TRABAJOS REALIZADOS PORELPERSONAL … · tl'lÚda'.en el pa¡:!!"del, Cuarto congreso ~t..\nQ 'de...
149
TRABAJOS REALIZADOS POR EL PERSONAL DEL CITIL, PRESENTADOS Y/O PUBLICADOS EN MEDIOS NACIONALES O EXTRANJEROS AÑo 1968 - 1981
Transcript of TRABAJOS REALIZADOS PORELPERSONAL … · tl'lÚda'.en el pa¡:!!"del, Cuarto congreso ~t..\nQ 'de...
TRABAJOS REALIZADOS POR EL PERSONAL
DEL CITIL, PRESENTADOS Y/O PUBLICADOS
EN MEDIOS NACIONALES O EXTRANJEROS
AÑo 1968 - 1981
~'. ComentariosLeche por
Sobre el SistemaGrasa' y Proteína
: ._.L'.;: ..
deen
PagoOtros
de laPaises
Por el Ing. Químico RODOLFO REYNA el
El conlentario que haré a continuación esUn breve compendio que se refiere al pago deleche, por su contenido en grasa y ,proteínas.En él se hace referencia a experiencias obser-vadas en dos países de avanzada en el tema, losEstados Unidos y el Reino de Holanda, y notiene otro propósito que el de someter' a vues-tra consideración aspectos de una forma de.comercializacion vista a la luz de una ópticadistinta, en el ánimo de que los hechos aquíexpuestos sirvan para considerar una futuraposible perspectiva de esta comercialización ennuestro país, dejando sin comentar el aspectode la influencia nutricional o biológica, tanimportante, que el uso del sistema presumible-mente provocaría, área que no me compete. ya!:ertando a los Especialistas sobre la realidadde este sistema.
Es un hecho comprobado, para los países debuen desarrollo tecnológico, que la tendenciacreciente del consumo de proteínas, y la dis~minución en ,el de grasas, alcanzó ¡ya decisiva-mente el campo de los productos lácteos.
Todo lo que signifique .entonces riquez<l envalores proteicos es trascendente en la valora-ción de"los alimentos. Lo será también en im-portante medida la figura económica que se re-lacione con la presencia de la proteína que in~giramos, en tarito y en cuanto se pueda esti-mular por este camino la producción de ali-mentos con la riqueza proteica esperada. Deallí 10 trascendente de un estudio sobre el pa-go de leches por riqueza en grasa y proteínas.
Variadones en la composición d-e las leches
Las amplias variaciones de compósición queexperimentan los, valores de sólidos grasos yno grasos en. las leches recibidas' en plancha-das, volvía complicado el sistema de estable-cer.:precios de leche en función de ambos pro-ductos, cuando sobre todo,. la determinaciónde los segundos podía ser realizada con just~~a.
'I1nI.bajo leído en la Mesa Redonda sobre "?rodlw::ci6n de lechetl'lÚda'.en el pa¡:!!" del, Cuarto congreso ~t..\nQ 'de la Nu-trición, Ma.r del Pla.ta, , dIciembre 1%8.
Desde muchos años hace ya que se reconoceque una cantidad dada de leche tiene mayorvalor cuanto más grasa contenga. Desde alguMnos años é. esta parte, sin embargo, por ejemM
plo en el caso de USA, desde los inicios de lasegunda guerra mundial, y posteriormente enHolanda, la importancia relativa de los cons-tituyentE's no grasos de la le-:he significó unmotivo de estudio e interés cada vez más in-tenso. Con el progreso de la producción, el aU-mento diversificado de los nuevos productosen el mercado y el desarrollo de ,modernos mé-,todos de análisis, el sistema de pagos por graM
sa y proteínas es cada vez más común, paralos ejemplos. citados, así como en otros queno se comparan.
Si. bien es cierto que en los mismos el sis-tema aún no es universal, pues cO'ffiunidadesy organizaciones aún utilizan el tradicional,basado en los pagos de acuerdo ~xclusi"1.men-te al valor grasa, con las bonificaciones clási-cas del sistema, cierto es también. que el nue-v.ométodo avanza y se impone decididamente,a pesar de lo complejo que en muchos casos haresul.ta.do ponerlo en marcha.
En lo que a determinación de grasa se re-fiere, desde 1890 con el uso del método deBabckok, o con el sistema Gerber, na existenproblemas mayores para la misma. En cam-bio, la determinación de sólidos no grasos fue,durante mucho tiempo, de difícil solución, par-ticularmente a nivel de la práctica industrial,la que exigía rapidez 'y facilidad que evitarademoras en el proceso correspondiente, así 'co-mo representatividad en ]0 que respecta a losdatos obtenidos, en mérito a que los mismosserían el dato de complemento sobre los quegirarían los nuevos aspectos de una pol£ticadistinta de fijación de. precios, que se entendíadebiera ser más justa,. correcta y actualizada.
En primera instancia_ se...u:tilizó el lactóme.-tro como elemento de control de 'SÓlidosnograsos, aunque nunca. se' consideró. que los da-tos: así obtenidos :fueran lo. suficientemente re-presentativos .para. el .ca~'o>.
Esta té~nica se basa en diferencias e'u la den.
7
II
i!
1I
1 \
i I

sidad (gravedad específica) de la. leche, conaltos o bajos contenidos en sólidos.
Los sólidos no grasos no son homogéneos,sin embargo, e incluyen todos los elementosde la leche que no sean grasa yagua, tales co-mo caseína, lactoglobulina, lactoalbúmina, aZú-cares, sales minerales, etc.Los cambios en la proporción de estos ele-
mentos sólidos no grasos tienen influencia enla densidad. Los valores de concentración queestos sólidos alcanzan son función del conte-nido en lactosa, la que, a su vez, es inversa-mente proporcional al contenido de cloruros.
Los químicos y tecnólogos de la leche bus-caron, durante mucho tiempo, relaciones gene-rales, las que a partir del valor correctamentedeterminable, es decir, el porcentaje en grasa,pudieran dar el de sólidos no grasos. Las le-ches can contenidos altos de grasa tambiéncontienen cantidades relativamente importan-tes de sólidos no grasos.
Como resultado de un número muy grandede casos estudiados, se obtuvieron conclusio-nes estadísticas que permitieron concebir ex-presiones matemáticas simpl.es, aceptablemen-te representativas, para las zonas en estudio.
Probablemente el primer esfuerzq importan-te en este sentido fue e!. realizado por Jacob-son, sobTe 150.000 muestras de leche de NuevaInglaterra. Esto indicó que las diferencias de1% en el contenido en grasa se reflejaba envalores promedio, en diferencias en el mismosen tido de variación, del orden de las 4/10 deporciento, en la cantidad de sólidos no grasos.Leches con 4% en grasa' contenían un prome-dio de 8,67% de sólidos no grasos, mientras
.... que leches con un 5% tenían hasta 9,07% pd-medio de sólidos no grasos. Esta experienciase volcó en una fórmula que dice que
SNG = 7,07 + 0,40 SG
Posteriormente a estas conclusiones, el De-partamento de Industrias Lácteas de la Uni-versidad de California (Colegio de Agricultu-ra) comp'letó un estudío de 2 años, en 1954(Jack, Roester, Abbot y colab.), para el quefue dividido el estado en 10 áreas selecciona-das en función de una razonable uniformidaden tipos de manipuleo. razas, alimentación, etc.
Del estudio en cuestión se concluyó otra ex-presión que decía que
. SNG = 7,07 + 0,444 SG
La misma es .de aplicación para valores degrasa que varían entre el 3 y 6%. Esta rela-ción fue llam.ada relación de !California, o fór-mula de California, y por años constituyó el
8
método oficial.usado en este tipo de determi-naciones.
En años posteriores, en Holanda por ejem-plo, en la organización comercial para la lechede la Provincia de Frisia, de tipo coo;lerativoy con sede en Leeuwarde~ se fijó para susasociados un sistema que posteriormente se ge~neralizó para otro tipo de instituciones, y fi-nalmente para la provincia toda, en el que elpago se efectúa ,por grasa y proteínas. Este seinició por el año 1957. Los sistemas actual-men te en uso tienen por base la reacción porcomparación, que es posible lograr cuando seUsan soluciones colorantes determinadas, porejemplo el amido negro B, de buena estabili-dad y rápida acción para la determinación. Es-tos sistemasl cuyos ;>rimeros rumbos fueronmarcados por investigadores como Kofranyi ySteihold, están aplicados a equipos comercia-les muy evolucionados -de los que hay algu-nos en el país. caso de la Cátedra de Indus-trias Lácteas de la Facultad de Agronomía deLa Plata. y el de algunas firmas privadas- losque en los países en Jos que este método se haimpuesto, funcionan con toda regu-laridad yeficiencia. En el caso mencionado del organis-mo cooperativo de Frisia, se reciben diaria-mente muestras de 90 fá.bricas, ,las que perma-nentemente se constatan. He tenido oportuni-dad de observar equipos totalm.ente automati-zados que dosan leche y coloran te, agitan, co~Ioean y extraen los frascos de muestras en loscorrespondientes baños de temperaturas con-troladas, con tiempos totales de procesamien-to muy breves, y operando hasta 80 muestrascada vez.
Efectuemos a continuación un estudio sobrelo que se ha realizado en algunos países en esteasunto:
Planteo común:
Precio basado en Valores DüerenciaIes
La principal ;Jremisa sobre la que se basaeste tipa de pago es de que el. sistema de, fija-ción de precios debe ser conformado de modoque refleje lo mejor posible los valores realesde leches Convariaci.ones en sus tenores de gra-sa y proteínas.
Para ello, el plan de fijación de precios debeevaluar can la mayar realidad posible los com-ponentes grasos y no grasos de la leche --enconcord3ncia con los valares de los constitu-yentes fijados por la oferta- demanda de losmismos en el mercado.
Bajo un sistema ideal de este tipo. en el quees legal la standardización, no se han produ-cido en USA, por ejemplo, diferencias. impor-
LA INDUSTRIA LECHERA
tantes en el costo de la materia prima para elindustrial.
Cuando la leche que l1ega desde los produc-tores contiene proporcionalmente mucha grasaen 'relación con los' no grasas, el exceso de gra~sa puede venderse, o inversamente, puedeeventualmente, adquirirse leche desengrasadaa precios que guarden relación con los pagadospara los diferentes tipos de leches enteras, pa-ra lograr los standards buscados.
Además, en este sistema no aparece comotaxativa la discriminación que se efectúa ccnlos entregadores de mucha o poca grasa en suproducto, a las plantas receptoras.
Elaboración de precios para leches destinadasa insdustrias, en los Estados Unidos
El contenido en sólidos en leche tiene una in-fluencia directa en Jos rendimientos de los pro-ductos manufacturados a partir de tal mate-ria 'prima. Consecuentemente, también influ-ye en la política de -fijación de precios de estosproductos. Así entonces, cuando los valorespromedi:> de sólidos grasos y no grasos sonaltos, La Empresa -puede fijar una política demejores precios.
Los datos demuestran como los rendimien-tos de los productos de una operación fabrilmanteca-leche en polvo desengrasada, para uncaso, y de condensación para otro, varÍ-an conlos diferentes valores del contenido en sólidos(ver Tab!a). Los rendimientos cuantitativosde los diversos productos manufacturados sehan calculado sobre la base de standards lega-les fijados para contenido en sólidos grasos yno grasos de estos productos; Se debieron ef~c-tuar ajustes por pérdidas de sólidos que nor-malmente tienen lugar en plantas razonable-mente eficientes.
La leche entera de buen parcentaje de gra-sa, normalmente contiene sólidos gras,os y nograsos en la relación aproximadamente correc-ta requerida para este producto. La leche demenor tenor es llevada a los standards desea-dos, reduciendo la proporción de no grasos,esto es, por separación de leche desgrasada, laque, a su vez, en este ejemplo, es secada paraobtener polvo. A leche de mayor contenido engrasa que el previsto (sobre los sólidos nO gra-sos), se le elimina grasa que se transforma enmanteca. También puede suceder que la stan-dardización pueda tener lugar, teniendo porobjetivo la venta de leche desgrasada o cremaa otras planta's.
Debido a que los sólidos de leche se vincu-lan tari directamente en los rendi.m.ientos deJos productos a obtener, el valor de las dife-rencias en rendimientos puede ser usada para
ENERO 1969
determinar precios. Conocido el rendimiento 'Ylos precios de los productos ;lUestos en fábri-ca, pueden ser aj,ustados los valores para de-terminar los precios a pagar por materia pri-ma, y ese valor constituirá el "valor neto" o"posibilidad de pago" de leche de diferentestenores de grasa. Estos valores. netos crecende acuerdo al aumento alcanzado en los rendi-mientos, los que se asocian Con los mayoresniveles en grasa, y también en sólidos no gra-sos. El grado de aumento del valor depende,por supuesto, de los precios netos relativos delos productos específicos elaborados. Desde queno hay relación directa entre incrementos enrendimientos de productos e incrementos enlos análisis de grasas (excepto para la ;>roduc-ción de 'ffi.anteca-polvo ejempJj,ficada), Jos va-lores netQs reflejarán diferencias las que noguardarán necesariamente relación directa conlas variaciones de los contenidos en grasas. Es-to está significando que esencialmente unacantidad de 100 kg de leche al 6% no es tanvaliosa como 200 kg de leche al 3%.
100 kg (6%) -- 9,73 SNG
200 kg (3%) -- 8,40 X 2 = 16,8 SNG
Las industrias que pagan a los ,productoresuna cantidad fija por kg de grasa butiromé.trica estan ejerciendo castigo sobre producto-res de bajo contenido en grasa, y sobrepagan-do los que entregan leche de alto tenor. toman-do como base el ¡(valor neto" de Jos diferentestipos de leche' recibida. (Entiendo que en pagopor leche 'y proteína se incorpora un nuevofactor de regulación, que, es cierto" puede lle-gar a ser crítico (--- baja grasa - bajaproteína- - bajos precios de mer:cado en lossubproductos --) pero en mérito a que haynuevos factores de balance, es decir. variosposibles subproductos, el riesgo de esa situa-ción crítica extrema aparece como muy re-moto) .
La leche usada para industria debe ser va-lorada de acuerdo al "valor neto" de los prp-duetos obtenidos como se comenta en líneasprecedentes. Con tal sistema de fijación deprecios, las diferencias en valores cobrados p-orlos productores por sus leches, reflejará'n másdirectamente la diferencia en los 'valores delos productos manufacturados con aquéllas. Eneste sentido, les productores de leche de dife-rentes composiciones serán tratados equitati-vamen te .con respecto a los pagos que 'ellosreciban.
Con referencia a la (iconsistencia" de losprecios que varias fábricas pagaron en' USA, serealizó un estudio de las relaciones compara-tivas de precios para distintos productos lác-teos (Rudolph Frieker, University of Wins-consin), del que se concluyó que, histórica-
9
i
I
,¡'1;1
-~
1
,
mente, los precios de manteca, queso y polvode leche entera son razonablemente represen-tativos. En lo que a leche evaporada se refie-re, los precios aparecen como comparativa-mente elevados frEnte a los otros productos bá-sicos antes mencionados. Bajo estas circuns-tancias, el Hvalor neto" de la leche usada parala producción de leches evaporadas debieraser algo mayor, para estos casos.Hay, pOr supuesto, precios distintos para le-
ches a distintos niveles en el sistema de co-mercialización. Por ej,emp1.o.el valor combina-do de los e1ementos grasos y no grasos en cre-ma y leche descremada (por ciento de peso),en la leche entera es mayor ~por el costo derecepción, de la lec:~e entera a-l ser separada.Tam.bién, el valor de la leche en la usina oplanta recept:)ra, es mayor que el de la mismaleche a nivel de ta.mbo.En mérito a que es a veces deseable, o ne-
cesario, para el pago, .fijar precios eñ diferen-tes nivele~ de mercado, esto es en planchadao en tambo, Se deben también hacer algunosajustes para lograr fácilmente la conversiónde estos precios de un nivel a otro. Esto creaun problema en los precios fijados para la le-che elaborada -donde los valores de leche es-tán vinculados 'a los contenidos de sólidos gra-sos y no grasos- que es de diferente natura-leza a los que se pueden presentar en el campode ,precios de la leche fluida, en donde el va-lor de los elementos no grasos puede ser con-siderado como función de~ volumen de lecheflaca.Este análisis que realizarp.os pro;Jicia la fi-
jación de "valores netos"" para los componen-. tes separados. al asignar todos los costos es-. 'pecificamente identificables co'n sólidos grasos'o no grasos a los costos de' los elementQs in-fluenciantes.Por ejemplo, el costo del batido de la man-
teca es asignado al componente grasa, mien-
En depuración de líquidos cloacaJesy residuales industriales.
Estudios y Proyectos de acuerdo a
reglamentaciones de O.S.N: y O.S.P.B.A.
,ROBERTO A. S11"&0 S.A.
10
tras que el costQ de secado de polvo es direc-tamente asignado (polvos desengrasados) al desólidos no grasos. Algunos de los costos mássignificati vas son, sin embargo, comunes y nopueden ser asignados ni a uno ni a' otro. deestos constituyentes. Estos costos están repre-sentados por el manipuleo de ]a leche entera,c,ostos de recepción y separación y de trans-porte desde el tambo, por ejemplo.Cualquier intento de deducir costos de este
tipo para afectar separadamente los precios desólidos grasos y no grasos~ determinados' a ni-vel de planta, fijaron valores arbitrarios y noequitativos.La mayor dificultad' en la consideración de
la ubicación de estos costos, es decir, donde-sólidos gr2.SOSo nO- Y en qué proporción,cargarlos, reside en el hecho de que sus valo-res son independientes de los ljé de grasos yno grasos de las leches.Estos costos son función de los volúmenes
o pesos manipulados, 'Ycorno grasos y no grasosvarían COn cada volÚlnen parcial de la leche,el costo por unidad de grasa y no grasos va-ría en función de cada tipo de leche recibida.Esto significa que el costo de transporte, re-
cepción y separación, por unidad de sólidosgrasos y no grasos, es menor para valores al-tos que para bajos.Los comentarios anteriores han usado el ló-
gico argumento de que un sistema equitativode precios es aquel que refleja los valores ne-tos de las leches de ldiferente constitución y ca-lidad. Para lograr esto es necesario previamen-te contar con la siguiente información:1') Las cantidades del o los productos a ob-
tener partiendo de leches de diversa constitu-ción.2")El valor neto (precio - costos de proceso
u otros, tales como transporte 'Y comercializa-ción) _de ~os productos lácteos así obtenidos.Se han desarrollado relaciones a partir de
las cuales es posible determinar los rendimien-tos de productos para algunas alternativas tí-picas en la elaboración.En lo que concierne a productos manufactu~
radas, -manteca., sólidos en polvo nO grasosy leches evaporadas- se usaron los standards'federales.
Precios en leches fluidas para consumo
A pesar deque-las variaciones. de sólidos -gra~_sos- y na. grasos es. tan -grande en las lechesdestinadas a industria como en las destinadasa. consumo, el problema. de. evaluar los com-ponentes separados para cuando el destino esleche fluida, es.más compleio.
(,r.ontinlltl. en la pR.jz.26)
LA INDUSTRIA LECHERA
."
-~"';~i~:'~",~~,><" ....
COMENTARIOS SOBRE EL SISTEMADE PAGO DE LA LECHE POR ..(Viene de la pág', 10)
Por un lado, no es muy fácil determinar lainfluencia de diferentes .cantidades de sólidosno grasos en el valor de las leches usadas paraestos propósitos ya que, si bien es cierto queexisten diferencias nutricicnales ]a mayoríade los consumidores encontrarán dificultosorec-onocer estas variaciones y poder detectarlas diferencias en la leche que consumen dia-riamente.Aun totalmente convencidos de las diferen-
cias en beneficios desde el punto de vista nu-tricicnaI, y advertidos al mismo tiempo de losvalores en cada caso, es bastante difícil encon-trar buena disposición para pagar precios ex-tra por la presencia de valores relativamentealtos, de sólidos no grasos en las leches.8ie!1do este el caso, la variación en el con.
tenido de sólidos nO grasos no es una base sa-tisfactoria para hacer una determinación di-recta de la diferencia en valor de los distintostipos de leche, cuando se use la misma parasu comercialización como leche fluida.Para propósitos prácticos, los componentes
de la leche de merc'ado son la crema y la lechefluida desengrasada. Esta crema y esta lechedesengrasadas, si son de primera calidad, pue-den tener más valor que simiiares productos.presentes en leches destinadas a industria.E~to es debido al hecho de que la crema y
leche descremada provenientes de leches queVan a consumü, pueden. ser manipuladas paralograr productos tales' como leche para consu-mo, cremas de distintas concentraciones, etc.,que rinde un beneficio neto mayor al que" sel-ogra pa.ra iguales cantidades si la leche se des-tina a producción de manteca. leche evapora-da y otros productos manufacturados deriva-dos. La diferencia en valor entre la leche paraconsumo y para industria, de característicasfísicas similares, se denomina en USA: trpre_m,io Clase AH.Las cantidades de crema .y leche descrema-
da a obtener dependen, por supuesto, del tenorgraso de la leche. Por ejemplo de 100 kg deuna leche con 3% de grasa se pueden obtener7,2 kg de crema al 40% y 91,8 kg de leche des-grasada, mientras que de leche con un conte-nido graso del 5% se obtendrán 12.2 kg decrema al 40% y 86,8 kg de leche descremada.En California, USA, un producto lácteo de
primera calidad -sea por ej"emplo leche flui-da para consumo, crema o leche desgrasadafluida- que supera el 250/0 en grasa, tendrácorrespondientemente valores de sólidos nograsos -que CUIDipliráncon los requerimientosmínimos.
26
Para el pago de acuerdo al sistema que es-tamos cementando y cuando se trate de lechede consumo, la tendencia en much:Js casos estener cada vez más en cuenta los sólidos nograsos, incluyendo variaciones de precios, enla política de comercialización, como resultadode las diferencias en sólidos no grasos :conte-nidos en la leche de consumo, Manifestaciónde tal tendencia es el hecho de que se enrique-ce con sólidos nO grasos agregados este tipo deleches magras.Otras tendencias insisten en sostener que los
precios de estas leches debieran ser fijados P:JTsus valo::-es energéticos, expresados en térmi-nos de calorías,
Conclusiones
lE,] problema del pago es en USA, muy com-plej-o, en mérito al destino final que el produc-to tiene. Por un !ado se vabran grasas y nograsas (o crema y leche descremada) y por elotro, también se toman en cuenta las calida-des de estos dos últimos productos.Así entonces :hay hasta tres grados o clasi-
ficaciones en cada caso, con precios convencio-nalmente fijados en función de los tenoresporcentwdes de estos dos constituyentes de lasleches, y zdemás un plus para cuando cremay leche descremada son de primera calidad.y menores precios en las otras categorías. Unode los problemas se plantea, sin embargo, cuan-do el fabricante separa crema, que vende abuen precio en el mercado y la leche descre-mada que no tiene esta perspectiva debe ser,en consecuencia, industrializada,Tal circunstancia complica aun más el cua-
dro. Por ello, la solución justa solo vendrádada cuando fijado el correcto destino de gra-Sa y no grasos para cada planta. puedan de-terminarse los precios lógicos a pagar por es-tos sólidos así, diferenciados.
El pago de la leche de acuerdo al contenidoen grasa y proteínas, en Holanda
Como se sabe, en maIYOde 1957 las Coope-rativas Lecheras de Frisia decidieron pagar laleche, enviada por los miembros de las fábri-cas asociadas, de acuerdo al contenido de gra-sa y de proteínas. Esta decisión fue posible de-bido a la puesta en marcha del método masivode análisis de proteína, al que haremos refe-renCIa.La valuación actual de la leche es basada
en el hecho de que la mayor parte de la lechees usada para producción de queso y de lechecondensada. La materia prima es enviada porlecherías locales a la planta central de conden-sación y es. pagada a las lecherías locales so-bre la base del Ilvalor queso".
LA INDUSTRIA LECHERA

Los datos están dados er'. por-centajes sobre los 931.000.000de kg.
El programa de producción de las Coperatiwvas Lecheras de Frisia fue el sigu.i:ente para1961-62:
Es indudab~e que el producto 'más importan-te es queso. Además, el valor de la leche en-viada por las fábricas a la Central de Conden-sación es estimad-o de acuerdo a su "valor que-so" .Los cálculos para los precios de leche están
también oasados en el principio de que hayque producir tanto queso como se pueda, apartir de la leche recibida en las fábricas. De-bido a que el contenido en grasa de: la lecheentera fresca es muy alto para sus standardsde queso, eFos obtienen de éste, ademásl unacierta can.tidad de manteca.Para la produc'ción de queso el contenido
de proteínas de la leche es importante. Antesde mayo de 1957 se pagaba a los tamberospor su .l~che, en base al contenido en grasade la m1::ma y de sus cualidades higiénicas.Es una realidad por supuesto, que los cria-
dores trataron entonces de aumentar la pro-ducción de grasa de ~us animales. Sin embar-go, la relación de grasa y proteínas era real-mente mala.La diferencia real entre los sistemas d~ va-
luación por grasa o por grasa y proteína estáinfluenciada por dos fact:Jres, a saber:
a) El sistema usado para la valuación degrasa y proteínas en la leche, y
b) las variaciones que se pueden encontrar enel ;contenido en proteínas con un porcen-taje fijo en grasas.
En líneas prec~dentes se ha tratado de dejarclaro que se coloca la pr::::ducciórrde queso en
¡.:¡~ de leche dasCantidad de leche recibidaProducción de quesoLeche en polvoLeshe fluidaLeche condensadaAILnento de ganadoJ-.1ant02ca
70931 millones de kg.
67,8"/0J,3'lo6,4%19.2%4,9%1,4%
el centro. Se realizan cálculos para grasa yproteínas cada 15 días de la siguiente manera:
10:» De la "composición media" estimada de laleche recibida en todas las fábricas de todala provincia, calculan 'el valor promedio quesode la producción
2Q) Deducen de este valor total bruto el valorbruto de la grasa, obtenido del precio de lamanteca.
3'-') El resto, es el 'v.alor bruto de proteína.Dividiendo este valor bruto por el porcentajemedio de proteína, obteneITl-lQsel valor brutounitarw de la proteína.
40:» Los costos son referidos a kg de leche.
Esta breve explicac~ón hace necesarios al-gunos ,::omentarios:
I. Deben estimar la composición 'prom:ediodela leC'he; 'como la misma no es .'conocidasólO'trabajan con valores estimativos. Pa-ra una buena estimación se usan datos deperíodos y/o años anteriores. LaS' expe-riencias indican que se pueden -lograrbuenos valores estimativos.
n. Con el uso de fórmulas se puede calcularla produc::ión de quesos, así 'como la gra-sa contenida en la leche para quesO'y enéste mismo. La base para este .cálculo esel contenido en proteínas de la leche. Lasfórmulas usadas se basan en figuras obte-nidas de la práctica industrial así como delas reguIaciones existentes para la .compo~sición de queso y manteca.
m. La producción de 'queso y la 'de mantecason multiplicadas por sUs ,precios y a es-tos valor2s se les agregan los valores desuero -demanteca, suero de queso y crernade queso.. El total de estos valores es el valor bru-to de la leche, con la composición prome-dio. Este valor bruto es calculado tantopara el queso con 'el por ciento ,máximode crema, como para aquél con sólo40 !% de crema y el promedio de estosdos valo:es se usa para cálculos 'poste-riores.
.,\
"I
I
ContenidoContenido 1 ___ MAN,IE.:~.:!OLVO _.__ [ Evap. Polvo Mantecaen sólidos
en ¡p'asas no ¡:trasos Mant~c-:\ ' Polvo
3.0 8,40 3;&7 8,40 38,98 1.&0
a,& 8.62 4;18 8,71 43.30 0,68
4,0 8,8& 4.80 8,03 47,94 0,18
4,5 9,07 5,41 9,15 48,22 0,80
5,0 0,29 8,00 0,35 43;50 1,42
5;5 0,51 6,64 9;60 48,79 2,04
8 9,73 7,26 0,82 40,07 2,68
ENERO 106927

l"l.{c£"{,xl",'a te cJW'l(l,
l/Y bU ¡U(.&nJ'i!-a!>~'f"f97f
NUEVOS PRODUCTOS
I ESTRATEGIASPARA LAINNOVACION
Los supuestos que gravitan en el lanzamien-to de un nuevo producto alimenticio, así comoel anál'isis de sus condiciones y consecuencias,son indagados en este artículo PO'- el ingenieroJorge 0, Casale, director tqcfiico del CITIL, através de una prolija info1'~ción y de una in-tensa e::l;periencia,1JerS01íal.En el próximo 'nú-mero ceTra1'á e8t~ .ni~urnenJori.entado a exanti-,w-r un área poco'transitada de la innovación.
por JORGE O. CASAlJE
Hasta ha'ce muy poco. tiempola introdu,cción de un nuevo)roducto alimenticio a nivel dedistribución masiva en nuestropais, era una aventura que muypocos querían intentar. Aúnhoy, sólo las grandes empresas':le animan a encarar tal aventu-ra y ést,a siempre -requiere unrespaldo de capital realmenteconsiderable. Esto no nos llama[a atención. Aún los paises másdesarroll"d'os mostra,ban hastahace 'rel,ativamente poco tiempoatrás la misma reticenlcia aofrecer al consumidor noveda-
LO
des, especialmente en el áreaalimentos, Para' que un posible. comprador efeFtivizara una ad-quisición, éste, que debia con'o~cer ya el producto y estar acos-tumbrado a él, lo solicitaba al
•minorista 'a través del n¡ostra-dar. La venta de un nuevo pro-ducto se ,conseguia sóilo me-diante la eventu'al oferta delcome.rciante, Evidentemente, lacantidad de nuevas' ofertas quepodianhacerse efectivas poreste método' eral? timitadas enextremo.
El advenimiento de la revo-lución .comercial que significóel supermercado, con su siste-ma de autoservicio, dio tlnvuelco total a esta situación,Ahora el consumidor entra encontacto direcl'Ü .con la totali-dad de bienes' ofrecidos, y laventa la efecliviza. el productomismo por virtud de su solapresencia y mediante los argu-mentos de .convicción 'que élmismo . exhibe, ,La opo.rtunidadde oferta de 'nuevos productos.,se ,ha multiplicado en formaastronómica.
V. L. Heid en el ,libro Food 'Processing Operations (A vi Pu-blishing Ca.) cita un estudio de20 gran.dcs Compañias en el qucse indica que por cada productopuesto en el mer¡cadu se consi-deraron un promedio de 540ideas de las que 448 fueron eli-minada.s erl reuniones ele estudio,92 fueron elegidas para investi-gación preliminar de laboratorio,de las que, finalmente, 8 apare-cieron S'uficientemente prom iso-rias para desarrollos posteriores,
,_O
,1.
¡•
COI1 productos Iluevos. Periódi-camente se realizan reuniones detipo "brain sto.fming' (tormentade cerebros) en la que todo eldepartamento de Invcstigadón,desde su director haslalas se-cretarias, se ocupan ele arrojar¡-cleas, 110 importa (OUéln alocadas,sobre productos posibles. Lasreuniones se repetían paJa lasdistintas clases de alimentos:verduras, carnes, jugos, etc. Deestas reuniones suelen salir listasde u.n cenlenar o dos de produc-tos entre ,los que, si solo exis-tiesen UllO () dos viables, la re-unión ya habría dado sus Ir'utos.
La Compañia Nabiseo repiteeste proce~o en todas sus S:U'CUf-
sales l11undiales. Por su parte, laNational D<airy Ce"p. busca SllSideas entre nuevas formas más2.tractivas o convenientes deproductos tradicionales, porqueopina que el público. quiere se-guirteniendo sus alimentos tra-dicionales, pero presentados enlluevas formas. La compañíaSexton analiza 30 productosnuevos foclos los meses, evaluán-dolos por producción, estabili-dad, duración, costo, :aparicncia,sabor, flexibiJi.dad de uso y"conveniencia.
Las ideas pueden -provenir decualquier fuente. El consumidor,el minorista, los proveedores, elpmpio personal -de la industria,u otros. Los departamentos deInvestigación y de 'Marketing son,por s'upuesto, las fuentes másabunda.ntes de l1'l,evas ideas, ylas que mayores posibilidadestiene. Pero es importante' nodesechar ninguna idea sin unmínimo .de estudio, por más dis-parata0as que parezcan, puestoque U'l1 disparate puede operarel resorte mental que conduzcaa una idea lógica. Aún las ideasdisparatadas .deberian conser-varse y reverse periódicamente,
P 11 e s 1 () que las condicione:>cambian, 'y el público también.Los distintos mercados deben
estucliuse cuidaJosalllentc. Porejcmplo, el mcrcado institucio-nal tlodc¿¡1l1cricalln {rcce mús
'rápido que el mercado de me-nudeo. Y aquí estft ocurricndootro tanto. La gente sale más,vinja más, dispone tic más tielll-po libre y dinero. Para la indus-tria láctea intercs:w sobre. todolas mezclas preparadas pararepostería, flanes instantáneos,budines, b:J.scspara salsas, etc.
Nuevos productos ~~bren sicm-pre posibilidades a olros másnuevos toclavía. Hace pocos añoslas ensaladas no eran muy porn.:-lares ell los EE.UU. Los "",evosaderezos rara ensalJ:das favnre-cieroll el consullIo de más ensa-ladas, y éstas, a su vez, el deotrosaderczos. I<raft produce 33variedades de estos aderezos ytiene var¡3s más en cartera. Esopinión d" Hannigan. y Jacoh-en su articulo "Cómo 1.05 lí-deres DeSarrollan' Nuevos Pro-ductos" (F o o dEn g. Mayo1969)- que el mismo ciclo de'desarro,lIo elel mercado alimenti-cio se prev!, para Australia, Rei-no {Jniclo,'. América Latina yEuropa,
Exitos y fracasos
y de éstos sólo 1 l'legó al mer-cado.
D,e los productos que llegana la etapa de ensayo de merca-do, la industria aIi111entici3. cnn-sidera aceptable que sólo I decada 4 o 5. pasen dícho ensayosatisfactoriamente. Esta propor-ción ruede. aumentarse mucho,sin cmbargo, mediante U1H rigu-rosa selección de los productosque se someten a ese ensayo demercado, exigiendo que éstossatisfagan reales necesidades y.deseos del consumidor.
De los prod'uctos que por finllegan a la comercia.lización na-cional, solo de un 2 a un 20 porcicntO' permaneccrán en el mer-cado 2 años o más. En realidad,un porcer.laje de permanenciabaslante bajo que tenemos quetener en cucnta a la. hora delcálculo económico.
las causas principales ele queel panorama de aceptabilidad denuevns productos sea tan pocoatractivo 5011 varias:1) Falta de un plan bien pen-
sado2) Falta de ensayos previos con
consumidores3) Falta de ensayo de mercado
4) Falta de suficiente investiga-ción y desarrollo del pro-ducto
5) Falta 'de un ensayo previodel envase
6) falta de un estudio econó-mico realista.
El 'citado J. L. Heid en sulibro Food Processing Opera-tions presenta una lista de 82preguntas para analizar un nue-vo producto antes de iniciar losensayos de mercado. No vamosa incluir aquí esas 82 preguntas,pero recomendamos que qu.íentenga en mente actividades deltipoct'u.e hoy comentamos, repa-se esa "Iista cuidadosamente.
, 1
.,."l!,.].• h ,;/,. ,
13
.1

m:oyo ¡unio 1971
1 - 619precio del eiemplor $ 1.50
buenos aires argentina

. - ~.~,~"-':::':" , , . .- .. ¡\:.' '-~--_.',.. .-.~--' . ~ - .. ~'~'---'
NUEVOS PRODUCTOS
LASBUENASIDEAS
JORGE O. CASALE
En esta nota el autor continúa' d9S-a1Tollando los p"oblemas que suscita lacreaClOn y el lanzamiento de nllevos pro-dllctos. El próximo número finalizará elanálisis de este tema fundamental con elexamen de las exigencias que plantea enmateria de inversión.
Vamos a ver qué pautas deselección primaria de ideas ori ..ginales se emplean en la indus-tria para Ira lar de reducir en loposible el por:entaje de produc-tos victimas de ese monslruoimplacable: el mercado consu-mielor.
Puecle decirse con total cerle-za que el comportamiento deconsum'dor es el factor clave encada etapa del desarrollo denuevo-, productos. Re:onociendoesta verdad, Armour-Dial llevó acabo 42.000 enlrevistas en 1968y 23 proyectos de investigaciónlécnica y de mercado. Por suparte, el Centro de Investigaciónde Consumo de Swift llevó acabo en sus tres primeros añosde operación más de 500 ensa-yos de productos y envasessobre más de 100.000 consu-mi'dores.
En la opinión de K. L. Thomas(General Milis Co.) en el traba-jo ya citado, al pro:eder a laevaluación de una idea, la COns-
.• Véase (n el N'! 618 de INDUSTRIA LE-CHE.RA "Estrateglns parO. In innovación",página 10. del Ingeniero Jorge O. Case le.
Supermercado:El granexpositor.
¡
I¡!,i.¡¡¡
15
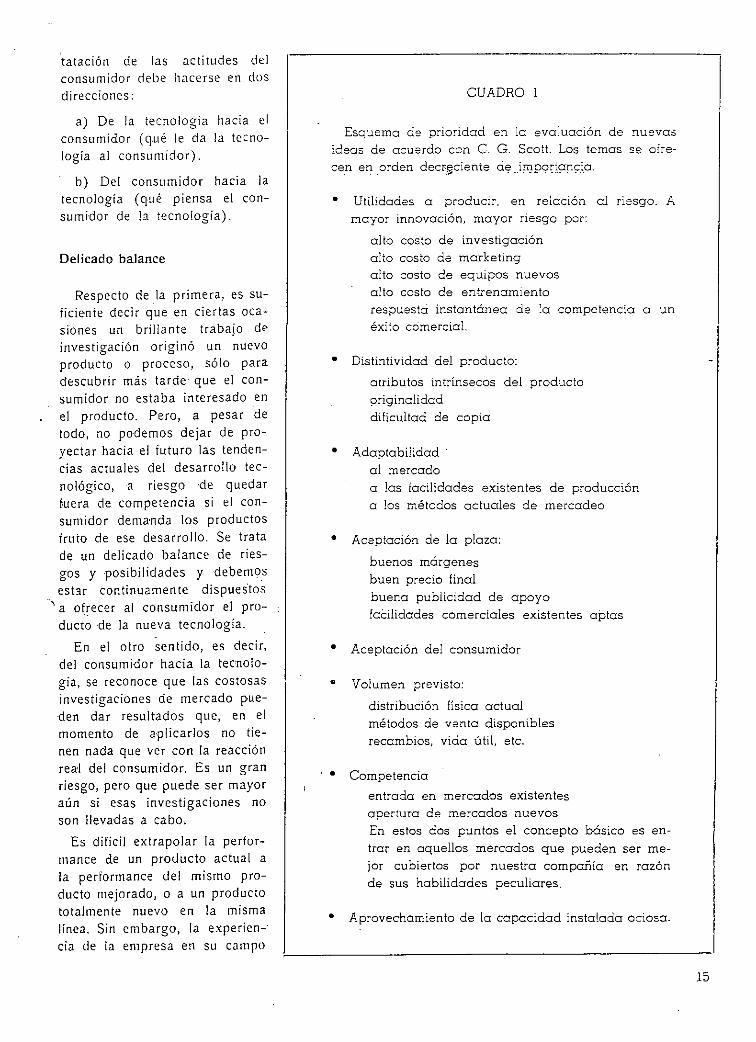
Distintividad del producto:
atributos intrínsecos del producto,originalidaddificultad de copia
Aceptación del consumidor
Utilidades a producir, en relación al riesgo. Amayor innovación, mayor riesgo por:
alto costo de investigaciónalto costo de marketingalto costo de equipos nuevosalto costo de entrenamientorespuesta instantánea de ~a competencia a unéxito comercial.
Aceptación de la plaza:
buenos márgenesbuen precio finalbuena publicidad de apoyofa'Cilidades comerciales existentes aptas
Adaptabilidadal mercadoa las facilidades existentes de produccióna los métodos actuales de mercadeo
Volumen previsto:
distribución física actualmétodos de venta disponiblesrecambios, vida útil, etc.
Competenciaentrada en mercados existentesapertura de mercados nuevosEn estos dos puntos el concepto básico es en-trar en aquellos mercados que pueden ser me-jor cubiertos por nuestra compañía en razónde sus habilidades peculiares.
Aprovechamiento de la capacidad instalada ociosa .
CUADRO 1
•
•
Esquema de prioridad en la eva:uación de nuevasideas de acuerdo con C. G. Scott. Los temas se ofre-cen en .orden decf.~ciente dE? .il1}Po:r:t9nr;::.~a.
•
•
•
•
•
•
actitudes delhacerse en dos
tatación de lasconsumidor debedirecciones:
a) De la tecnologia hacia elconsumidor (que le da la tecno-logia al consumidor).
b) Del consumidor hacia latecnología (que piensa el con-sumidor de la tecnologia).
Delicado balance
Respecto de la primera, es su-ficiente decir que en ciertas oca-siones un brillante trabajo deinvestigación originó un nuevoproducto O proceso, sólo paradescubrir más tarde que el con-sumidor no estaba interesado enel producto. Pero, a pesar detodo, no po'demos dejar de pro-yectar hacia el tuturo las tenden-cias actuales del desarrollo tec-nológico, a riesgo .de quedarf.uera de competencia si el con-sumidor dema:nda los productosfruto de ese desarrollo. Se tratade un delicado balance de ries-gos y posibilidades y debemosestar continuamente dispues'tos
'a of.recer al consumidor el pro-dueto de la nueva tecnologia.
En el otro sentido, es decir,del consumidor hacia la tecnolo-gía, se reCOnoce que las costosasinvestigaciones de mercado pue-den dar resultados que, en elmomento de apíicarlos no tie-nen nada que ver con la reacciónreal del consumidor. Es un granriesgo, pero que puede ser mayoraún si esas investigaciones noson llevadas a cabo.
Es dificil extrapolar la perlor-manee de un producto actual ala perlormance del mismo pro-ducto mejorado, o a un productototalmente nuevo en la mismalínea. Sin embargo, la experien-cia de la empresa en su campo
\
de aCClOn puede ayudarnos apor-tando indicadores, como ser elporcentaje del mercado que ser-vimos, el tipo y número ele con-sumidores que lo emplear:, SUS
hábitos y costumbres, sus gus-tos y s.us posibles reacciones.Existen herramientas para medirla proporción de ventas repeti-das, la propensión a cambiar demarca y las reacciones a deter-minadas circunstancias. El hechode que esta clase de análisis seauna responsabilidad continua,nos hace más inteligentes Yconscientes del medio en queoperamos Y tiende a generarconstantemente un sentido deurgencia ero el -desarrollO' de pla-nes alternativos para contra:-res-tar futuros efectos que espera-rnos con bastante certeza. Sibien podemos no esta; capacita-dos para evitar la declinaciónen volumen y utilidades de a:-gUl10S de nuestros produ:::tos,podernos anticipar esa declina-ción y "comprar" tiempo.
La publicidad
Existe una serie de factores.. predecibles que condi,ionan laaceptación ~e un nllevo produc-to. En primer luga.r, debe ha-cerse L:SO abundante no só:o d~las esta-dísticas frías, sino tam-bién de sus ter.dencias. El au-mento de la población, el sentidOde ese aumento, los cambioscualitativos de su estructura,porcentajes de edades en la po-blación, porcentajes de estratosClulturales y el ca,mbio de esasestructuras, el nivel de ingresosdisponibles y su tendencia, loscambios en las circunstancia's(guerras, estabilidad politica,cambios de politicas económi-cas, 'desarrollisrno vs. "hi'berr:a-ción", etcétera). todos son pa-rámetros que determinan las
16
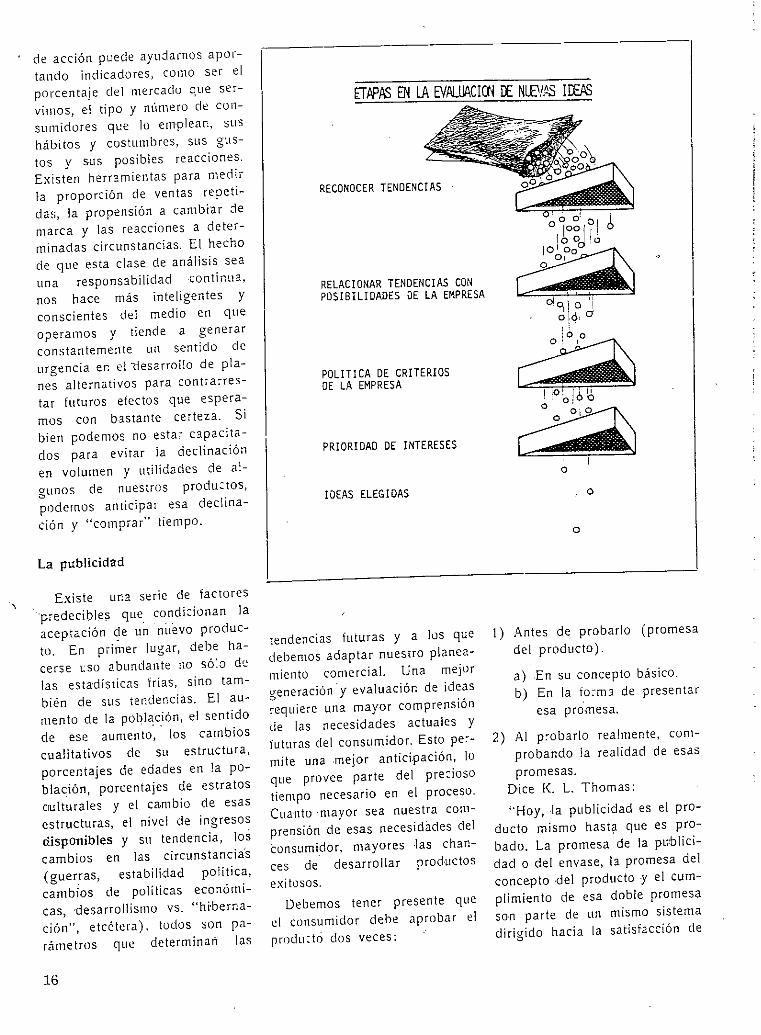
RECONOCER TENDENCIAS
RELACIONAR TENDENCIAS CONPOSIBILIDADES DE LA EMPRESA
POLlTICA DE CRITERIOSDE LA EMPRESA
PRIORIDAD DE INTERESES
1DEAS ELEG IDAS
tendencias futuras y a los quedebemos adaptar nuestro planea-miento comercial. Una mejorgeneración' y evaluación de ideasrequiere una mayor comprensiónde las necesidades actuales yfuturas del consumidor. Esto pe,-mite una mejor anticipación, loque provee parte del pre,iosotiempo necesario en el proceso.Cua'nto .mayor sea nuestra col11-
prensión de esas necesidades delconsumi.dor, mayores .1as char:-ces de desarrollar productos
exitosos.Debemos tener presente que
el consumidor debe aprobar elprodl1:tó dos veces:
, ';0\
~
0°'
1Mo 10°[°1 o16 o [.
~ o' l. ".:01 o !
o o: o,! .
~I lO! ¡ 111
~I
o
o
o
1) Antes de probarlo (promesadel producto).
a) ,En su concepto básico.b) En la fo;m1 de presentar
esa promesa.
2) Al p,obarlo realmente, com-probando la realidad de esaspromesas.
Dice K. L. Thomas:
"Hoy, la publicidad es el pro-ducto mismo hasta que es pro-bado. La promesa de la pu:blici-dad o del envase, la promesa delconcepto .del producto y el cum-plimiento de esa doble promesa50,0 parte de un mismo sistemadirigido hacia la satisfacción de
sz "mI
una, necesidad o deseo del con-sumidor".
Por otra parte, la empresatambién tiene necesidades y de-seos que fundamentalmente br-bitan alrededor de las utilidades.Si la utilidad es el premio alrie.sgo, la cuestión fundamentales la razonabilidad y grado deriesgo implicado en la capitali-zación de una i'dea. En primerlugar, cuenta la magnitud delriesgo, determinado por la mag-nitud de la inversión requerida,incluyendo aqui no sólo losbienes de capital necesarios enlas instalaciones, sino, y mu-chas veces fundamentalmente,las inversiones complementariasrequeridas para la creación,desarrollo y presentaciÓ'n delproducto en forma tal que le seadada una razonable posibilidadde éxito.
Afeas de búsqueda
La eval'uación de las ideasdebe hacerse por la Compañiacomo un cuerpo integral indivi-sible. Es decir, puesto que elproceso de gestar y dar a luz unn'uevo producto es un esfuerzoen el' que i.ntervienen todos lossectores ,de la empresa, es lógicoy razonable que en la fase detamizado de las ideas originalescada sector de .la misma tengala oportunidad de expresarse so-bre su viabilidad. E, inversa-mente, toda idea debe tener elderecho de un tratamiento justoen todos los niveles de la em-presa, a fin de contar con una. oportunidad razonable de probarsu valor. Una buena idea puedemalograrse por falta de un ade-cuado tratamiento por todas laspartes afectadas: investigación,marketing, producción, finan"zas,publicidad y distribución, entreaIras.
Cabe preguntar ahora dentroele qué áreas buscaremos esegrc:.n número de ideas dentro delcual surgirá la que consiclerare-n,os como la mejor. De acuerdocon la actividad especifica denuestra empresa, su política co-mercial y sus preferencias, esasáreas de búsqueda quedarán de-finidas de antemano.
Por ejemplo, podrian ser algu-nas o a:lguna de las siguientes:
G productos tradi.cionales en for-mas más convenientes pdra suuso
• produc-tos tradicionales conmayor sanidad y salubridad(real o imaginaria)
• productos para grupos espe-cificas
a) De edad
b) Etnicosc) Oeográficos
• productos de formulación ela-borada
• productos para utilizar en ma-yores tiempos libres
ti alimentación institucional
Pero las probabilidades deéxilo de un nuevo producto nosiempre s o n extraordinarias.Cuanto mayor sea el número denuevos productos que desarro-llemos, mayores posibi'lidadesde contar con un número prefi-jc:.do de introducciones comer-ciales tendremos. Sin embargo,el desarrollo de nuevos produc-to, se ve limitado por diversosfactores, entre los que se cuen-tan:
• excesivo numero ,de nuevosproductosa) Oposición de la plazab) Insensibilidad del -públicoc) Mayores costos de desa-
rrollo del mercado
" competencia existente
a) A mayor competencia, ma-yor oportunidad de coparel mercado, pero maJyorescostos ele desarrollo demercado
b) A mayor competencia, ma-yor oportunidad de parti-cipar del mercado a bajocosto, pero mayores difi-cultades en la operación ymayores márgenes.
• Costo de implantación deideas demasiado atrevidas.
La política de prioridades
De lo anterior se deduce quedp.bemos reducir el número denuevos productos e intentar, deacuerdo con la potencia de nues-tra empresa y siguiendo un es-quema de pautas y prioridades,una selección de entre la masade ideas, hasta quedarnos conuna o dos en las que concentratodo nuestro esfuerzo. El esque-ma de pautas y prioridades de-penderá de cada empresa en par-ticular. Es decir, no se puedendar normas de carácter general.Sólo a título de ejemplo hace-mos referencia a los ítem delcuadro l que corresponden al es-quema particular de la OreenOiant Ca., de acuerdo con C. O.Scott en su articulo "Evalua-ción de ideas para nuevos pro-dllctos", publicado en el númerod octubre de 1965 de la revistafood Technology. En la figuraque se ofrece con esta mismanota se resumen gráficamentelas etapas que se verificarán enla evaluación de nuevas ideas,hasta llegar a ¡las que 'm.erecenun más intenso trabajo de desa-rrollo. En el próximo número tra-taremos los problemas que con-ciernen a la etapa de investiga-ción y desarrollo, no menOS ar-dua que las anteriores ..
17

" .
'julio _ agosto 1971
620precio del ejemplar $ 1.50
j 'buenos aires argentina
l

NUEVOSPRODUCTOS por JORGE O. CASALE
El in"~l'nit..'rCl Ca¡;alc cr. el CITI L.
I
I
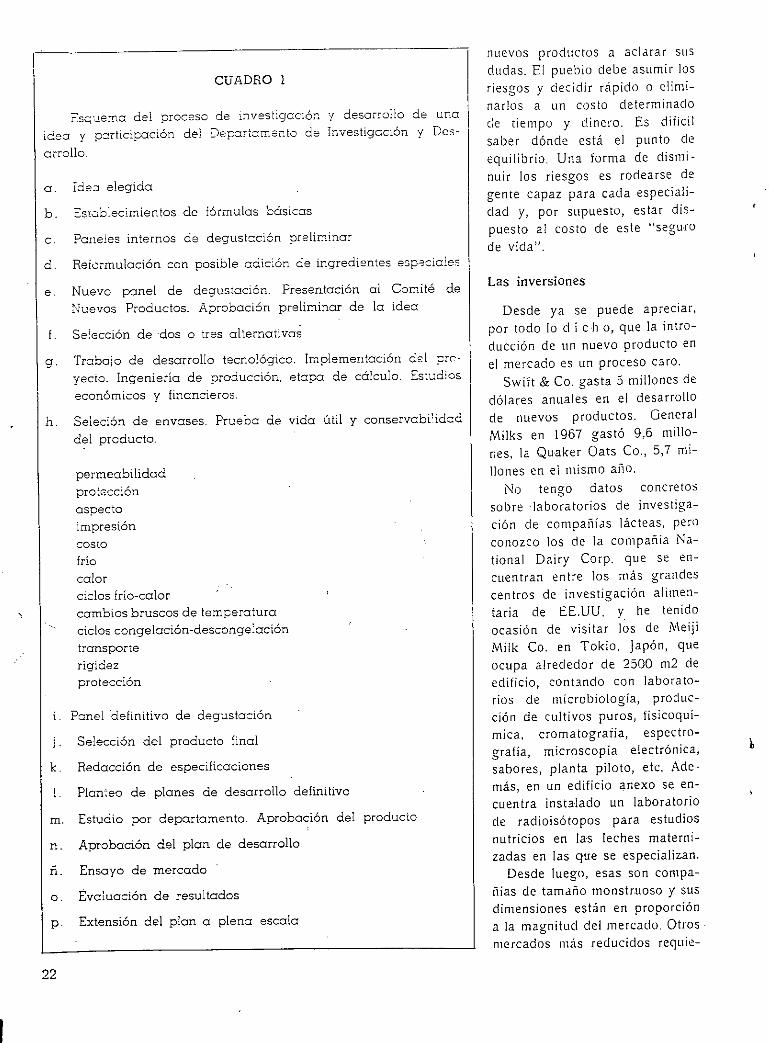
Después del itinerario reco-rrido en los dos articulas ante-riores ~, llegamos a una o dosideas que merecen ser explora-das en su desarrollo. Es aquídonde entra en juego el departa ..mento de investigación. El me-canismo de desarrollo ele la ideaen el laboratorio dependerá dela operatividad interna del grupode investigación, pero puede de-cirse que generalmente sigueun esquema muy similar al qUéofrecemos en el cuadro l.
En el planteo de los problemasde desarrollo de nuevos produc-tos -sobre todo en casos decierta complicación- es dlta-mente recomendable el emple,)
'\ de técnicas de investigaciónoperativa a fin de reducir en unminimo el tiempo y el esfuerzorequerido por dicho desarrollo.
En el mismo cuadro mencio-nado anteriormente se consignauna etapa del proceso de des-arrollo denominada "ensayo demercado", de decisiva importan-cia en el éxito de una ide1 co-mercial. M. C. Baker, en el ar-tículo "¿Lo quiere usted bienhecho, o lo quiere para elmiércoles?", en el número yacitado de la revista Food Tech-
* Ver I:\DUSTRIA LECHERA fH.imCr(l~618 y 6¡9, "Estr<l:te~i:ls para 1;1 ¡lInn-vación" '! "L.1S buenas ¡J.::as". rcsl1c';-tivament~. ambos L1el in~enlero J<1I-~~O. Casale
20
nology, define ele esta m:wera alensayo de. mercado: "Es ponerjuntos todos los subsistemas deuna opera:::ión de mercadeo inte-grada y de tamaño natuial paraver cómo se coordin3n esos sub-sistemas y si se producen losresultados esperados en el tiem-po desead,o".
En un área geográfica limita-da, bajo condiciones control3ddsde medición, con productos su-ministrados probablemente poruna linea piloto, se peeeie veri-ficar una hipótesis de comer:::ia-liz3ción nacional con un riesgofinanc;ero mínimo, recoger datosque ayudarán al desdr:ol:o delprogr3.ma nacional y exponer los¡articuloc a las eventualidadesdel mercado.
La General Foods sigue ocho
pasos (ver Cuadro 2) para rea-lizar un ensayo de mercado.
En el negocio petrolero hayun 3.dagio que dice: "cuando seestá perfor.:tndo nunca se sabesi lino está a cuatro pie3 de unmillón de dólares o a un millónde pies de cuatro dólares". Lomismo puede decirse del merca-deo de nuevos productos. Pocosse presentan como éxitos rotun-dos en I:c>sensayos de mercado.La mayorí3. se muestran más omenas ambiguos y el ejecutivodebe decidir en la soledad delpesto de comando qué es lo quecan viene hacer. Asegurarse unpoco más puede costar mástiempo y dinero en un proyectoque puede estar destinado a fra-casar. No hay métodos defini-tivos para ayudar al gerente de
1\
,
CUADRO 1
csct:1ema deL proceso de invesLgación y desarrollo de unaidea y p:::trtidpación del Departamento de Investigación y Des-arrollo.
a. Ide:l elegida
b. Est.:tb~ecLmientos de fórmulas básicas
c. Paneles internos de degust:.::cién preli.cl.inar
d. ReÍ\.."Jrmulacióncon posible adición de ingredientes e::;p~ciales
e. Nuevo p:mel de degustación. Presentación al Comité deNuevos Productos. Aprobación preliminar de la idea
f. Se~ección de -dos o tres alternativas
g. Trabajo de desarrollo tecnológico. Implementación del pre'yecto. Ingeniería de producción, etapa de cálculo. Estudioseconómicos y fi::1oncieros.
h. Seleción de envases. Prueba de vida útil y conservabi:idc¿del producto.
permeabilidadprotecciónaspectoimpresióncostofríocalordelos frío-calorcambios bruscos de temperaturaciclos congelación-desconge:acióntransporterigidezprotección
i. Pemel -definltivo de degustación
j. Selección del producto final
k. Redacción de especificaciones
l. Plan';eo de planes de desarrollo definitivo
m. Estudio por departamento. Aprobación del producio
n. Aprobación del plan de desarrollo
ñ. Ensayo de mercado
o. ÉvaIuación de resultados
p. Extensión del plan a plena escala
22
nuevos productos a aclarar susdudas. El pueblo debe asumir losriesgos y decidir rápido o elimi-narlos a un costo determinadoele tiempo y dinero. Es dificilsaber dónde está el punto deequilibrio. Una forma de dismi-nuir los riesgos es rodearse degente capaz para cada especiali-dad y, por supuesto, estar dis-puesto al costo de este "segu.rode vida".
