
Torno con plato - Haas Automation · Cobertura para el equipo CNC de Haas Automation, Inc. En vigor...
62
, Haas Automation Inc. 2800 Sturgis Road Oxnard, CA 93030-8933 Estados Unidos | HaasCNC.com © 2018 Haas Automation, Inc. Reservados todos los derechos. Solo se permite realizar copias con el permiso correspondiente. Copyright aplicado estrictamente. Torno con plato Control de nueva generación Suplemento del manual del operador 96-ES0226 Revisión C Marzo 2019 Español Traducción de instrucciones originales
Transcript of Torno con plato - Haas Automation · Cobertura para el equipo CNC de Haas Automation, Inc. En vigor...

,
Haas Automation Inc.2800 Sturgis Road
Oxnard, CA 93030-8933Estados Unidos | HaasCNC.com
© 2018 Haas Automation, Inc. Reservados todos los derechos. Solo se permite realizar copias con el permiso correspondiente. Copyright aplicado estrictamente.
Torno con plato
Control de nueva generaciónSuplemento del manual del operador
96-ES0226Revisión C
Marzo 2019Español
Traducción de instrucciones originales


© 2019 Haas Automation, Inc.
Reservados todos los derechos. Ninguna parte de esta publicación puede reproducirse, almacenarseen un sistema de recuperación ni transmitirse de alguna forma, o mediante cualquier medio mecánico,electrónico, fotocopia, grabación o cualquier otro, sin el consentimiento por escrito de HaasAutomation, Inc. No se asumirá ninguna responsabilidad de patente con respecto al uso de lainformación contenida aquí. Además, ya que Haas Automation se esfuerza en mejorar constantementesus productos de alta calidad, la información contenida en este manual está sujeta a cambios sinnotificación previa. Hemos tomado precauciones en la preparación de este manual; no obstante, HaasAutomation no asumirá ninguna responsabilidad por errores u omisiones, y no asumimos ningunaresponsabilidad por daños resultantes del uso de la información contenida en esta publicación.
1

Este producto utiliza la tecnología Java de Oracle Corporation y solicitamos que confirme que Oracle posee la marca comercial Java y todas las marcas comerciales relacionadas con Java y que acepta cumplir las directrices sobre marcas comerciales de www.oracle.com/us/legal/third-party-trademarks/index.html.
Cualquier distribución adicional de los programas Java (más allá de este aparato/máquina) está sujeta a un Contrato de licencia de usuario final legalmente vinculante con Oracle. Cualquier uso de las funciones comerciales para propósitos de producción requiere una licencia independiente de Oracle.
2

1
CERTIFICADO DE GARANTÍA LIMITADA
Haas Automation, Inc.
Cobertura para el equipo CNC de Haas Automation, Inc.
En vigor desde el 1 de septiembre de 2010
Haas Automation Inc. ("Haas" o "Fabricante") proporciona una garantía limitada para todaslas nuevas fresadoras, centros de torneado y máquinas giratorias (colectivamente,"Máquinas CNC") y sus componentes (excepto los que aparecen enumeradas en losLímites y exclusiones de la garantía) ("Componentes") que sean fabricados por Haas yvendidos por Haas o sus distribuidores autorizados según se estipula en este Certificado.La garantía que se estipula en este Certificado es una garantía limitada, es la únicagarantía que ofrece el Fabricante y está sujeta a los términos y condiciones de esteCertificado.
Cobertura de la garantía limitada
Cada Máquina CNC y sus Componentes (colectivamente, "Productos Haas") estángarantizados por el Fabricante frente a los defectos en el material y mano de obra. Estagarantía solo se proporciona a un usuario final de la Máquina CNC (un "Cliente"). Elperíodo de esta garantía limitada es de un (1) año. El período de garantía comienza en lafecha de instalación de la Máquina CNC en las instalaciones del Cliente. El Cliente puedeadquirir de un distribuidor Haas autorizado una ampliación del periodo de garantía (una"Ampliación de la garantía"), en cualquier momento durante el primer año de propiedad.
Únicamente reparación o sustitución
La responsabilidad bajo este acuerdo se limita únicamente a la reparación y sustitución, ala discreción del fabricante, de piezas o componentes.
Limitación de responsabilidad de la garantía
Esta garantía es la garantía única y exclusiva del Fabricante y sustituye al resto degarantías de cualquier clase o naturaleza, expresa o implícita, oral o escrita, pero sinlimitación con respecto a cualquier garantía implícita comercial, garantía implícita deidoneidad para un uso en particular u otra garantía de calidad o de rendimiento o noincumplimiento. El Fabricante limita la responsabilidad con respecto a esas otras garantíasde cualquier clase y el Cliente renuncia a cualquier derecho en relación con las mismas.

2
Límites y exclusiones de garantía
Aquellos componentes sujetos a desgaste durante el uso normal de la máquina y duranteun periodo de tiempo, incluyendo, pero sin limitación, la pintura, el acabado y estado delas ventanas, focos o bombillas eléctricas, sellos, escobillas, juntas, sistema de recogidade virutas, (por ejemplo, extractores sin fin, conductos de virutas), cintas, filtros, rodillos depuertas, dedos del cambiador de herramientas, etc., se excluyen de esta garantía. Todoslos procedimientos de mantenimiento especificados por el fabricante deben ser cumplidosy registrados para poder mantener vigente esta garantía. Esta garantía se anulará si elFabricante determina que (i) algún Producto Haas fue objeto de mal manejo, mal uso,abuso, negligencia, accidente, instalación inapropiada, mantenimiento inapropiado,almacenamiento o aplicación inapropiados, incluyendo el uso de refrigerantes u otrosfluidos inapropiados, (ii) algún Producto Haas fue reparado o mantenido inapropiadamentepor el Cliente, por un técnico de mantenimiento no autorizado o por cualquier otra personano autorizada, (iii) el Cliente o cualquier persona realiza o intenta realizar algunamodificación en algún Producto Haas sin el consentimiento previo por escrito delFabricante y/o (iv) se empleó algún Producto Haas para algún uso no comercial (como porejemplo uso personal o doméstico). Esta garantía no cubre los daños o defectos debidosa una influencia externa o asuntos que queden fuera del control razonable del fabricante,incluyendo, sin limitación, el robo, vandalismo, incendio, condiciones meteorológicas(como lluvia, inundación, viento, rayos o terremotos) o actos de guerra o terrorismo.
Sin limitar la generalidad de cualquiera de las exclusiones o limitaciones descritas en esteCertificado, esta garantía no incluye ninguna garantía con respecto a que cualquierProducto Haas cumpla las especificaciones de producción de cualquier persona ocualquier otro requisito, o que la operación de cualquier Producto Haas sea ininterrumpidao sin errores. El Fabricante no asume ninguna responsabilidad con respecto al uso decualquier Producto Haas por parte de cualquier persona, y el Fabricante no incurrirá enninguna responsabilidad por ningún fallo en el diseño, producción, operación,funcionamiento o cualquier otro aspecto del Producto Haas más allá de la sustitución oreparación del mismo, tal y como se indicó anteriormente en la garantía anterior.

3
Limitación de responsabilidad y daños
El Fabricante no será responsable ante el Cliente o cualquier otra persona por cualquierdaño compensatorio, fortuito, consiguiente, punitivo, especial o cualquier otro daño oreclamación, ya sea en acción de contrato o agravio, que esté relacionado con cualquierproducto Haas, otros productos o servicios suministrados por el Fabricante o por undistribuidor autorizado, técnico de servicio u otro representante autorizado del Fabricante(colectivamente, "representante autorizado"), o por el fallo de piezas o productosfabricados con cualquier producto Haas, incluso si el Fabricante o cualquier representanteautorizado hubiera sido informado sobre la posibilidad de tales daños, incluyéndose entales daños o reclamaciones, aunque sin limitación, la pérdida de ganancias, pérdida dedatos, pérdida de productos, pérdida de ingresos, pérdida de uso, coste por tiempo deinterrupción, fondo de comercio, cualquier daño al equipo, instalaciones o cualquier otrapropiedad de cualquier persona, y cualquier daño que pueda deberse a un malfuncionamiento de cualquier producto Haas. El Fabricante limita la responsabilidad conrespecto a tales daños y reclamaciones y el Cliente renuncia a cualquier derecho enrelación con los mismos. La única responsabilidad del Fabricante, y el derecho desubsanación exclusivo del Cliente, para los daños y reclamaciones de cualquier clase, selimitarán exclusivamente a la reparación y sustitución, a la discreción del Fabricante, delproducto Haas defectuoso, tal y como se estipule en esta garantía.
El Cliente ha aceptado las limitaciones y restricciones que se estipulan en este Certificado,incluyendo, pero sin limitación, la restricción sobre su derecho a la recuperación de daños,como parte de su acuerdo con el Fabricante o su Representante autorizado. El Clienteentiende y reconoce que el precio de los Productos Haas sería mucho más elevado si elFabricante tuviera que responsabilizarse de los daños accidentales y reclamaciones quequedan fuera del ámbito de esta garantía.
Acuerdo completo
Este Certificado sustituye cualquier otro contrato, promesa, representación o garantía,expresada de forma oral o por escrito, entre las partes o por el Fabricante en relación conlos asuntos de este Certificado, e incluye todos los tratos y acuerdos entre las partes oaceptados por el Fabricante con respecto a tales asuntos. Por la presente, el Fabricanterechaza de forma expresa cualquier otro contrato, promesa, representación o garantía,expresada de forma oral o por escrito, que se añada a o sea inconsistente con cualquiertérmino o condición de este Certificado. Ningún término o condición que se estipulen esteCertificado puede ser modificado ni corregido a menos que el Fabricante y el Cliente loacuerden por escrito. Sin perjuicio de lo anterior, el fabricante concederá una Ampliaciónde la garantía únicamente en la medida en que amplíe el período de garantía aplicable.

4
Transferibilidad
Esta garantía puede transferirse del Comprador original a otra parte si la Máquina CNC sevende por medio de una venta privada antes de que termine el período de garantía,siempre que el Fabricante reciba una notificación escrita de la misma y esta garantía noesté anulada en el momento de la transferencia. El receptor de esta garantía estará sujetoa todos los términos y condiciones de este Certificado.
Varios
Esta garantía se regirá según las leyes del Estado de California sin que se apliquen lasnormas sobre conflictos de legislaciones. Cualquier disputa que surja de esta garantía seresolverá en un juzgado con jurisdicción competente situado en el Condado de Ventura, elCondado de Los Ángeles o el Condado de Orange, California. Cualquier término odisposición de este Certificado que sea declarado como no válido o inaplicable encualquier situación en cualquier jurisdicción, no afectará a la validez o aplicación de lostérminos y disposiciones restantes del mismo ni a la validez o aplicación del término odisposición conflictivo en cualquier otra situación o jurisdicción.

