Traduccion elliot fundiciones
38
Fundiciones Roy Elliot Joseph Glanville escribio sobre las fundiciones de hierro: “Pareciese el hierro un simple metal pero son muchos misterios en su naturaleza”. Muchos, pero no todos, de estos misterios se han resuelto en los últimos 300 años La combinación de habilidades de los fundidores y el conocimiento de los científicos para entregar el diseño ingenieril con una familia de aleaciones de fundición que ofrecen virtualmente una única combinación entre bajos costos y versatilidad de la ingeniería. Fundiciones de hierro o “fundiciones” es una aleación Fe-C-Si siempre con contenidos inferiores al 0,1% y otros elementas aleantes superiores al 0.1% y es usada en estado de colada, o mediante otros tratamientos térmicos, la tabla 1.1 compara las características de varios tipos de fundiciones con las de los aceros fundidos y la figura 1.1 muestra la relación entre las miembros de la familia de las fundiciones puras. Figura 1.2 compara los rangos de composición de C y Si de fundiciones y aceros y muestra que las fundiciones contienen exceso de C que supera la solubilidad límite de la austenita. Esta es definida por la línea inferior. Contenidos superiores a C (2-4%) y Si (1/3%) confierecolabilidad. El diagrama de fase de la figura 1.3 muestra que las fundiciones solidifican aproximadamente a 1150°C comparados con los aceros que solidifican a 1500°C. Las fundiciones líquidas son más fluidas y menos reactivas con los materiales del molde. La formación de baja densidad del grafito en hierro plomo está acompañada de una expansión que puede ser usada con un molde rígido para luego alimentarla contracción secundaria. (Como el derivado de algo) y de esta manera eliminar la necesidad de los alimentadores tradicionales. (Se entiende alimentar como entregar energía) Esta caracteristica promueve la colabilidad y permite hacer moldes con formas más complejas a costos relativamente bajos. La microestructura y propiedades de las fundiciones también difieren con la de los aceros. El exceso de C precipita durante la solidificación debido a una reacción eutéctica ya sea como grafito fase termodinámicamente estable (fundición gris) y/o como cementitametaestable (moteada o fundición blanca). La forma de la fase estable o metaestable depende de su naturaleza y del tratamiento dado al líquido, en particular, de su potencial de grafitización, del tratamiento de inoculación y de la velocidad de enfriamiento. El Si incrementará el potencial de grafitización fuertemente y esta siempre presente en altas concentraciones en fundiciones grices. Al, B (<0.15%), Cu, Ni y Ti (<0.25%) también incrementa el potencial de grafitización y Bi, B (>0,15%) Cr,
-
Upload
fabian-leandro -
Category
Engineering
-
view
85 -
download
0
Transcript of Traduccion elliot fundiciones
Fundiciones
Roy Elliot
Joseph Glanville escribio sobre las fundiciones de hierro: “Pareciese el hierro un simple metal pero
son muchos misterios en su naturaleza”. Muchos, pero no todos, de estos misterios se han
resuelto en los últimos 300 años La combinación de habilidades de los fundidores y el
conocimiento de los científicos para entregar el diseño ingenieril con una familia de aleaciones de
fundición que ofrecen virtualmente una única combinación entre bajos costos y versatilidad de la
ingeniería.
Fundiciones de hierro o “fundiciones” es una aleación Fe-C-Si siempre con contenidos inferiores al
0,1% y otros elementas aleantes superiores al 0.1% y es usada en estado de colada, o mediante
otros tratamientos térmicos, la tabla 1.1 compara las características de varios tipos de fundiciones
con las de los aceros fundidos y la figura 1.1 muestra la relación entre las miembros de la familia
de las fundiciones puras. Figura 1.2 compara los rangos de composición de C y Si de fundiciones y
aceros y muestra que las fundiciones contienen exceso de C que supera la solubilidad límite de la
austenita. Esta es definida por la línea inferior. Contenidos superiores a C (2-4%) y Si (1/3%)
confierecolabilidad. El diagrama de fase de la figura 1.3 muestra que las fundiciones solidifican
aproximadamente a 1150°C comparados con los aceros que solidifican a 1500°C. Las fundiciones
líquidas son más fluidas y menos reactivas con los materiales del molde. La formación de baja
densidad del grafito en hierro plomo está acompañada de una expansión que puede ser usada
con un molde rígido para luego alimentarla contracción secundaria. (Como el derivado de algo) y
de esta manera eliminar la necesidad de los alimentadores tradicionales. (Se entiende alimentar
como entregar energía)
Esta caracteristica promueve la colabilidad y permite hacer moldes con formas más complejas a
costos relativamente bajos.
La microestructura y propiedades de las fundiciones también difieren con la de los aceros. El
exceso de C precipita durante la solidificación debido a una reacción eutéctica ya sea como grafito
fase termodinámicamente estable (fundición gris) y/o como cementitametaestable (moteada o
fundición blanca). La forma de la fase estable o metaestable depende de su naturaleza y del
tratamiento dado al líquido, en particular, de su potencial de grafitización, del tratamiento de
inoculación y de la velocidad de enfriamiento. El Si incrementará el potencial de grafitización
fuertemente y esta siempre presente en altas concentraciones en fundiciones grices. Al, B
(<0.15%), Cu, Ni y Ti (<0.25%) también incrementa el potencial de grafitización y Bi, B (>0,15%) Cr,
Mn, Mo, Te, V y Ti (>0.25%) desciende este. El potencial de grafitización de las fundiciones
maleables es reducido con pequeñas adiciones de Bi y Te para permitir que los componentes sean
fundiciones grises después de la grafitización por tratamientos térmicos.
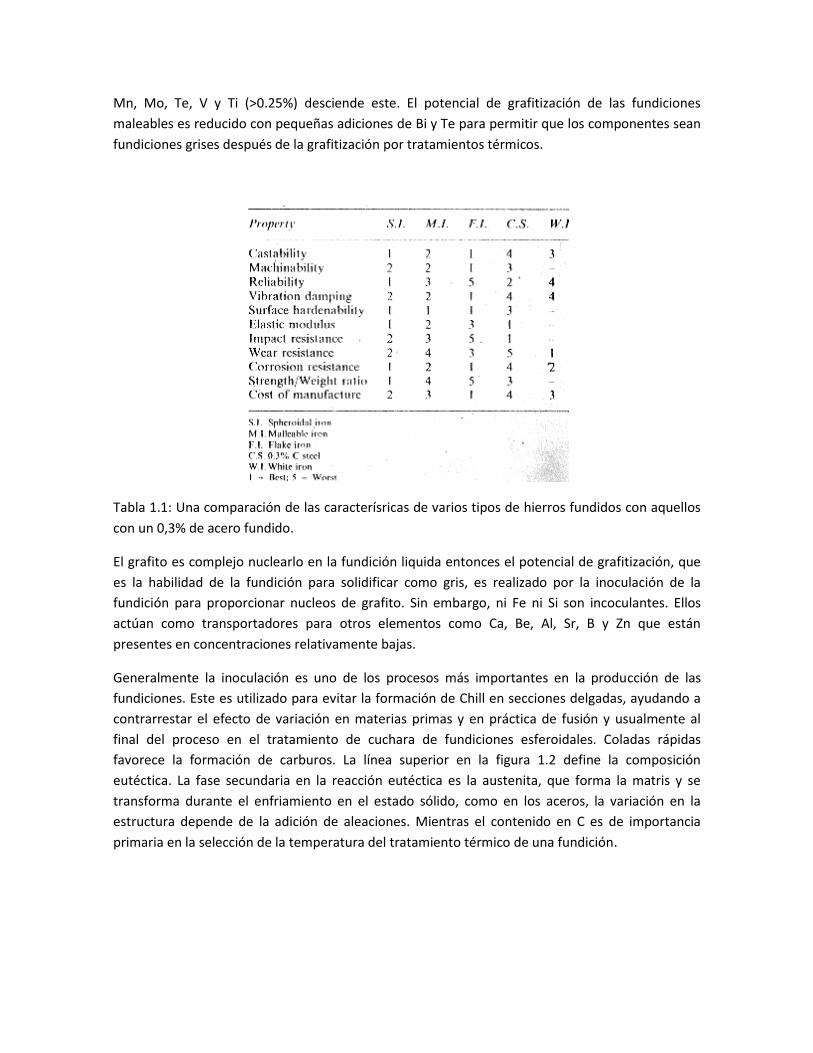
Tabla 1.1: Una comparación de las caracterísricas de varios tipos de hierros fundidos con aquellos
con un 0,3% de acero fundido.
El grafito es complejo nuclearlo en la fundición liquida entonces el potencial de grafitización, que
es la habilidad de la fundición para solidificar como gris, es realizado por la inoculación de la
fundición para proporcionar nucleos de grafito. Sin embargo, ni Fe ni Si son incoculantes. Ellos
actúan como transportadores para otros elementos como Ca, Be, Al, Sr, B y Zn que están
presentes en concentraciones relativamente bajas.
Generalmente la inoculación es uno de los procesos más importantes en la producción de las
fundiciones. Este es utilizado para evitar la formación de Chill en secciones delgadas, ayudando a
contrarrestar el efecto de variación en materias primas y en práctica de fusión y usualmente al
final del proceso en el tratamiento de cuchara de fundiciones esferoidales. Coladas rápidas
favorece la formación de carburos. La línea superior en la figura 1.2 define la composición
eutéctica. La fase secundaria en la reacción eutéctica es la austenita, que forma la matris y se
transforma durante el enfriamiento en el estado sólido, como en los aceros, la variación en la
estructura depende de la adición de aleaciones. Mientras el contenido en C es de importancia
primaria en la selección de la temperatura del tratamiento térmico de una fundición.
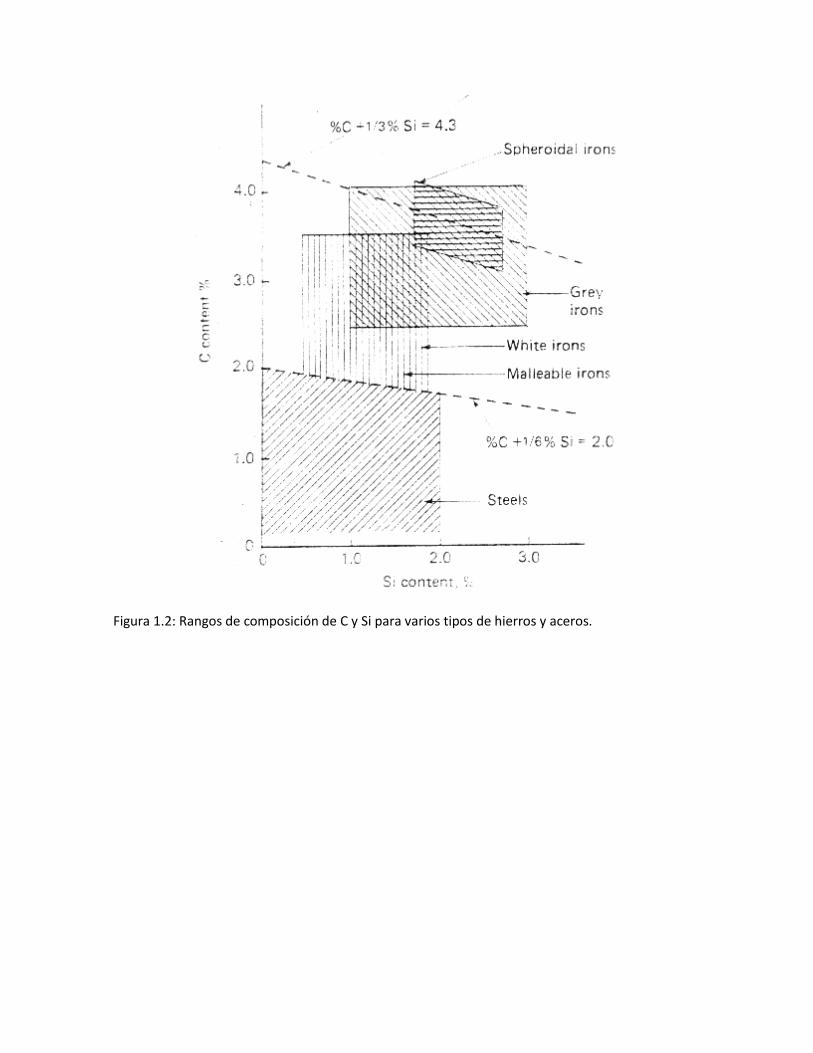
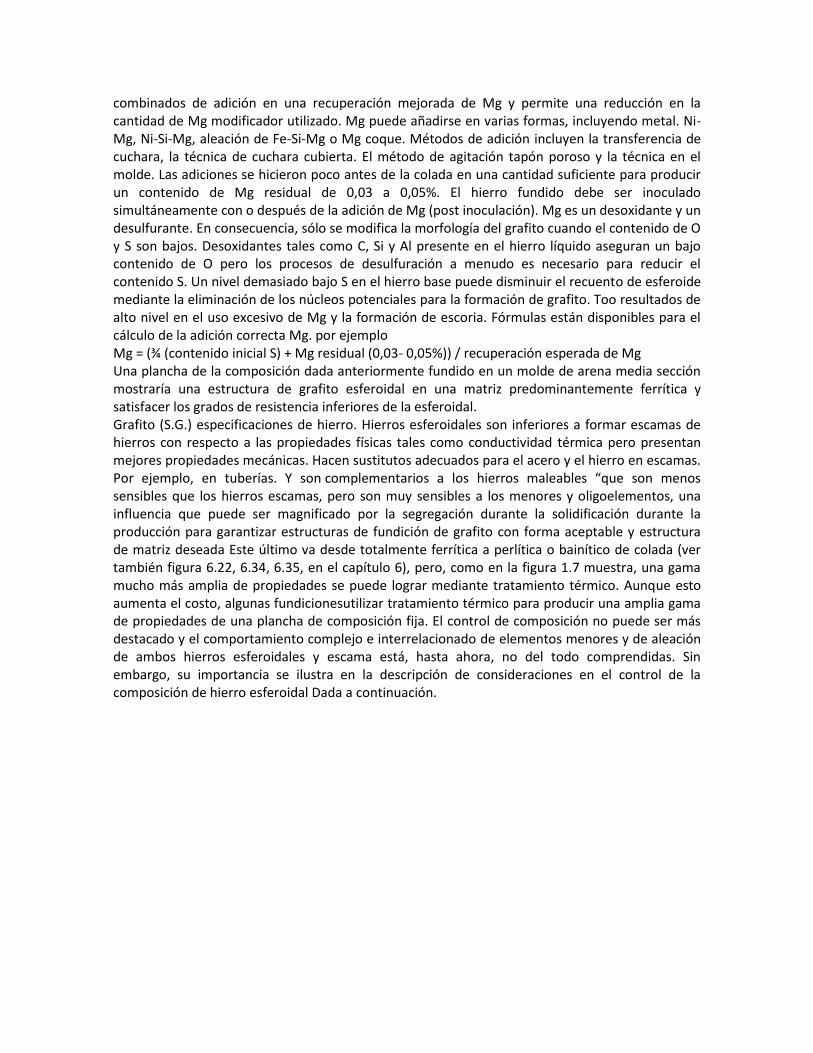
Figura 1.2: Rangos de composición de C y Si para varios tipos de hierros y aceros.
