
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERÍA ...
131
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE INGENIERÍA INDUSTRIAL Y DE PROCESOS MEJORAMIENTO DE LA LÍNEA DE PRODUCCIÓN EN LA EMPRESA JORI BORDADOS APLICANDO HERRAMIENTAS DE MANUFACTURA ESBELTA. TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERÍA INDUSTRIAL Y DE PROCESOS VÍCTOR OMAR REYES ZAPATA DIRECTOR: ING. CARLOS RUBÉN REYES MERINO, MSc. Quito, Octubre 2014
Transcript of TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERÍA ...

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL Y DE
PROCESOS
MEJORAMIENTO DE LA LÍNEA DE PRODUCCIÓN EN LA
EMPRESA JORI BORDADOS APLICANDO HERRAMIENTAS
DE MANUFACTURA ESBELTA.
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERÍA INDUSTRIAL Y DE PROCESOS
VÍCTOR OMAR REYES ZAPATA
DIRECTOR: ING. CARLOS RUBÉN REYES MERINO, MSc.
Quito, Octubre 2014

© Universidad Tecnológica Equinoccial. 2014
Reservados todos los derechos de reproducción

DECLARACIÓN
Yo VÍCTOR OMAR REYES ZAPATA, declaro que el trabajo aquí descrito es
de mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas
que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
_________________________
Víctor Omar Reyes Zapata
C.I. 171935456-3

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “ MEJORAMIENTO DE
LA LÍNEA DE PRODUCCIÓN EN LA EMPRESA JORI BORDADOS
APLICANDO HERRAMIENTAS DE MANUFACTURA ESBELTA”, que,
para aspirar al título de Ingeniero Industrial y de Procesos fue
desarrollado por Víctor Omar Reyes Zapata, bajo mi dirección y
supervisión, en la Facultad de Ciencias de la Ingeniería; y cumple con las
condiciones requeridas por el reglamento de Trabajos de Titulación artículos
18 y 25.
___________________
Ing. Carlos Rubén Reyes Merino, MSc.
DIRECTOR DEL TRABAJO
C.I. 1713430187

CARTA DE LA INSTITUCIÓN
DEDICATORIA
A Mi Dios
Con profunda gratitud quiero dedicar humildemente este trabajo con todo
corazón a mi Señor Jesús por haberme permitido finalizar exitosamente este
trabajo de tesis.
A Mi Madre
A ese maravilloso ángel que siempre ha estado en mi camino, mi valiosa
Madre, por ser la mejor Madre que un hijo puede tener. Por todo el apoyo,
los desvelos y por ser el mejor ejemplo de amor, paciencia, trabajo y
perseverancia. Gracias Mamita por confiar en mí y por siempre estar ahí
conmigo apoyándome, pero sobre todo por haber hecho de este Ser
Humano una persona de bien. Todo lo que hecho en esta vida es para ti y
por ti, porque tú eres el mi motor en la vida… Te amo con todo mi corazón.
AGRADECIMIENTO
Muchas personas han sido importantes por sus palabras de apoyo, por sus
sugerencias, por las enseñanzas que día a día permitieron que entregue
desde el corazón una pequeña parte de lo que he podido aprender.
Agradezco a todas las personas que de una u otra forma se han visto
involucradas en este proceso, muchas gracias especialmente a:
A Dios por ser el pilar fundamental en mi vida.
Jori Bordados por su respaldo e interés en la realización de este proyecto.
Al Ingeniero Carlos Reyes por su colaboración en el desarrollo del presente
trabajo mediante la orientación metodológica basada en su experiencia
como profesional.
A mis padres Víctor y Mélida, que son la razón y fuente de mi existencia en
esta vida y que a su vez, han sabido guiarme por el camino de la superación
para llegar hasta hoy.
A mis hermanos Pato, Luis, Eli, ejemplos de vida y peldaños de ayuda en el
alcance de mis metas y parte de los grandes apoyos para levantarme en
altibajos de mi búsqueda personal y profesional.
A mi novia Lorena, mi gran amiga y mi gran amor. Gracias por estar a mi
lado siempre, creer en mí y darme tu fuerza cuando yo pierdo la mía. La amo
para toda la vida.
Al jurado por darme la oportunidad de ser escuchado y exponerles mi tema.
i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN X
ABSTRACT XI
1. INTRODUCCIÓN 1
1.1. OBJETIVOS 2
1.1.1. OBJETIVO GENERAL 2
1.1.2. OBJETIVOS ESPECÍFICOS 3
2. MARCO TEÓRICO 4
2.1. HISTORIA DE LA MANUFACTURA ESBELTA 4
2.2. MANUFACTURA ESBELTA 5
2.2.1. FUNCIONAMIENTO DEL SISTEMA MANUFACTURA ESBELTA 5
2.3. DESPERDICIOS DE MANUFACTURA ESBELTA 6
2.3.1. DESPERDICIO POR EXCESO DE ALMACENAMIENTO 6
2.3.2. DESPERDICIO POR “SOBREPRODUCCIÓN” 7
2.3.3. DESPERDICIO POR “TIEMPO DE ESPERA” 7
2.3.4. DESPERDICIO POR “TRANSPORTE” 7
2.3.5. DESPERDICIO “MOVIMIENTOS INNECESARIOS” 7
2.3.6. DESPERDICIO POR “DEFECTOS, RECHAZOS Y REPROCESOS” 8
2.3.7. DESPILFARRO POR “SOBRE-PROCESAMIENTO” 8
2.4. HERRAMIENTAS DE MANUFACTURA ESBELTA 9
2.4.1. HERRAMIENTA 5’S 9
2.4.2. TPM: MANTENIMIENTO PRODUCTIVO TOTAL 12
2.4.3. HERRAMIENTA OEE (EFICIENCIA TOTAL DE LOS EQUIPOS) 16
2.4.4. DIAGRAMA DE PARETO 20
2.4.5. DIAGRAMA DE CAUSA – EFECTO 21
3. METODOLOGÍA 22
3.1. LA EMPRESA 22

ii
3.2. MÉTODOS PARA EL ANÁLISIS 22
3.2.1. EL TIEMPO DE PRODUCCIÓN 22
3.2.2. EQUIPOS 23
3.2.3. DIAGRAMA DE PARETO 24
3.2.4. DIAGRAMA CAUSA - EFECTO 24
3.3. IDENTIFICACIÓN DE DESPERDICIOS 24
3.4. MEJORAMIENTO DEL PROCESO 24
3.5. MEDICIÓN DE INDICADORES SITUACIÓN INICIAL 25
3.5.1. EVALUACIÓN DE LA METODOLOGÍA 5 “S” 25
3.5.2. EVALUACIÓN DE MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) 25
3.5.3. EVALUACIÓN DEL OEE 26
3.6. IMPLEMENTACIÓN DE HERRAMIENTAS 26
3.6.1. IMPLEMENTACIÓN 5 S 26
3.6.2. IMPLEMENTACIÓN MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) 28
3.7. MEDICIÓN DE INDICADORES DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS DE MANUFACTURA
ESBELTA 30
3.7.1. EVALUACIÓN DE LA METODOLOGÍA 5 “S” 30
3.7.2. EVALUACIÓN DE MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) 30
3.7.3. EVALUACIÓN DEL OEE 31
3.8. ANÁLISIS DE RESULTADOS DE LOS INDICADORES 31
4. RESULTADOS Y DISCUSIÓN 32
4.1. JORI BORDADOS 32
4.1.1. LOGO DE LA EMPRESA 32
4.1.2. MISIÓN DE LA EMPRESA 33

iii
4.1.3. VISIÓN DE LA EMPRESA 33
4.1.4. OBJETIVOS ESTRATÉGICOS 33
4.1.5. ESTRUCTURA ORGANIZACIONAL 33
4.1.6. DISTRIBUCIÓN FÍSICA DE LA EMPRESA 34
4.1.7. RECURSOS DE PRODUCCIÓN JORI BORDADOS 37
4.1.8. PROCESO PRODUCTIVO DE BORDADOS 40
4.2. IDENTIFICACION DE DESPERDICIOS 43
4.3. DETERMINACIÓN DE LAS CAUSAS DE LOS DESPERDICIOS
ENCONTRADOS 46
4.4. SELECCIÓN DE LAS HERRAMIENTAS DE MEJORA 50
4.5. EVALUACIÓN DEL ESTADO INICIAL DE LA EMPRESA 52
4.5.1. EVALUACIÓN DEL ESTADO INICIAL HERRAMIENTA 5 “S”
EN LOS PROCESOS PRODUCTIVOS 52
4.5.2. EVALUACIÓN INICIAL DE MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) 54
4.5.3. EVALUACIÓN INICIAL DEL OEE 56
4.6. IMPLEMENTACIÓN DE HERRAMIENTAS DE MANUFACTURA
ESBELTA 65
4.6.1. IMPLEMENTACIÓN HERRAMIENTA 5 S 65
4.6.2. IMPLEMENTACION SEGUNDA HERRAMIENTA
MANTENIMIENTO PRODUCTIVO TOTAL (TPM) 70
4.7. EVALUACIÓN DEL ESTADO ACTUAL DE LA EMPRESA 79
4.7.1. EVALUACIÓN DESPUÉS DE LA IMPLEMENTACIÓN DE LA
HERRAMIENTA 5 “S” EN EL ÁREA DE BORDADOS 79
4.7.2. EVALUACIÓN DEL MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) DESPUÉS DE LA IMPLEMENTACIÓN 81
4.7.3. EVALUACIÓN DEL OEE DESPUÉS DE LA IMPLEMENTACIÓN 83
4.8. ANÁLISIS DE RESULTADOS DE LOS INDICADORES 87

iv
4.8.1. ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN
DE 5 “S” 87
4.8.2. ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN DEL
MANTENIMIENTO PRODUCTIVO TOTAL (TPM) 89
5. CONCLUSIONES Y RECOMENDACIONES 96
5.1. CONCLUSIONES 96
5.2. RECOMENDACIONES 98
BIBLIOGRAFÍA 100
ANEXOS 103
v
ÍNDICE DE TABLAS
PÁGINA
Tabla 2.1. Clasificación OEE 20
Tabla 3.1. Criterios de evaluación de objetos innecesarios 28
Tabla 4.1. Distribución recurso humano planta 37
Tabla 4.2. Distribución recurso humano administrativo 38
Tabla 4.3. Máquinas bordadoras 40
Tabla 4.4. Registro de desperdicios 44
Tabla 4.5. Diagrama de pareto de los tipos de desperdicios 45
Tabla 4.6. Matriz de decisiones 51
Tabla 4.7. Evaluación inicial de 5 “s” en área de bordados 53
Tabla 4.8. Porcentaje inicial de 5 “s” en área de bordado 54
Tabla 4.9. Evaluación inicial de mantenimiento de maquinaria 55
Tabla 4.10. Cálculo OEE máquina BSW20C. Marzo 2014 57
Tabla 4.11. Cálculo OEE máquina BSW20C. Abril 2014 58
Tabla 4.12. Cálculo OEE máquina BSW8C. Marzo 2014 59
Tabla 4.13. Cálculo OEE máquina BSW8C. Abril 2014 60
Tabla 4.14. Cálculo OEE máquina BSW6C. Marzo 2014 61
Tabla 4.15. Cálculo OEE máquina BSW6C. Abril 2014 62
Tabla 4.16. Cálculo OEE máquina BTJ8C. Marzo 2014 63
Tabla 4.17. Cálculo OEE máquina BTJ8C. Abril 2014 64
Tabla 4.18. OEE promedio marzo - Abril 2014 65
Tabla 4.19. Horario de limpieza 68
Tabla 4.20. Lista de chequeo de orden y limpieza 69
Tabla 4.21. Tablero de resultados de evaluación mutua 70
Tabla 4.22. Nomenclatura de maquinaria 74
Tabla 4.23. Bitácora de maquinaria de bordados 74
Tabla 4.24. Evaluación 5 “s” en el área de bordados después de la
implementación 80
Tabla 4.25. Resultados evaluación 5S 81

vi
Tabla 4.26. Evaluación de tpm después de las implementaciones 82
Tabla 4.27. Cálculo OEE máquina BSW20C junio 2014 83
Tabla 4.28. Cálculo OEE máquina BSW8C junio 2014 84
Tabla 4.29. Cálculo OEE máquina BSW6C. Junio 2014 85
Tabla 4.30. Cálculo OEE máquina BTJ8C. Junio 2014 86
Tabla 4.31. OEE promedio junio 2014 87
Tabla 4.32. Comparación de la evaluación de 5 “s” del antes y
después de la implementación 88
Tabla 4.33. Análisis del TPM antes y después de las implementaciones 90
Tabla.4.34. Análisis del OEE antes y después de las implementaciones 91

vii
ÍNDICE DE FIGURAS
PÁGINA
Figura 2.1. Mapa conceptual de la operación del sistema manufactura
esbelta 6
Figura 2.2. Tipos de desperdicio 8
Figura 2.3. Las 5 S 10
Figura 2.4. Tipos de mantenimiento 13
Figura 2.5. Diagrama de pareto 20
Figura 3.1. Tarjeta roja 27
Figura 4.1. Ubicación Jori Bordados 32
Figura 4.2. Logo Jori Bordados 32
Figura 4.3. Organigrama Jori Bordados 34
Figura 4.4. Distribución física Jori Bordados planta baja 35
Figura 4.5. Distribución física Jori Bordados planta 2 36
Figura 4.6. Distribución maquinaria área de bordados 39
Figura 4.7. Diagrama de flujo 42
Figura 4.8. Diagrama de pareto desperdicios proceso productivo 45
Figura 4.9. Diagrama de causa-efecto desperdicio - movimientos
innecesarios 47
Figura 4.10. Diagrama de causa-efecto desperdicio - defectos 48
Figura 4.11. Diagrama de causa-efecto desperdicio –tiempos de espera 49
Figura 4.12. Gráfico de radar 5S 54
Figura 4.13. Fotografías tarjeta roja 66
Figura 4.14. Fotografías 2da S orden 67
Figura 4.15. Principios orden y limpieza 68
Figura 4.16. Capacitación de educación introductoria 71
Figura 4.17. Grupo para mantenimiento autónomo 72
Figura 4.18. Fotografía de limpieza aire comprimido 75
Figura 4.19. Fotografía de la lubricación de maquinas 75
Figura 4.20. Hoja estandarizada de mantenimiento preventivo 77

viii
Figura 4.20. Hoja estandarizada de mantenimiento preventivo 78
Figura 4.21. Gráfico de radar 5S después de la implementación 81
Figura 4.22. Porcentaje de mejora 5S 88
Figura 4.23. Fotografías de mejoras 5S 89
Figura 4.24. Porcentaje de mejora TPM 90
Figura 4.25. Porcentaje de mejora de disponibilidad 92
Figura 4.26. Porcentaje de mejora de rendimiento 93
Figura 4.27. Porcentaje de mejora de calidad 94
Figura 4.28. Porcentaje de mejora del OEE 95

ix
ÍNDICE DE ANEXOS
PÁGINA
ANEXO A Formato evaluación 5s 103
ANEXO B Formato evaluación TPM 104
ANEXO C Reporte de producción 105
ANEXO D Bitácora reporte de mantenimiento 106
ANEXO E Producción marzo - abril 107
ANEXO F Formato verificación para la limpieza 111
ANEXO G Plan maestro de implementación TPM 111
ANEXO H Producción junio 112
x
RESUMEN
El presente trabajo de tesis fue realizado en las instalaciones de Jori
Bordados ubicada en la ciudad de Quito, en este marco se realizó el análisis
de la situación inicial del proceso productivo de bordados, en la que se pudo
observar grandes falencias, razón por la cual el presente trabajo tiene como
propósito establecer herramientas y técnicas de Manufactura Esbelta que
contribuyan a minimizar los problemas que disminuyen la productividad en la
empresa.
En el capítulo dos, se desarrolló el marco teórico en el que se indica las
definiciones y herramientas que se manejaron en el trayecto del proyecto,
tales como: Manufactura Esbelta, 7 Desperdicios, Diagrama de Pareto, 5S,
TPM (Mantenimiento Productivo Total), OEE (Eficiencia General de los
Equipos), entre otros.
En el capítulo tres, se presentó el marco metodológico en el que se basó la
investigación e implementación, apoyado en la sistemática de Manufactura
Esbelta, así como técnicas y herramientas de investigación.
En el capítulo cuatro, se muestran los resultados de la validación de las
herramientas 5S, Mantenimiento Productivo Total (TPM) y del indicador
Efectividad Total de los Equipos (OEE), los mismos que permiten realizar un
análisis estadístico de la situación inicial frente a la situación final de la
empresa y poder verificar las mejoras alcanzadas con la implementación de
las herramientas de Manufactura Esbelta.

xi
ABSTRACT
This thesis work was carried out at the premises of embroidery Jori located in
city of Quito, in this context the initial situation analysis of embroidery
production process was performed, in which we could observe large flaws,
reason for why this present work has as an objective to establish tools and
techniques of slender Manufacturing that contribute to minimize the problems
that reduce productivity in the enterprise.
In chapter II, the theoretical framework was developed, in which the
definitions and tools that were handled in the way of the project, such as:
Slender Manufacturing, 7 scraps, Pareto diagram, 5s, TPM (Total Productive
Maintenance), OEE (Overall Equipment Effectiveness) inter alia were
showed.
In Chapter III, the methodology frame was presented in which the research
and implementation were based; supported in the Slender Manufacturing
Systematic, as well as techniques and research tools.
In Chapter IV, the validation results of the 5S tools, Total Productive
Maintenance (TPM) and Indicator Overall Equipment Effectiveness (OEE)
are shown; the same permit to realize a statistical analysis of the initial
situation to the final situation of the enterprises and can verify the best
reached with implementation of Lean Manufacturing tools.
1
1. INTRODUCCIÓN
El incremento de la productividad es una necesidad permanente en toda
empresa con el propósito de continuidad en el mercado, pero cuando los
sistemas habituales han sido ya aplicados, es el momento de buscar medios
de mejora.
Este trabajo presenta una innovación más que en sus productos o en su
maquinaria, en la línea de producción de bordados de la empresa Jori
Bordados, mediante la práctica de la Metodología Manufactura Esbelta,
logrado a través del análisis de las condiciones, características y factores
críticos en implementaciones exitosas, demostradas a partir de la
eliminación de todo tipo de desperdicio, reduciendo tiempos de respuesta y
originando una alta flexibilidad en su línea de producción con el fin de
incrementar la productividad y competitividad con otras empresas. Por tanto,
la Manufactura Esbelta se centra en la eliminación o reducción de las tareas
improductivas para conseguir mejoras significativas en cuanto a: calidad de
los productos, costos de producción y plazos de entrega desde el encargo.
El proyecto se llevó a cabo en la empresa textil Jori Bordados ubicada en la
ciudad de Quito, la empresa se dedica a la manufactura, diseños, bordados
y confección de camisetas. El objetivo de la empresa Jori Bordados radica
en satisfacer la variable demanda de sus clientes siendo flexible en su línea
de producción y en la administración de sus recursos, así como la
satisfacción de estos, con la finalidad de desarrollar su imagen de marca en
el mercado y generar ventajas competitivas con respecto a empresas del
mismo tipo.
En el estudio de la situación problemática se pudieron observar las
contrariedades que usualmente ocurren en la empresa tales como la
desorganización y falta de limpieza en los puestos de trabajo lo que provoca
un nivel bajo de eficiencia y moral en los trabajadores, desperdicio de

2
material lo que ocasiona un costo adicional para la empresa, movimientos
innecesarios en el traslado de material, acumulación de re-trabajos que se
da continuamente, desperdicios que provocan atascamiento y pérdida de
tiempo de producción, además no existe una cultura organizacional dentro
de la empresa lo que conlleva a un nivel bajo de productividad, por lo que
Jori Bordados observa la necesidad de mejorar los procesos y reducir los
desperdicios encontrados mediante la aplicación de herramientas, métodos y
técnicas de Ingeniería Industrial.
Con el análisis de la situación problemática, la herramienta “5 S”, permitió
crear y mantener el área de trabajo limpia, organizada y segura,
desarrollando un ambiente de trabajo agradable y eficiente, el cual permite el
correcto desempeño de las operaciones diarias, logrando así los estándares
de calidad del producto o servicio, condiciones de entrega requeridos por el
cliente.
Dentro del proceso de manufactura de Jori Bordados se encontró una
secuencia de operaciones que se deben cumplir en orden para completar el
ciclo de operación y satisfacer las necesidades del cliente es por esto que la
herramienta TPM mejora en forma evidente los resultados de la empresa y
estimula la creación de lugares de trabajo seguros, gratos y productivos,
optimizando las relaciones entre las personas y el equipo que emplean.
1.1. OBJETIVOS
1.1.1. OBJETIVO GENERAL
Mejorar el sistema productivo en la empresa Jori Bordados aplicando
herramientas y técnicas de la filosofía de Manufactura Esbelta, para
incrementar la productividad en su proceso productivo de bordados.

3
1.1.2. OBJETIVOS ESPECÍFICOS
Determinar en la situación inicial de la empresa desperdicios en la línea
de bordados.
Especificar las herramientas del Sistema de Manufactura Esbelta más
aptas para reducir los desperdicios encontrados en la empresa.
Incrementar la productividad de la empresa con la implementación de las
herramientas establecidas del Sistema de Manufactura Esbelta.
Medir el OEE (Efectividad Total de los Equipos de las planta) después
de la implementación del Sistema de Manufactura Esbelta.
Medir y analizar los resultados de la productividad, una vez aplicada la
metodología de Manufactura Esbelta.

4
2. MARCO TEÓRICO
2.1. HISTORIA DE LA MANUFACTURA ESBELTA
Durante la primera mitad del siglo XX se contagió a todos los sectores la
producción en masa, inventada y desarrollada en el sector del automóvil. Es
conocida la crisis del modelo de producción en masa, que encontró en el
fordismo y el taylorismo su máxima expresión, pero dejó de ser viable,
porque no solo significa la producción de objetos en grandes cantidades,
sino todo un sistema de tecnologías, de mercados, economías de escala y
reglas rígidas que colisionan con la idea de flexibilidad que se impone en la
actualidad. Pero tras el crack de 1929, Estados Unidos sufrió una crisis de
sobreproducción, manifestada en un subconsumo de masas frente a la
capacidad productiva real de la sociedad, lo que hizo necesaria la
implementación de ajustes que dieron paso al establecimiento del fordismo,
que lograba generar un mercado para la gran producción acumulada. En el
fordismo, el control del trabajo viene dado por las normas incorporadas al
dispositivo automático de las máquinas, o sea, el propio movimiento de las
máquinas (caso de la cadena de montaje) dicta la operación requerida y el
tiempo asignado para su realización. Ingenieros y directivos con educación
clásica europea y americana se resisten a admitir que la idea de
Manufactura Esbelta es únicamente lo que Taiichi Ohno y sus discípulos
recopilaron y aplicaron en Toyota. Pero lo cierto es que esta filosofía de
trabajo nació justo en la mitad del siglo XX en la Toyota Motor Company,
concretamente en la sociedad textil del grupo. Efectivamente, a finales de
1949, un colapso de las ventas obligó a Toyota a despedir a una gran parte
de la mano de obra después de una larga huelga. En la primavera de 1950,
un joven ingeniero japonés, Eiji Toyoda, realizó un viaje de tres meses de
duración a la planta Rouge de Ford, en Detroit, y se dio cuenta de que el
principal problema de un sistema de producción son los despilfarros.
Rajadell y Sánchez (2010).
5
(Liker, 2006), concluyo que el modelo toyotista sintéticamente se resume en
los siguientes puntos:
1. Eliminación del despilfarro y suministro just-in-time de los materiales.
2. La relación, basada en la confianza y la transparencia, con los
proveedores elegidos en función de su grado de compromiso en la
colaboración a largo plazo.
3. Una importante participación de los empleados en decisiones relaciona
das con la producción: parar la producción, intervenir en tareas de
mantenimiento preventivo, aportar sugerencias de mejora, etc.
4. El objetivo de la calidad total, es decir, eliminar los posibles defectos lo
antes posible y en el momento en que se detecten, incluyendo la
implantación de elementos para certificar la calidad en cada momento.
2.2. MANUFACTURA ESBELTA
Hernández y Godínez (2014) concluyeron que Manufactura Esbelta, es la
persecución de una mejora del sistema de fabricación mediante la
eliminación del desperdicio, entendiendo como desperdicio o despilfarro
todas aquellas acciones que no aportan valor al producto y por las cuales el
cliente no está dispuesto a pagar.
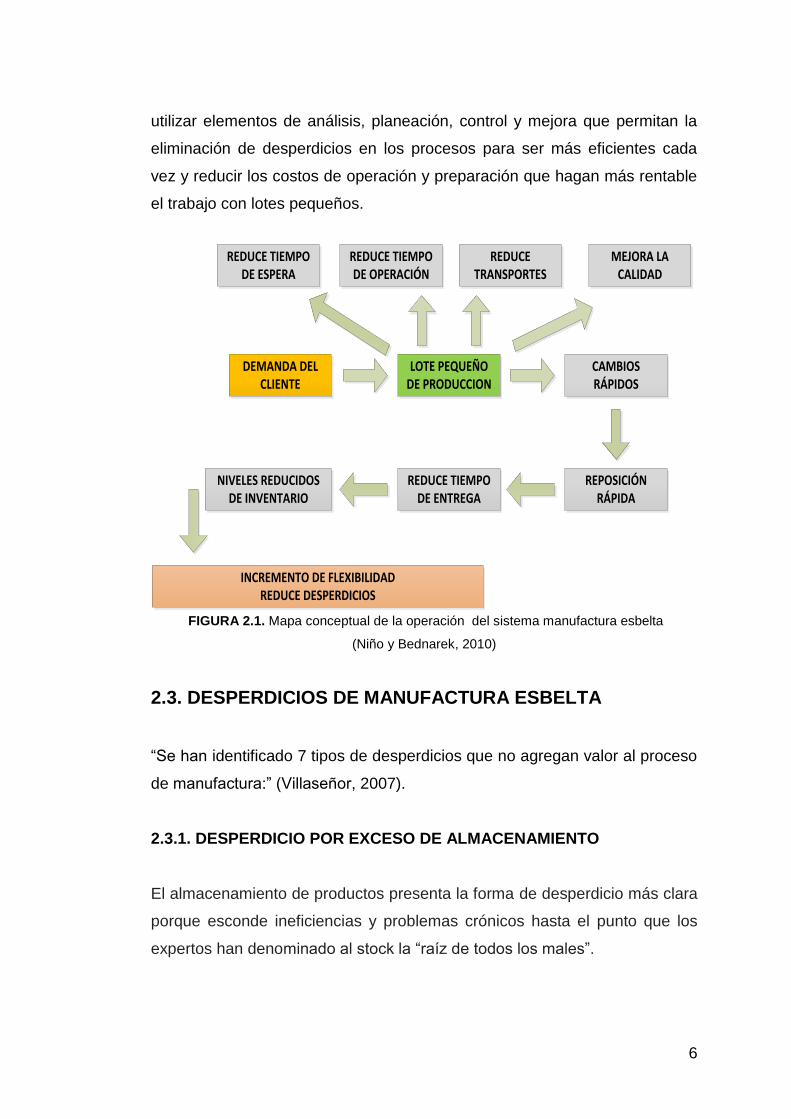
2.2.1. FUNCIONAMIENTO DEL SISTEMA MANUFACTURA ESBELTA
Niño y Bednarek, (2010), ejemplifican en la Figura 2.1 el funcionamiento del
Sistema de Manufactura Esbelta.
Es importante decir, que en cada bloque de la Figura 2.1, existen muchos
elementos o metodologías de mejora u optimización relacionadas; se deben
6
utilizar elementos de análisis, planeación, control y mejora que permitan la
eliminación de desperdicios en los procesos para ser más eficientes cada
vez y reducir los costos de operación y preparación que hagan más rentable
el trabajo con lotes pequeños.
FIGURA 2.1. Mapa conceptual de la operación del sistema manufactura esbelta
(Niño y Bednarek, 2010)
2.3. DESPERDICIOS DE MANUFACTURA ESBELTA
“Se han identificado 7 tipos de desperdicios que no agregan valor al proceso
de manufactura:” (Villaseñor, 2007).
2.3.1. DESPERDICIO POR EXCESO DE ALMACENAMIENTO
El almacenamiento de productos presenta la forma de desperdicio más clara
porque esconde ineficiencias y problemas crónicos hasta el punto que los
expertos han denominado al stock la “raíz de todos los males”.
REDUCE TIEMPODE OPERACIÓN
REDUCE TIEMPODE ESPERA
REDUCE TRANSPORTES
MEJORA LA CALIDAD
DEMANDA DEL CLIENTE
LOTE PEQUEÑO DE PRODUCCION
CAMBIOS RÁPIDOS
REPOSICIÓN RÁPIDA
REDUCE TIEMPODE ENTREGA
NIVELES REDUCIDOS DE INVENTARIO
INCREMENTO DE FLEXIBILIDADREDUCE DESPERDICIOS

7
2.3.2. DESPERDICIO POR “SOBREPRODUCCIÓN”
Para Santos y Wysk, (2010) el desperdicio por sobreproducción es el
resultado de fabricar más cantidad de la requerida o de invertir o diseñar
equipos con mayor capacidad de la necesaria. La sobreproducción es un
desperdicio crítico porque no incita a la mejora ya que parece que todo
funciona correctamente. Además, producir en exceso significa perder tiempo
en fabricar un producto que no se necesita para nada, lo que representa
claramente un consumo inútil de material que a su vez provoca un
incremento de los transportes y del nivel de los almacenes.
2.3.3. DESPERDICIO POR “TIEMPO DE ESPERA”
El desperdicio por tiempo de espera es el tiempo perdido como resultado de
una secuencia de trabajo o un proceso ineficiente. Los procesos mal
diseñados pueden provocar que unos operarios permanezcan parados
mientras otros están saturados de trabajo.
2.3.4. DESPERDICIO POR “TRANSPORTE”
El desperdicio por transporte es el resultado de un movimiento o
manipulación de material innecesario. Las máquinas y las líneas de
producción deberían estar lo más cerca posible y los materiales deberían
fluir directamente desde una estación de trabajo a la siguiente sin esperar en
colas de inventario
2.3.5. DESPERDICIO “MOVIMIENTOS INNECESARIOS”
Mayer y Stephens (2006) concluyo que el movimiento excesivo es un
desperdicio. Cualquier derroche en este aspecto supone consumir tiempo y
energía de forma poco eficiente y tiene un elevado coste de oportunidad. Un
movimiento es eficiente si y solo si es el que exige menos consumo de

8
espacio, tiempo y energía para realizar un determinado fin.
2.3.6. DESPERDICIO POR “DEFECTOS, RECHAZOS Y REPROCESOS”
El despilfarro derivado de los errores es uno de los más aceptados en la
industria aunque significa una gran pérdida de productividad porque incluye
el trabajo extra que debe realizarse como consecuencia de no haber
ejecutado correctamente el proceso productivo la primera vez. (Cruelles,
2010).
2.3.7. DESPILFARRO POR “SOBRE-PROCESAMIENTO”
El despilfarro de sobre producción consiste en hacer más de lo requerido por
las especificaciones/programación del producto, en efectuar pasos
innecesarios para producir un producto es un ejemplo de desperdicio de
sobre-procesamiento.
SOBREPRODUCCION
TRANSPORTE
SOBRE
PROCESAMIENTO ALMACENAMIENTO
MOVIMIENTOS
TIEMPO DE
ESPERADEFECTOS
DESPERDICIO
FIGURA 2.2. Tipos de desperdicio
(Martí y Torrubiano, 2013)

