poros dada la relativa predominancia de compuestos de menor tamaño en este efluente.
La densidad de flujo medida en el caso del efluente alcalino tiende a estabilizarse transcurridos unos 20-30 minutos indicando que se alcanza un espesor de equilibrio para el depósito formado, no obstante en el corte de 20 kDa se observa un incremento a tiempos mayores. Esto se explica
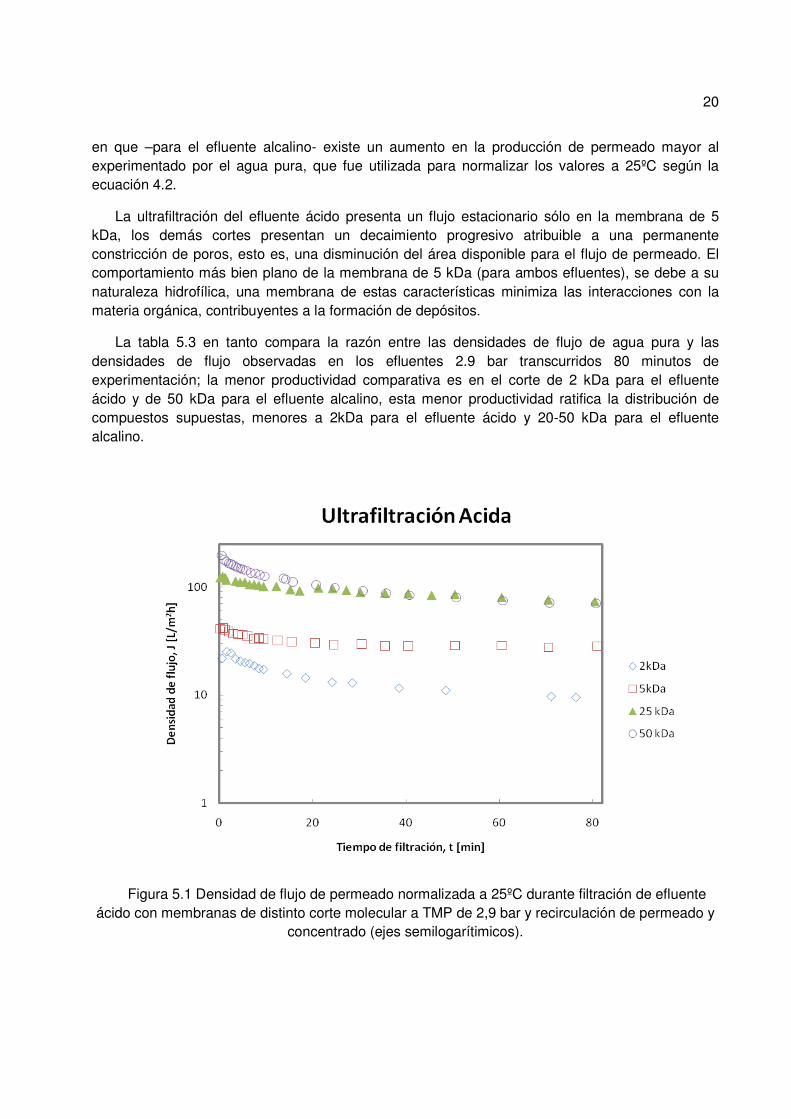
20
en que –para el efluente alcalino- existe un aumento en la producción de permeado mayor al experimentado por el agua pura, que fue utilizada para normalizar los valores a 25ºC según la ecuación 4.2.
La ultrafiltración del efluente ácido presenta un flujo estacionario sólo en la membrana de 5 kDa, los demás cortes presentan un decaimiento progresivo atribuible a una permanente constricción de poros, esto es, una disminución del área disponible para el flujo de permeado. El comportamiento más bien plano de la membrana de 5 kDa (para ambos efluentes), se debe a su naturaleza hidrofílica, una membrana de estas características minimiza las interacciones con la materia orgánica, contribuyentes a la formación de depósitos.
La tabla 5.3 en tanto compara la razón entre las densidades de flujo de agua pura y las densidades de flujo observadas en los efluentes 2.9 bar transcurridos 80 minutos de experimentación; la menor productividad comparativa es en el corte de 2 kDa para el efluente ácido y de 50 kDa para el efluente alcalino, esta menor productividad ratifica la distribución de compuestos supuestas, menores a 2kDa para el efluente ácido y 20-50 kDa para el efluente alcalino.
Figura 5.1 Densidad de flujo de permeado normalizada a 25ºC durante filtración de efluente ácido con membranas de distinto corte molecular a TMP de 2,9 bar y recirculación de permeado y
concentrado (ejes semilogarítimicos).

21
Figura 5.2 Densidad de flujo de permeado normalizada a 25ºC durante filtración de efluente alcalino con membranas de distinto corte molecular a TMP de 2,9 bar y recirculación de permeado
y concentrado (ejes semilogarítimicos).
Tabla 5.3 Reducción de la producción de permeado (razón del flujo final de permeado del fluente Jf y el flujo de agua pura J0).*
Efluente ácido Efluente alcalino MWCO Jf/J0 Jf/J0
2 kDa 0,12±0,01 0,57±0,02
5 kDa 0,43±0,04 0,64±0,08
20 kDa - 0,30±0,02
25 kDa 0,52±0,02 -
50 kDa 0,24±0,02 0,21±0,02
* Operación con recirculación de concentrado y permeado a TMP 2.9 bar, flujos normalizados a 25 ºC.
22
5.4. Remoción de compuestos mediante UF
Como se puede apreciar en la Tabla 5.4 la remoción de compuestos difiere bastante entre un efluente y otro. Claramente los experimentos realizados con el efluente alcalino presentan un mejor desempeño. La remoción de compuestos fenólicos difiere levemente entre membranas de distinto corte; en términos globales, se aprecia una mayor remoción desde el efluente alcalino (51-69%) que desde el efluente ácido (27-39%).
Con respecto al color de los permeados, la diferencia es muy significativa. En efecto, en el efluente ácido se logra una remoción próxima a un 30% en tanto en el efluente alcalino es muy superior, llegando incluso a un 94% para el corte de menor tamaño.
Para la demanda química de oxígeno, DQO, el permeado del efluente ácido posee una pobre remoción de compuestos, no superando el 20% en el corte de menor tamaño, resultado acorde a la presencia de compuestos de menor tamaño que explicarían la menor producción de permeado observada respecto de agua destilada en la membrana de 2 kDa presentada en la Tabla 5.3 de la sección anterior (12% de la producción alcanzada con agua destilada).
En contraste, el permeado alcalino exhibe remociones importantes del orden de 60% para DQO, siendo mayor en el corte de 50 kDa (67%). A pesar de ello, el uso de la membrana de 50 kDa no es recomendado en vista de que es esperable una constricción de poros acelerada en el tiempo, de carácter acumulativo, en virtud del decaimiento de flujo presentado en la sección anterior, que (para este efluente) es más significativo en los cortes de mayor tamaño utilizados (Figura 5.2 y Tabla 5.3).
La remoción de cloruros a pesar de ser pobre, es mayor a la esperada, dado que en ultrafiltración el tamaño de poro está muy por sobre el tamaño de iones, la remoción puede deberse a adosrción en el depósito de la membrana o bien a la formación de precipitados de sales. La remoción de cloruros en el permeado ácido no muestra consistencia con la disminución del corte, en tanto la remoción del permeado alcalino mejora levemente con cortes más bajos.
Los valores obtenidos son acordes con resultados previamente reportados que corroboran que el efluente alcalino es rico en sustancias orgánicas (mayor peso molecular en general), mientras que el efluente ácido contiene gran cantidad de material inorgánico; además los derivados de lignina de alto peso molecular presentes en uno y otro varían de un 65-75% en el efluente alcalino a sólo un 20% en el ácido [Sillanpää, 2005]. Ello contribuye a que la remoción de DQO reportada para efluente alcalino esté en el rango de 50-70% [Fälth et al., 2001].

23
5.5. Influencia de la reducción de volumen en UF
Se indagó la variación del flujo de permeado en función de la reducción de volumen del concentrado recirculado, también expresado como la razón del volumen inicial sobre el volumen final. Efectivamente, existe un decaimiento de la producción de permeado, más acentuado en el efluente ácido que en el alcalino. En particular, para el efluente alcalino la reducción de la densidad de flujo para las membranas de 2 kDa y 20 kDa fue de un 17% y 13 % respectivamente (ver Figura 5.3). En tanto, en el caso del efluente ácido el decaimiento observado para 25 kDa fue de 22%, se intentó concentrar con cortes menores, pero la disminución del flujo era tal que se hizo impracticable una reducción de volumen exitosa (para el efluente ácido).
La disminución de la densidad de flujo se debe a un aumento del espesor de la capa límite en torno a la membrana, cuya principal implicancia es un incremento de la capa adsorbida en la superficie de la membrana [Goosen et al., 2009], además del aumento de la posibilidad de formación de precipitados, coloides y un depósito mas denso. Además se ha sugerido que el incremento de concentración de los solutos debido al rechazo de la membrana genera
Tabla 5.4 Remoción de contaminantes para permeados ácido y alcalino con distintos cortes de membranas de UF. Condiciones de operación: TMP 2.9 bar, temperatura ambinte, reducción de volumen 1, operación con recirculación de permeado y concentrado.
MWCO
[kDa]
Fenoles
[ppm] R%
Color
[C.U.] R %
DQO
[mgO2/L] R %
Cl-
[ppm] R%
Acido No
tratado 36,0 0,408 1987 797
2 22,0 39 0,285 30 1599 20 659 17
5 22,9 37 0,289 29 1690 15 688 14
25 26,5 27 0,281 31 1674 16 690 13
50 23,6 35 0,293 28 1706 14 660 17
Alcalino No
tratado 11,3 1,008 1798 381
2 3,6 69 0,058 94 696 61 273 28
5 4,2 62 0,077 92 715 60 295 23
20 4,9 57 0,154 85 701 61 334 12
50 5,5 51 0,096 90 599 67 378 1

24
diferenciales de presión osmótica entre la vecindad de la membrana y el seno de la alimentación, disminuyendo la presión efectiva para la separación [Zhang, 2000]; esta mayor concentración de partículas rechazadas en torno a la superficie de la membrana puede favorecer también la aparición de agregados de materia orgánica de tipo coloidal [Al-Amoudia et al., 2007].
La variación de densidad de flujo debido a la reducción de volumen, entrega respuestas del desempeño del sistema ante cambios en la alimentación, que se espera sea mejor para el efluente alcalino que el ácido, de acuerdo a la Figura 5.3 (construida en base a la Tabla 8.14 del Anexo 8.5). Los flujos promedio obtenidos son (de acuerdo a regla de los trapecios) 61,5; 43,8 y 39,1 [L/m2h] para las membranas de 25, 20 y 2 kDa respectivamente.
30
35
40
45
50
55
60
65
70
75
80
1 1.5 2 2.5 3 3.5 4
De
nsi
dad
de
Flu
jo,
J [L
/m2h
]
Reducción de Volumen
Influencia de la Concentración
25 kDa ácido
20 kDa alcalino
2 kDa alcalino
Figura 5.3 Efecto de la reducción de volumen en la producción de permeado (Temperatura 25 ºC, TMP 2,9 bar, recirculación de concentrado)
5.6. Influencia de la temperatura en UF
El efecto de la temperatura en la producción de permeado es importante. Dado que en las secciones anteriores se obtuvo mejores resultados en la filtración del efluente alcalino, se utilizó dicho efluente para ver la respuesta de la filtración ante variaciones de temperatura. De acuerdo a la Figura 5.4 el aumento de la densidad de flujo es más acentuado que si se tratara de agua pura (tal como se observó en los experimentos de la sección 5.3). Esto se atribuye a que la alcalinidad del efluente le confiere cierta característica de autolimpieza del depósito formado, característica reforzada por aumentos de temperatura que conllevan mayores solubilidades y mejores coeficientes de transferencia de masa.

25
Figura 5.4 Desempeño del sistema de ultrafiltración ante variaciones en la temperatura de alimentación a TMP 2,9 bar (efluente alcalino), operación con recirculación de permeado y
concentrado.
5.7. Resistencia, compactación y reversibilidad de ensuciamiento para UF
En base a la ley de Darcy (ver Anexo 8.1.1.2) se calcularon las resistencias de la membrana nueva y tras un lavado con agua destilada (remoción de ensuciamiento físicamente reversible), teniendo como supuesto que se está en la zona de dependencia de J con la presión aplicada. También se calculó la disminución del flujo de agua pura para la membrana sucia. Estos datos son presentados en la Tabla 5.5. Las resistencias de las membranas nuevas (Rm) tienden a ser del mismo orden a pesar de la gran diferencia de cortes moleculares; en cuanto a las resistencias asociadas al ensuciamiento físicamente irreversible (Rf), llama la atención el corte de 2 kDa usado con efluente ácido que posee una resistencia muy superior a la de la membrana misma. Se aprecia que la reducción de flujo de agua pura es importante para todos los cortes (salvo el de 5 kDa), lo cual evidencia una presencia importante de ensuciamiento físicamente irreversible, resultando necesario evaluar la eficiencia de la limpieza química en la recuperación del flujo para verificar la idoneidad de los distintos cortes, y la existencia de ensuciamiento persistente. El desempeño de la ultrafiltración de efluente ácido concuerda con resultados reportados por Mänttäri (2002) referentes a un ensuciamiento severo con agua de procesos de la industria del papel.
La disminución de flujo de agua pura, FR, observada en el corte de 5 kDa pone de manifiesto un alto grado de reversibilidad del ensuciamiento formado, debido a interacciones de menor fuerza relativa entre una membrana hidrofílica y los compuestos de los efluentes, situación a considerar a la hora de elegir el material de la membrana.