Las inversiones
Desde ya se puede apreciar,por todo lo d i eh o, que la 1ntro-ducción de un nuevo producto enel mercado es un proceso O3ro.
Swift & Ca. gasta 5 millones dedólares anuales en el desarrollode nuevos productos. GeneralMilks en 1967 gastó 9,6 millo-oes, la Quaker Oats Ca., 5,7 mi-llones en el mismo aí'1o.
No tengo datos concretossobre laboratorios de investiga-ción de compañías lácteas, peroconozCO los de la compañia Na-tional Dairy Corp. que se en-cuentran entre los más grandescentros de investigación alimen-taria de EE.UU. y he tenidoocasión de visitar los de MeijiMilk Ca. en Tokio, Japón, queocupa alrededor de 2500 m2 deedificio, cont3.ndo con laborato-rios de microbiología, procluc-ción ele cultivos puros, fisicoquí-mica, cromatografía, espectro-grafía, microscopía electrónica,sabores, planta piloto, etc. Ade-más, en un edificio ~nexo se en-cuentra instalado un laboratoriode radioisótopos para estudiosnutricios en las leches materni-zadas en las que se especializan.
Desde luego, esas son compa-ñias de tamdño monstruoso y susdímensíones están en proporcióna la magnitud del mercado. Otros.mercados más reducidos requie-
ren sumas menores. No obstante,el desarrollo serio de lluevo:;productos necesit1 indefectible-mente el .:.lpoyo de un laboratoril)de inv~stigc1;:ión. Se podría pen-sar que cOlllpailías pequeñas ne-cesitan de laboratorios de inves-tigación tambíén pequeños. Perono es asi: los laboratorios deinvestigación láctea deben alcan-zar un tamaiio mínimo crítico Pd-ra poder desarrollar un trabajo2decuado. Un estudio inédito delInstituto de Investigaciones Eco-nómicas de la Fundación Di Tellaa cargo del fng. Casares y delIng. Rosztein estableció porcomparación con similares en elmundo que ese tamaño critic:)requiere el empleo de 10 profe-sionales full-time, 25 sub-profe-sionales y administrativos y unpresupuesto de 270 mil dólaresanuales. En los laboratorios dela compañia Nabiseo de EE.UU.se desempeña un staff de 300personas. Pero entre nosot,os,aún el tamaño crítico expresadoes una utopía en nomás de unade::ena de compañías alimenti-cias. '{ no sólo para nosotros,sino para otros países muchomás desarrollados como Inglate-rra, Dinamarca, Holanda y Aus-tralia, para citar algunos.
":Cómo resuelven esos paíse~;el problemao .Mediante las mo-dernas técnicas de acciones con-juntas (no cooperativas). Es de-cir, la industría, COmo ramos,mantíene un centro de investiga-ción que alcanza ese tamañominimo critiel) del que hablabá-mas. Por ejemplo, el CSIRO(Commonwealth Seientific andIndustrial Research ..Organiza-tion) de Australia que hace yava"rios años opera un centro de
. este tipo. en Highett, Victoria,bajo la dirección del. Dr, LoftusHiJls. O el NIZO (Organizdeión
",'-, :i\?
CUADRO 2
Ens::ryo de mercado. Ocho etapas seguidas por la Gene:-a:Foods
l. Asegurarse la aceptabilidad pública antes de gastar en uncostoso ensayo de mercado.
2. Postular y documentar hipótesis comerciales. Fundamerda;.mente:
a. A qué público está dirigido el productob. Formas de presentación adaptada a ese público
3. Desarrollo del plan de comercialización nacional
marcaembalajeElementos del plan de
referenciaredacciónestrategia de mediosestrategIa de publicidadvolumen/tiempopreCIO
inversión en publicidadvelocidad de retorno de la
inversión
4. Estructuración del plan de ensayo de mercado a medir.:atracción del consumidorcompras repetidasvolumen/tiempoquiénes compran
. actitudes del consumidor hacia el producto, la publici-dad, el envase, etc.
S. Selección del área de ensayo: elegir el "menos indecuado" o
6. Duplicación del plan nacional en el ensayo de mercado.o Establecer los denominadores comunes:
a. No hacer nada en el ensayo de mercado que no puedarepetirse en el plan nacional
b. No introducir modificaciones en el mercado
7. Ejecución del ensayo:
a. Durante un tiempo suficientemente largob. Determinar compras repetidas
8. Análisis de objetivos y resultados.Recomendaciones posibles
a. Continuar otro poco el ensayob. Modificar el plan y repetird. Expandir la distribuciónc. Suspender el ensayo
23-
para la Investigación para laIndustria Láctea de Holanda)bajo la dirección del Dr. Lolkemaque en el programa de Investi-gación de 1970 incluia 70 pro-yectos en las áreas de leche flui-da, concentrada, spray, suero enpolvo, manteca, y grasa, queso
y misceláne3s.
Situación del CITIL
Entre estos proyectos se en-cuentran algunos tales como 4proyectos de investigación deinestabilidad de leche condensa-da, 5 proyectos sobre leche ysuero en polvo, control del pro-ceso de madurado de crema,desarrollo y evaluacir,n de má-quinas continuas de fabricaciónde queso, amargor de que~os,investigación en distintos tiposde cuajos, fabricación de quesoa partir de leche en polvo, cons-tituyentes aromáticos de la lechey subpwductos, estudios en cul-tivos puros, fabricación de pro-ductos alimenticios con interven-ción de .Iácteos, investigación encaseína, estudio sobre eficienciade limpieza y desinfección, estu-dios sobre camiones tanque yequipos de granja, son algunos.
Otro ejemplo es el InstitutoNacional de Investigación enLechería, en Dereading, Inglate-rra, que trabaja con 12 departa-mento.s en las áreas relacionadascon las aplicaciones de técnicasquímicas, bioquímicas, fisiológi-cas, físicas, microbiológicas Y deingenieria a los varios problemasde lalecheria.
Podríamos mencionar otros la-boratorios similares, algunos deellos de gran envergadura, enPalmerston North (Nueva, Zelan-dia); en Jouy-en Josas (Francia),Orenoble (Bélgica), Copenhagüc(Dinamarca), Kiel y Munich(ÁÍemánia), Basilea (Suiza), yvarios otros,
Entre nosotros, tenemos tam-bien nuestro centro de inve.stiga-ción láctea conjunto, el CITIL,sostenido por el CIL, y el INTI(Instituto Nacional de TecnologiaIndustrial). Solo que, en lugarde los 10 profesionales, 25 sub-profesionales y 270 mil dólaresanuales (Ciento ocho millones depesos), tenemos 2 profesionalespart-time, 2 sub"profesionales, yun presupuesto de 6 millones dcpesos ( de los que el CIL aporta1,5 millones). Es cierto que elINTI refuerza con dinero, equi-pos, y becarios esta dolación,pero todo esto incluido no llegaa 12 millones anuales. Como ve-mos, bastante lejos del tamañomínimo crítico. Así y todo, algu-nos trabajos se van haciendo. Nipensar en investigación básica Q
en investigación 3'plicada de ca-tegoría semi-internacional. Nique decir de trabajos de evalua-ción en planta piloto, y desarr<J-110 de nuevos productos.
Consciente de estas limitacio-nes, el IN:T1 a creido que el CITI!.puede beneficiarse mediante unaparticipación en el crédito queesta institución está tramitandocon el BID.' Consultado nuestroComité Ejecutivo, se aprobó esatramitación. C1TIL ha solicitadoun crédito de 250 millones de pe-sos para la construcción y equi-pamiento de un Centro de Inves-tigación Láctea básica y aplicadade 1.200 m2, que incluye unaplanta piloto capaz de fabricantessemi-comericales, cámaras d~maduración, departamentos demicrobiologí3, c.romatografía, ins-trumentación, físicoquimica, salade degustación, biblioteca y aulade extensión. Estos laboratoriosestarán alojados logisticamentepor el Laboratorio de Investiga-ción Básica de Alimentos de IN-TI, pJra el que se soticitaron 600millones de pesos adicionales,
y por 2 O 3 laboratorios regiona-les dependientes del CITIL, posi-blemente en Rafaela, Balcarce, yalgún otro sitio adecuado. Lasposibilidades de estos créditos esóptima. La comisión de estudiosdel BID que nos visitara hace po-co y que induia a sus principalesdirectivos, aprobó 8 de I"s 15 so-licitudes presentadas por distin-tas Instituciones del pais, y en-tre estas 8 solicitudes se encon-traba la del INTI, expresando losmiembros de .Ja comisión que elproyecto INTI era uno de los máscompletos y mejor presentados.En febrero debemos presentar elproyecto semi-final y en julio seproduciria la aprobación del cré-
dito.
Tenemos, pues, echadas lasbases para la creación de un Cen-tro de Investigación de categoríainternacional, en cuyos laborato-rios se puedan desarrollar traba-jos de investigación básica y apli-cada, y en su planta piloto llevara cabo fabricaciones experimen-tales de nuevos productos en es-cala semicomercial, aptas para larealización de ensayos de mer-cado.
Terminaré citando a Adkis,que en el articulo del N' de Oc-tubre de 1965 de Food Tech. di-ce: "Los nuevos proáuctos soninteresantes y excitantes. Sonexigentes en término de tiempo,talento y atención. Sea que ,setrabaje en el área de la investi-gación o en cualquier otro cam-po, el desarrollo de nuevos pro-cluctos es importante 'para todos,y lo será aún más en el futuro.
El desarrollo de nuevos' pro-ductos puede constituir una con-tribución muy importante al cre-cimiento de fa empresa, siendo'un factor clave en su plan ca-miento y de influencia primordialen sus utilidades",
maya - junia 1972
625precia del ejemplar $ 2.00
buenos aires argentina
" , .. ,:" ..,,',". '.... ', '. rwm-nttiWU( ti .mUir' j" -
.
.nDU8TrIOLeOHero
,
i. I
O'otCfu'OOOODOODODOOOOOO[XJ[11 ... ."':,', '.' .' .
']' .~:~:~~~DETRASDE UNA META1 .....•.• _"c •••.•......
',',.()(~)íSfElOOOOOODOOOODOOOOC: -, .' ..~--...• ~.,-- .•....' -
PERSPECTIVAS DE UNA GIRA MUNDIAL
Técnica e industria en Chile
Recientemenk, el ingeniero Jorge C. Casale realizó unaextensa gira de carácter mundial en cuyo transcurso visitóempresas y entidades privadas y oficiales que se hallanrelacionadas directamente con la elabaracián de lácteos.Los "ápidos apuntes que siguen constituyen un resumende las experiencias recogidaJs durante su visita a la Re-pública de Chile.
de queso. Este se concentra al vacio, se enfria a¡00C, se siembra con suero en polvo del diaan-terior, se deja toda la noche y al dl,a siguiente seseca eo 'Un pequeño secador spray. El polvo desuero asi obtenido contiene cristales de lactosamuy pequeños, lo que facíHta su redisolución yevita la hlgroscopicídad. El producto se vende ensu totalídad a Industrias de panificación y confi--teda dejando un margen muy conv-eniente. La ca-pacidad de producción de la fábrica Purrague,de Dos Alamas, es de 90.000 litros diarios.El Sr. Petersen habla preparado un viaje d
Valdivia para visitar el Instituto Laclológico quela Universidad Austr.al está levantdndo con la co-laboración de FAO. A Valdlvia pu,1acompañadopor el Ing. Avendaña que fue mi constante gula ycordldl compañero de viaje, y fuimos recibidospor el Director Internacional del proyecto, señorVan Dlnesen y su staff, y por el Director Nacio-nal, Dr. Kovacevlch.
El l'n'stítuto Lactológlco es un proyecto extra-ordinario, una prueba de lo que puede co'ns'eguirsecuando un país decide desarrollar una industriaque considera básica para su gente y 'planificauoa acción de apoyo que abarca todos los ángulos
28
La primera, esca:'a de mi viaje fue Santidgo deChile. Me recibiero~ los miembros de FAO enesa ciudad, el Sr. Petersen y el lng. Avedaña.Visité las oficinas .Y la escuela de lechería de FAOen Santiago 'Y tuve oportunidad de conversar con,,1 Sr. Lyon Wilms, presidente de 1", cámara chi-lena de lecheria y gerente de la prestigiosa firmaDos Alamas. Con el Sr. Lyon Wilms y el Sr. Pe-tersen tuvimos oportunidad de discutir muchostemas de lechería locales. De esta charl'a me que-daron, entre otros, dos puntos importantes parameditar. En primer lugar que Chile tiene proble-mas de producción delica anuales bastantes ¡másgraves que los nuestros (se habla de una relación.que puede' llegar hasta el 5: ¡ de verano a ínvierno). En segundo lugar, 'la opinión del Sr. LyonWilms de que la pro te Ina del suero es tan ímpor-tante para wplicaciones industriales de alimenta-ción que él se atrevería a predecir que en el futurala producción de queso será 'Un subsídiario dela producción de fracciones proteinicas del suero.De hecho, 'para su compañia, el suero de qu'eso,lejos de ser un problema, es un pingüe negocio.Yo visité una de sus plantas en Purraque y tuveoportunidad de observar el procesado del suero
relevantes. Hagamos notar que Chile pasó de unaproducción de 691 millones de litros anuates hace15 años a una .de 1055 miHones de litros anuatesen 1970. Este aumento de producción fue debidoa un programa de gobierno que abarcó la ,tecni-ficación de la producción y la creación de unaindustria hasta entonces inexistente mediante fi-nanciación p",oven;e:Jte de una politica impositivay crediticia dis-eñada y ejecutada en forma le at-canzar la autosuficiencia en 15 años, a partir d=1955. La autosuficiencia no se alcanzó, pero nodebido a que el nivel ,de producción proyectadono se alcanzara, sino a que el consum.o 'aumentóparalelamente debido a la acción de gobier:Josque compre'l1Jdieron et valor nutricio de la ~eche.(Por ejemplo el presente gobierno está 'empeñadoen la distribución de 1/2 litro diario de leche ac"da niño de edad escolar).
Entre las medidas impositivas que impulsarona la financiación del proyecto se destacan ungravámen especial a las bebidas sin alcohol.El contra;]' de la ayuda fina.nciera estaba basadoen consideraciones económicas y téCll'icas de cadaindustria 'Y respaldado por un servicio de exten-sión, información y asesoramiento técnico cuyosresultados se observan hoy en ,una industria mo-derna 'Y pujante, orgánicamente estructurada y enfranco crecimiento. Los últimos eslabones de 'esteservicio de apoyo técnico son los cursos cortos delecheria organiz"dos y realizados por FAO enSantiago y por el Instituto _Lacto lógico de Valdi-vi-a, proyecto de 3 millones de dólares compar-tido por FAiO y los gobiernos de Chile y de Di-namarca. Ubicado. en los predios de la U niversi-dad Austral, el edificio es de madera (materialhabitual en la región sureñ.a) montado ligerame~,tesobre 'nivel, "apoyado en bases de hormigón ar-mado. Contará can aulas, oficinas dobles paraestudiantes graduados e investigadores, oficinasadministrativas, laboratorios y una extensa plan-ta pi,loto.
Al momento de mi visi,ta ya se habian recihidolos equipos (donados por €ir gobierno danés) yse procedía activamente a su montaje. La plantapiloto contará con 'lIJla sección de leche fluida,una de queso mecáni.co, hel,ados, caseína, coo-centra"ián al vacío, secado spray, yoghurt, crero'a,etc. La financiación y organización corre porcuenta de FAO, cuyo centro de computación enRoma tiene .a su cargo los estudios de investiga-ción operativa 'y controt de gestión y aporta un
Director Internacional y personal para co-ges~tión del centro en las etapas i:nicial'es. Chileapor-la el Di.rector Nacional y personal par<! ~'a opera-ción del centro, asi como la infraestructura -de laUniversidad Austral en cuyo ámbito se desarro-llará toda la activida,d del Instituto Lacto'lógi.co.
Esta se proyecta en u-n doble campo: edu-cación e investigación, esta úlHma en conexióndirecta con la .primera. Se estima que las aulas del¡nstivuto sMo podrán estar abiertas a estudianteschilenos en razón de la gran~ecesi-dad de técni-cos lácteos que, a diferencia de nuestro pais, seencuentra apareada con una a,ctiva demanda porparte de la industria.
El Instituto Latológico de Valdivia, una vezcompletado hacia fines del presente año, será uncentro lácteo de categoría internacional y decidi-damente el mejor de Latinoamérica al presente,y .tal vez por unos años, 'por- lo menos hasta quese complete y ponga en funcionamiento el de Co-
lombia.La visita a Chile fue com¡i'etada con u'na reco-
rrida por 6 plantas industriales,' las que se des-tacan por la modernidad de sus equipos, instala-dos en general en edificios bastante deficientes.Como actividades principales se destacan el pro-cesado y envasado de leche fluida (60/40 o/c fres-ca/reconstitución), con una creciente aceptacióndel sachet de polietileno, 'Y la producción. de lecheen polvo por secado spray, en especial del tipo
NlRO.Tuve oportunidad, además, de observar la ex-
celente plant,a de fabricación de Savory (subsi-diaria Nestlé) .en la que la ca,tegoria internacio~.a¡de su gerencia era 'evidente en cada 'metro cua-drado de planta. En ~"ntiago visité también elInstituto Tecnológico de Chile, alojado en unmagnífico edificio y funcionando con un presu-puesto anu"l' de más de U:l millón de Dólares. En~ste instituto funciona un grupo de alimentoscuya acci6n está Dirigida exclusivamente a solu-cionar problemas prácticos de a uno por vez. Co-mo resultado de esta acción concreta se h.a obte--nido el desarrollo de un par de procesos indus-triales que aprovechan maqui.naria existente pa--ra la fabricación de algunos productos nuevos deaceptación popular. La elección de los temas dedesarrollo se hace exclusivamente en hase a ,unestudio previo de factibilidad que asegur.e h efec-,ti va utilizacfón d,~ los resultados que se obtengan.
i
,1I
¡
I,I

,f,
, ¡
. .
InDUSTriOLeOHero
628noviembre - diciembre 1972
precio del eiemplor $ 2.00
buenos .aires argentina
éditorial
',',,
I ~lg.u~oslogros'¡ POSItIVOS\
I
PERSPECTIVAS DE UNA GIRA MUNDIAL
JAPONel coloso
IV
Recientemente, el ingeniero Jorge C. Casale realizó un~extensa gira de carácter mundial en cuyo transcurso visitóempresas y entidades privadas y oficiales que se hallanrelacionadas directamente con la elaboración de lácteos.En las notas que siguen ofrece un vívido panorama de
su paso por Japón.
Mi próxima etapa fue Japón, previa unlescala de 36 horas en Bangkok, Thailandia.donde, lamentablemente por tratarse de un fin desemana no pude concretar una visi fa a la modernaplanta de reconstitución de,leche instalada porClRO 'Y Bell Bryant.
',_,Ya habia -estado en Japón en otro oportunidady habia visitado el Laboratorio Central de Inves-tigaciones de la compañia Meiji Milk Product;Ca. LId.
Sabia, pues, del enOrme estuerzo que japónre",:iza en el área láctea. Pero lo qo,e pude ver estavez superó todo lo estimado, y pude observar,"demás de una i-ndustria láctea de tremenda pu-janza, un par de equipos y procesos de concepcióntotalmente noveles que me asombraron.
El japón es ~un pais de asombro e~ muchosaspectos, y en el área láctea no es excepción. Sirembargo no es común que los logros en esa áreasean co~ocidos en el mundo Occidental. Con unosuperficie algo mayor que 'Ja de la Pcia de Bs.As. dela cual solo el 13 % es cultiva-ble (el restoes ocupada por montañas y gran'des ciudadeseminenteme~te industriales), la producción lácteadel japón es aún superior a la de la RepLlblicd
Argentina, habiendo experimentado una expansióndel 800 % en los últimos 15 años. El COnsumoper cápita €S aún bajisimo (la leche era práctica-mente desconocida en japón hasta la restauraciónMeiji, y su consumo !"lO comenzó a ser siquieraconocido por la mayoria del pueblo japonés hastadespués de la Segunda Guerra) pero su uso porparte de la población crece rápidamente, lo quepone al Japón con sus 129 -millones de habitantesentre los países de mayor potencial en .el consu-mo de leche y productos lácteos del mundo.
Sin embargo, si bien ese potencial de consumoes prácticamente ilimitado, no lo es de 'ningúnmodo su potencial de producción. El GobiernoJaponés estima poder duplicar la producción deleche en los próximos 5 años -cosa que yo meatrevería a considerar imposible si no conociesela capacidad japonesa de posi-bilitar ,lo imposi-ble- pero evi,dentemente no podrán ir mucho másallá.
La tremenda escasez de tierra cul-tivable haceque las granjas sean pequeñas, yen' estas condi-cion-es la mayor parte de la lecheria tiene caráctermargi:1al complementario, hecho probado por elpromedio nacional ele 2 1/2 vacas por granjJ (el
promedio argentino es de 60 vacas por tambo).La politica oficia.l' favorece el reemplazo de lasuperficie de cultivo de arrOZ (cuyo rendimientoes el más alt" del mundo y provoca engorrosossuperávits de ese cer.eal )por granjas lácteas. Peroaun asi, de poseer el japón un nivel de consumolácteo comparable al resto oclelos paises desarro-llados, su 'produ'Ccion seria totalmente insuficien-te. Reconocido este factor, la industria ':áctea deava~zada -en gran medida en manos privadasjaponesas- busca incensamente nuevas fU'~rite3de abastecimiento en el extranjero. De aqui s~desprende una de las más atractivas perspectivaspara paises productores de leche, y hace que Aus-trdlia y Nu,eva Zelandia, que además de' poseer unatecnologia que les permite producir a bajos costosgozan tambien de una posición geográfica adecua.da respecto de japón, realicen gra~des esf,,'erzospara monopolizar el suministro de productos lác-teos a ese pais (ya mencione el .proyecto de unafábrica australiana totalmente automatizada par,1procesar 500.000 I/dia de leche en la fabicaciónde un queso gouda de gusto japon~s para proveerese mercaGo).
Las leches maternizadas
Sin embargo, durante mis contactos, COn djrec~tivos de algunas de esas empresas, particularmen-te la Morinaga t'v\ilk Products' Ca. LId., aquellosexpresaro~ el vivo interes que despierta en lapotencialidad láctea argentina. Tanto el Ing.'Okada, Director Gerente de esa compañia, como
" el Dr. Taro Nagasawa, Director del Laboratoriode Investigación, expresaron su deseo de cono-cer e:l extenso !as condiciones de 1a industrialáctea argentina y buscar posibles conexiones,con el dolie propósito de asociarse al potenciallácteo argentino desde el punto de vista de lasposibles utilidades y de la provisión de las mate-rias primas lácteas que ellos necesitan. Por ejem.-plo, en sus :aboralorios tuve la oportunidad de ob-Servar un caseinaio en polvo de disolución ins.tán-tán'ea en forma de solución opaca casi como laleche, comparado con otros caseinatos de impor-tac;ón cllya Giso'ución es dificil y las solucionesprodllcid,s eran casi transparelltes. El Dr. Naga-sawa dije' "Este es el producto que nusotros nece-5ila11105; roseemos su tecnica de producción usan-do Jos eOlJipos convencionales en la fabricaciónde casein:,~os, y estamos dispu.estos a asociarnos
El ingeniero Casale con una cotaboradora.
de alguna .r~a:lera para su fabricación y provisióna japón". ('reo que nuestros fabricantes de casel-nas deberl.'n considerar la oferta 'Y decidirse afabri~ar un producto utilizable en alimentació~-que por 1,. tanto, tiende a aumentar de precio-en lugar de ':eguir fabricando una caseina indus-trial de provisión marginal y precios .en constantedeterioro.
Otro ejemplo es la producción de leches mater-nizadas. En nuestro pais estas leches San ele-mentos casi medicinales de alto costo, lo que nofavorece un aumento en su consumo. Asi, pues.la madre que puede alimentar naturalmente a suhijo se considera dichosa frente a la que no pu-diendo hacerlo, debe recurrir a esas costosasleches especiales, siendo los bebés "destetados"de esta leche especia': a la brevedad. El paso dela leche materna o materniza,da a leche de vacaes prácticamente sin etapa de transición; los pro-blemas intestinales infantiles en nuestro pais SO"de '"',,a frecuencia apabullante.
En japón, en cambio, rara es la mamá que ali-menta naturalmente a su hijo. Ya sea por razonesde es.tetica o de comodidad ante una vida quese hace cada vez más agitada. la adopción de laalimentación artificial se ha genera':izado en formaextraordinaria. Asi, el renglón leche maternizadarepresenta uno de los rubros más significativosen la actividad económica de las tres empresaslácteas mayores, y la competencia ha originadoel perfeccionamiento del producto, tanto en el as-pecto técnico-científico, Como en el nivel de costoy peecios. En el primero de los aspectos, (e! técni-co c'entifico), la investigación en las áreas dequímica de proteínas, nutrición e inmunología, yel desarrollo de equipos y procesos industriales,ha significado un volumen de trabajo realmente
27
II
r.
I
! ,,,
, ¡
increible, ocupando buena parte del tremendopotencial investigativo de estas tres compañías.Ya hace 5 años, en mi an.terior visita a Japón,pude observar el trabajo que la Compañia MeijiJ.:evaba a cabo ",tilizando trace o por isótopo.,ril!dioactivos en los estudios de nutrición. Lo:;trabajos de inv,estigación y desarrollo han llevadoa la Compañia Morinaga a la consecución de unafórmula de gran perfección que acaba de ser ven-dida a Noruega para su producción en ese pais,
Brevemente, una buena leche maternizada debecontener más lactosa, ,mayor reJaciÓ'n grasa inS3-turada a grasa saturada y menos sales mioerales .que la leche de vaca. Además, hay una serie defunciones secundarias de relativa importancia fi-siológica, muchas de las cuales .3.ún no se conocenperfectamente. Asi, por ejemplo, la muccina y lalactulosa contenidas en mayor proporción en Idleche materna que en' la de vaca, influencian laabsorción de la grasa y aminoácidos, baja el pHen los intestinos, activa la producción de lisozina-factor de control de algunos micro-organismospatógenos- y aumenta la fo"a bifida intestinal.El ,tamaño y estructura de los micelios de caseinatambién difiere entre las dos leches, como lodemuestran estudios por microscopía electrónica,afeotando la digestibilidad del alimento. Par últi-mo una leche maternizada debe ser de iácil yrápida disolución.
Los jets en las leches
Los elementos cuya composición pueden variar-se por simple adición en ':a fórmula no presentanproblemas. La relación grasa insaturada/grasJsaturdda se varía fácil "y económicamente medianteun desnatado parcial 'Y reemplazo con grasas 'ni-trogenadas. La desmineralización se hace ya seapor resinas de intercambio iónico (sistema em-pIeado por Meiji y Snow Brand) o por electrodiá-lisis (emplea'do por Morinaga). De los dos siste-mas; el último aparenta ser más conveniente,especiaImente en ':a versión Mofi.naga, y es unode los equipos japoneses que quiero comentdr.
En principio, un eq'uiipio de electrodiálisis fun-ciona de la siguiente forma: entre dos placascon una diferencia de potencial existen, alternadas,membranas que permiten la migración de unión eimpiden la del otro. El liquido a desmineralizarpasa así entre m,embranas, alternado con el iíqui-
28
do desmineralizante que van recibiendo los ionesa través de l,as membranas y los retira.
Equipos de electrodiálisis hay varios en elmundo, pero ninguno que yo conozca queen escala industrial de magnitud pueda des-mineralizar en forma continua y económica nosólo suero, sino leche descremada a nivel Comer-cial. La completa ingenierizacíón de: equipo de laCía. Morinaga hace posible ese uso, existiendoal presente varios instalados y en ic'rl'ción en Ja-pón, Noruega y otros paises del mundo. Así, [aproducción de leche maternizada comienza en laCia. Morinaga con leche -descremada, la que esdesmineralizada al 50 % de su contenido origi-nal, adicionada de los compuestos requeridospor la fórmula 'Y secada en secadores spray dediseño propio. Este ú:,timo equipo es el segund>ldel que quiero hablar. La industria láctea mun-dial ha aceptado el pulverizador rotatorio comoelemento prácticamente insustituible en secado-res spray. Esto hace que por la fuerza centrifuga'desarrollada, el producto pulverizado se expan-da en un amplio cono, y asi las cámaras spraysan en general de gran diámetro. Por la mayorcarrera conseguida el tiempo de permanenci:!puede ser algo más corto, y las cámaras adopta~una forma (;achatada". Sin embargo, es prácti-camente imposible evitar que las particulas to.quen la pared caliente del secadero en la que sepegan y queman, -requiriendo limpiezas frecuen-tes del equipo.
Como alternativa se desarrollaron los secado-res spray a tobera en los que 'el cono de pro-ducto pulverizado es más angosto. Sin embargo,debido a un menor recorrido, el tiempo depermanencia debía ser algo mayor, y las cáma-ras adoptan formas "alargadas" o altas. Esto nOresolvería, sin embargo, el serio problema de lascorrientes de vórtex que se produ.cen a la salidade la tobera y que proyecta algo de productocontra las paredes ca':ientes de las cámaras.
La División Ingeniería de la Cía. Morinag.tdesarrolló un concepto ingenioso 'Y simple paraevitar este problema, ,basado en la teoria ,de los"fan-jets" de la aviación. En los motores a reac-ción las corrientes secundarias de vórtex sontambién inevitables, restando ipoten.cía por fro-tamiento. Argrega.O'douna corriente secLindaria deaire fria que envuelve el chorro principa'l yabsor"be los vórtex, se ais'a la vena fluida reduciendo
I ',,~'••n _
la fricción y pérdida de energía, En el secadorde la Morii1aga se inyecta también una corrientesecundaria de aire fria que evita que el productotoque las paredes de la cámara. Mediante esteprocedimiento. se obvia el tener que detener elequipo ta-n frecuentemente para la limpieza y seeliminan totalmente las' particulas quemadas.Mencionan los ingenieros de ]a Morinaga unaprueba realizada Con uno de estos equipos fun-cionando 45 .días non-stop. Otra característica delsecador spray de la Compañía Morinaga es lacámara de instantanizaciáfl integrada a la mismatorre (en lugar de estar separada como en losequipos tradicion,ales), Fluidizando con otra co-rriente secuildaria de aire fria el producto secohace que éste sa'ga 'ya terminado y fria de lacámara.
La Cía. Morinaga posee vario~ de estos secado-res "spray" en funcionamiento y ha firmado unconvenio con la Cia. Anhydro, de Dinamarca, parasu fabricación y comercializacón mundial. Es esteun claro ejemplo de ingeniosidad, capacidad téc-nica e inquietud comercial de esta compañía gi-
gante en su género.
Las otras dos compañias, la Snow Brand y laMeiji, también ha'n desarrollado sus propios equi-pos "spray" 'siguiendo la misma línea general. ElIng. Hayashi, en el laboratorío regional de Ho-kkaido de -:a Cia. Snow Brand, ha continuado lostrabajos comenzados por él en EE, UU. yha .con-seguido también no'tables adelantos.
Todo este esfuerzo de desarrollo es só'lo unaparte de Jos extensos programas generales de in-vestigación de estas tres compañías -monstruos.Sus centros de investigación san apabullantestanto por el tamaño como por la sofisticación delos equipos que em¡:úan y la fuerza h'umana queen ellos trabaja. Sus estudios abarcan todal 'lagama de la investigación, desde las que aparentanmás básicas 'y abstractas hasta las más concretasy prácticas; desde problemas tales como la es-tructura molecular de una fracción proteica de lamembrana .del glóbulo hasta la forma más ade-cuada de ':a paleta de un turboventilador del sis-tema spray. Sus equipos van desde el tubo deensayo, a los equipos de Resonancia ,i\DuiCIearMag-
29

,1
III
Il'iil'j
i:I[!11
1:
1:
-j'i'
1:-,11,
li
1I
nética, pasando por los infaltables microscopioselectrónicos, de los q~le ca,da laboratorio cuentacon varias unidades. La sección ingenieria de laDivisión Investigación de la J'v\orinaga cuenta conmás .de 120. ingenieros diplomados. La Ca. SnowBrand además de un centro de investigación bási-ca en fisicoquimica de leche de renombre mundialpos~:;eun flamante laboratorIo reg;ona" en el árealechera, 12 isla de Hokkaido, cuya magnitud yequ',pamiento seria la envidia .de más de un labo-ratorio de renombre mUi1dia!. El Centro de Inves-tigaciones de la Meiji me asombró ya hace cincoaños, cuando acababa de dejar los EE. UU. dondehabia trabajado ducante 4 años en investigaciónde alimentos Ci1 una de las mayores compañias delramo.
Lamentablemente, el voluminoso trabajo cien-tífico japonés sólo nos hga esporádicamente,pues [a mayoría del mismo se publica en ese di.ficil .y poco común idioma y sólo podemos aspi ..rar, a lo sumo, a encontrar su'marias en inglésencabezando sus articulas.
Además de mis visitas a los 4 centros de in-vetigación de las 2 compañías citadas he tenidoocasión de ver algunas de sus plantas. Quieromencioner un viaje de más de 200 km. rolizadopara ver una planta de fabricación de queso tipogouda reputada como una de 'las mejores del Ja-pón, y que sólo resultó standard, 10 que demues-tra que esta rama aún no s-e encuentra desarro-llada en .compa.:ación ,con otras áreas de la inge-nieria láctea japo"esa.
Una planta Automática
La que sí resultó extraordinaria por su "tamaño}' modernismo fue la planta que la Cia. Morinagaposee en h [ocalidad ele Tama. Con un volumentotal ele procesaelo ele 2.000.000 de litros eliarios,este complejo cuenta COn una .:Í'nea de fabricaciónele leche maternizada de 500.000 l/día. Alojadosen edificios flamantes, s-in ventanas y'herméticos,aire aconeliciona'elo y esterilzaelo por luz ultravio-leta, las líneas ele trabajo de equipos mo-der,nisimos y totalmente automatizados danla impresión de funcionar casi sin la inter-vención del. hombre. Esta, sin embargo existe,pero se hace en general a través de control re-moto y circuitos cerraelos de te:evisión. Esta hasiSlq, sin lugar a dudas, la mejor planta lácteaque he visitado en Japón, 'y resultaría luego, tam-
30
b'én, la mejor planta que yo viera en todo miviaje. La construcción de esta p)anta estuvo acargo 'del qu,ipo técnico ele la propia Morinaga,en colaboración con APV y Bell Bryant, con laintervenc:ón de Hitachi en los equipos electró-nicos de contf(}: y comanelo.
En Tokio tuve opoctunielad de recOrrer losamplíos laboratorios del ¡r,stituto Naciona.1 ele Hi-giene, centro oficial -de la investigación bromato-lóg'ca del Japón. Con ellos, así COmo con la Di-visión de Bro-matologi.a y la División de Veterina-ria, ambas elel Ministerio ele Salud y Bienestar,tuve ocasión de discutir algu~os temas de interéscomún -yen genen'en todas partes del mun-do- como por ejemplo los relacionados con re-s:duos _pesticidas, falsificación de grasa butiromé-trica, stanelards de calidad, etc.
AMes de elejar la _ciudad de Tokio visité lasoficinas de b sección japonesa ele la FeeleraciónInternacional 'ele Lecheria (quienes me invitaronpara la próxima reunión de la Federación, a reali-zarse en Tokio en el mes ele octubre ele 1972), )'los laboratorios ele la Asociación ele Tecno:ogiaLáctea de Japón. Es ésta una organización mixta-gubernamental e industria privada- muy enla línea ele nuestro CITIL. Los I.aboratorios, nomuy amplios, pero si muy :nademos, ocupan unpiso elel flamante eelificio que también alberga ala Feeleración Internacional de Lechería. De estavisita obtuve la impresión ele un trabajo muy con- .creto y bien organizado, sin demasiddas veleida-des ele investigación y una .mayor orientación deservicio a :a industria en el área de análisis quí-micos y fisicos que requieren respalelo técnico decierta sotisficación y la intervención de un orga-nismo mixto del gobierno y la industria, COmo
seria emsión de certifcados de calidael.Mi última visita en Tokio fue al Pral. Yamu-
chi, actualmente a cdrgo del -departamento deLechería de la Universielael de Tokio. A pesar eI,lrenombre de esta casa de estudios y ele la ampli-tud del preelio en que se encuentra, los oscuroSpasiLos abarrotados de equipos polvorientos ylo apretujado de sus laboratorios me recorda-ron al viejo edificio .de nuestra Facultad de Cien-cias. Esta característica se repetiría en las u~¡-'versidades de Sendai y de Hokkaido, si bien esta',i1tirna cuenta también con una nueva planta pilo-to. En todas ellas se trabaja bastante intensamen-te en investigación y producen números restri:Fgielos decientificos lácteos de buen~niveL.
Ii,i,
enero febrero 1973
629precio del ejemplar $ 2.00
buenos aires argentina
~'.\". !
!
. .
InDUSTriOLeOHero
"
II
\
\
1973
bases para unalechería moderna
PERSPECTIVAS DE UNA GIRA ,MUNDIAL
EUROPA
vii,I
II !
En el texto que sigue, el ingeniero Jorge G. Gasale,director del GITIL, expone las impresiones recogidasdurante su viaje por varios países del Viejo Mundo,donde visitó empresas, entidades y laboratoriosrelacionados con la elaboración de productos lácteos.
,
~
El pcimer pais visita,dofue Francia, donde re-corrí el Centro de Investigaciones Agro.nómicdsen Jou-en- Josas", a cargo del Profesor Mocquot.En este laboratorio tuve .el honor de conocer a laSra. Kudzal Savoie, autoridad mundial en el pro-blema de detección de .a9uHeraciones en grasade leche. EHa ha sido la autora del método apro-bado por la IDF para detección de grasas hidro-gena<las.
De las discusiones con Mme. Kudzal Savoie
34
quedó en claro que si bien el problema grasashidrogenadas está resuelto, nos encontramos muylejos de un método que permita detectar otrasgrasas de origen animal.
En la .Iocalidad de Vitry-Ie-Francoise, a unos150 km. de París, se encuentra la ¡plan-t" de losestablecimientos Hutin en el que se ha desarro-llado el equipo de fabricació1l' continua de cuajadaHutin-Stenne. Se basa éste en 1", condición deproceso en dos etapas de la operación de cua-
í
¡I II ¡
1,~
jada, es decir, una primera etapa de actividad en-zimática súbre la caseína, la cual puede procederen fria (menos de ¡5'C) y sobre leche concen-trada, y una segunda etapa de coagulación queno OCl.Hresino a temperaturas más elevadas. Elproceso Hutin-Sten'n'e parte de ,leche condensadafría, agrega los fementos, madura, agrega luegoel cuajo, y después de un tiempo determinadoinyecta agU'a caliente que dí'luye a la leche con-densada y .al mismo tiempo produce la coagula-ción. Después de pasar por una sección de lavadoy aglomeración de la cuajada, ésta pasa a losmoldes.
El proceso Hutin-Stenne con sus variantes, esempleado en la fábrica de Vitry-le-Francoise pa-ra la producción d" queso Camembert, Brie, Saü,tPauJi.n, etc., es decir, quesos de pasta blanda.Opinan los creadores del proceso que se puedetambién emplear para quesos de pasta semiblan-da como los pate-gras y los baby-gouda,afirma-do que ellos tienen antecedentes experímentales.El resto del mundo técnico opina que no es po-sible Sin embargo, el proceso Hutin-Stenne,consus Iimi,taciones 'f problemas es todavia el únícosistema de fabricación continua de cuajada dis-ponible comercialmente al dia .de hoy, y no haydudas de que se trata de un sistema sumamenteingenioso. Es difícil, empero, que este métodopueda adillptarse a la fabricación de quesos delextura y pr.oceso más sofisticado debido a laocción desnaturalizan te del.cálor necesario en lac?ncentración previa de ,la leche, y a la acciónlixiviadora del suero en contacto turbulento conla caseina en- el proceso de cuajado.
En Holanda
Eru el Instituto Holandés de InvestigacionesLecheras (NIZO) de Ede, Holanda, tuve oportu-nidad de ver los modelos experimentales de lamáq¡LLinade cuajado conünuo desarrollá'da en eseespectacu[.ar laboratorio, tal vez .el mejor centrode invesligación láctea del mundo. Este aparatose emplea el mismo principio de desdoblamientode la acción del cuajo por distintas temperaturas,pero se parte de leche natural (no concentrada)y la elevación de la temperatura se hace por in-tercambiadores, pasando la masa ,liquida calienteinmediatamente a UITa torre por la que asciendemientras cuaja en estado estático. La mdsa que
Luis A.Antoniazzo
El 5 de nO'Viembre último, y cuando na-da lo hacia prever, dado su singular dina-mismo, dejó de existir en esta ciudod elseñor lJuis A. Antoniazzo, una personali-dad que, durante muchos años, dedicó susesfuerzos a la industria láctea, y, dentrode ella, a su consolidación institucional através del Centro de la Industria Lechera.
Había nacido el 4 de mayo de 1908 enCañada Seca, provincia de Buenos Aires.,'[Jeraal poco tiempo su familia se radicó enla Capital Federal donde su padre, Domin-go Antoniazzo, formó parte como socio enla firma Uberti, Brezza y Cía. A la muer-te de su progenitor en 19'24, lJuis A. An-toniazzo cursaba sus estudios en el Cole-gio Comercial Carlos PeTlegrini. Comple-tados éstos dos años después, ingresó co-mo simple empleado en la empresa men-cionada, en la que su madre había hereda-do la participación correspondiente a suesposo.
Junto con el acelerado crecimiento deUberti, Brezza y Cía., Antoníazzo fue es-calando posiciones en la organización has-ta con1-'ertirse en uno de sus principalesejecutivos. Pero, además de esta posicióny de sus conocimientos acerca de la activi-dad lechera, su trato invariablemente ama-ble y paciente lo convirtieron en un repre-sentante destacado del Centro de la Indus-tria Lechera, del que fue presidente desde1951 a 1955. En este última año, y debidoa la disolución de la firma Uberti, Brezay Cía. S.A., Antoniazzo renunció al GIL yse incorporó a la Cámara de Sociedades'Anónimas.
Aunque alejado de la industria, siguióde soslayo su desenvolvimiento, como sicontinuara unido a la actividad que absor-bió sus mejoTes años y en la que se guardaun cordíalísimo Tecuerdo de su paso porella.
35
,I
!Ii
;1" i" ,I
_~ ....J;
•¡I¡,1;
l'lega a la parte superior de la torre no ha sufridocasi sinéresis y ocluye casi todo el suero. Un dis-positivo corta la cuajada que pasa a un cilindrorotati.vo perforado donde ocurre la sinéresis yseparación del su,ero.
De allí la 'cuaja.da pasa a presurizaclOn y mol-deo. La experimentación con estos aparatos hadado excelel1!tes resultados y los trabajos dédesarrollo de equipos il1!dustriales están próximosa 'Hegar a su culminación en conjunto con la firmaholandesa N. V. Machinefabriek A. Bijlenga (Te-bel). Estos aparatos podrán producir quesos detodo tipo, los que los haria superiores al procesoHutin-Stenne, pero su comercialización no ocu-rrirá probablemente antes de seis meses a unaño, dejando asi momentáneamente el campolibre al proceso Hutin-Stenne en lo que se re-fiere a quesos blandos. Es mi opinión personal(y no avalada por otra prueba que la de mi pro-pia impresión) que el proceso Huttin-Stenne noserá desp:azado para quesos blandos en razó,de su sencillez, especialmente si el uso de lecheconcentrada puede !legar a. ser reemplazada par-cialmente por el uso de leche -natural enriquecidacon leche en polvo proveniente de excedentesestivales, reemplazo que, sin lugar a dudas, re-querirá cierto grado de investigación.
En NlRO Atomizer
Ya que estamos hablando de Holanda quierodescribir dos equipos orig'inados en ese pais, uaod~ los cuales se encuentra en 'liSO desde hace al-gunos años .en todo el mUl1!do, pero que repre-senta tal ve£ la mejor 'posibilidad de automatiza-ción en una primera etapa del proceso de fahri-cación de queso. lv\e refiero a la tina continua dedesu'erado de la Tebe!' Como sin duda todos yaconocen, se trata de una tina cuyo fo~do estáconstituido por una sucesión de planchas perfo-rada.s que viajan lentamente transportarrdo a lacuajada, la que va perdiendo su slI!ero por escu-rrimi'ento. Al fi-nal del recorrido una cuchillaneumátiCa corta los panes de cuajada escurridadel tamaño apropiado para el moldeo.
He visto este equipo en funcio~amiento entodas 'partes desde la isla ,de Hokkaido en Japónhasta e'l NIZO en Holanda, y consi,dero que setrata de un elemento de suma utilidad en todoprimer intento de raciona.lización de la ancestralindustria ques""a. Como opina el director de la
36
Bijiengal el Sr, Van Draanen, la automatizacióntie~e un nivel óptimo que sólo en casos de avan-zada tecnificación 'y abundantes remrsos justifi-ca el empleo de sistemas sofisticados. En todootro caso la solución óptima se encuentra en sis-temas intermedios y es en este nivel que !la tionade desuerado continua, COn mdyor O menor auto-matización, puede representar un magníficoaporte. La industria de nuestro pais se encuen-tra, en general, en este último caso, y consideroque este equipo puede ser de gran interés.
El otro desarrollo observado en Holanda hasido 'el del equipo de desuerado y moldeocot>ti-nuo de la Halvrieka Internationai N. V. de Utrech.En cierto modo reemplazaría a la cuba de dre-naje continuo de la Tebel, si bien aún no estácompleto S" desarrollo.
En este equipo la mezcla de suero y cuajadaes bombeada a un cilindro coronado en su partesuperior por una matriz perforada que recibe lamezcla a presión controlada filtrando el suero.Una cuchilla horizontal corta la .columna de cua-jada drenada y precomprimida en 'la malriz yésta gira 'Para luego dej dr caer la masa en .~lmolde que será sometido posteriormente a pren-sado. El sistema es original e ingenioso, peroaún quedan .algunos puntos oscuros qu.e estánsiendo trabajados, en especial en lo referente 3
variaciones de densidad en la masa entre el prin-cipio y fin del bombeo al tanque tampón, lo queprovoca algunas pequeñas pero sig~ificativasdiferenci.as de peso en el queso terminado. Seestima que el aparato estará disponibl'e para sucomerci",lización a principios del año próximo yque .costará alrededor de 170.000 florines holan-deses (uSs 70.000) para una capacidad de 20 a25 mil litros de leche 'por hora. Evidentementeno es un equipo para fábricas pequeñas y téc-nicamente poco desarrolladas.
El siguiente país visitado fue Dinamdlrca. Enél tuve ocasión de discutir problemas de deshi-dratación spray can la gente de la CompañiaNlRO.
E'a especial me interesaba viv.amente cono-cer la opinión que estos especi",listas tienen delsistema spray japonés. Después de alguna lógicareticencia fuí enter.ado de que la Compañia estáestudi'ando el sistema, pero que, también lógica-mente, ellos con'sideran que al presente el sistematradicional es el más recomendable. No hay du-da de que los secadores spray NIRO tienen un
!
\
lug",r privilegiado en el mercado de este tipo deaparatos, 'Pero también es cierto que si la com-petencia está disponiéndose a fabricar ell nuevotipo de spray, NIRO no puede arriesgar su bienmerecido préstigio ignorando posibles adelantostecnológicos que ellos mejor que nadie están encondiciones de incorporar COn ventaja.
Al pasar quiero dej ar constancia de la cortesiacon que he sido tratado por la gente de NIROAtomizer, y los esfuerzos que realizaron paraque mi est,adia en D;n'amarca fuese mejor apro-vechada y que todos mis pr,¡¡blemas fuesen al::a-nadas. Ellos me conectaron Con la compañiaFoss Electric 'y co" el Instituto Lacto'lógico deHillered, proveyeron mi transporte, consiguieronuna visita a una planta de lácteos y finalmenteme depositaron sano y salvo en Malmo, Suecia,en manos de la Compañia Alfa Lava!. Antes dedej'ar Dinamarca quiero mendonar el interesantecontacto con Foss Electric, los bbricantes de losaparatos Mikotester, Pro-milI y otros, quienesexpresaron un vivo interés por el mercado arge:1-tino. En su planta pude ver las distintas etapasde fabricación de esos ,aparatos, y el cuidado conque son calibrados, i'nspeccionados 'y controladosuno por uno. Quiero decir que en todo laboratorioo planta del mundo que visité pregun'té por elMilkotester. El 90 % lo poseía, casi todos ex-presaron Su decidido e~tusiasmo por el apara.to,y en ninguna ocasión he ,recogido una opinióntotalmente negativa. La opinión general es 'quese. trata de un equipo imbatible' en el caso delmodelo Mark 1Il, mientras que el Mark n, sibien no tan exacto como el otro, es ampliamen-te suficiente para trabajos de rutina. En cua~toal nivel de empleo del aparato, a nadie pareciapreocuparle demasiado. La facilidad de opera-ción y practicidad hacen que sea un aparato de-seable aún cuando Su nivel de utilización no lohaga aparecer como una inversión rentable.
Suecia, Alemania, Suiza
Por lo que respecta al Instituto Lactológico deHillerod, creo que es innecesario destacar su e~-vergadura y la importancia de los trabajos queaUi 'se realizan. Sólo quiero mencionar que en élpude observar dos aparatos de ósmosis inversaa placas, de fabricación danesa. Según la I'ng.Werner, a cargo de los estudios de concentr.acióny fraccionamiento de suero, estos equipos son
muy superiores a los de membrar>a tubular.Sus fabricantes son la firma Da~esa Sukerfabricky fueron originariamente desarrollados paratrabaj,os de purificación en la fabricación deazúcar de remolacha.
Ya en Suecia, tuve ocaSlOn de visitar las ofi_cinas y plantas de Lund y Tumba de la compañiaAlfa Laval y discutir con ellos varios equipospilotos que pueden interesar en caso de una ex-pansió~ del CITIL, en especial e: equipo pequeñode esterilización por UHT. Al respecto debo de-cir que se acababa de realizar un seminario sobreel tema UHT en Malmo y no todas las opiniones¡u'eron 100 % entusiastas. De 110 que sí recibientusiastas comentarios fue sobre el proceso débactofugación. Se dice que además de ser unsistema muy conveniente 'Para eliminar bacteriasnocivas sin desnaturalización de la proteina dela leche, por alguna causa aún no bien deter-minada el proceso provoca un notable acorla-miento (se hab:a de hasta un 45 %) en 'el tiempode madur.ación de quesos. (Más tarde tendriaocasión 'de oir la opinión de un experto del Ins-tituto de Higiene de Alimentos de Munich quienha observado Un efecto similar en la simple cen-trifugación).
El otro instituto visitado en Su'ecia fue el De-parlamento de Lecheria de la Universidad deUpsala. Hasta el presente los ,trabaj'os que aquíse de~arrollan han sido relaciünados particular-mente con nutrición animal 'Y Su relación con ¡laproducción de leche. Cuentan con un inmensoestablo cerrado de '12 hectárea de superficie yun sistema compute rizado de producción de ra-ciones ,individuales y control nutricio. Tambiénhan desarrollado algunos equi'pos analiticos decontrol, de. los que el principal es el de análisisde sólidos totales de la leche en forma continuay automática.
De Su'ecia pasé a Alemania donde visité enprim-er -lugrar el 'impresionante Instituto Lactológi-ca de Kie!. Creo que está de más extenderme de-masiado en la descripción de este conocidísimocentro de investigación láctea que alberga a al-gunos de los más destacados especialistas en lamateria. Sólo mencionaré uno O dos temas queme interesaron sobremanera. Por ejemplo 'el tra-bajo en residuos pesticidas que aUi hacen po~ elmétodo de Woods al que considerar! 'netame~tesuperior al del FDA. Esto no hace sino corrobo-
37
------_._--
38
ANALIZADORESSISTEMA GERBRR
ZAVALETA 227T. E. 9I-S507
ButENOS AJ:RElS
pi.:oto para fabricacíón de queso, apenas termi-nado debió cambiársele de destino debido a uncambio de orientación en Ia política de investiga-ción que desarrolla el 'instituto ("en todos ladosse cuecen habas"). Sin embargo la flexibilidad ensu concepción original ha hecho que pudiera seradaptado al nuevo destino con un minimo demodificaciones.
Gracias a la gennileza de la gente dElI Centrode Liebefeld pude visitar una pequeña fábrica dequeso Emmenthal de Jos alrededores. Ubicada enun edificio de algunos años, su equipo era unamezcla de tradicionai.ismo conservador -sustinas de cuajado eran de cobre pues opi'nan losviejos queseros que no se puede hacer quesoemmenthal en tinas de acero inoxidable- y mo-derno progresismo, como lo evi.dencíaba el siste-ma de depósito de ma,durado en el que, sobre ~astradicionales estanterías de madera yacían uno.')discos de plástico del tamaño del queso, y que,ervian de distribuidores de una corriente de ain'comprimido que hace las veces de colchón lubri-cante para facilitar el desplazado y volteo de losquesos. La ca'pacidad de esta plantita era de 3.000litros por dia, es decir, unas 3 tinas. La leche esrecibida, como -en la mayor ¡parte de SUiZd, enlos tradicionailes tachos a espaldas del granjero.A pesar del tamaño de la planta, la impresiónrecibida fue de gran plúrituod, orden y preocupa-ción por que las cosas se hagan bien, condicionesque cientos de fábricas de i-gual tamaño en nues-tro país envidiarian (o tendrian que envidiar).
En Suiz.a también tuve oportunidad de visitarlos nepartame~tos de Lecheria y de Tecnologiade Alimentos de la UnivHsidad Tecno-Iógica deZürich -ambos bastante bien montados- dis-cutipndo con sus Direr;tores varios problemasrelacionados con el entrenamiento de personal. Yel ,laboratorio Central de la firma Nestlé en Vevey,Lausanne.
Es éste un verdadero instituto lacto lógico deimás alto nivel donde se utilizan las más sofisti-cadas técnicas ¡,nvestigativas al par ,que realizanlos controles de calidad .de los productos que su;su-bsidiari.as producen alrededor del mundo. Suelenco de personal es una verdadera reproducciónde I\as Naciones Unidas, contando _con cientificosoriginarios de países tan dispares como Chile,Indi-a, Ita'ia, etc. Como ellos ,mismos recalcansatíricamente, también hay suizos.
Bar be r is
El IMPLEMENTOS PARA LAINDUSTRIA LECHERA
Angel
rar el trabajo realizado enCITIL, presentado enel Congreso sobre Pesticidas de Tucumán y quemotivó I.a adopción de ese método en nuestro ¡la-boratorio (a menos que el cliente especifique loconnrario). Es un motivo de satisfacción el com-probar que nuestro laboratorio se halla entre:osmás ava:1Zados del m'u!ndo en esta técnica.
Quiero ahora decir dos p.alabras sobre el Cen-Ira Estatal de Investigaciones lácteas de Liebe-feld, Berna (Suiza). Era poco lo que conocía deeste instituto hasta llegar allá y por lo tanto mesorprendió agradablemente encontrarme COn uncentro que cuenta con una f1aJmante planta prototan bien diseñada, a pesar de sus modeslas di-mensiones, que pedi una copia del plano desu planta para usarlo de mode'o en la expan-sión fu!ura del CITIL. Se trata básicamente deun gran local sin divisiones, ex,cepto por una hi-lera de oficinas, laboratorios y pequeñas cámd-ras de ambiente controlado ubicadas lateral-mente. Una serie de módulos de servicío (co~Iín'eas de agu-a, vapor, gas, electricidad, airecomprimido, etc.) bajan del techo en puntos es-tratégicos. En el piso inferior (semisótano) seencuentr,an las unidades centrales de servicios,una serie de cámaras más grandes de ambientecontrolado, un taller mecánico, una cámara -asép-tica brillantemente concebida, y un local cuyotecho es una rejiHa 'metálica que lo separa del,ocal superior, esto permite que, mediante la re-moción de esa rejilla puedan instalarse maquina-rias de gran altura tales como las tetr"pack asép-ticas, por ej'emplo. El sistema' de sótano semi-.~nterrado permite que el piso del local superiorse encuentre a nivel de plataforma de descargade camioneS. Es ourioso notar, sin embargo, queeste edificio planeado hace dos años como planta
r
,

precia del ejemplar $ 3.00
¡
•
nDU8TrlOLeOHero
maya .iunio
6311973
J,. '
".
'.'
BUENOS AIRES RE PUB LI e A A R G E N '( I N A
7- .. mnre" T OPTE T?T' r "n 'n,~
PERSPECTIVAS DE UNA GIRA MUNDIAL
BRUSELASVI
Impresiones y reflexiones del Ing. Jorge O. Casale,rjirector del C.!.T.!.L., durante su estada en la Fede-ración Internacional de Lechería, cuyo relato damosa contínua~ión.
i.¡.
......
Uno .de los pocos momentos violentos de esteviaje me tocó vivirlo en Bruselas, en la Federa-ción lntemacional de Lech.eria, 'Y ésto a pesarde la extraordinaria cortesia del Sr. Staal y su
, en¡:antadora familia que hicieran que guarde de i
mi brevísima estadia en esa ciudad un agradablerecuerdo. El momento violento resuHó de la pre-gunta del Sr. Staal sobre el por qué de la cons-tante ausencia de Arge!1ti-na en -las consultasperiódicas y el trabajo coordinador de la lecheriainternacional que lleva a cabo .Ia Federación.Tomando una serie ele b.iblioratos de un archivoy hojeándolos me mostró las respuestas a ,las en-cuestas envi.adas, que no eran poc.as, e indefect-i-blemente, el espacio reserva.do a Argentina seenmatraba e~ blanco, sin respuesta. Sé que hayquienes piensa" que la acción de la Federaciónse desarrolla en la nebulosa del es paco sideral sinconexión ,can los problemas cotidianos y, porconsiguiente, menosprecian su .actividad. Porrara coincidencia san los que también menospre-cian la acción de organismos internacionales comoFAO, Naciones Unidas, etc, a las que se wnside-
22
ran solo una excusa para justificar el turismo defuncionarios y delegados. No quiero entrar en ladiscusión sobre el acierto o desacierto de esos jui-cios, si bien creo que los máximos responsablesde esta situación deberiamos encontrarlos entrelas mismas huestes de H.pragmáticos" que, pormenospreciar su acción, no se toman la molestiade exigir eficienci.a de los delegados que ello,mismos votan. Pero sí es cierto que aún cuandl}aceptemos la supuesta ineficencia de estas orga-nizaciones internacionales, ellas representan unpequeño paso adelante del hombre en su creptan-te marcha' desde el reino del instinto al de lainteligencia en el área de su relació~ con sus con-génes de otras culturas.