9
2.4. HERRAMIENTAS DE MANUFACTURA ESBELTA
Manufactura Esbelta es una filosofía de trabajo que precisa de ciertas
herramientas para poder tener éxito en el proceso de mejora. Cada una de
estas herramientas tiene una función específica y debe usarse de forma
conjunta con el triple propósito de detectar el despilfarro, eliminarlo y evitar
que se produzca de nuevo. (Martí y Torrubiano, 2013).
Es importante notar que Manufactura Esbelta es una filosofía de trabajo y no
solo una herramienta.
2.4.1. HERRAMIENTA 5’S
El concepto de las 5'S no debería resultar nada nuevo para ninguna
empresa, pero desafortunadamente sí lo es, o bien ha tratado de ser
implementada en varias ocasiones y todas de esas fallidas, que el concepto
se encuentra desvirtuado. La herramienta de 5'S es una concepción ligada a
la orientación hacia la calidad total que se originó en el Japón bajo la visión
de Deming hace más de cuarenta años y que está incluida dentro de lo que
se conoce como mejoramiento continuo o gemba kaizen.
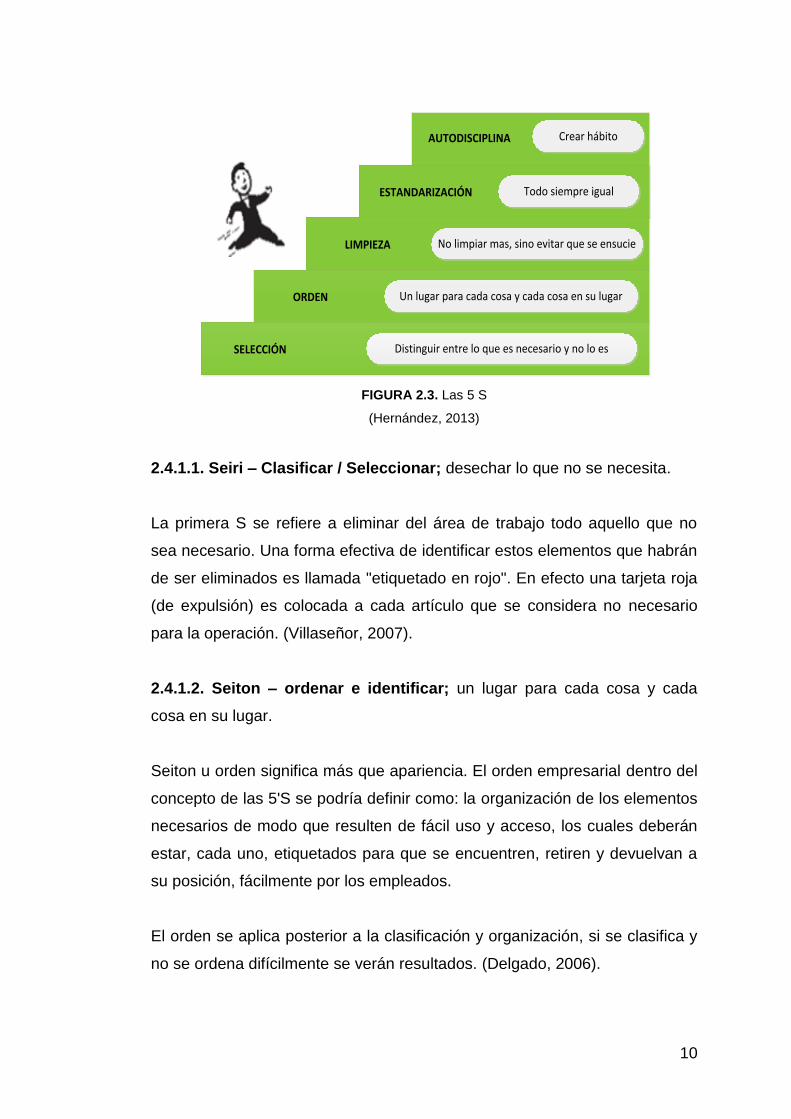
El concepto de 5’s en esencia se refiere a la creación y mantenimiento de
áreas de trabajo más limpias, organizadas y seguras, es decir, se trata de
imprimirle mayor "calidad de vida" al trabajo, puesto que es una mejora
realizada por la gente para la gente (Hernández, 2013).
En la Figura 2.3 se muestra las 5'S.
Seiri: Clasificar / Seleccionar
Seiton: Ordenar - Identificar
Seiso: Limpieza
Seiketsu: Estandarizar
Shitsuke: Sistematizar o autodisciplina
10
SELECCION
Crear hábito
Todo siempre igual
No limpiar mas, sino evitar que se ensucie
Un lugar para cada cosa y cada cosa en su lugar
Distinguir entre lo que es necesario y no lo esSELECCIÓN
ORDEN
LIMPIEZA
ESTANDARIZACIÓN
AUTODISCIPLINA
FIGURA 2.3. Las 5 S
(Hernández, 2013)
2.4.1.1. Seiri – Clasificar / Seleccionar; desechar lo que no se necesita.
La primera S se refiere a eliminar del área de trabajo todo aquello que no
sea necesario. Una forma efectiva de identificar estos elementos que habrán
de ser eliminados es llamada "etiquetado en rojo". En efecto una tarjeta roja
(de expulsión) es colocada a cada artículo que se considera no necesario
para la operación. (Villaseñor, 2007).
2.4.1.2. Seiton – ordenar e identificar; un lugar para cada cosa y cada
cosa en su lugar.
Seiton u orden significa más que apariencia. El orden empresarial dentro del
concepto de las 5'S se podría definir como: la organización de los elementos
necesarios de modo que resulten de fácil uso y acceso, los cuales deberán
estar, cada uno, etiquetados para que se encuentren, retiren y devuelvan a
su posición, fácilmente por los empleados.
El orden se aplica posterior a la clasificación y organización, si se clasifica y
no se ordena difícilmente se verán resultados. (Delgado, 2006).
11
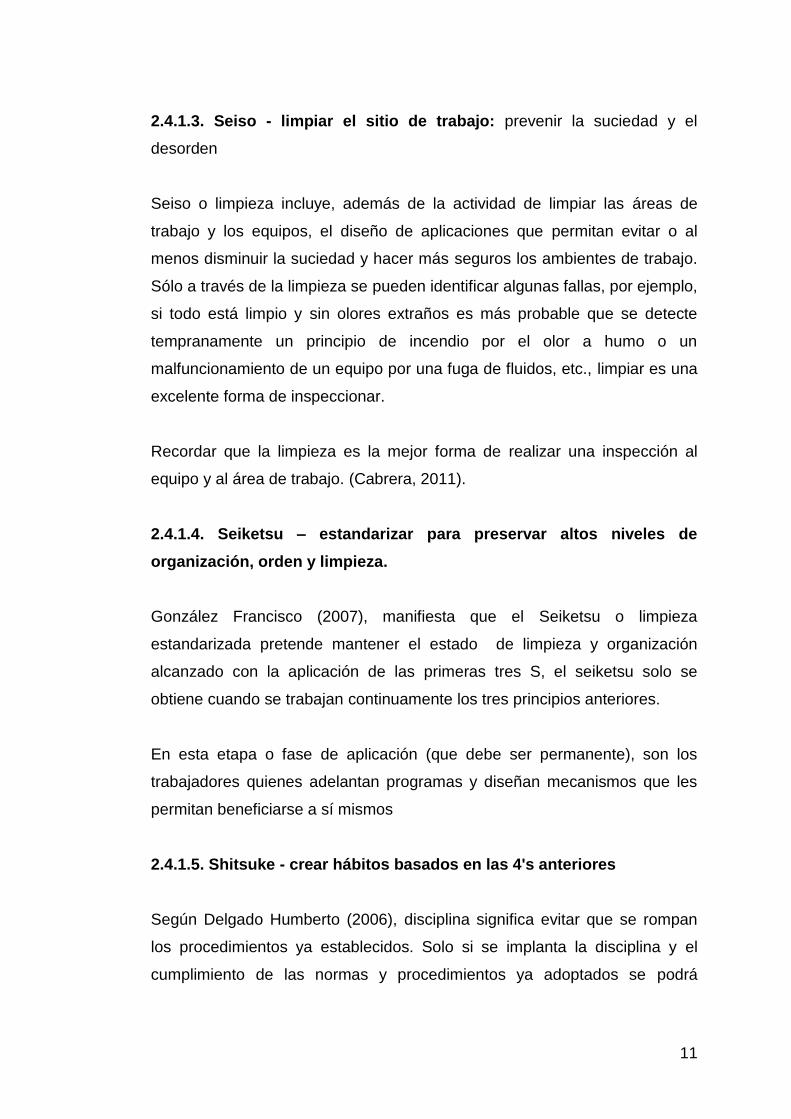
2.4.1.3. Seiso - limpiar el sitio de trabajo: prevenir la suciedad y el
desorden
Seiso o limpieza incluye, además de la actividad de limpiar las áreas de
trabajo y los equipos, el diseño de aplicaciones que permitan evitar o al
menos disminuir la suciedad y hacer más seguros los ambientes de trabajo.
Sólo a través de la limpieza se pueden identificar algunas fallas, por ejemplo,
si todo está limpio y sin olores extraños es más probable que se detecte
tempranamente un principio de incendio por el olor a humo o un
malfuncionamiento de un equipo por una fuga de fluidos, etc., limpiar es una
excelente forma de inspeccionar.
Recordar que la limpieza es la mejor forma de realizar una inspección al
equipo y al área de trabajo. (Cabrera, 2011).
2.4.1.4. Seiketsu – estandarizar para preservar altos niveles de
organización, orden y limpieza.
González Francisco (2007), manifiesta que el Seiketsu o limpieza
estandarizada pretende mantener el estado de limpieza y organización
alcanzado con la aplicación de las primeras tres S, el seiketsu solo se
obtiene cuando se trabajan continuamente los tres principios anteriores.
En esta etapa o fase de aplicación (que debe ser permanente), son los
trabajadores quienes adelantan programas y diseñan mecanismos que les
permitan beneficiarse a sí mismos
2.4.1.5. Shitsuke - crear hábitos basados en las 4's anteriores
Según Delgado Humberto (2006), disciplina significa evitar que se rompan
los procedimientos ya establecidos. Solo si se implanta la disciplina y el
cumplimiento de las normas y procedimientos ya adoptados se podrá

12
disfrutar de los beneficios que ellos brindan. El shitsuke es el canal entre las
5'S y el mejoramiento continuo.
2.4.2. TPM: MANTENIMIENTO PRODUCTIVO TOTAL
Mantenimiento Productivo Total es la traducción de TPM. El TPM es el
sistema japonés de mantenimiento industrial desarrollado a partir del
concepto de "mantenimiento preventivo" creado en la industria de los
Estados Unidos. (Venkatesh, 2007).
El Mantenimiento Productivo Total (TPM) es un sistema de gestión que evita
todo tipo de pérdidas durante la vida entera del sistema de producción,
maximizando su eficacia e involucrando a todos los departamentos y a todo
el personal desde operadores hasta la alta dirección, y orientando sus
acciones apoyándose en las actividades en pequeños grupos. El TPM
amplía la base de conocimientos de los operarios y del personal de
mantenimiento y los une como un equipo cooperativo para optimizar las
actividades de operación y mantenimiento.
Para Womack y Jones (2005) para la fábrica ideal, la maquinaria debe
operar al 100% de su capacidad el 100% del tiempo. El TPM es un poderoso
concepto que nos conduce cerca del ideal sin averías, defectos ni problemas
de seguridad.
Para Nakajima Seiichi (2008) el precursor más importante del TPM en Japón
y a nivel mundial, el Mantenimiento Productivo Total es el Mantenimiento
Preventivo que se desarrolló en los Estados Unidos en los años 50`s,
realizado por todos los empleados. “La innovación principal del TPM radica
en que los operadores se hacen cargo del mantenimiento básico de su
propio equipo, mantiene sus máquinas en buen estado de funcionamiento y
desarrollan la capacidad de detectar problemas potenciales antes de que
ocasionen averías.”

13
2.4.2.1. Tipos de Mantenimiento
En la Figura 2.4 se muestran las diferentes clases de mantenimiento que se
han presentado históricamente y algunos de los cuales son utilizados en la
aplicación del TPM. (Madariaga, 2013).
TIPOS DE MANTENIMIENTO
MANTENIMIENTOPLANIFICADO
MANTENIMIENTO NO PLANIFICADO
MANTENIMIENTO PREVENTIVO
MANTENIMIENTO PREDICTIVO
MANTENIMIENTO CORRECTIVO
PROGRAMADO
MANTENIMIENTO CORRECTIVO NO PROGRAMADO
FIGURA 2.4. Tipos de Mantenimiento
(Madariaga, 2013).
Según Martí y Torrubiano (2013), el TPM se sustenta en la gente y sus
pilares básicos los mismos que se definen a continuación.
Mejora Focalizada
Elimina sistemáticamente las grandes pérdidas ocasionadas con el proceso
productivo.
Las pérdidas pueden ser:

14
De los equipos:
Fallas en los equipos principales
Cambios y ajustes no programados
Fallas de equipos auxiliares
Ocio y paradas menores
Reducción de Velocidad
Defectos en el proceso
Arranque
Recurso humano:
Gerenciales
Movimientos
Arreglo/ acomodo
Falta de sistemas automáticos
Seguimiento y corrección
Proceso Productivo:
De los recursos de producción
De los tiempos de carga del equipo
Paradas programadas
Mantenimiento autónomo
Permite conservar y mejorar el equipo con la participación del usuario u
operador. Los operadores se hacen cargo del mantenimiento de sus
equipos, lo mantienen y desarrollan la capacidad para detectar a tiempo
fallas potenciales.
Para Horbal, Kagan y Koch (2008) la idea del mantenimiento autónomo es
que cada operario sepa diagnosticar y prevenir las fallas eventuales de su
equipo y de este modo prolongar la vida útil del mismo. No se trata de que
cada operario cumpla el rol de un mecánico, sino de que cada operario
conozca y cuide su equipo además ¿Quién puede reconocer de forma más

15
oportuna la posible falla de un equipo antes de que se presente?
Obviamente el operador calificado ya que él pasa mayor tiempo con el
equipo que cualquier mecánico, él podrá reconocer primero cualquier
varianza en el proceso habitual de su equipo.
El mantenimiento autónomo puede prevenir:
Contaminación por agentes externos
Rupturas de ciertas piezas
Desplazamientos
Errores en la manipulación
Con sólo instruir al operario en:
Limpiar
Lubricar
Revisar
Mantenimiento Planeado
Según Womack, Jones y Roos (2007) la idea del mantenimiento planeado es
la de que el operario diagnostique la falla y la indique con etiquetas con
formas, números y colores específicos dentro de la máquina de forma que
cuando el mecánico venga a reparar la máquina va directo a la falla y la
elimina.
Mejoramiento para la Calidad
Toma acciones preventivas para obtener un proceso y equipo cero defectos.
La meta aquí es ofrecer un producto cero defectos como efecto de una
máquina cero defectos, y esto último sólo se logra con la continua búsqueda
de una mejora y optimización del equipo.

16
Seguridad Higiene y Medio Ambiente
Crea y mantiene un sistema que garantice un ambiente laboral sin
accidentes y sin contaminación, aquí lo importante es buscar que el
ambiente de trabajo sea confortable y seguro, muchas veces ocurre que la
contaminación en el ambiente de trabajo es producto del mal funcionamiento
del equipo, así como muchos de los accidentes son ocasionados por la mala
distribución de los equipos y herramientas en el área de trabajo. (Madariaga,
2013).
2.4.3. HERRAMIENTA OEE (EFICIENCIA TOTAL DE LOS EQUIPOS)
El OEE (Eficiencia Total de los Equipos) muestra el porcentaje de efectividad
de una máquina con respecto a su máquina ideal equivalente. La diferencia
la constituyen las pérdidas de tiempo, las pérdidas de velocidad y las
pérdidas de calidad. (Moubray, 2012)
De acuerdo Belohlavek Peter (2006), la ventaja del OEE frente a otros ratios
es que mide, en un único indicador, todos los parámetros fundamentales en
la producción industrial: la disponibilidad, la eficiencia y la calidad.
2.4.3.1. Cálculo de OEE (Eficiencia Total de los Equipos)
El OEE mide la efectividad de las máquinas y líneas a través de un
porcentaje, que es calculado combinando tres elementos asociados a
cualquier proceso de producción:
Disponibilidad: tiempo real de la máquina produciendo
Rendimiento: producción real de la máquina en un determinado periodo
de tiempo.
Calidad: producción sin defectos generada.

17
[2.1]
[2.2]
CÁLCULO DE DISPONIBILIDAD
Incluye:
Pérdidas de Tiempo Productivo por Paradas.
Pérdidas de Tiempo debidas a configuración y ajustes.
La Disponibilidad resulta de dividir el tiempo que la máquina ha estado
produciendo (Tiempo de Operación: TO) por el tiempo que la máquina
podría haber estado produciendo. El tiempo que la máquina podría haber
estado produciendo (Tiempo Disponible: TPO) es el tiempo total menos los
periodos en los que no estaba planificado producir por razones legales,
festivos, almuerzos, mantenimientos programados, etc., lo que se
denominan Paradas Planificadas.
[2.3]
Dónde:
TPO = Tiempo Total de trabajo - Tiempo de Paradas Planificadas
TO = TPO - Paradas no Planificadas
La Disponibilidad es un valor entre 0 y 1 por lo que se suele expresar
porcentualmente.

18
CÁLCULO DE RENDIMIENTO
Incluye:
Pérdidas de velocidad por pequeñas paradas.
Pérdidas de velocidad por reducción de velocidad.
El Rendimiento resulta de dividir la cantidad de piezas realmente producidas
por la cantidad de piezas que se podrían haber producido. La cantidad de
piezas que se podrían haber producido se obtiene multiplicando el tiempo en
producción por la capacidad de producción nominal de la máquina.
Rendimiento tiene en cuenta todas las pérdidas de velocidad. Se mide en
tanto por 1 o tanto por ciento del ciclo real o capacidad real con respecto a la
ideal.
(
)
[2.5]
Ó
[2.6]
CÁLCULO DE CALIDAD
Por tanto, la pérdida de calidad implica dos tipos de pérdidas:
Pérdidas de Calidad, igual al número de unidades malas fabricadas.
Pérdidas de Tiempo Productivo, igual al tiempo empleado en fabricarlas
la unidades defectuosas.
19
ó
ó
[2.7]
El OEE sólo considera Buenas las que se salen conformes la primera vez,
no las reprocesadas. Por tanto las unidades que posteriormente serán
reprocesadas deben considerarse Rechazos, es decir, malas.
Por tanto, la Calidad resulta de dividir las piezas buenas producidas por el
total de piezas producidas incluyendo piezas retrabajadas o desechadas.
2.4.3.2 Clasificación de OEE (Eficiencia Total de los Equipos)
Las empresas industriales han adoptado el término World Class para
describir procesos, producto y servicios que han alcanzado los estándares
de prestaciones (rendimiento, eficiencia y calidad). Alcanzar el estándar
World Class significa estar bien posicionado para la competición mundial
(Belohlavek, 2006).
En el mundo industrial, World Class es sinónimo de excelencia. Como
norma, la World Class recomienda un valor global de OEE>85%.
Disponibilidad: 90%
Rendimiento: 95%
Calidad 99%
World Class Index: 0.90 x 0,95 x 0,99 x 100 = 85%

20
TABLA 2.1. Clasificación OEE
(Belohlavek, 2006)
2.4.4. DIAGRAMA DE PARETO
Según Fleitman Jack (2007), es una gráfica de barras que clasifica, en forma
descendente, el tipo de fallas o factores que se analizan en función de su
frecuencia o de su importancia absoluta y relativa. Permite observar en
forma acumulada la incidencia total de las fallas o factores de análisis.
Es una herramienta gráfica para clasificar hechos, sobre la base de que 80%
de los efectos surge de 20% de las posibles causas.
En la Figura 2.5 se muestra la estructura básica de un diagrama de Pareto.
FIGURA 2.5. Diagrama de Pareto
(Fleitman, 2007)
OEE CALIFICATIVO CONSECUENCIA
OEE < 65% InaceptableSe producen importantes pérdidas
económicas. Muy baja competitividad.
65% < OEE < 75% Regular.
Aceptable sólo si se está en proceso
de mejora. Pérdidas económicas. Baja
competitividad.
75% < OEE < 85% Aceptable
Continuar la mejora para superar el
85 % y avanzar hacia la World Class.
Ligeras pérdidas económicas.
Competitividad ligeramente baja.
85% < OEE < 95% BuenaEntra en Valores World Class. Buena
competitividad.
OEE > 95% Excelencia.Valores World Class. Excelente
competitividad.
21
2.4.5. DIAGRAMA DE CAUSA – EFECTO
El diagrama de causa-efecto o diagrama de espina de pescado, es una
herramienta gráfica que permite apreciar con mayor claridad las causas que
puedan estar contribuyendo para que un determinado problema ocurra.
Según Chase y Alquilano (2006), por lo general, las causas más comunes
que pueden ocasionar variaciones en los procesos son las 6 M:
Variaciones en las Máquinas o equipos
Variaciones en el Material de entrada al proceso
Variaciones en el Método o
Variaciones en los operarios o Mano de obra
Variaciones en el Medio ambiente
Variaciones en las Medidas
22
3. METODOLOGÍA
3.1. LA EMPRESA
En este capítulo se realizó un análisis de empresa, con el fin de conocer los
componentes de la empresa Jori Bordados como; estructura, maquinaria,
recurso humano, procesos productivos, métodos, tecnología, organización,
etc, con el propósito de dar a conocer la situación y el funcionamiento actual
de la empresa y posteriormente la metodología que se empleó para la
implementación de las herramientas que aportaron en el cumplimiento de los
objetivos propuestos.
3.2. MÉTODOS PARA EL ANÁLISIS
Los métodos de análisis que se manejaron presentó en forma clara y lógica
toda la información relacionada con el proceso y operación que son de vital
importancia para la solución de los problemas.
3.2.1. EL TIEMPO DE PRODUCCIÓN
Se determinaron los tiempos en que se realiza una tarea u operación, los
mismos que permitieron realizar el análisis de la situación actual de la
empresa.
Con la determinación de los tiempos se estableció la cantidad de piezas que
se realizan por hora y por cada operario tomando en cuenta la capacidad de
producción de la maquinaria y el tiempo disponible de producción.
Para determinar el tiempo disponible de producción se tomaron en cuenta
los tiempos de refrigerio y los tiempos que se requieren para la limpieza, los
mismos que se restaron del tiempo de la jornada laboral.

23
Para obtener el tiempo operativo se restó el tiempo total de las paradas no
programadas con el tiempo disponible.
Los tiempos de las paradas no programadas se obtuvieron mediante la
medición con un cronómetro y el registro de cada uno de estos tiempos.
Para determinar la eficiencia de la máquina de bordado se utilizó la siguiente
fórmula:
[2.8]
Dónde:
V = Velocidad máquina (rpm)
TD = Tiempo Disponible (min)
Menos 25%
Nota: Se le restó el 25 % de producción debido a que por el número de
puntadas nunca se logrará el 100 % de la productividad ya que se pierde
tiempo a la hora de colocar las piezas en ubicación correcta en la máquina.
3.2.2. EQUIPOS
Se contó con el equipo mínimo que se requiere, el cual comprende.
Un cronómetro.
Un tablero de registro de tiempos de paro.
Formatos impresos.
Calculadora de bolsillo.
Cámara de fotos.
24
3.2.3. DIAGRAMA DE PARETO
Para la identificación de los desperdicios en la línea de bordados se utilizó el
Diagrama de Pareto, el cual permitió visualizar la situación real en la que se
encuentra el área de bordado, permitiendo detectar donde se encuentran los
problemas y oportunidades de mejora y poder llegar a ellos para resolverlos
de una manera eficiente.
3.2.4. DIAGRAMA CAUSA - EFECTO
El diagrama de causa-efecto o diagrama de espina de pescado, permitió
apreciar con mayor claridad las causas que están generando los problemas.
3.3. IDENTIFICACIÓN DE DESPERDICIOS
Para la identificación de los desperdicios se elaboró un listado de los
problemas más críticos y frecuentes que ocurren dentro de la línea de
bordados. Una vez obtenido el listado de los problemas, se analizó mediante
el diagrama de Pareto los pocos vitales y muchos triviales para poner énfasis
en los problemas más críticos.
Una vez realizado el Diagrama de Pareto se identificaron los puntos críticos
en los procesos, aspectos que provocan retrasos, esperas, movimientos
innecesarios, defectos, desorden, lo que generan retrasos en la ejecución de
las operaciones dentro de cada proceso, detenimiento de las máquinas y
sobre procesamiento del producto.
3.4. MEJORAMIENTO DEL PROCESO
Identificados los desperdicios se determinaron las causas que contribuyen a
los problemas identificados mediante el Diagrama de Causa -Efecto.
Obtenidos los problemas y causas se procedió a la selección de las
25
herramientas más apropiadas de Manufactura Esbelta para mejorar y
eliminar los problemas detectados en el análisis del Diagrama de Pareto.
Para la selección se realizó una matriz de decisiones, enlistando los
problemas y las herramientas a implementar y se procedió a la evaluación
según el criterio de los jefes de áreas y el personal.
3.5. MEDICIÓN DE INDICADORES SITUACIÓN INICIAL
Establecidas las herramientas de Manufactura Esbelta se determinó el
estado inicial de cada una de las herramientas, para este procedimiento se
utilizaron indicadores, los mismos que se utilizaron antes y después de la
implementación de las herramientas, estos indicadores fueron útiles para
comparar y analizar el estado inicial con el mejorado.
Las herramientas que se utilizaron son:
3.5.1. EVALUACIÓN DE LA METODOLOGÍA 5 “S”
Para la evaluación de la herramienta 5S se realizó un formato (ver ANEXO
A), en el que se valora mediante una ponderación cada S, mediante ítems
en los que se analizaron el artículo chequeado y una descripción del mismo.
3.5.2. EVALUACIÓN DE MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
Para la evaluación inicial de Mantenimiento Productivo Total de la
Maquinaria se realizó una lista con los principales puntos a tener en cuenta
para mejorar el mantenimiento de las máquinas como se muestra en el
ANEXO B.

26
3.5.3. EVALUACIÓN DEL OEE
Para la evaluación del OEE se recolectó junto con el jefe de área y operarios
información diaria de los meses de marzo, abril y junio, información
necesaria que permitió el cálculo de las tres variables del OEE.
Elaboración de herramientas para la toma de información: la captura de
información se lleva a cabo mediante un formato (ver ANEXO C), este
formato permite capturar información a nivel operativo, en este caso se
recopiló información desde el 1 de marzo hasta el 30 de abril del 2014. En
este formato se describió la cantidad producida real por hora y se analizó
con la cantidad teórica que se debió haber producido.
Una vez obtenida toda la información se procedió al cálculo del OEE, el
cálculo se efectuó en una hoja electrónica de Excel donde se simuló el
cálculo de este indicador. La información que se ingresó es la relacionada a
las tres grandes variables asociadas al proceso de producción:
disponibilidad, rendimiento y calidad. Estas variables fueron obtenidas a
través del ingreso de los datos recopilados y fue traspasado a una hoja de
cálculo de Excel.
3.6. IMPLEMENTACIÓN DE HERRAMIENTAS
3.6.1. IMPLEMENTACIÓN 5 S
Para la implantación de la herramienta 5 S se empezó con una capacitación
con todos los miembros de la empresa para darles a conocer la importancia
de la herramienta y los beneficios que se puede lograr con la
implementación, se definieron responsables para la implementación y
mantenimiento del sistema 5S, generando procedimientos para el área.
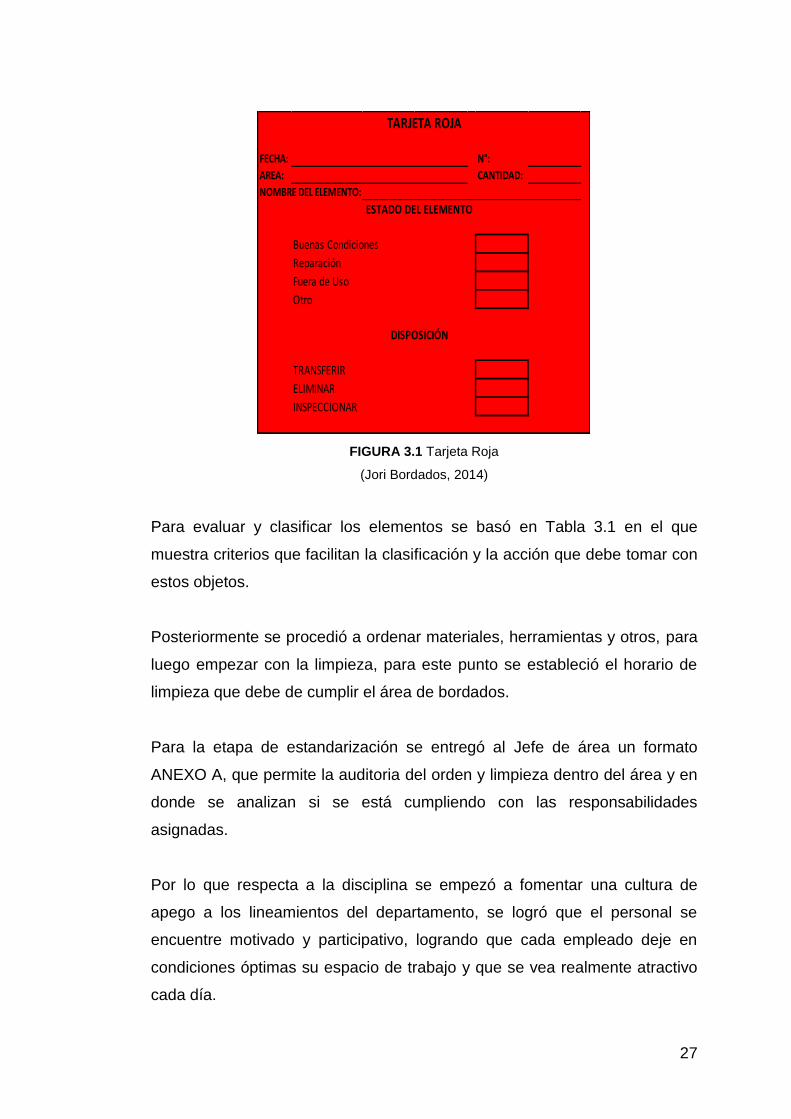
Realizado las capacitaciones se procedió a la implementación, identificando
mediante la tarjeta roja (ver Figura 3.1), los objetos que tienen valor y los
que no, para posteriormente eliminarlos o reubicarlos.
27
FIGURA 3.1 Tarjeta Roja
(Jori Bordados, 2014)
Para evaluar y clasificar los elementos se basó en Tabla 3.1 en el que
muestra criterios que facilitan la clasificación y la acción que debe tomar con
estos objetos.
Posteriormente se procedió a ordenar materiales, herramientas y otros, para
luego empezar con la limpieza, para este punto se estableció el horario de
limpieza que debe de cumplir el área de bordados.
Para la etapa de estandarización se entregó al Jefe de área un formato
ANEXO A, que permite la auditoria del orden y limpieza dentro del área y en
donde se analizan si se está cumpliendo con las responsabilidades
asignadas.
Por lo que respecta a la disciplina se empezó a fomentar una cultura de
apego a los lineamientos del departamento, se logró que el personal se
encuentre motivado y participativo, logrando que cada empleado deje en
condiciones óptimas su espacio de trabajo y que se vea realmente atractivo
cada día.
FECHA: N°:
AREA: CANTIDAD:
NOMBRE DEL ELEMENTO:
Buenas Condiciones
Reparación
Fuera de Uso
Otro
TRANSFERIR
ELIMINAR
INSPECCIONAR
ESTADO DEL ELEMENTO
DISPOSICIÓN
TARJETA ROJA

28
TABLA 3.1. Criterios de evaluación de objetos innecesarios
(Suárez, 2007)
3.6.2. IMPLEMENTACIÓN MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
1. Declaración por parte de la Gerencia de la introducción del TPM.
Se realizó una reunión con la gerencia con el objetivo de tener el apoyo y
firme liderazgo para la implementación del TPM, en la que se explicaron los
beneficios que se podrían obtener y la importancia que tiene el TPM en una
empresa.
2. Campaña de Educación Introductoria
Se realizó una charla introductoria de la herramienta TPM donde asistió el
personal operativo, mantenimiento, administrativo y el de Gerencia, dando
apertura a un intercambio de ideas donde surgieron opiniones claras para el
establecimiento de objetivos.
Reparar
Desechar
Reutilizar
CONSERVADOS SIN
UTILIZARDesechar
Desechar
Donar
Vender
FUNCIONALES Reubicar
DEFECTUOSOS
OBJETOS INNECESARIOS
OBSOLETOS
29
3. Establecimiento de Grupos de Trabajo
Para establecer los grupos de trabajo fue necesario conocer al personal para
identificar sus características, nivel de capacitación, conocimientos,
experiencias adquiridas, relaciones de trabajo entre ellos y sobre todo
reconocer a las personas que están realmente comprometidas con la
empresa y tiene el deseo de cambio sin paradigmas que influyan de manera
negativa al personal.
4. Establecimiento de Objetivos
En una reunión conjuntamente con el Gerente se lograron establecer los
objetivos para la implementación de la herramienta.
5. Preparación del Plan Maestro de Implementación del TPM
Para el desarrollo de la implementación de la herramienta TPM se elaboró el
plan maestro de implementación conjuntamente con el jefe de área.
6. Lanzamiento del TPM
El Gerente de Jori Bordados, en una reunión con el personal comunicó la
decisión de adoptar la filosofía de TPM y solicitó la colaboración de todos
para alcanzar los fines propuestos.
7. Implementación de Mantenimiento Autónomo
Para el Mantenimiento Autónomo se codificaron los equipos para identificar
cada uno de ellos a través de un código único. Se realizó una bitácora (ver
ANEXO D), la misma que permitió recopilar información con la cual se pudo
generar un historial de daños, dar seguimiento a los trabajos de
mantenimiento y reparaciones que se da a la maquinaria.

