Trabajo Fin de Máster -...
166
Equation Chapter 1 Section 1 Trabajo Fin de Máster Máster en Ingeniería Industrial Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda en una Cadena de Suministro Autor: Francisco José Fernández Fernández Tutor: Dr. D. José Manuel Framiñán Torres Dep. Organización Industrial y Gestión de Empresas I Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, 2017
-
Upload
duongkhuong -
Category
Documents
-
view
213 -
download
0
Transcript of Trabajo Fin de Máster -...
Equation Chapter 1 Section 1
Trabajo Fin de Máster
Máster en Ingeniería Industrial
Estimación del Inventario como Búfer de la
Capacidad de Respuesta ante Variaciones en la
Demanda en una Cadena de Suministro
Autor: Francisco José Fernández Fernández
Tutor: Dr. D. José Manuel Framiñán Torres
Dep. Organización Industrial y Gestión de Empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2017

iii
Trabajo Fin de Máster
Máster en Ingeniería Industrial
Estimación del Inventario como Búfer de la
Capacidad de Respuesta ante Variaciones en la
Demanda en una Cadena de Suministro
Autor:
Francisco José Fernández Fernández
Tutor:
Dr. D. José Manuel Framiñán Torres
Catedrático de Universidad
Dep. Organización Industrial y Gestión de Empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2017

v
Trabajo Fin de Máster: Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones
en la Demanda en una Cadena de Suministro
Autor: Francisco José Fernández Fernández
Tutor: Dr. D. José Manuel Framiñán Torres
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2017
El Secretario del Tribunal


vii
A mis padres
A Laura
ix
Agradecimientos
Concluido el trabajo, sólo resta reconocer y agradecer la ayuda de aquellas personas que de manera
desinteresada han apoyado mi labor y que, con toda seguridad, han contribuido en mayor o menor medida a la
conclusión de este proyecto.
Para comenzar, quiero agradecer a D. José Manuel Framiñán Torres haberme dado la oportunidad de trabajar
con él, ofreciéndome la posibilidad de realizar este proyecto. Le estoy muy agradecido por haberme atendido y
ayudado siempre que lo he necesitado. A los profesores de la Escuela Técnica Superior de Ingeniería, por
enseñarnos el lado bueno e interesante de esta dura carrera, especialmente a todos aquellos que se han
preocupado de transmitir y hacer que aprendamos.
A los compañeros de la escuela, sobre todo a los que han formado parte de mi vida en todos estos años de duro
estudio y sacrificio. Son muchas las horas que hemos pasado juntos, ayudándonos cuando hacía falta y
distrayéndonos en los momentos que podíamos.
A mi familia, especialmente a mis padres, por su apoyo en los momentos duros y por todos los consejos que
han hecho de mí la persona que soy hoy. Sin ellos nada de esto sería posible.
A todos mis amigos, por los buenos momentos que hacen distraerte y despejar la mente en aquellas situaciones
en las que hay más problemas y preocupaciones.
A Laura, por su apoyo incondicional y por compartir su tiempo conmigo. Su paciencia me ha permitido
compaginar muchas tareas que no habrían sido posibles sin su ayuda.
Francisco José Fernández Fernández
Sevilla, 2017

xi
Resumen
En nuestro Trabajo Fin de Máster se pretende abordar un problema de gestión de inventarios para poder
estudiar la capacidad de respuesta de una cadena de suministro frente a variaciones en el volumen de la
demanda.
El problema surge gracias a la aportación de D. José Manuel Framiñán Torres, el cual me ha permitido realizar
el presente proyecto basado en un artículo que elaboró en su día junto a otros compañeros.
Para ello, vamos a estudiar de forma general conceptos relacionados con las cadenas de suministro, de modo
que podamos situar el contexto en el que vamos a desarrollar el resto del documento. Una vez definidos todos
estos aspectos, pasaremos a estudiar el estado del arte, aspecto fundamental para lograr situar en qué situación
se encuentran las técnicas relacionadas que afectan a nuestro problema. Por último, estudiaremos el problema
concreto, modelándolo de forma genérica y adaptándolo a las situaciones previamente establecidas para poder
obtener los resultados.
Pretendemos buscar una solución que aporte unos valores que nos sirvan de guía para poder establecer unos
patrones genéricos acerca del comportamiento de la capacidad de respuesta de las cadenas de suministro sobre
cambios en el volumen de la demanda que necesitan satisfacer.

xiii
Abstract
In this Master’s dissertation I would like to address a problem of inventory management to be able to study the
responsiveness of a supply chain against variations in the volume of demand.
The problem arises thanks to the contribution of Mr. José Manuel Framiñán Torres, who has enabled me to
carry out the present project based on an article that was elaborated with other colleagues some time ago.
To do this, we will study in general terms concepts related to supply chains, so that we can locate the context
in which we will develop the rest of the document. Once all these aspects are defined, we will go on to study
the state of the art, a fundamental aspect to locate in which situation are that related techniques that affect our
problem. Finally, we will study the specific problem, modelling it in a general way and adapting it to
previously established situations in order to obtain the results.
We intend to find a solution that provides some values that serve as a guide to be able to establish generic
patterns about the behaviour of the supply chain responsiveness on changes in the volume of demand that need
to satisfy.

xv
ÍNDICE
Agradecimientos ix
Resumen xi
Abstract xiii
Índice xv
Índice de Tablas xix
Índice de Figuras xxiii
Glosario de Términos y Notación xxv
1 Objetivo del Proyecto 1 1.1 Presentación y Objetivo del Trabajo 2 1.2 Estructura del Documento 4
2 Introducción a la Cadena de Suministro 5 2.1 Logística y Cadenas de Suministro 6
2.1.1 Tipos de cadenas de suministro 7 2.1.2 Actualidad 8
2.2 Gestión de la Cadena de Suministro 10 2.2.1 Planificación colaborativa 11 2.2.2 La cadena de suministro como clave de éxito internacional 13 2.2.3 Problemas de la gestión de la cadena de suministro 14
2.3 Modelo SCOR 16 2.4 El Efecto Bullwhip 18
2.4.1 Introducción y Origen del Efecto Bullwhip 18 2.4.2 Repercusiones del Efecto Bullwhip 20 2.4.3 Causas del Efecto Bullwhip 20
3 Estado del Arte en la Gestión de la Cadena de Suministro 23 3.1 Introducción 24 3.2 Evolución Histórica sobre la Gestión de la Cadena de Suministro 25
3.2.1 Integración interna 27 3.2.2 Integración externa 27 3.2.3 Objetivos dirigidos en las redes de suministro 27 3.2.4 Cadenas de suministro conjuntas, descentralizadas y colaborativas 27
3.3 Medición del Efecto Bullwhip 29 3.4 Coordinación de Inventarios en la Cadena de Suministro 30
3.4.1 Coordinación cliente-proveedor 30 3.4.2 Coordinación centralizada y descentralizada 31 3.4.3 Holding empresarial 32
3.5 Directrices y Métricas de la Cadena de Suministro 33 3.5.1 Instalaciones 33 3.5.2 Inventario 33 3.5.3 Transporte 34 3.5.4 Información 34 3.5.5 Aprovisionamiento 34 3.5.6 Fijación de precios 35
3.6 Desempeño de la Cadena de Suministro 36 3.7 Capacidad de Respuesta de una Cadena de Suministro 39
4 Modelización de los Escenarios 43 4.1 Hipótesis y Escenarios de los Modelos 44
4.1.1 Estimación de la Demanda 44 4.1.2 Escenarios Contemplados 47
4.2 Modelo Matemático Detallado 50 4.2.1 Datos y Variables del Modelo 50 4.2.2 Variables de Decisión de nuestro Modelo 51 4.2.3 Función Objetivo 51 4.2.4 Restricciones 52
4.3 Modelo Matemático Completo 54 4.4 Adaptación del Modelo al Software de Resolución 55
5 Experimentación Computacional 59 5.1 Descripción de los Experimentos 60
5.1.1 Variantes de Producto 60 5.1.2 Periodos 60 5.1.3 Responsiveness (Capacidad de Respuesta) 60 5.1.4 Horizonte Temporal 60 5.1.5 Archivos para Estudiar las Variantes del Modelo 61
5.2 Variables Respuesta 64 5.2.1 Errores en la Previsión de la Demanda 64 5.2.2 Inestabilidad de la Demanda 66
5.3 Resultados Experimentales del Escenario 1 68 5.3.1 H=2 68 5.3.2 H=3 68 5.3.3 H=5 69 5.3.4 H=10 70
5.4 Resultados Experimentales del Escenario 2 72 5.4.1 H=2 72 5.4.2 H=3 72 5.4.3 H=5 73 5.4.4 H=10 74
6 Conclusiones 77 6.1 Comentarios Previos 78 6.2 Conclusiones de los Resultados en la Entrada del Modelo 79 6.3 Conclusiones de los Resultados en la Salida del Modelo 81 6.4 Consideraciones Generales y Líneas Futuras 86
Referencias Bibliográficas 89
Anexo A 95 Características Principales 95 Sintaxis de LINGO 95 Dominio de Variables 96 Operadores Lógicos 96 Uso de Conjuntos en LINGO 97
xvii
Lectura/Escritura de Datos de un Fichero 97 Interpretación de la solución 98
Anexo B 101
Anexo C 109
Anexo D 121 Resultados Experimentales en el caso H=2 del Escenario1 121 Resultados Experimentales en el caso H=3 del Escenario1 122 Resultados Experimentales en el caso H=5 del Escenario1 124 Resultados Experimentales en el caso H=10 del Escenario1 126 Resultados Experimentales en el caso H=2 del Escenario2 131 Resultados Experimentales en el caso H=3 del Escenario2 132 Resultados Experimentales en el caso H=5 del Escenario2 134 Resultados Experimentales en el caso H=10 del Escenario2 136

xix
ÍNDICE DE TABLAS
Tabla 2–1. Tabla comparativa de los mercados tradicionales y actuales 6
Tabla 3–1. Tabla comparativa eficiencia vs capacidad de respuesta 38
Tabla 4–1. Índices de nuestro modelo 50
Tabla 4–2. Datos de nuestro modelo 50
Tabla 4–3. Variables de decisión de nuestro modelo 51
Tabla 5–1. Variantes del horizonte temporal 61
Tabla 5–2. Error en la previsión de la demanda para el Escenario1 (media de los periodos, uds.) 65
Tabla 5–3. Error en la previsión de la demanda para el Escenario2 (media de los periodos, uds.) 65
Tabla 5–4. Inestabilidad de la demanda para el Escenario1 (media de los periodos, %) 67
Tabla 5–5. Inestabilidad de la demanda para el Escenario2 (media de los periodos, %) 67
Tabla 5–6. Órdenes de fabricación agregadas; H=2; Escenario1 68
Tabla 5–7. Inventario estimado agregado; H=2; Escenario1 68
Tabla 5–8. Backlog estimado agregado; H=2; Escenario1 68
Tabla 5–9. Órdenes de fabricación agregadas; H=3; Escenario1 68
Tabla 5–10. Inventario estimado agregado; H=3; Escenario1 69
Tabla 5–11. Backlog estimado agregado; H=3; Escenario1 69
Tabla 5–12. Órdenes de fabricación agregadas; H=5; Escenario1 69
Tabla 5–13. Inventario estimado agregado; H=5; Escenario1 69
Tabla 5–14. Backlog estimado agregado; H=5; Escenario1 70
Tabla 5–15. Órdenes de fabricación agregadas; H=10; Escenario1 70
Tabla 5–16. Inventario estimado agregado; H=10; Escenario1 70
Tabla 5–17. Backlog estimado agregado; H=10; Escenario1 71
Tabla 5–18. Órdenes de fabricación agregadas; H=2; Escenario2 72
Tabla 5–19. Inventario estimado agregado; H=2; Escenario2 72
Tabla 5–20. Backlog estimado agregado; H=2; Escenario2 72
Tabla 5–21. Órdenes de fabricación agregadas; H=3; Escenario2 72
Tabla 5–22. Inventario estimado agregado; H=3; Escenario2 73
Tabla 5–23. Backlog estimado agregado; H=3; Escenario2 73
Tabla 5–24. Órdenes de fabricación agregadas; H=5; Escenario2 73
Tabla 5–25. Inventario estimado agregado; H=5; Escenario2 73
Tabla 5–26. Backlog estimado agregado; H=5; Escenario2 74
Tabla 5–27. Órdenes de fabricación agregadas; H=10; Escenario2 74
Tabla 5–28. Inventario estimado agregado; H=10; Escenario2 74
Tabla 5–29. Backlog estimado agregado; H=10; Escenario2 75
Tabla 6–1. Resultados útiles en el Escenario1 (Inventario estimado) 82
Tabla 6–2. Resultados útiles en el Escenario2 (Inventario estimado) 82
Tabla 6–3. Nivel de inventario requerido sobre el total en el Escenario1 83
Tabla 6–4. Nivel de inventario requerido sobre el total en el Escenario2 84
Tabla 6–3. Resumen del nivel de inventario requerido en el Escenario1 84
Tabla 6–3. Resumen del nivel de inventario requerido en el Escenario2 84
Tabla A–1. Lista de operadores lógicos de la herramienta LINGO 96
Tabla A–2. Datos del problema de ejemplo para explicar LINGO 98
Tabla D–1. Órdenes de fabricación desglosadas por variantes de producto; H=2; Escenario1 121
Tabla D–2. Inventario estimado desglosado por variantes de producto; H=2; Escenario1 121
Tabla D–3. Backlog estimado desglosado por variantes de producto; H=2; Escenario1 122
Tabla D–4. Órdenes de fabricación desglosadas por variantes de producto; H=3; Escenario1 122
Tabla D–5. Inventario estimado desglosado por variantes de producto; H=3; Escenario1 123
Tabla D–6. Backlog estimado desglosado por variantes de producto; H=3; Escenario1 123
Tabla D–7. Órdenes de fabricación desglosadas por variantes de producto; H=5; Escenario1 124
Tabla D–8. Inventario estimado desglosado por variantes de producto; H=5; Escenario1 125
Tabla D–9. Backlog estimado desglosado por variantes de producto; H=5; Escenario1 125
Tabla D–10. Órdenes de fabricación desglosadas por variantes de producto; H=10; Escenario1 126
Tabla D–11. Inventario estimado desglosado por variantes de producto; H=10; Escenario1 128
Tabla D–12. Backlog estimado desglosado por variantes de producto; H=10; Escenario1 129
Tabla D–13. Órdenes de fabricación desglosadas por variantes de producto; H=2; Escenario2 131
Tabla D–14. Inventario estimado desglosado por variantes de producto; H=2; Escenario2 131
Tabla D–15. Backlog estimado desglosado por variantes de producto; H=2; Escenario2 132
Tabla D–16. Órdenes de fabricación desglosadas por variantes de producto; H=3; Escenario2 132
Tabla D–17. Inventario estimado desglosado por variantes de producto; H=3; Escenario2 133
Tabla D–18. Backlog estimado desglosado por variantes de producto; H=3; Escenario2 133
Tabla D–19. Órdenes de fabricación desglosadas por variantes de producto; H=5; Escenario2 134
Tabla D–20. Inventario estimado desglosado por variantes de producto; H=5; Escenario2 134
Tabla D–21. Backlog estimado desglosado por variantes de producto; H=5; Escenario2 135
Tabla D–22. Órdenes de fabricación desglosadas por variantes de producto; H=10; Escenario2 136
xxi
Tabla D–23. Inventario estimado desglosado por variantes de producto; H=10; Escenario2 137
Tabla D–24. Backlog estimado desglosado por variantes de producto; H=10; Escenario2 139

xxiii
ÍNDICE DE FIGURAS
Figura 2-1. Cadena de Suministro Tradicional [Cannella et al., 2010)] 7
Figura 2-2. Cadena de Suministro Sincronizada [Cannella et al., 2010] 8
Figura 2-3. Configuración de la Cadena de Suministro [Jiménez & Hernández, 2002] 9
Figura 2-4. Casa de la Gestión de la Cadena de Suministro [Stadtler & Kilger, 2002] 10
Figura 2-5. Matriz de planificación de la cadena de suministro [Rohde et al., 2000] 11
Figura 2-6. Proceso genérico de colaboración. [Stadtler & Kilger, 2002] 13
Figura 2-7. Modelo SCOR organizado alrededor de los Procesos Principales [Modelo, web] 16
Figura 2-8. SCOR planteando un modelo de descomposición [Modelo, web] 17
Figura 2-9. Representación del Efecto Bullwhip en una CS de 4 niveles [Forrester, 1961] 18
Figura 3-1. Red de Suministro [Jiao et al., 2006] 24
Figura 3-2. Evolución de estrategias en la GCS. [Stevens & Johnson, 2016] 26
Figura 3-3. Horizontes temporales en la GCS. [Stevens & Johnson, 2016] 26
Figura 3-4. Frontera entre el coste y la capacidad de respuesta. [Chopra & Meindl, 2007] 37
Figura 3-5. Eficiencia vs capacidad de respuesta. [Chopra & Meindl, 2007] 37
Figura 3-6. Estructura de la Cadena de Suministro. [Chopra & Meindl, 2007] 41
Figura 4-1. Distribución Log PT3 para x=0 45
Figura 4-2. Distribución Log PT3 para x=H 46
Figura 4-3. Gráfica de la estimación de la demanda para la variante 1 47
Figura 4-4. Gráfica de la estimación de la demanda para la variante 2 48
Figura 4-5. Gráfica de la estimación de la demanda para la variante 3 48
Figura 4-6. Gráfica de la estimación de la demanda para la variante 4 48
Figura 4-7. Gráfica de la estimación de la demanda para la variante 5 49
Figura 5-1. Apariencia del contenido de un archivo de entrada de datos 62
Figura 5-2. Apariencia del contenido de un archivo de salida de datos 63

xxv
GLOSARIO DE TÉRMINOS Y NOTACIÓN
C.P.F.R. Collaborative Planning, Forecasting and Replenishment
C.S. Cadena de Suministro
G.C.S Gestión de la Cadena de Suministro
S.C. Supply Chain
S.C.C. Supply Chain Council
S.C.M. Supply Chain Management
S.M.A. Supplier Management Availability
V.M.I Vendor Managed Inventory
s.a. Sujeto a
≤ Menor o igual
≥ Mayor o igual
⇔ Si y sólo si
→ Si y entonces
min Minimizar
Max Maximizar
uds. Unidades

1
1 OBJETIVO DEL PROYECTO
l presente proyecto se redacta con carácter de Trabajo de Fin de Máster, para la obtención por parte de
quien lo suscribe del Título de Máster en Ingeniería Industrial, perteneciente a la Escuela Técnica
Superior de Ingeniería de la Universidad de Sevilla.
E
Obra siempre de modo que tu conducta pudiera servir
de principio a una legislación universal.
- Immanuel Kant -
Objetivo del Proyecto
2
1.1 Presentación y Objetivo del Trabajo
Este proyecto surge gracias a la colaboración y aportación del tutor del mismo, el Doctor Ingeniero Industrial
D. José Manuel Framiñán Torres, ofreciendo la posibilidad de hacer un estudio sobre cómo influye la
variabilidad en el volumen de demanda a los niveles de inventario que debe tener un escalón determinado en
una cadena de suministro.
Este trabajo Fin de Máster es una continuación del artículo [Reichhart et al., 2008] On the link between
inventory and responsiveness in multi-product supply chains. En él, se estudia cómo se ha de modelar una
cadena de suministro bajo variantes múltiples de un determinado producto, proponiendo un enfoque novedoso
sobre cómo debemos abordar y estudiar el problema tomando como referencia la capacidad de respuesta de la
cadena y no la planificación de la producción como venía siendo habitual. Basándose en la simulación, los
citados autores estudiaron qué relaciones surgen entre la variedad de productos, la capacidad de respuesta de la
cadena y los niveles de inventario que debe tener la propia cadena.
El objetivo del presente documento es estudiar las relaciones entre los niveles de inventario y la incertidumbre
en los cambios de volumen de la demanda, así como la capacidad de respuesta de la cadena de suministro. A
pesar de que podríamos haber considerado un sólo producto en nuestro estudio ya que las variantes del mismo
no influyen en el problema, hemos decidido mantener cinco variantes distintas para dotar de un empaque más
genérico al estudio, de forma que en el modelo se estudian las variantes de forma independiente, teniendo
nosotros la posibilidad de agruparlas al final una vez que se realicen las simulaciones y se obtengan los
resultados correspondientes, con el objetivo de resumir y clarificar las conclusiones obtenidas.
Nuestro trabajo comienza con un acercamiento teórico a las cadenas de suministro, explicando los principales
puntos y algunos conceptos fundamentales para la comprensión de las mismas. Pasamos al estado del arte,
donde nos centramos en ver cómo se encuentran los estudios relacionados en el momento actual, terminando
con un enfoque eminentemente práctico, en el cual estudiamos un problema concreto con el objetivo de sacar
resultados numéricos que, aunque no podamos afirmar que son generales para cualquier situación, sí nos
permiten acotar las relaciones entre las variables que estamos estudiando. Este documento ha de servir como
explicación teórica y práctica de los distintos métodos y conceptos relacionados en el estudio de variables
internas a la cadena de suministro.
Es especialmente destacable señalar que en el estudio se proponen numerosos sub-problemas a estudiar, entre
los que se incluyen de forma aún más general dos escenarios completamente distintos sobre cómo estimar la
demanda. En el primero de ellos, nuestras estimaciones no pueden superar en ninguno de los periodos
contemplados la capacidad de producción de nuestra planta, mientras que en el segundo nuestras estimaciones
sí pueden superar de forma puntual la capacidad de producción. Nótese que ambos casos se diferencian en las
estimaciones de la demanda, no en la demanda real, como bien explicaremos en la sección correspondiente, la
cual es la misma para ambos casos.
Los otros dos cambios principales realizados en el modelo para el estudio de las distintas versiones son el
cambio en el horizonte temporal considerado y en el valor de la capacidad de respuesta de nuestra cadena de
suministro.
Para la simulación de los distintos problemas que debemos resolver, debemos recurrir al uso de una
herramienta para la formulación y resolución de problemas matemáticos. En nuestro caso, hemos seleccionado
LINGO debido a la simplicidad del lenguaje y al gran parecido con el lenguaje de modelado matemático
tradicional que usa. Sin embargo, esta herramienta no es excluyente, podríamos haber usado otras como
Gurobi o algún otro software más potente.
3
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
El motivo principal que me ha llevado a la realización del presente trabajo es el tema de las cadenas de
suministro. En los últimos años, tanto de la carrera como del máster, hemos visto muchos aspectos
relacionados con la gestión de diferentes aspectos relacionados con las cadenas de suministros, y considero
que es un aspecto fundamental en cualquier profesional que quiera tener un conocimiento sólido sobre cómo
funciona el mundo profesional de hoy día.
Para dar mayor importancia al tema en el que estamos inmersos, es necesario aclarar que las relaciones entre
distintas empresas formando una cadena ocurren a todos los niveles, desde una pequeña tienda de ultramarinos
de barrio como a grandes cadenas de supermercado instalados en distintos países, ya que ninguno de ellos es
capaz de sobrevivir de forma individual en el mundo globalizado en el que vivimos.
Además, ya no sólo por tener un conocimiento sobre el funcionamiento de las relaciones entre las distintas
empresas (eslabones de la cadena), sino como base para un futuro desarrollo próspero en mi carrera
profesional, ya que considero que la gestión de las cadenas de suministro es una de las principales funciones de
un ingeniero. Si conseguimos cambiar la mentalidad de las personas en que todos podemos ganar más, y no
sólo hablando de dinero, si nos coordinamos y trabajamos de forma conjunta hacia objetivos comunes,
habremos dado un paso de gigante en el desarrollo de nuestra tierra, tanto a nivel local como nacional,
logrando una mayor riqueza y prosperidad para la gente que nos rodea.
Por todas estas razones, consideraba un reto el enfrentarme a un tema tan interesante desde un enfoque mucho
más particular, estudiando de forma general primero la teoría relacionada con las cadenas de suministro antes
de pasar a enfrentarme a un problema concreto y ver cómo se comporta el sistema ante situaciones reales,
necesitando prever y estimar muchos aspectos que después no van a suceder así en la vida real, como vemos
en nuestro caso por ejemplo en los errores de la previsión de la demanda.
Para abordar el objetivo general anteriormente mencionado, vamos a abordar diferentes objetivos específicos
(OEs):
- OE1: Estudio teórico sobre el comportamiento de las cadenas de suministro y evolución histórica de
las mismas (Capítulo 2).
- OE2: Explicación, interpretación y medidas sobre cómo reducir el efecto bullwhip, aspecto
fundamental en la eficiencia de las cadenas de suministro (Capítulo 3).
- OE3: Interpretación del problema de estudio, describiendo los aspectos y datos más importantes de
partida, adaptándolo a una formulación general (Capítulo 4).
- OE4: Estudio de diferentes escenarios del problema en cuestión, con el objetivo último de sacar unos
resultados fiables (Capítulo 5).
- OE5: Optimización de las repuestas obtenidas, recogiendo y agrupando los resultados de salida del
modelo en las distintas simulaciones realizadas, intentando presentar unas conclusiones generales
sobre nuestro problema (Capítulos 5-6).
Objetivo del Proyecto
4
1.2 Estructura del Documento
El proyecto en el que estamos inmersos se estructura de la siguiente manera:
- El primer capítulo se dedica a realizar una introducción del objetivo general y una justificación del
proyecto, detallando los objetivos específicos que intervienen en el mismo y la estructura del
documento.
- En el capítulo dos se realiza una primera parte introductoria sobre el tema, donde explicamos la
situación de las cadenas de suministro, cómo debemos gestionarlas y algunos conceptos clave
relacionados con la capacidad de respuesta de las mismas. Con ello satisfacemos el objetivo específico
número uno. En una segunda parte, el capítulo se centra en el estudio del efecto bullwhip, las causas
que lo producen y posibles técnicas para reducirlo, con el objetivo de establecer unas pautas claras
sobre cómo se han de gestionar de una forma eficiente las cadenas, abordando el segundo objetivo
específico.
- El tercer capítulo trata exclusivamente el estado del arte sobre la gestión de las cadenas de suministro.
Es un aspecto fundamental del presente proyecto, ya que describimos la evolución histórica de las
cadenas de suministro, desde cadenas integradas internamente a cadenas conjuntas, descentralizadas y
colaborativas, pasando por otras integradas de forma externa. Además, explicaremos los conceptos
más importantes sobre la capacidad de respuesta de una cadena de suministro, aspecto clave para el
análisis general del presente trabajo.
- El capítulo número cuatro lo dedicamos a describir el problema que nos concierne propiamente dicho.
Explicamos las características del sistema completo, los datos de partida, y se realiza una formulación
del procedimiento general. Además, presentamos el programa LINGO que vamos a utilizar y
adaptamos nuestro problema al software de resolución. De esta forma logramos satisfacer el tercero
de los objetivos específicos.
- El quinto capítulo describe la solución de las distintas versiones del problema, explicando las
variantes propuestas a resolver y los resultados de las mismas, tanto en el escenario número uno como
en el dos para los distintos horizontes temporales considerados. Así, abordamos el objetivo específico
número cinco.
- El último capítulo trata sobre las conclusiones obtenidas y posibles líneas futuras relacionadas con
este proyecto. Trataremos de ver si hemos cumplido o no con el objetivo planteado.
5
2 INTRODUCCIÓN A LA CADENA DE SUMINISTRO
n los últimos años, el término Cadena de Suministro (Supply Chain en inglés) se ha vuelto muy popular
en la praxis empresarial. Sin embargo, aun cuando ha sido utilizada en muchos sectores económicos,
existe una confusión muy importante de entendimiento y conocimiento a cualquier nivel, provocando
limitaciones en la explotación de sus alcances. Este capítulo pretende acercar teóricamente a las cadenas de
suministro, sobre todo intentando contextualizar históricamente sobre cómo ha ido evolucionando la gestión
de las mismas, haciendo comparativas entre las situaciones de los mercados tradicionales y actuales,
centrándose principalmente en el campo de la logística y las cadenas de suministro.
E
Nunca consideres el estudio como una obligación, sino
como una oportunidad para penetrar en el bello y
maravilloso mundo del saber.
- Albert Einstein -
Introducción a la Cadena de Suministro
6
2.1 Logística y Cadenas de Suministro
La logística es definida por la RAE como el “conjunto de medios y métodos necesarios para llevar a cabo la
organización de una empresa o de un servicio, especialmente de distribución”. En el ámbito empresarial,
existen múltiples definiciones del término logística, que han evolucionado desde la logística militar hasta el
concepto contemporáneo del arte y la técnica que se ocupa de la planificación, implementación, organización y
control de los flujos de mercancías, energía e información desde el punto de origen al punto de consumo con el
objetivo de cubrir las necesidades de los clientes.
Desde la década de los 70, y con especial énfasis en los últimos veinte años, se ha producido un auge de las
tecnologías de la información y de la comunicación, así como una notable reducción de los costes de
transporte, dando lugar a un entorno extremadamente competitivo al que las empresas han tenido que
adaptarse variando su estructura organizativa y su forma de operar. Las principales características de los
mercados actuales son:
- Una competencia global a lo largo de todo el mundo.
- Un incremento en la demanda, además de ser ésta cada vez más exigente y personalizada, lo que
implica que es más complicado predecirle que antaño.
- Gran volatilidad en los mercados financieros internacionales con falta de estabilidad hasta en los
países más desarrollados.
- Complejidad general en todos los aspectos del sistema, principalmente en:
o Mercados.
o Operaciones.
o Tecnología.
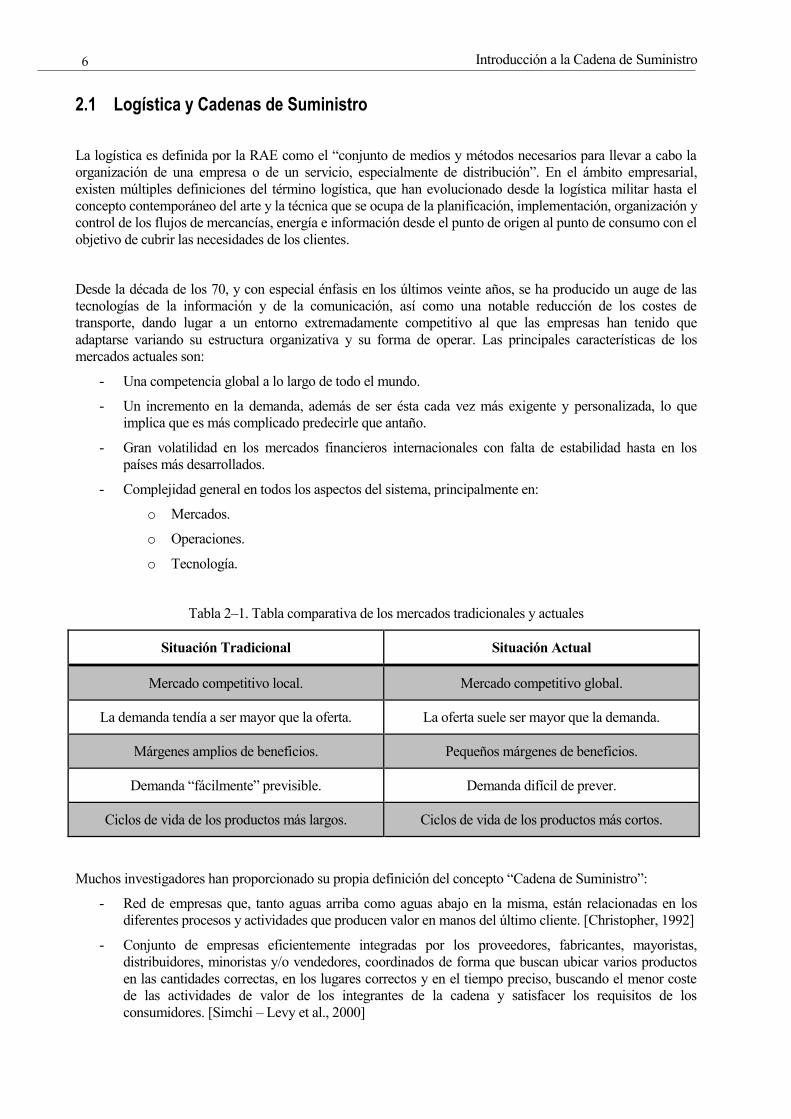
Tabla 2–1. Tabla comparativa de los mercados tradicionales y actuales
Situación Tradicional Situación Actual
Mercado competitivo local. Mercado competitivo global.
La demanda tendía a ser mayor que la oferta. La oferta suele ser mayor que la demanda.
Márgenes amplios de beneficios. Pequeños márgenes de beneficios.
Demanda “fácilmente” previsible. Demanda difícil de prever.
Ciclos de vida de los productos más largos. Ciclos de vida de los productos más cortos.
Muchos investigadores han proporcionado su propia definición del concepto “Cadena de Suministro”:
- Red de empresas que, tanto aguas arriba como aguas abajo en la misma, están relacionadas en los
diferentes procesos y actividades que producen valor en manos del último cliente. [Christopher, 1992]
- Conjunto de empresas eficientemente integradas por los proveedores, fabricantes, mayoristas,
distribuidores, minoristas y/o vendedores, coordinados de forma que buscan ubicar varios productos
en las cantidades correctas, en los lugares correctos y en el tiempo preciso, buscando el menor coste
de las actividades de valor de los integrantes de la cadena y satisfacer los requisitos de los
consumidores. [Simchi – Levy et al., 2000]
7
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
- Conjunto de empresas integradas por proveedores, fabricantes, distribuidores y vendedores,
coordinados eficientemente por medio de relaciones de colaboración en sus procesos clave de cada
eslabón de la cadena, de forma que los productos tengan los requisitos adecuados, al menor coste,
buscando el mayor impacto en las cadenas de valor con el propósito de satisfacer los requisitos de los
consumidores finales. [Jiménez & Hernández, 2002]
2.1.1 Tipos de cadenas de suministro
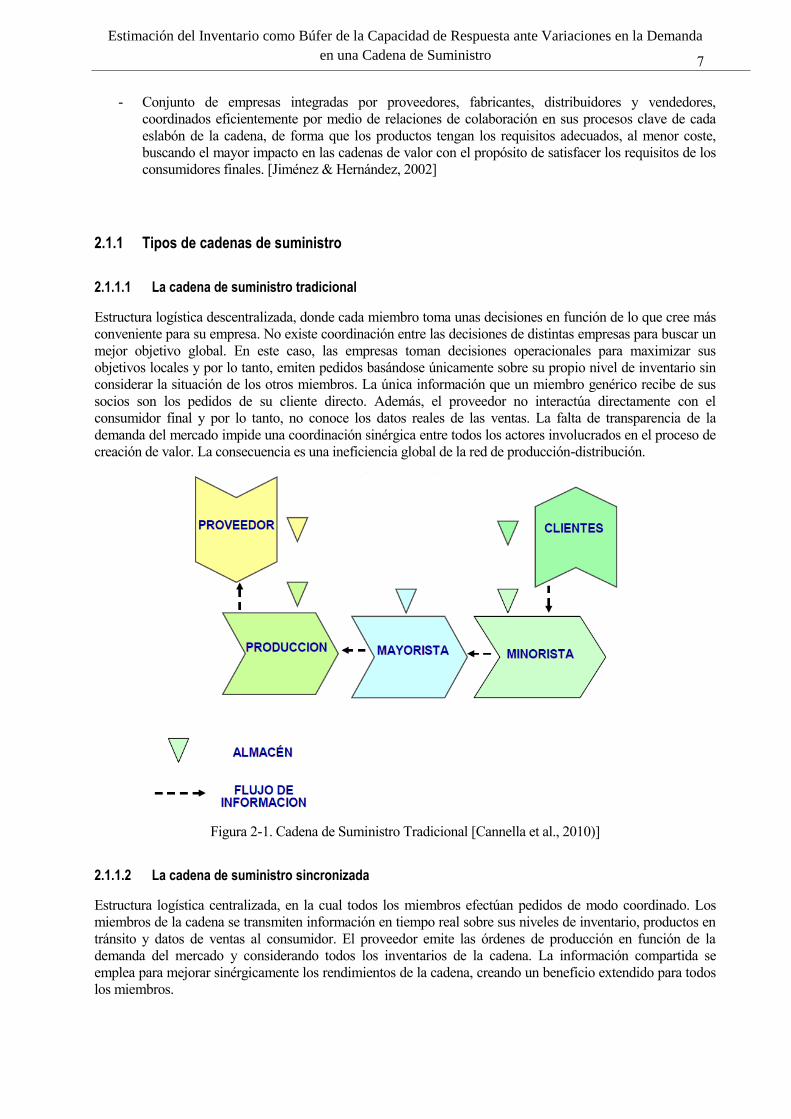
2.1.1.1 La cadena de suministro tradicional
Estructura logística descentralizada, donde cada miembro toma unas decisiones en función de lo que cree más
conveniente para su empresa. No existe coordinación entre las decisiones de distintas empresas para buscar un
mejor objetivo global. En este caso, las empresas toman decisiones operacionales para maximizar sus
objetivos locales y por lo tanto, emiten pedidos basándose únicamente sobre su propio nivel de inventario sin
considerar la situación de los otros miembros. La única información que un miembro genérico recibe de sus
socios son los pedidos de su cliente directo. Además, el proveedor no interactúa directamente con el
consumidor final y por lo tanto, no conoce los datos reales de las ventas. La falta de transparencia de la
demanda del mercado impide una coordinación sinérgica entre todos los actores involucrados en el proceso de
creación de valor. La consecuencia es una ineficiencia global de la red de producción-distribución.
Figura 2-1. Cadena de Suministro Tradicional [Cannella et al., 2010)]
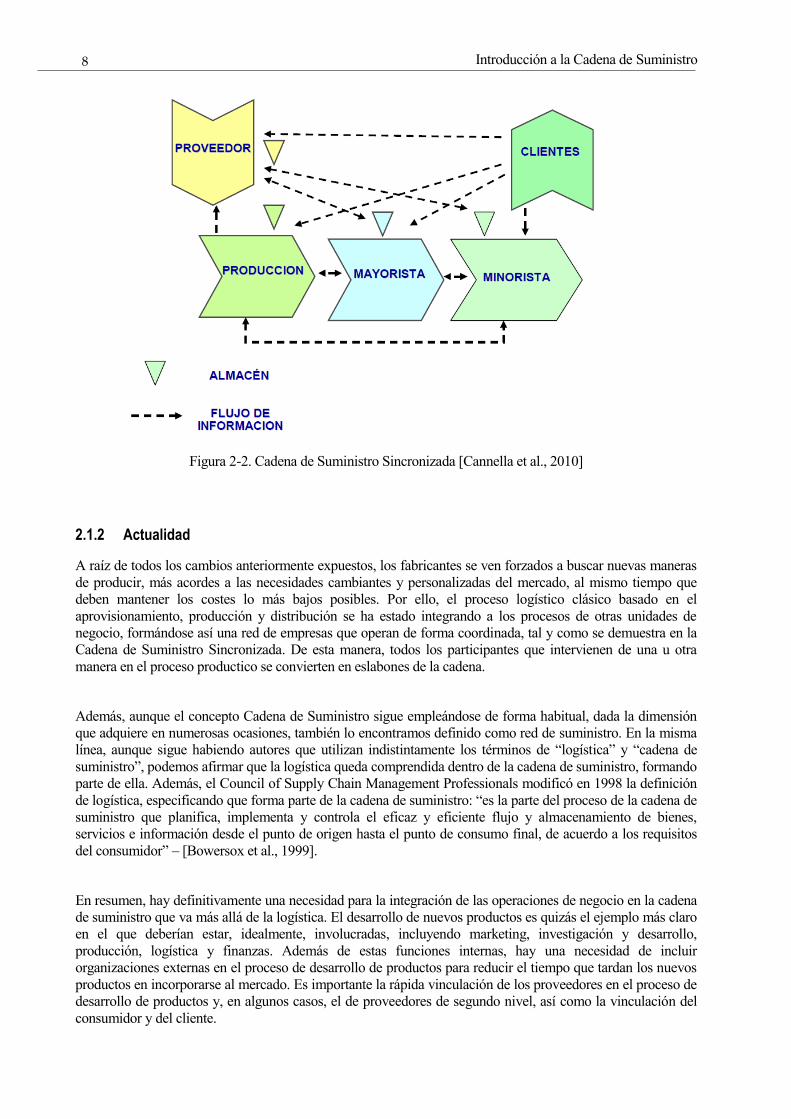
2.1.1.2 La cadena de suministro sincronizada
Estructura logística centralizada, en la cual todos los miembros efectúan pedidos de modo coordinado. Los
miembros de la cadena se transmiten información en tiempo real sobre sus niveles de inventario, productos en
tránsito y datos de ventas al consumidor. El proveedor emite las órdenes de producción en función de la
demanda del mercado y considerando todos los inventarios de la cadena. La información compartida se
emplea para mejorar sinérgicamente los rendimientos de la cadena, creando un beneficio extendido para todos
los miembros.
Introducción a la Cadena de Suministro
8
Figura 2-2. Cadena de Suministro Sincronizada [Cannella et al., 2010]
2.1.2 Actualidad
A raíz de todos los cambios anteriormente expuestos, los fabricantes se ven forzados a buscar nuevas maneras
de producir, más acordes a las necesidades cambiantes y personalizadas del mercado, al mismo tiempo que
deben mantener los costes lo más bajos posibles. Por ello, el proceso logístico clásico basado en el
aprovisionamiento, producción y distribución se ha estado integrando a los procesos de otras unidades de
negocio, formándose así una red de empresas que operan de forma coordinada, tal y como se demuestra en la
Cadena de Suministro Sincronizada. De esta manera, todos los participantes que intervienen de una u otra
manera en el proceso productico se convierten en eslabones de la cadena.
Además, aunque el concepto Cadena de Suministro sigue empleándose de forma habitual, dada la dimensión
que adquiere en numerosas ocasiones, también lo encontramos definido como red de suministro. En la misma
línea, aunque sigue habiendo autores que utilizan indistintamente los términos de “logística” y “cadena de
suministro”, podemos afirmar que la logística queda comprendida dentro de la cadena de suministro, formando
parte de ella. Además, el Council of Supply Chain Management Professionals modificó en 1998 la definición
de logística, especificando que forma parte de la cadena de suministro: “es la parte del proceso de la cadena de
suministro que planifica, implementa y controla el eficaz y eficiente flujo y almacenamiento de bienes,
servicios e información desde el punto de origen hasta el punto de consumo final, de acuerdo a los requisitos
del consumidor” – [Bowersox et al., 1999].
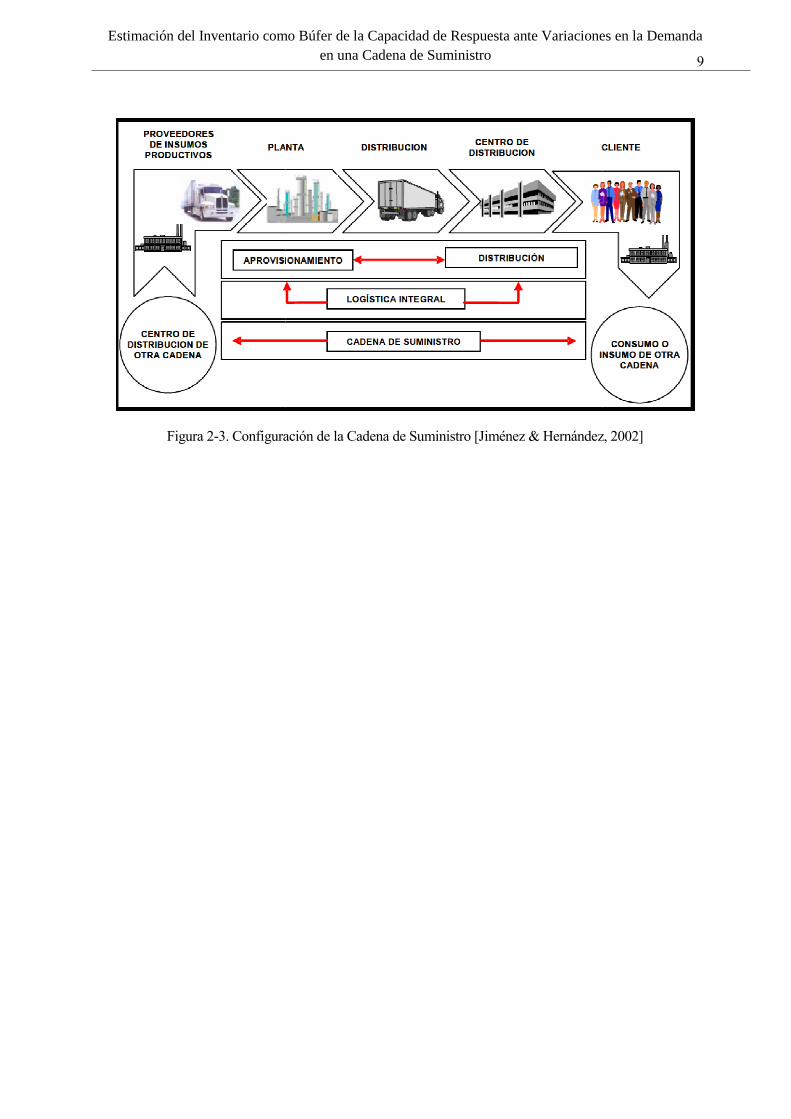
En resumen, hay definitivamente una necesidad para la integración de las operaciones de negocio en la cadena
de suministro que va más allá de la logística. El desarrollo de nuevos productos es quizás el ejemplo más claro
en el que deberían estar, idealmente, involucradas, incluyendo marketing, investigación y desarrollo,
producción, logística y finanzas. Además de estas funciones internas, hay una necesidad de incluir
organizaciones externas en el proceso de desarrollo de productos para reducir el tiempo que tardan los nuevos
productos en incorporarse al mercado. Es importante la rápida vinculación de los proveedores en el proceso de
desarrollo de productos y, en algunos casos, el de proveedores de segundo nivel, así como la vinculación del
consumidor y del cliente.
9
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Figura 2-3. Configuración de la Cadena de Suministro [Jiménez & Hernández, 2002]
Introducción a la Cadena de Suministro
10
2.2 Gestión de la Cadena de Suministro
La Gestión de la Cadena de Suministro tiene dos definiciones principales:
- Conjunto de enfoques de gestión para integrar proveedores, productores, almacenes y distribuidores a
fin de que el producto o servicio sea producido y distribuido en las cantidades adecuadas y en el
tiempo adecuado de forma que se minimicen los costes del conjunto del sistema al tiempo que se
mantienen los requerimientos en cuanto a nivel de servicio. [Simchi – Levy et al., 2000]
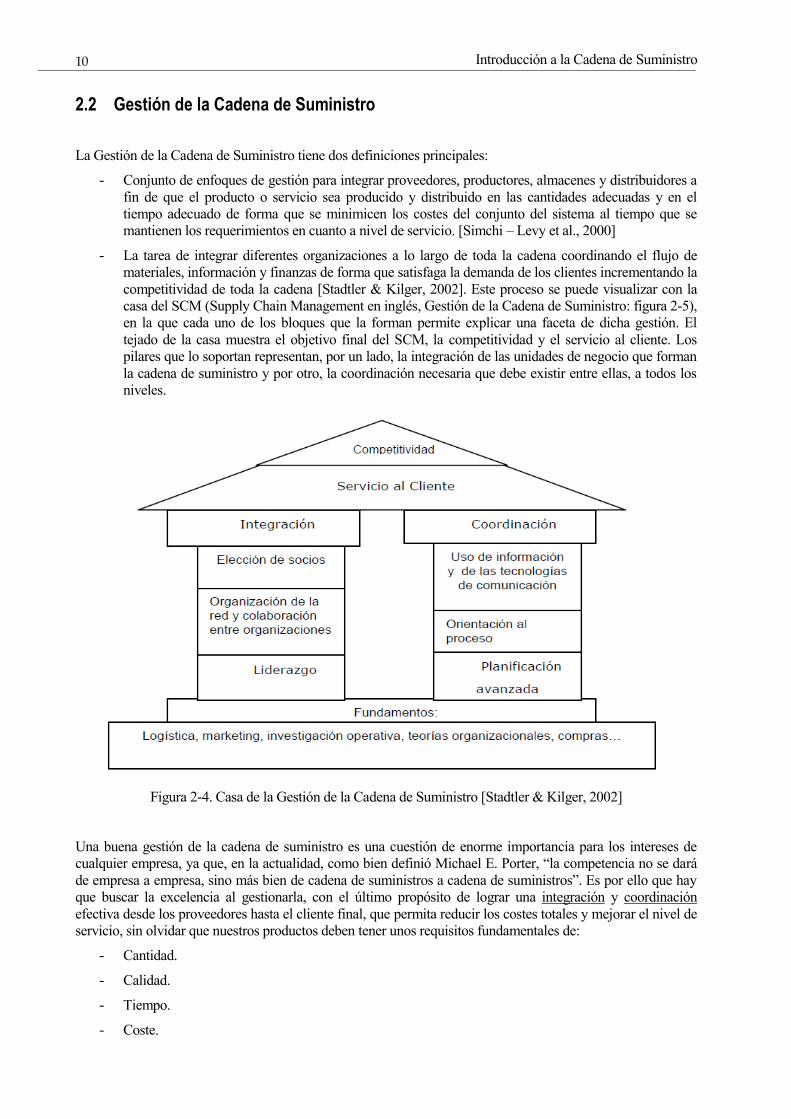
- La tarea de integrar diferentes organizaciones a lo largo de toda la cadena coordinando el flujo de
materiales, información y finanzas de forma que satisfaga la demanda de los clientes incrementando la
competitividad de toda la cadena [Stadtler & Kilger, 2002]. Este proceso se puede visualizar con la
casa del SCM (Supply Chain Management en inglés, Gestión de la Cadena de Suministro: figura 2-5),
en la que cada uno de los bloques que la forman permite explicar una faceta de dicha gestión. El
tejado de la casa muestra el objetivo final del SCM, la competitividad y el servicio al cliente. Los
pilares que lo soportan representan, por un lado, la integración de las unidades de negocio que forman
la cadena de suministro y por otro, la coordinación necesaria que debe existir entre ellas, a todos los
niveles.
Figura 2-4. Casa de la Gestión de la Cadena de Suministro [Stadtler & Kilger, 2002]
Una buena gestión de la cadena de suministro es una cuestión de enorme importancia para los intereses de
cualquier empresa, ya que, en la actualidad, como bien definió Michael E. Porter, “la competencia no se dará
de empresa a empresa, sino más bien de cadena de suministros a cadena de suministros”. Es por ello que hay
que buscar la excelencia al gestionarla, con el último propósito de lograr una integración y coordinación
efectiva desde los proveedores hasta el cliente final, que permita reducir los costes totales y mejorar el nivel de
servicio, sin olvidar que nuestros productos deben tener unos requisitos fundamentales de:
- Cantidad.
- Calidad.
- Tiempo.
- Coste.
11
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Las ventajas de una gestión eficiente son numerosas, destacando principalmente:
- Reducción de los niveles de inventario (10-15%).
- Reducción de costes intermedios en los procesos de fabricación (15-20%).
- Aumento de la eficiencia en el uso de recursos (10-20%).
- Aumento del nivel de servicio (Más del 90%).
- Reducción de los costes de transporte (15-20%).
Además de todas estas ventajas internas, podemos mejorar bastante la relación con nuestros clientes, creando
valor en nuestro producto a través de la cadena de suministro:
- Haciendo la vida del cliente más fácil, mediante mejoras en el servicio de entrega de un producto o
mediante la mejora del tiempo de espera de un servicio y su calidad.
- Haciendo propios los problemas del cliente, lo que se traduce en un menor tiempo de respuesta al
problema planteado y debiendo cumplir las promesas hechas.
- Proporcionando más opciones. Esto lo podemos hacer sólo si conocemos bien los deseos del cliente y
nos limitamos a esos deseos, lo que nos permite eliminar las opciones costosas e inútiles.
- Involucrando al cliente en el proceso de creación de valor.
2.2.1 Planificación colaborativa
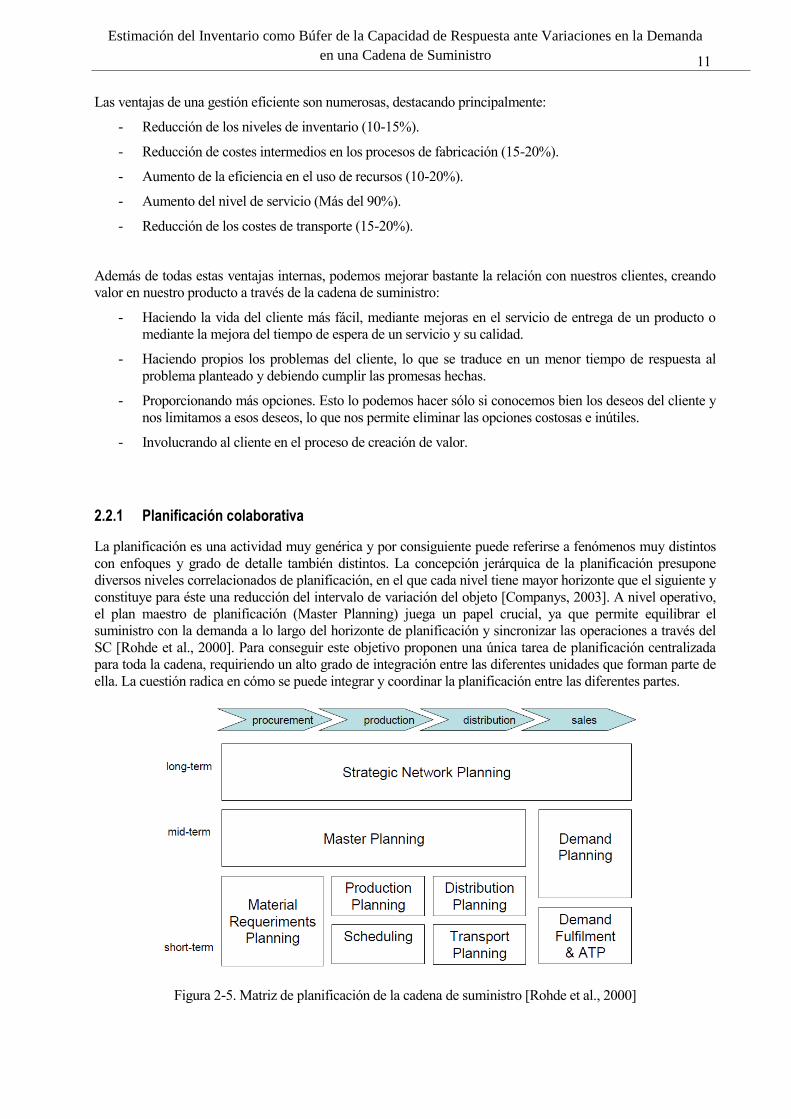
La planificación es una actividad muy genérica y por consiguiente puede referirse a fenómenos muy distintos
con enfoques y grado de detalle también distintos. La concepción jerárquica de la planificación presupone
diversos niveles correlacionados de planificación, en el que cada nivel tiene mayor horizonte que el siguiente y
constituye para éste una reducción del intervalo de variación del objeto [Companys, 2003]. A nivel operativo,
el plan maestro de planificación (Master Planning) juega un papel crucial, ya que permite equilibrar el
suministro con la demanda a lo largo del horizonte de planificación y sincronizar las operaciones a través del
SC [Rohde et al., 2000]. Para conseguir este objetivo proponen una única tarea de planificación centralizada
para toda la cadena, requiriendo un alto grado de integración entre las diferentes unidades que forman parte de
ella. La cuestión radica en cómo se puede integrar y coordinar la planificación entre las diferentes partes.
Figura 2-5. Matriz de planificación de la cadena de suministro [Rohde et al., 2000]
Introducción a la Cadena de Suministro
12
Desde el punto de vista de la actividad, se distinguen cuatro tipos de procesos principales:
- Aprovisionamiento (Procurement): Incluye los subprocesos para abastecer a cada miembro de la CS
de todos los recursos fundamentales para la producción.
- Producción (Production): Proceso de transformación de materiales y recursos de fabricación en
producto acabado.
- Distribución (Distribution): Proceso responsable de salvar la distancia existente entre el
emplazamiento de producción y los distintos clientes.
- Ventas (Sales): Proceso para determinar las previsiones en la demanda y de gestionar los diferentes
pedidos solicitados por los clientes.
El proceso de planificación colaborativa se puede aplicar tanto al proceso de planificación que se extiende
hacia los clientes como al proceso de planificación hacia los proveedores. La última tendencia en el sector del
gran consumo es combinar ambos conceptos en lo que se conoce como “Collaborative Planning, Forecasting
and Replenishment”, surgiendo para mejorar la relación entre los participantes de la CS a través de una gestión
conjunta del proceso de planificación y de un intercambio de información. Pretende incrementar la precisión
en la previsión de ventas y en los planes de aprovisionamiento para disminuir el nivel de inventario a lo largo
de la CS consiguiendo un alto nivel de servicio. Se distinguen principalmente dos formas de coordinación:
- Coordinación jerárquica o vertical: la toma de decisiones se realiza en un nivel superior común
generando instrucciones sincronizadas a los niveles inferiores desde una perspectiva centralizada.
- Coordinación horizontal: existe un consenso, un acuerdo de objetivos, indicadores y reglas de
igualdad entre los socios. Esta coordinación se consigue, normalmente, a través de la comunicación y
procesos de negociación entre los socios.
Hay diversos factores que influyen en el desempeño de la CS, destacando principalmente la colaboración
entre:
- Estrategias para llegar a otras empresas1.
- Estrategias para llegar directamente al consumidor final2.
- Sistemas de Planificación de Recursos Empresariales (ERP) y para la Administración de las
Relaciones con los Clientes (CRM).
- Sistemas Justo a Tiempo (JIT).
- Logística basada en internet (www).
En todos los procesos de colaboración están presentes las ideas desarrolladas en la teoría de juegos, sobre todo
por [Nash, 1950]. No sólo es importante saber si es posible y estable la colaboración, sino también la forma
razonable de compartir los beneficios que conjuntamente se obtiene de ella.
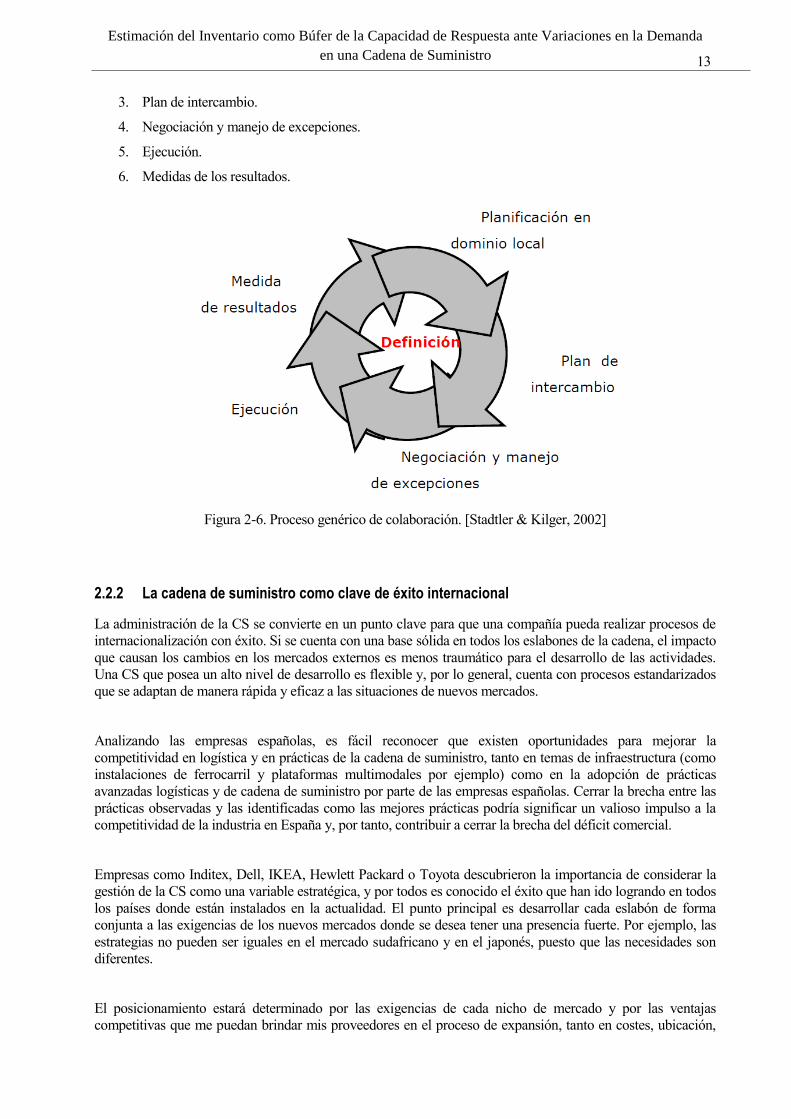
Una vez se ha acordado la relación de colaboración entre las diferentes empresas, se inicia un proceso de
colaboración que pasa, normalmente, por las siguientes etapas de forma cíclica.
1. Definición.
2. Planificación en el dominio local.
1 Estrategias B2B (Business-to-Business) es aquella en la que una empresa vende a otra empresa y no al consumidor final. Es decir, son todas las empresas que crean productos o servicios para que sean consumidos por otras empresas, siendo éstas las que satisfacen finalmente al consumidor final. 2 Estrategia B2C (Business-to-Consumer) se refiere a la estrategia que desarrollan las empresas para llegar directamente al cliente o consumidor final.
13
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
3. Plan de intercambio.
4. Negociación y manejo de excepciones.
5. Ejecución.
6. Medidas de los resultados.
Figura 2-6. Proceso genérico de colaboración. [Stadtler & Kilger, 2002]
2.2.2 La cadena de suministro como clave de éxito internacional
La administración de la CS se convierte en un punto clave para que una compañía pueda realizar procesos de
internacionalización con éxito. Si se cuenta con una base sólida en todos los eslabones de la cadena, el impacto
que causan los cambios en los mercados externos es menos traumático para el desarrollo de las actividades.
Una CS que posea un alto nivel de desarrollo es flexible y, por lo general, cuenta con procesos estandarizados
que se adaptan de manera rápida y eficaz a las situaciones de nuevos mercados.
Analizando las empresas españolas, es fácil reconocer que existen oportunidades para mejorar la
competitividad en logística y en prácticas de la cadena de suministro, tanto en temas de infraestructura (como
instalaciones de ferrocarril y plataformas multimodales por ejemplo) como en la adopción de prácticas
avanzadas logísticas y de cadena de suministro por parte de las empresas españolas. Cerrar la brecha entre las
prácticas observadas y las identificadas como las mejores prácticas podría significar un valioso impulso a la
competitividad de la industria en España y, por tanto, contribuir a cerrar la brecha del déficit comercial.
Empresas como Inditex, Dell, IKEA, Hewlett Packard o Toyota descubrieron la importancia de considerar la
gestión de la CS como una variable estratégica, y por todos es conocido el éxito que han ido logrando en todos
los países donde están instalados en la actualidad. El punto principal es desarrollar cada eslabón de forma
conjunta a las exigencias de los nuevos mercados donde se desea tener una presencia fuerte. Por ejemplo, las
estrategias no pueden ser iguales en el mercado sudafricano y en el japonés, puesto que las necesidades son
diferentes.
El posicionamiento estará determinado por las exigencias de cada nicho de mercado y por las ventajas
competitivas que me puedan brindar mis proveedores en el proceso de expansión, tanto en costes, ubicación,
Introducción a la Cadena de Suministro
14
calidad y tecnología. Además, hay que tener muy en cuenta el diseño de la red de distribución a nivel
internacional, involucrando la ubicación de los puntos de venta, selección del canal donde tendrán presencia
los productos, medios de transporte nacional e internacional, selección de puertos y aeropuertos y gestión de
aduanas.
Quizás el caso más exitoso de expansión de la cadena de suministro como factor de internacionalización sea el
Grupo Inditex, grupo multinacional español fundado en 1963 por Amancio Ortega, con presencia en 86 países
y dueño de marcas como Zara, Massimo Dutti, Oysho, Pull&Bear, Bershka, etcétera. El principal éxito de este
grupo se basa en la flexibilidad de su cadena de suministro y el conocimiento de los mercados a los cuales
pretende ingresar. Por esta razón, cada vez que Inditex plantea la apertura de una nueva tienda a nivel
internacional, el grupo realiza estudios macro y microeconómicos del mercado. De esta forma, variables que
puedan afectar al funcionamiento de la tienda como son las tarifas, impuestos, salarios, costes legales o rentas
no quedan expuestos a improvisaciones. [Urrego, 2014]
2.2.3 Problemas de la gestión de la cadena de suministro
La gestión de la Cadena de Suministro no está exenta de problemas e inconvenientes. Las múltiples relaciones
existentes entre las diferentes empresas y el entorno, además de las existentes entre las empresas entre sí,
originan problemas a los que cada empresa debe hacer frente de manera individual, y otros en los que la
cadena debe actuar como un todo, ya que el mal funcionamiento de uno de los eslabones repercute en las
etapas sucesivas de la misma, con lo que errores predecesores tienen su continuación en los eslabones y
actuaciones finales de la cadena. La respuesta lenta o incorrecta de una etapa altera el funcionamiento de la
cadena global y su competitividad frente a otras Cadenas de Suministro.
Alcanzar el funcionamiento eficiente de la cadena requiere superar problemas aún latentes, los cuales necesitan
ser analizados a fin de encontrar soluciones idóneas. Entre los problemas más reseñables podemos citar los
asociados a la configuración, la coordinación y la incertidumbre.
2.2.3.1 Problemas asociados a la configuración
Los problemas de la configuración abarcan principalmente decisiones en el nivel estratégico relativas al diseño
de la red de la Cadena de suministro y, en particular, a las que conciernen principalmente a la producción y
distribución. Las decisiones relevantes en el diseño de la red implican el problema de comprar o fabricar, la
estrategia de suministro, las políticas de procedencias y los procesos de selección de proveedores.
El diseño de la red de producción-distribución considera principalmente los problemas de localización y
asignación. Los problemas de asignación se presentan cuando hay que determinar la localización de varias
plantas, de producción o almacenes, para servir a un conjunto de centros de demanda, asignando los flujos de
demanda entre las plantas y almacenes. Abarca también decisiones de subcontratación, los tipos de canales de
distribución y aspectos medioambientales.
2.2.3.2 Problemas asociados a la coordinación
Referidos a la integración de decisiones operativas que afectan a una o varias funciones e implican a más de un
actor. En una red en la que intervienen varias empresas (proveedores de diferente nivel, fabricantes,
distribuidores, mayoristas, minoristas...) independientes surgen cuestiones tales como la cantidad de
información a compartir, posibles contratos entre varios socios para beneficios mutuos, etcétera,