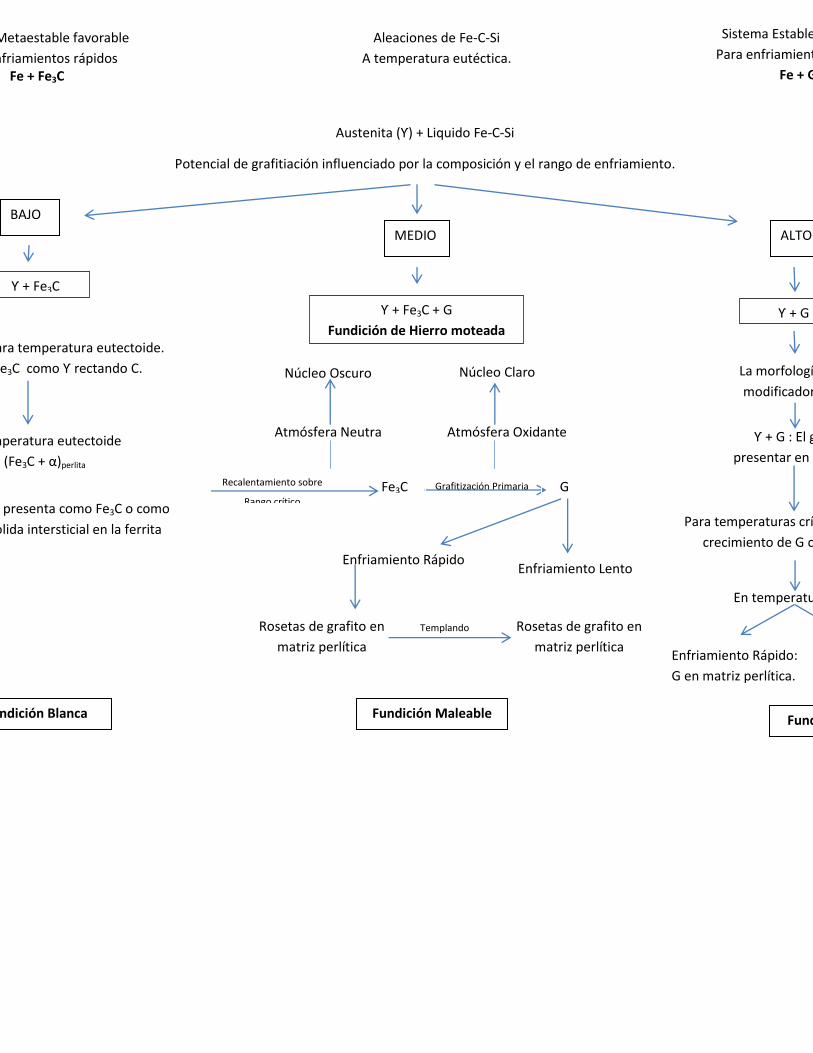
Fundición Maleable
MEDIO
Fundición Gris
Enfriamiento Lento:
G en matriz ferrítica
G en matriz ferrítica
Enfriamiento Rápido:
G en matriz perlítica.
En temperatura crítica
Para temperaturas críticas de enfriamiento existe
crecimiento de G como de Ƴ, reyectando C.
Ƴ + G : El grafito se puede
presentar en hojuelas o nodular.
Ƴ + G
ALTO
La morfología dependerá de
modificadores e impurezas
Fundición Blanca
Todo el C se presenta como Fe3C o como
solución solida intersticial en la ferrita
Sistema Estable favorable
Para enfriamientos rápidos.
Fe + G
Aleaciones de Fe-C-Si
A temperatura eutéctica.
Sistema Metaestable favorable
para enfriamientos rápidos Fe + Fe3C
Austenita (Ƴ) + Liquido Fe-C-Si
Potencial de grafitiación influenciado por la composición y el rango de enfriamiento.
BAJO
Ƴ + Fe3C
Enfriamiento para temperatura eutectoide.
Existiendo Fe3C como Ƴ rectando C.
En la temperatura eutectoide
Ƴ + (Fe3C + α)perlita
Enfriamiento Rápido
Enfriamiento Lento
G Fe3C Grafitización Primaria Recalentamiento sobre
Rango crítico
Atmósfera Oxidante
Núcleo Claro
Atmósfera Neutra
Ƴ + Fe3C + G
Fundición de Hierro moteada
Núcleo Oscuro
Rosetas de grafito en
matriz perlítica
Templando Rosetas de grafito en
matriz perlítica
Algunos de los misterios referidos por Glanville pueden ser trazadas por la complicada y
considerable influencia por elementos menores en la estructura y las propiedades. Esto puede ser
ilustrado en la tabla 1.2 (ref. 1). La influencia de los elementos individuales puede ser múltiple y
ambos efectos beneficiar o perjudicar. Por ejemplo, la inoculación es alcanzada como resultado de
la acción de los elementos menores como será explicado más adelante. Además rastros de Mg por
aceros de bajo S modifican los procesos de crecimiento del grafito para promover grafito nodular.
Esto solo sucede através de un estrecho rango de concentración.
En menores concentraciones resultan en compacto/vermicular he incluso hojuelas de grafito,
mayores concentraciones promueven degeneracióno formación de carburos. N en aceros
maleables estabilizan los carburos, reduce la tendencia de fundición moteada y retarda primera y
segunda etapa de grafitización. Niveles de N alrededor de 0.014% puede llevarnos a la producción
de severos problemas. El N actúa como un estabilizador de perlita en las hojuelas de grafito y
aplicar un fuerte efecto estabilizador de carburos. Esto promueve la formación
compacta/vermicular en lugar de hojuelas de grafito en secciones gruesas en niveles >0.008%
(véase también en la Figura 6.12 en el capítulo 6). Todas estas influencias aumentan la resistencia
a la tensión (U.T.S.) de hojuelas de acero de 160 a 300 N/mm2 (ref. 6). En práctica, el N con Sn y Sb
ha sido utilizado para reducir el contenido de ferrita en el moldeo por gravedad de tambores de
freno y fortalecer la plancha de anillo de pistón. Sin embargo, altos niveles de N (~0.02%) son a
causa de defectos de soplado y fisuras. En esta conexión, esto he demostrado que la combinación
N-V puede eliminar defectos al mismo tiempo que crece la resistencia a la tensión. El efecto de N
en aceros nodulares es menos pronunciado porque el tratamiento de Mg tiende a nivelarlo desde
la fundición. Pb tan bajo como 0.0015% en presencia de H conduce a la formación de grafito
Windmastätten y la reducción de propiedades mecánicas (véase también en las figuras 6.15-6.18
en el capítulo 6). Estos son solo poco de los efectos de la composición que deben ser considerados
en la producción de aceros, pero ellos enfatizan en la necesidad de controlar los elementos
menores y la importancia de su selectivo uso de control estructural y de propiedades. Sin embargo
este es el aspecto más importante de la tecnología del hierro fundido.
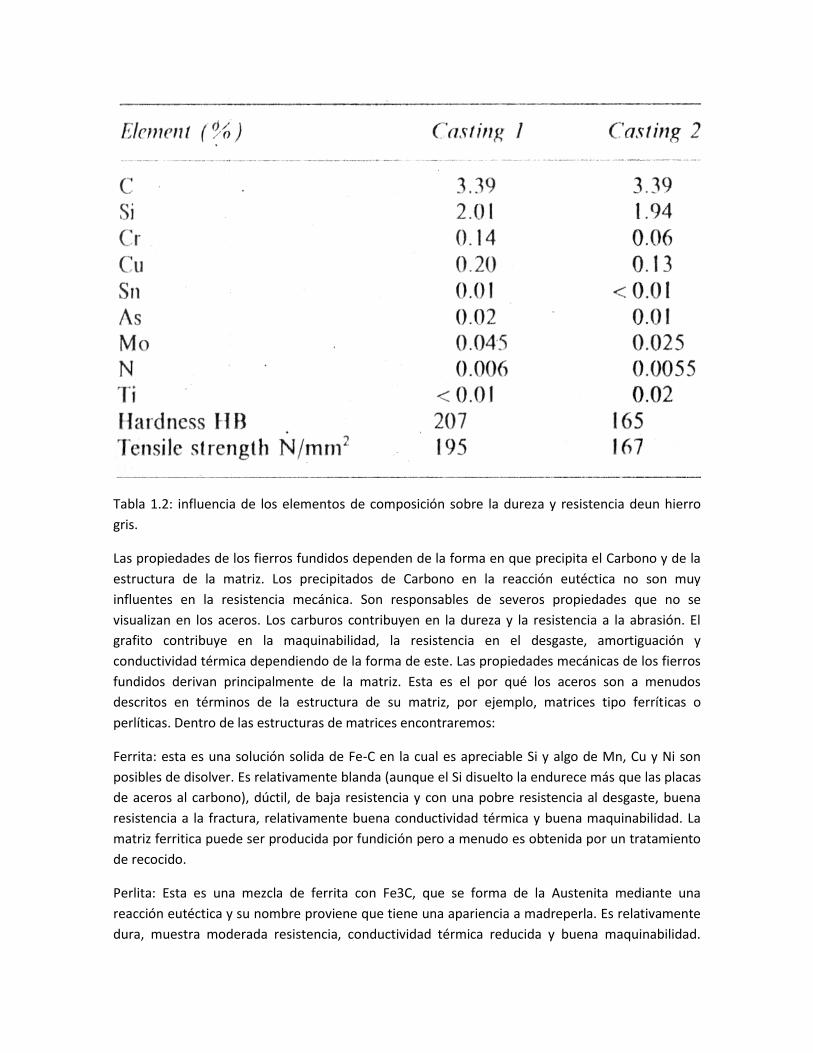
Tabla 1.2: influencia de los elementos de composición sobre la dureza y resistencia deun hierro
gris.
Las propiedades de los fierros fundidos dependen de la forma en que precipita el Carbono y de la
estructura de la matriz. Los precipitados de Carbono en la reacción eutéctica no son muy
influentes en la resistencia mecánica. Son responsables de severos propiedades que no se
visualizan en los aceros. Los carburos contribuyen en la dureza y la resistencia a la abrasión. El
grafito contribuye en la maquinabilidad, la resistencia en el desgaste, amortiguación y
conductividad térmica dependiendo de la forma de este. Las propiedades mecánicas de los fierros
fundidos derivan principalmente de la matriz. Esta es el por qué los aceros son a menudos
descritos en términos de la estructura de su matriz, por ejemplo, matrices tipo ferríticas o
perlíticas. Dentro de las estructuras de matrices encontraremos:
Ferrita: esta es una solución solida de Fe-C en la cual es apreciable Si y algo de Mn, Cu y Ni son
posibles de disolver. Es relativamente blanda (aunque el Si disuelto la endurece más que las placas
de aceros al carbono), dúctil, de baja resistencia y con una pobre resistencia al desgaste, buena
resistencia a la fractura, relativamente buena conductividad térmica y buena maquinabilidad. La
matriz ferritica puede ser producida por fundición pero a menudo es obtenida por un tratamiento
de recocido.
Perlita: Esta es una mezcla de ferrita con Fe3C, que se forma de la Austenita mediante una
reacción eutéctica y su nombre proviene que tiene una apariencia a madreperla. Es relativamente
dura, muestra moderada resistencia, conductividad térmica reducida y buena maquinabilidad.
Varias propiedades mecánicas aumentan a medida que el espaciado perlítico disminuye. El
contenido de Carbono en la perlita en un acero puro es de 0.8%. Es variable en aceros fundidos
dependiendo de la composición del acero y de la velocidad de enfriamiento. Puede ser como
mínimo 0.5% en aceros con alto Si.
Ferrita-Perlita: Esta estructura mezclada es a menudo usada para obtener propiedades
intermedias entre los extremos mencionados arriba.
Bainita: Esta estructura puede ser producida por fundición en aceros aleados (Ni y Mo) cuando es
sabido que es fierro acircular, o seguramente, por un tratamiento térmico de austenizado. La
propiedades de austenizado en fierros esferoidales han sido descritas desde el 1950 pero el rol
económico que estas aleaciones pueden jugar, particularmente en la ingeniería automotriz, y
engranajes y componentes de transmisión han sido apreciados solo recientemente. Los beneficios
del austenizado en fierros esferoidales incluyen:
Alta resistencia a la tracción acoplado con resistencia a la ductilidad y buena resistencia a
la fatiga
Buena resistencia al desgaste y a ser rayados, que es retenido bajo una mala lubricación.
Alta amortiguación del ruido dando un funcionamiento silencioso.
Buenas propiedades al fundir
Conformabilidad aproximada, incluso con formas altamente complejas
Buena maquinabilidad y colada
Un 10% de ahorro en peso en comparación con el acero
Un interés considerable se ha comenzado a ver en esta ingeniería moderna de materiales como un
reemplazante para componentes de aceros forjados.
Austenita: Una aleación con altos contenidos son requeridas para retener esta fase durante el
enfriamiento. Aleaciones con alto contenido de hojuelas y fierros esferoidales tienen excelente
propiedades al calor, la corrosión y no son magnéticos. Esta matriz puede mostrar buena
resistencia, a la dureza y a la ruptura por tensión sobre los 800°C y un rango amplio de
expansividad termina que depende del contenido de Si.
La mayoría de las aleaciones de fundición son especificadas por su composición. Sin embargo esto
no es posible para la muchos fierros fundidos porque la composición de varios tipos de fierros se
superponen (ver figura)y las propiedades de una tipo en particular dependen de las condiciones de
la solidificación. Consecuentemente, la mayoría de las especificaciones de los fierros fundidos
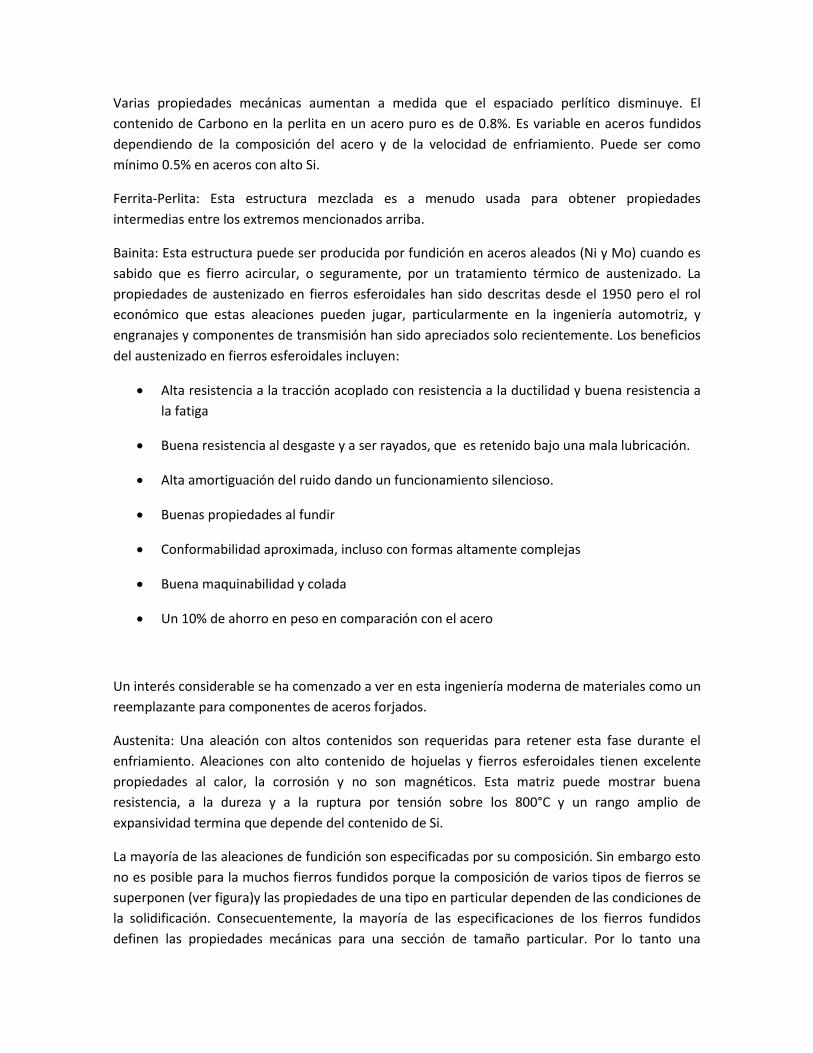
definen las propiedades mecánicas para una sección de tamaño particular. Por lo tanto una
sección de tamaño apropiado debe ser definida para una pieza de fundición con el fin de
seleccionar una especificación.