5
Opinión del cliente
Si tuviera alguna duda o pregunta en relación con este Manual del operador, póngase encontacto con nosotros en nuestro sitio web, www.HaasCNC.com. Use el vínculo “ContactUs” (contacto) y envíe sus comentarios al Defensor del cliente.
Únase a los propietarios de Haas en línea y forme parte de la mayor comunidad de CNCen estos sitios:
haasparts.comYour Source for Genuine Haas Parts
www.facebook.com/HaasAutomationIncHaas Automation on Facebook
www.twitter.com/Haas_AutomationFollow us on Twitter
www.linkedin.com/company/haas-automationHaas Automation on LinkedIn
www.youtube.com/user/haasautomationProduct videos and information
www.flickr.com/photos/haasautomationProduct photos and information

6
Política de satisfacción al cliente
Estimado Cliente de Haas,
Su completa satisfacción y buena disposición es lo más importante para Haas Automation,Inc., y para el distribuidor Haas (HFO), donde usted ha comprado su equipo. Normalmente,su HFO resolverá rápidamente cualquier aspecto que tuviera sobre su transacción deventas o la operación de sus equipos.
Sin embargo, si sus preguntas o preocupaciones no fueran resueltas a su enterasatisfacción, y si usted hubiera hablado directamente sobre las mismas con el responsabledel HFO, con el Director general o con el propietario del HFO, haga lo siguiente:
Póngase en contacto con el Defensor del Servicio al Cliente de Haas Automation en el805-988-6980. De esta forma, podremos resolver cualquier problema de la manera másrápida posible. Cuando llame, tenga la siguiente información a la mano:
• Nombre, domicilio y número de teléfono de su empresa• El modelo de la máquina y su número de serie• El nombre del HFO y el nombre de la persona en el HFO con la cual usted se
comunicó la última vez• La naturaleza de su pregunta, problema o preocupación
Si desea escribir a Haas Automation, utilice la siguiente dirección:
Haas Automation, Inc. EE. UU.2800 Sturgis RoadOxnard CA 93030A la atención de: Customer Satisfaction Managercorreo electrónico: [email protected]
Una vez que usted se haya comunicado con el Centro de servicio de atención al cliente deHaas Automation, haremos todo lo posible para trabajar directamente con usted y su HFOy así resolver de una manera rápida sus preocupaciones. En Haas Automation sabemosque una buena relación entre el Cliente-Distribuidor-Fabricante ayudará a mantener unéxito continuo al ayudar a todos los que tienen cuestiones pendientes.
Internacional:
Haas Automation, EuropaMercuriusstraat 28, B-1930Zaventem, Bélgicacorreo electrónico: [email protected]
Haas Automation, AsiaNo. 96 Yi Wei Road 67,Waigaoqiao FTZShanghái 200131 P.R.C.correo electrónico: [email protected]

Declaración de conformidad
Producto: Tornos CNC (centros de torneado)*
*Incluyendo todas las opciones instaladas en fábrica o en campo por un Haas FactoryOutlet (HFO) certificado
Fabricado por: Haas Automation, Inc.
2800 Sturgis Road, Oxnard CA 93030
805-278-1800
Declaramos, bajo nuestra absoluta responsabilidad, que los productos que se enumeranmás arriba, a los que se hace referencia en esta declaración, cumplen las normativas quese incluyen en la Directiva CE para centros de mecanizado:
• Directiva 2006 / 42 / CE sobre maquinaria
• Directiva 2014 / 30 / CE sobre compatibilidad electromagnética
• Directiva 2014 / 35 / CE sobre baja tensión
• Normas adicionales:
– EN 60204-1:2006 / A1:2009– EN 614-1:2006+A1:2009– EN 894-1:1997+A1:2008– CEN 13849-1:2015
RoHS2: CUMPLE (2011/65/CE), al estar exento según la documentación del fabricante.
Salvedades:
a) Herramienta industrial estacionaria de gran escala.b) Plomo como elemento de aleación en acero, aluminio y cobre.c) Cadmio y sus compuestos en contactos eléctricos.
Persona autorizada para compilar el archivo técnico:
Jens Thing
Dirección:
Haas Automation EuropeMercuriusstraat 28B-1930 ZaventemBélgica
1

EE. UU.: Haas Automation certifica que esta máquina está conforme con los estándaresde diseño y fabricación OSHA y ANSI incluidos a continuación. El uso de esta máquinaestará conforme con los estándares incluidos a continuación solo en la medida que elpropietario y operario continúen respetando los requisitos de operación, mantenimiento yformación de dichos estándares.
• OSHA 1910.212 - Requisitos generales para todas las máquinas
• ANSI B11.5-1984 (R1994) Tornos
• ANSI B11.19-2003 Criterios de rendimiento de la protección
• ANSI B11.22-2002 Requisitos de seguridad para centros de torneado y máquinas detorneado con control numérico automático
• ANSI B11.TR3-2000 Evaluación y reducción de riesgos - Una directriz para estimar,evaluar y reducir riesgos asociados con herramientas de mecanizado
CANADÁ: Como fabricante de equipos originales, declaramos que los productosenumerados cumplen las normativas incluidas en la Sección 7 de Revisiones de seguridady salud previas a la puesta en marcha de la Normativa 851 de las Normativas de la ley deseguridad y salud ocupacional para Instalaciones industriales con respecto a lasdisposiciones y estándares de protección de las máquinas.
Además, este documento cumple con la disposición de aviso por escrito para la exenciónde la inspección previa al inicio para la maquinaria enumerada según se describe en lasPautas de salud y seguridad de Ontario, Directrices PSR de abril de 2001. Las DirectricesPSR permiten que el aviso por escrito del original el fabricante del equipo que declara laconformidad con las normas aplicables sea aceptable para la exención de la Revisión deseguridad y salud previa al inicio.
Instrucciones originales
ETL LISTEDCONFORMS TONFPA STD 79
ANSI/UL STD 508UL SUBJECT 2011
CERTIFIED TO CAN/CSA STD C22.2 N O.73
All Haas CNC machine tools carry the ETL Listed mark, certifying that they conform to the NFPA 79 Electrical Standard for Industrial Machinery and the Canadian equivalent, CAN/CSA C22.2 No. 73. The ETL Listed and cETL Listed marks are awarded to products that have successfully undergone testing by Intertek Testing Services (ITS), an alternative to Underwriters' Laboratories.
C
Haas Automation has been assessed for conformance with the provisions set forth by ISO 9001:2008. Scope of Registration: Design and Manufacture of CNC Machines Tools and Accessories, Sheet Metal Fabrication. The conditions for maintaining this certificate of registration are set forth in ISA's Registration Policies 5.1. This registration is granted subject to the organization maintaining compliance to the noted stardard. The validity of this certificate is dependent upon ongoing surveillance audits.
2

Manual del operador del usuario y otros recursos en línea
Este manual es el manual de operación y programación que se aplica a todos los tornosHaas.
Se proporciona una versión en inglés de este manual a todos los clientes y está marcada"Instrucciones originales".
Para muchas otras áreas del mundo, hay una traducción de este manual marcada"Traducción de instrucciones originales".
Este manual contiene una versión sin firmar de la UE requerida "Declaración deconformidad". A los clientes europeos se les proporciona una versión en inglés firmadade la Declaración de conformidad con el nombre del modelo y el número de serie.
Además de este manual, hay una enorme cantidad de información adicional en línea en:www.haascnc.com en la sección PROPIETARIOS.
Tanto este manual como las traducciones de este manual están disponibles en línea paramáquinas de hasta aproximadamente 15 años.
El control CNC de su máquina también contiene todo este manual en varios idiomas y sepuede encontrar pulsando el botón [AYUDA].
Muchos modelos de máquinas vienen con un suplemento manual que también estádisponible en línea.
Todas las opciones de máquina también tienen información adicional en línea.
La información de mantenimiento y servicio está disponible en línea.
La "Guía de instalación" en línea contiene información y lista de verificación para losRequisitos eléctricos y de aire, Extractor de neblina opcional, Dimensiones de envío, peso,Instrucciones de elevación, cimentación y colocación, etc.
Las instrucciones sobre el refrigerante adecuado y el mantenimiento del refrigerante seencuentran en el Manual del operador y en línea.
Los diagramas de aire y neumáticos se encuentran en el interior de la puerta del panel delubricación y la puerta de control CNC.
Los tipos de lubricante, grasa, aceite y fluido hidráulico están detallados en una etiquetaen el panel de lubricación de la máquina.
1
Cómo utilizar este manual
Cómo utilizar este manual
Para sacarle el máximo partido a su nueva máquina Haas, lea este manual detenidamentey consúltelo con frecuencia. El contenido de este manual también está disponible en elcontrol de su máquina en la función HELP (ayuda).
IMPORTANT: Antes de utilizar esta máquina, lea y comprenda el capítulo de Seguridaddel manual del operador.
Declaración de advertencias
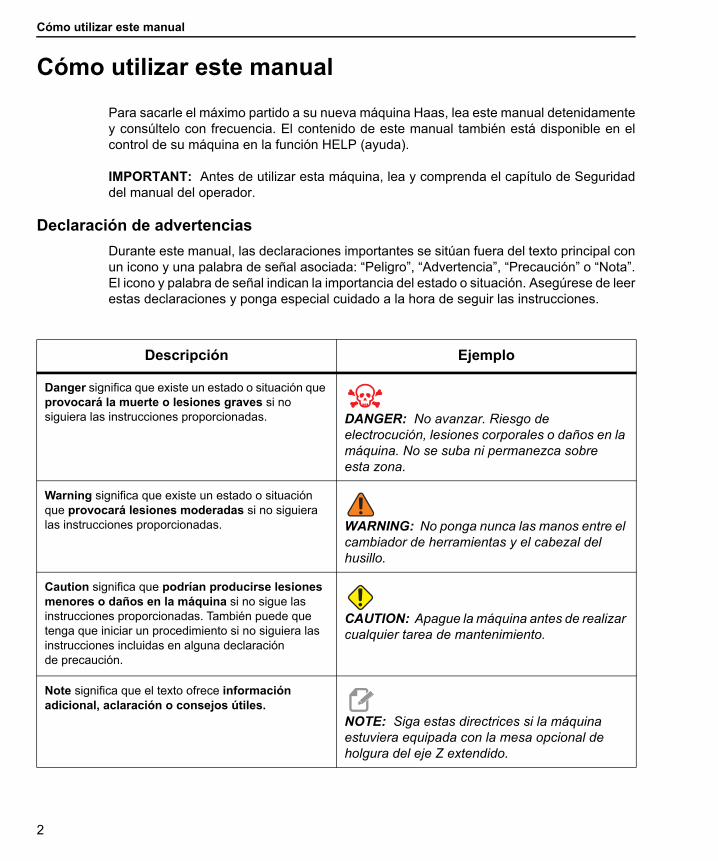
Durante este manual, las declaraciones importantes se sitúan fuera del texto principal conun icono y una palabra de señal asociada: “Peligro”, “Advertencia”, “Precaución” o “Nota”.El icono y palabra de señal indican la importancia del estado o situación. Asegúrese de leerestas declaraciones y ponga especial cuidado a la hora de seguir las instrucciones.
Descripción Ejemplo
Danger significa que existe un estado o situación que provocará la muerte o lesiones graves si no siguiera las instrucciones proporcionadas. DANGER: No avanzar. Riesgo de
electrocución, lesiones corporales o daños en la máquina. No se suba ni permanezca sobre esta zona.
Warning significa que existe un estado o situación que provocará lesiones moderadas si no siguiera las instrucciones proporcionadas. WARNING: No ponga nunca las manos entre el
cambiador de herramientas y el cabezal del husillo.
Caution significa que podrían producirse lesiones menores o daños en la máquina si no sigue las instrucciones proporcionadas. También puede que tenga que iniciar un procedimiento si no siguiera las instrucciones incluidas en alguna declaración de precaución.
CAUTION: Apague la máquina antes de realizar cualquier tarea de mantenimiento.
Note significa que el texto ofrece información adicional, aclaración o consejos útiles.
NOTE: Siga estas directrices si la máquina estuviera equipada con la mesa opcional de holgura del eje Z extendido.
2

