Trabajo Final Herramientas Informaticas
35
PERFIL Mi nombre es Laura Camila barrera Hernández estudio ingeniería industrial en la unad curso segundo semestre tengo 20 años vivo en la cuidad de Bogotá. INICIO DEL TEMA Procesos de manufactura DEFINICIÓN DE MANUFACTURA La manufactura consiste es la transformación de materias primas en productos totalmente terminado que ya esté en condiciones de ser destinado a la venta. Las manufacturas de hoy incluyen los procesos intermedios que necesitamos para una producción, esto ha sido posible
-
Upload
camihernandez -
Category
Documents
-
view
221 -
download
2
Transcript of Trabajo Final Herramientas Informaticas

PERFIL
Mi nombre es Laura Camila barrera Hernández estudio ingeniería industrial en la unad curso segundo semestre tengo 20 años vivo en la cuidad de Bogotá.
INICIO DEL TEMA
Procesos de manufactura
DEFINICIÓN DE MANUFACTURA
La manufactura consiste es la transformación de materias primas en productos totalmente terminado que ya esté en condiciones de ser destinado a la venta.Las manufacturas de hoy incluyen los procesos intermedios que necesitamos para una producción, esto ha sido posible gracias a ese sector industrial y se asocia a la ingeniería y al diseño industrial.La producción de manufactura se puede realizar bien sea manual a o implementado maquinasEl origen de la manufactura está ubicada hacia finales del siglo XVIII, mas aproximadamente en el año 1780 con el hito que marcó la Revolución Industrial británica que se extendería en un primer momento a toda Europa, luego a América del Norte y finalmente al resto del mundo, antes de este momento lo
que mandaba y dominaba era la producción de tipo artesanal. La manufactura maneja tres tipos de producción:
producción por trabajos o bajo pedido producción por lotes producción continua
PRODUCCIÓN POR TRABAJOS O BAJO PEDIDO
La producción por trabajos o bajo pedido, es utilizado por la empresa que produce solamente después de haber recibido un encargo o pedido de sus productos. Sólo después del contrato o encargo de un determinado producto, la empresa lo elabora. En primer lugar, el producto se ofrece al mercado. Cuando se recibe el pedido, el plan ofrecido para la cotización del cliente es utilizado para hacer un análisis más detallado del trabajo que se realizará. Este análisis del trabajo involucra:
1. Listado de todos los materiales necesarios para hacer el trabajo encomendado.
2. Relación del trabajo a realizar, dividido en número de horas para cada tipo de trabajo especializado
3. Un plan detallado de secuencia cronológica, que indique cuando deberá trabajar cada tipo de mano de obra y cuándo cada tipo de material
deberá estar disponible para poder ser utilizado.
https://www.youtube.com/watch?v=wEswt048RU0
PRODUCCIÓN POR LOTES
Este es otro de los sistemas de producción más comunes que emplean las empresas manufactureras que tienen como característica que su producción tiene una cantidad limitada, también se le denomina producción discontinua porque su proceso no es permanente, se interrumpe debido a que se efectúan una serie de operaciones a cada lote de producción.Para que un lote de producción pueda pasar de una operación a otra, esta debe estar completamente terminada, porque si se pasan pequeñas cantidades del lote a otra operación, puede generar contratiempos y confusiones en el control de la producción.
Las empresas que aplican este sistema tienen como ventaja que su personal domine eficientemente cada una de las operaciones y que la inversión del capital para la producción se mantenga baja; pero lo que va requerir de un

