D:LIBROS TEXTO2 semestre par6º Cálculo Integral AREA 2 0 ...
TECSUP – PFR Mantenimiento Predictivo
11
UNIDAD II
TAREAS PREDICTIVAS 1. TAREAS BASADAS EN LA CONDICIÓN DE LOS EQUIPOS
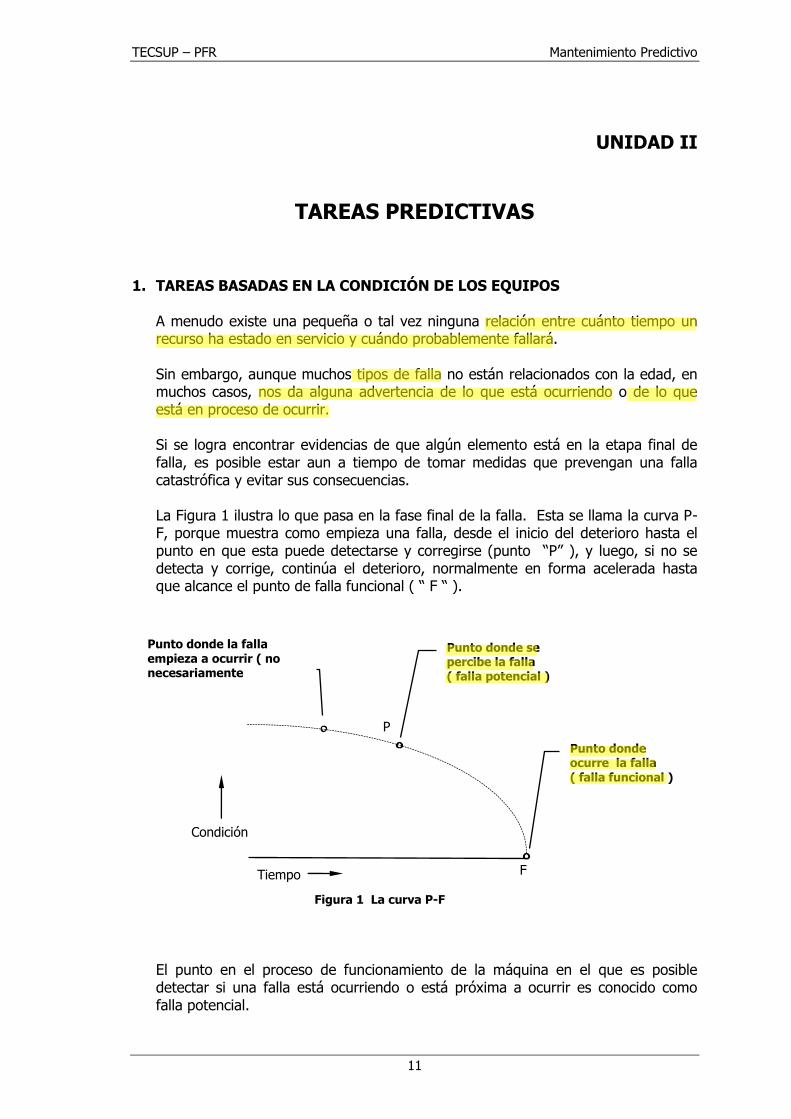
A menudo existe una pequeña o tal vez ninguna relación entre cuánto tiempo un recurso ha estado en servicio y cuándo probablemente fallará. Sin embargo, aunque muchos tipos de falla no están relacionados con la edad, en muchos casos, nos da alguna advertencia de lo que está ocurriendo o de lo que está en proceso de ocurrir. Si se logra encontrar evidencias de que algún elemento está en la etapa final de falla, es posible estar aun a tiempo de tomar medidas que prevengan una falla catastrófica y evitar sus consecuencias. La Figura 1 ilustra lo que pasa en la fase final de la falla. Esta se llama la curva P-F, porque muestra como empieza una falla, desde el inicio del deterioro hasta el punto en que esta puede detectarse y corregirse (punto “P” ), y luego, si no se detecta y corrige, continúa el deterioro, normalmente en forma acelerada hasta que alcance el punto de falla funcional ( “ F “ ).
El punto en el proceso de funcionamiento de la máquina en el que es posible detectar si una falla está ocurriendo o está próxima a ocurrir es conocido como falla potencial.
Punto donde la falla empieza a ocurrir ( no necesariamente relacionada con la edad )
Punto donde se percibe la falla ( falla potencial )
Punto donde ocurre la falla ( falla funcional )
Tiempo
Condición
Figura 1 La curva P-F
P
F
Mantenimiento Predictivo TECSUP – PFR
12
Una falla potencial es una condición identificable La cual indica que una falla funcional está ocurriendo O está a punto de ocurrir.
En la práctica, hay miles de maneras de saber si estas fallas están en proceso de ocurrir. Algunos ejemplos de fallas potenciales, pueden ser las siguientes:
Manchas por sobrecalentamiento que muestran el deterioro del refractario de un horno o también del aislamiento eléctrico.