Convenciones de texto utilizadas en este manual
Descripción Ejemplo de texto
Bloque de código ofrece ejemplos de programas. G00 G90 G54 X0. Y0.;
Una Referencia de botón de control proporciona el nombre de una tecla o botón de control que va a pulsar.
Pulse [CYCLE START].
Una Ruta de archivo describe una secuencia de directorios del sistema de archivos.
Service > Documents and Software >...
Una Referencia de modo describe un modo de la máquina.
MDI
Un Elemento de pantalla describe un objeto en la pantalla de la máquina con el que interactuará.
Seleccione la pestaña SISTEMA.
Salida del sistema describe texto que el control de la máquina muestra como respuesta a sus acciones.
PROGRAM END
Entrada de usuario describe texto que debe introducir en el control de la máquina.
G04 P1.;
Variable n indica un rango de enteros no negativos de 0 a 9.
Dnn representa D00 a D99.
3

Cómo utilizar este manual
4

Contenidos
Chapter 1 Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.1 Notas generales de seguridad. . . . . . . . . . . . . . . . . . . . . . 1
1.1.1 Resumen de los tipos de operación para la máquina en T de Haas Automation . . . . . . . . . . . . 2
1.1.2 Leer antes de utilizar la máquina . . . . . . . . . . . . . 41.1.3 Límites ambientales de la máquina . . . . . . . . . . . . 71.1.4 Límites de ruido de la máquina . . . . . . . . . . . . . . 8
1.2 Operación sin precedencia . . . . . . . . . . . . . . . . . . . . . . . 81.3 Modo Configuración . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.3.1 Celdas de robot . . . . . . . . . . . . . . . . . . . . . . 111.3.2 Extracción de neblina / Evacuación del cerramiento . . . 11
1.4 Modificaciones en la máquina . . . . . . . . . . . . . . . . . . . . . . 111.5 Refrigerantes inadecuados . . . . . . . . . . . . . . . . . . . . . . . 121.6 Etiquetas de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.6.1 Referencia de símbolos de etiquetas . . . . . . . . . . . 141.6.2 Otra información de seguridad. . . . . . . . . . . . . . . 181.6.3 Más información en Internet . . . . . . . . . . . . . . . . 18
Chapter 2 Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192.1 Características del torno con plato . . . . . . . . . . . . . . . . . . . 19
Chapter 3 Operación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233.1 Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233.2 Mover el torno con plato . . . . . . . . . . . . . . . . . . . . . . . . . 233.3 Encendido de la máquina . . . . . . . . . . . . . . . . . . . . . . . . 233.4 Amarre de pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253.5 Operación de la torreta ATT8 . . . . . . . . . . . . . . . . . . . . . . 30
3.5.1 Prueba operativa ATT8 . . . . . . . . . . . . . . . . . . 303.5.2 Recuperación de cambio de herramientas ATT8 . . . . . 31
3.6 Instalación del empujador de barras . . . . . . . . . . . . . . . . . . 323.6.1 Configuración del empujador de barras . . . . . . . . . . 333.6.2 Operación del empujador de barras . . . . . . . . . . . . 353.6.3 Variables del empujador de barras . . . . . . . . . . . . 36
3.7 Configuración del recogedor de piezas del torno con plato . . . . . . . 373.7.1 Operación del recogedor de piezas del torno con plato . . 38
5

Chapter 4 Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .394.1 Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 394.2 Lubricación CL (torno con plato) . . . . . . . . . . . . . . . . . . . . 394.3 Solución de problemas . . . . . . . . . . . . . . . . . . . . . . . . . 404.4 Más información en Internet . . . . . . . . . . . . . . . . . . . . . . . 41
Índice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .43
6

Seguridad
Chapter 1: Seguridad
1.1 Notas generales de seguridad
CAUTION: Solo personal autorizado y formado puede utilizar este equipo.Siempre debe actuar de acuerdo con el manual del operador,etiquetas de seguridad, procedimientos de seguridad e instruccionespara utilizar de forma segura la máquina. El personal no formadorepresenta un peligro para ellos mismos y para la máquina.
IMPORTANT: No utilice esta máquina hasta que haya leído todas las advertencias,precauciones e instrucciones.
CAUTION: Se ha probado la precisión de los programas de ejemplo de estemanual, aunque solo se utilizan para fines ilustrativos. Los programasno definen herramientas, correctores ni materiales. No describenamarres de piezas ni otros utillajes. Si decidiera ejecutar un programade ejemplo en su máquina, hágalo en modo Graphics (gráficos). Sigasiempre prácticas de mecanizado seguras cuando ejecute unprograma con el que no esté familiarizado.
Todas las máquinas CNC contienen peligros debido a piezas giratorias, piezas fijadasincorrectamente, correas y poleas, alta tensión, ruido y aire comprimido. Debe seguirsiempre precauciones básicas de seguridad con el fin de reducir el riesgo de daño personaly mecánico.
El área de trabajo debe estar iluminada adecuadamente para permitir una visión clara y unfuncionamiento seguro de la máquina. Esto incluye el área de trabajo del operador y todaslas áreas de la máquina a las que se puede acceder durante el mantenimiento o lalimpieza. La iluminación adecuada es responsabilidad del usuario.
Las herramientas de corte, el amarre de pieza, la pieza de trabajo y el refrigerante estánfuera del alcance y el control de Haas Automation, Inc. Cada uno de estos riesgospotenciales asociados (bordes afilados, consideraciones de levantamiento de objetospesados, composición química, etc.) y es responsabilidad del usuario tomar las medidasapropiadas (EPP, formación, etc.).
Se requiere la limpieza de la máquina durante el uso normal y antes de su mantenimientoo reparación. El equipo opcional está disponible para ayudar a la limpieza, comomangueras de lavado, extractores de virutas y extractores de virutas sin-fin. El uso segurode este equipo requiere capacitación y puede requerir un EPP apropiado y esresponsabilidad del usuario.
1

Notas generales de seguridad
Este manual del operador está destinado a ser una guía de referencia y no debe ser laúnica fuente de capacitación. La capacitación completa del operador está disponible en eldistribuidor autorizado de Haas.
1.1.1 Resumen de los tipos de operación para la máquina en T de Haas Automation
Los tornos CNC Haas están diseñados para cortar y dar forma a metales y otros materialesduros. Son de propósito general por su naturaleza y una lista de todos esos materiales ytipos de corte nunca sería completa. Casi todo el corte y la forma se realizan mediante unapieza giratoria sujetada en un plato de garras. Las herramientas se mantienen en unatorreta. Algunas operaciones de corte requieren líquido refrigerante. Ese refrigerantetambién es una opción dependiendo del tipo de corte.
Las operaciones de los tornos Haas se separan en tres áreas. Son: Operaciones,mantenimiento y servicio. Las operaciones y el mantenimiento están destinados a serrealizados por un operador de máquinas capacitado y cualificado. Este Manual deloperador contiene parte de la información necesaria para operar la máquina. Todas lasdemás operaciones de la máquina deben considerarse Servicio. El servicio solo debe serrealizado por personal de servicio especialmente capacitado.
El funcionamiento de esta máquina consiste en lo siguiente:
1. Configuración de la máquina
• La configuración de la máquina se realiza para configurar inicialmente las herramientas, los correctores y los utillajes necesarios para realizar una función repetitiva que luego se denomina operación de la máquina. Algunas funciones de configuración de la máquina se pueden hacer con la puerta abierta, pero están limitadas a "Espera para ejecutar".
2. Máquina operando en modo automático
• La operación automática se inicia con nicio de ciclo y solo se puede hacer con las puertas cerradas.
3. Operador de carga y descarga de materiales (piezas)
• La carga y descarga de piezas es lo que precede y sigue una operación automática. Esto debe hacerse con las puertas abiertas y todo el movimiento automático de la máquina se detiene cuando la puerta está abierta.
4. Operador de carga y descarga de herramientas de corte
• La carga y descarga de herramientas se realiza con menos frecuencia que la configuración. A menudo se requiere cuando una herramienta se ha desgastado y se debe reemplazar.
2

Seguridad
El mantenimiento solo consiste en lo siguiente:
1. Agregar y mantener el estado del refrigerante
• Se requiere agregar refrigerante y mantener la concentración de refrigerante a intervalos regulares. Esta es una función normal del operador y se realiza desde una ubicación segura fuera del recinto de trabajo o con las puertas abiertas y la máquina detenida.
2. Agregar lubricantes
• Es necesario agregar lubricantes para husillo y ejes a intervalos regulares. Estos son a menudo meses o años de duración. Esta es una función normal del operador y se realiza siempre desde una ubicación segura fuera del recinto de trabajo.
3. Limpieza de virutas de la máquina
• Se requiere la limpieza de virutas a intervalos dictados por el tipo de mecanizado realizado. Esta es una función normal del operador. Se realiza con las puertas abiertas y todo el funcionamiento de la máquina se detiene.
El servicio solo consiste en lo siguiente:
1. Reparación de una máquina que no funciona correctamente
• Cualquier máquina que no está funcionando correctamente requiere el servicio de personal formado en fábrica. Esta no es nunca una función del operador. No se considera mantenimiento. Las instrucciones de instalación y servicio se proporcionan por separado del Manual del operador.
2. Máquina en movimiento, desembalaje e instalación
• Las máquinas de Haas se envían a la ubicación de un usuario casi lista para operar. Todavía requieren una persona de servicio capacitada para completar la instalación. Las instrucciones de instalación y servicio se proporcionan por separado del Manual del operador.
3. Embalaje de la máquina
• El embalaje de la máquina para el envío requiere el mismo material de embalaje suministrado por Haas en el envío original. El embalaje requiere una persona de servicio capacitada para completar la instalación. Las instrucciones de envío se proporcionan por separado del Manual del operador.
4. Retirada, desmantelamiento y eliminación
• No se espera que la máquina sea desmontada para su envío; se puede mover en su totalidad de la misma manera en que se instaló. La máquina puede devolverse al distribuidor del fabricante para su eliminación. El fabricante acepta cualquiera/todos los componentes para su reciclaje según la Directiva 2002/96/CE.
3