trabajo minucioso y arduo es el área organizativa y de planeación ya que tienen que reducir al máximo el tiempo de inactividad.
La producción por lotes también tiene desventajas entre ellas la ineficacia con respecto a los tiempos muertos, ya que el grupo de trabajo al culminar su trabajo, tiene que detenerse para acondicionar el ambiente de trabajo del nuevo lote de producción.Este sistema es valioso para las pequeñas empresas que fabrican diferentes productos y que no tienen en mente trabajar con sofisticadas y costosas maquinarias de producciones continuas. La producción por lotes es también útil para una fábrica que haga productos estacionales o aquellos que sean difíciles de pronosticar la demanda, para un lanzamiento piloto de la producción, o para productos que tienen un alto margen de beneficio.
En definitiva estos sistemas de producción se adecúan a las necesidades y requerimientos de las micro y pequeñas empresas quienes al empezar utilizarán equipos modestos, pero conforme crezca su producción tendrán que hacer uso de equipos con tecnología más avanzada.
https://www.youtube.com/watch?v=W3BjwPv28WI
PRODUCCIÓN CONTINUA
La producción continua no es reciente y un ejemplo cercano a este tipo de producción se realizó en el año de 1914, la Ford Motor Company, empresa americana fabricante de automóviles, empleó las técnicas básicas de línea de producción para fabricar el automóvil modelo T, creando la primera línea de producción móvil del mundo en ese año.