26
Tabla 5.5 Resistencia* de membranas nuevas (Rm), usadas (Rf) y decaimiento de flujo de agua pura después de la ultrafiltración (FR); para mayor abundamiento ver Anexo 8.1.1.2.
Ensuciamiento ácido Ensuciamiento alcalino
MWCO [kDa] Rm [x10-12m-1] Rf [x10-12m-1] FR % Rf [x10-12m-1] FR %
2 15,1 ± 0,1 28,6 65,3 ± 1.1 4,8 23.9 ± 1.5
5 17,8 ± 0,1 3,9 17,3 ± 2.9
20 6,96 ± 0,05 2,6 31.7 ± 1.9
25 8,28 ± 0,06 7,0 45,7 ± 1.7
50 3,97 ± 0,03 2,0 33,2 ± 1.6
*Se ha supuesto que se está en la zona de dependencia de J con la presión aplicada.
La compactación del depósito formado podría interpretarse como una medida del grado de cohesión, para ello se mide la densidad de flujo de permeado de agua pura en función de la presión, inmediatamente después de haber realizado la ultrafiltración de los respectivos efluentes (ver Tablas 8.11 y 8.12 de Anexo 8.5). Se obtuvo que la compactación del depósito en las membranas ensuciadas con efluente ácido (ver Figura 5.5) es prácticamente completa, pues se obtuvieron correlaciones similares que en la caracterización de la membrana (correlación >0,99 en todos los cortes); tal comportamiento indica que el depósito pasa comportarse como parte de la membrana, disminuyendo de esta forma la porosidad y aumentando la resistencia al flujo, situación que hace necesaria la búsqueda de protocolos de limpieza eficaces que no dañen la membrana.
En tanto, para el efluente alcalino el corte de 2 kDa mostró también una alta compactación no así el corte de 20 kDa que adoleció cierta compactabilidad como se aprecia en la misma Figura 5.5 (correlación 20 kDa de 0,968). El alto grado de cohesión observado en los distintos cortes significa que ante aumentos de la presión de operación el depósito podría fracturarse en bloques pudiendo hacer más dramático el bloqueo de poros, en adición, una mayor compactación requeriría una mayor adición de agentes químicos [Chen, 2003].
Como observación adicional, se aprecia que la producción de permeado de agua pura es mayor en las membranas que fueron utilizadas con efluente alcalino, producto de un ensuciamiento menos severo.

27
0
50
100
150
200
250
300
350
1 2 3 4 5
De
nsi
dad
de
Flu
jo d
e A
gua
Pu
ra [
L/m
2h
]
Presión Transmembrana, TMP [Bar]
Producción de Permeado en Membranas Sucias
2 kDa ácido
2 kDa alcalino
5 kDa ácido
20 kDa alcalino
25 kDa ácido
50 kDa ácido
Figuras 5.5 Compactabilidad de depósitos formados en membranas usadas en ultrafiltración de efluentes.
5.8. Eficiencia del proceso de limpieza en UF
Las membranas utilizadas en UF fueron lavadas con distintos protocolos en base a EDTA, que posee cuatro grupos carboxílicos (pKa 1,99; 2,67; 6,16 y 10,26); su deprotonación completa a pH próximo a 11 favorece su actividad de quelante [Li & Elimelech, 2004; Seng et al., 2006].La recuperación del flujo fue variable como se aprecia en la Tabla 5.6. En general el flujo es recuperado de mejor forma en las membranas utilizadas con efluente alcalino. La recuperación alcanzada para los distintos cortes permite aseverar que el efluente alcalino posee una distribución de componentes de mayor tamaño que el efluente ácido. En este último existiría una cantidad importante de moléculas de tamaño menor a 2 kDa, que obstruyen los poros de la membrana afectando su porosidad y permeabilidad.
En vista de que el ensuciamiento más severo se debe al bloqueo de poros, y que éste ocurre para partículas de tamaño similar al diámetro del poro, los datos de limpieza y decaimiento de la producción de permeado (sección 5.3), señalan que el efluente alcalino posee mayoritariamente componentes en torno a 20-50 kDa. Además la eficiente limpieza de la membrana de 2 kDa usada con efluente alcalino viene a corroborar la presencia de un depósito de características reversibles en dicho corte. Las recuperaciones superiores al 100% se atribuyen a una hidrofilización de la superficie causada por la adsorción del agente de limpieza: el EDTA transformaría la superficie de la membrana a una membrana más porosa y permeable [Liikanen et al., 2007; Seng et al., 2006].
La limpieza química fue realizada a un flujo mayor al de operación y a una menor presión en consideración a Chen & Ting (2003) que enumeran tres razones para tal procedimiento; la primera incrementar la turbulencia y esfuerzo de corte sobre el depósito (mejor transferencia de masa); la

28
segunda relajar la estructura del depósito haciéndola más susceptible de remover, y la tercera, se evita conferir presión ante la posibilidad de ruptura de pequeñas partes del depósito, que pueden terminar disminuyendo el área de flujo.
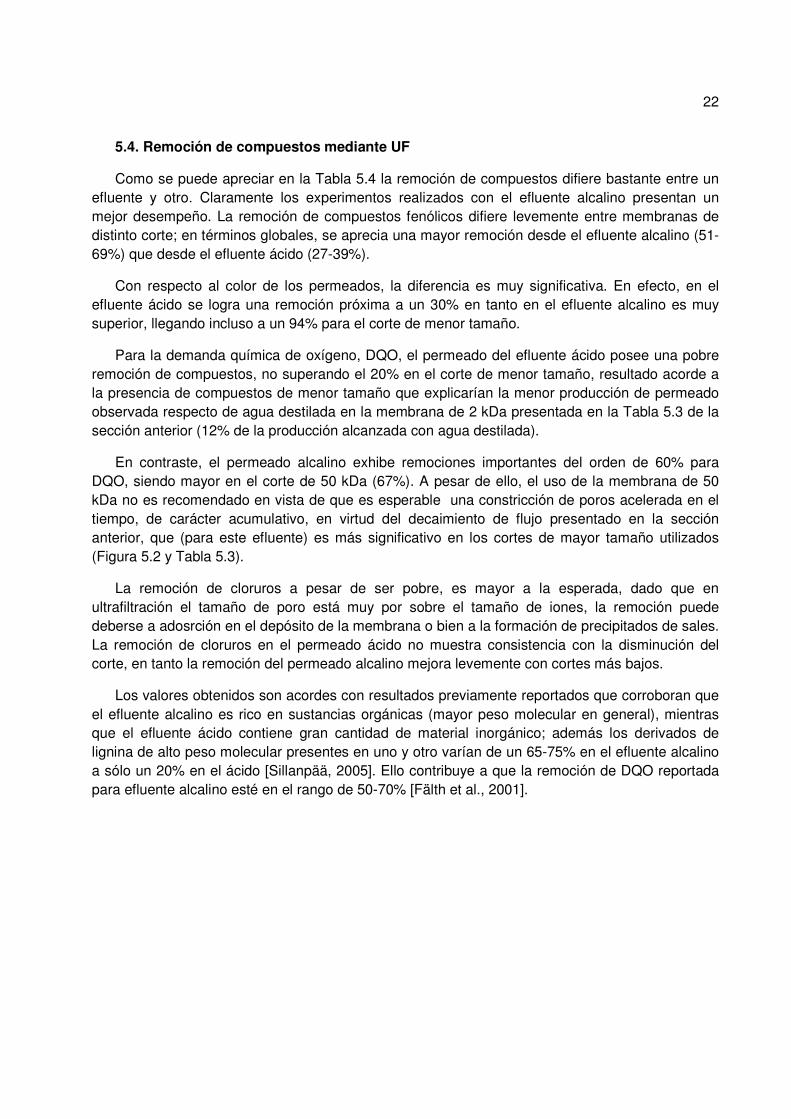
Para seguir la limpieza de la membrana se puede utilizar indistintamente la absorbancia a 254 nm (pico para la materia orgánica) ó 280 nm (pico para lignina) tomando como blanco la solución de limpieza inicial. El aumento en la absorbancia tiene que ver con la disolución del depósito formado. Esta es gradual y más lenta en las membranas ensuciadas con efluente ácido (ver Figura 5.7), en donde la evolución temporal es significativa. En el caso del efluente alcalino la disolución de la mayor parte del depósito sería inmediata puesto que la variación posterior es menor (ver Figura 5.8), en tanto, el remanente sería removido en torno a 5 minutos; a pesar de lo anterior el flujo recuperado en la membrana de 20 kDa ensuciada con efluente alcalino tras una limpieza de 10 minutos –que cabe esperar fuese completa- fue de sólo un 81%. Esto se atribuye a que faltó una cantidad de depósitos internos a los poros por remover. Se hace necesario monitorear simultáneamente el permeado pues, en el caso de membranas de mayor tamaño, se observó a simple vista la aparición de color en el permeado; basta mencionar que el permeado acumulado de la limpieza de la membrana de 25 kDa (ensuciada con efluente ácido) exhibió una absorbancia A254 de 0,423, mayor a la de la solución de limpieza remanente, indicador elocuente de la importancia del ensuciamiento interno de la membrana para el efluente ácido.
Tabla 5.6. Recuperación de flujo tras distintos protocolos de lavado.
Mwco [kDa] Sol. Limpieza (% en peso) t [min] Jc/J0
Alcalino 2 1% EDTA pH 10.4 20ºC 10 0,99±0,03
5 1% EDTA pH 10.5 40ºC 30 1,24±0,07
20 1% EDTA pH 10.4 20ºC 10 0,81±0,04
50 1% EDTA pH10.5 40ºC 30 0,98±0,04
Acido 2 1% EDTA pH 10.4 20ºC 10 0,88±0,03
5 2% EDTA pH 10.5 20 ºC 30 1,11±0,06
25 1% EDTA pH 10.4 20ºC 30 0,81±0,07
50 2% EDTA pH 10.5 20 ºC 30 1,05±0,04
A pesar de que las soluciones utilizadas para la limpieza de las membranas utilizadas con efluente ácido de 2 y 25 kDa son idénticas, en la Figura 5.6 se observan marcadas diferencias entre un corte y otro en la absorbancia. La menor absorbancia de la solución empleada en el corte de 2 kDa no se justifica con la mejor recuperación de flujo con respecto a las condiciones iniciales (88% en el corte de 2kDa v/s 81% en el corte de 25 kDa). La única explicación es considerar que la suciedad físicamente irreversible del corte de 2 kDa es interna a la membrana y removida en el
29
permeado, como se pudo apreciar de forma cualitativa con la aparición de color en el permeado recolectado.
Figura 5.6 Evolución de la absorbancia, A 280nm, de solución de limpieza durante remoción del depósito de efluente ácido en UF (blanco usado: solución de limpieza).
Figura 5.7 Evolución de la absorbancia, A 254nm, de solución de limpieza durante remoción de depósito del efluente alcalino en UF (blanco usado: solución de limpieza).
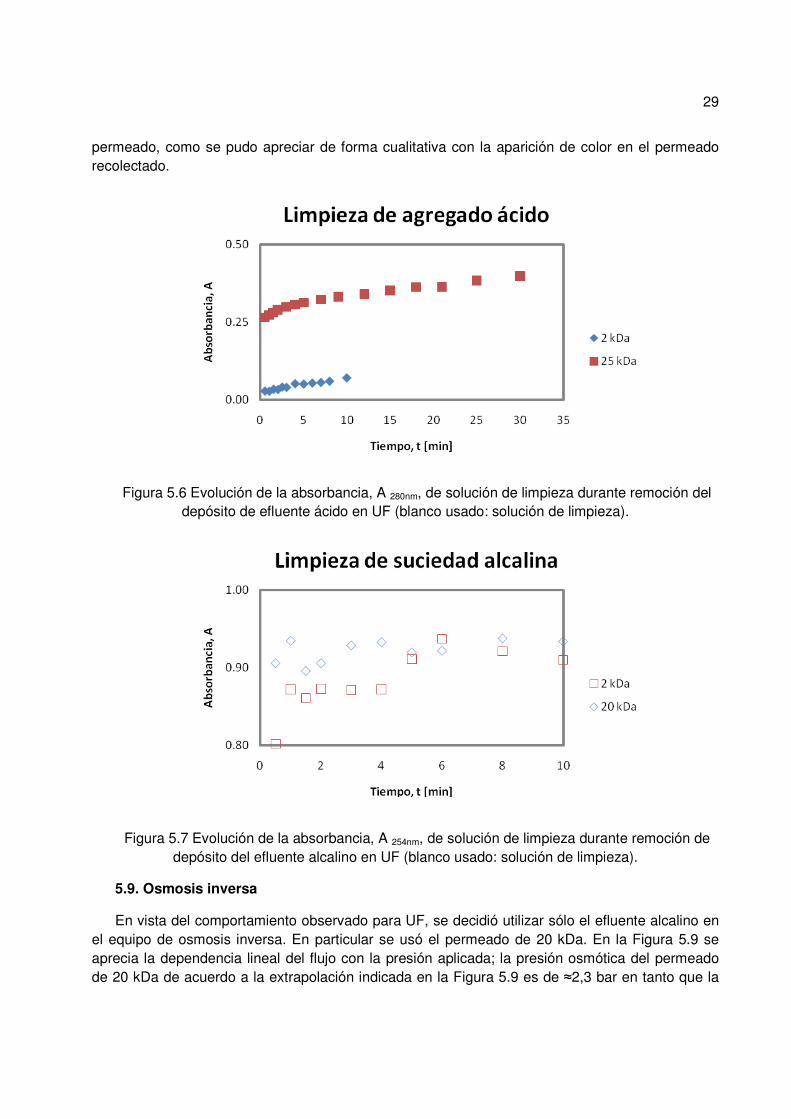
5.9. Osmosis inversa
En vista del comportamiento observado para UF, se decidió utilizar sólo el efluente alcalino en el equipo de osmosis inversa. En particular se usó el permeado de 20 kDa. En la Figura 5.9 se aprecia la dependencia lineal del flujo con la presión aplicada; la presión osmótica del permeado de 20 kDa de acuerdo a la extrapolación indicada en la Figura 5.9 es de ≈2,3 bar en tanto que la