30
8. Implementación del Mantenimiento Planificado
Para el Mantenimiento Planificado se utilizó la bitácora antes señalada, la
misma que ayudó a llevar un registro y además permitió identificar los
componentes, partes de las máquinas que son considerados como
principales y necesarios de mantenimiento.
3.7. MEDICIÓN DE INDICADORES DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS DE
MANUFACTURA ESBELTA
Implantadas las herramientas seleccionadas, se procedió a la medición de
las evaluaciones de las herramientas previamente utilizadas para analizar si
la ejecución de las herramientas produjo las mejoras que se esperón para la
empresa y si lograron minimizar o eliminar los desperdicios anteriormente
encontrados (ver CAPITULO IV), estas mejoras se cuantificaron mediante la
evaluación de las siguientes herramientas:
3.7.1. EVALUACIÓN DE LA METODOLOGÍA 5 “S”
La evaluación del nivel de 5 “S” se realizó con el formato 5S previamente
utilizado, con la misma ponderación para analizar si el puntaje actual es
mejor que el puntaje anterior y comparar el nivel de mejora que se ha
alcanzado en el área de bordados después de la implementación de las
herramientas de Manufactura Esbelta.
3.7.2. EVALUACIÓN DE MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
La evaluación del TPM (Mantenimiento Productivo Total) después de la
implementación, se utilizó el formato de evaluación del TPM previamente
realizado con los principales puntos a tener en cuenta para mejorar el
31
mantenimiento de las máquinas, para que de esta manera se pueda
determinar con los mismos puntos el nivel de mejora.
3.7.3. EVALUACIÓN DEL OEE
Para realizar la evaluación de este indicador se esperó un mes luego de la
implementación de las herramientas de Manufactura Esbelta, mientras que
se iba monitoreando día tras día los cambios que existían en cada uno de
los parámetros.
Para realizar el cálculo del OEE se tomaron los datos proporcionados por el
jefe de área desde el 02 de junio al 30 de junio del 2014.
3.8. ANÁLISIS DE RESULTADOS DE LOS INDICADORES
Una vez obtenidos los resultados de los indicadores en porcentajes, se
realizó un análisis estadístico, con el fin de interpretar los datos obtenidos y
explicar de forma más clara el comportamiento de la implementación.

32
4. RESULTADOS Y DISCUSIÓN
4.1. JORI BORDADOS
Jori Bordados se dedica a la manufactura, diseños, bordados y confección
de camisetas, se encuentra ubicada en la calle Hermano Miguel y El
Cebollar sector el Tejar en el centro de la ciudad de Quito, cuanta con una
área de 125 m2, en los cuales se distribuye su planta de operación, como
muestra en la Figura 4.1.
FIGURA 4.1. Ubicación Jori Bordados
(Google Maps, 2014)
4.1.1. LOGO DE LA EMPRESA
FIGURA 4.2. Logo Jori Bordados
(Jori Bordados, 2014)

33
4.1.2. MISIÓN DE LA EMPRESA
Somos una empresa de bordados computarizados y confección de
camisetas, comercialización de gorras, empeñados en mejorar el servicio de
bordados para satisfacer las necesidades de clientes minoristas como
empresas públicas y privadas, ofreciendo trabajos en menor tiempo de
entrega, siendo más competitivos y eficientes en la industria de bordado y
confección, a través de procesos adecuados para el mejoramiento continuo
que aseguren la permanencia en el mercado, incrementando el bienestar de
la sociedad, nuestros colaboradores, y clientes amigos.
4.1.3. VISIÓN DE LA EMPRESA
Ser la empresa líder del mercado ecuatoriano en la comercialización
elaboración de bordados, confección y aplicación laser. Dando el mejor
servicio a confeccionistas y empresas mediante innovación tecnológica y
capacitación del talento humano para garantizar una excelente calidad de
producto y servicios.
4.1.4. OBJETIVOS ESTRATÉGICOS
Expandir la capacidad de producción con el uso de tecnologías
automáticas.
Integrar las diversas áreas de la empresa mediante las más modernas
técnicas de gestión empresarial y de la informática.
Aumentar significativamente la rentabilidad de la empresa.
4.1.5. ESTRUCTURA ORGANIZACIONAL
El organigrama que actualmente presenta Jori Bordados Figura 4.3, está
determinado de acuerdo a las funciones que ejerce el personal

34
administrativo y operativo de la empresa, este organigrama se relaciona por
las líneas de autoridad y responsabilidad que fluyen en forma jerárquica.
El organigrama estructural de la empresa es el siguiente:
GERENTE GENERAL
JEFE FINANCIERO JEFE DE VENTAS JEFE DE COMPRASJEFE DE RECURSOS
HUMANOS
Asistente de Contabilidad
JEFE DE PRODUCCIÓN
JEFE DE DISEÑO
Vendedores Recepcionista
Costurera
BordadorBodeguero
Cortador
Diseñador
FIGURA 4.3. Organigrama Jori Bordados
(Jori Bordados, 2014)
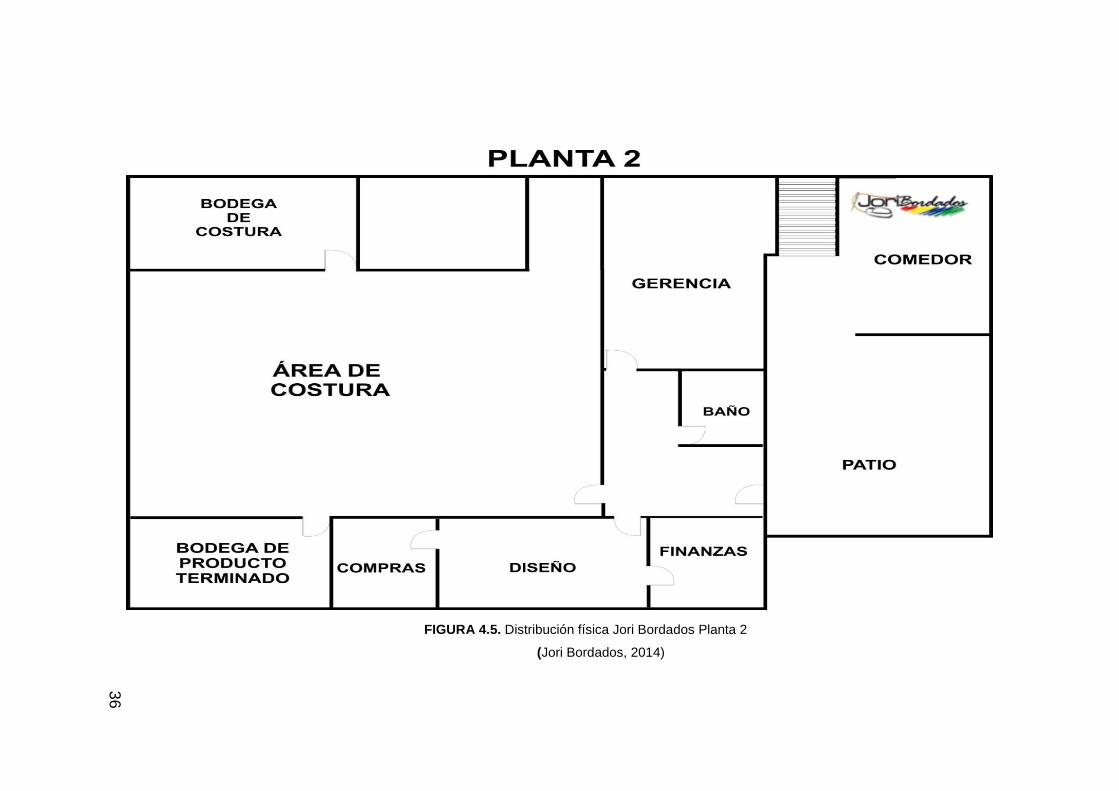
4.1.6. DISTRIBUCIÓN FÍSICA DE LA EMPRESA
La estructura física de la fábrica está distribuida en un área de125 m2, en los
cuales están designadas sus diferentes áreas de trabajo que fueron
establecidas buscando el mejor desarrollo de las mismas ver Figura 4.4; 4.5.
Cabe recalcar que estas instalaciones no fueron construidas con el objeto
del funcionamiento de una fábrica, sino de vivienda, por lo que las áreas de
trabajo fueron establecidas según el criterio de su dueño buscando siempre
el mejor desempeño del flujo productivo.

35
FIGURA 4.4. Distribución física Jori Bordados Planta Baja
(Jori Bordados, 2014)
36
FIGURA 4.5. Distribución física Jori Bordados Planta 2
(Jori Bordados, 2014)
37
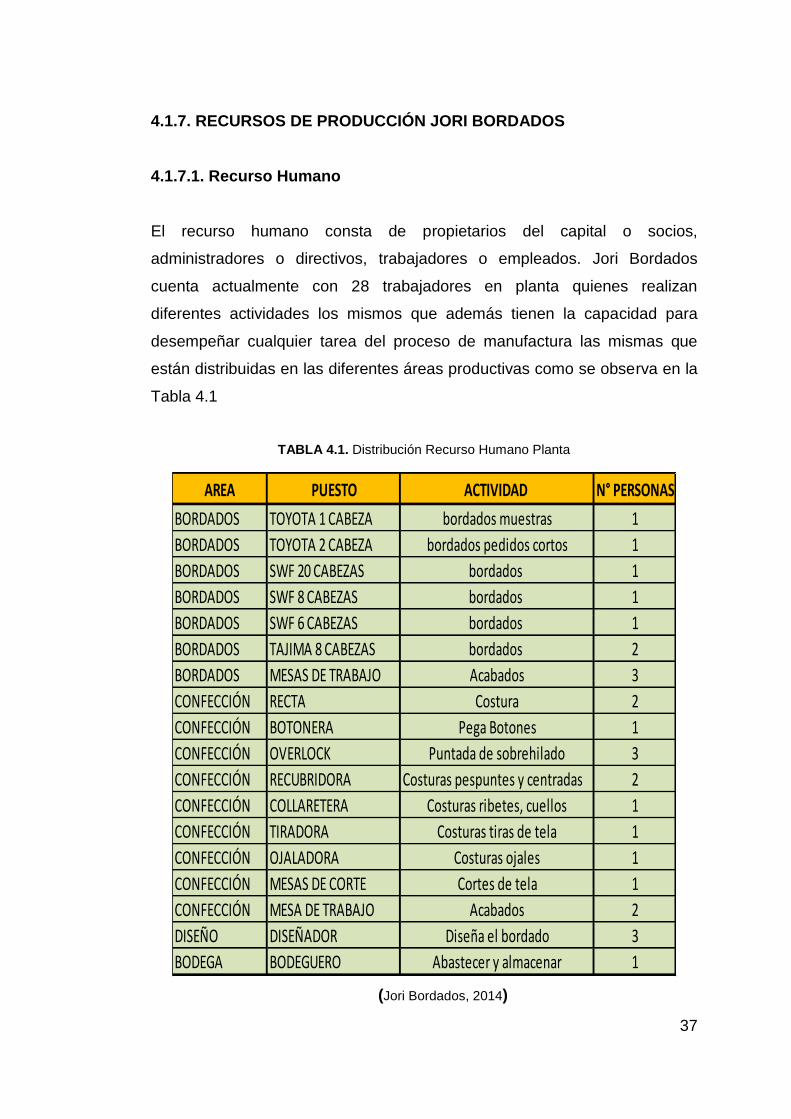
4.1.7. RECURSOS DE PRODUCCIÓN JORI BORDADOS
4.1.7.1. Recurso Humano
El recurso humano consta de propietarios del capital o socios,
administradores o directivos, trabajadores o empleados. Jori Bordados
cuenta actualmente con 28 trabajadores en planta quienes realizan
diferentes actividades los mismos que además tienen la capacidad para
desempeñar cualquier tarea del proceso de manufactura las mismas que
están distribuidas en las diferentes áreas productivas como se observa en la
Tabla 4.1
TABLA 4.1. Distribución Recurso Humano Planta
(Jori Bordados, 2014)
AREA PUESTO ACTIVIDAD N° PERSONAS
BORDADOS TOYOTA 1 CABEZA bordados muestras 1
BORDADOS TOYOTA 2 CABEZA bordados pedidos cortos 1
BORDADOS SWF 20 CABEZAS bordados 1
BORDADOS SWF 8 CABEZAS bordados 1
BORDADOS SWF 6 CABEZAS bordados 1
BORDADOS TAJIMA 8 CABEZAS bordados 2
BORDADOS MESAS DE TRABAJO Acabados 3
CONFECCIÓN RECTA Costura 2
CONFECCIÓN BOTONERA Pega Botones 1
CONFECCIÓN OVERLOCK Puntada de sobrehilado 3
CONFECCIÓN RECUBRIDORA Costuras pespuntes y centradas 2
CONFECCIÓN COLLARETERA Costuras ribetes, cuellos 1
CONFECCIÓN TIRADORA Costuras tiras de tela 1
CONFECCIÓN OJALADORA Costuras ojales 1
CONFECCIÓN MESAS DE CORTE Cortes de tela 1
CONFECCIÓN MESA DE TRABAJO Acabados 2
DISEÑO DISEÑADOR Diseña el bordado 3
BODEGA BODEGUERO Abastecer y almacenar 1

38
TABLA 4.2. Distribución Recurso Humano Administrativo
(Jori Bordados, 2014)
4.1.7.2. Maquinaria y Equipos
La empresa cuenta con máquinas de bordar y maquinaria textil de
confección.
La distribución de la maquinaria que comprende Jori Bordados se muestra
en el Figura 4.6.
En el área de Bordados se utilizan 7 máquinas que se describen a
continuación y se muestran en la Tabla 4.3.
Toyota 1 cabeza: Es una máquina bordadora que se utiliza para realizar
muestras.
Toyota 2 cabeza: Es una máquina bordadora que se utiliza para realizar
pedidos de pequeña cantidad.
Bordadoras de 20, 8 y 6 cabezas: Máquinas que tienen la capacidad de
seguir el rastro del diseño mientras está bordando así como también la
capacidad de mostrar el número de puntadas por diseño, facilita
producciones grandes.
AREA ACTIVIDAD N° PERSONAS
GERENCIA Dirección de la empresa 1
JEFES DE AREAS Supervisar 6
ASISTENTE Apoyo a Jefatura 1
VENDEDORES Ventas 2

39
FIGURA 4.6. Distribución Maquinaria Área de Bordados
(Jori Bordados, 2014)

40
TABLA 4.3. Máquinas Bordadoras
(Jori Bordados, 2014)
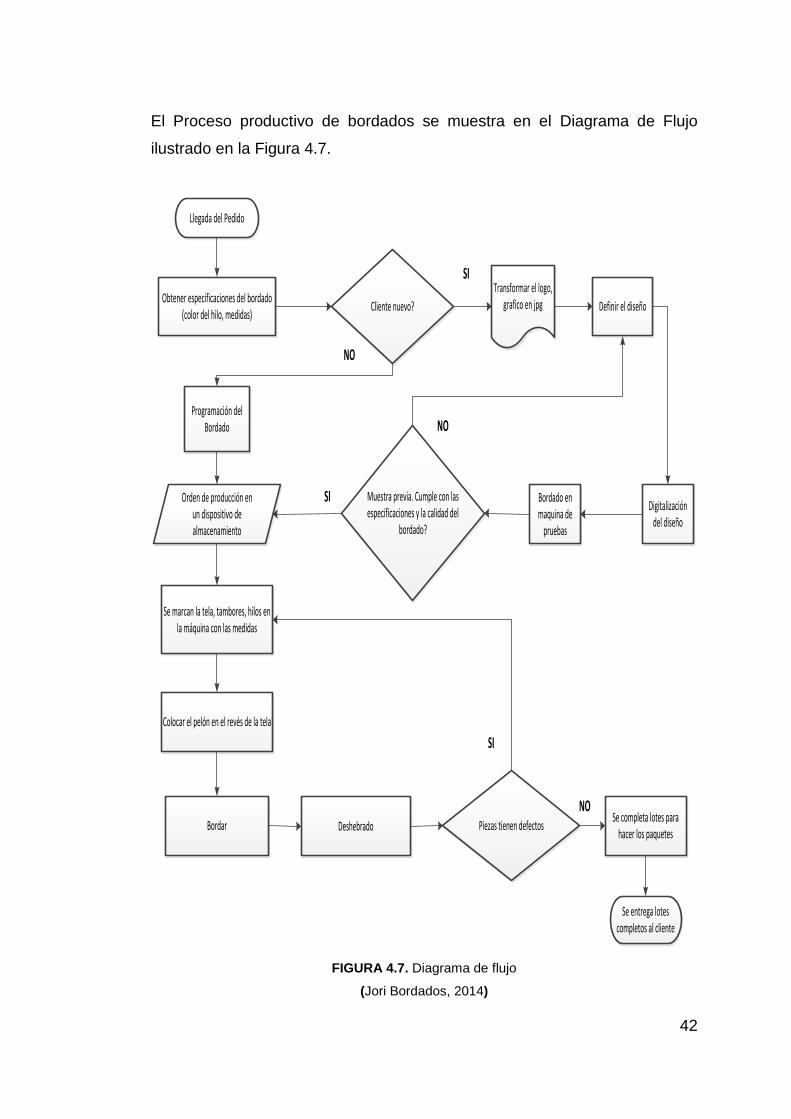
4.1.8. PROCESO PRODUCTIVO DE BORDADOS
El proceso para la elaboración de un bordado inicia cuando el programador
genera una orden de producción y a éste le asignan un número de pedido
que se encarga de entregar a la supervisora la cual autoriza la asignación y
determinación de colores, hilos, medidas, que lleva la producción según las
especificaciones del cliente.

41
Nota: cuando un cliente es nuevo; se le hace una muestra del diseño para
que pueda generar la producción, pero si el cliente ya es antiguo la empresa
cuenta con las muestras ya aprobadas.
Posteriormente la supervisora se encarga de poner la orden de pedido en el
tablero de producción para poder asignar al operario la orden de producción
correspondiente. El operario lee la orden de producción asignada, y busca el
dispositivo de almacenamiento en donde se encuentra el diseño de la orden
de producción.
Inmediatamente el operario se dirige hacia su máquina introduce el
dispositivo de almacenamiento y graba el diseño, luego de la programación
el operario busca en las perchas los tambores de acuerdo a las medidas del
diseño y los lleva a su mesa de trabajo, luego el operario se dirige a las
perchas donde se encuentran los hilos, los recoge y los traslada al sitio de
trabajo.
Después de haber colocado los hilos en su puesto de trabajo, se dedica a
realizar el montaje en cada una de las cabezas de la máquina (hay de 6, 8, y
20 cabezas por máquina), una vez que están montados los hilos el operario
se dirige a la perchas donde se encuentra el pelón, recoge una cierta
cantidad y lo traslada a la mesa de trabajo, recorta el pelón y se dispone a
entamborar las prendas y colocarlas en la máquina.
El operario después de haber realizado el montaje acciona el botón de inicio
para que la máquina empiece su respectivo ciclo, cabe mencionar que por
cada ciclo se están realizando 6, 8 o 20 unidades dependiendo de la
máquina en que se realice, así que cuando la máquina está trabajando el
operario está colocando las otras prendas en los tambores. Una vez que se
termina el ciclo éste se dispone a quitar las prendas ya bordadas y se
procede a colocar las siguientes prendas que están en los tambores y así se
seguirá repitiendo esto hasta que termine la producción, las prendas que van
saliendo van a la mesa de acabados donde se retiran los residuos de pelón.
42
El Proceso productivo de bordados se muestra en el Diagrama de Flujo
ilustrado en la Figura 4.7.
Llegada del Pedido
Obtener especificaciones del bordado(color del hilo, medidas)
Transformar el logo, grafico en jpg
Programación del Bordado
Cliente nuevo? Definir el diseño
Digitalización del diseño
Muestra previa. Cumple con las especificaciones y la calidad del
bordado?
Bordado en maquina de
pruebas
Orden de producción en un dispositivo de almacenamiento
Se marcan la tela, tambores, hilos en la máquina con las medidas
Colocar el pelón en el revés de la tela
Bordar Deshebrado Piezas tienen defectosSe completa lotes para
hacer los paquetes
Se entrega lotes completos al cliente
SI
NO
NO
SI
SI
NO
FIGURA 4.7. Diagrama de flujo
(Jori Bordados, 2014)
43
4.2. IDENTIFICACION DE DESPERDICIOS
A partir del acercamiento y conocimiento específico del proceso productivo
de bordados se identificaron con claridad los puntos críticos en el proceso,
aspectos que provocan retrasos en el proceso, esperas, movimientos
innecesarios, transportes, defectos, además se observó que en la línea de
producción de bordados, existe una falta de orden en el almacenamiento de
las herramientas e insumos de trabajo en casi todos los puestos de trabajo,
lo que genera retrasos en la ejecución de las operaciones dentro de cada
proceso, detenimiento de las máquinas, por lo que se concluye que la falta
de orden es la fuente principal de desperdicio.
Otro punto importante que se observó son las paradas inesperadas, que se
deben a las fallas mecánicas que presentan las máquinas, las fallas
mecánicas se muestra en la mayoría de los equipos lo que induce a ser
menos eficientes en el proceso de producción.
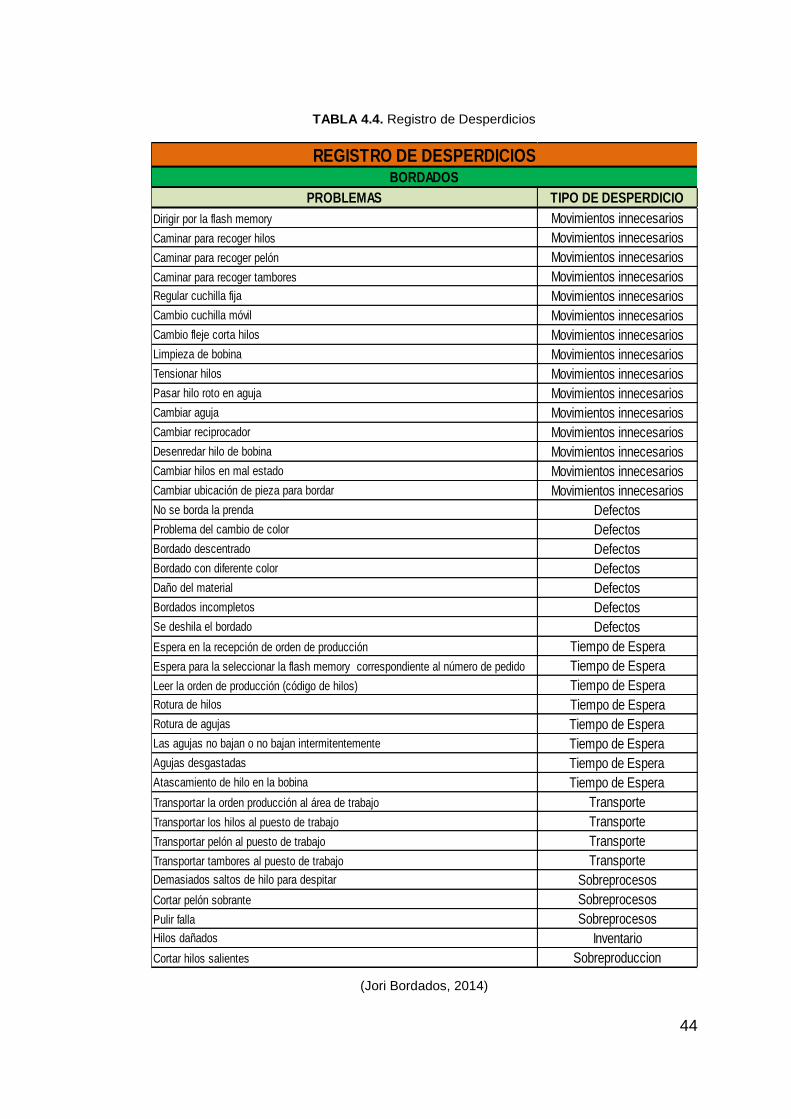
En la Tabla 4.4, se describen todas las actividades que se encontraron
durante el estudio de la situación inicial de la empresa y que son
consideradas como desperdicios.
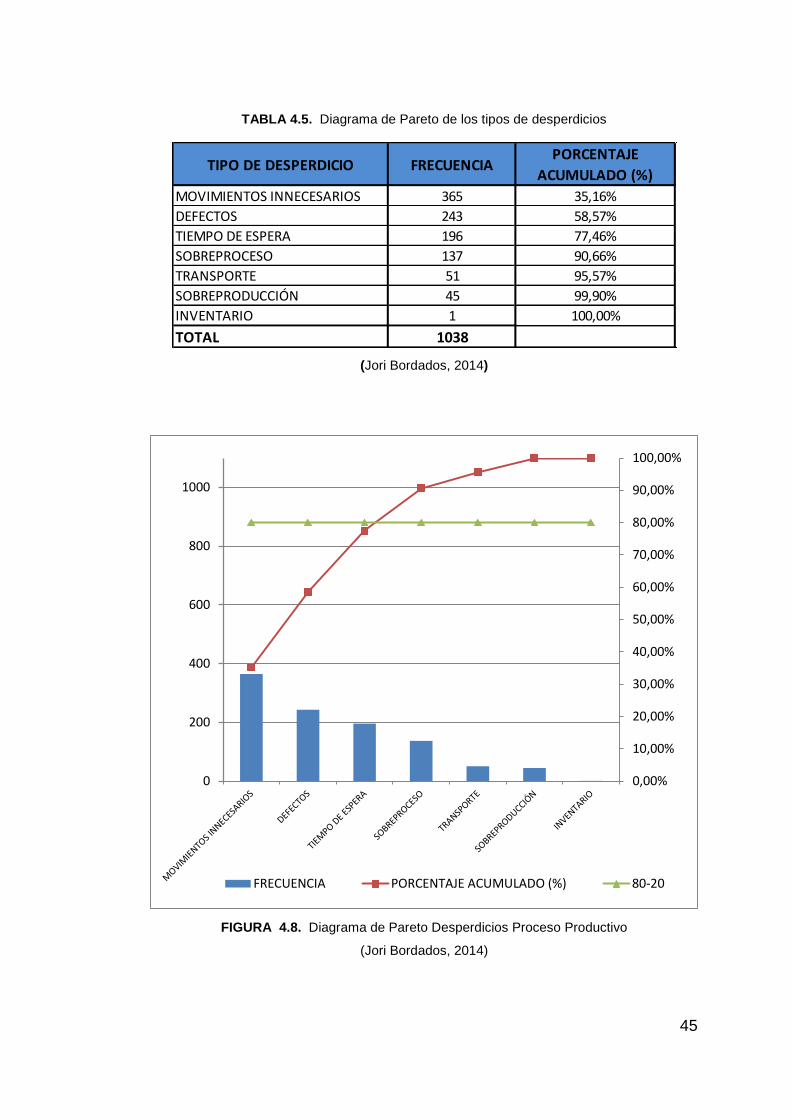
Una vez encontrados los desperdicios en la línea de bordados se utilizó el
diagrama de Pareto que se indica en la Tabla 4.5 con lo cual se tabuló la
frecuencia de los desperdicios más comunes y se identificó cuáles son los
aspectos prioritarios que hay que tratar, para esto se tomaron dato
recopilados del mes de marzo del 2014.
La Gráfica de Pareto que se muestra en la Figura 4.8, se utilizó para
separar gráficamente los aspectos significativos de los desperdicios
encontrados.
44
TABLA 4.4. Registro de Desperdicios
(Jori Bordados, 2014)
PROBLEMAS TIPO DE DESPERDICIO
Dirigir por la flash memory Movimientos innecesarios
Caminar para recoger hilos Movimientos innecesarios
Caminar para recoger pelón Movimientos innecesarios
Caminar para recoger tambores Movimientos innecesarios
Regular cuchilla fija Movimientos innecesarios
Cambio cuchilla móvil Movimientos innecesarios
Cambio fleje corta hilos Movimientos innecesarios
Limpieza de bobina Movimientos innecesarios
Tensionar hilos Movimientos innecesarios
Pasar hilo roto en aguja Movimientos innecesarios
Cambiar aguja Movimientos innecesarios
Cambiar reciprocador Movimientos innecesarios
Desenredar hilo de bobina Movimientos innecesarios
Cambiar hilos en mal estado Movimientos innecesarios
Cambiar ubicación de pieza para bordar Movimientos innecesarios
No se borda la prenda Defectos
Problema del cambio de color Defectos
Bordado descentrado Defectos
Bordado con diferente color Defectos
Daño del material Defectos
Bordados incompletos Defectos
Se deshila el bordado Defectos
Espera en la recepción de orden de producción Tiempo de Espera
Espera para la seleccionar la flash memory correspondiente al número de pedido Tiempo de Espera
Leer la orden de producción (código de hilos) Tiempo de Espera
Rotura de hilos Tiempo de Espera
Rotura de agujas Tiempo de Espera
Las agujas no bajan o no bajan intermitentemente Tiempo de Espera
Agujas desgastadas Tiempo de Espera
Atascamiento de hilo en la bobina Tiempo de Espera
Transportar la orden producción al área de trabajo Transporte
Transportar los hilos al puesto de trabajo Transporte
Transportar pelón al puesto de trabajo Transporte
Transportar tambores al puesto de trabajo Transporte
Demasiados saltos de hilo para despitar Sobreprocesos
Cortar pelón sobrante Sobreprocesos
Pulir falla Sobreprocesos
Hilos dañados Inventario
Cortar hilos salientes Sobreproduccion
BORDADOS
REGISTRO DE DESPERDICIOS
45
TABLA 4.5. Diagrama de Pareto de los tipos de desperdicios
(Jori Bordados, 2014)
FIGURA 4.8. Diagrama de Pareto Desperdicios Proceso Productivo
(Jori Bordados, 2014)
TIPO DE DESPERDICIO FRECUENCIAPORCENTAJE
ACUMULADO (%)
MOVIMIENTOS INNECESARIOS 365 35,16%
DEFECTOS 243 58,57%
TIEMPO DE ESPERA 196 77,46%
SOBREPROCESO 137 90,66%
TRANSPORTE 51 95,57%
SOBREPRODUCCIÓN 45 99,90%
INVENTARIO 1 100,00%
TOTAL 1038
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
0
200
400
600
800
1000
FRECUENCIA PORCENTAJE ACUMULADO (%) 80-20

46
Como se puede observar en la Figura 4.8 en el Diagrama de Pareto, los
muchos triviales con respecto a los siete desperdicios, vienen a comprender:
Sobreproducción, Inventarios, Sobre procesos y Transporte.
Los desperdicios más significativos que se debe de poner énfasis para
disminuir son:
Movimientos innecesarios,
Defectos y
Tiempos de Espera.
Identificados los muchos triviales y los pocos vitales se puede enfocar
claramente donde se deben dirigir los esfuerzos para mejorar.
4.3. DETERMINACIÓN DE LAS CAUSAS DE LOS
DESPERDICIOS ENCONTRADOS
Previamente se han identificado los desperdicios prioritarios para ser
analizados, por lo que es necesario conocer las causas principales que los
generan a través de la utilización del diagrama de causa-efecto.
Para el desperdicio de Movimientos Innecesarios se tomaron en cuenta las
siguientes causas que se muestran en la Figura 4.9.
Para el desperdicio de Defectos se tomaron en cuenta las siguientes causas
que se muestran en la Figura 4.10.
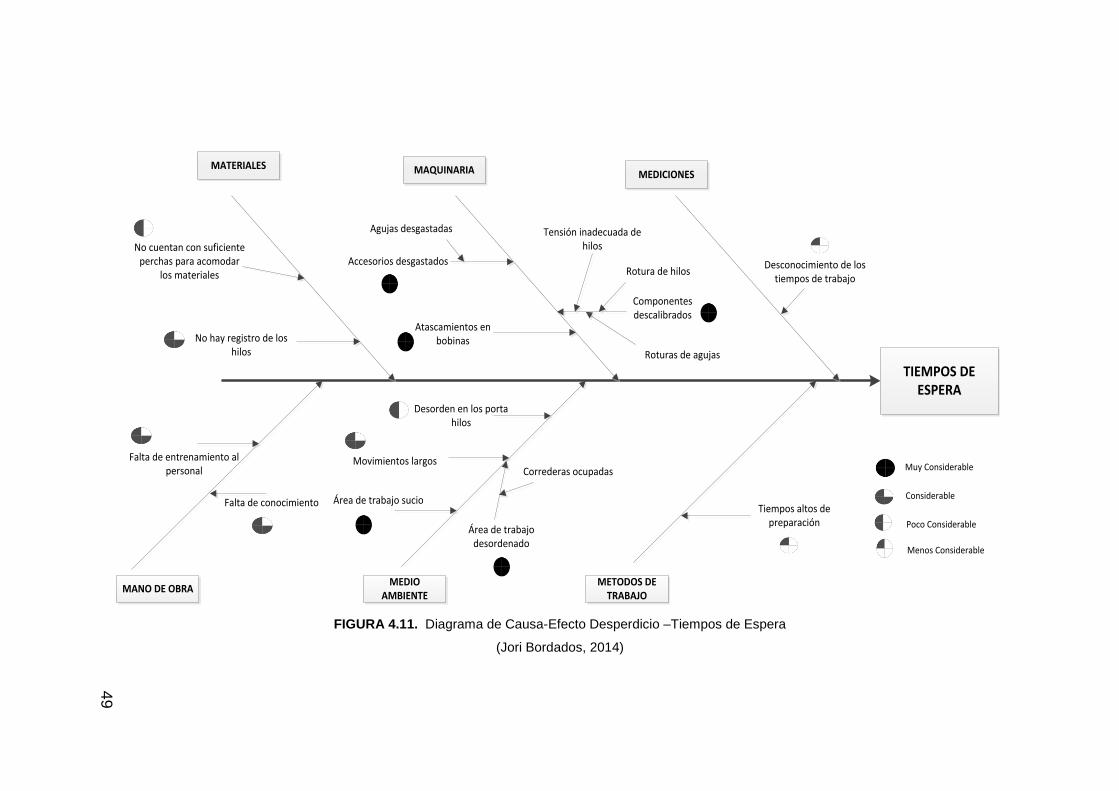
Para el desperdicio de Tiempos de Espera se tomaron en cuenta las
siguientes causas que se muestran en la Figura 4.11.