Notas generales de seguridad
5. Eliminación al final de la vida útil
• La eliminación al final de su vida útil debe cumplir con las leyes y normativas de la región donde se encuentra la máquina. Esta es una responsabilidad conjunta del propietario y vendedor de la máquina. El análisis de riesgos no aborda esta fase.
1.1.2 Leer antes de utilizar la máquina
DANGER: No entre en el área de mecanizado en ningún momento en el que lamáquina se encuentre en movimiento o en ningún momento en el quepueda producirse el movimiento de la máquina. Podrían producirselesiones graves o incluso la muerte. El movimiento puede producirsecuando la alimentación está encendida y la máquina no se encuentraen [EMERGENCY STOP].
Seguridad básica:
• Esta máquina puede provocar lesiones corporales severas.
• Esta máquina está controlada automáticamente y podría comenzar a funcionar encualquier momento.
• Consulte sus códigos y normativas locales de seguridad antes de utilizar la máquina.Póngase en contacto con su distribuidor si tuviera alguna pregunta sobre problemasde seguridad.
• El propietario de la máquina será responsable de asegurarse de que todos aquellosimplicados en la instalación y operación de la máquina estén completamentefamiliarizados con las instrucciones de operación y seguridad proporcionadas con lamáquina, ANTES de que trabajen con ella. Toda la responsabilidad sobre laseguridad recae en el propietario de la máquina y en los individuos que trabajen conella.
• Use protección ocular y auditiva apropiada cuando utilice la máquina.
• Use guantes apropiados para quitar el material procesado y limpiar la máquina.
• Sustituya las ventanas inmediatamente si estuvieran dañadas o presentaranarañazos importantes.
Seguridad eléctrica:
• La alimentación eléctrica debe satisfacer las especificaciones requeridas. Intentarhacer funcionar la máquina con cualquier otra fuente de alimentación podría causardaño severo y cancelará toda la garantía.
4

Seguridad
• El panel eléctrico debe cerrarse y la llave y pestillos del armario de control debenestar fijados en todo momento, excepto en la instalación y mantenimiento. En esoscasos, solamente el personal electricista certificado debe tener acceso al panel.Tenga en cuenta que cuando el disyuntor principal se encuentra encendido, existenaltas tensiones en el panel eléctrico (incluyendo las placas de circuito y los circuitoslógicos) y algunos componentes funcionan a altas temperaturas; por lo tanto, serequiere poner extrema precaución. Una vez que la máquina haya sido instalada, elgabinete de control debe cerrarse con la llave solo disponible para personal deservicio cualificado.
• No reinicie un disyuntor hasta que se investigue y comprenda el motivo del fallo. Solopersonal de mantenimiento formado de Haas puede realizar la detección deproblemas y reparación de equipos Haas.
• No pulse [POWER UP] en el control colgante antes de que la máquina seinstale completamente.
Seguridad en el funcionamiento:
• No haga funcionar esta máquina a menos que las puertas estén cerradas y losenclavamientos de puertas estén funcionado adecuadamente.
• Compruebe que no haya piezas ni herramientas dañadas antes de hacer funcionarla máquina. Toda pieza o herramienta que haya sido dañada, debe seradecuadamente reparada o reemplazada por personal autorizado. No hagafuncionar la máquina si parece que alguno de los componentes no está funcionandocorrectamente.
• Cuando se está ejecutando un programa, la torreta de herramientas puede moverserápidamente en cualquier momento.
• Las piezas sujetas incorrectamente y mecanizadas a altas velocidades/avancespueden salir expulsadas y perforar el cerramiento. No resulta seguro mecanizarpiezas sobredimensionadas o no fijadas correctamente.
Liberación de la persona atrapada en la máquina:
• Ninguna persona se debe ubicar dentro de la máquina durante el funcionamiento.
• En el caso improbable de que una persona quede atrapada dentro de la máquina,debe pulsarse inmediatamente el botón de parada de emergencia y la persona debeser liberada.
• Si la persona está atrapada o enredada, la máquina debe apagarse; luego, los ejesde la máquina se pueden mover mediante el uso de una gran fuerza externa en ladirección requerida para liberar a la persona.
Recuperarse de un atasco o bloqueo:
• Del extractor de virutas: siga las instrucciones de limpieza en Work on Your Haas(vaya a www.haascnc.com, haga clic en el enlace PROPIETARIOS). Si esnecesario, cierre las puertas e invierta el transportador para que se pueda accedera la pieza o material atascado y retírelo. Use equipo de elevación u obtenga ayudapara levantar piezas pesadas y engorrosas.
5

Notas generales de seguridad
• De una herramienta y material/pieza: cierre las puertas, presione [RESET] paraborrar y mostrar las alarmas. Mueva el eje para que la herramienta y el materialestén despejados.
• Si las alarmas no se reinician o no puede eliminar un bloqueo, póngase en contactocon su Haas Factory Outlet (HFO) para obtener ayuda.
Siga las directrices siguientes al realizar trabajos en la máquina:
• Funcionamiento normal: mantenga la puerta cerrada y las protecciones en suposición (para máquinas sin cerramiento) mientras la máquina se encuentre enfuncionamiento.
• Carga y descarga de piezas: un operador abre la puerta, completa la tarea, cierra lapuerta y pulsa [CYCLE START] (inicio de movimiento automático).
• Configuración del trabajo de mecanizado: cuando se completa la configuración, girela tecla de configuración para bloquear el modo de configuración y retire la llave.
• Mantenimiento/ limpiador de la máquina: presione [EMERGENCY STOP] o[POWER OFF] en la máquina antes de entrar en el cerramiento.
• Carga y descarga de herramientas: un maquinista entra en la zona de torneado paracargar o descargar herramientas. Abandone la zona completamente antes deordenar el movimiento automático (por ejemplo, [NEXT TOOL], [TURRET FWD],[TURRET REV]).
Seguridad del plato de garras:
DANGER: Las piezas fijadas de forma inadecuada o piezas sobredimensionadaspodrían salir despedidas con una fuerza mortal.
• No exceda la seguridad del la velocidad nominal del plato de garras. A mayorvelocidad, menor fuerza de fijación del plato de garras.
• El material de barras sin soporte no debe superar el exterior del tubo de tracción.
• Engrase el plato de garras semanalmente. Siga las instrucciones del fabricante delplato de garras para realizar el mantenimiento regular.
• Las garras del plato no deben superar el diámetro del plato de garras.
• No trate de mecanizar piezas más grandes que el plato de garras.
• Siga todas las advertencias del fabricante del plato de garras con respecto a losprocedimientos de amarre de pieza y del plato de garras.
• La presión hidráulica debe fijarse correctamente para garantizar el agarre de supieza de trabajo sin ninguna distorsión.
• No es seguro mecanizar piezas demasiado grandes o que estén mal sostenidas.Debe reducir la velocidad del husillo para proteger al operador cuando se realicenoperaciones peligrosas (por ejemplo, girar piezas sobredimensionadas o muy pocosujetas).
Mantenimiento periódico de las características de seguridad de la máquina:
6