Figura 1.2: Rangos de composición de C y Si para varios tipos de hierros y aceros.
La persona que funde, debe controlar la fundición y la secuencia de colada con la composición
como una variable para lograr las propiedades requeridas para la fundición. Se especifica la
composición para propósitos especiales en aleaciones de fierro de alto % y las concentraciones
límites son a veces puestas en orden para controlar los efectos de elementos específicos. El Azufre
y varios elementos menores (en composición) incluyendo el Fosforo, caen dentro de esta
categoría.
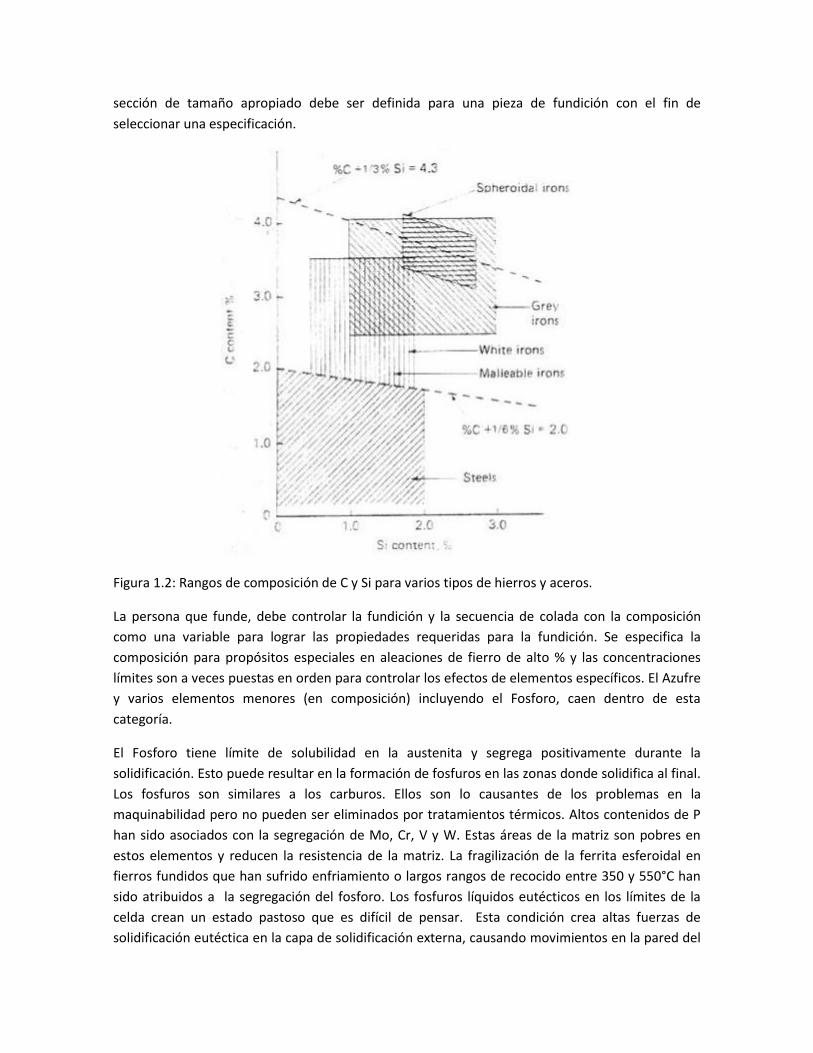
El Fosforo tiene límite de solubilidad en la austenita y segrega positivamente durante la
solidificación. Esto puede resultar en la formación de fosfuros en las zonas donde solidifica al final.
Los fosfuros son similares a los carburos. Ellos son lo causantes de los problemas en la
maquinabilidad pero no pueden ser eliminados por tratamientos térmicos. Altos contenidos de P
han sido asociados con la segregación de Mo, Cr, V y W. Estas áreas de la matriz son pobres en
estos elementos y reducen la resistencia de la matriz. La fragilización de la ferrita esferoidal en
fierros fundidos que han sufrido enfriamiento o largos rangos de recocido entre 350 y 550°C han
sido atribuidos a la segregación del fosforo. Los fosfuros líquidos eutécticos en los límites de la
celda crean un estado pastoso que es difícil de pensar. Esta condición crea altas fuerzas de
solidificación eutéctica en la capa de solidificación externa, causando movimientos en la pared del
molde y un requerimiento de suministrar metal en la etapa final de la solidificación. Esto puede
conducir a una porosidad por contracción. Un límite superior es usualmente especificado para el
fosforo por esta razón, excepto cuando es usado para un propósito en específico como promover
la colabilidad en aceros de bajos grados. La resistencia al impacto térmico de fierros grises
depende totalmente del contenido de Carbono y como mínimo es nombrado por este motivo.
Los hierros fundidos siguen siendo la aleación más utilizada, a pesar de una reducción
considerable de su producción durante la última década, como se muestra en la figura 1.4. Su
popularidad se debe a la capacidad de fundir formas complejas a un costo relativamente bajo y la
amplia gama de propiedades que se pueden conseguir por un control cuidadoso de la composición
y la velocidad de enfriamiento sin cambios radicales en los métodos de producción.Hierro fundido
se dividen en dos grupos principales, aleaciones de propósito general que se utilizan para la
mayoría de aplicaciones de ingeniería y el propósito especial, blanco y de aleación de hierros
fundidos que se utilizan para aplicaciones que implican condiciones extremas de calor, la corrosión
o abrasión.
Propósito general de los hierros fundidos
Estas fundiciones forman el mayor grupo de aleaciones de fundición y se pueden clasificar de
acuerdo a la morfología del grafito laminar, maleable, esferoidal y tipos
compactados/vermicular.Existen especificaciones para todos los tipos excepto los relativamente
nuevos, fundiciones compactados/vermiculares.Especificaciones utilizadas en los diferentes países
se indican en la Tabla 1.3. Tabla 1.4 lista las especificaciones estándar británico.El primer número
de grado indica la resistencia a la tracción y el segundo, el porcentaje mínimo de
alargamiento.Varios cuerpos definen estándares en los EE.UU. en particular, la Sociedad
Americana para Pruebas y Materiales (ASTM) y la Sociedad de Ingenieros Automotrices (SAE).La
Sociedad de fundición de hierro publica un resumen de las especificaciones, como se muestra en
la Tabla 1.5. Estas tablas incluyen las especificaciones de composición y también indican los
principales usos de los hierros fundidos.
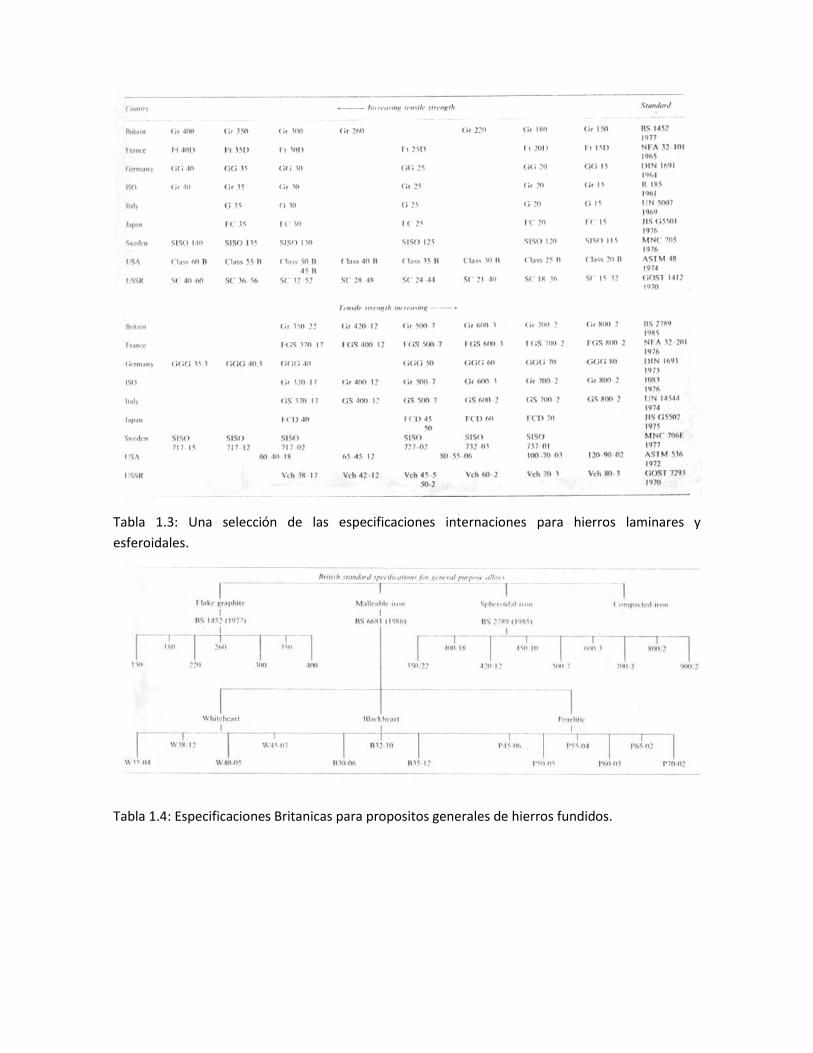
Tabla 1.3: Una selección de las especificaciones internaciones para hierros laminares y
esferoidales.
Tabla 1.4: Especificaciones Britanicas para propositos generales de hierros fundidos.
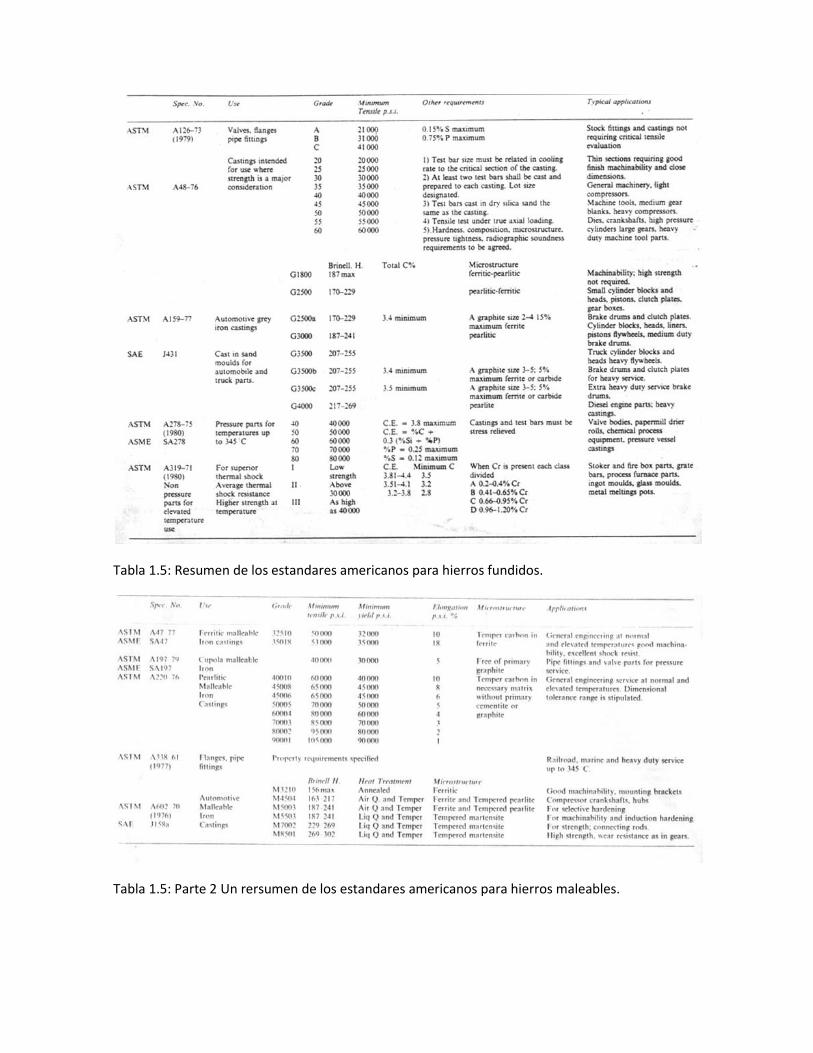
Tabla 1.5: Resumen de los estandares americanos para hierros fundidos.
Tabla 1.5: Parte 2 Un rersumen de los estandares americanos para hierros maleables.

Tabla 1.5: Parte 3 un resumen de los estandares americanos para hierros esferoidales.
La mayoría de las propiedades mecánicas pueden estar relacionadas con una especificación de
resistencia a la tracción como se muestra en la Tabla 1.6 aunque la tracción o resistencia a la
fluencia puede no ser el único criterio de diseño. No todas las propiedades de ingeniería aumentan
con el número de grado y la selección de un grado en particular o incluso de tipo debe hacerse
para obtener la mejor combinación de propiedades para aplicaciones.
Selección de materiales para los componentes del motor diésel ilustra estos puntos20.Material
aceptable para culata debe poseer una alta estabilidad térmica, alta resistencia mecánica y dureza.
Estos tres requisitos no se satisfacen fácilmente en un solo material. Una solución de compromiso
tiene que buscar para cada aplicación y hay más de 40 composiciones en uso21.Carga térmica es
una consideración primordial en pequeños motores utilizados en unos coches y Cr-Mo-Ni hierro
laminar aleado con altos Contenido del C de 3.7 a 3.8% asegurar una buena conductividad térmica,
con suficiente resistencia.Con alta carga mecánica y de moderada a alta carga térmica, como en la
velocidad media o motores de funcionamiento lento, un cambio de grado para los hierros
laminares de alta resistencia al Cr-Mo con un contenido de C más baja de 3.2 a 3.3% de C
proporciona el cambio de equilibrio de propiedades. Cuando la tensión mecánica en la principal
consideración puede ser ventajoso para cambiar el tipo de hierro a un compactado/vermicular
ferrítico o hierro esferoidal ferrítico. Sin embargo, este cambio puede reducir la capacidad de
carga térmica y, posiblemente, la temperatura de servicio admisible.

Tabla 1.6. La dirección general de aumento de las propiedades mecánicas y físicas de propósito
general de hierros fundidos.