Vibraciones que indican la inminente falla de los cojinetes. Fisuras que muestran fatiga del metal. Partículas en el aceite de una caja de engranajes que muestran una inminente
falla de los engranajes, etc.
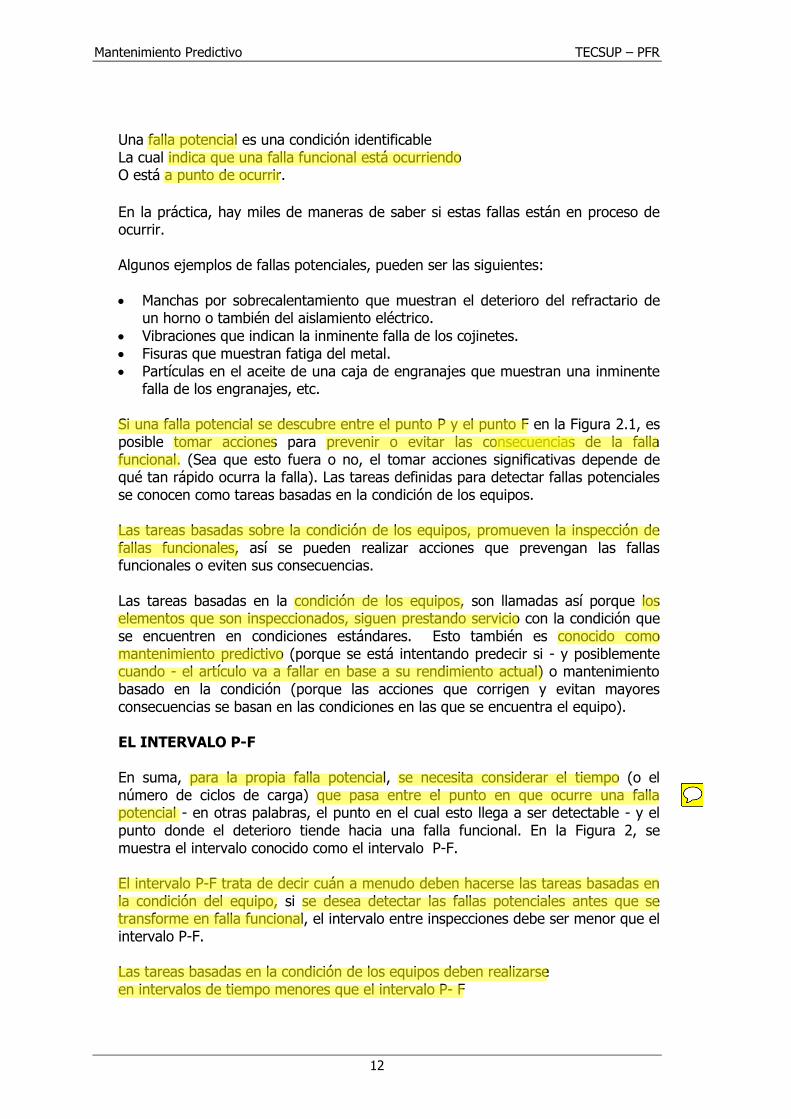
Si una falla potencial se descubre entre el punto P y el punto F en la Figura 2.1, es posible tomar acciones para prevenir o evitar las consecuencias de la falla funcional. (Sea que esto fuera o no, el tomar acciones significativas depende de qué tan rápido ocurra la falla). Las tareas definidas para detectar fallas potenciales se conocen como tareas basadas en la condición de los equipos. Las tareas basadas sobre la condición de los equipos, promueven la inspección de fallas funcionales, así se pueden realizar acciones que prevengan las fallas funcionales o eviten sus consecuencias. Las tareas basadas en la condición de los equipos, son llamadas así porque los elementos que son inspeccionados, siguen prestando servicio con la condición que se encuentren en condiciones estándares. Esto también es conocido como mantenimiento predictivo (porque se está intentando predecir si - y posiblemente cuando - el artículo va a fallar en base a su rendimiento actual) o mantenimiento basado en la condición (porque las acciones que corrigen y evitan mayores consecuencias se basan en las condiciones en las que se encuentra el equipo). EL INTERVALO P-F En suma, para la propia falla potencial, se necesita considerar el tiempo (o el número de ciclos de carga) que pasa entre el punto en que ocurre una falla potencial - en otras palabras, el punto en el cual esto llega a ser detectable - y el punto donde el deterioro tiende hacia una falla funcional. En la Figura 2, se muestra el intervalo conocido como el intervalo P-F. El intervalo P-F trata de decir cuán a menudo deben hacerse las tareas basadas en la condición del equipo, si se desea detectar las fallas potenciales antes que se transforme en falla funcional, el intervalo entre inspecciones debe ser menor que el intervalo P-F. Las tareas basadas en la condición de los equipos deben realizarse en intervalos de tiempo menores que el intervalo P- F
TECSUP – PFR Mantenimiento Predictivo
13
El intervalo P-F también es conocido como el periodo de advertencia, tiempo previo a la falla o periodo de desarrollo de la falla. Esto puede ser medido en alguna unidad que proporcione una indicación de la exposición a la carga (tiempo de funcionamiento, unidades producidas, ciclos de arranque - parada, etc.) pero por razones prácticas esto es a menudo medido en términos de tiempo transcurrido. Para diferentes tipos de fallas esto varía desde fracciones de segundo hasta muchas décadas. Se debe notar que si una tarea basada en la condición se realiza a intervalos más largos que el intervalo P-F, existe la posibilidad de perder el rastro de la falla totalmente. Por otro lado, si se realiza la tarea en intervalos que es un porcentaje pequeño del intervalo P-F, se desperdiciará recursos en la inspección de procesos.