Seguridad
• Inspeccione el mecanismo de enclavamiento de la puerta para un ajuste yfuncionamiento adecuados.
• Inspeccione las ventanas de seguridad y el cerramiento por si hubiera daños ofugas.
• Verifique que todos los paneles del cerramiento estén en su lugar.
Mantenimiento de los seguros de seguridad de la puerta:
• Inspeccione el enclavamiento de la puerta, verifique que la llave de enclavamientode la puerta no esté doblada, desalineada y que todas las fijaciones esténinstaladas.
• Inspeccione el enclavamiento de la propia puerta para detectar cualquier signo deobstrucción o desalineación.
• Reemplace inmediatamente los componentes del sistema de seguros de seguridadde la puerta que no cumplan con este criterio.
Prueba de enclavamiento de seguridad de la puerta:
• Con la máquina en modo de funcionamiento, cierre la puerta de la máquina, hagafuncionar el husillo a 100 RPM, tire de la puerta y verifique que la puerta no se abra.
Mantenimiento y prueba del cerramiento de la máquina y del vidrio de seguridad:
Mantenimiento rutinario:
• Inspeccione visualmente el cerramiento y el vidrio de seguridad en busca de signosde distorsión, rotura u otro daño.
• Reemplace las ventanas de Lexan después de 7 años o si están muy dañadas orayadas.
• Mantenga limpios todos los vidrios de seguridad y las ventanas de la máquina parapermitir una correcta visualización de la máquina durante las operaciones.
• Se debe realizar una inspección visual diaria del cerramiento de la máquina paraverificar que todos los paneles estén en su lugar.
Prueba de la caja de la máquina:
• No es necesario probar el cerramiento de la máquina.
1.1.3 Límites ambientales de la máquina
Esta tabla incluye los límites ambientales para lograr un funcionamiento seguro:
T1.1: Límites ambientales (solo uso en interiores)
Mínimo Máximo
Temperatura de operación 41 °F (5.0 °C) 122 °F (50.0 °C)
Temperatura de almacenaje -4 °F (-20.0 °C) 158 °F (70.0 °C)
7
Operación sin precedencia
CAUTION: No haga funcionar la máquina en atmósferas explosivas (vapores y /o partículas explosivas).
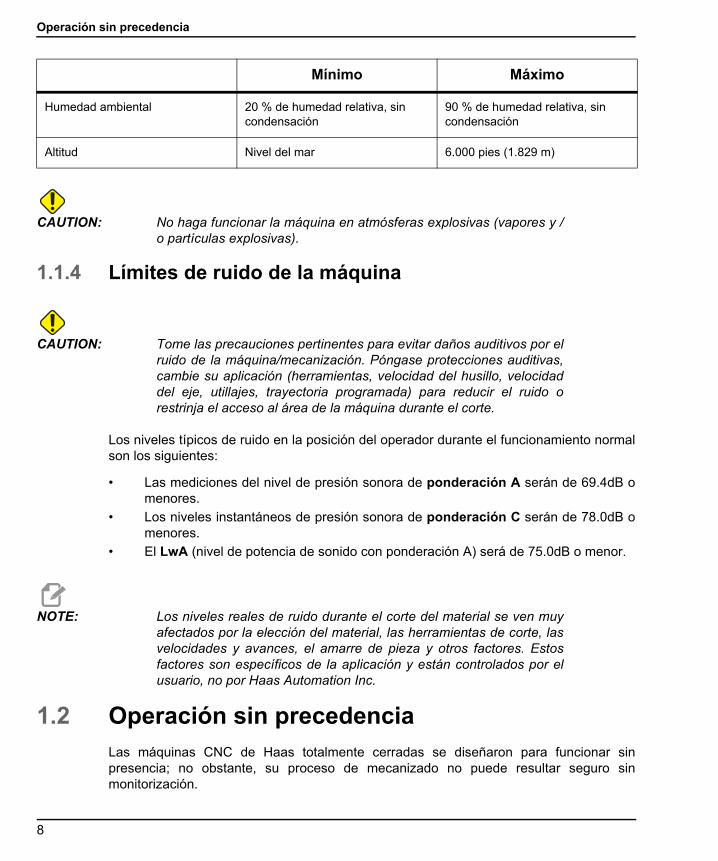
1.1.4 Límites de ruido de la máquina
CAUTION: Tome las precauciones pertinentes para evitar daños auditivos por elruido de la máquina/mecanización. Póngase protecciones auditivas,cambie su aplicación (herramientas, velocidad del husillo, velocidaddel eje, utillajes, trayectoria programada) para reducir el ruido orestrinja el acceso al área de la máquina durante el corte.
Los niveles típicos de ruido en la posición del operador durante el funcionamiento normalson los siguientes:
• Las mediciones del nivel de presión sonora de ponderación A serán de 69.4dB omenores.
• Los niveles instantáneos de presión sonora de ponderación C serán de 78.0dB omenores.
• El LwA (nivel de potencia de sonido con ponderación A) será de 75.0dB o menor.
NOTE: Los niveles reales de ruido durante el corte del material se ven muyafectados por la elección del material, las herramientas de corte, lasvelocidades y avances, el amarre de pieza y otros factores. Estosfactores son específicos de la aplicación y están controlados por elusuario, no por Haas Automation Inc.
1.2 Operación sin precedenciaLas máquinas CNC de Haas totalmente cerradas se diseñaron para funcionar sinpresencia; no obstante, su proceso de mecanizado no puede resultar seguro sinmonitorización.
Humedad ambiental 20 % de humedad relativa, sin condensación
90 % de humedad relativa, sin condensación
Altitud Nivel del mar 6.000 pies (1.829 m)
Mínimo Máximo
8
Seguridad
Ya que el propietario del taller es el responsable de configurar la máquina de forma seguray utilizar las mejores prácticas de mecanizado, también tendrá la responsabilidad degestionar el progreso de estos métodos. Debe monitorizar el proceso de mecanizado paraevitar daños, lesiones o muerte si se produjera una situación peligrosa.
Por ejemplo, si hay riesgo de incendio debido al material mecanizado, entonces deberáinstalarse un sistema contra incendios apropiado para reducir el riesgo de daños en elpersonal, equipos y edificio. Debe ponerse en contacto con un especialista para instalarherramientas de monitorización antes de que se permita que las máquinas funcionen sinpresencia.
Resulta especialmente importante seleccionar equipos de monitorización que puedandetectar inmediatamente un problema y realizar una acción apropiada sin la intervenciónhumana.
1.3 Modo ConfiguraciónTodas las máquinas CNC Haas están equipadas con bloqueos en las puertas del operadory un interruptor de llave en el lateral del control colgante para bloquear y desbloquear elmodo Setup (configuración). En general, el estado del modo Setup (configuración)(bloqueado o desbloqueado) afecta al funcionamiento de la máquina al abrir las puertas.
El modo Setup (configuración) debe estar bloqueado (el interruptor de la llave en laposición vertical, bloqueada) en la mayoría de las ocasiones. En el modo bloqueado, laspuertas del cerramiento se bloquean cerradas durante la ejecución de un programa CNC,giro del husillo o movimiento del eje. Las puertas se desbloquean automáticamentecuando la máquina no se encuentra en ciclo. Muchas funciones de la máquina no estándisponibles con la puerta abierta.
Cuando se desbloquea, el modo de configuración permite a un técnico cualificado un mejoracceso a la máquina para configurar trabajos. En este modo, el comportamiento de lamáquina depende de si las puertas se encuentran abiertas o cerradas. La apertura de laspuertas cuando la máquina se encuentra en un ciclo detiene el movimiento y reduce lavelocidad del husillo. La máquina permitirá varias funciones en el modo de configuracióncon las puertas abiertas, normalmente a velocidad reducida. Las siguientes tablasresumen los modos y funciones permitidas.
NOTE: Todas estas condiciones siguen asumiendo que la puerta está abiertay permanece abierta antes, durante y las acciones ocurren.
9

Modo Configuración
T1.2: Ejecutar/Configurar restricciones de modo
Función de la máquina Modo EJECUCIÓN Modo CONFIGURACIÓN
Ejecute un programa, botón [CYCLE START] en el colgante
No permitido. No permitido.
Ejecute un programa, botón [CYCLE START] en el RJH
No permitido. No permitido.
Husillo botón [FWD] / [REV] en el colgante.
No permitido. No permitido.
Husillo [FWD] / [REV] en el RJH. No permitido. No permitido.
Herramienta anterior (RJH) No permitido. No permitido.
Cambio de herramienta [ATC FWD]] / [ATC REV].
No permitido. No permitido.
Extractor de virutas [CHIP FWD] No permitido. No permitido.
Extractor de virutas [CHIP REV] No permitido. No permitido.
Movimiento del contrapunto. No permitido. No permitido.
Alimentador de barras No permitido. No permitido.
Botón [COOLANT] en el colgante
No permitido. Permitido.
Botón [COOLANT] en el RJH. No permitido. Permitido.
Chorro de aire No permitido. No permitido.
Refrigerante de alta presión (HPC) No permitido. No permitido.
Avance E-Handwheel No permitido. Permitido.
Interruptores basculantes E-Handwheel (alimentación)
No permitido. No permitido.
Interruptores basculantes E-Handwheel (rápidos)
No permitido. No permitido.
10
Seguridad
DANGER: No intente anular las funciones de seguridad. De lo contrario, lamáquina no funcionará de forma segura y se anulará la garantía.
1.3.1 Celdas de robot
Una máquina en una celda de robot puede ejecutar un programa mientras la puerta estáabierta, independientemente de la posición de la tecla de configuración de ejecución.Mientras la puerta está abierta, la velocidad del husillo está limitada al límite de RPM defábrica o al Ajuste 292, Límite de velocidad del husillo de puerta abierta. Si la puerta seabre mientras el RPM del husillo está por encima del límite, el husillo se desacelerará hastalas RPM límite. Al cerrar la puerta, se elimina el límite y se restablecen las RPMprogramadas.
Esta condición de puerta abierta solo se permite mientras un robot se comunica con lamáquina CNC. Normalmente, una interfaz entre el robot y la máquina CNC aborda laseguridad de ambas máquinas.
La configuración de la celda de robot supera el alcance de este manual. Trabaje con unintegrador de celda de robot y su HFO para configurar correctamente una celda de robotsegura.
1.3.2 Extracción de neblina / Evacuación del cerramiento
Las fresadoras (excepto los modelos CM y GR) tienen una provisión instalada quepermitirá que un extractor de neblina se una a la máquina. Depende exclusivamente delpropietario/operador determinar si el tipo de extractor de neblina es el más adecuado parala aplicación y el tipo de extractor. El propietario/operador asume toda la responsabilidadde la instalación del sistema de extracción de neblina.
1.4 Modificaciones en la máquinaHaas Automation, Inc. no se hace responsable de los daños provocados pormodificaciones que realice en su máquina Haas con piezas o kits no fabricados o novendidos por Haas Automation, Inc. El uso de dichas piezas o kits podría invalidar sugarantía.
Algunas piezas o kits fabricados o vendidos por Haas Automation, Inc. se consideraninstalables por el usuario. Si decide instalar estas piezas o kits usted mismo, asegúrese deleer detenidamente las instrucciones de instalación correspondientes. Antes de empezar,asegúrese de comprender el procedimiento y cómo hacerlo de forma segura. Si tuvieraalguna duda sobre su capacidad para completar el procedimiento, póngase en contactocon su Haas Factory Outlet (HFO) para recibir ayuda.
11

Refrigerantes inadecuados
1.5 Refrigerantes inadecuadosEl refrigerante forma parte importante de muchas operaciones de mecanizado. Cuando seutiliza y mantiene correctamente, el refrigerante puede mejorar el acabado de la pieza,ampliar la vida útil de las herramientas y proteger los componentes de la máquina de lacorrosión y de otros daños. No obstante, los refrigerantes inapropiados pueden provocardaños significativos en la máquina.
Dichos daños pueden anular la garantía, aunque también pueden introducir condicionespeligrosas en su taller. Por ejemplo, las fugas de refrigerante a través de sellos dañadospodrían provocar peligro de deslizamiento.
Un uso inapropiado de refrigerante incluye, aunque sin limitación, estos puntos:
• No utilice agua corriente. Esto provocaría corrosión en los componentes de lamáquina.
• No utilice refrigerantes inflamables.
• No use productos de aceite mineral "puros". Estos productos provocan daños entuberías y sellos de goma a través de la máquina. Si utilizara un sistema delubricación de mínima cantidad para mecanizado casi seco, utilice únicamente losaceites recomendados.
El refrigerante de la máquina debe ser soluble en agua, basado en aceite sintético olubricante o refrigerante de base sintética.
NOTE: Asegúrese de mantener la mezcla de refrigerante para mantener elrefrigerante concentrado en niveles aceptables. Las mezclas derefrigerante mantenidas incorrectamente pueden permitir que loscomponentes de la máquina se oxiden. El daño por óxido no estácubierto por su garantía.
Consulte con su HFO o su distribuidor de refrigerante cualquier duda que tuviera sobre elrefrigerante específico que tiene previsto utilizar.
1.6 Etiquetas de seguridadLa fábrica Haas coloca etiquetas en su máquina para comunicar rápidamente posiblesproblemas. Si las etiquetas se dañaran o se desgastaran, o si se necesitaran etiquetasadicionales para enfatizar un punto de seguridad en particular, póngase en contacto consu Haas Factory Outlet (HFO).
NOTE: Nunca altere o retire algún rótulo o símbolo de seguridad.
12

Seguridad
Familiarícese con los símbolos de las etiquetas de seguridad. Los símbolos se diseñaronpara indicarle rápidamente el tipo de información que proporcionan:
• Triángulo amarillo: describe un peligro.
• Círculo rojo con barra oblicua cruzando: describe una acción prohibida.
• Círculo verde: describe una acción recomendada.
• Círculo negro: proporciona información sobre el funcionamiento de la máquina o delos accesorios.
F1.1: Ejemplo de símbolos de etiquetas de seguridad: [1] Descripción de peligros, [2] Acción prohibida, [3] Acción recomendada.
1 2 3
13