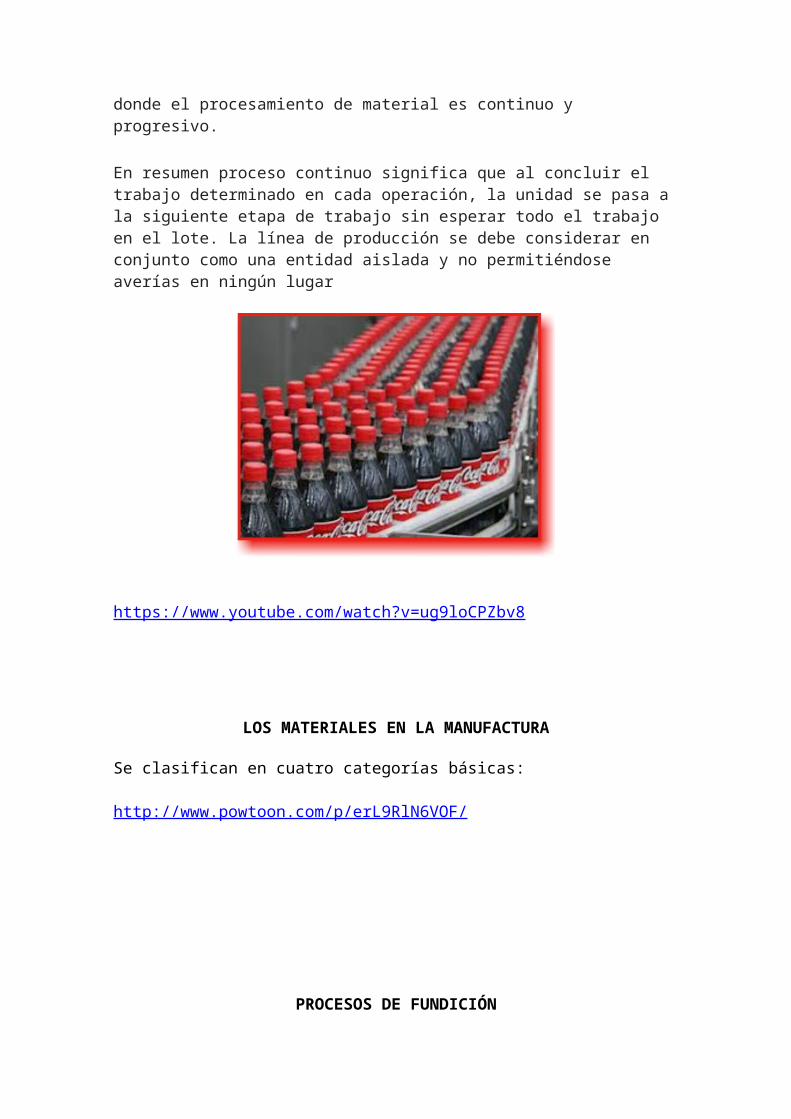
El sistema de producción continua es utilizado por las empresas que producen un determinado producto por un prolongado tiempo, no se presentan cambios en su ejecución.El ritmo de producción es acelerado y las operaciones se ejecutan sin interrupción. Como el producto es el mismo, el proceso de producción no sufre cambios seguidos y puede ser perfeccionado continuamente.Este tipo de producción es aquel donde el contenido de trabajo del producto aumenta en forma continua. Es aquella donde el procesamiento de material es continuo y progresivo.
En resumen proceso continuo significa que al concluir el trabajo determinado en cada operación, la unidad se pasa a la siguiente etapa de trabajo sin esperar todo el trabajo en el lote. La línea de producción se debe considerar en conjunto como una entidad aislada y no permitiéndose averías en ningún lugar
https://www.youtube.com/watch?v=ug9loCPZbv8
LOS MATERIALES EN LA MANUFACTURA
Se clasifican en cuatro categorías básicas:
http://www.powtoon.com/p/erL9RlN6VOF/
PROCESOS DE FUNDICIÓN
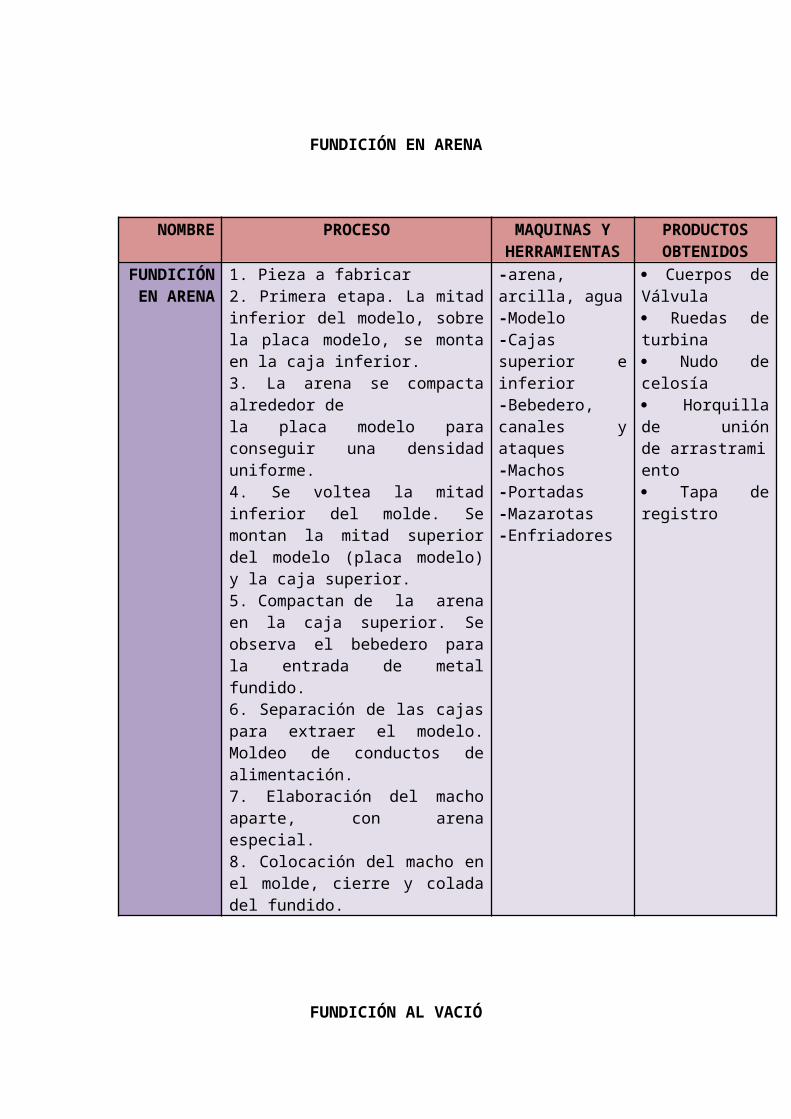
FUNDICIÓN EN ARENA
NOMBRE PROCESO MAQUINAS Y HERRAMIENTAS
PRODUCTOS OBTENIDOS
FUNDICIÓNEN ARENA
1. Pieza a fabricar2. Primera etapa. La mitad inferior del modelo, sobre la placa modelo, se monta en la caja inferior.3. La arena se compacta alrededor dela placa modelo para conseguir una densidad uniforme.4. Se voltea la mitad inferior del molde. Se montan la mitad superior del modelo (placa modelo) y la caja superior.5. Compactan de la arena en la caja superior. Se observa el bebedero para la entrada de metal fundido.6. Separación de las cajas para extraer el modelo. Moldeo de conductos de alimentación.7. Elaboración del macho aparte, con arena especial.8. Colocación del macho en el molde, cierre y colada del fundido.
-arena, arcilla, agua-Modelo-Cajas superior e inferior-Bebedero, canales y ataques-Machos-Portadas-Mazarotas-Enfriadores
Cuerpos de Válvula Ruedas de turbina Nudo de celosía Horquilla de unión de arrastramiento Tapa de registro
FUNDICIÓN AL VACIÓ
NOMBRE PROCESO MAQUINAS Y HERRAMIENTAS
PRODUCTOS OBTENIDOS
FUNDICIÓN AL VACIÓ
El principio es el mismo que en el moldeo a baja presión o fundición a presión. La presión dentro del molde es disminuida por una bomba de vacío, y la diferencia de presión fuerza al metal fundido a entrar en el molde. El
-Caja de moldeo con un sistema de orificios para posibilitar la creación de vacío en su interior. Además, deberá
-Repuestos para automóviles, tales como carburadores y bombas de petróleo.-Partes de
metal se puede fundir al aire o en vacío. El vacío reduce la presión del aire en el interior del molde a aproximadamente dos terceras partes de la presión atmosférica, succionando por tanto el metal fundido en las cavidades del molde a través de un canal de alimentación en la parte inferior del molde. El metal fundido en el horno está a una temperatura, por lo general, de 55ºC por encima de la temperatura líquidus; en consecuencia, empieza a solidificarse en una fracción de segundo.Una vez que se encuentra lleno el molde, se retira del metal fundido. Este método es parcialmente adecuado para formas complejas con pared delgada. Las piezas fundidas al aire se fabrican fácilmente en volúmenes elevados y a un coste relativamente bajo. Las piezas fundidas en vacío implican habitualmente el uso de metales reactivos, como aluminio, titanio, circonio y hafnio. Estas piezas, que a menudo se encuentran en forma de superlaciones para turbinas de gas, pueden tener paredes de un espesor de hasta 0,5 mm. El proceso puede automatizarse y los costos de producción son similares a los de la fundición en arena verde.El vacío de la cavidad reduce el gas atrapado durante la inyección de metales y por lo tanto laporosidad en la fundición. El resultado es un moldeo con un mayor nivel de calidad y con una mayor resistencia.
contar con un sistema de acoplamiento de placa en su parte inferior.-Películas de termo plástico de un espesor entre 0,076 a 0,20 mm.-Bomba de vacío acoplada a la placa de la parte inferior y a los orificios de los laterales de la caja de moldeo.-Metal fundido.
electrónica como intercambiadores de calor, sumideros de calor, partes de computadoras y unidades de alta fidelidad.-Productos para oficina y entornos domésticos, tales como piezas para iluminación, accesorios de baño, cocina y puertas de muebles.