15
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
2.2.3.3 Problemas asociados a la incertidumbre
Ocasionados principalmente por el entorno, pueden originar cambios en los programas de producción
incidiendo en el aumento de los costes de fabricación debido a reprogramación, pedidos no servidos de forma
efectiva, pérdida de ventas e inventarios excesivos o insuficientes.
Introducción a la Cadena de Suministro
16
2.3 Modelo SCOR
El modelo SCOR (Supply Chain Operations Reference model) es una herramienta para representar, analizar y
configurar Cadenas de Suministro. Fue desarrollado en 1966 por el SCC como una herramienta de diagnóstico
estándar para gestionar de forma eficiente las industrias pertenecientes a una Cadena de Suministro.
El modelo proporciona un marco único que une los procesos de negocio, los indicadores de gestión, las
mejores prácticas y las tecnologías en una estructura unificada para apoyar la comunicación y mejorar la
eficiencia de la GCS. El modelo ha sido capaz de proporcionar una base para la mejora de la CS tanto en
proyectos globales como en proyectos específicos locales. El model SCOR integra conceptos bien conocidos
con la reingeniería de procesos, el benchmarking y la identificación de mejores prácticas con el objetivo de ser
los mejores en cada categoría.
Es un modelo de referencia, no tiene descripción matemática ni métodos heurísticos, pero es capaz de
estandarizar toda la terminología y los procesos de una CS para modelos y, usando indicadores, comparar y
analizar diferentes alternativas de las entidades de la CS y de toda la CS en general. El modelo SCOR permite
describir las actividades de negocio necesarias para satisfacer la demanda de un cliente, estando organizado en
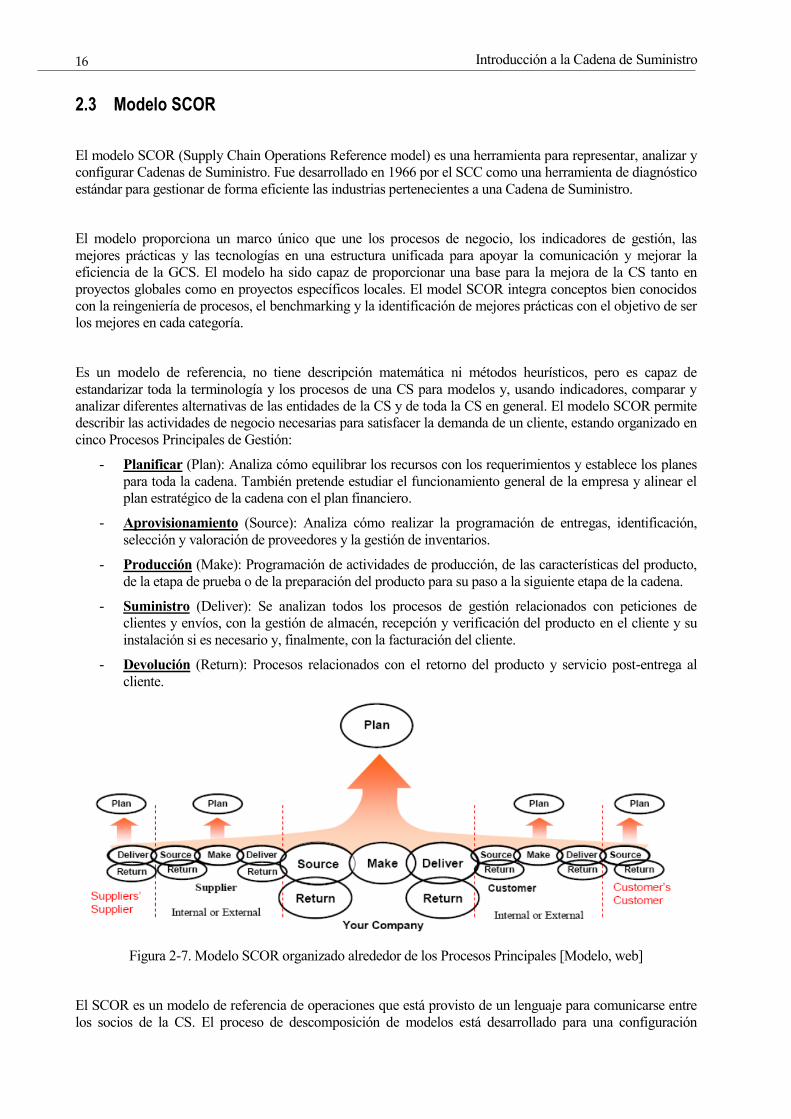
cinco Procesos Principales de Gestión:
- Planificar (Plan): Analiza cómo equilibrar los recursos con los requerimientos y establece los planes
para toda la cadena. También pretende estudiar el funcionamiento general de la empresa y alinear el
plan estratégico de la cadena con el plan financiero.
- Aprovisionamiento (Source): Analiza cómo realizar la programación de entregas, identificación,
selección y valoración de proveedores y la gestión de inventarios.
- Producción (Make): Programación de actividades de producción, de las características del producto,
de la etapa de prueba o de la preparación del producto para su paso a la siguiente etapa de la cadena.
- Suministro (Deliver): Se analizan todos los procesos de gestión relacionados con peticiones de
clientes y envíos, con la gestión de almacén, recepción y verificación del producto en el cliente y su
instalación si es necesario y, finalmente, con la facturación del cliente.
- Devolución (Return): Procesos relacionados con el retorno del producto y servicio post-entrega al
cliente.
Figura 2-7. Modelo SCOR organizado alrededor de los Procesos Principales [Modelo, web]
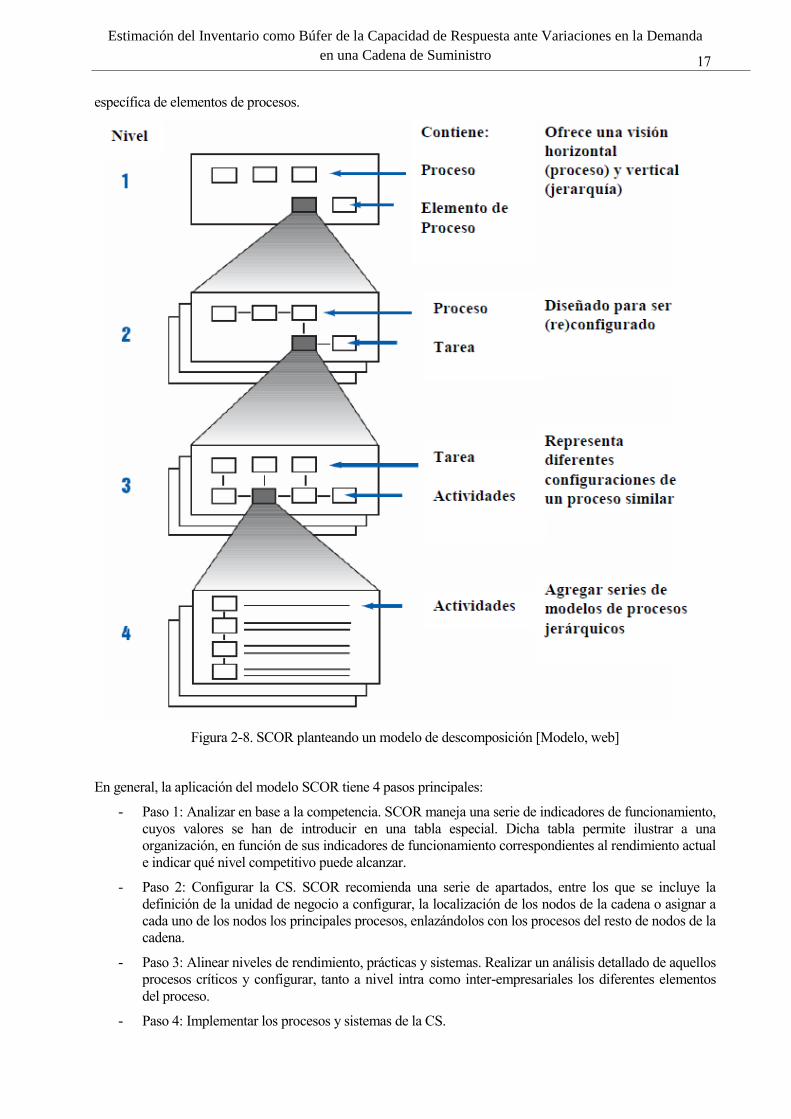
El SCOR es un modelo de referencia de operaciones que está provisto de un lenguaje para comunicarse entre
los socios de la CS. El proceso de descomposición de modelos está desarrollado para una configuración
17
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
específica de elementos de procesos.
Figura 2-8. SCOR planteando un modelo de descomposición [Modelo, web]
En general, la aplicación del modelo SCOR tiene 4 pasos principales:
- Paso 1: Analizar en base a la competencia. SCOR maneja una serie de indicadores de funcionamiento,
cuyos valores se han de introducir en una tabla especial. Dicha tabla permite ilustrar a una
organización, en función de sus indicadores de funcionamiento correspondientes al rendimiento actual
e indicar qué nivel competitivo puede alcanzar.
- Paso 2: Configurar la CS. SCOR recomienda una serie de apartados, entre los que se incluye la
definición de la unidad de negocio a configurar, la localización de los nodos de la cadena o asignar a
cada uno de los nodos los principales procesos, enlazándolos con los procesos del resto de nodos de la
cadena.
- Paso 3: Alinear niveles de rendimiento, prácticas y sistemas. Realizar un análisis detallado de aquellos
procesos críticos y configurar, tanto a nivel intra como inter-empresariales los diferentes elementos
del proceso.
- Paso 4: Implementar los procesos y sistemas de la CS.
Introducción a la Cadena de Suministro
18
2.4 El Efecto Bullwhip
2.4.1 Introducción y Origen del Efecto Bullwhip
El efecto bullwhip – conocido en español como efecto látigo – consiste en una amplificación de la variabilidad
(incertidumbre) de los pedidos para satisfacer la demanda aguas arriba en la cadena de suministro. Por ello, es
el principal causante de las ineficiencias en las redes de suministro. Por ello, es preciso conocer su origen y el
contexto en el que sus consecuencias son más notables, de modo que podamos adoptar las medidas necesarias
para paliarlo y así aumentar los beneficios globales de toda la cadena.
La complejidad3 en el mercado actual, como hemos explicado previamente, desemboca en una alta
incertidumbre que tiende a generar a lo largo de la CS previsiones incorrectas de la demanda, planificaciones
erróneas, inventarios desajustados, entregas a destiempo, transportes mal dimensionados y otras consecuencias
que generan a las distintas empresas unos importantes sobre-costes. De todas las repercusiones, la primera es
la fundamental, ya que la demanda es el motor de todas las actividades de los diferentes agentes logísticos que
conforman la CS.
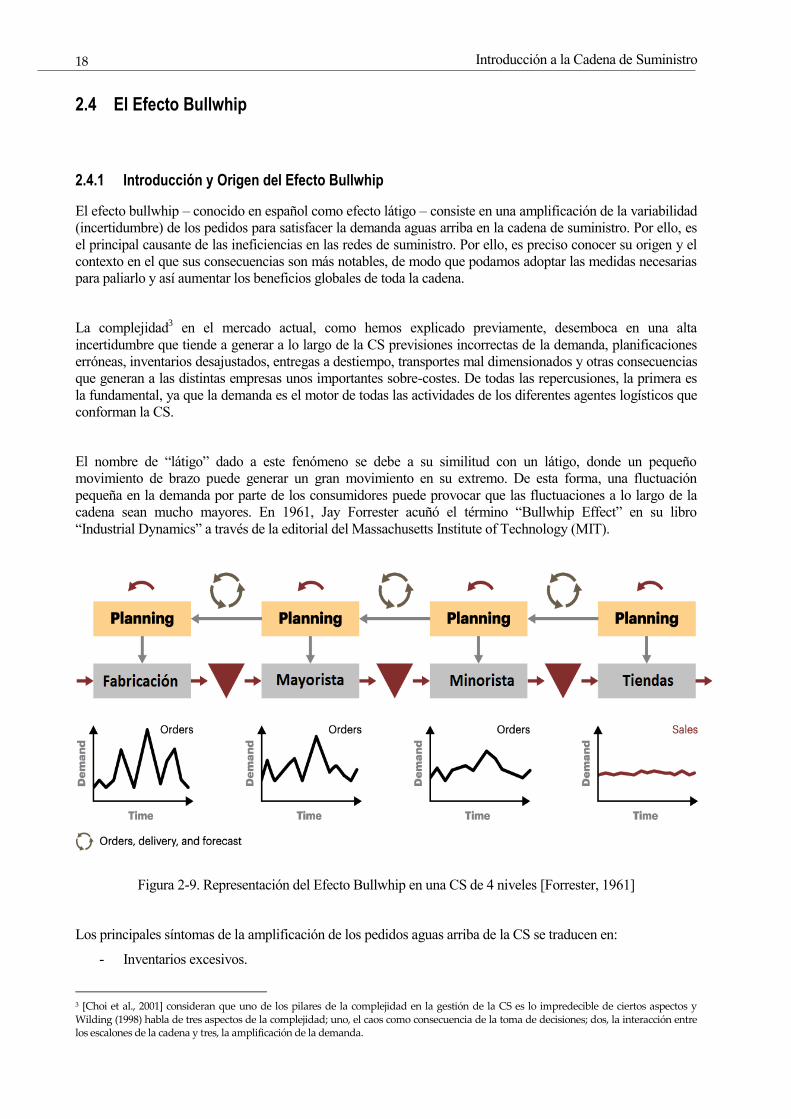
El nombre de “látigo” dado a este fenómeno se debe a su similitud con un látigo, donde un pequeño
movimiento de brazo puede generar un gran movimiento en su extremo. De esta forma, una fluctuación
pequeña en la demanda por parte de los consumidores puede provocar que las fluctuaciones a lo largo de la
cadena sean mucho mayores. En 1961, Jay Forrester acuñó el término “Bullwhip Effect” en su libro
“Industrial Dynamics” a través de la editorial del Massachusetts Institute of Technology (MIT).
Figura 2-9. Representación del Efecto Bullwhip en una CS de 4 niveles [Forrester, 1961]
Los principales síntomas de la amplificación de los pedidos aguas arriba de la CS se traducen en:
- Inventarios excesivos.
3 [Choi et al., 2001] consideran que uno de los pilares de la complejidad en la gestión de la CS es lo impredecible de ciertos aspectos y Wilding (1998) habla de tres aspectos de la complejidad; uno, el caos como consecuencia de la toma de decisiones; dos, la interacción entre los escalones de la cadena y tres, la amplificación de la demanda.
19
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
- Previsiones erróneas de la demanda del mercado.
- Capacidad insuficiente o excesiva.
- Escaso servicio al cliente.
Los primero experimentos relacionados con el efecto bullwhip fueron realizados a cargo de Sterman en 1989,
el cual inventó un juego en el que diversos participantes simulaban los diversos nodos de una cadena de
suministro. En esta aplicación, más conocida como el “Juego de la Cerveza” (Beer Game en inglés), los
participantes debían realizar pedidos a sus predecesores para poder satisfacer la demanda del nodo posterior
bajo dos premisas principales:
- Los pedidos no son servidos instantáneamente, sino con algunos períodos de diferencia para simular
los tiempos de fabricación y transporte.
- Hay penalizaciones por stockout y por exceso de inventario.
En el juego, se comenzaba con niveles de inventario más altos que la demanda. Hay un momento en el que la
demanda sube y, es en ese momento, cuando los inventarios comienzan a bajar y algunos nodos sobre
reaccionan pidiendo más unidades de las que realmente necesitan para intentar compensar la disminución de
inventarios. Entonces, se producen los dos errores típicos que hemos ido comentando:
- Incorrecta estimación de la demanda.
- Adopción de políticas de aprovisionamiento no adecuadas.
El juego de la cerveza ha sido materia obligada de estudio durante mucho tiempo y las mejores escuelas de
negocio lo incorporaban en sus programas estrellas (Master in Business Administration) con el objetivo de
mostrar que el efecto bullwhip está causado por un comportamiento no óptimo (irracional) por parte de los
decisores. Es preciso que los responsables comprendan la importancia de una correcta estimación de la
demanda y de las políticas de aprovisionamiento.
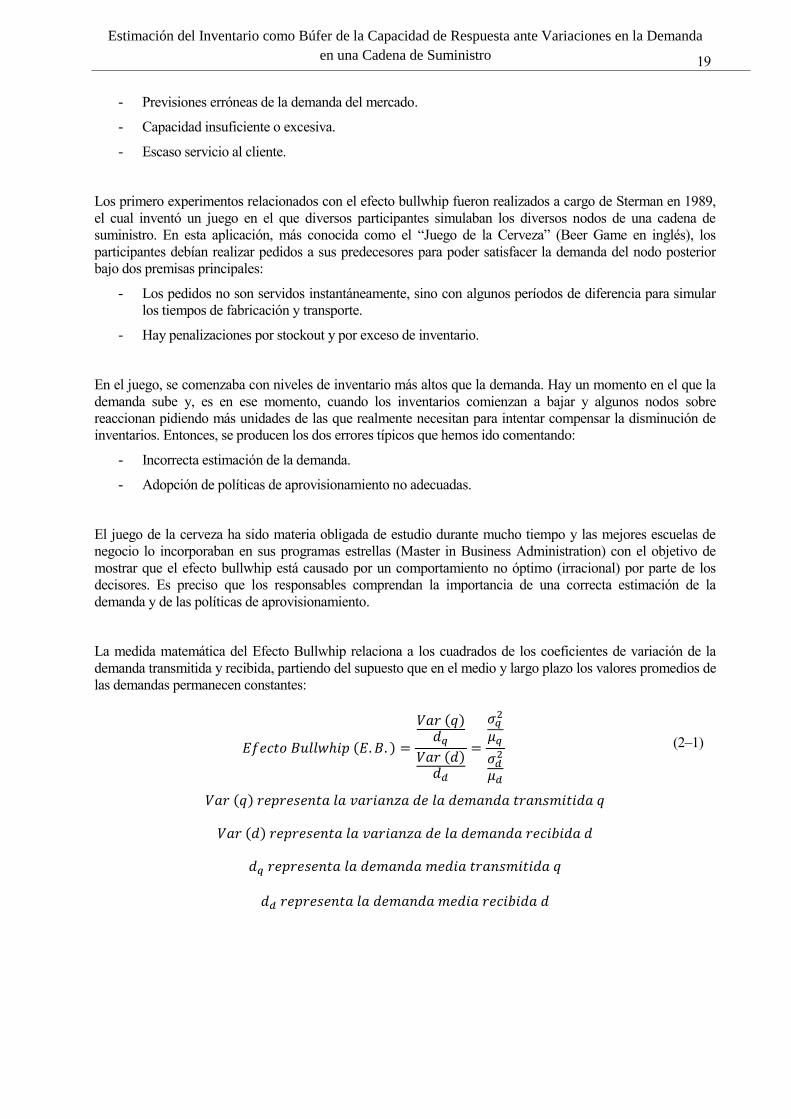
La medida matemática del Efecto Bullwhip relaciona a los cuadrados de los coeficientes de variación de la
demanda transmitida y recibida, partiendo del supuesto que en el medio y largo plazo los valores promedios de
las demandas permanecen constantes:
𝐸𝑓𝑒𝑐𝑡𝑜 𝐵𝑢𝑙𝑙𝑤ℎ𝑖𝑝 (𝐸. 𝐵. ) =
𝑉𝑎𝑟 (𝑞)𝑑𝑞
𝑉𝑎𝑟 (𝑑)𝑑𝑑
=
𝜎𝑞2
𝜇𝑞
𝜎𝑑2
𝜇𝑑
(2–1)
𝑉𝑎𝑟 (𝑞) 𝑟𝑒𝑝𝑟𝑒𝑠𝑒𝑛𝑡𝑎 𝑙𝑎 𝑣𝑎𝑟𝑖𝑎𝑛𝑧𝑎 𝑑𝑒 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑡𝑖𝑑𝑎 𝑞
𝑉𝑎𝑟 (𝑑) 𝑟𝑒𝑝𝑟𝑒𝑠𝑒𝑛𝑡𝑎 𝑙𝑎 𝑣𝑎𝑟𝑖𝑎𝑛𝑧𝑎 𝑑𝑒 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑟𝑒𝑐𝑖𝑏𝑖𝑑𝑎 𝑑
𝑑𝑞 𝑟𝑒𝑝𝑟𝑒𝑠𝑒𝑛𝑡𝑎 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑚𝑒𝑑𝑖𝑎 𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑡𝑖𝑑𝑎 𝑞
𝑑𝑑 𝑟𝑒𝑝𝑟𝑒𝑠𝑒𝑛𝑡𝑎 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑚𝑒𝑑𝑖𝑎 𝑟𝑒𝑐𝑖𝑏𝑖𝑑𝑎 𝑑
Introducción a la Cadena de Suministro
20
Como en realidad las demandas medias transmitida y recibida tienden a ser iguales, nos queda:
𝐸𝑓𝑒𝑐𝑡𝑜 𝐵𝑢𝑙𝑙𝑤ℎ𝑖𝑝 (𝐸. 𝐵. ) =𝑉𝑎𝑟 (𝑞)
𝑉𝑎𝑟 (𝑑)=
𝜎𝑞2
𝜎𝑑2
(2–2)
2.4.2 Repercusiones del Efecto Bullwhip
La principal repercusión de una gran amplificación de la variabilidad de la demanda en la cadena de
suministro es la pérdida económica generada. [Metters, 1977] estudió diversos sectores de EEUU, situando en
35 mil millones de dólares las pérdidas generadas en el año 1993 en la industria del automóvil, y en 25 mil
millones de dólares las pérdidas generadas en la industria textil.
Sin embargo, conocer de forma cuantitativa las consecuencias del efecto bullwhip no es sencillo por los
problemas que conlleva su medición. Sería necesario depurar datos muy dispares, los cuales además suelen
tener procedencias sin relación y a menudo están agrupados de manera muy diferente, lo que se traduce en una
imposibilidad de estudiarlo de forma numérica de una forma precisa. En definitiva, estimar el efecto bullwhip
es un proceso muy complejo, sometido tanto a la forma de operar de cada eslabón de la cadena como a la
forma que tienen los diferentes actores de recoger y procesar la información.
En cualquier caso, todas las líneas investigadoras conducen de forma inequívoca a que la amplificación de la
variabilidad de la demanda en la cadena de suministro deriva en costes innecesarios que, además, no es que se
caractericen precisamente por ser despreciables. Nótese cuánto supone en el porcentaje del gasto de cualquier
compañía que una gestión eficiente de la cadena de suministro y, por ende, una reducción del efecto bullwhip
hace que todas las compañías que forman la cadena se consigan situar en posiciones inmejorables dentro del
mercado competitivo global.
De forma general, los costes en los que incurren las empresas se canalizan por varios caminos:
- Las excesivas variaciones en la demanda alteran el flujo productivo de las organizaciones, generando
una irregular necesidad de mano de obra y otros recursos productivos.
- La amplia variabilidad se refleja sobre los inventarios a mantener, provocando un aumento de la
capacidad necesaria y, por lo tanto, un sobredimensionamiento de los mismos.
- Las grandes variaciones en el nivel de inventario también aumenta significativamente el riesgo de no
poder atender los pedidos recibidos, es decir, nos llevaría a costes de rotura de stock.
- Al trabajar con inventarios mayores, también es más probable el riesgo de obsolescencia de los
productos, especialmente en la actualidad, donde los productos cada vez tienen un ciclo de vida más
corto.
- El efecto bullwhip también plantea grandes dificultades a los transportes entre los distintos miembros
de la cadena de suministro, dificultando así la planificación y aumentando los tiempos de entrega.
2.4.3 Causas del Efecto Bullwhip
El efecto bullwhip, de acuerdo a todo lo explicado en este capítulo, es una fuente de ineficiencias en la gestión
de la cadena de suministro que lleva a las empresas a unas considerables pérdidas económicas. Es necesario
estudiar las posibles soluciones para tratar de paliar este comportamiento tan ineficiente del sistema. [Lee et
21
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
al., 1997] estudiaron las causas que dan origen a las perturbaciones que puede experimentar una cadena de
suministro, destacando principalmente:
2.4.3.1 Métodos de previsión de la demanda
El principal factor que potencia el efecto bullwhip es el desconocimiento por parte de los decisores de la
demanda de las distintas empresas que conforman la cadena. Por ello, es necesario realizar planificaciones
sobre lo que ha de suceder en el futuro. Existen dos grupos principales relacionados con la metodología
empleada en la previsión de la demanda:
1. Métodos basados en series temporales. Se trata de técnicas matemáticas basadas en la utilización de
datos históricos. Es posible aplicarlas cuando la serie de datos es estacionaria, esto implica que su
valor esperado y su varianza es son los mismos en todos los periodos, mientras que la covarianza entre
dos variables de la serie separadas por el mismo número de intervalos es la misma. A este grupo
pertenecen cuatro aplicaciones principales:
a. Media móvil (MM): La demanda futura es estimada como la media de los últimos N datos
conocidos.
b. Alisado exponencial (AE): La demanda futura se estima ponderando la última previsión
realizada con el último dato conocido.
c. Modelos autorregresivos (AR): Formulación de un modelo lineal para explicar el
comportamiento de la demanda a partir de los últimos datos conocidos de la demanda.
d. Modelos autorregresivos de media móvil (ARMA): Combinación de los modelos
autorregresivos y las medias móviles. Si la serie temporal no es estacionaria, se puede
“estacionarizar” a través de la diferencia de los datos, o de la diferencia de sus diferencias.
Esto convierte el modelo ARMA (p, q) en un modelo ARIMA (p, d, q), donde el parámetro d
corresponde al número de diferencias.
2. Métodos basados en inteligencia artificial. Son aplicaciones ingenieriles con capacidad de evaluación
de las diferentes alternativas y de decisión ante situaciones muy dispares. Sin embargo, debido a su
complejidad, no son muchos los estudios que se realizan con estos métodos. La técnica más utilizada
de este grupo son las redes neuronales artificiales, las cuales tratan un paradigma de aprendizaje y
procesamiento automático inspirado en el funcionamiento del sistema nervioso de los animales. Los
algoritmos genéticos también pertenecen a este grupo. En este caso, se basan en la evolución
biológica, partiendo de un gran conjunto de soluciones a un determinado problema, y en el que se van
seleccionando aquellas que proporcionan los mejores resultados.
2.4.3.2 Existencia de tiempos de entrega
Es el tiempo que tarda en llegar un producto desde que se hace el pedido hasta que se produce la entrega en la
empresa que lo requiere. Mientras mayores sean los tiempos de entrega de los productos, mayor repercusión
tiene en el efecto bullwhip. Además, su variabilidad también contribuye a aumentar el efecto bullwhip, ya que
puede generar roturas de stock y, por ello, las empresas tienden a pedir más cantidad para prevenir que el
tiempo de entrega sea mayor del esperado.
2.4.3.3 Tamaño de las órdenes cursadas
Muchas veces los pedidos se realizan en lotes ya que se reducen los costes de empaquetamiento y transporte.
Esto provoca una forma de variación que es difícil tener en cuenta, ya que habrá semanas en las que se realizan
pedidos y en otras no, además que las cantidades que debemos servir varían ostensiblemente unas de otras.

Introducción a la Cadena de Suministro
22
2.4.3.4 Alteraciones no planificadas de los precios de mercado
Los precios de los productos gestionados en la cadena de suministro cambian y, en general, los distintos
eslabones tienden a comprar más unidades cuando el precio unitario es más bajo y lo almacenan como stock.
En los niveles aguas arriba de la cadena el precio fluctúa enormemente y se presta a la especulación. Todo ello
supone que el comprador realice unos pedidos que no obedecen realmente a sus necesidades y facilita el
traspaso de una información que no es la real a través de los eslabones de la cadena.
23
3 ESTADO DEL ARTE EN LA GESTIÓN DE LA
CADENA DE SUMINISTRO
l estado del arte describe las investigaciones más recientes sobre un determinado tema, acercando al
lector a la actualidad en las investigaciones sobre dicho tema. En nuestro caso, además de posicionar las
últimas tendencias en la gestión de la cadena de suministro, explicaremos brevemente la evolución que
han sufrido a lo largo de todos estos años. Una vez situado históricamente en qué estado se encuentran las
cadenas de suministro, estamos en disposición de explicar el estado del arte de los factores principales
inherentes a las mismas. Con ello, además, satisfacemos el objetivo específico número dos sobre la
explicación, interpretación y estudio de las medidas de cómo reducir el efecto bullwhip, aspecto fundamental
en la eficiencia de las cadenas de suministro.
E
Yo soy yo y mi circunstancia, y si no la salvo a ella no
me salvo yo.
- José Ortega y Gasset -
Estado del Arte en la Gestión de la Cadena de Suministro
24
3.1 Introducción
Como hemos ido comentando a lo largo del presente documento, la gestión de las cadenas de suministro ha
tenido un gran desarrollo en los últimos tiempos. Con esto no queremos decir que ya se haya estudiado todo lo
relacionado al respecto, sino todo lo contrario. Estamos completamente inmersos en el estudio de la materia y
conocer los entresijos del funcionamiento de la cadena de suministro hace diferenciar a la propia cadena y con
ello, a nuestra empresa, reportando un notable crecimiento y un mayor beneficio, tanto a título individual
como global.
Como en cualquier disciplina que esté en pleno desarrollo, hay convergencia de académicos, consultores y
profesionales de empresas en busca de las mejores prácticas. Los profesionales del sector saben de la
importancia de la cadena y cada vez es más común que presten atención a estos aspectos, adaptando las
distintas posibilidades existentes a las que creen más apropiadas para sus negocios.
No existe una cadena de suministro ideal, sino que cada una depende de la industria, de los productos, de los
mercados y, en especial, de la propuesta de valor al cliente. Si la propuesta de valor es de precios más bajos, la
cadena hacia atrás necesita un diseño eficiente, de bajo coste. Si la propuesta, en cambio, va orientada al
máximo servicio y variedad, la configuración de la cadena debe considerar inventarios, tecnología y capacidad
de respuesta. No hay una configuración buena y otra mala, el éxito reside en hacer coincidir la cadena con el
modelo apropiado de nuestro negocio.
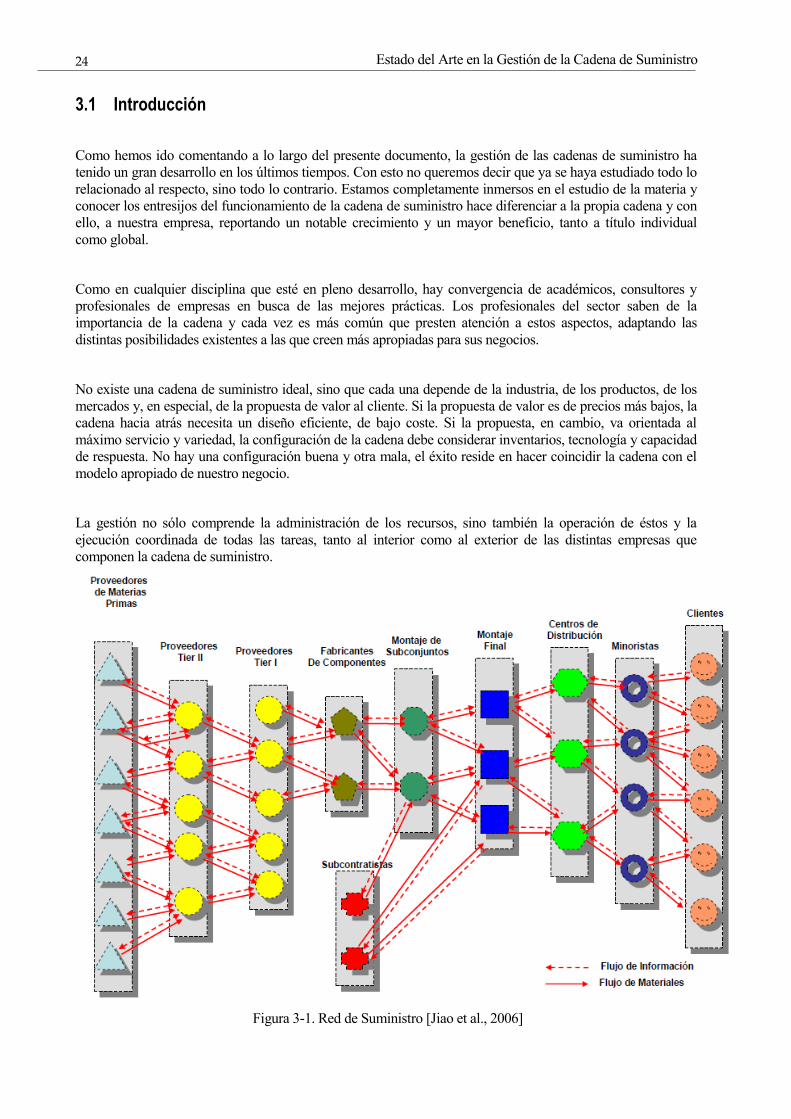
La gestión no sólo comprende la administración de los recursos, sino también la operación de éstos y la
ejecución coordinada de todas las tareas, tanto al interior como al exterior de las distintas empresas que
componen la cadena de suministro.
Figura 3-1. Red de Suministro [Jiao et al., 2006]
25
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
3.2 Evolución Histórica sobre la Gestión de la Cadena de Suministro
El principio de integración asociado a las cadenas de suministro aparece por primera vez a principio de los
años ochenta. De la misma forma que el contexto empresarial ha cambiado desde entonces, también lo han
hecho las formas de colaboración e integración entre los actores que forman dichas cadenas.
Asociadas a estas variaciones en las formas de colaboración, han ido apareciendo diversas estrategias a lo
largo de todos estos años. Por simplicidad, no vamos a explicarlas todas, simplemente las vamos a enumerar y
situar cronológicamente en la figura.
- 3PL: Third Party Logistics.
- 4PL: Fourth Party Logistics.
- APS: Advanced Planning Systems.
- BPR: Business Process Re-Engineering.
- CPFR: Continuous Planning, Forecasting and Replenishment.
- CRM: Customer Relationship Management.
- DRP: Distribution Resource Planning.
- EDI: Electronic Data Interchange.
- ERP: Enterprise Resource Planning.
- IM: Inventory Management.
- LCCS: Low-Cost Country Sourcing.
- MIS: Management Information System.
- MRP: Material Requirement Planning.
- MRP II: Manufacturing Resource Planning.
- OPT: Optimized Production Technology.
- PP&C: Production Planning and Control.
- QR: Quick Response.
- TOC: Theory of Constraints.
- TQM: Total Quality Management.
- VMI: Vendor Managed Inventory.
Estado del Arte en la Gestión de la Cadena de Suministro
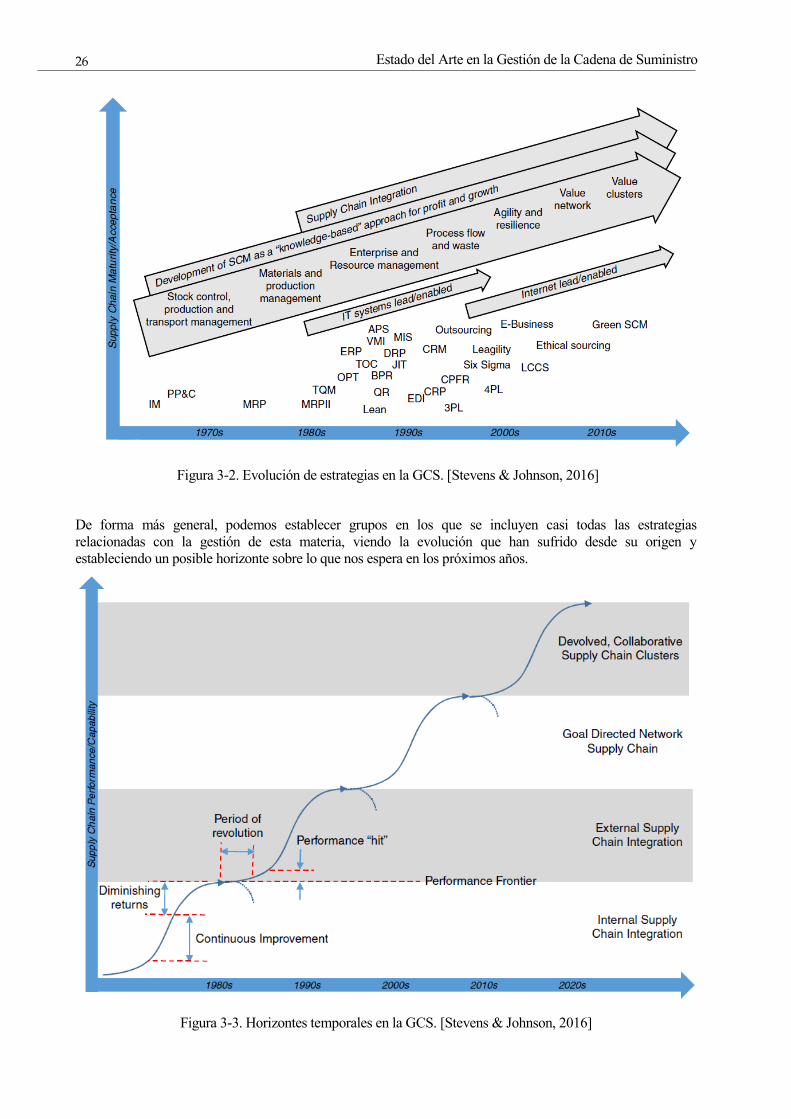
26
Figura 3-2. Evolución de estrategias en la GCS. [Stevens & Johnson, 2016]
De forma más general, podemos establecer grupos en los que se incluyen casi todas las estrategias
relacionadas con la gestión de esta materia, viendo la evolución que han sufrido desde su origen y
estableciendo un posible horizonte sobre lo que nos espera en los próximos años.
Figura 3-3. Horizontes temporales en la GCS. [Stevens & Johnson, 2016]
27
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
3.2.1 Integración interna
La integración interna (internal integration) representa la evolución sufrida por las empresas de un modelo de
separación de funciones en los años setenta a uno donde se empiezan a considerar posturas de realimentación
de la información, con el objetivo de lograr un mayor aprovechamiento en la planificación de los recursos.
Esta separación de funciones se caracterizaba principalmente por el trabajo individual de los responsables y
una escasa interacción entre los mismos, resultando altos niveles de inventario y poco servicio al cliente. El
objetivo de la mayor parte de las cadenas de suministro se basaba en el inventario global, reposición mediante
punto de re-aprovisionamiento y técnicas de pedido con escasa veracidad de las necesidades reales. El alcance
de este modelo de gestión abarcaba todas las áreas: comercial, producción, técnica, financiera y compras.
3.2.2 Integración externa
La integración externa (external integration) supuso extender el alcance de la cadena de suministro a la
integración de información, flujo de materiales y clientes. Con ello, se mejora el rendimiento de una empresa y
aquellas que la rodean. Compartir información supone mejorar en costes y flujo de materiales, consiguiendo
reducir los tiempos de entrega de los productos y evolucionar hacia una planificación colaborativa.
Sin embargo, alcanzar esta configuración no fue una tarea sencilla. Hubo que adaptar los procesos productivos
para poder aprovechar al máximo las ventajas de la cadena. Además, a pesar de las ventajas que iba
suponiendo ir adoptando estos modelos, el rendimiento de la cadena distaba mucho del máximo posible.
3.2.3 Objetivos dirigidos en las redes de suministro
En este momento se empieza a considerar incluir en la cadena a los clientes y los proveedores dirigiendo
objetivos comunes a nivel más general en las redes de suministro (goal directed networked supply chain).
Mientras las anteriores perspectivas ya consideraban tomar los flujos de materiales como variables importantes
a la hora de gestionar la cadena, el enfoque no había evolucionado hasta ahora con respecto a este punto. La
evolución en las tecnologías de la información e Internet hicieron posible dar este paso, provocando a las
empresas tener que revisar su percepción sobre las cadenas de suministro.
Este modelo se basa en el reconocimiento de la cadena como una red no-lineal, con conexiones entre las
empresas. Se reconoce que no puede haber relaciones entre proveedores y clientes sin tener visibilidad de la
red y conocimiento de la información. Las relaciones con los proveedores y las estrategias de abastecimiento
se alinean con los objetivos generales del conjunto en cuanto a costes, calidad y servicios. Uno de los
principales retos es la presencia de relaciones indirectas, subcontratando algunos de los servicios en los que la
empresa no es especialista.
3.2.4 Cadenas de suministro conjuntas, descentralizadas y colaborativas
El siguiente paso en la evolución de la CS es la transición a grupos de cadenas, descentralizadas y con
objetivos comunes (Devolved, collaborative, supply chain clusters). La formalización de las mismas estará
asociada con la normalización a través de normas, procedimientos y valores. El número de nodos ha ido
aumentando considerablemente a lo largo de todos estos años, lo que hace aumentar la complejidad y
sincronizar todos los integrantes se convierte en una tarea de mayor dificultad. Esta complejidad supone un
aumento en el coste de sincronización, pero es algo necesario para equiparar la totalidad de la cadena a una
Estado del Arte en la Gestión de la Cadena de Suministro
28
empresa, abordando la cuestión de cómo acomodar y coordinar las necesidades generales sin excesiva
complejidad y formalismos.
Es necesario proporcionar un nivel de gobernabilidad suficiente para asegurar que los participantes colaboran
y se apoyan mutuamente para poder cumplir con los objetivos de la cadena en su totalidad. Los futuros
modelos serán cadenas descentralizadas, con agrupaciones de colaboración y grupos autónomos que se
asocien por tipo o estructura del modelo. Las actividades no básicas se subcontratan y la colaboración se basa
en los objetivos consensuados previamente.
La coordinación operativa y la planificación son facilitadas por la organización principal a través de una
colaboración integrada, cuya gestión de operaciones está basada en líneas claras de responsabilidad y
rendición de cuentas. Esto funciona si todas las empresas adoptan un pensamiento de red conjunta,
aprovechando las economías de escala y la eficiencia de todo el conjunto en lugar de buscar beneficios
puramente individuales.