Etiquetas de seguridad
1.6.1 Referencia de símbolos de etiquetas
Esta sección ofrece explicaciones y aclaraciones de los símbolos de seguridad que veráen la máquina.
T1.3: Símbolos de peligro: triángulos amarillos
Símbolo Descripción
Las piezas móviles pueden enredar, atrapar, aplastar y cortar.Mantenga todos los miembros de su cuerpo alejados de las piezas de la máquina cuando se muevan o siempre que se pueda producir un movimiento. El movimiento puede producirse cuando la alimentación está encendida y la máquina no se encuentra en [EMERGENCY STOP].Recójase ropa, pelo suelto, etc.Recuerde que los dispositivos controlados automáticamente pueden arrancar en cualquier momento.
No extienda material en barras sin soporte fuera de la parte posterior del tubo de tracción. La barra sin soporte puede doblarse y "dar latigazos". Una barra que da latigazos puede provocar lesiones graves o incluso la muerte.
El Regen es utilizado por el accionamiento del husillo para disipar el exceso de potencia y se calentará.Siempre tenga cuidado alrededor del Regen.
Hay componentes de alta tensión en la máquina que pueden causar descargas eléctricas.Tenga siempre cuidado con los componentes de alta tensión.
14

Seguridad
Las operaciones de mecanizado pueden crear virutas, polvo o neblina peligrosos. Esta es una función de los materiales que se cortan, el fluido de metalurgia y las herramientas de corte utilizadas y las velocidades/avances de mecanizado.Depende del propietario/operador de la máquina determinar si se requiere equipo de protección personal, como gafas de seguridad o un respirador, y también si se necesita un sistema de extracción de neblina.Todos los modelos cerrados tienen una provisión para conectar un sistema de extracción de neblina. Lea y comprenda siempre las Hojas de Datos de Seguridad (SDS) para el material de la pieza de trabajo, las herramientas de corte y el fluido de metalurgia.
Fije siempre de forma segura piezas de trabajo en el plato de garras o pinza. Fije adecuadamente las garras del plato.
Recójase ropa, pelo suelto, joyas, etc. No use guantes alrededor de los componentes giratorios de la máquina. Podrían ser arrastrados hacia la máquina, lo que provocaría lesiones graves o incluso la muerte.El movimiento automático puede producirse cuando la alimentación está encendida y la máquina no se encuentra en [EMERGENCY STOP].
Símbolo Descripción
15

Etiquetas de seguridad
T1.4: Símbolos de acción prohibida: círculos rojos con barra oblicua cruzando
Símbolo Descripción
No entre en el cerramiento de la máquina cuando la máquina pueda realizar algún movimiento automático.Si debe entrar en el cerramiento para completar tareas, pulse [EMERGENCY STOP] o apague la máquina. Sitúe una etiqueta de seguridad en el control colgante para alertar a otras personas que se encuentra dentro de la máquina y que no deben encenderla ni utilizarla.
No mecanice cerámica.
No utilice extensiones de las garras del plato. No extienda las garras del plato por encima de la superficie del plato.
Mantenga sus manos y cuerpo apartados del espacio que se encuentra entre el contrapunto y el amarre de pieza si pudiera producirse algún movimiento automático.
No utilice agua pura como refrigerante. Esto provocará óxido en los componentes de la máquina.Utilice siempre un concentrado de refrigerante resistente a la corrosión con agua.
CERAMICS
16

Seguridad
T1.5: Símbolos de acción recomendada: círculos verdes
Símbolo Descripción
Mantenga cerradas las puertas de la máquina.
Póngase siempre gafas de seguridad cuando se sitúe cerca de una máquina.Los residuos en suspensión pueden provocar daños oculares.Siempre use protección auditiva cuando se encuentre cerca de una máquina.El ruido de la máquina puede exceder los 70 dBA.
Lea y comprenda el manual del operador y demás instrucciones que acompañan a su máquina.
Engrase y mantenga regularmente el plato de garras. Siga las instrucciones del fabricante.
17

Etiquetas de seguridad
T1.6: Símbolos de información: círculos negros
1.6.2 Otra información de seguridad
Puede encontrar otras etiquetas en su máquina, en función del modelo y las opcionesinstaladas. Asegúrese de leer y comprender estas etiquetas.
1.6.3 Más información en Internet
Para disponer de información actualizada y complementaria, incluyendo consejos, trucos,procedimientos de mantenimiento, etc., visite el Haas Resource Center (Centro derecursos de Haas) en diy.HaasCNC.com. También puede escanear el código siguientecon su dispositivo móvil para ir directamente al Resource Center (Centro de recursos):
Símbolo Descripción
Mantenga la concentración de refrigerante recomendada.Una mezcla de refrigerante “pobre” (menos concentrada de lo recomendado) no puede evitar eficazmente que los componentes de la máquina se oxiden.Una mezcla de refrigerante “rica” (más concentrada que la recomendada) desperdicia concentrado de refrigerante sin beneficiarse adicionalmente con respecto a la concentración recomendada.
18

Introducción
Chapter 2: Introducción
2.1 Características del torno con platoLas siguientes figuras muestran algunas de las características estándar y opcionales desu torno Haas.
NOTE: Estas figuras son solo representativas; la apariencia de su máquinapodría variar en función del modelo y opciones instaladas.
19
Características del torno con plato
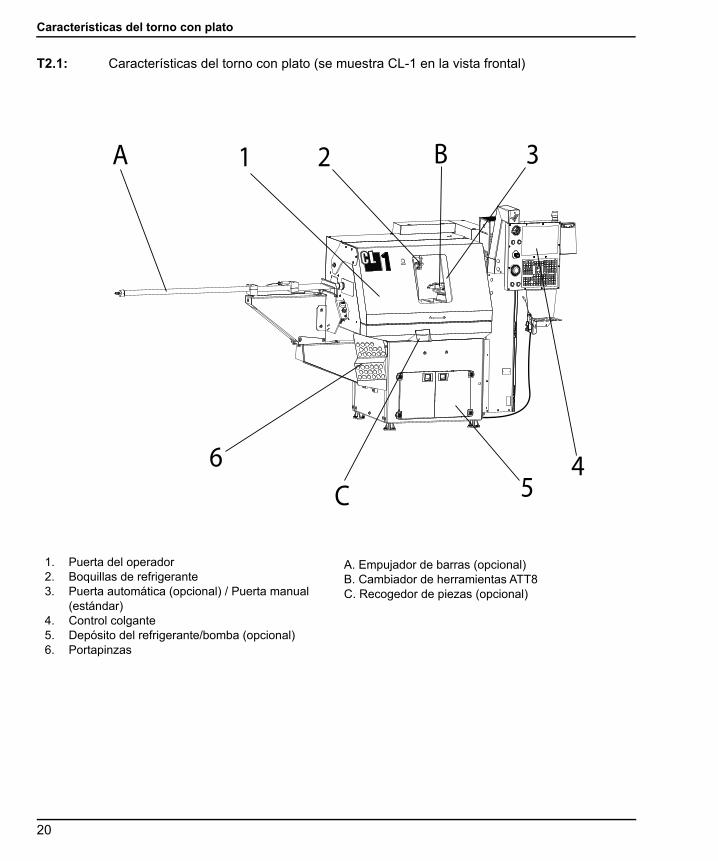
T2.1: Características del torno con plato (se muestra CL-1 en la vista frontal)
1. Puerta del operador2. Boquillas de refrigerante3. Puerta automática (opcional) / Puerta manual
(estándar)4. Control colgante5. Depósito del refrigerante/bomba (opcional)6. Portapinzas
A. Empujador de barras (opcional)B. Cambiador de herramientas ATT8C. Recogedor de piezas (opcional)
1 2 3
45
6
A B
C
20

Introducción
T2.2: Detalle A - Empujador de barras
T2.3: Detalle B - Cambiador de herramientas ATT8
1. Tubo del empujador de barras2. Interruptor de presión del
extremo de la barra3. Portapinzas4. Interruptor de alimentación
manual5. Regulador6. Manómetro de aire
1. Portaherramientas2. Torreta de 8 estaciones3. Cubierta del motor de la torreta4. Base de montaje ATT8
6
1 2
54 3
1 2
3
4
21

Características del torno con plato
T2.4: Detalle C - Recogedor de piezas
1. Conducto de piezas2. Volante de ajuste de lado a lado3. Bandeja de piezas
1
2
3
22

Operación
Chapter 3: Operación
3.1 IntroducciónEncontrará la mayoría de la información sobre cómo operar su torno con plato en el Manualdel operador del torno. Las diferencias operacionales se describen en las siguientessecciones:
• Encendido de la máquina
• Operación de la torreta ATT8
• Operación del empujador de barras
• Funcionamiento del recogedor de piezas
3.2 Mover el torno con plato
WARNING: El torno con plato tiene un alto centro de gravedad. Mueva la máquinalenta y cuidadosamente para evitar que se caiga.
1. Necesitará un gato de paleta que tenga al menos 1500 lb de capacidad y horquillas que quepan en el espacio entre las almohadillas de nivelación del torno con plato (22.5", 571 mm).
2. Levante el torno con plato desde el lado del armario de control.
3. Con cuidado, mueva el torno con plato a su ubicación de funcionamiento y luego bájelo a las almohadillas de nivelación.
4. Asegúrese de que haya la misma tensión en cada tornillo de nivelación.
3.3 Encendido de la máquinaSiga este procedimiento para encender un torno con plato por primera vez.
Antes de realizar este procedimiento, asegúrese de que las posibles áreas de choque,como el husillo y el cambiador de herramientas, estén despejadas y que se hayaneliminado todos los soportes de envío.
23

Encendido de la máquina
F3.1: Movimiento de origen del eje X/Z de encendido y posibles áreas de choque: [1] husillo, [2] cambiador de herramientas
1. Pulse y mantenga pulsado [POWER ON] hasta que vea el logotipo de Haas en la pantalla.
Después de una prueba automática y de una secuencia de arranque, la pantalla muestra la pantalla de arranque. La pantalla de arranque proporciona instrucciones básicas para arrancar la máquina. Pulse [CANCEL] para cerrar la pantalla. También puede pulsar [F1] para deshabilitarla.
2. Gire [EMERGENCY STOP] en el sentido de las agujas del reloj para restablecerla.
3. Pulse [RESET] para eliminar las alarmas de arranque. Si no pudiera eliminar una alarma, puede que la máquina necesite mantenimiento. Póngase en contacto con su Haas Factory Outlet (HFO) para recibir asistencia.
4. Cierre las puertas.
1
2
24