47
MOVIMIENTOS INNECESARIOS
MATERIALES MAQUINARIA MEDICIONES
METODOS DE TRABAJO
MEDIO AMBIENTE
MANO DE OBRA
Falta de señalización
Desgaste de accesorios
Falta de entrenamiento al personal
Área de trabajo sucia
No hay suficientes botes de basura
Movimientos largos para recoger los materiales
Componentes descalibrados
Pocas perchas para acomodar los materiales
Mala ubicación de las herramientas
Calibrar garfio
Falta de indicadores de control
Mal flujo de materiales
Agujas rotas
Mal funcionamiento corta hilos
Hilos rotos
Cambio de agujas
Regular cuchillas
Cambio de cuchillas
Tensionar hilos
Limpiar bobinas
Desenredar hilos de bobina
Limpiar bobinas
Desenredar hilos de bobina
Falta de conocimientoConsiderable
Muy Considerable
Poco Considerable
Menos Considerable
FIGURA 4.9. Diagrama de Causa-Efecto Desperdicio - Movimientos Innecesarios
(Jori Bordados, 2014)

48
DEFECTOS
MATERIALES MAQUINARIA MEDICIONES
METODOS DE TRABAJO
MEDIO AMBIENTE
MANO DE OBRA
Productos terminados en el piso
Área de trabajo desordenado
Falta de entrenamiento al personal
Área de trabajo sucio
Agujas desgastadas
Calidad de material deteriorado
Correderas sucias
No cuentan con suficiente perchas para acomodar
los materiales
Agujas rotas
Desgaste de accesorios
Falta de indicadores de control
Mal flujo de materiales
Componentes Descalibrados
No hay registro de los hilos
Color incorrecto de hiloBordado descentrado
Garfio descalibrado
Falta de conocimiento
Componentes en mal estado
Considerable
Muy Considerable
Poco Considerable
Menos Considerable
FIGURA 4.10. Diagrama de Causa-Efecto Desperdicio - Defectos
(Jori Bordados, 2014)
49
TIEMPOS DE ESPERA
MATERIALES MAQUINARIA MEDICIONES
METODOS DE TRABAJO
MEDIO AMBIENTE
MANO DE OBRA
Tiempos altos de preparación
Accesorios desgastados
Área de trabajo sucio
Movimientos largos
No cuentan con suficiente perchas para acomodar
los materiales
Atascamientos en bobinas
Correderas ocupadas
Desconocimiento de los tiempos de trabajo
Falta de entrenamiento al personal
Roturas de agujas
Tensión inadecuada de hilos
Área de trabajo desordenado
Desorden en los porta hilos
No hay registro de los hilos
Componentes descalibrados
Rotura de hilos
Falta de conocimiento
Agujas desgastadas
Considerable
Muy Considerable
Poco Considerable
Menos Considerable
FIGURA 4.11. Diagrama de Causa-Efecto Desperdicio –Tiempos de Espera
(Jori Bordados, 2014)

50
4.4. SELECCIÓN DE LAS HERRAMIENTAS DE MEJORA
Identificadas las causas de los desperdicios encontrados se procedió a
seleccionar las herramientas de Manufactura Esbelta que permitieron reducir
el índice de desperdicio dentro de la línea de producción de bordados.
Para la selección de las herramientas se utilizó una matriz de decisiones en
la cual se expusieron todas las causas de los problemas y soluciones que
permitieron disminuir los niveles de desperdicios.
Para la matriz de decisiones se tomó como escala de calificación de 0 a 4
donde:
0 = no aplicable,
1 = poco aplicable,
2 = medianamente aplicable,
3 = aplicable y
4 = altamente aplicable.
La Tabla 4.6 muestra los resultados de la matriz de decisiones, cabe
mencionar que la calificación dependió del criterio y punto de vista de los
principales involucrados sobre los problemas a ser mejorados.
La Matriz de Decisiones ilustrada en la Tabla 4.6 muestra las calificaciones
que recibieron cada una de las herramientas e indicó que las más
apropiadas son: la herramienta 5 “S” y herramienta TPM Mantenimiento
Productivo Total, las mismas que permitieron reducir los niveles de
desperdicios que se encontraron en la empresa.

51
TABLA 4.6. Matriz de Decisiones
(Jori Bordados, 2014)
Movimientos largos para recoger materiales 4 2 0 2 0 0 0 2
No existe registro de los hilos 3 2 0 0 1 4 0 1
Las herramientas no poseen un lugar específico 4 0 0 1 0 2 0 4
No existe suficientes perchas para colocar materiales 3 1 0 0 2 0 0 0
Desgaste de accesorios 0 0 4 0 0 0 2 0
Bobinas sucias 4 0 4 0 0 0 0 0
Componentes descalibrados 0 0 4 0 0 0 0 0
No existe mantenimientos preventivos 2 0 4 0 0 0 0 0
No posee indicadores de control 0 3 1 0 0 4 0 3
Garfio descalibrado 0 0 4 0 0 0 0 0
Falta de cultura laboral 4 3 4 4 4 4 0 4
Falta de conocimiento 2 2 0 0 0 4 0 4
Falta de entrenamiento del personal 4 2 4 4 4 0 0 4
No existen suficientes botes de basureros 4 0 0 0 0 0 0 0
Desorden en los porta hilos 4 0 2 0 0 0 0 0
Área de trabajo sucio 4 0 4 0 0 0 0 0
Falta de señalización 4 2 2 0 4 4 0 0
Mal flujo de materiales 1 4 0 3 4 2 0 3
Material deteriorado 4 4 0 0 3 0 0 0
Bordados descentrados 0 0 0 0 0 2 4 4
Área de trabajo desordenada 4 0 3 0 0 0 0 0
Producto terminado en el piso 4 0 0 0 2 4 0 0
Agujas desgastadas 0 0 4 0 0 0 0 0
Enredamiento de hilos en bobinas 0 0 4 0 0 0 2 2
Tensiones inadecuadas de los hilos 0 0 4 0 0 0 4 2
Rotura de agujas 0 0 4 0 0 0 0 0
Tiempos altos de preparación 0 4 0 4 0 0 0 4
Correderas ocupadas 4 0 0 0 0 0 0 0
TOTAL 63 29 56 18 24 30 12 37
PO
KA
YO
KE
TR
AB
AJ
O
ES
TA
ND
AR
IZA
DO
CAUSAS DE LOS PROBLEMAS
HERRAMIENTAS
5 "
S "
JIT
(J
us
to
a T
iem
po
)
TP
M
(M
an
te
nim
ien
to
Pro
du
ctiv
o T
ota
l)
SM
ED
KA
NB
AN
CO
NT
RO
L
VIS
UA
L
52
4.5. EVALUACIÓN DEL ESTADO INICIAL DE LA EMPRESA
4.5.1. EVALUACIÓN DEL ESTADO INICIAL HERRAMIENTA 5 “S” EN
LOS PROCESOS PRODUCTIVOS
Para la evaluación inicial de 5S en el área de bordados se realizó un
cuestionario, en el que se valora cada S mediante 5 ítems en los que se
analiza el artículo chequeado y una descripción del mismo.
La ponderación va en una escala de 1 a 4, donde:
1 = Malo
2 = Regular
3 = Bueno
4 = Excelente
En la Tabla 4.7 se pueden observar los datos obtenidos por cada 5S y el
puntaje total de la auditoría inicial dentro de los procesos productivos de
bordados de Jori Bordados.
Como se puede observar en la Tabla 4.8, el porcentaje de aplicación de la
herramienta 5S en el área de producción de bordado es del 47.6% que
equivale 1.9 puntos sobre 4 puntos, lo que indica que el conocimiento y
aplicación de la herramienta por parte del personal de Jori Bordados es muy
bajo no aplican la cultura de orden y limpieza en el área de bordados.
La Figura 4.12, muestra un gráfico de radar en el que indica los puntajes
obtenidos en las 5S evaluadas.

53
TABLA 4.7. Evaluación inicial de 5 “S” en área de Bordados
(Jori Bordados, 2014)
1 2
2 2
3 2
4 2
8
5 2
6 3
7 3
8 2
9 2
10 1
11 1
14
12 2
13 2
14 3
15 2
16 2
17 2
18 2
19 2
20 2
21 2
21
Puntaje
22 2
23 2
24 2
25 2
26 2
10
Puntaje
27 2 Total Pts
28 1 Clasificación 2 8
29 1 Orden 2 14
30 1 Limpieza 2,1 21
31 1 Estandarización 2 10
6 Disciplina 1,2 6
59
Un lugar para cada cosa y cada cosa en su lugar
CLASIFICACIÓN
57/124TOTAL EVALUADO TOTAL
PUNTAJE
AUDITORIA
TOTAL
5 S´s Puntaje
EVALUADOR: Omar Reyes AREA : Producción Bordados
1 = Malo 2 = Regular 3 = Bueno 4 = Excelente
47,6%
SEIRI
TOTAL
SEITON
HOJA DE AUDITORIA 5 ¨S¨FECHA : 02/10/2012
Puntaje
La gente conoce el status de accidentes en el área y las actividades de prevención?
Las primeras 3'S son mantenidas y observadas
La gente se preocupa por conocer y monitorear sus estándares ( resultados de sus áreas)
El operador conoce bien y domina sus 5's en el área de trabajo (aplicación en el área)
La materia prima esta almacenada en lugares asignados y reservados (gavetas, estanterías, racks)
El área esta libre de herramientas, repuestos y/o piezas innecesarias
En cada estación de trabajo están solo herramientas en buen estado y necesarias según la frecuencia de uso
El área esta libre de maquinaria, estantería, racks o coches que no se utilizan en el proceso
Se encuentran las áreas de trabajo libres de polvo, basura, scrap, agua, aceite
Correcta conservación y mantenimiento de paredes, techos y pisos (pintura, iluminación, tapicería, obras civiles,
carpintería, plomería, electricidad)
Se cumple con el código de colores en los tachos de basura
Las rutas de evacuación y los equipos de seguridad industrial (extintores, alarmas, rótulos, etc.) están identificados,
visibles, accesibles con fechas de inspección actualizadas
TOTAL
Mantener lo necesario
Los trabajadores tienen conocimiento de los procedimientos de seguridad e higiene
Todo el personal se involucra para la aplicación de los pasos de las 5's
Seguir mejorandoDISCIPLINA
Existen tableros de información en cada área de producción y son facilmente accesibles al personal en el área
Los documentos de centros de información, cronogramas de producción, instructivos, etc., están
publicados en buen estado.
SHITSUKE
SEIKETSU
TOTAL
Existen sitios definidos para las maquinarias y herramientas
ESTANDARIZACIÓN
ORDEN
LIMPIEZA
Señalizar anomalías
Las ventanas están limpias sin vidrios trisados o rotos
Existe una correcta señalización de maquinaria, gavetas y estanterías mediante siluta de figuras, líneas de limitación, etiquetas, etc.
La separación de desechos es con tachos limpios y adecuados, verificar que se cumple con la separación
Las máquinas NO tienen rastro de fugas (aceite, agua, químicos, etc.)
Las máquinas, equipos, racks y estanterías están limpios (polvo, grasa, etc.)
Existe un área identificada para útiles de limpieza que evite a los mismos permanecer abandonados en rincones
del área
Los pisos están secos, limpios, señalizados, libres de manchas
La iluminación en el área es la adecuada y eficaz. Están en buen estado las luminarias, interruptores, cajetines y
tomacorrientes (con las tapas correspondientes)
Están en buen estado las mesas de trabajo (limpias, sin deterioro)
Existe rótulos legibles que identifique el contenido en cada caja, gaveta o recipiente presente en el área
NO se evidencia herramientas colocadas en espacios que no coinciden a la silueta dibujada en armarios o
tableros de herramientas
Suprimir suciedad
SEISO
TOTAL
Las áreas de circulación se encuentran demarcadas y libres de obstáculos
NO se evidencia cables sueltos en techos, paredes ni pisos
Existe una buena práctica de limpieza que se ejecute antes, durante y al final de la jornada laboral

54
FIGURA 4.12. Gráfico de radar 5S
(Jori Bordados, 2014)
TABLA 4.8. Porcentaje inicial de 5 “S” en área de Bordado
(Jori Bordados, 2014)
4.5.2. EVALUACIÓN INICIAL DE MANTENIMIENTO PRODUCTIVO TOTAL
(TPM)
Para la evaluación inicial de mantenimiento productivo total de las
maquinarias se realizó una lista con los principales puntos a tener en cuenta
para mejorar el mantenimiento de las máquinas como se muestra en la
Tabla 4.9. Esta lista permite conocer si el operador está capacitado para
realizar un mantenimiento autónomo, si existe un mantenimiento planificado,
si se realiza mantenimiento preventivo.
Como se evidencia en la Tabla 4.9, entre los principales puntos de
evaluación solamente existe un 37 % de conocimiento de mantenimiento de
maquinaria, se puede observar que no existe un plan maestro de
4
4
4 4
4 2,00
2,00
2,1 2
1,2 0
1
2
3
4Clasificación
Orden
LimpiezaEstandarización
Disciplina
HERRAMIENTA PUNTAJE PORCENTAJE PUNTAJE
Clasificación 2 50%
Orden 2 50%
Limpieza 2,1 53%
Estandarización 2 50%
Disciplina 1,2 30%
TOTAL 9,3 47%
1,9
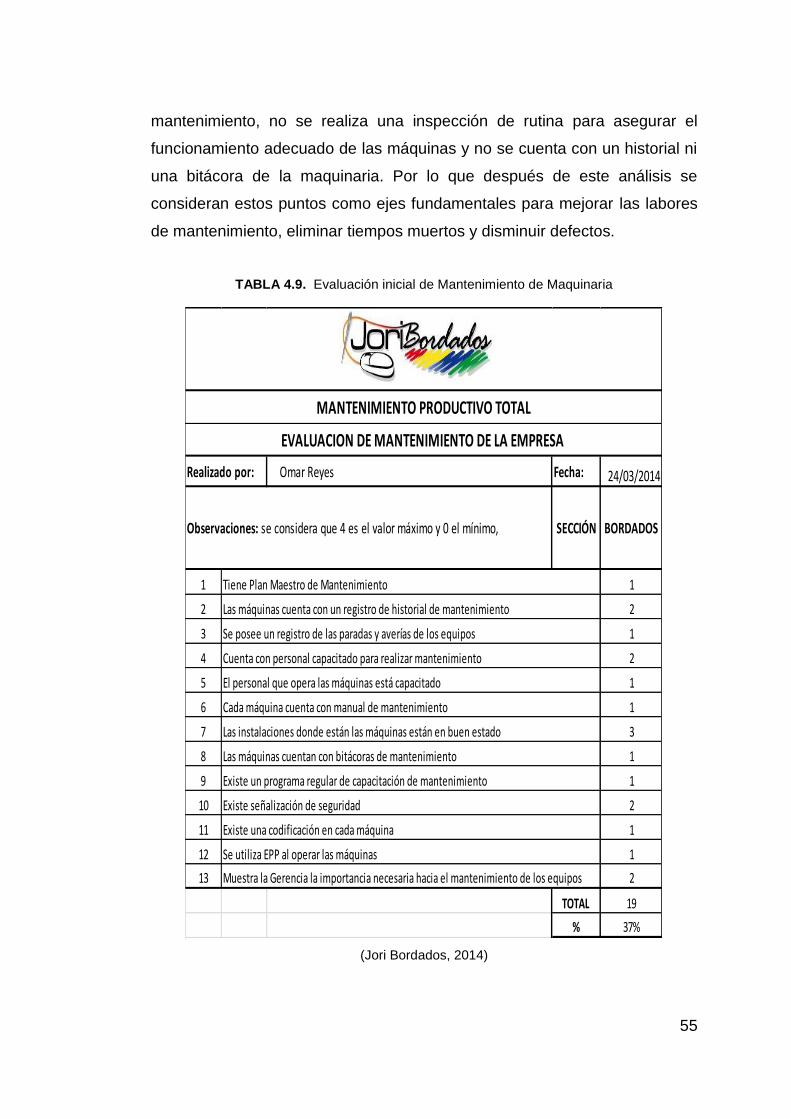
55
mantenimiento, no se realiza una inspección de rutina para asegurar el
funcionamiento adecuado de las máquinas y no se cuenta con un historial ni
una bitácora de la maquinaria. Por lo que después de este análisis se
consideran estos puntos como ejes fundamentales para mejorar las labores
de mantenimiento, eliminar tiempos muertos y disminuir defectos.
TABLA 4.9. Evaluación inicial de Mantenimiento de Maquinaria
(Jori Bordados, 2014)
Omar Reyes Fecha: 24/03/2014
1 1
2 2
3 1
4 2
5 1
6 1
7 3
8 1
9 1
10 2
11 1
12 1
13 2
TOTAL 19
% 37%
Muestra la Gerencia la importancia necesaria hacia el mantenimiento de los equipos
Se utiliza EPP al operar las máquinas
Las máquinas cuentan con bitácoras de mantenimiento
Las máquinas cuenta con un registro de historial de mantenimiento
Se posee un registro de las paradas y averías de los equipos
Cuenta con personal capacitado para realizar mantenimiento
El personal que opera las máquinas está capacitado
Cada máquina cuenta con manual de mantenimiento
Las instalaciones donde están las máquinas están en buen estado
Existe una codificación en cada máquina
Existe señalización de seguridad
Existe un programa regular de capacitación de mantenimiento
MANTENIMIENTO PRODUCTIVO TOTAL
EVALUACION DE MANTENIMIENTO DE LA EMPRESA
Observaciones: se considera que 4 es el valor máximo y 0 el mínimo, SECCIÓN BORDADOS
Realizado por:
Tiene Plan Maestro de Mantenimiento

56
4.5.3. EVALUACIÓN INICIAL DEL OEE
Para evaluar este indicador se tomó en cuenta que si se tiene un OEE del
75%, significa que de cada 100 piezas buenas que la máquina podía haber
fabricado, sólo se han producido 75.
Para realizar el cálculo del OEE se presenta un ejemplo para el 01 de marzo
del 2014 como se muestra en las Fórmulas 2.1, 2.3, 2.6, 2.7.
[2.3]
[2.6]
ó
ó [2.2]
[2.1]
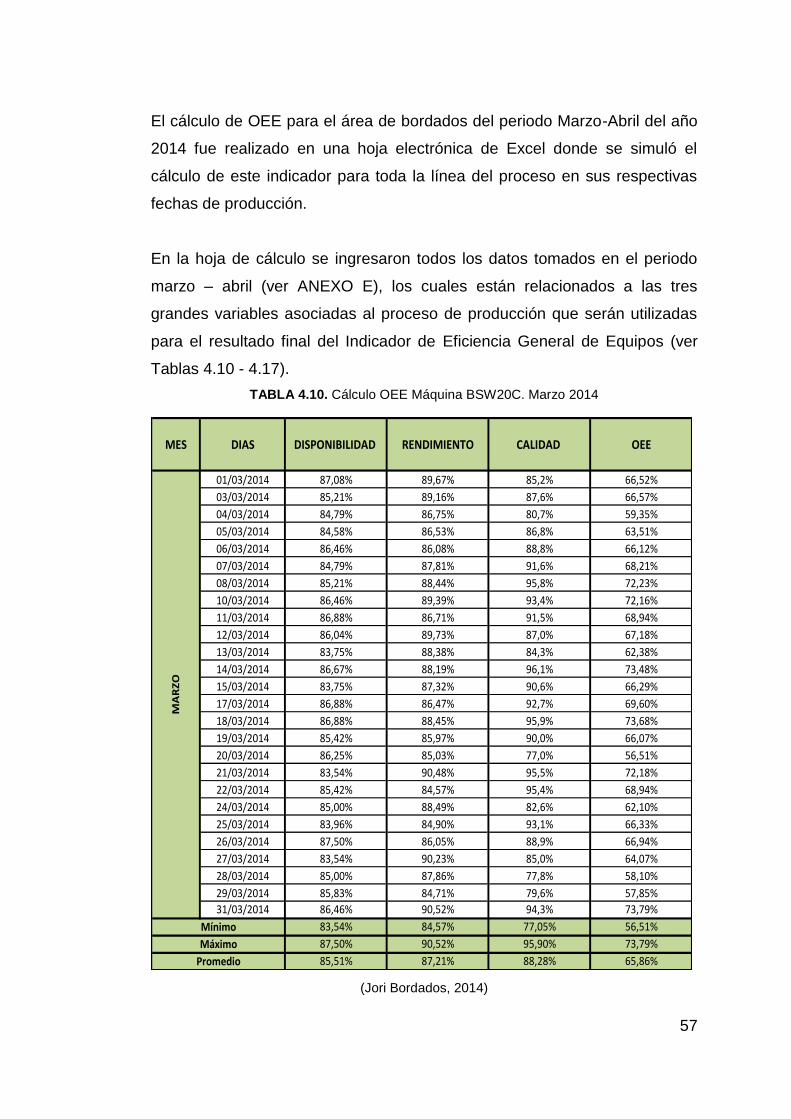
57
El cálculo de OEE para el área de bordados del periodo Marzo-Abril del año
2014 fue realizado en una hoja electrónica de Excel donde se simuló el
cálculo de este indicador para toda la línea del proceso en sus respectivas
fechas de producción.
En la hoja de cálculo se ingresaron todos los datos tomados en el periodo
marzo – abril (ver ANEXO E), los cuales están relacionados a las tres
grandes variables asociadas al proceso de producción que serán utilizadas
para el resultado final del Indicador de Eficiencia General de Equipos (ver
Tablas 4.10 - 4.17).
TABLA 4.10. Cálculo OEE Máquina BSW20C. Marzo 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/03/2014 87,08% 89,67% 85,2% 66,52%
03/03/2014 85,21% 89,16% 87,6% 66,57%
04/03/2014 84,79% 86,75% 80,7% 59,35%
05/03/2014 84,58% 86,53% 86,8% 63,51%
06/03/2014 86,46% 86,08% 88,8% 66,12%
07/03/2014 84,79% 87,81% 91,6% 68,21%
08/03/2014 85,21% 88,44% 95,8% 72,23%
10/03/2014 86,46% 89,39% 93,4% 72,16%
11/03/2014 86,88% 86,71% 91,5% 68,94%
12/03/2014 86,04% 89,73% 87,0% 67,18%
13/03/2014 83,75% 88,38% 84,3% 62,38%
14/03/2014 86,67% 88,19% 96,1% 73,48%
15/03/2014 83,75% 87,32% 90,6% 66,29%
17/03/2014 86,88% 86,47% 92,7% 69,60%
18/03/2014 86,88% 88,45% 95,9% 73,68%
19/03/2014 85,42% 85,97% 90,0% 66,07%
20/03/2014 86,25% 85,03% 77,0% 56,51%
21/03/2014 83,54% 90,48% 95,5% 72,18%
22/03/2014 85,42% 84,57% 95,4% 68,94%
24/03/2014 85,00% 88,49% 82,6% 62,10%
25/03/2014 83,96% 84,90% 93,1% 66,33%
26/03/2014 87,50% 86,05% 88,9% 66,94%
27/03/2014 83,54% 90,23% 85,0% 64,07%
28/03/2014 85,00% 87,86% 77,8% 58,10%
29/03/2014 85,83% 84,71% 79,6% 57,85%
31/03/2014 86,46% 90,52% 94,3% 73,79%
83,54% 84,57% 77,05% 56,51%
87,50% 90,52% 95,90% 73,79%
85,51% 87,21% 88,28% 65,86%
Mínimo
Máximo
Promedio
MA
RZ
O

58
TABLA 4.11. Cálculo OEE Máquina BSW20C. Abril 2014
(Jori Bordados, 2014)
MES DIA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/04/2014 83,75% 95,18% 84,65% 67,48%
02/04/2014 83,75% 95,55% 91,23% 73,01%
03/04/2014 84,58% 95,43% 83,38% 67,30%
04/04/2014 83,75% 95,31% 90,84% 72,51%
05/04/2014 83,75% 95,16% 88,01% 70,15%
07/04/2014 83,75% 95,30% 89,15% 71,15%
08/04/2014 84,79% 95,25% 86,15% 69,58%
09/04/2014 84,38% 95,21% 85,59% 68,75%
10/04/2014 85,63% 95,11% 91,01% 74,12%
11/04/2014 86,25% 95,19% 83,03% 68,17%
12/04/2014 85,21% 95,22% 87,23% 70,77%
14/04/2014 84,79% 95,56% 90,45% 73,29%
15/04/2014 86,04% 95,54% 86,08% 70,76%
16/04/2014 84,17% 95,39% 86,06% 69,09%
17/04/2014 83,75% 95,53% 86,87% 69,50%
18/04/2014 86,04% 95,35% 87,84% 72,07%
19/04/2014 83,75% 95,56% 87,87% 70,32%
21/04/2014 85,63% 95,18% 89,00% 72,54%
22/04/2014 83,75% 95,54% 87,53% 70,04%
23/04/2014 86,25% 95,49% 87,02% 71,67%
24/04/2014 85,21% 95,50% 91,57% 74,51%
25/04/2014 85,83% 95,40% 85,65% 70,14%
26/04/2014 85,21% 95,44% 89,88% 73,09%
28/04/2014 83,75% 95,28% 85,81% 68,47%
29/04/2014 84,79% 95,58% 85,51% 69,30%
30/04/2014 85,42% 95,41% 91,39% 74,48%
83,75% 95,11% 83,03% 67,30%
86,25% 95,58% 91,57% 74,51%
84,77% 95,37% 87,65% 70,86%
AB
RIL
Mínimo
Máximo
Promedio

59
TABLA 4.12. Cálculo OEE Máquina BSW8C. Marzo 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/03/2014 86,04% 92,66% 83,4% 66,47%
03/03/2014 88,54% 93,57% 79,3% 65,66%
04/03/2014 86,46% 92,57% 84,0% 67,24%
05/03/2014 90,21% 87,62% 75,4% 59,58%
06/03/2014 92,92% 87,67% 78,6% 64,00%
07/03/2014 87,29% 91,86% 90,7% 72,74%
08/03/2014 92,29% 90,25% 86,7% 72,22%
10/03/2014 92,29% 93,06% 90,5% 77,70%
11/03/2014 91,04% 88,82% 87,5% 70,73%
12/03/2014 92,71% 88,14% 81,3% 66,44%
13/03/2014 92,50% 91,28% 76,2% 64,33%
14/03/2014 87,50% 89,66% 80,8% 63,43%
15/03/2014 90,42% 91,30% 75,4% 62,27%
17/03/2014 87,71% 92,76% 79,2% 64,45%
18/03/2014 84,17% 93,52% 74,1% 58,36%
19/03/2014 86,04% 93,20% 86,3% 69,19%
20/03/2014 92,71% 90,07% 86,4% 72,15%
21/03/2014 88,54% 87,06% 80,1% 61,77%
22/03/2014 90,63% 86,76% 79,4% 62,47%
24/03/2014 93,13% 87,59% 81,5% 66,45%
25/03/2014 85,83% 90,94% 85,4% 66,64%
26/03/2014 93,54% 88,50% 82,0% 67,85%
27/03/2014 93,13% 89,17% 80,6% 66,93%
28/03/2014 83,33% 91,57% 72,7% 55,50%
29/03/2014 93,75% 91,85% 77,9% 67,12%
31/03/2014 83,33% 87,95% 78,2% 57,31%
83,33% 86,76% 72,74% 55,50%
93,75% 93,52% 86,41% 72,15%
89,46% 90,07% 80,30% 64,32%
Mínimo
Máximo
Promedio
MA
RZ
O

60
TABLA 4.13. Cálculo OEE Máquina BSW8C. Abril 2014
(Jori Bordados, 2014)
MES DIA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/04/2014 91,04% 93,69% 85,17% 72,64%
02/04/2014 96,25% 92,48% 91,39% 81,34%
03/04/2014 92,29% 91,20% 62,89% 52,94%
04/04/2014 91,88% 92,50% 79,86% 67,87%
05/04/2014 87,71% 91,31% 73,35% 58,74%
07/04/2014 91,46% 91,89% 76,00% 63,87%
08/04/2014 93,13% 92,86% 69,70% 60,27%
09/04/2014 93,75% 92,62% 68,39% 59,38%
10/04/2014 93,33% 90,96% 79,93% 67,86%
11/04/2014 87,50% 90,22% 64,18% 50,66%
12/04/2014 87,71% 93,78% 74,05% 60,91%
14/04/2014 95,63% 92,57% 78,20% 69,22%
15/04/2014 95,42% 93,81% 68,63% 61,43%
16/04/2014 90,42% 90,39% 67,44% 55,12%
17/04/2014 97,92% 91,59% 69,71% 62,51%
18/04/2014 91,67% 93,37% 72,54% 62,08%
19/04/2014 97,08% 91,80% 72,07% 64,23%
21/04/2014 87,92% 93,57% 70,80% 58,24%
22/04/2014 87,71% 91,89% 66,15% 53,32%
23/04/2014 96,04% 91,15% 64,49% 56,46%
24/04/2014 90,83% 90,78% 76,85% 63,36%
25/04/2014 92,08% 92,12% 61,21% 51,92%
26/04/2014 93,96% 92,38% 72,70% 63,10%
28/04/2014 90,42% 93,01% 62,03% 52,17%
29/04/2014 87,71% 90,84% 60,20% 47,96%
30/04/2014 93,75% 92,76% 76,89% 66,87%
87,50% 90,22% 60,20% 47,96%
97,92% 93,81% 91,39% 81,34%
92,10% 92,14% 71,72% 60,94%
Mínimo
Máximo
Promedio
AB
RIL
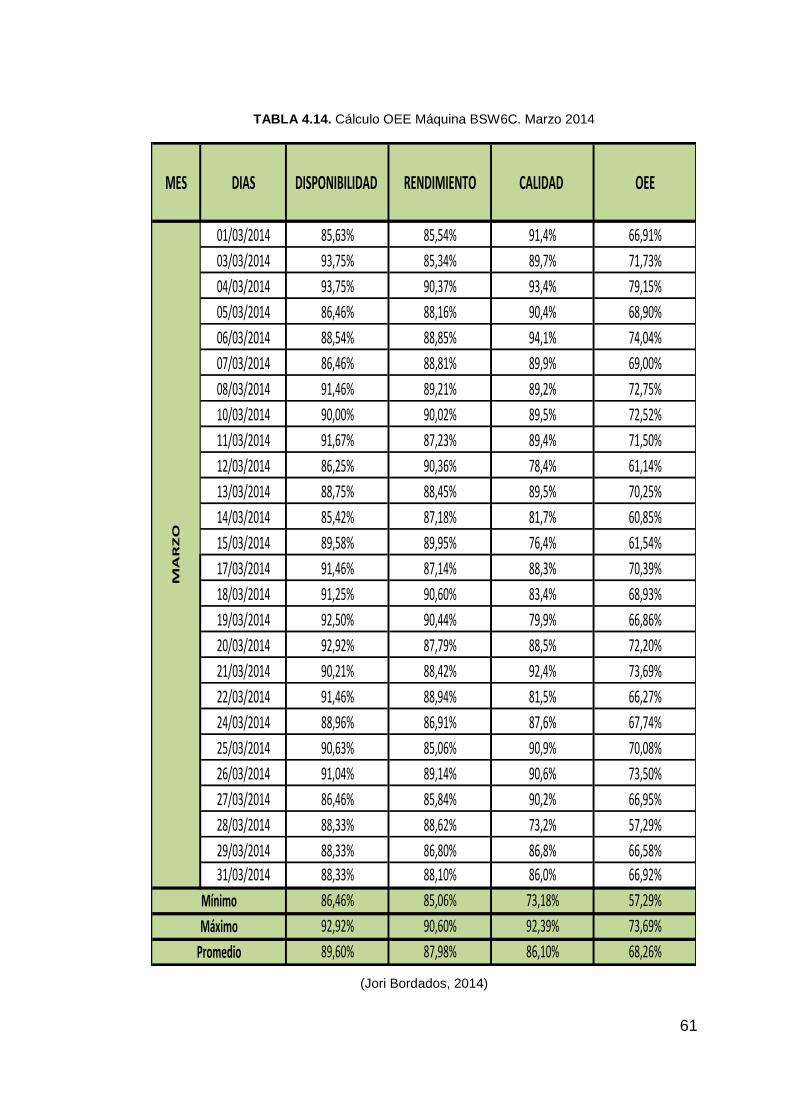
61
TABLA 4.14. Cálculo OEE Máquina BSW6C. Marzo 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/03/2014 85,63% 85,54% 91,4% 66,91%
03/03/2014 93,75% 85,34% 89,7% 71,73%
04/03/2014 93,75% 90,37% 93,4% 79,15%
05/03/2014 86,46% 88,16% 90,4% 68,90%
06/03/2014 88,54% 88,85% 94,1% 74,04%
07/03/2014 86,46% 88,81% 89,9% 69,00%
08/03/2014 91,46% 89,21% 89,2% 72,75%
10/03/2014 90,00% 90,02% 89,5% 72,52%
11/03/2014 91,67% 87,23% 89,4% 71,50%
12/03/2014 86,25% 90,36% 78,4% 61,14%
13/03/2014 88,75% 88,45% 89,5% 70,25%
14/03/2014 85,42% 87,18% 81,7% 60,85%
15/03/2014 89,58% 89,95% 76,4% 61,54%
17/03/2014 91,46% 87,14% 88,3% 70,39%
18/03/2014 91,25% 90,60% 83,4% 68,93%
19/03/2014 92,50% 90,44% 79,9% 66,86%
20/03/2014 92,92% 87,79% 88,5% 72,20%
21/03/2014 90,21% 88,42% 92,4% 73,69%
22/03/2014 91,46% 88,94% 81,5% 66,27%
24/03/2014 88,96% 86,91% 87,6% 67,74%
25/03/2014 90,63% 85,06% 90,9% 70,08%
26/03/2014 91,04% 89,14% 90,6% 73,50%
27/03/2014 86,46% 85,84% 90,2% 66,95%
28/03/2014 88,33% 88,62% 73,2% 57,29%
29/03/2014 88,33% 86,80% 86,8% 66,58%
31/03/2014 88,33% 88,10% 86,0% 66,92%
86,46% 85,06% 73,18% 57,29%
92,92% 90,60% 92,39% 73,69%
89,60% 87,98% 86,10% 68,26%
Mínimo
Máximo
Promedio
MA
RZ
O