30
presión osmótica del agua de mar es de ≈24,1 bar, situación que incidiría en menores requerimientos energéticos comparados al proceso de desalinización de agua salobre.
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25
De
nsi
dad
de
Flu
jo,
J [L
/m2h
]
Presión Transmemprana, TMP [bar]
Producción de Permeado con RO
∆π
Figura 5.8 Desempeño de equipo de RO con efluente pretratado con UF (T 50ºC).
La ecuación que representa el proceso es:
2
3,35( [ ] 2, 25)·
LJ P bar
m h
= −
El permeado obtenido presenta una baja presencia de contenido fenólico 0,7 [ppm], coloración 0,019 [C.U.], cloruros 13,4 [ppm] y conductividad 0,17 [mS/cm] las remociones considerando el sistema integrado UF-RO son de 93%, 98%, 97% y 95% respectivamente.
La baja conductividad exhibida indica una remoción efectiva de iones, igualmente sería pertinente analizar compuestos presentes en bajas cantidades originalmente en el efluente alcalino como Na+, Mg+2, acetato y formiato [Nordin & Jönsson, 2008].
5.10. Espectrofotometría a permeados alcalinos
El barrido realizado para el permeado de UF (ver Figura 5.10) presenta valores máximos en la zona <210 nm atribuible a compuestos carboxílicos (RCOOH) y un pico ancho entre los 230-270 nm que indicaría la presencia de un amplio espectro de componentes tales como oxalato (C2O4
-2), tioles (RSH), y compuestos arómaticos (RC6H5); para longitudes de ondas mayores la absorbancia decrece progresivamente. A 280 nm ocurre la absorción de aromáticos, atribuible a la transición electrónica π−π∗ (Duarte et al., 2003) propia de derivados aromáticos de lignina (Mantäri et al., 2002); en el espectro se aprecia una leve inflexión a dicha longitud, indicadora de su presencia. Los resultados obtenidos son similares a los reportados por Duarte (2003) para efluentes de celulosa.

31
En el caso del permeado de la osmosis inversa la absorbancia es nula en gran parte del espectro, reflejando así una carencia de compuestos orgánicos como se aprecia en la Figura 5.10.
Figura 5.9 Resultados fotométricos para permeados de efluente alcalino. Las muestras se encuentran diluidas en razón 1:5
La razón de absorbancia A250nm/A365nm de uno y otro permeado, permite comparar la presencia relativa de compuestos de alto peso molecular que absorben en el límite UV-Visible. De acuerdo a la Tabla 5.7 existe, en efecto, un aumento de la prevalencia de compuestos de bajo peso molecular al notar valores crecientes de la razón A250nm/A365nm, sería de esperar que la razón fuese progresivamente creciente, no obstante la naturaleza hidrofílica de la membrana de 5 kDa hace que tal patrón se vea interrumpido, puesto que el tamaño de corte aparente de las membranas que adolecen interacciones hidrofóbicas es menor al tamaño nominal, de ahí que el corte de 20 kDa presente una menor presencia relativa de compuestos de alto peso molecular.
Tabla 5.7 Presencia de compuestos de alto peso molecular en permeados.
Corte [kDa] A250nm A365nm A250/A365
50 1,028 0,055 19
20 0,843 0,033 26
5 0,789 0,035 23
2 0,701 0,023 30

32
5.11. Uso de permeado de RO para etapa de blanqueo
Las propiedades ópticas alcanzada por la pulpa oxigenada sometida a la etapa D con distinta agua de proceso son próximas entre sí. De acuerdo a la Tabla 5.8 se observa una ligera superioridad por parte de la pulpa en la que se utilizó permeado de RO. Tal diferencia para blancura y luminosidad (L*) está dentro del error experimental, no así la amarillez en que si existiría un mejor desempeño del permeado de RO; en consideración a los atributos ópticos alcanzados, se considera viable el uso de permeado de RO en el proceso.
La presencia de metales puede perjudicar la eficiencia del blanqueo, pero de existir Manganeso (Mn+2) en el permeado de RO utilizado, éste está mínimamente ligado a la pulpa a pH 1,5-2,5 (típico de una etapa D), en tanto la presencia de Magnesio (Mg+2) sería incluso beneficiosa [Sillanpää, 2005].
Tabla 5.8 Propiedades ópticas de pulpa sometida a blanqueo con dióxido de cloro en laboratorio (consistencia 10%, T 70ºC, t 20 min, Factor kappa 2,1, pH ajustado a 6,6). Se exhiben duplicados.
Agua de proceso Blancura Amarillez L* a* b*
1 Permeado RO 79,70 11,95 94,93 -0,14 6,43
2 Permeado RO 80,04 12,00 95,09 -0,18 6,49
3 Agua destilada 78,76 12,61 94,68 -0,18 6,80
4 Agua destilada 79,45 12,31 94,93 -0,25 6,68
5.12. Alternativas de implementación
En consideración a los resultados obtenidos, el uso de membranas es factible sólo en el efluente alcalino. A nivel industrial existe el antecedente de la planta Nymölla (Stora Enso, Suecia) en donde se tratan 400 m3/h de efluente de blanqueo en 4800 m2 de membranas con un MWCO de 4 y 6 kDa alcanzando una reducción de volumen de 50 (Nordin & Jönsson, 2008). En este estudio se utilizaron membranas planas para UF, cuando el uso de membranas tubulares era el adecuado debido a la presencia de fibra en el efluente (Fälth et al., 2001).
El costo de capital es preponderante para una planta de tratamiento con membranas, el área requerida y por lo tanto la densidad de flujo son de suma importancia. Por su parte los costos de operación principales son la electricidad, el reemplazo de las membranas y las operaciones de limpieza (Nordin & Jönsson, 2008).
Para el dimensionamiento se considerarán dos alternativas, la primera, tratar el efluente alcalino sólo con ultrafiltración hasta alcanzar una reducción de volumen de 50 para enviar el concentrado de UF a caldera y el permeado a la planta de lodos, el segundo en tanto consiste en la misma etapa de ultrafiltración con reducción de volumen de 50, enviando el concentrado a