Una -afirmación de esta ausencia .argentina delquehacer lechero internacional la podemos encon-trar en los anales del Comité de Expertos Guber-namentales sobre el Código de Principios Concer-nientes a Leche y Productos ,Lácteos ele FAO/WHO donde, frente a la ubi.cuidad ele ciertos pai-ses, el nuestro solo se menciona en la carátula.
'" ':' . .$' ,-. - . '.' '~l'"J, "l;l~. r ,".~;.:' ,~,i. , -" - -- , - -. - +.
~.
\
Par,a terminar, quiero comentar, aunque 50.:0
sea de paso, mis visitas a UNIDO (Organizaciónde las Naciones Unidas para el Desarrollo Indus-trial) en Viena, y a FAO enRoma.
En la pri,mera mantuve una corta entrevistacon el DI'. Mautner con relación al programa deasistencia técnica al CITIL actualmente en desa-rrollo. El Dr. Mautner representa a la corriente"concretan en materi,J de aetivida,d tecnológica,frente a la posición más amplia -aunque nosabemos cuánto más realista- de fAO. Efectiva-mente, opi.na el DI'. Mautner que .un centro teeno-Jági,co en unpais en vias de desarrollo debe actuarcomo ,1]0' consultor ,privado vendiendo asesora-m'¡~nto concreto y eminentemente práctico a finde ser autosuficiente y representar un verdaderoaporte a las necesidades primarias de la industria.
En estas condiciones UNIDO estaria dispuestoa mandar toda una serie de técnicos especialistaslácteos a nuestro pais para ayudarnos a organizarte1 centro de transferencia tecnológica. El proble-ma que planteé all DI'. Mautner es el de la diver-sidad de los productos lácteos argentinos, espe-cialmente de el área quesos, dado que UNIDO nocuenta con ningún especialista "universal", esdecir, que domine las varie.dades princ"pales dequeso. De esta forma, el número de 'especialistasque necesitaríamos sería ml;1Y. grande. Aún así,dudo que este gran número de especialistas pue-d"n conocer las condiciones -bastantes particu_lares- de la queseria y lecheria argentinas. Aú~quedarian pór resolver los prob,lemas que sederivan de est,as condiciones particulares y queentrañarían, de todos modos, un cierto grado deinvestigación y no solo la simple transferenciatecnológica.
En .el otro extremo del espectro estaría, en cier-to modo, fAO. Este organismo opina que la tec-nologia en los paises en desarrollo debe encarar-se ,con un plan integral y coherente que abarquelos aspectos de capacitación a todos los nive:es:investigación, desarrollo y transferencia. El mejorejemplo ,de esta estructura serí,a, el Instituto Lac-teológico de Valdivia que ya describimos. Obvia-mente, - esta es una aproxímación mucho másamplia al problema y las soluciones q,ue proponenson de mucho mayor alcance. También es muchomayor el costo y el tiempo de concreción e indu-dablemente, es un proyecto que debe encajarse
dentro de un plan de politicas nacionales y nolimitarse exclusivamente a la industria.
En realidad las dos posiciones no son irrecon-ciliables. En el caso del CITIL, patroci~ado porla industría y por el gobierno, corresponde adop-tar ambos enfoques. El gobierno. nacional tienela obligación de encarar el problema con ampli-tud, y esto debería hacerlo en lo que respectaa tecnología industrial, a través de INTI. Laindustria, por su parte, puede tomar la responsa-bili,dad más limitada, pero que compete sallo aella, de afrontar la reso:iu'Ción de sus problemasprácticos y cotidi'anos y, dado el actual estadopomedio de desarrollo de este sector, la únioforma de hacerlo a un costo razonable es median-te una acción conjunta. CITIL, pues, puede y debeencauzar ambos aportes. f .0.0 estaria dispuestaa colaborar en la tarea de diseñar y realizar unceO'tro Ilactológicoa cargo del pais solicit.ante,pero ellos reclamarían una intervención directaen la conducción del programa. Con casir seguri-dad esta condición excluiría la intervención deUNIDO. L.a inversa, en cambio, tal vez no seaveridica y UNIDO quizás se avenga a colaboraren una parte limitada de un plan más amp¡'¡o.
Vayamos ahora un 'Poco a la realidad 'y veamoscuál es la situación del CITIL hoy 'Yqué perspec-tiva de reallización tiene en vista de estas posibili-dades de colaboración técnica.
Como todos sabemos, CITIL es un centro conU.:1 presupuesto .a.nuai de 6 millones de pesos m/n.de los que solo el 25 % proviene de la indus-tria (').
Su personal consiste ele un profesional part-time,un subprofesionaI ¡ull-time y un ayudante part-time. Carece de Secretaria, personal de maes-tranza, teléfono, máquina de escribir, vehículo,etc. De no contar con el apoyo logístico y econó-mko de lNTI su operación seria totalmente impo-sible, y aún con ese apoyo, es muy difícil 'Y.total-menote ineficiente. De no prever (aún cuandomuchas veces pienso que es solo un desear) unatoma de conciencia por parte de la industría y delEstado, mi ,consejo serIa hoy terminante eno el
(1) Cifra correspondiente a _1971, con posterioridad a laconferencia del Ing. Casale, la industria lechera aportó para 1972la suma de S ley 10.000, e L.'IT1una contraparte similar. Estasuma, solicitada ai promediar el año 1971. aparentaba suficientepa"ra encarar programas ambiciosos. Sin embargo. la desmesu-rada innadón que está sufriendo nuestro pais .redu;jo drástica-mente las posibilidades en materia de proyectos de investigación.Otro tanto ocurre en 1972 y aUn en mayor escala.
23
••
•••
• 1
MONTOS INVERTIDOS EN INVESTIGACION y ENDIVERSION EN LA REPUBLlCA ARGENTINA.
(Fuente:, Ley 19.407 - Presupuesto General dela Administración Nacional para el ejercicio 1972,planillas 4 y 5 anexas al artículo N9 1).
M¡llones de$ Ley 18.188
Instituto Nacional de TecnologíaIndustrial (INTI) 15
Instituto Nacional de Actividades Hípicas 89Instituto Nacional de Vitivinicultura 35Instituto Nacional de Cinematografía 18Dirección Nacional de Turismo 20
Sumando los últimos 4 renglones obtenemos ].Jntotal de 167 millones, es decir 11 veces mas enhipismo, vino, cine y turismo, que en investigaciónindustrial. Sin entrar a juzgar las méritos de losmencionados organismos, nos parece que en nues.tro país algo falla en las esferas que deciden lasáreas prioritarias de inversión de recursos públicos.
sentido de dejar de perd." el tiempo, el dineroy el esfuerzo de la industria, de los contribuyen-tes, y ,del personal y decidirse de una vez a eli-minar el mantenimiento de un centro tecnológicoque a nadie interesa verdaderamente.
Por parte del Estado, está a la firma del Presi-dente una nueva ley orgánica para el lNTI queasegurará una llueva corriente de fondos. De estaforma esta riamos en condición de aceptar el cré-dito del BID para reequipamiento y e"pansión,y cumplir can el enfoque de infraestructura, lIa-mésmoslo asi, es decir de Ilos aspectos generale'sque son, al propio tiempo los más costosos. e).
Por parte de la industria, sus empresariosson los que tienen la pa~abra. La industria lácteaargentina procesa alrededor de 5.000 ,millones d"litros anuales de leche. Si se dedicara un pesopor cada litro a un fondo común para funcionesde interés general (como lo son, por ejemplo, lapromoción del consumo, ciertos reintegros y lainvestigación), la .potencialidad de la industrialáctea sería comparable a pocas otras ramas dela actividad económica argentina. ,La industrialáctea argentina debe comprender que las gaseo-sas no se venden mejor que la leche porque seanmejores sino porque sus ejecutivos han compren-dido la importancia de dedicar importantes por-centajes del costo a estas funciones ge~era~es.De esta forma podríamos dism~nllir la importan-cia de los aportes estatales que venimos mendi-
gando desde hace años con tan magros resultados.
To.do lo anterior no es una origi,nül ocurrenciade quien les habla, sino la simple repetición delo que ha visto en aquellos paises del mundo enlos que la 'lechería "anda" (o por lo menos andamejor que aqui). La industria láctea argentinadebe cobrar conciencia ode su responsabilidad nosolo hacia el pais sino hacia sus propias inver-siones, o afrontar las consecuencias que estáafrontando ahora con ciega resignación, y queciertamente no van a ser mejores en el futuroCada uno somos, -en gran medida, forjadores denuestro propio destino, y, si bien los hombressomos mUlYamigos de racionalizar nuestras pro-.pias limitaciones, estas no por eHo desaparecen,sino que, por el contrario, -nuestra medionidadse pone más en evi,dencia ante los otros. La situa-ción de la lechería argentina es en gr.an medid.:!producto de su propia mediocridad, y no se ad-vierten perspectivas de invertir la tendencia a laautodestrucción aunque solo sea por inercid .Otros paises del mundo ,advirtieron las nefdstasconsecuencias de la atamización de la industriay el estancamiento tecnológico. Algunos resolvie-ron el problema por vías del cooperativismo, yotros por' vias del capita:ismo trddicional.
Pero hoy no hay ningún pais de lecheria avan-zada con 937 fábricas de queso para Un procesa-do de 2 mil millones de litros de leche. Ya noqueda ninguno de estos paises que carezca decarreras tlniversítarias en lechería, o que solocuente con un centro de investigación para todala industria con un presupuesto anual de 6 millo-nes de pesos. De esta vergüenza los argentinostenemos el dudoso honor de la exclusividad. Si,es verdad que el ¡'gobierno" tiene mucha culpaen ésto, pero también es verdad de que la indus-tria no está realizando el esfuerzo de que podriarealizar y mediante el cuál podria suplir buenaparte de lo que falta.
Pero en este aspecto exhibimos la tipica medio-cridad mendican'te que cancter;za a la sintomato-logia de todo pais slrbdesarro~lado.
Siento mucho que el epilogo de esta nota sedtan lapidario para la in,dustria ,¡'ácteaargen'tina,considerada globalmen te pero, para ser perfectd-
(2) Esta conferencia fue pronunciada por el Ing. Casale enagosto de 1971. Al dia de hoy la Ley d~ nuevos reC'UrS?S.parael lNTI si;ue esperando la firma del PreSIdente. y la p?sl~H1Ldadde! crédito del BID se esfumó por {alta de apoyo economlCO dela Nación .
, ~
i~.'
S. C. A.
tivación del derecho q:u'e la humanidad hoy exigenos ob:ligue a dejar en manos de otros lo quenosotros no hemos sido capaces de explotar. Enel p':ano inmediato, la indsutria láctea mundialha evoluciOP.1do hacia una solución de sus pro-blemas, ya ';ea merliante métodos capitalistastradicionales, ya sea mediante una cooperaliviza-ción excluypnte. El ejemplo clásico del primeroes Japón; ej":mplo del segundo, Nueva Z<Jlandia,Ambos han dado excelentes resultados. Posicio-nes intermerlias san también posi.bles, y la indus-tri,a:áctea de la mayoria de los paises de lecheríaavanzada son ejemplos de tales viasde solución.Lo que es totalmente inadmisible es la inercía, yla dega negligencia de creer que en el mundonada ha cambiado en los últiimos 60 años. Ennuestro pais observamos un franco desarrollo delcooperativismn, frente a .un estancamiento, y aúnretroceso, de las industrias independientes (denuevo, globalmente hablando). O estas ú:timasdeciden una .modernización de sus prácticas eco-nómicas y tecnológicas, o la total cooperativiza-ción de la' industria láctea es inevitable. Si esteproceso Heva a nuestra lecheria al destino quemerece, bienvenida sea, y nadie más que nosotroshebremos sido los únicos responsables de esteproceso.
BuggeI I
B.
I ICONSULTEN OS
ARTICULOS PARA LA INDUSTRIA
-LECHERA-ASESORAMIENTOS - INSTALACIONES
MAQUINARIA - PROYECTOS
Antonio
VENEZUELA 4013TeL 93-4697
BUENOS AIRES
n)ente francos, no podiamos esperar otra cosa siconsideramos que su tema era, preci,samente, ladescripción de la tecnologia láctea en otros paiseslecheros del mundo, La comparación can lo 'nues-tro era inevitable, Y los resultados previsiblespara todos. Sin embargo considero que el resul-tado de es la autocríticapuede ser mucho máspositiva que una descarga de responsabilidadesy su transferencia al estado ( a quien, reconozco,corresponde en buena medida). Solo tenemos qUé
afrontar nU!estro compromiso para con 'nosotrosmismos y decidirnos a -actuar lo más independien-teJmente del Estado que sea posible, .establecien-do nuestros propios fondos comunes, -nuestra pro-pias retenciones y reintegros, nuestra propiapromoción, nuestro propio crédito y financiación,nuestra propia clasificación y fiscalización, nues-tra propi-a investigación, etc. Pero para esto debe~mas abandonar el individu3Jlismo exagerado ynegativista que nos caraderiza y aprender amadurar en nuestra relación con los demás, empe-zando por madurar en nuestra relación con noso-tros mismos. Pocos paises del mundo gozan de lapotencialidad láctea que exhibe nuestro pais. Estáen nuestras manos llevada de potencia a movi-miento. Si no lo hacemos y pronto, no nos cabráderecho al reclamo cuando la tendencia a la obje-
EL MAYOR SURTIDO DE PLAZA________________ .1
26
,
•
•
•
."iillIiI •• IIiIIIlIíIllil ••••••• IIiIlISISiI'iltrmIlillE•• IiIIYllidlli'IlIWIIIi!I'tíftfWf)(jllll.íilllil'ill-itMll1tlfff'tftililillllllm-.'lmlli"IIiMIiiI-Ili.e~--í.II-.Piill7.IlIIIi5liWlllirmillili-il.Il_IIiIil.lIIIlllili_iIiI_iIIli __ Ilittliií' 'i¡,
Q f'vf•.[i.~,t::,.f.
¡1-
,
I
inDUSTriaLeOHera
Setiembre - Octubre 1973
633
\
1
BUENOS AIRES - REPUBlICA ARGENTINA
!l'
El siguiente trabajo fue realizado en el Centro de In-vestigaciones Tecnológicas de Indust:'ias Lácteas so-bre la evaluactón de proteínas solubles en suero deleche - Puesta a punto de un método analitico dedetermínación.
Evaluación' de
CITIL
Es bien conocido que en ciertas regionesque parecen privilegiadas, la calidad de deter-minados quesos es siempre superior a la deotros fabricados en distinto lugar, aún cuandola tecnologia usada y la calidad bacteriológicade la leche no difieren fundamenlalmente, Estoindica que la composición quimica de éstaes ~o que realmente interviene para establecerestas diferencias, Esta influencia se hace muyevidente, cuando se consideran tipos de q'ÍJe-sos elaborados C0n leches de especies anima-les diferentes (Ovina y bovina),
Pero aún si se fuerzan las condiciones yse trabaja con leches que ,tengan el mismo te.nor de humedad y de materia grasa, siemprehabría una diferencia esencial en el sabor delos quesos respectivos,
Si se considera la leche de una sola especieanimal, .por ej. bovina, también se encuentranvariaciones en la caJi,dad de un mismo tipode queso producido can la misma composiciónquímica cuantitativa, según' que éste, se pro-duzca en diferentes estaciones o en diferenleslugares. Asi por ej, en Normandia se producenvarios tipos de queso de pasta blanda: Ca-membert, Ponl-e-Evegue, Livarot, cuya calidadse mantiene a un nivel relativamente elevadoa lo largo de todo el año,
14
~prote1nas
En otras regiones, el mismo tipo de quesofabricado en la misma forma, exhibe una ca-l:dad menos regular y en general más baja,Esta diferencia se atribuía anteriormente casiexclusivamente a ~a composic:ón de la materiagrasa,' especia'mente a su distinto contenidode ácidos grasos de bajo peso molecular (C,a C"), pero actualmente se sabe que existenotros factores importantes en la calidad delqueso que es más elevada en aquéllos en losque la cuajada tiene mayor consideración, Lasleches de coagulación sápida son las que dan:as cuajadas más firmes y más fáciles de de-suerar. Estudios recientes han demostrado quela "ve!ocidad de coagulación'.' .'es una carac-terística que depende de factores genéticos,presenta una gran variabil'dad y puede serobjeto de mejoras mediante selección derazas.
La raza y sobre todo el individuo son im-portantes causas de variaciones, En el tratadode "Ciencia de la leche" de Charles Alais fi-aura un dato del tiempo med'o de coagulaciónpara vacas normandas (53 lactaciones) de 16minutos contra 20 minutos obtenidos para lasfrancesas frisonas pia negras (44 lactaciones),trabajando en idénticas condiciones, Esa dife-rencia en :a velocidad de coagulación se atri-buye al polimorfismo heredit'1rio ,de lasprole,nas, Se ha demostrado que cinco protei-nas de la leche, 'la a - lactoglobulina, B - lacto-
57 w
globulina y caseinas a s, ~ y y y probable-mente la caseína y, se presentan bajo 2 o 3formas genéticas. Es decir que para cada unade aquellas pro te inas se presenlan "variantes"muy semejantes por su composición y propie-dades.
Las variantes de una proteina determinadano se tlistinguen más que por minimas diferen-cias de composición de aminoácidos, peque-ñas variaciones en el contenido de fósforo, yespecialmente por ;;us propiedades físico-químicas. La carga neta de la molécula no esexactamente la misma.
A un valor dado de pH, cada varian te ge-nética tiene una carga eléctrica propia. En uncampo eléctrico, las proteinas de una mezclaemigran independientemente unas de otras,según su carga y el tamaño de [a molécula.Un método conveniente, por lo tanto para [aseparación e identifícación de dichas protei-nas, es la electroforesis, que se basa justa-mente en la movilidad de los iones en un cam-po eléctrico.
De acuerdo a esta nueva concepclOn tendráimportancia en la obtención de la cuajada nosolo la cantidad y calidad de la protelna quecoagula, la caseína, que es la que más hasido estudiada, si no que también tendrían in-fluencia sobre las caracteristicas del quesoobtenido, las proteinas solubles o proteinasdel suero.
Consideramos además que el déficit pro-teico es un problema universal'.al que no po-demos permanecer ajenos, y que las fuentes
, principa:es de proteinas de origen láctico enla' República Argentina que pueden ser trans-feribles de zOl]as de superproducción a otrasmás pobres son el queso, la leche en polvo,Jos caseinatos comestibles, y en muy pequeñaescala por co'ntadas empresas que lo indus-trializan, el suero de queseria desecado. Lamayoría de los productores simplemente lodesechan o bien [o utilizan para la alimenta-ción de cerdos. Si tenemos en cuenta que laArgentina ocupa el 7' lugar en la fabricaciónde queso, superando con sus 193.000 tonela-das anuales a paises queseros por excelenciatales como Australia, Nueva Zelandia, Dina-marca y Suiza, y que el contenido proteicodel suero es de alrededor del 0,55 % de laleche lo que representa el 17 1% de las pro-teinas totales, tendremos una ligera idea delDerroche de proteinas que se comete comopráctica .habitual.
No teniendo conocimiento de ninguna inves-tigación realizada en nuestro país sobre lascaracteristicas físico-quimícas de proteinas
sOlubles en leches de origen argentino, hemosconsiderado .de interés para la Industria Ali-mentaria y en particular para la Industria Que-sera abocarnos a su estudio.
A tales efectos se ha efectuado una intensabúsqueda bibliográfica sobre el tema, y si bienhay bastantes publicaciones, las técnicas usa-das, por distintos motivos, no pudieron serllevadas a cabo en nuestro laboratorio.
Tomando como base algunos de esos tra-bajos y ensayos previos efectuados hemospuesto a punto un método relativamente sim-ple de separación, identificación y evaluaciónde las holoproteinas contenidas en suero deleche.
Los ensayos preliminares y los detalles delmétodo están en CITIL a disposición de losque quieran consultarlo. En la presente pubti-cación solo expondremos los fundamentos enlos que se basa y una SOmera descripción delmismo.
Los procedimientos usuales para obtener elsuero que será utilizado para efectuar la elec-troforesis de las proteinas solubles, involucransiempre la precipitación de la caseina la cualpuede efectuarse por acción de ácidos, cuajoso sales. En el presente trabajo hemos ensaya-do técnicas que contemp'an cada uno de losprecipitantes indicados, a distintas temperatu-ras, trabajando con leche desgrasada, o biencon leche entera y desgrasando posteriormenteel suero.
El suero obtenido contiene lactosa, holopro-teina (proteínas de molécula simple cons-tituida por ácido a aminados bajo forma)"a lactoalbúmina y ~ lacto-globulina, otroscomponentes nitrogenados en menOr cdntidady trazos de caseína.
La proporción reldtivo de estos componen-tes está directamente relacionada con e[ mé-todo de obtención del suero, por lo cual siem-pre es indispensable fijar las condiciones enque se trabaja. De cualquier manera la con-centración proteica que está alrededor de 0,5por ciento está muy por debajo de la que estáindicada para realizar la e'ectroforesi la cualseguia la mayoria de las citaS bibliográficasconsultadas deben oscilar entre 3 y 6 %. Seensayaron numerosas técnicas de concentra-ción, de acuerdo a la bibliografia consultada,desechándose todas aquellas que no reunenlas condiciones requerídas para nuestro tipode trabajo que son: ejecución relativamenterápida, sencilla y económica, tratando de evi-tarlas pérdidas parciales de proteínas, y ladesnaturalización de los mismos.
15

•
\
\
"
Con los concentrados obtenidos, a partir delas técnicas que fueron encontradas satisfacto-rias se realizaron Jos correspondientes traza-dos electroforéticos, que fueron comparados.
En cada caso se cuantificaron las fraccionesseparadas efectuándose las evaluaciones co-rrespondientes por colorimetría.
RESUMEN DEL METODO
1) Obtención del suero desagrasado
a. Se separa la grasa de la leche calentadaa 35-40"C por centrifugación en centrifuga ti-po Sharples, a 2000 x g.
b. Se precipita la caseina a pH 4,6 con so-lución de CH' - COOH al 10 %, a una tempe-ratura de 35-40"C.
2) Concentración del suero
a - La concentración cualquiera sea el mé-lodo usado, aumenIa proporcionalmente elcontenido de lactosa, ácidos y sales, los queinterfieren en la e'ectrotoresis, por lo cual, pre-vio al proceso en sí, es necesario dializar elsuero con tra agua.
ANALIZADORESSISTEMA GERBER
E I~IPLEMENTOS PARA LAINDUSTRIA LECHERA
Angel BarberisZAVALETA 227
T. E. 91-5507
BUENOS A1.RES
b - Posteriormente a la concentracíón seefectúa la absorcíón del agua por una substan-cia hidrófila, tal como la polivinil-pirro:idona,a través de' una membrana que deja pasar elagua y las sales disueltas y retiene las protei-nas, aplicando presión negativa, para acelerarel proceso si fuera necesario.
3) Determinación de las proteinas'por elec!rofores:s
Se efectúa sobre el suero concentrado enlas condiciones que se estab:ecieron en losensayos previos, o sea, sobre banda de celo-gel, a pH 8,6, fuerza iónica 0,1 J tensión de:200 V, intensidad no mayor de lmA por cm.tiempo de migración 90 minutos.
Se identifican las fracciones proteicas sepa-radas coloreando la banda celogel, con un co-lorante específico que tiene la propiedad deformar compuestos estables con los núcleosproteicos y se elimina el exceso de colord~~e.El que quedó fijado se eluye con una soluclOndisolvente determinándose su absorbancla porespectrofotometria a 620 m ¡.t. Se grafica, re-presentando laabsorbancía en función de la'distancia de cada fracción al punto de SIembra(velocidad de migración).
En caso de carecer de espectrofotómetro,puede efectuarse la medición con colorimetro,y si bien las curvas obtenidas dilieren de lasanteriores son igualmente compdratIvas.
4) Dete:minac'ones complementarias
a _ Se determinan las proteínas totales de laleche por el método de Kjeldahl.
b - Se determinan las proteínas totales delsuero desgrasado por el método de Kjeldahl.
c - Se relaciona este valor con el de las pro-teínas totales calculadas por el proteínogramay con los valores porcentuales relativos.
REMOTTISOCIEDAD EN CO~1ANDITA POR ACCIONES
•PRODUCTOS LACI'EOS "MELINCUE"
I
~
16
ADMINISTRACION y VENTAS:
TeL 86-0041.42.43
CORRIENTES 3537/45
CAPITAL FEDERAL
,
inDUSTrioLeOHero
Maya - Junia 1974
637
BUENOS Al RES REPUBLICA ARGENTINA'
--""'''''''''''''~'"''''-'''''''-'''''''=,",,",,~.•",,~.*P,~::.-..•~","",~,~'''''~''""'",~"'"''~¡"''"~-t~-¡.;-,,,-'.:,--J'"'-'-,-?.-~p-.-¡,-"-,---,.-.''''-'-,-,-,-------.- _.. ------:;""":- ..,.....,-::- ..:- .._~r.:"'"" •.•.~=--~
Introducción:
El cuajo es una enzima proteolitica, se.cre-
Es muy impactan te para la industria quese-ra COnocer con exactitud la influencia de losnumerOsos factores que determinan las carac-teristicas de cada tipo de queso.Charles Alais en su libro "Ciencia de la Le-
che" detalla algunos de estos factores:- Factores microbiológicos: Composición de
la microflora vista bajo un aspecto dinámi-co (micro floras sucesivas).
- Factores bioquímicos: concentración y pro-pieda.des de las enzimas del cuajo, de lasbacterias, de las levaduras y de los mohos.
- Factores físicos y fisico-quimicos: tempe-ratura, pH, Eh Y efectos osmóticos.
- Factores quimicos: proporción de calcio re-tenido en la cuajada, contenido de hume-.dad y sal, composición de la atmósfera (hu-medad, gas carbónico, amoníaco)
- Factores mecánicos: corte, agitación, trHu-ración y frotamiento, que reducen o acen~túanlos efectos de los factores preceden-tes.En ,CITIL se han realizado ensayos tendien-
tes a poner de manifiesto el comportamientode los cuajos frente a una serie de parámetroscomo pH, temperatura y concentración de cal-cio ,del sustrato, relacionado intimamente conlas .características de la cuajada.Como complemento a este estudio, se lleva-
ron a cabo una: serie de análisis físi'co-químicosen cuajos nacionales sólidos y líquidos.
Consideraciones teóricas;'.
CITIL
CUAJO'. .
Por ALICIA PENTAL
tada en el cuarto compartimiento del estómagode Jos rumia'ntes jóvenes.EXlste en una fOrma inactiva, el "pro cua-
jo", que se transforma en cuajo por un fenó-meno autocatalitico de activación, aceleradopor los .iones H.Es necesariodistin'guir dos etapas luego de
la a.dición del cuajo a la leche:
a) Fase enzimática o "reacción prima:ria",en el curso dela cual el cuajo ataca a lacaseina y solibiliza una pequeña parte.La reacción no requiere la presencia decalcio iónico y se produce aún a O'c.
b) Fase de coagulación o "fase secundaria".que consiste en la coagulación del fas fo-paracaseinato' cálcico.
Necesi,ta para realizarse la presencia deiones calcio. A temperaturas inferiores a15'C esta segunda etapa se vuelve ex-traordinariamente lenta.
Esta reacción protelitica suele esquematizar-se de la siguiente manera:
cuajoFosfocaseinato de Ca. _ Fosfopara-caseinato
(soluble) (insoluble)Todos los trabajos cientificos recientes, apo-
yan la hipótesi,s de que la acción enz!máticaproducida por el cuajo altera un componente dela caseína origina'l (,a la caseína k) que actúacomo coloide protector de los otros componen-tes (caseinas x y B).
;:,-! T,as esa alteración la caseina pierde susS propiedades protectoras y el conjunto preci-
pita en presencia de calcio.C~ Posteriormente a .Ia formación del coágulo,
9
.~
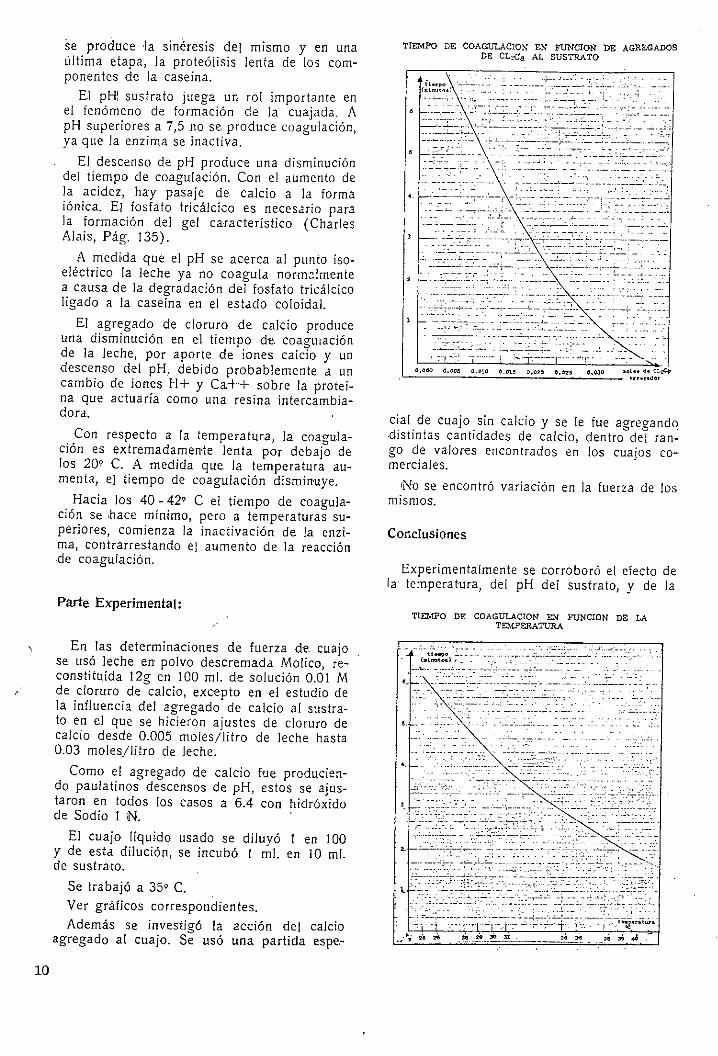
Cor.cIusiones
TIEMPO DE COAGULACION EN FUNCION DE LATEMPERATURA
TJE.,.'\tlPO DE COAGULACIOK EN FUNCION DE AGREGADOSDE CL~C'aAL SUSTRATO
¡
¡
. . .----_.'_ ..~--_.-
aoh. d. ct.;..c~......~..
._-;-~-"----- -- -- .. - ._._-
- "r---,,,--;--;"--,-~.,
'.-- -',-
_.: ,.._,._---- _. - --.:..- , ...:..... --.- - - ._-_.. .-..~--'-.:.._-,-~-- :-._"-~----,.---_:""'-----'-'-,
__ .J :'._'0
.:"; -,";:;-~::'-- ..""_ ...:.. ,----~-_.._~--_._...:.__ .- :_. -' - '---~.;,_..--'.-
--;- ~---":"'.•
-';....:.,-~':~-'--'...'- ... ...,-.----;--r- o
.-- -:-.< ..••,.
:_. ._0 __
_____ ~ __;_-,-.--._ o~_
__; . ._:~,. _ .. _0_-. -~'~-_"':-.'-_ .._---'---
¡-lo~po("tnutn.1
0,000 o.oo~ 0.010 0.0l~ 0.020 0.0'25 O.aJO
•
cial de cuajo sin calcio y se le fue agregandodistintas cantidades de calcio, dentro del ran-go de valores encontrados en los cuajos co-merciales.
(No se encontró variación en la fuerza de Josmismos.
Experimentalmente se corroboró el efecto dela' temperatura, del pH del sustrato, y de la
se produce b sinéresis del mismo y en unaúltima etapa, la proteólisis lenta de los com-ponentes de la caseina.
El pHI sustrato juega un rol importante enel fenómeno de formación de la cuajada. ApH superiores a 7,5 no se produce coagu[a.ción,ya que la enzima se inactiva.
El descenso de pH produce una disminucióndel tiempo de coagulación. Con el aumento dela acidez, hay pasaje de calcio a Ja formaiónica. El fosfato tricálcico es necesario parala formación del gel caracteristico (CharlesAJais, Pág. J35).
A medi,da que el pH se acerca al punto iso-eléctrico la leche ya no coagula norm~!mentea causa de la degradación del fosfato tricálcicoligado a la caseina en el estado coloidal.
El agregado de cloruro de calcio produceuna disminución en el tiempo de. coaglllaciónde la leche, por aporte de iones calcio y undescenso del pH. debido probablemente a uncambio de iones H+ y Ca++ sobre la protei-na que actuaría como una resina intercambia-dora.
Con respecto a la temperatura, la coagu.Ja-ción es extremadamen'te lenta por debajo delos 20' C. A medida que la temperatura au-menta, el tiempo de coagulación disminuye.
Hacia los 40 - 42' C el tiempo de coagula-ción Se ,hace mínimo, pero a temperaturas su-pedores, comienza la ¡nactivación de. la enzi-ma, contrarrestando el aumento de Ja reacciónde coagulación.
Parte Experimental:
. __ ..• --'.. ....: 0_'.
En las determinaciones de fuerza de, cuajose usó leche en polvo descremada Molico, re-constituida 12g en 100 mI. de solución O,OJ Mde cloruro de calcio, excepto en el estudio dela influencia del agregado de calcio al sustra-to en el que se hicieron ajustes de cloruro decalcio desde 0.005 moles/litro de leche hasta0.03 moles/litro de Jeche.
Como el agregado de calcio fue producien-do paulatinos descensos de pH, estos se ajus-taron en todos los casos a 6.4 can hidróxidode Sodio 1 N.
El cuajo líquido usado se diluyó 1 en 100y de esta dilución, se incubó I mI. en la mI.de sustrato.
Se trabajó a 35' C.Ver gráficos correspondientes.Además Se investigó la acción del calcio
agregado al cuajo. Se usó una partida espe.-
'.
,.
'.
'.
~_._- ..
• - ---_._ •••• _.~-~-' _, __ o _ :'-' ..:...~.... -_ .
,i,
10
------ --"'--,...,~----,------.--'-~--' _h. _.0>.
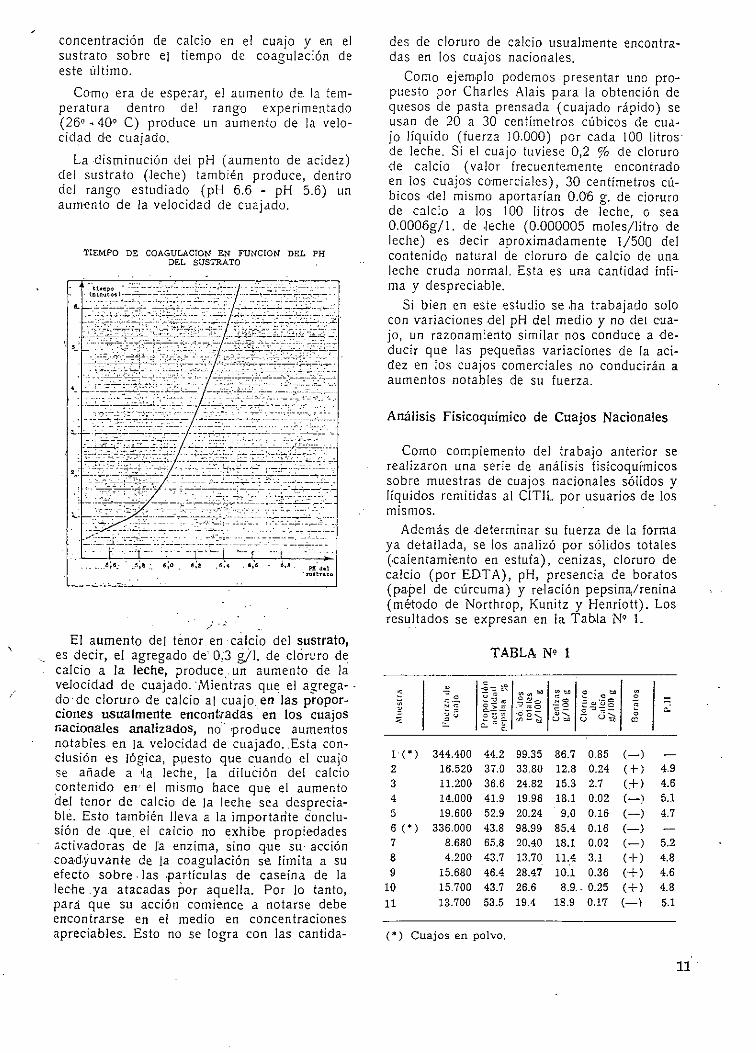
TIEMPO DE COAGULACION EN FUNcrON DEL PHDEL SUSTRATO
des de cloruro de calcio usualmente €ncontra-das en los cuajos nacionales.,Como ejemplo podemos presentar uno pro-
puesto por Charles Alais para la obtención dequesos de pasta prensada (cuajado rápido) seusan de 20 a 30 centímetros cúbicos ele cua-jo liquido (fuerza 10.000) por cada 100 litrosde leche. Si el cuajo tuviese 0,2 % de clorurode calcio (valor frecuentemente encontradoen los cuajos comerciales), 30 centímetros cú-bicos del mismo aportarian 0.06 g. de ciorurode olc;o a los 100 litros de leche, o sea0.0006g/1. de .Ieche (0.000005 moles/litro deleche) es decir aproximadamente 1/500 delcontenido natural de cloruro de calcio de unaleche cruda normal. Esta es una cantidad inti-ma y despreciable.
Si bien en este estudio se ha trabajado solocon variaciones del pH del medio y no del cua-jo) un razonam:ento similar nos conduce a .de-ducir que las pequeñas variaciones de la aci-dez en los cuajos comerciales no conducirán aaumen tos notables de su fuerza.
Como complemento del trabajo anterior serealizaron una serie de análisis fisicoquímicossobre muestras de cuajos nacionales sólidos yliquidas remitidas al CITlL por usuarios de losmismos.
Además de .determinar su fuerza de la formaya detallada, se los analizó por sólidos totales(.calentami€nto en estufa), cenizas, cloruro decalcío (por EDTA), pH, presencia de boratos(papel de cúrcuma) y relación pepsina,/renina(método de Northrop, Kunitz y Henriott). Losresultados se expresan en la Tabla N' 1.
Análisis Fisicoquímico de Cuajos Nacionales
-(~~~~~S ) :~~::_~ ~:~~;:::':~-::~'j~:~~~~~:::.-....::..;-=-~~~~:~..:~~=-.,.....-. '._'-.. ,.. ,_.- ;--" ,- _.:.:.... _ ..~. ---
ol.. •. :..-'-O:" __ ~' __ .:~ --'_;'- •.,> .. __~ .-"_.- '_-,"*+--;"."."" .. '.:-.,.....-.",._-
,-=,-,~----,,----~-~.;. :... '~'..'.---'-:.~~.l_;;:;~~_j;~;'.../~(~t..~~~::id;~~-=::~-~-~:~~.;~2;_~;-:~.;-~_:
2_: .'.' --:..:~'. L¡"."'-' __....:.,- ,.-::;.... ... ~,..:_: __:....c_. __ -~ .~_:, '-:_:~~~ _ :... C' __ ': __ ,..::.:".:.. :"':. oc: ._; ....•. _. o",, ... ' :':::~:_~:_::'::~=:c""7 .:.---:....:- ......:...::::-'-:-:-'- __ ;_""'¡"-",- __ "__
:. ~,~~:~>;::::::.:~';.:.;-..,...:,:-::..~_:-=--:.:-~-~~:;.~.,..~::..:,--,--;-_.,~..:..~: -,.:-.l.... " ..~_. - ..:...." .. -,--.,.----.-.::..c.-.-~ .. ~_.,~.
•• • .....,... '-"'-- o ':,_.,'.,,:..:.: •• , _.:, •• _._
,.;:~.~-=.¡~,.-.~.~~~~=.~'.:,~~~~--:-,'~:..-_.:~>~~:--:-.--:::'~.-.~:~:,-=::-::::.-- .--- .._~_..__."j:"-----:--'----~:.-::-:~:.-:------- - -- ----_ .._--
concentración de calcio en el cuajo y en elsustrato sobre el tiempo de coagulación deeste último.
Como era de esperar, el aumento de. la tem-peratura dentro del rango experimentado(26' ~40' C) produce un aumento de la velo-cidad de cuajado.
La disminución del pH (aumento de acidez)del sustrato (leche) también produce, dentrodel rango estudiado (pH 6.6 - pH 5.6) unaum€nto de la velocidad de cuajado.
,)
, El aumento del tenor en calcio del sustrato,es decir, el agregado de' 0,3 gil. de c1orero decalcio a la leche, produce,. un aumento de lav€.Iocidad de cuajado .. Mientras que el agrega- .do.de cloruro de calcio al cuajo en las propor-ciones usualmente encnntladas en los cuajosfiacionales analizados, no:. produce aumentosnotables en la velocidad de cuajado .. Esta con-clusión es lógica) p-\.lesto que cuando el cuajoSe añade a h leche, la diluCión del calciocontenido en- el mismo hace que el aumentodel tenor de calcio de la leche sea desprecia-ble. Esto también lleva a la importarite conclu-sión de que el calcio no exhibe propiedadesZtctivadoras de ra enzima, sino que su. accióncoadyuvant€ de la coagulación se limita a suefecto sobre. las ,particulas de caseina de laleche .ya atacadas par aquella. Por lo tanto,para que su acción comience a notarse debeencontra,rse en el medio en concentracionesapreciables. Esto no se logra con las can tida-
TABLA N" 1
- " .Q -:: ~'¿ .~ ~~ 'u.:: ..~ ~ o ~~'2 o o ~ª ::. [~1.,-,_0 ~~~~ -~~-",o ~
~~~~~~"' ü u~ o
" u~ '"-
1 ( O) 344.400 44.2 99.35 86.7 0.85 (-)2 16.520 37.0 33.80 12.8 0.24 (+ ) 4.93 11.200 36.6 24.82 15.3 2.7 (+ ) 4.64 14.000 41.9 19.96 18.1 0.02 (-) 5.15 19.600 52.9 20.24 9.0 0.16 (-) 4.76 (') 336.000 43.8 98.99 85.4 0.16 (-)7 8.680 65.8 20.40 18.1 0.02 (-) 5.28 4.200 43.7 13.70 11.4 3.1 (+ ) 4.89 15.680 46.4 28.47 10.1 0.36 (+) 4.610 15.700 43.7 26.6 8.9. 0.25 (+) 4.811 13.700 53.5 19.4 18.9 0.17 (-) 5.1
(O) Cuajos en polvo.
11
.-. -'--.-,~

1371
Survie de Staphylococcus allreus au cours deja préparation et de la conservation de Jaitécrémé en poudre.'Problemes posés parJe dénombremcnt des survivants
A.üJOP',N'lnS/;//I/ NalÍollal de la Recherche Agmllomique. Labore;raiN' de Rccherche.\" d/! reclln%gie Lai/iiTe,
65,me de Saí"t Brieuc. 35042 ~ennes Céqex, Frunce
SILVIA TESONE
Institut Na/iona! de Technoldgit, lnd/l'~lriel!e, Cenlr~'de Recherc!Jes Tec!lIlO/o;¡ique,\' de l' Industrie Latiere.C.f:-".nO 157-/650 San Marlifl~Pro~'. Es As. Argenrinc
\J.-P. V/LA
Institl/( Natiollo! de la R('("herche Agronoll¡ique. Lahorll/oíre de Bú~mé[rÍl', C.N.R .Z .. 78350 lolly-en'}os(JS, Frunce
Y. LE GRAET
lnsril/il Na/lona! de la Re£:ilerchc AwoflomiqllC'. Lab().rárqire dI:' Recherche s de T£'C!rll%gie Lait¡¿'re.65 me e/l>Sa;n! Brieuc, 35042 Ret1f1(,~ Cédex. Frunce
ETG, MOCQUOT
Imrillll Na1ioll(J{ de /a Rl'c/¡erc/¡c Agroflomiquc, CN.R .Z., 78350louy-en-losas, Franee
Approuvé Ic.2aoút 1978
CHOl'lN, A., S, TESONE, J.-P. VILA, Y. LE GRA~'.T el G. MOCQUOT, 1978. SllIvie deSrap/¡y{ococclts (¡/lrCIfS au cours de la prépanl!íon el de la cons~rvation de bit écréme enpoudre. Problcrnes posés par le dénombrenienl des survivants.-. Can. j. Microbio/. 24:1371-I3RO,
Scpt sOltches de S/(lp!lY/OCOCCIH {I/lrCIIS isotées d~ prodllib laifiers unt cté utilisces pourcontaminer la poudre de I<lit écrémé, Cctte conl;Hl,in:!IiOll a Cié réalisée, soi¡ avant le séchagc par;¡lomisation, en inoculant la culture dans le lait concentré. SOil .lpá:s. en inocu!unt la culturedirectcrncnl dans la pOlldrc de lait. Au cours du séchag~ par il1omisation, la survie dépendait dessOllches et des P;ll';l"llClrcsdu séchage. Dilns les ~omJilions h:lhitucHcs de la pmt ique induslriclle.la survie étail de 115e a 1/250 OOOe en fOllction des sOllche~. Au cours de la comcrval ion du lait enpoudre ~i!CmpénltUl"e ;trnhiantc,la vilcssc dc de~truction vari:til en fon..:tiün de la sOllchc, de lateneur en eau de la roudre el du mode dc contarniríaiion. D';lpre~ nos résu!t.lts, il es! possiblc quela poudre de bit cOllservée plus de 3 mois Ü tcmpér~lttlre ambi;mlc rcnft:mlc J~s enlérofüxinestout en nc contenant plus de S. ([ureas SUl"ViVlll'l déc-::!,ible.
P;.¡¡mi les. Illilicux utilisés, le miliell de Dai •.d-Parker et le milieu PPSA .ldditionné de Tweens,inoculés directement avec de~ dilulions de la poudre de lait, ont permis de dénombrer réguliere-menl le maxirnum de S, rillreus survivants. O'autres mélhodes de dénombrernent sélectif ont eudes efficacitfs v<H'iables en fonction du lemps de conscrvation de la poudre, du mode decont<tmination et de la souche considéréc. . ~Le dommage subi par les ceJlules de S. lII,rC/lS pn'::.scntes duns la poudre de lait est différent
selon que-ce~ cellules ont subi le séchage par alomisation ou nOll. Les S. (lI/I'{'1l5 qui ont été soumisau séchagc par i1tllmisation son! rryicl1xdénombrcs si le,milieu sélcctif con!ient dujaunc d'oeur Olldes Tweens. ;lla diO'erence de ceux qui n'y ont pas eté soumis.
IntroductionOn a observé dcpuis assez Jongtcmps que le lait
en poudrc est susceptible el'etre contaminé par des.staphylocoques pathogcnes ainsi que par Icursentérotoxincs éventuclles. PJu~icurs. cas illlpor-tants d'intoxications staphylocciques dues;\ dlllaiten poudre ont été décrits (voir la. revuc- de Keogh(1971), Dans la plupart des eas éludiés, on a re.trouvé des nombres élevés de staphy-Iocoqucs c1ansla poudrc íncriminéé. On a égaJemcnt établi que larnuJtiplication des staphylocoqucs. et la.. produc-
tion concomitante d'entérotoxinc(s) staphylococ-ciquc(s) survcn;:licnt dans le lait concentré lorsquccelui-ci ét;:lit conscrvéchaud trap longtc¡úpS (jvantle séchage proprcmcnt 'dit (Andcrson el Stone1955; Crossley el Call1plillg 1957; Hawley el Bcn-jamin 1955). Mais, Llans UII cas au moins, en aobservé une intoxicatioll par du lait en poudrccontcnant de I'cntérotoxine D sans qu'aucunstaphylocOC¡lIC sur'vivant n'ait pu étre isolé oc lapOlJdrc, (Cilbcrl el Wicllcke 1973), Cela peuls'cxpliq-uer par"le f;¡it que les staphylocoqucs qui

1372CAN, J. MrCROllIOL. VOL 24, 197R
sélectif de S. aurells utilisables avee les eelllllesintactes ne- permettent pas de dénombrer correctc-ment les. eellules déshydratées. Le deuxierne objetde eetravail a done été de ehoisir des méthodes dedénombrement séleetif permettant de retrollver lemaximum de celIules survivant dans le laH enpoudre, que ces celluJes aient subi le 'séchage paralomisation (e'esl-a-dire I'action simultanée de ladéshydralion et de la chaleur (Chopin el (ti. 1977/;»Ol! qu'elles ai~nt contaminé directcrnent le Iuit enpOlldre.
Malériel et méthodesPrépararion de pOI/dre de luir iJlvc/llée m'anr le séclwge par une
sOl/che de S. (Jurel/S
La culture ú~ S. lIurcus ér<.titajoutée i\ du lait écrémé Con-centré, ::-éché cnsuite par atornisation. La tour úe séchagcutilisée a éte déáite en d~tail précédcmment (Chopin er al.19770).11 s':¡git d'un modCte Anhydro úe t<til/e pilote qlli sirr:ulcle fonctiorlncmenl des tours industrielfes de gr:lllde capacité.Pour chaqiJe pr¿p~ll"ation, nOLlSavons IItilisé 40-601 de Iaitécrémé concentl.¿ ú 40% ú'cxtraif seco Ce lail concentr'¿,ff:lIChenlcnt préparé. provcnait d'une instalbtion inJustrielle dcconccntratioll par ,~vapor~ltion sous vide. II érait maintellll ;13rc dans la cuve d'alimentation de la tour el additionné de IId'une culturc de 18h ú 37°C úe S. ;/I(l"ell.\" sur 'peptonc ycastglucosc brot!l' (PYG B) (Baird~Parkcr 1963). Des échantil!Olls deInit Concentré éta¡ent prélcvés toutes les 30 min et scrvaicnt ::contrúler que I'organisme test ne :'iemllltipli~l"ilp~s-pendant 1:1dllréc de I'essai (30 min ~lI h). La tempéi.alun: de rair;\ l"enln:ede la tour était ajustée ;1 191""C. Les préparations étaientré~llisées avec des températures de rair á la sanie de la IOlH'de105.95,85 et 75:C, en commenyant par les plus élevées. Qtl<lndla lempératun: de !'air it la sortie de la tour était stable depuis-I min Ú :l:: O.soC. on ilttcndait 1rnin avant de prélever une quan~tité de polldrc dé I'ordre de 1kg. Les échalHi!lons úe lait con-centré étaient refroidis daos la ghlce fondante jusqu"ú leuranalysc qui ilvait l¡eu moins de 4h apres leur prélevemenr. LespouJres étaieot conservées á lempérature ambiante. La tenen;.en extrait sec des échantillons était mesurt:e par gravin<' .¡(';
apres ~échage pendant 5 h daos une étuve ventilée rég¡~:: a102~C. L'activité dc I'eal! (a,..) des échantillons de poudrc é{:litmesurée ¡¡ 25"C il I'aide d'un c;:lr1em d'humidité Sina eZFBAconoceré ¿l un enregistreur Sin:: SMT~B (Nova-Sina AG,Zlirich).
Prép(lr(lrioll de pO/ldre de la;r i!lIJc/llée (11'1"(',1"le séc/l(Ige par.ul/esOllche de S. al/relfo\"
La CUlture de S. flllrCIfS ét;li! ajoutée SOllSforllle d'¡léroso! ¿\une pOlldrc de lair écremé exelllpte deS. UlIrCI/S, maintenuc en litfluidisé, c'est-it-dire en sllspcnsion d;lns IIn courant de g¡:z •.1:--cClllbnl. Ccrtc opénlion ¿tait r¿disé •...dans un :lppareilconslruitaul:lboraloire. Cent gr;1Il1ll1CSdI..'poudrc de bit écrémé (dont onavair vérilié aup:lravanl 'lll'cllc cun!cnait n\llins dc I-OS. lIllre;/.\"
pal" gr<\rnnn:) étaicnt places Ú:lrh un enlolmoir en vcrrc frilté(di~lmcln: 15cm, pnrosilé n" 3) er le P¡¡SS~lgCd'air comprimé ~l
travcrs le filtre (0.2 kg/cm!) cntr,linai¡ la fonnation d'un litf1uldisé. L'inoculurn clait'constirué d'une culture de 18h;l 37"Cde S. (///r('/I.\" sur 'br:lÍn he;lrt infusion' DiCeo Wf-1I) lavéc lIcu."fois d¡lIls fe BHI et reprise par un merne volurnc de bit écrcliléstérile. Cinquantc microlitrcs de ce! inoclllum élarent pu!véri"t:sit la surf:lCe c1ulit f'luidisé de IX)udre eJl utilisant 111) pujvérisarcurpré!cvé sur un .spectroplhltlllTl~tre ¡J'absorp'ioll ;llomiqlle (Va-rian TcchlfOn lTlúdt:lc 12(0). Aprcs CcIte pulvéris;¡tion. h: litíiuidi.sc étail rll<lintcnu en fOllcllonncrnent pcmhnr I mio pHi", fa
s'étaient multipliés dans le lait concentré oot étédélruits au eours du séehage du lait et au eours de laconservation subséq-ucnte de la poudre. Inverse-menl, on reneontre des éehantillons de poudre deIait qui eontiennent de petits nombres de staphylo-.coques pathogenes sans cantenir pour autant unequantité décelable d'entérotoxine. Ces eellules enpetit nombre peuvent. pour certaines, étre intro-duiles durant les dcrnieres phases de la fabrieation(Hawley 1959), en partieulier par I'air utiJisé pourrefroidir, transporter et éventucllement ins-tantanéiser la poudre (Galesloot et Stadhouders1968). 11apparait done qu'il n'y a pas néeessaire-ment de relatioo entre la présence ou I'absence destaphyloeoques pathogenes dans un échantillon depoudre de lait et la présenee oul'absenee d'entéro-toxine dans eet éehantillon.
Dans le cas Ol! des staphylocoqucs pathogcnes sesont multipliés uans le lait con;::cntré jusqu'ü pro-duire une quantité dangercusc d'entérotoxinc(s), ilsen-l.it intéressant ele connaitre la dcstructiOIl subiepar ces staphylocoqucs ti'abol"u al! CQurs duséchage du lait par atomisation et ensuitc nu coursde la conservation de lél poudre. Ccci permettrait demieux définir la signitication des staphylocoquesp~lthogcnes survivants en tan! qu'inuicatcurs de lapréscnce évcntucllc' d'cntérotoxinc(s). rvtais lesdonnées relatives a la destruetion des staphylo-coques au COUfS du séchage par atomisatioll dispon:..¡bies dans la Iittérature ne portent que sur deuxsouches (Chopin el al. 1977b; Crossley et Campling1957) et ron nc connait ras avec précision la de-struction que subissent les staphyJocoquesprésents daos fes poudres de lait nu cours du temps ..Le premier objet de ce travail a été d'obtenir des
- donnécs concernant la survie de souchcs variées deStaphylococcus Dureu.\' <:tuCOllj"S du séchage du lait,par atomisation et, eoslIite, :lU cOllrs de la conser-vation subséquente des poudrcs obtcnucs.
Par ailleurs, 00 sait que les st;:lphylocoques ay;.¡ntslIbi un chauffage sublétal peuvent perdre leur ap-titude a se Illultiplier sur ccrtains milieux sélcctifsqui convienncnt a la multiplication des ccJlules in-taeles (Baird-Parker el Davenport 1965; Busta elJezeski 1963; Collins-Thompson el al. 1974; Grayel al. 1974; StiJes el Ciad, 1974). En particulier,d'''pres plllsiellrs nuteurs (I-Iursl el."I. 1976; Ib-rahim 1976), le bouillon de Giolitti et Cantoni(1966). reeommandé par la Fédération Intcr-nationalc de Laitcric pOLI!" la rcchcrche desstaphyloeoqlles dans les pOlldres de Init (1971),cOllvicnt mal pour le lIéllumbrcment desstaphylocoqucs chauffés. On sait égalcmcnt. dé-puis les travaux de Baird-Parkcr ct Davcnport(19ÓS), que tous les milieux ele dénombrcment

.SlIr 'bJood agar base' contenant 5% de jaune d'oellr. mélange stable de colonies écJaircissantet n'éclairci~sant pas le milieu.bnd. non déterrninée; +C. enlerotoxine C; +A, enleroxine A.
CHOP1N ET AL.1373
..")TABLEAU J, PriJ!.cjp:¡UXcar<lcl0res des sO'L)cnes ele S/ap!t)'fococclIs (¡{(rel/S--------
Souchc~5"') \l,Caracterc" 1036 1198 1185 1186 1237 1238 1247
. '.Coagulasc + + + + + + +Tllcrmonuclé<lse + + + + + + +Phosphatasc + + + "+ + + +Fcrmentalion du mannitoJ + + + + +Action sur le jaune d.'oellf + + + + Í"Hydrolyse du Tween 40 + + + + +Hydrolyse du Tween 60 + + + + +HydroIyse du Tween 80 + + +ProductiQn d'entérotoxine nd' nd +C' +A'
poudre étair mélangée pendanr 45 Sdan s UnOmni-mixer Sorval(position 4) :.¡find'obtenir une répai'lition homogene de I'ino-culum.