FUNDICIÓN A PRESIÓN
NOMBRE PROCESO MAQUINAS Y HERRAMIENTAS
PRODUCTOS OBTENIDOS
FUNDICIÓN A PRESIÓN
La fundición a presión o llamada también fundición a baja presión, es otra variación de las fundiciones en molde permanente. Aquí, en lugar de utilizar la gravedad para ayudar a verter el metal y que éste fluya en el molde, se aplica una presión baja, de hasta 1 atmósfera, con gas almetal fundido. Se mantiene ésta presión sobre el metal hasta que se llene el molde y el material solidifique. La aplicación de esta presión compensa cualquier reducción de la pieza durante la solidificación.Se pueden hacer piezas de fundición de pared delgada. Propiedades mecánicas son alrededor de un 5% superior a las de fundición por molde permanente. La ventaja de este método sobre el vaciado tradicional es que se introduce en el molde un metal limpio desde el centro del crisol, en lugar de un metal que ha sido expuesto al aire. Lo anterior reduce la porosidad producida por el gas y los defectos generados por la oxidación, y se mejoran las propiedades mecánicas. No son necesarias ni mazarotas ni alimentación de colada.
-Caja de moldeo con un sistema de orificios para posibilitar la creación de vacío en su interior. Además, deberá contar con un sistema de acoplamiento de placa en su parte inferior.-Películas de termoplástico de un espesor entre 0,076 a 0,20 mm.-Bomba de vacío acoplada a la placa de la parte inferior y a los orificios de los laterales de la caja de moldeo.-Metal fundido.
-Repuestos para automóviles, tales como carburadores y bombas de petróleo.-Partes de electrónica como intercambiadores de calor, sumideros de calor, pates de computadoras y unidades de alta fidelidad.-Productos para oficina y entornos domésticos, tales como piezas para iluminación, accesorios de baño, cocina y puertas de muebles.