62
TABLA 4.15. Cálculo OEE Máquina BSW6C. Abril 2014
(Jori Bordados, 2014)
MES DIA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/04/2014 86,88% 86,86% 94,08% 71,00%
02/04/2014 92,29% 85,28% 92,97% 73,18%
03/04/2014 92,29% 87,15% 86,77% 69,80%
04/04/2014 90,42% 90,03% 70,66% 57,52%
05/04/2014 86,25% 84,85% 85,85% 62,83%
07/04/2014 90,83% 90,48% 72,40% 59,50%
08/04/2014 88,33% 87,48% 79,68% 61,57%
09/04/2014 85,63% 90,60% 90,99% 70,58%
10/04/2014 92,29% 88,28% 83,13% 67,73%
11/04/2014 88,75% 86,50% 89,45% 68,67%
12/04/2014 93,13% 87,36% 84,61% 68,83%
14/04/2014 89,17% 86,95% 85,95% 66,64%
15/04/2014 93,33% 88,02% 84,31% 69,26%
16/04/2014 93,33% 88,88% 74,31% 61,64%
17/04/2014 87,29% 89,65% 83,42% 65,28%
18/04/2014 91,67% 88,41% 79,58% 64,49%
19/04/2014 93,33% 88,12% 89,76% 73,82%
21/04/2014 91,46% 87,61% 71,52% 57,31%
22/04/2014 86,25% 86,15% 74,73% 55,53%
23/04/2014 85,42% 87,98% 77,07% 57,92%
24/04/2014 91,46% 84,98% 66,88% 51,98%
25/04/2014 90,63% 87,50% 73,91% 58,61%
26/04/2014 87,92% 88,51% 79,00% 61,48%
28/04/2014 90,63% 87,41% 76,31% 60,45%
29/04/2014 92,08% 88,03% 69,84% 56,61%
30/04/2014 89,38% 88,45% 68,78% 54,38%
85,42% 84,85% 66,88% 51,98%
93,33% 90,60% 94,08% 73,82%
90,02% 87,75% 80,23% 63,33%
AB
RIL
Mínimo
Máximo
Promedio

63
TABLA 4.16. Cálculo OEE Máquina BTJ8C. Marzo 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/03/2014 93,75% 86,51% 75,2% 60,96%
03/03/2014 92,29% 84,45% 83,2% 64,87%
04/03/2014 91,67% 83,29% 83,0% 63,38%
05/03/2014 88,96% 86,84% 72,8% 56,26%
06/03/2014 89,79% 87,06% 80,1% 62,64%
07/03/2014 91,46% 84,73% 78,3% 60,71%
08/03/2014 89,79% 82,82% 71,5% 53,19%
10/03/2014 92,71% 84,39% 78,9% 61,71%
11/03/2014 92,71% 83,46% 78,6% 60,85%
12/03/2014 93,13% 86,74% 77,0% 62,22%
13/03/2014 93,75% 82,53% 77,8% 60,17%
14/03/2014 91,46% 84,19% 81,9% 63,10%
15/03/2014 92,50% 83,69% 82,3% 63,69%
17/03/2014 92,08% 86,13% 81,3% 64,48%
18/03/2014 89,38% 85,99% 86,7% 66,62%
19/03/2014 91,04% 82,55% 80,5% 60,50%
20/03/2014 93,13% 85,01% 79,1% 62,59%
21/03/2014 89,58% 86,44% 81,9% 63,39%
22/03/2014 93,13% 87,84% 83,7% 68,44%
24/03/2014 92,29% 88,26% 85,4% 69,54%
25/03/2014 90,42% 83,87% 78,3% 59,40%
26/03/2014 87,71% 83,65% 78,3% 57,42%
27/03/2014 90,42% 85,13% 84,3% 64,86%
28/03/2014 90,00% 87,94% 77,2% 61,07%
29/03/2014 89,17% 84,14% 81,8% 61,38%
31/03/2014 87,92% 87,09% 75,8% 58,06%
87,71% 82,55% 75,83% 57,42%
93,13% 88,26% 86,69% 69,54%
91,16% 85,70% 81,08% 62,90%
Mínimo
Máximo
Promedio
MA
RZ
O
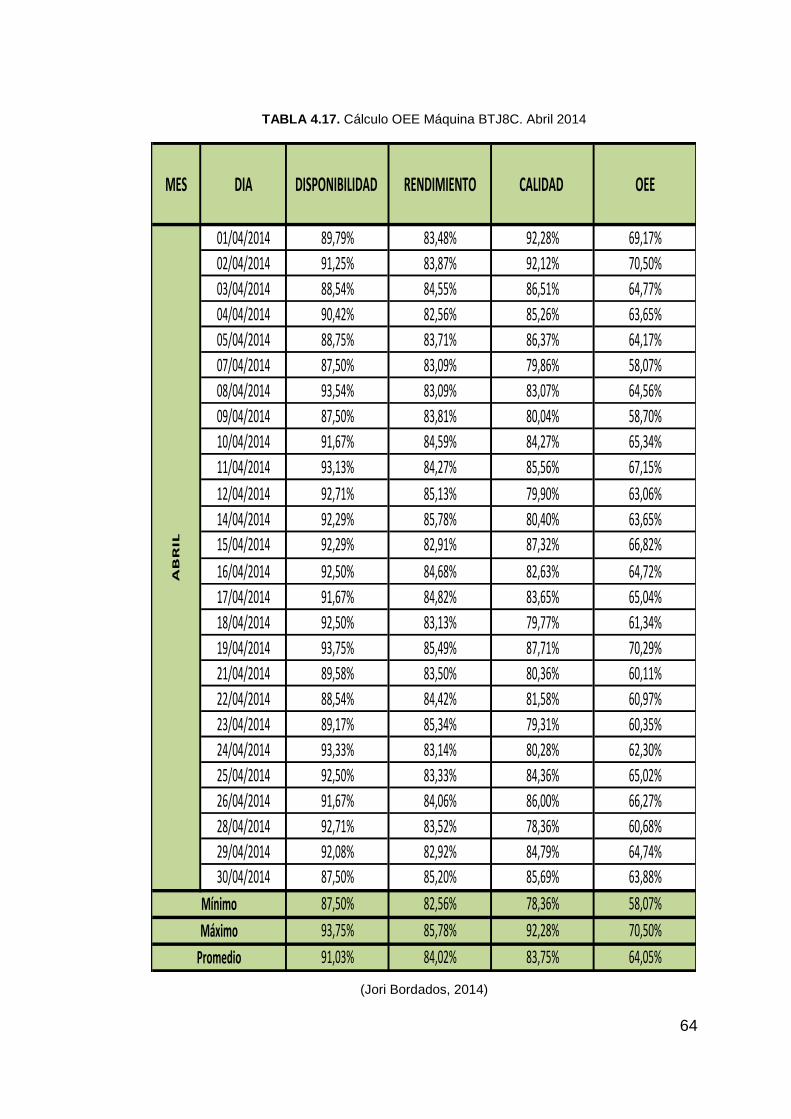
64
TABLA 4.17. Cálculo OEE Máquina BTJ8C. Abril 2014
(Jori Bordados, 2014)
MES DIA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
01/04/2014 89,79% 83,48% 92,28% 69,17%
02/04/2014 91,25% 83,87% 92,12% 70,50%
03/04/2014 88,54% 84,55% 86,51% 64,77%
04/04/2014 90,42% 82,56% 85,26% 63,65%
05/04/2014 88,75% 83,71% 86,37% 64,17%
07/04/2014 87,50% 83,09% 79,86% 58,07%
08/04/2014 93,54% 83,09% 83,07% 64,56%
09/04/2014 87,50% 83,81% 80,04% 58,70%
10/04/2014 91,67% 84,59% 84,27% 65,34%
11/04/2014 93,13% 84,27% 85,56% 67,15%
12/04/2014 92,71% 85,13% 79,90% 63,06%
14/04/2014 92,29% 85,78% 80,40% 63,65%
15/04/2014 92,29% 82,91% 87,32% 66,82%
16/04/2014 92,50% 84,68% 82,63% 64,72%
17/04/2014 91,67% 84,82% 83,65% 65,04%
18/04/2014 92,50% 83,13% 79,77% 61,34%
19/04/2014 93,75% 85,49% 87,71% 70,29%
21/04/2014 89,58% 83,50% 80,36% 60,11%
22/04/2014 88,54% 84,42% 81,58% 60,97%
23/04/2014 89,17% 85,34% 79,31% 60,35%
24/04/2014 93,33% 83,14% 80,28% 62,30%
25/04/2014 92,50% 83,33% 84,36% 65,02%
26/04/2014 91,67% 84,06% 86,00% 66,27%
28/04/2014 92,71% 83,52% 78,36% 60,68%
29/04/2014 92,08% 82,92% 84,79% 64,74%
30/04/2014 87,50% 85,20% 85,69% 63,88%
87,50% 82,56% 78,36% 58,07%
93,75% 85,78% 92,28% 70,50%
91,03% 84,02% 83,75% 64,05%
AB
RIL
Mínimo
Máximo
Promedio

65
Una vez realizado los respectivos cálculos del OEE de las máquinas
bordadoras del periodo mar – abr del 2014 se procedió a sacar el promedio
de todos los cálculos de OEE obtenidos (ver Tabla 4.18).
TABLA 4.18. OEE Promedio Marzo - Abril 2014
(Jori Bordados, 2014)
El valor promedio del OEE (Eficiencia General de los Equipos) obtenido en el
área de bordados es del 65.07%, por lo que basándose en la clasificación
del OEE, indica que está en el rango de 65% - 75%, calificando como
Empresa Regular con baja competitividad. Por tal razón se comenzó un
proceso de mejora para subir estos niveles a través de las herramientas de
Manufactura Esbelta, aplicadas en el área de bordados.
4.6. IMPLEMENTACIÓN DE HERRAMIENTAS DE
MANUFACTURA ESBELTA
4.6.1. IMPLEMENTACIÓN HERRAMIENTA 5 S
Inicialmente se hizo una capacitación a los empleados del área de bordados,
en la que se les informó sobre la herramienta que se quería implementar en
su área de trabajo, se les explicó el significado de las 5S´s y como se podía
aplicar esta metodología para garantizar un mejor ambiente de trabajo.
MES MÁQUINA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
BSW20C 85,51% 87,21% 88,28% 65,86%
BSW8C 89,46% 90,07% 80,30% 64,32%
BSW6C 89,60% 87,98% 86,10% 68,26%
BTJ8C 91,16% 85,70% 81,08% 62,90%
BSW20C 84,77% 95,37% 87,65% 70,86%
BSW8C 92,10% 92,14% 71,72% 60,94%
BSW6C 90,02% 87,75% 80,23% 63,33%
BTJ8C 91,03% 84,02% 83,75% 64,05%
89,21% 88,78% 82,39% 65,07%
MARZO
ABRIL
PROMEDIO TOTAL

66
4.6.1.1. Aplicación de la primera “s”: Clasificar
Una vez capacitados los miembros de la empresa se procedió a identificar
los elementos innecesarios, el tipo de desecho que existe dentro del área de
trabajo mediante la asignación del formato de la tarjeta roja. A continuación
se pueden observar algunas fotografías de elementos innecesarios
encontrados en el área de bordados Figura 4.13.
FIGURA 4.13. Fotografías Tarjeta Roja
(Jori Bordados, 2014)
Una vez identificados los objetos innecesarios se procedió a evaluar en base
a la Tabla 3.1 que facilita la clasificación y la acción que se debe de tomar
con estos objetos.
4.6.1.2. Aplicación de la segunda “s”: Orden
Una vez clasificados los objetos del área de bordados se procedió con la
siguiente etapa que es ordenar, en la que se realizó una lista de materiales y
AREA DE BORDADO

67
herramientas a ordenar en el área de bordados, posteriormente de definió el
tipo de mobiliario donde se guardarán los materiales, herramientas y demás
objetos, en el mobiliario se definió un nombre, para cada material,
herramienta y objeto. Se decidió dónde y cómo guardar los objetos tomando
en cuenta la frecuencia de su uso (ver Figura 4.14).
FIGURA 4.14. Fotografías 2da S Orden
(Jori Bordados, 2014)
4.6.1.3. Aplicación de la tercera “s”: Limpiar
Para la aplicación de esta etapa se programorón las horas en las que se
debe cumplir dicho paso, por lo que debe ser diaria la selección de
materiales, el orden y la limpieza de las áreas de trabajo, la verificación se
lleva a cabo en los horarios convenientes y pertinentes para la empresa, así
como para el área que requiere la aplicación (ver Tabla 4.19).
Para realizar la limpieza se explicó al personal que limpiar no se trata sólo de
barrer el piso, sino que significa eliminar el polvo y suciedad e inspeccionar
el equipo durante el proceso de limpieza, para identificar problemas de
escapes, averías, fallos o cualquier tipo de fugas.
AREA DE BORDADO
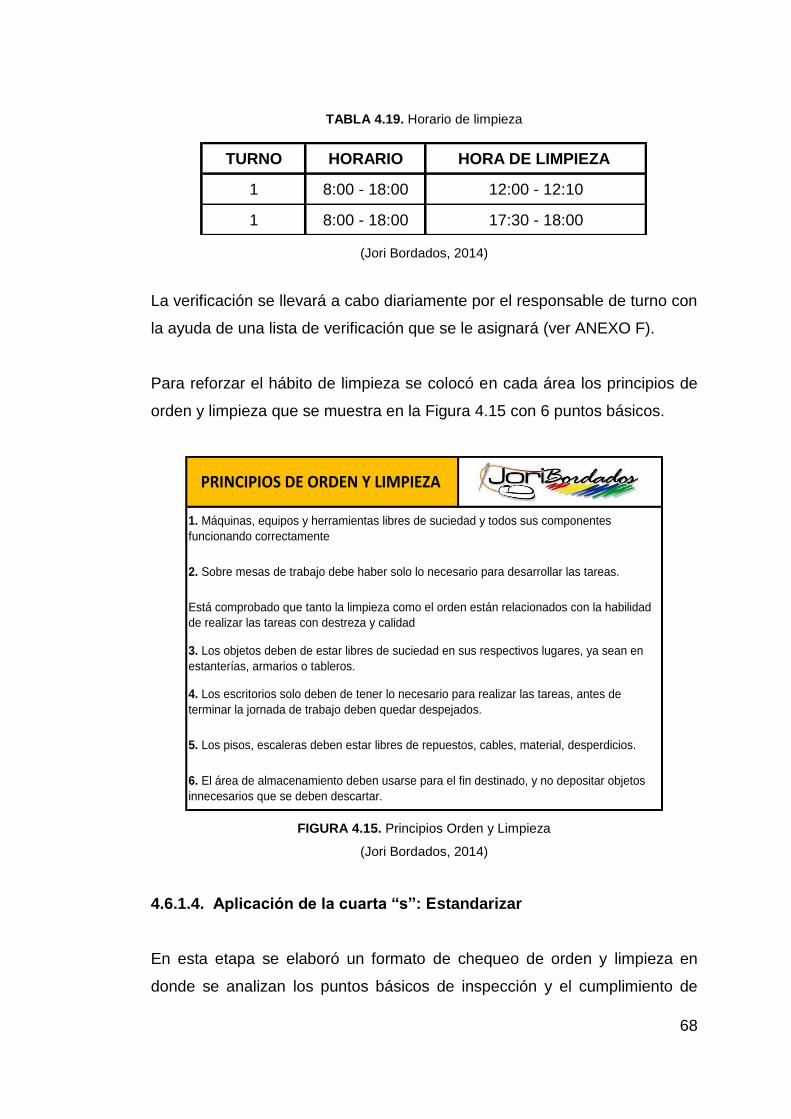
68
TABLA 4.19. Horario de limpieza
(Jori Bordados, 2014)
La verificación se llevará a cabo diariamente por el responsable de turno con
la ayuda de una lista de verificación que se le asignará (ver ANEXO F).
Para reforzar el hábito de limpieza se colocó en cada área los principios de
orden y limpieza que se muestra en la Figura 4.15 con 6 puntos básicos.
FIGURA 4.15. Principios Orden y Limpieza
(Jori Bordados, 2014)
4.6.1.4. Aplicación de la cuarta “s”: Estandarizar
En esta etapa se elaboró un formato de chequeo de orden y limpieza en
donde se analizan los puntos básicos de inspección y el cumplimiento de
TURNO HORARIO HORA DE LIMPIEZA
1 8:00 - 18:00 12:00 - 12:10
1 8:00 - 18:00 17:30 - 18:00
6. El área de almacenamiento deben usarse para el fin destinado, y no depositar objetos
innecesarios que se deben descartar.
PRINCIPIOS DE ORDEN Y LIMPIEZA
1. Máquinas, equipos y herramientas libres de suciedad y todos sus componentes
funcionando correctamente
2. Sobre mesas de trabajo debe haber solo lo necesario para desarrollar las tareas.
Está comprobado que tanto la limpieza como el orden están relacionados con la habilidad
de realizar las tareas con destreza y calidad
3. Los objetos deben de estar libres de suciedad en sus respectivos lugares, ya sean en
estanterías, armarios o tableros.
4. Los escritorios solo deben de tener lo necesario para realizar las tareas, antes de
terminar la jornada de trabajo deben quedar despejados.
5. Los pisos, escaleras deben estar libres de repuestos, cables, material, desperdicios.

69
responsabilidades asignadas. Esta actividad será registrada cualquier día de
la semana, con esto se mantiene un control de las actividades que se deben
realizar y evitar que por descuido se pase por alto, este formato se indica en
la Tabla 4.20.
TABLA 4.20. Lista de chequeo de orden y limpieza
(Jori Bordados, 2014)
1
2
3
4
16/16
5
6
7
8
9
10
11
28/28
12
13
14
15
16
17
18
19
20
21
40/40
Puntaje
22
23
24
25
26
20/20
Puntaje
27
28
29
30
31
20/20TOTAL
TOTAL EVALUADO 124/124
HOJA DE AUDITORIA 5 ¨S¨
TOTAL
DISCIPLINA Seguir mejorando
SHITSUKE
Los trabajadores tienen conocimiento de los procedimientos de seguridad e higiene
Todo el personal se involucra para la aplicación de los pasos de las 5's
La gente se preocupa por conocer y monitorear sus estándares ( resultados de sus áreas)
El operador conoce bien y domina sus 5's en el área de trabajo (aplicación en el área)
La gente conoce el status de accidentes en el área y las actividades de prevención?
La separación de desechos es con tachos limpios y adecuados, verificar que se cumple con la separación
TOTAL
ESTANDARIZACIÓN Señalizar anomalías
SEIKETSU
Existen tableros de información en cada área de producción y son facilmente accesibles al personal en el áreaLos documentos de centros de información, cronogramas de producción, instructivos, etc., están
publicados en buen estado.
Las primeras 3'S son mantenidas y observadas
Existe una buena práctica de limpieza que se ejecute antes, durante y al final de la jornada laboral
Existen sitios definidos para las maquinarias y herramientas
SEISO
Se encuentran las áreas de trabajo libres de polvo, basura, scrap, agua, aceite
Correcta conservación y mantenimiento de paredes, techos y pisos (pintura, iluminación, tapicería, obras civiles,
carpintería, plomería, electricidad)
Las máquinas NO tienen rastro de fugas (aceite, agua, químicos, etc.)
Las máquinas, equipos, racks y estanterías están limpios (polvo, grasa, etc.)
Existe un área identificada para útiles de limpieza que evite a los mismos permanecer abandonados en rincones
del área
Los pisos están secos, limpios, señalizados, libres de manchas
La iluminación en el área es la adecuada y eficaz. Están en buen estado las luminarias, interruptores, cajetines y
tomacorrientes (con las tapas correspondientes)
Están en buen estado las mesas de trabajo (limpias, sin deterioro)
Las ventanas están limpias sin vidrios trisados o rotos
Se cumple con el código de colores en los tachos de basura
Las rutas de evacuación y los equipos de seguridad industrial (extintores, alarmas, rótulos, etc.) están identificados,
visibles, accesibles con fechas de inspección actualizadas
Las áreas de circulación se encuentran demarcadas y libres de obstáculos
NO se evidencia cables sueltos en techos, paredes ni pisos
Existe rótulos legibles que identifique el contenido en cada caja, gaveta o recipiente presente en el área
NO se evidencia herramientas colocadas en espacios que no coinciden a la silueta dibujada en armarios o
tableros de herramientas
TOTAL
LIMPIEZA Suprimir suciedad
La materia prima esta almacenada en lugares asignados y reservados (gavetas, estanterías, racks)
El área esta libre de herramientas, repuestos y/o piezas innecesarias
En cada estación de trabajo están solo herramientas en buen estado y necesarias según la frecuencia de uso
El área esta libre de maquinaria, estantería, racks o coches que no se utilizan en el proceso
TOTAL
ORDEN Un lugar para cada cosa y cada cosa en su lugar
SEITON
Existe una correcta señalización de maquinaria, gavetas y estanterías mediante siluta de figuras, líneas de limitación, etiquetas,
etc.
EVALUADOR: AREA : FECHA :
Puntaje1 = Malo 2 = Regular 3 = Bueno 4 = Excelente
CLASIFICACIÓN Mantener lo necesario
SEIRI

70
Con esta lista de chequeo de orden y limpieza, se podrá calificar el área de
bordados tomando como calificación como bueno, regular o malo y al final
del mes evidenciar si se ha mejorado o no. Esta calificación se colocará en
el tablero de resultados de evaluación mutua que se muestra en la Tabla
4.21 y al final del mes se mostrará la calificación total obtenida en cada área
y se podrá realizar las acciones correctivas.
TABLA 4.21. Tablero de resultados de evaluación mutua
(Cruelles, 2009)
4.6.1.5. Aplicación de la quinta “s”: Disciplina
Con respecta a la disciplina se empezó a fomentar una cultura de apego a
los lineamientos del departamento, consiguiendo que el personal se
encuentre motivado y participativo, esto se logró mediante la publicación de
los resultados alcanzados por los empleados. También se realizaron
reuniones de refuerzo de conocimientos donde los mismos trabajadores
explicaron a sus compañeros los beneficios obtenidos.
4.6.2. IMPLEMENTACION SEGUNDA HERRAMIENTA MANTENIMIENTO
PRODUCTIVO TOTAL (TPM)
Conocido el análisis de la empresa y la maquinaría se llegó a la conclusión
de que es necesario realizar un mantenimiento preventivo por lo cual se
procedió a realizar el plan maestro de mantenimiento para la línea de
ETAPAS Sem. 1 Sem. 2 Sem. 3 Sem. 4 TOTAL MES
CLASIFICAR
ORDENAR
BUENO 4 -3,1 PTS LIMPIEZA
REGULAR 3 - 2,1 PTS ESTANDARIZACIÓN
MALO 2 - 0 PTS DISCIPLINA
TABLERO DE RESULTADOS DE EVALUACIÓN 5 S
CALIFICACION
MES:

71
bordados, en el que se ponen énfasis los Pilares del Programa de
Mantenimiento Productivo Total.
4.6.2.1. Declaración por parte de la Gerencia de la introducción del
TPM.
Para que la Alta Gerencia acepte y dé apertura a la implementación de la
herramienta, se tuvo una reunión en la empresa donde se dio a conocer la
importancia y los beneficios que puede traer la filosofía TPM.
4.6.2.2. Campaña de Educación Introductorias
Se realizó una charla introductoria de la filosofía del TPM donde asistió el
personal del área de bordados, administrativo y el de Gerencia, dando
apertura a un intercambio de ideas donde surgieron opiniones claras para el
cumplimiento de objetivos, (ver Figura 4.16).
FIGURA 4.16. Capacitación de Educación Introductoria
(Jori Bordados, 2014)
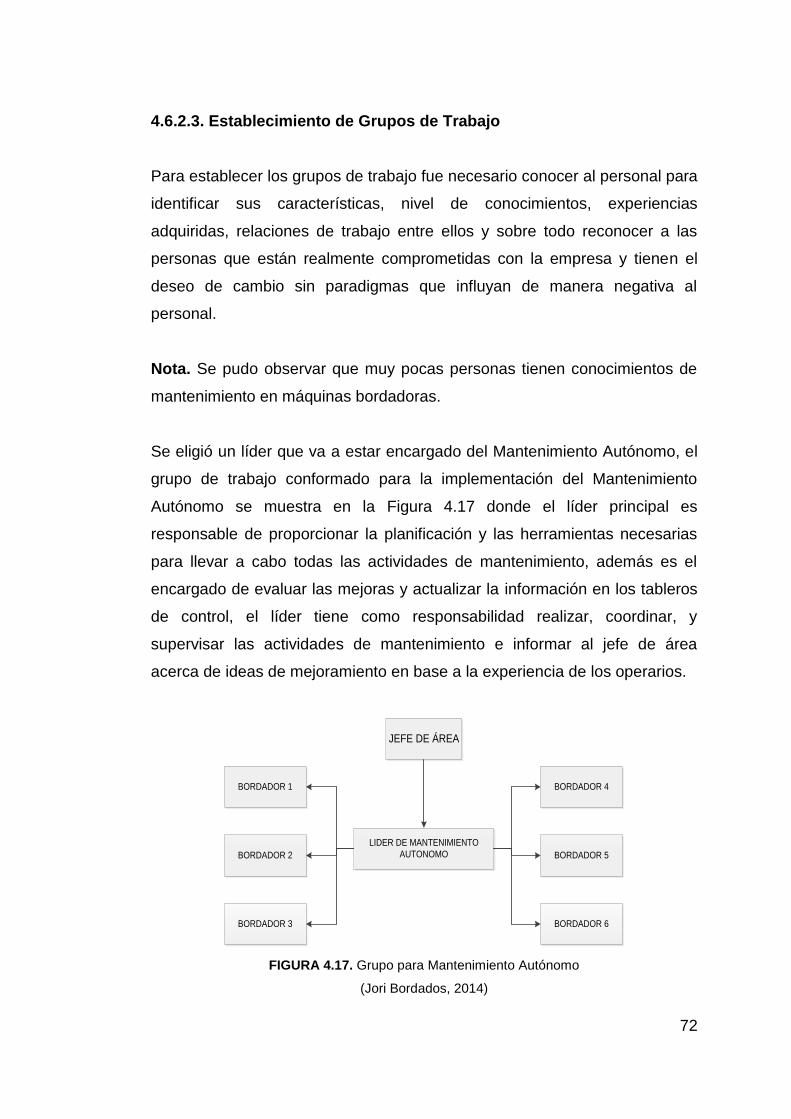
72
4.6.2.3. Establecimiento de Grupos de Trabajo
Para establecer los grupos de trabajo fue necesario conocer al personal para
identificar sus características, nivel de conocimientos, experiencias
adquiridas, relaciones de trabajo entre ellos y sobre todo reconocer a las
personas que están realmente comprometidas con la empresa y tienen el
deseo de cambio sin paradigmas que influyan de manera negativa al
personal.
Nota. Se pudo observar que muy pocas personas tienen conocimientos de
mantenimiento en máquinas bordadoras.
Se eligió un líder que va a estar encargado del Mantenimiento Autónomo, el
grupo de trabajo conformado para la implementación del Mantenimiento
Autónomo se muestra en la Figura 4.17 donde el líder principal es
responsable de proporcionar la planificación y las herramientas necesarias
para llevar a cabo todas las actividades de mantenimiento, además es el
encargado de evaluar las mejoras y actualizar la información en los tableros
de control, el líder tiene como responsabilidad realizar, coordinar, y
supervisar las actividades de mantenimiento e informar al jefe de área
acerca de ideas de mejoramiento en base a la experiencia de los operarios.
JEFE DE ÁREA
LIDER DE MANTENIMIENTO
AUTONOMO
BORDADOR 1
BORDADOR 2
BORDADOR 3
BORDADOR 4
BORDADOR 5
BORDADOR 6
FIGURA 4.17. Grupo para Mantenimiento Autónomo
(Jori Bordados, 2014)
73
4.6.2.4. Establecimiento de Objetivos
Conjuntamente con el Gerente se establecieron los siguientes objetivos:
Fomentar una nueva cultura de mantenimiento en el personal.
Conseguir un ambiente de trabajo limpio y ordenado.
Mejorar la gestión del mantenimiento existente en la empresa.
Establecer estándares de lubricación, limpieza e inspección de los
equipos.
Fortalecer la estructura del departamento de mantenimiento
estableciendo cargos y responsabilidades.
4.6.2.5. Preparación del Plan Maestro de Implementación del TPM
Para el desarrollo de la implementación de la herramienta TPM se elaboró el
plan maestro de implementación mostrado en el ANEXO G.
4.6.2.6. Lanzamiento del TPM
El Gerente de Jori Bordados, en una reunión con el personal comunicó la
decisión de adoptar la filosofía de TPM y solicitó la colaboración de todos
para alcanzar los fines propuestos.
4.6.2.7. Implementación de Mantenimiento Autónomo
La implantación del Mantenimiento Autónomo se desarrolló mediante los
siguientes pasos:
a. Codificación de los equipos
Se realizó la codificación de los equipos, como punto fundamental para
identificar cada uno de ellos a través de un código único que se indica en la
Tabla 4.22.
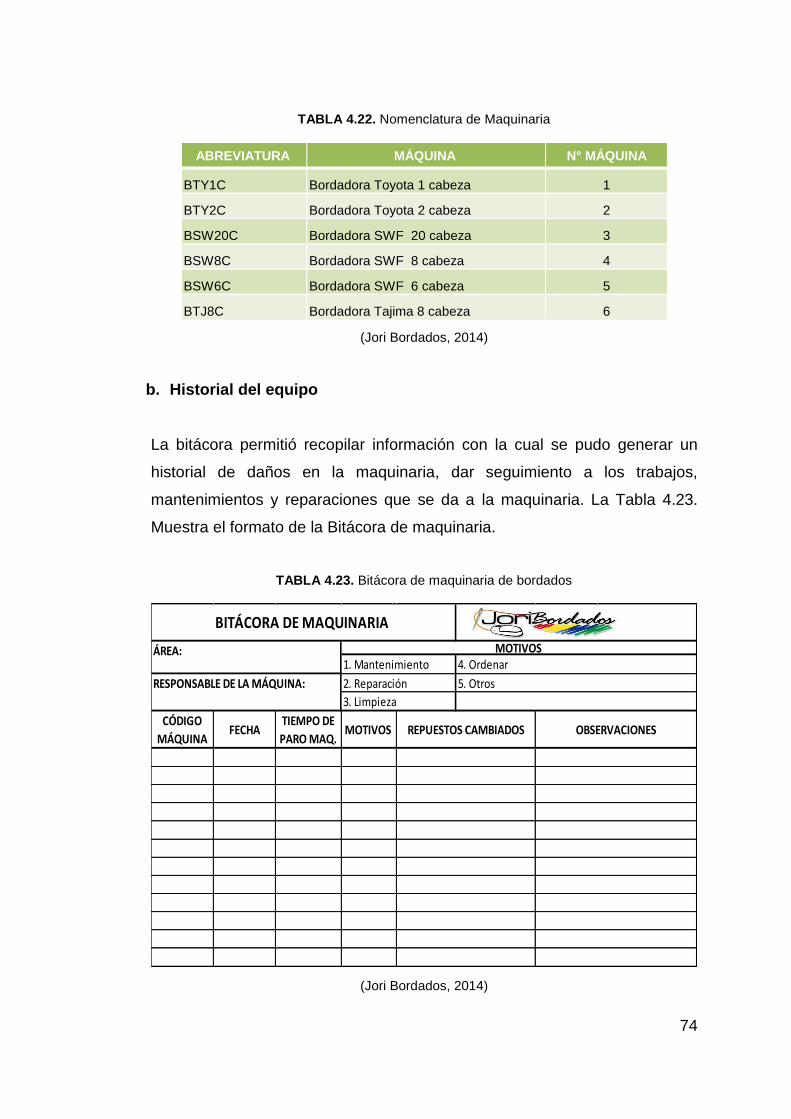
74
TABLA 4.22. Nomenclatura de Maquinaria
(Jori Bordados, 2014)
b. Historial del equipo
La bitácora permitió recopilar información con la cual se pudo generar un
historial de daños en la maquinaria, dar seguimiento a los trabajos,
mantenimientos y reparaciones que se da a la maquinaria. La Tabla 4.23.
Muestra el formato de la Bitácora de maquinaria.
TABLA 4.23. Bitácora de maquinaria de bordados
(Jori Bordados, 2014)
ABREVIATURA MÁQUINA N° MÁQUINA
BTY1C Bordadora Toyota 1 cabeza 1
BTY2C Bordadora Toyota 2 cabeza 2
BSW20C Bordadora SWF 20 cabeza 3
BSW8C Bordadora SWF 8 cabeza 4
BSW6C Bordadora SWF 6 cabeza 5
BTJ8C Bordadora Tajima 8 cabeza 6
CÓDIGO
MÁQUINAFECHA
TIEMPO DE
PARO MAQ.
1. Mantenimiento
2. Reparación
3. Limpieza
4. Ordenar
5. Otros
MOTIVOS REPUESTOS CAMBIADOS OBSERVACIONES
ÁREA:
RESPONSABLE DE LA MÁQUINA:
BITÁCORA DE MAQUINARIA
MOTIVOS
75
c. Limpieza inicial e inspección
Para desempolvar la maquinaria se utilizó un paño seco, aire comprimido
para poder alcanzar lugares difíciles (ver Figura 4.18).
FIGURA 4.18. Fotografía de limpieza aire comprimido
(Jori Bordados, 2014)
d. Lubricación
Una vez desempolvadas las maquinarias se procedió a lubricar partes
móviles para tener un mejor funcionamiento y evitar los atascamientos (ver
Figura 4.19), además la buena lubricación permite conservar las partes de
las máquinas.
FIGURA 4.19. Fotografía de la lubricación de maquinas
(Jori Bordados, 2014)
76
e. Estandarización
La tarea de Mantenimiento Autónomo se convierte en un hábito para los
operarios y la estandarización consiste en la evaluación constantemente de
la aplicación de los estándares.
f. Control autónomo total
Se entregó a los operarios todos los documentos realizados con el fin de que
el Mantenimiento Autónomo se realice correctamente, con el fin de que se
logre que este mantenimiento dependa únicamente del operario.
4.6.2.8. Implementación del Mantenimiento Planificado
El objetivo de este pilar es el de eliminar los problemas del equipo a través
de acciones de mejora, preventivas y predictivas, y su propósito final es el de
avanzar gradualmente hacia la búsqueda de la meta “cero averías” en el
área de bordados.
Mantenimiento Planificado Preventivo
Para el Mantenimiento Planificado se utilizó la bitácora antes señalada, la
misma que ayudará a llevar un registro y además permitirá identificar los
componentes, partes de las máquinas que son consideradas como
principales y necesitadas de mantenimiento. En cada máquina bordadora se
colocó un plan de mantenimiento preventivo con sus respectivas frecuencias
las cuales pueden ser semanales, quincenales, mensuales, trimestrales,
semestrales o anuales, de acuerdo a lo planificado en base al manual del
proveedor (ver Figura 4.20).
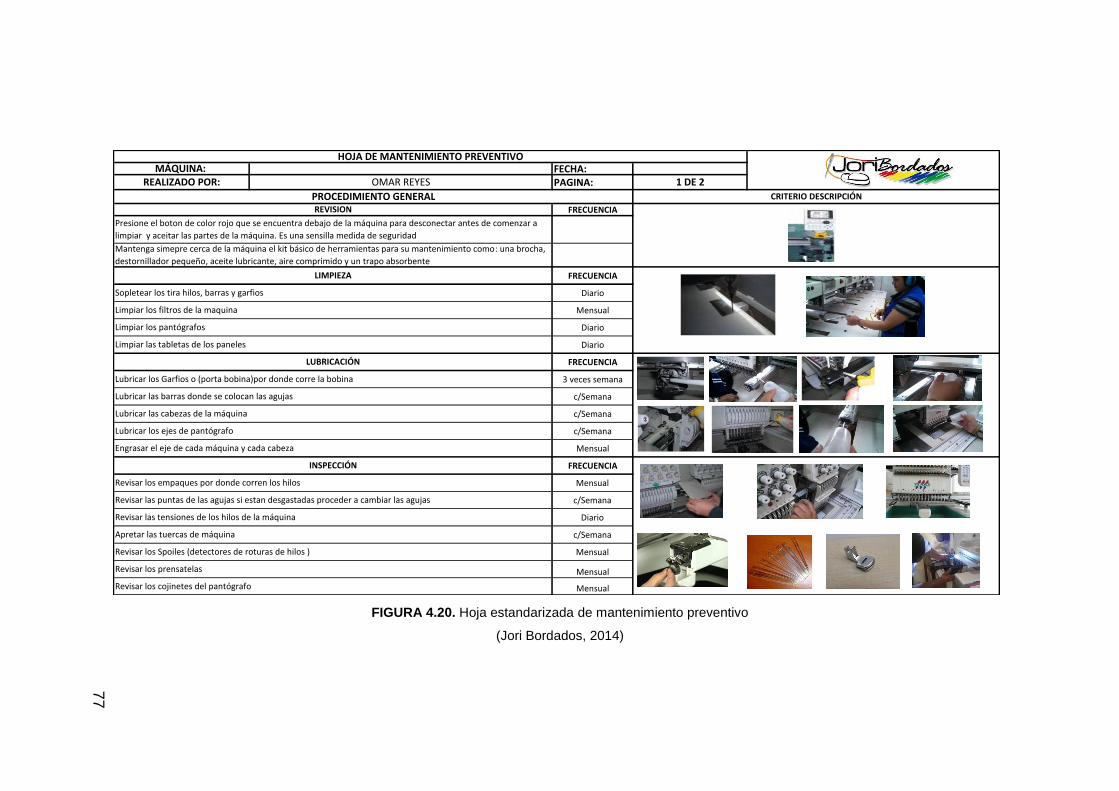
77
FIGURA 4.20. Hoja estandarizada de mantenimiento preventivo
(Jori Bordados, 2014)
FECHA:PAGINA:
FRECUENCIA
FRECUENCIA
Diario
Mensual
Diario
Diario
FRECUENCIA
3 veces semana
c/Semana
c/Semana
c/Semana
Mensual
FRECUENCIA
Mensual
c/Semana
Diario
c/Semana
Mensual
Mensual
Mensual
LUBRICACIÓN
Apretar las tuercas de máquina
Revisar las puntas de las agujas si estan desgastadas proceder a cambiar las agujas
Revisar los empaques por donde corren los hilos
Revisar las tensiones de los hilos de la máquina
Revisar los Spoiles (detectores de roturas de hilos )
Revisar los prensatelas
Revisar los cojinetes del pantógrafo
INSPECCIÓN
Lubricar los Garfios o (porta bobina)por donde corre la bobina
Lubricar las barras donde se colocan las agujas
Lubricar las cabezas de la máquina
Lubricar los ejes de pantógrafo
Engrasar el eje de cada máquina y cada cabeza
Sopletear los tira hilos, barras y garfios
Limpiar los filtros de la maquina
Limpiar los pantógrafos
Limpiar las tabletas de los paneles
Presione el boton de color rojo que se encuentra debajo de la máquina para desconectar antes de comenzar a
limpiar y aceitar las partes de la máquina. Es una sensilla medida de seguridad
Mantenga simepre cerca de la máquina el kit básico de herramientas para su mantenimiento como: una brocha,
destornillador pequeño, aceite lubricante, aire comprimido y un trapo absorbente
LIMPIEZA
REVISION
PROCEDIMIENTO GENERAL
HOJA DE MANTENIMIENTO PREVENTIVOMÁQUINA:
REALIZADO POR: OMAR REYES 1 DE 2CRITERIO DESCRIPCIÓN
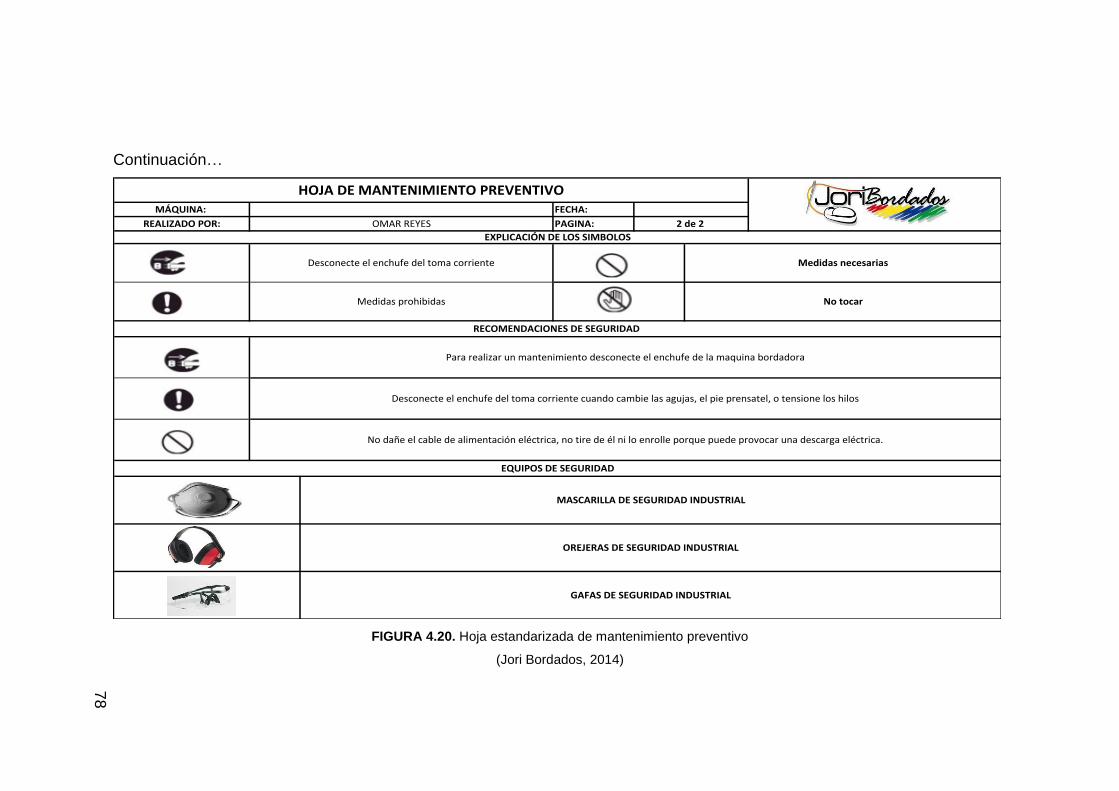
78
Continuación…
FIGURA 4.20. Hoja estandarizada de mantenimiento preventivo
(Jori Bordados, 2014)
FECHA:
PAGINA:
EXPLICACIÓN DE LOS SIMBOLOS
HOJA DE MANTENIMIENTO PREVENTIVOMÁQUINA:
REALIZADO POR: OMAR REYES 2 de 2
RECOMENDACIONES DE SEGURIDAD
Para realizar un mantenimiento desconecte el enchufe de la maquina bordadora
Desconecte el enchufe del toma corriente cuando cambie las agujas, el pie prensatel, o tensione los hilos
No dañe el cable de alimentación eléctrica, no tire de él ni lo enrolle porque puede provocar una descarga eléctrica.
EQUIPOS DE SEGURIDAD
MASCARILLA DE SEGURIDAD INDUSTRIAL
OREJERAS DE SEGURIDAD INDUSTRIAL
GAFAS DE SEGURIDAD INDUSTRIAL
Desconecte el enchufe del toma corriente
Medidas prohibidas
Medidas necesarias
No tocar
79
4.7. EVALUACIÓN DEL ESTADO ACTUAL DE LA EMPRESA
4.7.1. EVALUACIÓN DESPUÉS DE LA IMPLEMENTACIÓN DE LA
HERRAMIENTA 5 “S” EN EL ÁREA DE BORDADOS
Implementada la herramienta de las 5S se procedió a evaluar nuevamente
utilizando el mismo formato para comparar los resultados de la situación
inicial con la situación actual y verificar si se logró una mejora en el área de
bordados.
En la Tabla 4.24 se puede observar los datos obtenidos por cada 5S y el
puntaje total de la auditoría después de la implementación de las
herramientas de Manufactura Esbelta dentro de área de bordados.
Como se puede observar en la Tabla 4.25, se obtiene un porcentaje del
94% de la aplicación de la herramienta, lo que equivale a 3.8 puntos, lo cual
representa un considerable aumento en el puntaje con respecto al inicial
permitiendo ubicar de acuerdo a la ponderación en bueno y excelente, esto
quiere decir que en el área de bordados se está fomentando correctamente
la cultura de orden y limpieza.
La Figura 4.21, muestra un gráfico de radar en el que muestra los puntajes
obtenidos de las 5S evaluadas después de la implementación de las
mismas.

80
TABLA 4.24. Evaluación 5 “S” en el área de bordados después de la Implementación
(Jori Bordados, 2014)
1 4
2 4
3 3
4 4
15
5 4
6 4
7 4
8 4
9 3
10 4
11 4
27
12 4
13 3
14 4
15 4
16 4
17 4
18 4
19 3
20 4
21 4
38
Puntaje
22 4
23 4
24 4
25 4
26 4
20
Puntaje
27 3 Total Pts
28 4 Clasificación 3,75 15
29 4 Orden 3,85 27
30 3 Limpieza 3,8 38
31 3 Estandarización 4 20
17 Disciplina 3,4 17
117
TOTAL
TOTAL EVALUADO 117 TOTAL
TOTAL
DISCIPLINA Seguir mejorando
SHITSUKE
Los trabajadores tienen conocimiento de los procedimientos de seguridad e higiene 5 S´s Puntaje
Todo el personal se involucra para la aplicación de los pasos de las 5's
La gente se preocupa por conocer y monitorear sus estándares ( resultados de sus áreas)
El operador conoce bien y domina sus 5's en el área de trabajo (aplicación en el área)
La gente conoce el status de accidentes en el área y las actividades de prevención?
94%
La separación de desechos es con tachos limpios y adecuados, verificar que se cumple con la separación
TOTAL
ESTANDARIZACIÓN Señalizar anomalías
SEIKETSU
Existen tableros de información en cada área de producción y son facilmente accesibles al personal en el áreaLos documentos de centros de información, cronogramas de producción, instructivos, etc., están
publicados en buen estado.
Las primeras 3'S son mantenidas y observadas
Existe una buena práctica de limpieza que se ejecute antes, durante y al final de la jornada laboral
Existen sitios definidos para las maquinarias y herramientas
SEISO
Se encuentran las áreas de trabajo libres de polvo, basura, scrap, agua, aceite
Correcta conservación y mantenimiento de paredes, techos y pisos (pintura, iluminación, tapicería, obras civiles,
carpintería, plomería, electricidad)
Las máquinas NO tienen rastro de fugas (aceite, agua, químicos, etc.)
Las máquinas, equipos, racks y estanterías están limpios (polvo, grasa, etc.)
Existe un área identificada para útiles de limpieza que evite a los mismos permanecer abandonados en rincones
del área
Los pisos están secos, limpios, señalizados, libres de manchas
La iluminación en el área es la adecuada y eficaz. Están en buen estado las luminarias, interruptores, cajetines y
tomacorrientes (con las tapas correspondientes)
Están en buen estado las mesas de trabajo (limpias, sin deterioro)
Las ventanas están limpias sin vidrios trisados o rotos
Se cumple con el código de colores en los tachos de basura
Las rutas de evacuación y los equipos de seguridad industrial (extintores, alarmas, rótulos, etc.) están identificados,
visibles, accesibles con fechas de inspección actualizadas
Las áreas de circulación se encuentran demarcadas y libres de obstáculos
NO se evidencia cables sueltos en techos, paredes ni pisos
Existe rótulos legibles que identifique el contenido en cada caja, gaveta o recipiente presente en el área
NO se evidencia herramientas colocadas en espacios que no coinciden a la silueta dibujada en armarios o
tableros de herramientas
TOTAL
LIMPIEZA Suprimir suciedad
La materia prima esta almacenada en lugares asignados y reservados (gavetas, estanterías, racks)
El área esta libre de herramientas, repuestos y/o piezas innecesarias
En cada estación de trabajo están solo herramientas en buen estado y necesarias según la frecuencia de uso
PUNTAJE
AUDITORIA
El área esta libre de maquinaria, estantería, racks o coches que no se utilizan en el proceso
TOTAL
ORDEN Un lugar para cada cosa y cada cosa en su lugar
SEITON
Existe una correcta señalización de maquinaria, gavetas y estanterías mediante siluta de figuras, líneas de limitación, etiquetas,
etc.
CLASIFICACIÓN Mantener lo necesario
SEIRI
HOJA DE AUDITORIA 5 ¨S¨ EVALUADOR: Omar Reyes AREA : Producción Bordados FECHA : 02/10/2012
Puntaje1 = Malo 2 = Regular 3 = Bueno 4 = Excelente

81
FIGURA 4.21. Gráfico de Radar 5S después de la Implementación
(Jori Bordados, 2014)
TABLA 4.25. Resultados evaluación 5S
(Jori Bordados, 2014)
4.7.2. EVALUACIÓN DEL MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
DESPUÉS DE LA IMPLEMENTACIÓN
Para la inspección después de la implementación de TPM (Mantenimiento
Productivo Total), se utilizó la lista previamente realizada con los principales
puntos a tener en cuenta para mejorar el mantenimiento de las máquinas.
Esta lista de evaluación se muestra en la Tabla 4.26.
Esta lista muestra que el operador tiene mayor conocimiento y capacitación
para realizar un mantenimiento autónomo, se maneja la bitácora de
mantenimiento de las máquinas la que nos permitirán llevar un historial del
3,75
3,85
3,8 4
3,4
0
1
2
3
4Clasificación
Orden
LimpiezaEstandarización
Disciplina
HERRAMIENTA PUNTAJE MAXIMO PORCENTAJE PONDERACION
Clasificación 15 16 0,31
Orden 27 28 0,39
Limpieza 38 40 0,5
Estandarización 20 20 0,35
Disciplina 17 20 0,25
TOTAL 117 124 0,94
3,8

82
mantenimiento de la maquinaria que están actualmente identificadas por su
código.
El porcentaje de conocimiento sobre mantenimiento preventivo después de
la implementación es del 94%.
TABLA 4.26. Evaluación de TPM después de las implementaciones
(Jori Bordados, 2014)
Omar Reyes Fecha: 24/03/2014
1 4
2 4
3 4
4 3
5 3
6 4
7 4
8 4
9 4
10 4
11 4
12 3
13 4
TOTAL 49
% 94%
Muestra la Gerencia la importancia necesaria hacia el mantenimiento de los equipos
Las instalaciones donde están las máquinas están en buen estado
Las maquinas cuentan con bitácoras de mantenimiento
Existe un programa regular de capacitación de mantenimiento
Existe señalización de seguridad
Existe una codificación en cada máquina
Se utiliza EPP al operar las maquinas
Tiene Plan Maestro de Mantenimiento
Las máquinas cuenta con un registro de historial de mantenimiento
Se posee un registro de las paradas y averías de los equipos
Cuenta con personal capacitado para realizar mantenimiento
El personal que opera las maquinas está capacitado
Cada máquina cuenta con manual de mantenimiento
MANTENIMIENTO PRODUCTIVO TOTAL
EVALUACION DE MANTENIMIENTO DE LA EMPRESA
Realizado por:
Observaciones: se considera que 4 es el valor máximo y 0 el mínimo, SECCIÓN BORDADOS
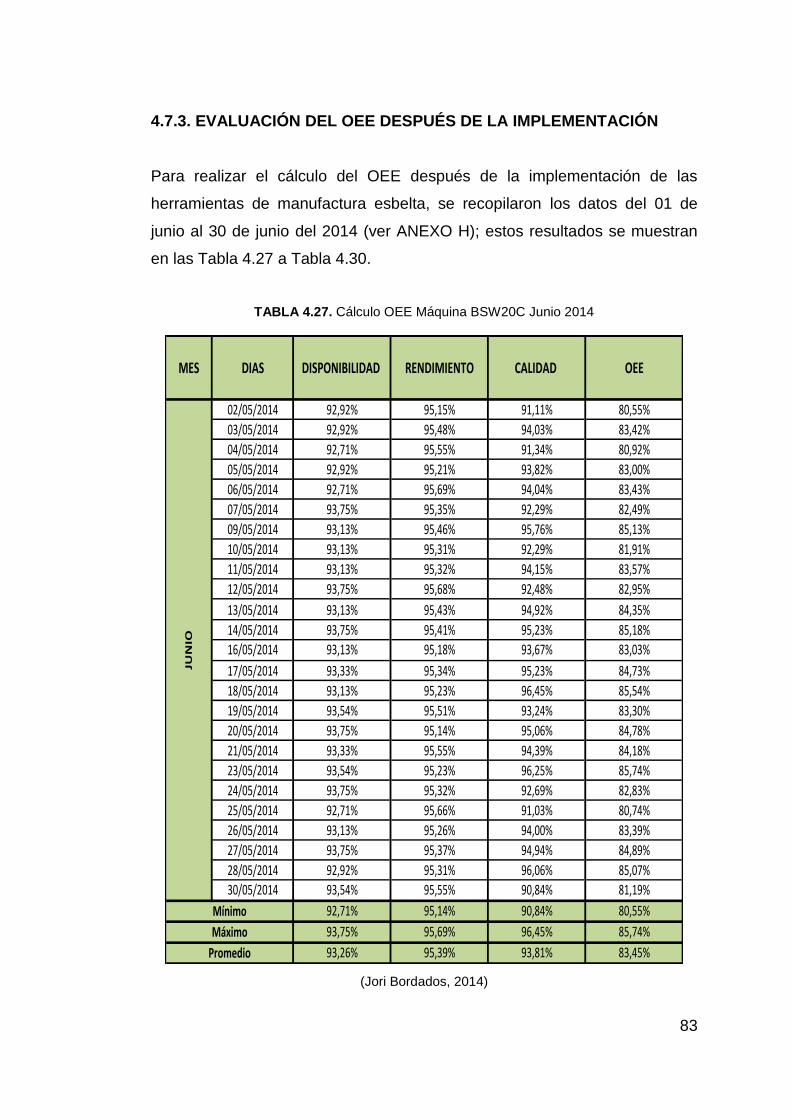
83
4.7.3. EVALUACIÓN DEL OEE DESPUÉS DE LA IMPLEMENTACIÓN
Para realizar el cálculo del OEE después de la implementación de las
herramientas de manufactura esbelta, se recopilaron los datos del 01 de
junio al 30 de junio del 2014 (ver ANEXO H); estos resultados se muestran
en las Tabla 4.27 a Tabla 4.30.
TABLA 4.27. Cálculo OEE Máquina BSW20C Junio 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
02/05/2014 92,92% 95,15% 91,11% 80,55%
03/05/2014 92,92% 95,48% 94,03% 83,42%
04/05/2014 92,71% 95,55% 91,34% 80,92%
05/05/2014 92,92% 95,21% 93,82% 83,00%
06/05/2014 92,71% 95,69% 94,04% 83,43%
07/05/2014 93,75% 95,35% 92,29% 82,49%
09/05/2014 93,13% 95,46% 95,76% 85,13%
10/05/2014 93,13% 95,31% 92,29% 81,91%
11/05/2014 93,13% 95,32% 94,15% 83,57%
12/05/2014 93,75% 95,68% 92,48% 82,95%
13/05/2014 93,13% 95,43% 94,92% 84,35%
14/05/2014 93,75% 95,41% 95,23% 85,18%
16/05/2014 93,13% 95,18% 93,67% 83,03%
17/05/2014 93,33% 95,34% 95,23% 84,73%
18/05/2014 93,13% 95,23% 96,45% 85,54%
19/05/2014 93,54% 95,51% 93,24% 83,30%
20/05/2014 93,75% 95,14% 95,06% 84,78%
21/05/2014 93,33% 95,55% 94,39% 84,18%
23/05/2014 93,54% 95,23% 96,25% 85,74%
24/05/2014 93,75% 95,32% 92,69% 82,83%
25/05/2014 92,71% 95,66% 91,03% 80,74%
26/05/2014 93,13% 95,26% 94,00% 83,39%
27/05/2014 93,75% 95,37% 94,94% 84,89%
28/05/2014 92,92% 95,31% 96,06% 85,07%
30/05/2014 93,54% 95,55% 90,84% 81,19%
92,71% 95,14% 90,84% 80,55%
93,75% 95,69% 96,45% 85,74%
93,26% 95,39% 93,81% 83,45%Promedio
Mínimo
Máximo
JUN
IO
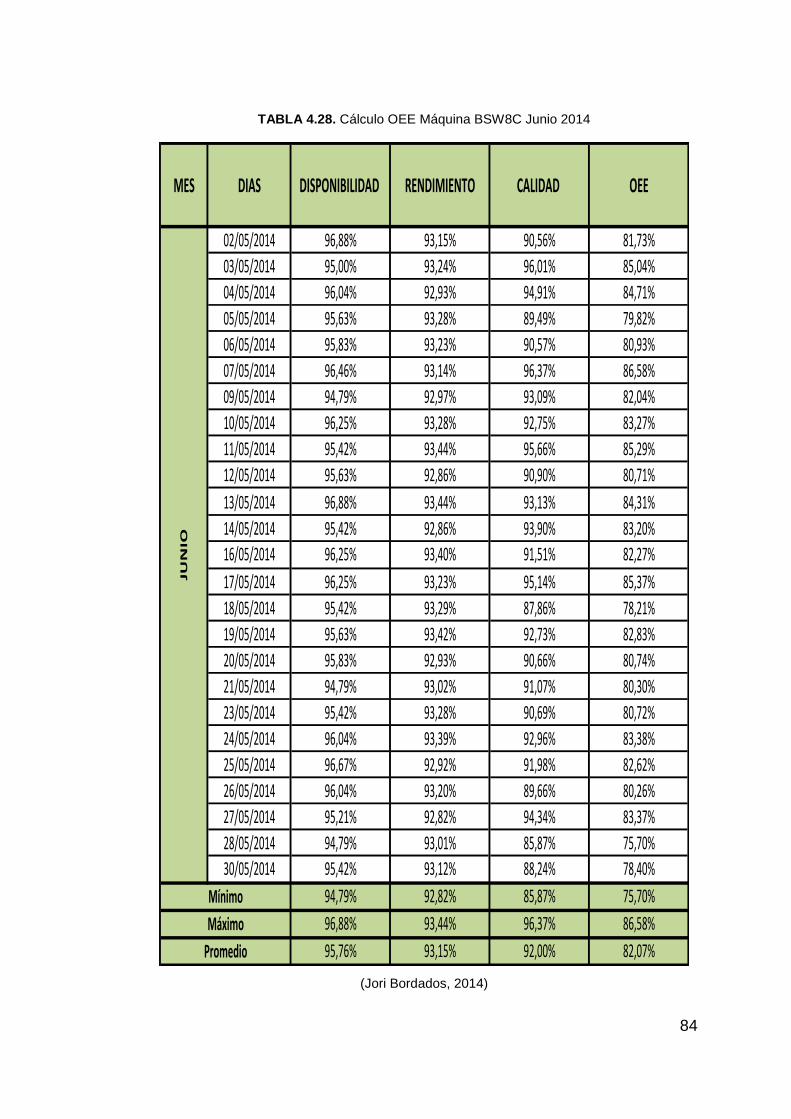
84
TABLA 4.28. Cálculo OEE Máquina BSW8C Junio 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
02/05/2014 96,88% 93,15% 90,56% 81,73%
03/05/2014 95,00% 93,24% 96,01% 85,04%
04/05/2014 96,04% 92,93% 94,91% 84,71%
05/05/2014 95,63% 93,28% 89,49% 79,82%
06/05/2014 95,83% 93,23% 90,57% 80,93%
07/05/2014 96,46% 93,14% 96,37% 86,58%
09/05/2014 94,79% 92,97% 93,09% 82,04%
10/05/2014 96,25% 93,28% 92,75% 83,27%
11/05/2014 95,42% 93,44% 95,66% 85,29%
12/05/2014 95,63% 92,86% 90,90% 80,71%
13/05/2014 96,88% 93,44% 93,13% 84,31%
14/05/2014 95,42% 92,86% 93,90% 83,20%
16/05/2014 96,25% 93,40% 91,51% 82,27%
17/05/2014 96,25% 93,23% 95,14% 85,37%
18/05/2014 95,42% 93,29% 87,86% 78,21%
19/05/2014 95,63% 93,42% 92,73% 82,83%
20/05/2014 95,83% 92,93% 90,66% 80,74%
21/05/2014 94,79% 93,02% 91,07% 80,30%
23/05/2014 95,42% 93,28% 90,69% 80,72%
24/05/2014 96,04% 93,39% 92,96% 83,38%
25/05/2014 96,67% 92,92% 91,98% 82,62%
26/05/2014 96,04% 93,20% 89,66% 80,26%
27/05/2014 95,21% 92,82% 94,34% 83,37%
28/05/2014 94,79% 93,01% 85,87% 75,70%
30/05/2014 95,42% 93,12% 88,24% 78,40%
94,79% 92,82% 85,87% 75,70%
96,88% 93,44% 96,37% 86,58%
95,76% 93,15% 92,00% 82,07%
Máximo
Promedio
JU
NIO
Mínimo