Reconslitution despoudres
Les poudres de I<\itéraienr n:constituées conformément ~llaméthode de la Fédérarion Inrernationale de Laiterie (1970) avecde ¡'cau distillée stérile a 47 :t 2°C.Soltches de S. Gurcus IftiliséesQuelques uns des principaux caracteres des sOllches utilisées
sonf indiqués dans le Télbleau 1. Les sOLlches 1036 el 1198avaienl élé isolées -par nous-mémes de pOl/drcs de Jait commer-,iales, les souchcs 1185, 1186, 1237 er 1?38 avaien! éré isojéespar J.-J. Devoyod (Institut National de la Rechcrche Ag-ronomique, Labofélloir(' de Recherches Fromageres, 15000 Au-rillac, Frunce) it partir de lait de brebis. La ~ollche 1247 nous aétc remisc par 1:. Plommet (Institut Nafional de la RechercheAgronomiquc, Labo:atoire de Pathologie de la Rcproduclion,37380 Nouzi!Jy. France). Elle provenait el'ur, yoghourt ayantentminé llne intoxication chez le:;COlls~lmmalellrs de ce produir.Ces souches. ensenencées;¡ la dose de 2% dans du BHI, ér~ic:ntconserve es soit congelées it -40°C, !-óoit simplcmcnl al!réfrigéraleur a +4°C.Dénombrellll'!/t dt's sDuches de S, l1/(rcus ulilisé('sPJusieurs ~éthodes on~ ¿té uti!i"ées pour dénombrer les S.
(/ur{'uS survjvants.(i) Éúdemt'l/t dc dilufiofls de r~;cIUlfltillon iI la smiau' d'lIl1
mifiell gélosé-On a lltilisé le milieu de llaird-Parker (HP) (1962)ct le milieu au plasma de pore ponr S. l/urellS (PPSA) (Devoyodef al, 1976). Ces milieux permeltcnt de reconnairrc les coloniesde S. aurClls qui sOy drSveloppenl en mettant en évidence soitleur <Iction sur fejaune d'n:uf(BP), soit Jeur aptitudc il fOllllCr unprécipité visible dc fibrine ¿l partir du fibrinogenc (PPSA). Nousavons, de plus, mis en évidence la Produclion de ther-monucléase (tNase) par les coJonies développées sur BP Ol!surPPSA cn utilisant la méthodc iiimpJifiée de L;:¡chica (1976): leshoiles de milieu géJosé élaienl placées pendant 2 h daos uneétuve it 60°(: pui" recouvertes de 10mI de gélose _ DNA _ bleu detoluidine; apr,es 3 h (i"incubalion a 3JOC, les colonies tNase posi-rives apparaissaient entourées d'un halo rose.(ii) Catc,,! d/lllombrc le plus prohable (N PP) en ensl'mCllr(UI!
frois tubes por dilllfioll-On a utilisé le bouillon de Gio!i¡ti elCantoni «(le) (966) et le bouillon saJé lactosé au riJuee dephénol (Buui<tux et 13rognarl 1947). Apres 4Bh d'incllbalinn il37°C. la présence de S. (I/Ireus dan:; Ie~ !ubes de milicLI ét;lílrecherchée en élalant environ O.GOlml du miliell ;¡ la !;lllface
d'une boÍle de EP. Apres 24 h d'incubation a 37cC. le dévelop-pement de colonies j:lUne d"o:uf positives el (OH) ther-monuclcase positivcs élait observé et re 1"\PP delermj¡lé enlItilis:.ml les t¡¡bles de rAmeric:'1Il Public He;¡lrh Associ;llion(Thafcher et CJark 1968).(iii) Rl'¡'il"ijinltioll selml/a méthodt, de HurSI el al. (}(;76) des
S. ({l/reir.\"efll/o/lll1lag6' 'eI déflOmbrl'lJlCIII sur BP dCJ CL'l/lIlesrel'i1'ijiécs~Vn r-:lillilitre de lait reconstitué était ajoulé ;¡ 9 mid'une sOlution a 1,1% de pyruvate de sodium additionnée deI1 }J.gde pénici!line par miJliJitre. Cette suspens¡on était incubéei¡ 3JOC pendan! 4 h el cco!rifugée de fa~on a obtenir un cuJO!celllllairc, Ce culot était r\.'rnis en SlIspcnsion dan s 1ml d'unesollltioll conlcnanl 20000 VI de pénicillinase par miJliJj¡rl;. Desdill/lions CO(Jvcn:ll)lcsde eette solution étaicnt étalées Sur BP etdénombrées apres 24 et 48 h d'incubation á 3rc.Nous avons onservé au eOilrs de ce travail que I'addition de
jaunc d'o:-uf;j des ll1iJicux de culture ql,j habirucHem::nl n'enconticnnent P;15,pcr¡netl;¡il de dennll1brer davantage de S. (1/{_
retH sllrviv,lJ1t dans la poudre de lair. Élallt donné le role impor-tanl joué p;¡r les :lcides ,gras uallS lc ll1écanisrne d.endoillmage~ment el de revificalion des S. (JllrCllS, nOllS<lVOIlSémis l'hypo-thcsc que !'cffc! du jaune d'~uf et<lit :mp¡J!abJe aux acjJc5 gr;¡sqll'il rCnfClTIle.Nous <.Jvonsdone tenlé d':lméliorer rcfficacilédu PPSA et du GC en ajotll;tnt Ü ces mi!icux ces acides gras sausforme de Twcen!'> de far;on ;, (1) evl1server le farrorr a("idep,¡lmirique - [¡cide oléique - aciJe sléarique dll j,iune d'(cuf(Priven el al. 1952) et (2) conserver au PPSA 5<1Jirnpic!ité,condition tnJispcnsable pour rohscrvation du precipite defibrine gllj rév~Je les colonies cO:1gulasc posilives. Ce¡ ;lPPOr!(l'<¡ciJes gras était r¿alisé par addition au mjJieu de CU/lu,e, a ladose de 1% (v/v), d'une soll1liotl stériJisée par filLr;t[ion et CCl1-t"en<tll1:Twccrl 40. 3.O'/ó; Tween 60, 1.6%; el Tween 80, 4.5%.
Com¡Jaraisofl de la SU/Ti('de S. {{flreU,\d((!lSItI pouJ¡-e de I(lit ('11fO/lct¡()fI d/l moJ(' d' inOC(t/(Jlio!/
Ce He comparaison a été f;tite par <lnaly~cde la v:\riance arres;üuslemcr.t de polynomes or!hogonaux <Jedcgré3 ~ .sui.chacunedes courbes de survie pour tester leur parallélisme et !curidenlilé, Le systemc d'ajustcmeot uti¡isé eSlle 'maximum likeli-hood program"(Ross 1970), gén;;ré en Francc par run de nousO.P. Y.).
RésultatsDénom8rl'f7ll'llls dl'S S}aphY/OCOCCllS aurrus slIr-
l'h'({fll da,lls la pauc!re de !ailParmi les méthodcs que nous <l\'ons utiJisées
pour dénombrcr les S. flflreus sllrvivant délns lapOLldrc de lait. 1'inoculaliOll dirccte de di!¡¡tion de
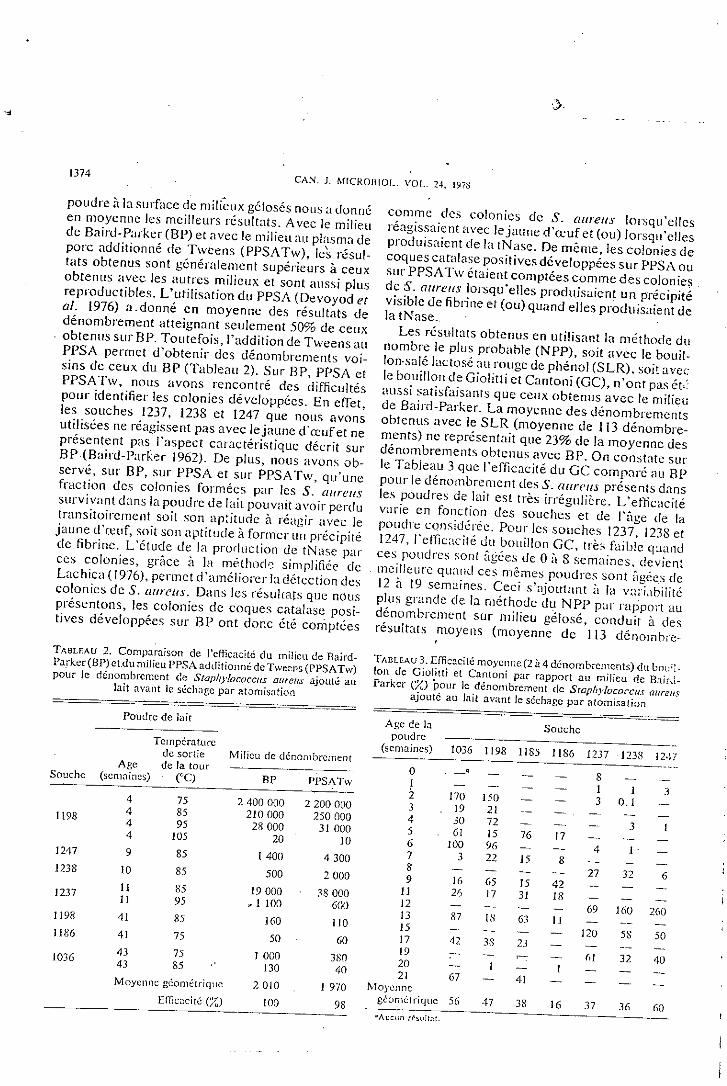
Poudrc de laitAgc de la SouchcpoudrcTcmpérature (semaines) 1036 1198 1185 1186 1237 1233 12.¡/de sortie Milictl de dénombrcment
Age de la tour O -' 8Souche (scm~lincs) CC) BP PPSATw I 1 1 32 170 1.50 3 O. I4 75 2400000 2200000 3 19 214 85 210 000 250000 4 30 72 31198
4 95 28000 31000 5 6l 15 76 t74 105 20 10 6 100 96 4 1 .1247 9 85 I 4!l0 4300 7 3 22 15 88 27 32 61238 10 85 500 2000 9 16 65 15 4211 85 19000 38000 11 26 17 31 181237 11 95 ,1100 600 12 69 160 26013 87 lS 53 I J1198 41 85 160 110 15 120 5S 50J 186 4l 75 50 60 17 42 38 23
t9 (,1 32 4043 75 1 000 380 20103643 85 130 40 21 67 4tMOYCIlIlCgéométriquc 2010 1 970 MoycJ1ne
géorllélrique 56 47 38 16 37 36 60Eflicacité (%) lOO 98
"Aucun n'sultnt.
CAN. J. MrCROUJOL. VOL. 24, 19i8
commc des colonies de S. Clurells lorsqu'ellcsréagissaient avec le jaune d'reuf et (au) Jorsqu'cJlesproduisaicnt de la tNase. De meme, les coJonies decoques catalase positives développées Sur PPSA ouSur PPSA Tw étaient comptées COrnme des coloniesde S, allrells lorsqu'elles prodlúsaient un préeipitévisible de fibrine et (o u) quand elles Prodl,isaient dela tNase,
Les résu.ltats obtentlS en utilisant la méthode dunombre le plus probable (NPP), soit avec [e bouil-lon'salé lactosé au rouge de phénol (SLR), soit avec[e bouillon de Giolitti et Cantoni (GC), n' ont pas h'::tllssi satisfaisants que ceux abtenlls avec le miliclide Baird-Parker. La moyenne des dénombremenlsobtenus avec le SLR (moyenne de 113 dénombre-ments) ne représentait que 23% de la moycnne desdénombrernents obtenus aVec EP. On constate Surle Tabieau 3 que I'efficacité du GC comparé all BPpour le dénornbrement des S. GUrCllS présents dan sles pOllures de l£lit est tres irréguliere. L'efncacitévarie en fonction des souche~ et de I'úge de lapOlldre considéréc, POllr les souehes 1237, 1238 ct[247, I'erficacité UlI bOllillon GC, tres faible q~andces poudres san! úgées Je O ¡t 8 sernaines, devicntmcillclIrc quand ces mémes poudrcs sont úgée.s de12 a 19 scmaines. Ceci s'ajoutant ¡¡ la v~l"¡abilitéplus grande de la méthode du NPP par rapport audénombrcment sur milieu gelosé, conduit a desrésultats moyens (moyenne de 113 ciénomb;'c-
TABLEAU 3. Efficacité moyel1ne (2 a 4 dénornbrcmcnts) du bou;;.Ion de Giolitti et Cantoni par rapport au milieu de Baird~Parkcr (%) pour le dénombrerncnt de S(ap!zy!ococclls aurClfS
ajouté au ¡ait avant le séchage par atornisation
1374
poudre a la surface de mili~LJx gélosés nous a donnéen moyennc les mciIJeurs résultats. Avec le milieude Baird-Parker (BP) et avec le milieu au plasma deporc addilionné de Tweens (PPSATw), les résul-tats obtenus sont généralement supérieurs a ceuxobtenus avec les ::1utres miJicux el sont aussi plusreproductibles, L'ulilisation du PPSA (Devoyod elal, 1976) a. donné en moyenne des résultats dedénombrement atteignant seulement 50% de ceuxobtenus sur BP, Toutefois,l'addition de Tweens auPPSA permet d'obtenir des dénornbrements voi-sins de ceux du BP (Tableau 2), Sur BP, PPSA etPPSATw, nous avons rencontré des difficultéspour identifier les colonies développées, En effet,les souches 1237, 1238 et [247 que nous avonsutilisées oc réagissent pas avec lejaune d'ceufet ocprésentent pas ¡'aspeet caractéristique décrit SurBP(Baird-Parker 1962). De plus, nous avons "b-servé, sur BP, sur PPSA el sur PPSATw, qu'unefraction des calaoies formées par les S. (Jureu!)survivant dans la pouure de lait pouvaLt <.1voirpcruutransitoircment soit son ap~itude a réagir avec lejaune ({'(cuf, soit son aptitude a former un précipitéde fibrinc, L'étude de la prorluction de tNase parces calanies, grace a la méthocl~ simpJifiér deLaehica (1976), pennet d 'améliorer la délection descolonies de S. llureus. Dans les résulwts que nousprésentons, les calanies de coques catalase posi-t¡ves développées Sur BP ont doc.e été comptécs
TABLF.AU 2. Comparaison de l'cfficacité du milicll de Baird~Parkcr(BP) etdll milieu PPSA additiollné de Tweens (PPSA Tw)pour le dénombrcrncnt de Slaphylococc/ls GlIreus ajoulG au
Jait avant le s~chage par atamisation
, '.1
I 1
i
I i
I ,
11, ,,.,
'1 :
n
jil'
I ~
I'(
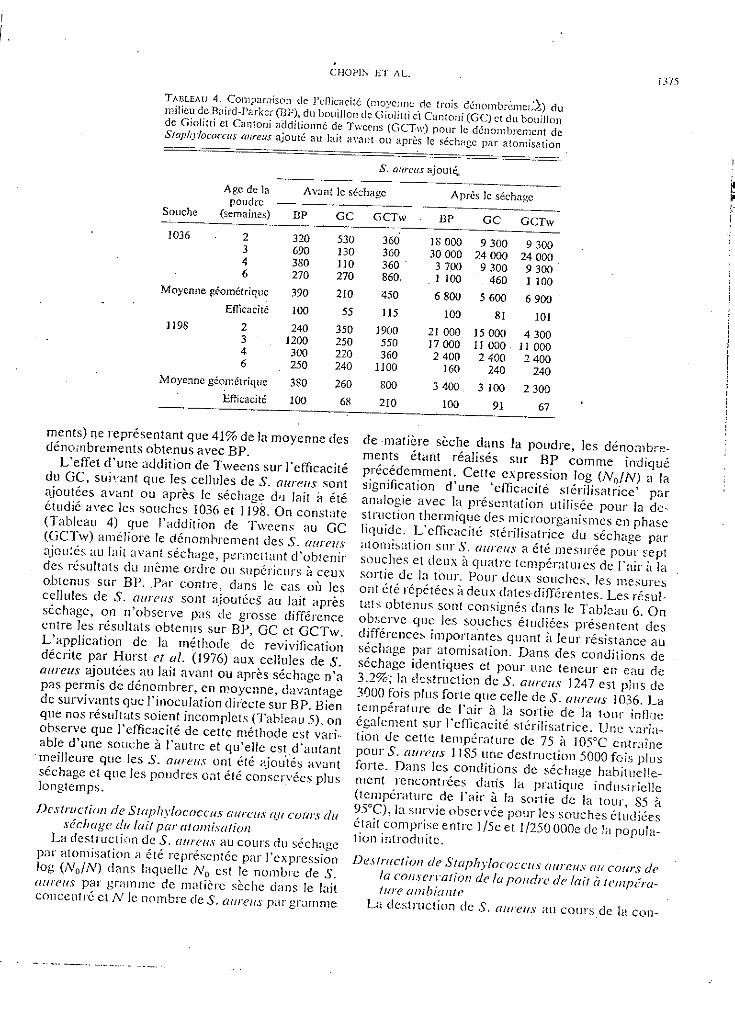
ss
I
Ii
ICHOPIN ET AL.
/375
TAULEAU 4. Compnf¡¡'ison de J'COiC<lcité (moycnnc de {rois dénombrcme¡;.¿) -dumirieu dé Baird-Parkcr (Bl~» du bouillon de Giojj{(i c"¡Calltoni (Ge) el du bouillonde Gio]itti el Cantani auditionné de Twcens (GCTw) pour le dénombremcnt deStaphylococcltS allFeus ajouté au lait <lvant Oll apres le séch<lgc par atomisé:tion
S. Gurcus ajouté•.
Agc de la AVJnt le séchage Apres le séchagcpoudrcSouche (semaines) BP GC GCT\v llP GC GCTw1036 2 320 530 360 18000 9300 93003 690 130 360 30000 24000 240004 380 110 360 3700 9300 93006 270 270 860, 1 lOO 460 1 lOO
Moyenne ,géornétrique 390 210 450 6800 5600 6900Efficacité lOO 55 115 100 8] 101
ll98 2 240 350 1900 21 000 15000 43003 1200 250 550 17 000 11 000. llOOO4 300 220 360 2400 2400 24006 250 240 llOO 160 240 240Moyennc géométrique 380 260 800 3400 3 lOO 2300
Efficacité lOO 68 210 100 91 67
ments) ne représentant que 41% de la moyenne desdénoinbrements obtenus avec BP.
L'effel d'une addition de Tweens sur I"efficaeitédu GC, sui"anl que les eeJlules de S. aureus sonlajoutées avant ou apres le séchage dlj Jait a étéétudié avee les souches 1036 el 1198. On constate(Tableau 4) que I'addition de Twcens au GC(GCTw) élméliore le dénomhrcmcnt des S. aurellSnjou:és au J£lit avant séchage, permcttant d'obtenirdes résultats du mémc ordrc Ol! supérjcurs ~ ccu>;obtcnus sur BP . .Par contre, dan s le cas GU lesceJlules de S. (lurcu::; sont ajoutécs au lait apresséchage, on n'observe pas de grosse différcnceentre les résultats obtenus sur BP, GC el GCTw.L'application de la méthodc de revivifieationdécrite par Hurst el al, (l976) aux eeliules de S,aureus ajoutées au Jait avant au apres séchage n'apas permis de dénombrcr, en n~oyenne, davantagede survivants que J'inoeulation directe sur BP. Bienque nos résuItats soient incompJcts (TahJeau 5), anobserve que l'efficacité de ecHe méthode est vari-able d'une souche a I'autre et qu'elie estd'autantmeilJeure que les S. (Jurel/S oot été ajolúés avantséchagc el que les poudres Ont été conscrvécs pluslongternps. .
Destrue/ion de S/op!ry/ococcus Clarcas Uj! COUr::; duséchagc du lail par (l!om;.wlioll
La destruction de S. {[urcus au cours clu séchagcpar atomisation a été représcntéc par I'cxpressionlog (No/N) dans laquelle No est le nombre de S.(l{lreus par gramme de maticrc seche dan s le laitconcentré et 1\' le nombre de S. Oureus par gramme:
- -- --- ---. ~.-....--
de "matiere seche daos la poudre, les dé nombre-ments étant réalisés sur BP comme indiqu.:;précédemment. Cette cxpression log (No/N) a lasignification d'une 'efficacité sférijisatricc' paranalogie avec la présentation utilisée pour la de-struction thennique des rnicroorganismes en phaseliquide. L 'efficacité stérilisatrice du séchage paratomisation sur S. llllreus a été mesurée pour septsOllches et licux a qU3trc tcmpératures de I"air [[ lasartie de la tóuL Pour dClIx sOllchcs. les mesuresonl été répétées a dcux dates-diflcrentes. Les résul-tals obtenus sont consignés dans le Tablcau G. OIlobserve que les sOllches étucliées présentent desdifférences importantes qU:1nt Ü leur résistance auséchage par atomisaliOIl. Dans des conditions deséchage iden tiques el pour une lencur en cau de3.2%"~la destrllction de S. QUrCliS 1247 est plus de3000 fois plus forte que eeJle de S. (JI/rel/s 1036. Latcmpératllre de I'air a la sortie de la tour inftucégaJement sur l'efficacité stérilisatricc. Une \"'1ria-tion de cctte température de 75 a l05°e cntraí'nepour S. aureus 1185 une destruction 5000 fois plusforte. J)ans les conditions de sécha-ge habjtuc1!c-ment rencontrées darís la pratiquc indLlstrieJle(tcmpératurc de l'air a la sortie de la tour, 85 ~l
95°C), la survie obscrvee pour les souches étudiéesétai! eOlllprise entre 1/5e el 1/250 OOOe de la popula-tiol1 introduitc.
Des!ructiOJl de StaphylocoCCllS oureus au Cours dela COllsclTa/ion de la poudrc de lai! {¡ !e}}lpéra-lure ambian/e
La destruction de S. al/reus au COUfS de la COI1-
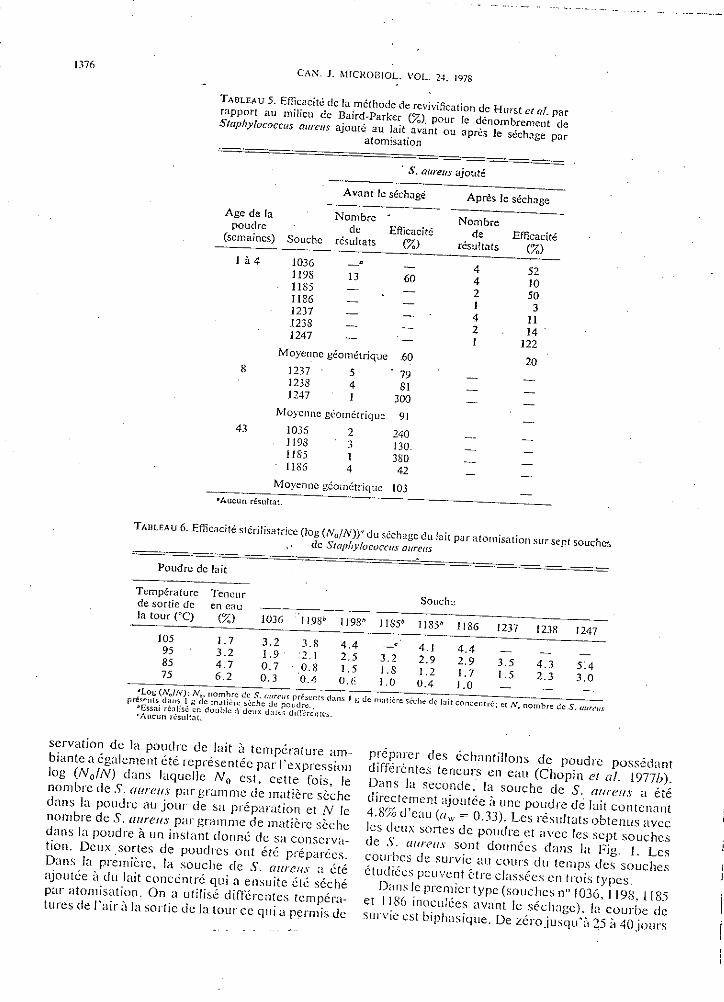
(),r- r--
__ o, '_. • __ o ._ -
1376CAN. J. MrCRDSlOL VOL. 24, 1978
TABLEAU 5. Efficacité de la méthode de rcvivification de Hurst el al. parrappot"t ,au milieu de Baird-Parker (%). pour le dénombrernent deStaphylococclIs ourClIs ajouté au Jait avant ou apres le séchage par
atomisation
, S. Gureus ajouté
Avanf le séchage Apres le séchageAge de fa
poudre(scmaillcs)
Nombrede
Souche résultatsEfficacité
(%)
Nombrede
résu!tatsEfficacité
(7,)5210503
1114
122
20
442J421
60
.60
7981
300
240130.3S042
1D3
1036 21198 31185 11186 4
Moycnne géométriquc 9J
Moyennc géométriquc
1 a 4 1036 -.1198 1311851186123712381247
Moyc(~nc géométriq<Jc8 1237 5
1238 41247 1
43
"Aucun ri:sultat.
Poudrc de lait
Tcmpérature TencufSoucht-:de sortie de en cau
la tour ce) (%) 1036 1198b J 1981> J 1851> J )851> 1186 1237 1238 1247105 1.7 3.2 3.8 4.4 - < 4.1 4.495 3.2 1.9 2.1 2.5 3.2 2.9 2.9 3.5 4.3 5:485 4.7 0.7 0.8 1.5 LB 1.2 1.7 1.5 2.3 3.075 6.2 0.3 0.4 O, {~ 1.0 0.4 LO
TABLEAU 6. Efficacité slcri/isatrice (tog (No/N))a du séchugc du ¡Bit P<.IJ"atolllisation -sursept souchcsde Slol'!JylocUCClfS GarClls
-Los (No/N); No.llomhrc de S, (..[(r(,il~ prescr.ts dans I g de rn,Hi,:,re scc1)t: de lait ¡;(lncCnlrc; ct N. nombre de S. wa,"uspréscnls dans 1 g de m,Hi.:r<: scche de pOlld,c., ,bEssai r6:1fisc en, duuh!c ¡'¡ dcu.~ dales dlfl.¿rcntcs.'Aucun rcsult"t.
;fl'
1:,fl'
rIji¡.J ,II11,
ji1i;i', !\ ,) ,
i,,.l'II,¡ .
i:
I
scrvation de la poudre de lait a tcmpéré1ture am-biantc a égalcment été représentéc par l'expressiolllag (No/N) dans laquelle No est, eelte fois, lenombre de S. (lUrCllS par grarnmc ele matiere scchcdans la pouure au jou!" de sa préparation et N lenombre de S, l1UreliS par gramme de matierc scchcdans la poudre a un instant donné de sa conscrv(¡-tion, DClIx sortes de poudrcs Ol1t été préparécs.Dans la pr~micrc. la souciJe de S. {[ureas a étéajoutée ü du Jait concentré qui él en::;uite ét¿ séchépar atomisatiofl. On a utilisé différentes tempéra-tures de I'air ü la sanie dc la tour ce qui a p~rmis de
préparer des échantiIlons de poudrc possédantdiffércntes teneurs en eau (Chopin el al. 1977h).Dans la secunde," la souche de S. aurells a étédirecferncnt ajoutée il une pouurc de lait contenant4.81/b d'eau (rlw = 0.33). Les résu1tats obtenus avecles deux sortes de poudre el <tvcc les sept souchcsde .s'. aureos sont dOllnées dans la Fig. l. Lescourhcs de survic au COurs du temps des souchesétudiécs pcuvent étre c1assées en trois types.
Dans le premiertype (souches n" 1036. 119S. IIS5er 1186 inoculées avant le séchagc), la courbe desurvie est biphasique. De zérojusqu'á 25 a 40jours
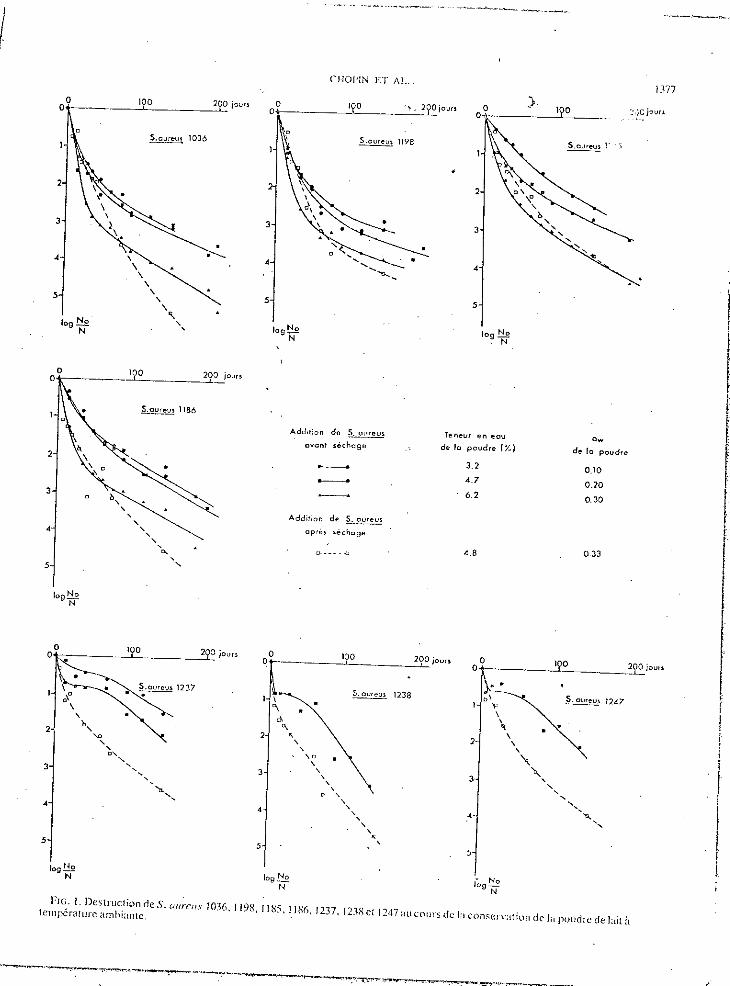
l!
1377
5
4
lag No. N
.~.
S.ourelJ~ 1198
...••...............•••....•
o,
109&N
O01
5
s.c~ 1036
\\\,,
\
'"\,
CI-lOI'IN ET AL
lag NoN
3
oO
4
2
5
I!III
3
,
r¡
f
I
0.10
0.20
0.30
0.33
Qw
de lo poudre
3.2
4.7
6.2
'.8
Teneur en eau
de lo poudre (%)
Add.tjon de ~..2...!.~
ovan! séchage
Additjon de ~~
op'es séchoge
100,
IcgNoN
OO
5
. !
!tI
!i¡Ir
I1.
100 200 jours-I ..L-
2
- NoI09N
3
oO
4
5
100,OO
2 O jOurs
.~.~1238\ .'\ .~'\2
2 ,\\
\~ . \33 . \,
\,"- o \,,\\4 ,\,\\,,5
5
109 t~olog~N
N
Fle;. l. Destruction de S. U/lrClIs 1036, J 198, 1185, lIBó, J 237. 1218ct 1247al! C(lurs de la conserv:tlion de J;¡ poudrc de bit ÜtClnpéralufc arnbian!c.
(lllreUS survivant dans la poudre ne sont plus lk<.:c.lables (moins de 10 cellules par gramme).
Quand le séchage est réalisé daos les conditioll""habituellcs de la pratique industrielle (lempératurede l'air á la sorlie de la tour, 90°C; leneur en eau dela paudre, égale ou inférieure a 4%), celte dlll..:evarie, pour les souches avec lesquelles 110us aVOlh
expérimenté, de 80 á 240 jours. 01', il est fré'l"elllactuellement que les poudres de lait soient COIl~
servées plusicut"s mois avant Ieur utilisation. 11c,ldone théoriqucment possiblc d'en trotlver qlli.seraient su~ceptibles de produirc une intoxicaliollchcz le consommatcur tout.en ne contenant plll:-' dcS. {{ureas sllrvivant décclable. Un cas semb¡,lhk;1d'ailleurs dé]" été signaJé (Gilberl et W";,d.e1973). Autrernent dit, I'absence de S. {{urClfs d::l.:l.:'- I
lable dans un échantillon de poudre de I"it "g.; deplus de 8 mois ne garantit aucullcment ¡'ah.'t.:IKCd'entérotoxine dans cette poudrc. Par conlrc, .••i 1.1poudre est ágée de moins de 3 mois. l'absclll:l.: dI..'S. allrellS décelable apporte une garantie qU:lJli :1I'absence d'entérotoxine. Enfin, daos le C;I' núI'üge de la pouure est compris entre 3 et 8 mo; .... 1.1garantie que ron pcut espércrconcernant l--:l1l'.'Llh:C
d'entérotoxíne, est entachée d'incertitud:Nos résult.ats oot également établi que _:~,:IOIlt¡\ft:
les S, oure{[s préscnts daos la pouurc '. !<ti!. lHlt
subi Oll an contraire- o'ont pas subi le :,_.. :;lgt.: P,tlatomisation !eur culture ultérieure SL!\ c~r[;l¡n ••
milieux de dénombrement sélectifse rév~~k p!lI"'lltl
moins faciJe. Alors que les cellules ajüutéc-s ;\ I.,poudrc arres séchage peuvent etre dé:non:bl(L"aussi bien sur GC que sur BP et que r;:nkli¡il\lI d•.:Tweens au OC n'améliore pas 011 gut:rt: kurdénombrement. celles qui ont subi fe sé<:k\~~~ p,lratomisation ne sont correctement dénomtll-~~" :-.urGC ,qui si ce milieu est .additio~né de Twee.l:s ..Ct:,~lest d. rapprochcr du falt que 111le GC (HUi "f .{f j, •
1976; Ibr"him 1976) ni le BP elépollrvlI de .1.1""<d'ceuf (Baird-Park.er et Da venport 1965) IK rel [)lel-
tcot de dénombrer corrcctement les S. l/Uro,t
h fC" I '1 d' > 1" 'uf 'tll' l.,c au ¡es. Bien que e ro e u JaHnc l (t (
" . d II 1 el 'es P'll' l.' eh "",reparatlOn es ce u es en ommage~, < '- •
fagc et la déshydration ne soit pas bien COIll\~I:\::~. . '.1' . d 1'1111Cll1t"Il .•.peut Imaglllcr qu 1 aglt au T1Ivcau e < • , ••
cytoplasmiquc en permettnnt a ecHe-el de ...{; l~~- ' 1 .Ir!''!.\''constituer fanctionnellement gracc a UI .' .:"
1, . 1 J JI - .t done lOe.II.FI\. u( acuJes gras convcna ) es. etm ~ ..- I ,.¡; 'f". I . • - It t r'¡CC'1 1 al ul ,~tenter el O )tcnll.- fe l1leme resu a g < ,< .• , I,ICP~
, -tes ~I.,;l,l Ide l\vcens. Les resuJt:lts rarpO! - ".. t.'"• ," "1 ~ Icvron1 eHconflrmer notre hypothese, mal S I S l ,'. -,~l'l'
• , 'S p()tlr t;11,lí rcompletes par des travau.\ en eoU!.
ter la preuvc plus complCte. . t -r C\iC'
D' . d I l' il cst '\ nO l- tun POlflt e VLJC ana y Iquc. "'" llill'c'"l'efficacité des différcnts milicux selcctlfs t
CAN. J. MICROBIOL. VOL. 24, 1978
"
1378
DiscussionLa mu1tiplication des staphylocoCjues dans le lail
concentré alimentant une installation de s.échagepar atomisation pcut étre a l'origine de la préscnced'enléroloxine(s) elans la poudre ele lait. On saitqu'il est néeessaire que eeUe multiplication at-teigne ou a jorliori dépasse ]06 S. GllrellS pargrnmme de lait concentré pour qu'il y ait une forma-tion décelable d'entérotoxine(s) (Bcrgcloll 1968),Par la suite, ces entérotoxine:}!le sont détruites niau cours du séchage par atomisation ni au eours dela conscrvation de la poudrc, memc apres plusieursannécs (Tatini 1976).
Les données quantitat.ives que nous avans ob-tenues, concernant la destruct¡on de S. (¡{(reus auCOllrs du séchage du.lait et <tU COllrs dc la conserva-tían subséquente de la poudre, permet.tcnt Ú~ cal-culer la durée de conservation apres laqudle les S.
de conservation, la vitessc de destruction estélevée et augmente avec la tencur en eau de lapoudre. Apres 25 á 40 jours de conservalion, lavitesse de destruction eliminue et ne dépenel plus oudépend moins ele la tenem en eau ele la pouelre.
Dans le seconel type (souches nO 1237, 1238 et1247 inoculées avant le séchage), la courbe de sur-vie, plus complexe, présente trois phases: de O a 15jours, une phase de destruction relativementrapide; de 15 á 60 jours, un plateau; au-dela de 60jours, une nOtlvellc phase de destruction maismoins rapidc que la premiere. L'influcnce de lateneur en eau de la poudre sur les courbes de survicde ces trois dernieres souchcs n '(1 pu etre étuúiée endétai!. En effet, elles sont fortement dét",ites aucours du ~échagc par atom;sation et les poudresdont la tenem en eau est faible (qui ne peuvent etreobtenues qu'avec une températurc de sanie élevée)ne cont¡cnnent plus assez de S. {[ureus pou!" per-mettre f'étude de la courbe de survie en cours lIeconservation.
Dans le troisicrne type (tautes :es souches étu-diées mais inoculées arres le séchage), la courbe dcsurvie semble biphasiqllc cornme dans-Ie premiertypc. Mais la destrllction subic par une souchedonnée inoculée apres le séehage est tOUjOllfS Ul ftgeégal de la pOl~._!re et a des teneurs en eau tres voi-sines, 4.7 et 4.8%) du mem~ DI'dre ou supéricure á ladestruction subie par ectte merne souche inocu!éeavant le séchage. L'analysc mathématique de cesrésu1tats permet de confirmer que les combes desurvie du premier et du i:roisieme type sont tressignificativement distinetes POllf toutes les souchesétudiées et que, au moins daos le eas des sOllches1036 et 1237, celtc différence résu!tc d'une difTé-rence significative de forme des courbes de survie_
, ,"
i,:l'11
I1'1'i,
, ,
:J.~-":" i-, ••...""_._.~~"' __""""~"'''':''''''''''k''''':''~'''''--'-~'_,~_'_'''_~~~'--'''_'"_~' __~-~ '-','""-"~_"'''''''''''_< ~ •.•.••.,~. ~. _ "'_- "..~.~~--.,,
. ,," ~
i '1!:!
.,1379
RemerciementsNous rcmercions vivcment l\1me AnncHe
Rouaull pour son exceJlenle eoJlaboration tech~llIque ainsi que MM. Plommet, DUcluLeau,Raibaud el MOle Marie-Christine Clmpin paur Icuraide dans la préparation de cet artic1e.
au cours duquel les eelluJcs du premier type sontdétrll¡tes. Cela revient a admettrc que le séchagcpar atolnisation n'endommage (au sens du uom-mage procluit en phase liquide) qu'lIne fraetion descelluJes de S. Oureus soumises a ce séchage. On
. expliquerait"'ainsi que les S. Qureus survi~ant aun séchage puissent etre reJativement mieuxdénombrés sur des milieux sélectifs, en partieuliersurceux contenant 7.5% de NaCJ, que les S"aureussurvivan! a un chaufTage (Chopin el al, J977a).
ANJ)ERSO~. P. H. R..• et D. STONE. 1955. Staphylococca! fooupoisoning a~sociated with spray-dried milk. J. Hyg. 53:387-397.
BIdHD-PARKER. A. C. 1962. An improved diagnoSlic <lnd sc!ec-ti ve medium for iso!ating coagul<lseposilive slaphylococci. J.Appl. Bacteria/. 25: 12-19.
-- 1963. A c!assifJcalion of rnicrococci <ll)d ~t<lphy!ococcibased on phY5iolog:ical and biochcmical tests. J. Gen. Mi.crobio!. JO: 409-427_
R\IRD-PAR-':ER. A. e.. ('1 E. D.'\VENl'ORT. 1965 . .The cffeet ofrccovery m~dillm on lhe isOlalion of S/tlph.l,'IOCr)CCIIJ' (Jurf:'flS
¡¡(¡er heat trcalment ;md afler sfor;lgc of dricd cells. J. Appl.Rlclcriol. 28: 390-402.
BEHGJ)OLl. ~1. S. 1968. Sl:lphylocnlerotnxins in (;rjed foods.Dans The microbi%.!;y ofJricd foods. Intcrn,,:.io,-d Associa-tion ofMicrobiological Socicties. Billhovcn, L>í'_~-Bas.
HUSTA~ F. F .. el J. J. JEZESKI. 1963. Effee! of:~'<lium ch10rideconccntration in an ;l~ar mcdium un growlh o(¡-l:~:¡!-shockc-dStaphylococcltS aun'us. App!. Microbio!. 11: 4C.¡.-<107.
BUTT1AUX, R... el R. BROG!'.'ART. 1947. Techniqws{"{'isolcmentdes slaphylocoques pathogcnes. Jdenti.¡::,'¡ion desstaphy.locoquescntérotoxiqucs. Ann.lnsL Pasfeu ....Paris, 73:830-8:i4.
CBOPIN. A .. G. MOCQUOT el Y. LE GRAET. 197hz. Destruclionde J.1icrobacteri"ml1 lacticunt, Escherici:ia coh etStaphy/ococcus (lurcu.5 élU cours du séehagc du b¡~ P,-IJ' atomi.sal ion. 1. Dénombrcmenl selec!if des b;lcléries sllrvivan¡es.Can. J. Microbio!. 23: 716-720.
-- J977h. Desfruclion de J.1icro!J{/cterium /acliCIf/ll. Es-cherichia ("vIi el S{aphy/ococclIs ((ill"('/{.\" ;¡U cours du séchagcdu J<lit pa¡ alomisation. O. Inflllcnce des condi¡¡ons de~éch<lge. Cm. J. Microbio/. 23: 755-762.
ClII-USTIAN, J. H. B., ct B. J. STE\VART. 1973. Sllrvivat ufSIap1zylo("()ccI/S llllrpl/S <lnd Su/moncl/a f1<.'wpOrI in dricd. foods. ¡-¡sin!lueTlccd by waJeractivity and o);ygen./II Proeced.ings ortlle 8th inlernation:l! sympOSillm on food microbiology.The microbiological safcty of foods. ACildcrnic Prcss. Lon-don.
COLLl:"S-TllO,\lI'SOJ", D. L.. A. l-Iul-sr ef B. AHIS. 1974. Com~p¡lri~on of ~dcct¡ve mcdi:l for lhe cllumcralion of sublefhallyhc;ncd fU(ld-poi:-oning s!lains of SlaphylocO("(,lI,1' (JureN.\".
Cm. J. ~1icrnhiol. 20:"1072-/075.CR.OSSLE)" E. L.. et ~f. CA~IPUNG. 195-7. The inf1ucnce uf
cel"lain m,mUf;lC!uring Cl1nciitiollS on the SlaphY/tJco(,clls au-
CJlOl'Ij'\' ET AL
.. ,'e en fOllction de la sOllche cohsidérée et de la\.11 1 h .. . l'fa on dont cette SOlle e a .el: apportee au mt enl~ldre. Cela 11,0115condlllt a penser que la re-
PI rche ou le denombrement de S. atlrells dans lee le d' I 'bllait en poudre, seron.t. autant p liS senSl es ~td1icaces que 1 on utlhscra non pas u.n seul maJSplusieurs milieux de culture et teehmques de re-'I,'rehe ou de dénombrement.Le. d'Nous avons observe comm~ .nutres 3uteurs(Christian etStewart 1973; HIggmbottom 1953;Scott 1958) que la vltesse de ~adestruetlon soble parks eellllles de S. allrellS presentes d~ns la pou,drede lait au cours de sa cOl1scrvatlOn dcpend de I ac-ti\'ité de reau de cette poudre. J\rIais cette obscrva-tion' oc se vérifie que pendant les premieresscmaines de conservatior; apres lesquelJcs la vi-tr.:sse de destruction d'une souche donnée dcviclltindépendante de la teneur en eau, D'autre part, a:lctivité de reau ou a tencur en eau égales, lesccllules de S, aure/lS présentes dans la poudre nesont pas détruites de la meme fa,on selon qu'ellesoot été ajoutécs au lait avant Ol! apres séchage; elles!lC présentent pas non plus la meme aptitude a sedévelopper sur les milieux de dénombrement sé lee-tirs. Ceja suggere que ces cellules se trauvent dansdes états physiologiques difTérents sclon les traite-Illcnts qu'elles ont subis préalabJement. Pourexpliquer ces observatians, nous avons émisI'hypa!hése que les ecllules présentes dans lapoudre de lait pourraient s'y trOllver dans deuxétats différents. Ccrtaines cellules seraient pcu oupas cndomm;¡gces et conserveraient une act¡vitémétabolique résiduellc qui entraÍncrait ¡cur oes-truetioll íc,lativcment r"picle. Cela d'autant plusque la teneur en eau (et done l'activité métaholiqüerésidueJle) serait plus élevée, De lelles eellules, peuOl! pas endommagées, oe seraicnt pas dénombréespar la méthacle de Hurst el al. (qui dénombre'péeifiquement les eelJules endommagées), Cesmémes cellules formeraient la ITIujorité de la popu~lation dan s les poudres contaminées apres séchageet aussi daos les poudres contaminées avantséchage, mais, pour ces dcrnieres, scuJcment aucours des prcmícres semaines de conservatioll.
IYautrcs cellules par centre seraient plus sé ve-rement endommagées ce qui interromprait ¡eur ac-t¡vité métabofique. La deslruction de ces cellulcs,ltl Cours de la conscrvation serait alors plus lente etne dépendrait pas de)a tencur en eau de la poudre.Une rcvivitication par la méthode de Hurst el al,pcrrncttrait de It;s dénornbrcr correctemcnt. Cescraicnt ceJIes que 1'00 trouve en nombre SOtlS-dominant dans lcs poudres contamioées avantséchage et qui apparaisscnt au contraire en nombredominant apres un certain tcmps dc cOllservation
~\, .
¡
II:~
II
II¡,"" ..•..•_----~~-
'---_~ T ...••.~_.._"""_ ....".,._~ ~,~ '-,~' __""'"_. __..•....._. ~-:'., ...•.."..,......~,_.-'~<-- ~"...-,~O<-~._r:...".~_~ .
n quet, l~e r.rtalllsus ou; 3 \br,)n de1~11'.
e J:$ :
Cela
aV'--'lIS
'quentt ( l-. 1i SI,r quicat;""n,Iu eab~~aenekedr ,-19i eIsem:e~, si lalC~ eJ3I aas ouJis 1':}
se ~
';!t I
au'mel-¡rC'llS
urhalJ, on
~dP"e-l~dit 1S:ratureea ledi 'e
e I
'pele deiti(,leétlL',por-
qlljsé~
Prevention,~of cont:lfllinatjon during manufacture. J. Appl.Bacterio!. 18: 493-502.
HIGG1NBOTTO.\1,C. '1953. The eITect ofstoragc at different rel::\~tive humiditics on lhe sllrvival of micro-org¡m:isms in milkpowdcr and in pure cultures dried in milk. J. Dairy Res. 20:65-75.
HURST. A .• G. S. HENURY. A_ HUGUES el B. PALEY. 1976.Enumerotion of sublelhally heateci staphylococci in sornedried foods. Can. J. Microbio!. 22: 677-683.
ISR.'\HIM.G. F. 1976. Detection and ellumeration oC toagll!;;¡scpositive st'aphylococci in dajry products. 2_ RecIJvery ofhear-stressed cdls. Aust. J. Dairy Technol. 31: 138-140.
KEOGH. B. P. 1971. Reviews of the progress oF dairy !>ciencc,Section B. The sllrvival of pathogens in cheesé anu milkpowder. J. Dairy Res. 31f:91-1 (1.
LACHICA. R. V. F. 1976. Simplified thermonucJeasc kst forrapid identificmion of Slaphy!ococclIs tl/lreU5 rctovered onagar media. Appl. Enviran. ¡\'Iicrobiol. 32: 633....,634.
PRIVETT.(). S., M. L. BLANOet J. A. SCf-IMIDT.1952. Stlldic$on the compositi.:>n ofegg lipid. J. Food Sci. J:l: 463-46R.
Ros ••, G. J. S. 1970. The efficicnt use offllnC{ioll mjr¡imiz<ltion innon-linear m:.lximum ¡ikelihoQd estimation. J. R. Stat. Soco C,19: 205-221.
SCOTT.W. J, 1958. Theeffcct ofrcsidual waterno Ihe survival oFuried bacteriaduring storage. J. Gen. Microbiol. 19: 6::!4-633.
STILF.S,M. E .• et P. C. CLARK. 1974. '[he rcliahility of~ek:ctivemedia for the cnumerution of llnheated aml heatedstuphyloC'Occi. Can. J. Microbio!. 20: 1735-1744.
TATlNI, S. R. 1976. Thcm1a! stability ofcnlerotoxins in [oad:-. J.Milk Food Technol. 39: 432-439.
TIlATCHER, F. S .. et D. S. CLARK. 1968. Microorganism~ infood: their s¡gnificancc and mc!bous of CTllllllcration. Uni"ver-sit}, ofToronto Prcss. Taranta, Célnad:l.
CAN. J. 1\lICROHIOL. VOL. 2-1. J97H1380
rellS conten[ of spray-dried mitk. J. Appl.. Bacteria!. ~O:65-70.
DEVOYOO, J. J .. L. l'vflLLET ct G. MOCQUOT. 1976. Un milícLIgClosé pum le dénombrernent dircc[ de SlfIphy{ocOC:CIlS (1/{_
rells: milicu <\uplasma de pore pOLlr S. al/reas (PPSA). Can. J.Microbió!. 22: /603-1611.
FÉDÉRATlOS INTERNATlONAlE DE LAITERfE. 1970. Méthodenormalisee pour le dénombrem.::nr des germes totaux dan s lespoudres de lait el de laclOsérum. Méthode de. réference.F.f.L.-I.D.F. 49. B. 1040Bru,xeIJes,Squarc Vergote 4l.
--- 1971. Rccherche des st<tphylocoqucs a coagulase posi~tive daos les poudres de I~\it.Norme de réfé"rcnce. F.I.L.-LD.F. 60. B. 1040, Bruxellc-s. Square Vergotc 41.
GALESLOOT.T. E .. el J. STt\D!-lOUDERS.196:-:.The microbilll-ogy of spray-dricd milk products with spc:cial r<:fercncc toS/aphylococcus {¡lIrCIIS ano salmonclJae. Netn. rvlilk Dairy J.22: 158-172. '
GILBERT.R. J .. el A. A. WIENEJ..:E. 1973. Staphylococcal foodpoisoning with special refcrence [o the detcc[ioTl of cntcl"O-toxin in food, In Procccdings of the 8th international s}'{n-posium on food microbiology. The microbiological sufcty of[aod. Acadcmic Press. Landon.
GiOllT"n, G .. et C. CANTON!. 1966. A medium farthe isnhltion-of sraphylococci from foods!llffs. J. Appl. Bacterio!. 29:395 -398.
GR4..Y, R. J. R, M. A. G:\SKE et Z. J. ORÚA!.. 1974. Enllmera-tion of thc:rmal1y stressed SraphyloC()CClI5 Cll/reus. J. FooclSei. 39: 844-846. .
Ht\WLEY. H. B. 1959. The probkm of S[(lphylococcu.\' (lurt'IIS
('\1icrm.:oCCI/5 (lUI"C!{S varo pyogcnes) in spray-dried milkpowder. 15th Internation:lI Dairy Congrcss. London. pp.1161-1166.
HAWLEY. H. B., et r....1. 1. W. B£:"1A.\IIO",1955. Public hea!thproblems associa[cu with the manufacture of dried milk. n.
.' .......:.~..~.~~ ,_-...'""-~.,..:"7--.;.'-'-'-,~..,--...-.....~_:-".-_...•...."'-............•...--...-_._~ --"-'-~__-,__¥ ••• _ ••••••••.••""'--'-",.,.;,.,_"-_,.!.~__.
'.;-
;;
"{.,-~£ !".-,""j'.':'.•."
1~;'
~~.,....~..'J.~
.¡

Controle microbiologique du fromage
1. FROMAGE A PATE MOLLE: « LE CUARTlROLO»*
par
Silvia TESONE** et F. QUEVEDO***
.
Extrait de la Revue « LE LAIT ", Revue, Générale des QU'8stions LaitIéres (Tome LVIII), n° 571-572
Janvier-Février 19.78 (pages 43 á 56)

Controle microbiologique du fromage
J. FROMAGE A PATE MOLLE: « LE CUARTlROLO ,,*
par
Silvia TESONE** et F. QUEVEDO"'''''''
Le fromage est un aliment d'importance croi~sante sur le marchéinternational [14]. Bien qu~il soit rarement source d'intoxicationsalimentaires, on l'a récemment accusé d'en avoir causé de graves[5, 6, 15, 17].
Par conséquent, .les. circonstances actuelles rendent nécessairel'établissement de normes microbiologiques afin de faciliter le com-merce international et en meme temps de protéger la santé duconsommateur. Malheureusement, il existe tres peu d'artic1es sur lecontrole microbiologique du fromage que l'on puisse utiliser commebase de telles normes. Dans le cas des fromages a pate molle, ilexiste bien peu de renseignements, comme l'a d'ailleurs reconnu laCommission Internationale des Caractéristiques Microbiologiques desAliments (Le.M.S.F.) dans sa publication la plus récente [11]. Nousn'avons pu trouver que tres peu d'artic1es traitant ce sujet [8, 9, 12].
L'Argentine est un important producteur. de fromage, avec uneproduction annuelle de 218400 t [3] dont un petit pourcentageseulement est exporté. Les fabricants de fromage consacrent tousleurs efforts, avec l'aide d'un centre spécialisé (C.I.T.I.L.), a améliorerla qualité du produit fini. Plusieurs études ont fait l'objet de publi-cations a la suite de ces travaux [1]. La présente étude sur le« Cuartirolo » est la premiere d'une série de communications ayantpour sujet le controle microbiologique du fromage argentino
* Travail réalisé au Centre Panaméricain des Zoonoses, OPS/OMS. Casilla 3092,Correo Central. 1000Buenos-Aires (Argentina).
*'" C.I.T.I.L., Centro de Investigaciones Tecnologicas de la Industria Lactea.Buenos-Aires (Argentina).
***Centre Panaméricain des Zoonoses. Buenos-Aires (Argentina).

\
- 2 -
Nous avons choisi cette varié té de fromage en raison de saproduction élevée (enviran 38000 t par an) parmi tous les fromagesa pate molle. Il nous a semblé que les résultats obtenus pourraientaider utilement a la fixation de caractéristiques microbiologiques pource type de fromage.
Le code alimentaire argentin [2] définit le « Cuartirolo argen-tin » comme étant un fromage de type pate molle obtenu a partir delait pasteurisé entier ou standardisé, coagulé par la présure de veauet (ou) a l'aide d'enzymes spécifiques et acidifié par une culturede bactéries lactiques. Le caillé non chauffé est maulé, pressé, saléet affiné. La masse est lisse, d'un blanc jaunatre uniforme, la textureest assez élastique, la pate ne présente pas de trous, le gout estlégerement acide, l'odeur fine et agréable.
La croute possede une certaine consistance, elle est uniforme,soit 1isse, soit rugueuse. Le produit fini présente la forme d'uncylindre aplati ou d'un parallélépipede. Le plus gros format pese de2,5 a 5 kg, avec une période de maturation minimum de 1 mois ; leplus petit format pese moins de 2,5 kg, avec une période de matu-ration minimum de 20 j. Cette variété de fromage peut contenirjusqu'a 55 p. 100 d'humidité et 30 a 50p. 100 de matihe grasse dansla substance seche.
Au cours de la présente étude, nous nous sommes bornés a isolerles germes indicateurs des conditions d'hygiene, compte tenu desreglements sanitaires ; en outre nous avons vérifié la présence oul'absence deeertains germes d'importance particuliere, qui peuventetre a l'origine de toxi-infections alimentaires.
MATERIEl ET METHODES
J. EehantillonsGn a choisi six marques de fromage représentatives. Les échan-
tillons ont été pris chez des détaillants apres qu'on eut controlé quele produit était conservé au froid a une température inférieure a10°C, selon la réglementation en vigueur. Deux entailles radiales et .convergentes ont été pratiquées dans un fromage entier, (4000 g)afin d'obtenir un échantillon d'environ 500 g. Au début de chaquesemaine pendant 6 mois, des échantillons de la meme marque ontété prélevés, chaque fois dans cinq magasins différents, et ont étéimmédiatement envoyés au laboratoire pour y etre étudiés.
1/. Préparation des éehantillons
A l'aide d'un couteau stérile on a éliminé une couche d'environ1,5 cm d'épaisseur. sur tout le pourtour du fromage. Ensuite on a
".,.
..)
3 -
prélevé un fragment de fromage avec une sonde stérile et on en apesé 20 g. Ceci constituait l'unité d'analyse*.
Le morceau a été placé dans un mélangeur avec 80 mI de solutionde tryptone a 0,1 p. 100 [13J ; le tout a été ensuite mélangé pendant15 s dans un omnimixeur Sorvall. Différentes dilutions ont étéensuite préparées avec la meme solution de tryptone.
Le pH de tous les échantillons a été déterminé a l'aide d'unpotentiometre.
111.Détermination du nombre le plus probable (NPP) de coliformestotaux et fécaux
Le bouillon de culture utilisé était le bouillon lactosé bilié auvert brillant a 2 p. 100 (BGLBB). Trois dilutions successives ont étéinoculées dans deux séries de trois tubes contenant le BGLBB a2 p. 100. Les tubes ont été placés dans un incubateur a '320 C -+- 10Cpour les coliformes totaux et a 45,50 C -+- 0,20C pendant 48h dansun bain-marie agité pour les coliformes fécaux [18J. La présencede coliformes totaux dans les tubes positifs a été confirmée parl'inoculation en stries d'une gélose a l'éosine bleu de méthylene(EMB) et par des épreuves biochimiques supplémentaires. Quantaux coliformes fécaux, leur présence dans les tubes positifs a étéconfirmée par le test de Mac Kenzie Gilbert et Taylor [18]. Le NPPa été calculé ensuite d'apres la table en rapportant les valeurs obte-nues a 1 g d'échantillon de fromage.
Numération de Staphylococcus aureusUne quantité de 0,1 mI de chaque dilution a étéinoculée a la
surface de deux boltes de gélose Baird-Parker [4J et étalée avecun étaleur ~n métal.
Les boitesont été incubées a 370 C pendant 48 h. L'épreuve dela coagulase a été effectuée sur un nombre représentatif de coloniespositives suspectes.