29
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
3.3 Medición del Efecto Bullwhip
Al igual que en la gestión de la cadena de suministro, la medición del efecto bullwhip también ha ido variando
a lo largo del tiempo. Sin embargo, podemos decir en este caso que las variaciones han sido mucho más
discretas, ya que todos los estudios propuestos por los autores basan sobre la misma idea.
Como ya hemos comentado, la forma más habitual de cuantificar el efecto bullwhip por parte de los autores es
la siguiente:
𝐸. 𝐵. =σ𝑞
2
σ𝑑2
(3–1)
Sin embargo, algunos autores se alejaron del enfoque clásico y realizaron estudios algo diferentes, en los que
explicaban:
𝐸. 𝐵. =
𝜎𝑜𝑢𝑡(𝑡, 𝑡 + 𝑇)𝜇𝑜𝑢𝑡(𝑡, 𝑡 + 𝑇)
𝜎𝑖𝑛(𝑡, 𝑡 + 𝑇)𝜇𝑖𝑛(𝑡, 𝑡 + 𝑇)
(3–2)
En el que σ representa la desviación estándar y μ la media, tanto de la variable recibida (in) como de la
transmitida (out), en el intervalo [t, t+T]. Los autores, además, suponen que
𝜇𝑖𝑛(𝑡, 𝑡 + 𝑇) = 𝜇𝑜𝑢𝑡(𝑡, 𝑡 + 𝑇) (3–3)
Por lo que, finalmente, nos queda:
𝐸. 𝐵. =𝜎𝑜𝑢𝑡(𝑡, 𝑡 + 𝑇)
𝜎𝑖𝑛(𝑡, 𝑡 + 𝑇)
(3–4)
Esto, en realidad, al igual que la forma que hemos expuesto al principio del presente apartado, es la forma más
usual de presentar el efecto bullwhip, representándolo como una relación de las varianzas (o en su defecto, de
las desviaciones estándar) entre las órdenes que transmite nuestra empresa aguas arriba de la cadena de
suministro y las recibidas aguas abajo de la misma.
Otros autores, añaden como medida complementaria la relación entre la varianza del inventario y de la
demanda:
𝐸. 𝐵.𝑖𝑛𝑣 =σ𝑖𝑛𝑣
2
σ𝑑2
(3–5)

Estado del Arte en la Gestión de la Cadena de Suministro
30
3.4 Coordinación de Inventarios en la Cadena de Suministro
El estudio de los problemas de abasto y control de los inventarios es una temática en constante evolución, a la
vez que numerosos investigadores estudian sobre el tema. Debido a la internacionalización de las empresas
gracias a los avances tecnológicos y de información, los modelos más recientes se centran en coordinar el
tamaño económico de producción y de pedido de forma que satisfaga las necesidades del cliente y del
proveedor. Estos modelos se aplican en contextos más amplios de análisis, ya que las cadenas de suministro
actuales están formadas por empresas localizadas en diferentes partes del mundo.
El modelo elegido por numerosas compañías para determinar el nivel de inventario es el denominado OUT
(Order Up to Level), en el que se pide hasta cierto nivel:
𝑞𝑡+1 = 𝐼𝑡 − 𝐼𝑡−1 + 𝑑𝑡 (3–6)
q𝑡+1 𝑒𝑠 𝑙𝑎 𝑐𝑢𝑎𝑛𝑡í𝑎 𝑑𝑒 𝑙𝑎 𝑜𝑟𝑑𝑒𝑛 𝑑𝑒 𝑟𝑒𝑝𝑜𝑠𝑖𝑐𝑖ó𝑛 𝑝𝑎𝑟𝑎 𝑒𝑙 𝑝𝑒𝑟𝑖𝑜𝑑𝑜 𝑡 + 1
d𝑡 𝑒𝑠 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑒𝑠𝑡𝑖𝑚𝑎𝑑𝑎 𝑝𝑎𝑟𝑎 𝑒𝑙 𝑚𝑜𝑚𝑒𝑛𝑡𝑜 𝑡
𝐼𝑡 𝑒 𝐼𝑡−1 𝑐𝑜𝑟𝑟𝑒𝑠𝑝𝑜𝑛𝑑𝑒𝑛 𝑎 𝑙𝑜𝑠 𝑖𝑛𝑣𝑒𝑛𝑡𝑎𝑟𝑖𝑜𝑠 𝑜𝑏𝑗𝑒𝑡𝑖𝑣𝑜𝑠 𝑒𝑛 𝑙𝑜𝑠 𝑚𝑜𝑚𝑒𝑛𝑡𝑜𝑠 𝑡 𝑦 𝑡 − 1
Además, I𝑡 se calcula según:
𝐼𝑡 = 𝐷𝑡𝐿 + 𝑧𝜎є
𝐿 (3–7)
𝐷𝑡𝐿 𝑒𝑠 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑒𝑠𝑡𝑖𝑚𝑎𝑑𝑎 𝑝𝑎𝑟𝑎 𝑡𝑜𝑑𝑜 𝑒𝑙 𝑝𝑒𝑟𝑖𝑜𝑑𝑜 𝐿
𝐿 𝑒𝑠 𝑒𝑙 𝑝𝑙𝑎𝑧𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑡𝑟𝑎𝑛𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜 𝑑𝑒𝑠𝑑𝑒 𝑞𝑢𝑒 𝑠𝑒 𝑐𝑢𝑟𝑠𝑎 𝑙𝑎 𝑜𝑟𝑑𝑒𝑛 ℎ𝑎𝑠𝑡𝑎 𝑙𝑎 𝑟𝑒𝑐𝑒𝑝𝑐𝑖ó𝑛 (𝑝𝑙𝑎𝑧𝑜 𝑑𝑒 𝑒𝑛𝑡𝑟𝑒𝑔𝑎)
𝑧 𝑒𝑠 𝑢𝑛𝑎 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑑𝑒𝑓𝑖𝑛𝑖𝑑𝑎 𝑝𝑜𝑟 𝑙𝑎 𝑝𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 𝑑𝑒 𝑓𝑎𝑙𝑙𝑜𝑠 𝑒𝑛 𝑒𝑙 𝑠𝑢𝑚𝑖𝑛𝑖𝑠𝑡𝑟𝑜 𝑦 𝑜𝑏𝑡𝑒𝑛𝑖𝑑𝑎 𝑑𝑒 𝑢𝑛𝑎 𝑓𝑢𝑛𝑐𝑖ó𝑛 𝑑𝑒 𝑝𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑
𝜎є𝐿 𝑒𝑠 𝑙𝑎 𝑑𝑒𝑠𝑣𝑖𝑎𝑐𝑖ó𝑛 𝑒𝑠𝑡á𝑛𝑑𝑎𝑟 𝑑𝑒 𝑙𝑜𝑠 𝑒𝑟𝑟𝑜𝑟𝑒𝑠 𝑑𝑒 𝑝𝑟𝑒𝑑𝑖𝑐𝑐𝑖ó𝑛 𝑐𝑜𝑚𝑒𝑡𝑖𝑑𝑜𝑠 𝑒𝑛 𝑒𝑙
𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙𝑜 𝑡𝑒𝑚𝑝𝑜𝑟𝑎𝑙𝑎𝑙 𝐿
3.4.1 Coordinación cliente-proveedor
La globalización inició nuevas formas de organización y de gestión de flujos de materiales, fortalecidas por el
desarrollo tecnológico, del transporte y de las comunicaciones. Sin embargo, algunos autores sostienen que la
componente tecnológica es la menos problemática, ya que los elementos claves para la sustentabilidad y
eficacia de la integración son más bien aspectos relativos y acuerdos necesarios entre las distintas
organizaciones.
En la misma línea, podemos decir que la globalización trajo nuevos modelos de articulación de las empresas
que forman una cadena de suministro, permitiendo a estas empresas avanzar de su estructura de integración
vertical hacia una horizontal, reduciendo el grado de dependencia de cada miembro del sistema y propiciando
a su vez diversas estrategias de coordinación. Como consecuencia de este nuevo entorno económico, las
empresas han ido desarrollando mecanismos de articulación conformando grandes cadenas con sus
proveedores y clientes, con los eslabones dispersos en localizaciones geográficas muy diversas.
31
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Porter (1986) expuso que toda estrategia global se caracteriza por dos dimensiones o decisiones críticas
principales, las cuales están estrechamente vinculadas: coordinación y configuración. Por coordinación
entendemos el grado y forma de interrelación de las diferentes actividades. La configuración, sin embargo,
hace referencia al modo en el qué establecemos la organización y el modo de operar de una cadena de
suministro. Enlazando con este concepto, surge el término “decoupling point”, el cual explicaremos a
continuación.
Toda evolución de las distintas compañías y de los distintos sistemas tiene como último fin mantenerse
competitivos, enfrentándose continuamente a desafíos para mejorar la calidad de los productos, reducir los
costes y los tiempos de ciclo en el mercado. Todos estos objetivos no pueden lograrse a título individual, ya
que dependen de manera crítica de las relaciones e interdependencias existentes entre los distintos actores de la
cadena de suministro. Porter (2000) estableció que debe entenderse que la competitividad no es un fenómeno
restringido a una empresa o una industria, sino que es una cualidad de adaptación de las empresas. Por ello, el
alcance del concepto de competitividad está orientado a la adecuación de la organización interna y de las
transacciones externas.
3.4.2 Coordinación centralizada y descentralizada
Una cadena de suministro integrada verticalmente que gestionase el sistema de inventarios en su totalidad sería
un caso ideal, aunque ciertamente, es un caso utópico debido a que los integrantes de la cadena (minoristas,
distribuidores, mayoristas, etcétera) suelen pertenecer a entidades diferentes, y en numerosas ocasiones se
tiende a maximizar beneficios individuales en vez de buscar un mayor beneficio global. Por este motivo, es
necesario establecer mecanismos para garantizar la coordinación entre las distintas partes implicadas.
Para Toptal (2003), los mecanismos de coordinación son aplicados con el fin de lograr beneficios del tipo
centralizado en configuraciones reales de cadena descentralizadas. La coordinación y cooperación entre
múltiples eslabones bajo sistemas descentralizados de gestión ha ganado mucha atención en los últimos años,
debido a la creciente importancia de la gestión de la cadena de suministro.
Además, explica que a diferencia de la gestión centralizada, que determina el valor del beneficio máximo
mediante la suma de los beneficios individuales y de sus restricciones técnicas y económicas, la gestión
descentralizada es más compleja y el valor de los beneficios se obtiene de forma secuencial.
𝜋𝑐: 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑑𝑒𝑙 𝑐𝑎𝑠𝑜 𝑐𝑒𝑛𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑑𝑜
𝜋𝑑: 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑑𝑒𝑙 𝑐𝑎𝑠𝑜 𝑑𝑒𝑠𝑐𝑒𝑛𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑑𝑜
𝜋𝑏𝑐: 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑜 𝑑𝑒𝑙 𝑐𝑙𝑖𝑒𝑛𝑡𝑒 𝑒𝑛 𝑒𝑙 𝑐𝑎𝑠𝑜 𝑐𝑒𝑛𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑑𝑜
𝜋𝑣𝑐: 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑜 𝑑𝑒𝑙 𝑝𝑟𝑜𝑣𝑒𝑒𝑑𝑜𝑟 𝑒𝑛 𝑒𝑙 𝑐𝑎𝑠𝑜 𝑐𝑒𝑛𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑑𝑜
𝜋𝑏𝑑: 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑜 𝑑𝑒𝑙 𝑐𝑙𝑖𝑒𝑛𝑡𝑒 𝑒𝑛 𝑒𝑙 𝑐𝑎𝑠𝑜 𝑑𝑒𝑠𝑐𝑒𝑛𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑑𝑜
𝜋𝑣𝑑: 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑜 𝑑𝑒𝑙 𝑝𝑟𝑜𝑣𝑒𝑒𝑑𝑜𝑟 𝑒𝑛 𝑒𝑙 𝑐𝑎𝑠𝑜 𝑑𝑒𝑠𝑐𝑒𝑛𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑑𝑜
𝜋𝑐 = 𝜋𝑣𝑐 + 𝜋𝑏
𝑐 (3–8)
𝜋𝑑 = 𝜋𝑣𝑑 + 𝜋𝑏
𝑑 (3–9)
𝜋𝑑 ≤ 𝜋𝑐: Los beneficios del modelo descentralizado son inferiores a los del modelo centralizado en lo que
respecta a los beneficios del sistema.
𝜋𝑏𝑑 ≥ 𝜋𝑏
𝑐: Los beneficios esperados del cliente en el modelo descentralizado son mayores o iguales que
Estado del Arte en la Gestión de la Cadena de Suministro
32
aquellos en la solución centralizada.
𝜋𝑣𝑐 ≥ 𝜋𝑣
𝑑: Los beneficios esperados del proveedor en el modelo centralizado son mayores o iguales que
aquellos del modelo descentralizado.
𝜋𝑣𝑐 − 𝜋𝑣
𝑑 ≥ 𝜋𝑏𝑑 − 𝜋𝑏
𝑐: El beneficio del proveedor en el modelo centralizado no es menor a las pérdidas del
cliente en el modelo descentralizado. Esta observación sugiere que los beneficios de un actor en el modelo
centralizado son más grandes que las pérdidas del otro.
3.4.3 Holding empresarial
Una posible solución que se ha ido desarrollando en los últimos tiempos en aquellos casos en los que tenemos
empresas diferentes es la creación de un holding empresarial. Este término se refiere a la creación de una
compañía socia o dueña de un grupo de empresas con fines comunes, con el fin de controlar las actividades en
un mismo mercado, reportando unas ventajas a las empresas que forman el grupo holding en concepto de
acceso a materias primas, transportes, financiación, etcétera.
Los holdings empresariales representan una forma muy particular de integración y colaboración, pudiendo
controlar toda la cadena o sólo una parte de la misma, con el objetivo final de minimizar riesgos y aumentar
beneficios.
Para conseguir un éxito de toda la cadena, es necesario ajustar las estrategias corporativas de las empresas
integrantes y la estrategia global, identificando las necesidades de los clientes y asegurando que la cadena al
completo es capaz de garantizar en tiempo, calidad y coste los productos demandados. El grupo holding
favorece el equilibrio entre las empresas, generando considerables rentabilidades para sus socios.
33
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
3.5 Directrices y Métricas de la Cadena de Suministro
Para poder medir el desempeño de una cadena de suministro – aspecto clave en nuestro estudio, como
explicaremos a continuación – necesitamos conocer aquellos indicadores principales que afectan al desarrollo
de la misma. Son innumerables los parámetros que afectan de una forma u otra a las empresas pertenecientes a
una cadena. A continuación, pasamos a presentar las que consideramos más importantes desde la autoría del
presente proyecto, agrupándolas en las distintas directrices logísticas e inter-funcionales a las que pertenecen.
3.5.1 Instalaciones
Son las ubicaciones desde o hacia las cuales se transporta el inventario. Son una directriz clave del desempeño
en términos de capacidad de respuesta y eficiencia. Las principales métricas relacionadas con las instalaciones:
- Capacidad.
- Utilización.
- Tiempo de ciclo teórico de producción.
- Tiempo de ciclo promedio real.
- Eficiencia del tiempo de flujo.
- Variedad del producto.
- Nivel de servicio de la producción.
3.5.2 Inventario
Abarca toda la materia prima, los productos en proceso y los bienes terminados dentro de la CS. El inventario
existe debido al desajuste entre la oferta y la demanda. Es una de las principales fuentes de coste en la CS y
tiene un gran impacto en la capacidad de respuesta. Principalmente, incrementa la cantidad de demanda que
puede satisfacerse si se tiene el producto listo y disponible para cuando el cliente lo quiera y reduce el costo
mediante la explotación de las economías de escala que pudieran existir durante la producción.
Otro punto muy importante sobre los inventarios es la inestabilidad de determinados suministros, ya que
ciertas materias primas sólo se encuentran en ciertos momentos del año, razón que obliga a mantener altos
niveles de inventario con el fin de cumplir los niveles de calidad y de servicio establecidos en la estrategia
corporativa.
Existe un debate acerca del rol del inventario en la CS; la primera propuesta surge a través de la aplicación de
“lean manufacturing”, donde los inventarios son considerados “pérdidas” que no aportan valor y debemos
evitar, con tal de mejorar la eficiencia de nuestra compañía. Sin embargo, la segunda tendencia debate a favor
del uso de inventario en la CS, ya que expone que son necesarios para poder hacer frente a las variaciones de
la demanda debidas a la incertidumbre sobre el mercado. En realidad, y en concordancia a lo expuesto por la
primera tendencia, lo que ocurre realmente no es que se elimine el inventario de las empresas, sino que se
reparte a lo largo de los distintos componentes de la CS, ya que es necesario en la gran mayoría de las
ocasiones debido a que actúa como buffer para poder hacer frente a las oscilaciones del mercado y así poder
satisfacer la demanda.
Estado del Arte en la Gestión de la Cadena de Suministro
34
Principalmente, existen dos tipos de inventario:
Inventario de Ciclo: Cantidad de inventario promedio que se emplea para satisfacer la demanda entre
recibos de embarque del proveedor.
Inventario de Seguridad: Inventario que se mantiene en caso de que la demanda supere lo esperado,
con el propósito de disminuir la incertidumbre. Si el mundo fuese perfectamente predecible, sólo
existiría inventario de ciclo.
Principales métricas relacionadas con el inventario:
- Inventario promedio.
- Tamaño promedio del lote de reabastecimiento.
- Inventario de seguridad promedio.
- Fracción de tiempo sin inventario.
3.5.3 Transporte
Medio a través del cual se mueven los productos a lo largo de las diferentes etapas de la CS. Los componentes
primordiales de las decisiones sobre el transporte son el diseño de una red de transporte y la elección del modo
de transporte. Las principales métricas relacionadas con el transporte:
- Coste promedio del transporte (entrante y/o saliente).
- Tamaño promedio del embarque (entrante y/o saliente).
- Fracción transportada por medio.
3.5.4 Información
Datos y análisis relacionados con las instalaciones, inventario, transporte, coste, precios y clientes a lo largo de
las diversas etapas de la CS, permitiéndoles coordinar y maximizar la rentabilidad de la misma. La buena
información ayuda a sincronizar mejor la oferta y la demanda, reduciendo inventario y costes de transporte. Es
potencialmente la mayor directriz del desempeño en la cadena. Métricas relacionadas con la información:
- El horizonte de pronóstico.
- La frecuencia de actualización.
- El error de pronóstico.
- Los factores estacionales.
- La varianza del plan.
3.5.5 Aprovisionamiento
Decisión sobre quién desempeña las actividades específicas, tales como producción, almacenamiento,
transporte o administración de la información. Los gerentes han de decidir qué tareas serán subcontratadas y
cuáles se realizarán en la compañía. Además, hay que seleccionar los proveedores en función de las

35
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
características que más convengan a nuestra empresa. Algunas métricas relacionadas con el
aprovisionamiento:
- Días pendientes por pagar.
- Precio promedio de compra.
- Cantidad promedio de compra.
- Fracción de las entregas a tiempo.
- Tiempo de entrega del suministro.
3.5.6 Fijación de precios
Determina cuánto cobrará una organización por los bienes y servicios que pone a disposición en la CS. La
fijación de precios es un atributo significativo a través del cual una compañía ejecuta su estrategia competitiva.
Por ejemplo, los precios constantes aseguran que la demanda se mantenga estable, además a través de la
fijación de precios se puede captar una amplia cantidad de clientes. Métricas relacionadas con el precio:
- Margen de utilidad.
- Costo fijo por pedido.
- Costo variable por unidad.
- Precio promedio de venta.
- Tamaño promedio de pedido.
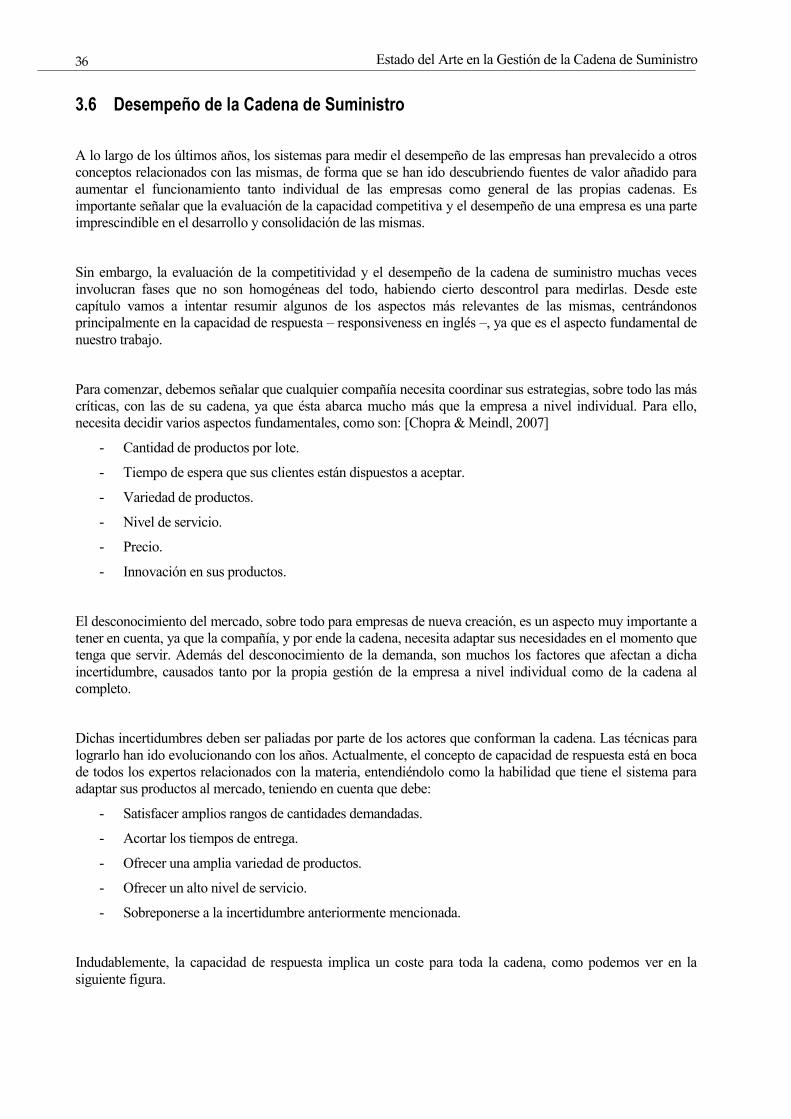
Estado del Arte en la Gestión de la Cadena de Suministro
36
3.6 Desempeño de la Cadena de Suministro
A lo largo de los últimos años, los sistemas para medir el desempeño de las empresas han prevalecido a otros
conceptos relacionados con las mismas, de forma que se han ido descubriendo fuentes de valor añadido para
aumentar el funcionamiento tanto individual de las empresas como general de las propias cadenas. Es
importante señalar que la evaluación de la capacidad competitiva y el desempeño de una empresa es una parte
imprescindible en el desarrollo y consolidación de las mismas.
Sin embargo, la evaluación de la competitividad y el desempeño de la cadena de suministro muchas veces
involucran fases que no son homogéneas del todo, habiendo cierto descontrol para medirlas. Desde este
capítulo vamos a intentar resumir algunos de los aspectos más relevantes de las mismas, centrándonos
principalmente en la capacidad de respuesta – responsiveness en inglés –, ya que es el aspecto fundamental de
nuestro trabajo.
Para comenzar, debemos señalar que cualquier compañía necesita coordinar sus estrategias, sobre todo las más
críticas, con las de su cadena, ya que ésta abarca mucho más que la empresa a nivel individual. Para ello,
necesita decidir varios aspectos fundamentales, como son: [Chopra & Meindl, 2007]
- Cantidad de productos por lote.
- Tiempo de espera que sus clientes están dispuestos a aceptar.
- Variedad de productos.
- Nivel de servicio.
- Precio.
- Innovación en sus productos.
El desconocimiento del mercado, sobre todo para empresas de nueva creación, es un aspecto muy importante a
tener en cuenta, ya que la compañía, y por ende la cadena, necesita adaptar sus necesidades en el momento que
tenga que servir. Además del desconocimiento de la demanda, son muchos los factores que afectan a dicha
incertidumbre, causados tanto por la propia gestión de la empresa a nivel individual como de la cadena al
completo.
Dichas incertidumbres deben ser paliadas por parte de los actores que conforman la cadena. Las técnicas para
lograrlo han ido evolucionando con los años. Actualmente, el concepto de capacidad de respuesta está en boca
de todos los expertos relacionados con la materia, entendiéndolo como la habilidad que tiene el sistema para
adaptar sus productos al mercado, teniendo en cuenta que debe:
- Satisfacer amplios rangos de cantidades demandadas.
- Acortar los tiempos de entrega.
- Ofrecer una amplia variedad de productos.
- Ofrecer un alto nivel de servicio.
- Sobreponerse a la incertidumbre anteriormente mencionada.
Indudablemente, la capacidad de respuesta implica un coste para toda la cadena, como podemos ver en la
siguiente figura.
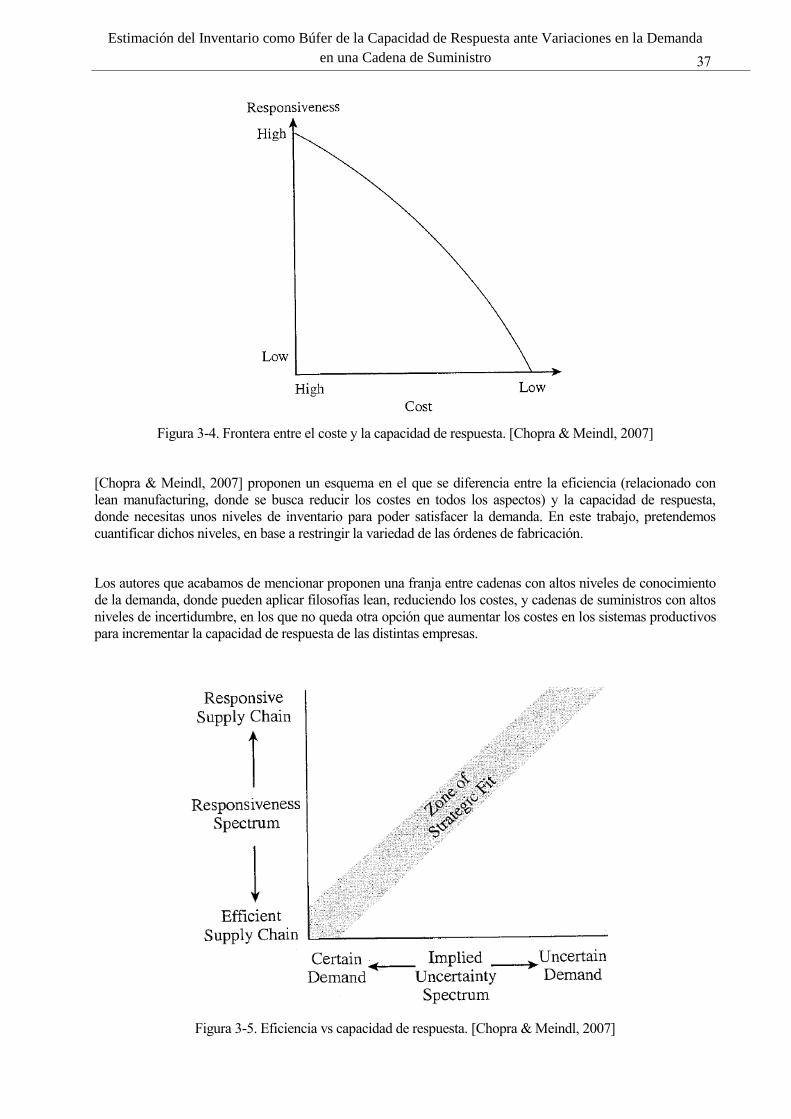
37
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Figura 3-4. Frontera entre el coste y la capacidad de respuesta. [Chopra & Meindl, 2007]
[Chopra & Meindl, 2007] proponen un esquema en el que se diferencia entre la eficiencia (relacionado con
lean manufacturing, donde se busca reducir los costes en todos los aspectos) y la capacidad de respuesta,
donde necesitas unos niveles de inventario para poder satisfacer la demanda. En este trabajo, pretendemos
cuantificar dichos niveles, en base a restringir la variedad de las órdenes de fabricación.
Los autores que acabamos de mencionar proponen una franja entre cadenas con altos niveles de conocimiento
de la demanda, donde pueden aplicar filosofías lean, reduciendo los costes, y cadenas de suministros con altos
niveles de incertidumbre, en los que no queda otra opción que aumentar los costes en los sistemas productivos
para incrementar la capacidad de respuesta de las distintas empresas.
Figura 3-5. Eficiencia vs capacidad de respuesta. [Chopra & Meindl, 2007]
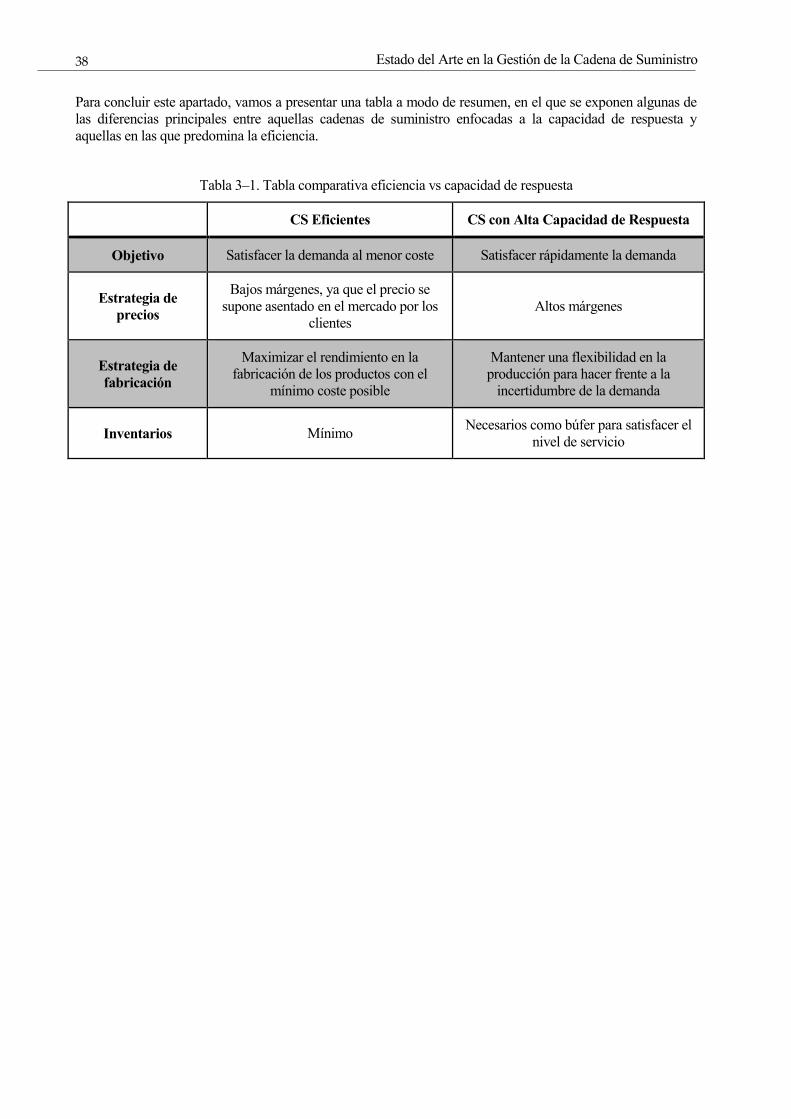
Estado del Arte en la Gestión de la Cadena de Suministro
38
Para concluir este apartado, vamos a presentar una tabla a modo de resumen, en el que se exponen algunas de
las diferencias principales entre aquellas cadenas de suministro enfocadas a la capacidad de respuesta y
aquellas en las que predomina la eficiencia.
Tabla 3–1. Tabla comparativa eficiencia vs capacidad de respuesta
CS Eficientes CS con Alta Capacidad de Respuesta
Objetivo Satisfacer la demanda al menor coste Satisfacer rápidamente la demanda
Estrategia de
precios
Bajos márgenes, ya que el precio se
supone asentado en el mercado por los
clientes
Altos márgenes
Estrategia de
fabricación
Maximizar el rendimiento en la
fabricación de los productos con el
mínimo coste posible
Mantener una flexibilidad en la
producción para hacer frente a la
incertidumbre de la demanda
Inventarios Mínimo Necesarios como búfer para satisfacer el
nivel de servicio
39
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
3.7 Capacidad de Respuesta de una Cadena de Suministro
El nuevo contexto empresarial es cada día más exigente para las empresas, provocando que éstas se hayan
tenido que ir adaptando poco a poco a las exigencias del mercado.
En los últimos tiempos, todas las compañías punteras se han ido transformando al ritmo del mercado,
introduciendo medidas innovadoras que permitan obtener el producto correcto, en el momento adecuado,
entregándolo en el lugar exacto y en el tiempo justo, todo ello al precio demandado por el mercado.
Al final, el objetivo de cualquier empresa y cadena de suministro es satisfacer las necesidades de los clientes al
mínimo coste posible. A raíz de las necesidades creadas por los cambios en el entorno mundial explicados en
el capítulo introductorio, surgen algunos términos claves para la total comprensión de este trabajo. El más
importante de todos ellos es la capacidad de respuesta, íntimamente ligada con la eficiencia, como pasaremos a
explicar a continuación.
La eficiencia está relacionada con la filosofía “Lean Manufacturing”, basada en hacer más con menos. En ella
se pretende trabajar con los mínimos inventarios posibles, en un sistema muy cercano al tan conocido Just in
Time de Toyota. La fabricación lean se adapta muy bien en entornos con demanda predecible, en los que la
variabilidad necesaria en los entornos de producción es baja.
La capacidad de respuesta – responsiveness en inglés – sin embargo, puede ser definida como la habilidad que
tiene el sistema para ajustar las salidas, entendiéndose éstas como los productos que demandan los clientes, a
ciertos cambios que se producen en el mercado por circunstancias externas a la propia cadena. Estas
circunstancias pueden ser agrupadas en cuatro grandes bloques:
- Producto: Habilidad para introducir en el mercado nuevos productos o variar ostensiblemente los
existentes.
- Mix: Habilidad de cambiar la variedad de la gama de productos que nuestro sistema puede soportar,
sin tener que hacer grandes cambios en las configuraciones y distribuciones relacionada con la
maquinaria en las distintas plantas de la cadena.
- Volumen: Habilidad para satisfacer la demanda del mercado con cambios en los volúmenes de
productos requeridos de unos periodos a otros.
- Tiempos de entrega: Habilidad para alterar los acuerdos en las entregas, bien sea por reducción de los
tiempos de entrega o cambios en los destinos de los productos.
Inicialmente, eficiencia y capacidad de respuesta fueron relacionados y solían ir de la mano en casi todos los
estudios. Fue [Christopher, 2000] uno de los pioneros en marcar las distancias de la capacidad de respuesta
con la eficiencia de la filosofía lean, observando que a menudo las empresas que optaban por la filosofía lean
se centraban más en la optimización del proceso productivo y, por lo tanto, en el interior de la empresa,
mientras que las empresas centradas en la capacidad de respuesta se enfocan más en el cliente.
En esta línea se propone la fabricación eficiente en entornos caracterizados por una demanda predecible, en los
que la variabilidad requerida en las cualidades de los productos es baja y el volumen de producción alto. Por
Estado del Arte en la Gestión de la Cadena de Suministro
40
otra parte, recomienda el diseño de CS hacia la capacidad de respuesta en entornos de demanda difícil de
predecir, alta variabilidad en las cualidades de los productos y bajo volumen de producción.
El análisis ha seguido evolucionando a raíz de los cambios que se van produciendo en el contexto empresarial.
[Gunasekaran et al., 2008] sintetizan que la flexibilidad y rapidez de tres segmentos básicos (compras,
fabricación y entregas) conducen a la capacidad de respuesta de la cadena. [Gattorna, 2010] amplió el análisis,
introduciendo nuevas variables, aconsejando la fabricación eficiente en entornos en los que la demanda es
predecible y la relación con el cliente es pequeña. En condiciones inversas, es decir, demanda impredecible y
relaciones estrechas con proveedores y clientes, señalan que la filosofía basada en la capacidad de respuesta es
la óptima.
La capacidad de respuesta de una cadena de suministro está íntimamente relacionada con las métricas
explicadas anteriormente, ya que si en el mercado se produce un aumento de la demanda de un determinado
producto y el sistema no es capaz de producir todas las unidades necesarias de ese producto para satisfacer a
los clientes, el inventario es necesario como búfer para no incurrir en pérdidas por no atender correctamente las
exigencias de los clientes.
Esta última apreciación de la capacidad de respuesta es la interesante para nosotros, ya que vamos a estudiar
cuánto inventario necesitamos en nuestro sistema en función de cambios en el volumen de la demanda,
partiendo de la hipótesis que nuestro sistema de producción sólo puede cambiar un porcentaje de sus órdenes
de fabricación de un periodo a otro.
Por ello, y resumiendo la sistemática que vamos a emplear, debido a que nuestro sistema no es capaz de
producir órdenes completamente independientes en los distintos periodos, necesitamos ciertos niveles de
inventario para poder satisfacer la demanda del mercado, incluyendo cambios en el volumen de la misma.
Para concluir todo el acercamiento teórico que hemos realizado en el presente documento – de forma más
genérica al principio y más enfocada a nuestro problema en los últimos apartados – vamos a presentar una
imagen que resumen de una forma bastante acertada las distintas variantes que puede sufrir una cadena de
suministro en cuanto al enfoque que le demos en función de la finalidad que busquemos con ella.
En los próximos capítulos vamos a desarrollar el problema que nos concierne, presentando y modelizando los
escenarios estudiados al principio, simulando con el software elegido y estudiando y presentando las
relaciones entre las distintas variables que tenemos en nuestro modelo matemático.
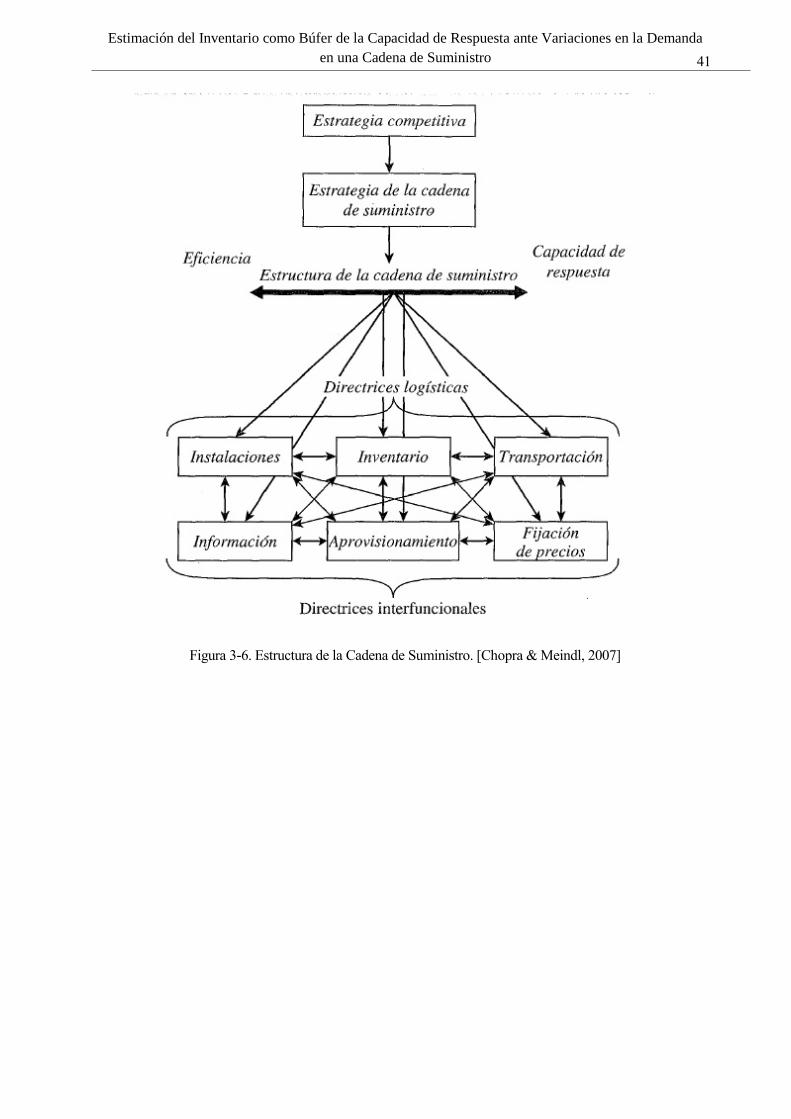
41
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Figura 3-6. Estructura de la Cadena de Suministro. [Chopra & Meindl, 2007]

43
4 MODELIZACIÓN DE LOS ESCENARIOS
ara resolver nuestro problema, necesitamos plantear unos escenarios para que nos faciliten el estudio del
mismo. En este capítulo vamos a empezar a trabajar con las ecuaciones pertenecientes a nuestro
problema, así como iremos introduciendo poco a poco conceptos relativos a la formulación de problemas
relacionados con la gestión de la cadena de suministro.
P
No temáis a la grandeza; algunos nacen grandes,
algunos logran grandeza, a algunos la grandeza les es
impuesta y a otros la grandeza les queda grande.
- William Shakespeare -
Modelización de los Escenarios
44
4.1 Hipótesis y Escenarios de los Modelos
Nuestro problema considera una cadena de suministro con dos niveles en un horizonte temporal determinado
para un producto único con “V” variantes diferentes, tales como pueden ser colores o especificaciones
determinadas. Como nuestro problema pretende estudiar la influencia de la variación del volumen de la
demanda, tendremos siempre 5 variantes distintas de producto en todos los casos estudiados, con el objetivo de
no hacer demasiado extenso el estudio y posterior explicación del mismo.
4.1.1 Estimación de la Demanda
Tal como hemos comentado, necesitamos considerar un horizonte temporal determinado, necesario para
adaptar todas nuestras decisiones acerca de la producción para el siguiente nivel de la cadena de suministro al
mismo.
La demanda estará codificada como 𝑑𝑖𝑥(𝑡), lo que representa la cantidad de producto de la variante “i” que
tengo que servir al final del periodo (𝑡 + 𝑥) acorde a la información que me proporciona el siguiente nivel de
la cadena de suministro al comienzo del periodo t. Para x=0, este valor representa el pedido real del cliente, es
decir, la demanda real que debemos satisfacer.
Una vez que recibimos la información de la demanda “aguas abajo” de la cadena, nosotros vamos actualizando
nuestro plan de producción con respecto a esa información. Conforme más nos acercamos a x=0, más fiable
serán los datos que tenemos, ya que la información es más precisa. En nuestro caso, al movernos en un
horizonte temporal de previsión de H periodos, tendremos que actualizar nuestro plan H-1 veces, hasta que
recibimos la información 𝑑𝑖0(𝑡) que debemos servir.
Al igual que en el documento del que parte el presente proyecto, nuestra estimación de la demanda está basada
en la distribución Logarítmica de Pearson tipo III, generalmente usada en geografía para medir los caudales de
agua de los ríos en las distintas épocas del año. La razón por la que usamos esta distribución en nuestro modelo
es que encaja perfectamente debido a la independencia que tienen los parámetros de los que consta, como son
la media, la desviación típica y el coeficiente de sesgo. A pesar de haber elegido esta y no otra por la capacidad
de adaptación que tiene, nuestro modelo es bastante independiente con respecto a la distribución usada en la
estimación de la demanda, por lo que no habría una gran diferencia si hubiéramos empleado otra distinta.
Esta distribución, nombrada a partir de ahora como Log PT3, consta de tres parámetros: media, desviación
estándar y coeficiente de sesgo. En nuestro caso, independientemente de la situación que vayamos a estudiar,
tenemos dos distribuciones distintas, una para el caso x=0 y otra para x=H:
𝑥 = 0: 𝑑𝑖0(𝑡) → 𝐿𝑜𝑔𝑃𝑇3 (𝜇𝑖, 𝜎𝑖02 , 𝑐𝑖0)
𝑥 = 𝐻: 𝑑𝑖𝐻(𝑡) → 𝐿𝑜𝑔𝑃𝑇3 (𝜇𝑖, 𝜎𝑖𝐻2 , 𝑐𝑖𝐻)
𝜎𝑖02 > 𝜎𝑖𝐻
2 𝑦 𝑐𝑖0 > 𝑐𝑖𝐻
En nuestro caso, tenemos 5 variantes de producto (V=5) y una demanda total de 5040 unidades (D=5040) en
cada periodo. Como tenemos que especificar los parámetros para cada una de las variantes de producto,
hacemos la suposición que de forma general todas tendrán la misma cantidad de demanda, hipótesis que
parece bastante razonable, quedando los siguientes resultados para las dos distribuciones:
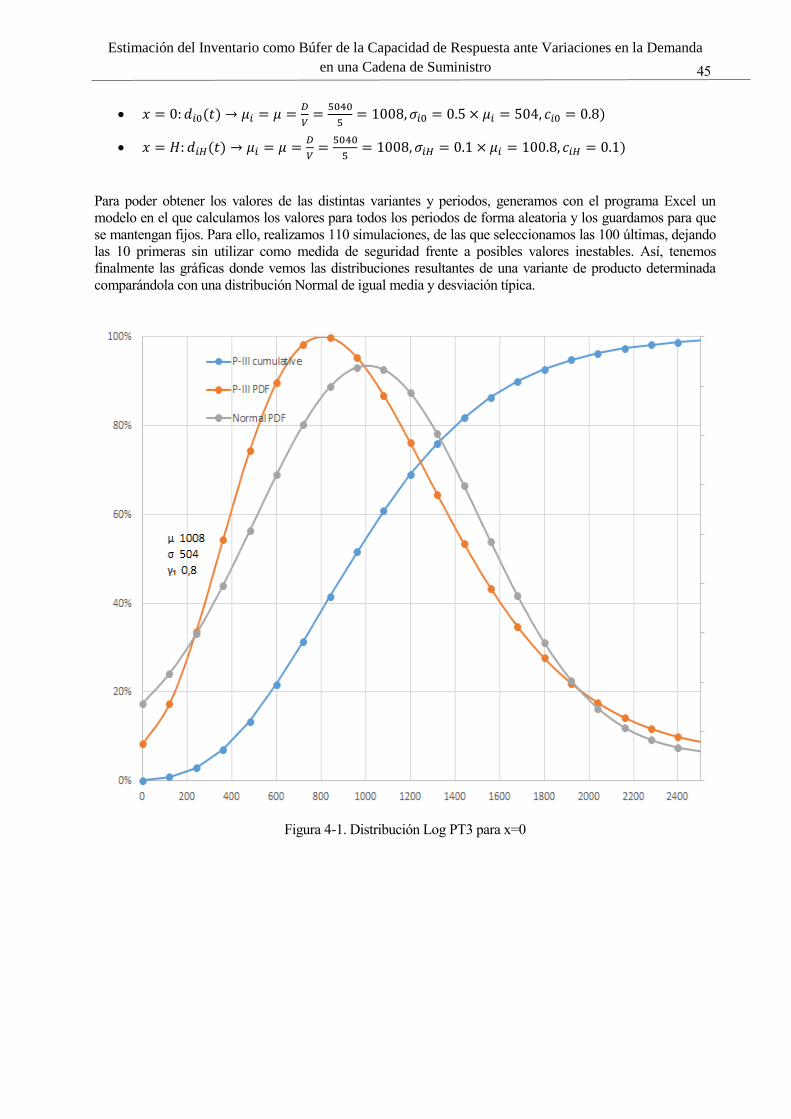
45
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
𝑥 = 0: 𝑑𝑖0(𝑡) → 𝜇𝑖 = 𝜇 =𝐷
𝑉=
5040
5= 1008, 𝜎𝑖0 = 0.5 × 𝜇𝑖 = 504, 𝑐𝑖0 = 0.8)
𝑥 = 𝐻: 𝑑𝑖𝐻(𝑡) → 𝜇𝑖 = 𝜇 =𝐷
𝑉=
5040
5= 1008, 𝜎𝑖𝐻 = 0.1 × 𝜇𝑖 = 100.8, 𝑐𝑖𝐻 = 0.1)
Para poder obtener los valores de las distintas variantes y periodos, generamos con el programa Excel un
modelo en el que calculamos los valores para todos los periodos de forma aleatoria y los guardamos para que
se mantengan fijos. Para ello, realizamos 110 simulaciones, de las que seleccionamos las 100 últimas, dejando
las 10 primeras sin utilizar como medida de seguridad frente a posibles valores inestables. Así, tenemos
finalmente las gráficas donde vemos las distribuciones resultantes de una variante de producto determinada
comparándola con una distribución Normal de igual media y desviación típica.
Figura 4-1. Distribución Log PT3 para x=0