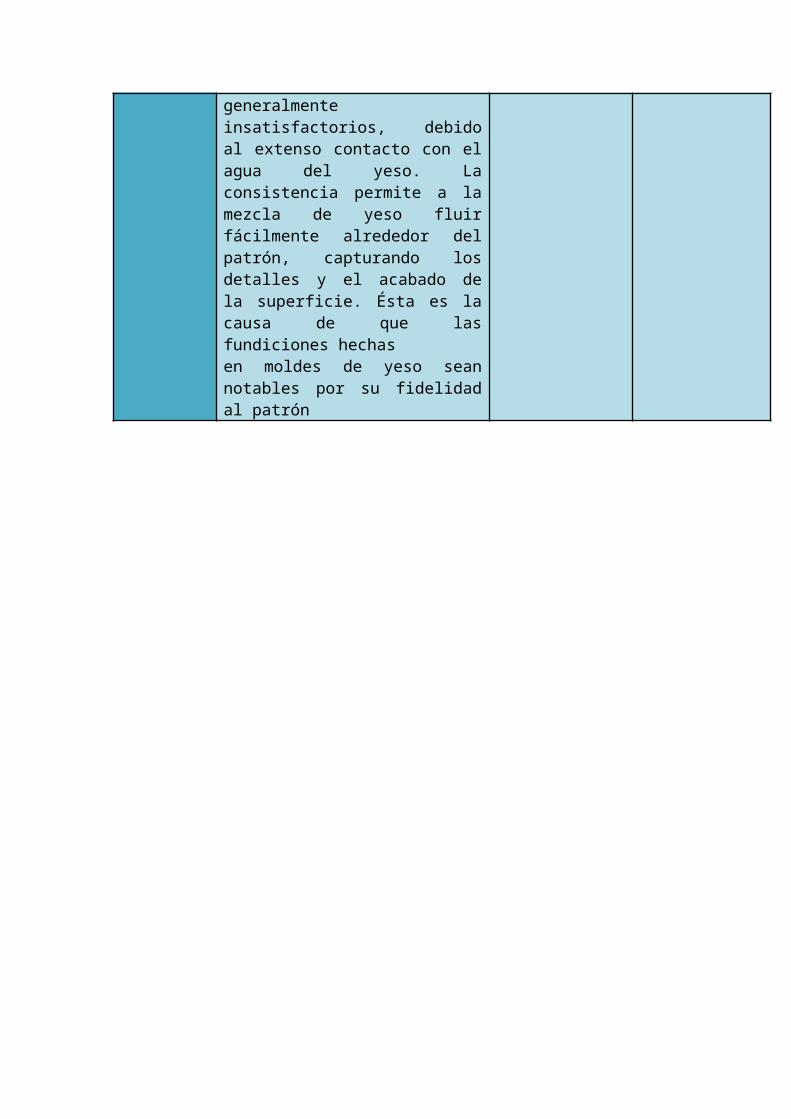
FUNDICIÓN EN MOLDE DE YESO
NOMBRE PROCESO MAQUNAS Y HERRAMIENTAS
PRODUCTOS OBTENIDOS
FUNDICIONEN MOLODE DE YESO
La fundición con moldes de yeso es similar a la fundición en arena, excepto que el molde está hecho de yeso (2CaSO4 – H20) en lugar de arena. Se mezclan aditivos como el talco y la arena de sílice con el yeso para controlar la contracción y el tiempo de fraguado, reducir los agrietamientos e incrementar la resistencia. Para fabricar el molde, se hace una mezcla de yeso y agua, se vacía en un modelo de plástico o metal en una caja de moldeo y se deja fraguar. En este método, los modelos de madera son generalmente insatisfactorios, debido al extenso contacto con el agua del yeso. La consistencia permite a la mezcla de yeso fluir fácilmente alrededor del patrón, capturando los detalles y el acabado de la superficie. Ésta es la causa de que las fundiciones hechasen moldes de yeso sean notables por su fidelidad al patrón
Moldes en yeso Cerraduras Engranes Válvulas Acoplamientos Herramientas