85
TABLA 4.29. Cálculo OEE Máquina BSW6C. Junio 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
02/05/2014 94,38% 93,60% 95,52% 84,38%
03/05/2014 94,58% 93,55% 97,20% 86,00%
04/05/2014 94,17% 93,61% 97,01% 85,52%
05/05/2014 94,17% 93,50% 94,58% 83,27%
06/05/2014 92,92% 93,60% 94,40% 82,10%
07/05/2014 93,13% 93,60% 96,83% 84,40%
09/05/2014 93,54% 93,62% 95,71% 83,81%
10/05/2014 93,54% 93,56% 94,58% 82,78%
11/05/2014 92,92% 93,71% 96,64% 84,15%
12/05/2014 93,54% 93,50% 96,64% 84,52%
13/05/2014 93,33% 93,50% 97,20% 84,82%
14/05/2014 93,13% 93,69% 92,01% 80,28%
16/05/2014 93,33% 93,59% 90,41% 78,97%
17/05/2014 93,54% 93,65% 87,22% 76,40%
18/05/2014 92,92% 93,54% 85,07% 73,94%
19/05/2014 93,96% 93,51% 91,47% 80,37%
20/05/2014 94,17% 93,65% 90,94% 80,20%
21/05/2014 93,33% 93,70% 86,90% 75,99%
23/05/2014 94,79% 93,57% 84,25% 74,73%
24/05/2014 93,13% 93,70% 88,21% 76,96%
25/05/2014 93,13% 93,52% 80,30% 69,94%
26/05/2014 92,92% 93,54% 85,56% 74,36%
27/05/2014 93,75% 93,68% 90,17% 79,19%
28/05/2014 93,96% 93,68% 87,55% 77,06%
30/05/2014 93,54% 93,64% 86,23% 75,53%
92,92% 93,50% 80,30% 69,94%
94,79% 93,71% 97,20% 86,00%
93,59% 93,60% 91,30% 79,99%
Máximo
Promedio
JU
NIO
Mínimo
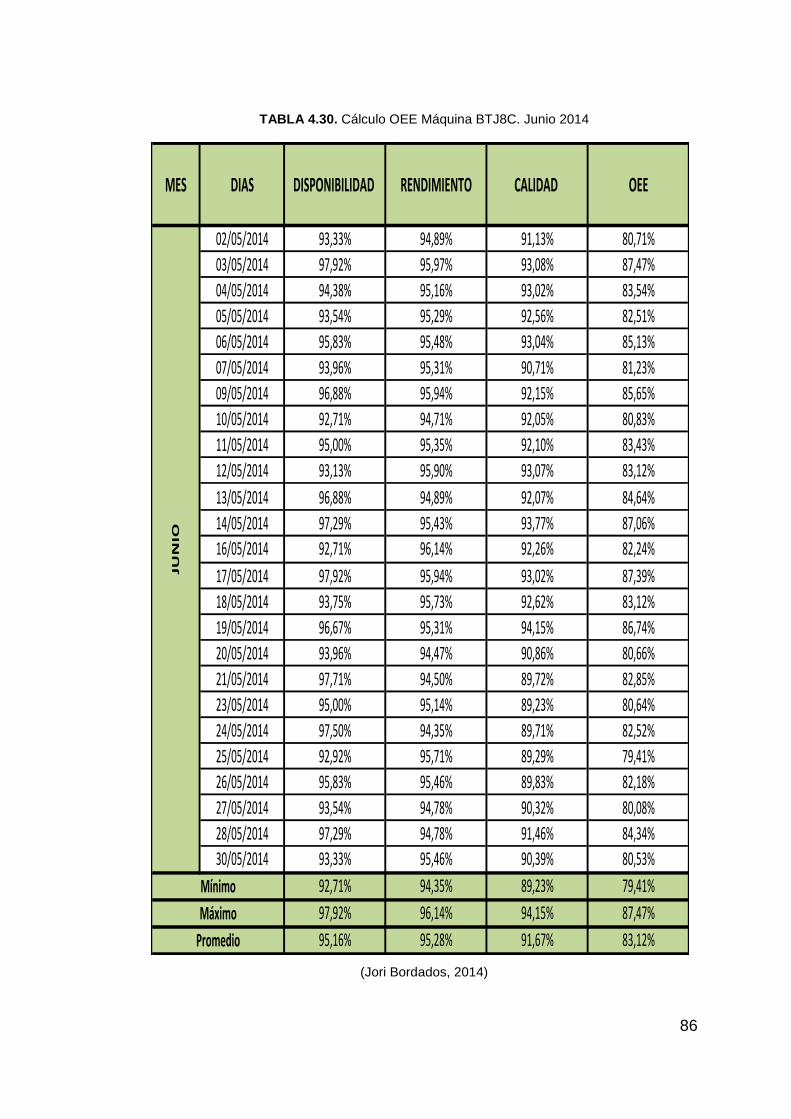
86
TABLA 4.30. Cálculo OEE Máquina BTJ8C. Junio 2014
(Jori Bordados, 2014)
MES DIAS DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
02/05/2014 93,33% 94,89% 91,13% 80,71%
03/05/2014 97,92% 95,97% 93,08% 87,47%
04/05/2014 94,38% 95,16% 93,02% 83,54%
05/05/2014 93,54% 95,29% 92,56% 82,51%
06/05/2014 95,83% 95,48% 93,04% 85,13%
07/05/2014 93,96% 95,31% 90,71% 81,23%
09/05/2014 96,88% 95,94% 92,15% 85,65%
10/05/2014 92,71% 94,71% 92,05% 80,83%
11/05/2014 95,00% 95,35% 92,10% 83,43%
12/05/2014 93,13% 95,90% 93,07% 83,12%
13/05/2014 96,88% 94,89% 92,07% 84,64%
14/05/2014 97,29% 95,43% 93,77% 87,06%
16/05/2014 92,71% 96,14% 92,26% 82,24%
17/05/2014 97,92% 95,94% 93,02% 87,39%
18/05/2014 93,75% 95,73% 92,62% 83,12%
19/05/2014 96,67% 95,31% 94,15% 86,74%
20/05/2014 93,96% 94,47% 90,86% 80,66%
21/05/2014 97,71% 94,50% 89,72% 82,85%
23/05/2014 95,00% 95,14% 89,23% 80,64%
24/05/2014 97,50% 94,35% 89,71% 82,52%
25/05/2014 92,92% 95,71% 89,29% 79,41%
26/05/2014 95,83% 95,46% 89,83% 82,18%
27/05/2014 93,54% 94,78% 90,32% 80,08%
28/05/2014 97,29% 94,78% 91,46% 84,34%
30/05/2014 93,33% 95,46% 90,39% 80,53%
92,71% 94,35% 89,23% 79,41%
97,92% 96,14% 94,15% 87,47%
95,16% 95,28% 91,67% 83,12%
Mínimo
Máximo
Promedio
JU
NIO
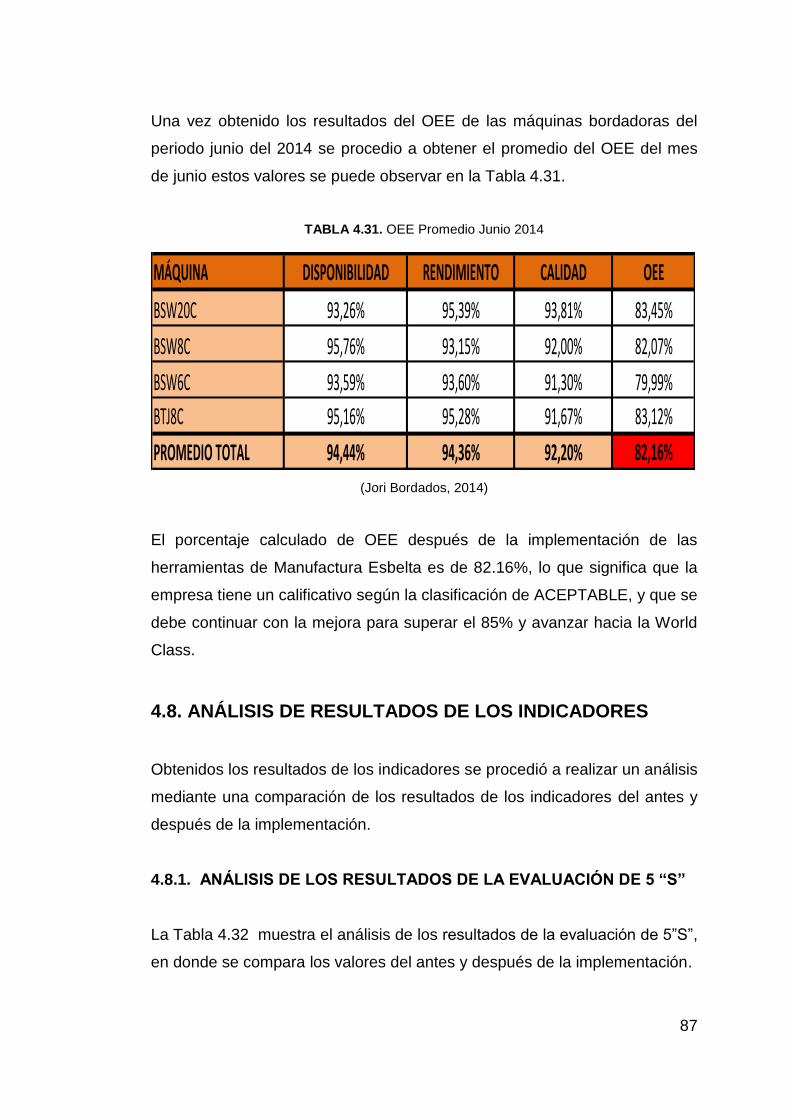
87
Una vez obtenido los resultados del OEE de las máquinas bordadoras del
periodo junio del 2014 se procedio a obtener el promedio del OEE del mes
de junio estos valores se puede observar en la Tabla 4.31.
TABLA 4.31. OEE Promedio Junio 2014
(Jori Bordados, 2014)
El porcentaje calculado de OEE después de la implementación de las
herramientas de Manufactura Esbelta es de 82.16%, lo que significa que la
empresa tiene un calificativo según la clasificación de ACEPTABLE, y que se
debe continuar con la mejora para superar el 85% y avanzar hacia la World
Class.
4.8. ANÁLISIS DE RESULTADOS DE LOS INDICADORES
Obtenidos los resultados de los indicadores se procedió a realizar un análisis
mediante una comparación de los resultados de los indicadores del antes y
después de la implementación.
4.8.1. ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN DE 5 “S”
La Tabla 4.32 muestra el análisis de los resultados de la evaluación de 5”S”,
en donde se compara los valores del antes y después de la implementación.
MÁQUINA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
BSW20C 93,26% 95,39% 93,81% 83,45%
BSW8C 95,76% 93,15% 92,00% 82,07%
BSW6C 93,59% 93,60% 91,30% 79,99%
BTJ8C 95,16% 95,28% 91,67% 83,12%
PROMEDIO TOTAL 94,44% 94,36% 92,20% 82,16%
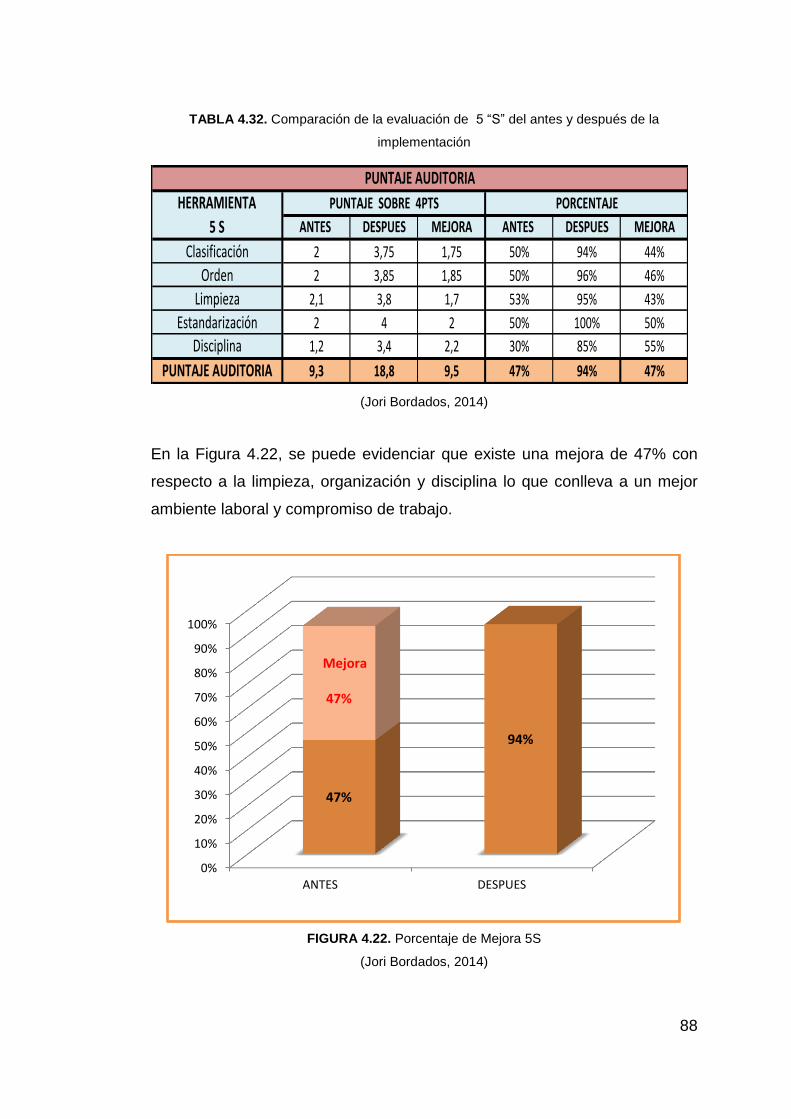
88
TABLA 4.32. Comparación de la evaluación de 5 “S” del antes y después de la
implementación
(Jori Bordados, 2014)
En la Figura 4.22, se puede evidenciar que existe una mejora de 47% con
respecto a la limpieza, organización y disciplina lo que conlleva a un mejor
ambiente laboral y compromiso de trabajo.
FIGURA 4.22. Porcentaje de Mejora 5S
(Jori Bordados, 2014)
ANTES DESPUES MEJORA ANTES DESPUES MEJORA
Clasificación 2 3,75 1,75 50% 94% 44%
Orden 2 3,85 1,85 50% 96% 46%
Limpieza 2,1 3,8 1,7 53% 95% 43%
Estandarización 2 4 2 50% 100% 50%
Disciplina 1,2 3,4 2,2 30% 85% 55%
PUNTAJE AUDITORIA 9,3 18,8 9,5 47% 94% 47%
PUNTAJE SOBRE 4PTS PORCENTAJEHERRAMIENTA
5 S
PUNTAJE AUDITORIA
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
ANTES DESPUES
47%
94%
47%
Mejora
89
La Figura 4.23, muestra las fotografías de las mejoras realizadas dentro del
área de bordados.
FIGURA 4.23. Fotografías de Mejoras 5S
(Jori Bordados, 2014)
4.8.2. ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN DEL
MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
La Tabla 4.33, muestra el análisis de los resultados de la evaluación del
Mantenimiento Productivo Total (TPM), en donde se compara los valores del
antes y después de la implementación.
ANTES DESPUES ANTES DESPUES
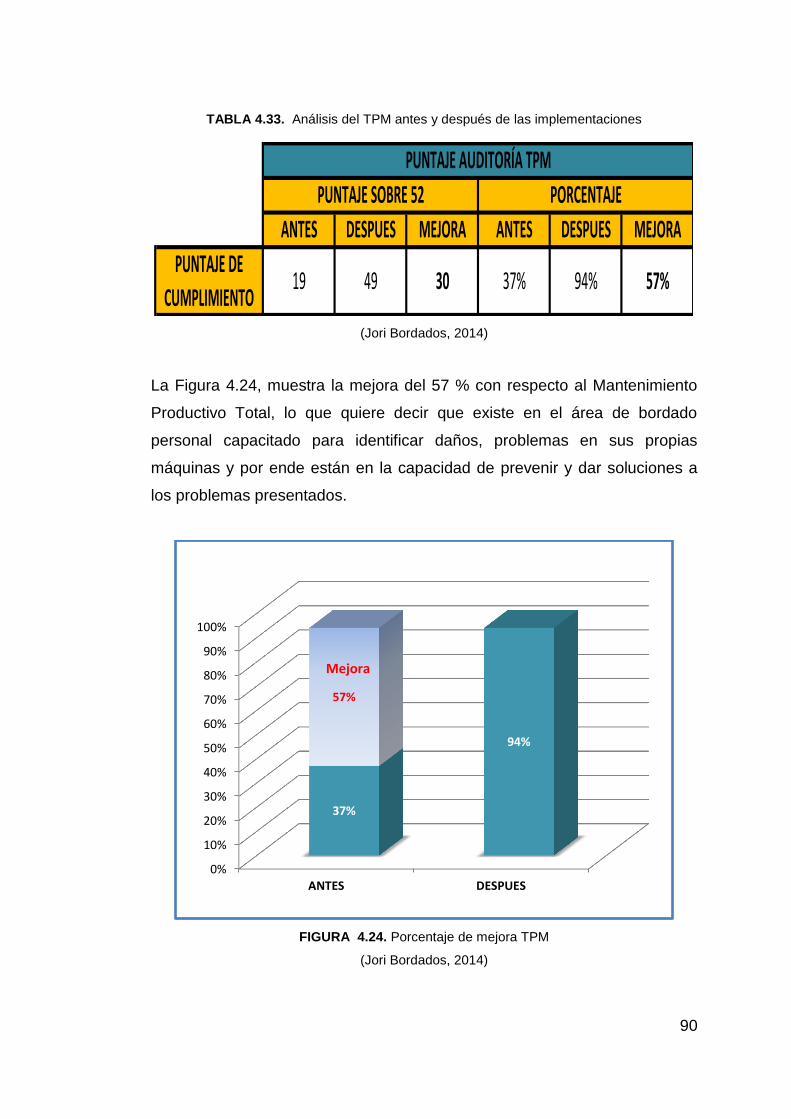
90
TABLA 4.33. Análisis del TPM antes y después de las implementaciones
(Jori Bordados, 2014)
La Figura 4.24, muestra la mejora del 57 % con respecto al Mantenimiento
Productivo Total, lo que quiere decir que existe en el área de bordado
personal capacitado para identificar daños, problemas en sus propias
máquinas y por ende están en la capacidad de prevenir y dar soluciones a
los problemas presentados.
FIGURA 4.24. Porcentaje de mejora TPM
(Jori Bordados, 2014)
ANTES DESPUES MEJORA ANTES DESPUES MEJORA
PUNTAJE DE
CUMPLIMIENTO19 49 37% 94%
PUNTAJE SOBRE 52 PORCENTAJE
PUNTAJE AUDITORÍA TPM
30 57%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
ANTES DESPUES
37%
94%
57%
Mejora

91
4.8.3. ANÁLISIS DE LOS RESULTADOS DE LA EFICIENCIA GENERAL
DE LOS EQUIPOS
Una vez obtenidos los resultados de los porcentajes de Eficiencia General
de Equipo del antes y después de la implementación de las herramientas de
Manufactura Esbelta, se realizó un análisis estadístico, con el fin de
interpretar los datos obtenidos y explicar de forma más clara el
comportamiento en cada periodo (ver Tabla 4.34).
TABLA.4.34. Análisis del OEE antes y después de las implementaciones
(Jori Bordados, 2014)
4.8.3.1. Análisis de los resultados Disponibilidad
Como se observa en la Tabla 4.34, se ve que en el periodo mar – abr, la
variable de Disponibilidad fue del 89.21 % lo que indica que el equipo estuvo
parado el 10.79% del tiempo programado para la producción. El análisis de
los tipos de paradas en el equipo, utilizando el diagrama de Pareto demostró
que gran parte de su tiempo de inactividad se debió a problemas con el
mantenimiento y la falta de operador.
En el periodo de junio la variable de Disponibilidad aumento en un 5.23%
obteniendo una Disponibilidad del 94.44% (ver Figura 4.25), esto se debe a
las mejoras que se realizó con la implementación de las herramientas de
Manufactura Esbelta, las que permitieron reducir los tiempos de paradas no
programadas por cambios de componentes rotos o desgastados, calibración
VARIABLES DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
MAR - ABR 89,21% 88,78% 82,39% 65,07%
JUNIO 94,44% 94,36% 92,20% 82,16%
MEJORA 5,23% 5,58% 9,81% 17,09%
PERIODO
ANTES - DESPUES

92
de componentes de la máquina de bordar, limpieza y lubricación de la
máquina.
FIGURA 4.25. Porcentaje de mejora de Disponibilidad
(Jori Bordados, 2014)
4.8.3.2. Análisis de los resultados Rendimiento
Con respecto a la variable de Rendimiento para el periodo de marzo – abril,
se presentó un Rendimiento del 88.78%, lo que quiere decir que se perdió el
11.22% de tiempo con micro paradas y baja velocidad de funcionamiento
registradas durante el tiempo operativo.
En el periodo de junio la variable de Rendimiento aumento en un 5.58%
obteniendo un Rendimiento del 94.36% (ver Figura 4.26), esto se debe a las
mejoras que se realizó con la implementación de las herramientas de
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
MAR-ABR JUNIO
89,21% 94,44%
5,23%
DISPONIBILIDAD
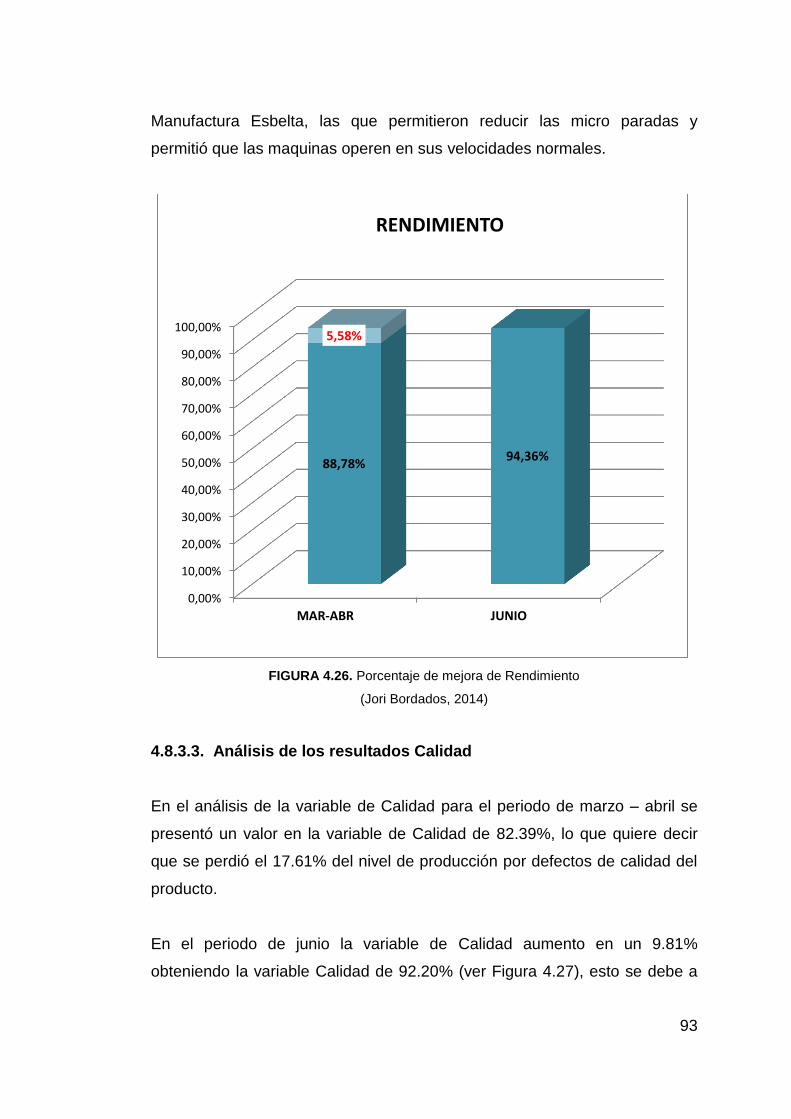
93
Manufactura Esbelta, las que permitieron reducir las micro paradas y
permitió que las maquinas operen en sus velocidades normales.
FIGURA 4.26. Porcentaje de mejora de Rendimiento
(Jori Bordados, 2014)
4.8.3.3. Análisis de los resultados Calidad
En el análisis de la variable de Calidad para el periodo de marzo – abril se
presentó un valor en la variable de Calidad de 82.39%, lo que quiere decir
que se perdió el 17.61% del nivel de producción por defectos de calidad del
producto.
En el periodo de junio la variable de Calidad aumento en un 9.81%
obteniendo la variable Calidad de 92.20% (ver Figura 4.27), esto se debe a
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
MAR-ABR JUNIO
88,78% 94,36%
5,58%
RENDIMIENTO
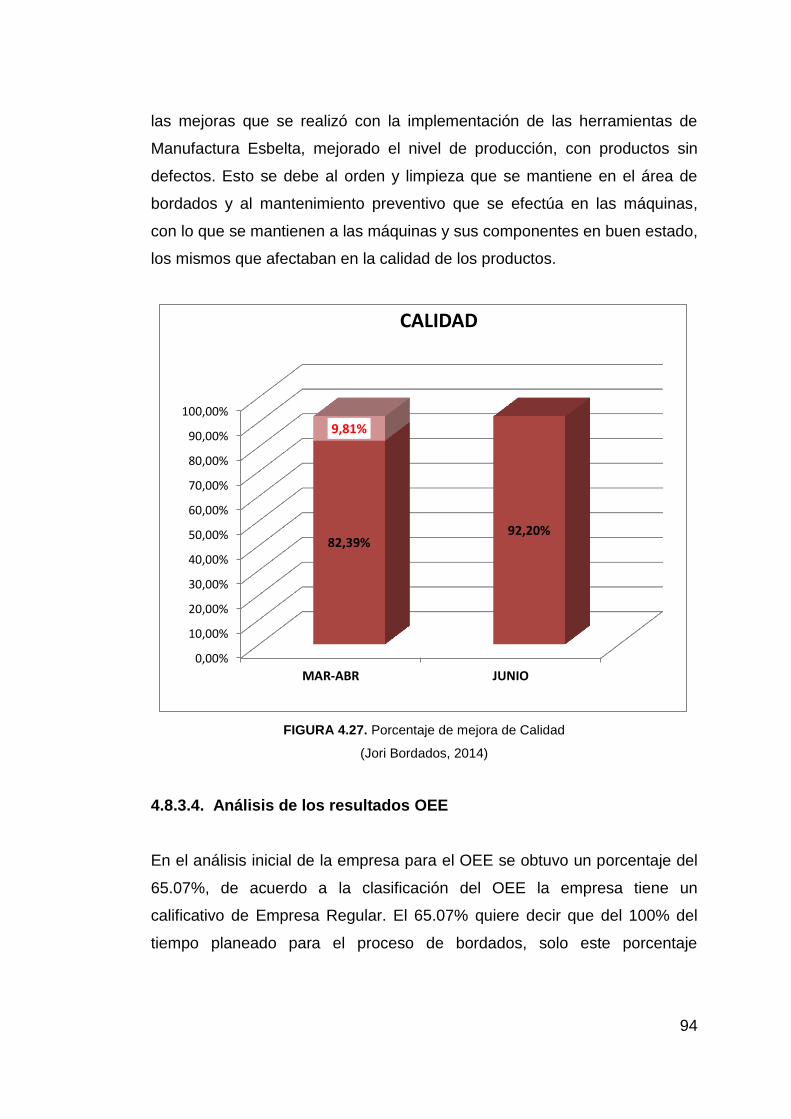
94
las mejoras que se realizó con la implementación de las herramientas de
Manufactura Esbelta, mejorado el nivel de producción, con productos sin
defectos. Esto se debe al orden y limpieza que se mantiene en el área de
bordados y al mantenimiento preventivo que se efectúa en las máquinas,
con lo que se mantienen a las máquinas y sus componentes en buen estado,
los mismos que afectaban en la calidad de los productos.
FIGURA 4.27. Porcentaje de mejora de Calidad
(Jori Bordados, 2014)
4.8.3.4. Análisis de los resultados OEE
En el análisis inicial de la empresa para el OEE se obtuvo un porcentaje del
65.07%, de acuerdo a la clasificación del OEE la empresa tiene un
calificativo de Empresa Regular. El 65.07% quiere decir que del 100% del
tiempo planeado para el proceso de bordados, solo este porcentaje
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
MAR-ABR JUNIO
82,39% 92,20%
9,81%
CALIDAD

95
corresponde a una producción efectiva y el 34.93% restante corresponde a
tiempos perdidos.
Después de la implementación de las herramientas de Manufactura Esbelta
se obtuvo un OEE de 82.16% (ver Figura 4.28), que corresponde a una
calificación de Aceptable, lo que significa que la empresa incrementó su
eficiencia en un 17.09%. El 82.16% quiere decir que del 100% del tiempo
planeado para el proceso de bordados, solo este porcentaje corresponde a
una producción efectiva y el 17.84% restante corresponde a tiempos
perdidos.
FIGURA 4.28. Porcentaje de mejora del OEE
(Jori Bordados, 2014)
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
MAR-ABR JUNIO
65,07%
82,16%
17,09%
OEE
96
5. CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES
Los formatos elaborados para las herramientas 5S, TPM y OEE fueron
instrumentos fundamentales que permitieron evaluar la situación inicial y
final de la empresa.
Para la evaluación de la situación inicial y final de la empresa dependió
mucho de los criterios personales y profesionales de cada miembro de la
empresa los mismos que permitieron valorar con seriedad los problemas
y logros que se tuvo antes y después de la implantación de las
herramientas.
Las herramientas 5S y TPM (Mantenimiento Productivo Total), son las
herramientas más aplicables debido a que se ajustan a la realidad de la
empresa para poder disminuir los desperdicios encontrados.
El éxito de la implementación de la metodología de Manufactura Esbelta
está en manos del personal operario, por lo tanto se debe continuar con
las reuniones que se considere necesarias ya sea para capacitarlos o
para aclarar cualquier duda que se le pueda presentar.
Aplicando correctamente el TPM se tienen equipos limpios y
conservados, esto permite una menor probabilidad de sufrir una falla o
desperfecto, cualquier anomalía que pueda provenir en un problema
mayor, será detectada y resuelta en sus etapas iniciales.
La implantación del TPM trae grandes beneficios como: mejora en la
eficiencia de los equipos, productos de alta calidad, mejora del ambiente
de trabajo, reduce accidentes, crecimiento de la capacidad profesional,
etc. Además, los operadores mejoran el cuidado de sus equipos, hay un
97
sentido de pertenencia y de trabajo en equipo, se genera un sentido de
orgullo y lealtad por la empresa, mayor motivación y mayor seguridad
laboral.
Al mejorar las habilidades de los operadores se pudo reducir los tiempos
por calibración de equipos y con esto incrementar la eficiencia.
El control de la Efectividad Tota de los Equipos (OEE) permite identificar
el tipo de pérdida que afecta la efectividad de las máquinas permitiendo
atacar las causas y resolver los problemas para aumentar la
productividad.
Al realizar la evaluación se ha hecho evidente a través del indicador
OEE de que las máquinas que forman el área de bordados, presentan
un 34.93% de capacidad ociosa.
El porcentaje obtenido en el periodo marzo - abril antes de la
implementación de la filosofía Manufactura Esbelta la Efectividad (OEE)
es de 65.07%, esto quiere decir, que del 100% del tiempo planeado para
el proceso de bordados, solo este porcentaje corresponde a una
producción efectiva y el 34.93% restante corresponde a tiempos
perdidos.
Implementada la filosofía de Manufactura Esbelta, el porcentaje obtenido
en el mes de junio de la Efectividad (OEE) es de 82.16%, esto quiere
decir, que del 100% del tiempo planeado para el proceso de bordados,
solo este porcentaje corresponde a una producción efectiva y el 17.84%
restante corresponde a tiempos perdidos.
El porcentaje de los tiempos improductivos antes de la implementación
fue de 34.93%, mientras que el porcentaje de los tiempos improductivos

98
después de la implementación es del 17.84%, esto quiere decir que se
obtuvo una significativa disminución de 17.09% de tiempos perdidos.
El porcentaje de OEE de la línea de producción de bordados tuvo un
aumento de 17.09%, alcanzando un OEE de 82.16% en junio, por lo que
se considera aceptable debido a que está en proceso de mejora.
5.2. RECOMENDACIONES
Una vez que se realicen las capacitaciones iniciales de las herramientas
a implementar, se debe apoyar la creación de una cultura de auto
estudio de los grupos de trabajo, para que los integrantes de dichos
grupos respalden el avance y las mejoras del sistema.
La metodología 5S es una metodología de mejora continua, por tanto el
proceso debe incluir una retroalimentación adecuada, para ello la alta
dirección debe designar a las personas responsables de hacer el
seguimiento del proceso, las mismas que realizarán las auditorias
regularmente y estarán a cargo de la inducción al personal.
Brindar capacitación al personal de bordados para que obtengan los
conocimientos y habilidades básicas, a fin de poder dar mantenimiento
preventivo a la maquinaria que operan y que esta medida les permita
realizar un trabajo de calidad en todo momento.
Se deben realizar evaluaciones periódicas en las diferentes estaciones
de trabajo utilizando las hojas de registro, para poder darle un
seguimiento adecuado al proceso y lograr incrementar la productividad
del mismo.

99
Se deben capacitar al personal constantemente para lograr un uso
adecuado del equipo y lograr realizar las operaciones de una manera
más eficiente.
Se recomienda que esta responsabilidad y compromiso se debe reflejar
desde la alta dirección desde un principio, y que los directivos deben
difundir esta actitud en toda la empresa para generar confianza y
disposición por parte de los empleados y así mismo hacer más fácil el
proceso de cambio de cultura.
Realizar por parte de la Jefa de Área el cálculo diario del OEE y el
análisis mensual de mismo para las mejoras necesarias.
Fomentar la capacitación de los trabajadores en temas sobre seguridad
e higiene industrial, relaciones humanas, salud ocupacional, con lo que
se conseguirá mejorar el ambiente de trabajo, relaciones
interpersonales, laborales del personal en la planta de bordados.
100
BIBLIOGRAFÍA
Belohlavek, P. (2006). Overall Equipment Effectiveness, Buenos Aires
Primera Edición.
Cabrera, R. (2011). Análisis del Mapeo de la Cadena de Valor, México.
Chase y Aquilano. (2006). Gestión de la Producción y Dirección de
Operaciones. Quinta Edición. México.
Cruelles, J. (2010). La Teoría de la Medición del Despilfarro. Toledo,
España, Segunda Edición.
Delgado, H. (2006). Desarrollo de una Cultura de Calidad. México,
Tercera Edición.
Evans, J. (2005). Administración y Control de Calidad. Sexta Edición.
México.
Fleitman, J. (2007). Evaluación integral para implantar modelos de
calidad. México D.F.: Editorial Pax.
González, F. (2007). Manufactura Esbelta Principales Herramientas.
Beachmold Mexico S. de R.L. de C.V.
Hernández, J. y Vizán, A. (2013) Lean Manufacturing, Conceptos,
técnicas e implementación. Madrid.
Hernández, G. y Godínez, A. (2014). El Gran Libro de los Procesos
Esbeltos. Leon, México, Primera Edición.

101
Horbal, R. Kagan, R. y Koch, R. (2008), Implementing Lean
Manufacturing in High-mix Production Environment, en T. Koch (ed.),
IFIP International Federation for Information Processing, Vol. 257,
Boston.
Liker, J. (2006). Las Claves del éxito de Toyota: 14 principios de gestión
del fabricante más grande del mundo. Barcelona: Gestión 2000.
Madariaga, F. (2013). Lean Manufacturing. España.
Martí, J. y Torrubiano, J. (2013).Lean Process Mejorar los sistemas
productivos para ser más competitive. Madrid.
Meyers, F. y Stephens, M. (2006). “Diseño de instalaciones de
manufactura y manejo de materiales”. Tercera edición. Editorial Pearson
Moubray, J. (2012). Manual de Gestión de activos y mantenimiento.
España.
Nakajima, S. (2008). Total Productive Maintenance. Madrid. Edición en
español.
Niño, F. y Bednarek, M. (2010). Metodología para implementar el
sistema de manufactura esbelta. México
Rajadell, M. y Sánchez, J. (2010). Lean Manufacturing: La evidencia de
una necesidad. Segunda Edición. Toledo, España.
Santos, J. Wysk R. (2010). Mejorando la Producción con Lean Thinking.
Primera Edición. España.

102
Suárez, M. (2007). El Kaizen: la Filosofía de Mejora Continua e
Innovación Incremental detrás de la Administración por Calidad Total.
México D.F.: Panorama Editorial.
Venkatesh, J. An introduction to Total Productive Maintenance (TPM).
En: The Plant Maintenance Resource center (2007) Disponible en:
http://www.plant-maintenance.com/articles/tpm_intro.shtml [Citado el 15
de Agosto de 2008].
Villaseñor, A. y Galindo, E. (2007). Conceptos y reglas de Lean
Manufacturing. México. Limusa.
Villaseñor, A. y Galindo, E. (2007). Manual de Lean Manufacturing Guía
básica. México: Primera edición.
Womack, J. y Jones, D. (2005). Lean Thinking: Como utilizar el
pensamiento lean para eliminar los despilfarros y crear valor en la
empresa. Edición Gestión 2000, 2005
Womack, J. Jones, D y Roos, D (2007), The Machine that Change the
World, Londres: Simon y Shuster. Primera Edición, Nueva York.