Fundición gris laminar Las fundiciones grises laminares son las más usadas en ingeniería. Su nombre deriva del color gris característico desu superficie de fractura y de la morfología del grafito. Es relativamente barata y fácil de producir porque, en contraste con otras fundiciones, tiene rangos de composición fáciles de satisfacer, además tiene pocos problemas de fundición, que surgen generalmente desde la
alimentación y la contracción, siempre que los moldes estén preparados correctamente. Son fáciles de mecanizar y la superficie mecanizada es resistente al desgaste por deslizamiento. Poseen una alta conductividad térmica, bajo módulo de elasticidad y la capacidad de soportar choques térmicos. Esto la hace adecuada para piezas sometidas a cargas locales o repetidas cargas térmicas. Su mayor desventaja es su sensibilidad de sección y su poca resistencia en secciones gruesas. Esto debe ser tomado en cuenta al elegir piezas para resistir ciertas tensiones. Las fundiciones de composición dadas a continuación satisfacen en un bajo y alto grado de especificación a piezas de tamaño medio. G 150 (C.E.V: 4,5) 3,1 – 3,4% C; 2,5 – 2,8% Si; 0,5 – 0,7% Mn; 0,15% S; 0,9%P. G 350 (C.E.V. 3,6) 3,1% C máx. ; 1,4 – 1,6% Si; 0,6 – 0,75% Mn; 0,12% S C.E.V es el valor del carbono equivalente, que es igual al contenido de C del hierro fundido más la cantidad equivalente de C de los elementos aleantes. Las propiedades de la fundición laminar dependen del tamaño, cantidad y distribución de las láminas de grafito y de la estructura de la matriz. Estos, a su vez, dependen del contenido de C y Si (C.E.V. = %C + 1/3%Si + 1/3%P) así como de aditivos aleantes y variables de proceso, tales como el método de fundición, la práctica de la inoculación y la velocidad de enfriamiento. El hierro fundido G 150 tiene un mayor C.E.V. y es rico en P. Éstas características promueven la colabilidad, que es el atributo principal en los hierros fundidos de grado bajo. Usualmente tienen una matriz ferrítica y encuentran un extenso uso en componentes no críticos como está indicado en la Tabla 1.5. Pueden ser producidos sistemáticamente por la carga de fundición correcta. A menudo las medidas de dureza en áreas seleccionadas del componente son una prueba de calidad suficiente. Los grados superiores tienen una matriz perlítica que puede conseguirse con un tratamiento térmico, sin embargo es preferible conseguir una matriz perlítica equilibrando cuidadosamente los elementos de aleación. Los grados más altos se utilizan en componentes tales como bloques de motor, culatas, moldes y cuerpos de válvula hidráulicos. Los hierros fundidos de grado alto requieren un control cuidadoso sobre la composición y proceso para obtener el grafito y las propiedades de matriz deseados. El control de calidad usualmente incluye análisis de colada, ensayos mecánicos sobre barras fundidas y radiografías.
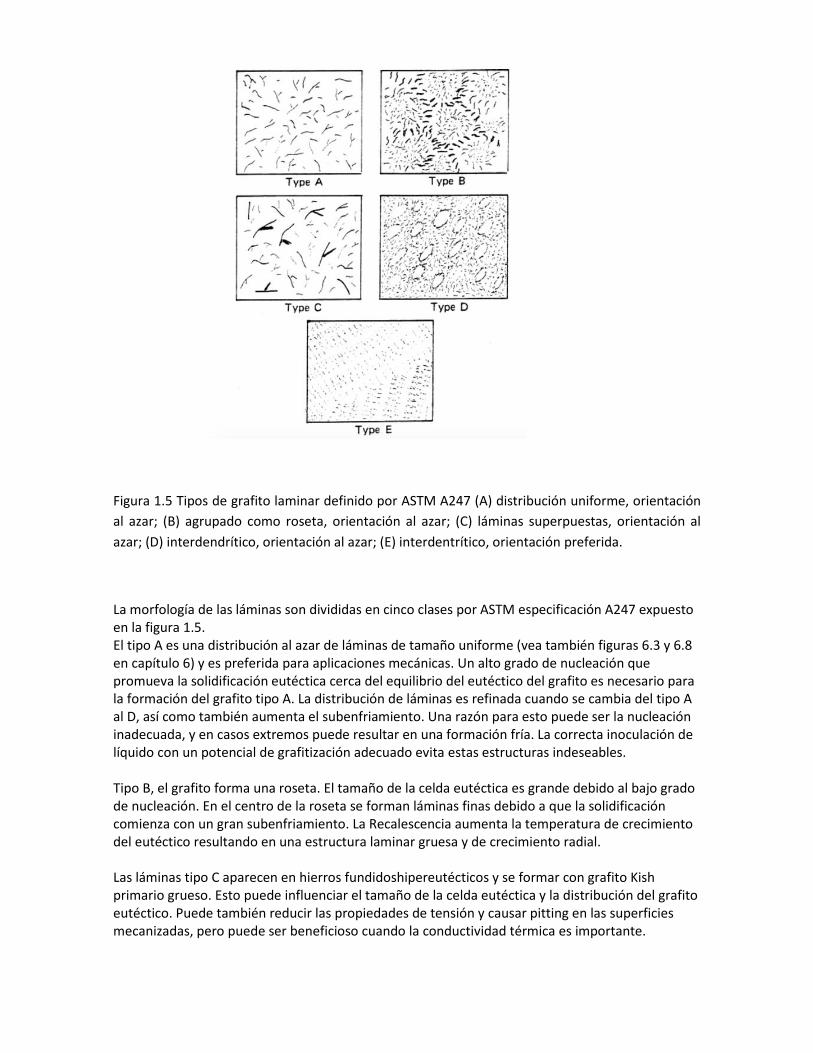
Figura 1.5 Tipos de grafito laminar definido por ASTM A247 (A) distribución uniforme, orientación
al azar; (B) agrupado como roseta, orientación al azar; (C) láminas superpuestas, orientación al
azar; (D) interdendrítico, orientación al azar; (E) interdentrítico, orientación preferida.
La morfología de las láminas son divididas en cinco clases por ASTM especificación A247 expuesto en la figura 1.5. El tipo A es una distribución al azar de láminas de tamaño uniforme (vea también figuras 6.3 y 6.8 en capítulo 6) y es preferida para aplicaciones mecánicas. Un alto grado de nucleación que promueva la solidificación eutéctica cerca del equilibrio del eutéctico del grafito es necesario para la formación del grafito tipo A. La distribución de láminas es refinada cuando se cambia del tipo A al D, así como también aumenta el subenfriamiento. Una razón para esto puede ser la nucleación inadecuada, y en casos extremos puede resultar en una formación fría. La correcta inoculación de líquido con un potencial de grafitización adecuado evita estas estructuras indeseables. Tipo B, el grafito forma una roseta. El tamaño de la celda eutéctica es grande debido al bajo grado de nucleación. En el centro de la roseta se forman láminas finas debido a que la solidificación comienza con un gran subenfriamiento. La Recalescencia aumenta la temperatura de crecimiento del eutéctico resultando en una estructura laminar gruesa y de crecimiento radial. Las láminas tipo C aparecen en hierros fundidoshipereutécticos y se formar con grafito Kish primario grueso. Esto puede influenciar el tamaño de la celda eutéctica y la distribución del grafito eutéctico. Puede también reducir las propiedades de tensión y causar pitting en las superficies mecanizadas, pero puede ser beneficioso cuando la conductividad térmica es importante.
Tipo D, grafito fino que aparece con un gran subenfriamiento (vea figura 6.13 en capítulo 6). Esta estructura se forma en presencia de Ti y en hierros fundidos de enfriamiento rápido que contengan suficiente Si para asegurar un potencial de grafitización que sea lo suficientemente alto para evitar la formación de chill, en la mayor velocidad de enfriamiento. Aunque las láminas más finas aumentan la resistencia del eutéctico, esta morfología no es desable debido a que interfiere con la formación de una matriz perlítica completa proporcionando una trayectoria de difusión corta para el C, por lo tanto ayuda a la formación de ferrita. El grafito tipo E se forma en hierros fundidos fuertemente hipoeutécticos con un bajo C.E.V. forman una fuerte estructura dendrítica austenítica antes de someterse a la solidificación eutéctica. Esta morfología está clasificada como interdendrítica con orientación preferida. La norma ASTM A 247 también provee un tamaño estándar para las láminas (placas de grafito). Una de las mayores desventajas de los hierros fundidos laminares es la dependencia de la estructura y propiedades mecánicas con la velocidad de enfriamiento, haciéndolos particularmente sensibles a la sección (espesor). La velocidad de enfriamiento puede estar relacionada con el espesor sólo para las piezas de fundición más simples. Esta relación es mostrada en la figura 6.1. La resistencia a la tracciónpara una barra fundida estandarizada de 30 mm de diámetro es mostrada en la tabla 4.1. A menudo es suficiente considerar el espesor de las secciones críticaspara seleccionar el grado del hierro. Sin embargo, en el complejo núcleo de la fundición, otros factores pueden influir en la velocidad de enfriamiento incluyendo:
1. La ubicación de secciones que pueden actuar como una fuente de calor (seccionesgruesas) o como disipadores de calor (secciones delgadas).
2. La ubicación de una sección con respecto al centro térmico de la pieza colada o secciones con gran núcleo.
3. Temperatura de vaciado, diseño de sistema de entrada, alimentador y canales de alimentación y capacidad térmica del molde.
Estas influencias pueden afectar tanto la estructura del grafito como a la matriz. Por ejemplo, si una sección gruesa a enfriar a través del rango de temperatura eutectoide a la misma velocidad que una sección delgada, se formará más ferritaen la sección delgada porque la difusión de C en el estado sólido es ayudada por la distribución más fina de grafito formada en la solidificación (de la sección delgada). El incremento en la cantidad de ferrita reduce la resistencia. Este tipo se sensibilidad a la sección es apreciada en bloques de motor de hierro fundido. La delgada pared cilíndrica tiene una matriz ferrítica y la gruesa silla de rodamientos presenta una gran cantidad de matriz perlítica. Esto enfatiza que las predicciones de resistencia en cada sección de una compleja pieza de fundición requiere un conocimiento de la velocidad de enfriamiento específica en cada sección.
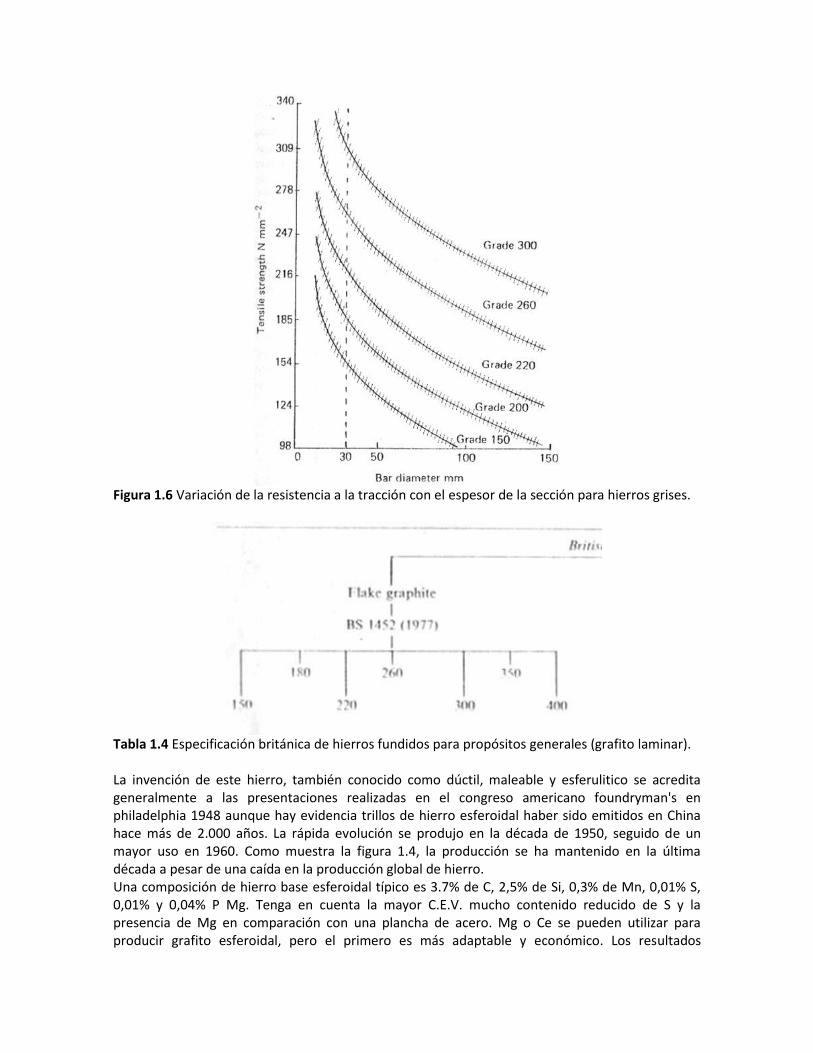
Figura 1.6 Variación de la resistencia a la tracción con el espesor de la sección para hierros grises.
Tabla 1.4 Especificación británica de hierros fundidos para propósitos generales (grafito laminar). La invención de este hierro, también conocido como dúctil, maleable y esferulitico se acredita generalmente a las presentaciones realizadas en el congreso americano foundryman's en philadelphia 1948 aunque hay evidencia trillos de hierro esferoidal haber sido emitidos en China hace más de 2.000 años. La rápida evolución se produjo en la década de 1950, seguido de un mayor uso en 1960. Como muestra la figura 1.4, la producción se ha mantenido en la última década a pesar de una caída en la producción global de hierro. Una composición de hierro base esferoidal típico es 3.7% de C, 2,5% de Si, 0,3% de Mn, 0,01% S, 0,01% y 0,04% P Mg. Tenga en cuenta la mayor C.E.V. mucho contenido reducido de S y la presencia de Mg en comparación con una plancha de acero. Mg o Ce se pueden utilizar para producir grafito esferoidal, pero el primero es más adaptable y económico. Los resultados
combinados de adición en una recuperación mejorada de Mg y permite una reducción en la cantidad de Mg modificador utilizado. Mg puede añadirse en varias formas, incluyendo metal. Ni-Mg, Ni-Si-Mg, aleación de Fe-Si-Mg o Mg coque. Métodos de adición incluyen la transferencia de cuchara, la técnica de cuchara cubierta. El método de agitación tapón poroso y la técnica en el molde. Las adiciones se hicieron poco antes de la colada en una cantidad suficiente para producir un contenido de Mg residual de 0,03 a 0,05%. El hierro fundido debe ser inoculado simultáneamente con o después de la adición de Mg (post inoculación). Mg es un desoxidante y un desulfurante. En consecuencia, sólo se modifica la morfología del grafito cuando el contenido de O y S son bajos. Desoxidantes tales como C, Si y Al presente en el hierro líquido aseguran un bajo contenido de O pero los procesos de desulfuración a menudo es necesario para reducir el contenido S. Un nivel demasiado bajo S en el hierro base puede disminuir el recuento de esferoide mediante la eliminación de los núcleos potenciales para la formación de grafito. Too resultados de alto nivel en el uso excesivo de Mg y la formación de escoria. Fórmulas están disponibles para el cálculo de la adición correcta Mg. por ejemplo Mg = (¾ (contenido inicial S) + Mg residual (0,03- 0,05%)) / recuperación esperada de Mg Una plancha de la composición dada anteriormente fundido en un molde de arena media sección mostraría una estructura de grafito esferoidal en una matriz predominantemente ferrítica y satisfacer los grados de resistencia inferiores de la esferoidal. Grafito (S.G.) especificaciones de hierro. Hierros esferoidales son inferiores a formar escamas de hierros con respecto a las propiedades físicas tales como conductividad térmica pero presentan mejores propiedades mecánicas. Hacen sustitutos adecuados para el acero y el hierro en escamas. Por ejemplo, en tuberías. Y son complementarios a los hierros maleables “que son menos sensibles que los hierros escamas, pero son muy sensibles a los menores y oligoelementos, una influencia que puede ser magnificado por la segregación durante la solidificación durante la producción para garantizar estructuras de fundición de grafito con forma aceptable y estructura de matriz deseada Este último va desde totalmente ferrítica a perlítica o bainítico de colada (ver también figura 6.22, 6.34, 6.35, en el capítulo 6), pero, como en la figura 1.7 muestra, una gama mucho más amplia de propiedades se puede lograr mediante tratamiento térmico. Aunque esto aumenta el costo, algunas fundicionesutilizar tratamiento térmico para producir una amplia gama de propiedades de una plancha de composición fija. El control de composición no puede ser más destacado y el comportamiento complejo e interrelacionado de elementos menores y de aleación de ambos hierros esferoidales y escama está, hasta ahora, no del todo comprendidas. Sin embargo, su importancia se ilustra en la descripción de consideraciones en el control de la composición de hierro esferoidal Dada a continuación.