TALLER No 1.
1.
2.

3.
4.
5.
6.

7.
8.

9.
10.
11.
12.

13.
14.
15.
16.
17.
18.

19.
20.

21.

TALLER No 2
HERRAMIENTAS INFORMATICAS
TALLER No 2
LAURA CAMILA BARRERA HERNÁNDEZ
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA
FACULTAD DE INGENIERIA
INGENIERIA INDUSTRIAL
BOGOTA
2014
CONTENIDO
Tecnología de la Información y la Comunicación y comportamiento político................................3
La visibilidad del poder distribuido..............................................................................................3
Problemas detectados en la difusión del software libre en las empresas..................................3
Demanda....................................................................................................................................4
BIBLIOGRAFIA.......................................................................................................................5
Tecnología de la Información y la Comunicación y comportamiento político.
La visibilidad del poder distribuido
L a política no escapa al gran impacto que está causando las TIC en la esfera Social, económica y cultural de cada sociedad. Si bien se está llegando a replantear algo tan importante como el sistema educativo, cambiando dinámicas en el mercado laboral y reconfigurando una nueva manera de consumir la cultura, sería ingenuo pensar que la política permanecería impermeable ante el efecto de las nuevas tecnologías.En todas las esferas mencionadas, el gran cambio que se está produciendo no es tanto de contenido como de forma, es decir, podemos aprender la misma fórmula matemática tanto en un aula física como en un aula virtual, no obstante, estaremos de acuerdo en que hay una gran diferencia entre asistir a una clase en un espacio-tiempo determinado que hacerlo a través de Internet. Todos conocemos los tipos de comportamiento político que se han producido tradicionalmente: multitudes de personas han mostrado su desacuerdo o apoyo ante una determinada causa mediante manifestaciones, millones de votantes han participado en unas elecciones, asistencia masiva a mítines, uso de la desobediencia civil o indignación generalizada ante una política aprobada mediante un decreto ley por el partido político que ostentaba el poder.
Problemas detectados en la difusión del software libre en las empresas
Según Richard Stallman, en su pasada visita a la Conferencia internacional de software libre 3.0, en Extremadura han llevado a cabo la introducción del software libre en los ámbitos educativos (Linex) y empresariales (LinexPyme), simplemente porque han sido los primeros en pasar de las palabras a la acción. Es decir, todo el mundo habla del software libre pero pocos ámbitos los están incorporando en realidad en la vida cotidiana. En el caso de la Comunidad Valenciana, también se empezó a extender hace unos años en el ámbito educativo (Lliurex) y en el empresarial se está llevando a cabo desde finales de 2005 a través del Proyecto SourcePyme.Durante los primeros meses de la puesta en marcha del proyecto SourcePyme, han ido aflorando los diversos problemas que suponen un freno a la innovación (hacer viable la tecnología comercialmente, es decir que exista oferta y demanda) y a la difusión (hacer viable la tecnología económicamente, es decir que se gane dinero con ello):
Demanda
Los problemas identificados en el caso de la demanda (empresas usuarias de software libre) son relativos a:

1) Piratería: Según la consultora IDC, en España el índice de piratería se sitúa enel 46%, lo que representa para el sector TIC unas pérdidas de 600 millones deEuros. La industria del software en España está formada por cerca de 12.000 empresas que dan trabajo a aproximadamente 80.000 personas, además de propiciar otros 300.000 empleos indirectos.
- Recomendación: Eliminar por completo el software pirata, y utilizar el 60% de software libre y el 40% de software propietario con licencia (sólo para el caso de no existir una solución de software libre con unos niveles de calidad similar). De esta forma se pueden beneficiar de los mejor de ambas tecnologías y a la vez ante una posible caída de los sistemas debido a la propagación de un nuevo virus, tendríamos la mitad de los sistemas sin verse afectados.
2) Miedo al cambio: Por lo general, entre las empresas hay bastante confusión en relación al software libre (open source). Se confunde con el software gratuito (freeware) o directamente se asocia a Linux, siendo ésta una de las posibles plataformas sobre las que ejecutar software libre, junto con Windows.
- Recomendación: Migrar a software libre decenas de aplicaciones ejecutándolas sobre Windows para el caso de tener miedo a cambiar a linux. De esta forma el impacto del cambio es menor, tanto en formación del personal como soporte técnico posterior.

BIBLIOGRAFIA
Tecnología de la Información y la Comunicación y comportamiento político La visibilidad del poder distribuido Por José Gutiérrez Salinashttp://www.observatoriociudadaniadigital.org/ciudadania-digital/1108-tecnologiade-la-informacion-y-la-comunicacion-y-comportamiento-politico.htmlConsultado: 20 marzo de 2013Publicado el: 13 marzo 2000
Problemas detectados en la difusión del software libre en las empresas.
http://www.laflecha.net/articulos/softlibre/problemas-detectados-en-la-difusion-delsoftware-libre-en-las-empresas/26 Abr 2007 | Santiago Bonet de AIMME Consultado: 20 marzo de 2013

TALLER No 4
.
Valores deducidos1. ¿Cuánto cuesta el inventario total? 7820225,362. ¿Cuál es el elemento de mayor valor? 148.956,733. ¿Cuál es el elemento de menor valor? 574,894. ¿Cuál es el elemento que registra más existencias? 295. ¿Cuántos elementos hay en total en la bodega? 4776. Cual es valor de las existencias discriminada por grupo.
Grupo Valor valor IVA Valor sin IVAALAMBRES 410351,84 65656,3 344695,5BOMBILLAS 59677,05 9548,3 50128,7CONJUNTOS 1062194,94 169951,2 892243,7OTROS ELEMENTOS PARA VEHICULOS 3942582,62 630813,2 3311769,4EMPAQUETADURAS 302718,5 48435,0 254283,5FAROS 333230,74 53316,9 279913,8FILTROS 197640,91 31622,5 166018,4INTERRUPTORES 17409,74 2785,6 14624,2MANGUERAS 1413604,57 226176,7 1187427,8AMORTIGUADORES 80814,45 12930,3 67884,1
7820225,36 1251236,1 6568989,302
Nombre Sexo Medallasjuan hombre 8carlos hombre 15maria mujer 14natalia mujer 7clara mujer 14
Promedio 11,6
Medallas hombre 23Medallas mujeres 35
Medallas
juan hombre carlos hombre maria mujer natalia mujer clara mujer
0
5
10
15
20
25
30
35
Medallas hombre Medallas mujeres
Título del gráfico

TALLER No 4
CONTENIDO
Introducción
Beneficios
desventajas
Computación en la nube

INTRODUCCION
Sus inicios fueron aplicaciones como lo es GOOGLE, AMAZON, entre otros. Para acceder a este servicio el usuario no debe ser un experto en sistemas, la nube son servidores en internet encargados de atender cualquier petición sin importar el momento, no importa la ubicación geográfica, ya que su conexión es remota y podemos acceder desde cualquier equipo ya sea móvil o fijo.
BENEFICIOS
Prestación de servicios a nivel mundial .
Flexibilidad en la recuperación de información perdida.
Bajos costos de inversión en infraestructura.
Actualizaciones automáticas sin afectar negativamente la información.
Contribuye al uso eficiente de energía.
DESVENTAJAS
Si no tenemos acceso a internet, no podremos utilizar las aplicaciones.
Vulnerabilidad para la sustracción o robo de información.
La sobrecarga en los servidores de los proveedores puede ocasionar un colapso del sistema.