Modelización de los Escenarios
46
Figura 4-2. Distribución Log PT3 para x=H
Sin embargo, estos valores generados a partir de las distribuciones sólo nos son útiles en ambos casos, cuando
x=0 y x=H. Para el resto de valores de x, la demanda necesita ser estimada a partir de estas distribuciones de la
siguiente manera:
𝑑𝑖𝑥(𝑡) = 𝜑𝑥 × 𝑑𝑖0(𝑡 + 𝑥) + (1 − 𝜑𝑥) × 𝑑𝑖,𝑥+1(𝑡 − 1) ∀𝑥 = 1, … , 𝐻 − 1 (4–1)
𝜑𝑥 denota el porcentaje medio de 𝑑𝑖0(𝑡) conocido en el periodo (𝑡 − 𝑥).
Ejemplo 4–1.
Si tomamos H=5, por poner un ejemplo concreto, necesitamos 𝑑𝑖0(𝑡), 𝑑𝑖1(𝑡), 𝑑𝑖2(𝑡), 𝑑𝑖3(𝑡), 𝑑𝑖4(𝑡) y 𝑑𝑖5(𝑡).
Con las distribuciones LogPT3 sólo obtenemos la primera y la última, ya que éstas siempre serán la primera y
la última de todas las posibles. El resto, las debemos calcular con la fórmula anterior, que particularizando
para cada caso, quedarían:
𝑑𝑖0(𝑡) → 𝐿𝑜𝑔𝑃𝑇3 (𝜇𝑖, 𝜎𝑖02 , 𝑐𝑖0) = 𝐿𝑜𝑔𝑃𝑇3 (1008, 5042, 0.8)
𝑑𝑖1(𝑡) = 𝜑1 × 𝑑𝑖0(𝑡 + 1) + (1 − 𝜑1) × 𝑑𝑖2(𝑡 − 1)
𝑑𝑖2(𝑡) = 𝜑2 × 𝑑𝑖0(𝑡 + 2) + (1 − 𝜑2) × 𝑑𝑖3(𝑡 − 1)
𝑑𝑖3(𝑡) = 𝜑3 × 𝑑𝑖0(𝑡 + 3) + (1 − 𝜑3) × 𝑑𝑖4(𝑡 − 1)
𝑑𝑖4(𝑡) = 𝜑4 × 𝑑𝑖0(𝑡 + 4) + (1 − 𝜑4) × 𝑑𝑖5(𝑡 − 1)
𝑑𝑖𝐻(𝑡) → 𝐿𝑜𝑔𝑃𝑇3 (𝜇𝑖, 𝜎𝑖𝐻2 , 𝑐𝑖𝐻) = 𝐿𝑜𝑔𝑃𝑇3 (1008, 100.82, 0.1)
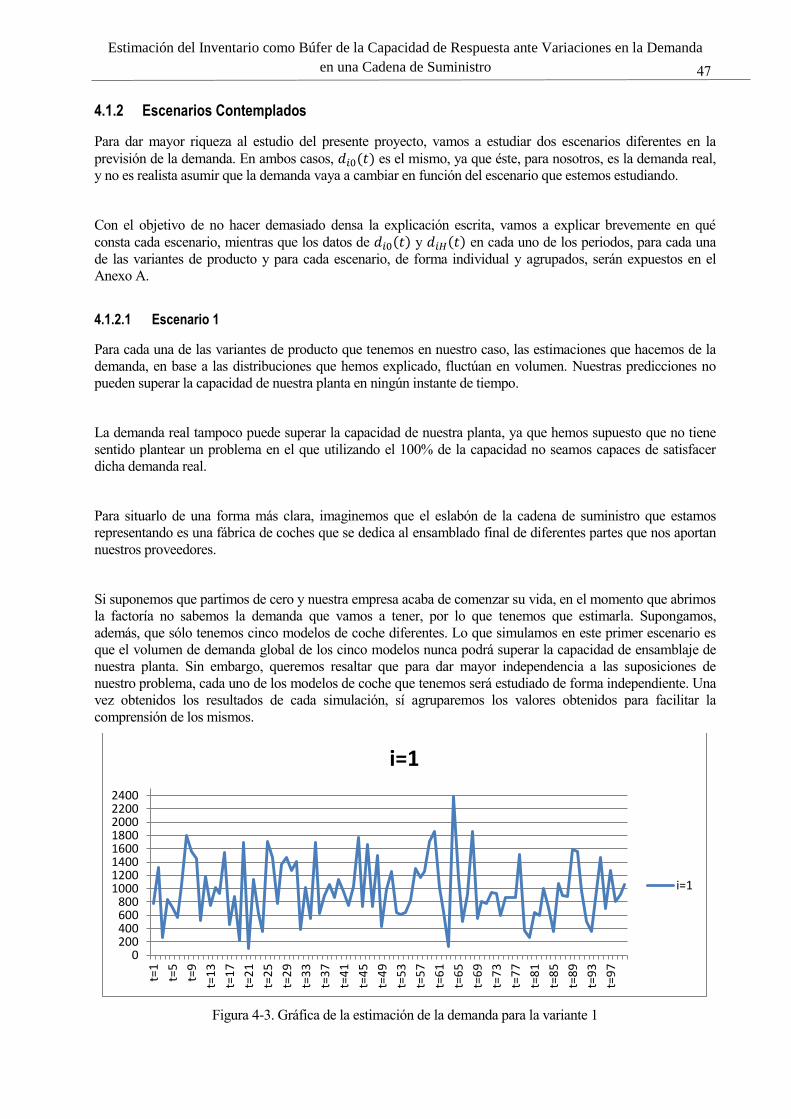
47
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
4.1.2 Escenarios Contemplados
Para dar mayor riqueza al estudio del presente proyecto, vamos a estudiar dos escenarios diferentes en la
previsión de la demanda. En ambos casos, 𝑑𝑖0(𝑡) es el mismo, ya que éste, para nosotros, es la demanda real,
y no es realista asumir que la demanda vaya a cambiar en función del escenario que estemos estudiando.
Con el objetivo de no hacer demasiado densa la explicación escrita, vamos a explicar brevemente en qué
consta cada escenario, mientras que los datos de 𝑑𝑖0(𝑡) y 𝑑𝑖𝐻(𝑡) en cada uno de los periodos, para cada una
de las variantes de producto y para cada escenario, de forma individual y agrupados, serán expuestos en el
Anexo A.
4.1.2.1 Escenario 1
Para cada una de las variantes de producto que tenemos en nuestro caso, las estimaciones que hacemos de la
demanda, en base a las distribuciones que hemos explicado, fluctúan en volumen. Nuestras predicciones no
pueden superar la capacidad de nuestra planta en ningún instante de tiempo.
La demanda real tampoco puede superar la capacidad de nuestra planta, ya que hemos supuesto que no tiene
sentido plantear un problema en el que utilizando el 100% de la capacidad no seamos capaces de satisfacer
dicha demanda real.
Para situarlo de una forma más clara, imaginemos que el eslabón de la cadena de suministro que estamos
representando es una fábrica de coches que se dedica al ensamblado final de diferentes partes que nos aportan
nuestros proveedores.
Si suponemos que partimos de cero y nuestra empresa acaba de comenzar su vida, en el momento que abrimos
la factoría no sabemos la demanda que vamos a tener, por lo que tenemos que estimarla. Supongamos,
además, que sólo tenemos cinco modelos de coche diferentes. Lo que simulamos en este primer escenario es
que el volumen de demanda global de los cinco modelos nunca podrá superar la capacidad de ensamblaje de
nuestra planta. Sin embargo, queremos resaltar que para dar mayor independencia a las suposiciones de
nuestro problema, cada uno de los modelos de coche que tenemos será estudiado de forma independiente. Una
vez obtenidos los resultados de cada simulación, sí agruparemos los valores obtenidos para facilitar la
comprensión de los mismos.
Figura 4-3. Gráfica de la estimación de la demanda para la variante 1
0200400600800
10001200140016001800200022002400
t=1
t=5
t=9
t=1
3
t=1
7
t=2
1
t=2
5
t=2
9
t=3
3
t=3
7
t=4
1
t=4
5
t=4
9
t=5
3
t=5
7
t=6
1
t=6
5
t=6
9
t=7
3
t=7
7
t=8
1
t=8
5
t=8
9
t=9
3
t=9
7
i=1
i=1
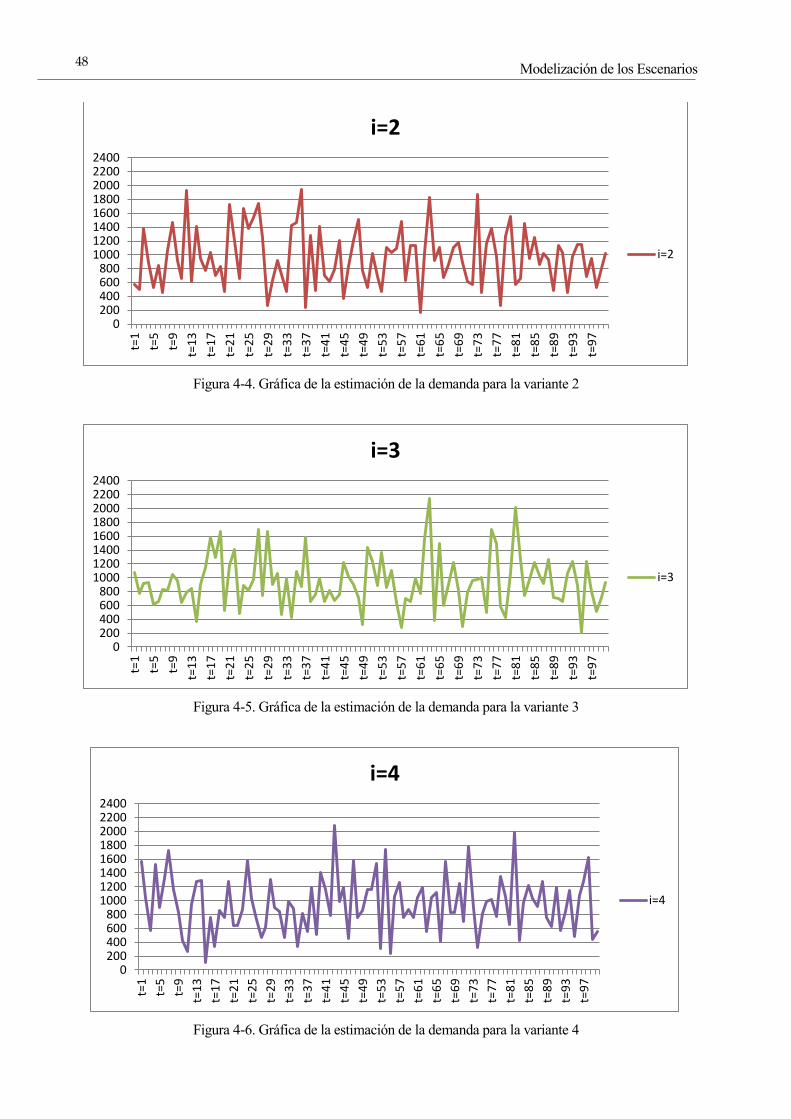
Modelización de los Escenarios
48
Figura 4-4. Gráfica de la estimación de la demanda para la variante 2
Figura 4-5. Gráfica de la estimación de la demanda para la variante 3
Figura 4-6. Gráfica de la estimación de la demanda para la variante 4
0200400600800
10001200140016001800200022002400
t=1
t=5
t=9
t=1
3
t=1
7
t=2
1
t=2
5
t=2
9
t=3
3
t=3
7
t=4
1
t=4
5
t=4
9
t=5
3
t=5
7
t=6
1
t=6
5
t=6
9
t=7
3
t=7
7
t=8
1
t=8
5
t=8
9
t=9
3
t=9
7
i=2
i=2
0200400600800
10001200140016001800200022002400
t=1
t=5
t=9
t=1
3
t=1
7
t=2
1
t=2
5
t=2
9
t=3
3
t=3
7
t=4
1
t=4
5
t=4
9
t=5
3
t=5
7
t=6
1
t=6
5
t=6
9
t=7
3
t=7
7
t=8
1
t=8
5
t=8
9
t=9
3
t=9
7
i=3
i=3
0200400600800
10001200140016001800200022002400
t=1
t=5
t=9
t=1
3
t=1
7
t=2
1
t=2
5
t=2
9
t=3
3
t=3
7
t=4
1
t=4
5
t=4
9
t=5
3
t=5
7
t=6
1
t=6
5
t=6
9
t=7
3
t=7
7
t=8
1
t=8
5
t=8
9
t=9
3
t=9
7
i=4
i=4
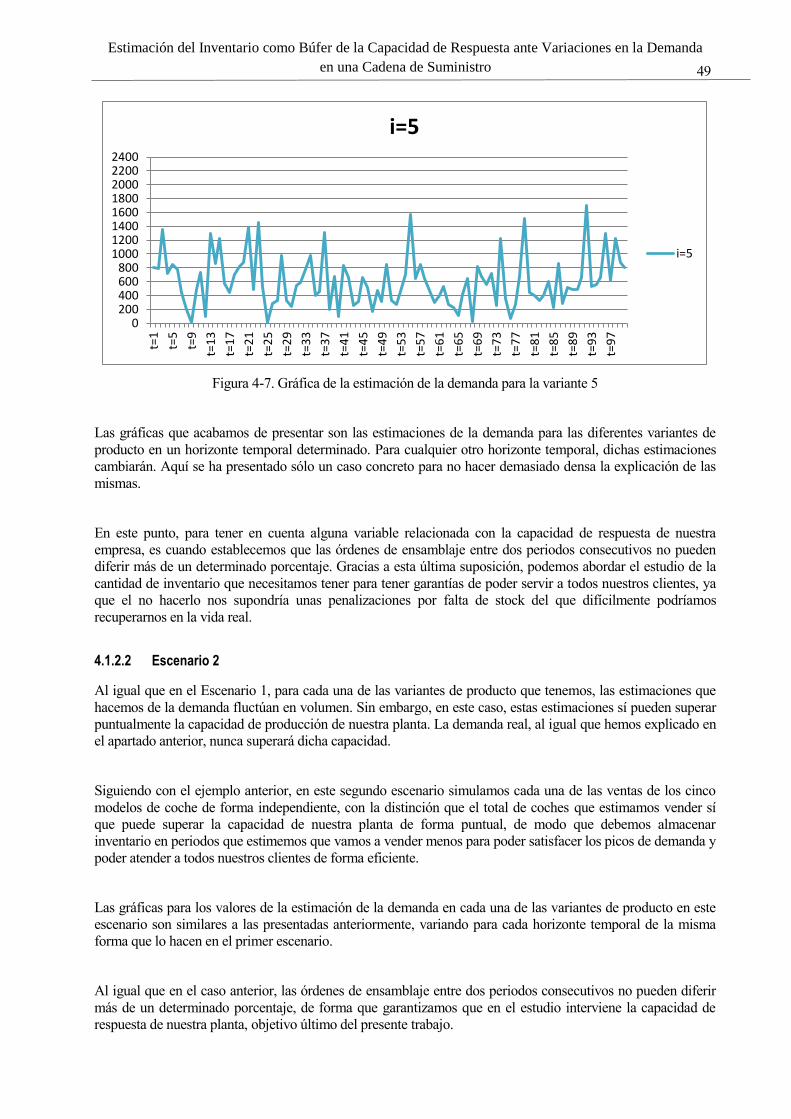
49
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Figura 4-7. Gráfica de la estimación de la demanda para la variante 5
Las gráficas que acabamos de presentar son las estimaciones de la demanda para las diferentes variantes de
producto en un horizonte temporal determinado. Para cualquier otro horizonte temporal, dichas estimaciones
cambiarán. Aquí se ha presentado sólo un caso concreto para no hacer demasiado densa la explicación de las
mismas.
En este punto, para tener en cuenta alguna variable relacionada con la capacidad de respuesta de nuestra
empresa, es cuando establecemos que las órdenes de ensamblaje entre dos periodos consecutivos no pueden
diferir más de un determinado porcentaje. Gracias a esta última suposición, podemos abordar el estudio de la
cantidad de inventario que necesitamos tener para tener garantías de poder servir a todos nuestros clientes, ya
que el no hacerlo nos supondría unas penalizaciones por falta de stock del que difícilmente podríamos
recuperarnos en la vida real.
4.1.2.2 Escenario 2
Al igual que en el Escenario 1, para cada una de las variantes de producto que tenemos, las estimaciones que
hacemos de la demanda fluctúan en volumen. Sin embargo, en este caso, estas estimaciones sí pueden superar
puntualmente la capacidad de producción de nuestra planta. La demanda real, al igual que hemos explicado en
el apartado anterior, nunca superará dicha capacidad.
Siguiendo con el ejemplo anterior, en este segundo escenario simulamos cada una de las ventas de los cinco
modelos de coche de forma independiente, con la distinción que el total de coches que estimamos vender sí
que puede superar la capacidad de nuestra planta de forma puntual, de modo que debemos almacenar
inventario en periodos que estimemos que vamos a vender menos para poder satisfacer los picos de demanda y
poder atender a todos nuestros clientes de forma eficiente.
Las gráficas para los valores de la estimación de la demanda en cada una de las variantes de producto en este
escenario son similares a las presentadas anteriormente, variando para cada horizonte temporal de la misma
forma que lo hacen en el primer escenario.
Al igual que en el caso anterior, las órdenes de ensamblaje entre dos periodos consecutivos no pueden diferir
más de un determinado porcentaje, de forma que garantizamos que en el estudio interviene la capacidad de
respuesta de nuestra planta, objetivo último del presente trabajo.
0200400600800
10001200140016001800200022002400
t=1
t=5
t=9
t=1
3
t=1
7
t=2
1
t=2
5
t=2
9
t=3
3
t=3
7
t=4
1
t=4
5
t=4
9
t=5
3
t=5
7
t=6
1
t=6
5
t=6
9
t=7
3
t=7
7
t=8
1
t=8
5
t=8
9
t=9
3
t=9
7
i=5
i=5
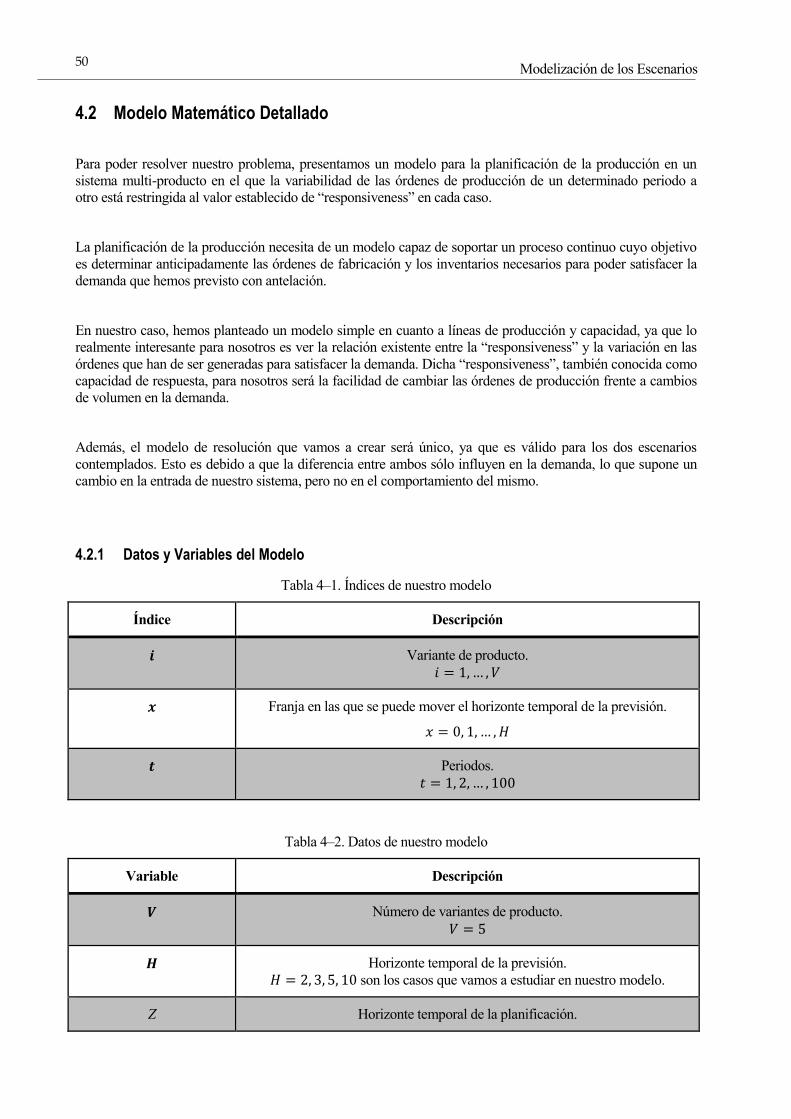
Modelización de los Escenarios
50
4.2 Modelo Matemático Detallado
Para poder resolver nuestro problema, presentamos un modelo para la planificación de la producción en un
sistema multi-producto en el que la variabilidad de las órdenes de producción de un determinado periodo a
otro está restringida al valor establecido de “responsiveness” en cada caso.
La planificación de la producción necesita de un modelo capaz de soportar un proceso continuo cuyo objetivo
es determinar anticipadamente las órdenes de fabricación y los inventarios necesarios para poder satisfacer la
demanda que hemos previsto con antelación.
En nuestro caso, hemos planteado un modelo simple en cuanto a líneas de producción y capacidad, ya que lo
realmente interesante para nosotros es ver la relación existente entre la “responsiveness” y la variación en las
órdenes que han de ser generadas para satisfacer la demanda. Dicha “responsiveness”, también conocida como
capacidad de respuesta, para nosotros será la facilidad de cambiar las órdenes de producción frente a cambios
de volumen en la demanda.
Además, el modelo de resolución que vamos a crear será único, ya que es válido para los dos escenarios
contemplados. Esto es debido a que la diferencia entre ambos sólo influyen en la demanda, lo que supone un
cambio en la entrada de nuestro sistema, pero no en el comportamiento del mismo.
4.2.1 Datos y Variables del Modelo
Tabla 4–1. Índices de nuestro modelo
Índice Descripción
𝒊 Variante de producto. 𝑖 = 1, … , 𝑉
𝒙 Franja en las que se puede mover el horizonte temporal de la previsión.
𝑥 = 0, 1, … , 𝐻
𝒕 Periodos. 𝑡 = 1, 2, … , 100
Tabla 4–2. Datos de nuestro modelo
Variable Descripción
𝑽 Número de variantes de producto. 𝑉 = 5
𝑯 Horizonte temporal de la previsión. 𝐻 = 2, 3, 5, 10 son los casos que vamos a estudiar en nuestro modelo.
Z Horizonte temporal de la planificación.
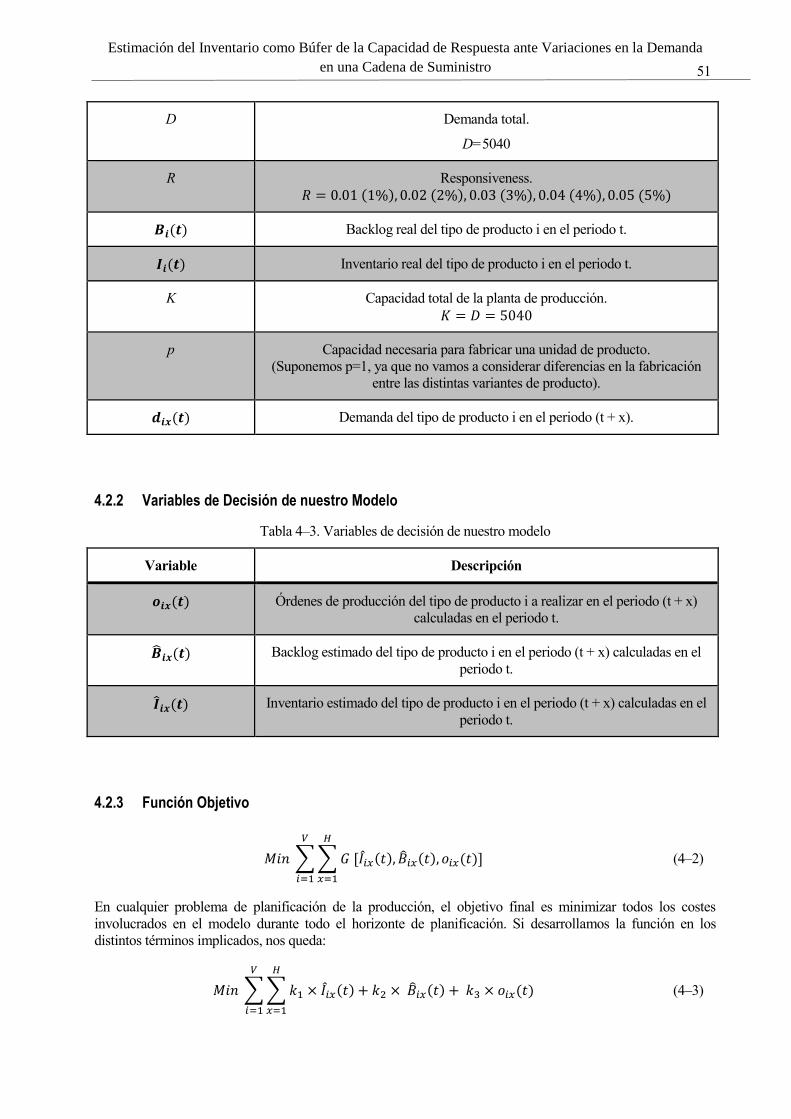
51
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
D Demanda total.
D=5040
R Responsiveness. 𝑅 = 0.01 (1%), 0.02 (2%), 0.03 (3%), 0.04 (4%), 0.05 (5%)
𝑩𝒊(𝒕) Backlog real del tipo de producto i en el periodo t.
𝑰𝒊(𝒕) Inventario real del tipo de producto i en el periodo t.
K Capacidad total de la planta de producción. 𝐾 = 𝐷 = 5040
p Capacidad necesaria para fabricar una unidad de producto.
(Suponemos p=1, ya que no vamos a considerar diferencias en la fabricación
entre las distintas variantes de producto).
𝒅𝒊𝒙(𝒕) Demanda del tipo de producto i en el periodo (t + x).
4.2.2 Variables de Decisión de nuestro Modelo
Tabla 4–3. Variables de decisión de nuestro modelo
Variable Descripción
𝒐𝒊𝒙(𝒕) Órdenes de producción del tipo de producto i a realizar en el periodo (t + x)
calculadas en el periodo t.
�̂�𝒊𝒙(𝒕) Backlog estimado del tipo de producto i en el periodo (t + x) calculadas en el
periodo t.
�̂�𝒊𝒙(𝒕) Inventario estimado del tipo de producto i en el periodo (t + x) calculadas en el
periodo t.
4.2.3 Función Objetivo
𝑀𝑖𝑛 ∑ ∑ 𝐺 [𝐼𝑖𝑥(𝑡), �̂�𝑖𝑥(𝑡), 𝑜𝑖𝑥(𝑡)]
𝐻
𝑥=1
𝑉
𝑖=1
(4–2)
En cualquier problema de planificación de la producción, el objetivo final es minimizar todos los costes
involucrados en el modelo durante todo el horizonte de planificación. Si desarrollamos la función en los
distintos términos implicados, nos queda:
𝑀𝑖𝑛 ∑ ∑ 𝑘1 × 𝐼𝑖𝑥(𝑡) + 𝑘2 × �̂�𝑖𝑥(𝑡) + 𝑘3 × 𝑜𝑖𝑥(𝑡)
𝐻
𝑥=1
𝑉
𝑖=1
(4–3)
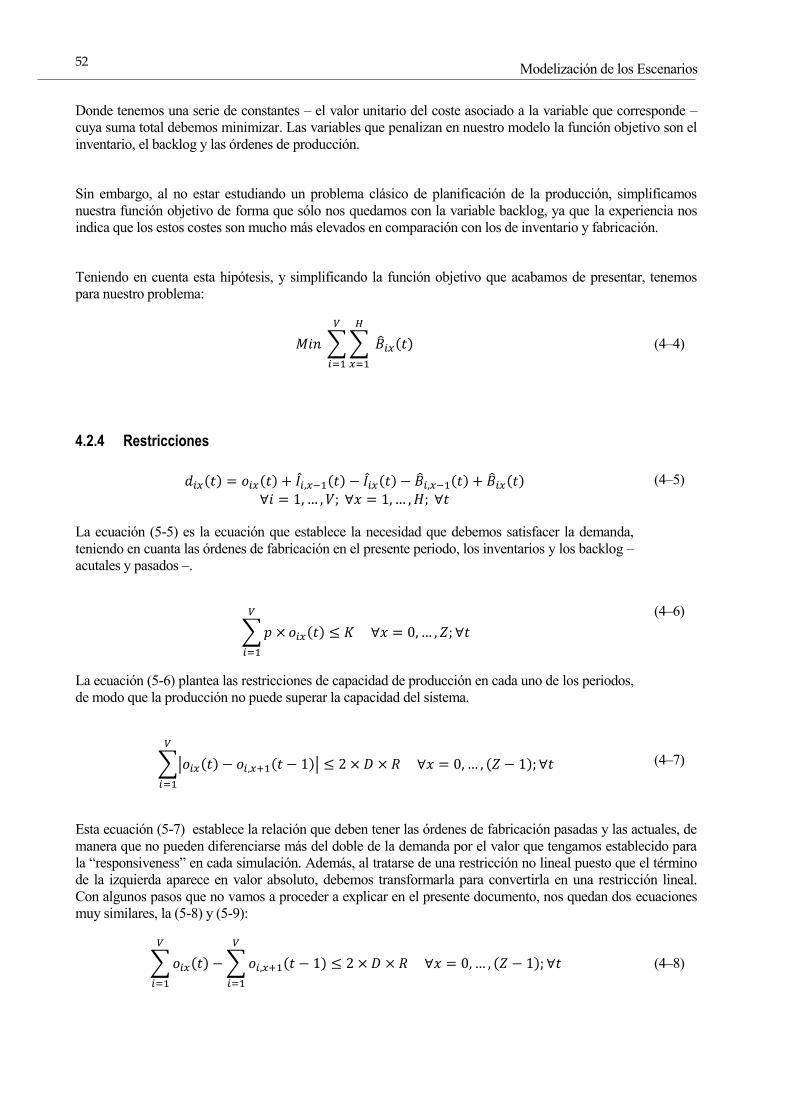
Modelización de los Escenarios
52
Donde tenemos una serie de constantes – el valor unitario del coste asociado a la variable que corresponde –
cuya suma total debemos minimizar. Las variables que penalizan en nuestro modelo la función objetivo son el
inventario, el backlog y las órdenes de producción.
Sin embargo, al no estar estudiando un problema clásico de planificación de la producción, simplificamos
nuestra función objetivo de forma que sólo nos quedamos con la variable backlog, ya que la experiencia nos
indica que los estos costes son mucho más elevados en comparación con los de inventario y fabricación.
Teniendo en cuenta esta hipótesis, y simplificando la función objetivo que acabamos de presentar, tenemos
para nuestro problema:
𝑀𝑖𝑛 ∑ ∑ �̂�𝑖𝑥(𝑡)
𝐻
𝑥=1
𝑉
𝑖=1
(4–4)
4.2.4 Restricciones
𝑑𝑖𝑥(𝑡) = 𝑜𝑖𝑥(𝑡) + 𝐼𝑖,𝑥−1(𝑡) − 𝐼𝑖𝑥(𝑡) − �̂�𝑖,𝑥−1(𝑡) + �̂�𝑖𝑥(𝑡)
∀𝑖 = 1, … , 𝑉; ∀𝑥 = 1, … , 𝐻; ∀𝑡
(4–5)
La ecuación (5-5) es la ecuación que establece la necesidad que debemos satisfacer la demanda,
teniendo en cuanta las órdenes de fabricación en el presente periodo, los inventarios y los backlog –
acutales y pasados –.
∑ 𝑝 ×
𝑉
𝑖=1
𝑜𝑖𝑥(𝑡) ≤ 𝐾 ∀𝑥 = 0, … , 𝑍; ∀𝑡
(4–6)
La ecuación (5-6) plantea las restricciones de capacidad de producción en cada uno de los periodos,
de modo que la producción no puede superar la capacidad del sistema.
∑|𝑜𝑖𝑥(𝑡) − 𝑜𝑖,𝑥+1(𝑡 − 1)|
𝑉
𝑖=1
≤ 2 × 𝐷 × 𝑅 ∀𝑥 = 0, … , (𝑍 − 1); ∀𝑡
(4–7)
Esta ecuación (5-7) establece la relación que deben tener las órdenes de fabricación pasadas y las actuales, de
manera que no pueden diferenciarse más del doble de la demanda por el valor que tengamos establecido para
la “responsiveness” en cada simulación. Además, al tratarse de una restricción no lineal puesto que el término
de la izquierda aparece en valor absoluto, debemos transformarla para convertirla en una restricción lineal.
Con algunos pasos que no vamos a proceder a explicar en el presente documento, nos quedan dos ecuaciones
muy similares, la (5-8) y (5-9):
∑ 𝑜𝑖𝑥(𝑡)
𝑉
𝑖=1
− ∑ 𝑜𝑖,𝑥+1(𝑡 − 1)
𝑉
𝑖=1
≤ 2 × 𝐷 × 𝑅 ∀𝑥 = 0, … , (𝑍 − 1); ∀𝑡
(4–8)

53
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
− ∑ 𝑜𝑖𝑥(𝑡)
𝑉
𝑖=1
+ ∑ 𝑜𝑖,𝑥+1(𝑡 − 1)
𝑉
𝑖=1
≤ 2 × 𝐷 × 𝑅 ∀𝑥 = 0, … , (𝑍 − 1); ∀𝑡
(4–9)
Ahora pasamos a inicializar las variables y a establecer los límites de las mismas. Suponemos que todas ellas
sólo pueden tomar valores enteros:
𝐼𝑖0(𝑡) = 𝐼𝑖(𝑡) = 0 ∀𝑖 = 1, … , 𝑉; ∀𝑡 (4–10)
�̂�𝑖0(𝑡) = 𝐵𝑖(𝑡) = 0 ∀𝑖 = 1, … , 𝑉; ∀𝑡 (4–11)
𝑜𝑖𝑥(𝑡), �̂�𝑖𝑥(𝑡), 𝐼𝑖𝑥(𝑡) ∀𝑖 = 1, … , 𝑉; ∀𝑥 = 1, … , 𝐻; ∀𝑡 (4–12)
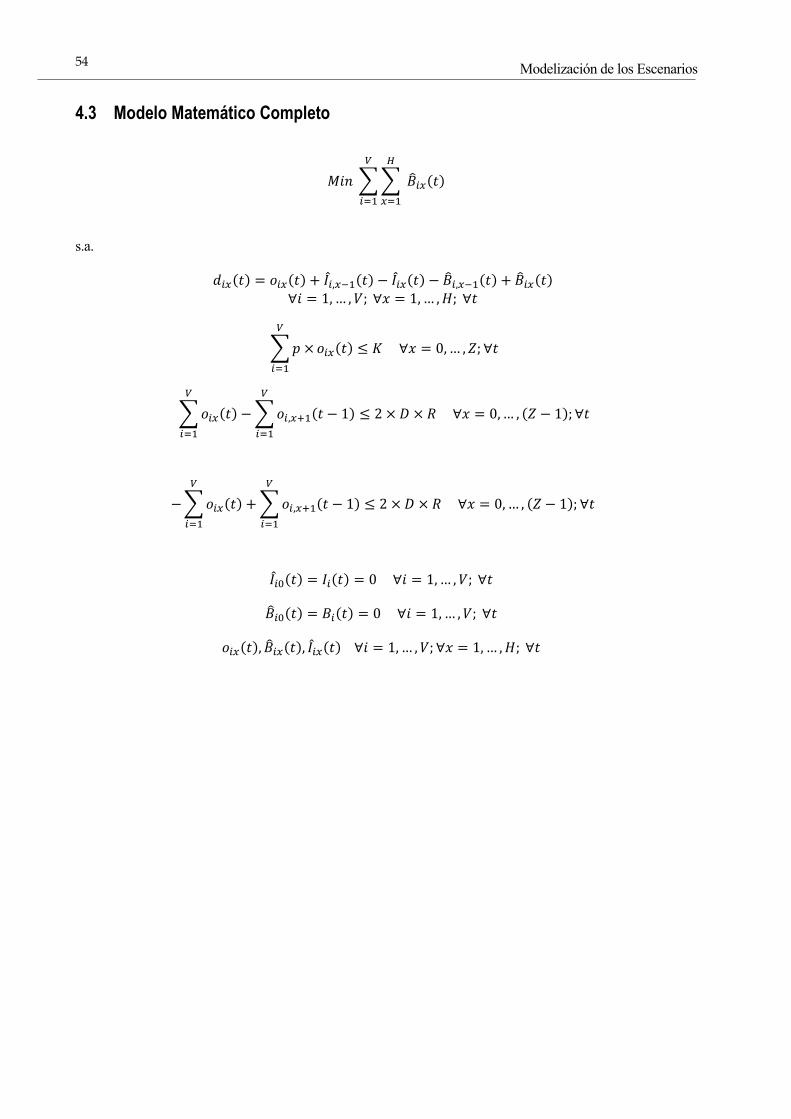
Modelización de los Escenarios
54
4.3 Modelo Matemático Completo
𝑀𝑖𝑛 ∑ ∑ �̂�𝑖𝑥(𝑡)
𝐻
𝑥=1
𝑉
𝑖=1
s.a.
𝑑𝑖𝑥(𝑡) = 𝑜𝑖𝑥(𝑡) + 𝐼𝑖,𝑥−1(𝑡) − 𝐼𝑖𝑥(𝑡) − �̂�𝑖,𝑥−1(𝑡) + �̂�𝑖𝑥(𝑡) ∀𝑖 = 1, … , 𝑉; ∀𝑥 = 1, … , 𝐻; ∀𝑡
∑ 𝑝 ×
𝑉
𝑖=1
𝑜𝑖𝑥(𝑡) ≤ 𝐾 ∀𝑥 = 0, … , 𝑍; ∀𝑡
∑ 𝑜𝑖𝑥(𝑡)
𝑉
𝑖=1
− ∑ 𝑜𝑖,𝑥+1(𝑡 − 1)
𝑉
𝑖=1
≤ 2 × 𝐷 × 𝑅 ∀𝑥 = 0, … , (𝑍 − 1); ∀𝑡
− ∑ 𝑜𝑖𝑥(𝑡)
𝑉
𝑖=1
+ ∑ 𝑜𝑖,𝑥+1(𝑡 − 1)
𝑉
𝑖=1
≤ 2 × 𝐷 × 𝑅 ∀𝑥 = 0, … , (𝑍 − 1); ∀𝑡
𝐼𝑖0(𝑡) = 𝐼𝑖(𝑡) = 0 ∀𝑖 = 1, … , 𝑉; ∀𝑡
�̂�𝑖0(𝑡) = 𝐵𝑖(𝑡) = 0 ∀𝑖 = 1, … , 𝑉; ∀𝑡
𝑜𝑖𝑥(𝑡), �̂�𝑖𝑥(𝑡), 𝐼𝑖𝑥(𝑡) ∀𝑖 = 1, … , 𝑉; ∀𝑥 = 1, … , 𝐻; ∀𝑡
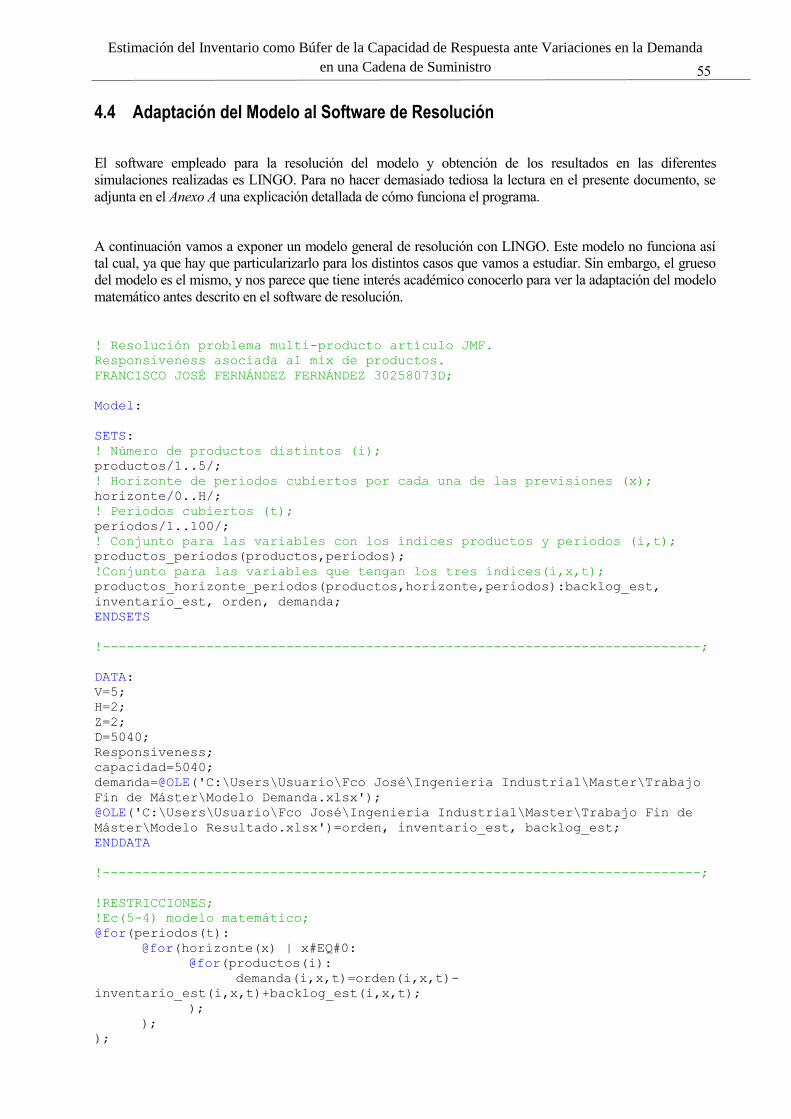
55
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
4.4 Adaptación del Modelo al Software de Resolución
El software empleado para la resolución del modelo y obtención de los resultados en las diferentes
simulaciones realizadas es LINGO. Para no hacer demasiado tediosa la lectura en el presente documento, se
adjunta en el Anexo A una explicación detallada de cómo funciona el programa.
A continuación vamos a exponer un modelo general de resolución con LINGO. Este modelo no funciona así
tal cual, ya que hay que particularizarlo para los distintos casos que vamos a estudiar. Sin embargo, el grueso
del modelo es el mismo, y nos parece que tiene interés académico conocerlo para ver la adaptación del modelo
matemático antes descrito en el software de resolución.
! Resolución problema multi-producto artículo JMF.
Responsiveness asociada al mix de productos.
FRANCISCO JOSÉ FERNÁNDEZ FERNÁNDEZ 30258073D;
Model:
SETS:
! Número de productos distintos (i);
productos/1..5/;
! Horizonte de periodos cubiertos por cada una de las previsiones (x);
horizonte/0..H/;
! Periodos cubiertos (t);
periodos/1..100/;
! Conjunto para las variables con los índices productos y periodos (i,t);
productos_periodos(productos,periodos);
!Conjunto para las variables que tengan los tres índices(i,x,t);
productos_horizonte_periodos(productos,horizonte,periodos):backlog_est,
inventario_est, orden, demanda;
ENDSETS
!---------------------------------------------------------------------------;
DATA:
V=5;
H=2;
Z=2;
D=5040;
Responsiveness;
capacidad=5040;
demanda=@OLE('C:\Users\Usuario\Fco José\Ingenieria Industrial\Master\Trabajo
Fin de Máster\Modelo Demanda.xlsx');
@OLE('C:\Users\Usuario\Fco José\Ingenieria Industrial\Master\Trabajo Fin de
Máster\Modelo Resultado.xlsx')=orden, inventario_est, backlog_est;
ENDDATA
!---------------------------------------------------------------------------;
!RESTRICCIONES;
!Ec(5-4) modelo matemático;
@for(periodos(t):
@for(horizonte(x) | x#EQ#0:
@for(productos(i):
demanda(i,x,t)=orden(i,x,t)-
inventario_est(i,x,t)+backlog_est(i,x,t);
);
);
);
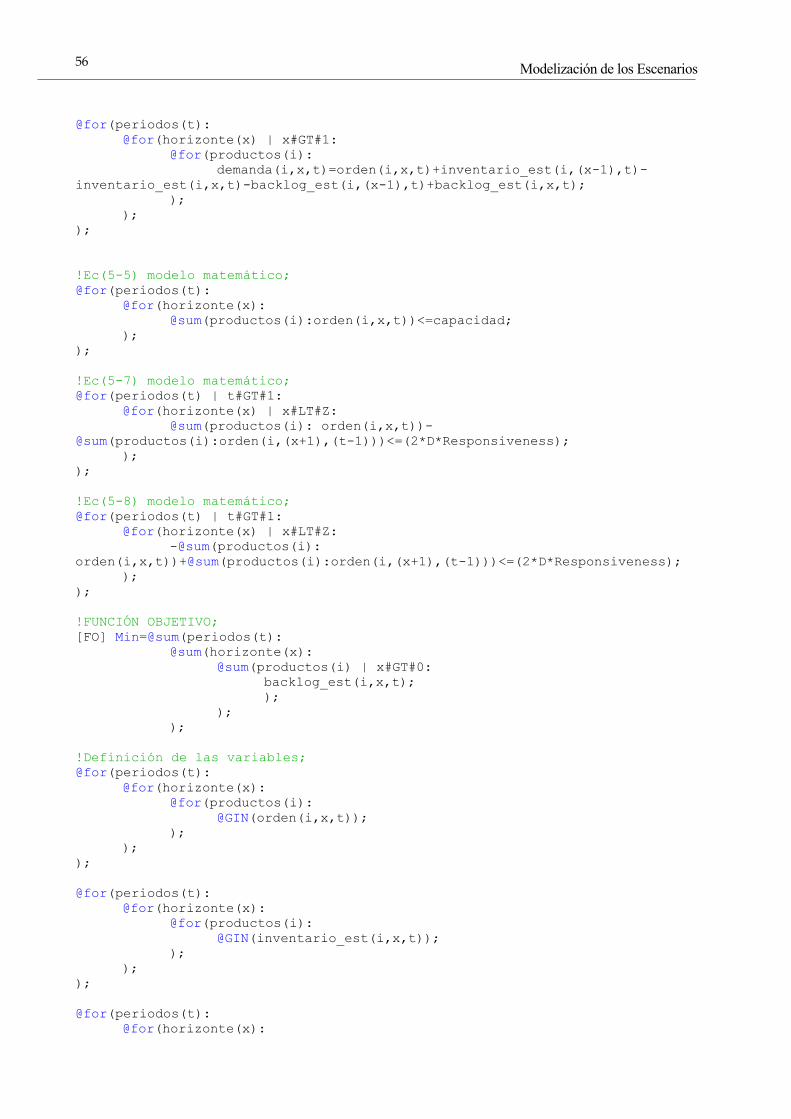
Modelización de los Escenarios
56
@for(periodos(t):
@for(horizonte(x) | x#GT#1:
@for(productos(i):
demanda(i,x,t)=orden(i,x,t)+inventario_est(i,(x-1),t)-
inventario_est(i,x,t)-backlog_est(i,(x-1),t)+backlog_est(i,x,t);
);
);
);
!Ec(5-5) modelo matemático;
@for(periodos(t):
@for(horizonte(x):
@sum(productos(i):orden(i,x,t))<=capacidad;
);
);
!Ec(5-7) modelo matemático;
@for(periodos(t) | t#GT#1:
@for(horizonte(x) | x#LT#Z:
@sum(productos(i): orden(i,x,t))-
@sum(productos(i):orden(i,(x+1),(t-1)))<=(2*D*Responsiveness);
);
);
!Ec(5-8) modelo matemático;
@for(periodos(t) | t#GT#1:
@for(horizonte(x) | x#LT#Z:
-@sum(productos(i):
orden(i,x,t))+@sum(productos(i):orden(i,(x+1),(t-1)))<=(2*D*Responsiveness);
);
);
!FUNCIÓN OBJETIVO;
[FO] Min=@sum(periodos(t):
@sum(horizonte(x):
@sum(productos(i) | x#GT#0:
backlog_est(i,x,t);
);
);
);
!Definición de las variables;
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(orden(i,x,t));
);
);
);
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(inventario_est(i,x,t));
);
);
);
@for(periodos(t):
@for(horizonte(x):
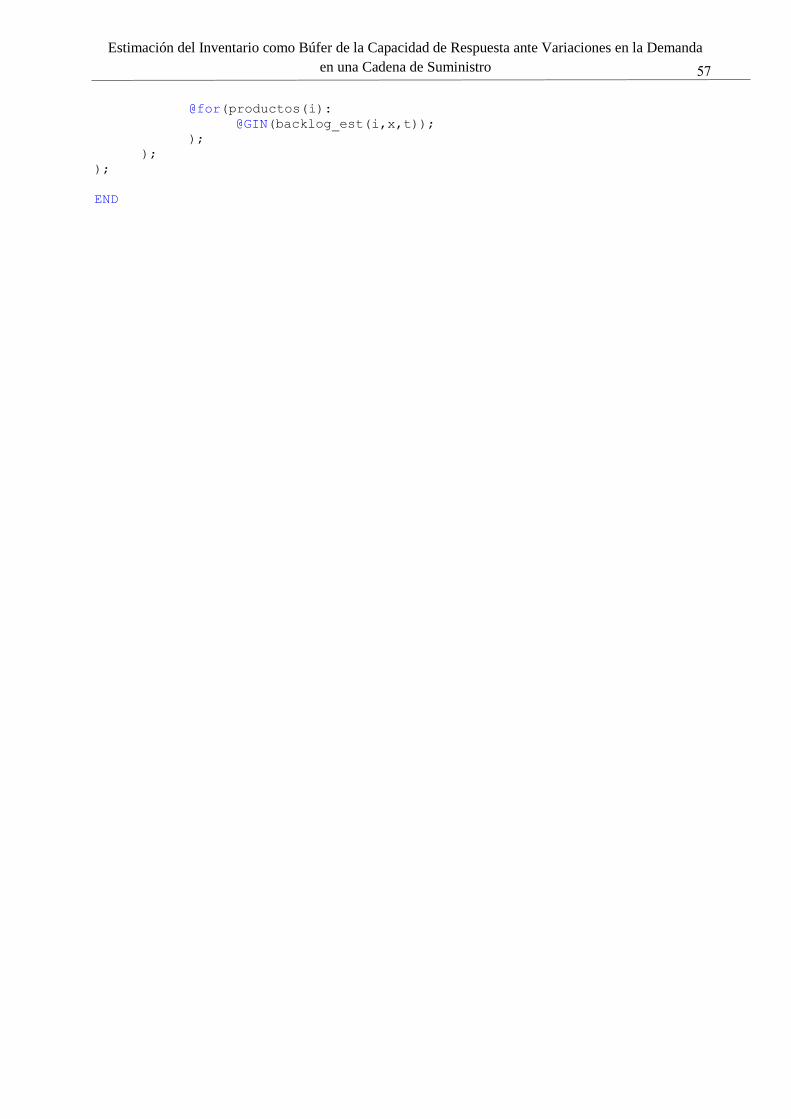
57
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
@for(productos(i):
@GIN(backlog_est(i,x,t));
);
);
);
END

59
5 EXPERIMENTACIÓN COMPUTACIONAL
n general, una solución es el hecho de resolver una duda o dificultad. Aplicando este concepto al campo
matemático, podemos afirmar que una solución es el resultado que satisface las condiciones planteadas
en un problema o en una ecuación.
E
La libertad comienza allí donde acaba la ignorancia.
- Víctor Hugo -
Experimentación Computacional
60
5.1 Descripción de los Experimentos
Como hemos explicado en apartados anteriores, nuestro modelo a resolver, con el objetivo de poder estudiar el
problema en el que estamos inmersos, es relativamente sencillo. Para dar mayor riqueza al estudio, ya hemos
creado los dos escenarios en los que la previsión de la demanda a satisfacer para el siguiente eslabón de la
cadena de suministro cambia. Además, vamos a cambiar algunos parámetros de forma que nos aporte una
visión más extensa del comportamiento de nuestra cadena en función de la incertidumbre en los posibles
cambios de volumen que pueda experimentar la demanda.
Para empezar, debemos reseñar que aunque sólo tenemos un único tipo de producto con cinco variantes
distintas, el modelo las estudia de forma separada, de manera que garantizamos mayor rigor en la calidad de
los resultados. Para cada uno de los dos escenarios, hemos estudiado todas las combinaciones posibles de los
parámetros que a continuación se desglosan.
5.1.1 Variantes de Producto
Estudiamos las 5 variantes de nuestro producto de forma separada: i = 1, 2, 3, 4, 5.
5.1.2 Periodos
Cada uno de los problemas consta de 100 periodos: t = 1, 2, 3,..., 99, 100.
Nótese que a la hora de definir las distintas distribuciones de las que parten los valores iniciales de la demanda,
estudiamos 110 periodos. Sin embargo, como bien definimos en la sección correspondiente, sólo nos
quedamos con los 100 últimos para asegurar que no se producen variaciones indeseadas en los distintos casos
estudiados con los diferentes parámetros de la distribución logarítmica de Pearson tipo III.
5.1.3 Responsiveness (Capacidad de Respuesta)
Vamos a estudiar 5 valores distintos para la capacidad de respuesta del modelo: R = 0.01 (1%), 0.02 (2%),
0.03 (3%), 0.04 (4%) y 0.05 (5%).
5.1.4 Horizonte Temporal
Es el principal cambio de todas las variantes que estudiamos. Procedemos a estudiar 4 horizontes temporales,
cada uno con unos valores determinados, ya que x toma valores en función del valor de H.
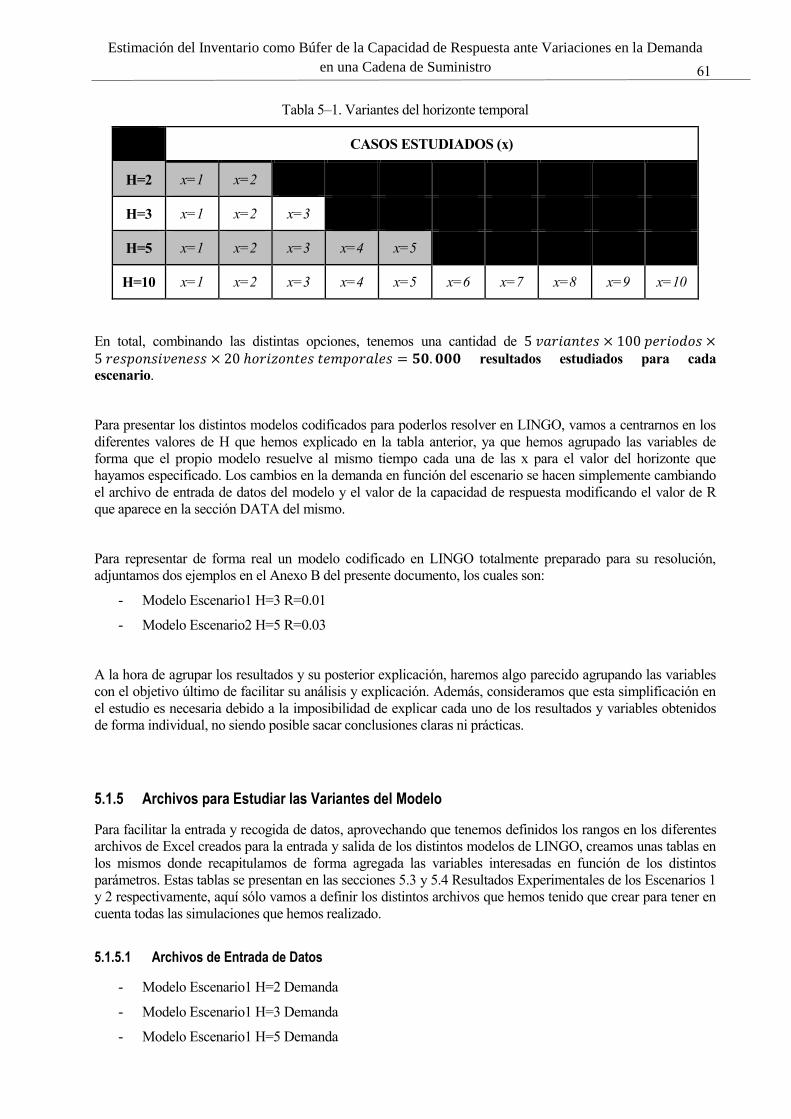
61
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla 5–1. Variantes del horizonte temporal
CASOS ESTUDIADOS (x)
H=2 x=1 x=2
H=3 x=1 x=2 x=3
H=5 x=1 x=2 x=3 x=4 x=5
H=10 x=1 x=2 x=3 x=4 x=5 x=6 x=7 x=8 x=9 x=10
En total, combinando las distintas opciones, tenemos una cantidad de 5 𝑣𝑎𝑟𝑖𝑎𝑛𝑡𝑒𝑠 × 100 𝑝𝑒𝑟𝑖𝑜𝑑𝑜𝑠 ×5 𝑟𝑒𝑠𝑝𝑜𝑛𝑠𝑖𝑣𝑒𝑛𝑒𝑠𝑠 × 20 ℎ𝑜𝑟𝑖𝑧𝑜𝑛𝑡𝑒𝑠 𝑡𝑒𝑚𝑝𝑜𝑟𝑎𝑙𝑒𝑠 = 𝟓𝟎. 𝟎𝟎𝟎 resultados estudiados para cada
escenario.
Para presentar los distintos modelos codificados para poderlos resolver en LINGO, vamos a centrarnos en los
diferentes valores de H que hemos explicado en la tabla anterior, ya que hemos agrupado las variables de
forma que el propio modelo resuelve al mismo tiempo cada una de las x para el valor del horizonte que
hayamos especificado. Los cambios en la demanda en función del escenario se hacen simplemente cambiando
el archivo de entrada de datos del modelo y el valor de la capacidad de respuesta modificando el valor de R
que aparece en la sección DATA del mismo.
Para representar de forma real un modelo codificado en LINGO totalmente preparado para su resolución,
adjuntamos dos ejemplos en el Anexo B del presente documento, los cuales son:
- Modelo Escenario1 H=3 R=0.01
- Modelo Escenario2 H=5 R=0.03
A la hora de agrupar los resultados y su posterior explicación, haremos algo parecido agrupando las variables
con el objetivo último de facilitar su análisis y explicación. Además, consideramos que esta simplificación en
el estudio es necesaria debido a la imposibilidad de explicar cada uno de los resultados y variables obtenidos
de forma individual, no siendo posible sacar conclusiones claras ni prácticas.
5.1.5 Archivos para Estudiar las Variantes del Modelo
Para facilitar la entrada y recogida de datos, aprovechando que tenemos definidos los rangos en los diferentes
archivos de Excel creados para la entrada y salida de los distintos modelos de LINGO, creamos unas tablas en
los mismos donde recapitulamos de forma agregada las variables interesadas en función de los distintos
parámetros. Estas tablas se presentan en las secciones 5.3 y 5.4 Resultados Experimentales de los Escenarios 1
y 2 respectivamente, aquí sólo vamos a definir los distintos archivos que hemos tenido que crear para tener en
cuenta todas las simulaciones que hemos realizado.
5.1.5.1 Archivos de Entrada de Datos
- Modelo Escenario1 H=2 Demanda
- Modelo Escenario1 H=3 Demanda
- Modelo Escenario1 H=5 Demanda
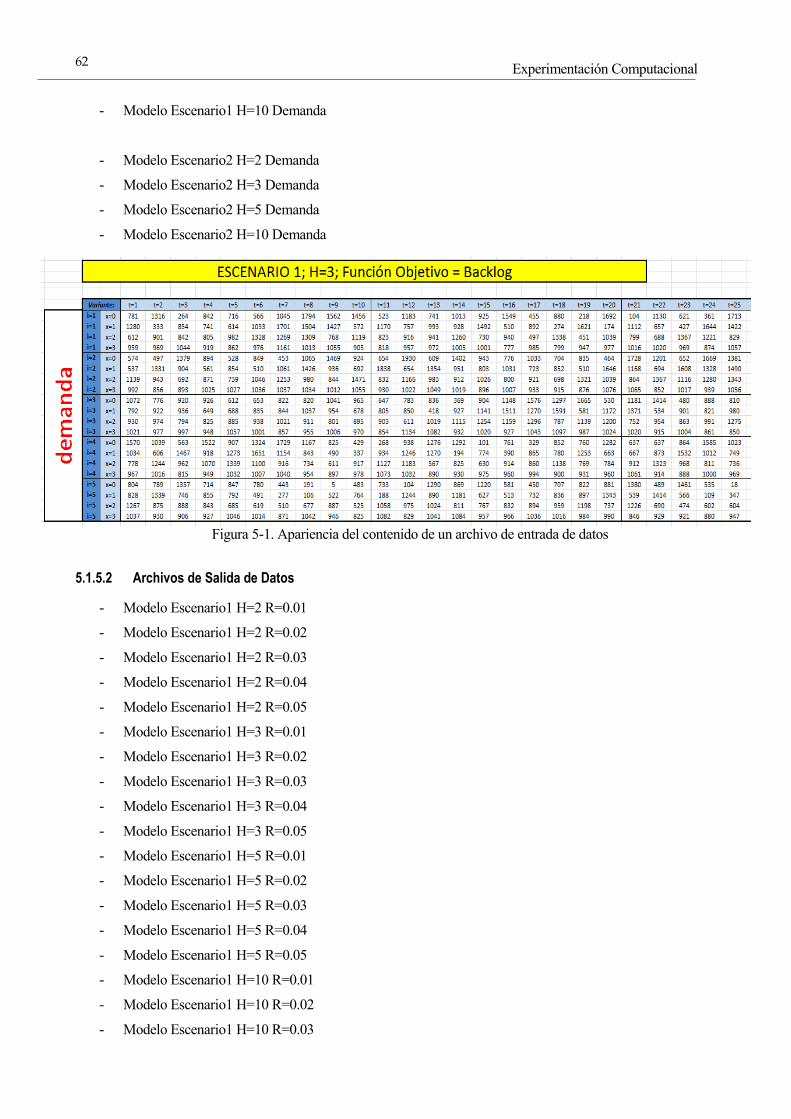
Experimentación Computacional
62
- Modelo Escenario1 H=10 Demanda
- Modelo Escenario2 H=2 Demanda
- Modelo Escenario2 H=3 Demanda
- Modelo Escenario2 H=5 Demanda
- Modelo Escenario2 H=10 Demanda
Figura 5-1. Apariencia del contenido de un archivo de entrada de datos
5.1.5.2 Archivos de Salida de Datos
- Modelo Escenario1 H=2 R=0.01
- Modelo Escenario1 H=2 R=0.02
- Modelo Escenario1 H=2 R=0.03
- Modelo Escenario1 H=2 R=0.04
- Modelo Escenario1 H=2 R=0.05
- Modelo Escenario1 H=3 R=0.01
- Modelo Escenario1 H=3 R=0.02
- Modelo Escenario1 H=3 R=0.03
- Modelo Escenario1 H=3 R=0.04
- Modelo Escenario1 H=3 R=0.05
- Modelo Escenario1 H=5 R=0.01
- Modelo Escenario1 H=5 R=0.02
- Modelo Escenario1 H=5 R=0.03
- Modelo Escenario1 H=5 R=0.04
- Modelo Escenario1 H=5 R=0.05
- Modelo Escenario1 H=10 R=0.01
- Modelo Escenario1 H=10 R=0.02
- Modelo Escenario1 H=10 R=0.03
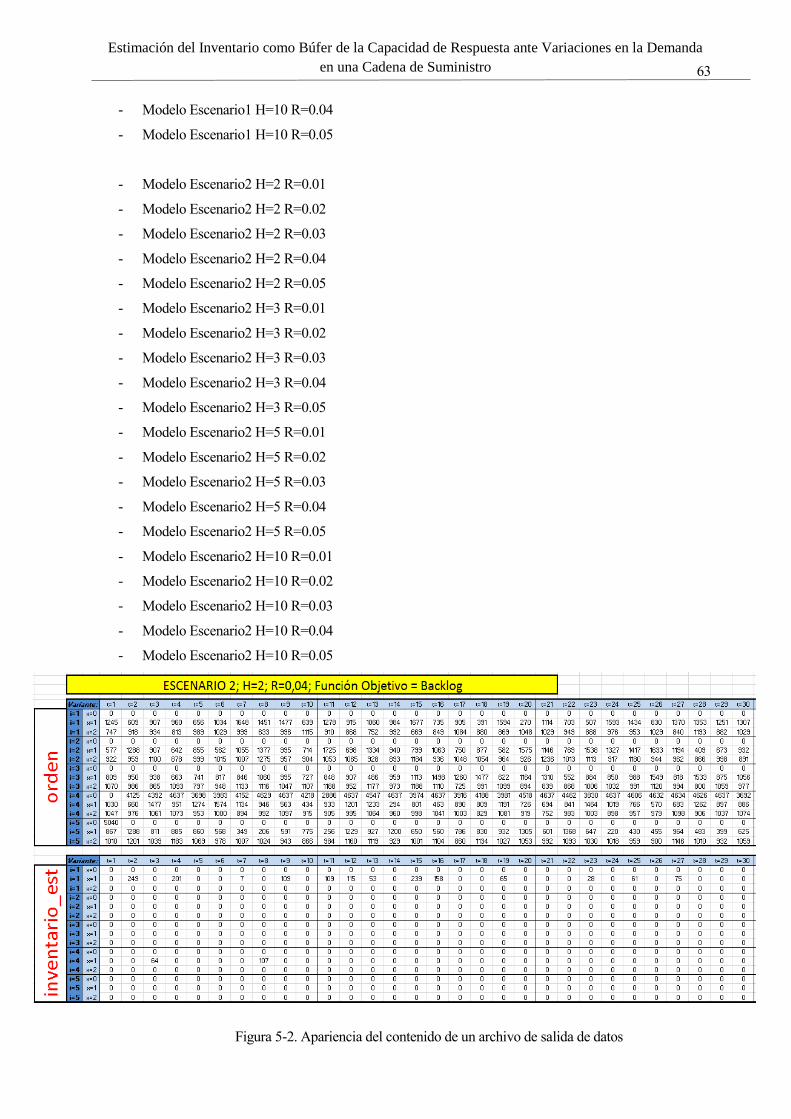
63
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
- Modelo Escenario1 H=10 R=0.04
- Modelo Escenario1 H=10 R=0.05
- Modelo Escenario2 H=2 R=0.01
- Modelo Escenario2 H=2 R=0.02
- Modelo Escenario2 H=2 R=0.03
- Modelo Escenario2 H=2 R=0.04
- Modelo Escenario2 H=2 R=0.05
- Modelo Escenario2 H=3 R=0.01
- Modelo Escenario2 H=3 R=0.02
- Modelo Escenario2 H=3 R=0.03
- Modelo Escenario2 H=3 R=0.04
- Modelo Escenario2 H=3 R=0.05
- Modelo Escenario2 H=5 R=0.01
- Modelo Escenario2 H=5 R=0.02
- Modelo Escenario2 H=5 R=0.03
- Modelo Escenario2 H=5 R=0.04
- Modelo Escenario2 H=5 R=0.05
- Modelo Escenario2 H=10 R=0.01
- Modelo Escenario2 H=10 R=0.02
- Modelo Escenario2 H=10 R=0.03
- Modelo Escenario2 H=10 R=0.04
- Modelo Escenario2 H=10 R=0.05
Figura 5-2. Apariencia del contenido de un archivo de salida de datos

Experimentación Computacional
64
5.2 Variables Respuesta
5.2.1 Errores en la Previsión de la Demanda
El primero de los resultados que podemos obtener con la configuración de nuestro modelo es el error en la
previsión de la demanda (“Forecasting Error” en inglés). Éste no depende del modelo, puesto que los únicos
valores que intervienen son los de la demanda, y éstos se sacan con las distribuciones logarítmicas de Pearson
tipo III y la fórmula (5-1) que los relaciona.
Por tanto, los errores que hemos cometido en la previsión de la demanda los podemos calcular sin la necesidad
del modelo. Sí es necesario estudiar cada uno de los escenarios, así como cada uno de los valores del horizonte
temporal por separado, ya que no es posible agruparlos con ninguna configuración.
𝐹𝐸𝑥𝑡 = ∑|𝑑𝑖,𝑥+1(𝑡 − 1) − 𝑑𝑖𝑥(𝑡)|
𝑉
𝑖=1
∀𝑥 = 0, … , (𝐻 − 1); ∀𝑡
(5–1)
Además, podemos estudiar el valor medio que toma el error en la previsión de la demanda si agrupamos los
distintos periodos y calculamos el promedio. De forma muy sencilla, quedaría:
𝐹𝐸𝑥 =∑ 𝐹𝐸𝑥(𝑡)100
𝑡=1
100=
∑ ∑ |𝑑𝑖,𝑥+1(𝑡 − 1) − 𝑑𝑖𝑥(𝑡)|𝑉𝑖=1
100𝑡=1
100 ∀𝑥 = 0, … , (𝐻 − 1); ∀𝑡
(5–2)
El error en la previsión siempre será un valor positivo, ya que es la suma de los valores absolutos de las
desviaciones individuales para cada una de las variantes de producto. Para los horizontes temporales
estudiados en el presente documento, tenemos los siguientes errores en la previsión:
𝐻 = 1 → 𝐹𝐸0𝑡 = ∑ |𝑑𝑖,1(𝑡 − 1) − 𝑑𝑖0(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 2 → 𝐹𝐸0𝑡 = ∑ |𝑑𝑖,1(𝑡 − 1) − 𝑑𝑖0(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 2 → 𝐹𝐸1𝑡 = ∑ |𝑑𝑖,2(𝑡 − 1) − 𝑑𝑖1(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 3 → 𝐹𝐸0𝑡 = ∑ |𝑑𝑖,1(𝑡 − 1) − 𝑑𝑖0(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 3 → 𝐹𝐸1𝑡 = ∑ |𝑑𝑖,2(𝑡 − 1) − 𝑑𝑖1(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 3 → 𝐹𝐸2𝑡 = ∑ |𝑑𝑖,3(𝑡 − 1) − 𝑑𝑖2(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 5 → 𝐹𝐸0𝑡 = ∑ |𝑑𝑖,1(𝑡 − 1) − 𝑑𝑖0(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 5 → 𝐹𝐸1𝑡 = ∑ |𝑑𝑖,2(𝑡 − 1) − 𝑑𝑖1(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 5 → 𝐹𝐸2𝑡 = ∑ |𝑑𝑖,3(𝑡 − 1) − 𝑑𝑖2(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 5 → 𝐹𝐸3𝑡 = ∑ |𝑑𝑖,4(𝑡 − 1) − 𝑑𝑖3(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 5 → 𝐹𝐸4𝑡 = ∑ |𝑑𝑖,5(𝑡 − 1) − 𝑑𝑖4(𝑡)|𝑉𝑖=1 ∀𝑡
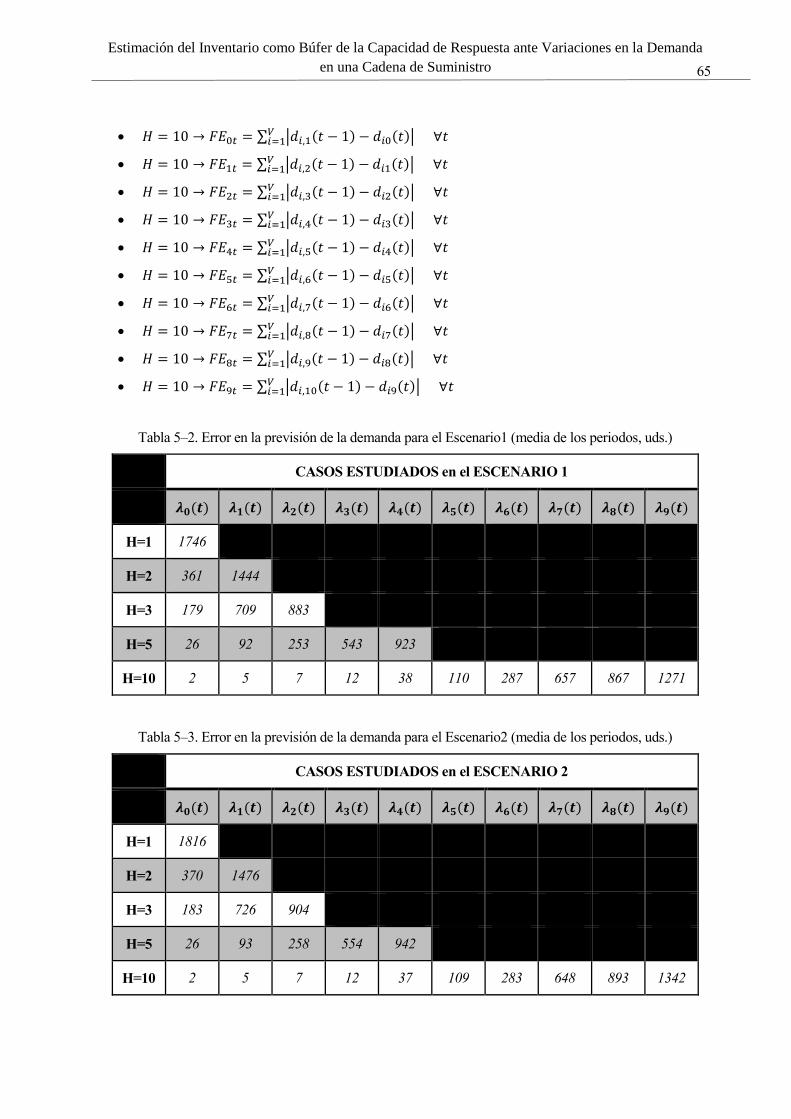
65
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
𝐻 = 10 → 𝐹𝐸0𝑡 = ∑ |𝑑𝑖,1(𝑡 − 1) − 𝑑𝑖0(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸1𝑡 = ∑ |𝑑𝑖,2(𝑡 − 1) − 𝑑𝑖1(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸2𝑡 = ∑ |𝑑𝑖,3(𝑡 − 1) − 𝑑𝑖2(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸3𝑡 = ∑ |𝑑𝑖,4(𝑡 − 1) − 𝑑𝑖3(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸4𝑡 = ∑ |𝑑𝑖,5(𝑡 − 1) − 𝑑𝑖4(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸5𝑡 = ∑ |𝑑𝑖,6(𝑡 − 1) − 𝑑𝑖5(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸6𝑡 = ∑ |𝑑𝑖,7(𝑡 − 1) − 𝑑𝑖6(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸7𝑡 = ∑ |𝑑𝑖,8(𝑡 − 1) − 𝑑𝑖7(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸8𝑡 = ∑ |𝑑𝑖,9(𝑡 − 1) − 𝑑𝑖8(𝑡)|𝑉𝑖=1 ∀𝑡
𝐻 = 10 → 𝐹𝐸9𝑡 = ∑ |𝑑𝑖,10(𝑡 − 1) − 𝑑𝑖9(𝑡)|𝑉𝑖=1 ∀𝑡
Tabla 5–2. Error en la previsión de la demanda para el Escenario1 (media de los periodos, uds.)
CASOS ESTUDIADOS en el ESCENARIO 1
𝝀𝟎(𝒕) 𝝀𝟏(𝒕) 𝝀𝟐(𝒕) 𝝀𝟑(𝒕) 𝝀𝟒(𝒕) 𝝀𝟓(𝒕) 𝝀𝟔(𝒕) 𝝀𝟕(𝒕) 𝝀𝟖(𝒕) 𝝀𝟗(𝒕)
H=1 1746
H=2 361 1444
H=3 179 709 883
H=5 26 92 253 543 923
H=10 2 5 7 12 38 110 287 657 867 1271
Tabla 5–3. Error en la previsión de la demanda para el Escenario2 (media de los periodos, uds.)
CASOS ESTUDIADOS en el ESCENARIO 2
𝝀𝟎(𝒕) 𝝀𝟏(𝒕) 𝝀𝟐(𝒕) 𝝀𝟑(𝒕) 𝝀𝟒(𝒕) 𝝀𝟓(𝒕) 𝝀𝟔(𝒕) 𝝀𝟕(𝒕) 𝝀𝟖(𝒕) 𝝀𝟗(𝒕)
H=1 1816
H=2 370 1476
H=3 183 726 904
H=5 26 93 258 554 942
H=10 2 5 7 12 37 109 283 648 893 1342