33
caldera y el permeado a una unidad de osmosis, con la obtención de agua factible de recircular, los respectivos enfoques se presentan esquemáticamente en la Figura 5.10.
Figura 5.10 Enfoques de tratamiento con membranas con el fin de producir agua de proceso.
Ambas alternativas representan una menor carga a la planta de tratamiento biológico, del orden de un 50% menor para DQO y >80% en color al existente actualmente en el efluente alcalino. En la alternativa B el flujo de permeado de osmosis inversa reduciría el consumo específico de agua fresca en la línea 2 en 2 [m3/ton]. El concentrado de ultrafiltración contendría, en ambos casos, compuestos de alto peso molecular no biodegradables, compuestos halogenados, nitrógeno y lignina (responsable de la coloración) es así que su eliminación mediante membranas incide en un mejor efluente final pues favorece el desempeño de la planta biológica, no sólo por una menor carga, sino que también por una alimentación más biodegradable que la actual, ya que el tratamiento biológico remueve preferentemente compuestos de bajo peso molecular [Bullock, 1994; Nordin & Jönsson, 2008]. La incineración de un concentrado alcalino con compuestos clorados de acuerdo a Nichols (1991) no tendría asociada la emisión de ácido clorhídrico y compuestos orgánicos clorados siempre que exista una relación molar Na/Cl mayor a 1,5, de tal forma que quede NaCl junto a las cenizas tras la combustión.
La configuración de las plantas de ultrafiltración y osmosis inversa se realiza considerando etapas (un tren), que están compuestas por un número variable de módulos conteniendo membranas. La configuración de cada módulo puede ser en serie, paralelo o un híbrido como ilustra la Figura 5.11. La elección de una u otra configuración incide en el flujo admisible y el tamaño requerido para las cañerías y equipos anexos. En general se prefiere una configuración en serie para así requerir cañerías de menor diámetro y bombas de menor potencia para igual velocidad tangencial de 3 [m/s] en cada módulo. La excepción la constituyen fluidos altamente viscosos que hacen preferible una configuración en paralelo para evitar la disminución de área
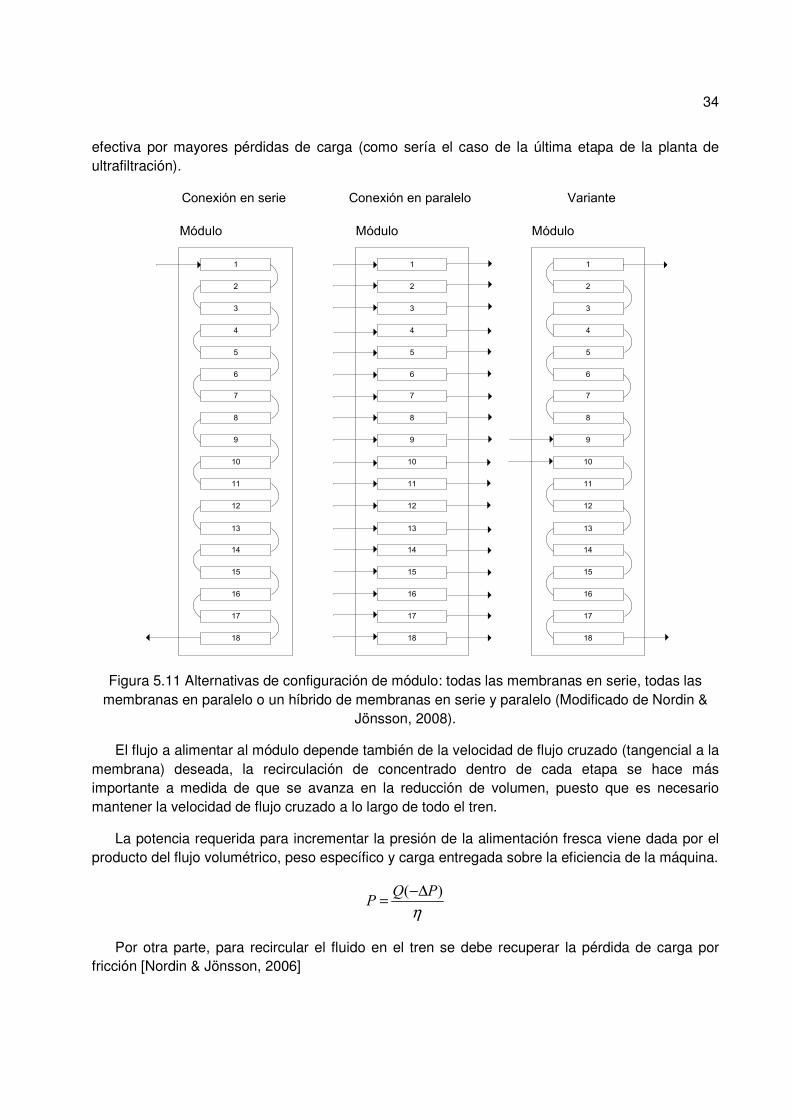
34
efectiva por mayores pérdidas de carga (como sería el caso de la última etapa de la planta de ultrafiltración).
1
3
2
4
6
5
7
9
8
10
12
11
13
14
16
15
17
18
Módulo
1
3
2
4
6
5
7
9
8
10
12
11
13
14
16
15
17
18
Módulo
1
3
2
4
6
5
7
9
8
10
12
11
13
14
16
15
17
18
Módulo
Conexión en serie Conexión en paralelo Variante
Figura 5.11 Alternativas de configuración de módulo: todas las membranas en serie, todas las membranas en paralelo o un híbrido de membranas en serie y paralelo (Modificado de Nordin &
Jönsson, 2008).
El flujo a alimentar al módulo depende también de la velocidad de flujo cruzado (tangencial a la membrana) deseada, la recirculación de concentrado dentro de cada etapa se hace más importante a medida de que se avanza en la reducción de volumen, puesto que es necesario mantener la velocidad de flujo cruzado a lo largo de todo el tren.
La potencia requerida para incrementar la presión de la alimentación fresca viene dada por el producto del flujo volumétrico, peso específico y carga entregada sobre la eficiencia de la máquina.
( )Q P
Pη
−∆=
Por otra parte, para recircular el fluido en el tren se debe recuperar la pérdida de carga por fricción [Nordin & Jönsson, 2006]
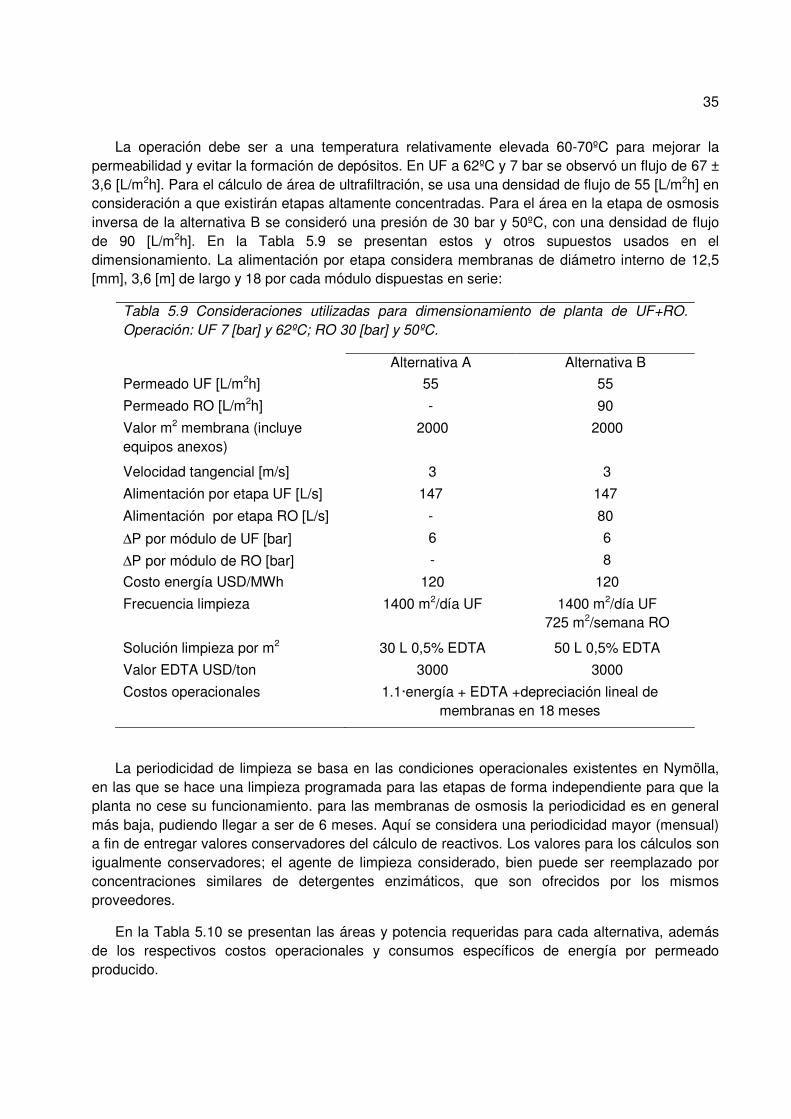
35
La operación debe ser a una temperatura relativamente elevada 60-70ºC para mejorar la permeabilidad y evitar la formación de depósitos. En UF a 62ºC y 7 bar se observó un flujo de 67 ± 3,6 [L/m2h]. Para el cálculo de área de ultrafiltración, se usa una densidad de flujo de 55 [L/m2h] en consideración a que existirán etapas altamente concentradas. Para el área en la etapa de osmosis inversa de la alternativa B se consideró una presión de 30 bar y 50ºC, con una densidad de flujo de 90 [L/m2h]. En la Tabla 5.9 se presentan estos y otros supuestos usados en el dimensionamiento. La alimentación por etapa considera membranas de diámetro interno de 12,5 [mm], 3,6 [m] de largo y 18 por cada módulo dispuestas en serie:
Tabla 5.9 Consideraciones utilizadas para dimensionamiento de planta de UF+RO. Operación: UF 7 [bar] y 62ºC; RO 30 [bar] y 50ºC.
Alternativa A Alternativa B
Permeado UF [L/m2h] 55 55
Permeado RO [L/m2h] - 90
Valor m2 membrana (incluye equipos anexos)
2000 2000
Velocidad tangencial [m/s] 3 3
Alimentación por etapa UF [L/s] 147 147
Alimentación por etapa RO [L/s] - 80
∆P por módulo de UF [bar] 6 6
∆P por módulo de RO [bar] - 8
Costo energía USD/MWh 120 120
Frecuencia limpieza 1400 m2/día UF
1400 m2/día UF 725 m2/semana RO
Solución limpieza por m2 30 L 0,5% EDTA 50 L 0,5% EDTA
Valor EDTA USD/ton 3000 3000
Costos operacionales 1.1·energía + EDTA +depreciación lineal de membranas en 18 meses
La periodicidad de limpieza se basa en las condiciones operacionales existentes en Nymölla, en las que se hace una limpieza programada para las etapas de forma independiente para que la planta no cese su funcionamiento. para las membranas de osmosis la periodicidad es en general más baja, pudiendo llegar a ser de 6 meses. Aquí se considera una periodicidad mayor (mensual) a fin de entregar valores conservadores del cálculo de reactivos. Los valores para los cálculos son igualmente conservadores; el agente de limpieza considerado, bien puede ser reemplazado por concentraciones similares de detergentes enzimáticos, que son ofrecidos por los mismos proveedores.
En la Tabla 5.10 se presentan las áreas y potencia requeridas para cada alternativa, además de los respectivos costos operacionales y consumos específicos de energía por permeado producido.
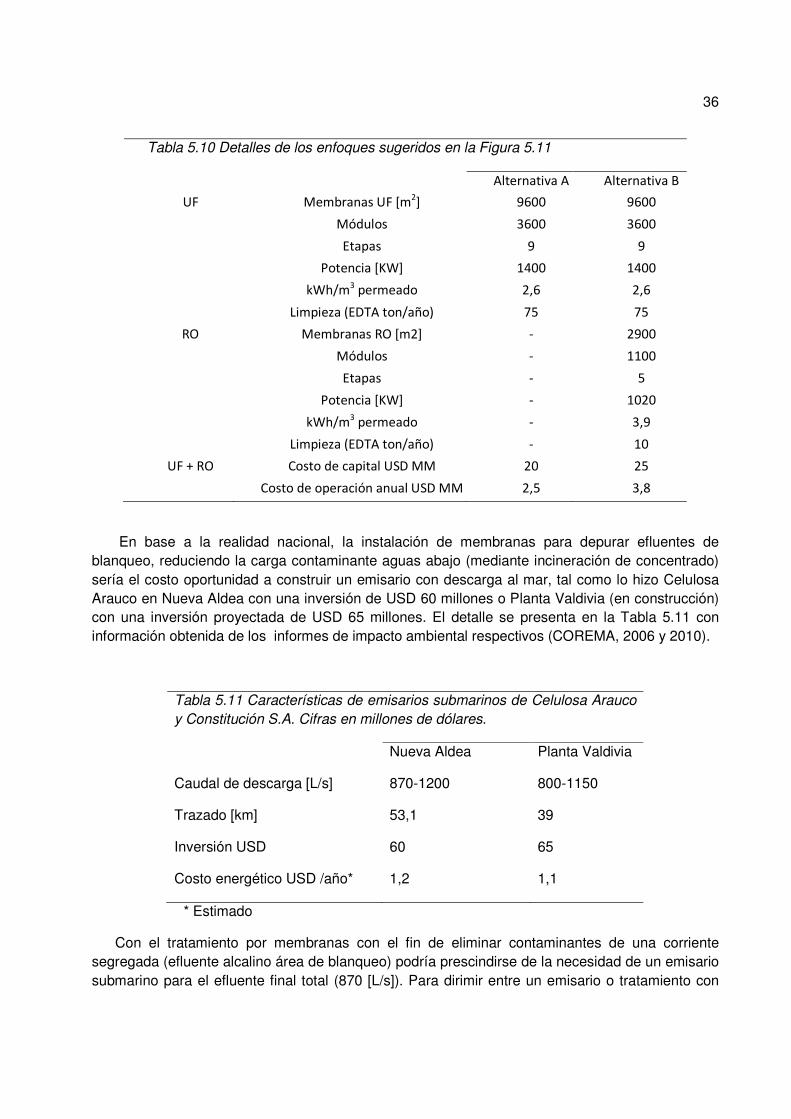
36
Tabla 5.10 Detalles de los enfoques sugeridos en la Figura 5.11
Alternativa A Alternativa B
UF Membranas UF [m2] 9600 9600
Módulos 3600 3600
Etapas 9 9
Potencia [KW] 1400 1400
kWh/m3 permeado 2,6 2,6
Limpieza (EDTA ton/año) 75 75
RO Membranas RO [m2] - 2900
Módulos - 1100
Etapas - 5
Potencia [KW] - 1020
kWh/m3 permeado - 3,9
Limpieza (EDTA ton/año) - 10
UF + RO Costo de capital USD MM 20 25
Costo de operación anual USD MM 2,5 3,8
En base a la realidad nacional, la instalación de membranas para depurar efluentes de blanqueo, reduciendo la carga contaminante aguas abajo (mediante incineración de concentrado) sería el costo oportunidad a construir un emisario con descarga al mar, tal como lo hizo Celulosa Arauco en Nueva Aldea con una inversión de USD 60 millones o Planta Valdivia (en construcción) con una inversión proyectada de USD 65 millones. El detalle se presenta en la Tabla 5.11 con información obtenida de los informes de impacto ambiental respectivos (COREMA, 2006 y 2010).
Tabla 5.11 Características de emisarios submarinos de Celulosa Arauco y Constitución S.A. Cifras en millones de dólares.
Nueva Aldea Planta Valdivia
Caudal de descarga [L/s] 870-1200 800-1150
Trazado [km] 53,1 39
Inversión USD 60 65
Costo energético USD /año* 1,2 1,1
* Estimado
Con el tratamiento por membranas con el fin de eliminar contaminantes de una corriente segregada (efluente alcalino área de blanqueo) podría prescindirse de la necesidad de un emisario submarino para el efluente final total (870 [L/s]). Para dirimir entre un emisario o tratamiento con

37
membranas, se realizó un análisis económico de acuerdo al valor actualizado neto entre el emisario de Planta Nueva Aldea con vida útil de 40 años y las alternativas de membranas con vida útil de 20 años y recambio considerado en el análisis; la tasa de descuento fue de un 10%. Igualmente se buscó dilucidar el pago anual del proyecto considerando un valor final de 0, tasa de 10% y los respectivos períodos de pago (40 y 20 años respectivamente). Se obtuvo fehacientemente que las alternativas de membranas tienen ventajas económicas comparativas, siendo éstas de 22 (UF) y 5 (UF+RO) millones de dólares de ahorro en los 40 años de vida útil del emisario. Cabe mencionar que en el análisis no se introdujo la valorización del agua de proceso recuperada con la alternativa de RO (150 mil dólares anuales). Los resultados se resumen en las Tablas 5.12 y 5.13
Tabla 5.12 Análisis económico de elección hipotética entre emisario y tecnología de membranas Cifras en millones de dólares.
Emisario Costo capital 60 (año 0)
Costo operacional 1,2 (año 1 a 40)
Membranas UF Costo capital 20 (año 0 y 20)
Costo operacional 2,5 (año 1 a 40)
Membranas UF+RO Costo capital 25 (año 0 y 20)
Costo operacional 3,8 (año 1 a 40)
Diferencia alternativas (Emisario – Membranas UF)
40 (año 0)
-1,3 (años 1-19, 21-40)
-21,3 (año 20)
Diferencia alternativas (Emisario – Membranas UF-RO)
25 (año 0)
-2,6 (años 1-19, 21-40)
-27,6 (año 20)
VAN 10 % de ahorro con UF
22,1
VAN 10% de ahorro con UF+RO
5,3

38
Tabla 5.13 Cálculo de pago anual de emisario y sistema de membranas, cifras en millones de dólares estadounidenses.
Emisario Membranas UF Membranas UF+RO
Valor inicial 60 20 25
Valor final 0 0 0
Pago Anual, tasa 10% 5,6 2,1 2,7
Finalmente se calculó el incremento en el costo de la producción de celulosa que incluye el pago del proyecto en su respectiva vida útil, además del costo operacional, para el emisario y las alternativas de membrana (sólo UF y UF+RO). Los resultados muestran que el menor aumento en el costo de producción se da utilizando membranas de UF, siendo éste de 4,0 dólares por tonelada de celulosa, un 32% menor al costo asociado a construir un tortuoso emisario submarino, en base a una producción estimativa de 1.150.000 toneladas anuales. La Tabla 5.14 resume los cálculos, la alternativa de introducir una etapa de osmosis inversa, no es lo suficientemente atractiva (4% menor costo que emisario) en el escenario actual en que el agua es poco valorada, dada la relativa abundancia en donde se encuentra inmersa la industria celulósica local.
Tabla 5.14 Incremento en costos operacionales en base a una producción de 1.150.000 toneladas anuales. Cifras en millones de dólares.
Emisario Membranas UF Membranas UF+RO
Pago anualizado 5,6 2,1 2,7
Costo operacional anual 1,2 2,5 3,8
Total anualizado 6,8 4,6 6,5
Costo USD/ton celulosa 5,9 4,0 5,7
Los valores presentados son conservadores, el atractivo económico podría ser mayor en consideración a que en el requerimiento de energía del emisario se consideró que la bomba entregaba una carga de 80 [m], cifra mesurada si se considera la extensión del trazado.