Operación
WARNING: Antes de realizar el siguiente paso, recuerde que el movimientoautomático comienza inmediatamente cuando pulse [POWERUP/RESTART]. Asegúrese de que la trayectoria del movimiento estédespejada. Manténgase alejado del husillo, del cambiador deherramientas.
5. Pulse [POWER UP/RESTART].
Los ejes se mueven lentamente hasta que la máquina encuentre el interruptor de origen de cada eje. Con esto se establece la posición de origen de la máquina.
El control ahora está en modo OPERATION:MEM.
3.4 Amarre de piezaInstalar una pinza
NOTE: Los números entre paréntesis en el siguiente conjunto deinstrucciones se refieren a las piezas numeradas que se enumeran enla siguiente ilustración.
POWER
UP
RESTART
RESET
25
Amarre de pieza
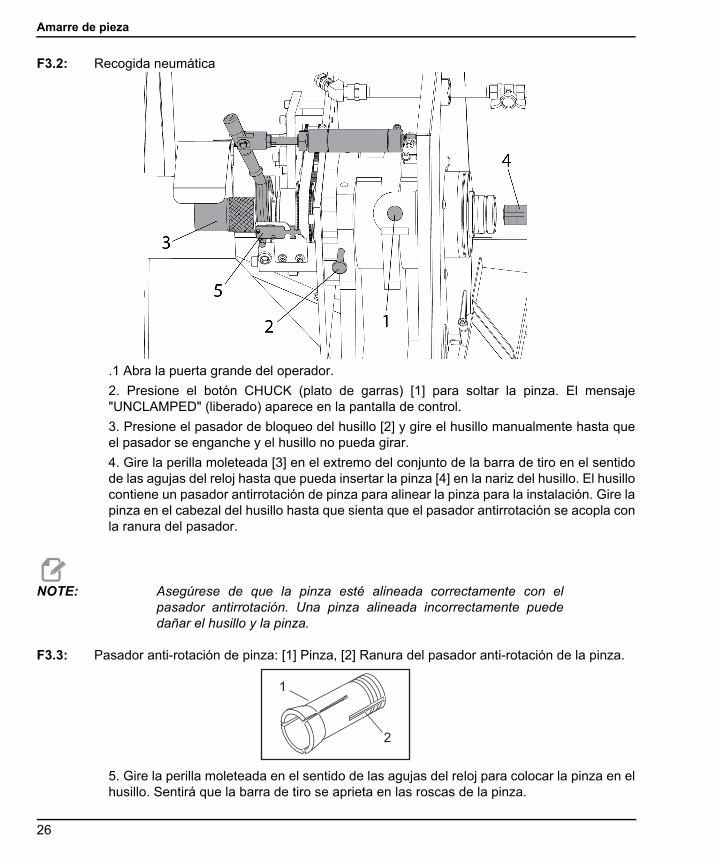
F3.2: Recogida neumática
.1 Abra la puerta grande del operador.
2. Presione el botón CHUCK (plato de garras) [1] para soltar la pinza. El mensaje"UNCLAMPED" (liberado) aparece en la pantalla de control.
3. Presione el pasador de bloqueo del husillo [2] y gire el husillo manualmente hasta queel pasador se enganche y el husillo no pueda girar.
4. Gire la perilla moleteada [3] en el extremo del conjunto de la barra de tiro en el sentidode las agujas del reloj hasta que pueda insertar la pinza [4] en la nariz del husillo. El husillocontiene un pasador antirrotación de pinza para alinear la pinza para la instalación. Gire lapinza en el cabezal del husillo hasta que sienta que el pasador antirrotación se acopla conla ranura del pasador.
NOTE: Asegúrese de que la pinza esté alineada correctamente con elpasador antirrotación. Una pinza alineada incorrectamente puededañar el husillo y la pinza.
F3.3: Pasador anti-rotación de pinza: [1] Pinza, [2] Ranura del pasador anti-rotación de la pinza.
5. Gire la perilla moleteada en el sentido de las agujas del reloj para colocar la pinza en elhusillo. Sentirá que la barra de tiro se aprieta en las roscas de la pinza.
1
2
26

Operación
Insertar una pieza de trabajo
1. Coloque una pieza en la pinza abierta.
2. Gire la perilla moleteada en el sentido de las agujas del reloj hasta que la pieza quede apretada en la pinza, luego afloje la perilla aproximadamente media vuelta.
3. Presione el botón CHUCK (plato de garras). Asegúrese de que la pieza esté sujeta en la pinza.
WARNING: Si la pieza está en su lugar, pero la pinza y la pieza no estánapretadas, no opere el husillo.
4. A continuación, encuentre la fuerza de fijación correcta para su material:
a) Pulse el botón CHUCK (plato de garras) para soltar la pinza (aparecerá "UNCLAMPED" (liberado) en la pantalla).
b) Gire la perilla moleteada ligeramente; en sentido horario para apretar, en sentido antihorario para aflojar.
c) Presione el botón CHUCK (plato de garras) para sujetar la pinza. La pieza se sujeta correctamente cuando el brazo de la barra de tracción vacila durante la sujeción, luego continúa hasta el final de la carrera del pistón. El mecanismo produce un sonido distintivo cuando se sujeta.
WARNING: Si el brazo no ejecuta la carrera completa, la pinza no ha sujetadocorrectamente la pieza. La máquina no arrancará el husillo hasta queel microinterruptor [5] se dispare cuando se sujeta la pinza.
WARNING: Si el brazo no titubea mientras la pieza está sujeta, la pieza no sesujetará con fuerza y puede girar cuando la herramienta hagacontacto. La pieza también puede salirse, causando daños o lesiones.
5. Haga un par de fijaciones de prueba para asegurarse de que la pinza esté ajustada a la tensión correcta.
NOTE: Una pinza 5C estándar tiene un rango de ajuste máximo de soloalrededor de 0.010". La variación del diámetro de la pieza o lasvariaciones en el material en barras pueden causar una sujeciónincorrecta. Las buenas prácticas de mecanizado incluyen lainspección regular del diámetro del material en barras y/o el ajuste dela pinza.
27
Amarre de pieza
6. Asegúrese de desenganchar el pasador de bloqueo del husillo antes de intentar operar el husillo.
Extracción de una pinza
1. Abra la puerta del operador grande y presione el botón CHUCK (plato de garras) para soltar la pinza.
2. Presione el pasador y gire el husillo manualmente hasta que el pasador se enganche y el husillo no pueda girar.
3. Gire la perilla moleteada en sentido antihorario para comenzar a aflojar la pinza. Si hay material en barras en la pinza, sáquelo de la pinza tan pronto como esté lo suficientemente suelta.
4. Siga girando la perilla moleteada hasta que la pinza esté floja, luego retire la pinza del husillo.
Consejos de uso de la pinza
Algunas pinzas sostienen ciertos materiales mejor que otras, así que asegúrese de elegirla pinza adecuada para la aplicación (es decir, dentada vs. suave).
Las pinzas estándar se retraen mientras sujetan el material. Si el diámetro exterior de lapieza (OD) varía, el retroceso (distancia Z) variará.
Debido a su diseño, las pinzas de longitud fija (longitud exacta) colocan las piezas demanera más consistente.
NOTE: No intente ajustar la longitud del cilindro de aire del brazo de la barrade extracción. Póngase en contacto con el servicio de Haas para elajuste. Si los cojinetes giran mientras el husillo gira, póngase encontacto con el Servicio de Haas.
28

Operación
Instalar un plato de garras
1. Enganche el pasador de bloqueo del husillo mientras realiza este procedimiento.
2. Fije el plato de garras a su placa posterior con los tornillos de cabeza hueca (SHCS) que se incluyen en el kit. Apriete el SHCS a 25 pies-lbs.
3. Instalar un plato de garras: [1] Tornillo de cabeza hueca (SCHS), [2] Placa frontal, [3] Plato de garras.
4. Gire suavemente el conjunto en la nariz del husillo hasta que se asiente contra el reborde del husillo. Apriete el plato de garras con una llave de correa de aproximadamente 70 pies-lbs.
Alineamiento de plato de garras Siga este procedimiento para eliminar eldescentramiento en el plato de garras.
1. Coloque una barra de prueba de precisión en el plato de garras.
2. Coloque un indicador de marcación contra la barra de prueba y gire el plato de garras.
3. Utilice los tornillos de ajuste del plato de garras para alinear el plato de garras hasta que el indicador de marcación muestre cero.
Retirada del plato de garras
1. Enganche el pasador de bloqueo del husillo.
2. Use una llave de correa para desenroscar el plato de garras. Para evitar dañar el plato de garras, no haga palanca contra las garras del plato de garras.
1
2
3
29

Operación de la torreta ATT8
3.5 Operación de la torreta ATT8F3.4: Detalle de la torreta ATT8: [1] Torreta, [2] tornillos de retención de herramienta, [3]
portaherramientas, [4] herramienta,
NOTE: El ATT8 tiene una altura de herramienta de tornear de 1/2 pulgadadesde la parte superior de la torreta.
Para configurar la torreta ATT8:
1. CAUTION:Si usa la pistola neumática para quitar las virutas y el refrigerante de la torreta, no insufle aire en la cubierta del anillo en la base de la torreta. El aire comprimido puede forzar la introducción de virutas y refrigerante al mecanismo. Esto daña la unidad.
2. Aflojar los tornillos de retención de herramienta [2]. Ponga la herramienta [4] en el portaherramientas [3] y apriete los tornillos de retención de la herramienta [2].
3.5.1 Prueba operativa ATT8
Use este programa para probar el cambiador de herramientas:
12
3
4
30

Operación
1. Introduzca el siguiente código:
%T1 ;T2 ;T3 ;T4 ;T5 ;T6 ;T7 ;T8 ;T7 ;T6 ;T5 ;T4 ;T3 ;T2 ;M99 ;;;;%
NOTE: Use códigos de dirección T para operar el cambiador de herramientas.Por ejemplo, T303 gira el cambiador de herramientas a la posición dela herramienta número 3 y usa el corrector 3. Agregue el código de ladirección T al programa como las otras líneas de código. Consulte elmanual del operador del torno para obtener más información sobre loscódigos T y los correctores de herramientas.
2. Pulse [CYCLE START].
3.5.2 Recuperación de cambio de herramientas ATT8
Para recuperar el cambiador de herramientas de un cambio de herramientaincompleto:
31

Instalación del empujador de barras
1. Pulse [MDI DNC].
CAUTION: El cambiador de herramientas se mueve rápidamente cuando pulsa[TURRET FWD] o [TURRET REV]. Para evitar lesiones, proporcionea la torreta suficiente holgura.
2. Pulse [TURRET FWD] o [TURRET REV].
3.6 Instalación del empujador de barrasF3.5: Instalación del empujador de barras
Para instalar el empujador de barras:
1. Abra el retenedor de barras [1] en el montaje del empujador.
2. Coloque el tubo del empujador de barras [2] en el montaje e instale las piezas metálicas como se ilustra.
3. Conecte el cable al interruptor de presión EOB [3]. Conecte la manguera de aire de 1/4" al extremo del tubo del empujador [4].
4. Conecte el puntal [5] al tubo del empujador.
5. Gire el tubo del empujador [2] a la posición de marcha y asegure el retenedor de barras [1].
32