Experimentación Computacional
66
5.2.2 Inestabilidad de la Demanda
El cálculo de la inestabilidad de la demanda surge a raíz del concepto del error en la previsión, ya que no es
más que el cociente entre el mismo y el doble de la demanda total considerada. Como vamos a estudiar todas
las variables en conjunto, nuestra demanda son 5040 unidades, de forma que la inestabilidad queda definida
como sigue:
𝜆𝑥(𝑡) =𝐹𝐸𝑥𝑡
2 × 𝐷 ∀𝑥 = 0, … , (𝐻 − 1); ∀𝑡
(5–3)
El valor de la inestabilidad siempre estará acotado entre 0 y 1, por lo que lo expresaremos en la mayoría de los
casos en tanto por ciento. Al igual que en el caso anterior, si queremos tener una idea del valor de la
inestabilidad de todos los periodos para cada uno de los casos, transformamos la ecuación (6-3) para calcular
el promedio de todos los periodos involucrados en nuestro problema:
𝜆𝑥(𝑡) =∑ 𝜆𝑥(𝑡)100
𝑡=1
100=
∑ 𝐹𝐸𝑥𝑡100𝑡=1
2 × 𝐷⁄
100 ∀𝑥 = 0, … , (𝐻 − 1); ∀𝑡
(5–4)
Para los horizontes temporales estudiados, de la misma forma que hemos presentado en la sección anterior,
tenemos los siguientes para la inestabilidad de la demanda:
𝐻 = 1 → 𝜆0(𝑡) =𝐹𝐸0𝑡
2×𝐷 ∀𝑡
𝐻 = 2 → 𝜆0(𝑡) =𝐹𝐸0𝑡
2×𝐷 ∀𝑡
𝐻 = 2 → 𝜆1(𝑡) =𝐹𝐸1𝑡
2×𝐷 ∀𝑡
𝐻 = 3 → 𝜆0(𝑡) =𝐹𝐸0𝑡
2×𝐷 ∀𝑡
𝐻 = 3 → 𝜆1(𝑡) =𝐹𝐸1𝑡
2×𝐷 ∀𝑡
𝐻 = 3 → 𝜆2(𝑡) =𝐹𝐸2𝑡
2×𝐷 ∀𝑡
𝐻 = 5 → 𝜆0(𝑡) =𝐹𝐸0𝑡
2×𝐷 ∀𝑡
𝐻 = 5 → 𝜆1(𝑡) =𝐹𝐸1𝑡
2×𝐷 ∀𝑡
𝐻 = 5 → 𝜆2(𝑡) =𝐹𝐸2𝑡
2×𝐷 ∀𝑡
𝐻 = 5 → 𝜆3(𝑡) =𝐹𝐸3𝑡
2×𝐷 ∀𝑡
𝐻 = 5 → 𝜆4(𝑡) =𝐹𝐸4𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆0(𝑡) =𝐹𝐸0𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆1(𝑡) =𝐹𝐸1𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆2(𝑡) =𝐹𝐸2𝑡
2×𝐷 ∀𝑡
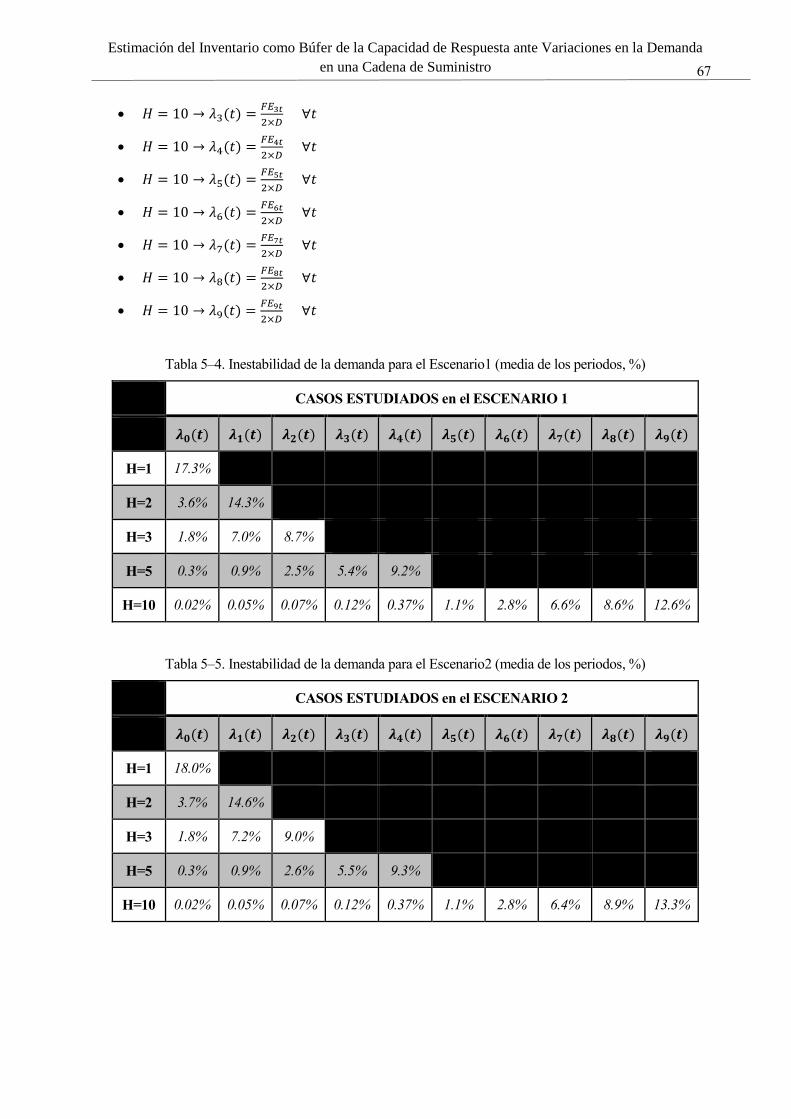
67
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
𝐻 = 10 → 𝜆3(𝑡) =𝐹𝐸3𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆4(𝑡) =𝐹𝐸4𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆5(𝑡) =𝐹𝐸5𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆6(𝑡) =𝐹𝐸6𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆7(𝑡) =𝐹𝐸7𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆8(𝑡) =𝐹𝐸8𝑡
2×𝐷 ∀𝑡
𝐻 = 10 → 𝜆9(𝑡) =𝐹𝐸9𝑡
2×𝐷 ∀𝑡
Tabla 5–4. Inestabilidad de la demanda para el Escenario1 (media de los periodos, %)
CASOS ESTUDIADOS en el ESCENARIO 1
𝝀𝟎(𝒕) 𝝀𝟏(𝒕) 𝝀𝟐(𝒕) 𝝀𝟑(𝒕) 𝝀𝟒(𝒕) 𝝀𝟓(𝒕) 𝝀𝟔(𝒕) 𝝀𝟕(𝒕) 𝝀𝟖(𝒕) 𝝀𝟗(𝒕)
H=1 17.3%
H=2 3.6% 14.3%
H=3 1.8% 7.0% 8.7%
H=5 0.3% 0.9% 2.5% 5.4% 9.2%
H=10 0.02% 0.05% 0.07% 0.12% 0.37% 1.1% 2.8% 6.6% 8.6% 12.6%
Tabla 5–5. Inestabilidad de la demanda para el Escenario2 (media de los periodos, %)
CASOS ESTUDIADOS en el ESCENARIO 2
𝝀𝟎(𝒕) 𝝀𝟏(𝒕) 𝝀𝟐(𝒕) 𝝀𝟑(𝒕) 𝝀𝟒(𝒕) 𝝀𝟓(𝒕) 𝝀𝟔(𝒕) 𝝀𝟕(𝒕) 𝝀𝟖(𝒕) 𝝀𝟗(𝒕)
H=1 18.0%
H=2 3.7% 14.6%
H=3 1.8% 7.2% 9.0%
H=5 0.3% 0.9% 2.6% 5.5% 9.3%
H=10 0.02% 0.05% 0.07% 0.12% 0.37% 1.1% 2.8% 6.4% 8.9% 13.3%
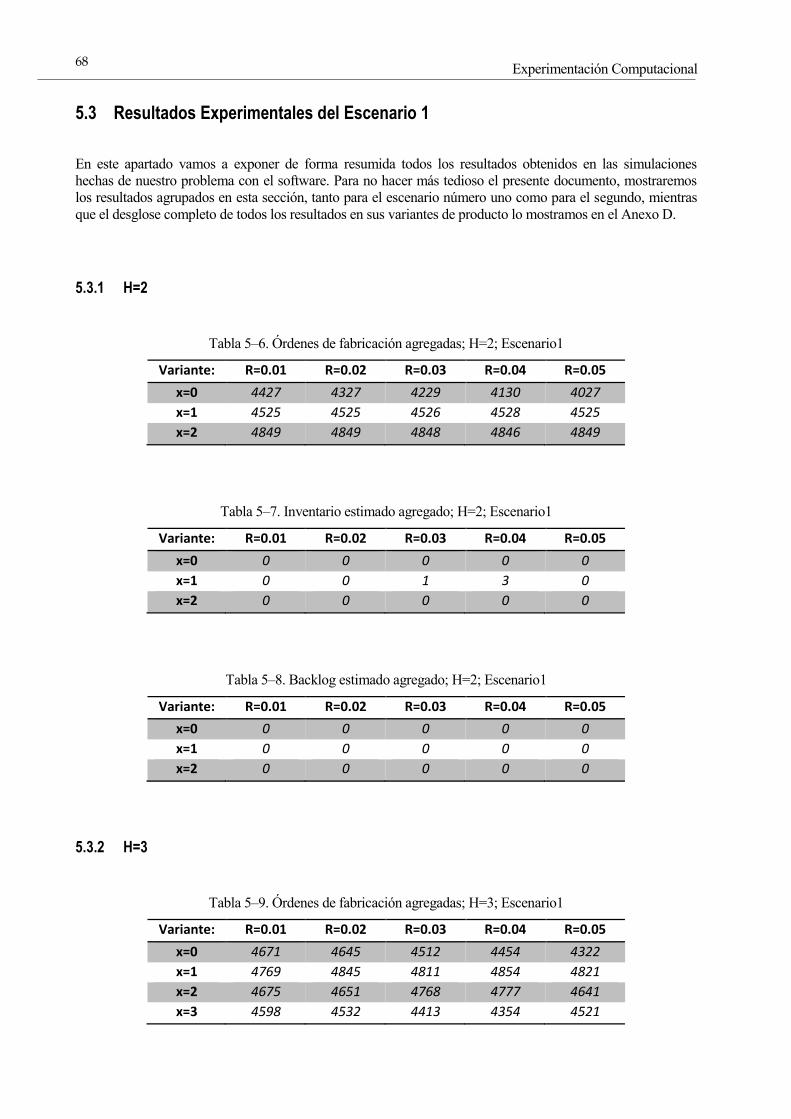
Experimentación Computacional
68
5.3 Resultados Experimentales del Escenario 1
En este apartado vamos a exponer de forma resumida todos los resultados obtenidos en las simulaciones
hechas de nuestro problema con el software. Para no hacer más tedioso el presente documento, mostraremos
los resultados agrupados en esta sección, tanto para el escenario número uno como para el segundo, mientras
que el desglose completo de todos los resultados en sus variantes de producto lo mostramos en el Anexo D.
5.3.1 H=2
Tabla 5–6. Órdenes de fabricación agregadas; H=2; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4427 4327 4229 4130 4027
x=1 4525 4525 4526 4528 4525
x=2 4849 4849 4848 4846 4849
Tabla 5–7. Inventario estimado agregado; H=2; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 0 0 1 3 0
x=2 0 0 0 0 0
Tabla 5–8. Backlog estimado agregado; H=2; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 0 0 0 0 0
x=2 0 0 0 0 0
5.3.2 H=3
Tabla 5–9. Órdenes de fabricación agregadas; H=3; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4671 4645 4512 4454 4322
x=1 4769 4845 4811 4854 4821
x=2 4675 4651 4768 4777 4641
x=3 4598 4532 4413 4354 4521
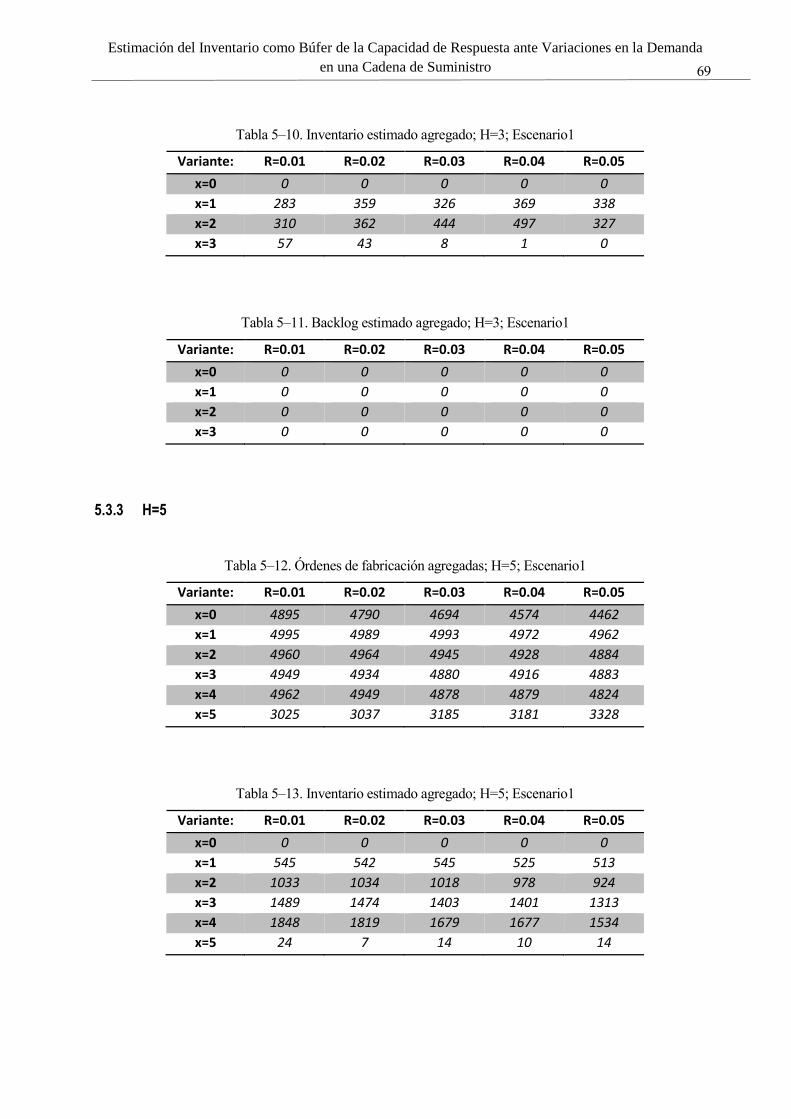
69
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla 5–10. Inventario estimado agregado; H=3; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 283 359 326 369 338
x=2 310 362 444 497 327
x=3 57 43 8 1 0
Tabla 5–11. Backlog estimado agregado; H=3; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 0 0 0 0 0
x=2 0 0 0 0 0
x=3 0 0 0 0 0
5.3.3 H=5
Tabla 5–12. Órdenes de fabricación agregadas; H=5; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4895 4790 4694 4574 4462
x=1 4995 4989 4993 4972 4962
x=2 4960 4964 4945 4928 4884
x=3 4949 4934 4880 4916 4883
x=4 4962 4949 4878 4879 4824
x=5 3025 3037 3185 3181 3328
Tabla 5–13. Inventario estimado agregado; H=5; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 545 542 545 525 513
x=2 1033 1034 1018 978 924
x=3 1489 1474 1403 1401 1313
x=4 1848 1819 1679 1677 1534
x=5 24 7 14 10 14
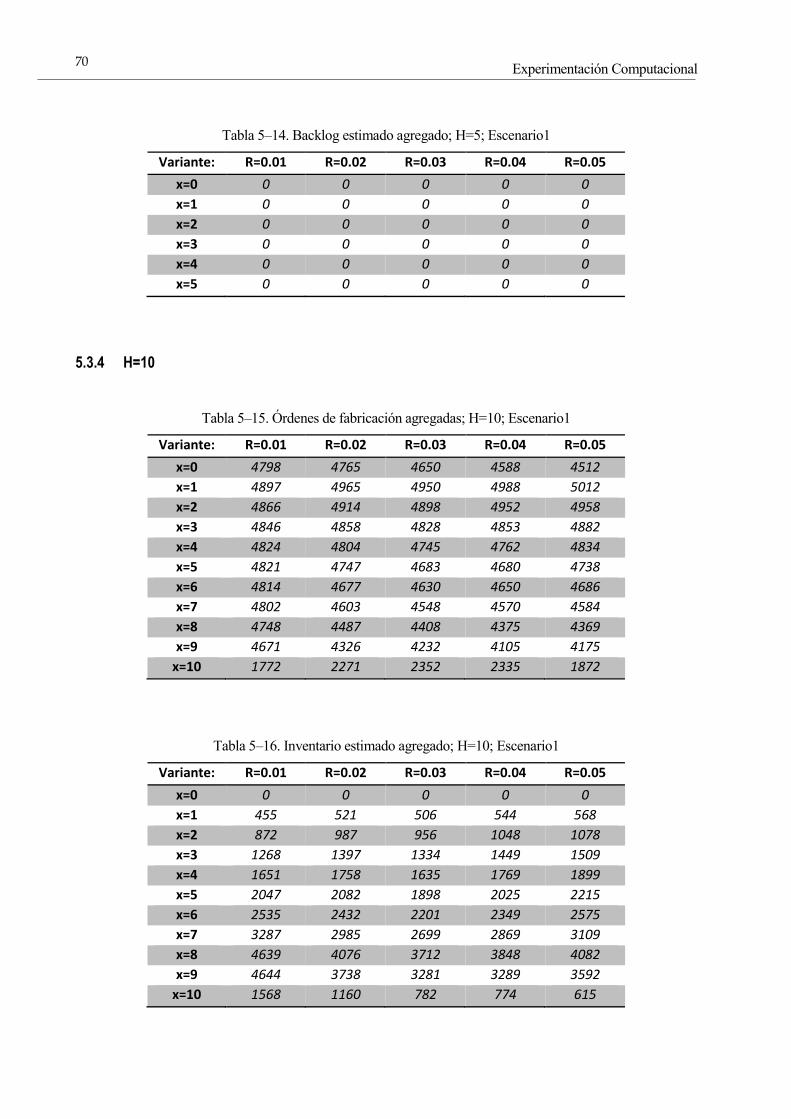
Experimentación Computacional
70
Tabla 5–14. Backlog estimado agregado; H=5; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 0 0 0 0 0
x=2 0 0 0 0 0
x=3 0 0 0 0 0
x=4 0 0 0 0 0
x=5 0 0 0 0 0
5.3.4 H=10
Tabla 5–15. Órdenes de fabricación agregadas; H=10; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4798 4765 4650 4588 4512
x=1 4897 4965 4950 4988 5012
x=2 4866 4914 4898 4952 4958
x=3 4846 4858 4828 4853 4882
x=4 4824 4804 4745 4762 4834
x=5 4821 4747 4683 4680 4738
x=6 4814 4677 4630 4650 4686
x=7 4802 4603 4548 4570 4584
x=8 4748 4487 4408 4375 4369
x=9 4671 4326 4232 4105 4175
x=10 1772 2271 2352 2335 1872
Tabla 5–16. Inventario estimado agregado; H=10; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 455 521 506 544 568
x=2 872 987 956 1048 1078
x=3 1268 1397 1334 1449 1509
x=4 1651 1758 1635 1769 1899
x=5 2047 2082 1898 2025 2215
x=6 2535 2432 2201 2349 2575
x=7 3287 2985 2699 2869 3109
x=8 4639 4076 3712 3848 4082
x=9 4644 3738 3281 3289 3592
x=10 1568 1160 782 774 615
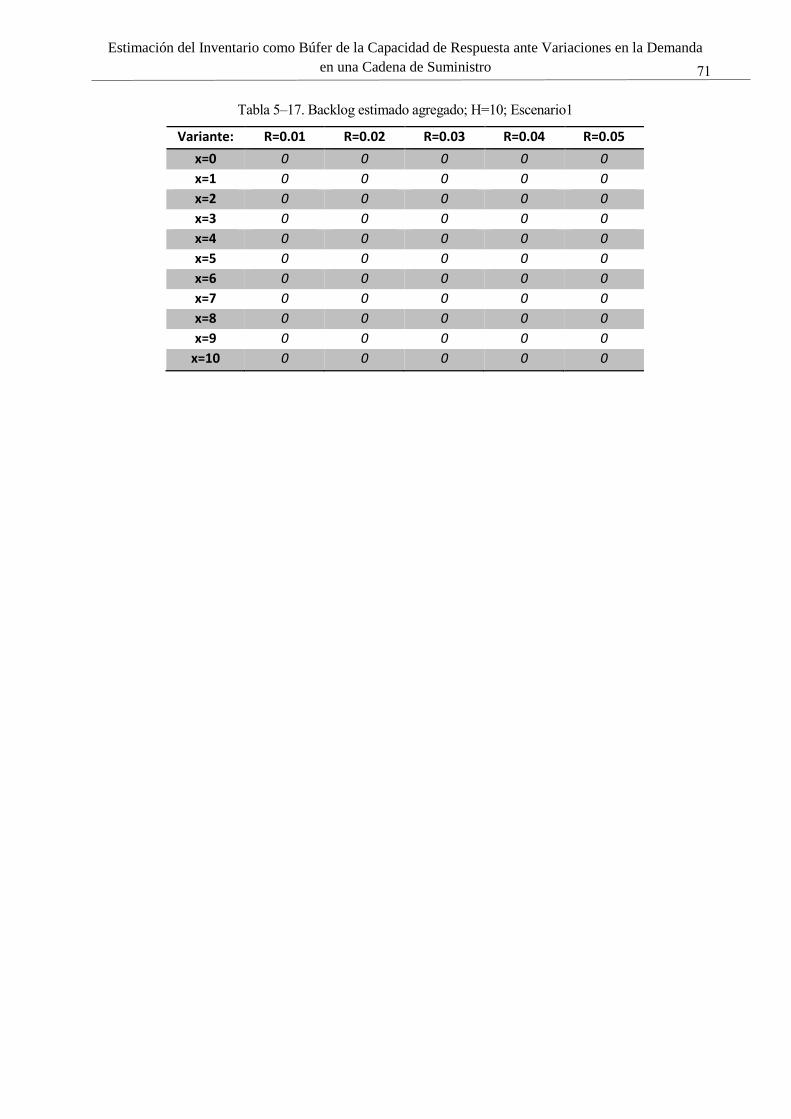
71
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla 5–17. Backlog estimado agregado; H=10; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 0 0 0 0 0
x=2 0 0 0 0 0
x=3 0 0 0 0 0
x=4 0 0 0 0 0
x=5 0 0 0 0 0
x=6 0 0 0 0 0
x=7 0 0 0 0 0
x=8 0 0 0 0 0
x=9 0 0 0 0 0
x=10 0 0 0 0 0
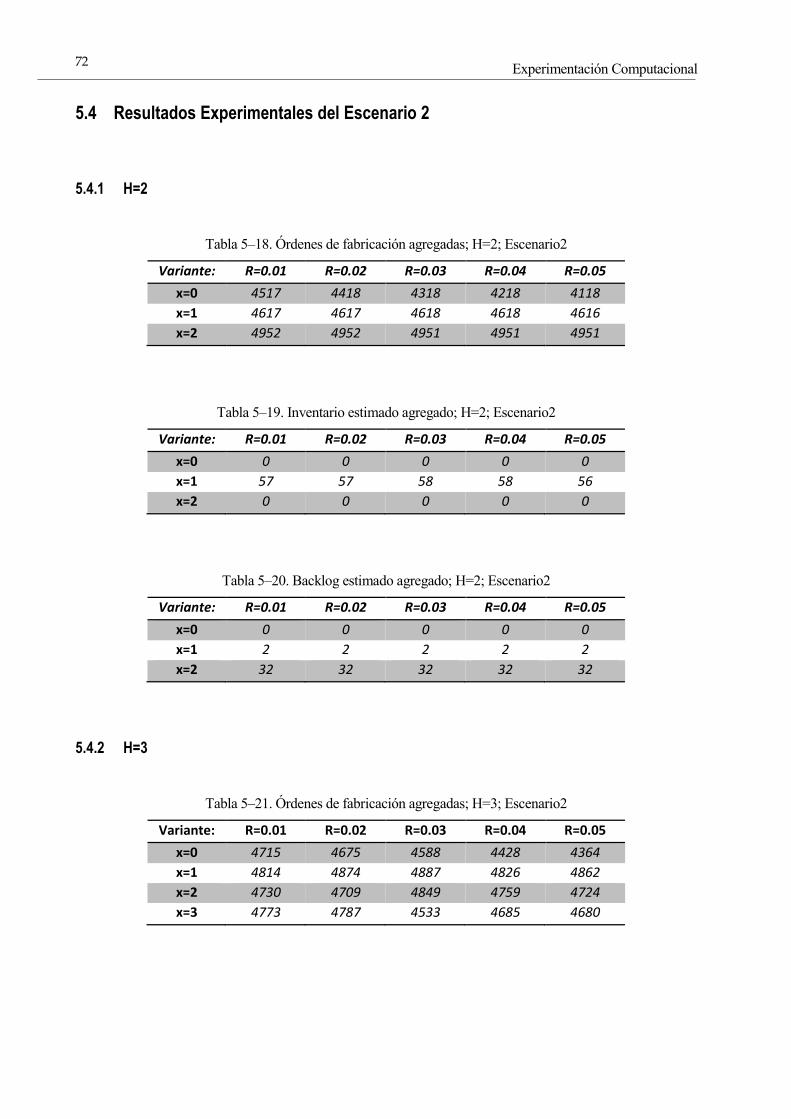
Experimentación Computacional
72
5.4 Resultados Experimentales del Escenario 2
5.4.1 H=2
Tabla 5–18. Órdenes de fabricación agregadas; H=2; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4517 4418 4318 4218 4118
x=1 4617 4617 4618 4618 4616
x=2 4952 4952 4951 4951 4951
Tabla 5–19. Inventario estimado agregado; H=2; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 57 57 58 58 56
x=2 0 0 0 0 0
Tabla 5–20. Backlog estimado agregado; H=2; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 2 2 2 2 2
x=2 32 32 32 32 32
5.4.2 H=3
Tabla 5–21. Órdenes de fabricación agregadas; H=3; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4715 4675 4588 4428 4364
x=1 4814 4874 4887 4826 4862
x=2 4730 4709 4849 4759 4724
x=3 4773 4787 4533 4685 4680
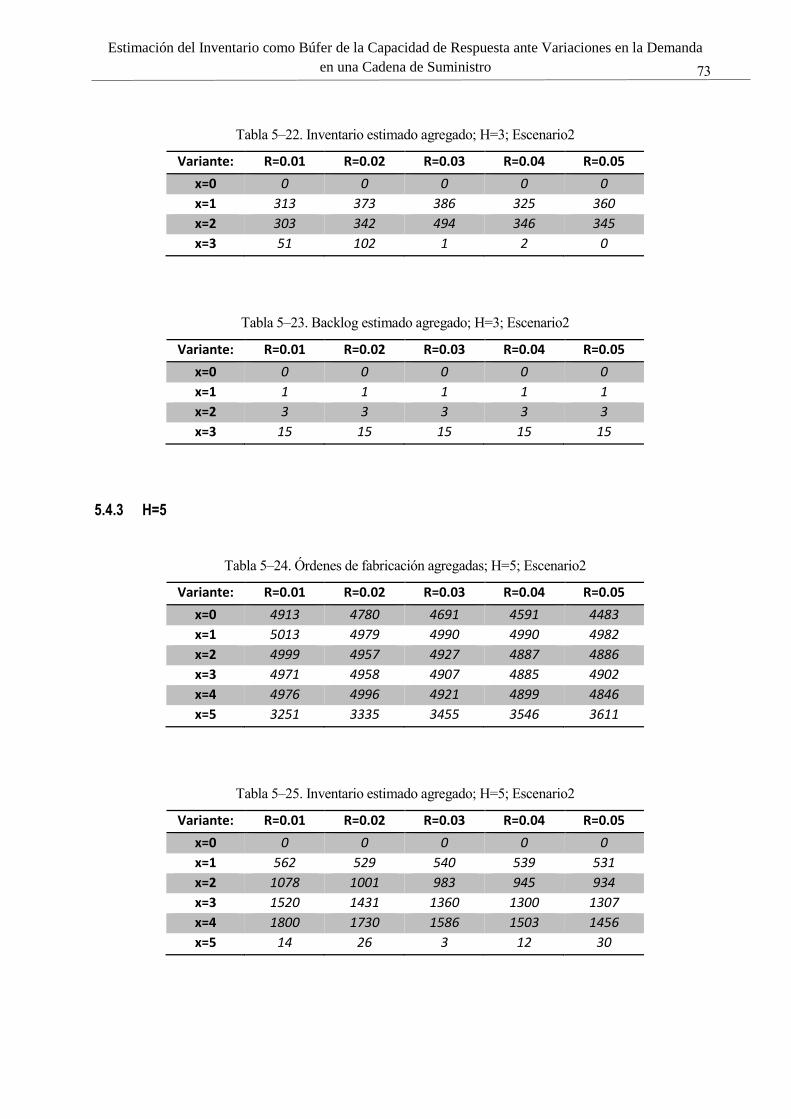
73
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla 5–22. Inventario estimado agregado; H=3; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 313 373 386 325 360
x=2 303 342 494 346 345
x=3 51 102 1 2 0
Tabla 5–23. Backlog estimado agregado; H=3; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 1 1 1 1 1
x=2 3 3 3 3 3
x=3 15 15 15 15 15
5.4.3 H=5
Tabla 5–24. Órdenes de fabricación agregadas; H=5; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4913 4780 4691 4591 4483
x=1 5013 4979 4990 4990 4982
x=2 4999 4957 4927 4887 4886
x=3 4971 4958 4907 4885 4902
x=4 4976 4996 4921 4899 4846
x=5 3251 3335 3455 3546 3611
Tabla 5–25. Inventario estimado agregado; H=5; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 562 529 540 539 531
x=2 1078 1001 983 945 934
x=3 1520 1431 1360 1300 1307
x=4 1800 1730 1586 1503 1456
x=5 14 26 3 12 30
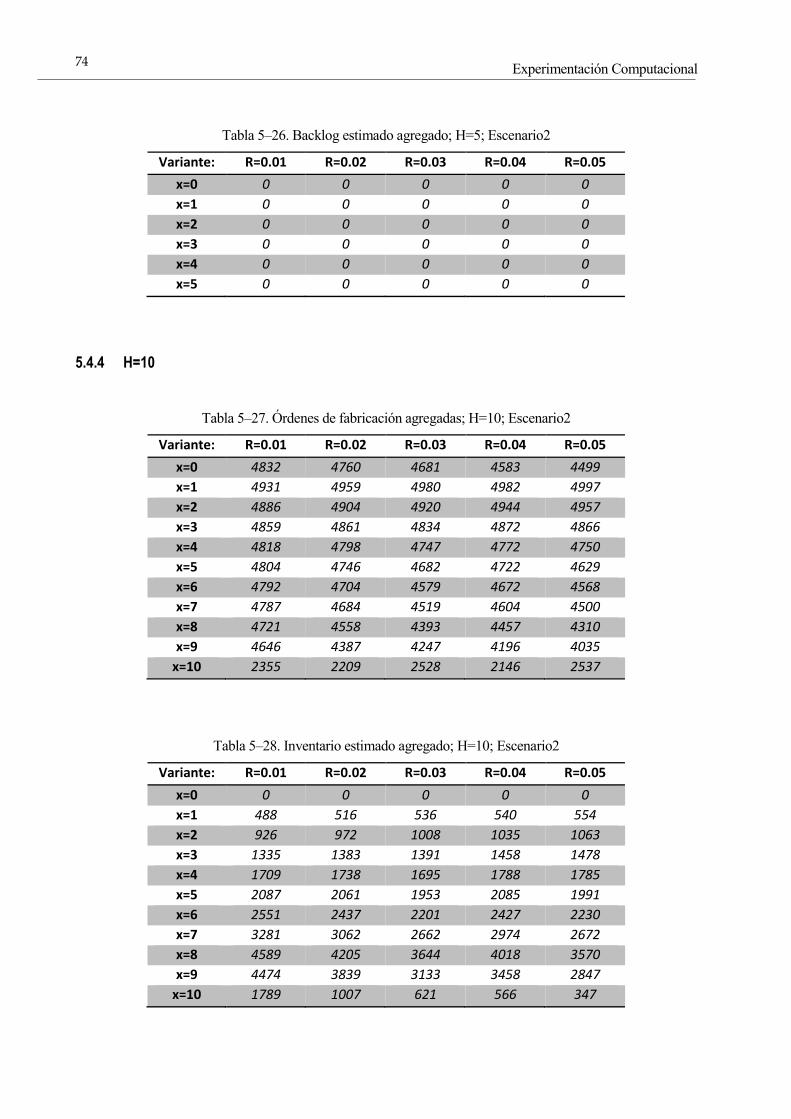
Experimentación Computacional
74
Tabla 5–26. Backlog estimado agregado; H=5; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 0 0 0 0 0
x=2 0 0 0 0 0
x=3 0 0 0 0 0
x=4 0 0 0 0 0
x=5 0 0 0 0 0
5.4.4 H=10
Tabla 5–27. Órdenes de fabricación agregadas; H=10; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 4832 4760 4681 4583 4499
x=1 4931 4959 4980 4982 4997
x=2 4886 4904 4920 4944 4957
x=3 4859 4861 4834 4872 4866
x=4 4818 4798 4747 4772 4750
x=5 4804 4746 4682 4722 4629
x=6 4792 4704 4579 4672 4568
x=7 4787 4684 4519 4604 4500
x=8 4721 4558 4393 4457 4310
x=9 4646 4387 4247 4196 4035
x=10 2355 2209 2528 2146 2537
Tabla 5–28. Inventario estimado agregado; H=10; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 488 516 536 540 554
x=2 926 972 1008 1035 1063
x=3 1335 1383 1391 1458 1478
x=4 1709 1738 1695 1788 1785
x=5 2087 2061 1953 2085 1991
x=6 2551 2437 2201 2427 2230
x=7 3281 3062 2662 2974 2672
x=8 4589 4205 3644 4018 3570
x=9 4474 3839 3133 3458 2847
x=10 1789 1007 621 566 347
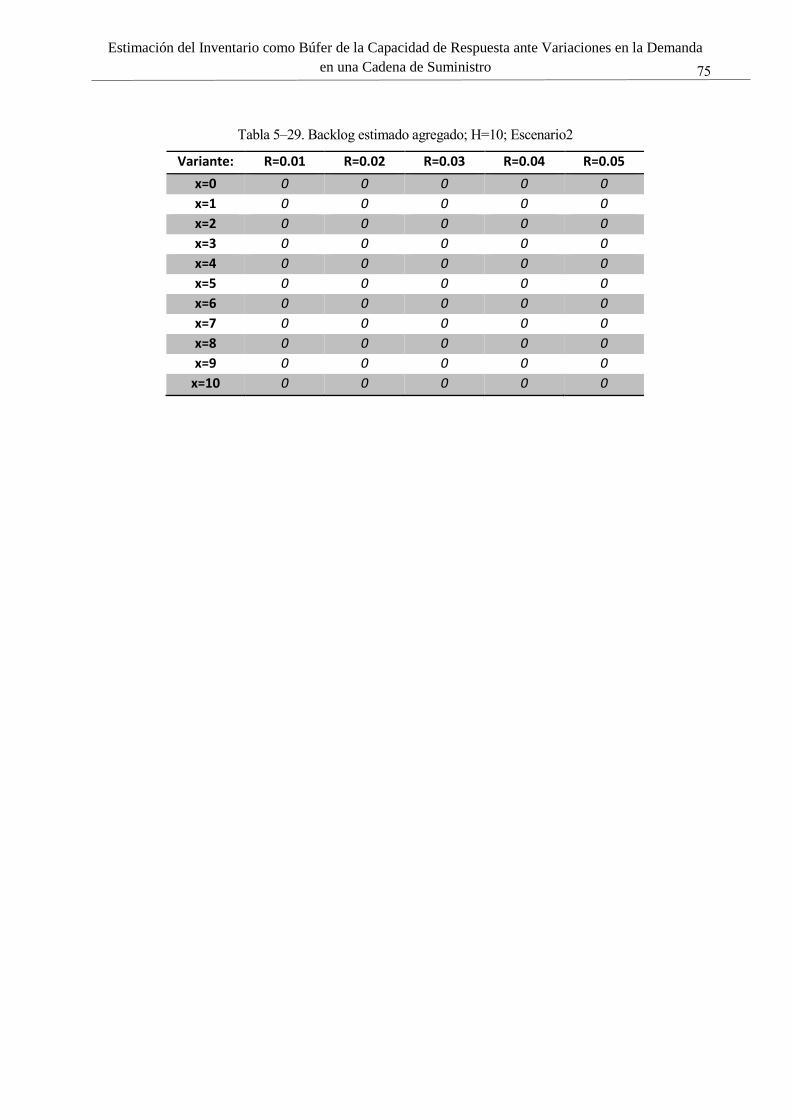
75
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla 5–29. Backlog estimado agregado; H=10; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
x=0 0 0 0 0 0
x=1 0 0 0 0 0
x=2 0 0 0 0 0
x=3 0 0 0 0 0
x=4 0 0 0 0 0
x=5 0 0 0 0 0
x=6 0 0 0 0 0
x=7 0 0 0 0 0
x=8 0 0 0 0 0
x=9 0 0 0 0 0
x=10 0 0 0 0 0


77
6 CONCLUSIONES
n este capítulo final vamos a recapitular de forma general todo lo desarrollado en el presente Trabajo Fin
de Máster, exponiendo de manera concisa una serie de conclusiones y reflexiones extraídas durante la
realización del proyecto, así como unas indicaciones sobre posibles líneas futuras a desarrollar a través
del presente documento.
E
Se puede admitir la fuerza bruta, pero la razón bruta es
insoportable.
- Oscar Wilde -
Conclusiones
78
6.1 Comentarios Previos
Antes de empezar a desarrollar las conclusiones extraídas de los resultados de nuestro modelo, conviene
señalar algunos aspectos clave a la hora de entender las mismas:
- Para comenzar, queremos reseñar que aunque los resultados de los errores en la previsión de la
demanda y la inestabilidad de la misma los tengamos tanto en valores numéricos como en datos
porcentuales, nos vamos a referir en casi todas las ocasiones a éstos últimos, ya que desde la autoría
del presente proyecto se considera que facilita la labor a la hora de establecer unas conclusiones y
favorece la claridad en la lectura de las mismas.
- En segundo lugar, debemos recordar que las dos variables están relacionadas, ya que la inestabilidad
es igual al error en la previsión en la demanda entre una cifra constante. Por tanto, no vamos a
establecer las conclusiones por partida doble, lo haremos en referencia a la inestabilidad, ya que es
ésta la que está expresada en porcentaje, lo cual facilita la labor como acabamos de comentar.
- A lo largo del presente documento se ha querido explicar la necesidad de un determinado nivel de
inventario como medio de amortiguamiento intermedio entre la capacidad de respuesta de la cadena
de suministro y la incertidumbre de la demanda con cambios en el volumen.
- Con el fin de llevar a cabo la verificación de cuáles han de ser dichos niveles de inventario en las
distintas situaciones planteadas, se ha desarrollado este proyecto en base a dos casos diferentes. Sin
embargo, para facilitar la adaptación del modelo al software de resolución, el sistema modelado tiene
el mismo comportamiento en ambos escenarios. Los resultados serán comentados en el punto 7.3
Conclusiones de los Resultados en la Salida del Modelo.
- Por último, debemos entender que, de cara a conseguir la mejor gestión de la cadena – es decir, mejor
respuesta al mercado – la demanda transmitida debe seguir, con la mayor fiabilidad posible, las
evoluciones de la demanda recibida. Es por ello que, mientras más extenso hagamos nuestro horizonte
temporal, mejores resultados vamos a conseguir en cuanto a la fiabilidad de la demanda (menores
errores en la estimación de la demanda), ya que las actualizaciones que vamos a ir aplicando a
nuestras estimaciones también son mayores – en concreto, una por cada periodo del horizonte
temporal considerado –.
79
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
6.2 Conclusiones de los Resultados en la Entrada del Modelo
Las principales conclusiones de los resultados en la entrada del modelo son:
- En términos generales, haciendo una rápida exploración general sobre los resultados de la
inestabilidad de la demanda en los dos escenarios considerados en nuestro estudio, podemos
determinar que son bastante similares.
- Sin embargo, a medida que profundizamos en el estudio de los mismos, nos percatamos que los
resultados obtenidos en el segundo escenario empeoran los obtenidos en el primero. Nótese que esta
diferencia no es demasiado significativa: el peor de los valores en la estabilidad es de un 17.3% para el
primer caso frente a un 18% en el segundo. En realidad, es lógico que tengamos este comportamiento,
ya que el segundo escenario es aquel que considera en las predicciones que de forma puntual las
estimaciones pueden superar a la capacidad de producción de nuestra planta, perjudicando dichas
estimaciones, debido a que la demanda real nunca va a superar de forma global la capacidad de
nuestra planta, tal como explicamos en capítulos anteriores.
Para demostrar el comportamiento de nuestro sistema a la entrada del modelo, rescatamos algunas
explicaciones elaboradas a lo largo del presente documento, como son las dos ecuaciones necesarias
para estimar la inestabilidad de la demanda:
𝜆𝑥(𝑡) =𝐹𝐸𝑥𝑡
2 × 𝐷 ∀𝑥 = 0, … , (𝐻 − 1); ∀𝑡
(6–1)
𝐹𝐸𝑥𝑡 = ∑|𝑑𝑖,𝑥+1(𝑡 − 1) − 𝑑𝑖𝑥(𝑡)|
𝑉
𝑖=1
∀𝑥 = 0, … , (𝐻 − 1); ∀𝑡
(6–2)
Como podemos observar, mientras más similares sean nuestras predicciones a los valores reales de la
demanda, mejores serán nuestras estimaciones, de modo que el escenario número uno, en el que
tenemos que:
∑ 𝑑𝑖𝑥(𝑡)𝑉
𝑖=1≤ 𝐾 ∀𝑥 = 0, … , 𝑍; ∀𝑡
(6–3)
Se acerca más a los datos reales del mercado que aquellos que proporciona el segundo de los
escenarios:
∑ 𝑑𝑖𝑥(𝑡)𝑉
𝑖=1> 𝐾 ∀𝑥 = 0, … , 𝑍; ∀𝑡 𝑑𝑒 𝑓𝑜𝑟𝑚𝑎 𝑝𝑢𝑛𝑡𝑢𝑎𝑙
(6–4)
∑ 𝑑𝑖𝑥(𝑡)𝑉
𝑖=1≤ 𝐾 ∀𝑥 = 0, … , 𝑍; ∀𝑡 𝑒𝑛 𝑙𝑎 𝑚𝑎𝑦𝑜𝑟í𝑎 𝑑𝑒 𝑙𝑜𝑠 𝑐𝑎𝑠𝑜𝑠
(6–5)