39
5.13. Electrooxidación
Se evaluó experimentalmente la aplicación de electrooxidación para remover materia orgánica presente en los efluentes de blanqueo, particularmente en dos líneas concentradas.
La eficiencia de consumo de corriente en la remoción de DQO disminuye sustancialmente al aumentar el voltaje, debido a que comienza a predominar la electrólisis de agua por sobre la oxidación de materia orgánica. En la Tabla 5.15 se presenta la remoción y eficiencia promedio de corriente en el tratamiento de muestras industriales ácidas con un electrodo de grafito. Si bien las remociones a bajo voltaje son menores, la electricidad es gastada de mejor forma que a mayores voltajes.
Tabla 5.15 Remoción de DQO y eficiencia promedio de corriente en efluente industrial ácido tratado durante una hora a temperatura ambiente, DQO inicial 532 [mgO2/L]
∆V [V] I [mA] Remoción DQO % ACE %
2 74 10% 53
3 221 14% 27
5 487 19% 16
8 670 24% 15
10 1551 38% 10
En consideración a la drástica disminución de la energía destinada a remover DQO, se utilizaron voltajes en el rango 2-4 V para el tratamiento de concentrado ácido y alcalino de la filtración con membranas de 20 kDa con una reducción de volumen 4. La caracterización es la siguiente:
Tabla 5.16 Caracterización de concentrados de 20 kDa usados en electrooxidación.
Parámetro Ácido Alcalino
Cloruros [ppm] 713 430
Color 0.627 1.935
Conductividad [mS/cm]
9.52 4.77
DQO [mg O2 / L] 2550 3920
Fenoles [ppm] 41.5 17.1

40
En la Tabla 5.17 se presentan los resultados de la electrooxidación de concentrado ácido. En ella se aprecia que la remoción de color es baja (<10% en la mayor parte de los experimentos) con una respuesta ligeramente superior, en la mayor parte de los casos, a 50ºC y con mejor respuesta del electrodo DSA. La remoción de cloruros fue más bien plana con el electrodo de grafito ≈20%, con poca diferencia entre los voltajes aplicados, en tanto con el ánodo DSA existe una proporcionalidad con el voltaje y temperatura aplicados. La remoción de DQO en tanto osciló entre 12-28% con un promedio de 20% y eficiencia de la corriente aplicada sumamente baja (promedio 3%). La eficiencia disminuye al aumentar la temperatura y voltaje, esto se debe a que los ánodos ocupados poseen un bajo sobrepotencial para la liberación de oxígeno.
Tabla 5.17 Resultados de remoción, R, y eficiencia promedio de corriente, ACE, de electrooxidación de concentrado ácido (Remociones en porcentaje).
φ [V] t [min] T [ºC] i [A/m2] R Cl- R color R DQO ACE
grafito 2 30 20 48 23 5 20 4
2 30 50 56 18 9 18 3
2 60 20 28 20 2 17 3
2 60 50 35 20 9 19 3
3 30 20 50 19 9 21 4
3 30 50 122 25 8 12 1
3 60 20 54 26 10 28 3
3 60 50 64 23 13 19 1
4 30 20 87 21 13 25 3
4 30 50 133 22 7 17 1
4 60 20 78 27 7 24 1
4 60 50 105 25 16 20 1
DSA 2 30 20 37 6 10 16 8
2 30 50 46 1 15 16 6
2 60 20 46 3 9 16 3
2 60 50 45 17 16 21 4
3 30 20 81 4 15 17 4
3 30 50 257 5 5 19 1
3 60 20 61 6 15 14 2
3 60 50 133 20 19 20 1
4 30 20 142 6 5 21 2
4 30 50 193 8 15 15 1
4 60 20 144 20 10 24 1
4 60 50 235 22 18 23 1

41
Para el concentrado alcalino la remoción de cloruros fue del orden de 30%. No existen mayores diferencias con la temperatura y voltaje aplicados. La remoción de color fue significativa en un rango de 70-80%, con una mayor remoción por parte del electrodo DSA; la temperatura parece influir poco en la remoción de color. En tanto la remoción de DQO osciló entre 12-42% (promedio 29%), bastante superior al efluente ácido. La eficiencia de la corriente en tanto también mostró ser baja, pero mejor que con el concentrado ácido. En particular, para bajo voltaje, baja temperatura y 30 minutos se obtuvo una eficiencia de 31% para el ánodo de grafito y un 27% para el ánodo DSA. La drástica baja en la eficiencia para el mismo voltaje y temperatura se debería a una pérdida de área efectiva para la reacción.
Tabla 5.18 Resultados de remoción, R, y eficiencia promedio de corriente, ACE, de electrooxidación de concentrado alcalino.
φ [V] t [min] T [ºC] i [A/m2] R Cl- % R color % R DQO % ACE%
Grafito 2 30 20 13 34 76 26 31
2 30 50 21 34 77 14 10
2 60 20 14 38 76 29 15
2 60 50 21 38 75 28 10
3 30 20 25 36 74 22 13
3 30 50 45 37 77 14 5
3 60 20 42 39 76 37 7
3 60 50 70 42 72 35 4
4 30 20 42 35 74 24 9
4 30 50 77 34 77 22 4
4 60 20 57 46 75 28 4
4 70 50 74 42 69 43 4
DSA 2 30 20 32 37 76 33 27
2 30 50 51 38 76 36 13
2 60 20 35 35 74 33 17
2 60 50 88 49 79 26 4
3 30 20 54 35 73 23 13
3 30 50 70 35 81 33 12
3 60 20 108 26 76 26 3
3 60 50 162 35 79 39 3
4 30 20 102 36 75 34 9
4 30 50 116 34 80 35 8
4 60 20 82 35 81 28 4
4 60 50 172 36 80 29 2

42
La remoción de cloruros se puede atribuir a la reacción de cloro elemental e hipoclorito con los compuestos presentes (que ayudan en la remoción de color); para niveles de cloruros superiores a 100 [ppm] la formación de orgánicos clorados durante la electrooxidación puede ser considerable [Ghernaout, 2011]; las reacciones involucradas en la formación de cloro e hipoclorito son [El-Ashtoukhy, 2009]:
2
2 2
2 2Cl Cl e
Cl H O HOCl H Cl
HOCl H OCl
−
+ −
+ −
→ +
+ → + +
→ +
La baja remoción de color en medio ácido se debe a que en estas condiciones, las moléculas de lignina tienen mayor tendencia a experimentar una autocondensación, confiriéndoles cierta resistencia a ser degradadas a especies menores [Ali & Sreekrishnan, 2001]. El-Ashtouky (2009) encontró incrementos significativos en la remoción de color con la temperatura aplicada para el efluente total de una industria de papel, de un 60% (25ºC) a 85% (50ºC) tras una hora a intensidad de corriente de 66 [A/m2]. Los valores obtenidos en este estudio con el efluente alcalino están dentro de este rango.
Zaror (2011) reportó remociones de DQO de efluente ácido entre 27-36% con electrodos de grafito y DSA tras tiempos de 12 minutos a densidades de corriente 2-40 [A/m2], mayores a las obtenidas aquí a pesar de un menor tiempo de tratamiento; las diferencias se atribuyen principalmente al área de electrodo por volumen de reactor y –en menor medida- a mayores niveles de agitación.
Las Figuras 5.12 y 5.13 muestran las eficiencias promedio de corriente reportadas contra la carga entregada. La eficiencia en ambos efluentes disminuye conforme la carga se incrementa y es superior en la electrooxidación del concentrado alcalino producto de un menor pasivamiento; en el concentrado ácido no existe mayor diferencia entre uno y otro ánodo, no así en el concentrado alcalino que exhibe una ligera superioridad por parte del ánodo de grafito. Se han reportado eficiencias de corriente tan altas como 70% para ánodos de grafito pero con una intensidad de corriente entre 0.03 a 0.32 [A/m2] [Chen 2004].
El bajo sobrepotencial para la generación de O2 de los electrodos usados los hace inapropiados para un tratamiento eficaz, Ghernaout (2011) señala que electrodos con bajo sobrepotencial sólo permitirían la oxidación parcial de compuestos orgánicos en consecuencia electrodos que lleven a la oxidación completa son requeridos (PbO2, con diamante: BDD). La presencia de iones OH- vinculada a la combustión completa de orgánicos es mayor en este último tipo de electrodos.

43
0
2
4
6
8
10
12
14
0 500 1000 1500 2000
Efic
ien
cia,
AC
E %
Carga, Q [c]
ACE EO Concentrado Ácido
Ánodo Grafito
Ánodo DSA
0
5
10
15
20
25
30
35
0 500 1000 1500 2000
Efic
ien
cia,
AC
E %
Carga, Q [c]
ACE EO Concentrado Alcalino
Ánodo Grafito
Ánodo DSA
Figuras 5.12 y 5.13 Eficiencias promedio de corriente, ACE, en electrooxidación de concentrados.

44
6. CONCLUSIONES
El efluente ácido, de acuerdo al tipo de membranas y condiciones usadas en este trabajo, no posee factibilidad técnica para ser tratado mediante membranas de ultrafiltración, dado que la remoción de compuestos es baja, mientras que el ensuciamiento es severo y el alcance del estado estacionario es muy prolongado. El efluente alcalino en tanto, si podría ser tratado mediante membranas de ultrafiltración, logrando una disminución de consumo de agua fresca de 2 [m3/ton celulosa]. La característica de autolimpieza propia del efluente alcalino permitiría un desempeño estable altamente favorecido por incrementos en la temperatura.
Los resultados de densidad de flujo obtenidos en función de la temperatura, señalan que el aumento de producción de permeado es más acentuado de lo previsto por la correlación para agua pura, por tanto a fin de aprovechar un aumento de solubilidades y turbulencia, la alimentación a un sistema de membranas debiera hacerse directamente desde la etapa de extracción alcalina a fin de aprovechar la alta temperatura de esta etapa.
El ensuciamiento de las membranas resultó ser reversible químicamente para los cortes de 2 y 5 kDa usados con el efluente de la extracción alcalina, debido a la formación de un depósito que sería retirado en no más de 5 minutos, aunque existe una fracción irreversible atribuida a adsorción dentro de la membrana que toma lugar en las membranas de mayor tamaño. Las recuperaciones de flujo observadas son alcanzadas en parte por la adsorción del agente quelante que incrementa la permeabilidad de la membrana.
A medida que el corte molecular de la membrana se reduce, la presencia relativa de moléculas de menor tamaño se ve incrementada en base a relaciones de absorbancia a longitudes bajas (ultravioleta) y cercanas al espectro visible, situación que no incide mayormente en la remoción de demanda química de oxígeno pues de la literatura se sabe que existe una parte importante de compuestos inorgánicos; por tanto es esperable una variación de presión osmótica menor entre los permeados, suponiendo una correlación entre DQO y presión osmótica.
El uso de una etapa de electrooxidación con ánodos de grafito o DSA no es pertinente para la remoción de materia orgánica. Las remociones y eficiencias de corriente promedio (ACE) observadas son bajas; el único parámetro de interés factible de remover con estos ánodos es el color en el concentrado alcalino.
A pesar de la alta remoción de demanda química de oxígeno de la etapa de ultrafiltración, reciclar este permeado (sin ser tratado con osmosis inversa) se considera inviable producto de que se entraría a un escenario de acumulación de compuestos de bajo peso molecular, no susceptibles de ser removidos por ultrafiltración. La reutilización de permeado sometido a osmosis inversa en el área de blanqueo (etapa D) mostró ser factible, al evaluar experimentalmente que la blancura y amarillez no se ven afectadas al reutilizar el efluente tratado.
La implementación de una planta de ultrafiltración que alcance una reducción de volumen mayor o igual a 50 que envíe el concentrado a caldera de biomasa, mejoraría el desempeño de la planta de tratamiento de lodos existente en Planta Santa Fe, al eliminar la fracción de alto peso molecular, no biodegradable, responsable de una parte importante de la demanda química de oxígeno del efluente final. La presencia de cloruros en el concentrado alcalino no tendría asociada

45
la emisión de ácido clorhídrico u orgánicos clorados, por otra parte aunque el flujo de concentrado es bajo, la corrosión asociada debe ser considerada.
El elevado requerimiento de área en UF se debe al flujo relativamente bajo obtenido en este estudio 67±3,6 [L/m2h] a 7 bar y 62 ºC de operación. Sería pertinente experimentar en una planta piloto con membranas tubulares, más idóneas que las planas para tratar un efluente con presencia de fibra. La obtención de una mejor densidad de flujo disminuiría notablemente los requerimientos de costo de capital y operación. La unidad de osmosis inversa posee un gran desempeño en virtud de que el pretratamiento por UF remueve una alta cantidad de material de alto peso molecular, esto se aprecia en una baja presión osmótica (2.3 bar); la calidad del permeado obtenido haría factible su uso en diversas partes de la planta, dado el desempeño observado en la prueba de blanqueo realizada.
De acuerdo a la evaluación económica presentada para UF, UF-RO y emisario submarino, la mejor relación costo beneficio se obtiene con un sistema de ultrafiltración, el cual si bien posee mayores costos operacionales, demanda una menor inversión de capital que fundamentaría su elección en función del cálculo del valor actual neto (VAN) con tasa de descuento de 10%.