Figura 1.7 resistencia y ductilidad que se puede lograr en plancha esferoidales en las siguientes condiciones: a, austenizado; b, templado y revenido; c, normalizado; d. fundido diana ferritica, e. fundido o recocido.
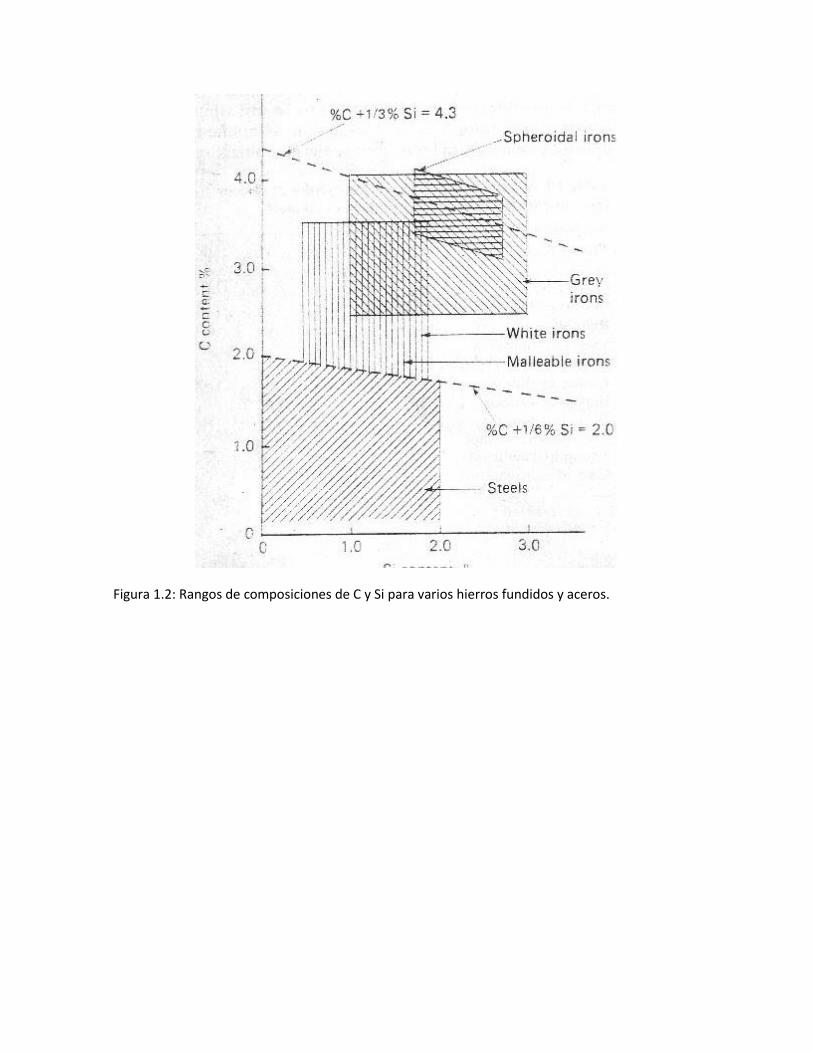
Figura 1.2: Rangos de composiciones de C y Si para varios hierros fundidos y aceros.
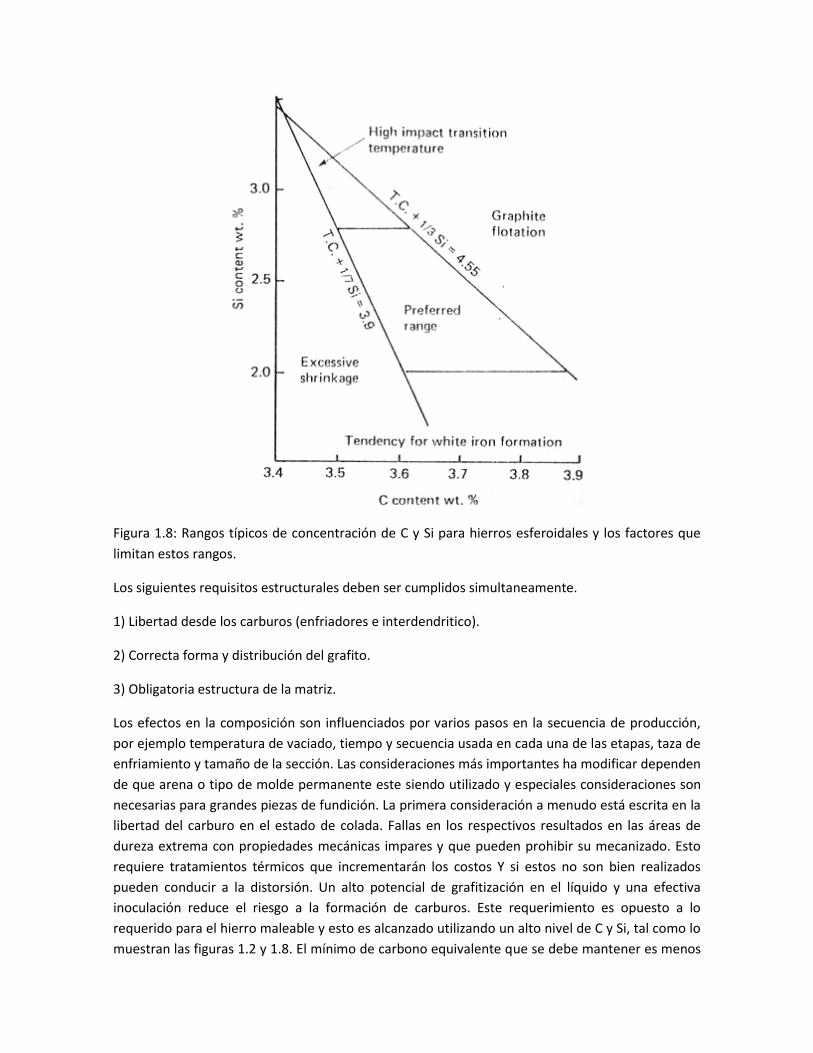
Figura 1.8: Rangos típicos de concentración de C y Si para hierros esferoidales y los factores que
limitan estos rangos.
Los siguientes requisitos estructurales deben ser cumplidos simultaneamente.
1) Libertad desde los carburos (enfriadores e interdendritico).
2) Correcta forma y distribución del grafito.
3) Obligatoria estructura de la matriz.
Los efectos en la composición son influenciados por varios pasos en la secuencia de producción,
por ejemplo temperatura de vaciado, tiempo y secuencia usada en cada una de las etapas, taza de
enfriamiento y tamaño de la sección. Las consideraciones más importantes ha modificar dependen
de que arena o tipo de molde permanente este siendo utilizado y especiales consideraciones son
necesarias para grandes piezas de fundición. La primera consideración a menudo está escrita en la
libertad del carburo en el estado de colada. Fallas en los respectivos resultados en las áreas de
dureza extrema con propiedades mecánicas impares y que pueden prohibir su mecanizado. Esto
requiere tratamientos térmicos que incrementarán los costos Y si estos no son bien realizados
pueden conducir a la distorsión. Un alto potencial de grafitización en el líquido y una efectiva
inoculación reduce el riesgo a la formación de carburos. Este requerimiento es opuesto a lo
requerido para el hierro maleable y esto es alcanzado utilizando un alto nivel de C y Si, tal como lo
muestran las figuras 1.2 y 1.8. El mínimo de carbono equivalente que se debe mantener es menos
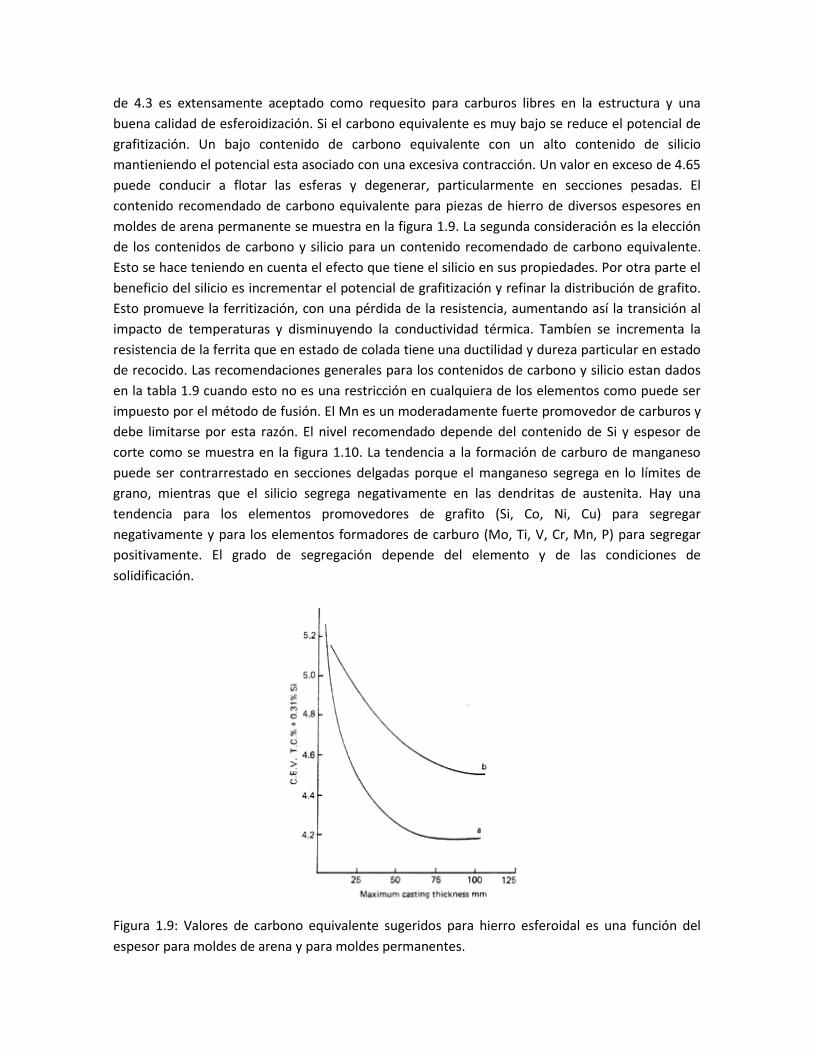
de 4.3 es extensamente aceptado como requesito para carburos libres en la estructura y una
buena calidad de esferoidización. Si el carbono equivalente es muy bajo se reduce el potencial de
grafitización. Un bajo contenido de carbono equivalente con un alto contenido de silicio
mantieniendo el potencial esta asociado con una excesiva contracción. Un valor en exceso de 4.65
puede conducir a flotar las esferas y degenerar, particularmente en secciones pesadas. El
contenido recomendado de carbono equivalente para piezas de hierro de diversos espesores en
moldes de arena permanente se muestra en la figura 1.9. La segunda consideración es la elección
de los contenidos de carbono y silicio para un contenido recomendado de carbono equivalente.
Esto se hace teniendo en cuenta el efecto que tiene el silicio en sus propiedades. Por otra parte el
beneficio del silicio es incrementar el potencial de grafitización y refinar la distribución de grafito.
Esto promueve la ferritización, con una pérdida de la resistencia, aumentando así la transición al
impacto de temperaturas y disminuyendo la conductividad térmica. Tambíen se incrementa la
resistencia de la ferrita que en estado de colada tiene una ductilidad y dureza particular en estado
de recocido. Las recomendaciones generales para los contenidos de carbono y silicio estan dados
en la tabla 1.9 cuando esto no es una restricción en cualquiera de los elementos como puede ser
impuesto por el método de fusión. El Mn es un moderadamente fuerte promovedor de carburos y
debe limitarse por esta razón. El nivel recomendado depende del contenido de Si y espesor de
corte como se muestra en la figura 1.10. La tendencia a la formación de carburo de manganeso
puede ser contrarrestado en secciones delgadas porque el manganeso segrega en lo límites de
grano, mientras que el silicio segrega negativamente en las dendritas de austenita. Hay una
tendencia para los elementos promovedores de grafito (Si, Co, Ni, Cu) para segregar
negativamente y para los elementos formadores de carburo (Mo, Ti, V, Cr, Mn, P) para segregar
positivamente. El grado de segregación depende del elemento y de las condiciones de
solidificación.
Figura 1.9: Valores de carbono equivalente sugeridos para hierro esferoidal es una función del
espesor para moldes de arena y para moldes permanentes.

Tabla 1.9: Recomendaciones generales para los contenidos de carbono y silicio para hierros con
carburos esferoidales puros y carburos esferoidales de baja aleación.
Generalmente se recomienda que los niveles maximos de los elementos para la formación de
carburos sean: 0.05 % Cr, 0.03% V, 0.003% B, 0.003% Te y 0.01-0.75% Mo. Contenidos altos de Mo
son para fines de aleación y estos son usualmente balanceados con bajas adiciones de Mn. Los
elementos esferoidizantes son también elementos formadores de carburos y estos no deben ser
utilizados en exceso a fin de no modificar el grafito. Siempre la segregación produce almas con una
fina y uniforme distribución de esferas perfectamente definidas. Esto promueve buenas
propiedades mecánicas. La distribución de grafito es conveniente medirla en número de esferas
por mm2. La distribución y morfología pueden ser medidas metalograficamente mediante el uso
de graficos comparativos, técnicas magneticas y mediciones de velocidad ultrasonica. El número
de esferas es analogo al número de celdas en la hojuela del hierro pero generalmente esto es
mucho más alto. Aunque el carbono equivalente incremente el número de esferas un alto número
da como resultado una efectiva inoculación del líquido con un alto potencial de grafitización.
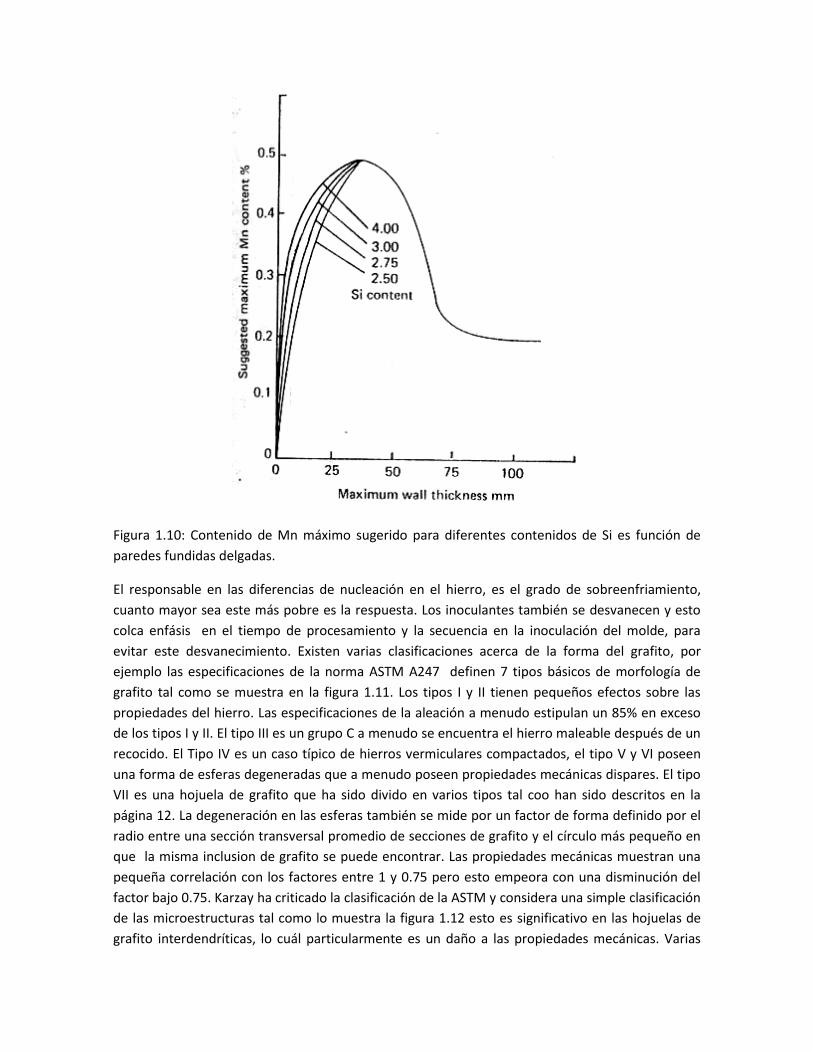
Figura 1.10: Contenido de Mn máximo sugerido para diferentes contenidos de Si es función de
paredes fundidas delgadas.