Un gramme de tous les échantillons pour lesquels l'épreuve pI."é-cédente était négative a été inoculé dans 19 mI de milieu liquide aeGiolitti et Cantoni [10J incubé a 370 C pendant 48 h et ensuite.inoculé en stries sur des boites de milieu de Baird-Parker.
1solement des salmonellesDeux échantillons de fromage de 25 g ont été respectivement
mélangés, l'un a 100 mI de bouillon sélénite et l'autre a du bouillonau tétrathionate et incubés dans un bain-marie a, respectivement,
* Unité d'analyse : la portion individuelle choisie au hasard et sur laquelle oneffectue les analyses.

,
- 4 -
430C et 35° C. Apres une incubation de 24 a 48 h, une anse dechaque culture d'enrichissement a été étalée sur des boltes degélose au vert brillant incubées a 35°C pendant 24 h.
Les colonies suspectes ont été étudiées et testées grace auxtechniques biochimiques habituelles [16].
Evaluatian des maisissures et des levures viablesUne gélose glucosée a l'oxytétracycline [16] fondue et refroidie
a été mélangée a 1 mI de chaque dilution, les dilutions ayant étéréparties au préalable dans deux séries de bortes de Petri. Cesboltes ont été incubées a 22° C pendant 7 j.
Criti~res expérimentaux :_ des « criteres expérimentaux )}ont été établis avant d'effec-
tuer le travail de laboratoire. Gil a établi trois degrés de contami-nation (élevé, moyen et bas) pour .les coliformes totaux et fécauxet pour les staphylocoques a coagulase 'positive. Ces seuils de conta~mination sont comparables a ceux que recommandait récemmentl'I.C.M.S.F. [11] dans son plan d'échantillonnage en trois catégories.Ainsi, notre évaluation « élevée )}correspondrait a la catégorie' quele 'Comité désigne comme supérieur a M, l'évaluation « moyenne )}se situerait entre m et M et l'évaluation « basse )}serait inférieurea m (tab. 1) ;
TABLEA U 1. - Criti"res expérimentaux
Coliformes ColiformesStaphylocoques
.' 11 coagulasetotaux fécauxNPP/g NPP/g
positivecol/g
Dénombrement bas < m <10" <10' <10" i
Dénombrement moyen >m - <M >10" - < 10" >10' - < 10' >10" - < 10'
Dénombrement é1evé >M >10' >10' >10'
_ on a établi, pour tous les échantillons, le NPP des coliformestotaux et fécaux et le nombre des staphylocoques a coagulase positive.Le dénombrement des moisissures et des levures et l'isolement dessalmonelles ont été effectués sur un échantillon chaque semaine.
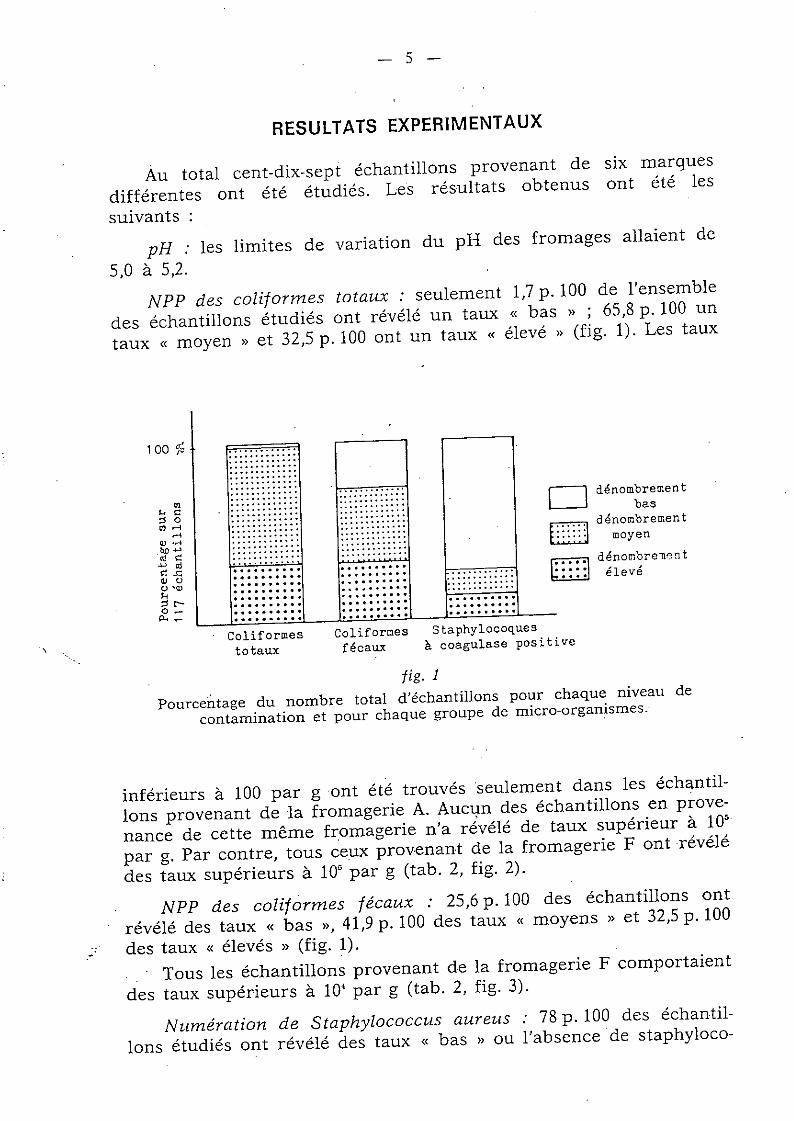
- 5
RESULTATS EXPERIMENTAUX
Au total cent-dix-sept échantillons provenant de six marquesdifférentes ont été étudiés. Les résultats obtenus ont été lessuivants :
pH : les limites de variation du pH des fromages allaient de
5,0 a 5,2.NPP des coliformes totaux : seulement 1,7p. 100 de l'ensemble
des échantillons étudiés ont révélé un taux « bas » ; 65,8p. 100 untaux « moyen » et 32,5 p. 100 ont un taux « élevé » (fig. 1). Les taux
O dénombrementbast:::::~dénombrerr.ent
...... moyen
~ dénombre~8nt~ élevé
Coliformes Staphylocoquesfécaux a coagulase positiveColiformes
totaux
: ; ; ;
::
.......... .................... ..... .... ........... .................... . ................. .................... .......... .... ,............... .......... .................... .......... ..........
100 ~~
\
fig. 1Pourcentage du nombre total d'échantillons pour chaque niveau de
contamination et pour chaque groupe de micro-organismes.
.-
inférieurs a 100 par gont été trouvésseulement dans les échC\ntil-lons provenant de la fromagerie A. Aucl}n des échantillons en prove-nance de cette meme fromagerie n'a révélé de taux supérieur a la'par g. Par contre, tous ceux provenant de la fromagerie F ont révélédes taux supérieurs a la' par g (tab. 2, fig. 2).
NPP des coliformes fécaux : 25,6p. 100 des échantillons ontrévélé des taux « bas », 41,9p. 100 des taux « moyens » et 32,5p. 100des taux « élevés » (fig. 1).
Tous les échantillons provenant de la fromagerie F comportaientdes taux supérieurs a 10' par g (tab. 2, fig. 3).
Numération de Staphylococcus aureus : 78 p. 100 des échantil-lons étudiés ont révélé des taux « bas » ou l'absence de staphyloco-

_. 6 -
TABLEAU 2
Nombre des échantillons se10n le groupe de micro-organismeset le niveau de contamination, dans six fromageries
A 18B 19C -19
D 21~ E 20
F 20
bas moyen élevé
Staphylocoquesa coagulasepositiveFroma-
genes
Nombredes
Echan-tillons
Coliformes Coliformestotaux fécaux
bas moyen élevé bas moyen élevé
2 16 O 9 6 3
O 18 1 8 10 1O - 8 11 O 14 5
O 14 7 8 6 7
O 19 1 5 13 2o
O O 20 O O 20
16
11
18
21
16
o
O
6
1
O
o11
2
2
O
O
4
9
DCill
./
D
dénombrementbas
dénombrementmoyen
dénombrementélevé
100 % .....- .....- ..........:-- .....- ..........: .....
- -- ......- :: : .....- ..... .......... .....
-o- ..... .......... ....•..... ...• ...... .......... .......... ..... .......... ..... .......... ..... .......... ..... ........:: ..... ........ .... .....- ..... .... ........ .... .... .....A B e D E F
Fromageries
fig. 2--'--------)
Pourcentage des échantillons de chaque fromagerie selon le niveau decontamination en coliformes totaux_

7
dénombrementbas
dénombrementmoyen
dénombrementélevé
o~~
r:::::l~.....
.• ......................................: ...............
o.. ; .....o' .....o' .....00
0000
.....00 .....00 .....00 .....00
• 0 ..... ....o' ..... .o o ..• 0 ...o . .o o ...0 .. ..... . .o • ....... ... ..... .o ...
o o ... E:... o .... ... ......o o . ... ..... .o ... .........o ...
100 %
A B e D E F
< Fromageries )
figo 3
Pourcentage des échantillons de chaque fromagerie selon le niveau decontamination en coliformes fécauxo
dé:1ombremen t'tas
::téno:nbrement,"oyen
.:.ánoebremen t~le"é
or:::::1~
.
f : •• o.f : ;; :;f o....(:;:: :...........
...............o o .
.0 o .o o ...... . ....o..... ..o .o.....o" o. .o o o ...... ..o o'o. ..... o .o ..~
..... ..... .......o .. ......o .. .... ...... .... .....
100 7~
\
A B e D E F
< Frornageries )
figo 4
Pourcentage des échantillons de chaque fromagerie selon le niveau. decontamination en Staphylococcus aureuso
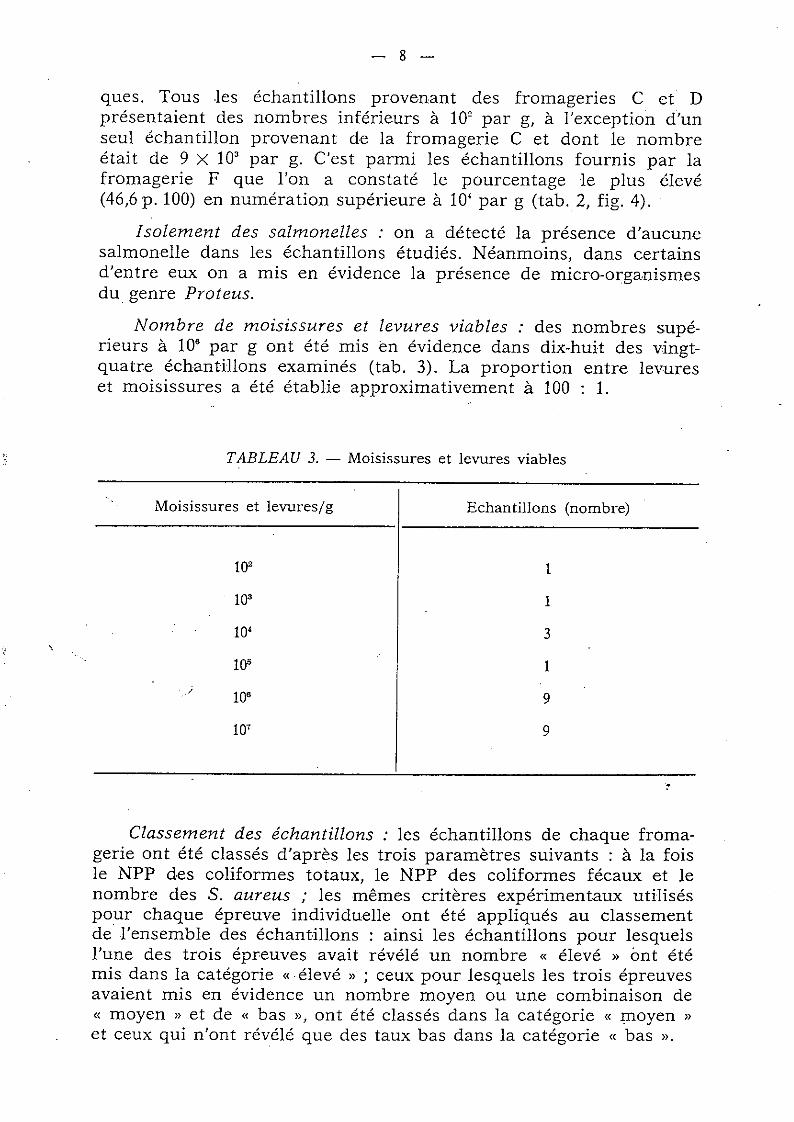
- 8 -
queso Tous .les échantillons provenant des fromageries e et Dprésentaient des nombres inférieurs a 10' par g, a l'exception d'unseul échantillon provenant de la fromagerie e et dont le nombreétait de 9 X ID' par g. Cest parmi les échantillons fournis par lafromagerie F que l'on a constaté le pourcentage le plus élevé(46,6p. 100) en numération supérieure a 10' par g (tab.2, fig. 4).
1solement des salmonelles : on a détecté la présence d'aucunesalmonelle dans les échantillons étudiés. Néanmoins, dans certainsd'entre eux on a mis en évidence la présence de micro-organismesdu genre Proteus.
Nombre de moisissures et levures viables: des nombres supé-rieurs a ID' par g ont été mis en évidence dans dix-huit des vingt-quatre échantillons examinés (tab. 3). La proportion entre levureset moisissures a été établie approximativement a 100 : 1.
TABLEAU 3. - Moisissures et levures viables
\
Moisissures et levures/g
10"
10"
ID'
10"
ID'
ID'
Echantillons (nombre)
1
1
3
1
9
9
Classement des échantillons : les échantillons de chaque froma-gerie ont été classés d'apres les trois parametres suivants : a la foisle NPP des coliformes totaux, le NPP des coliformes fécaux et lenombre des S. aureus ; les memes criteres expérimentaux uti1iséspour chaque épreuve individuelle ont été appliqués au classementde l'ensemble des échantillons : ainsi les échantillons pour lesquelsl'une des trois épreuves avait révélé un nombre « élevé " <:mtétémis dans la catégorie «. élevé " ; ceux pour lesquels les trois épreuvesavaient mis en évidence un nombre moyen ou une combinaison de« moyen )}et de « bas ", ont été classés dans la catégorie « moyen "et ceux qui n'ont révélé que des taux bas dans la catégorie « bas ".
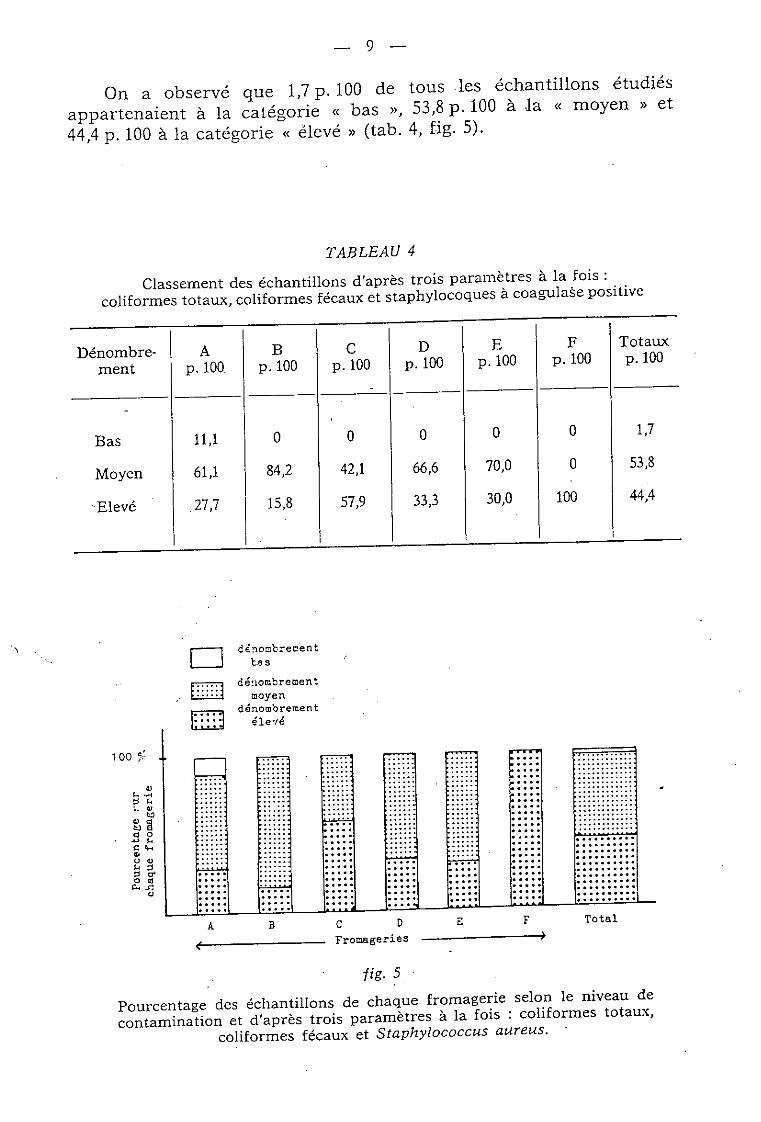
- 9 -
Gn a observé que 1,7p. 100 de tousles échantillons étudiésappartenaient a la catégorie « bas ", 53,8 p. 100 a la « moyen " et44,4 p. 100 a la catégorie « élevé " (tab. 4, fig. 5).
TABLEAU 4
Classement des échantillons d'apres trois parametres 11 la fois :coliformes totaux, coliformes fécaux et staphylocoques 11 coagulase positive
Dénombre- A B C D E F Totaux
ment p. IDO. p.1DD p.1DD p.100 p.1DD p.1DD p.1DD
-
- -
Bas 11,1 O. O. O. O. O. 1,7
Moyen 61,1 84,2 42,1 66,6 70.,0. O. 53,8
.Elevé 27,7 15,8 57,9 33,3 30.,0. 100 44,4
. ,,
100 ;.';"
o~~
D,"............
•. •. •. •. •...........A
(
d£:1ooc.reC!entt.~s
dé!lorobremen tmoyen
dénombrementéle',é
B
.. .. : .... ........ ......:.... . ......... ..... ..::.. ... ... ....... ..... :..... .. . ... ... .. ... ..... .......... ..... ....:.... ..... ......... ..... .........e D ¡;
Fromageries
fig. 5
•. •. •. ..•. •. ....•. •. •. •.•. •. •. ..•. ......
..........
..........
.....
. .. .
F>
......................... .. .......................... .. .. .. .. .. .::::::::::::. .. .. .. ............ .. .. .. .. .. .. .. ...........Total
Pourcentage des échantillons de chaque fromagerie selon le niveau decontamination et d'apres trois parametres 11 la fois : coliformes totaux,
coliformes fécaux et Staphylococcus aureus.
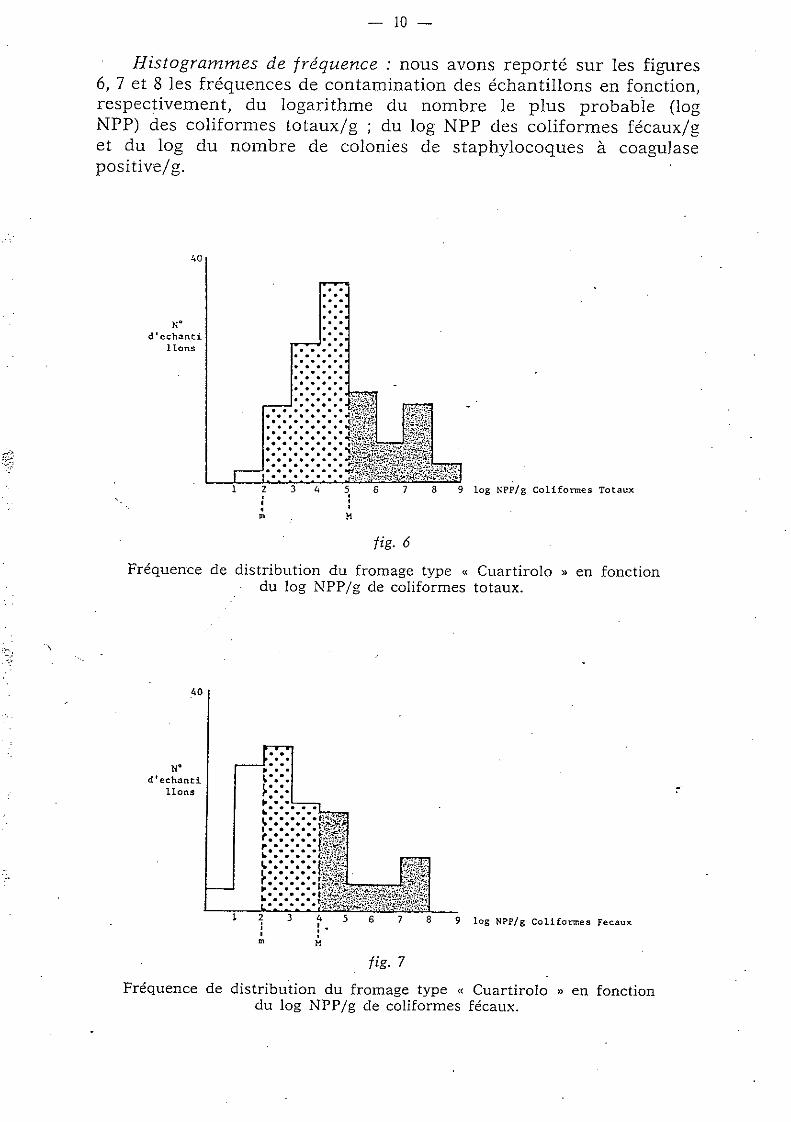
-10-
Histogrammes de fréquence : nous avons reporté sur les figures6, 7 et 8 les fréquences de contamination des échantillons en fonction,respectivement, du logarithme du nombre le plus probable (logNPP) des coliformes totaux/g ; du log NPP des coliformes fécaux/get du log du nombre de colonies de staphylocoques a coagulasepositive/g.
40
8 9 log NPp/g Coliformes Totaux75, 6,•H
3 4
O oo o
o oo o
/t •••....o oo •. .. ....... .. ....... . . ....... . .... .... . . ....... .. .
lO •••••••••••••• ;~,:!\;. ... ...~......... . . .. . ........••••••• r:.:.:.:.:.:.:.J~.......~....... ~_..... . . .. ~':~;.
1 2,••••
N°d'echanti
110n5
fig. 6
Fréquence de distribution du fromage type « Cuartirolo » en fonctiondu log NPPjg de coliformes totaux.
\
.~.'
40
.-
N'd'echanti
110ns
o oo o
o o•• o~....~::~ .~ •• lO. .",............ ~~'~ ..l ••••• t"";"",.
¡:~:¡j~¡~¡~:il1~345678
I ~ ••, .•• M
9 log NPP/g Coliformes Fecaux
fig. 7
Fréquence de distribution du fromage type « Cuartirolo II en fonctiondu log NPPjg de coliformes fécaux.
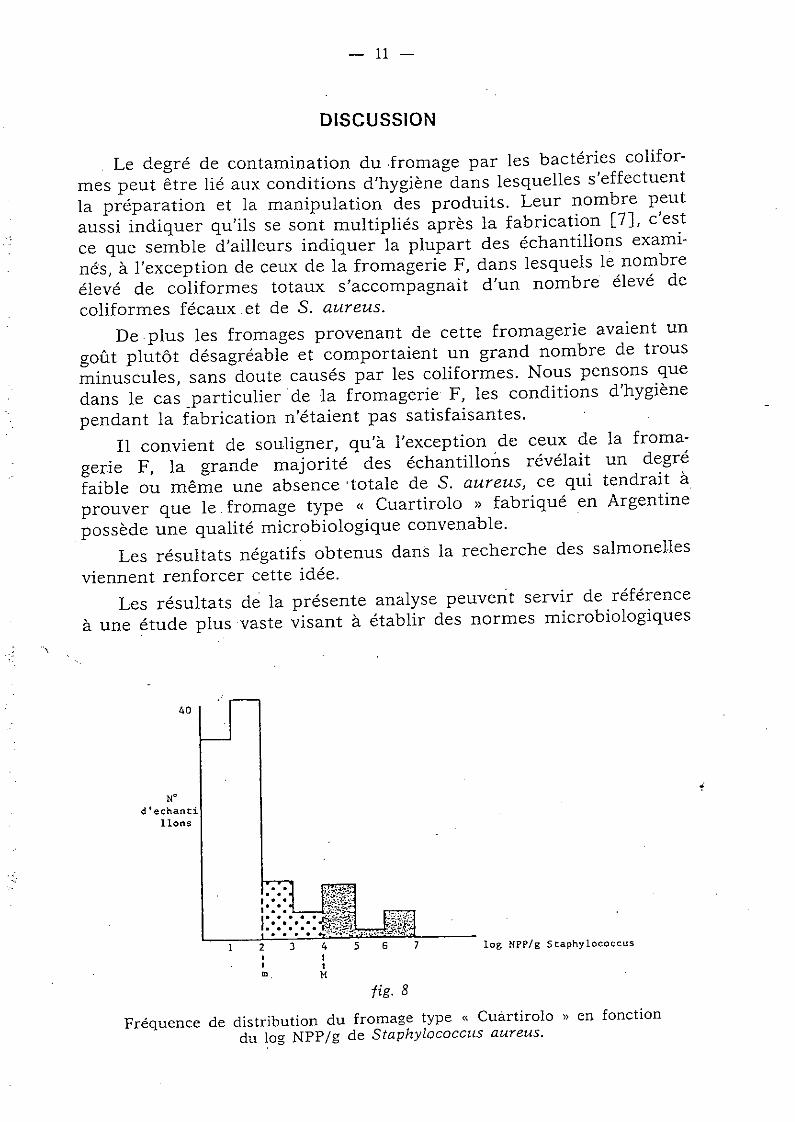
-11-
D1SCUSSION
Le degré de contamination dufromage par les bactéries colifor-mes peut etre lié aux conditions d'hygiene dans lesquelles s'effectuentla préparation et la manipulation des produits. Leur nombre peutaussi indiquer qu'ils se sont multipliés apres la fabrication [7], c'estce que semble d'ailleurs indiquer la plupart des échantillons exami-nés, a l'exception de ceux de la fromagerie F, dans lesquels le nombreélevé de coliformes totaux s'accompagnait d'un nombre élevé decoliformes fécauxet de S. aureus.
De plus les fromages provenant de cette fromagerie avaient ungout plut6t désagréable et comportaient un grand nombre de trousminuscules, sans doute causés par les coliformes. Nous pensons quedans le cas particulier de la fromagerie F, les conditions d'hygienependant la fabrication n'étaient pas satisfaisantes.
11 convient de souligner, qu'a l'exception de ceux de la froma-gerie F, la grande majorité des échantillons révélait un degréfaible ou meme une absence 'totale de S. aureus, ce qui tendrait áprouver que le. fromage type « Cuartirolo » fabriqué en Argentinepossede une qualité microbiologique convenable. .
Les résultats négatifs obtenus dans la recherche des salmonellesviennent renforcer cette idée.
Les résultats de la présente analyse peuverit servir de référencea une étude plusvaste visant a établir des normes microbiologiques
40
N°d'eehanti
1100s
.,. ,l.... '~~;...'1',' ',' ',',. ¿~_'.~"..'".7.'.,~,_,,'" .-".").r;..,,:: __ ::'-..-'A '-:;;~k;•••••• ••• f!~:;.~.'...,...<'=:~~.2 3 4 5 6 )o 1o •m. M
fig. 8
10g NPP/g 5taphylococcus
Fréquence de distribution du fromage type " Cuartirolo » en fonctiondu log NPPjg de Staphylococc!ls aureus.
- 12 -
pour le controle des fromages a pate molle. L'étude devrait etremenée par plusieurs laboratoires qui contróleraient les échantillonsprovenant de fromageries connues et judicieusement sélectionnéesqui emploieraient les memes techniques d'échantillonnage et d'ana-lyse.. Il ne faudrait utiliser pour cette étude que des produitsobtenus par des procédés de fabrication reconnus comme satis-faisants.
Résumé
Nous avons étudié cent-dix-sept échantillons de fromage .type« Cuartirolo argentin ", qui provenaient de six fromageries représen-tatives de la production locale. Notre but a été d'obtenir desrenseignements sur le niveau de contamination des fromages a patemolle et de disposer ainsi devaleurs chiffrées susceptibl~s d'orienterle. choix des criteres microbiologiques.
Nous avons préalablement proposé des criteres expérimentaux eteffectué ensuite le dénombrement des coliformes totaux, des colifor-mes fécaux, des staphylocoques a coagulase positive et des moisis-sures et levures ainsi que la recherche des salmonelles.
Selon le résultat des dénombrements, les échantillons ont étérépartis en trois groupes : « élevé ", « moyen " ou « bas ", pourchaque type de micro-organismes.
La plupart des échantillons (65,8p. 100) présentaient des dénom-brements « moyens " en coliformes totaux et des dénombrements« moyens " et « bas " en coliformes fécaux. Tandis que 78p. 100 deséchantillons étudiés ont révélé des taux « bas " de staphylocoques acoagulase positive.
Pour u:rÍ.efromagerie seulement, les échantillons ont été classésdans le groupe « élevé " pour les trois parametres.
La recherche des salmonelles s'est avéréenégative. Les dénombre-ments de moisissures et levures étaient relativement élevés.
Summary
A study was made of' one hundred and seventeen samplesof Argentine «Cuartirolo" variety cheeses from six representativebrands to obtain information on the degree of microbial contamina-tion of soft cheeses, as well as to collect data which couldproveuseful for the development of microbiological criteria for control.
Experimental criteria were established prior to laboratory work;total coliforms, fecal coliforms and coagulase-positive Staphylococcusaureus were counted. In addition, the search for salmonel1ae and
[2]
'.l'. [3]
I [4],
, ,
[5]
I
, \: i
i, ,i,l'
-13-
mold and yeast counts were also carried out. Samples were groupedaccording to high, medium and Iow counts obtained in each of thebacterial groups under study. In most samples, total coliformsshowed medium counts. Counts of fecal coliforms were low andmedium. Most counts of Staphylococcus aureus were low. The sam-pIes of only one manufacturer showed high counts in aH threeparameters. SalmoneHae were not isolated from any of the samplesexamined. Mold and yeast counts were high.
Remerciements
Nous remercions, en prenúer lieu, les Ing. J. O. Casale et O. Mendizabal(C.I.T.I.L.) pour leur précieuse collaboration pendant la réalisation de ce travail.
Nous remercions également le Dr N. Marchevsky (C.E.P.A.N.Z.O.) pour laprésentation des résultats sur le plan statistique.
NotAs remercions enfin, le Dr G. Mocquot, pour son aide dans la présentationdu manuscrit en langue franc,:aise.
Rec,:upour publication en janvier, modifié en novembre 1977.
Bibliographie
[1] Argentina (I.N.T.I.) Centro de Investigaciones Tecnologicas de la IndustriaLactea (1973).' - Caracteristicas fisicoquimicas de productos lacteos deconsumo en la Republica Argentina, Buenos Aires.Argentina . Ministerio de Bienestar Social (1971). - Codigo AlimentarioArgentino. Decreto n° 111, 12-1-76, Buenos Aires.Argentina. Centro de la Industria Lechera (1974-1975). - Memoria, Ejercicion° 56, Buenos Aires.BAIROPARKER(A. C.) (1969). - The use of Baird Parker's medium for isola.tion and numeration, of Staphylococcus, aureus. In: Isolation methodsfor microbiologists, Shapton D.A., Gould G. W. Ed., London, AcademicPress, 1:8.BLÜMEL(Von B.) (1975). - Unspezifische Lebensmittelvergiftung durchCamembert. Aspekte der mikrobiologischen Untersuchung innerhalb deramtlichen Lebensmittelüberwachung., Archiv für Lebensmittel Hygiene,26, 61-64.
[6] CICCARELLI(A. S.) and GIMENEZ(D. F.) (1968). - Brote de botulismo en laProv. de San Luis. Prensa Univ., 250, 42-45.
[7] FANTASIA(1. D.), MESTRANOREA(L.), SCHRAOER(J. P.) and JAGER(J.) (1975). -Detection and growth of enteropathogenic Escherichia coli in soft ripenedcheese. Appl. Micr., 29, 179-185.
[8] FARKHONOEH(A.), GHAZVINIAN(R.) et LACHAL(Ph.) (1974). - Contaminationpar les Salman ella du fromage iranien frais, non salé, mis en vente dansla région de Téhéran. Le Lait, 535-536, 302-304.
[9] GHAZVINIAN(R.), FARKHONOEH(A.), LACHAL(Ph.) et KOHNECHAHRI(M.) (1975).- Dénombrement des germes totaux et détermination du taux de contami-nation en staphylocoques coagulase positive du fromage iranien frais, nonsalé, mis en vente dans !'agglomération de Téhéran. Le Lait 541-542, 97-99.

- 14 -
[10] GIOLITTI (G.), CANTONI(C.) (1966). - A medium for the isolation of Staphy-lococci from Foodstuffs. J. Appl. Bact., 29 (2), 395-398.
[11] International Commission on Microbiological Specifications for Foods(LC.M.S.F.) (1974). - Microorganisms in foods. 2. Sampling for microbio-logical analysis: Principies and specific applications. University of TorontoPress.
[12] JACQUET(J.) et COIFFIER (O.) (1972). - Sur les coliformes des fromages apate molle. Comptes rendus des séances de la Société de Biologie deCaen, 39-43.
[13] KELLER (P.), SKLAN (D.) and GORDIN (S.) (1974). - Effect of diluent onbacterial counts in milk and dairy products. J. Dairy Sci., 57, 127-128.
[14] Marché in terna tion al des produits laitiers (1974). - Le Lait, 538, 561-571.[15] MARIER (R.), WELLS (J. C.), SWANSON(R. C.) CALLARAN(W.) and MEHLMAN
(1. J.) (1973). - An outbreak of enteropathogenic Escherichia coli foodborne di seas es traced to imported French cheese. Lancet, 1376-1378.
[16] MOSSEL (D. A. A.), QUEVEDO(F.). - Control Microbiologico de los Alimen-tos. Metodos recomendados. Universidad Nacional de San Marcos, Lima,1967.
[17] SEBALD(M.), JOUGLARD(J.) et GILLES (G.) (1974). - Botulisme humain type Bapres ingestion de fromage. Ann. Microbiol. (Inst. Pasteur), 125 A, 347-349.
[18] THATCHER (F. S.), CLARK (D. S.) (1973). -Analisis Microbiologico de losAlimentos Zaragoza (Espana). Editorial Acribia .
./
Imp. Mabilal - 95100 Argenteu;i
I
CO"IPOSICION DE LOS AClDOS GRASOS EN QUESO DE PASTA BLANIJAMaritano de Correche, Mónica
RESUMEN :
El objeto del presente trabajo es evaluar la variación en la composiciónde los ácidos grasos en quesos cuartirolo, cremoso y cuartirolo mantecoso.argentino.
Se analizaron '238 muestras 01lrante el año 1978 y para el análisis de re-sultados se lo consideró dividido en cuatro trimestres.
Se realizaron el índice de Reichert "leissl y la cromatografía gas-liqui-do de los ésteres metílicos de los ácidos grasos. La composición de los mis-mos y las diferentes relaciones entre ellos fueron utilizados para caracterizar la materia grasa. Con los resultados se determinaron los valores medios,las desviaciones standard y los valores extremos (máximos y mínimos).
De acuerdo a los valores promedio el indice de Reichert ~leissl varía de26,4 a 24,2 desde la primavera al invierno. Los ácidos grasos con menos de 12átomos' de carbono permanecen constantes durante todo el año, mientras que elácido palmítico (16:0) tiene un valor promedio en verano de 26,4% descendiegdo hacia el invierno; e1. ácido esteárico (18:0) varía desde un máximo en ve-rano hasta un mínimo en- invierno, aumentando hacia la primavera; el ácido 0-
leico (18:1) lo hace eri sentido contrario con un valor promedio máximo en invierno (29,0%) y un mínimo en verano (26,1%). Tanto 18:0 y 18:1 varian muypoco en sus valores promedio durante las cuatro estaciones.
INTRODUCCION :
Según las estadísticas realizadas por la Secretaría de Estado de Agricultura y Ganadería (1) los quesos de pasta blanda representan el 37,5% de losfabricados en la República Argentina; estando esta en el octavo lugar de laproducción mundial total de quesos con 249.000 .toneladas (2).
Los quesos cuartirolo, cremoso y cuartirolo mantecoso representan el 80%del total de quesos de pasta blanda (3) y siendo estos de consumo masivo esimportante el conocimi<:nto:.de la composición de materia grasa.
El análisis cuantitativo por cromatografía en fase gaseosa de los ácidos.grasos de la materia grasa de leche, presenta siempre problemas debido a lapresencia de ácidos grasos de cadena cort~ (ácido butíri,o y ácido caproico)exigiendo la utilización de métodos específicos que permitan evitar toda pé!.dida de ácidos grasos volátiles (4) (S).
El rango de variación de los ácidos grasos individuales pueden ser uti1izados corno criterio para 'establecer el origen de la grasa. Existe un númeromuy grande de publicaciones sobre la composición de los ácidos grasos de gr~sa de leche y muchos estudios sobre su variación estacional (6) (7).
En el presente trabajo se efectuó el índice de Reichert ~leissl y se ana-lizaron los ésteres metílicos de los ácidos grasos de 238 muestras de quesosde pasta blanda (cuartirolo, cuartirolomantecoso y cremoso) durante el año1978. Para el análisis de resultados se dividió el año en cuatro trimestres,
---------------,----~._--_ ..._. __ .- ...
e
-,2-
haciendo una estimación estadística de la población de datos, determinandolos valores promedio, las desviaciones standard y los valores extremos(máxJ,.mas y mínimos). Se trabajó con quesos de un contenido promedio de materiagrasa del 20%.
MATERIALES Y ~1ETODOS
El muestreo fue realizado por personal del C.I.T.I.L. en el radio de laCapital Federal dividiendo a ésta en quince zonas durante todo el año'1973.Extracción de la Materia GrasaReactivos
Solución de Tritón X-IDO: para 500 cm' de soluciónMetafosfato de sodio 25 g, Tritón X"lOO: 12 cm', Urea: 2,5 g Y alcoholisopropílico: 50 cm'.Solución acuosa de alcohol isopropílico 10%.Solución acuosa de sulfato de sodio 15%.Sulfato de sodio anhidro.Eter etílico p.a.
ProcedimientoSe cortó en trozos/pequeños aproximadamente 300 g de queso; se agregó
la solución de Tritón X-lOO previamente calentada, se homogeneizó y se lle-vó al doble de volumen con la solución reactivo.
Se colocó en estufa a 100 oC. Se agitó periódicamente. Cuando se obser'vó una perfecta separación de la fase grasa (aproximadamente 3 h) se retiróde la estufa, tapó y colocó en heladera a 4 oC hasta que ,solidificó. Se re-tiró la materia grasa, se fundió y disolvió en éter etílico. Se lavó dos ve-ces el éter con solución de alcohol ",iso~ropílico y dos veces con la solu-ción de sulfato de sodio. Se secó la fase etérea con SO,Na2 anhidro y se e-vaporó.
Indicede Reichert }Ieissl.Esta técnica se realizó según; Official Methods of Analysis of The A.O.A.C.
1975.-Preparación de los Esteres Metílicos de los Acidos Grasos
La metiJación se ',eali2ósegún la técnka desarrollada por F. Luddy (4)• modificada. Se utilizó solución de metoxido de sodio 1% en metanol anhidro
en lugar de solución 0,4 N de hidroxido de potasio en metanol anhidro.Cromatografía gas-líguido
El análisis de los ésteres metílicos se efectuó en un cromatógrafo VARIAN3740 equipado con detector de ioni2ación de llama. La medida de las áreas seefectuó con un integrador electrónico CDS 111.
Las condiciones de trabajo fueron las siguientes:1) Columna: acero inoxidable de 1,3 m x 1/3" rellena con 10% de succinato
de butanodiol y 10% de succinato de dietilenglicol sobre Chromosorb N AWDMCS (30-100) mallas.
-3-
2) Temperatura de la columna: programada de 100 oC a 190 oC a 10 °C/min yr?sterionnente isotérmico a 190 oC durante .15 mino
3) Temperatura del inyector: 230 oC4) Temperatura del detector: 260 oC5) Flujo de nitrógeno: 0,33 cm'/sResultados y Discusión
La variación promedio de la COmposlclon. de los ácidos grasos y del índi-ce de Reichert Meissl de las 238 muestras analizadas se muestran en la Ta-bla 1. Así como también la,.desviación estandard. Los valores máximos y mí-nimos de los mismos se muestran en la Tabla 11.
De acuerdo a los valores promedio el Indice de Reichert Meissl es más alto en el período primavera-verano que en otoño-invierno, oscilando de 26,4a 24,2; obteniendose como valor máximo 29,0 en verano y como valor mínimo21,4 en otoño.
Si consideramos el valor mínimo de 24,0 del Código Alimentario Argenti-no (12) como el valor límite, vemos que en primavera el 93,3" de las mues-tras tienen valores maYOres que 24,0; .:el 96,4" en verano, el 59,S" en otoñoy e183,3 % en invierno.
Se ha desestimado el/valor de la acidez de la materia grasa, aunque siesta hubiera sufrido lipólisis o si se tratara de materia grasa de queso depasta blanda muy maduro o de materia grasa conservada durante un largo pe-ríodo, aparecerian ácidos grasos libres. En este caso no se lograría una e~terificación total por los métodos de transesterificaci6n (8), ya que con e~tos se esterifican solamente los ácidos grasos provenientes de .triglicéri-dos Y no los ácidos grasos libres (9).
Los ácidos grasos se podrian dividir en dos tipos, aquellos que poseenhasta 12 átomos de carDona, característicos de la grasa de leche Y aquellosde más de 12 átomos de carbono característicos de la grasa animal.
Respecto de los ácidos grasos de menos de 12 átonlos de carbono vemos quetanto los 4:0, 6;0, 8:0, 10:0 Y 12:0 permanecen constantes durante todo elaño encontrando valores máximos para el ácido butírico de 6,0" en verano Ymfnimo de ],2% en invi~rno, en el ácido caproico los valores extremos son enverano de 2,5" a 0,6%.
Posiblemente los valores de 4:0 Y 6:0 resultaron inferiores a los espera-dos debido a la pérdida de ácidos grasos volátiles que se produce con losmétodos utilizados.
Se podrían obtener factores de correcci6n para utilizarlos en trabajos derutina mediante el dosaje cuantitativo de 4:0 Y 6:0 (10).
Dentro de las condiciones de trabajo utilizadas se observa la apariciónde ácidos grasos en baja concentraci6n entre 10;0 Y 12;0,pestos son JO:1 Y11:0. El primero en proporclon más elevada que el segundo. Entre 12:0 Y 14:0se observan los picos de 12; 1,. iso 13:O Y 13;O, como S, Kuzdzal (Jllo
En el análisis de los datos estos picos no fueron tomados en cuenta; eva.luamos solamente los ácidos grasos de mayor proporción,

I
('\
-4-
El ácido miristico (14:0),permanece constante, encontrando los valores extJ:'cmosdel año en verano con ,11,n y 6,8 %. El ácido palmí tico tiene .,suvalorpromedio más elevado en verano con 26,5% descendiendo hacia el invierno, conun valor extremo máximo de 40,0% y un mínimo de 21,3%. El ácido esteárico(18:0) varía en igual sentido con un valor promedio máximo en verano de 12,9%y un mínimoen invierno ?e JJ 13%. En verano se obtienen los valores extremosde 16,2% y 6,8%.
El ácido oleico (18:1) presenta una débil variaci6n estacional desde 29,0%en invierno hasta 26,1% en .verano corno mínDmo. Los valores extremos son enverano 14,2% como mínimo y en invierno 34,3% como máximo.
El grupo del ácido 18:2 (formado por el ácido anterior al 18:2, el is6~mero 18:2, 18:2 y 19:0) tiene su valor promedio 'máximo en primave~a (3,6%1y mínimo en verano (2,7%). A estos ácidos se los consider6 todos juntos parasu cuantificaci6n ya que con la columna utilizada y en nuestras condicionesde análisis no siempre se obtuvo una perfecta separación de 1?2 picos.
Los picos (l8:3 + 18:2 conjugado) se consideraron juntos por el mismomotivo, encontrando un valor promedio máximo en primavera (2,8%) y mínjmo enotoño (1,3t) •
.El resto de los picos no variaron en sus porcentajes manténiendose cons,tantes en el transcurso/del año.
Se realizaron difer9ntes relaciones entre los ácidos grasos. Dichas rel~ciones pueden usarse para caracterizar la materia grasa (7) y se1muestranen la Tabla IrI, donde ...figuran los valores promedio, las desviaciones stan-dard y los valores ~xtremos (máximos y mínimos).
Analizando las relaciones vemos que la relación 10:0/8:0 tiene una pequ,"-ña variación en el año. El valor promedio oscila entre 1,9 a 2,3 con un va-lor máximo de 3,7, un minimo de 1,4 en verano. El promedio de la relación12:0/JO:0 es casi constante en el transcurso del año (1,2-1,3) con un valormáxlino de 2,2 en otoño y un mínimo de 0,2 en,verano.
La 'relación 14:0/12:0 también sufre una pequeña variación: 4,0 en veranoa 3,3 en primavera. Los valores extremos fueron de 9,3 en otoño y 2,1. enpri.mavera.
Por último la relación 14:0/18:1 varía entre 0,31 a 0,37. El valor máximode 0,71 se encuentra en v,erano y el mínimo de'O,21. El 50% de las muestras estan e~tre 0,30 y 0,40.
El'presente estudio permiti6.evaluar la variación en la composici6n de losácido~grasos en"quesos de pasta blanda de consumo en Buenos Aires, Argentina.
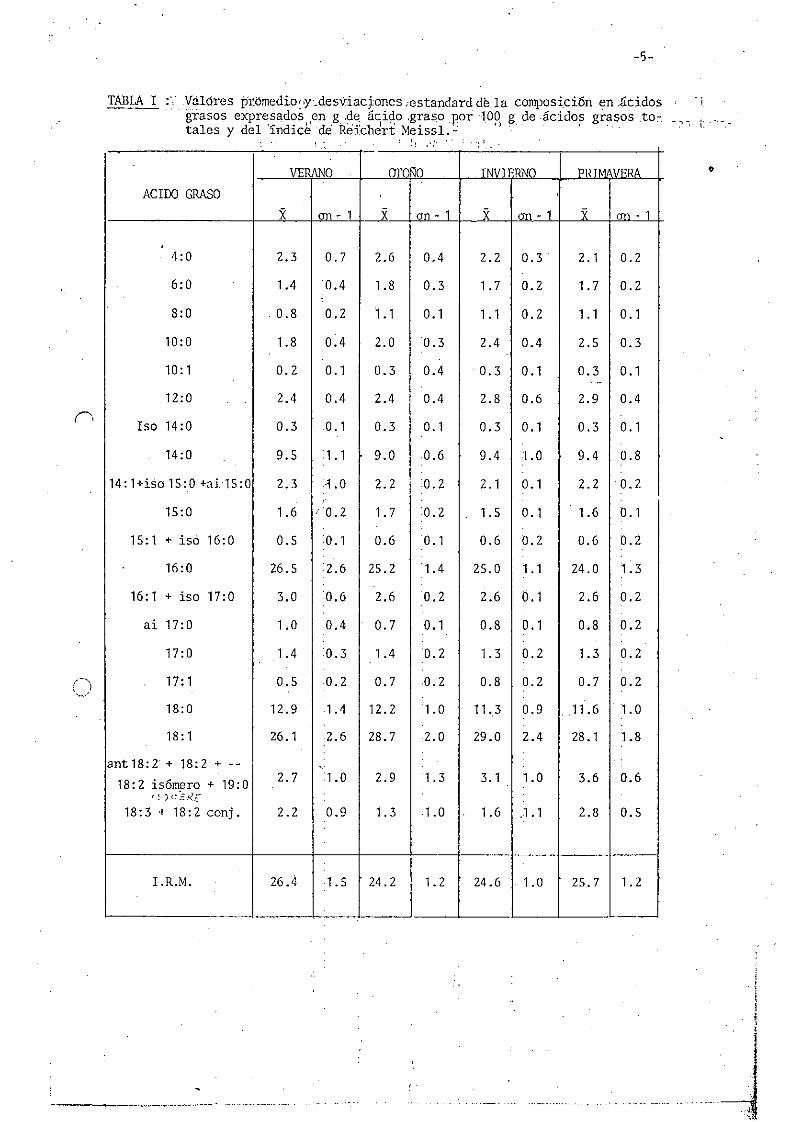
-5-
•
".""-: ¡:
TABLA 1 ., Válóres ¡Jrómedio"Y'.desviacj:ones,estandard de la composición en ;ácidosgrasos expresad~s"en ,gA~ áC,i~o,g:as0f!0il0~) g deácido~grasos ,to"tales y del índlce de Relchert Melssl." "
: .-.1, ,
VERANO m"¡;jn TNVTERJ'J() PRI "
ACIOO GRASO.
j( on - 1 X on - 1 j( an - 1 ji an - 1.
4:0 2.3 0.7 2.6 0.4 2.2 0.3 ' 2.1 0.26:0 1.4 0.4 1.8 0.3 1.7 0.2 1.7 0.2
,
8:0 '0.8 0.2 1.1 0.1 1.1 0.2 1.1 0.110:0 1.8 0.4 2.0 0.3 2.4 0.4 2.5 0.310:1 0.2 0.1 0.3 0.4 0.3 0.1 0.3 0.1
".
12:0 2.4 0.4 2.4 0.4 2.8 0.6 2.9 0.4Iso 14:0 0.3 0.1 0.3 0.1 0.3 0.1 0.3 0.1
14:0 9.5 1.1 9.0 0.6 9.4 1.0 9.4 0.814:l+isa 15:0 +ai.'1S:0 2.3 1.0 2.2 0.2 2.1 0.1 2.2 0.2
I
15:0 1.6 /'0.2 1.7 0.2 1.5 0.1 1.6 0.115:1 + iso 16:0 0.5 0.1 0.6 0.1 0.6 0.2 0.6 0.2
16:0 26.S, 2.6 25.2 1.4 25.0 1.1 24.0 1.316:1 + iso 17:0 3.0 0.6 2.6 0.2 2.6 0.1 2.6 0.2ai 17:0 1.0 0.4 0.7 0.1 0.8 0.1 0.8 0.2
17:0 1.4 0.3 1.4 0.2 1.3 0.2 1.3 0.217:1 0.5 0.2 0.7 0.2 0.8 0.2 0.7 0.218:0 12.9 1.4 12.2 1.0 11',3 0.9 , , 11.6 1.018:1 26.1 2.6 28.7 2.0 29.0 2.4 28.1 1.8
ant18:2 + 18:2 + -- "
18:2 is6mero + 19:0 2.7 1.0 2.9 1.3 3.1 1.0 3.6 0.6,~- ).(; ~.';¿F
18:3 + 18:2 conj. 2.2 0.9 1.3 1.0 1.6 ,1.1 2.8 0.5
I.R.M. 26.4 1.5 24.2 1.2 24.6 1.0 25.7 1.2
------ . __ .._-,_._~-,._---" -- ... _--, ...__ .., ...
.11,
ii1
-J

TABLA II
-6-
Valores máximos y mínimos de la composici6n en ácidos grasos expre-sado en g de ácido graso por 100 g de ácidos grasos totales y delíndice de Reichert Meissl. - --
VER'NO r OT 1'0 INVIERNO' , PRJ~IAVERAACIDO GRASO Valor Valor Valor Valor Valor Valor Valor Valor
Mínim. Máxim. }.Iínim. Máxim. Mínim. Máxm. ~1ínim. Máxim
4:0 1.5 6.0 1.3 4.0 1.7 2;6 1.S 2.5-
6:0 0.6 2.5 -1.1 2.3 1.0 2.0 1.1 2.08:0 0.5 1.3 0.6 1.3 0.7 1.S' 0.8 I 1.3
10:0 1.0 3.4 1.1 2.5 1.6 3.3 1.8 3.010: 1 0.1 0.9 - -- 0.9 - -- 0.6 0.2 0.5..12:0 1.4 3.7 0.9 3.1 1.0 3.9 2.0 3.9
Iso 14:0 - -- 0.9 --- 0.6 - -- 0.5 --- 0.514:0 6.8 11.7 7.4 10.9 7.2 10.6 7.2 10.6
14:1+Iso IS:0+ai 15:0 1.2 ,3.4 1.8 3.0 1.9 2.4 1.9 2.415:0 1.2 /2.5 1.4 2.2 1.3 1.8 1.4 1.9
15:1 + Iso 16:0 0.3 1.1 0.3 1.0 0.4 1.0 0.3 1.716:0 21. ~ 40.0 22.5 28.4 22.8 26.8 22.4 27.6
16: 1 + Iso 17:O 2.2 5.7 2.3 3.4 2.5 2.9 2.3 3.5ai 17:0 --- 3.1 - -- 1.0 0.7 1.0 0.6 1.6
17:0 1.0 :3.4 1 1.O 1.9 1.0 1.7 _ 1.1 2.217: 1 0.1 1.3 0.5 11.4 0.6 1.5 - -- 1.418:0 5.8 16.2 9.4 14.8 10.9 12.4 9.3 12.818: 1 14.2 33.5 23.5 33.7 25.0 34.3 25.2 31.4
ant.18:2 + 18:2 + - 0.4 ' 4.8 0.2 7.4 0.6 6.3 2.9 4.718:2 -isómero + 19:018:3 + 18:2 conj. 0.2 -5.9 - -- 4.1 --- 3.4 1.9 4.0. I
- -
I.R.M. 22.1 29.0 21.4 26.9 22.6 26.2 23.5 28.2- I
:,;.i
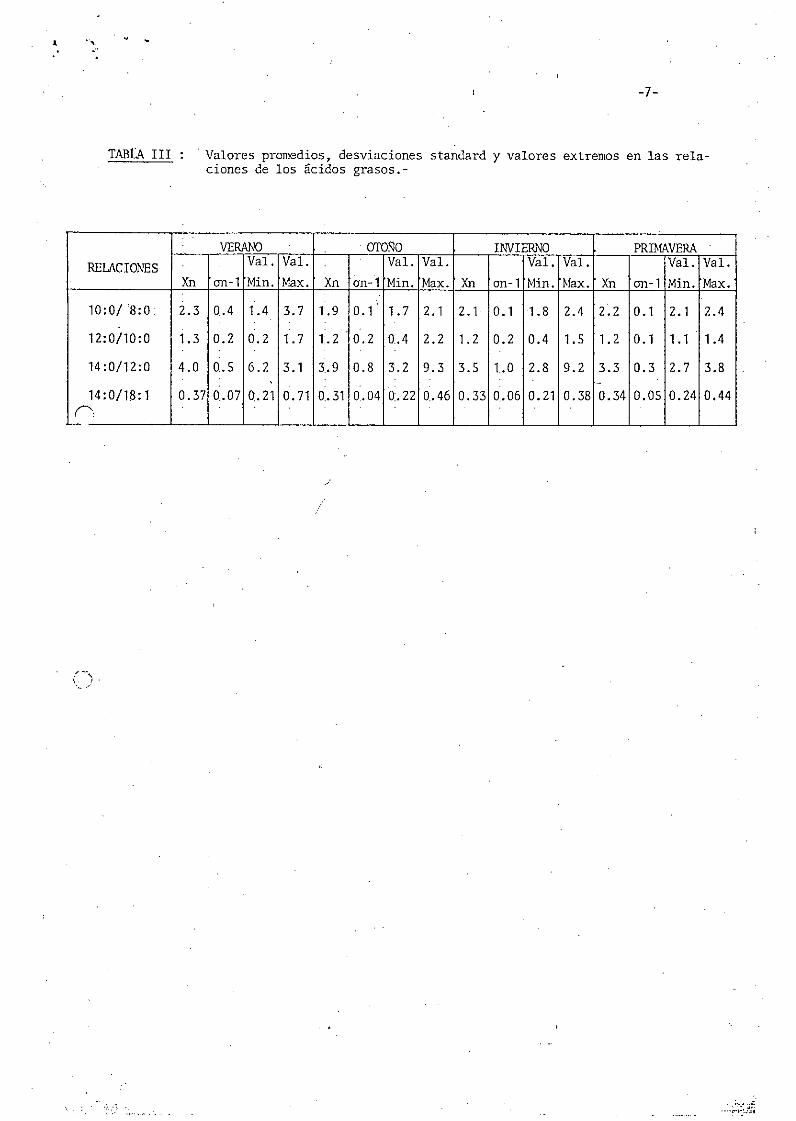
" .
TABLA III
-7-
Valores promedios, desviaciones standard y valores extremos en las rela-ciones de los ácidos grasos.-
VERANO OTOÑO INVIERNO PRIMAVERAVal. Val. . Val. Val. Val. Val. Val. Val.RELACIONES
Xn (JIl-1Min. Max. Xn 0.n-1 Min. Max. Xn (JIl-1Min. Max. Xn (JIl-1Min. Max.10:01.8:0 2.3 0.4 1.4 3.7 1.9 0.1 1.7 2.1 2.1 0.1 1.8 2.4 2.2 0.1 2.1 2.412:0/10:0 1.3 0.2 0.2 1.7 1.2 0.2 0..4 2.2 1.2 0.2 0.4 1.5 1.2 0.1 1.1 1.414:0/12:0 4.0 0.5 6.2 3.1 3.•9 0.8 3.2 9.3 3.5 1.0 2.8 9.2 3.3 0.3 2.7 3.8
..14:0/18: 1 0.37 0.07 0..21 0.71 0..31 0..04 0.22 0..46 0.33 0..06 0.21 0.38 0.34 0.05 0.24 0.44
('L.