Operación
3.6.1 Configuración del empujador de barras
F3.6: Detalle del empujador de barras: [1] tubo del empujador de barras, [2] interruptor de presión del extremo de la barra (EOB), [3] collarín de soporte, [4] soporte del collarín, [5] interruptor de avance manual, [6] regulador, [7] manómetro de aire
NOTE: El empujador de barra solo se puede usar con una pinza. No use unplato de garras con la opción del empujador.
Para configurar el empujador de barras:
1. Abra la puerta del operador y gire el tubo empujador [1] a la posición de carga.
2. Inserte una pieza del material en barras en el tubo del empujador [1] e instale un collarín de soporte de dos piezas [3] en el extremo del tubo del empujador. El material en barras debe tener un ligero chaflán en ambos extremos para evitar longitudes de empuje vinculantes e inconsistentes.
3. Alimente manualmente la barra con el interruptor de alimentación manual [5]. Ajuste el regulador de aire del empujador [6] hasta que la barra salga suavemente. Un mayor material en barras requerirá más presión de aire. Deje de alimentar la barra cuando esté ajustada y vuelva a empujarla hacia el tubo del empujador.
7
13
45
6
2
33

Instalación del empujador de barras
4. Gire el tubo empujador de barras [1] de vuelta a la posición de marcha. Alimente manualmente el material en barras en la pinza hasta la posición donde se cortará. Presione el botón de la abrazadera y verifique que la pinza esté ajustada correctamente para sujetar correctamente el material.
5. Seleccione una herramienta con un borde plano que desee usar para detener el empujador de barras. Avance con el volante hasta que X y Z estén parejos con la posición de corte.
6. Establezca el ajuste 336 Bar Feeder Enable en ON. Pulse el botón [CURRENT COMMANDS]. Vaya hacia la pestaña Bar Pusher.
7.
Introduzca los valores para la operación del empujador de barras.
Establezca la nueva posición de referencia para el G150.
1
23456
34

Operación
3.6.2 Operación del empujador de barras
F3.7: Muestra del programa del empujador de barras
Para operar el empujador de barras:
1. Una vez que se ha configurado el empujador de barras, el empuje se activa con un comando G105 en un programa. Arriba tiene un ejemplo de un empuje de barras después de un corte de pieza al final de un programa.
2. Al final del recorrido del empujador, el pistón empujará los collarines y activará el interruptor de presión EOB.
35

Instalación del empujador de barras
F3.8: Para volver a cargar el empujador de barras:
1. Verifique el manómetro de presión del empujador de barras [1], debería indicar 0 PSI/BAR. Si no, presione [RESET] en el control.
2. Con la puerta del operador abierta, gire el tubo del empujador de barras a la posición de carga.
3. Empuje una pieza del material en barras [2] en el tubo del empujador. Instale un collarín de soporte [3] alrededor del material en el extremo del tubo.
4. Gire el tubo empujador de barras de vuelta a la posición de marcha. Active el interruptor de avance manual para pasar la barra a través de la pinza hasta la posición de corte. Sujete la pinza. Pulse [CYCLE START] para seguir ejecutándolo.
3.6.3 Variables del empujador de barras
Estas variables le permiten cambiar la función del control. Cuando un programa lee unavariable de sistema, puede modificar su comportamiento basado en el valor de la variable.
#13100= Longitud de empuje de pieza: un número positivo cambia la longitud en que seempuja la barra desde la posición de parada.
12
3
5 4
36

Operación
#13115 = Posición de la torreta de la parada: este es el número de herramienta paradetener.
#13116 = Posición de parada del eje X: posición de la máquina sin aplicar la posición decoordenadas de trabajo.
#13117 = Posición de parada del eje Z: posición de la máquina sin aplicar la posición decoordenadas de trabajo.
#13118 = Posición de cambio de herramientas del eje X: posición de la máquina aplicandoahora la posición de coordenadas de trabajo.
#13119 = Posición de cambio de herramientas del eje Z: posición de la máquina aplicandoahora la posición de coordenadas de trabajo.
3.7 Configuración del recogedor de piezas del torno con plato
F3.9: Recogedor de piezas del torno con plato: [1] conducto de piezas, [2] abrazadera de ajuste de lado a lado [3] bandeja de piezas,
Para configurar el recogedor de piezas:
1
2
3
37

Configuración del recogedor de piezas del torno con plato
1. Extienda el material fuera de la pinza hasta la longitud de la pieza terminada. Sujete la pinza.
2. Ordene un M36 para extender el conducto de piezas [1]. Afloje la abrazadera de ajuste [2] y coloque el conducto de piezas según sea necesario para atrapar el material.
3. Presione [RESET] para retraer el conducto de piezas.
3.7.1 Operación del recogedor de piezas del torno con plato
Para operar el recogedor de piezas:
1. El recogedor de piezas se activa con un M36 y se desactiva con un M37.
2. Con la configuración del recogedor de piezas, use un M36 mientras la pieza se corta.
F3.10: Este es un programa de ejemplo que utiliza el recogedor de piezas durante una parte de desconexión.
3. Las piezas cortadas caerán en la bandeja de piezas. Saque la bandeja y vacíe las piezas según sea necesario.
38

Mantenimiento
Chapter 4: Mantenimiento
4.1 IntroducciónEl mantenimiento regular es importante para garantizar que su máquina tenga una vida útillarga y productiva con las mínimas interrupciones. Las tareas de mantenimiento máshabituales son sencillas y puede realizarlas usted mismo. También puede pedir a su HFOsu programa de mantenimiento preventivo integral para las tareas de mantenimientocomplejas.
4.2 Lubricación CL (torno con plato)Las guías lineales y los tornillos de bola se lubrican automáticamente. El torno con platousa el sistema de grasa líquida denominado Haas Liquid Grease. Vuelva a llenar elrecipiente de grasa líquido según sea necesario.
Lubrique manualmente el pistón del empujador de barras cada dos meses. Use elinterruptor de avance manual para empujar el pistón fuera del tubo de empujador. Limpieel pistón con un paño limpio. Aplique una capa gruesa de grasa (SHC460 o grasa sintéticaMobil 1) al pistón e insértelo en el tubo del empujador.
Lubrique los puntos de contacto del portaherramientas y del husillo con una capa ligera degrasa de molibdeno (Haas p/n 99-0007 o Mobil p/n CM-P) una vez al mes. Asegúrese deque las pinzas estén en buenas condiciones y libres de rebabas. Seguir este procedimientoextenderá la vida útil del husillo/pinza y ayudará a evitar que se pegue.
El programa de mantenimiento actual y el tipo de lubricante recomendado se encuentranen el Centro de recursos de Haas en el sitio web. diy.haascnc.com
39

Solución de problemas
4.3 Solución de problemas
T4.1: Síntomas
Síntoma Posible causa Acción correctiva
Rechazo de pieza
Barra de tiro ajustada demasiado floja
Vuelva a ajustar la posición de la abrazadera de la barra de tiro.
La baja presión de aire reducirá la fuerza de sujeción disponible.
Corregir condiciones de baja presión. La presión debe ser superior a 80 psi. Se recomienda 100 psi.
Cargas de empuje excesivas El uso de un tope de pinza evitará el retroceso. El tope de la pinza no es una opción cuando se usa el empujador de barras. No exceda las 3,000 RPM.
La pinza no es correcta para el material.
Verifique que la pinza tenga el tamaño adecuado para el material en barras de acuerdo con las recomendaciones del fabricante. Use pinzas dentadas cuando sea necesario.
Vibración del empujador de barras
Velocidad del husillo excesiva. Reduzca la velocidad del husillo a 3,000 RPM o menos. El material en barras más grande es más susceptible a las vibraciones a gran velocidad.
Chaflán del material en barras no centrado.
Centre el chaflán en ambos extremos del material en barras.
Los collarines de soporte del empujador de barras están desgastados.
Reemplace los collarines de soporte desgastados.
La opción de aire del empujador de la barras G105 está desactivada cuando debería estar encendida.
Mantenga la presión del aire con G105 Opción de aire "Sí" en la página de configuración.
Presión de aire del empujador de barras demasiado alta o demasiado baja.
Ajuste la presión de aire del empujador de barras para cumplir con el tamaño del material en barras. Barras más grandes 15-20 psi, barras más pequeñas 10-15 psi.
Adherencia de la pinza y/o presión de sujeción insuficiente.
Fricción excesiva del husillo/pinza
Lubrique la interfaz del husillo y la pinza con una grasa disulfuro de molibdeno.
40

Mantenimiento
4.4 Más información en InternetPara disponer de información actualizada y complementaria, incluyendo consejos, trucos,procedimientos de mantenimiento, etc., visite el Haas Resource Center (Centro derecursos de Haas) en diy.HaasCNC.com. También puede escanear el código siguientecon su dispositivo móvil para ir directamente al Resource Center (Centro de recursos):
Virutas que obstruyen las boquillas de refrigerante.
El nivel de refrigerante es bajo. Retire las virutas de la boquilla y las tuberías adyacentes y siempre mantenga una palanca de refrigerante en el tanque por encima de 2". Los niveles de refrigerante inferiores a 2" permitirán que las virutas entren a la bomba.
Las virutas no fluyen en el contenedor de virutas.
Acumulación de virutas fibrosas Revise las herramientas y las velocidades de avance para eliminar las virutas fibrosas.
Síntoma Posible causa Acción correctiva
41

Más información en Internet
42
Índice
Aamarre de pieza
seguridad y........................................ 5área de choque....................................... 23
CCL-1
Configuración del empujador de barras .. 33
EEmpujador de barras ............................... 32etiquetas de seguridad
disposición estándar........................... 13referencia de símbolo ......................... 14
Iinformación de seguridad.......................... 18
Mmantenimiento........................................ 39material
riesgo de incendio............................... 9material de barras
seguridad y........................................ 6modo configuración .................................. 9
Ooperación
sin presencia ..................................... 8operación sin precedencia ......................... 8
Ppieza de trabajo
seguridad.......................................... 6plato de garras
y ..................................................... 6
RRecogedor de piezas ............................... 37Recuperación......................................... 31
Sseguridad
carga/descarga de herramientas............ 6carga/descarga de piezas..................... 6celdas de robot ................................. 11durante el funcionamiento .................... 5eléctrica............................................ 4enclavamiento de la puerta................... 6introducción....................................... 1mantenimiento ................................... 6ventana de vidrio ................................ 7
seguridadetiquetas...................................................... 12
TTorno con plato ...................................... 19
encendido ........................................ 23Torreta ATT8 ......................................... 30
43

44


