El responsable en las diferencias de nucleación en el hierro, es el grado de sobreenfriamiento,
cuanto mayor sea este más pobre es la respuesta. Los inoculantes también se desvanecen y esto
colca enfásis en el tiempo de procesamiento y la secuencia en la inoculación del molde, para
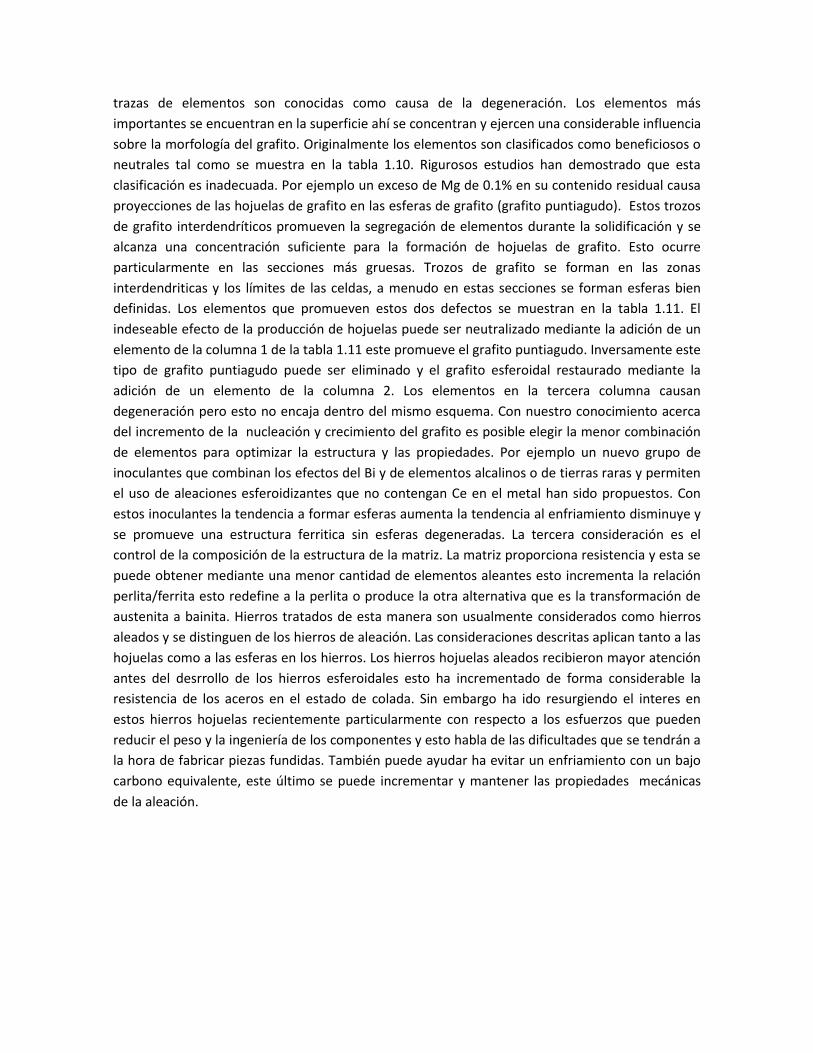
evitar este desvanecimiento. Existen varias clasificaciones acerca de la forma del grafito, por
ejemplo las especificaciones de la norma ASTM A247 definen 7 tipos básicos de morfología de
grafito tal como se muestra en la figura 1.11. Los tipos I y II tienen pequeños efectos sobre las
propiedades del hierro. Las especificaciones de la aleación a menudo estipulan un 85% en exceso
de los tipos I y II. El tipo III es un grupo C a menudo se encuentra el hierro maleable después de un
recocido. El Tipo IV es un caso típico de hierros vermiculares compactados, el tipo V y VI poseen
una forma de esferas degeneradas que a menudo poseen propiedades mecánicas dispares. El tipo
VII es una hojuela de grafito que ha sido divido en varios tipos tal coo han sido descritos en la
página 12. La degeneración en las esferas también se mide por un factor de forma definido por el
radio entre una sección transversal promedio de secciones de grafito y el círculo más pequeño en
que la misma inclusion de grafito se puede encontrar. Las propiedades mecánicas muestran una
pequeña correlación con los factores entre 1 y 0.75 pero esto empeora con una disminución del
factor bajo 0.75. Karzay ha criticado la clasificación de la ASTM y considera una simple clasificación
de las microestructuras tal como lo muestra la figura 1.12 esto es significativo en las hojuelas de
grafito interdendríticas, lo cuál particularmente es un daño a las propiedades mecánicas. Varias
trazas de elementos son conocidas como causa de la degeneración. Los elementos más
importantes se encuentran en la superficie ahí se concentran y ejercen una considerable influencia
sobre la morfología del grafito. Originalmente los elementos son clasificados como beneficiosos o
neutrales tal como se muestra en la tabla 1.10. Rigurosos estudios han demostrado que esta
clasificación es inadecuada. Por ejemplo un exceso de Mg de 0.1% en su contenido residual causa
proyecciones de las hojuelas de grafito en las esferas de grafito (grafito puntiagudo). Estos trozos
de grafito interdendríticos promueven la segregación de elementos durante la solidificación y se
alcanza una concentración suficiente para la formación de hojuelas de grafito. Esto ocurre
particularmente en las secciones más gruesas. Trozos de grafito se forman en las zonas
interdendriticas y los límites de las celdas, a menudo en estas secciones se forman esferas bien
definidas. Los elementos que promueven estos dos defectos se muestran en la tabla 1.11. El
indeseable efecto de la producción de hojuelas puede ser neutralizado mediante la adición de un
elemento de la columna 1 de la tabla 1.11 este promueve el grafito puntiagudo. Inversamente este
tipo de grafito puntiagudo puede ser eliminado y el grafito esferoidal restaurado mediante la
adición de un elemento de la columna 2. Los elementos en la tercera columna causan
degeneración pero esto no encaja dentro del mismo esquema. Con nuestro conocimiento acerca
del incremento de la nucleación y crecimiento del grafito es posible elegir la menor combinación
de elementos para optimizar la estructura y las propiedades. Por ejemplo un nuevo grupo de
inoculantes que combinan los efectos del Bi y de elementos alcalinos o de tierras raras y permiten
el uso de aleaciones esferoidizantes que no contengan Ce en el metal han sido propuestos. Con
estos inoculantes la tendencia a formar esferas aumenta la tendencia al enfriamiento disminuye y
se promueve una estructura ferritica sin esferas degeneradas. La tercera consideración es el
control de la composición de la estructura de la matriz. La matriz proporciona resistencia y esta se
puede obtener mediante una menor cantidad de elementos aleantes esto incrementa la relación
perlita/ferrita esto redefine a la perlita o produce la otra alternativa que es la transformación de
austenita a bainita. Hierros tratados de esta manera son usualmente considerados como hierros
aleados y se distinguen de los hierros de aleación. Las consideraciones descritas aplican tanto a las
hojuelas como a las esferas en los hierros. Los hierros hojuelas aleados recibieron mayor atención
antes del desrrollo de los hierros esferoidales esto ha incrementado de forma considerable la
resistencia de los aceros en el estado de colada. Sin embargo ha ido resurgiendo el interes en
estos hierros hojuelas recientemente particularmente con respecto a los esfuerzos que pueden
reducir el peso y la ingeniería de los componentes y esto habla de las dificultades que se tendrán a
la hora de fabricar piezas fundidas. También puede ayudar ha evitar un enfriamiento con un bajo
carbono equivalente, este último se puede incrementar y mantener las propiedades mecánicas
de la aleación.
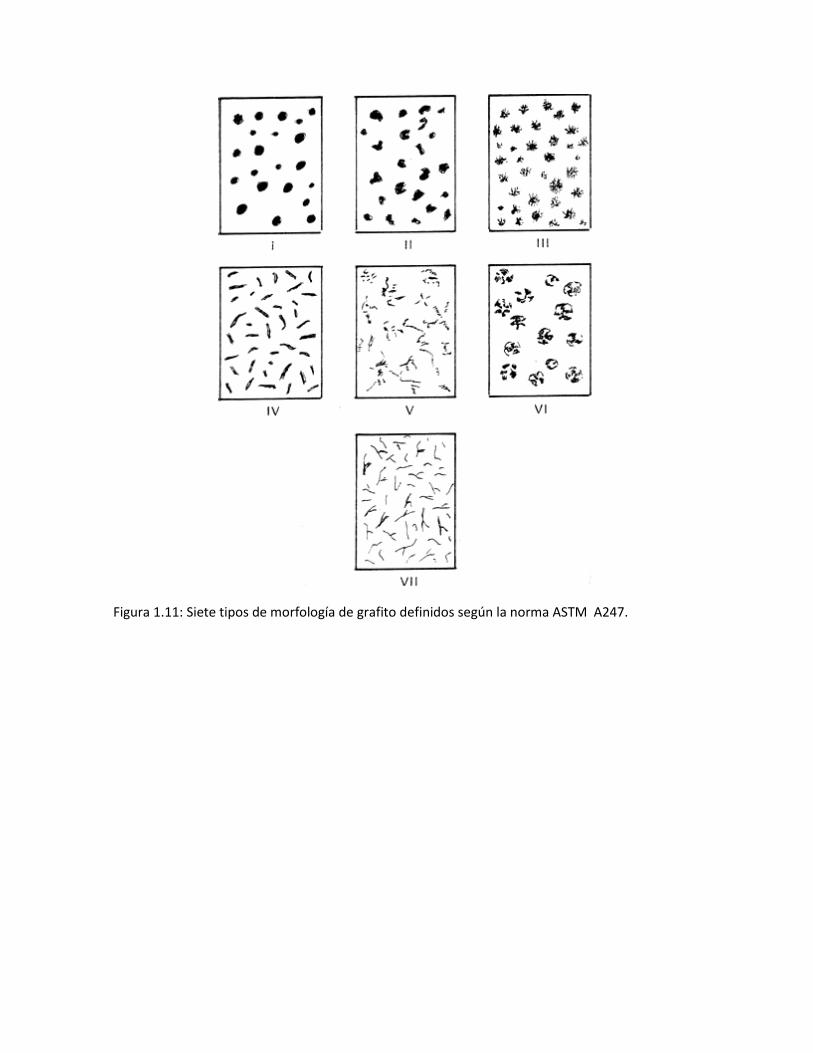
Figura 1.11: Siete tipos de morfología de grafito definidos según la norma ASTM A247.
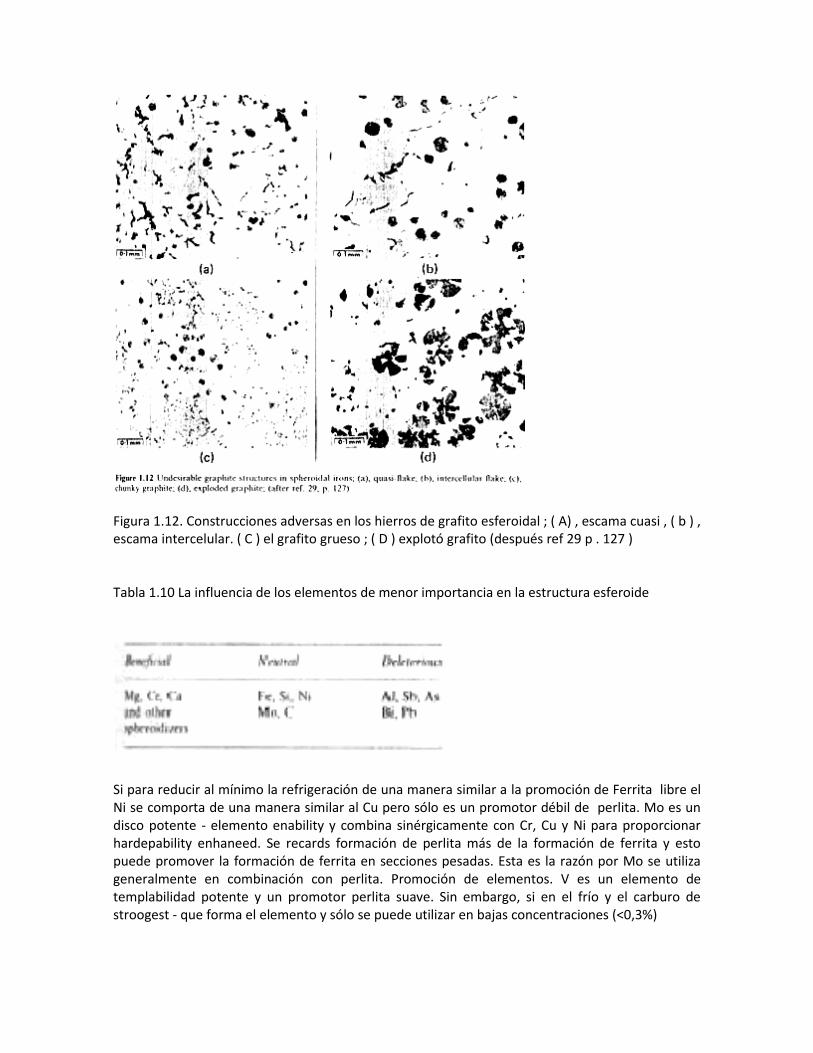
Figura 1.12. Construcciones adversas en los hierros de grafito esferoidal ; ( A) , escama cuasi , ( b ) , escama intercelular. ( C ) el grafito grueso ; ( D ) explotó grafito (después ref 29 p . 127 ) Tabla 1.10 La influencia de los elementos de menor importancia en la estructura esferoide
Si para reducir al mínimo la refrigeración de una manera similar a la promoción de Ferrita libre el Ni se comporta de una manera similar al Cu pero sólo es un promotor débil de perlita. Mo es un disco potente - elemento enability y combina sinérgicamente con Cr, Cu y Ni para proporcionar hardepability enhaneed. Se recards formación de perlita más de la formación de ferrita y esto puede promover la formación de ferrita en secciones pesadas. Esta es la razón por Mo se utiliza generalmente en combinación con perlita. Promoción de elementos. V es un elemento de templabilidad potente y un promotor perlita suave. Sin embargo, si en el frío y el carburo de stroogest - que forma el elemento y sólo se puede utilizar en bajas concentraciones (<0,3%)
Graham "ha disetssed la aplicación de las consideraciones anteriores para gran parte de fundición de hierro esferoidal. Los detalles son Piven de 14.500 kg de fundición volante hecho a la especificación ASTM 80/60/03 o BS (2789) 600/3 grado. Tabla 1.5 (parte 3 ) recomienda las siguientes concentraciones de componentes principales las siguientes concentraciones de constituyentes resien; 3,0% mínimo C, 3,0% de Si máxima, 0,08% P máximo, 0,05% S máximo
Tabla 1.11 elementos menores que promueven grueso, intercelular y de las estructuras de grafito esferoidal degenerados La tercera consideración es el control de la composición de la matriz estructura matricial .El proporciona resistencia y esta puede ser adiciones de aleación menores utilizando promocionados para aumentar la proporción de perlita / ferrita, para refinar la perlita o para causas alternativas de transformación de productos bainita austenita Tal como. Aceros que se tratan de esta manera normalmente se conoce como hierros aleados y como se deben distinguirse de los hierros de aleación. Las consideraciones descritas a continuación se aplican a formar escamas, así como planchas esferoidales. Hierros aleados escama recibieron más atención antes del desarrollo de los hierros esferoidales por lo que el aumento de los niveles de fuerza dramáticamente od echaron hierros. Sin embargo, no ha sido-un resurgimiento del interés de ser los esfuerzos realizados para reducir el peso de los componentes y como medio de superar las dificultades en la ingeniería d producción de piezas de fundición de sonido. También pueden Ayuda a evitar frío en plancha CEV bajas por aumento de la C.EV. y mantenimiento de las propiedades mecánicas de la aleación. Tener Mino y elementos de aleación Características únicas Con respecto a las transformaciones de estado sólido además de las que ya se ha discutido para el líquido - transformación sólida, y todas las características deben ser considerados en la selección de la composición de hierro. No es sólo una cuestión de añadir elementos a una composición básica, sino de su uso selectivo, a menudo en combinaciones, para lograr la deseada con la sección de propiedad y de mecanizado características de resistencia uniforme o baja sensibilidad. Si los beneficios de aumentar el potencial de grafitización y reducir la tendencia a la formación frío son conocidos pero , en general. Si tiene un efecto negativo sobre la resistencia. Promueve ferrita además de aumentar la CEV y reduce la fuerza perlita mediante el aumento de la temperatura de formación y engrosamiento de la estructura. Mn superior og que requered equilibrar S retarda la formación de ferrita al retrasar la nucleación y la desaceleración del crecimiento . Es un fuerte promotor de perlita porque estabiliza la austenita mediante el aumento de la solubilidad C y se refina moderadamente perlita. Sin embargo , Mn no se utiliza principalmente para el Debido a que puede afectar negativamente a la nucleación y segrega fuertemente, provocando la formación de carburo intercelular.