,. ,.-8-
B'I B L I O G R A F I'A
) Elaboración y existencia de productos lácteos (1979).Industria I~chera año LVIII N° 662 (41).-
2 l Charles Morris - International cheese trends (1980).F?od Engineering International 5 (30-36).-
3 l Memoria - Ejercicio N°60 - 1978/1979 - Centro de la Industria Láctea (34).-4 l F. Luddy, R. Barford, S. Herb 'and P. Magidman - A rapid and quantitative
procedure for the preparation of methyl esters of butteroil",andother fats(1968) - The Journal of the American oil Qhemist's Society. (August (549-552).-
5 l R.G. Jensen, J.G. Quinn, D.L. Carpenter and l. Sampugna - Gas-liquid Chroma-tographic Analysis of'~lilk Fatty Acid : A. Review.Journal Dairy Science ~ N°2 , 119-126.-
6) P.lV. Parodi - Fatty Acid Composition fo Australian Butter Acid Milk Fats -1970 The Australian Journal of Dairy Tech - December (200-205).-
7 l P.W. Parodi - Detec:tion of Synthetic and AdLI1terated Butterfat TriglycerideFatty Acid Analysis - 1971 - The Australian Journal of Dairy Technology -Vol. 6 - N°4 (155-158).-
8 l. Charles Alais - Science du Lait, Principes des Techniques Laitieres - 1975.-9) J.P. Wolff - Manuel d!Analyse des corp gras - 1968.-10) S. Kuzdzal Savoie - Le Tube "Ross-Kuzdzal" et Son Utilisation.c1977c]E Techni-
que Latiere - N°894 - (9-11).-11) S. Kuzd7.al Savoie et W. Kuzdzal - Applica tion de L'étude des Acides Gras Mi-
neurs par Chromatographie en phase Gazeuse a quelques proble.llesde Controle-1970 - La Technique Latiere - Octubre.-
12) Código Alime~tario Argentino - Decreto 111/12/1/1976. Cámara de Comercio,Industria y Producción de la República Argentina - Buenos Aires.-
'r':~.- ..._- •..•..'-"'""')
1 4 JUN 1979
SUEr~os DE QUESEF{lA ('.•." .. ~:';:~~.j.:;;~~':'~~~-----_._-----------_._----------
o
por OSVALDO A. LUCCHINI y JORGE O. CASALE
En esta notable ro?aboraciÓ'i1,) cuya.atenta lectura reCOm,CH(l!tiJ108 (f• .empresa-'has y técnicos, dos dest:J.caclos in'vest'iga-d01'CS .sefl.Clhnl, los peTju'icio8 q~!e. ocasioTl.a
la elúi1:inaC'ión irracional de 1-osS1V31"O::; Cr./3
quesería y e:mm'iwm las posibilidadesexisten,tes liara ?INZizarlo8 Bi(, la obtenci6nde l)rod?lctos de atmci'h,;a ,'entabilidad.
Composición y Producción:
(~) T(,dof. lus valures de Stl':.u, eslim<ld:J5 ;i tli'lrtir tle ia flro<.ll!c-c(,jn ue C[u(:~us,
\'0 en ¡productos alimenticios, corno se hdCC .2n elresto elel llltlnclo el~sarro!lad(l, con los ,b02neficios
en calidad y economía que esto significa.
La COlllposiciórl de los sueros ele quesería \'2.rfasegún los. 'Ü-pos ele pasl:t ele los quesos de cuyafabricaci()(l provienen, pero el rango .cie compü~siciár, es el siguiente:
%5,0 -6,53,5 14,G0,5 -0,650.5 -0,65'0,1 -0,2a,G5-0,1~
SélidlJS totalesLéI_ctosa.Protcin<:.sSales Minerales~ust. nitrogenadas no pcotci<:a3Acidez 1itulable
Pcn 10 tanto ')i ia pr'.l(!ucció¡¡ tI.tillal c::¡ de
1.500.000 toneladas, por "110 se están desaprove-chando:Iactos;; : 55.000-70.000 t,'"elad"sproteínas: 8.000-10.000 t"ndadasLa producción de qu(~SO~;,Y por :0 tanJó de
S'llerOs, -ZIlIlI]Cnta aiio Iras <lon y .podemos citar ].1
Dur.:J.ote !970 en nuestro pc.ís se obtuvieren.aproximadam;.;rHe 1.500.000 tOllelad¿¡s (*) de sue_ro CGU!O sllbrroducto de 13. fabricació:1 de queso.'L~l casi tot;¡tidad c1~. tali ill1presioll~~nteyo!l¡men-~tiC Jesaprovechada. "desde el punto ele vista in-'ous[nal (habiéndoselo destinado en parte a la ali-mentación ele cerdos, r- ~1 resto d~secl13do enarroyos y canales de dn:r¡aj~), perdiéndose dees.a manera la mitad de los ..soJidos de la leche,Aparre ..del aspecto económico' y nutricio que estosignif¡,.::a, :todo industrial qtiCSero conscie:lte habrávivido dra a dí.1 el problem,¡ de cont.111lin.Jc¡ón decances de <~gU.l.p¡'l)"Y'oeado por.cs(}s graneles volú-
menes de materia) de alt.él. demanda .biológica de
oxigeno y ofensivos efluvios olorosos. C0ll10 datoCOlllpi1j'ativo podernos decir que la proelucciÓ:l desuero mencionada lleva una cJrg.] rcsiduJ.: c.:qui-\'"I,:,ntc, en líquido c!n.}cal, d Ulia ciudad :"Ic4.UOO.ú()ü ele personas.Paralt:l-'l!lJ<..:nk, hunos illlport¡¡c!o 800 toneladas
de lactosa jl\ir "l1~1valur ele' 400.000 dólares, y he-omus dejado de exportar le eh:..: descrt.:lllacla en pol-vo 'QllC l1.S.J1l10S para iines inclustriaks en Jos í}ucse plJdía haber cmpkado pcrfedJlllente suero cnpolvo, Talllbi0n hemos (!cjado ele clIlplcar lln,1cJlItidaJ <lnft.l'ga <.k sólicll.ls <1(: suero enlllO adi.ti-
.-
~2 22O 3
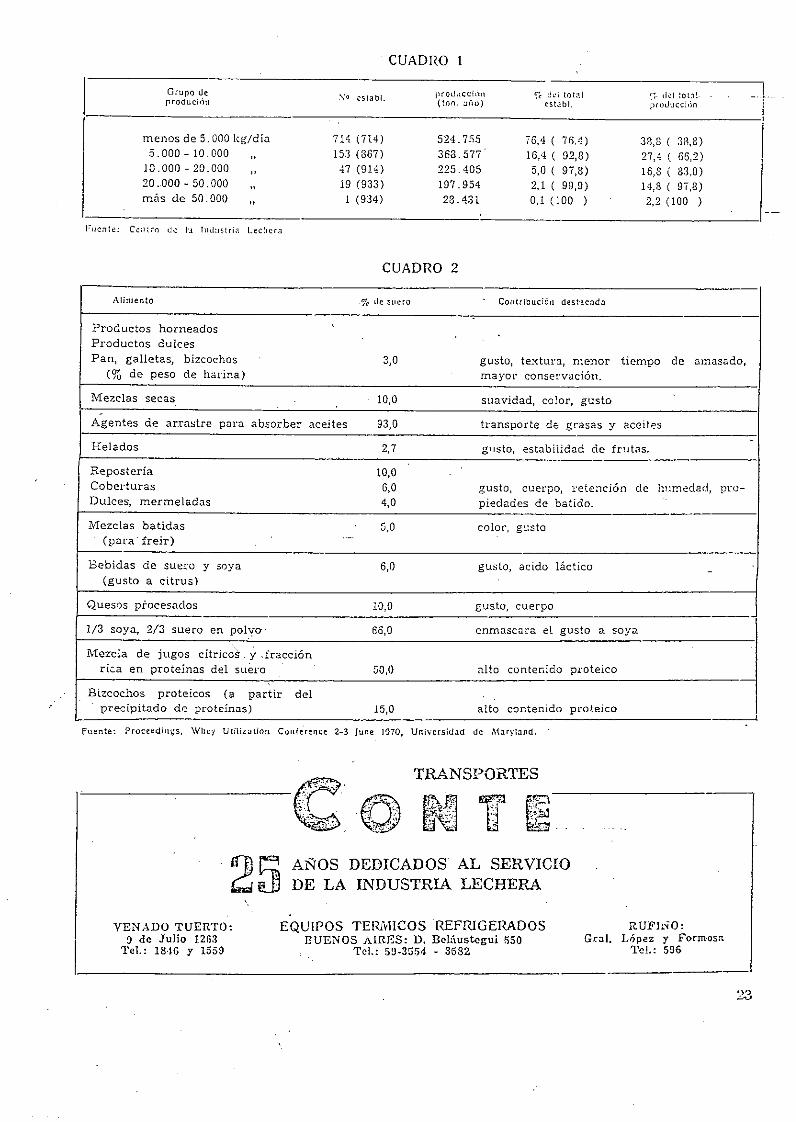
Grupo deproducion
menos de 5.000 kg/día5.000 -10.00010.000 - 20.00020.000 - 50.000más de 50.000
Filen:,,; C,:::J,;'"(}d.:: 1".'1llld;l~tri;¡ Le.cIH::ra
:-.;~ esta DI.
714 (714)15:] (367)47 (914)19 (933)1 (934)
CUADRO 1
prOUllcci,'m(ton. ~Iíú)
524.7;';5363.577'225.405197.95423.431
<;é t.kl tnt;¡1estab!.
76,4 ( 76,4)16,4 ( 92,8)5,0 ( 97,8)2,1 ( 99,9)0,1 (lOO )
(~- \kl :O!.1!-jHtluucci,in
38,S ( 38,8)27,4 ( 66,2)16,8 ( 83,0)14,8 ( 97,8)2,2 (lOO )
~..¡
CUADRO 2
Alimento % de Sll~ro Contribución dest.~c;]d,]
ProGuctos horneadosProductos dulcesPan, galletas, bizcochos 3,0 gusto, textura, menor tiempo de amasado,(% de peso de harina) maYOl' conservación.
l\1ezclas secas 10,0 suavidad, color, gusto,
Agentes de arTa~tre para absorber acejtes 93,0 transporte de grasas y aceitf:'s-Helados 2,7 gllsto, estabilidad de frutas.
Repostería 10,0Coberturas S,O gusto, cuerpo, l'ete¡¡ción de hllmedad, prC'-Dulces, mermeladas 4,0 piedades de batido.
Mezclas batidas ~,O color, g'..:sto(para" freir) .-
Bebidas de suel'O y soya 6,0 guslo, acido láctico -(gusto a citrus)
Quesos procesados 10,0 gusto, cuerpo
1/3 soya, 2/3 suero en pol-yo' 66,0 enmascara el gusto a soya
I\rrezcla de jugos cítricoS-" y ,fracciónri.:.a en proteínas del suero 50,0 alto contenido pl'oteico
Bizcochos proteicos (a partir delprecipitado do proteínas) 15,0 alto contenido proteico
---l
fuente; Prúcet;:dillg"s, W1Jt;:y Ulilizatioll COllference 2-3 June 1070, Un¡ ..•.crsillad de Maryland.
25 AÑOS DEDICADOS AL SERVICIODE LA INDUSTRIA LECHERA
VENADO TUERTO:9 de Julio 12G3Tel.: lS.l(; y 155!>
EQUIPOS TERMICOSREFRIGERADOSnUENOS AmES: D, llehíuskgui fi50
Te!.: 5!).3r.i54 - 3532
RUFll'<O:Gr.al. Lt5pcz y FOl"mosn.
Te!.: 596
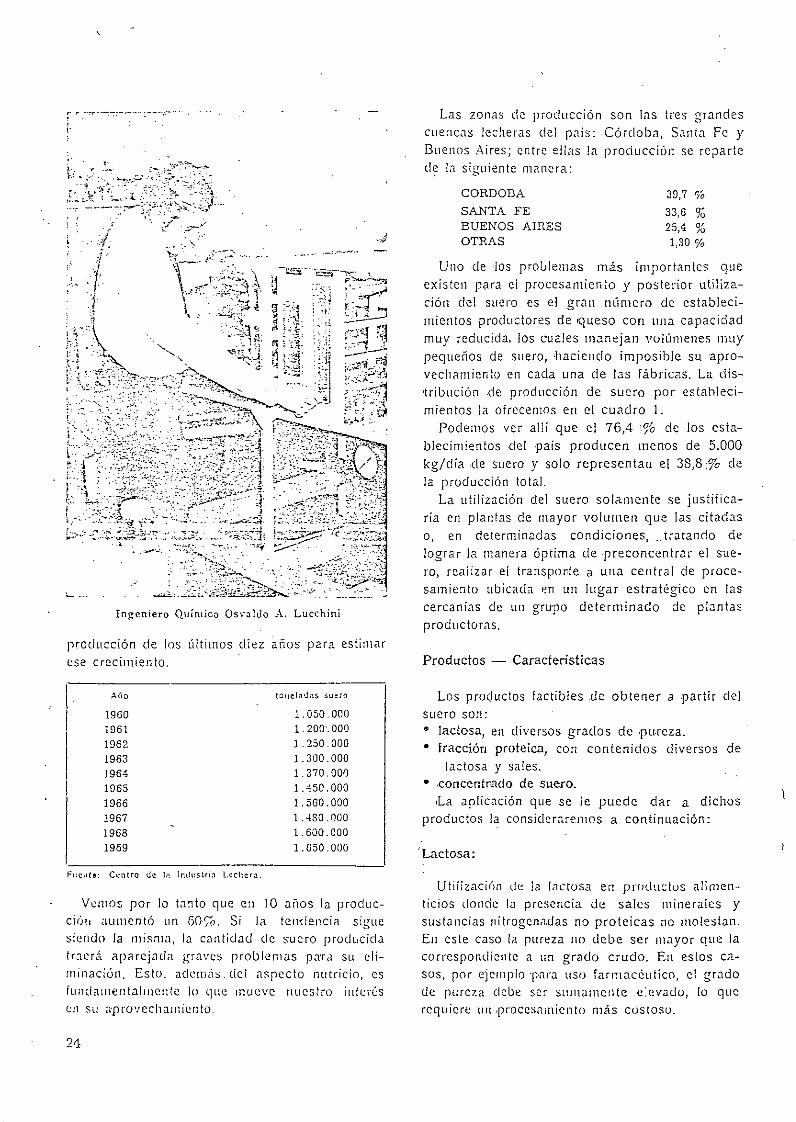
.,y'
~-_.,-
39,7 %33,6 %25,4 %1,30 %
CORDODASANTA FEBUENOS AIRESOTRAS
Ulloele ;los prolJlemas más importantes queexisten para el procesamiento y posterior utiliza-ción elel suero es el gran nllmero de estableci-mientos productores de Iqueso COn lIna capacid'admuy reducida. los cuales manejan volúmenes muypequeños de suero, hacienelo imposihle suapro-vec[¡amiento en cada una ele 13s fábricas. La dis-'tribución .e1e producción de suero por estahleci-mientas la ofrecemos en el cuaelro l.
Podemos ver alli que el 76,4 ;<;'0 de los esta-blecimientos e1el país ,producen menos de 5.000kg/ciía ,ele suero y solo representan el 38,8:% elela producción total.
La utilización del suero solamente se justifica-ría en plantas ele mayor volumen que las citadaso, en determinadas condiciones. _.tratando delograr la manera óptima de -preconcentrar el s'ue-ro, realizar el transponte a ulla central ele proce-samiento ubicada ~n un lugar estratégico en lascercanías de lIl1 grupo determinado de pl.:J.ntasproductoras.
Las zonas ele producción SOn las tres grandesClle'ICa~ lecheras del pais: Córeloba, Sanla Fe yBuenos Aires; entre ellas la producción se re¡Jartede la siguiente manera:
, '",,,1"
Ing-eniero Químico OS\"J,ldo A. Lucchini
producción de los últimos diez alías para estimarese crecimiento. Productos - Características
II 1960
196119621963196419651966196719681969
toueladas suero
1. 050.0001. 200..0001.250.0001. 300.0001. 370.0001. 450.0001. 560.0001.{80.0001. 600.0001. 650.000
Los productos factibles .dc obtener a partir elelsuero son:• lactosa, en eliversos graelos de pu.reza.• fracción proteica, con contenidos diversos de
lactosa y sales.•. concentrado de suero.,La aplicación que se le puede dar a dichos
productos la consicleraremos a continuación:
'Lactosa:FI:CJ1t~: Centro U~ J;'. lndl:sUi;:¡ Lechera.
Vemos por lo (aoto que ell 10 afias la produc-CiÓll aumentó un 60'70. Si la tendencia siguesiendo la misma, la canticlau de suero prodL,cic1a
trJ,crá aparej.1da ¡{raves problemas paTd su eli-minación. Esto.. además, del asrccto nutricio, esfUlld::unentalJJlcnte lo que muevc nuestro interés(;11 su ;:¡'pro'/echallliento.
Utilizaci(¡n de la lactosa en pruductus alimen-ticios donde la presencia de sales minerales ysu~tal1cias nitrogena.das no proteicas no molestan.Eu este caso la pureza 110 elcbe ser mayor que lacorrespondiente a un grado crudo. En estos ca-sos, por ejemplo 'para uso farmacéutico, el gr.1dode pureza debe ser st1JJ1<lJl1cntc c:evado, lo querequiere Urt ,procesamiento más costosu.
21
Esto es factible de obtener una vez elimi"adoel 94 ,% del volumen inicial de suero. Como 1'0-uemos observar, la composición ele la soluciónresultante os muy parecieJa a la eJe leche eJescre-lll.1c1J, lo cual nOs da la idea de su utilización enreemplazo de la misma en ciertos usos,
La solución que atraviesJ. la membrana tiene:la siguiente composición:
imposible recollstnJir la proteina eH solución.;ademfls, cl precipitado J:CV,1 gran cantidad deagua, la que si se: elimina hace que dicha deshi-c!rataci()[l sea irreversible. ¡\ pesar de esto, dichoprecipitado puede utilizarse ¡JJra la preparacióneconól1lica de ciertos productos de alto c()ntenidoproteico, como señalamus ,:ltlterioflnellte. La so-lución rel1lanente .podría utilizarse par3. laproducción de lactos.1, .dependiendo i;sto del vo-lumen eh: suero que se procese para que resulteeconómicamente factible.
En llluchos casos, para .1.1 utilización d~ lasproteínas necesitarnos que no estén- desn.aturali-zadas; en estas circunstancias. el procesamientoideal sería mediante 'ultra filtración. esta es unanueva operación unitaria que se ütíliza parJ. elfraccionamiento ele soluciones diluidas y consisteen someter a presión _dicha solución sobre UI1.amcmbrana, la cual tiene caracterísUcas que lepermite retener determinaeJo tipo de sustancias ydejar pasar otras, principalmente .el agua. 02 .¿stdmanera, . de acuerdo a caela tipo ele membr a~autilizada, podemos realizar el fraccionamiento dedeterminadas sustancias.
Durante t 971, en el Centro de lnvestig~ciónsobre Alimentos (CfSA), del sistema eJel InstitutoNacional de Tecnología Industrial (INTI), serealizaron aproximadamente veinte ensayos piít)-to parJ. fraccionar suero y obtener de esta l.na:1eraunJ. sol',ucián cada vez más .rica en proteínas,pues la membrana utilizada en este C3S0 tiene lapropieebd eJe retener en for,ma total las 'Proteinasy dejar pasar en cierto graeJo lactosa, sales mi-11'erales 'y sustancias nitrogenadas no proteicas;la composición alcanzada en dicha ¡fracció:1 pro--teica es la síguiente:
I
(,\
I1,
¡.f
I
La lactosa es responsable de la intensificacióndel gusto ele c!etcf'lllill.1c!OS productos alimenticios,ctlJ.Jldu se agrega a los mismos. Puede llegar el
lllejor;}r el gusto de ciertos productos de la mis-ma mancra que el glutalllJ.to l11onosóclico. Ade-más tiene la propieeJaeJ eJe retenerhumodaeJ yfrescura si se encuentra cn condición JJl1orfa, pueses lo que la hace más :higroscópica. En los últi-mos al~os !:.l lactosa tUI/O gr.J1l clel~l.1l1da pJ.ra faproducción de alimentos infantiles.
fracción proteica:
Los preparados de fracciones ricas en proteínaseJel suero son muy promisorios para su usoalimenticio, pues contienen las proteinas eJe n1éÍsalto valor nutritivo eJe la leche que sOn: lacto-albúmina y lactoglobulina. El agregaeJo eJe pro-teínas a diferentes productos alimenticios puedellegar a tener gran importancia. Por ejemplo,eJebieJo a que no coagulan' con la acieJez, se pue-úe agregar J. jugos de frutas, tOIllJ.tes, etc.; tienenademás importantes propiedades de üatieJo.
Concentr;¡do de suero:
Puede también utiliz:trse como 'ingredieo'te enalimentos, pues la lactosa y las ,proteinas leconfieren las propiedades antes mencionadas; elúnico i!1conveniente irnp(lrtante es el alto conte-nieJo de sales del suero y que le contier, malgusto. Por ,lo tanto, en algunos casos se hacenecesario elimin~r la mayo'r parte de dichas sa-les, ya seJ. por ósmo.sis inversa, electrotliálisis o
- interca:mbio iónico.En el cuadro 2 d;¡nros algunos ejemplos de
u.tíl¡zación del suero o algunas de sus fracciones,y la cOlltribucinn más destacada que producen.
Métodos de procesamiento
Uno de los métodos más sencillos de 'procesa-miento de sueros esla precipitación directa de lasproteína5 mediante ca':or y. con una ,posteriordecantación, separar por un lado el precipitadoy por otro la solución que, está enriquecida enlactosa.
Mediante este proceso, sin embargo, las pro-tcímls se desnaturalizan, por lo .que Su utiliia-ción es en cierta manera limitada, ya que unavez producida dicha desnaturalización es casi
Sólidos totalesLactosaProteínasMineralesResto
25,0 %13,0 %9,5 %1,0 .%0,5 %
25

Se observa que esta ,dtima solución es r.wy ricaen lactosa, pudiendo concentrarse y cristalizarseobteniendo lactosa para aplicaciones en produc-tos alimenticios, o se puede refinar hasta 13 pu-reza deseada, dependiendo esto de la economiadel proceso.La fracción proteica obtenida se puede diluir
en agua y volver a fraccionarla p2ra lograr unasolución proteica cada vez más puri'ficada. Serealizaron dos diluciones y dos fraccio!1amientos,obtcniéndose los siguientes resultados:
Concentración de suero original
'c) ILa energía necesaria p?l.ra el procesamiento esmuy inferior Con respecto a la evaporación;esto ':0 detallaremos más adelante.La desventaja principal de la ó~mosis inversa
es la vida eJe las membranas, pues 'según fabri-cantes jcfe las. mismas} la duraciÓll es aproximada-mente de Un' aiío. Sin embargo, los ava!1ces real'J-zados al respecto hacen suponer que' en no muylargo tiempo ,puedan producirse membranas cuyaduración sea mucho mayor y, correspondiente-mente, se logrará una significa.tiva mejora en laeconomía del proceso.
En el CfSI\ ,también se trabaja en ósmosisinversa cO:lcentran.do el suero original, la frac-ción. rica en lactosa proveniente del fracciona-mi'ento por ultrirfiltración, y finalmente la fra_cciónrica en proteínas; también se realizaren aproxi-madarJlente 20 ensa-yos.Los resultados obte:Jidos fucron los siguientes:
4,5 %0,4 %3,8 %
0,05 %0,25 %
4,9 %3,8 %0,5 %0,6 %
2<:1 diluciónSólidos totalesLact0saProteínasMineralesResto
Sólidos totalesLactosaMineralesResto'"
1° diluciónSólit:l.os totales 6,1 %Lactosa 1,7 %Proteínas 3,8 %1finerales 0,3 %Resto 0,3 %
Concentración de la fracción rica en lactosa
Concentración de la fracción rica en proteína
-En este caso el ni\reJ de concentrZlción quepuede alcanzarse también es del orden de 20-25% ,de sólidos totales.
En los ,tres casos citados de: cOllccnlraciún, 1.1solución que pasa a través de la membrana tieneun contenido muy bajo de só'idos (aproximada-mente 0,3 1~)Y SOn principalmente sales minera-les de muy bajo peso molecular. Por lo tanto,su eliminación como líquido resic1I1JI no trae pro-blem,1$ ele co;]talllillétcion, siendo la domanda bio-química de oxígeno eJe dicha solución lllllj' b.1ja.
El grado eJe concentración. alcanzaLla en ~smo-
Como vemos, a medida que aumentamos lasdiluciones y fracciona-mientas, la solución se vaenriqueciendo en proteínas. El nUlllero de dilu-ciones esÚ limitado por aspectos eConómicos,pero debido al bajo costo de procesamiento 1'0-dria ser factibté su aplicación.
Otra forma de prL1cqamiento es la conce"tra-cid!! directa del.sUíÚ.o mediante ósmosis inversay/o evaporación, OSlllosis inversJ. es ~lIna técnicamuy similar a la u;trafiltración; la única c1j~ercn-cia es el tipo de membrana utilizada, ya que eneste caso las mismas permiteri\el paso del ,aguDoy alguna sustanci'é). de bajo peso molecular. Purlo tanto, para Jograrflujos similares a través dela membrana es necesario trabajar a presionesmucho más elevadas. Como ejemplo podemosdecir que e:1 ultrafiltración se trabaja a una pre-sión de lOa t 5 kg/cm2; en cambio, en Ósmosisinversa, la presión de trabajo es de, 40-45kg/cm2.
Las ventajas de la ósmosis inversa con respec-[o .,1 la evaporación son: .
• para prOducir la concen'tración no es necesarionillglín tipo cle cambio cl~ fase que pueda al-terar de a!gLlna manera I.as sllS't.1l1cias COIllPO-
,!lentes del suero, principalmente las proteínas,f;iciimente desnaturalizablc por c:1lor.
(0) },'csto: <leido 1.1elko, cítrico y :i:llSl;)lIci;:¡s ¡¡i(rog-cll:ldns norlro(eicn:i:,
Sólidos totalesLactosaPl.oteiJ13SMineralesRe~to
Sólidos totalesLactosaMineralc.:;Resto
Sólidos totalesLactosaProteínasMineralesResto
24 %17,8 %2,4 %1,7 %2,1 %
21,3 %17,6 %1,4 %2,3 %
11,2 %0,9 %9,6 %0,1 %0,6 %
26
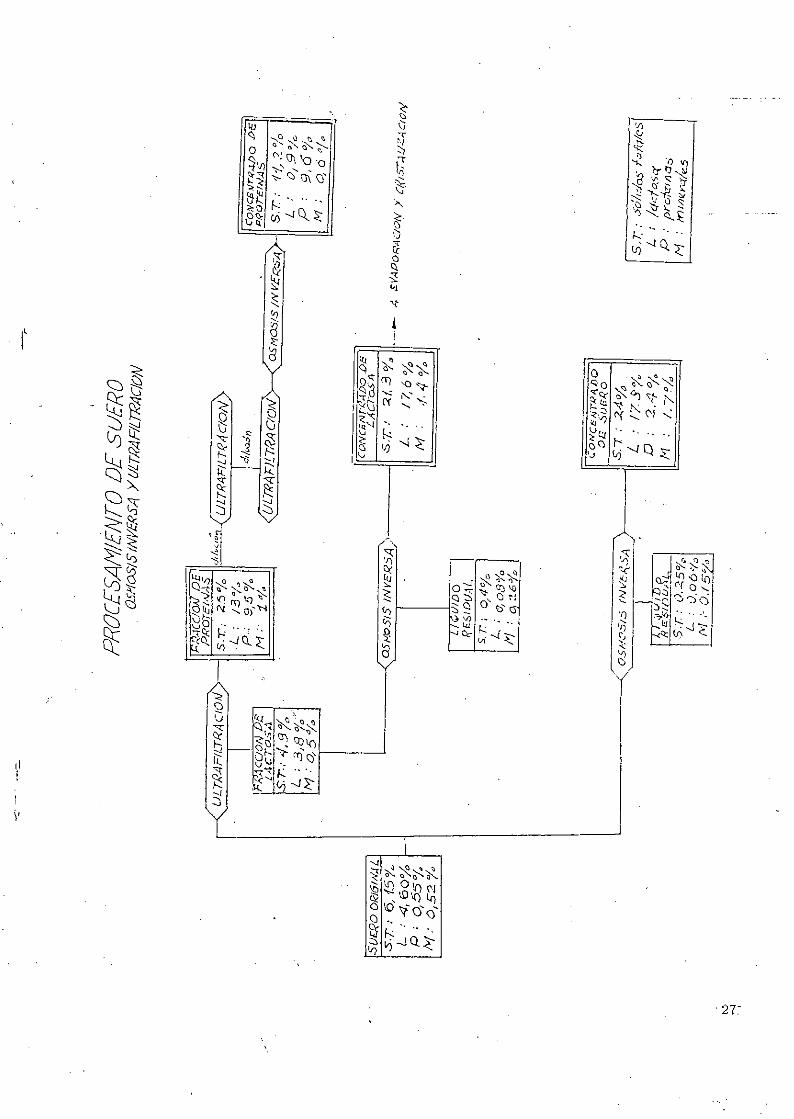
..-'
---'
.._:=
:.,e
PROC
ESA/
'1/EN
TODE
SUER
O05
I/O$/
5/N
VE
.RS
Ay
ULT/
?4F1
LTRA
C/ON
ULT
R.4
FILT
RA
oOJJ
i'R4c
OO
flD
i!L..4C
TO_-;"A
ISr.
..4,
9%L
..3,8
'Yo'
f\1:
0,5
d/.
:"'-1
CCI(J
),/DE
PR
OT
Ef
•••M
sS.
T,Z'
;"/O
L,
/3°1
.p..:
9/50/"
M:
1.di.
<"),1
.-,,:.,
ULT
R4F
ILTR
4C10
N
¿1/ÁJ.J
n
ULT
R/.¡
FJ~7
RA
ClO
NO
Sfr/
OS
ISIN
V£¡
;:.s;
,¡
Co,vc's.I/r4!.4
/)O£>
6P!?OrcINAS
S.T:
//-¿2
~Jo
L:019':lo
p,9.6"/~
M..
qÓ
-"/0
05¡J
¡:)S
ISIN
VE
RS
A).-----<
.sV£
J<O
OR
J6JA
',fL
sT:
6,f5
10
L..4,60%
P,
0,5
5°1
./y
(.'0,5
21a
IrCOYCENrt.'..fD
O.DE
rf'
LAcroSA
S.T.'
::<(,3
o/"11
_-4
EVAPOR;¡CION
Xq(/S7'"
....Juz...jclcJ'./
L/7
,6%
Ml.4
0;0
illD
o-¡
RE
:f,iD
UM
.s.
T:,
0,4"
/0L...
:o,.08'10
1"1..a::!
h..y"
0.;. C')
IL~~,
OS
NC
'5J:
5fA
/Ve
"SA
"",,7)-
0--
kf:?
::51D
U,){Cl--
S.r
~_.'~>
.':<5'Y
,;.L
:';'06''/0
1'0'1
;..0'/5"/"
COIYCENil..'41)O
D~
.sU
GlI,o
5.7:
2,4'
;/0
L/7
sra
D2.~1o/"
M1
.7°1
.,
5.7:
:sd
/doo
;1"
,!<.J
IcS
L:
/<le
jo",
,<P
prc-hII1C1:::;
/"111?1
/Jr¿y,c.r/e
s
Vista anteriordel equipo pilotode ósmo~is iIlYNS:ldel INTI.Fuede observarseel tahlero decontrol r elc:ludalímetro.
El coslo de energía
¡ica clel procesamiento de sueros que es factiblerealiz2.r mediante ósmosis ir1\rc~sa y u;trafj[tra.-ción.
o sea que cl costo cnergético ,en evaporaciónes aproximadamcnte 7,5 veces mayor qt::2 en os-mosis inversa. Seiialarnos sol.:lInente el costo deenergía rues la diferencia es ,notoria, CI)lllQ se(~esrrcmJc de las cd-ras Jl1c:lcionadas. Para tener
En ósmosis inversa 'Y ultrafiltración el costo deenergía está dacio solamente por el consumo delmotor eléctrico que aceio"a la bomba impulsoraclel fluido. Los cálculos realizados por nosolrosp~r.a concentrar y fraccionar suero, arrojaron lossiguientes resultados: para obtener una produc-ción diaria de diez mil -litros de suero concentra-elo con un con.tenido ele 24 1% ele sólielos total.osnecesitamos 275 k\V-h, eliminando treinta ni!! li-tros por ciía de agua. En cambio, para evaporaresa misma cantiua.d de agua medi.:!.:1tc lun evapo-raclor ele simple efecto, necesitarnos 3750 kg pordia de combustible. Si el precio elel kW.h es delorden ele 0,25 $ y el elel kg de combusti.ble eS ele0,15 $ vemos que el costo diario de energía esel sigllie;¡tc en amhos casos:
$ 71,50$ 562,50
OSrllosis inversaEvaporaci6n
sis inversa está limitado por la concentración delactosa para fnantener Su solubiliLlad, dado queen caso ele que crista'izflra, los cristales destrui-rían la membrana debido a la gran turbulenciacon que se procesa la solución. En el caso ele quefüera necesaria una mayor concentración ele só-lidos para el posterior secado en un secaderosprai, podría realiz.arse una evaporación del pre-concentrado, la que n~ sería tan costosa como sitoda el agua contenida ~n el suero tllivese queeliminars2 de ese modo.
El equipo utilizado el1 las experiencias fue unode escala pi:oto. Las membranas' están dispuestassobre la pared interior ele ,tubos porosos construi-dos cl2 fibra de vidrio y resina epoxi; dichos tu-bos tieflei1 un diámetro interior de 1,25 Clll yuna longitud de 240 cm; 18 de estos &ubos sereunen, conectados en serie, conformando un mÓ-dulo. Disponemos de trcs módulos para ósmosisinversa y tres para ullrafiltración. El liquido esimpulsado mediante Ul1a bomba Moyno ele cdvi-cl~ld pfl)grcsiva, capaz de desarrollar 55 kg/crn :2de presión, regulada a la salida de los módulospor Ufla y¿¡Jvula de contrJ.p~esión. El caudal má-ximo a impulsar por la bomba es de 40 Ils./mi".y es posible regularlo mediante un variador me-cánico ele velociclad.
El costo elel equipu piloto fue cle aproximada-meote 8.000 clólares.
En la página 27 se hace: ulla descripción grj_
28

1I11.1 idea más eXJct.l de los costos totales deproccs:i1l1icnto ckbclllOS tener en cuenta otrosfactores para comparar, corno son por eje!1:plo:rcemrlazo de m12111braJlas, anlOrtiz.1ción de equi-pos, mallO de obra, gastos i¡;cJir¡;ctos, etc.
Nuestro próximo trabajo será la realización deun estudio dct31laC!o y completo de los costos deprocesamiento en ósmosis ill\'crsJ., Ll¡trafiltrJ.ció~],~vaporJ.cj¡"¡Jl y secado sprz\)', rara tCIler así elvall)r necesario dt:: inversión y costo ele: productoobtenido y de esa manera ver las posibilidJdeseJe concretar su 'Utilización.
COnclusiones
Partienefo efe lln volumen de [00.000 li,ros deSllero (6 % efe sóliefos) se pueden obtener unos5.000 litros de concc:ltraclo proteico similar,
. excepto c3sLÍna <1un.1 leche descremada concen-trada 3:1 (25% de sóliefos). Haccillos hincapiéen lo ef2 "excepto caseina" pues la lra~ción pro-teica de este concentrado es de mayor valor nu-tricio que la caseína de la leche descremada.Este concentrado una vez secado 'Por spray rienedrli~ación inmediata en rcemp:.azo de leche des-cremada en polvo e~l l11uchos de los LISOS indus-triales que actualmente empleZ1l1 este producto.
Aefemás de los 5.000 litros efe concentradoproteico, ~c obtienen 95.000 litros de solucióncon 4,5 % tie lactosa, Esta solución puede pre-concentrarse -económicamente por ósmosis ¡'llver-sa, y luego de evapor.ar?e Y cristalizarse, obtenerI.:tctosa de diversos ;ral1'os de pureza. Si consi-derarnos un rendimiento de cristalización del40 % para llegar a calidad farmacopea, cuyo va-lor, de acuerdc al origen varia entre 0.5 y 3 U:SS/K~ (ClF), obtenemos una SUII1~ (bruta) minimaele U:¡;S diarios, n.ada despreciable.
Aún si queremos .hilar más Tino, el líquido re-sidual de la cristalización de lactosa puede pre-concentrarse '[lor ósmosis in versa. y secarse poralgún método económico, obteniendo un polvorico en vitaminas, minerales; azúcar y sustanciasnitrogen<1das no proteicas, utilizable cOnJO cOnJ-
plemento en alimentos ba.lallceados para ganado.La gama de posihilidades de aprovechamiento
moderno dL:1 suero no <lcGUa aquí, por cierto.iy\e:lciol1a'lI1os tan solo como ejemplo [a clesmine-ra::zJ.ciórJ, concelltr<lción y secado de suero ente-ra sin fraccil)nar, P;-¡f.1obkllC'r el suero en polvu 'desmincralizaclo que:: hoy illlporti.lrnos para la
A 1'(liz de cO"}lsnltas realizcrdas pOi' 7aiildllstr.ia al CITIL) se realizaron ":OH')ta.-taciones de alcoholes amil ¡cos para Ger- __ber q-ue algunos 7]'(oclllctores -¡uwn .IJ quenu;si-(alx(1L JisCre¡iCí.-ncia<'i Ci~ pm'[:cl1f:aje.'3de gJ"flsa Con los alcoholes 1/sados por la-industTÜ.l. Esas constataciones arrojaroncomo resultado q1~e) efectil:wnente) por lonWrlOS en un caso) el alcohol sospeclwsodaba valm-es de g1"Clsa sllperiores en un0)2 % a nuestros patrones" Los anális.isen blanco) SÜ1. e?nbcLTgo) no indicebane/llamarías.
Realizado un anrlZ'isis ga.scn:nnatog(áfir;odel alcohol problema compc.:1"(illo con m/es-tro patrón) el crornatog7'ama del pri'me1'o. indicó 'Una gran cant.idad ele hnpzcrez-as)especialmente alcohol isobntnnol gu", laliteratw.a técnica seii.aZa .ca/tIa 'res¡.;onsa-ble _ de resultados altos ele [j1"Ctsa porGerber.Resutla.,.ía cO'nveniente '1.He los 1!sna-
dos ele a7cohol am-íl.ico lY:.l1"a titldaciÓ'n degrasa ~')07' Gerber se prf)CE--¡'[n"0n ,i.na ade-c1wcla certiíi-eac-ión POI. ]JGJte del J(lbri~cante acerca de su aceptab-ilidad pn:ra ta.luso) o que) en sedvaguoxda de sws 'intere-ses) ¡¿"icieran constatar a.icho produJ;to en1m laboratoTio id&neo.Por nuestra .paJ.te, pO"r intermedio del
I.N.T.1., el CITIL solicitará eL la. Sec,.eta-ría de Comercio se establezca .¡¡na regla-?ytentaci-ón adecuada del U30 de a.lcoh:-!.esarniZicos para el análhús de ara.::;.'], pUl'
GerlJer con fines de ¡Jugo dtó la leche paraprocesado industrial, y al [RABI pam quesea incluido en sus normas.
labricación dc [eches materniza.das y aJil1lcnto~especiales. 0, en el otro e:.::tremo del espe.:-trl), la.simple coprccipit.acióll por calor e iOfies com~le-.jan tes para obtener IIn producto sumamente eco-námil'o para el cnrir¡llecil11i~llto de bizcochos,pan, fideos, etc.
Con toda esta g¿llllJ. de posilJiliclad~s de apro-vechamiento d(: suero parece .1bSllrdo qut:.: Sisa-mos ti-r.índolo 'Y creándonos prob[cfllJS de po'~u-
29
i -
con Jll1!J!cntal, mientras invertimos ~~OO.OOOdólJr2s a,lt1a1cs en 1,1 importación ele lrlctosa, y('11 époc2.s no lejanas, en la illlportación de lechec1cSCn~1l1:lCL1ell polvo. El Jllcol~o de. la cuestióll si-
gu" siencio, sin cíllbCirgo, la decisión elel mdodo-1:1.15 CCCJIIlJlllico ell fUllción del volulIlen de sucro a. ,apmvec!lar, En Ul1 estudio posterio~ trat:1rel11os de
'/I~tí2rrlljllaí 1.:1volu'l1len minimo económico a pro-cesar par? cada método de aprüvechamiento,p:.::ru podemos arriesgarllos a decir que aCJuc:'¡asfilbric3.s eje queso Con un volumen diario de pro-cesado de 20.000 litros O más (es decir 19 plan-tas en todo el país) debieran esl~;cliar seriamenteei problellla.
Las ir.:,talaciones y el personal técnico elc! I~Tle~tán a disposición ele: la industria para trabaj:uen conjunto en este ¡tema, Existe un aparato pi-loto para traba-jar en ósmosis inversa')' tiltrafif-tr.1ci6IJ, lJboratorios analíticos, 'j ]a exrerienci.1GC un año -de trabajo en el tema, Es 'factible COI1-
crct<1r acuerdos particu:-ares entre una indusfria yel Ii'\TI (o algunos de SllS cel1tros) para eS:l1didr~:Jlprocedimiento cieterminado o para c!esarro1fJc~lgl1!1 proc!ucto comerciable, I2n form.1 cOlllpleta-l;lenfe -cO'nfidencial, aprovechando la infraestnlc-ÍLii'a '-::x:stente, H.:lY incluso posibilic!ctdcs de obte-))1:.'1' créditos de investigación y aún directamente
c1ünJcioncs ele agellci'as nacionales'c intern3cio-n21cs II organisl1ws gubernamentales o privados(il1cll1)'cl1do industri;ls privadas) p"ratrabajosconducentes a la. producción de alimentos protei-cos, Existen diversas lípeas de crl~clito ele
gobiernos y b.:lIlcos extranjeros para el equipa-miento industria; en condiciones it11uy ventJjosas .Pero debemos abandonar la idea de qlle en
nuestro país el suero ,no -puede aprovecharse eco-nómicamente. Por io menos lIn 1570 dei suerOprodllcido en el pais p"~de ser aprovecilodo enfomla inmediata por ios estabiecimientos que loobtienen en gralldes volúmenes, 'Y que son, alIll'smo tiempo, ios que están mejor .equipadostecnológ_ica y económicamente para hacerlo. Otro20 " 30 % puede aprovecharse. por 'pre-trata-miento en planta y traneporte a 'una central eleproccsan,iento vecina a un g-rupo de plantas me--nares, El resto, desgraciadamente segurrá. porahora alimentando cerdos, contaminando elambiente y con>tribuyendo a empujar pendienteabajo a ia hueste de 'pequeñas e ineiicíentes que-oserias de campaña que debieran haber desapa.re-.cido hace décadas del panorama queseroargentinu, integradas en unidades mayores más-tecnific;¡das y económicas, y que inexplic<'bie--mente aún subsisten,
1: MUESTRA DE HOLANDO ARGENTINOEl sábado 8 de A}"'i¡ la Sociedad Rllral "OS durante los dias 5 y 6 de .1bTil, fechas
de ROSOTiolleliClrá a cabo la Eo,'posició" de en que se Tealizarán las pruebas oficialesHolondo Argentino de OtOllO, en las insta- de dcten".inación de leche y grasa bnUro-7aciones q-ue posee en Fun-cs. rruitrica.
El plazo de inscripción vcnccrá el 20 de La subasta dc rCp'rodw:;tores se efcctua-¡'!arzo. Todos los animales conc"'Tentes Tá el sábado 8 de Abril, desde las 1I¡ horas,serán clasificados, a los efectos del. otOl'ga- lucgo de la entrega de premios a los expo-nú.ento de 1)}'ern-1.osde categorías y lJi"C7rt..ios sitm'cs .cuyos animales hubieren obtenido£speciales
J?Jor 1m J-u.?'ar1o q'¡¿e será clesi.g- dist'inc-iones. Tanto el Banco de la Nación
nNlo por la A.sociacit5n Criac/ores elc Argentina .como el Provincial de Santa FeHolundo Argelltino, el qlle elesempeJiarú Sil ofrecerán asistencia (crediticia p([1'a la com-cometielo el dia 1 de abril, a ¡Jarti?' de las pm de ejemplaTes, atend'iendo a tal fin en9 horas. el mismo local de ECkjJosióón.
En r;l Concurso ele Prod"cción de t'acas ClIallJ"ier in{o,'moción que se desee sob"elr.xhenJ8
J}u.t;~ de C'.)T1~l)utiF (l;.;m:-J'o de les Ut1'OS Cl8[J(A-;tO.') de este n-!lel,'O tornen gctna-
categ06as establecidas en el 1J1"ogmma: dero, puede TecabaTse a la Sociedc[(l Rnn,lVacas de 1Jeclriqree.) vacas 7illTTl,'} 7)01' C1'!{.- ele Rosario.) personal7r1"ente- en sus oficina.s
za inscripta..~ en control lechero y 'Cacas ele calle Córdoba 1826, Rosario, o bienpuras 1J07' cnlZl' 110 inschptus en c011tl'ol telef6nicamente a los números 60561 Ylechero, la !]1W serán sometidas a dos o,'dG- G06/0.1_, ----"
30
Le Lait (1981),61, 19-30
.Controle microbiologique du fromage
II. Fromage a pate demi-dure : « LePategras »(Gouda argentin)
par
Silvia TESONE*, B. E. MARTINEZ'" et F. QUEVEDO**
Dans un travail précédent [14], nous avons exposé les raisonsqui militent en faveur de l'étude microbiologique du fromage au pointde vue hygiénique et en faveur de l'établissement de normes micro-biologiques destinées au controle de routine de ce produit alimentaire.Le Code alimentaire argentin [3] définit le « Pategras ", (ouGoudaargentin), cornme étant un « fromage a pate demi-dure obtenu apartir de lait pasteurisé, entier ou standardisé, coagulé par la présurede veau et/ou a l'aide d'enzymes spécifiques et acidifié par une cul-ture de bactéries lactiques. Le caillé est demi-cuit, moulé, pressé, saléet acidifié. La pate du fromage es.i compacte, ferme, de texture élas-tique.; elle peut ou bien présenter quelques trous convenablementespacés ou bien ne présenter aucun trou. Le gout est doux, caractéris-tique, l'ar6me délicat, pur, agréable, bien développé. La couleur estblanc-jaunatreuniforme, la croute est lisse. Leproduit fini se présentesous la forme d'un cylindre aplati, de profil convexe. Le plus grosformat pese de 5 a 10 kg, et sa période de maturation minimumest de 2 mois. Le plus petit format pese moins de 1 kg, et sa périodede maturation minimum est de 1mois ". Le fromage peut avoir entre36 et 44 p. 100 d'humidité.
La Commission Internationalepour la Définition des Caractéris-tiques Microbiologiques des Aliments (ICMSF) [15] a recommandé,pour les fromages a pate demi-dure, un plan d'échantillonnage a trois
Travail réalisé au Centre Panamericain des Zoonoses, OPS/OMS, Casilla CorreoCentral 3092, (1000)Buenos Aires (Argentine).* Instituto Nacional de Tecnologia Industrial - Centro de Investigaciones Tecno-
logicas de la Industria Laetea - Casilla de Correo 157, San Martin, Provinciade Buenos Aires (Argentine).
** Centro Panamericano de Zoonosis, OPS/OMS, Casilla 3092, Correo Central(1000) Buenos Aires (Argentine).
20 LE LAIT / JANVIER-FÉVRIER 1981 / N" 601-602
classes et elle a suggéré des seuils limites de cantaminatian paurStaphylococcus aureus [10]. Le Bureau Canadien de Pratectian de laSanté (CHPB) a prapasé des seuils limites paur les califormes totau:X:et fécaux et paur Staphylococcus aureus, en se basant sur le plan átrais classes de l'ICMSF mais en propasant des narmes pour l'en-semble de taus les framages, qu'ils saient á pate malle, demi-dure audure [4].
MATERIEL ET METHODES
Echantillonnage
L'étude a été réalisée dan s le labarataire du Centre Panaméricainpaur l'étude des Zaanases. Gn a chaisi six marques de framages, typePategras (Gauda argentin) parmi les plus cammercialisées. Les échan-tillans ont été prélevés chez des détaillants, apres qu'an eut cantroléque les framages étaient canservés á une température ne dépassantpas 10°e, selan la réglementatian en vigueur. Deux entailles. radialeset canvergentes ont été pratiquées dan s le fromage entier (d'environ5 kg) afin d'abtenir un échantillan d'enviran 750 g. Pendant 5 mais,au 'début de chaque semaine, six échantillans de la meme marque antainsi été prélevés, chacun dan s un magasin différent. Ils ont étéenvayés immédiatement au labarataire paur y etre analysés.
Préparation des échantillons
Avec un cauteau stérilisé, an a éliminé taut le paurtaur de l'échan-tillan. Bnsuite on a pesé 20 g de fromage, ce qui représentait « l'unitéd'analyse ». Chacun de ces morceaux a été placé dans un mélangeurSarvall avec 80 mI de salutian de tryptane á 0,1p. 100, puis mélangéavec le diluant pendant 15 s afind'abtenir une suspension homogene.Différentes dilutians ont ensuite été préparées avec la meme salutiande tryptane. Le pH de taus les échantillans a été déterminé á l'aided'un patentiametre sur la premiere dilution.
Numération des coliformes totaux et fécaux et numération deStaphylococcus aureus
Gn a suivi la meme méthadalogie que lars du travail précédentsur les framages á pate malle [1, 7, 14].
Numération de Bacillus cereus
Une quantité de 0,1 mI de chaque dilutian a été étalée á la sur-face d'une barte de gélase au jaune d'ceuf, palymixine, rouge de phénal.Une deuxieme barte a été préparée et inaculée de la meme fa<;:an.Lesbartes ant été incubées á 31° C pendant 24 h. Les calanies suspectesont été dénambrées selan les techniques habituelles [12].

MÉMOIRES ORIGINAUX 21
Numération de Clostridium perfringens
Un millilitre de chaque dilution a été inoculé dans un sac enmatiere plastique pour anaérobiose [2] dans lequel on a ajouté 20 mIde gélose au su1fite, polymixine, sulphadiazine. Un deuxieme sac a étépréparé et inoculé de la meme fa<;on.Les sacs ont été incubés a 35°Cpendant 24 h. Les colonies suspectes ont été reconfirmées selon lestechniques habituelles [12].
Numération des streptocoques du groupe D de Lancefield
Gn a mélangé dans une boíte de Petri 1 mI de chaque dilutionavec 15mI de milieu gélosé de Packer. Une deuxieme boíte a été pré-parée et inoculée de la meme fa<;on. Les boítes ont été incubées a37° C pendant 72 h. Les colonies suspectes développées sur les boítesont été reconfirmées selon les techniques habituelles [12].
Seuils limites de contamination
Avant d'effectuer les examens bactériologiques proprement dits,des « seuils limites de contamination " ont été choisis en s'inspirantdes recommandations de l'ICMSF. C'est ainsi qu'on a retenu, pour lescoliformes totaux et fécaux et pour Staphylococcus aureus, troisniveaux (ou seuils) de contamination. Le premier, désigné par « m ",est le niveau decontamination (tab. 1) au"dessous duquel OIl peut esti-mer que l'échantillon provient d'une fabrication satisfaisante, c'est-a-dire d'une fabrÍCation qui respecte les regles d'un « Code de bonnesméthodes de fabrication ", et tout spécialement celles concernant lapropreté bactériologique et l'hygiene.
Le second; désigné par « M " correspond au niveau au-dessusduquel l'échantillon doit etre rejeté parce qu'un tel niveau de conta-mination est jugé inacceptable par les hygiénistes.
L'intervalle entre « m " et « M " correspond a des échantillonsqui peuvent a la rigueur etre acceptés, mais l'hygiéniste se réserve lapossibilité de limiter le nombre « e " de tels échantillons par rapportau nombre total « n " des échantillons qui représentent le lot (parexemple c = 2 pour n = 5).
RESULTATS EXPERIMENTAUXAu total 142 échantillons de fromage type Pategras provenant de
six marques différentes ont été étudiés. Les résultats obtenus ont étéles suivants :
pH : les limites de variation du pH des fromages étaient 5,1 et 5,8.

22 LE LAIT / JANVIER-FÉVRIER 1981 / N° 601-602
NPP des coliformes totaux : la contamination par les coliformestotaux était comprise entre un NPP allant de O a 100/g (43,6p. 100)et un NPP allant de 100 a 1000/g (44,4p. 100) (tab. 2). 12p. 100 deséchantillons :présentaient un NPP supérieur a 1000/g.
TABLEAU 1
Seuils de eontamination(nombre admissible de miero-organismes par gramme de fromage
dansehaeune des catégories eonsidérées)
Califormes totaux Coliformes féeaux Staphylococcus aureus
m <100 < 100 < 100
>m - < M 100 - 1000 > 100- < 500 > 100- < 1000
M > 1000 >500 > 1000
NPP des coliformes fécaux : la majorité des échantillons(74,6p. 100), présentaient un NPP de coliformes fécaux inférieur ouégal a 100/g. Dans 14,8p. 100 des échantillons le NPP allait de 100 a500/g et dans 10,5p. 100 le NPP était supérieur a 500/g (tab. 2).
Numération de Staphylococcus aureus : on a isolé Staphylococcusaureus dansdeux échantillons de l'usine A. Le premier échantillonpositif a été décelé en utilisant la méthode d'enrichissement sur milieude Giolitti et Cantoni et le second au moyen de la méthode de dénom-brement direct (50 ufc*/g). Les usines B et E présentaient, respec-tivement, 2 et 3 échantillons positifs pour Staphylococcus aureusavec 50 ufc/g. Enfin, dans 7 échantillons de la fromagerie F, les dénom-brements de Staphylococcus aureus allaient de 50 a 1000 ufc/g. Dansles échantillons provenant des usines C et D le dénombrement a tou-jours été inférieur a 50 ufc/g.
Numération de Bacillus cereus : le dénombrement de Bacilluscereus a été effectué sur 35 échantillons. Pour 24 d'entre eux, ledénombrement était inférieur a 50 ufc/g et dans les 11 restants, ledénombrement se situait entre 50 et 150 ufc/g .
• ufe : unité formant une eolonie.

TABLEA
D2
Nombred'échantillon<;de
fromages
({Pategra~
»répartis
pargroupe
demicro-organismes
etselonleniv.eaude
contamination
(pargrammede
fromage)
dans
sixfromageries
Coliformes
totaux
NMPdecoliformes
fécaux
Staphylococcus
aureus
Fromageries
Nombred'échantillons
<100>100
-<1000>1000
<100>
100-
<500>500
<100
>100-
<1000>1000
A24
158
118
6O
24O
O
B24
915
O21
3O
24O
O
C24
1310
117
16
24O
O
D24
79
815
54
24O
O,
E24
617
120
4O
24O
...
O
F22
124
615
25
202
O
Nombre
totald'échantillons
etpourcentagecorrespondant
142/100
62/43,6
63/44,4
17/12,0
106/74,6
21/14,8
15/10,5
14/98,4
2/1,4
O/O.
N W
"";-
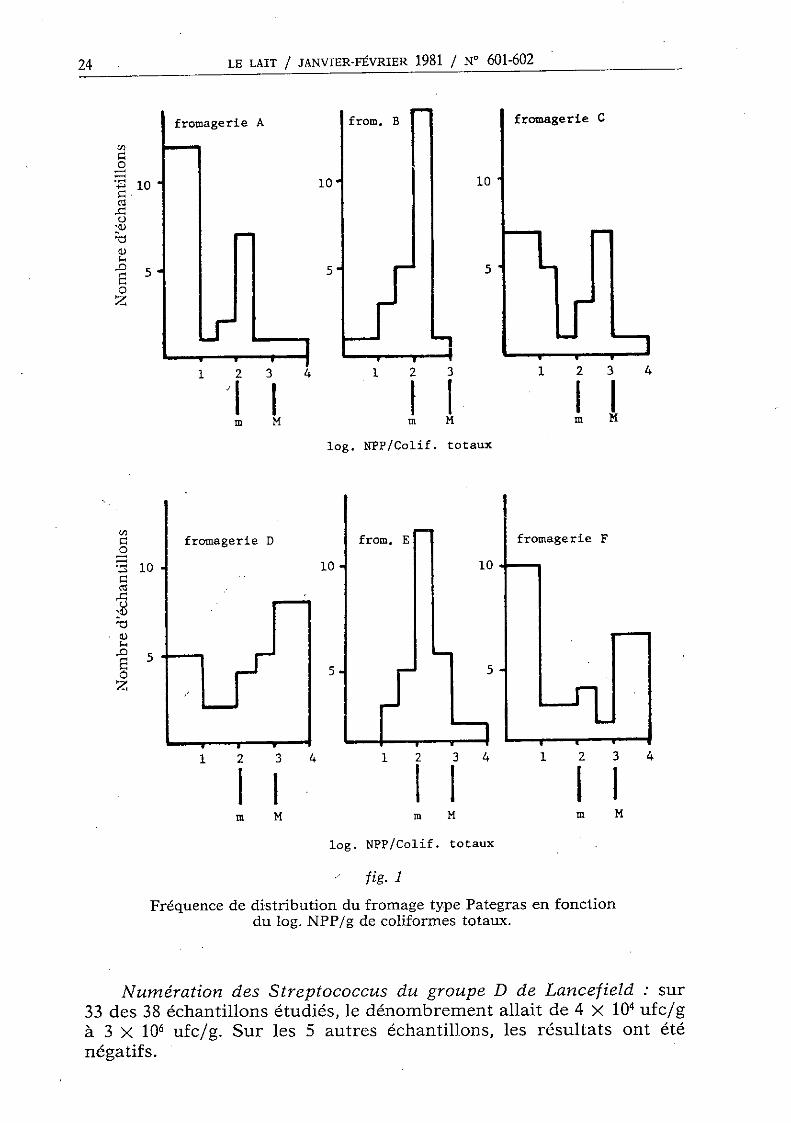
24 LE LAIT / JANVIER-FÉVRIER 1981 / N" 601-602
fremagerie A frem. B fromagerie C
Vl¡::O-:;::
10 10 10..,¡::.ro.r:u
,O)
'=:JO)
'-<.o 5 5 58oz
1 2 3 4
J I Im M
1 2 3
J 1m M
1 2 3
! 14
1eg. NPP/Celif. tetaux
Vl framage rie F¡:: fromagerie D frem. E¿S
10 10'';: 10¡::roii:0)"OO)
'-<.o 58O 5 5Z r
•••
1 2 3 4 1 2 3 4 1 2 3 4
I I I I 1 Im M m M m M
leg. NPP/Celif. totaux
fig, 1
Fréquence de distribution du fromage type Pategras en fonctiondu log, NPP/g de coliformes totaux.
Numération des Streptococcus du groupe D de Lancetield : sur33 des 38 échantillons étudiés, le dénombrement allait de 4 X 104ufc/ga 3 X 106 ufc/g, Sur les 5 autres échantillons, les résultats ont éténégatifs.