46
7. BIBLIOGRAFÍA
Al-Amoudia A, Lovitt R (2007) Fouling Strategies and the Cleaning System of NF Membranes and Factors Affecting Cleaning efficiency. Journal of Membrane Science 303, 4-28
Ali M and Sreekrishnan T (2001) Aquatic toxicity from pulp and paper mill effluents: a review. Advances in Environmental Research 5, 175-196
Ang W, Lee S, Elimelech M (2006) Chemical and Physical Aspects of Cleaning of Organic-fouled Reverse Osmosis Membranes. Journal of Membrane Science 272, 198-210
Araneda E (2010) Generación electroquímica de cloro active a partir del concentrado de efluente Eop de blanqueo de celulosa. Informe de Memoria de Título para optar al Título de Ingeniero Civil Químico, Universidad de Concepción
Baker R. (1991) Membrane Separation Systems – Recent Developments and Future Directions. William Andrew Publishing/Noyes
Baker R. (2004) Membrane technology and applications. 2nd Ed John& Sons Ltd, England
Baoxia M and Menachem E. (2010) Organic fouling of forward osmosis membranes: Fouling reversibility and cleaning without chemical reagents. Journal of Membrane Science 348, 337-345
Barrera-Díaz C, Ureña-Nuñez F, Campos E, Palomar-Pardavé M, Romero-Romo M (2003). Combined electrochemical-irradation treatment of highly colored and polluted industrial wastewater. Radiation Physics and Chemistry 67, 657-663
Buetehorn S., Carstensen F., Wintgens T., Melin T., Volmering D., Vossenkaul K. (2010) Permeate flux decline in cross-flow microfiltration at constant pressure. Desalination 250, 985-990
Bullock C. (1994) The influence of the high molecular weight fraction of bleached kraft mill effluent on the biological activity of activated sludge. Thesis for de degree of master of applied science, The University of British Columbia
Calvo L, Gilarranz M, Casas J, Mohedano A, Rodríguez J (2007) Detoxification of Kraft pulp ECF bleaching effluents by catalytic hydrotreatment. Water Research 41, 915-923.
Chatzisymeona E, Fierrob S, Karafillys I, Mantzavinosa D, Kalogerakisa N, Katsaounisa A (2010) Anodic oxidation of phenol on Ti/IrO2 electrode: Experimental studies. Catalysis Today 151, 185-189
Chen G (2004) Electrochemical technologies in wastewater treatment. Separation and Purification Technology 38, 11-41
Chen J, Kim S, Ting Y (2003) Optimization of membrane physical and chemical cleaning by a statistically designed approach. Journal of Membrane Science 219, 27-45
COREMA VIII Región del BioBío (2006) Resolución exenta 51/2006 Calificación ambiental proyecto “Sistema de Conducción y Descarga al mar de los efluentes del CFI Nueva Aldea”

47
COREMA XIV Región de los Ríos (2010) Resolución exenta 27/2010 Calificación ambiental proyecto “Sistema de Conducción y Descarga al mar de Efluentes Tratados de Planta Valdivia”
COREMA VIII Región del BioBío (2010) Resolución exenta 39/2010 Calificación ambiental proyecto “Optimización Operacional de Planta Santa Fe – Línea 2”
Duarte R, Santos E, Duarte A (2003) Spectroscopic characteristics of ultrafiltration fractions of fulvic and humic acids isolated from an eucalyptus bleached Kraft pulp mill effluent. Water Research 37, 4073-4080
El-Ashtoukhy E, Amin N and Abdelwahab (2009) Treatment of paper mill effluents in a batch-stirred electrochemical tank reactor. Chemical Engineering Journal 146, 205-210
Fälth F, Pfromm P, Bryant P (2001) Ultrafiltration of E1 stage effluent for partial closure of the bleach plant. Pulp and Paper-Canada 102, 46-48
Ghernaout D, Naceur M and Aouabed A (2011) On the dependence of clhorine by-products generated species formation of the electrode material and applied charge during electrochemical water treatment. Desalination 270, 9-22
Goosen M, Sablani S and Malherbe R (2009) Chapter 11 Membrane Fouling: Recent Strategies and Methodologies for its Minimization. Handbook of membrane separations. Editors: Pabby A, Rizvi S and Sastre A. CRC Press
Greaves R (1999) The use of ultrafiltration for COD reduction in pulp mill effluent – A case study from Sweden. TAPPI, Environmental Conference Proceedings
Huang H, Schwab K, Jacangelo J (2009) Pretreatment for Low Pressure Membranes in Water Treatment: a review. Environmental Science and Technology 43, 3011-3019
Huang H, Lee N, Young T, Gary A, Lozier J, Jacangelo J (2007) Natural organic matter fouling of low-pressure, hollow-fiber membranes: Effects of NOM source and hydrodynamic conditions. Water Research 41, 3823-3832
Jianxin L, Sanderson R, Jacobs E. (2002) Ultrasonic cleaning of nylon microfiltration membranes fouled by Kraft paper mill effluent. Journal of Membrane Science 205, 247-257
Koyuncu I, Lütgge A, Wiesner M (2008) Interferometric observations and kinetic modeling of chemical cleaning of humic materials deposited on membranes. J of Membrane Sc 313, 127-134
Laitinen N (2002) Development of a ceramic membrane filtration and its applicability for different wastewaters. Thesis for the degree of Doctor of Sciene. Lappeenranta University of Technology
Li Q, Elimelech M (2004) Organic Fouling and Chemical Cleaning of Nanofiltration Membranes: Measurements and Mechanisms. Environmental Science and Technology 38, 4683-4693
Liikanen R, Yli-Kuivila J, Laukkanen R (2002) Efficiency of various chemical cleanings for nanofiltration membrane fouled by conventionally-treated surface water. Journal of Membrane Science 195, 265-276
48
Mänttäri M, Nyströn M (2009) Chapter 35: Utilization of Membrane Processes in Treating Various Effluents Generated in Pulp and Paper Industry. Handbook of membrane separations. Editors: Pabby A, Rizvi S and Sastre A. CRC Press
Nanomempro (2009) Technical Guide Membrane Technology. Adquirida: enero, 2011, desde la página web del programa European Membrane Engineering:
Nichols K, Sonnenberg L and Jain A (1991) Trapping of organically-bound chlorine during burning of concentrates from utrafiltration of bleached-kraft effluents. Institute of Paper Science and Technology Atlanta, Georgia. IPST Technical Paper Series 401
Nyström M, Pihlajamäki A, Liikanen R, Mäntäri M (2003) Influence of process conditions and membrane/particle interactions in NF of wastewaters. Desalination 156, 379-387
Nordin A, Jönsson A (2006) Case study of an ultrafiltration plant treating bleach plant effluent from a pulp and paper mill. Desalination 201, 277-289
Nordin A, Jönsson A (2008) Optimisation of membrane area and energy requeriment in tubular membrane modules. Chemical Engineering and Processing 47, 1090-1097
Norman L., Fane A., Ho W., Winston W., Matsuura T. (2008) Advanced Membrane Technology and Applications. John Wiley & Sons
Petrus H, Li H, Chen V, Norazman N (2008) Enzymatic cleaning of ultrafiltration membranes fouled by protein mixture solutions. Journal of Membrane Science 325, 783-792
Pokhrel D and Viraraghavan T (2004) Treatment of pulp and paper mill wastewater – a review. Science of the Total Environment 333, 37-58
Rajeshwar K, Ibañez J (1997) Environmental Electrochemistry: Fundamentals and Applications in Pollution Sensors and Abatement. Elsevier Science and Technology Books
Sillanpää M (2005) Studies on washing in kraft pulp bleaching. Oulu University Press
Van Dijk J. (2007) Drinking water, Water treatment technology. Adquirida noviembre, 2010, desde la página web de Delft University, Watermanagement Open Course Ware
White F (2003) Fluid Mechanics. 4th Ed McGraw-Hill, p 771
Zaror C, Salazar C, Araneda E, Mondaca M, Mansilla H and Peña C (2011) Electrochemical Treatment of Segregated Effluents from the D-Stage in ECF Kraft Cellulose Bleaching. J Advanced Oxidation Technology 14, 47-53
Zhang G and Liu Z (2003) Membrane Fouling and Cleaning in Ultrafiltration of Wastewater from Banknote Printing Works. Journal of Membrane Science 211, 235-249
Zhang M. and Song L. (2000) Mechanisms and Parameters Affecting Flux Decline in Cross-Flow Microfiltration and Ultrafiltration of Colloids. Environmental Science and Technology 34, 3767-3773

49
8. ANEXOS
8.1. Tecnología de Membranas
Una membrana es una barrera permeable o semipermeable que restringe el paso de ciertos componentes. Las fases involucradas a ambos lados de la membrana pueden estar en forma líquida o gas. La membrana tiene la habilidad de transportar un componente de una fase a otra con mayor velocidad que otros componentes induciendo de esta forma la separación. La fracción separada desde la alimentación recibe el nombre de permeado, en tanto los componentes rechazados permanecen en el concentrado [Nanomempro, 2009].
Figura 8.1 Esquema del proceso de filtración por membranas (Fuente: Nanomempro, 2009)
La tecnología de membranas ha observado progresos en aspectos claves como materiales, morfología, diseño y operación de módulos, pero el ensuciamiento sigue siendo el mayor problema asociado para su desarrollo [Huang et al., 2007].
Para este trabajo son de interés, en particular, la ultrafiltración y osmosis reversa; esta última se utiliza para tratar aguas salobres y de mar, en tanto la UF puede constituir una etapa de pre tratamiento, en un sistema integrado UF/RO. El nivel de pre tratamiento, en términos de turbidez es más efectivo con UF que otros procesos convencionales como coagulación, sedimentación o filtración [Norman et al., 2008]. Asimismo la MF y UF es efectiva en la remoción de materia orgánica, coloides y partículas en suspensión; la eficiencia y desempeño estable de la MF y UF las hacen aptas para pre tratamiento a la osmosis inversa [Zhang & Song, 2000].
El desempeño de una membrana es generalmente definido en término de dos factores, estos son la densidad de flujo J y selectividad, rechazo o remoción R. La densidad de flujo es la cantidad de un componente que pasa a través de la membrana por unidad de tiempo, su importancia radica en un fuerte impacto en el costo de capital del proceso (factibilidad económica). El segundo factor, la selectividad, es la partición de un componente entre el permeado y la alimentación, su valor se asocia a la factibilidad técnica del proceso [Nanomempro, 2009].

50
8.1.1. Teoría de transporte en membranas
Existen dos modelos para describir el funcionamiento de las membranas, uno es el modelo solución-difusión en el cual el permeado es separado por diferencias tanto de solubilidad en la membrana, como de velocidad de difusión a través de la membrana; el otro modelo es el de flujo en poros en donde el transporte se asocia al flujo convectivo a través de pequeños poros gracias a gradientes de presión; como regla de aproximación la transición entre estos modelos se da en el rango de poros entre 5-10 Å de diámetro [Baker, 2004].
Figura 8.2 Teorías que mejor se ajustan a distintos tamaños de poro nominales (Fuente: Baker, 2004)
8.1.1.1. Modelo solución – difusión
Para membranas en las que el transporte es mejor descrito por este modelo y la ley de Fick, se considera a los poros como diminutos espacios entre cadenas poliméricas, su origen se debe al movimiento térmico de las moléculas de la membrana. Estos elementos aparecen y desaparecen en un tiempo equivalente al requerido para atravesar la membrana. La osmosis inversa usa grandes diferencias de presión a través de la membrana para separar agua desde soluciones salobres. Las fuerzas impulsoras: presión, temperatura, concentración y potencial eléctrico están interrelacionadas y la fuerza impulsora envolvente para producir permeado es el potencial químico [Baker, 2004].

51
ii i
dJ L
dx
µ= −
Donde dµi/dx es el gradiente de potencial químico del componente i y Li es un coeficiente de proporcionalidad no necesariamente constante.
Dentro de las suposiciones de este modelo está, en primer lugar, el que los fluidos a ambos lados de la membrana están en equilibrio con la membrana en la interfase, i. e., el gradiente de potencial químico es continuo entre un lado y otro de la membrana. Este supuesto implícitamente significa que las tasas de absorción y desorción en la interfase son mucho mayores que la difusión a través de la membrana. El segundo supuesto es la uniformidad de presión dentro de la membrana, luego el gradiente de potencial químico es expresado sólo como un gradiente de concentración.
ii i
dcJ D
dx= −
Figura 8.3 Transporte a través de membranas de acuerdo al modelo de solución-difusión (Fuente: Baker, 2004)
8.1.1.1.1. Osmosis inversa
La osmosis, equilibrio osmótico y osmosis inversa se esquematizan en la Figura 8.4; para la osmosis (diálisis) existe un flujo de agua a través de la membrana selectiva del lado de agua pura a la solución menos concentrada en agua (salina); si se aplica una columna hidrostática al lado salino, el flujo de agua es retardado existiendo una presión suficiente para cesar el flujo, denominada presión osmótica (∆π); en tanto si la presión aplicada al lado salino es mayor a la osmótica , el flujo de agua se revierte y el agua comienza a fluir desde el lado salino al de agua pura, dando lugar a la osmosis inversa.

52
Figura 8.4 Relación entre osmosis, equilibrio osmótico y osmosis inversa (Fuente Baker, 2004)
Figura 8.5 Perfiles a través de una membrana de RO (Fuente: Baker, 2004)

53
Las ecuaciones, aproximadas, que rigen el proceso de osmosis inversa para agua y sales son, respectivamente:
( )iJ A p π= ∆ − ∆
( )o lj j jJ B c c= −
A y B son constantes de permeabilidad de agua y sal respectivamente.
Se aprecia que el flujo de agua se incrementa con la presión aplicada, mientras que el flujo de sal es esencialmente independiente de la presión.
En tanto la habilidad de la membrana para separar sal desde la alimentación es medida mediante el coeficiente de rechazo, que relaciona la concentración de soluto en el permeado con respecto a la alimentación.
1 100%l
o
j
j
cR
c
= − ×
Si bien no es evidente, resulta que el rechazo aumenta con la presión aplicada porque el flujo de agua
es proporcional a la presión, no así el flujo de sal.
8.1.1.2. Modelo de poros
A diferencia de la osmosis inversa, no existe una teoría unificada para las membranas micro porosas, debido a una mayor heterogeneidad en su estructura y mecanismo de rechazo.
Las membranas pueden considerarse como coladores de malla submicrométrica para la remoción de compuestos, en esencia son una fina interfaz que modera la permeabilidad de especies químicas en contacto con ella. La remoción por parte de la membrana puede deberse a un rechazo a partículas de tamaño superior al del poro, interacciones coloidales o adsorción de compuestos orgánicos; para compuestos de menor tamaño que el de poro, la remoción depende de las propiedades de la membrana [Baker, 2004; Huang et al., 2009].
La mayoría de las membranas de UF funciona como tamiz, el modelo sugerido para este mecanismo supone círculos capilares de igual radio r y solutos de radio a, además de una corrección por el perfil de velocidad a medida que el solvente atraviesa el poro; el rechazo en función de estos parámetros queda como [Baker, 2004]:
2 4
1 2 1 1 ·100%a a
Rr r
= − − + −

54
La comparación de absorbancia de una longitud de onda baja con otra alta relaciona la presencia relativa de componentes de bajo peso molecular frente a los de alto peso molecular, permitiendo tener una idea de la remoción de compuestos orgánicos [Nyström et al., 2003].
El flujo de permeado para MF y UF puede ser descrito en términos de la presión transmembrana y la resistencia total del medio de acuerdo a la ley de Darcy [Petrus et al., 2008; Al-Amoudia et al., 2007]:
T
TMPJ
Rµ=
A su vez la resistencia total incluye la resistencia de la membrana nueva, la resistencia reversible físicamente y la resistencia físicamente irreversible:
T m R FR R R R= + +
La resistencia de la membrana nueva, Rm, puede obtenerse midiendo la permeabilidad de agua pura. La resistencia total, RT, corresponde a la observada tras el proceso de ensuciamiento, la resistencia reversible, RR, corresponde a la resistencia removida tras un lavado con agua pura y la resistencia físicamente irreversible, RF, es la remanente que puede ser removida parcialmente con la adición de productos químicos [Jianxini et al., 2002].