Cr Promueve la perlita en una manera similar a Mn. Desafortunadamente, también es un frío y carburo de promotor potente. Mientras Si e inoculación Puede utilizarse para eliminar el frío, carburo no es fácilmente preventor, en particular, la formación de carburos intercelulares. Sn (0,04-0,1) y Sb (<0,03%) Características específicas tienen excelentes promotores como perlita. Estos elementos proporcionan una barrera a C Difusión y Su efecto es tan potente que Producen una matriz perlítica en plancha con una distribución de grafito fino. Sin embargo, esto sólo es Su papel y el exceso de adiciones puede conducir a la fragilidad. Cu, Sn como, retarda la difusión ASÍ C Promover la formación de perlita. Refina perlita sólo débilmente. Sin embargo, en combinación con elementos Mo: tal ya que tiene un efecto mucho mayor templabilidad. Cu es también un graphitizer y se puede utilizar en sustitución parcial de Sí para minimizar las tendencias escalofriantes sin Promover ferrita libre. O se comporta de una manera similar a Cu pero sólo es un promotor débil perlita. Mo es un elemento de templabilidad potente y combinar de forma sinérgica con Cr, Cu y Ni para proporcionar una mayor capacidad de endurecimiento. Retarda la formación de perlita más de la formación de ferrita y this puede promover la formación de ferrita en las secciones pesadas. Esta es la razón por lo general, Mo se utiliza en combinación con perlita para promover elementos. V es un elemento de templabilidad potente y un promotor perlita suave. Sin embargo, es el frío y el carburo de fuerte - que forma el elemento y sólo puede utilizarse en bajas concentraciones (<0,3%). Consideraciones más detalladas resultaron en la elección de la composición mostradas para las piezas 1 y 2 de la Tabla 1.12. Con referencia a la tabla 1.8 y de la sección de espesores entre 10 y 25 cm de C recomendado es de 3.4 a 3.6% y lo recomendado de Si es 2.0 a 2,5%. Esto da un CEV, de aproximadamente 4.3, que cumple para evitar la flotación de grafito. La figura 1.9. S, Ce, P, Mn, Cr, V y Ti S, son todos elementos nocivos en grandes secciones de piezas de fundición de hierro nodular, y una cuidadosa selección de materias primas es necesaria para evitar la introducción de estos y otros elementos. Limitar el contenido de Mn a 0,2% como se sugiere en la figura 1.10 es difícil si la chatarra de acero se utiliza en la carga. Las diferencias en composición y propiedades son evidentes entre las piezas 1 y 2 en tabla 1.12. La pieza fundida 1 se hizo a partir de toda la carga de chatarra (trozo) de acero y la pieza 2 de una carga que contiene 70% arrabio. La pieza 3 es de mayor sección (aproximadamente 40 cm) la colada está hecha con una aleación que lleva Ce. El grafito fue carburos degenerados e intercelulares que presentaron reducción de las propiedades de tracción, como se muestra en la tabla 1.12. Por lo tanto se tuvo cuidado con la pieza del volante al no usar aleaciones que llevan Ce incluso en el tratamiento de nodulización porque elementos insuficientes estuvieron presentes para neutralizar el Ce. Bajo estas condiciones el Ce producirá grafito grueso o explotado. Se requiere una matriz perlítica para satisfacer las propiedades mecánicas y el Cu fue añadido para este propósito. El Ni es un leve promotor de perlita, pero está presente como resultado de haber sido usado como un transportador de Mg. La fusión se realizó en dos hornos de inducción durante un período de cinco horas. Esto permitió una considerable oportunidad para el ajuste de los niveles de C y Si. La composición de salida en la fusión debe ser mayor en C e inferior en Si, para permitir los cambios de composición que se producen durante la fusión se acondiciona con tratamientos de desulfuración, nodulización y de inoculación. La desulfuración es un pre-requisito para la producción de piezas sanas, de alta calidad. Los niveles de aproximadamente 0,01% se consiguieron fácilmente utilizando el método de tapón poroso. Una buena respuesta a la inoculación requiere un contenido mínimo de Si de 1,0%. Con esta composición de salida se podría añadir un máximo de 1.8 de Mg Fe Si aleado que contiene 50% de Si para la inoculación y nodulización y aún así permiten un tratamiento post-inoculación sin exceder 2,1% de Si. Sin

embargo, esta adición de Mg no era suficiente para esferoidizar completamente la estructura, y las alternativas de aleaciones de Ni-Mg y Cu-Mg se utilizan para nodulizar. Como las características de varios elementos son definidas, es evidente que los hierros a menudo sean sobrealeados y al corregir la composición resultan en una aleación con bajo contenido. Por ejemplo, la reducción de Si en la composición base mientras que todavía mantiene CEV puede tener efectos de largo alcance en la reducción de adiciones de aleación y el costo. Hierros compactados / vermiculares Este hierro, también referido como hojuela pseudo nodular, mejorado y semi-dúctil, se consideró originalmente como una forma degenerada de hierro nodular y es sólo recientemente que ha sido aceptado comercialmente y se utiliza para llenar el vacío de la propiedades mecánicas y físicas entre los hierros tipo laminares y nodulares. El grafito compactado toma la forma de hojuelas con bordes redondos sin filo que están interconectados dentro de la célula eutéctica (ver también figura 6.10 a 6.12 en el capítulo 6). Un hierro compactado exhibe una resistencia superior a la tracción, rigidez y ductilidad, resistencia a la fatiga, resistencia al impacto y las propiedades de temperatura elevada en comparación con un hierro laminar con una estructura de matriz similar. Algunas de estas propiedades se comparan en la figura 1.13 y la tabla 1.13. El grafito interconectado imparte propiedades físicas similares a las de las fundiciones laminares. La maquinabilidad y la conductividad térmica son superiores en los hierros nodulares y, como es evidente en la figura 1.14, la combinación de la resistencia al agrietamiento, grietas y la distorsión, es superior a cualquiera de los dos, ya sea nodular o laminar. Una contracción secundaria de 0,0052 cm / cm en comparación con 0-0083 cm / cm para fundiciones nodulares significa que los requisitos de alimentación son menos exigentes que para los hierros nodulares. Esto ha llevado a la utilización de fundiciones compactas para secciones gruesas, piezas de fundición en gran medida con núcleo que requieren alta resistencia, tales como válvulas hidráulicas. Sin embargo, es la combinación de propiedades físicas y mecánicas que hace al hierro compacto una opción ideal para varias aplicaciones.
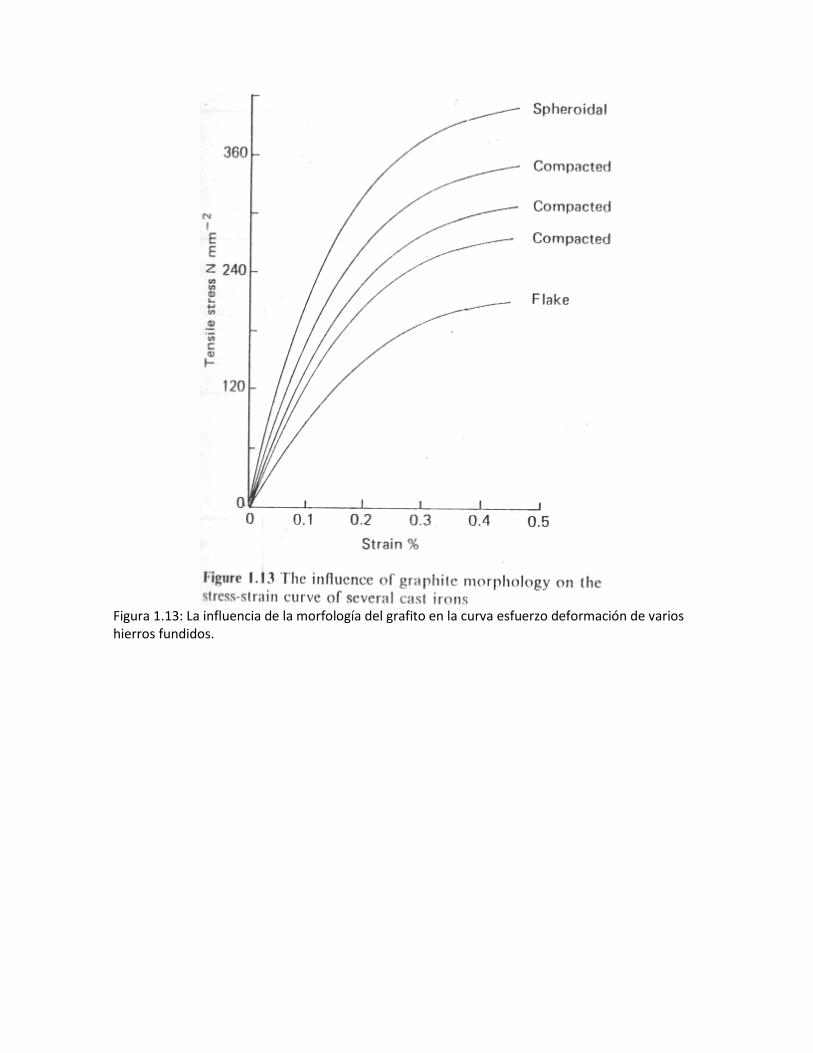
Figura 1.13: La influencia de la morfología del grafito en la curva esfuerzo deformación de varios hierros fundidos.
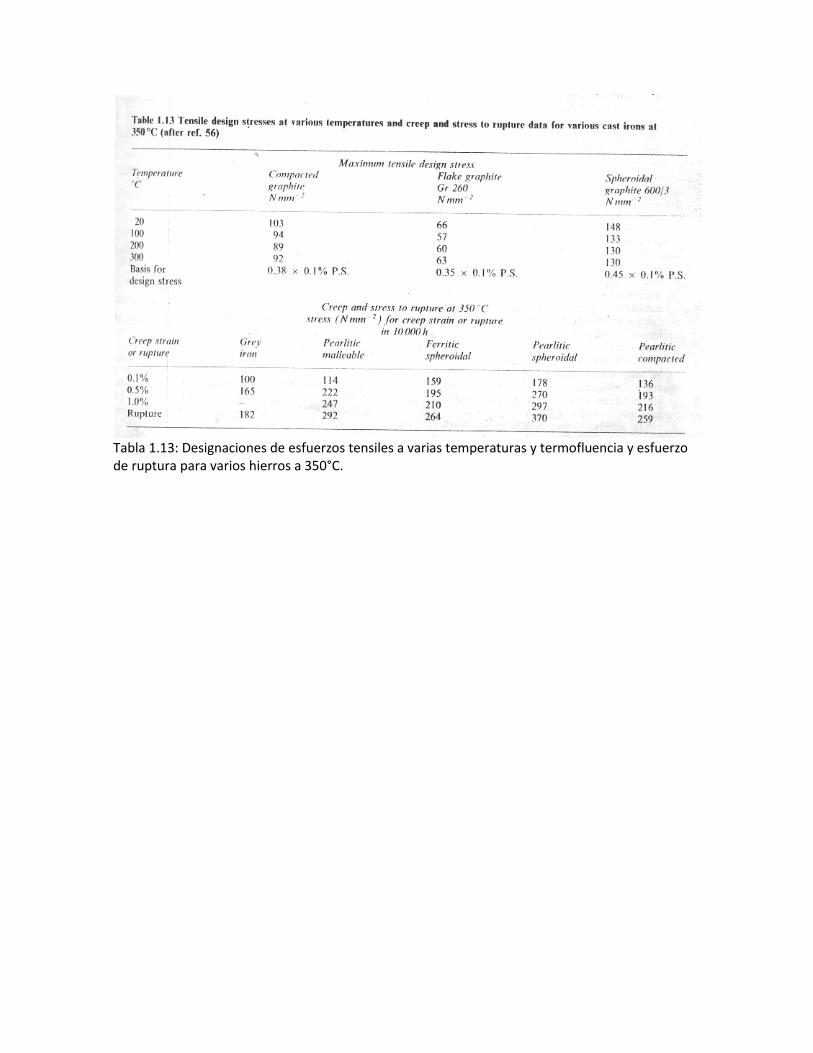
Tabla 1.13: Designaciones de esfuerzos tensiles a varias temperaturas y termofluencia y esfuerzo de ruptura para varios hierros a 350°C.