Conclusiones
80
Nótese que en el segundo de los casos sólo superamos la capacidad de la planta de producción en
momentos puntuales, de ahí que la diferencia en los resultados – el peor de los valores sólo difiere en
un uno por ciento – sea mínima.
- Considerando los horizontes temporales de más de un periodo de duración: 𝑥 = 1, … , (𝐻 − 1); los
valores más cercanos a x=0 son los que obtienen mejores resultados, mientras que aquellos que están
posicionados en los últimos periodos del horizonte son los que obtienen los peores valores. Parece
claro que, mientras más cerca nos encontremos del momento que tenemos que servir la demanda
(valores más bajos de nuestro horizonte temporal), más fiabilidad vamos a tener en nuestras
predicciones, ya que tenemos unos datos más realistas de lo que ha sucedido en periodos previos, lo
que supone un avance a la hora de planificar nuestra producción.
Comparando con la ecuación que obtuvimos en el capítulo anterior, nos percatamos que mientras más
cerca estemos de x=0, más valores conocemos, por lo que la fórmula de la estimación de la demanda
aporta mejores valores – como es normal – con lo que nos queda:
𝑑𝑖𝑥(𝑡) = 𝜑𝑥 × 𝑑𝑖0(𝑡 + 𝑥) + (1 − 𝜑𝑥) × 𝑑𝑖,𝑥+1(𝑡 − 1) ∀𝑥 = 1, … , 𝐻 − 1 (6–6)
Es importante señalar que, aunque en ambos escenarios el comportamiento es similar, con la salvedad
de que el primero obtiene mejores resultados que el segundo, mientras más extensos sean nuestros
horizontes temporales, mejores datos obtenemos, cosa que también parece evidente, puesto que si sólo
tenemos un periodo en nuestro horizonte temporal, sólo podemos hacer una predicción, de forma que
ésta no puede ser actualizada ni un sola vez con los datos que vamos conociendo. Sin embargo,
cuando tenemos horizontes temporales de varios periodos, nuestras predicciones se van actualizando,
lo que supone un mayor aumento en el grado de fiabilidad de dichas estimaciones y, por lo tanto, una
mayor precisión a la hora de conocer cuánto debemos producir y en qué niveles debemos mantener
nuestros inventarios para poder satisfacer toda la demanda.
81
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
6.3 Conclusiones de los Resultados en la Salida del Modelo
Antes de comenzar el análisis de los resultados a la salida del modelo, vamos a seleccionar aquellos datos
fiables que sean útiles para poder estudiar de forma general los resultados. Aunque a priori los dos escenarios
deben aportar datos similares en cuanto a las variantes válidas, desde la autoría del presente documento se ha
decidido realizar la selección de forma independiente en los dos escenarios contemplados, con el objetivo de
garantizar la objetividad en el análisis de los resultados obtenidos.
Otro aspecto importante que debemos recordar antes de comenzar con el análisis es que el primer periodo de
cualquiera de los horizontes temporales – tanto para el escenario número uno como para el dos – no es válido
para nuestro objetivo, ya que una de las hipótesis iniciales explicadas previamente fue la de inicializar todas las
variables a cero, de forma que los resultados en el caso x=0 no aportan datos relevantes para los intereses de
nuestro análisis.
Una vez que hemos realizado las simulaciones de todas nuestras variantes, y antes de proceder a analizar los
mismos, debemos filtrar los resultados con el objetivo de seleccionar aquellos que nos aportan datos fiables
para nuestro análisis y descartar aquellos que no proporcionan ninguna información relevante. Asimismo,
presentamos la selección de los resultados de forma genérica, siguiendo el mismo procedimiento y siendo
válida para los dos escenarios:
- El caso correspondiente al horizonte temporal de dos periodos – para cualquiera de los valores
contemplados de la capacidad de respuesta – no es válido para nuestro estudio, ya que no aporta
valores numéricos para los niveles de inventario, aspecto fundamental para poder establecer relaciones
de los mismos con los índices de capacidad de respuesta. Si lo expresamos de forma codificada,
tenemos que los experimentos realizados para los siguientes valores de las variables que intervienen
no pueden ser analizados:
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 1: 𝐻 = 2 → 𝑥 = 0, 1, 2 ∀ 𝑅 = 0.01, … , 0.05
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 2: 𝐻 = 2 → 𝑥 = 0, 1, 2 ∀ 𝑅 = 0.01, … , 0.05
- El resto de casos estudiados, los correspondientes a los horizontes temporales de tres, cinco y diez
periodos, sí empiezan a aportar datos reales que nos sirven en nuestro estudio. Tal y como ya hemos
comentado, la primera variante de cada horizonte temporal – la correspondiente a x=0 – no nos sirve,
por lo que no la vamos a tener en cuenta. Además, hemos decidido descartar el último periodo de cada
horizonte temporal, ya que no aporta datos similares al resto de casos, teniendo valores nulos en
alguna de las variantes incluso. Este comportamiento parece lógico y tiene un sentido, ya que es el
último periodo que conoce el sistema, por lo que no necesita almacenar más inventario que sirva
como búfer. Expresando de forma codificada los resultados, tal y como hemos hecho en el caso
anterior, tenemos que los experimentos que nos sirven para nuestro análisis son:
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 1: 𝐻 = 3 → 𝑥 = 1, 2 ∀ 𝑅 = 0.01, … , 0.05
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 1: 𝐻 = 5 → 𝑥 = 1, 2, 3, 4 ∀ 𝑅 = 0.01, … , 0.05
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 1: 𝐻 = 10 → 𝑥 = 1, 2, 3, 4, 5, 6, 7, 8, 9 ∀ 𝑅 = 0.01, … , 0.05
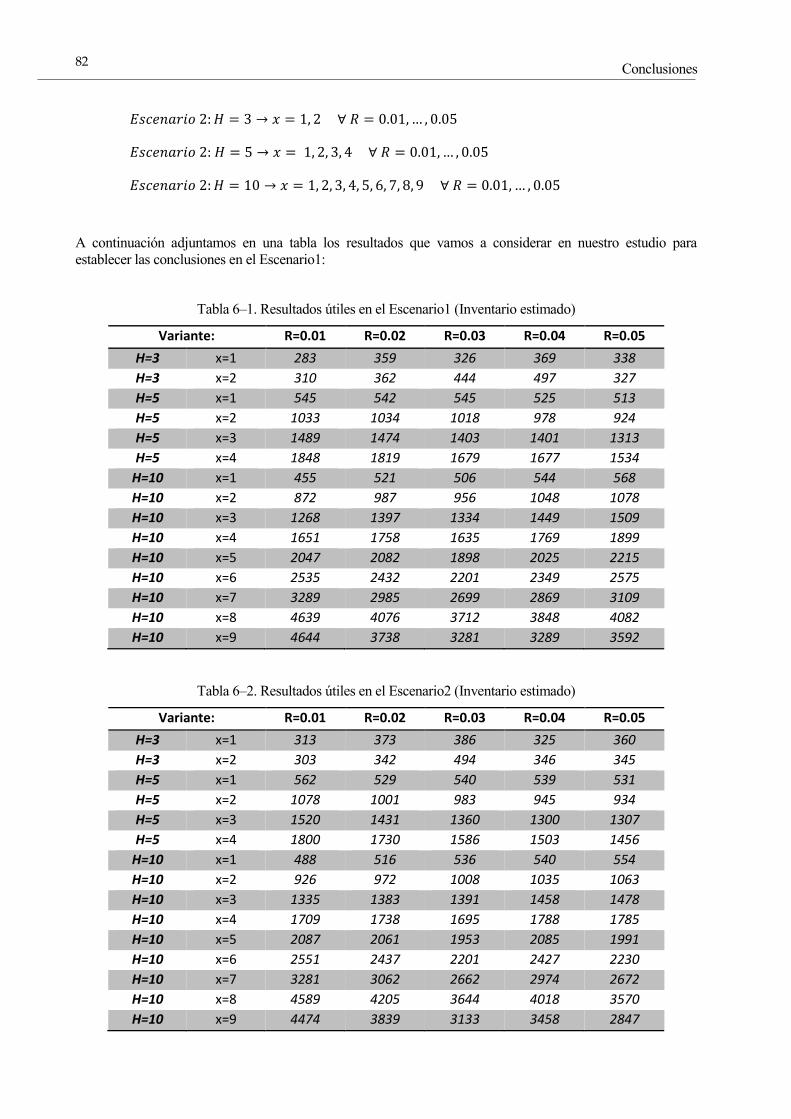
Conclusiones
82
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 2: 𝐻 = 3 → 𝑥 = 1, 2 ∀ 𝑅 = 0.01, … , 0.05
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 2: 𝐻 = 5 → 𝑥 = 1, 2, 3, 4 ∀ 𝑅 = 0.01, … , 0.05
𝐸𝑠𝑐𝑒𝑛𝑎𝑟𝑖𝑜 2: 𝐻 = 10 → 𝑥 = 1, 2, 3, 4, 5, 6, 7, 8, 9 ∀ 𝑅 = 0.01, … , 0.05
A continuación adjuntamos en una tabla los resultados que vamos a considerar en nuestro estudio para
establecer las conclusiones en el Escenario1:
Tabla 6–1. Resultados útiles en el Escenario1 (Inventario estimado)
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
H=3 x=1 283 359 326 369 338
H=3 x=2 310 362 444 497 327
H=5 x=1 545 542 545 525 513
H=5 x=2 1033 1034 1018 978 924
H=5 x=3 1489 1474 1403 1401 1313
H=5 x=4 1848 1819 1679 1677 1534
H=10 x=1 455 521 506 544 568
H=10 x=2 872 987 956 1048 1078
H=10 x=3 1268 1397 1334 1449 1509
H=10 x=4 1651 1758 1635 1769 1899
H=10 x=5 2047 2082 1898 2025 2215
H=10 x=6 2535 2432 2201 2349 2575
H=10 x=7 3289 2985 2699 2869 3109
H=10 x=8 4639 4076 3712 3848 4082
H=10 x=9 4644 3738 3281 3289 3592
Tabla 6–2. Resultados útiles en el Escenario2 (Inventario estimado)
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
H=3 x=1 313 373 386 325 360
H=3 x=2 303 342 494 346 345
H=5 x=1 562 529 540 539 531
H=5 x=2 1078 1001 983 945 934
H=5 x=3 1520 1431 1360 1300 1307
H=5 x=4 1800 1730 1586 1503 1456
H=10 x=1 488 516 536 540 554
H=10 x=2 926 972 1008 1035 1063
H=10 x=3 1335 1383 1391 1458 1478
H=10 x=4 1709 1738 1695 1788 1785
H=10 x=5 2087 2061 1953 2085 1991
H=10 x=6 2551 2437 2201 2427 2230
H=10 x=7 3281 3062 2662 2974 2672
H=10 x=8 4589 4205 3644 4018 3570
H=10 x=9 4474 3839 3133 3458 2847
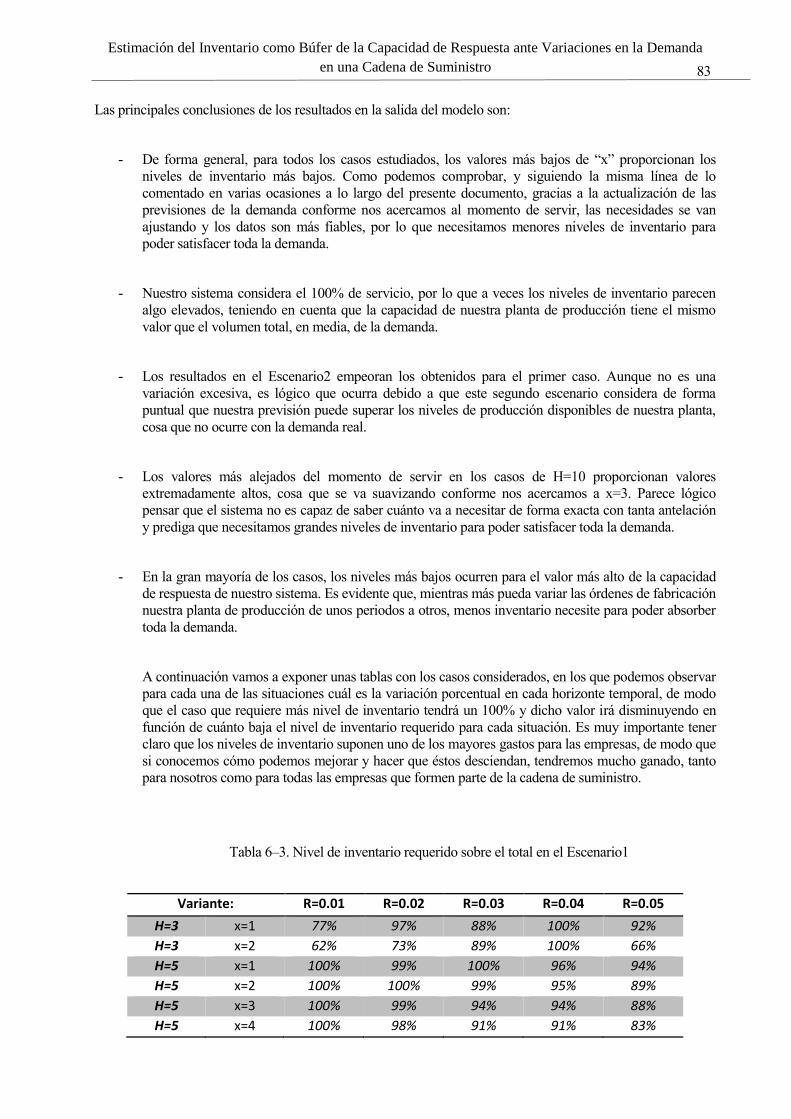
83
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Las principales conclusiones de los resultados en la salida del modelo son:
- De forma general, para todos los casos estudiados, los valores más bajos de “x” proporcionan los
niveles de inventario más bajos. Como podemos comprobar, y siguiendo la misma línea de lo
comentado en varias ocasiones a lo largo del presente documento, gracias a la actualización de las
previsiones de la demanda conforme nos acercamos al momento de servir, las necesidades se van
ajustando y los datos son más fiables, por lo que necesitamos menores niveles de inventario para
poder satisfacer toda la demanda.
- Nuestro sistema considera el 100% de servicio, por lo que a veces los niveles de inventario parecen
algo elevados, teniendo en cuenta que la capacidad de nuestra planta de producción tiene el mismo
valor que el volumen total, en media, de la demanda.
- Los resultados en el Escenario2 empeoran los obtenidos para el primer caso. Aunque no es una
variación excesiva, es lógico que ocurra debido a que este segundo escenario considera de forma
puntual que nuestra previsión puede superar los niveles de producción disponibles de nuestra planta,
cosa que no ocurre con la demanda real.
- Los valores más alejados del momento de servir en los casos de H=10 proporcionan valores
extremadamente altos, cosa que se va suavizando conforme nos acercamos a x=3. Parece lógico
pensar que el sistema no es capaz de saber cuánto va a necesitar de forma exacta con tanta antelación
y prediga que necesitamos grandes niveles de inventario para poder satisfacer toda la demanda.
- En la gran mayoría de los casos, los niveles más bajos ocurren para el valor más alto de la capacidad
de respuesta de nuestro sistema. Es evidente que, mientras más pueda variar las órdenes de fabricación
nuestra planta de producción de unos periodos a otros, menos inventario necesite para poder absorber
toda la demanda.
A continuación vamos a exponer unas tablas con los casos considerados, en los que podemos observar
para cada una de las situaciones cuál es la variación porcentual en cada horizonte temporal, de modo
que el caso que requiere más nivel de inventario tendrá un 100% y dicho valor irá disminuyendo en
función de cuánto baja el nivel de inventario requerido para cada situación. Es muy importante tener
claro que los niveles de inventario suponen uno de los mayores gastos para las empresas, de modo que
si conocemos cómo podemos mejorar y hacer que éstos desciendan, tendremos mucho ganado, tanto
para nosotros como para todas las empresas que formen parte de la cadena de suministro.
Tabla 6–3. Nivel de inventario requerido sobre el total en el Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
H=3 x=1 77% 97% 88% 100% 92%
H=3 x=2 62% 73% 89% 100% 66%
H=5 x=1 100% 99% 100% 96% 94%
H=5 x=2 100% 100% 99% 95% 89%
H=5 x=3 100% 99% 94% 94% 88%
H=5 x=4 100% 98% 91% 91% 83%
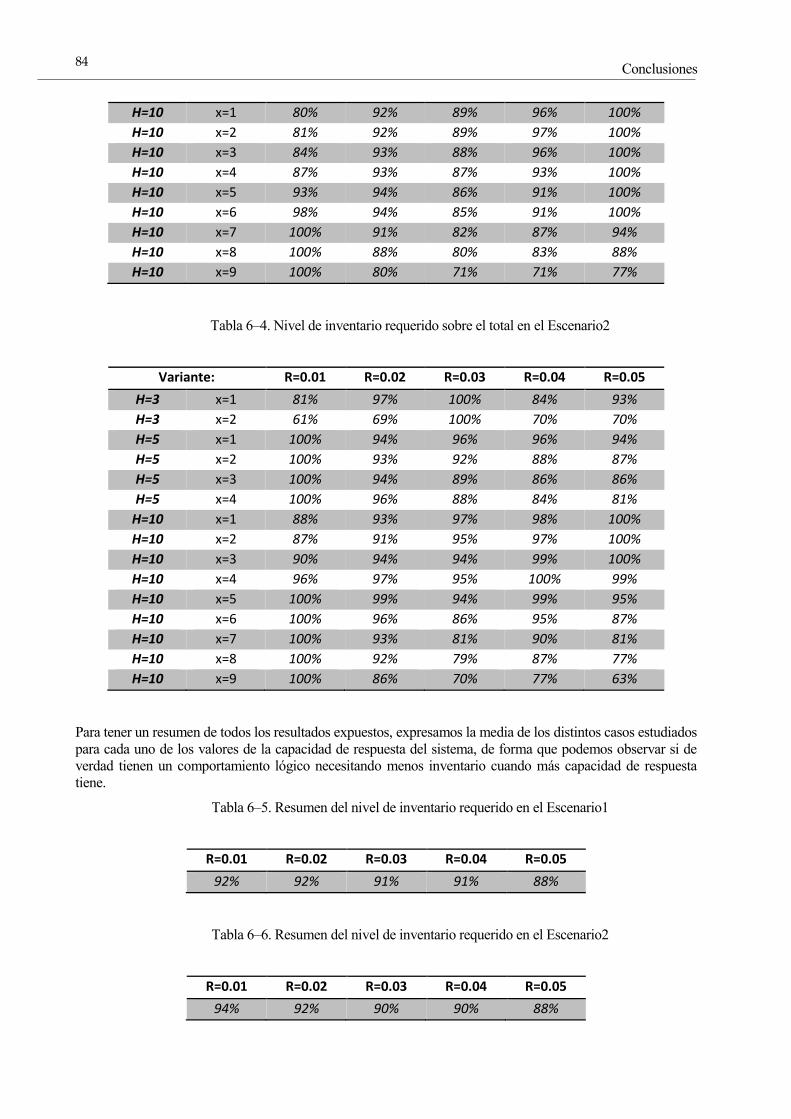
Conclusiones
84
H=10 x=1 80% 92% 89% 96% 100%
H=10 x=2 81% 92% 89% 97% 100%
H=10 x=3 84% 93% 88% 96% 100%
H=10 x=4 87% 93% 87% 93% 100%
H=10 x=5 93% 94% 86% 91% 100%
H=10 x=6 98% 94% 85% 91% 100%
H=10 x=7 100% 91% 82% 87% 94%
H=10 x=8 100% 88% 80% 83% 88%
H=10 x=9 100% 80% 71% 71% 77%
Tabla 6–4. Nivel de inventario requerido sobre el total en el Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
H=3 x=1 81% 97% 100% 84% 93%
H=3 x=2 61% 69% 100% 70% 70%
H=5 x=1 100% 94% 96% 96% 94%
H=5 x=2 100% 93% 92% 88% 87%
H=5 x=3 100% 94% 89% 86% 86%
H=5 x=4 100% 96% 88% 84% 81%
H=10 x=1 88% 93% 97% 98% 100%
H=10 x=2 87% 91% 95% 97% 100%
H=10 x=3 90% 94% 94% 99% 100%
H=10 x=4 96% 97% 95% 100% 99%
H=10 x=5 100% 99% 94% 99% 95%
H=10 x=6 100% 96% 86% 95% 87%
H=10 x=7 100% 93% 81% 90% 81%
H=10 x=8 100% 92% 79% 87% 77%
H=10 x=9 100% 86% 70% 77% 63%
Para tener un resumen de todos los resultados expuestos, expresamos la media de los distintos casos estudiados
para cada uno de los valores de la capacidad de respuesta del sistema, de forma que podemos observar si de
verdad tienen un comportamiento lógico necesitando menos inventario cuando más capacidad de respuesta
tiene.
Tabla 6–5. Resumen del nivel de inventario requerido en el Escenario1
R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
92% 92% 91% 91% 88%
Tabla 6–6. Resumen del nivel de inventario requerido en el Escenario2
R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
94% 92% 90% 90% 88%
85
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Como vemos, los niveles de inventario descienden a medida que más capacidad de respuesta le otorgamos al
sistema, ya que es capaz de modificar de una forma más notable sus órdenes de producción, por lo que
requiere de menos stock para asegurar servir toda la demanda. Además, las diferencias son más pronunciadas
en el segundo escenario, ya que éste tiene unos niveles de inventario más altos debido a la suposición que
hemos hecho durante todo el documento en el que de forma puntual las predicciones pueden superar la
capacidad de producción de la planta.
Para las empresas que forman una cadena de suministro, es necesario tener claro ciertos conceptos que harán
que mejoren sus resultados globales, reportando finalmente mejoras a título individual:
- Es necesario coordinar las estrategias de todos los participantes de la cadena. Un mal ajuste en la
estrategia general puede repercutir en la no-adaptación a las necesidades de los clientes, aspecto que
traería consigo numerosas pérdidas. Hay que saber que necesitan los clientes, qué tipo de producto
tenemos y, en función de dónde nos situemos, adoptar una serie de medidas.
- Como hemos podido comprobar con este estudio, si nuestra empresa necesita una alta capacidad de
respuesta ya que es necesario para satisfacer las necesidades de los clientes, necesitamos ciertos
niveles de inventario para poder conseguirlos. No debemos pensar que tener almacenes nos supone un
gasto que hace que tengamos peores resultados. Quizás, podemos compartir almacenes entre distintos
eslabones de la cadena, reduciendo los gastos de los mismos y compartiendo los beneficios extras que
podemos conseguir si conseguimos adaptar nuestra cadena a lo que demanda realmente el mercado.
- El alcance de las medidas a adoptar no se queda sólo en la empresa a la que pertenezcamos, debemos
convencer a todos los actores implicados a que estudien y simulen los comportamientos de la cadena
al completo, ya que un fallo en cualquier eslabón supone un fallo general, que nos repercute de forma
drástica a todos.
Conclusiones
86
6.4 Consideraciones Generales y Líneas Futuras
La estructura que se ha seguido en el presente documento consideramos que era la más adecuada, primero para
presentar de forma general las nociones teóricas relacionadas con la cadena de suministro y una presentación
del estado del arte para evaluar el estado de las técnicas involucradas, y en segundo lugar para poder adaptar
nuestro problema y estudiar los escenarios que pretendíamos definir.
Una vez que hemos estudiado todos estos casos y hemos analizado los resultados obtenidos en los mismos, es
fácil concluir que el inventario sirve como búfer de nuestro sistema entre la capacidad de respuesta de la
cadena de suministro y los requisitos que necesita satisfacer la misma, lo cual se traduce en la incertidumbre de
la demanda añadiendo, además, las variaciones en el volumen que hemos propuesto para nuestro proyecto.
Además, para no coincidir con todos los estudios relacionados en los que proponen que el stock de seguridad
debe ser una constante por la desviación estándar del error en la previsión de la demanda, hemos propuesto
distintos valores surgidos de los resultados que extraemos del modelo, teniendo en cuenta que el objetivo de
nuestro sistema es aumentar la garantía y asegurar una continuidad total y completa en el servicio que
debemos ofrecer.
Existen numerosas opciones de cara a continuar con el trabajo que se realiza en el presente proyecto. Sin
embargo, debido a que tampoco es nuestra intención extendernos sobremanera en la explicación de las
mismas, vamos a resumir las que consideramos más importantes.
En primer lugar, queremos destacar la posibilidad de realizar un estudio similar usando un software diferente,
algo más potente y que pueda añadir la posibilidad de integrar en el mismo todos los cálculos necesarios para
la resolución del modelo, sobre todo intentando enfocar la homogeneización del proceso con el objetivo de
incluir los cálculos pertinentes para la obtención de los valores en la previsión de la demanda. Esto puede
suponer un gran avance, ya que nos ahorraríamos tanto los archivos previos realizados en Excel, como la
modificación del modelo para la lectura de dichos ficheros necesarios en el cálculo de los valores intermedios
de la demanda.
En nuestro caso, no hemos podido realizar la integración total del modelo completo en un archivo de LINGO
debido a que el programa no era capaz de compilar debido a la extensión del problema, probablemente
influido por la imposición de que todas las variables debían ser enteras, lo que supone un atraso y una mayor
complejidad a la hora de resolver el modelo.
En segundo lugar, y siguiendo la misma línea, se puede enfocar un estudio similar aumentando los valores
estudiados de las variables que intervienen en nuestro problema. De esta forma, tanto aumentando las opciones
que puede tomar el valor de la capacidad de respuesta del sistema como ampliando el horizonte temporal de
nuestro modelo podemos comprobar si dichos valores siguen influyendo en los resultados de la misma forma
que lo han hecho con nuestros datos.
Como tercer aspecto a considerar en futuros trabajos relacionados, se sugiere desde la autoría del presente
documento la posibilidad de investigar líneas similares sobre el mismo tema, pero en lugar de estudiar la
capacidad de respuesta de la cadena de suministro frente a la incertidumbre en cambios de volumen de la
demanda, realizarlo con respecto a los plazos de entrega, rutas variables en el transporte de los productos,
etcétera.

87
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
En cuarto lugar, como nuestro sistema surge de un modelo y éste considera la necesidad de satisfacer el 100%
de la demanda, podemos modificar la entrada al modelo (previsión de la demanda), de modo que podamos
reducir este porcentaje al 95% o 99%. Nótese que para estos casos habría que obtener datos reales de los costes
de una cadena de suministro real, ya que por lo general el coste de no servir algún pedido será mucho mayor
que el coste por almacenar inventario en nuestras instalaciones. Sin embargo, consideramos que de forma
académica puede ser interesante el estudio.
Para concluir con este apartado de líneas futuras, sería conveniente señalar que los conceptos relacionados con
las cadenas de suministro han cambiado, cambian y seguirán cambiando mucho en espacios temporales
reducidos, por lo que lo que algo que hoy pueda ser la última tendencia en un futuro próximo puede estar algo
desfasado. Sin embargo, desde este documento animamos a futuros estudiantes a indagar en el tema debido a
la riqueza y a la amplitud de temas relacionados que posee, pudiendo lograr grandes trabajos con aspectos
bastante novedosos, lo cual, aunque supone un reto ya que no hay muchos trabajos parecidos previamente
realizados, también genera una gran satisfacción una vez concluyes los trabajos y ves los resultados que
obtienes.

89
REFERENCIAS BIBLIOGRÁFICAS
[Ballou et al., 2000] Ballou, R. H.; Gilbert, S. M. & Mukherjee, A. (2000). New material
challenges from supply chain opportunities. Industrial Marketing
Management. Vol. 29, p. 7-18.
[Beamon, 1999] Beamon, Benita M. (1999). Measuring supply chain performance.
International Journal of Operations & Production Management, vol. 19 Iss 3
pp. 275-292.
[Borgström, 2005] Borgström, Benedikte (2005). Exploring efficiency and effectiveness in the
supply chain, a conceptual analysis.
[Boulakis et al., 2013] Boulakis, Michael; Maglaras, George; Gallear, David & Fotopoulos, Christos
(2013). Examining sustainability performance in the supply chain: the case of
the greek dairy sector. Industrial Marketing Management 43 (2014) 56-66.
[Bowersox et al., 1999] Bowersox, D. J.; Stank, T. P. & Daugherty, P. J. (1999). Lean launch:
managing production introduction risk through response-based logistics.
Journal of Product Innovation Management. Vol 16(6), pp. 557-568.
[Cai et al., 2015] Cai, Jianhu; Hu, Xiaoqing, Cheng, Haifang & Huang, Weilai (2015). Supply
chain coordination with an option contract under vendor-managed inventory.
Intl. Trans. In Op. Res. 23 (2016) 1163-1183.
[Cannella et al., 2010] Cannella, S.; Ciancimino, E.; Framiñán, J.M. & Disney, S.M. (2010). Los
cuatro tipos de cadenas de suministro. ISSN: 1698 – 5117.
[Chen et al., 2009] Chen, Yuh-Jen (2009). Structured methodology for supplier selection and
evaluation in a supply chain. Information Sciences 181 (2011) 1651-1670.
[Cho & Lee, 2012] Cho, D. W. & Lee, Y. H. (2012). Bullwhip effect measure in a seasonal
supply chain. J Intell Manuf (23), 2295-2305.
[Choi et al., 2001] Choi, T. Y.; Dooley, K. J. & Rungtusanatham, M. (2001). Supply network
and complex adaptative systems: Control versus mergence. Journal of
Operations Management, 19, 1, pp. 234 – 349.
Referencias Bibliográficas
90
[Chopra & Meindl, 2007] Chopra, Sunil & Meindl, Peter (2007). Supply Chain Management: Strategy,
planning and operation. Third Edition. Person Prentice Hall.
[Christopher, 1992] Christopher, Martin (1992). Logistics and supply chain management. Pitman
Publishing, London.
[Christopher, 2000] Christopher, Martin (2000). The agile supply chain: competing in volatile
markets. Industrial Marketing Management, vol 29, no 1, 2000, pg 37-44.
[Cianciamino et al., 2009] Cianciamino, Elena; Cannella, Salvatore; Canca Ortiz, José David &
Framiñán Torres, José Manuel (2009). Análisis multinivel de cadenas de
suministros: dos técnicas de resolución del efecto bullwhip. Revista de
métodos cuantitativos para la economía y la empresa (8), 7-28. ISSN: 1886-
516X.
[Companys, 2003] Companys, R. (2003). Teoría de la decisión. Cpda-ETSEIB. Barcelona.
[Delgado et al., 2015] Delgado Pérez, Elsa; Vives Martínez, José Miguel & Framiñán Torres, José
Manuel (2015): Los contratos como mecanismos de coordinación en las
cadenas de suministros. Revista Caribeña de Ciencias Sociales (Septiembre).
[Disney et al., 2005] Disney, S. M.; Farasyn, I.; Lambrecht, M.; Towill, D.R. & Van de Velde, W.
(2005). Taming the Bullwhip Effect whilst watching customer service in a
single supply chain echelon. European Journal of Operational Research.
[Disney & Towill, 2003] Disney, S. M. & Towill, D. R. (2003). Vendor-managed inventory and
bullwhip reduction in a two-level supply chain. International Journal of
Operations & Production Management, Vol. 23 Iss 6pp. 625-651.
[Domínguez et al., 2014] Domínguez, Roberto; Cannella, Salvatore & Framiñán, José M. (2014). On
bullwhip-limiting strategies in divergent supply chain networks. Computers
& Industrial Engineering 73 (2014) 85-95.
[Duan et al., 2015] Duan, Yongrui; Yao, Yuliang & Huo, Jiazhen (2015). Bullwhip effect under
substitute products (2015). Journal of Operations Management 36 (2015) 75-
89.
[Elahi & Franchetti, 2014] Elahi, Behin & Franchetti, Matthew (2014). A new optimization model for
closed-loop supply chain networks.
[Forrester, 1961] Forrester, Jay (1961). Industrial Dynamics, Massachusets Institute of
Technology.
[Gattoma, 2010] Gattorna, J. (2010). Dynamic Supply Chains. FT Prentice Hall, London.
[Gunasekaran et al., 2008] Gunasekaran, A.; Lai, K.-H. & Cheng, T.C. (2008). Responsive supply
chain: A competitive strategy in a networked economy. Omega: International
Journal for Management Science. Vol. 36(4), 549-564.
91
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
[Gunasekaran et al., 2004] Gunasekaran, A.; Patel, C. & McGaughey, Ronald E. (2004). A framework
for supply chain performance measurement. International Journal of
Production Economics 87 (2004) 333-347.
[Heng Kuang et al., 2016] Heng Kuang, S.; Jack Hu & Jeonghan Ko (2016). A dynamic programming
approach to integrated assembly planning and supplier assignment with lead
time constraints. International Journal of Production Research, 54:9, 2691-
2708, DOI: 10.1080/00207543.2015.1118575.
[Hochrein et al., 2015] Hochrein, Simon; Glock, Christoph H.; Bogaschewsky, Ronald & Heider,
Matthias. (2015). Literature reviews in supply chain management: a tertiary
study. Manag Rev Q 65:239-280.
[Huang et al., 2003] Huang, George Q.; Lau, Jason S. K. & Mak, K. L. (2003). The impacts of
sharing production information on supply chain dynamics: A review of the
literature, International Journal of Production Research, 41:7, 1483-1517.
[Iman & Gonsalvez, 1997] Inman, Robert R. & Gonsalvez, David J.A. (1997). Measuring and analysing
supply chain schedule stability: A case study in the automotive industry,
Production Planning & Control, 8:2, 194-204.
[Jiao et al., 2006] Jiao, J. R.; Xiao, Y. & Arun, K. (2006). An agent-based framework for
collaborative negotiation in the global manufacturing supply chain network.
Robotics and Computer-Integrated Manufacturing, 22 239-255.
[Jiménez, 2005] Jiménez Sánchez, José Elías (2005). Estado del arte de los modelos
matemáticos para la coordinación de inventarios en la cadena de suministro.
Publicación Técnica 281. Sanfandila, Qro.
[Jiménez & Hernández, 2002] Jiménez Sánchez, José Elías & Hernández, S. (2002). Marco conceptual de la
cadena de suministro: un nuevo enfoque logístico. Secretaria de
comunicaciones y transportes. Instituto Mexicano del Transporte.
[Lee et al., 1997] Lee et al. (1997). Information distorsion in a supply chain: the bullwhip
effect, Management Science, 50, 1875-1886.
[Lee et al., 2004] Lee, Hau L.; Padmanabhan, V. & Whang, Seungjin (2004). Information
distorsion in a supply chain: the bullwhip effect. Management science 50:
1875-1886.
[Li et al., 2009] Li, Jizi; Xiong, Naixue & Park, Jong Hyuk (2009). Intelligent model design
of cluster supply chain with horizontal cooperation. Journal Intell
Manufacturing (2012) 23:917-931.
[Metters, 1997] Metters, R. (1997). Quantifying the Bullwhip Effect in Supply Chains.
Journal of Operations Management. Vol. 15, pp. 89 – 100.
[Modelo, web] Modelo de referencia de la SC SCOR. http://www.ieec.edu.ar/modelo-de-
referencia-de-la-supply-chain-scor/
Referencias Bibliográficas
92
[Mejía et al., 2014] Mejía Villamizar, Juan Carlos; Palacio León, Óscar & Adarme Jaimes,
Wilson (2014). Efecto látigo en la planeación de la cadena de abastecimiento,
medición y control.
[Mula et al., 2014] Mula, Josefa; Lyons, Andrew C.; Hernández, Jorge E. & Poler, Raúl (2014).
An integer linear programming model to support customer-driven material
planning in synchronised, multi-tier supply chains, International Journal of
Production Research, 52:14, 4267-4278.
[Nash, 1950] Nash, J. F. (1950). Non cooperative games. Ph. D. Dissertation Princeton
University.
[Nejad et al., 2014] Nejad, Alireza Ebrahim, Niroomand, Iman & Kuzgunkaya, Onur (2014).
Responsive contingency planning in supply risk management by considering
congestion effects. Omega 48 (2014) 19-35.
[Patiño, 2008] Patiño Rodríguez, Alejandro. (2008). Análisis del modelo SCOR y su
aplicación a una cadena de suministro del sector del automóvil. Tésis de
Máster. Dpto. de Organización de Empresas, Economía Financiera y
Contabilidad, Universidad Politécnica de Valencia.
[Randall et al., 2003] Randall, Taylor R.; Morgan, Ruskin M. & Morton, Alysse R. (2003).
Efficient versus responsive supply chain choice: an empirical examination of
influential factors. The Journal of Product Innovation Management.
[Reichhart et al., 2008] Reichhart, Andreas; Framiñán, José M. & Holweg, Matthias (2008). On the
link between inventory and responsiveness in multi-product supply chains,
International Journal of Systems Science, 39:7, 677 – 688.
[Restrepo de O. et al., 2010] Restrepo de O., Luz Stella; Estrada Mejia, Sandra & Ballesteros S., Pedro
Pablo. (2010). Planeación estratégica logística para un holding empresarial.
Scientia et Technica, No 44. Universidad Tecnológica de Pereira. ISSN
0122-1701.
[Ribas &Companys, 2007] Ribas Vila, Imma & Companys Pascual, Ramón. (2007). Estado del arte de
la planificación colaborativa en la cadena de suministro: Contexto
determinista e incierto. Intangible Capital (3)3:91-121. ISSN: 1697 – 9818.
[Rohde et al., 2000] Rohde, J.; Meyr H. & Wagner, M. (2000). Die supply chain planning matriz.
PPS Management, 5: 10 – 15.
[Simchi – Levy et al., 2000] Simchi – Levi, D.; Kaminsky, P. & Simchi – Levi, E. (2000). Designing and
managing the supply chain. Irwin – McGraw Hill, Boston.
[Singh & Garg, 2015] Singh, Adarsh Kumar & Garg, Ashish (2015). Impact of information
integration on decision-making in a supply chain network, Production
Planning & Control 26:12, 994 – 1010.
93
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
[Stadtler & Kilger, 2002] Stadtler, H. & Kilger, C. (2002). Supply Chain Management and Advanced
Planning: Concepts, Models, Software and Case Studies. Berlin.
[Stevens, 2007] Stevens, Graham (2007). Integrating the Supply Chain.
[Stevens & Johnson, 2016] Stevens, Graham C. & Johnson, Mark (2016). Integrating the supply chain...
25 years on. International Journal of Physical Distribution & Logistics
Management, Vol. 46 Iss 1 pp. 19-42.
[Thomé et al., 2014] Thomé, Antonio Márcio T.; Scavarda, Luiz Felipe; Pires, Silvio R.I.; Ceryno,
Paula (2014). A multi-tier study on supply chain flexibility in the automotive
industry. Int. J. Production Economics 158 (2014) 91-105.
[Toptal, 2003] Toptal, Aysgül (2003). Generalized Models and Benchmarks for Channel
Coordination. Dissertation, Texas A&M University, Doctor of Philosophy.
[Towill, 2004] Towill, Paul C.D.R. (2004). Reducing uncertainty in European supply chains.
Journal of Manufacturing Technology Management, vol.15 Iss 7 pp. 585-
598.
[Urrego, 2014] Urrego Obando, Jessica (2014). La cadena de suministros como estrategia de
expansión internacional. Bogotá.
[Vanteddu et al., 2010] Vanteddu, Gangaraju; Chinnam, Ratna Babu & Gushikin, Oleg (2010).
Supply chain focus dependent supplier selection problem. International
Journal of Production Economics 129 (2011) 204:216.
[Vilana, 2011] Vilana Arto, José Ramón (2011). La gestión de la cadena de suministro. Nota
Técnica 2.01. Dirección de Operaciones, Executive MBA. Escuela de
Organización Industrial.
[Wang et al., 2015] Wang, Xun & Disney S. M. (2015). The bullwhip effect: progress, trends and
directions. Logistics Systems Dynamics Group, Cardiff Business School,
Cardiff University. European Journal of Operational Research 250 (2016)
691-701.
[Wang et al., 2016] Wang, Xun & Petropoulos, Fotios (2016). To select or to combine? The
inventory performance of model and expert forecasts, International Journal of
Production Research, 54:17. 5271-5282.
[You et al., 2008] You, Fengqi, Grossman, Ignacio E. (2008). Design of responsive supply
chains under demand uncertainty. Computers and Chemical Engineering 32
(2008) 3090-3111.
[Yusuf et al., 2013] Yusuf, Yahaya Y.; Musa, Ahmed; Dauda, Mohammed; El-Berishy, Nagham;
Kovvuri, Dharma & Abubakar, Tijjani (2013). A study of the diffusion of
agility and cluster competitiveness in the oil and gas supply chains. Int. J.
Production Economics 147 (2014) 498-513.

95
ANEXO A
LINGO es una herramienta simple para formular problemas lineales y no lineales, resolverlos y analizar los
datos que proporciona como solución. Vamos a explicar por encima el uso de la aplicación en sí y describir un
poco el lenguaje que usa para su mayor comprensión, ya que es el programa que hemos usado para ir
resolviendo el problema.
La mayor ventaja de LINGO es el lenguaje matemático que utiliza, muy similar al lenguaje tradicional
ampliamente conocido por todos. Otro aspecto que lo hace recomendable es la posibilidad de expresar las
restricciones de una forma compacta, lo cual conlleva a modelos que son muy fáciles de mantener. Además,
LINGO permite aislar los datos de la formulación de los objetivos y las restricciones, algo útil a la hora de
cambiar factores o preferencias de las salidas, aspectos que debemos tener en cuenta en nuestro problema.
Características Principales
Hay dos características principales que debemos tener en cuenta una vez que ejecutamos la aplicación por
primera vez relacionadas con el problema que vamos a estudiar. Hay muchas más, pero no queremos
extendernos porque no serán de gran utilidad en nuestro caso.
Global Solver (Solución Global). Esta opción hace que LINGO busque óptimos globales en lugar de
locales. Para problemas de amplia extensión, puede hacer que tarde en encontrar el resultado, pero
para problemas pequeños mejora considerablemente la solución
Variables Assumed Non-Negative (Variables No Negativas). Esta opción viene marcada por defecto,
y hace que las variables no puedan tomar valores negativos. Se puede desactivar la opción desde el
menú LINGO → Opciones → Pestaña General Solver, o bien declarar en el código que las variables
puedan tomar valores inferiores a cero.
Sintaxis de LINGO
La sintaxis es sencilla. Para nombrar las variables se utilizan hasta un máximo de 32 caracteres, empezando
con alguna letra, número o barra baja. Hay que señalar que LINGO no distingue entre mayúsculas y
minúsculas.
Con respecto a las sentencias para el correcto funcionamiento del programa:
Todas las sentencias deben terminar en punto y coma.
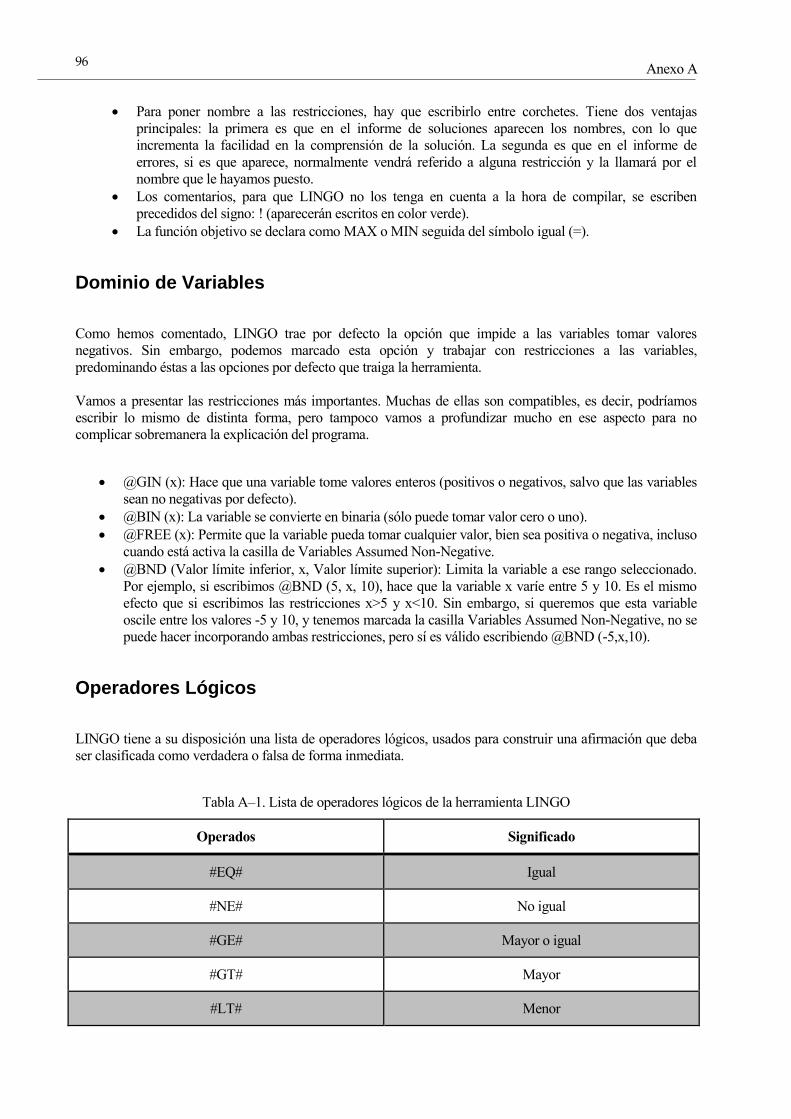
Anexo A
96
Para poner nombre a las restricciones, hay que escribirlo entre corchetes. Tiene dos ventajas
principales: la primera es que en el informe de soluciones aparecen los nombres, con lo que
incrementa la facilidad en la comprensión de la solución. La segunda es que en el informe de
errores, si es que aparece, normalmente vendrá referido a alguna restricción y la llamará por el
nombre que le hayamos puesto.
Los comentarios, para que LINGO no los tenga en cuenta a la hora de compilar, se escriben
precedidos del signo: ! (aparecerán escritos en color verde).
La función objetivo se declara como MAX o MIN seguida del símbolo igual (=).
Dominio de Variables
Como hemos comentado, LINGO trae por defecto la opción que impide a las variables tomar valores
negativos. Sin embargo, podemos marcado esta opción y trabajar con restricciones a las variables,
predominando éstas a las opciones por defecto que traiga la herramienta.
Vamos a presentar las restricciones más importantes. Muchas de ellas son compatibles, es decir, podríamos
escribir lo mismo de distinta forma, pero tampoco vamos a profundizar mucho en ese aspecto para no
complicar sobremanera la explicación del programa.
@GIN (x): Hace que una variable tome valores enteros (positivos o negativos, salvo que las variables
sean no negativas por defecto).
@BIN (x): La variable se convierte en binaria (sólo puede tomar valor cero o uno).
@FREE (x): Permite que la variable pueda tomar cualquier valor, bien sea positiva o negativa, incluso
cuando está activa la casilla de Variables Assumed Non-Negative.
@BND (Valor límite inferior, x, Valor límite superior): Limita la variable a ese rango seleccionado.
Por ejemplo, si escribimos @BND (5, x, 10), hace que la variable x varíe entre 5 y 10. Es el mismo
efecto que si escribimos las restricciones x>5 y x<10. Sin embargo, si queremos que esta variable
oscile entre los valores -5 y 10, y tenemos marcada la casilla Variables Assumed Non-Negative, no se
puede hacer incorporando ambas restricciones, pero sí es válido escribiendo @BND (-5,x,10).
Operadores Lógicos
LINGO tiene a su disposición una lista de operadores lógicos, usados para construir una afirmación que deba
ser clasificada como verdadera o falsa de forma inmediata.
Tabla A–1. Lista de operadores lógicos de la herramienta LINGO
Operados Significado
#EQ# Igual
#NE# No igual
#GE# Mayor o igual
#GT# Mayor
#LT# Menor
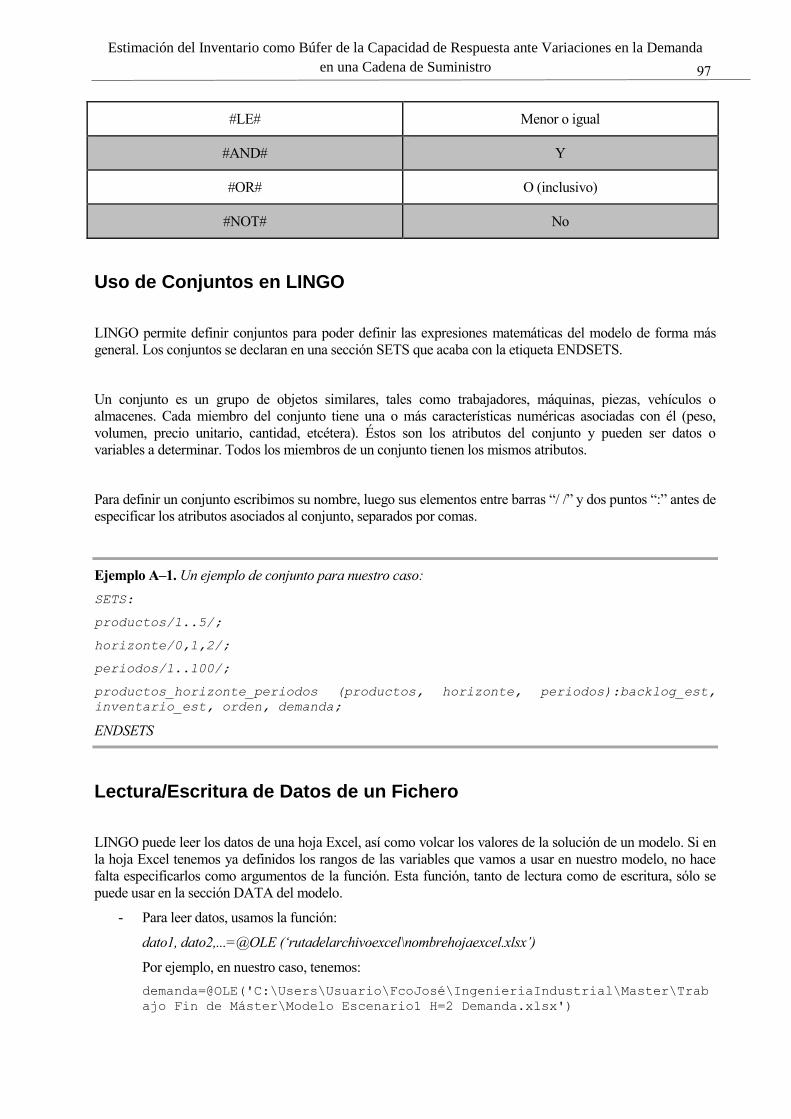
97
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
#LE# Menor o igual
#AND# Y
#OR# O (inclusivo)
#NOT# No
Uso de Conjuntos en LINGO
LINGO permite definir conjuntos para poder definir las expresiones matemáticas del modelo de forma más
general. Los conjuntos se declaran en una sección SETS que acaba con la etiqueta ENDSETS.
Un conjunto es un grupo de objetos similares, tales como trabajadores, máquinas, piezas, vehículos o
almacenes. Cada miembro del conjunto tiene una o más características numéricas asociadas con él (peso,
volumen, precio unitario, cantidad, etcétera). Éstos son los atributos del conjunto y pueden ser datos o
variables a determinar. Todos los miembros de un conjunto tienen los mismos atributos.
Para definir un conjunto escribimos su nombre, luego sus elementos entre barras “/ /” y dos puntos “:” antes de
especificar los atributos asociados al conjunto, separados por comas.
Ejemplo A–1. Un ejemplo de conjunto para nuestro caso:
SETS:
productos/1..5/;
horizonte/0,1,2/;
periodos/1..100/;
productos_horizonte_periodos (productos, horizonte, periodos):backlog_est,
inventario_est, orden, demanda;
ENDSETS
Lectura/Escritura de Datos de un Fichero
LINGO puede leer los datos de una hoja Excel, así como volcar los valores de la solución de un modelo. Si en
la hoja Excel tenemos ya definidos los rangos de las variables que vamos a usar en nuestro modelo, no hace
falta especificarlos como argumentos de la función. Esta función, tanto de lectura como de escritura, sólo se
puede usar en la sección DATA del modelo.
- Para leer datos, usamos la función:
dato1, dato2,...=@OLE (‘rutadelarchivoexcel\nombrehojaexcel.xlsx’)
Por ejemplo, en nuestro caso, tenemos:
demanda=@OLE('C:\Users\Usuario\FcoJosé\IngenieriaIndustrial\Master\Trab
ajo Fin de Máster\Modelo Escenario1 H=2 Demanda.xlsx')
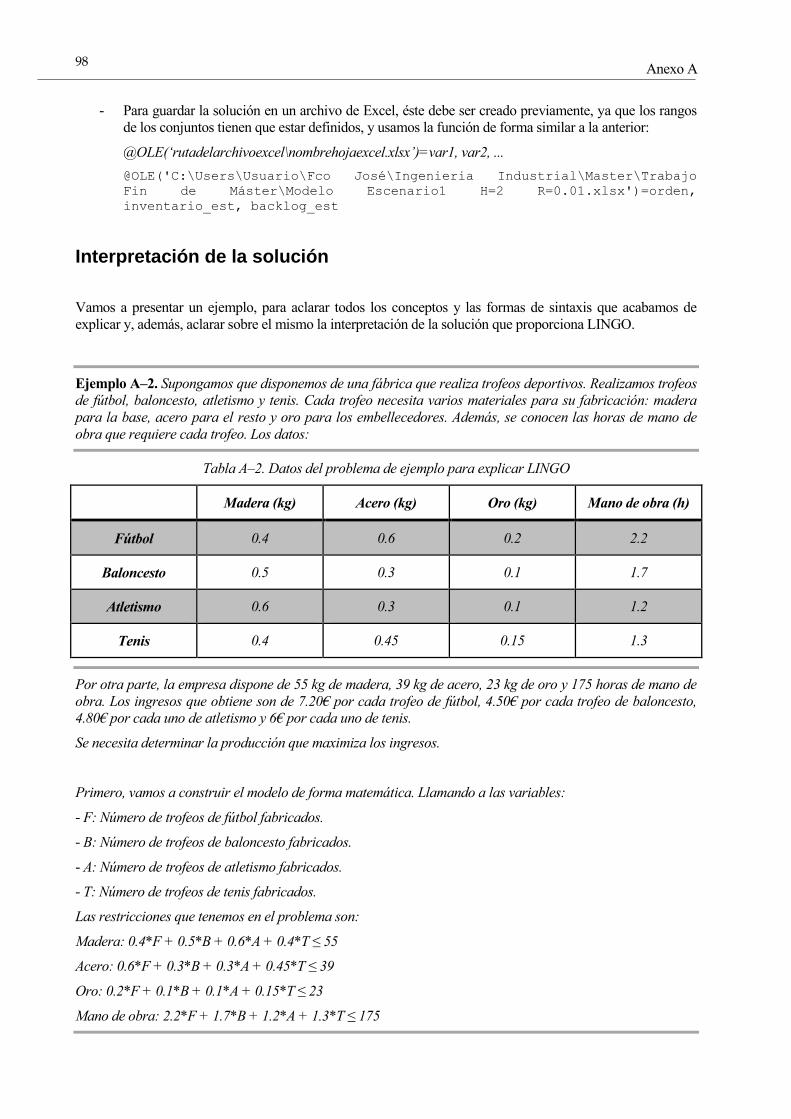
Anexo A
98
- Para guardar la solución en un archivo de Excel, éste debe ser creado previamente, ya que los rangos
de los conjuntos tienen que estar definidos, y usamos la función de forma similar a la anterior:
@OLE(‘rutadelarchivoexcel\nombrehojaexcel.xlsx’)=var1, var2, ...
@OLE('C:\Users\Usuario\Fco José\Ingenieria Industrial\Master\Trabajo
Fin de Máster\Modelo Escenario1 H=2 R=0.01.xlsx')=orden,
inventario_est, backlog_est
Interpretación de la solución
Vamos a presentar un ejemplo, para aclarar todos los conceptos y las formas de sintaxis que acabamos de
explicar y, además, aclarar sobre el mismo la interpretación de la solución que proporciona LINGO.
Ejemplo A–2. Supongamos que disponemos de una fábrica que realiza trofeos deportivos. Realizamos trofeos
de fútbol, baloncesto, atletismo y tenis. Cada trofeo necesita varios materiales para su fabricación: madera
para la base, acero para el resto y oro para los embellecedores. Además, se conocen las horas de mano de
obra que requiere cada trofeo. Los datos:
Tabla A–2. Datos del problema de ejemplo para explicar LINGO
Madera (kg) Acero (kg) Oro (kg) Mano de obra (h)
Fútbol 0.4 0.6 0.2 2.2
Baloncesto 0.5 0.3 0.1 1.7
Atletismo 0.6 0.3 0.1 1.2
Tenis 0.4 0.45 0.15 1.3
Por otra parte, la empresa dispone de 55 kg de madera, 39 kg de acero, 23 kg de oro y 175 horas de mano de
obra. Los ingresos que obtiene son de 7.20€ por cada trofeo de fútbol, 4.50€ por cada trofeo de baloncesto,
4.80€ por cada uno de atletismo y 6€ por cada uno de tenis.
Se necesita determinar la producción que maximiza los ingresos.
Primero, vamos a construir el modelo de forma matemática. Llamando a las variables:
- F: Número de trofeos de fútbol fabricados.
- B: Número de trofeos de baloncesto fabricados.
- A: Número de trofeos de atletismo fabricados.
- T: Número de trofeos de tenis fabricados.
Las restricciones que tenemos en el problema son:
Madera: 0.4*F + 0.5*B + 0.6*A + 0.4*T ≤ 55
Acero: 0.6*F + 0.3*B + 0.3*A + 0.45*T ≤ 39
Oro: 0.2*F + 0.1*B + 0.1*A + 0.15*T ≤ 23
Mano de obra: 2.2*F + 1.7*B + 1.2*A + 1.3*T ≤ 175
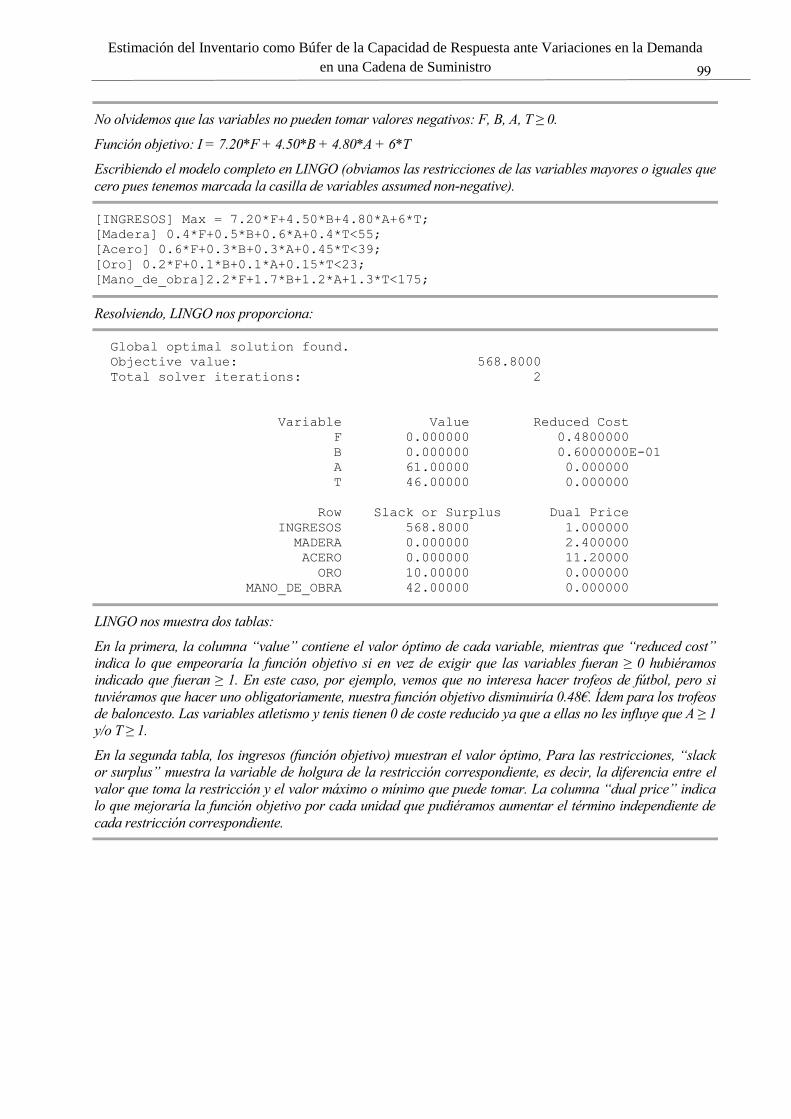
99
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
No olvidemos que las variables no pueden tomar valores negativos: F, B, A, T ≥ 0.
Función objetivo: I = 7.20*F + 4.50*B + 4.80*A + 6*T
Escribiendo el modelo completo en LINGO (obviamos las restricciones de las variables mayores o iguales que
cero pues tenemos marcada la casilla de variables assumed non-negative).
[INGRESOS] Max = 7.20*F+4.50*B+4.80*A+6*T;
[Madera] 0.4*F+0.5*B+0.6*A+0.4*T<55;
[Acero] 0.6*F+0.3*B+0.3*A+0.45*T<39;
[Oro] 0.2*F+0.1*B+0.1*A+0.15*T<23;
[Mano_de_obra]2.2*F+1.7*B+1.2*A+1.3*T<175;
Resolviendo, LINGO nos proporciona:
Global optimal solution found.
Objective value: 568.8000
Total solver iterations: 2
Variable Value Reduced Cost
F 0.000000 0.4800000
B 0.000000 0.6000000E-01
A 61.00000 0.000000
T 46.00000 0.000000
Row Slack or Surplus Dual Price
INGRESOS 568.8000 1.000000
MADERA 0.000000 2.400000
ACERO 0.000000 11.20000
ORO 10.00000 0.000000
MANO_DE_OBRA 42.00000 0.000000
LINGO nos muestra dos tablas:
En la primera, la columna “value” contiene el valor óptimo de cada variable, mientras que “reduced cost”
indica lo que empeoraría la función objetivo si en vez de exigir que las variables fueran ≥ 0 hubiéramos
indicado que fueran ≥ 1. En este caso, por ejemplo, vemos que no interesa hacer trofeos de fútbol, pero si
tuviéramos que hacer uno obligatoriamente, nuestra función objetivo disminuiría 0.48€. Ídem para los trofeos
de baloncesto. Las variables atletismo y tenis tienen 0 de coste reducido ya que a ellas no les influye que A ≥ 1
y/o T ≥ 1.
En la segunda tabla, los ingresos (función objetivo) muestran el valor óptimo, Para las restricciones, “slack
or surplus” muestra la variable de holgura de la restricción correspondiente, es decir, la diferencia entre el
valor que toma la restricción y el valor máximo o mínimo que puede tomar. La columna “dual price” indica
lo que mejoraría la función objetivo por cada unidad que pudiéramos aumentar el término independiente de
cada restricción correspondiente.