55
8.2. Espacio de color CIELAB
Esta escala agrupa el espacio del color en forma cúbica, el eje L* representa la luminosidad su valor oscila entre 0 (negro) y 100 (blanco), los otros ejes a* y b* no poseen límites numéricos. Valores de a* positivo indican rojo y valores negativos verde, en tanto b* positivo indican amarillo y b* negativos azul.
8.3. Análisis de error
8.3.1. Error en el cálculo de la permeabilidad hidráulica
La permeabilidad hidráulica es calculada como la pendiente de la línea recta que ajusta una gráfica de densidad de flujo de permeado contra presión transmembrana. Para ajustes realizados con el método de mínimos cuadrados, el error para la pendiente de la ecuación de la recta y=mx+b viene dado por la expresión:
1
22
1
2
1
( )
( 2) ( )
N
i i
i
N
i
i
y mx b
m
N x x
=
=
− −
∆ = − −
∑
∑
Que en este caso corresponde al error en la permeabilidad hidráulica.
8.3.2. Error en la estimación de flujo de permeado
El error para la densidad de flujo de permeado puede ser estimado mediante [Laitinen, 2002]:
2 2 2
( )
( ) ( ) ( ) ( ( ))
p
p p p p
m tm m A m TJ
At T A t T At T At T
ρ
ρ ρ ρ ρ
∆∆ ∆ ∆∆ = + + +
En esta ecuación ∆ significa error, la precisión del termómetro utilizado corresponde a 0.5ºC, considerando un error de medida de 1[ºC], el error en la densidad sería del orden de 0. 00030 [kg/L]. En tanto el error en la determinación de la masa fue estimado en 0.3 [g] y para la medida del tiempo de 1 [s]. Finalmente el error en el área del módulo se consideró igual a un 0.5% del reportado por el fabricante.
8.3.3. Error en la razón de flujo de permeado
El error para la razón de permeado se obtiene utilizando ∆J calculado anteriormente y:
0
2
0 0 0
·J JJ J
J J J
∆∆∆ = +

56
8.4. Planta Nymölla, Stora Enso
Nymölla es una industria integrada de pulpa (bisulfito de magnesio) y papel, la producción de pulpa comenzó en 1962 y la de papel en 1972, a lo largo de su vida ha sufrido ampliaciones, actualmente la capacidad anual de papel es de 470000 toneladas; posee una planta de ultrafiltración que funciona desde 1995 y ha sido objeto de estudio por parte de Nordin & Jönsson (2006, 2008). Esta planta de UF es la más grande en su tipo, con un área de membranas de 4800 m2, divididas 2 líneas correspondientes a fibra larga (2900 m2) y fibra corta (1900 m2). La secuencia de blanqueo de la planta es oxígeno, quelante y peróxido. La etapa de oxígeno es alcalina, el efluente contiene fibras y el pH es ajustado para que sea mayor a 11.
La remoción de demanda química de oxígeno es de un 50% y corresponde a materia orgánica de alto peso molecular, no biodegradable. La materia orgánica remanente en el permeado es tratada mediante lodos activados, el concentrado (tras una reducción de volumen de 50) es incinerado en la caldera de biomasa. El detalle de la planta de UF se presenta en la Tabla 8.1.
Tabla 8.1 Datos de planta de UF de Nymölla. Fuente: Nordin & Jönsson (2006)
Fibra larga Fibra corta
Membrana ES404 EM006
MWCO kDa 4 6
Área total de membranas 2900 1900
Etapas 7 6
Módulos 1060 720
Tubos en serie por módulo 18 9
Presión alimentación [bar] 7 8
Temperatura [ºC] 70-80 70-80
Velocidad de flujo [m/s] 1.8 3.6
Reducción de volumen 50 60
Densidad de flujo [L/m2h] 90 150
Potencia instalada [kW] 450 800
Flujo tratado* [L/s] 74 80
Capacidad bombas reciclo [m3/h]* 159 530
* Estimación propia

57
El efluente alimentado contiene una DQO del orden de 10000 mgO2/L, el concentrado obtenido posee una concentración 20-25 veces superior. La temperatura es alta para evitar problemas de disminución de solubilidad de los contaminantes; la vida útil garantizada por el fabricante es de 15 meses, en la planta el recambio es variable entre 18-24 meses, siendo las membranas de las primeras etapas las que duran menos por estar en contacto con la fracción más hidrofóbica.
La configuración de la unidad de fibra corta es mostrada en la Figura 8.6. Cada etapa cuenta con varios módulos y estos a su vez poseen tubos 18 tubos, el diámetro interno de las membranas es de 12.5 [mm] y su largo es de 3.6 [m], son fabricadas por PCI Membranes.
Figura 8.6 Esquema de la línea de UF de efluente alcalino de fibra corta. Modificado de Nordin y Jönsson, 2006.
El período de limpieza varia de una vez al día a cada 4 días o más, dependiendo de la etapa y los efluentes (fibra larga o corta); el ensuciamiento es mayoritariamente producto de compuestos orgánicos, aunque inorgánicos como sílice, hierro y magnesio también contribuyen [Mänttäri & Nyström, 2009].
La planta fue diseñada para que nunca tuviese que parar, el sistema de limpieza es un carrusel, cada etapa puede ser desconectada para limpieza sin interrumpir el tratamiento del efluente, la planta puede operar hasta 82ºC, se omiten intercambiadores de calor en la alimentación debido a aparición de precipitados. Previo al desarrollo de la planta, se realizaron pruebas piloto en 15.6 m2 de membranas a fin de evaluar densidades de flujo y condiciones operacionales. La flexibilidad operativa de la planta incluye concentraciones de DQO de 8-16 gO2/L y variaciones de flujo de ±50% [Greaves, 1999].

58
8.5. Datos recolectados
Tabla 8.2 Flujo de agua pura, PWF, para membranas nuevas después del lavado inicial.
T [ºC] TMP [bar] mp [g] tp[m: ss] J20ºC [L/m2h] ±∆∆∆∆J
2 kDa 20,0 1,8 42,9 2:00 38,4 0,8
20,0 2,9 76,8 2:00 68,8 1,2
20,0 3,9 109,8 2:00 98,2 1,6
20,0 5,0 99,8 1:30 119,0 2,3
5 kDa 20,0 1,8 20,1 3:00 34,1 1,1
21,0 2,9 34,9 3:00 57,9 1,5
21,0 3,9 50,4 3:00 83,6 1,9
22,5 5,0 69,6 3:00 111,5 2,4
20 kDa 22,0 1,8 96,0 2:00 82,0 1,4
23,0 2,9 192,0 2:00 160,2 2,6
24,0 3,9 312,0 2:00 254,6 4,0
24,0 4,9 402,0 2:00 328,0 5,1
25 kDa 21,0 1,8 78,2 2:00 68,3 1,2
21,0 2,9 143,9 2:00 125,7 2,0
21,5 3,9 207,7 2:00 179,4 2,7
22,0 5,0 272,9 2:00 233,0 3,5
50 20,0 1,8 88,4 3:00 150,1 2,9
20,5 2,9 155,8 3:00 261,5 4,8
22,0 3,9 235,7 3:00 382,0 6,9
23,0 5,0 339,0 3:00 537,0 9,7

59
Tabla 8.3 Filtración de efluente ácido a TMP 2.9 bar, con membrana de 2 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,6 19,0 13,3 1:15 19 1 22
1,6 20,0 9,4 0:45 22 1 25
2,5 20,0 12,2 1:00 22 1 24
3,5 21,0 11,0 1:00 20 1 22
4,5 21,0 11,2 1:04 19 1 21
5,5 22,0 9,7 0:56 19 1 20
6,5 22,0 10,2 1:00 18 1 19
7,5 22,0 9,7 1:00 17 1 19
8,5 21,0 9,0 1:00 16 1 18
9,5 21,0 8,8 1:00 16 1 17
14,5 22,0 8,2 1:00 15 1 16
18,5 22,0 7,5 1:00 13 1 14
24,2 23,0 7,0 1:00 13 1 13
28,5 23,0 6,9 1:00 12 1 13
38,5 24,0 6,3 1:00 11 1 12
48,5 24,0 6,0 1:00 11 1 11
71,1 25,0 9,9 1:50 10 1 10
76,4 25,0 6,6 1:15 9 1 9

60
Tabla 8.4 Filtración de efluente ácido a TMP 2.9 bar, con membrana de 5 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,3 19,0 5,0 0:30 36 5 41
0,8 19,0 5,1 0:30 36 5 42
1,3 19,0 4,9 0:30 35 5 40
2,0 19,0 9,4 1:00 34 2 39
3,0 19,0 9,0 1:00 32 2 37
4,0 19,0 8,9 1:00 32 2 37
5,0 19,0 8,8 1:00 31 2 36
6,0 19,5 8,6 1:00 31 2 35
7,5 19,5 8,2 1:00 29 2 33
8,5 19,5 8,3 1:00 30 2 34
9,5 19,5 8,1 1:00 29 2 33
12,5 20,0 8,0 1:00 29 2 32
15,5 20,0 7,8 1:00 28 2 31
20,5 20,0 7,6 1:00 27 2 30
24,5 20,5 7,4 1:00 26 2 29
30,5 21,0 7,6 1:00 27 2 30
35,5 21,0 7,3 1:00 26 2 29
40,5 21,5 7,4 1:00 26 2 29
50,5 22,0 7,5 1:00 27 2 29
60,5 22,5 7,6 1:00 27 2 29
70,5 23,0 7,4 1:00 26 2 28
81,0 23,0 7,6 1:00 27 2 28

61
Tabla 8.5 Filtración de efluente ácido a TMP 2.9 bar, con membrana de 25 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,3 23,0 32,6 0:30 116 6 122
0,8 23,5 33,6 0:30 120 6 125
1,3 23,5 38,7 0:35 118 5 123
1,5 24,0 63,3 1:00 113 3 116
3,5 24,0 61,8 1:00 110 3 113
4,5 24,0 60,1 1:00 107 3 110
5,5 24,0 60,4 1:00 108 3 110
6,5 24,0 57,5 1:00 103 3 105
7,5 24,5 57,7 1:00 103 3 105
8,5 24,5 57,2 1:00 102 3 103
9,5 24,5 55,8 1:00 100 3 101
12,3 24,5 28,0 0:30 100 5 101
15,3 25,0 26,4 0:30 94 5 94
17,3 25,0 25,7 0:30 92 5 92
21,3 25,5 27,7 0:30 99 5 98
24,3 25,5 31,8 0:35 97 4 96
27,3 26,0 26,6 0:30 95 5 93
30,3 26,0 25,5 0:30 91 5 89
35,5 26,0 50,1 1:00 89 2 88
40,5 26,5 50,2 1:00 90 2 87
45,5 26,5 48,4 1:00 86 2 84
50,5 27,0 49,8 1:00 89 2 85
60,5 27,0 46,8 1:00 84 2 80
70,5 27,0 55,4 1:15 79 2 76
80,5 27,5 39,5 0:55 77 2 73

62
Tabla 8.6 Filtración de efluente ácido a TMP 2.9 bar, con membrana de 50 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,5 19,0 23,9 0:30 171 14 196
1,0 19,0 21,7 0:30 155 13 178
1,5 19,0 21,1 0:30 151 12 173
2,0 19,0 20,2 0:30 144 12 166
2,5 19,0 19,9 0:30 142 12 163
3,0 19,0 19,4 0:30 139 12 159
3,5 19,0 18,8 0:30 134 11 154
4,0 19,0 18,3 0:30 131 11 150
4,5 19,0 18,1 0:30 129 11 149
5,0 19,0 17,8 0:30 127 11 146
5,8 19,5 35,1 1:00 125 6 142
6,8 19,5 33,4 1:00 119 6 136
7,8 19,5 33,0 1:00 118 6 134
8,8 19,5 32,1 1:00 115 6 130
9,8 19,5 31,0 1:00 111 6 126
13,8 20,0 30,1 1:00 108 6 121
14,3 20,0 58,5 2:00 104 4 117
15,8 20,0 27,8 1:00 99 5 111
20,8 20,0 26,1 1:00 93 5 105
24,8 20,5 24,9 1:00 89 5 99
30,8 21,0 23,5 1:00 84 5 92
35,8 21,0 22,3 1:00 80 5 87
40,8 21,5 21,7 1:00 78 5 84
50,8 22,0 21,0 1:00 75 4 80
60,8 22,5 19,8 1:00 71 4 75
70,8 23,0 19,1 1:00 68 4 71
80,8 23,0 18,8 1:00 67 4 70

63
Tabla 8.7 Filtración de efluente alcalino a TMP 2.9 bar, con membrana de 2 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,5 19 21,2 1:00 38 1 44
3,6 19 25,2 1:06 41 1 47
6,7 20 31,2 1:20 42 1 47
9,7 21 32,0 1:25 40 1 44
12,6 21 25,1 1:11 38 1 42
15,6 23 26,6 1:13 39 1 41
19,6 24 27,4 1:15 39 1 40
25,9 24 38,1 1:46 39 1 39
30,6 25 27,0 1:15 39 1 39
40.6 25 27,1 1:16 38 1 38
50,7 25 30,7 1:25 39 1 39
60,7 25 28,7 1:20 39 1 39
80,7 25 28,7 1:20 39 1 39