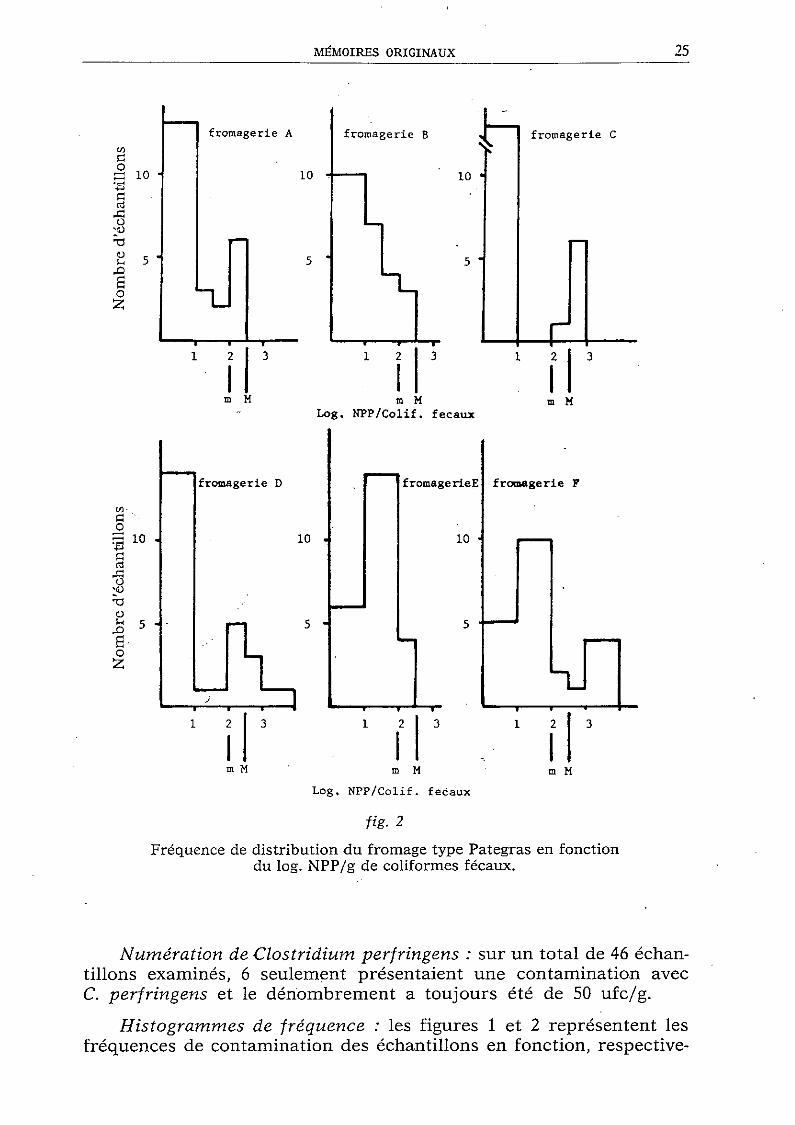
MÉMOlRES ORIGINAUX
fromagerie A fromagerie B fromagerie e
2S
1
10
5
1
m MLog. NPP/Co1if. fecaux
1
ro M
fromagerie D fromagerieE fromagerie F
Ul¡::..s 10 10 10~'¡l¡::ro..c1O
'<ll~<ll•... 5 5 5.D8 -Oz
L)
1 i I 3 1
f I 3 1 II 3
mM m M m M
Log. NPP/Co1if. fecaux
fig. 2
Fréquence de distribution du fromage type Pategras en fonctiondu log. NPP/g de coliformes fécaux.
Numération de Clostridium perfringens : sur un total de 46 échan-tillons examiné s, 6 seulement présentaient une contamination avecC. perfringens et le dénombrement a toujours été de 50 ufcjg.
Histogrammes de fréquence : les figures 1 et 2 représentent lesfréquences de contamination des échantillons en fonction, respective-
26 LE LAIT / JANVIER-FÉVRIER 1981 / N° 601-602
ment, du logarithme du NPP de coliformes totaux et du logarithmedu NPP de coliformes fécaux, pour chaque fromagerie.
DISCUSSION
Nous n'avons pas trouvé de relation entre le pH des fromages etle niveau de contamination.
Les histogrammes de fréquence des coliformes totaux et fécauxobtenus pour le fromage type Pategras refletent a la fois la propretébactériologique générale de chaque fromagerie et aussi celle du fro-mage proprement dit. Les fromages provenant de la fromagerie Bont présenté une qualité homogene tout au long du travail (fig. 1).La contamination par les coliformes fécaux était faible, le NPP a tou-jours été inférieur a 500 ufc/g (fig. 2).
Les échantillons de la fromagerie E possédaient aussi une qualitéhomogene mais leur taux de contamination était supérieur a celui.de la fromagerie B, quoique le NPP de coliformes fécaux ait, lui aussi,toujours été inférieur a 500 ufc/g.
Les échantillons des autres fromageries possédaient une qualitévariable d'un échantillon a l'autre. Cette variabilité peut etre due soita la qualité variable des fabrications provenant, chacune, d'un atelierdifférent de la meme fromagerie, soit au fait que les fromages ana-lysés n'étaient pastoujours du meme age. L'échantillonnage chez lesdétaillants ne nous a pas permis, en effet, d'avoir des indication ssur l'un ou l'autre de ces points. On doit remarquer également quel'échantillon représentait environ 1/8 du fromage entier et que ladistribution des micro-organismes dans la pate peut ne pas etreuniforme.
Quant au niveau global de contamination, on remarque que presde 90p. 100 des échantillons avaient un NPP de coliformes totauxinférieur ou égal a 1000/g et un NPP de coliformes fécaux inférieura 500/g (tab. 2). Dans plusieurs échantillons le nombre des coliformesfécaux était inférieur d'un logarithme a celui des coliformes totaux ;mais dans 60p. 100 des échantillons ou le NPP de coliformes totauxétait supérieur a 100/g, le NPP des coliformes fécaux était du memeordre de grandeur que celui des coliformes totaux.
Une contamination significative (de 50 a 1000/g) avec S. aureusa été décelée dans 7 échantillons de la fromagerie F. Dans ces memeséchantillons, le dénombrement des coliformes était inférieur a 30/g.Environ 98p. 100 des échantillons étudiés se trouvaient a un niveauinférieur ou égal a la valeur ({m » mentionnée dans le tableau 1,c'est-a-dire a un niveau inférieur ou égal a 100 ufc/g. On sait que lesrecherches effectuées sur Bacillus cereus ont indiqué une implicationpossible de ces bactéries dans certains cas d'intoxication alimen-taire [5]. Etant donné que la fréquence de contamination des fro-mages par B. cereus et l'importance de cette contamination ne sont

MÉMOIRES ORIGINAUX 27
pas connues, nous avons effectué des recherches sur les fromagesdu type Pategras. Bien que le niveau de contamination observé pourB. cereus ait été, en général, faible, il nous a paru intéressant de ledéterminer car il faut considérer que la germination des spores peutetre activée par la chaleur et notamment par des traitements ther-miques sublétaux [9], et que des intoxications peuvent résulter de laprésence de toxirie préformée [8].
La présence de Streptococcus du groupe D est considérée commeun indice de mauvaise qualité hygiénique chez certains produitslaitiers [13], mais l'interprétation de la présence de ce type de micro-organismes est difficile a cause de leur résistance a la chaleur, a ladéshydratation, etc., et aussi en raison du fait qu'ils sont dan s certainscas utilisés avec les levains lactiques pour la fabrication de plusieurstypes de fromages ou ils jouent un role aucours de la maturation [8].Il existe en particulier des Gouda sud-africains qui présentent unniveau de contamination par les Streptococcus du groupe D sem-blable a celui qui a été observé dans notre étude [16].
Nous avons comparé nos résultats (tab. 3) avec ceux du CHPB[11] et avec ceux de Frank et al. [6].
TABLEAU 3
Distribution comparée, en pourcentage (par gramme de fromage) des nombresde coliformes totaux et de coJiformes fécaux pour les fromages a pi'lte demi-dure
au Canada (CHPB), aux Etats-Unis (Frank el al.) et en Argentine (CPZ)
Coliformes totaux<;,100 >100- <1000 ;;;>1000
Coliformes fécaux<;100 >100- <lCOO ;;:>1000
CPZ
CRPB [4]
Frank el al. [6]
43,6
75,8
44,4
10,6
12,0 74,6
13,6 98,2
52,0
14,8
1,0
14,8
10,5
0,8
33,2
Si nous appliquons au fromage type Pategras les seuils proposespar le CHPB (coliformes totaux m = 500, M = 1500 ; coliformesfécaux m = 100,M = 500 ; S. aureus m = 100,M = 1000) le pour-centage de nos échantillons qui serait accepté s'éleve a 85,3p. 100. Sinous utilisons nos propres « seuils limites » (tab. 1) en retenant leséchantillons pour lesquels les trois déterminations ont été au-dessousdu seuil M, le pourcentage accepté s'éleve a 74p. 100. D'autre part,si l'on juge nos résultats selon les criteres de l'ICMSF, tous les échan-tillons analysés dans notre étude seraient acceptés, car le seul critere
28 LE LAIT / JANVIER-FÉVRIER 1981 / N° 601-602
que ce Comité propose est le nombre de S. aureus par g et le seuillimite suggéré est supérieur aux chiffres que nous avons obtenussur nos échantillons. Des indications plus détaillées sont donnéesdans le tableau 3. Etant donné que la présence d'un grandnombre de coliformes dans les fromages représente un risque poten-tiel, et qu'il est également un indice de pratiques hygiéniques défec-tueuses, l'industrie laitiere doit s'efforcer de réduire cette conta-mination, soit avant, soit pendant la fabrication et améliorer lesconditions d'hygiene de fac;on a parvenir au résultat souhaité.
Il est done finalement souhaitable, qu'au niveau de la fabrication,les fromages présentent un taux de contamination inférieur a celuique nous avons observé chez les détaillants et que ces mémes fro-mages ne dépassent pas les « seuils limites de contaminations » sug.gérés dans la présente étude.
Rerrferciements
La présente étude a été effectuée dans le cadre d'un accord entre le CITILet le Centre Panaméricain des Zoonoses (OPS/OMS).
Nous remercions, en premier lieu, les ingénieurs J. O. Casal e et O. Mendi-zabal (CITIL) pour leur précieuse collaboration pendant la réalisation d~ ce .travail.
Nous remercions également le Dr N. Marchevsky (CEPANZO) pour laprésentation des résultats sur le plan statistique.
Nous remercions enfin, le Dr G. Mocquot, pour son aide dans .la présenta-tion du manuscrit en langue fran¡;:aise.
Re¡;:upour publication en juillet 1980.
Résumé
Cent quarante deux échantillons de fromage de type « Pategras »(une variété de Gouda argentin), qui provenaient de six fromageriesreprésentatives de la production locale ont été étudiés. Le but de cetravail était de recueillir un certain nombre de données concernantle niveau de contamination de ces fromages a pflte demi-dure. Gnespere que de telles données permettront ensuite d'orienter les choixa faire en ce qui concerne les « seuils limites de contamination »admissibles.
--Au préalable on a retenu certaines valeurs pour les « seuils de
contamination » et on a effectué ensuite le dénombrement des coli-formes totaux, des coliformes fécaux et des staphylocoques a coagu-lase positive. En outre, on a aussi effectué, dan s plusieurs échan-tillons, le dénombrement de Bacillus cereus, des Streptococcus dugroupe D de Lancefield et de Clostridium perfringens. Selon lerésultat de ces dénombrements, les échantillons ont été répartispour chaque type demicro-organismes en trois groupes.
MÉMOlRES ORIGINAUX 29
En ce qui concerne les coliformes totaux, 43,6p. 100 des échan-tillons se trouvaient dans la catégorie «.;; m ", 44,4 p. 100 dans lacatégorie « > m et < M " et 12p. 100dans la catégorie « ;;;.M ". En cequi concerne le niveau de contamination en coliformes fécaux,74,6p. 100 appartenaient a la catégorie « .;; m ", 14,8p. 100 a la caté-gorie « > m et < M " et 10,5p. 100 a la catégorie « ;;;. M ". Quant auxstaphylocoques a coagulase positive, 98,4p. 100 des échantillons ontété dassés dans la catégorie « .;; m " et seulement 1,4p. 100 dans lacatégorie « > m et .;; M ".
Les dénombrements des autres catégories de micro-organismesmentionnés n'ont pas été réalisés pour tous leséchantillons. Les résul-tats obtenus dans plusieurs échantillons apportent cependant desinformations utiles.
Nos résultats ont été comparé s a ceux de travaux similaires effec-tués au Canada et aux Etats-Unis, presqu'en meme temps que notreétude. En appliquant a nos échantillons les criteres de jugementproposés par le Canada et l'ICMSF, on a pu observer que le pourcen-tage d'échantillons aoceptables est de 85,3p. 100 selon le critere cana-dien et de 100p. 100 selon le critere de l'ICMSF.
Surnrnary
MICROBIOLOGICAL CONTROL OF CHEESE.II. SEMI-HARD CHEESE «PATEGRAS" OR ARGENTINIAN GOUDA
A study wasmade of 142 samples of Argentine «Pategras" (aGouda variety of cheese) from six local représentative brands toobtain information on the degree of microbial contamination of semi-hard cheeses and to collect data which could prove useful for thedevelopment of microbiological limits for control.
Microbiological guidelines were selected prior to laboratorywork; total coliforms, faecal coliforms and coagulase-positive Staphylo-coccus aureus were enumerated. In addition, enumeration of Bacilluscereus, Lancefield's group D streptococci and Clostridium perfringenswere also performed on sorne samples. On the basis of the resultsobtained, for eaeh type of micro-organisms the samples were groupedinto three classes.
For total coliforms 43.6p. 100 of the samples belonged to class«.;; m", 44.4;p. 100 to class «> mand < M" and 12,p. 100 to class«;;;.M". For faecal coliforms, 74.6.p. 100 oí ,the samples were classifiedin «.;; m", 14.8,p.100 in «> m and .;; M" and 10.5p. 100 in «;;;.M,,:Counts for coagulase-positive staphylococci revealed that 98.4p. 100were in class «.;; m".
For the other microorganisms examinations were not carried outon all samples. But the results obtained in sorne cases proved useful.
30 LE LAIT I JANVIER-FÉvRIER1981 I N° 601-602
The results obtained in the present study were compared withthose of similar research works carried out almost simultaneouslyin Canada and the United States. Our samples were classified on thebasis of criteria proposed in Canada and by the ICMSF. Eighty fiveper cent of the samples wer.e acceptable according to the Canadianstandard, and 100p. 100 according to the ICMSF standard.
Bibliographie[1] BAIRO PARKER(A. C.) (1969). - The use of Baird Parker's m~dium for isola-
tion and enumeration of Staphylococcus aureus. In: Isolation methods formicrobiologists. Shapton (D. A.), Gould (G. W.) eds. Academic Press,London, 1-8.
[2] BLADEL(B. O.) and GREENBERG(R. A.) (1965). - Pouch method for the isola-tion and enumeration of Clostridia. Appl. Microbiol., 13, 281-285.
[3] Codigo Alimentario Argentino. Edicion actualizada. Buenos Aires, Camarade Comercio (1977).
[4] COLLINS-THOMPSON(D. L.), ERDMAN(1. E.), MILLING (M. E.), BURGENER(D. M.),PURVIS (U. T.). LOIT (A.) and COULTEN(R. M.) (1977). - Microbiologicalstandards for cheese: survey and viewpoint of the Canadian HealthProtection Branch. J. Food Protection, 40 (6), 411-414. .
[5] DAvIEs (F. L.), WILKINSON(G.) (1973). - Bacillus eereus in milk and dairyproducts. In: B. C. Hobbs and J. C. Christian eds. The microbiologicalsafety of food. London, Academic Press.
[6] FRANK (J. F.) and MARTH (E. H.) (1978). - Survey of soft and semisoftcheese for presence of fecal coliforms and serotypes of enteropathogenicEseherichia eolio J. Food Proteetion, 41 (3), 198-200.
[7] GIOLITTI (G.) and CANTONI(C.) (1966). - A medium for the isolation ofstaphylococci from foodstuffs. J. Appl. Bact., 29 (2), 395-398.
[8] . GOEPFERT(J. M.), SPIRA (W. M.), GLATZ (B. A.) and KIM (H. V.) (1973).Pathogenicity of Bacillus eereus. In: B. C. Hobbs and J. C. Christian.The microbiological safety of food. London, Academic Press.
[9] GOEPFERT(J. M.), SPIRA (W. M.) and KIM (H. V.) (1972). - Baeillus eereus:food poisoning organismo A 'review. J. milk Food Teehnol., 35 (4), 213-227.
[lO] INTERNATIONALCOMMISSIONON MIcRoBIOLOGIcALSPECIFICATIONSFOR FOODS(ICMSF) (1974). - Microorgimisms in Foods. 2. Sampling for microbio-logical analysis: PrincipIes and specific applications. Canada, Universityof Toronto Press. .
[11] JENSEN (J. P.), REINBoLD (G. W.), WASHAM (C. J.) and VEDAMUTHU(E. R.)(1973) - Role of enterococci in Cheddar cheese: growth of enterococciduring manufacturing and curing. J. Mi/k. Food Teehnol., 36 (12), 613-618.
[12] MOSSEL (D. A. A.), QUEVEDO(F.) (1967). - Control microbiologico de losalimentos. Metodos recomendados. Universidad Nacional Mayor de SanMarcos, Lima.
[13] SHANNON(E. L.), REINBoLD(G. W.) and CLARKJr (W. S.) (1975). - Heat resis-tance of enterococci. J. Milk Food Teehnol., 38 (10). 192-196.
[14] TESONE (S.), QUEVEDO(F.) (1978). - Controle microbiologique du fromage.1. Fromage a piüe molle : « Le Cuartirolo ». Le Lait, 58, 43-56. '
[15] _THATCHER(F. S.) and CLARK(D. S.) (1968). - Microorganisms in Food: theirsignificance and methods of enumeration. Canada, University of TorontoPress.
[16] HOLZAPFEL(W. H.). MosTERT (J. F.) (1973). - In Mikrobiologiese studie vanSuidafrikaanse Goudakass. n. S. Afr. J. Dairy Technol., 5, 203-207.
Imp. Mabilat - 95100 Argenteu;1
""\f n.f--
$1i'~te l' . >en:; ~i£i1C ~_. ~_k" '¿n~~'íE3"" [~-~,1.
970 CAN. 1. MICROBIOL. VOL. 27, 1981
Salt extends the upper temperature limit for growth of food-poisoning bacteria
S. T,ESONE.' A. HUGHES,2ANOA. HURSTMicrobioJogy Research Division. Health Protection Branch, Tunney' s Pasture, Ottawa, Onr., Canada KJA 012
Accepted June 10. 1981
TESONE.S., A: HUGHES,and A. HURST.1981. Saltexlends lbe uppertemperature limit for growth offood-poisoning bacteria.Can. 1. Microbio!. 27: 970-972.
Inclusion of NaCl into the growth medium raised the upper temperature Iimit of growth of the foUowing organisms:- ..Staphylococcus aureus (two strains), Salmondla senftenberg, S. typhimurium, Escherichia coli. Streptococcus jaecalis •
. Bacillus cereus, Closrridium sporogenes. C. peifringens (twostrains). The magnitude afthe response varied with the culture, thé.largest being 3.50 with B. cereus cells. The spores of B. cereus were not protected by salt but clostridial spores behaved as tbevegetative ceIls (response of2.5j. The optimal sa1t concentration forthe protective effect varied with the orgattism ranging from0.2 M for the Gram~negative organisms to 1.0 M for S. aureus.
J. Lodder. North-Holland Publishing Co.• Amsterdam. lbe.Netherlands. pp. 430-439.
UMBRElT.W. M., W. W. R. BURRts.and 1. F. STAUFFER...1957. Manometric techniques. Burgess Publishing Co.,Minneapolis. MN.
WICKERHAM.L. 1. 1951. Taxonomy of yeasts. U.S. Dep.Agric. Tech. Bull. No. 1029.
--- 196.7b. Induction of meiosis in yeast. n. Metabolicfacloes leading to meiosis. Planta, 76: 227-237.
ESPOslTo,M. S .• R. E. ESPOSlTO,M. URNAUD,and H. O.HAL VORSON. 1969. Acetate utilization and macromoleculesynthesis during sporulation of yeast. J. Bacteria!. 100:180-186.
PHAFF.H. 1.1970. NadsoniaSydow. ¡n Theyeasts. Editedby
> .
J :..-; ,
.~
1,J el ,~ t
i (
1 ri
j rI 1I
f
[Traduit par le journal]
TESONE,S.,A. HUGHESet A. HURST.1981. Salt extends the uppérteinperllture ¡imit for growlh (;f food-pÓiso;Ungbacteria.Can. J, Microbio!. 27: 970-972.
L'inclusion de NaCr dans les milieux de culture augmente la limite supérieure de croissance dcsorganismes suivants:Staphylococcus aureus (deux souches). Salmonella senftenberg. S. Typhimurium, Escherichia coli, Slreptococcus jaecaJis.Baállus cereus, Clostridium sporogenes. C.perjringens (deux souches). L'écart des réponses vme avec les cultures; le plusgrand s'éleve'a 3,50 chez les cellules de B. ce.reus~ Les s~res de B. ~~reus ne sont pas protégées par le se!, mais le~ Spofesclostridiales se comportent comme des ceJlules' végét~cly.es"Ú'é~l.lse's."Pe 2,50). La concentration optimale en"se! pour
-', l"obtention d'un effet protecteur varie av~ les'organismes:.'ailant ~e .0,2 M pour les organismes Gram-négatifs a 1,0 M poor S.aurtus.
We showed recentIy Ihal!he upper lemperature li111it.. ~ach of meal extracl, yeasl extract, tryptone, glucosc,of grow!h of Sraphyloeoeeus aureus could be extended .. 0.5% NaCI. and 0.2% Na2HP04. and the clostridia inby .about. 2° by including 1M NaCl in lhe' grow¡h medium CP-2V (Hauschild el aL 1968). Closrridiummedium (Hughes and Hurst' 1980). We altributed !his, sporogenes spores were prepared by' !he 'mó!hod of
. " effect to !he nonpenetraling CI-anion (Hurs!et al. Uehara et al. (1965) and C. perfringens spores by !he ..1980). In 'this note. we report !he eXlension of !hese me!hod of Duncan and Strong (1968). Spores were hea!observations to o!her food-poisoning bacteria. . shocked al 75"C for 20 mino Before use, aH vegetative.The .organisms lJsed are lisled in Table L Sraphylo. ceH cultures were adjusted lo conl;lin 106 CFU/rnL and
. coccus aureus was grown in HK medium (Hurst and '~Poresto contain !04/rnL. . ." .Kruse 1972). B. eereus. S. 'senftenberg. S.ryphimu-.. We. foHowed our previousexperimental design. rium, and E. eoliin tryptonesoy broth (TSB. -Difco), '<H.ugli~sand Hursl 1980). Prelhninary experiments__Srreplocoeeus faeealis in a medium consisting of 1% were carried oul for each culture lo' establish its. ---'-_." . . maximum temperature of growth in the medium conven-
IVis'iting" scholar from Insá~'- Nacional de Tec~~l~gia tionaUy used for that organismo The next step consistedIndustrial, Buenos Aires, Argentina. . of incubating the culture at appro~imately 0.50 aboye,.2Author to whom reprint req~csts should be addJ:essed~,.".., .~ its ma~imum temperature .in the presence 'oC différent
.... 0008-4166/81/090970-03$01.00/0 "-@1981 NatioriaI Research Council of Canada/Conseil nationa! de recherches du Canada
¡\\"l. ".. """'p••••., .•••••,,'",t~.,f••:- •••••.••••••••; a•• ,"}?"..P~.""~'":''''"';,".%,'";"', •••••• -." .••. 'R•••• ;"'_>••.s.,,}••-:;,,¿t"'.,~,,••....". -"'4", .• 1ll""'1llI""'".;:;:;;c:••.• .", 'l,#1>,"',,,",'''.'',,'''IQl''.?O'!.f''''._<>:~':,.• .,."."",.,."' •••• , •••..y""''1.;'''''.'- .. "".w:.••.••..~~.••.,'".¡•••",_~..iII..>P•. '!'_H"";;:;.. "')--_. ,..,.:-'~
"? .'~ ",.,. "J.
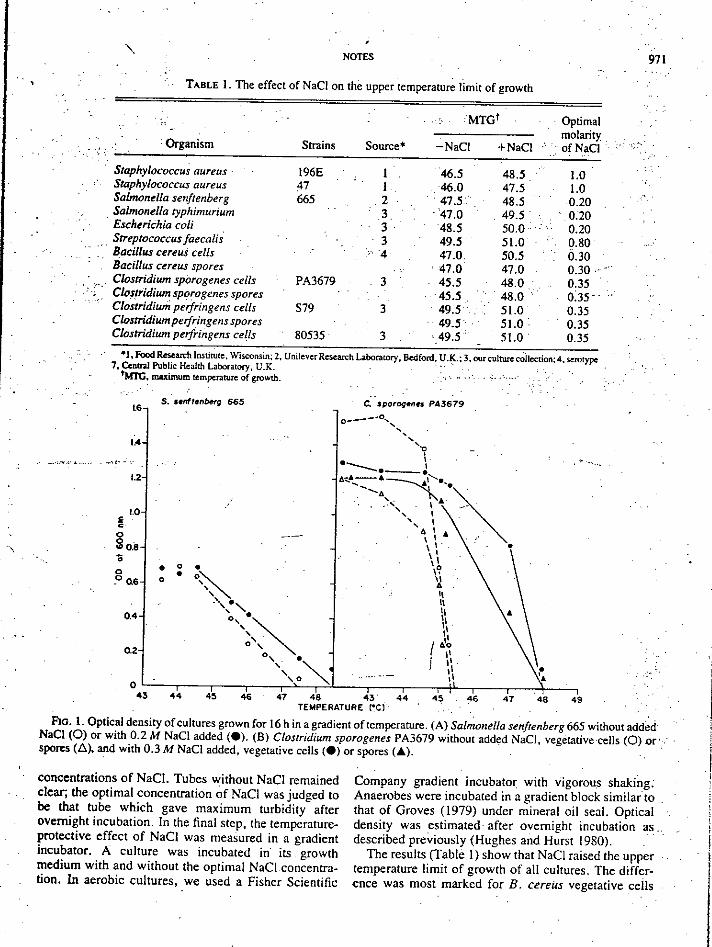
TABLE l. The effect of NaCI on the upper temperature limit of growth
MTGt Optim.lmolarity
.0<'Source* -N.CI +N.CI ofN.CI
1 46.5 48.5 1.0l 46.0 47.5 1.02 47.5 48.5 0.203 '47.0 49.5 . 0.203 48.5 50.0 . - ~'. 0.203 49.5' 51.0 0.804 47.0 50.5 6.30
47.0 47.0 0.30 .' ....
3 45.5 48.0 0.3545.5. 48.0 0:35'
3 49.5 51.0 0.3549.5 51.0 '. 0.35
3 .49.5 • 51.0' 0.35
t¡¡,..
971
.r. í t'" i:Fr
NOTES
Strains
PA3679
196E47665
,<-Aj"
80535
579
,Organism
Staphylococcus aureus .Staphylococcus aureusSalmonella senftenbergSalmonella typhimuriumEscherichia coliStreptococcus faecalis.
o B.acillUJ cereus cellsBacillUJ cereus spores
O'~.' Clo$tridium sporogenes cel/sClostridium sporogenes sporesC/ostridium pe1fringens cel/sClostridium perfringens sporesC/ostridium perfringens cells
-J, Food Research InsUMe. Wisconsin; 2. UnileverResean:h Laboratory, Bcdford, U.K.; 3. oorculture eOlJection; 4. serotype7. Central Public Hc:alth Laboratory, U.K. •
tMrCi.maximumtc:mpc:raturc:ofgrowth. :"C K ,,'0 • o,., ..
L6S. unftenbttrg 665 C. spor0gena PA3679
,""-,
49
•'.48474645
0_...,. __ .0 .•., .•.,
,"0
\ ..---._~6;,"--'~"."~-o •.• ~
••.. lt.'
. . ..••.... ,.... \ ..-- .' .
. •••Al .••, I ' "\ ' .\ '\ \\~\l
""""""I ,'0"I 11.
. ""
474644
• o•o
1.2
1.4
o43 48 43' 44
TEMPERATURE re}FIo. 1. OpticaJ density of cultures grown for 16 h in a gradient of temperature. (A) Salmonella senftenberg 665 without addedo
NaCI (O) or with 0.2 M N.CI .dded (e). (B) Clostridium sporogenes PA3679 without added NaCI, vegetativecells (O) or'.'spores (lI), and with 0.3 M NaCI added, vegetative cells (e) or spores (A). .
1.0EeO, SI O••oo.°0.6
0.4
0.2
concentralions of NaCL Tubes withoul NaCl remainedc1ear; !he optimal concentration of NaCl was judged tobe !hat tube whieh gave maximum turbidity afterovemight ineubation. In the final step, the temperature.protecl;ve effeet of NaCI was measured in a gradientincubatar. A culture was incubated in- its growthmedium with and without lhe oplimal NaCleoneentra.tiaD. In aerobic cultures, we used a Fisher Scientific
Company gradient incubator with vigorous shaking;Anaerobes were incubated in a gradient block similar' tolhat of Groves (1979) under mineral oil seal. Opliea]density was estimated. aftee ovemight incubation as,deseribed previously (Hughes and Hurst 1980).
The results (Tablé 1) show that NaCl raised the uppertemperature limit of growth of aH cultures. The differ.ence was most rnarked foc B. cereus vegetative ~eiIs
~ ••.-:" M!WJ#.J -Mtp44\ 4~,~•• ,:c;¡*m- o' .:"1" ..
. -*''''i"W' 4 ? ; '.fu';;~i:,.
$WJL ,p
.;

-..... '.,
<!:~-{:rote-' ;,:,;¿.~.,t::;f~,..,¡f;;'+rW;.w:
972 CAN. 1. MICROBIOL. VOL. 27. 1981
GROVES,D. J. ]979. A tempcrature gradient technique for theelimination of Jntibiotic resistance. Can. J. Microbio}. 25:1476-1478.
HAuseHILD,A. H. W., L. NILO,and W. J. DORWARO.1968.C/oslridium perfritlgens type A ¡nfeelian of ligated intes- .tinalloops in lambs. Appl. Mierobiol. 16: 1235-1239.
HUGHES,A., and A. HURST.1980. The effeet of NaCI on theupper temperature limü [or growth and enterotoxin syn.thesis by Staphylococcus aureus. Can. J. Microbiol. 26:507-510.
HURsr, A .• A. HUGHES,andR. PONTEFRAeT.1980. Mechan-ism of the temperature protective effect oCsalts on Staphyl.acoccus aureus. Can. J. Microbio!. 26: 511-517.
HURST, A., and H. KRuSE. 1972. Effeet of seeondarymetaboJites on the organisms producing them. Antimicrob.Agents Chemother. 1: 277-279.
UEHARA,M., R. S. FUJIOKA,and H. A. FRANK. 1965.Method for obtaining cleaned putrefactive anaerobe 3679 .spores. J. Baeteriol. 89: 929-930.
\
)~'."f,.'" ;:C .•. ,ZP~f.--?,,T,¡¡:U(*#li-.i'.-, ,¡_.;u.,¥~}. ;'':::X3 .. "! <- ;: u:;;;; "'1' .._,.4""",.. -1.4 (: },,: . h 4$ ¿, ..JZ";
(3.5°) and le~st marked for B. cereus spores which didnot respond to the proteetive effeet of sa1L The spores ofc. sporogenes and c. peifringens, however, behaved astheir eorresponding vegetative eells. The upper lemper-ature of grow!h was raised by 2.5 and 1.5°, respeetively .These resulls show !hal lhe temperature-proteetiveeffeet of salt may apply generally to most bacteria ..Figure 1 shows the response of S. senftenberg and
spores and vegetative eells of S. sporogenes and servesto iIIustrate how the data ofTable 1 were obtained. Forboth organisms the proteetive effeet was obtained withlow salt eoneentrations (]:..2% NaCI). This eontrastswith 4.5-6% NaCl required to proteet Streptococcusfaecatis and S. aureus. Beeause 2-5% NaCl is eommonin brine used for prepared meals, we believe that thisphenomenon may also oceur in foods. .
DUNeAN,C. L., and D. H. SrRONG.1968. Improvedmediumfor sporulation of Clostridium perfringens. Appl. Micro-biol. 16: 82-89. .
/
,"\ . ,-
,"'Al ;;a."4,e.'., o •• ':_o: -"o
""",
.¡, ,-1,
~
,!
~,i~'.~: i~~oc":.~.
f;-
:~". ¡
ASEGURACION DE' CALID.W DE A[¡ALISIS DE LABORATORIOS
Experiencias en el C.l.T.l.L.
;,(l
:~...., '-
/'.
'-J. ,'__"l .
J, _.::. "--'-o'
_./,
.••..,¡c) ~,'; , ~
. . :~.
~,:;"'1 .~.
• .J."
- - '--,-- -,------,_ ..- - ------_._-..,-"~
,..._._----_ .....__ .....J;.
-2-
INTRODUCCION
Se ha ido avanzando en la idea de tener mejores productos a travésprimero de sistemas que se llamaron insk¿cción o verificación de calidad:se tomaban los productos finales de una línea de fabricación que eran cla-sificados, los que servían, adelante, ylbs,que no se apartaban para desecharo reparar ya que tenían que responder a normas previa~ente establecidas.Así se separaba un producto normalmente terminado, para que no llegara alconsumidor algo que no fuera lo que el consumidor deseaba.
Este sistema .de clasificar.un producto terminado implicaba que si seencrontraba una anomalía, el costo de repararlo o tirarlo era muy alto.
Se llegó asi a tener conciencia que los problemas hay que detectarlos,,~
lo más ,térca posible del lugar donde se producen, de ahí nació, la necesi-dad de tener controles en la recepción de la materia prima, durante los pr£
, .cesos de fabricación, y al termina~ la misma.Este sistema podríamos llamarlo control de calidad. Es lo que mide las
características especificadas para un producto.En estos dos sistemas se obra ante algo que ha ocurrido, que es anómalo.A medida que las necesidades de seguridad a obtener fueron mayores, y
que reparar un producto significaba un alto costo, obligó a generar algo nueyo, es lo que hoy se denomina garantía de calidad o aseguración de la calidad.Consiste en establecer un n~todo planificado de medios y acción para que losproductos se ajusten a las especificaciones pactadas. Establecer una serie de.procedimientos que desde el origen del producto (que puede ser como en el ca-so de la industria láctea las distintas calidades de leches de tambo) hasta el
...----'-_.- ...-.-_. --~7,

-3-
final, ésté descripto corno, de que manera, conque medios y con que clasi-ficaci6n se logrará el producto final. Para esto hay que cambiar mentali~des, hábitos y costumbres de trabajo dentro de tina empresa.
De ahí la necesidad de que todo quede por escrito para docurn~ntar deque manera fué hecho, así se puede rastrear un procedimiento y ditectar donde se produjo la anomalía.
•• ". • o _. • __ •• _._, •• __ .~.-.ti.
-4-
ASEGURACION DE CALIDAD DE ANALISIS DE LABORATORIOS
Hemos descripto los hechos que llevaron a la industria a concebir yponer en práctica la garantía de calidad. Ahora vamos a extrapolar estosconceptos a nuestro tema específico. "Los resultados obtenidos en los la-
II (1
boratorios de análisis" a fin de garantizar a priori la concordancia delos resultados obtenidos con aquellos esperados. En la aseguración de ca-lidad de los análisis efectuados en un laboratorio, el hecho concreto sonlos distintos análisis a efectuar, las actividades son todos los pasos queforman parte de un análisis, los resultados esperados son los valores ver-daneros de los parámetros analizados, y los resultados obtenidos son losvalores resultantes de los análisis.
La aseguración dé calidad tenderá a que estos dos resultados (verda-dero y observado) sean lo más concordantes posible y en la forma más con-secuente: es decir, que se pueda preveer el nivel de concordancia dentrode los límites de confiabilidad dados. Insistimos en dejar el estudio delhecho consumado, para entrar en una actividad que nos permita determinara priori, en cuanto es previsible que el resultado analítico se aparte delo esperado, es decir, en nuestro caso, el producto es el análisis de la-boratorio cuya calidad queremos asegurar.
Qué hicimos en el CITIL en este tema? Bueno .....estructuramos un plancon el fin antedicho incluyendo los siguientes pasos:- Ponderación crítica: importancia de un análisis, frente a las consecuen-.cias que acarrearía un resultado erróneo del mismo, de lo que deducimoscon que frecuencia hay que chequearlos. Los dividimos, por lo tanto, encríticos y no críticos, según que la consecuencia del error de los resultados sea grave o no.
... 0".-'---".'--- ....1,.
-5-
- Disección: dividirnos el análisis en sus pasos constituyentes elementalese indivisibles (por muy elemental que parezca una etapa no debe dejar dedividirse si es posible).
Se ponderó luego la criticidad de cada uno de los pasos indiyisibles,
de los análisis para determinar la frecuencia de su verificación");Se procedió luego al análisis de cada paso: comenzando por el método o
.técnica a seguir, con instrucciones precisa~, verificadas en detalle que nodeben variarse ni por comodidad, ni por negligencia, ni por falta de mate~-',rial; debiendo tenerse también conocimiento del error máximo relativo acep-table de cada paso y del análisis completo.
En las técnicas instrumentales se verifica el funcionamiento, se che-quea contra métodos de referencia y se calibra. Nosotros lo hacernos perma-nentemente en el análisis de proteínas lácteas (calorimétrico) contra Kjel-dahl Y cuantitativo de grasas (Milko-tester contra Rose-Gottlieb). Se vigilael buen mantenimiento en forma preventiva del instrumental. Se repasa el ma-nual de-fábrica periódicamente, se tienen agendas de verificaciones, no de-biendo olvidar el control de las drogas que se usan en cada aparato. En cuanto a estas últimas deben usarse de calidad garantida.
Controlamos los títulos de las soluciones periódicamente. El etiqueta-do es importante, debe cons tar: el título, .factor, fecha, límite de empleo,frasco adecuado, temperatura adecuada y método correcto de empleo.
El personal debe ser preparado por el jefe directo dándole primordialimportancia al cuidado de transcripción al cuaderno para rastreo de errores.Evitar £atiga por series largas de un mismo análisis, formar en el personalcriterio de juicio de los resultados. Motivación para el análisis.
En nuestro Centro a los profesionales y técnicos se los preparó,en lo
.....-T
,1
I
."¡,
,-1
1
•....•.~.._--"_ .._. . _."',
-6-,
posible en las disciplinas que les interesaban vocacionalmente, consiguien-do así mejores resultados.
Se deben tener en cuenta también los factores ambientales: luz, fondosde titulación, temperatura que no afecte a la volurnetría, aire no contamina-do y todo lo relativo al ambiente para microbiología.
- Normas taxativas: previo estudio de cada paso, se redactó la norma que ri-ge en el laboratorio.
Se verifica que la norma se aplique al pie de la letra por los profe-sionales encargados de cada grupo de tareas . .No se debe cambiar nada en e-llos sin autorización, debiéndose documentar y modificar las instruccionesescritas.
Las normas son releídas por los operadores con una frecuencia no menorque la del chequeo del análisis.
- Verificaci6n de los resultados: pueden ser hechos intralaboratorio o interlaboratorios. Para entender mejor vamos a precisar algunos conceptos. (Son de-finiciones de ISO-AFNOR). Exactitud: noción global de la calidad o valor analítico de un método que comprende otras características, tales corno: fideli-dad, justeza, sensibilidad; se limitará su empleo para juzgar un método basá~dose en otras características medibles, es decir si m es el valor encontradocorno resultado de un análisis y ~ su valor verdadero, m - ~ define la preci-sión. La característica mejor definida de lli' método es la fidelidad: es laconcordancia entre los resultados obtenidos aplicando el procedimiento expe-rimental y repetido en gran número de veces en condiciones detenninadas. Elprocedimiento es más fiel cuanto la parte aleatoria de los errores experimen-tales que afecten los resultados sea menor.
Los diferentes resultados de análisis de un mismo porducto obtenidos por
II. :
Iii
.-._....._-_.....-r~
-7-
un método dado pueden ser realizados en condiciones idénticas o diferen-tes, entonces la fidelidad del método analítico será definida por doscriterios; el de la repetibilidad: o sea la concordancia entre los resulta-dos sucesivos obtenidos con el mismo método, sobre la misma muestra some-tida a ensayos en las mismas condiciones (el mismo esporador, el mismoequipo, el mismo laboratorio y en un intervalo de tiempo corto) y el dereproductibilidad:definida; como la concordancia entre los resultados in-dividuales obtenidos por el mismo método sobre una misma muestra sometidaa ensayos en condiciones diferentes (operadores diferentes, laboratoriosdiferentes, etc.).
Una vez obtenidos los resultados se hizo su estudio estadístico quepuede ser completado por definiciones cuantitativas ¡nás concretas.
No hay que olvidar que el resultado de análisis de una muestra dadaes la suma de tres componentes (~= m + b + e).m~ la media general de los resultados encontrados por todos los laborato-rios, es considerado como el valor verdadero de los variables.
b= representa la diferencia media de cada laboratorio con respecto a m es
1
1,1;
II!I
l.,.
Ii¡!
llamada variancia entre laboratorios cr 2L
e~ representa el error aleatorio de cada .resultado, es distribuído normal-mente con una media = O Y una variancia a 2
rbilidad.
llamada variancia de repeti-
iI,

\
-8-
Teniendo en cuenta todo lo dicho el CITIL aplic6 estas pautas a losartálisis que permiten evaluar los productos lácteos.
Estos, particularmente la leche, son únicos. desde el punto de vistade la importancia que revista su composici6n y sanidad microbio16gica ya
{-
que las consideraciones que involucran la calidad sensorial tales\como a-pariencia, textura y flavor juegan un papel secundario. Estos atributos:.adquieren mayor significancia cuando se trata de productos procesados.
Debido al énfasis en las reglamentaciones impuestas por el CódigoAlimentario Argentino en cuanto a los mismos (composición e higiene), los''procedimientos oficiales y tentativos deben seguirse como una fase pri-mordial del sistema de control de calidad.
Muchos de los métodos oficiales así como los métodos rápidos imple-.mentados en planta, son de naturaleza empírica y se basan en equipamien-to especializado. Es, por lo tanto, de suma importancia llevar a cabo es-tos ensayos en forma precisa.
La.mayorillade los análisis estudiados son de naturaleza crítica yaque de los resultados obtenidos dependen:- La genuinidad de un producto o materiaprirriaes.puesta en evidencia por el
análisis.de la composición de materia grasa de leche y produc-:tos láe.teos, detecció'n .:de grasa v-egetal,composición cua".1i tativa de c.oagulantes, indice de Reichert Meissl.
- La detecci6n de fraudes, tal el caso de los arriba mencionados además de.los análisis de rutina como sólidos totales, cuantificaci6n de grasa, acidez, cenizas, descenso crioscópico, proteínas en leche, grasa y humedaden quesos, agregado de vitaminas en leche.
1
-9-
,
_.El estado higiénico del producto evidenciado principalmente por los aná-lisis. microbiológicos e indicadores del mal procesamiento de la materiaprima.como las distintas fosfatasas.La permisión de comercializar el producto en el exterior donde existenniveles máximos establecidos de contaminación corno en.el caso de resi-duos de plaguicidas y fosfatasa alcalina.Dentro del conjunto, análisis no críticos pueden considerarse la cuanti-ficación de iones (Na+, K+, Cl-, N03-), de lactosa, de enzimas en coagu-lantes ya que los resultados no son concluyentes per se sino que son u-tilizados corno complemento para obtener un mejor conocimiento de la ca-lidad del producto en cuestión.
Se debe tener en cuenta también que la criticidad de los análisis esen cierta forma influenciada por las exigencias y reglamentaciones del Có-digo Alimentario Argentino por el cual se rige la producción nacional.
Algunos de estos análisis fuer?n estudiados siguiéndose las pautasanteriormente mencionadas y tornando las precauciones necesarias para obte-ner resultados valederos.
Un ejemplo de lo realizado con respecto a la repetibilidad es el es-tudio del Indice de Reichert Meissl, los ésteres metílicos y residuos deplaguicidas.
Se tomó cornoparámetro indicador el coeficiente de variación y no ladesviación standard ya que éste da idea del error porcentual del método p~ra las. concentraciones comúnmente halladas en cada caso.
II.[
\¡~¡,'1,¡
"
,.í"
,!
\~ .. ,
,
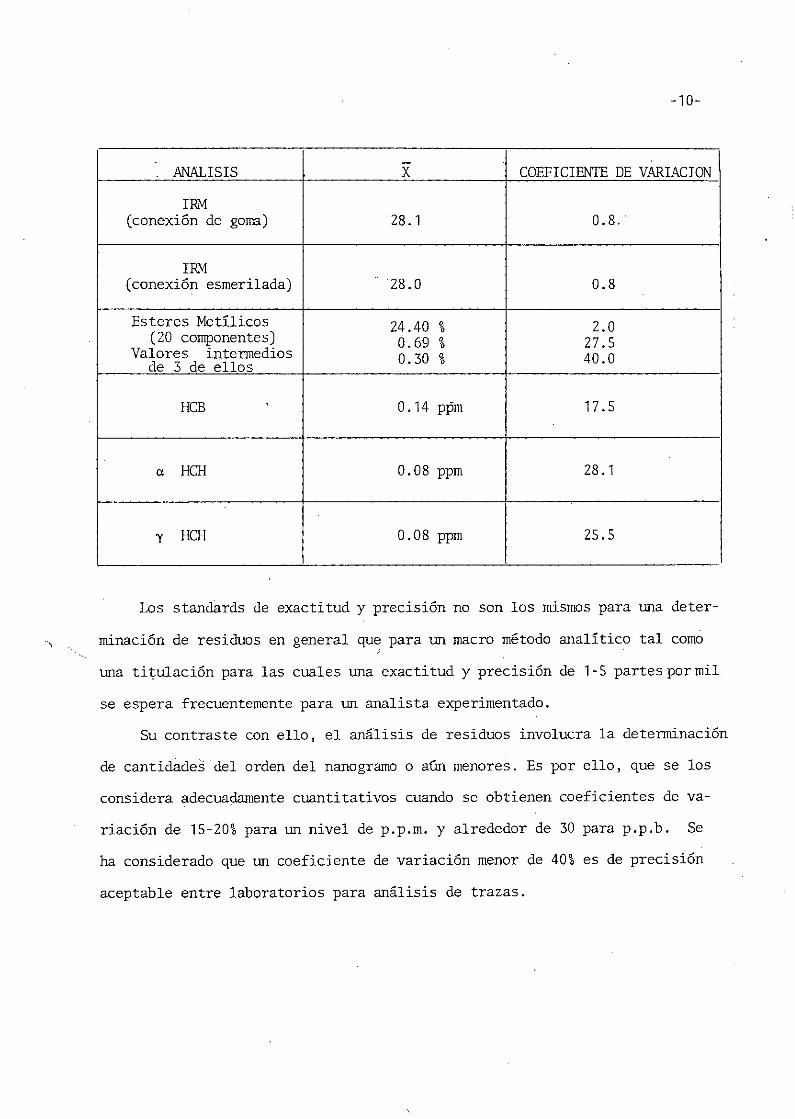
,
-10-
-ANALISIS X COEFICIENTE DE VARIACIONIRM
(conexión de goma) 28.1 0.8, .
IRM(conexión esmerilada) 28.0 0.8
Esteres Metílicos 24.40 % 2.0(20 componentes) 0.69 % 27.5Valores intermedios 0.30 % 40.0de 3 de ellos
HCB 0.14 p¡5m 17.5
el HCH 0.08 ppm 28.1
y HCH 0.08 ppm 25.5
Los standards de exactitud y precisión no son los mismos para una deter-minación de residuos en general que para un macro método analítico tal comouna titulación para las cuales una exactitud y precisión de 1-5 partes por milse espera frecuentemente para un analista experimentado.
Su contraste con ello, el análisis de residuos involucra la determinaciónde cantidades del orden del nano gramo o aún menores. Es por ello, que se losconsidera adecuadamente cuantitativos cuando se obtienen coeficientes de va-riación de 15-20% para un nivel de p.p.m. y alrededor de 30 para p.p.b. Seha considerado que un coeficiente de variación menor de 40% es de precisiónaceptable entre laboratorios para análisis de trazas.
. . - ..•.. -_.--- ._._---,_ •.... -.~..........•.•.._- . ._ .. -_._. -~----_... --~.. ,------_.-._-_ ...
-1;9'- -1~-
.........J..
Mostramos los resultados de la reproductibi11dad estudiada en el error
de inyección para un análisis gas cromatográfico:
OPERADOR1
2
3
Entre operadors
COEF. DE VARIACION3.73.03.3
3.3
Como ejemplo de análisis inter1aboratorios para estudiar la reproducti-bi1idad de un análisis microbiológico fue el efectuado junto a 14 laborato-rios participantes en un estudio co1aborativo organizado por la FederaciónIntern~cional de Lechería (FIL/IDF) con el fin de normalizar una técnica.Los resultados obtenidos están siendo evaluados por el ente organizador.
EXPERIENCIAS DEL C.I.r.I.L. EN EL AREA ENZIMAS DE.CUAJDS-LIQUIDOS.-
Quizás la reacción más compleja de la leche sea la de su transformación enun gel por acción de los coagulantes al pH natural de la misma. Esta reaccióndifiere teórica, formal y prácticamente de la coagulación ácida que ocurre en supunto isoelfictrico (pH 4.6) y tiene implicancias de extrema importancia t~cnicaa trav~s de su condición de eje .fundamental en la fabricación del queso. Es dehacer notar, que las cuajadas de quesería son en general de un tipo mixto. Lacuajada "al cuajo" de la que se parte para la fabricación de prácticamente todotipo de queso, se modifica progresivamente bajo la influencia de la acidifica-ción fermentativa que disminuye más y más su carga mineral a medida que avanza.Así, dependiendo del tipo .de queso y su proceso de fabricación, se habla de que-sos de orientación enzimática y quesos de orientación fermentativa. Las carac-terísticas de sus respectivas pastas son esencialmente diferentes.
La obtención de la cuajada, que es una de la primeras fases en la transfor-mación de leche en queso,~se realiza en la mayor parte del mundo por la adiciónde un agente coagulante .. La utilización de éstos con fines alimenticios se re-monta a tiempos inmemori~les y es actualmente uno de los extractos enzimáticosmás utilizados industrialmente. Estos no se limitan e~c1usivamente a prOVDcarla coagulación sino que tienen un rol esencial durante la maduración.
La denominación "cuajo". es según distintas legislaciones (francesa, de Es-tados Unidos) reservada al. extracto líquido o en polvo proveniente de la macera-ción de cuajares bovinos de animales jóvenes de 10 a 30 días alimentados solamen-te con leche. Más concretamente, tradicionalmente el cuajo era obtenido por ma-ceración de cuajares jóven~s, previamente secados y cortados, en una solución al12% de NaCl. Se elaboró luego con estómagos no secados, provocando una revolu-ción en la industria. Además, con la conservación de .cuajares congelados antesde la maceración se ha desarrollado una tecnología que pareciera conducir a me-.jores rendimientos de extracción. Está bien establecido que .este extracto esen efecto una mezcla de dos enzimas, la quimosina o renina y la pepsina bovina.Se pensaba antes, que ésta última era secretada recién después de la ülgestiónde hierbas, en cambio fue demostrado que aunque su proporción es baja, ocurredesde el nacimiento. Ambas enzimas pertenecen al grupo de proteasas ácidas (E.C.: 3.4.23) las que fragmentan. o hidrolizan.las proteínas de mayor o menorimportancia cuya acción es óptima a pH menor que 7. A medida que el animalcre.ce, la producción de renina se mantiene constante, pero aumenta la cantidad depepsina secretada provocando una variación en la proporción de ambas .
. Excepto por el uso de pepsina porcina d~rante un breve intervalo en la Pri-mera Guerra Mundial, la industria quesera de Norteamérica goz6 de suficiente su-ministro de cuajo de ternero hasta que comenzó a de~recer en 1950. Se produje-ron varios cambios temporarios en distintos países hasta que dorante los últimos20 años;sobrevino una escacéz crónica debido al aumento de la pr.oducción y consu-
j.<
- - ...._._--------_._---_._. __ .

-2-
mo de quesos y a la simultánea disminución en estómagos de terneros lactantes.Esta escacez produjo un aumento en el precio y'como consecuencia se reintrodu-jo la pepsina porcina. En el término de 5 años, la pepsina porcina y sus mez-clas 50:50 fueron utilizadas para la mayor parte de los quesos fabricados en Es-tados Unidos.
Ya en 1974 el cuajo de ternero ejercía un papel menor reflejando una dismi-nución creciente y continua. Mucho tiempo antes se fabricaba en la Argentina uncoagulante que utilizaba como fuente los estómagos adultos obteniendo un produc-to con alto contenido en pepsina bovina. El interés despertado por la búsquedade sustitutos apropiados condujo a la producción, desarrollo y posterior empleode enzimas de distinto origen.
Ejemplo de ello es la pepsina de pollo, utilizada en Israel_para la e1abora-,ción de quesos típicos (Karshkava1). Otro ejemplo es el coagulante de oveja yel de cabrito utilizado en Grecia para la preparación de queso'Feta y Keta10tyriobtenido artesanalmente y preferido al de ternero ya que i'mparte un flavour apimienta, presumiblemente debido a la presencia de 1ipasas.
Se recurri'ó además, a: la búsqueda de enzimas coagulantes de fuentes no ani-males. Esta búsqueda se ..orientó hacia los derivados de la fermentación microbia-na. Entre otros se podría nombrar los de Mucor miehei,Mucor pusil1us, Endothia '1parasítica, Bacil1us subtilis, Bacillus polymyxa, especies de Rhizopus, etc., al-gunos de los cuales fueron absolutamente descartados por dar lugar a productosdefectuosos.
Si bien se denomina cuajo exclusivamente a la preparación tradicional \:leori-gen bovino laCtante, con el fin de agrupar el amplio espectro de coagulantes bajouna misma denomi'nación, se permite la utilización del vocablo seguida del adjeti-vo correspondiente. Tal es el caso del cuajo bovi'no adulto, cuajo microbiano, etc.
Debido a la utilización de estos extractos enzimáticos como ingrediente enla elaboración de quesos, estos deben cumplir con tres requisitos fundamentalespara dar como resultado un buen' producto final.1 - Su comportamiento o :'performance" durante la elaboración. Esto incluye el
efecto del pH, acidez, iones Ca y temperatura sobre la fuerza del cuajo y latensión de la cuajada desde la coagulación hasta el prensado.
2 - Su efecto en el queso durante la maduración. Se mani'fi.esta a través de lacalidad, cuerpo, textura y flavour del producto terminado. Esta etapa sedenomi,na proteóli'sis secundaria.
3 - Su efecto en la utilización del suero .. Esto incluye la presencia de enzimaresidual en suero y su efecto en el rendimiento de la proteínas del mismo.Puede decirse que en general todas la proteasas ácidas coagulan la leche
para dar un gel, Esta coagulación es el resultado de dos reacciones, una pro-teó1isis de la K-caseína; y una subsecuente agregación de las mice1as de caseí-na que hayan tenido alrededor del 97% de su K-caseína destruída.
Este proceso va a estar influenciado por distintos parámetros tales comopH, concentración de Ca iónico, temperatura, concentración de sustrato, compo-
-3-
sici6n enzimática, etc.Para una elaboraci6n satisfactoria, es esencial además, que tanto el coagu-
lante como las condiciones empleadas permitan ,formar una cuajada de propiedadesfísicas deseadas. La firmeza y sinéresis (expulsi6n natural del suero intesti-,nal) son dos características de la misma. No deberá haber una excesiva pérdidade grasa o proteína en esta etapa. La evidencia demuestra que aunque el aumen-to de viscosidad después de la coagulación varía considerablemente con los dis-tintos coagulantes usados, este factor parece no afectar directamente las pro-piedades del queso terminado.
Una porción del coagulante utilizado en la primer etapa de elaboración que-da incorporada o retenida en la cuajada y resiste procesos de elaboración no.drásticos y la maduración de los quesos. Este coagulante residual contribuye ala prote61isis del mismo, deliendiendo el grado y tipo del mismo así como el de-sarrollo de cuerpo y flavour del coagulante usado.
Las propiedades requeridas varian con el tipo de queso, siendo más defi-nitorio para quesos de tiempo de maduraci6n prolongada. Estas diferencias sur-gen de la importancia en el proceso de maduración del coagulante en relación conotros 'factores. En los q'uesos madurados a base de hongos, las enzimas de losmismos son un factor "dominante" en la producci6n de flavour. Aquellos elabora-dos con ciertos coagulantes y madurados durante períodos cortos tienen menor ten-dencia al, amargor que ,aquellos madurados durante períodos más largos. Como esteflavour amargo surge de la presencia de péptidos características, parece proba-ble que haya una proteólisis insuficiente en un tiempo de maduración de poscosdías como para que produzcan tales peptidos en una concentraci6n adecuada.
En otros casos, las características del proceso de elaboración puede afec-tar la cantidad de coagulante activo en el queso terminado. Por ejemplo, laalta temperatura de cocido utilizada en el queso Emmental inactiva al coagulan-te, reduciendo su efecto posterior.
Un factor importante que determinará la adecuación de un coagulante es larelación de actividades coagulantes a proteolíticas. La mayoría de los sustitu-
, ,
tos son más proteolíticos que la ~enina, en, relación a su actividad coagulante.Si esta es excesiva, el rendimiento y retención de grasa por la cuajada tiende adisminuir además de presentar efectos indeseables sobre el cuerpo y flavour delqueso terminado. Aquellos que son menos proteolíticos'son excepcional~s como elcaso de la pepsina de cerdo, pero esto también resulta en defectos de textura ydesarrollo lento o bajo de flavour.
Hasta el presente, han sido caracterizados pocos de los productos de proteó-Hsi s formados' durante 1a maduraci ón. La,estructura 'de estos productos depende-rá de la especifidad de las proteasas presentes. Así tanto el tipo como gradode prote61isis en queso. dependerá del coagulante usadb.
La informaci6n disponible indica que los grados relativos de proteólisis deas y S-caseína son factores importantes para definir el flavour en quesos duros.
, ,
.