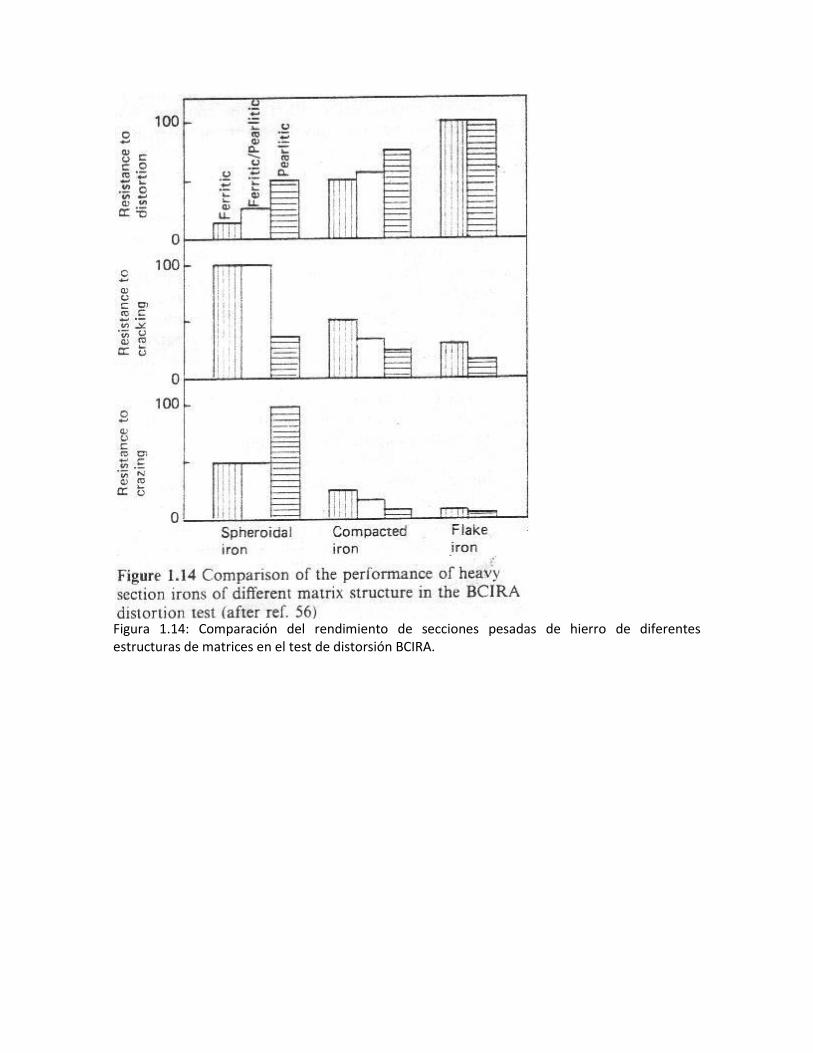
Figura 1.14: Comparación del rendimiento de secciones pesadas de hierro de diferentes estructuras de matrices en el test de distorsión BCIRA.
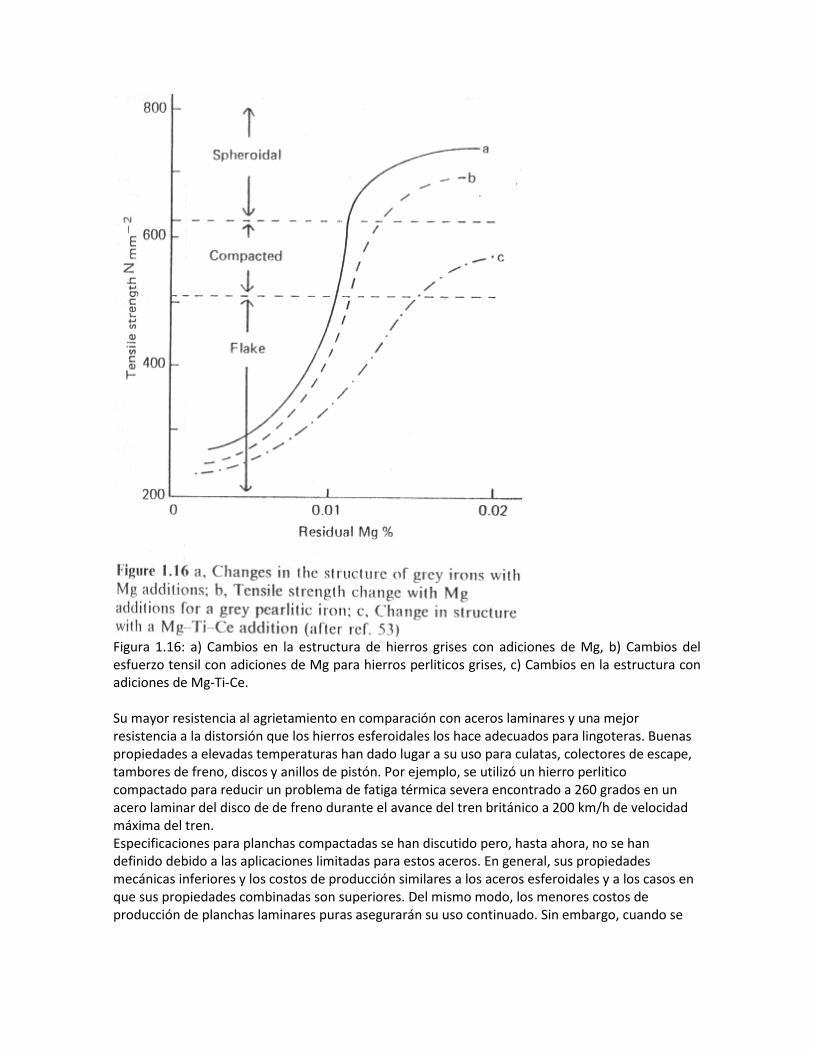
Figura 1.16: a) Cambios en la estructura de hierros grises con adiciones de Mg, b) Cambios del esfuerzo tensil con adiciones de Mg para hierros perliticos grises, c) Cambios en la estructura con adiciones de Mg-Ti-Ce. Su mayor resistencia al agrietamiento en comparación con aceros laminares y una mejor resistencia a la distorsión que los hierros esferoidales los hace adecuados para lingoteras. Buenas propiedades a elevadas temperaturas han dado lugar a su uso para culatas, colectores de escape, tambores de freno, discos y anillos de pistón. Por ejemplo, se utilizó un hierro perlitico compactado para reducir un problema de fatiga térmica severa encontrado a 260 grados en un acero laminar del disco de de freno durante el avance del tren británico a 200 km/h de velocidad máxima del tren. Especificaciones para planchas compactadas se han discutido pero, hasta ahora, no se han definido debido a las aplicaciones limitadas para estos aceros. En general, sus propiedades mecánicas inferiores y los costos de producción similares a los aceros esferoidales y a los casos en que sus propiedades combinadas son superiores. Del mismo modo, los menores costos de producción de planchas laminares puras asegurarán su uso continuado. Sin embargo, cuando se
requiere una mayor fuerza, planchas compactas ofrecen una alternativa viable a los más caros aleados aceros laminares. La explotación comercial de este último miembro de la familia del acero fundido depende del exitoso control de la morfología del grafito en la fundición. Grafito laminar debe ser evitado y grafito esferoidal limita a 10-20%. El grado de compactación de grafito está influenciado por la composición, tamaño de la sección y el proceso utilizado para el control de la estructura de grafito. Si aumenta la CEV por encima de 4,4, la cantidad de grafito esferoidal se incrementa rápidamente. En consecuencia, el CEV debe restringirse a aproximadamente 4,0 antes del tratamiento. Varios métodos han sido utilizados para la compactación de grafito. N (~ 0,015%) Produce la compactación en grandes secciones y aumenta la fuerza con la modificación estructural en secciones delgadas, hasta hace poco la adición de cantidades controladas de N ha sido difícil. Sin embargo, esto se puede lograr adiciones de nitruro de ferro-manganeso (80% de Mn; 4% N) con un rendimiento de aproximadamente 40%.
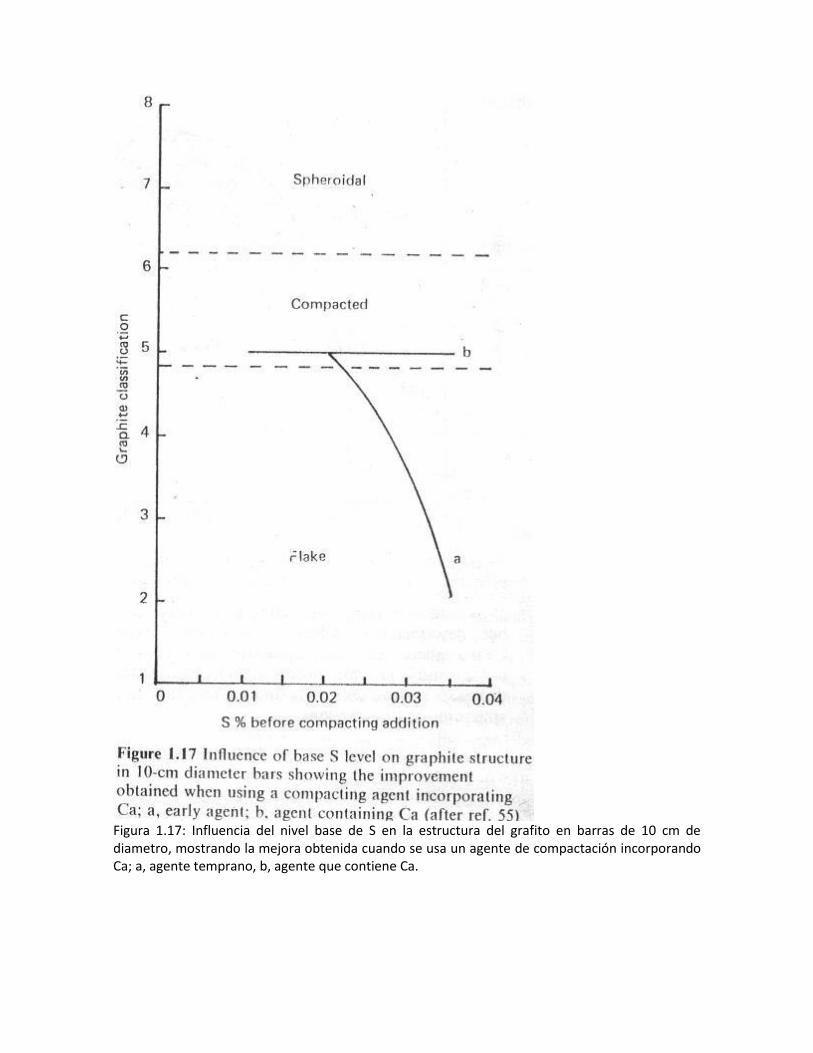
Figura 1.17: Influencia del nivel base de S en la estructura del grafito en barras de 10 cm de diametro, mostrando la mejora obtenida cuando se usa un agente de compactación incorporando Ca; a, agente temprano, b, agente que contiene Ca.
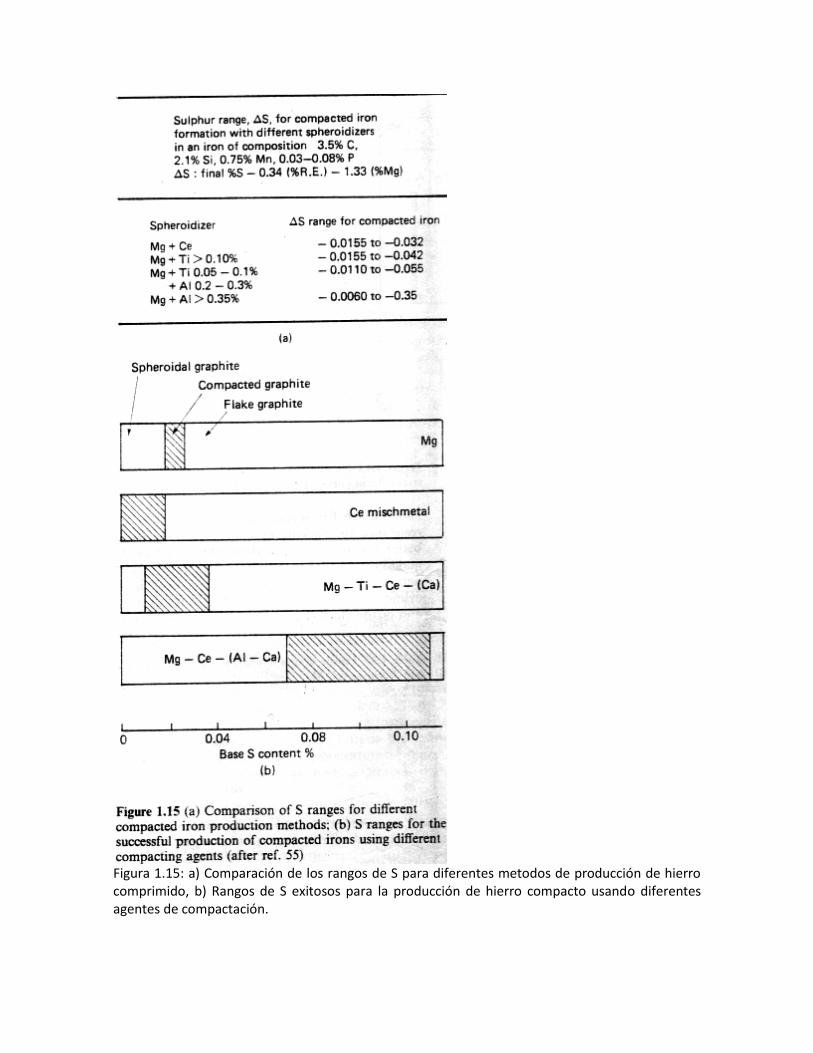
Figura 1.15: a) Comparación de los rangos de S para diferentes metodos de producción de hierro comprimido, b) Rangos de S exitosos para la producción de hierro compacto usando diferentes agentes de compactación.
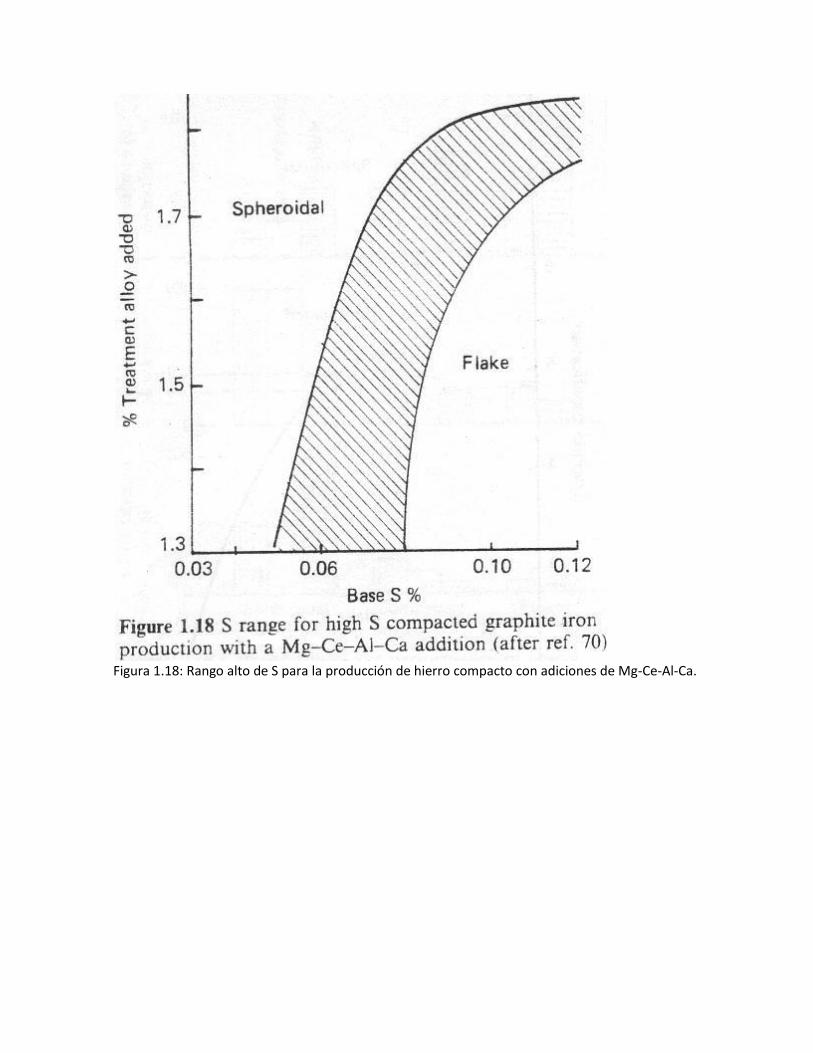
Figura 1.18: Rango alto de S para la producción de hierro compacto con adiciones de Mg-Ce-Al-Ca.