64
Tabla 8.8 Filtración de efluente alcalino TMP 2.9 bar, con membrana de 5 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,5 16,5 9,9 1:00 35 3 43
1,5 17,0 9,9 1:00 35 4 43
2,5 18,0 10,0 1:00 36 4 42
3,5 18,0 9,8 1:00 35 4 41
4,5 18,5 9,7 1:00 35 4 40
5,5 19,0 9,7 1:00 35 4 40
6,5 19,0 9,6 1:00 34 4 39
7,5 19,5 9,6 1:00 34 4 39
8,5 19,5 9,6 1:00 34 4 39
9,5 20,0 9,5 1:00 34 4 38
10,5 20,0 9,5 1:00 34 4 38
12,5 20,5 9,6 1:00 34 4 38
15,5 21,0 9,4 1:00 34 4 37
18,5 21,5 9,6 1:00 34 4 37
21,5 21,5 9,6 1:00 34 4 37
25,5 22,0 9,5 1:00 34 4 36
30,5 22,5 9,5 1:00 34 4 36
38,0 23,0 9,8 1:00 35 4 37
40,5 23,5 9,6 1:00 34 4 36
45,5 23,5 9,6 1:00 34 4 36
50,5 24,0 10,1 1:00 36 4 37
60,5 24,0 9,7 1:00 35 4 36
71,1 24,5 23,1 2:15 37 2 37
80,5 24,5 10,2 1:00 37 4 37

65
Tabla 8.9 Filtración de efluente alcalino TMP 2.9 bar, con membrana de 20 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,3 15,5 90,0 0:30 110 5 139
0,8 15,5 112,4 0:30 80 4 101
1,3 15,5 133,7 0:30 76 4 96
1,5 15,5 154,1 1:00 75 2 94
2,5 15,5 192,4 1:00 68 2 86
3,5 15,5 227,0 1:00 62 2 78
4,5 16,0 260,0 1:00 59 2 74
5,5 16,0 290,2 1:00 54 2 67
6,5 16,0 319,0 1:00 51 2 64
7,6 16,0 353,8 1:15 50 1 62
8,6 16,0 373,3 0:45 46 2 58
9,5 16,0 399,1 1:00 46 2 57
10,5 16,0 424,2 1:00 45 2 56
11,5 16,5 448,4 1:00 43 1 53
17,0 17,0 574,9 1:00 40 1 48
19,5 17,0 629,4 1:00 39 1 47
20,5 17,5 651,0 1:00 39 1 46
21,5 17,5 672,4 1:00 38 1 46
25,5 18,0 755,5 1:00 36 1 43
31,0 18,0 879,9 2:00 37 1 44
35,5 18,5 961,9 1:00 36 1 42
40,6 19,0 1065,7 0:50 37 2 43
45,7 19,5 89,6 1:01 38 1 43
50,5 20,0 199,9 1:31 39 1 43
55,7 20,5 308,9 1:00 40 1 44
60,5 20,5 419,2 1:00 41 1 46
70,5 21,5 653,9 1:00 42 1 46
81,3 22,0 178,4 1:00 44 1 47
82,3 22,0 203,6 1:00 45 2 48

66
Tabla 8.10 Filtración de efluente alcalino TMP 2.9 bar, con membrana de 50 kDa.
t [min] T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
0,3 16,0 18,8 0:30 134 11 167
0,8 16,5 15,2 0:30 109 10 133
1,3 17,0 12,8 0:30 92 9 111
1,8 17,0 11,7 0:30 84 8 101
2,5 18,0 21,4 1:00 77 4 90
3,5 18,0 18,9 1:00 68 4 80
4,5 18,5 17,9 1:00 64 4 75
5,5 19,0 17,0 1:00 61 4 70
6,5 19,0 16,1 1:00 58 4 66
7,5 19,5 15,9 1:00 57 4 65
8,5 19,5 15,6 1:00 56 4 63
9,5 20,0 15,1 1:00 54 4 61
10,5 20,0 15,1 1:00 54 4 61
11,7 20,5 20,2 1:20 54 3 60
15,5 21,0 16,5 1:05 55 3 60
18,5 21,5 15,5 1:00 55 4 60
21,5 21,5 15,4 1:00 55 4 60
26,2 22,0 26,4 1:45 54 2 58
30,5 22,5 15,3 1:00 55 4 58
35,5 23,0 14,8 1:00 53 4 55
40,5 23,5 14,9 1:00 53 4 55
45,5 23,5 14,8 1:00 53 4 55
50,8 24,0 15,1 1:00 54 4 55
60,5 24,0 14,8 1:00 53 4 54
70,5 24,5 26,6 1:45 54 2 55
80,5 24,5 15,4 1:00 55 4 56
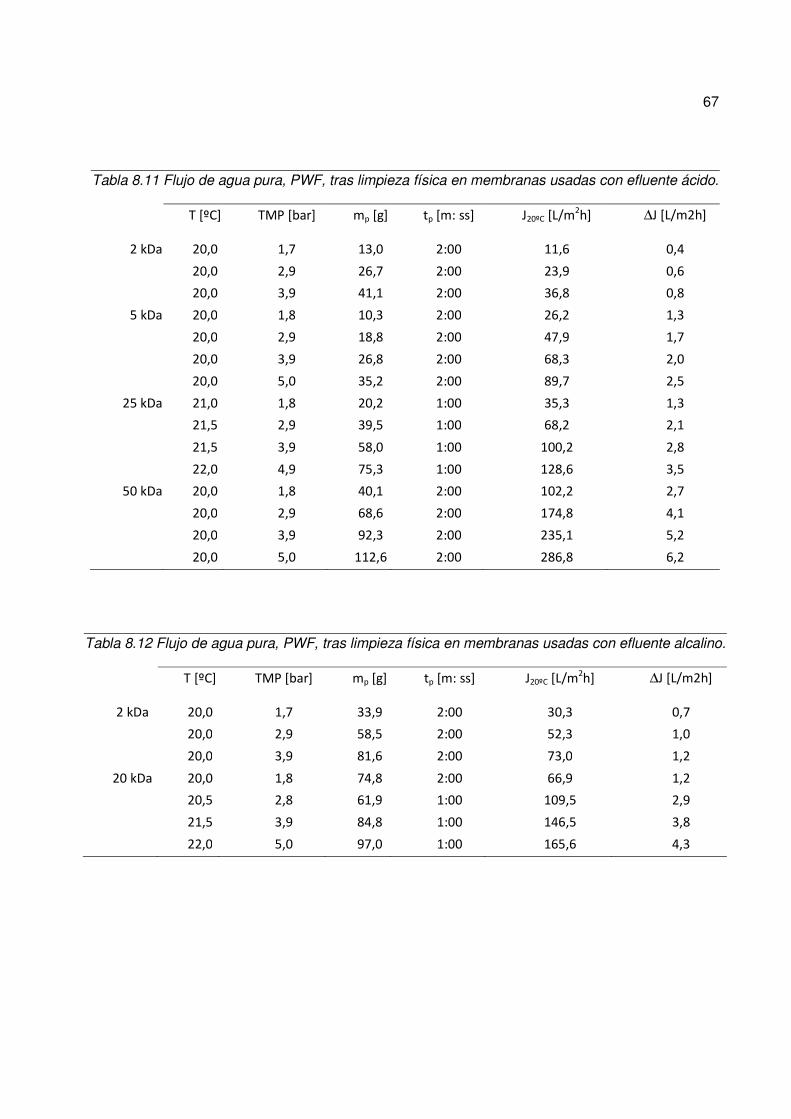
67
Tabla 8.11 Flujo de agua pura, PWF, tras limpieza física en membranas usadas con efluente ácido.
T [ºC] TMP [bar] mp [g] tp [m: ss] J20ºC [L/m2h] ∆J [L/m2h]
2 kDa 20,0 1,7 13,0 2:00 11,6 0,4
20,0 2,9 26,7 2:00 23,9 0,6
20,0 3,9 41,1 2:00 36,8 0,8
5 kDa 20,0 1,8 10,3 2:00 26,2 1,3
20,0 2,9 18,8 2:00 47,9 1,7
20,0 3,9 26,8 2:00 68,3 2,0
20,0 5,0 35,2 2:00 89,7 2,5
25 kDa 21,0 1,8 20,2 1:00 35,3 1,3
21,5 2,9 39,5 1:00 68,2 2,1
21,5 3,9 58,0 1:00 100,2 2,8
22,0 4,9 75,3 1:00 128,6 3,5
50 kDa 20,0 1,8 40,1 2:00 102,2 2,7
20,0 2,9 68,6 2:00 174,8 4,1
20,0 3,9 92,3 2:00 235,1 5,2
20,0 5,0 112,6 2:00 286,8 6,2
Tabla 8.12 Flujo de agua pura, PWF, tras limpieza física en membranas usadas con efluente alcalino.
T [ºC] TMP [bar] mp [g] tp [m: ss] J20ºC [L/m2h] ∆J [L/m2h]
2 kDa 20,0 1,7 33,9 2:00 30,3 0,7
20,0 2,9 58,5 2:00 52,3 1,0
20,0 3,9 81,6 2:00 73,0 1,2
20 kDa 20,0 1,8 74,8 2:00 66,9 1,2
20,5 2,8 61,9 1:00 109,5 2,9
21,5 3,9 84,8 1:00 146,5 3,8
22,0 5,0 97,0 1:00 165,6 4,3

68
Tabla 8.13 Densidad de flujo medido para distintas reducciones de volumen (2 y 20 kDa efluente alcalino, 25 kDa efluente ácido).
RV T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J Jnorm 25ºC
2 kDa 1 25,5 70,1 3:05 40,7 0.5 40,3
2 24,5 34,0 1:40 36,5 0.8 36,9
3 24,5 34,5 1:50 33,7 0.7 34,1
4 24,0 27,4 1:30 32,7 0.8 33,5
20 kDa 1 22,0 25,2 1:00 45,1 1.5 48,3
2 26,5 25,7 1:00 46,0 1.5 44,3
3 28,5 25,2 1:00 45,2 1.5 41,9
4 29,0 25,5 1:00 45,7 1.5 41,9
25 kDa 1 27,5 39,5 0:55 76,9 2.4 72,9
2 28,0 38,5 1:00 68,8 2.0 61,2
3 28,0 36,6 1:00 65,4 2.0 58,2
4 28,5 36,1 1:00 64,4 1.9 57,0
Tabla 8.14 Densidad de flujo de permeado de efluente alcalino a distintas temperaturas.
T [ºC] mp [g] tp [m:s] J [L/m2h] ∆∆∆∆J
5 kDa 30 26,8 2:00 24,0 2,1
40 33,5 2:00 30,1 2,4
50 42,9 2:00 38,8 2,9
50 kDa 30 50,7 2:00 45,5 3,2
40 67,5 2:00 60,7 4,0
50 78,0 2:00 70,5 4,6

69
Tabla 8.15 Absorbancia de solución de limpieza para membranas usadas con efluente alcalino. La solución consistió en 1% EDTA (peso), pH 10.4 y 20ºC.
t [m:ss] Abs254 ± 0.002 Abs280 ± 0.002
2 kDa 0:30 0,802
1:00 0,872
1:30 0,861
2:00 0,873
3:00 0,871
4:00 0,872
5:00 0,911
6:00 0,937
8:00 0,921
10:00 0,910
20 kDa 0:30 0,906 0,113
1:00 0,935 0,124
1:30 0,896 0,109
2:00 0,906 0,112
3:00 0,929 0,124
4:00 0,933 0,121
5:00 0,920 0,123
6:00 0,922 0,132
8:00 0,938 0,130
10:00 0,934 0,133

70
Tabla 8.16 Absorbancia de solución de limpieza para membranas usadas con efluente ácido. Para 2 kDa la solución consistió en 1% EDTA (peso), pH 10.4 y 20ºC; en tanto para 25 kDa 2% EDTA, pH 10.4 y 20ºC.
MWCO [kDa] tiempo [min:seg] Abs254 ± 0.002 Abs280 ± 0.002
2 0:30 0,028
1:00 0,027
1:30
0,034
2:00 0,033
2:30 0,041
3:00 0,040
4:00
0,052
5:00
0,051
6:00 0,054
7:00 0,056
8:00 0,060
10:00
0,071
25 0:30 1,086 0,265
1:00 1,087 0,273
1:30 1,096 0,281
2:00 1,103 0,290
3:00 1,115 0,299
4:00 1,117 0,307
5:00 1,140 0,313
7:00 1,153 0,323
9:00 1,170 0,332
12:00 1,193 0,340
15:00 1,205 0,352
18:00 1,225 0,363
21:00 1,235 0,364
25:00 1,258 0,383
30:00 1,268 0,397
Permeado
acumulado
0,423 1,307

71
Tabla 8.17. Recolección de permeado de osmosis inversa. Área de membrana 1 m2, flujo de alimentación 480 L/h.
T [ºC] TMP [bar] mp [g] tp [m:s] J [L/m2h] ∆J[L/m2h]
Agua destilada 50 4 470 2:00 14,1 0.2
50 10 810 1:24 34,7 0.5
50 16 770 0:48 57,8 1.4
50 20 580 0:30 69,6 2.6
50 24 590 0:25 85,0 3.7
Permeado alcalino
de 20 kDa
51 4 142 1:28 5,9 0,1
51 8 581 1:53 18,7 0,2
51 12 532 1:00 32,6 0,7
51 16 634 0:49 47,2 1,1
52 20 809 0:49 59,2 1,4
51 24 973 0:49 72,4 1,7