-4-
Por ejemplo, la sal controla tanto la proteó1isis de as-caseína como el desarro-llo de amargos en Cheddar. Sin embargo, los orígenes de los péptidos amargor sonconflictivos.
Sin embargo, el desba1ance entre las 'actividades coagulantes y proteo1fti-ca puede, a veces, ser corregida por una leve variación de las condiciones deelaboración. La coagulación puede ser ayudada por la adicción de CaCh o el usode leche a menor pH y se pueden manipular ,factores que afecten a la maduraciónpor modificaciones apropiadas en temperatura y otros factores térmicos durantela elaboración o maduración. '
Debido a la comercialización de todos estos sustitutos, surge el inconve-niente de que la mayoría de los coagulantes suelen contener mas de una prote-niasa y las proporciones de las distintas enzimas pueden variar con las distin-
, tas partidas. Esto puede ilustrarse con la variación de la proporción de reni-na: pepsina en cuajos bovinos comerciales.
Es por 10 tanto importante que la identificación y contenido de distintoscomponentes proteoliticossean estandarizados. De esta manera se definirá com-pletamente el coagulante y'se eliminará una de la variables del proceso de ela-boración de quesos. Teniendo 'en cuenta que las variaciones de actividad inf1uencciadas por, distintos parámetros no son iguales para todos los extractos enzimá- ,1ticos y su distinto comportamiento durante la maduración (SObretodo durante elperíodo en que el pH es más ácido que en el momento de la coagulación), un mejorconocimiento de la calidad y cantidad de enzimas activas contenidas en el cuajopermitirá al quesero una mejor fabricación tanto a nivel de la coagulación comode la maduración. '
Numerosas son las técnicas ~ugeridas para la caracterización de los distin-tos coagulantes. El C.I.T.I.L. ha puesto en marcha un plan de re1evamiento in-. ,dustrial de la zona de Santa Fé, por ser esta una zona esencialmente quesera.para e11o se ha imp 1ementadoun esquema de trabajo inc 1uyendo la medi ción de va-rios parámetros tendiendo al conocimiento de, los cuajos normalmente empleados endicha zona. Los análisis, que se efectúan son aquellos que permiten conocer laactividad enzimática coagulante o "fuerza", 'la composición cua1i y cuantitativade las preparaciones, así como el contenido microbiano de las mismas. Este úl-timo anilli'sisfue realizado en el Centro Panamericano de Zoóriosis por personalde 1 c. I. T . I. L.
Poder Coagulante: El estudio de la coagulación por renina ha establecido que.la reacción ocurre en dos etapas, principalmente una proteólisis de la k-caseíenamicela'spor la enzima y una coagulación subsecuente que involucra las micelarpara-casefnlcas.
Muchos puntos del Plecanismo se han establecido: debe haber una destrucciónconsiderable de k-caseína antes de que las mice1as puedan coagular; la coagu1a-cifn de las mice1as ocurre via un proceso de difusión controlado y el tiempo ~ecoagulación está relacionado con la concentración enzimiítica por una relación
'".

-5-
inversa. Estos aspectos de la reacciÓn pueden ser incorporados en un mecanismopara la reacción en el cual el tiempo de coagulación por cuajo está determinadopor tres factores:1 - La velocidad de proteólisis de la k-caseína por un mecanismo de Michaelis-
Menten.2 - La probabilidad de que una mícela individual tenga k-caseína suficientepa-
ra permitirle la agregaéión.3 -La velocidad de la agregación.
El .tiempo de coagulaci6n es, por lo tanto simplemente la suma del tiempo re-querido para ejercer una proteólisis crítica y el tiempo necesario para que estacantidad de material se agregue .en una proporción dada.
tc ~ tprot + tagAsí, para una concentración de sustrato determinada
del factor de concentraciónB+Atc.N Vmáx.
Graficando el tiempo de coagulación en funciónde la leche se obtiene uná. representación del tipo:
1.-.i
Tiempo de coag.(s) '''JO1100
1000
900
'00
I 700
600
500 • • Factor de concentraciónde leche.-
2 3
Para bajas concentraciones de sustrato; o sea aquellos en que la leche seadiluída, la veloddad de agregación es baja comparada con la de proteólisis, encambio, a oltas concentraciones, la velocidad general será dominada por la acciónenzimática.
Las concentraciones en enzimas y sustrato son los parámetros determinantesen la cinética enzimática.o sea la velocidad a la que ocurre la reacción. A me-dida que uno utiliza concentraciones crecientes de enzima, la velocidad de hidró-ltsis (el número de uniones peptídicas hidrolizadas por molécula de enzima porunidad de. tiempo), aumeDta de manera hiperbólica tendiendo a un valor máximo.
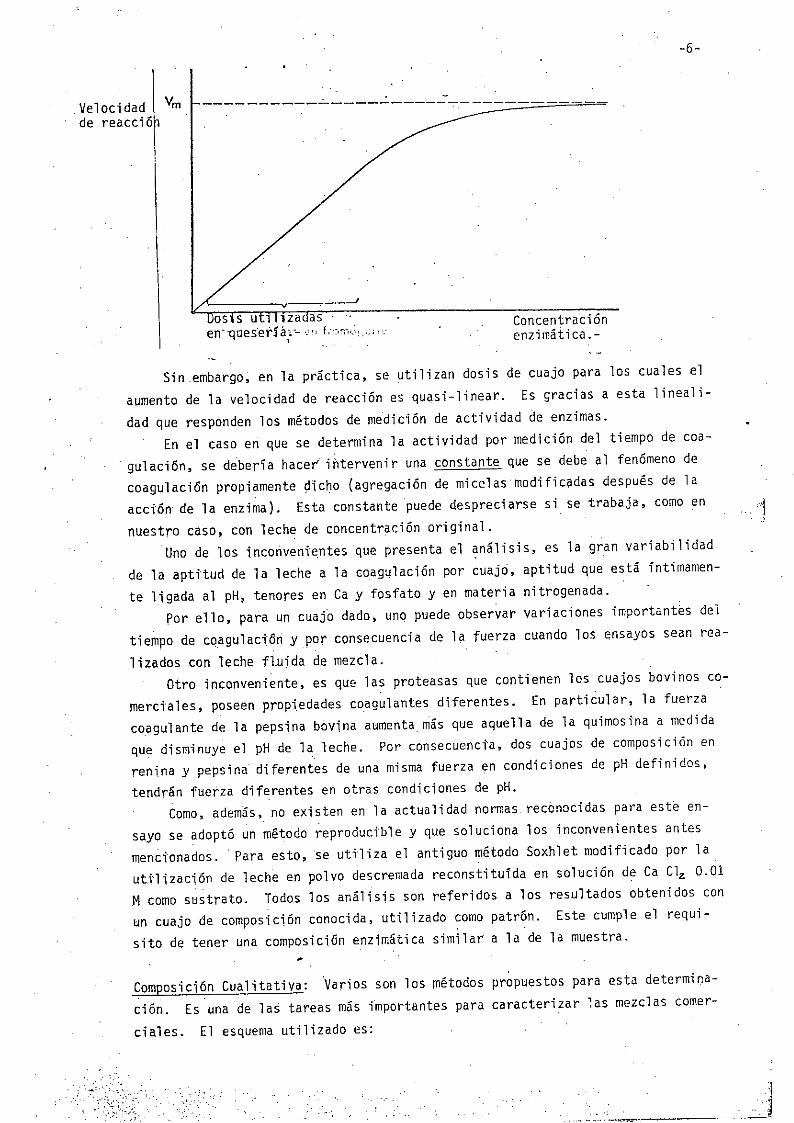
-6-
.Velocidad Vm -----------'-----..:.-----=-----------.---de reacció
Concentraciónenzimática.-
Sin embargo, en la práctica, se utilizan dosis de cuajo para los cuales elaumento de la velocidad de reacción esquasi-linear. Es gracias a esta lineali-dad que responden los métodos de medición de actividad de enzimas.
En el caso en que se determina la actividad por medición del tiempo de coa-. gulación, se debería hacer intervenir una constante que se debe al fenómeno de
coagulación propiamente 9icho (agregación de micelasmodificadas después de laacción de la enzima). Esta constante puede despreciarse si se trabaja, como ennuestro caso, con leche de concentración original.
Uno de los inconvenientes que presenta el análisis, es la gran variabilidadde la aptitud de la leche a la coagulación por cuajo, aptitud que está íntimamen-te ligada al pH, tenores en Ca y fosfato y en materia nitrogenada.
por ello, para un cuajo dado, uno puede observar variaciones importantes deltiempo de coagulación y por consecuencia de la fuerza cuando los ensayos sean rea-lizados con leche fluida de mezcla.
otro inconveniente, es que las proteasas que contienen los cuajos bovinos co-merciales, poseen propiedades coagulantes diferentes. En particular, la fuerzacoagulante de la pepsina bovina aumenta más que aquella de la quimosina a medidaque disminuye el pH de la leche. Por consecuencia, dos cuajos de composición enrenina y pepsina diferentes de una misma fuerza en condiciones de pH definidos,tendrán fuerza diferentes en otras condiciones de pH.
Como, además, no existen en la actualidad normas. reconocidas para este en-sayo se adoptó un método reproducible y que soluciona los inconvenientes antesmencionados .. Para esto, se utiliza el antiguo método Soxhlet modificado por lautilización de leche en polvo descremada reconstituí da en solución de Ca Clz 0.01M como sustrato. Todos los análisis son referidos a los resultados obtenidos conun cuajo de composición conocida, utilizado como patrón. Este cumple el requi-sito de tener una composición enzimática similar a la de la muestra.
. ',"
Composición Cualitativa: 'Varios son los métodosción. Es una de las tareas más importantes paraciales. El esquema utilizado es:
propuestos para esta determina-caracterizar ~as mezclas comer-

1
I~MU~O•~~\rU~
1¡1 '
I11 '
1
,I
I ~\,ji
i\
1
i1~.,¡
..""".'.
,
AMALaet5 S CU~lnT~"¡jHfO•
-.-...~-"_...•••...,~,--_.-
'"J"'";,
i. ,1i!,
_.._J

-7-
bastan'te compl icado por tl'aba-distinguirse entre las distin-
de obtener además resultados certe-trabajó durante 1980 en inmunodifu-
'"I
.
mi cro-,cuajos de origenzona clara puede
de la amilasa presente enanimal, el diámetro de la
la pr.imera .gran .di.visión llevad.a a cabo es ladiferenciación de enzimas de origen animal y microbiano. En el CITIL se implan-tó con buenos resultados la detección de..amilasa.Esta es. contaminante de losgéneros Mucor y se manifiesta incubando la muestra a 20 oC en gel de agar almi-dón y tiñiendo dicha placa a las 24 hs con solución de iodo/ioduro. La presen-cia de la enzima se verifica por la aparición de un aro claro alrededor del ori-ficio de siembra. En esta zona, el almidón hidroli.zado no da la coloración azuldel complejo con iodo.
Como el grado de difusiónbiano es mucho mayor que en elzarse como prueba cualitativa.
Debido a la necesidad de una confirmación y de identificación de E. parasí-tica (amilasa neg.) se hicieron corridas electroforéticas sobre 'gel de agarosade todas las muestras y patrones. En este caso no se puede distinguir entre es-pecies (pepsina bovina o porcina) ya que presentan el mismo frente de,migración
,y forma de mancha. Esta diferenciación se realizó mediante la incubación a pHdiferencial. Debido a la/.baja estabilidad que presenta la pepsina de origen por-cina frente a pH a1calino,s, ésta se inactiva totalmente a pH 7.0 mientras la acti-vidad de pepsina bovina y renína se ve disminuída en un 5% solamente.
Siguiendo el esquema anterior, quedarán identificados cualitativamente loscuajos microbianos, bovinos y porcinos.
Sin embargo, ésto requiere mucho tiempo, esjar en condiciones diferenciales, y aún no puedetas especies de Mucor.
Con el fin de acelerar éste estudio, yros de fácileya 1uaci ón e imp 1ementacf ón sesión doble sobre gel deagarosa apH 8.6.
Se utilizaron para este análisis anticuerpos específicos contra las enzimasencontradas comercialmente. Con, este método, se puede detectar hasta el 1% deenzimas extrañas eh cuajos comerciales. Pudo verificarse, además la utilidadde un ensayo preliminar como el de amilasa ya, que todas las muestras amilasapositivo pertenecían al, género Mucor. A pesar de que algunos anticuerpos pre-sentan'reacciones cruzadas, los resultados son concluyentes sin despertar sos-pechas acerca del origen del componente estudiado.
Las mezclas de pepsina bovina, pepsina porcina y renina pueden analizarsecuantitativamente por desnaturalización a pH selectivo, cromatografía sobre DE-AE celulosa, inactivación de RNAasa, etc. y en general técnicas de destrucciónde una o más de ellas a distintas combinaciones de tiempo, temperatura y pH ydeterminando su actividad, coagulante relativa.l~ás recientemente se han emplea-do técnicas de rocket in!!,unoelectroforesis para determinar concentración totalde enzimas en mezclas.
Se ha utilizado en nuestro laboratorio para el ,dosaje de renina y pepsinaen cuajos bovinos, la cromatografía sobre DEAE celulosa. La primer etapa, con-siste en separar las dos enzimas, basándose en su afinidad diferente por el re-
..'-, ~.

-8-
. i.
lleno. La renina menos fuertemente fijada es eluída'rápidamente y separada dela pepsina. La segunda etapa.consiste en medir la actividad coagulante de cadasolución individualmente. A partir de los tiempos de floculación medidos se pue-den calcular las cantidades ponderales de actividad debidas a renina y pepsina.
La tercer etapa, que no se realizó hasta el momento en el laboratorio, per-mite independizarse de variaciones que pr"senta la leche como sustrato. Paraello se dispone de un sustrato sintético (hexapéptido) con una secuencia de ami-noacidosanáloga a la de la unión hidrolizada de la caseína en la fase enzimáti-ca. Este es de manipuleo ,delicado y requiere equipos 'altamente sofisticados.La existencia de una relación entre la velocidad de hidrólisis de este péptidoy la cantidad de enzima activa (mg) permite evaluarla precisamente. Gracias aeste sustrato resulta facil relacionar concentración de principio activo con po-der coagulante. El interés de todo esto, es la determinación precisa y rigurosade la cantidad de enzima activa presente. En consecuencia, en la medida en que,los cuajos puedan analizarse en estas condiciones todas las muestras pOdrían sercomparadas entre sí.
En nuestros laboratopios han sido analizadas alrededor de 100 muestras de17 marcas distintas de l~s cuales el 19% resultó ser de origen microbiano.
De las 4 marcas de origen'microbiano, tres de ellas utilizan como fuente alM. miehei y una al M. pusillus.
De los cuajos bovinos todos presentaron pércentajes de actividad de reninamenores a 20. Esto indica que ellos fueron obtenidos a partir de animales adul-tos.
'.
,", ;,.
EXPERIENCIAS DEL C.I.T~I.L EN EL AREA DE ENZIMAS DE CUAJOS LIQUIDOS
Tema expuesto por la Licenciada .Graclela l1uset de .Retta en el Seminario:INDUSrRIAÚ'~'.-ZACION DE LA LECHE. :¡:,'t>A ''81,
. RESUMEN: La utilizaci6n deext~actosenzlmáticos,comúnmente 'coDocldos como coagulan-tes,corno Ingredééntes en la elaQoraci6n .de.quesos.tienengran .importancia desde el puntode vista tecno16glco.. .. _ .. ,
Se hace menci6n a los distintos.e~tri!ctos.que pueden encontrarse actualmente en elmercado,enfatizando la nesesldaQqel .conocimlento de ,su composici6ri y los requisitosque deben cumpl Ir para dar como resultado un buen producto final'.Debido a la Infinidad de técnlci!s.s¡¡gerjdaspara.la caracterlzaci6n de los mismos
se hace referencia a aquéllas que .han 'slqo seleccionadas por el C.I.T.I.L.I\ partir deello,se menciona el esquema detrabi!jo .involucrado en el relevamlento industrial dela zona de Santa Fe puesto en ~rcha.con el p~p6sito.de analizar varios parimétrostendiendo al mejor conocimiento.qe.\as.me~c1i!s enzimiticas normalmente empleadas enla zona de referencla.Se comentan,aQem(s ,generalidades sobre los resultados obtenidos.
i
I. ----_._..-+._-_ ..._-_ .._--_._---_ ..- ....-'
C I T I LCentro de InvestigacionesTecnológicas de la Industria Láctea.
ANALISIS DE ACTIVIDAD COAGULANTE, CROMATOGRAFICO E INMUNOQUIMICOEN ALGUNOS CUAJOS LIQUIDaS COMERCIALES ARGENTINOS.
Graciela Muset
Instituto Nacional de Tecnología Industrial - INTI -
r--' " \
,C~:(C
0-
.ry -.~ l"'"--' . ~-
n!".'-' ",
\1,"
." .~.
00'
." j , ~ .' '
',. ¡ -,< '" ,-<
.Ie::.( A-~,i
-2-
ANALISIS DE ACTIVIDAD COAGULANTE, CROMATOGRAFICO E INMUNOQUIMICOEN ALGUNOS CUAJOS LIQUIDOS COMERCIALES ARGENTINOS.
RESUMEN
Se llevó a cabo el análisis de 25 coagulantes líquidos,:comercialesde la zona de Santa Fe.
Para una evaluación preliminar de la calidad de los mismos se determinó el,pH, la actividad coagulante de leche y el "test"de amilasa.
Con el fin de identificar el origen de las enzimas componentes dedichas preparaciones comerciales se utilizó una técnica de inmunodifusión,con anticuerpos específicos contra renina, pepsina bovina A, pepsina por -cina, proteasas ácidas de'MUcór'miéhei;Mucór pUsillus Lindt.y Endothiapa ras ítica.
Los resultados obtenidoi indican que hay acuerdo entre las técnicasdé inmunodifusión y el "test" de amilasa, no habiéndose observado en ningúncaso falsos positivos.
Los porcentajes respectivos de actividad coagulante debidos a.reninay pepsina bovina A fueron determinadas por cromatografía sobre DEAE celulo-sa.
El .porcentaje de actividad coagulante correspondiente a la acción dela renina fue en todos los casos menos que 20 indicando que todos los cua-jos bovinos analizados fueron elaborados.a partir de estómagos adultos.
Se concluyó además que el agente coagulante microbiano de uso genera-lizado en la Argentina es el obtenido a partir deM.miehei.-
... - - .
-3-
INTRODUCCION
La utilización de renina como agente coagulante en la elaboraciónde quesos ha sido predominante en la industria durante años. Posteriorme~te, sobrevino una escasez de la misma debido a la disminusión en la dispo-nibilidad general de estómagos de terneros lactantes. Estos no son sacri-ficados hasta adultos pues se los destina a la producción de carne. (9,11,13).
Esta escasez y el simultáneo mejoramiento de la tecnología de fer-mentación microbiana, impulsó, de algún modo a incrementar el interés porotras enzimas, útiles en quesería. (6).
Estas son mezclas de proteasas ácidas que actúan a un pH óptimobajo, hidrolizando las proteínas lácteas.
Mucho ha sido discutido y escrito sobre la adecuación de las pre -paraciones coagulantes enzimáticas y su uso ha generado ciertas controversias.
En la Argentina, debido a que los animales jóvenes nunca han sidosacrificados, se han utilizado satisfactoriamente extractos bovinos adultosdesde el siglo pasado cuando floreció la industria quesera nacional.
La producción quesera nacional cuenta con más de 30 variedades (d!!ro, semiduro, blando) ubicando al país en el octavo lugar dentro de los pr£ductores mundiales (3,12).
La alta calidad del producto obtenido permite ser comercializado,habiéndose exportado 1702 toneladas a E.E.U.U., 624 toneladas de queso duroa Italia, y un total de 2704 toneladas a otros países durante 1979 (3).
La utilización de preparaciones enzimáticas de distinto origen y
composiclon ha alentado el desarrollo de diversas técnicas y métodos de análisis (11,13,14,etc.).
En el presente trabajo, se realizó un muestreo con el fin de deter-minar la composición cualiy cuantitativa de las preparaciones comercialesempleadas. Extractos de bovino adulto que contienen renina y pepsina bovinaA y B, extractos porcinos y microbianos aislados a partir de Mucor miehei,

-4-
Mucor pusillus Lindt y Endothia parasitica fueron caracterizados medianteuna combinación de métodos.
Entre las variadas técnicas propuestas para la resolución de esteproblema, se eligió un esquema.de trabajo que consiste de 3 etapas sucesi-vas.
Se determinó la actividad enzimática, composición cualitativa y larelación de actividad coagulante en preparaciones mixtas de 25 coagulanteslíquidos comerciales muestreados en queserías de la zona de Santa Fe.
MATERIALES Y METODOS
El muestreo fue realizado por el personal técnico del CITIL SantaFe en queserías de la zona. Todas las muestras fueron tomadas en frascos devidrio y enviadas hasta nuestro laboratorio en cajas de material aislante.Las muestras fueron almacenadas a 4 oC desde el momento de su recepción.
Los ensayos de rutina fueron llevados a cabo de acuerdo al siguien-te esquema:
l°Etapa: Determinación del pH.Actividad coagulante de leche.Test de amilasa.
2°Etapa: Test de inmunodifusión.3°Etapa: Cromatografía sobre DEAE celulosa.
Determinación de pH: Este análisis fue real izado mediante la utilización deun potenciómetro ORION.Actividad coagulante de léche~ El sustrato fue preparado reconstituyendo 12 gde leche en polvo descremada comercial (74 oC, 15 s) en 100 g de solución0.01 M de CaC12•
Durante el estudio se utilizó leche en polvo perteneciente al mismolote y almacenada a 4 oC (4).
Se colocaron 20 cm3 del sustrato en un erlenmeyer de 250 cm3 y se lomantuvo a 35 oC en baño María.
,
-5-
El tiempo de coagulación se reguló, en todos los casos, a un intervalo entre 3 y 10 minutos.
La actividad coagulante de leche fue expresada en unidades arbitrarias (U) de acuerdo con la fórmula propuesta por Alais (1).
"Test"deamilasa: La actividad amilfisica es indicativa de coagulante micro-biano y puesta en evidencia mediante la degradación del almidón después dela incubación de la preparación enzimfitica en gel de agar/almidón. (9).Los estfindares empleados fueron:
estfindar: cuajo bovino liquido Ch. Hansen(25% renina - 75% pepsina bovina); pepsinaporcina BIOCHEM 1:10.000 y Meito Sangyo Co.,Ltd: como estfindar' fúngico.
"Test" de inmunodifusión: Esta técnica fue aplicada a todos los extractosenzimfiticos obtenidos a partir de estómagos bovinos o porcinos y aquellos o~tenidos a partir de hongos tales comó'Mucormiehei, Mucór pusillus Lindt y -Endothia parasitica (5).
Se cubrió una placa de vidrio de 10 x 10 cm con una fina capa deagarosa 1% en buffer tris-barbital-lactato'de calcio pH 8.6 (14), Se dejósolidificar el gel y se practicaron 5 orificios de 2.5 o 4.0 mm de di.fimetro.El orificio central fue sembrado con el anticuerpo especifico, y los restan-tes con testigo positivo, muestra y diluciones 1:20 y 1:100 respectivamente(5) .
Los arcos de precipitación pudieron evaluarse después de 10-15 ho-ras de incubación a 4 oC en cámara húmeda.
Los anticuerpos especificos fueron amablemente cedidos por la Sta-tion Expérimentale Laitiere, I.N.R.A., Poligny, Francia. Estos fueron elaborados en dicho laboratorio o adquiridos a Chr. Hansen's Laboratories.
Cromatografiasóbre DEAE celulosa: El método cromatogrfifico para la deter-minac ión de 1a re1ación renina:pepsina bovina A fue rea1izado de acuerdo aGarnot et. al. (11) modificado (6).La determinación del tiempo de coagulación en las fracciones colectadas se
",
-6-
llevó a cabo según Collin eLal. (4).Los resultados fueron expresados como porcentaje de actividad coagulante.El factor "a" (10) para el tiempo de retardo dependiente del sustrato y la,enzima fue determinado por triplicado utilizando renina y pepsina bovina AChr.Hansen como patrones. Los resultados obtenidos fueron 30 s para reninay 15 s para pepsina bovina A.
RESULTADOS Y DISCUSION
Los resultados obtenidos pueden verse en la Tabla 1.Aproximadamente todos los valores de pH oscilaron entre 4.40 y
6.00. Los coagulantes microbianos variaron entre 4.40 y 4.80 excepto dosmuestras que presentaron valores de 6.10 y 6.70 respectivamente. Los deorigen bovino mostraron un promedio mayor de aproximadamente 5.50
La actividad coagulante de las preparaciones bovinas resultó en sumayoría menor que la de los microbianos estando los primeros entre 15.000 y20.000 unidades mientras que los últimos por encima de 25.000 unidades. Presumiblemente debido a su alto pH la muestra 9 presentó una actividad anor-ma1mente baja.
Se encontró una situación anormal en la muestra 15, ya que con unalto valor de pH presentó una alta actividad coagulante de 147.774 unidades.El test de inmunodifusión confirmó la presencia de proteasa ácida de M.mieheiextremadamente concentrada como puede verse en la placa l. A pesar de haber-se,'obtenido arcos de identidad con las diluciones 1:20 y 1:100, no pudo dete~_tarse con la muestra tal cual debido al gran desbalance de concentraciones.
El origen microbiano indicado en forma preliminar por el "test" dela amilasa fue confirmado en todos los casos por el de ID. Todas las mues-tras de amilasa positiva dieron arcos de precipitación con anticuerpos espe-cíficos deM.miehei, 'M.pusillus, y aún cuando se presentaron reacciones cru-zadas, el origen de las proteasas pudo ser precisamente identificado en to -dos los casos como puede verse en la placa 2.
De acuerdo a la cromatografía se encontró en las muestras 4,7,9,15,17 y 18 un 100% de proteasa ácida déM;miehei con un 90% de recuperación y

,
-7-
en la 24 una relación 50:50 debida a M.pusillus Lindt y pepsina porcina.El porcentaje de actividad coagulante correspondiente a renina
en todos los casos resultó menor de 20. Esto indicaría que los cuajoshan sido elaborados a partir de estómagos de bovinos adultos. Este re-sultado concuerda con los datos obtenidos de 54 cuajos muestreados en lamisma región. (resultados sin publicar).
Numerosos informes sobre quesería mencionan la utilización de extractos de bovino adulto y microbiano como agente coagulante para la el~boración de queso blando, duro, semiduro (2,6,lO,etc.). De acuerdo a losresultados obtenidos en este estudio concluímos que en la provincia de San-ta Fe (Argentina) se utilizan tanto cuajos de bovino adulto como microbia-no (casi exclusivamente deM.miehei) en la elaboración de los distintos ti-pos de quesos.
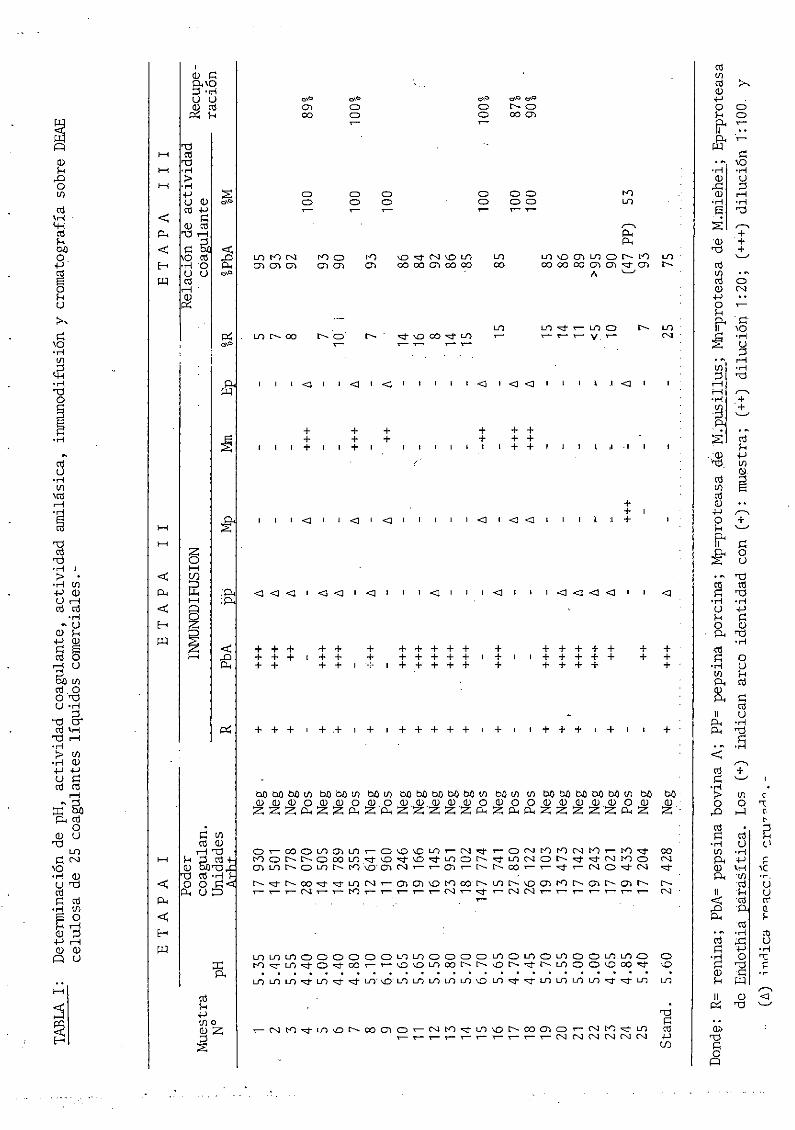
TABLA
1:Determinación
depH,
actividad
coagulante,
actividad
amilásica,
inmunodifusión
ycromatografía
sobre
DEAE
celulosa
de25
coagulantes
líquidos
comerciales.-
ETAPA
1ETAPA
11
ETAPA
111
Poder
INMUNODIRJSION
Relación
deactividad
Recupe-
Muestra
coagulan.
coagulante
ración
N°pH
Unidades
RPbA
ppMp
Mil
Ep%R
%PbA
%MArbt
15.35
17930
Neg
++++
65
952
5.45
14501
Neg
++++
67
933
5.55
17778
Neg
+++
68
924
4.40
28070
Pos
+++
100
89%
55.00
14505
Neg
++++
67
936
4.40
14789
Neg
'+-+++
610
907
4.80
35355
Pos
6+++
6100
100%
85.10
12641
Neg
+++
+6
793
96.10
11960
Pos
6++
6100
105.65
19246
Neg
++++
1486
115.65
19166
Neg
++++
1684
125.50
16145
Neg
++++
892
135.80
23951
Neg
++++
1486
145.70
18102
Neg
++++
1585
156.70
147
774
Pos
6-++
6100
100%
165.65
15741
Neg
++++
1585
174.70
27.850
Pos
6+++
6100
87%
184.45
26122
Pos
11+++
6100
90%
195.70
19103
Neg
++++
1585
205.55
13473
Neg
++++
614
8621
5.00
17142
Neg
++++
611
8922
5.00
19243
Neg
+++
6<5
>95
234.65
17021
Neg
+++
610
9024
4.85
19433
Pos
+++
(47PP)
5325
5.40
17204
Neg
++7
93Stand.
5.60
27428
Neg
++++
2575
Dond@:
R=renina;
PbA=
pepsina
bovina
A;PP=
pepsina
porcina;
Mp=proteasa
d~M:pUsillus;
Mn=proteasa
deM.miehei;
Ep=proteasa
deEndothia
parasítica.
Los
(+)indican
arco
identidad
con
(+):
muestra;
(++)
dilución
1:20;
(+++)dilución
1:100
Y(6)inn
icarpqcc~~n
sru7~~n.-
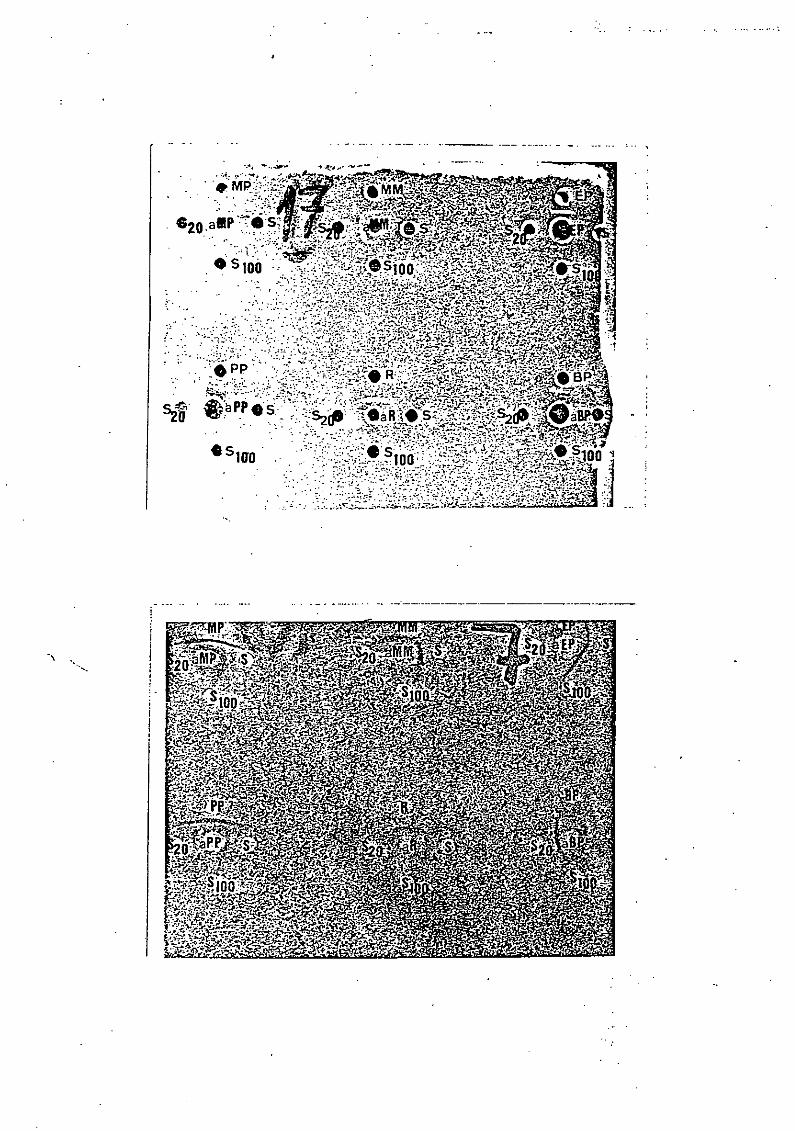
"
0,.
...... :
,
... :- .
PLACA 1: Test de inmunodifusión doble, arcos de identidad de aMmcon las diluciones 1:20 y 1:100 de la muestra 15.-
PLACA 2: Test de inmunodifusión doble. Reacción cruzada con aEp,aMp y aPp.Arcos de identidad con aMm, aPbA y aR.-
,r
.-----
/__i
C 1 T 1 LCentro de InvestigacionesTecnológicas de la Industria Láctea
COMPOSICION DE LOS ACIDOS GRASOS EN LECHE FLUIDA
Mónica ~furitano de Corre che
Instituto Nacional de Tecnología Industrial - INrI -
", ,
.'~-'~'
, ¡ ,.' ,-
;" eí :/_';, '
,"c.'
(
. '../ ; .
!c/c::).' )"" ,,',: . "" . ,~.,.,.:.(.~!,;.~,
( -:. .- ,
-2-
.
COMPOSICION DE LOS ACIDOS GRASOS EN LECHE FLUIDA
RESUMEN
Se estudió la variación en la composlclon de los ácidos grasos enleche fluída pasteurizada, de consumo directo, de la Capital Federal, Argentina, durante el año 1978.
Las proporci ones re1ativas de los ácidos grasos fueron determi na-das por cromatografía en fase gaseosa; la composición de las mismas yalgunas relaciones entre ellas fueron utilizadas para caracterizar la ma-teria grasa.
Los ácidos grasos hasta 12 átomos de carbono tienen su valor míni-mo en verano y su valor máximo en.otoño, salvo los ácidos 10:0 y 12:0 quelos tienen en invierno.
El 14:0 permanece constante a través del año, el 18:1 tiene el va-lor promedio más alto en invierno siendo este de 30,0% Y el más bajo enverano de 28,7%. El 18:0 varía en sentido inverso al 18:1, con un mínimode 12,0% en invierno y un máximo de 12,7% .en verano.
El 16:0 tiene' su valor promedio más alto de 27,7% en verano, des -.cendiendo hacia el otoño e invierno para encontrar el valor mínimo en primavera de 22,8%.
Se estudió también el índice de Reichert Meissl ,de acuerdo a losvalores promedio este permanece constante a:través del año, encontrando elvalor. mínimo en otoño de 23,8 y el máximo en primavera de 24,4.-
'2.J
-3-
INTRODUCCION
La producción anual de leche en la Argentina es de 5.149 millonesde litros, de los cuales el 29,9% se destina al consumo directo y el resto se industrializa. (2).
Dentro de la materia grasa de leche se pueden distinguir ácidos -grasos de diferente origen. Los ácidos grasos de 4 a 16 átómos de.car -bono que son sintetizados por la.glándula mamaria, a partir del ácido ac~tico. formado en el curso de las fermentaciones en el rumen. Por la mis~ma vía biosintética se llega a pequeñas cantidades de ácido propiónico, -ácido isobutírico, ácido isovalérico y ácido metil-propiónico; así comotambién.a los ácidos grasos de número impar de átomos de carbono y a losácido ramificados (iso yanteiso).
La glándula mamaria toma además de la sangre los ácidos grasos decadena larga (palmítico, esteárico y oleico). Estos ácidos provienen dela alimentación, o son formados por biosíntesis dentro de los diversosórganos (4).
La influencia de la'alimentación de las vacas lecheras es posible-mente el factor más importante en la variación de la composición de los
, <
ácidos grasos (1)c(6}'(9) conjuntamente con la variación estacional. La raza del animal y el estado de lactación del mismo son poco importantes encomparación con el factor alimentario. rs:;
En el presente trabajo se evaluó la variación en la composición delos ácidos grasos de leche',y el índice de Reichert Meissl de 193 muestrasde leche fluída de consumo directo durante 1978. Para ello se analizaronlos ésteres metílicos de los ácidos grasos por cromatografía gas-líquido.Se efectuó una estimación estadística de la población de datos, hallando elvalor promedio, la desviación estandard y los valores extremos (máximos ymínimos) .
Para el estudio se dividió el año en cuatro trimestres.Se trabajó sobre muestras de leche homogeneizadas pasteurizadas y
de un contenido de grasa de 3%.-
( )
,
-- ...•.- ._~.- ."..._---- .-.-," .>,."-'-.~. _._ .• _.~~,
-4-
MATERIALES Y METODOS
El muestreo fue realizado por personal del C.I.T.I.L. en el radiode la Capital Federal, dividiendo a esta en quince zonas durante todo elaño 1978.
Extracción de la Materia GrasaReactjvos:Solución de Tritón X-lOO: para 500 cm3 de solución.Metafosfato de sodio: 25 g; Tritón X-lOO: 12 cm3;
Urea: 2,5 g; alcohol isopropílico: 50 cm3
- Solución acuosa de alcohol isopropílico 10%.- Solución acuosa de sulfato de sodio 15%.- Sulfato de sodio anhidro.- Eter etílico p.a.
Procedimiento:Se .mezcláron 500 cm3, de leche con 500 cm3 de.la solución de Tri -
.tón X-lOO previamente calentada. Se colocó en estufa a no más de 100 oC.Se agitó periódicamente. Cuando se observó una perfecta separación de lafase grasa (aproximadamente 3 h.), se sifonó la sOlución. Se purificó lamateria grasa con éter etílico. Se lavó dos veces con la solución de aleohol isopropílico y dos veces con la solución de sulfato de sodio. Se secóla fase eterea con S04NaZ anhidro. Se filtró y evaporó.
Indice de Réichert.MéisslEsta técnica se realizó según el Offlcial Methods of Analysis of the.•.
A.O.A.C., 1975.
Preparación de los ésteres metí] icos de los ácidos. grásos
La met ilación se realizó según 1á. técnica desarro 11ada por F.Luddy(7) modificada. Se utilizó solución de metóxido de sodio 1% en metanol:an-hidro en lugar de solución 0,4 N de hidróxido de potasio en metanol anhidro.
.'._ •• ,. __ .'_, __ ••• , __ • 4 __ '_-= ->'~~I-5-' I
I
Cromatografía gas-líguido
El análisis de los ésteres metílicos se efectuó en un cromatógrafoVARIAN 3740 equipado con detector de ionización de llama. La medida delas áreas se efectuó con un integrador electrónico'CDS 111.
Las condi ciones de trabajo fueron 1as siguientes:1) Columna: acero inoxidable de 1;80 m x 1/8" rellena con 10% de -
succionato de butanodiol y 10% de succinat6 de dietilenglicol sobre Chromosorb W Al! m'lCS (£lO-lOO) mallas.
2) Temperatura de la columna: prog~amada de 100 oC a 190°C a 10 °C/,min.y posteriormente isotérmica a 190 oC durante 15 mino
I¡II
3) Tempera tura del inyector ~ 230 oC4) Temperatura del detector~ 260 oC5) Flujo de nitrógeno ~ 0,33 cm3 /s.
RESULTADOS Y DISCUSION
La variación promedioy la desviación estandard de la composlclon delos ácidos grasos y del lndice de Reichert Meissl de las 193 muestras deleche fluida analizadas se muestran en la Tabla l. Los valores máximos ymínimos de los mismos se muestra en la Tabla 11.
no fue posible separariso 15:0 y ai 15:0, lo
Con las condiciones cromatográficas utilizadaslos picos correspondientes a los ácidos grasos 14:1,mismo que 15:1 eiso 16:0 y 16:1 con iso 17:0.
i¡
fJ
IEl anterior a 18:2, 18:2, 18:2 isomero y 19:0 se consideraron para el .¡análisis en el grupo de 18:2 y 18:3 y 18:2 conjugado se consideraron juntos 1para la cuantificación.
/:.j
•
La técnica de esterificación utilizada no permite evitar ciertas pér-didas en los ácidos grasos volátiles 4:0 y6:0, y por lo tanto los valoresobtenidos resultaron más bajos de lo esperado.
De acuerdo a los valores obtenidos el lndice de Reichert Meissl perma-nece constante en su valor promedio, con un valor máximo en prirr.üverade --24,4 Y un mini.mo de 23,8 en otoño. En otoño el 47% de las muestras están por
-::- ..\
-6-
encima de 24,0, valor mínimo considerado permisible por el Código Alimen~tario Argentino (3). Los valores extremos se encuentran en veranQ,con27,4 como máximo y 20,5 como mínimo.
Los ácidos grasos con hasta 12 átomos de carbono tienen su valor mí.nimo en verano y el valor máximo en otoño, salvo 10:0 y 12:0 que tienen elmáximo en invierno.
De todos modos no existe una variación muy pronunciada como se mues-tra en la fig. 1.-
La variación estacional de los ácidos 18:0 y 14:0 están representa-dos .en la fig. 2.-
El ácido mirístico (14:0) prácticamente no varía en el transcursodel año, encontrando los valores extremos en verano con 12,1% como máximoy 5,8% como mínimo.
La variación del valor promedio del ácido esteárico (18:0) es muydébil, siendo esta entre (12,0-12,7)% con un valor.promedio mínimo en in-vierno'de12,0% y valores extremos en verano de 18,8% como máximo y 9,1 co-mo mínimo.
El áci.dooleico (18:1) presenta también una débil variaclon en el va-lor promedio, ya que su valor máximo promedio se encuentra en invierno con30,0% y el mínimo en verano con 28,7% con valores extremos de 35,8% y 20,0%en verano.
El ácido palmítico. (16:0) tiene una gran variación en .su valor prome-dio, desde el máximo en verano de 27,7% al mínimo en primavera de 22,8%.Sus valores extremos se'encuentra'n;enelverano, siendo estos 36,0% y 17,5%.
La variación estacional de los ácidos palmíticc y oleico se muestra enla fig. 3.
De los ácidos grasos menores, 15:0 y 17:0 tienen valores semejantes ypermanecen constantes durante el año, el grupo 16:1, iso 17:0 y ai 17:0 pre-sentan su valor promedio máximo en el verano.
-7-
I'I!El grupo 18:2 presenta su valor promedio mínimo en otoño de 2,9% aumen ,
tanda hacia la primavera hasta el valor 3,7%; 18:3+18:2 conj. varía en el mis!-1mo sentido de 1,6 a 3,0%.
El resto de los picos menores permanecen constantes a través del año.Se efectuaron distintas relaciones entre los ácidos grasos, éstas se
muestran en la Tabl~ III.La relación 10:0/8:0 presenta una pequeña variación en el transcurso
del año, oscilando del otoño al verano de 2,0 a 2.4.La relación 12:0/10:0 permaneció constante y la 14:0/12:0 varía des-
de el invierno con un valor míni'mo de 3,3 hasta el verano con un valor má-ximo de 4,2.
La relación 14:0/18:1 permanece constante entre 0,30-0,32 encontran-do los valores extremos en el verano con un valor mínimo de 0,19 y un va-lor máximo de 0,61. En general el 65% de las muestras se encuentran porencima de 0,30. Los resultados obtenidos permiten conocerla variación enla composición de los ácidos grasos de leche fluída, pasteurizada y homoge-neizada, de consumo en 'la Capi~al Federal (Argentina}. Dichos resultadosson coincidentes con los obtenidos para quésos de pasta blanda (8).-
,.

1:
II i
I iI ., II '
I¡¡
-8-
VERANO OTOÑO INVIERNO PRUIAVERA
ACIDO GRASOX en - 1 X an - 1 X en - 1 X en - l'..
•
4:0 2.1 0;6 2.6 0.5 . 2.3 0.4 2.1 0.3
6:0 1.3 0.4 1.8 0.3 1.7 0.2 1.7 0.2
8:0 0.7 0.2 1.1 0.2 1.1 0.2 1.0 0.1
10:0 1.6 0.4 2..2 0.3 2.3 0.4 2.2 0.3
10:1 . 0.2 0.2 0.3 0.1 0.3 0.1 0.3 0.1
12:0 2.2 0.5 2.5 0.4 2.7 0.5 2.6 0.4-Iso 14:0 0.3 0.3 0.3 0.2 0.3 0.2 0.3 0.1
.
14:0 . 8.9 1.0 9.0 0.7 8.8 1.1 9.0 0.7
14:1+150 15:0+ai 15:0 2.3 0.3 2.2 0.2 2.1 0.2 2.0 0.3
15:0 1.5 0.2 1.6 6.2 1.5 0.2 1'.5 0.2
15:1 + Iso 16:0 0.5 0.2 0.6 0.5 0.6 0.2 0.5 0.2
16:0 27;7 2.1 24.3. 1.4 23.2 1.5 22.8 1.3 i!
16:1 + Iso 17;0 3.2 a.5 2.6 0.2 2.6 0.2 2.5 0.1
ai 17:0 0.2 0.7 0.1 0.8 0.1 0.7 0:1 ¡
1.117:0 1.4 0.2 . 1.3 0.2 1.3 0.3 1.3 0.3
.17:1 0.6 0.2 0.7 0.2 0.8 0.3 0.7 0.4
11
18:0 12.7 1.2 12.2 0.8 12.0 1.0 12.6 0.7.1
18:1 28.7 ;2.7 29.4 2.1 30.0 .• 2.2 29.5 2.4•
ant. 18:2 + 18:2 +-• ..
3.1 0.9 2.9 .1.2 3.7 1.0' 3.7 0.918:2 150m, + 19:0
18:3 + 18:2 conj. 2.3 .0.7 1.6 1.1 2.1 1.4 3.0 1.1 .¡l.
1:
I.R.M. 24.1 1.3 23.8 1.2 2,1.1 0.8 241:J'
,
TABLA 1: Valores promedio y desviaciones standard de la composición enácidos grasos(expresados en % de ésteres metílicos de los ácidos grasos totales)y del índice de Reichert Meissl.-

TABL~ 11: Valores extremos (máximos y mínimos) en la composición deácidos grasos (expresados en % de ésteres metílicos de losácidos grasos totales) y en el índice de Reichert Meissl.-
\~
I~"1 ¡
f"\ ; ¡-':'- i l
"'11,¡!
J"1-I i, Ii!I ¡-1 :
I!
1I1 '¡i
i,I¡l'
I 4.8~,.6 . 5.01,."I ' " !ii .AII1
25.71 22.9, ~r,.411i1 . !;, _ . i
ii
,!
Ji.1"li1l.
"(,1,1
22.5
._VERANO OTOÑO INVIERNO PRIMIWERJ.\_'
IAciDO GRASO Valor Valor Valo'f Valo'f Valor I Valar Va1or Valor
- ~1ínim. Máxim. ~línim Máxim. Mínim. Máxim, Mínim. t'iáxírrr.,,, .
4:0 1.3 5.7 1.9 .4.2 .0.3 3.0 1.5 2.8 t6:0 0.8 3.2
,
2.4 1-.4 2.2 1.4 2.01.4 I
8:0 0.4 .1.4 0.7 1.4 0.8 1.5 0.9 1.211
10:0 1.0 4.4 1.4 2.8 1.6 3.3 1.8 2,5 ,!10: 1 0.1 1, 2.0 --- 0.5 --- 0.5 --- 0.5 I!
- 11
12:0 ,. 1.3 4.8 1.7 3:4 2.0 4.0 2.1. ' 3. 'i :1"
1I
Iso 14:0 --- 0.6 --- 1.4 --- 0.6 --- 0.6 ' I
14:0 5.8 12.1 7.7 11.0 6.9 11.4 ~'.7.4 10.2 : ti
I -: .
14:1+150 15:0+ai ]5:0 1.7 3.7 1.9 2.9 3.2 1.8 1:1 2.4 •!: I15:0 1.0 2.1 ,1.3 2.4 1.1 2.1 1.1 2.0
t. 1
15:1 + ,Iso 16:0 0.3 1.0 --- 3.4 0.3 0.9 --- 1.1 1,
,16:0 17.5 36.0 21. 4 28.1 20.7 27.3 20.4- 25.1
16:1 + Iso 17:0 2.4 ? 6 2.1 3.3 2.3 '3.0 2.3 . 2:6 ;
ai 17:0 0.1, I 2.3 0.3 1.2 0.6 I 0.8 0.6 0.9 iI •;
17:0 0.8 .2.3' 1.0 1.8 0.9 2.6 1.0 2.3
17: 1 0.2 I 1.5 0.3 1.3 0.5 1.4 I ' 0.4- 2.6
18:0 i 9.1 I 18.8 10.7 13.7 9.4 13.7 1 11.7 13.9
18:1 20.0 35.8125.0 33.71 24.5 '.33.4 1 25.1 34.4 f.
ant.18: 2 + 18:2 + " !-- 0.6 5.9 0.2 5.7 1.7 5.6 1.8 " 5.7
Isom.18:2 + 19:0 ;
1
18:3 + 18:2 conj. .0.4 3.8 --- I 4.7 ,
I I1. R.H.
l.20.5 27.4 21.5 I 2ó.3
I 1 I~~_....l- I
1,../
1 -
1
,.,'->"
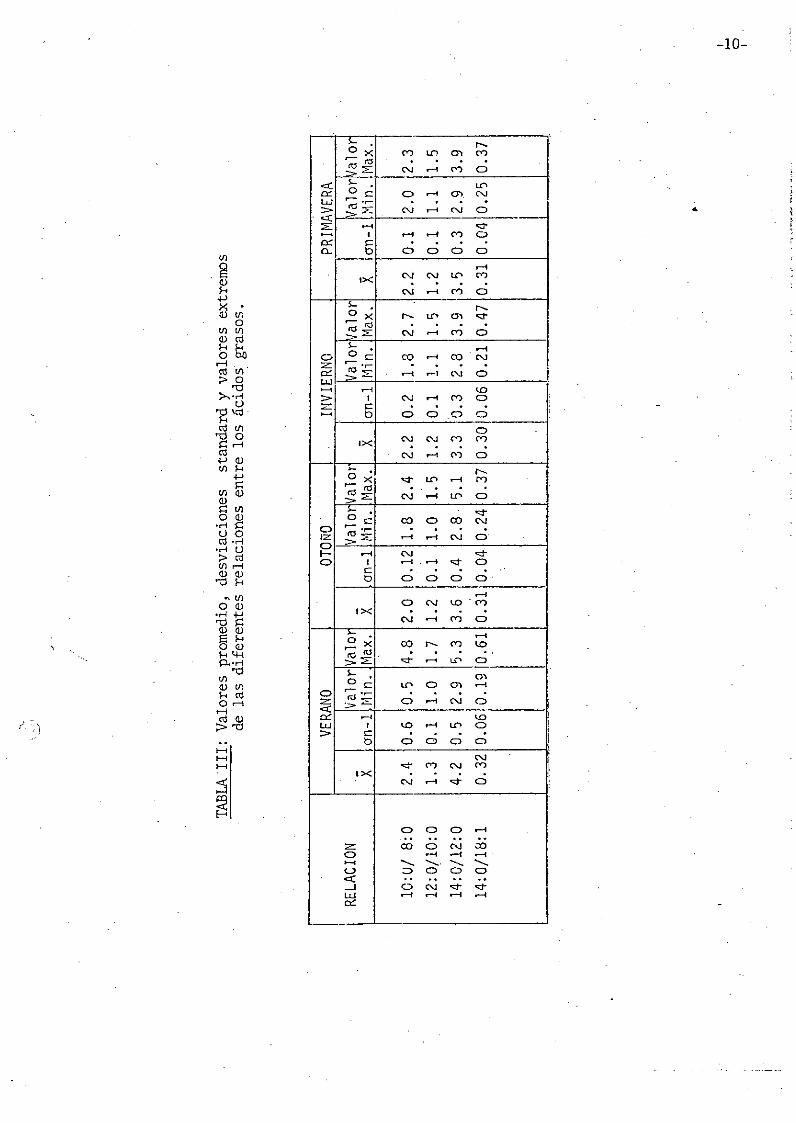
TABLA-III:
Valores
promedio,
desviaciones
standard
yvalores
extremos
delas
diferentes
relaciones
entre
los
ácidos.g
rasos.
IVER
ANOOTO
ÑOI
INVIER
NO-
PRIMAV
ERA,
RELACI
ONVal
orVal
orVal
orVa
1orIla1
oralo
r~al
or~al
orX
Cfn-l
t-1in.
~1ax.
XCfn
-lMi
n.Max
.X
Cfn-l
t~in.
Max.
XCfn
-l1'l
in.M
ax.
10:U/
8:0
2.4
0.6
0.5
4.8
2.0
0.12
1.8
2.4
2.2
0.2
1.8
2.7
_2.2
~ 0.1
2.0
12.3
12:0/10:0
1.3
0.1
1.0
1.7
1.2
0.1
1.0
1.5
1.2
0.1
1.1
1.5
1.2
0.1
1.1
1.5
14:0/12:0
4.2
0.5
2.9
5.3
3.6
0.4
2.8
5.1
3.3
0.3
2.8
3.9
1 3. 5
0.3
2.93.9
14:0/18:
10.32
0.06
0.1910.61
0.31
0.04
0.24
0.37
0.3010.06
0.21
0.47
0.31
0.04
0.25
0.37
'--
...-
._._-_.
_..
.~-.....--
---,-
."
•I •... o I
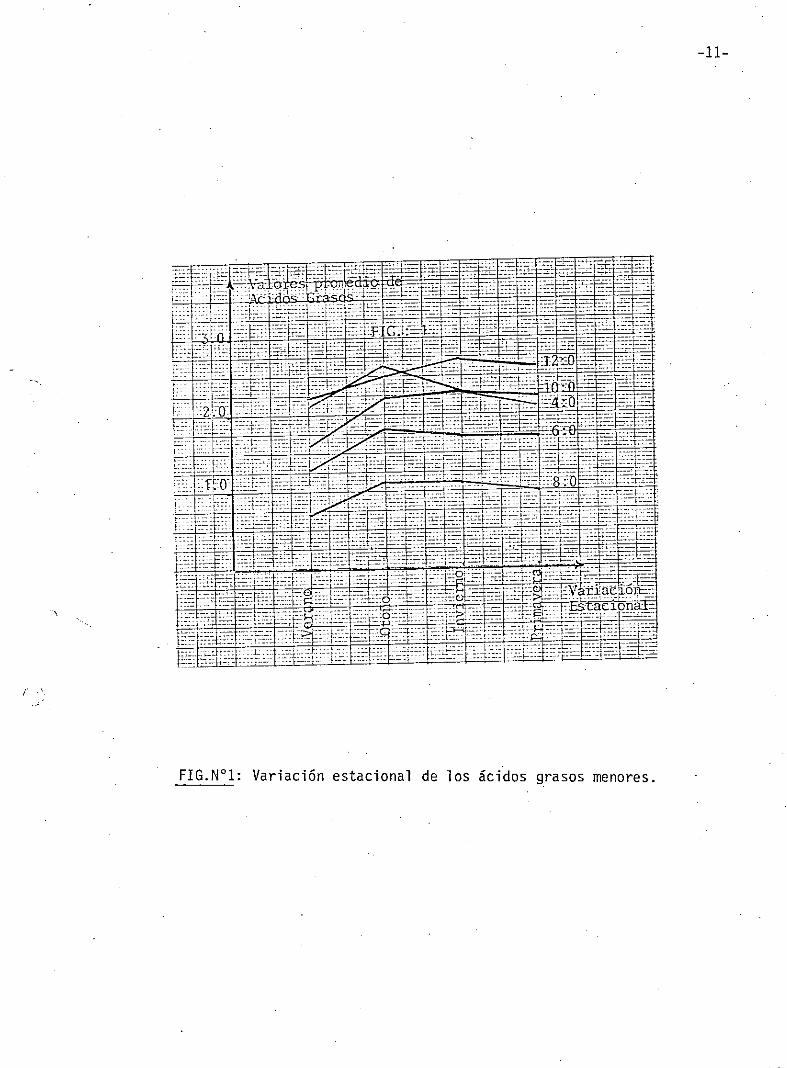
r
.1
I~"~1¡~l~r'tr¥~"i~:~r~~~T..'y,,"!, " :'~
FIG.N°l: Variación estacional de los ácidos grasos menores.
-11-
1II1-I1~,
~..¡

)
\
-12-
FIG. N°2: Variación estacional del ácido mirísticoy del ácido esteárico.

:,,'.
",
fIG. N°3: Varia~i6n estaeionrl del leido palmitieoy del"leido oleieo.
-13~