103
ANEXOS
ANEXO A Formato Evaluación 5S
1
2
3
4
16/16
5
6
7
8
9
10
11
28/28
12
13
14
15
16
17
18
19
20
21
40/40
Puntaje
22
23
24
25
26
20/20
Puntaje
27 Total Pts
28 Clasificación
29 Orden
30 Limpieza
31 Estandarización
20/20 DisciplinaTOTAL
TOTAL EVALUADO 124/124 TOTAL
TOTAL
DISCIPLINA Seguir mejorando
SHITSUKE
Los trabajadores tienen conocimiento de los procedimientos de seguridad e higiene 5 S´s Puntaje
Todo el personal se involucra para la aplicación de los pasos de las 5's
La gente se preocupa por conocer y monitorear sus estándares ( resultados de sus áreas)
El operador conoce bien y domina sus 5's en el área de trabajo (aplicación en el área)
La gente conoce el status de accidentes en el área y las actividades de prevención?
La separación de desechos es con tachos limpios y adecuados, verificar que se cumple con la separación
TOTAL
ESTANDARIZACIÓN Señalizar anomalías
SEIKETSU
Existen tableros de información en cada área de producción y son facilmente accesibles al personal en el áreaLos documentos de centros de información, cronogramas de producción, instructivos, etc., están
publicados en buen estado.
Las primeras 3'S son mantenidas y observadas
Existe una buena práctica de limpieza que se ejecute antes, durante y al final de la jornada laboral
Existen sitios definidos para las maquinarias y herramientas
SEISO
Se encuentran las áreas de trabajo libres de polvo, basura, scrap, agua, aceite
Correcta conservación y mantenimiento de paredes, techos y pisos (pintura, iluminación, tapicería, obras civiles,
carpintería, plomería, electricidad)
Las máquinas NO tienen rastro de fugas (aceite, agua, químicos, etc.)
Las máquinas, equipos, racks y estanterías están limpios (polvo, grasa, etc.)
Existe un área identificada para útiles de limpieza que evite a los mismos permanecer abandonados en rincones
del área
Los pisos están secos, limpios, señalizados, libres de manchas
La iluminación en el área es la adecuada y eficaz. Están en buen estado las luminarias, interruptores, cajetines y
tomacorrientes (con las tapas correspondientes)
Están en buen estado las mesas de trabajo (limpias, sin deterioro)
Las ventanas están limpias sin vidrios trisados o rotos
Se cumple con el código de colores en los tachos de basura
Las rutas de evacuación y los equipos de seguridad industrial (extintores, alarmas, rótulos, etc.) están identificados,
visibles, accesibles con fechas de inspección actualizadas
Las áreas de circulación se encuentran demarcadas y libres de obstáculos
NO se evidencia cables sueltos en techos, paredes ni pisos
Existe rótulos legibles que identifique el contenido en cada caja, gaveta o recipiente presente en el área
NO se evidencia herramientas colocadas en espacios que no coinciden a la silueta dibujada en armarios o
tableros de herramientas
TOTAL
LIMPIEZA Suprimir suciedad
La materia prima esta almacenada en lugares asignados y reservados (gavetas, estanterías, racks)
El área esta libre de herramientas, repuestos y/o piezas innecesarias
En cada estación de trabajo están solo herramientas en buen estado y necesarias según la frecuencia de uso
PUNTAJE
AUDITORIA
El área esta libre de maquinaria, estantería, racks o coches que no se utilizan en el proceso
TOTAL
ORDEN Un lugar para cada cosa y cada cosa en su lugar
SEITON
Existe una correcta señalización de maquinaria, gavetas y estanterías mediante siluta de figuras, líneas de limitación, etiquetas,
etc.
CLASIFICACIÓN Mantener lo necesario
SEIRI
HOJA DE AUDITORIA 5 ¨S¨ EVALUADOR: AREA : FECHA :
Puntaje1 = Malo 2 = Regular 3 = Bueno 4 = Excelente
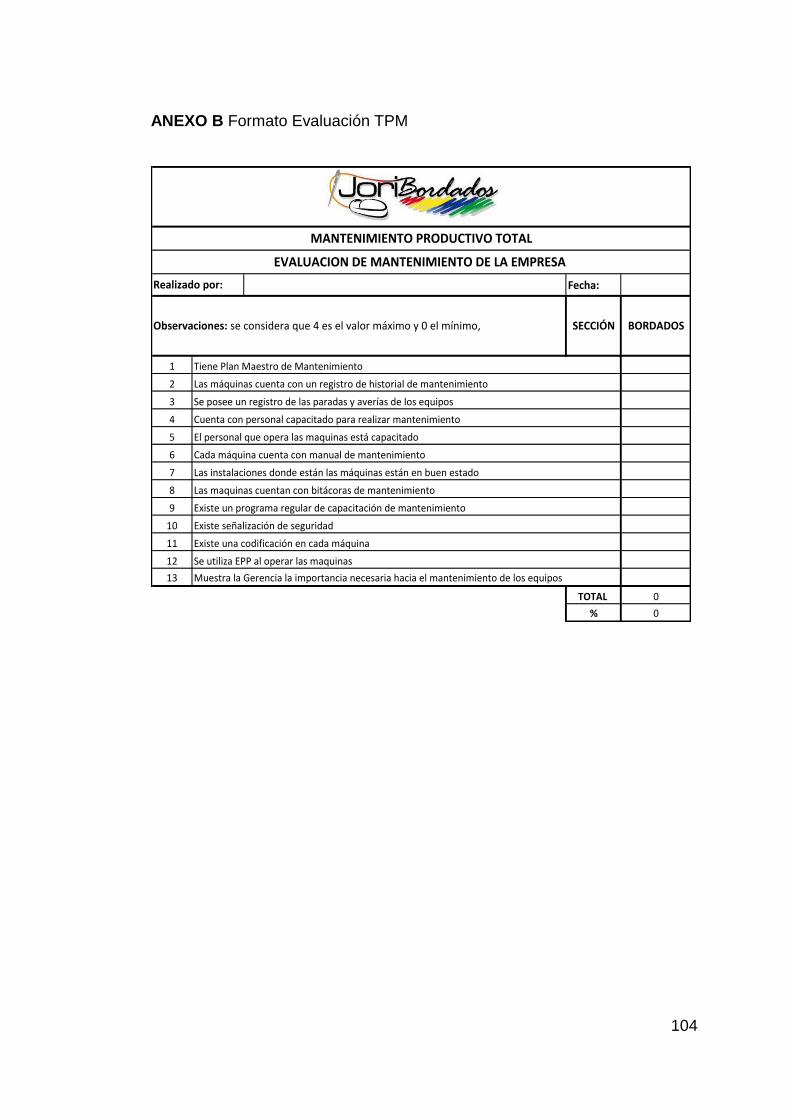
104
ANEXO B Formato Evaluación TPM
Fecha:
1
2
3
4
5
6
7
8
9
10
11
12
13
TOTAL 0
% 0
Muestra la Gerencia la importancia necesaria hacia el mantenimiento de los equipos
Se utiliza EPP al operar las maquinas
Las maquinas cuentan con bitácoras de mantenimiento
Las máquinas cuenta con un registro de historial de mantenimiento
Se posee un registro de las paradas y averías de los equipos
Cuenta con personal capacitado para realizar mantenimiento
El personal que opera las maquinas está capacitado
Cada máquina cuenta con manual de mantenimiento
Las instalaciones donde están las máquinas están en buen estado
Existe una codificación en cada máquina
Existe señalización de seguridad
Existe un programa regular de capacitación de mantenimiento
MANTENIMIENTO PRODUCTIVO TOTAL
EVALUACION DE MANTENIMIENTO DE LA EMPRESA
Observaciones: se considera que 4 es el valor máximo y 0 el mínimo, SECCIÓN BORDADOS
Realizado por:
Tiene Plan Maestro de Mantenimiento

105
ANEXO C Reporte de Producción
RESPONSABLE FECHA
PRODUCTO MÁQUINA
DÍA
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
REPORTE DE PRODUCCIÓN

106
ANEXO D Bitácora Reporte de Mantenimiento
CÓDIGO
MÁQUINAFECHA
TIEMPO DE
PARO MAQ.
ÁREA:
RESPONSABLE DE LA MÁQUINA:
BITÁCORA DE MAQUINARIA
MOTIVOS
MOTIVOS REPUESTOS CAMBIADOS OBSERVACIONES
1. Mantenimiento
2. Reparación
3. Limpieza
4. Ordenar
5. Otros

107
ANEXO E Producción Marzo – Abril
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/03/2014 480 418 62 12505 5487859 6120000 65
03/03/2014 480 409 71 12505 5456654 6120000 54
04/03/2014 480 407 73 12505 5309222 6120000 82
05/03/2014 480 406 74 12505 5295688 6120000 56
06/03/2014 480 415 65 12505 5267926 6120000 47
07/03/2014 480 407 73 12505 5373676 6120000 36
08/03/2014 480 409 71 12505 5412709 6120000 18
10/03/2014 480 415 65 12505 5470806 6120000 29
11/03/2014 480 417 63 12505 5306440 6120000 36
12/03/2014 480 413 67 12505 5491376 6120000 57
13/03/2014 480 402 78 12505 5408669 6120000 68
14/03/2014 480 416 64 13887 5397320 6120000 15
15/03/2014 480 402 78 13887 5343743 6120000 36
17/03/2014 480 417 63 13887 5292128 6120000 28
18/03/2014 480 417 63 13887 5412886 6120000 16
19/03/2014 480 410 70 13887 5261281 6120000 38
20/03/2014 480 414 66 13887 5203727 6120000 86
21/03/2014 480 401 79 13887 5537540 6120000 18
22/03/2014 480 410 70 13887 5175590 6120000 17
24/03/2014 480 408 72 13887 5415345 6120000 68
25/03/2014 480 403 77 13887 5195880 6120000 26
26/03/2014 480 420 60 12183 5266496 6120000 48
27/03/2014 480 401 79 12183 5521787 6120000 68
28/03/2014 480 408 72 12183 5377149 6120000 98
29/03/2014 480 412 68 12183 5184386 6120000 87
31/03/2014 480 415 65 12183 5539676 6120000 26
MÁQUINA BSW20CM
AR
ZO
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/04/2014 480 402 78 10908 5825293 6120000 82
02/04/2014 480 402 78 10908 5847508 6120000 47
03/04/2014 480 406 74 10908 5840156 6120000 89
04/04/2014 480 402 78 10908 5832791 6120000 49
05/04/2014 480 402 78 10908 5823977 6120000 64
07/04/2014 480 402 78 10908 5832130 6120000 58
08/04/2014 480 407 73 10908 5829202 6120000 74
09/04/2014 480 405 75 10908 5826843 6120000 77
10/04/2014 480 411 69 10908 5820929 6120000 48
11/04/2014 480 414 66 11630 5825513 6120000 85
12/04/2014 480 409 71 11630 5827512 6120000 64
14/04/2014 480 407 73 11630 5848014 6120000 48
15/04/2014 480 413 67 11630 5847351 6120000 70
16/04/2014 480 404 76 11630 5838080 6120000 70
17/04/2014 480 402 78 11630 5846185 6120000 66
18/04/2014 480 413 67 11630 5835640 6120000 61
19/04/2014 480 402 78 11630 5848184 6120000 61
21/04/2014 480 411 69 9854 5825168 6120000 65
22/04/2014 480 402 78 9854 5847070 6120000 74
23/04/2014 480 414 66 9854 5844211 6120000 77
24/04/2014 480 409 71 9854 5844565 6120000 50
25/04/2014 480 412 68 9854 5838465 6120000 85
26/04/2014 480 409 71 9854 5841074 6120000 60
28/04/2014 480 402 78 9854 5831250 6120000 84
29/04/2014 480 407 73 9854 5849477 6120000 86
30/04/2014 480 410 70 9854 5838986 6120000 51
MÁQUINA BSW20C
AB
RIL

108
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/03/2014 480 413 67 7988 2401692 2592000 50
03/03/2014 480 425 55 7988 2425299 2592000 63
04/03/2014 480 415 65 7988 2399286 2592000 48
05/03/2014 480 433 47 7988 2271137 2592000 70
06/03/2014 480 446 34 7988 2272500 2592000 61
07/03/2014 480 419 61 4508 2380900 2592000 49
08/03/2014 480 443 37 4508 2339264 2592000 69
10/03/2014 480 443 37 4508 2412229 2592000 51
11/03/2014 480 437 43 4508 2302197 2592000 64
12/03/2014 480 445 35 9085 2284707 2592000 47
13/03/2014 480 444 36 9085 2366024 2592000 62
14/03/2014 480 420 60 9085 2323998 2592000 49
15/03/2014 480 434 46 9085 2366602 2592000 64
17/03/2014 480 421 59 9085 2404408 2592000 55
18/03/2014 480 404 76 9085 2424147 2592000 69
19/03/2014 480 413 67 6899 2415643 2592000 48
20/03/2014 480 445 35 6899 2334514 2592000 46
21/03/2014 480 425 55 6899 2256678 2592000 65
22/03/2014 480 435 45 6899 2248870 2592000 67
24/03/2014 480 447 33 6899 2270326 2592000 61
25/03/2014 480 412 68 6899 2357253 2592000 50
26/03/2014 480 449 31 6899 2293924 2592000 60
27/03/2014 480 447 33 6899 2311201 2592000 65
28/03/2014 480 400 80 9378 2373477 2592000 69
29/03/2014 480 450 30 9378 2380816 2592000 56
31/03/2014 480 400 80 9378 2279571 2592000 53
MÁQUINA BSW8C
MA
RZO
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/04/2014 480 437 43 4393 2428445 2592000 78
02/04/2014 480 462 18 4393 2397017 2592000 73
03/04/2014 480 443 37 9856 2364013 2592000 90
04/04/2014 480 441 39 9856 2397632 2592000 64
05/04/2014 480 421 59 9856 2366824 2592000 77
07/04/2014 480 439 41 9856 2381914 2592000 50
08/04/2014 480 447 33 9856 2406814 2592000 64
09/04/2014 480 450 30 9856 2400637 2592000 86
10/04/2014 480 448 32 9856 2357576 2592000 75
11/04/2014 480 420 60 9856 2338496 2592000 85
12/04/2014 480 421 59 9856 2430865 2592000 76
14/04/2014 480 459 21 10896 2399295 2592000 79
15/04/2014 480 458 22 10896 2431584 2592000 60
16/04/2014 480 434 46 10896 2342830 2592000 90
17/04/2014 480 470 10 10896 2373955 2592000 50
18/04/2014 480 440 40 10896 2420163 2592000 63
19/04/2014 480 466 14 10896 2379400 2592000 67
21/04/2014 480 422 58 10896 2425320 2592000 72
22/04/2014 480 421 59 10896 2381917 2592000 49
23/04/2014 480 461 19 10896 2362675 2592000 76
24/04/2014 480 436 44 10896 2352888 2592000 89
25/04/2014 480 442 38 10896 2387657 2592000 83
26/04/2014 480 451 29 10896 2394508 2592000 70
28/04/2014 480 434 46 10896 2410713 2592000 59
29/04/2014 480 421 59 10896 2354462 2592000 68
30/04/2014 480 450 30 10896 2404390 2592000 54
AB
RIL
MÁQUINA BSW8C

109
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/03/2014 480 411 69 3698 1755214 2052000 41
03/03/2014 480 450 30 3698 1751246 2052000 49
04/03/2014 480 450 30 3698 1854456 2052000 33
05/03/2014 480 415 65 3698 1809142 2052000 47
06/03/2014 480 425 55 3698 1823261 2052000 29
07/03/2014 480 415 65 3698 1822470 2052000 50
08/03/2014 480 439 41 4508 1830614 2052000 44
10/03/2014 480 432 48 4508 1847217 2052000 43
11/03/2014 480 440 40 4508 1789963 2052000 42
12/03/2014 480 414 66 9085 1854280 2052000 44
13/03/2014 480 426 54 9085 1814983 2052000 21
14/03/2014 480 410 70 9085 1788893 2052000 36
15/03/2014 480 430 50 9085 1845806 2052000 48
17/03/2014 480 439 41 9085 1788173 2052000 23
18/03/2014 480 438 42 9085 1859054 2052000 34
19/03/2014 480 444 36 6899 1855739 2052000 54
20/03/2014 480 446 34 6899 1801408 2052000 30
21/03/2014 480 433 47 6899 1814318 2052000 20
22/03/2014 480 439 41 6899 1824963 2052000 49
24/03/2014 480 427 53 6899 1783373 2052000 32
25/03/2014 480 435 45 6899 1745501 2052000 23
26/03/2014 480 437 43 6899 1829091 2052000 25
27/03/2014 480 415 65 6899 1761435 2052000 25
28/03/2014 480 424 56 9378 1818557 2052000 52
29/03/2014 480 424 56 9378 1781176 2052000 25
31/03/2014 480 424 56 9378 1807774 2052000 27
MÁQUINA BSW6C
MA
RZO
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/04/2014 480 417 98 4393 1782402 2052000 24
02/04/2014 480 443 102 4393 1750032 2052000 28
03/04/2014 480 443 60 9856 1788387 2052000 24
04/04/2014 480 434 68 9856 1847439 2052000 55
05/04/2014 480 414 123 9856 1741094 2052000 25
07/04/2014 480 436 230 9856 1856616 2052000 52
08/04/2014 480 424 120 9856 1795044 2052000 37
09/04/2014 480 411 56 9856 1859021 2052000 17
10/04/2014 480 443 198 9856 1811489 2052000 31
11/04/2014 480 426 45 9856 1775015 2052000 19
12/04/2014 480 447 69 9856 1792598 2052000 28
14/04/2014 480 428 74 10896 1784162 2052000 23
15/04/2014 480 448 86 10896 1806098 2052000 26
16/04/2014 480 448 156 10896 1823783 2052000 43
17/04/2014 480 419 85 10896 1839660 2052000 28
18/04/2014 480 440 52 10896 1814093 2052000 34
19/04/2014 480 448 57 10896 1808216 2052000 17
21/04/2014 480 439 63 10896 1797843 2052000 47
22/04/2014 480 414 97 10896 1767881 2052000 41
23/04/2014 480 410 163 10896 1805375 2052000 38
24/04/2014 480 439 34 10896 1743763 2052000 53
25/04/2014 480 435 87 10896 1795595 2052000 43
26/04/2014 480 422 95 10896 1816307 2052000 35
28/04/2014 480 435 134 10896 1793688 2052000 39
29/04/2014 480 442 169 10896 1806346 2052000 50
30/04/2014 480 429 65 10896 1815086 2052000 52
MÁQUINA BSW6C
AB
RIL

110
MES DIA
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/03/2014 480 450 30 13589 2242447 2592000 41
03/03/2014 480 443 37 13589 2188896 2592000 27
04/03/2014 480 440 40 13589 2158951 2592000 27
05/03/2014 480 427 53 13589 2250899 2592000 45
06/03/2014 480 431 49 13589 2256536 2592000 33
07/03/2014 480 439 41 13589 2196169 2592000 35
08/03/2014 480 431 49 13589 2146819 2592000 45
10/03/2014 480 445 35 13589 2187436 2592000 34
11/03/2014 480 445 35 13589 2163226 2592000 34
12/03/2014 480 447 33 13589 2248186 2592000 38
13/03/2014 480 450 30 13589 2139175 2592000 35
14/03/2014 480 439 41 13589 2182252 2592000 29
15/03/2014 480 444 36 10986 2169335 2592000 35
17/03/2014 480 442 38 10986 2232563 2592000 38
18/03/2014 480 429 51 10986 2228780 2592000 27
19/03/2014 480 437 43 10986 2139809 2592000 38
20/03/2014 480 447 33 10986 2203560 2592000 42
21/03/2014 480 430 50 10986 2240501 2592000 37
22/03/2014 480 447 33 12398 2276939 2592000 30
24/03/2014 480 443 37 12398 2287768 2592000 27
25/03/2014 480 434 46 12398 2173979 2592000 38
26/03/2014 480 421 59 12398 2168173 2592000 38
27/03/2014 480 434 46 12398 2206604 2592000 28
28/03/2014 480 432 48 12398 2279424 2592000 42
29/03/2014 480 428 52 12398 2180914 2592000 32
31/03/2014 480 422 58 12398 2257260 2592000 44
MÁQUINA BTJ8C
MA
RZO
MES DIA
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADAS
DISEÑO
PRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
01/04/2014 480 431 49 4393 2163721 2592000 38
02/04/2014 480 438 42 4393 2173993 2592000 39
03/04/2014 480 425 55 9856 2191648 2592000 30
04/04/2014 480 434 46 9856 2140069 2592000 32
05/04/2014 480 426 54 9856 2169832 2592000 30
07/04/2014 480 420 60 9856 2153764 2592000 44
08/04/2014 480 449 31 9856 2153595 2592000 37
09/04/2014 480 420 60 9856 2172428 2592000 44
10/04/2014 480 440 40 9856 2192605 2592000 35
11/04/2014 480 447 33 9856 2184306 2592000 32
12/04/2014 480 445 35 9856 2206563 2592000 45
14/04/2014 480 443 37 10896 2223464 2592000 40
15/04/2014 480 443 37 10896 2148999 2592000 25
16/04/2014 480 444 36 10896 2194919 2592000 35
17/04/2014 480 440 40 10896 2198625 2592000 33
18/04/2014 480 444 36 10896 2154765 2592000 40
19/04/2014 480 450 30 10896 2215848 2592000 25
21/04/2014 480 430 50 10896 2164207 2592000 39
22/04/2014 480 425 55 10896 2188130 2592000 37
23/04/2014 480 428 52 10896 2212085 2592000 42
24/04/2014 480 448 32 10896 2155100 2592000 39
25/04/2014 480 444 36 10896 2159784 2592000 31
26/04/2014 480 440 40 10896 2178914 2592000 28
28/04/2014 480 445 35 10896 2164936 2592000 43
29/04/2014 480 442 38 10896 2149183 2592000 30
30/04/2014 480 420 60 10896 2208425 2592000 29
MÁQUINA BTJ8C
AB
RIL

111
ANEXO F Formato Verificación para la Limpieza
ANEXO G Plan Maestro de Implementación TPM
Fecha: Responsable
Turno:
Hora: Observaciones
Área:
SI NO
Los materiales de desechos se encuentran el los botes de basura
Las herramientas se encuentran el los lugares asignados
Las objetos personales se encuentran en las areas asignadas
Las perchas se encuentran ordenadas
HOJA DE VERIFICACIÓN PARA LA LIMPIEZA
CUMPLEACTIVIDADES
Los materiales se encuentran en el lugar asignado
La mesa de trabajo se encuentra limpia
Los pisos del area se encuentran limpios
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
1 Declaración Introducción TPM
2Dictado de la filosofia TPM
3Diagnóstico del equipo/máquina (condiciones de trabajo, deficiencias, fallas)
4Listado de principales actividades de mantenimiento del Equipo (cambio de
repuestos, lubricacion y ajustes
5Definicion de los módulos de capacitación Teórico y Técnico
6Elaboracion de material de capacitación Teórico y Técnico
7Dictado de módulos Teórico y Técnico
8Formacion de los grupos TPM
9Capacitacion en campo de Operadores
10Evaluación escrita
11Evaluación en campo
12Elaboracion de formatos TPM para operadores (Limpieza, Lubricación,
Inspección y Ajustes)
13Capacitación en el llenado de los formatos
14Implementacion Mantenimiento Autónomo
15Implementacion Mantenimiento Planificado
16 Resultados
SEMANAS
PLAN MAESTRO DE IMPLEMENTACION TPM
ACTIVIDADES
MARZO ABRIL MAYO JUNIO

112
ANEXO H Producción Junio
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADASPRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
02/05/2014 480 446 34 11250 5823160 6120000 46
03/05/2014 480 446 34 11250 5843248 6120000 31
04/05/2014 480 445 35 11250 5847844 6120000 45
05/05/2014 480 446 34 11250 5827020 6120000 32
06/05/2014 480 445 35 11250 5856338 6120000 31
07/05/2014 480 450 30 11250 5835146 6120000 40
09/05/2014 480 447 33 11250 5842209 6120000 22
10/05/2014 480 447 33 11250 5833181 6120000 40
11/05/2014 480 447 33 8987 5833756 6120000 38
12/05/2014 480 450 30 8987 5855663 6120000 49
13/05/2014 480 447 33 8987 5840049 6120000 33
14/05/2014 480 450 30 8987 5839174 6120000 31
16/05/2014 480 447 33 8987 5825100 6120000 41
17/05/2014 480 448 32 8987 5834791 6120000 31
18/05/2014 480 447 33 8987 5828024 6120000 23
19/05/2014 480 449 31 8987 5845307 6120000 44
20/05/2014 480 450 30 8987 5822267 6120000 32
21/05/2014 480 448 32 10935 5847886 6120000 30
23/05/2014 480 449 31 10935 5827980 6120000 20
24/05/2014 480 450 30 10935 5833532 6120000 39
25/05/2014 480 445 35 10935 5854577 6120000 48
26/05/2014 480 447 33 10935 5830213 6120000 32
27/05/2014 480 450 30 10935 5836780 6120000 27
28/05/2014 480 446 34 10935 5833037 6120000 21
30/05/2014 480 449 31 10935 5847612 6120000 49
JUN
IOMÁQUINA BSW20C
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADASPRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
02/05/2014 480 465 15 8763 2414567 2592000 26
03/05/2014 480 456 24 8763 2416712 2592000 11
04/05/2014 480 461 19 8763 2408769 2592000 14
05/05/2014 480 459 21 8763 2417848 2592000 29
06/05/2014 480 460 20 8763 2416621 2592000 26
07/05/2014 480 463 17 8763 2414305 2592000 10
09/05/2014 480 455 25 8763 2409692 2592000 19
10/05/2014 480 462 18 8763 2417840 2592000 20
11/05/2014 480 458 22 8763 2421932 2592000 12
12/05/2014 480 459 21 8763 2406900 2592000 25
13/05/2014 480 465 15 9786 2422074 2592000 17
14/05/2014 480 458 22 9786 2406816 2592000 15
16/05/2014 480 462 18 9786 2420930 2592000 21
17/05/2014 480 462 18 9786 2416495 2592000 12
18/05/2014 480 458 22 9786 2418097 2592000 30
19/05/2014 480 459 21 9786 2421374 2592000 18
20/05/2014 480 460 20 9786 2408730 2592000 23
21/05/2014 480 455 25 9786 2411083 2592000 22
23/05/2014 480 458 22 9786 2417712 2592000 23
24/05/2014 480 461 19 11356 2420751 2592000 15
25/05/2014 480 464 16 11356 2408439 2592000 17
26/05/2014 480 461 19 11356 2415865 2592000 22
27/05/2014 480 457 23 11356 2405882 2592000 12
28/05/2014 480 455 25 11356 2410717 2592000 30
30/05/2014 480 458 22 11356 2413663 2592000 25
MÁQUINA BSW8C
JUN
IO
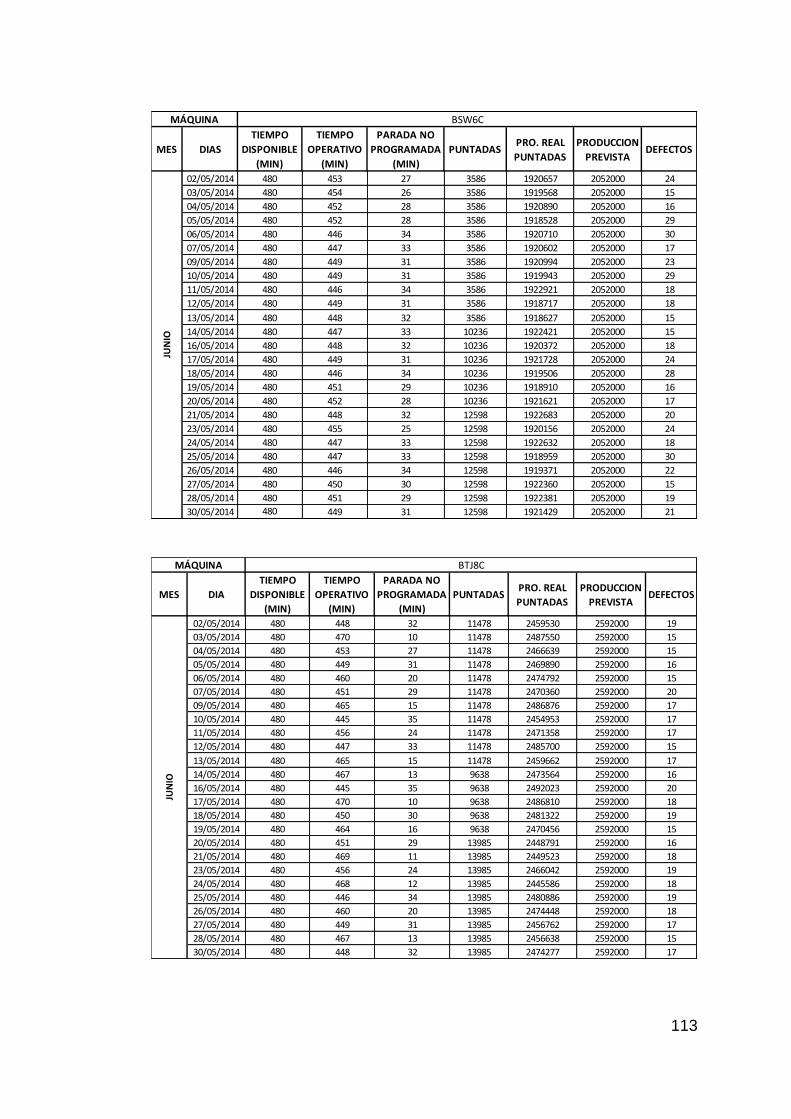
113
MES DIAS
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADASPRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
02/05/2014 480 453 27 3586 1920657 2052000 24
03/05/2014 480 454 26 3586 1919568 2052000 15
04/05/2014 480 452 28 3586 1920890 2052000 16
05/05/2014 480 452 28 3586 1918528 2052000 29
06/05/2014 480 446 34 3586 1920710 2052000 30
07/05/2014 480 447 33 3586 1920602 2052000 17
09/05/2014 480 449 31 3586 1920994 2052000 23
10/05/2014 480 449 31 3586 1919943 2052000 29
11/05/2014 480 446 34 3586 1922921 2052000 18
12/05/2014 480 449 31 3586 1918717 2052000 18
13/05/2014 480 448 32 3586 1918627 2052000 15
14/05/2014 480 447 33 10236 1922421 2052000 15
16/05/2014 480 448 32 10236 1920372 2052000 18
17/05/2014 480 449 31 10236 1921728 2052000 24
18/05/2014 480 446 34 10236 1919506 2052000 28
19/05/2014 480 451 29 10236 1918910 2052000 16
20/05/2014 480 452 28 10236 1921621 2052000 17
21/05/2014 480 448 32 12598 1922683 2052000 20
23/05/2014 480 455 25 12598 1920156 2052000 24
24/05/2014 480 447 33 12598 1922632 2052000 18
25/05/2014 480 447 33 12598 1918959 2052000 30
26/05/2014 480 446 34 12598 1919371 2052000 22
27/05/2014 480 450 30 12598 1922360 2052000 15
28/05/2014 480 451 29 12598 1922381 2052000 19
30/05/2014 480 449 31 12598 1921429 2052000 21
MÁQUINA BSW6C
JUN
IO
MES DIA
TIEMPO
DISPONIBLE
(MIN)
TIEMPO
OPERATIVO
(MIN)
PARADA NO
PROGRAMADA
(MIN)
PUNTADASPRO. REAL
PUNTADAS
PRODUCCION
PREVISTADEFECTOS
02/05/2014 480 448 32 11478 2459530 2592000 19
03/05/2014 480 470 10 11478 2487550 2592000 15
04/05/2014 480 453 27 11478 2466639 2592000 15
05/05/2014 480 449 31 11478 2469890 2592000 16
06/05/2014 480 460 20 11478 2474792 2592000 15
07/05/2014 480 451 29 11478 2470360 2592000 20
09/05/2014 480 465 15 11478 2486876 2592000 17
10/05/2014 480 445 35 11478 2454953 2592000 17
11/05/2014 480 456 24 11478 2471358 2592000 17
12/05/2014 480 447 33 11478 2485700 2592000 15
13/05/2014 480 465 15 11478 2459662 2592000 17
14/05/2014 480 467 13 9638 2473564 2592000 16
16/05/2014 480 445 35 9638 2492023 2592000 20
17/05/2014 480 470 10 9638 2486810 2592000 18
18/05/2014 480 450 30 9638 2481322 2592000 19
19/05/2014 480 464 16 9638 2470456 2592000 15
20/05/2014 480 451 29 13985 2448791 2592000 16
21/05/2014 480 469 11 13985 2449523 2592000 18
23/05/2014 480 456 24 13985 2466042 2592000 19
24/05/2014 480 468 12 13985 2445586 2592000 18
25/05/2014 480 446 34 13985 2480886 2592000 19
26/05/2014 480 460 20 13985 2474448 2592000 18
27/05/2014 480 449 31 13985 2456762 2592000 17
28/05/2014 480 467 13 13985 2456638 2592000 15
30/05/2014 480 448 32 13985 2474277 2592000 17
MÁQUINA BTJ8C
JUN
IO


