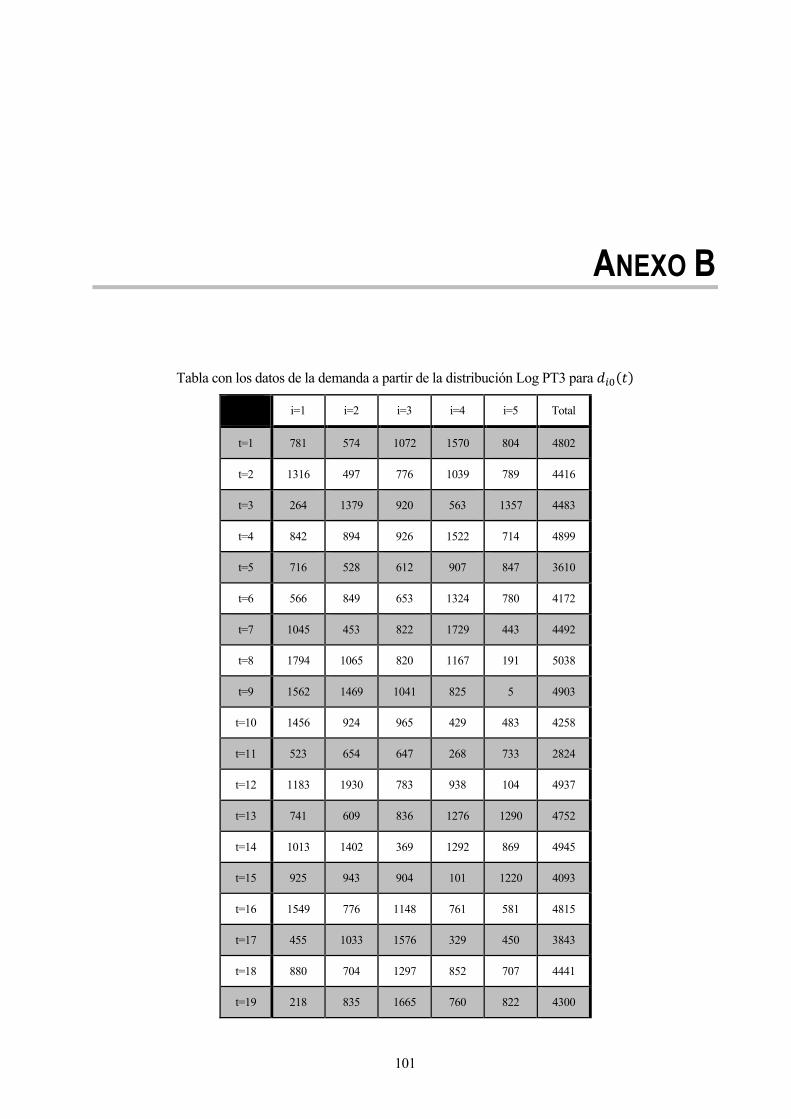
101
ANEXO B
Tabla con los datos de la demanda a partir de la distribución Log PT3 para 𝑑𝑖0(𝑡)
i=1 i=2 i=3 i=4 i=5 Total
t=1 781 574 1072 1570 804 4802
t=2 1316 497 776 1039 789 4416
t=3 264 1379 920 563 1357 4483
t=4 842 894 926 1522 714 4899
t=5 716 528 612 907 847 3610
t=6 566 849 653 1324 780 4172
t=7 1045 453 822 1729 443 4492
t=8 1794 1065 820 1167 191 5038
t=9 1562 1469 1041 825 5 4903
t=10 1456 924 965 429 483 4258
t=11 523 654 647 268 733 2824
t=12 1183 1930 783 938 104 4937
t=13 741 609 836 1276 1290 4752
t=14 1013 1402 369 1292 869 4945
t=15 925 943 904 101 1220 4093
t=16 1549 776 1148 761 581 4815
t=17 455 1033 1576 329 450 3843
t=18 880 704 1297 852 707 4441
t=19 218 835 1665 760 822 4300
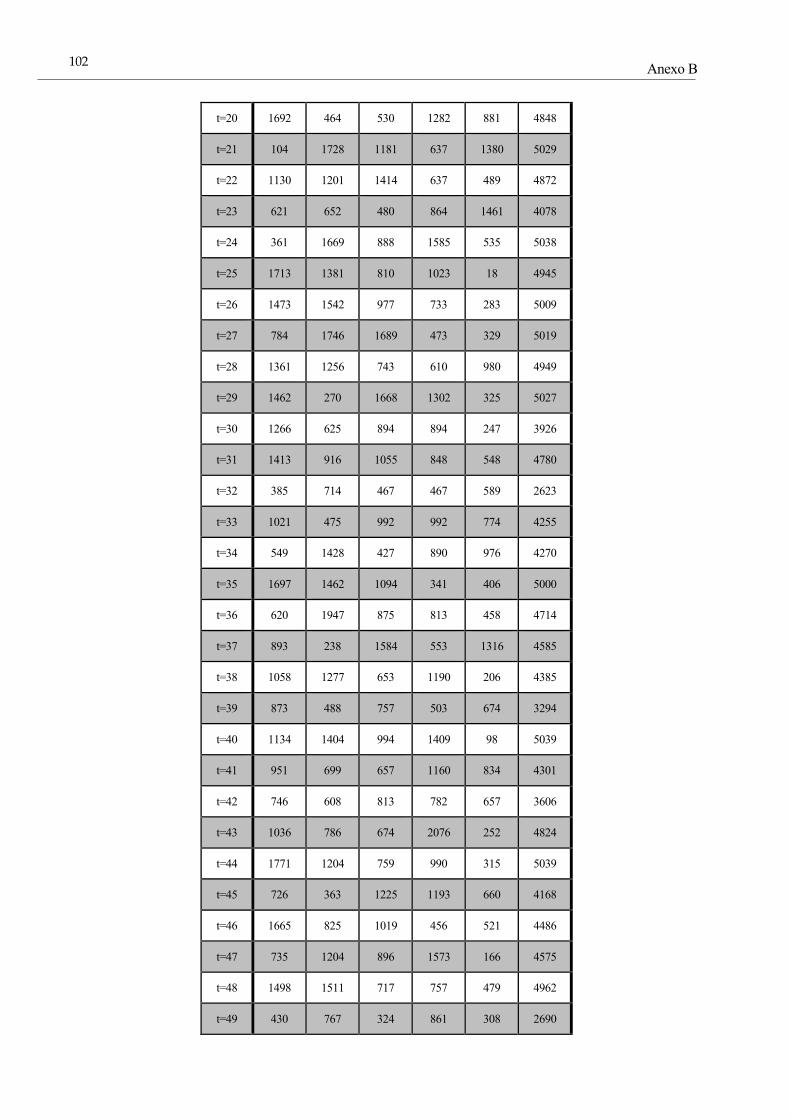
Anexo B
102
t=20 1692 464 530 1282 881 4848
t=21 104 1728 1181 637 1380 5029
t=22 1130 1201 1414 637 489 4872
t=23 621 652 480 864 1461 4078
t=24 361 1669 888 1585 535 5038
t=25 1713 1381 810 1023 18 4945
t=26 1473 1542 977 733 283 5009
t=27 784 1746 1689 473 329 5019
t=28 1361 1256 743 610 980 4949
t=29 1462 270 1668 1302 325 5027
t=30 1266 625 894 894 247 3926
t=31 1413 916 1055 848 548 4780
t=32 385 714 467 467 589 2623
t=33 1021 475 992 992 774 4255
t=34 549 1428 427 890 976 4270
t=35 1697 1462 1094 341 406 5000
t=36 620 1947 875 813 458 4714
t=37 893 238 1584 553 1316 4585
t=38 1058 1277 653 1190 206 4385
t=39 873 488 757 503 674 3294
t=40 1134 1404 994 1409 98 5039
t=41 951 699 657 1160 834 4301
t=42 746 608 813 782 657 3606
t=43 1036 786 674 2076 252 4824
t=44 1771 1204 759 990 315 5039
t=45 726 363 1225 1193 660 4168
t=46 1665 825 1019 456 521 4486
t=47 735 1204 896 1573 166 4575
t=48 1498 1511 717 757 479 4962
t=49 430 767 324 861 308 2690
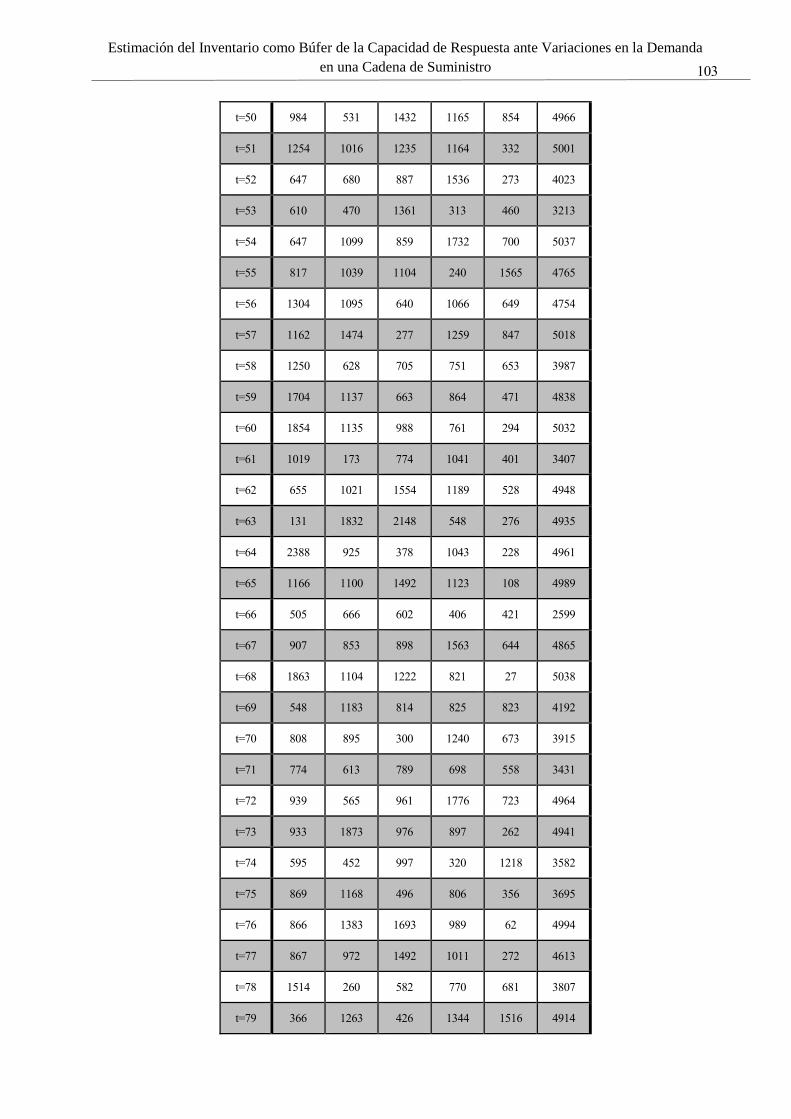
103
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
t=50 984 531 1432 1165 854 4966
t=51 1254 1016 1235 1164 332 5001
t=52 647 680 887 1536 273 4023
t=53 610 470 1361 313 460 3213
t=54 647 1099 859 1732 700 5037
t=55 817 1039 1104 240 1565 4765
t=56 1304 1095 640 1066 649 4754
t=57 1162 1474 277 1259 847 5018
t=58 1250 628 705 751 653 3987
t=59 1704 1137 663 864 471 4838
t=60 1854 1135 988 761 294 5032
t=61 1019 173 774 1041 401 3407
t=62 655 1021 1554 1189 528 4948
t=63 131 1832 2148 548 276 4935
t=64 2388 925 378 1043 228 4961
t=65 1166 1100 1492 1123 108 4989
t=66 505 666 602 406 421 2599
t=67 907 853 898 1563 644 4865
t=68 1863 1104 1222 821 27 5038
t=69 548 1183 814 825 823 4192
t=70 808 895 300 1240 673 3915
t=71 774 613 789 698 558 3431
t=72 939 565 961 1776 723 4964
t=73 933 1873 976 897 262 4941
t=74 595 452 997 320 1218 3582
t=75 869 1168 496 806 356 3695
t=76 866 1383 1693 989 62 4994
t=77 867 972 1492 1011 272 4613
t=78 1514 260 582 770 681 3807
t=79 366 1263 426 1344 1516 4914
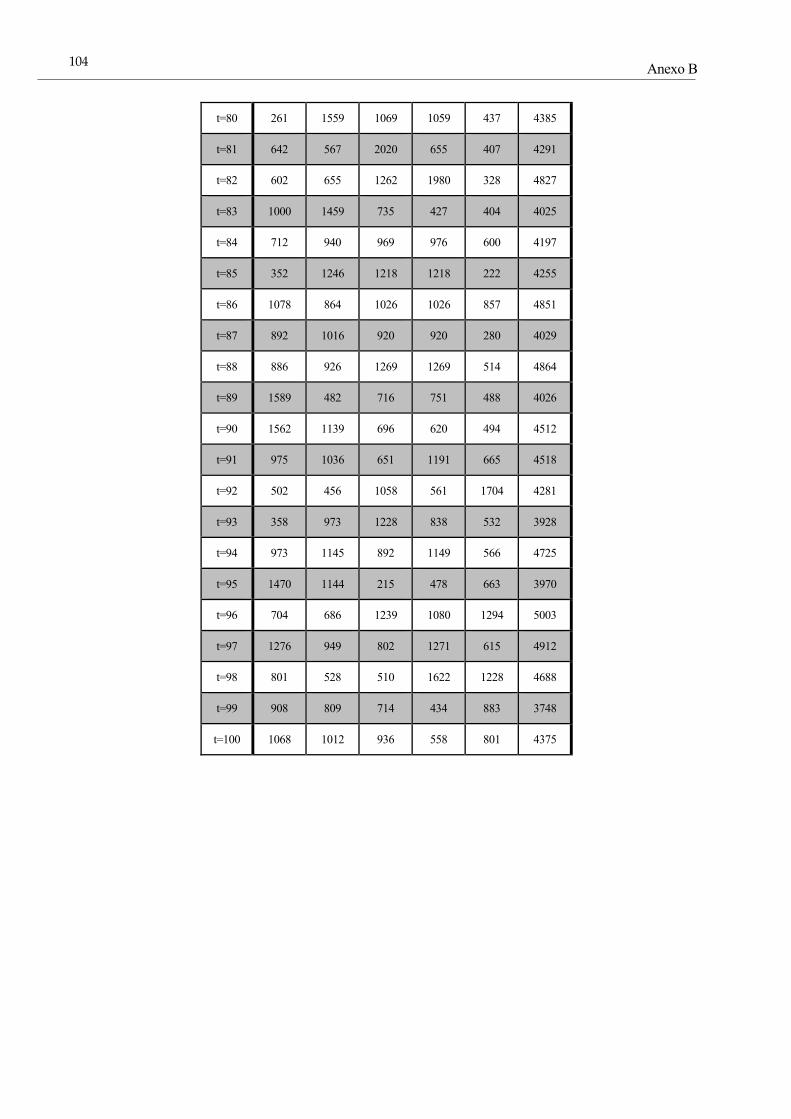
Anexo B
104
t=80 261 1559 1069 1059 437 4385
t=81 642 567 2020 655 407 4291
t=82 602 655 1262 1980 328 4827
t=83 1000 1459 735 427 404 4025
t=84 712 940 969 976 600 4197
t=85 352 1246 1218 1218 222 4255
t=86 1078 864 1026 1026 857 4851
t=87 892 1016 920 920 280 4029
t=88 886 926 1269 1269 514 4864
t=89 1589 482 716 751 488 4026
t=90 1562 1139 696 620 494 4512
t=91 975 1036 651 1191 665 4518
t=92 502 456 1058 561 1704 4281
t=93 358 973 1228 838 532 3928
t=94 973 1145 892 1149 566 4725
t=95 1470 1144 215 478 663 3970
t=96 704 686 1239 1080 1294 5003
t=97 1276 949 802 1271 615 4912
t=98 801 528 510 1622 1228 4688
t=99 908 809 714 434 883 3748
t=100 1068 1012 936 558 801 4375
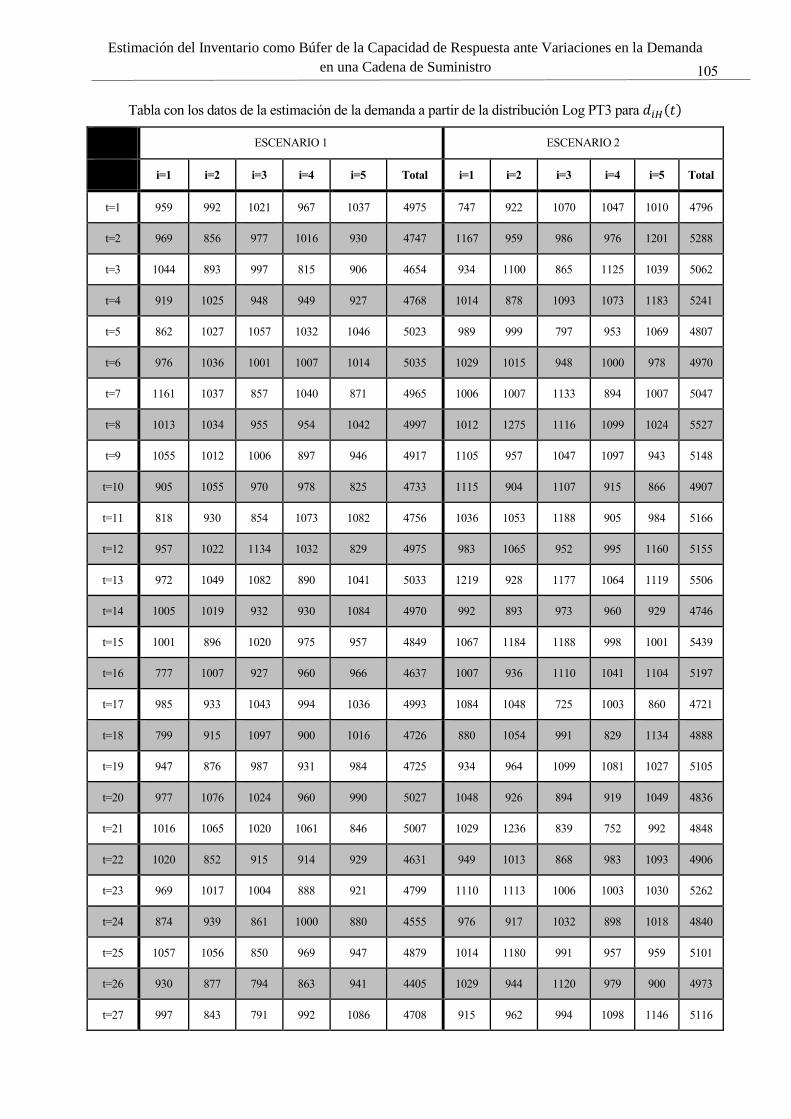
105
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla con los datos de la estimación de la demanda a partir de la distribución Log PT3 para 𝑑𝑖𝐻(𝑡)
ESCENARIO 1 ESCENARIO 2
i=1 i=2 i=3 i=4 i=5 Total i=1 i=2 i=3 i=4 i=5 Total
t=1 959 992 1021 967 1037 4975 747 922 1070 1047 1010 4796
t=2 969 856 977 1016 930 4747 1167 959 986 976 1201 5288
t=3 1044 893 997 815 906 4654 934 1100 865 1125 1039 5062
t=4 919 1025 948 949 927 4768 1014 878 1093 1073 1183 5241
t=5 862 1027 1057 1032 1046 5023 989 999 797 953 1069 4807
t=6 976 1036 1001 1007 1014 5035 1029 1015 948 1000 978 4970
t=7 1161 1037 857 1040 871 4965 1006 1007 1133 894 1007 5047
t=8 1013 1034 955 954 1042 4997 1012 1275 1116 1099 1024 5527
t=9 1055 1012 1006 897 946 4917 1105 957 1047 1097 943 5148
t=10 905 1055 970 978 825 4733 1115 904 1107 915 866 4907
t=11 818 930 854 1073 1082 4756 1036 1053 1188 905 984 5166
t=12 957 1022 1134 1032 829 4975 983 1065 952 995 1160 5155
t=13 972 1049 1082 890 1041 5033 1219 928 1177 1064 1119 5506
t=14 1005 1019 932 930 1084 4970 992 893 973 960 929 4746
t=15 1001 896 1020 975 957 4849 1067 1184 1188 998 1001 5439
t=16 777 1007 927 960 966 4637 1007 936 1110 1041 1104 5197
t=17 985 933 1043 994 1036 4993 1084 1048 725 1003 860 4721
t=18 799 915 1097 900 1016 4726 880 1054 991 829 1134 4888
t=19 947 876 987 931 984 4725 934 964 1099 1081 1027 5105
t=20 977 1076 1024 960 990 5027 1048 926 894 919 1049 4836
t=21 1016 1065 1020 1061 846 5007 1029 1236 839 752 992 4848
t=22 1020 852 915 914 929 4631 949 1013 868 983 1093 4906
t=23 969 1017 1004 888 921 4799 1110 1113 1006 1003 1030 5262
t=24 874 939 861 1000 880 4555 976 917 1032 898 1018 4840
t=25 1057 1056 850 969 947 4879 1014 1180 991 957 959 5101
t=26 930 877 794 863 941 4405 1029 944 1120 979 900 4973
t=27 997 843 791 992 1086 4708 915 962 994 1098 1146 5116
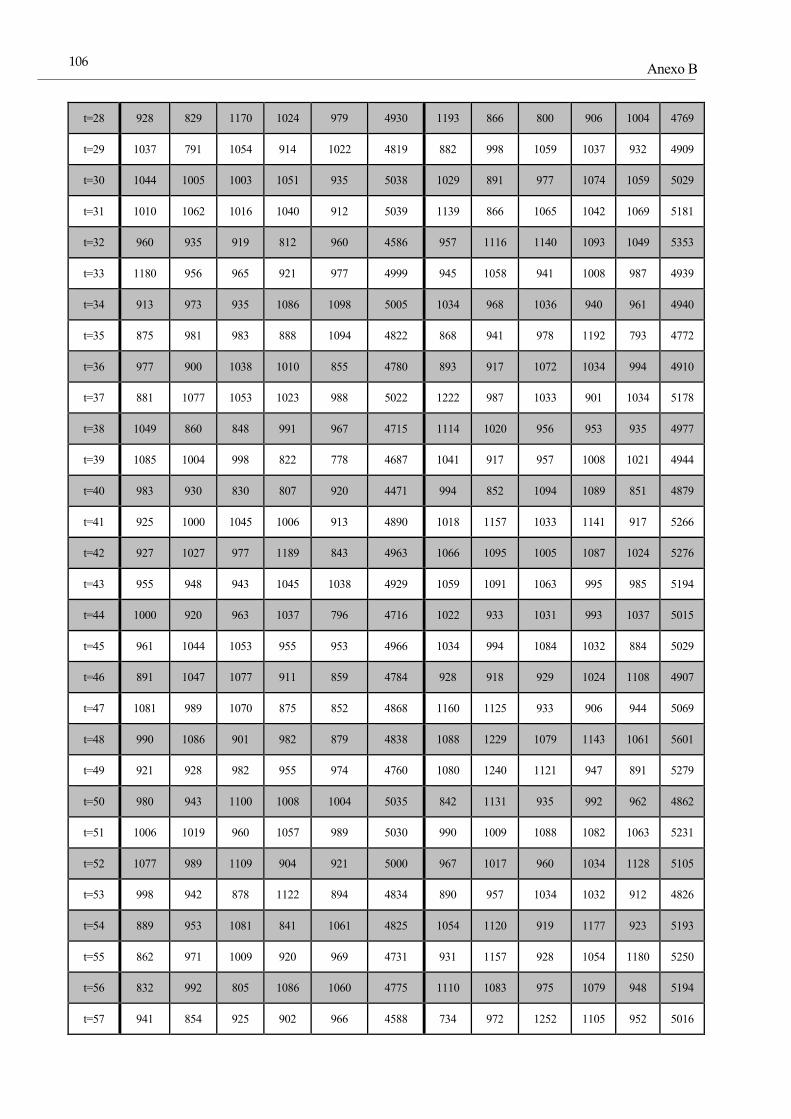
Anexo B
106
t=28 928 829 1170 1024 979 4930 1193 866 800 906 1004 4769
t=29 1037 791 1054 914 1022 4819 882 998 1059 1037 932 4909
t=30 1044 1005 1003 1051 935 5038 1029 891 977 1074 1059 5029
t=31 1010 1062 1016 1040 912 5039 1139 866 1065 1042 1069 5181
t=32 960 935 919 812 960 4586 957 1116 1140 1093 1049 5353
t=33 1180 956 965 921 977 4999 945 1058 941 1008 987 4939
t=34 913 973 935 1086 1098 5005 1034 968 1036 940 961 4940
t=35 875 981 983 888 1094 4822 868 941 978 1192 793 4772
t=36 977 900 1038 1010 855 4780 893 917 1072 1034 994 4910
t=37 881 1077 1053 1023 988 5022 1222 987 1033 901 1034 5178
t=38 1049 860 848 991 967 4715 1114 1020 956 953 935 4977
t=39 1085 1004 998 822 778 4687 1041 917 957 1008 1021 4944
t=40 983 930 830 807 920 4471 994 852 1094 1089 851 4879
t=41 925 1000 1045 1006 913 4890 1018 1157 1033 1141 917 5266
t=42 927 1027 977 1189 843 4963 1066 1095 1005 1087 1024 5276
t=43 955 948 943 1045 1038 4929 1059 1091 1063 995 985 5194
t=44 1000 920 963 1037 796 4716 1022 933 1031 993 1037 5015
t=45 961 1044 1053 955 953 4966 1034 994 1084 1032 884 5029
t=46 891 1047 1077 911 859 4784 928 918 929 1024 1108 4907
t=47 1081 989 1070 875 852 4868 1160 1125 933 906 944 5069
t=48 990 1086 901 982 879 4838 1088 1229 1079 1143 1061 5601
t=49 921 928 982 955 974 4760 1080 1240 1121 947 891 5279
t=50 980 943 1100 1008 1004 5035 842 1131 935 992 962 4862
t=51 1006 1019 960 1057 989 5030 990 1009 1088 1082 1063 5231
t=52 1077 989 1109 904 921 5000 967 1017 960 1034 1128 5105
t=53 998 942 878 1122 894 4834 890 957 1034 1032 912 4826
t=54 889 953 1081 841 1061 4825 1054 1120 919 1177 923 5193
t=55 862 971 1009 920 969 4731 931 1157 928 1054 1180 5250
t=56 832 992 805 1086 1060 4775 1110 1083 975 1079 948 5194
t=57 941 854 925 902 966 4588 734 972 1252 1105 952 5016
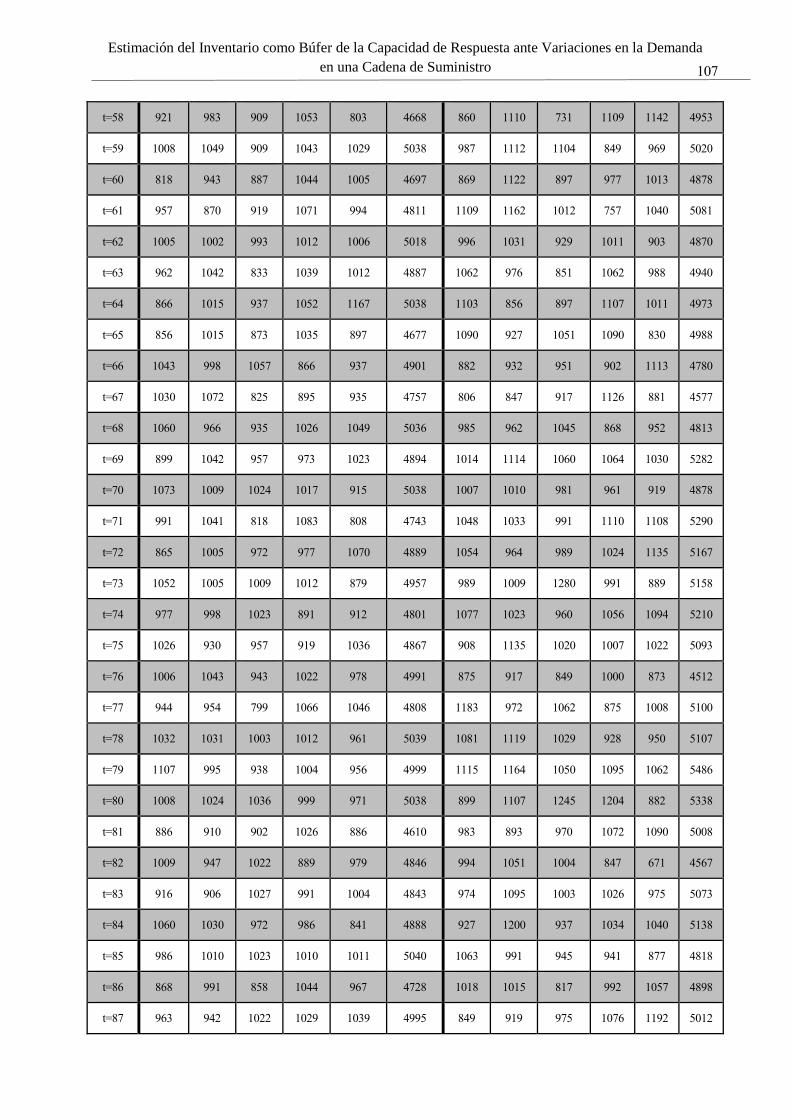
107
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
t=58 921 983 909 1053 803 4668 860 1110 731 1109 1142 4953
t=59 1008 1049 909 1043 1029 5038 987 1112 1104 849 969 5020
t=60 818 943 887 1044 1005 4697 869 1122 897 977 1013 4878
t=61 957 870 919 1071 994 4811 1109 1162 1012 757 1040 5081
t=62 1005 1002 993 1012 1006 5018 996 1031 929 1011 903 4870
t=63 962 1042 833 1039 1012 4887 1062 976 851 1062 988 4940
t=64 866 1015 937 1052 1167 5038 1103 856 897 1107 1011 4973
t=65 856 1015 873 1035 897 4677 1090 927 1051 1090 830 4988
t=66 1043 998 1057 866 937 4901 882 932 951 902 1113 4780
t=67 1030 1072 825 895 935 4757 806 847 917 1126 881 4577
t=68 1060 966 935 1026 1049 5036 985 962 1045 868 952 4813
t=69 899 1042 957 973 1023 4894 1014 1114 1060 1064 1030 5282
t=70 1073 1009 1024 1017 915 5038 1007 1010 981 961 919 4878
t=71 991 1041 818 1083 808 4743 1048 1033 991 1110 1108 5290
t=72 865 1005 972 977 1070 4889 1054 964 989 1024 1135 5167
t=73 1052 1005 1009 1012 879 4957 989 1009 1280 991 889 5158
t=74 977 998 1023 891 912 4801 1077 1023 960 1056 1094 5210
t=75 1026 930 957 919 1036 4867 908 1135 1020 1007 1022 5093
t=76 1006 1043 943 1022 978 4991 875 917 849 1000 873 4512
t=77 944 954 799 1066 1046 4808 1183 972 1062 875 1008 5100
t=78 1032 1031 1003 1012 961 5039 1081 1119 1029 928 950 5107
t=79 1107 995 938 1004 956 4999 1115 1164 1050 1095 1062 5486
t=80 1008 1024 1036 999 971 5038 899 1107 1245 1204 882 5338
t=81 886 910 902 1026 886 4610 983 893 970 1072 1090 5008
t=82 1009 947 1022 889 979 4846 994 1051 1004 847 671 4567
t=83 916 906 1027 991 1004 4843 974 1095 1003 1026 975 5073
t=84 1060 1030 972 986 841 4888 927 1200 937 1034 1040 5138
t=85 986 1010 1023 1010 1011 5040 1063 991 945 941 877 4818
t=86 868 991 858 1044 967 4728 1018 1015 817 992 1057 4898
t=87 963 942 1022 1029 1039 4995 849 919 975 1076 1192 5012
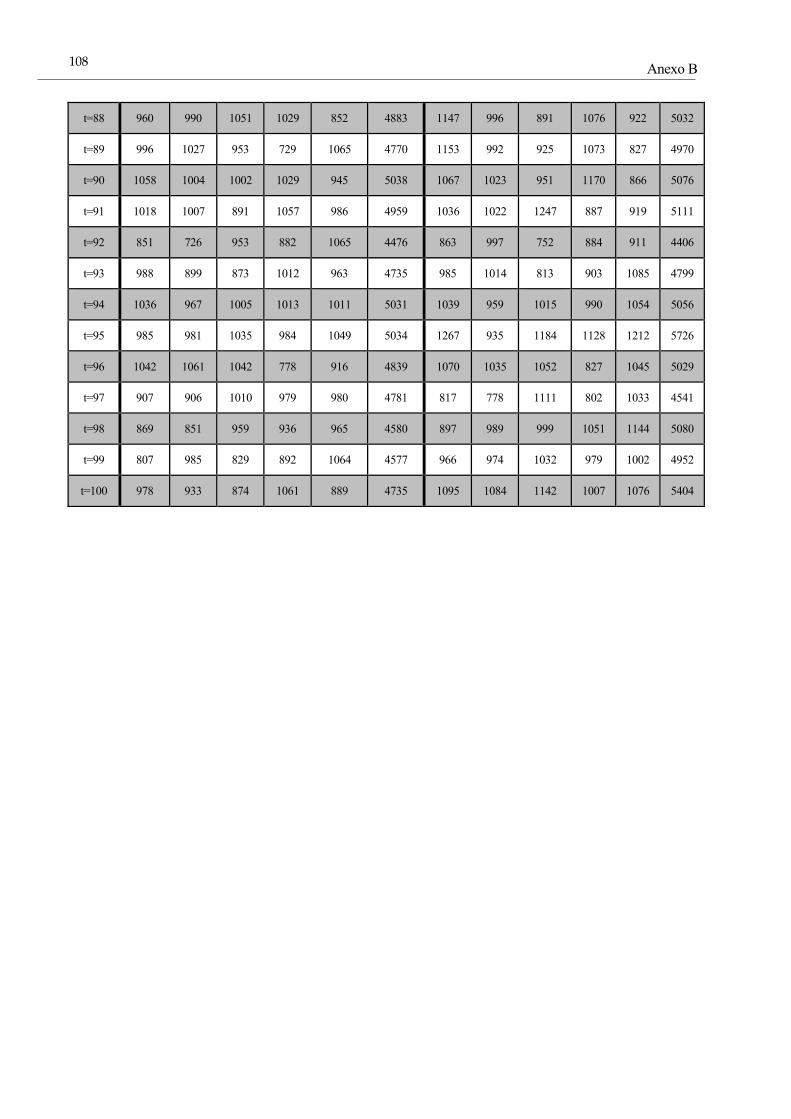
Anexo B
108
t=88 960 990 1051 1029 852 4883 1147 996 891 1076 922 5032
t=89 996 1027 953 729 1065 4770 1153 992 925 1073 827 4970
t=90 1058 1004 1002 1029 945 5038 1067 1023 951 1170 866 5076
t=91 1018 1007 891 1057 986 4959 1036 1022 1247 887 919 5111
t=92 851 726 953 882 1065 4476 863 997 752 884 911 4406
t=93 988 899 873 1012 963 4735 985 1014 813 903 1085 4799
t=94 1036 967 1005 1013 1011 5031 1039 959 1015 990 1054 5056
t=95 985 981 1035 984 1049 5034 1267 935 1184 1128 1212 5726
t=96 1042 1061 1042 778 916 4839 1070 1035 1052 827 1045 5029
t=97 907 906 1010 979 980 4781 817 778 1111 802 1033 4541
t=98 869 851 959 936 965 4580 897 989 999 1051 1144 5080
t=99 807 985 829 892 1064 4577 966 974 1032 979 1002 4952
t=100 978 933 874 1061 889 4735 1095 1084 1142 1007 1076 5404
109
ANEXO C
MODELO RESUELTO EN LINGO PARA LOS VALORES DE H=3 Y
R=0.01 EN EL ESCENARIO1:
Model:
SETS:
!Número de productos distintos (i);
productos/1..5/;
!Horizonte de periodos cubiertos por cada una de las previsiones (x);
horizonte/0,1,2,3/;
!Periodos cubiertos (t);
periodos/1..100/;
!Conjunto para las variables que tengan los índices productos y periodos
(i,t);
productos_periodos(productos,periodos);
!Conjunto para las variables que tengan los tres índices(i,x,t);
productos_horizonte_periodos(productos,horizonte,periodos):backlog_est,
inventario_est, orden, demanda;
ENDSETS
!---------------------------------------------------------------------------;
DATA:
V=5;
H=3;
Z=3;
D=5040;
Responsiveness=0.01;
capacidad=5040;
demanda=@OLE('C:\Users\Usuario\Fco José\Ingenieria Industrial\Master\Trabajo
Fin de Máster\Modelo Escenario1 H=3 Demanda.xlsx');
inventario_est=
!i=1 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=1 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=3;
Anexo C
110
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=2 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=3 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=4 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=5 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=2;
111
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ;
backlog_est=
!i=1 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=1 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=2 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=3 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=4 x=1;
Anexo C
112
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=5 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ;
@OLE('C:\Users\Usuario\Fco José\Ingenieria Industrial\Master\Trabajo Fin de
Máster\Modelo Escenario1 H=3 R=0.01.xlsx')=orden, inventario_est,
backlog_est;
ENDDATA
!---------------------------------------------------------------------------;
!RESTRICCIONES;
!Ec(11) artículo JMF;
@for(periodos(t):
@for(horizonte(x) | x#EQ#0:
@for(productos(i):
demanda(i,x,t)=orden(i,x,t)-
inventario_est(i,x,t)+backlog_est(i,x,t);
);
);
);
@for(periodos(t):
@for(horizonte(x) | x#GT#1:
@for(productos(i):
demanda(i,x,t)=orden(i,x,t)+inventario_est(i,(x-1),t)-
inventario_est(i,x,t)-backlog_est(i,(x-1),t)+backlog_est(i,x,t);
);
);
);
!Ec(12) artículo JMF;
@for(periodos(t):
@for(horizonte(x):
@sum(productos(i):orden(i,x,t))<=capacidad;
);
);
!Ec (13) artículo JMF transformada 1a Parte;
@for(periodos(t) | t#GT#1:
@for(horizonte(x) | x#LT#Z:
@sum(productos(i): orden(i,x,t))-
@sum(productos(i):orden(i,(x+1),(t-1)))<=(2*D*Responsiveness);
);
113
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
);
!Ec (13) artículo JMF transformada 1a Parte;
@for(periodos(t) | t#GT#1:
@for(horizonte(x) | x#LT#Z:
-@sum(productos(i):
orden(i,x,t))+@sum(productos(i):orden(i,(x+1),(t-1)))<=(2*D*Responsiveness);
);
);
!FUNCIÓN OBJETIVO;
[FO] Min=@sum(periodos(t):
@sum(horizonte(x):
@sum(productos(i) | x#GT#0:
backlog_est(i,x,t);
);
);
);
!Definición de las variables;
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(orden(i,x,t));
);
);
);
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(inventario_est(i,x,t));
);
);
);
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(backlog_est(i,x,t));
);
);
);
END
MODELO RESUELTO EN LINGO PARA LOS VALORES DE H=5 Y
R=0.03 EN EL ESCENARIO2:
Model:
SETS:
!Número de productos distintos (i);
productos/1..5/;
!Horizonte de periodos cubiertos por cada una de las previsiones (x);
horizonte/0,1,2,3,4,5/;
!Periodos cubiertos (t);
periodos/1..100/;
!Conjunto para las variables que tengan los índices productos y periodos
(i,t);
productos_periodos(productos,periodos);
!Conjunto para las variables que tengan los tres índices(i,x,t);
productos_horizonte_periodos(productos,horizonte,periodos):backlog_est,
inventario_est, orden, demanda;
ENDSETS
!---------------------------------------------------------------------------;
Anexo C
114
DATA:
V=5;
H=5;
Z=5;
D=5040;
Responsiveness=0.03;
capacidad=5040;
demanda=@OLE('C:\Users\Usuario\Fco José\Ingenieria Industrial\Master\Trabajo
Fin de Máster\Modelo Escenario2 H=5 Demanda.xlsx');
inventario_est=
!i=1 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=1 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
!i=1 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
!i=1 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
!i=1 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
!i=1 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , ,
!i=2 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=2 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=5;
115
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=3 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=4 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=5 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=2;
Anexo C
116
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ;
backlog_est=
!i=1 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=1 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=1 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=2 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=2 x=5;
117
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=3 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=3 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=4 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=2;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=4 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=0;
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
!i=5 x=1;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=2;
Anexo C
118
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=3;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=4;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , ,
!i=5 x=5;
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
, , , , , , , , , , , , , , , , , , , , , , ;
@OLE('C:\Users\Usuario\Fco José\Ingenieria Industrial\Master\Trabajo Fin de
Máster\Modelo Escenario2 H=5 R=0.03.xlsx')=orden, inventario_est,
backlog_est;
ENDDATA
!---------------------------------------------------------------------------;
!RESTRICCIONES;
!Ec(11) artículo JMF;
@for(periodos(t):
@for(horizonte(x) | x#EQ#0:
@for(productos(i):
demanda(i,x,t)=orden(i,x,t)-
inventario_est(i,x,t)+backlog_est(i,x,t);
);
);
);
@for(periodos(t):
@for(horizonte(x) | x#GT#1:
@for(productos(i):
demanda(i,x,t)=orden(i,x,t)+inventario_est(i,(x-1),t)-
inventario_est(i,x,t)-backlog_est(i,(x-1),t)+backlog_est(i,x,t);
);
);
);
!Ec(12) artículo JMF;
@for(periodos(t):
@for(horizonte(x):
@sum(productos(i):orden(i,x,t))<=capacidad;
);
);
!Ec (13) artículo JMF transformada 1a Parte;
@for(periodos(t) | t#GT#1:
@for(horizonte(x) | x#LT#Z:
@sum(productos(i): orden(i,x,t))-
@sum(productos(i):orden(i,(x+1),(t-1)))<=(2*D*Responsiveness);
);
);
!Ec (13) artículo JMF transformada 1a Parte;
@for(periodos(t) | t#GT#1:
@for(horizonte(x) | x#LT#Z:
-@sum(productos(i):
orden(i,x,t))+@sum(productos(i):orden(i,(x+1),(t-1)))<=(2*D*Responsiveness);
);
);
!FUNCIÓN OBJETIVO;
[FO] Min=@sum(periodos(t):
@sum(horizonte(x):
@sum(productos(i) | x#GT#0:
119
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
backlog_est(i,x,t);
);
);
);
!Definición de las variables;
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(orden(i,x,t));
);
);
);
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(inventario_est(i,x,t));
);
);
);
@for(periodos(t):
@for(horizonte(x):
@for(productos(i):
@GIN(backlog_est(i,x,t));
);
);
);
END
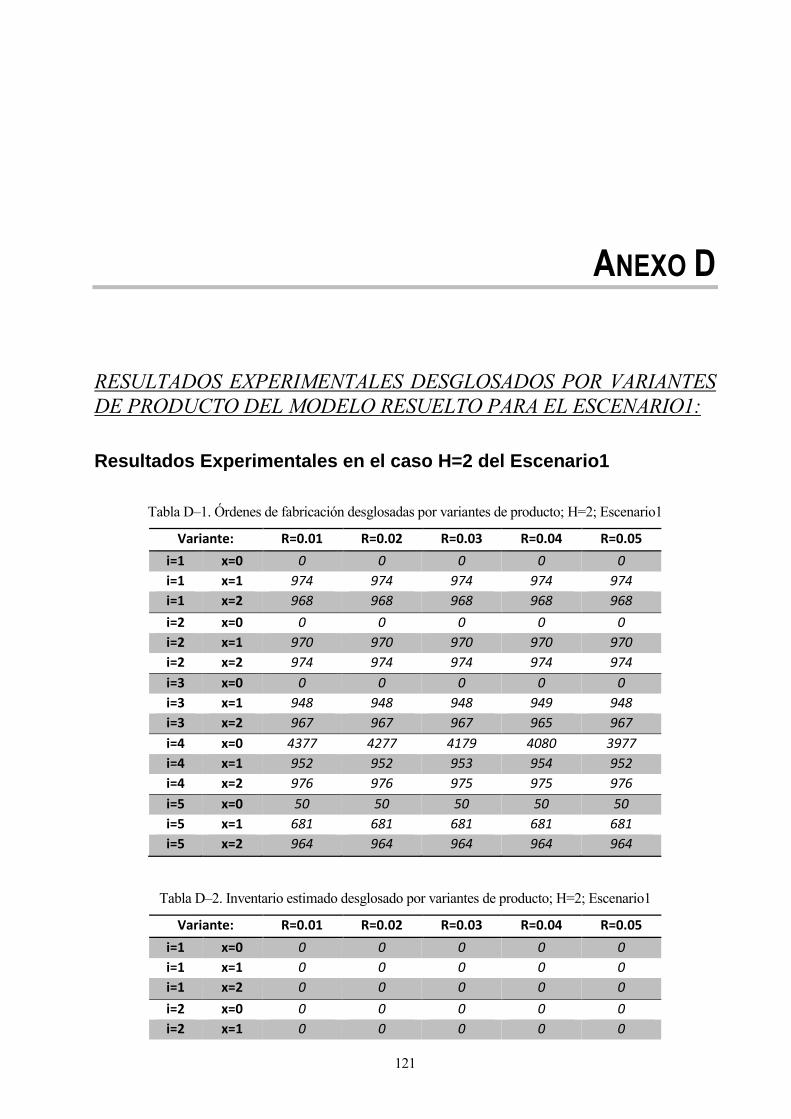
121
ANEXO D
RESULTADOS EXPERIMENTALES DESGLOSADOS POR VARIANTES
DE PRODUCTO DEL MODELO RESUELTO PARA EL ESCENARIO1:
Resultados Experimentales en el caso H=2 del Escenario1
Tabla D–1. Órdenes de fabricación desglosadas por variantes de producto; H=2; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 974 974 974 974 974
i=1 x=2 968 968 968 968 968
i=2 x=0 0 0 0 0 0
i=2 x=1 970 970 970 970 970
i=2 x=2 974 974 974 974 974
i=3 x=0 0 0 0 0 0
i=3 x=1 948 948 948 949 948
i=3 x=2 967 967 967 965 967
i=4 x=0 4377 4277 4179 4080 3977
i=4 x=1 952 952 953 954 952
i=4 x=2 976 976 975 975 976
i=5 x=0 50 50 50 50 50
i=5 x=1 681 681 681 681 681
i=5 x=2 964 964 964 964 964
Tabla D–2. Inventario estimado desglosado por variantes de producto; H=2; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
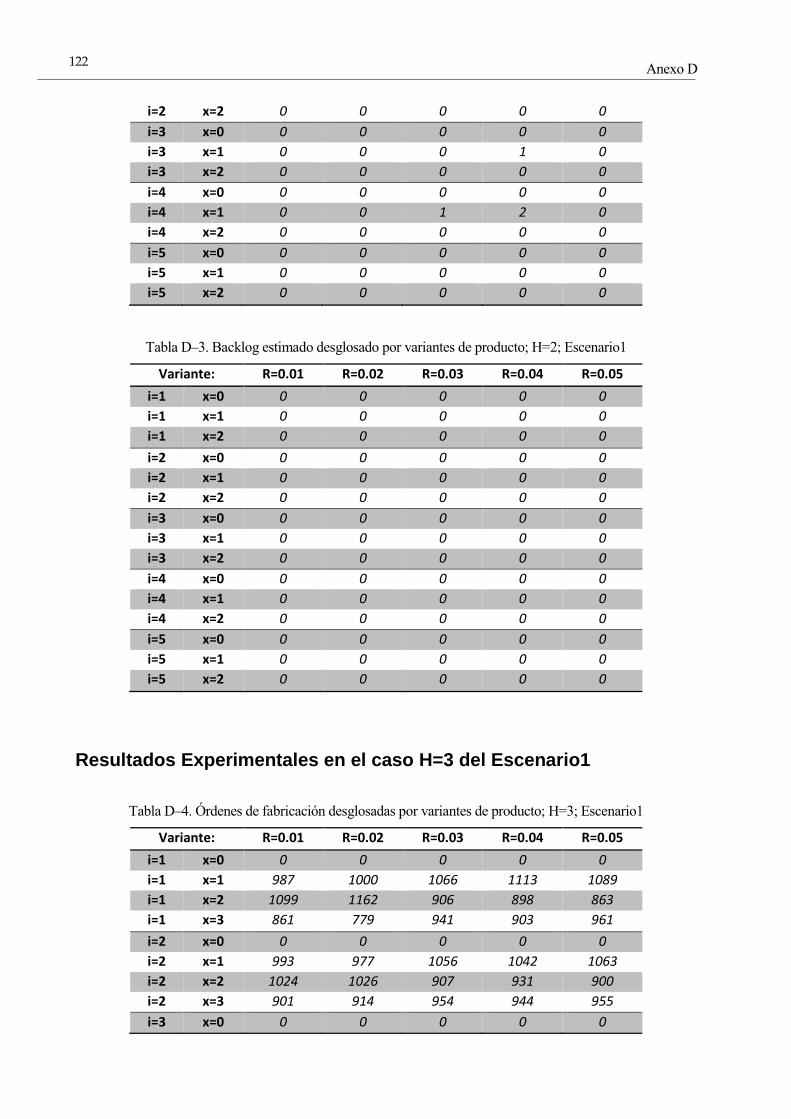
Anexo D
122
i=2 x=2 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 1 0
i=3 x=2 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 1 2 0
i=4 x=2 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 0 0 0 0 0
i=5 x=2 0 0 0 0 0
Tabla D–3. Backlog estimado desglosado por variantes de producto; H=2; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 0 0 0
i=4 x=2 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 0 0 0 0 0
i=5 x=2 0 0 0 0 0
Resultados Experimentales en el caso H=3 del Escenario1
Tabla D–4. Órdenes de fabricación desglosadas por variantes de producto; H=3; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 987 1000 1066 1113 1089
i=1 x=2 1099 1162 906 898 863
i=1 x=3 861 779 941 903 961
i=2 x=0 0 0 0 0 0
i=2 x=1 993 977 1056 1042 1063
i=2 x=2 1024 1026 907 931 900
i=2 x=3 901 914 954 944 955
i=3 x=0 0 0 0 0 0
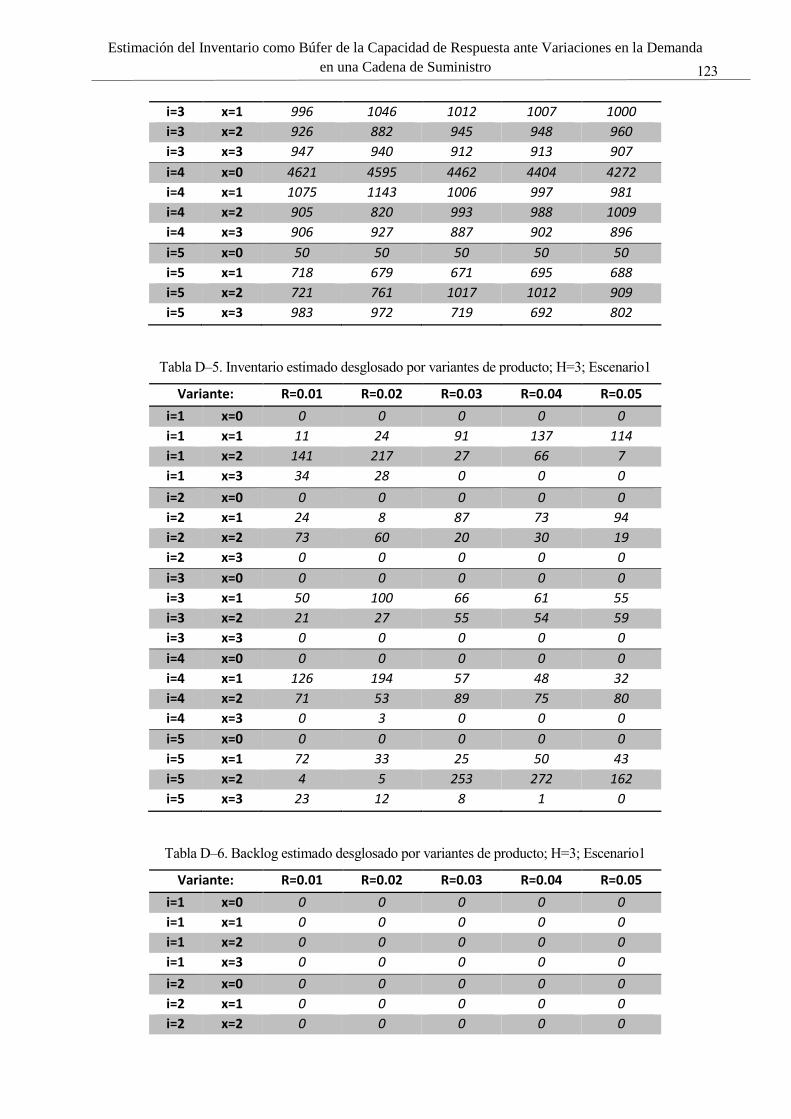
123
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
i=3 x=1 996 1046 1012 1007 1000
i=3 x=2 926 882 945 948 960
i=3 x=3 947 940 912 913 907
i=4 x=0 4621 4595 4462 4404 4272
i=4 x=1 1075 1143 1006 997 981
i=4 x=2 905 820 993 988 1009
i=4 x=3 906 927 887 902 896
i=5 x=0 50 50 50 50 50
i=5 x=1 718 679 671 695 688
i=5 x=2 721 761 1017 1012 909
i=5 x=3 983 972 719 692 802
Tabla D–5. Inventario estimado desglosado por variantes de producto; H=3; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 11 24 91 137 114
i=1 x=2 141 217 27 66 7
i=1 x=3 34 28 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 24 8 87 73 94
i=2 x=2 73 60 20 30 19
i=2 x=3 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 50 100 66 61 55
i=3 x=2 21 27 55 54 59
i=3 x=3 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 126 194 57 48 32
i=4 x=2 71 53 89 75 80
i=4 x=3 0 3 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 72 33 25 50 43
i=5 x=2 4 5 253 272 162
i=5 x=3 23 12 8 1 0
Tabla D–6. Backlog estimado desglosado por variantes de producto; H=3; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
i=1 x=3 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
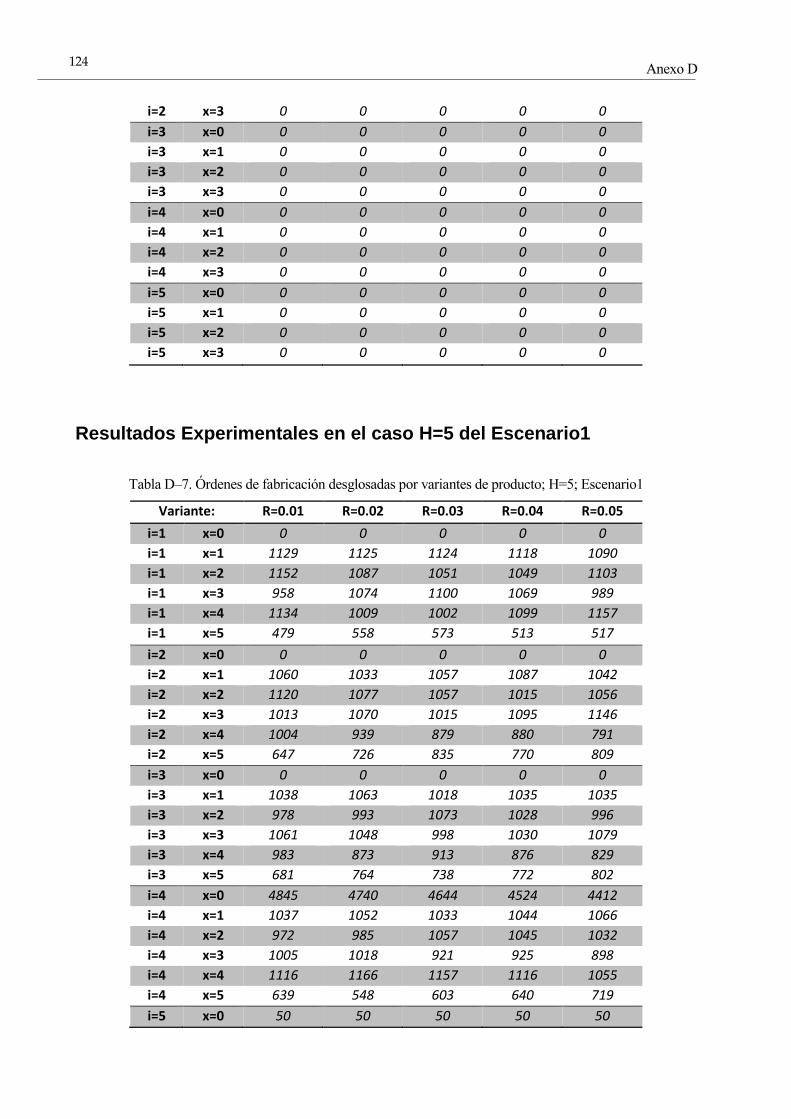
Anexo D
124
i=2 x=3 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=3 x=3 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 0 0 0
i=4 x=2 0 0 0 0 0
i=4 x=3 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 0 0 0 0 0
i=5 x=2 0 0 0 0 0
i=5 x=3 0 0 0 0 0
Resultados Experimentales en el caso H=5 del Escenario1
Tabla D–7. Órdenes de fabricación desglosadas por variantes de producto; H=5; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 1129 1125 1124 1118 1090
i=1 x=2 1152 1087 1051 1049 1103
i=1 x=3 958 1074 1100 1069 989
i=1 x=4 1134 1009 1002 1099 1157
i=1 x=5 479 558 573 513 517
i=2 x=0 0 0 0 0 0
i=2 x=1 1060 1033 1057 1087 1042
i=2 x=2 1120 1077 1057 1015 1056
i=2 x=3 1013 1070 1015 1095 1146
i=2 x=4 1004 939 879 880 791
i=2 x=5 647 726 835 770 809
i=3 x=0 0 0 0 0 0
i=3 x=1 1038 1063 1018 1035 1035
i=3 x=2 978 993 1073 1028 996
i=3 x=3 1061 1048 998 1030 1079
i=3 x=4 983 873 913 876 829
i=3 x=5 681 764 738 772 802
i=4 x=0 4845 4740 4644 4524 4412
i=4 x=1 1037 1052 1033 1044 1066
i=4 x=2 972 985 1057 1045 1032
i=4 x=3 1005 1018 921 925 898
i=4 x=4 1116 1166 1157 1116 1055
i=4 x=5 639 548 603 640 719
i=5 x=0 50 50 50 50 50
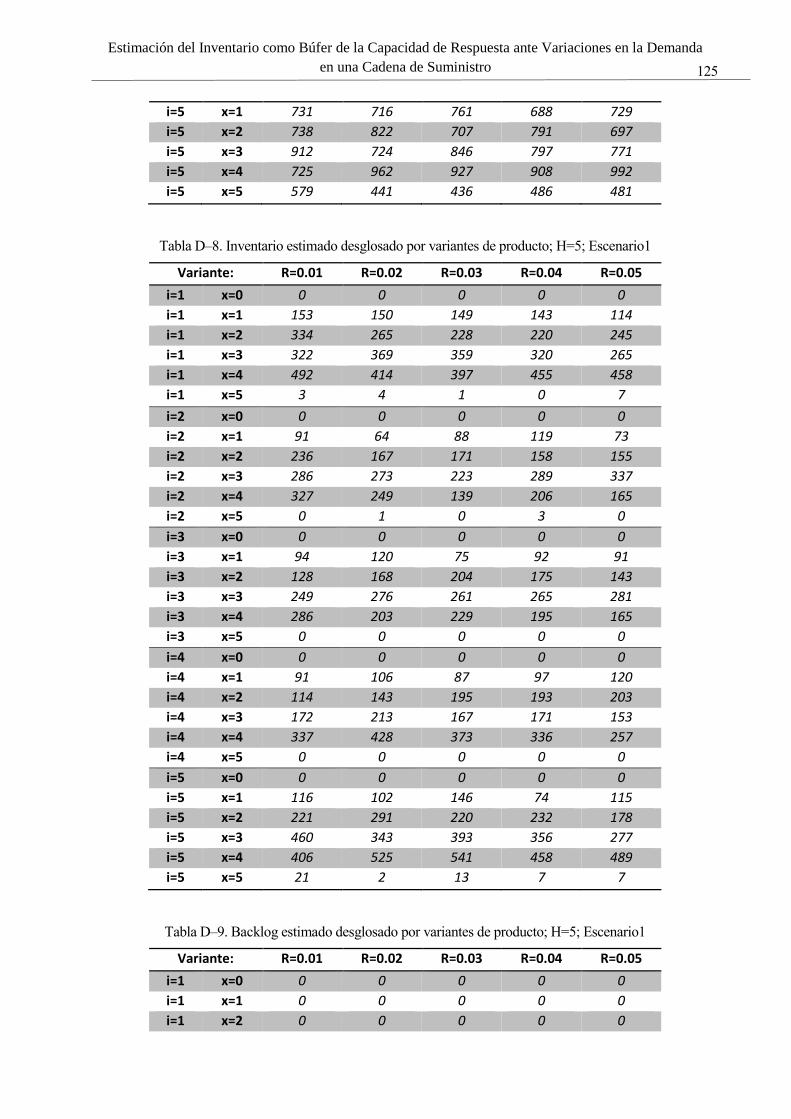
125
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
i=5 x=1 731 716 761 688 729
i=5 x=2 738 822 707 791 697
i=5 x=3 912 724 846 797 771
i=5 x=4 725 962 927 908 992
i=5 x=5 579 441 436 486 481
Tabla D–8. Inventario estimado desglosado por variantes de producto; H=5; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 153 150 149 143 114
i=1 x=2 334 265 228 220 245
i=1 x=3 322 369 359 320 265
i=1 x=4 492 414 397 455 458
i=1 x=5 3 4 1 0 7
i=2 x=0 0 0 0 0 0
i=2 x=1 91 64 88 119 73
i=2 x=2 236 167 171 158 155
i=2 x=3 286 273 223 289 337
i=2 x=4 327 249 139 206 165
i=2 x=5 0 1 0 3 0
i=3 x=0 0 0 0 0 0
i=3 x=1 94 120 75 92 91
i=3 x=2 128 168 204 175 143
i=3 x=3 249 276 261 265 281
i=3 x=4 286 203 229 195 165
i=3 x=5 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 91 106 87 97 120
i=4 x=2 114 143 195 193 203
i=4 x=3 172 213 167 171 153
i=4 x=4 337 428 373 336 257
i=4 x=5 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 116 102 146 74 115
i=5 x=2 221 291 220 232 178
i=5 x=3 460 343 393 356 277
i=5 x=4 406 525 541 458 489
i=5 x=5 21 2 13 7 7
Tabla D–9. Backlog estimado desglosado por variantes de producto; H=5; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
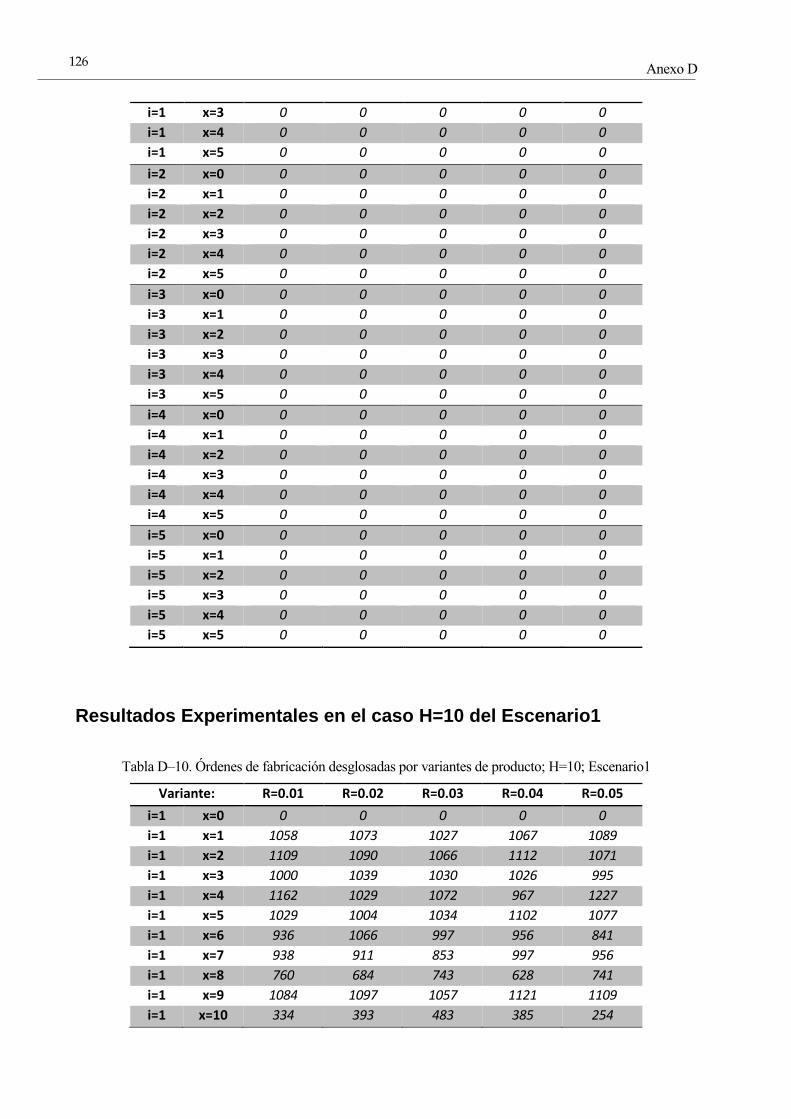
Anexo D
126
i=1 x=3 0 0 0 0 0
i=1 x=4 0 0 0 0 0
i=1 x=5 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
i=2 x=3 0 0 0 0 0
i=2 x=4 0 0 0 0 0
i=2 x=5 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=3 x=3 0 0 0 0 0
i=3 x=4 0 0 0 0 0
i=3 x=5 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 0 0 0
i=4 x=2 0 0 0 0 0
i=4 x=3 0 0 0 0 0
i=4 x=4 0 0 0 0 0
i=4 x=5 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 0 0 0 0 0
i=5 x=2 0 0 0 0 0
i=5 x=3 0 0 0 0 0
i=5 x=4 0 0 0 0 0
i=5 x=5 0 0 0 0 0
Resultados Experimentales en el caso H=10 del Escenario1
Tabla D–10. Órdenes de fabricación desglosadas por variantes de producto; H=10; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 1058 1073 1027 1067 1089
i=1 x=2 1109 1090 1066 1112 1071
i=1 x=3 1000 1039 1030 1026 995
i=1 x=4 1162 1029 1072 967 1227
i=1 x=5 1029 1004 1034 1102 1077
i=1 x=6 936 1066 997 956 841
i=1 x=7 938 911 853 997 956
i=1 x=8 760 684 743 628 741
i=1 x=9 1084 1097 1057 1121 1109
i=1 x=10 334 393 483 385 254
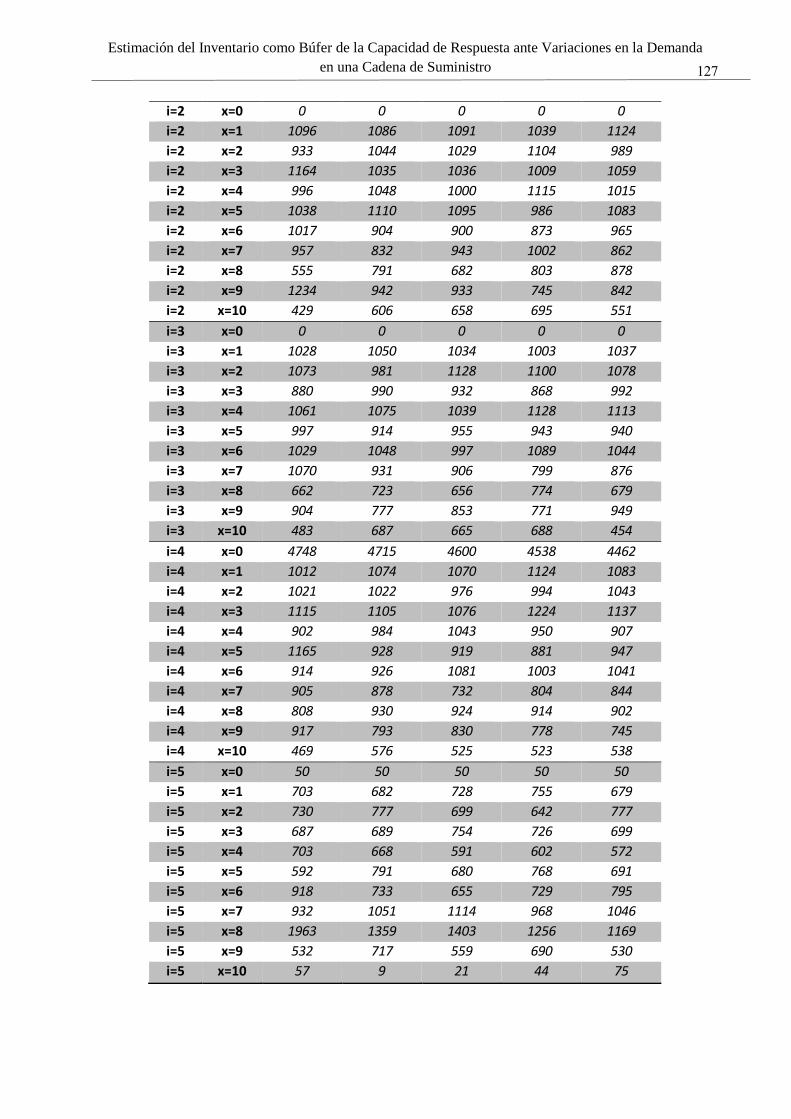
127
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
i=2 x=0 0 0 0 0 0
i=2 x=1 1096 1086 1091 1039 1124
i=2 x=2 933 1044 1029 1104 989
i=2 x=3 1164 1035 1036 1009 1059
i=2 x=4 996 1048 1000 1115 1015
i=2 x=5 1038 1110 1095 986 1083
i=2 x=6 1017 904 900 873 965
i=2 x=7 957 832 943 1002 862
i=2 x=8 555 791 682 803 878
i=2 x=9 1234 942 933 745 842
i=2 x=10 429 606 658 695 551
i=3 x=0 0 0 0 0 0
i=3 x=1 1028 1050 1034 1003 1037
i=3 x=2 1073 981 1128 1100 1078
i=3 x=3 880 990 932 868 992
i=3 x=4 1061 1075 1039 1128 1113
i=3 x=5 997 914 955 943 940
i=3 x=6 1029 1048 997 1089 1044
i=3 x=7 1070 931 906 799 876
i=3 x=8 662 723 656 774 679
i=3 x=9 904 777 853 771 949
i=3 x=10 483 687 665 688 454
i=4 x=0 4748 4715 4600 4538 4462
i=4 x=1 1012 1074 1070 1124 1083
i=4 x=2 1021 1022 976 994 1043
i=4 x=3 1115 1105 1076 1224 1137
i=4 x=4 902 984 1043 950 907
i=4 x=5 1165 928 919 881 947
i=4 x=6 914 926 1081 1003 1041
i=4 x=7 905 878 732 804 844
i=4 x=8 808 930 924 914 902
i=4 x=9 917 793 830 778 745
i=4 x=10 469 576 525 523 538
i=5 x=0 50 50 50 50 50
i=5 x=1 703 682 728 755 679
i=5 x=2 730 777 699 642 777
i=5 x=3 687 689 754 726 699
i=5 x=4 703 668 591 602 572
i=5 x=5 592 791 680 768 691
i=5 x=6 918 733 655 729 795
i=5 x=7 932 1051 1114 968 1046
i=5 x=8 1963 1359 1403 1256 1169
i=5 x=9 532 717 559 690 530
i=5 x=10 57 9 21 44 75
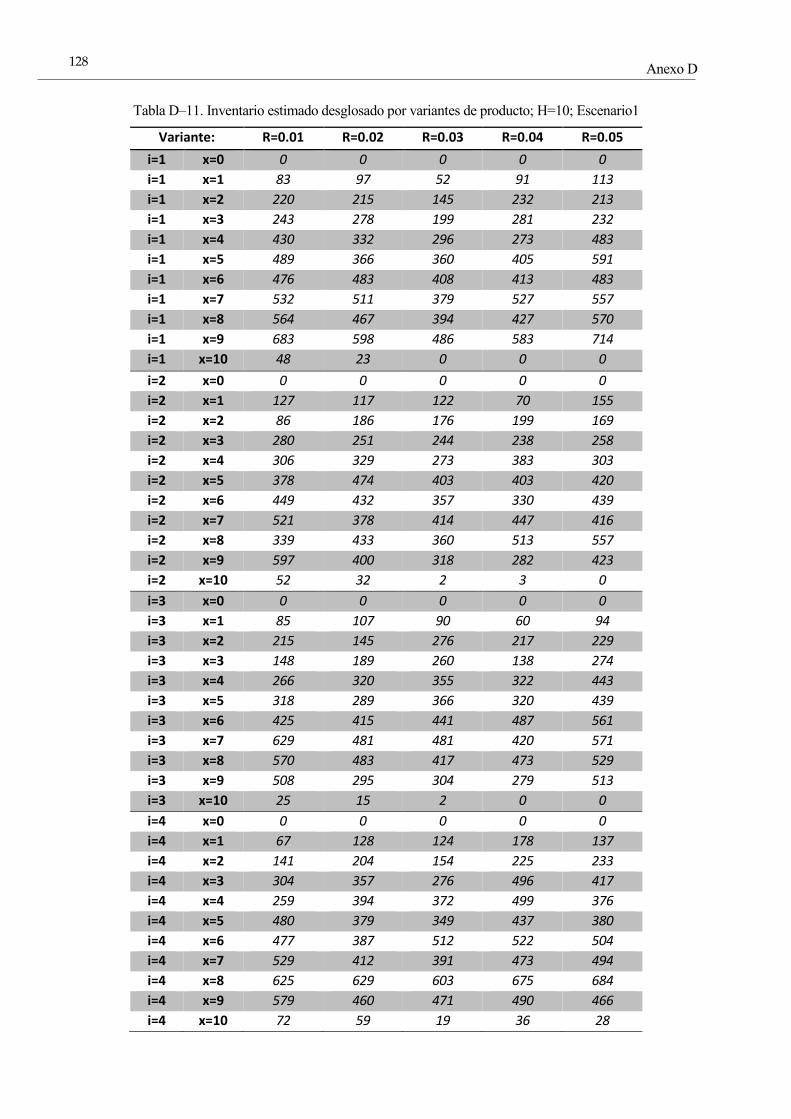
Anexo D
128
Tabla D–11. Inventario estimado desglosado por variantes de producto; H=10; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 83 97 52 91 113
i=1 x=2 220 215 145 232 213
i=1 x=3 243 278 199 281 232
i=1 x=4 430 332 296 273 483
i=1 x=5 489 366 360 405 591
i=1 x=6 476 483 408 413 483
i=1 x=7 532 511 379 527 557
i=1 x=8 564 467 394 427 570
i=1 x=9 683 598 486 583 714
i=1 x=10 48 23 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 127 117 122 70 155
i=2 x=2 86 186 176 199 169
i=2 x=3 280 251 244 238 258
i=2 x=4 306 329 273 383 303
i=2 x=5 378 474 403 403 420
i=2 x=6 449 432 357 330 439
i=2 x=7 521 378 414 447 416
i=2 x=8 339 433 360 513 557
i=2 x=9 597 400 318 282 423
i=2 x=10 52 32 2 3 0
i=3 x=0 0 0 0 0 0
i=3 x=1 85 107 90 60 94
i=3 x=2 215 145 276 217 229
i=3 x=3 148 189 260 138 274
i=3 x=4 266 320 355 322 443
i=3 x=5 318 289 366 320 439
i=3 x=6 425 415 441 487 561
i=3 x=7 629 481 481 420 571
i=3 x=8 570 483 417 473 529
i=3 x=9 508 295 304 279 513
i=3 x=10 25 15 2 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 67 128 124 178 137
i=4 x=2 141 204 154 225 233
i=4 x=3 304 357 276 496 417
i=4 x=4 259 394 372 499 376
i=4 x=5 480 379 349 437 380
i=4 x=6 477 387 512 522 504
i=4 x=7 529 412 391 473 494
i=4 x=8 625 629 603 675 684
i=4 x=9 579 460 471 490 466
i=4 x=10 72 59 19 36 28
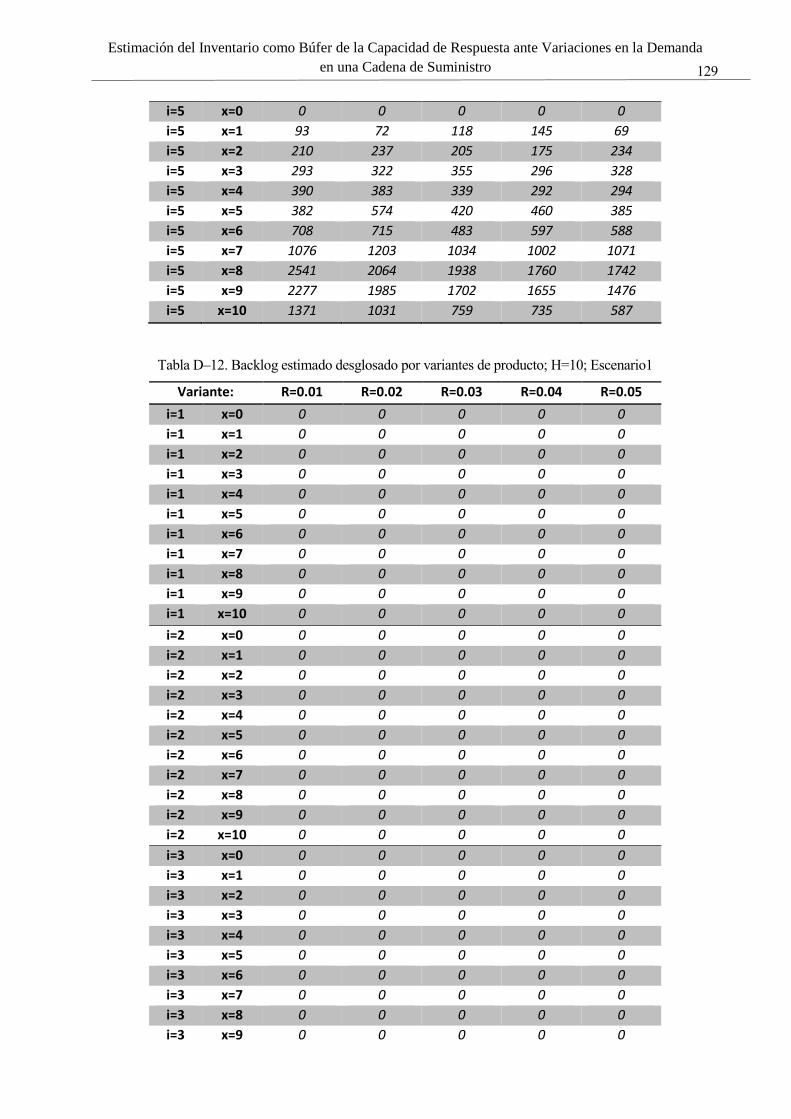
129
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
i=5 x=0 0 0 0 0 0
i=5 x=1 93 72 118 145 69
i=5 x=2 210 237 205 175 234
i=5 x=3 293 322 355 296 328
i=5 x=4 390 383 339 292 294
i=5 x=5 382 574 420 460 385
i=5 x=6 708 715 483 597 588
i=5 x=7 1076 1203 1034 1002 1071
i=5 x=8 2541 2064 1938 1760 1742
i=5 x=9 2277 1985 1702 1655 1476
i=5 x=10 1371 1031 759 735 587
Tabla D–12. Backlog estimado desglosado por variantes de producto; H=10; Escenario1
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
i=1 x=3 0 0 0 0 0
i=1 x=4 0 0 0 0 0
i=1 x=5 0 0 0 0 0
i=1 x=6 0 0 0 0 0
i=1 x=7 0 0 0 0 0
i=1 x=8 0 0 0 0 0
i=1 x=9 0 0 0 0 0
i=1 x=10 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
i=2 x=3 0 0 0 0 0
i=2 x=4 0 0 0 0 0
i=2 x=5 0 0 0 0 0
i=2 x=6 0 0 0 0 0
i=2 x=7 0 0 0 0 0
i=2 x=8 0 0 0 0 0
i=2 x=9 0 0 0 0 0
i=2 x=10 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=3 x=3 0 0 0 0 0
i=3 x=4 0 0 0 0 0
i=3 x=5 0 0 0 0 0
i=3 x=6 0 0 0 0 0
i=3 x=7 0 0 0 0 0
i=3 x=8 0 0 0 0 0
i=3 x=9 0 0 0 0 0
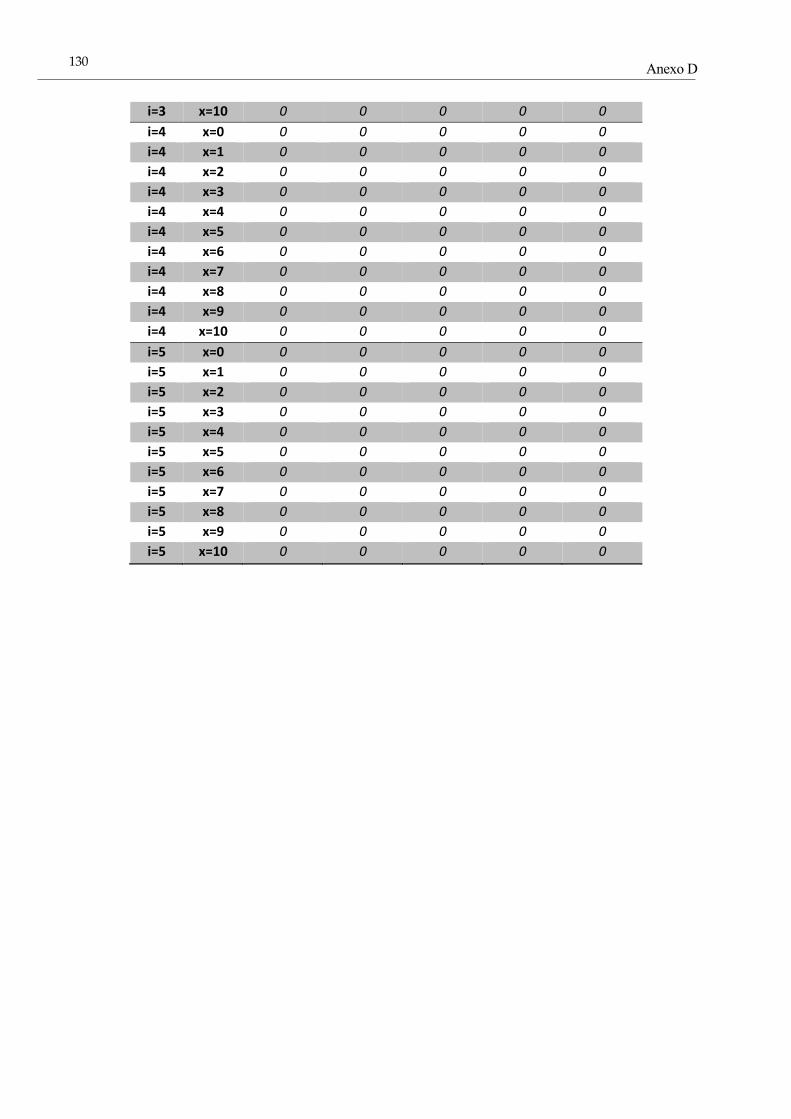
Anexo D
130
i=3 x=10 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 0 0 0
i=4 x=2 0 0 0 0 0
i=4 x=3 0 0 0 0 0
i=4 x=4 0 0 0 0 0
i=4 x=5 0 0 0 0 0
i=4 x=6 0 0 0 0 0
i=4 x=7 0 0 0 0 0
i=4 x=8 0 0 0 0 0
i=4 x=9 0 0 0 0 0
i=4 x=10 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 0 0 0 0 0
i=5 x=2 0 0 0 0 0
i=5 x=3 0 0 0 0 0
i=5 x=4 0 0 0 0 0
i=5 x=5 0 0 0 0 0
i=5 x=6 0 0 0 0 0
i=5 x=7 0 0 0 0 0
i=5 x=8 0 0 0 0 0
i=5 x=9 0 0 0 0 0
i=5 x=10 0 0 0 0 0
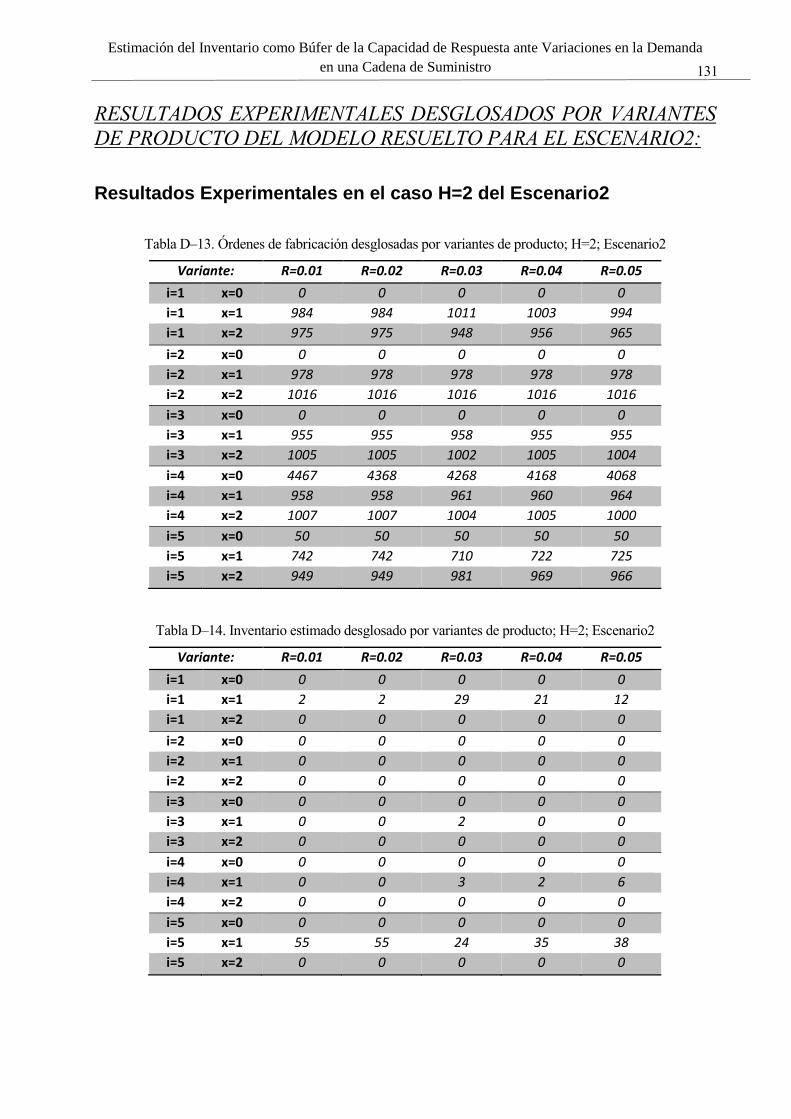
131
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
RESULTADOS EXPERIMENTALES DESGLOSADOS POR VARIANTES
DE PRODUCTO DEL MODELO RESUELTO PARA EL ESCENARIO2:
Resultados Experimentales en el caso H=2 del Escenario2
Tabla D–13. Órdenes de fabricación desglosadas por variantes de producto; H=2; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 984 984 1011 1003 994
i=1 x=2 975 975 948 956 965
i=2 x=0 0 0 0 0 0
i=2 x=1 978 978 978 978 978
i=2 x=2 1016 1016 1016 1016 1016
i=3 x=0 0 0 0 0 0
i=3 x=1 955 955 958 955 955
i=3 x=2 1005 1005 1002 1005 1004
i=4 x=0 4467 4368 4268 4168 4068
i=4 x=1 958 958 961 960 964
i=4 x=2 1007 1007 1004 1005 1000
i=5 x=0 50 50 50 50 50
i=5 x=1 742 742 710 722 725
i=5 x=2 949 949 981 969 966
Tabla D–14. Inventario estimado desglosado por variantes de producto; H=2; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 2 2 29 21 12
i=1 x=2 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 2 0 0
i=3 x=2 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 3 2 6
i=4 x=2 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 55 55 24 35 38
i=5 x=2 0 0 0 0 0
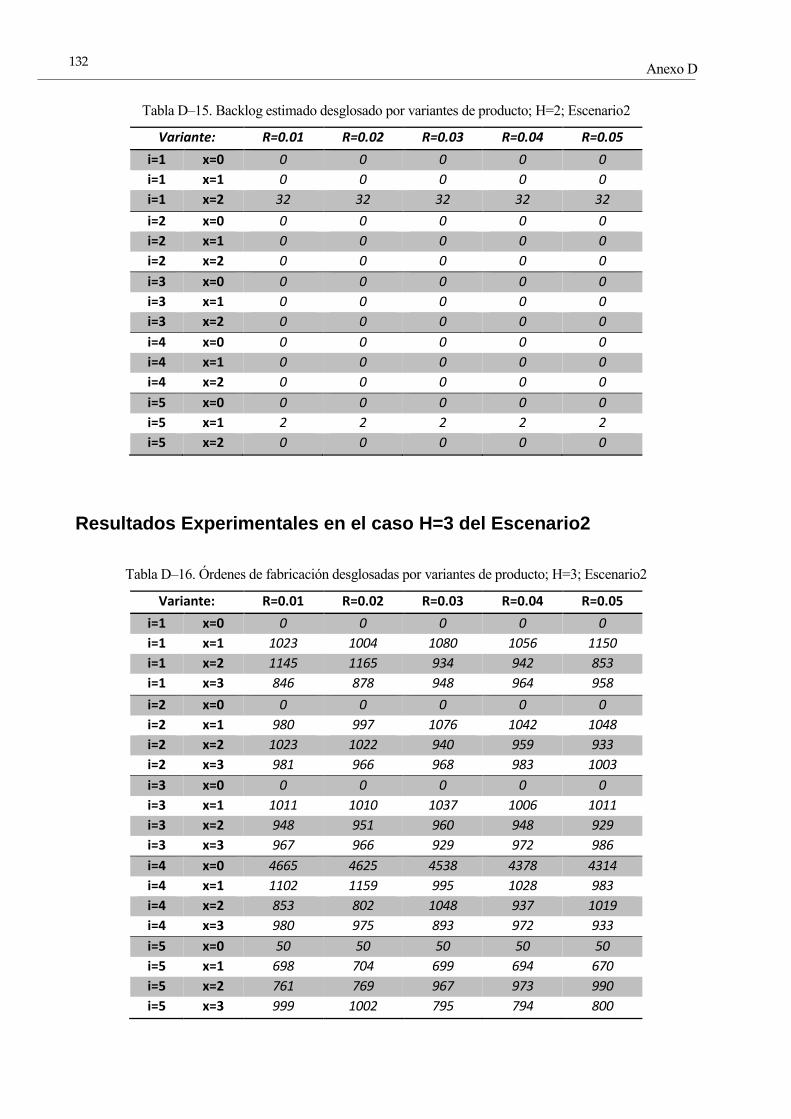
Anexo D
132
Tabla D–15. Backlog estimado desglosado por variantes de producto; H=2; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 32 32 32 32 32
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 0 0 0
i=4 x=2 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 2 2 2 2 2
i=5 x=2 0 0 0 0 0
Resultados Experimentales en el caso H=3 del Escenario2
Tabla D–16. Órdenes de fabricación desglosadas por variantes de producto; H=3; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 1023 1004 1080 1056 1150
i=1 x=2 1145 1165 934 942 853
i=1 x=3 846 878 948 964 958
i=2 x=0 0 0 0 0 0
i=2 x=1 980 997 1076 1042 1048
i=2 x=2 1023 1022 940 959 933
i=2 x=3 981 966 968 983 1003
i=3 x=0 0 0 0 0 0
i=3 x=1 1011 1010 1037 1006 1011
i=3 x=2 948 951 960 948 929
i=3 x=3 967 966 929 972 986
i=4 x=0 4665 4625 4538 4378 4314
i=4 x=1 1102 1159 995 1028 983
i=4 x=2 853 802 1048 937 1019
i=4 x=3 980 975 893 972 933
i=5 x=0 50 50 50 50 50
i=5 x=1 698 704 699 694 670
i=5 x=2 761 769 967 973 990
i=5 x=3 999 1002 795 794 800
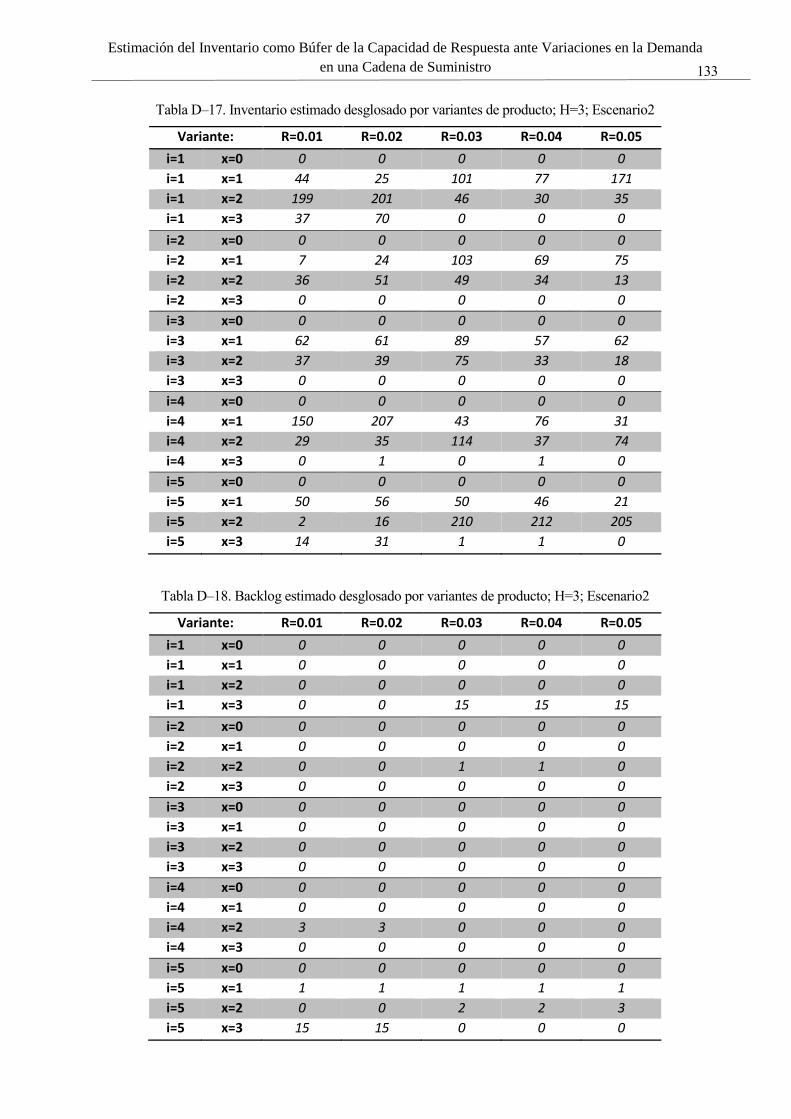
133
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla D–17. Inventario estimado desglosado por variantes de producto; H=3; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 44 25 101 77 171
i=1 x=2 199 201 46 30 35
i=1 x=3 37 70 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 7 24 103 69 75
i=2 x=2 36 51 49 34 13
i=2 x=3 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 62 61 89 57 62
i=3 x=2 37 39 75 33 18
i=3 x=3 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 150 207 43 76 31
i=4 x=2 29 35 114 37 74
i=4 x=3 0 1 0 1 0
i=5 x=0 0 0 0 0 0
i=5 x=1 50 56 50 46 21
i=5 x=2 2 16 210 212 205
i=5 x=3 14 31 1 1 0
Tabla D–18. Backlog estimado desglosado por variantes de producto; H=3; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
i=1 x=3 0 0 15 15 15
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 1 1 0
i=2 x=3 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=3 x=3 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 0 0 0
i=4 x=2 3 3 0 0 0
i=4 x=3 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 1 1 1 1 1
i=5 x=2 0 0 2 2 3
i=5 x=3 15 15 0 0 0
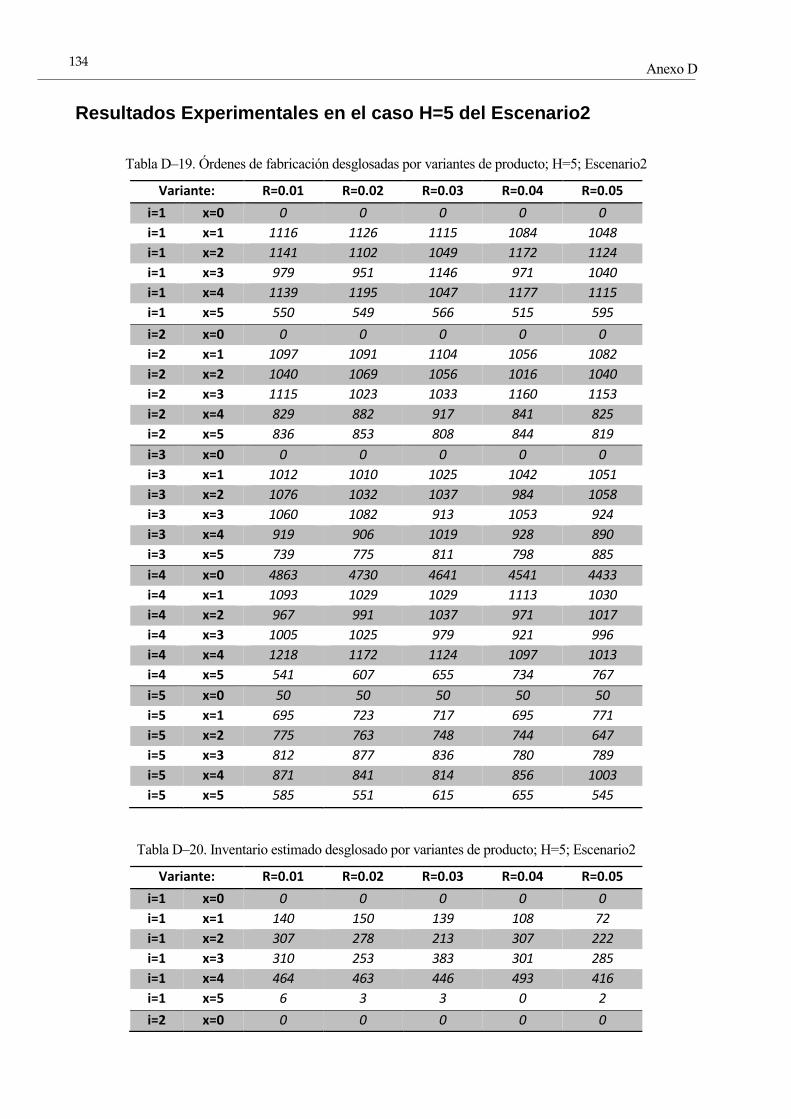
Anexo D
134
Resultados Experimentales en el caso H=5 del Escenario2
Tabla D–19. Órdenes de fabricación desglosadas por variantes de producto; H=5; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 1116 1126 1115 1084 1048
i=1 x=2 1141 1102 1049 1172 1124
i=1 x=3 979 951 1146 971 1040
i=1 x=4 1139 1195 1047 1177 1115
i=1 x=5 550 549 566 515 595
i=2 x=0 0 0 0 0 0
i=2 x=1 1097 1091 1104 1056 1082
i=2 x=2 1040 1069 1056 1016 1040
i=2 x=3 1115 1023 1033 1160 1153
i=2 x=4 829 882 917 841 825
i=2 x=5 836 853 808 844 819
i=3 x=0 0 0 0 0 0
i=3 x=1 1012 1010 1025 1042 1051
i=3 x=2 1076 1032 1037 984 1058
i=3 x=3 1060 1082 913 1053 924
i=3 x=4 919 906 1019 928 890
i=3 x=5 739 775 811 798 885
i=4 x=0 4863 4730 4641 4541 4433
i=4 x=1 1093 1029 1029 1113 1030
i=4 x=2 967 991 1037 971 1017
i=4 x=3 1005 1025 979 921 996
i=4 x=4 1218 1172 1124 1097 1013
i=4 x=5 541 607 655 734 767
i=5 x=0 50 50 50 50 50
i=5 x=1 695 723 717 695 771
i=5 x=2 775 763 748 744 647
i=5 x=3 812 877 836 780 789
i=5 x=4 871 841 814 856 1003
i=5 x=5 585 551 615 655 545
Tabla D–20. Inventario estimado desglosado por variantes de producto; H=5; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 140 150 139 108 72
i=1 x=2 307 278 213 307 222
i=1 x=3 310 253 383 301 285
i=1 x=4 464 463 446 493 416
i=1 x=5 6 3 3 0 2
i=2 x=0 0 0 0 0 0
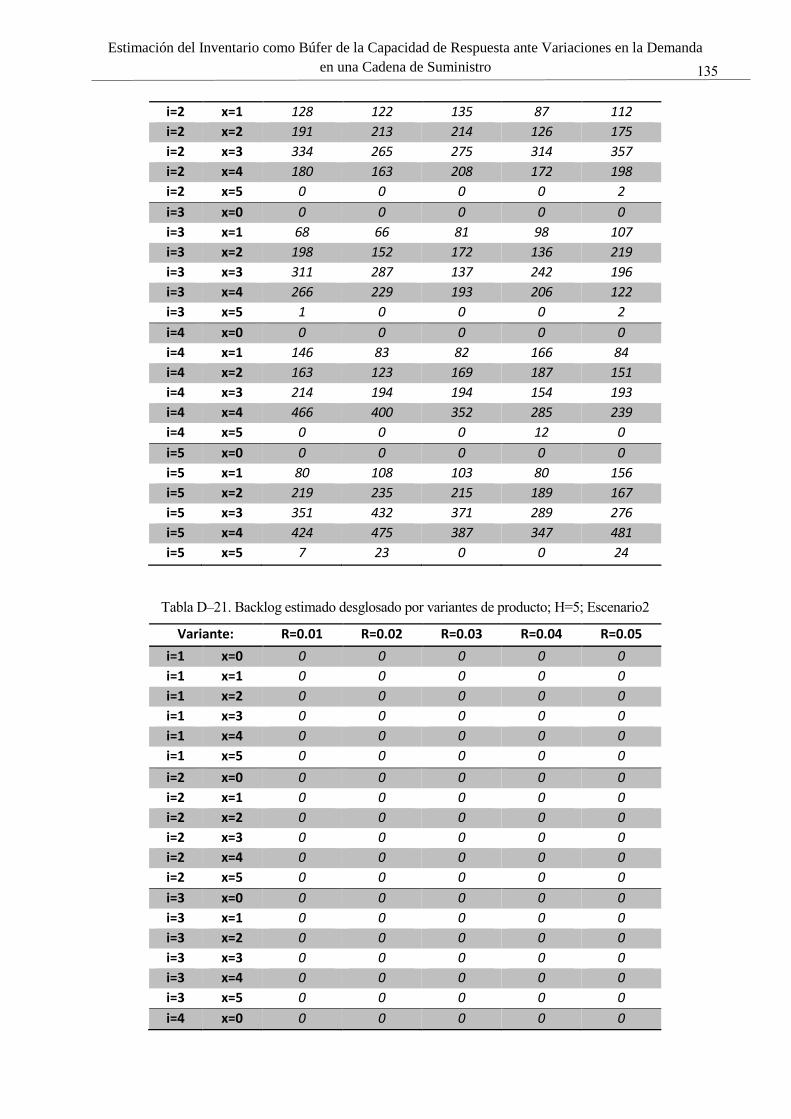
135
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
i=2 x=1 128 122 135 87 112
i=2 x=2 191 213 214 126 175
i=2 x=3 334 265 275 314 357
i=2 x=4 180 163 208 172 198
i=2 x=5 0 0 0 0 2
i=3 x=0 0 0 0 0 0
i=3 x=1 68 66 81 98 107
i=3 x=2 198 152 172 136 219
i=3 x=3 311 287 137 242 196
i=3 x=4 266 229 193 206 122
i=3 x=5 1 0 0 0 2
i=4 x=0 0 0 0 0 0
i=4 x=1 146 83 82 166 84
i=4 x=2 163 123 169 187 151
i=4 x=3 214 194 194 154 193
i=4 x=4 466 400 352 285 239
i=4 x=5 0 0 0 12 0
i=5 x=0 0 0 0 0 0
i=5 x=1 80 108 103 80 156
i=5 x=2 219 235 215 189 167
i=5 x=3 351 432 371 289 276
i=5 x=4 424 475 387 347 481
i=5 x=5 7 23 0 0 24
Tabla D–21. Backlog estimado desglosado por variantes de producto; H=5; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
i=1 x=3 0 0 0 0 0
i=1 x=4 0 0 0 0 0
i=1 x=5 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
i=2 x=3 0 0 0 0 0
i=2 x=4 0 0 0 0 0
i=2 x=5 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=3 x=3 0 0 0 0 0
i=3 x=4 0 0 0 0 0
i=3 x=5 0 0 0 0 0
i=4 x=0 0 0 0 0 0
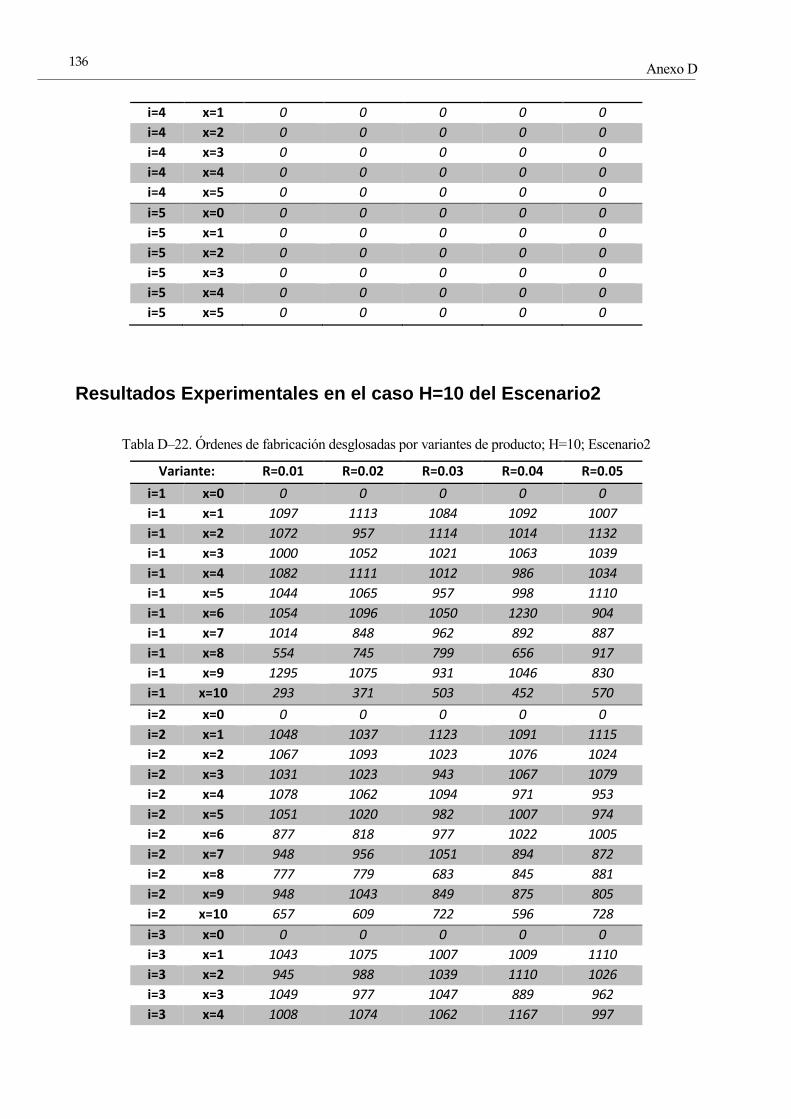
Anexo D
136
i=4 x=1 0 0 0 0 0
i=4 x=2 0 0 0 0 0
i=4 x=3 0 0 0 0 0
i=4 x=4 0 0 0 0 0
i=4 x=5 0 0 0 0 0
i=5 x=0 0 0 0 0 0
i=5 x=1 0 0 0 0 0
i=5 x=2 0 0 0 0 0
i=5 x=3 0 0 0 0 0
i=5 x=4 0 0 0 0 0
i=5 x=5 0 0 0 0 0
Resultados Experimentales en el caso H=10 del Escenario2
Tabla D–22. Órdenes de fabricación desglosadas por variantes de producto; H=10; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 1097 1113 1084 1092 1007
i=1 x=2 1072 957 1114 1014 1132
i=1 x=3 1000 1052 1021 1063 1039
i=1 x=4 1082 1111 1012 986 1034
i=1 x=5 1044 1065 957 998 1110
i=1 x=6 1054 1096 1050 1230 904
i=1 x=7 1014 848 962 892 887
i=1 x=8 554 745 799 656 917
i=1 x=9 1295 1075 931 1046 830
i=1 x=10 293 371 503 452 570
i=2 x=0 0 0 0 0 0
i=2 x=1 1048 1037 1123 1091 1115
i=2 x=2 1067 1093 1023 1076 1024
i=2 x=3 1031 1023 943 1067 1079
i=2 x=4 1078 1062 1094 971 953
i=2 x=5 1051 1020 982 1007 974
i=2 x=6 877 818 977 1022 1005
i=2 x=7 948 956 1051 894 872
i=2 x=8 777 779 683 845 881
i=2 x=9 948 1043 849 875 805
i=2 x=10 657 609 722 596 728
i=3 x=0 0 0 0 0 0
i=3 x=1 1043 1075 1007 1009 1110
i=3 x=2 945 988 1039 1110 1026
i=3 x=3 1049 977 1047 889 962
i=3 x=4 1008 1074 1062 1167 997
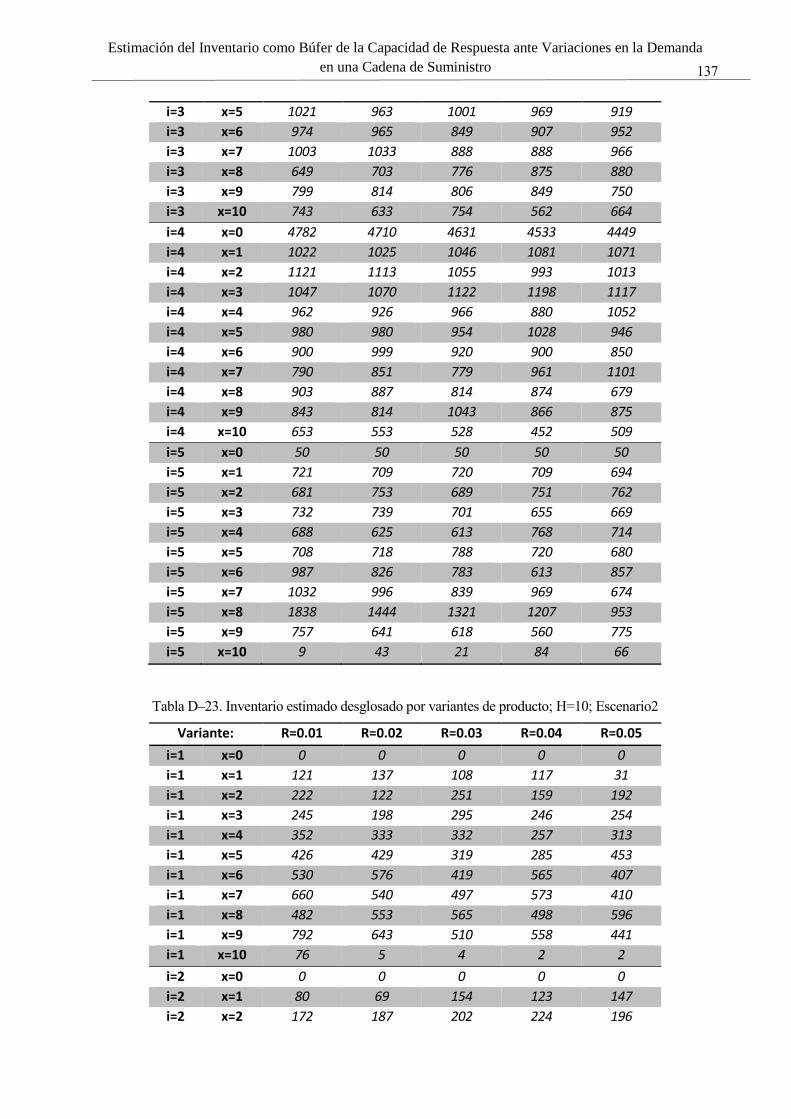
137
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
i=3 x=5 1021 963 1001 969 919
i=3 x=6 974 965 849 907 952
i=3 x=7 1003 1033 888 888 966
i=3 x=8 649 703 776 875 880
i=3 x=9 799 814 806 849 750
i=3 x=10 743 633 754 562 664
i=4 x=0 4782 4710 4631 4533 4449
i=4 x=1 1022 1025 1046 1081 1071
i=4 x=2 1121 1113 1055 993 1013
i=4 x=3 1047 1070 1122 1198 1117
i=4 x=4 962 926 966 880 1052
i=4 x=5 980 980 954 1028 946
i=4 x=6 900 999 920 900 850
i=4 x=7 790 851 779 961 1101
i=4 x=8 903 887 814 874 679
i=4 x=9 843 814 1043 866 875
i=4 x=10 653 553 528 452 509
i=5 x=0 50 50 50 50 50
i=5 x=1 721 709 720 709 694
i=5 x=2 681 753 689 751 762
i=5 x=3 732 739 701 655 669
i=5 x=4 688 625 613 768 714
i=5 x=5 708 718 788 720 680
i=5 x=6 987 826 783 613 857
i=5 x=7 1032 996 839 969 674
i=5 x=8 1838 1444 1321 1207 953
i=5 x=9 757 641 618 560 775
i=5 x=10 9 43 21 84 66
Tabla D–23. Inventario estimado desglosado por variantes de producto; H=10; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 121 137 108 117 31
i=1 x=2 222 122 251 159 192
i=1 x=3 245 198 295 246 254
i=1 x=4 352 333 332 257 313
i=1 x=5 426 429 319 285 453
i=1 x=6 530 576 419 565 407
i=1 x=7 660 540 497 573 410
i=1 x=8 482 553 565 498 596
i=1 x=9 792 643 510 558 441
i=1 x=10 76 5 4 2 2
i=2 x=0 0 0 0 0 0
i=2 x=1 80 69 154 123 147
i=2 x=2 172 187 202 224 196
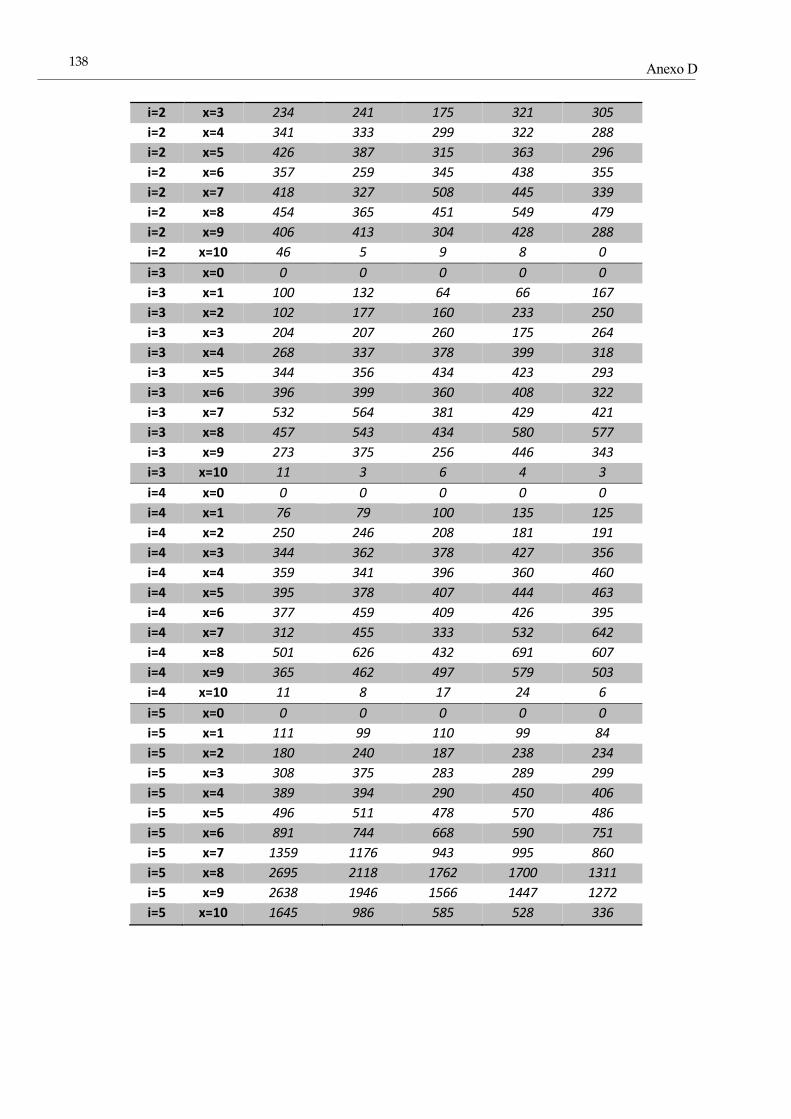
Anexo D
138
i=2 x=3 234 241 175 321 305
i=2 x=4 341 333 299 322 288
i=2 x=5 426 387 315 363 296
i=2 x=6 357 259 345 438 355
i=2 x=7 418 327 508 445 339
i=2 x=8 454 365 451 549 479
i=2 x=9 406 413 304 428 288
i=2 x=10 46 5 9 8 0
i=3 x=0 0 0 0 0 0
i=3 x=1 100 132 64 66 167
i=3 x=2 102 177 160 233 250
i=3 x=3 204 207 260 175 264
i=3 x=4 268 337 378 399 318
i=3 x=5 344 356 434 423 293
i=3 x=6 396 399 360 408 322
i=3 x=7 532 564 381 429 421
i=3 x=8 457 543 434 580 577
i=3 x=9 273 375 256 446 343
i=3 x=10 11 3 6 4 3
i=4 x=0 0 0 0 0 0
i=4 x=1 76 79 100 135 125
i=4 x=2 250 246 208 181 191
i=4 x=3 344 362 378 427 356
i=4 x=4 359 341 396 360 460
i=4 x=5 395 378 407 444 463
i=4 x=6 377 459 409 426 395
i=4 x=7 312 455 333 532 642
i=4 x=8 501 626 432 691 607
i=4 x=9 365 462 497 579 503
i=4 x=10 11 8 17 24 6
i=5 x=0 0 0 0 0 0
i=5 x=1 111 99 110 99 84
i=5 x=2 180 240 187 238 234
i=5 x=3 308 375 283 289 299
i=5 x=4 389 394 290 450 406
i=5 x=5 496 511 478 570 486
i=5 x=6 891 744 668 590 751
i=5 x=7 1359 1176 943 995 860
i=5 x=8 2695 2118 1762 1700 1311
i=5 x=9 2638 1946 1566 1447 1272
i=5 x=10 1645 986 585 528 336
139
Estimación del Inventario como Búfer de la Capacidad de Respuesta ante Variaciones en la Demanda
en una Cadena de Suministro
Tabla D–24. Backlog estimado desglosado por variantes de producto; H=10; Escenario2
Variante: R=0.01 R=0.02 R=0.03 R=0.04 R=0.05
i=1 x=0 0 0 0 0 0
i=1 x=1 0 0 0 0 0
i=1 x=2 0 0 0 0 0
i=1 x=3 0 0 0 0 0
i=1 x=4 0 0 0 0 0
i=1 x=5 0 0 0 0 0
i=1 x=6 0 0 0 0 0
i=1 x=7 0 0 0 0 0
i=1 x=8 0 0 0 0 0
i=1 x=9 0 0 0 0 0
i=1 x=10 0 0 0 0 0
i=2 x=0 0 0 0 0 0
i=2 x=1 0 0 0 0 0
i=2 x=2 0 0 0 0 0
i=2 x=3 0 0 0 0 0
i=2 x=4 0 0 0 0 0
i=2 x=5 0 0 0 0 0
i=2 x=6 0 0 0 0 0
i=2 x=7 0 0 0 0 0
i=2 x=8 0 0 0 0 0
i=2 x=9 0 0 0 0 0
i=2 x=10 0 0 0 0 0
i=3 x=0 0 0 0 0 0
i=3 x=1 0 0 0 0 0
i=3 x=2 0 0 0 0 0
i=3 x=3 0 0 0 0 0
i=3 x=4 0 0 0 0 0
i=3 x=5 0 0 0 0 0
i=3 x=6 0 0 0 0 0
i=3 x=7 0 0 0 0 0
i=3 x=8 0 0 0 0 0
i=3 x=9 0 0 0 0 0
i=3 x=10 0 0 0 0 0
i=4 x=0 0 0 0 0 0
i=4 x=1 0 0 0 0 0
i=4 x=2 0 0 0 0 0
i=4 x=3 0 0 0 0 0
i=4 x=4 0 0 0 0 0
i=4 x=5 0 0 0 0 0
i=4 x=6 0 0 0 0 0
i=4 x=7 0 0 0 0 0
i=4 x=8 0 0 0 0 0
i=4 x=9 0 0 0 0 0
i=4 x=10 0 0 0 0 0
Anexo D
140
i=5 x=0 0 0 0 0 0
i=5 x=1 0 0 0 0 0
i=5 x=2 0 0 0 0 0
i=5 x=3 0 0 0 0 0
i=5 x=4 0 0 0 0 0
i=5 x=5 0 0 0 0 0
i=5 x=6 0 0 0 0 0
i=5 x=7 0 0 0 0 0
i=5 x=8 0 0 0 0 0
i=5 x=9 0 0 0 0 0
i=5 x=10 0 0 0 0 0