Por ejemplo, si el intervalo de P-F para un tipo de falla dado es de dos semanas, la falla será detectada si el ítem es inspeccionado una vez por semana. Recíprocamente si es inspeccionado una vez al mes, es posible perder por completo el proceso de falla. De otra manera si el intervalo de P-F es de tres meses es un esfuerzo desperdiciado el inspeccionar el ítem a diario. En la práctica es suficiente seleccionar una frecuencia de tareas igual a la mitad del intervalo P-F. Esto asegura que la inspección detectará la falla potencial antes que ocurra la falla funcional, mientras tanto (en la mayoría de los casos) esta selección provee una razonable cantidad de tiempo para hacer algo al respecto. Esto lleva al concepto de intervalo neto P-F. EL INTERVALO NETO P- F El intervalo neto P-F es el mínimo tiempo que transcurre entre el descubrimiento de la falla potencial y la ocurrencia de la falla funcional. Esto está ilustrado en las figuras 3 y 4, ambas muestran una falla con un intervalo P-F de 9 meses.
Tiempo
Condición
Figura 2 El intervalo P-F
P
F
El intervalo P-F es el intervalo entre la ocurrencia de una falla potencial y su decaimiento hacia una falla funcional.
Intervalo P_F
Mantenimiento Predictivo TECSUP – PFR
14
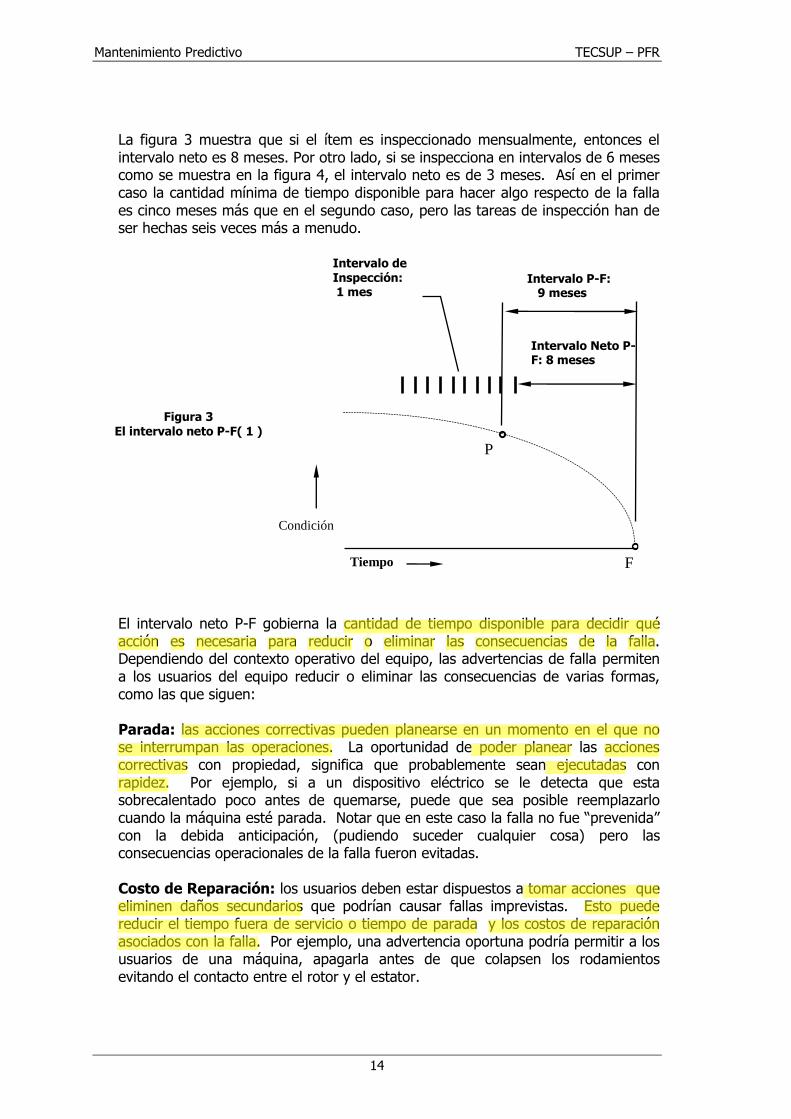
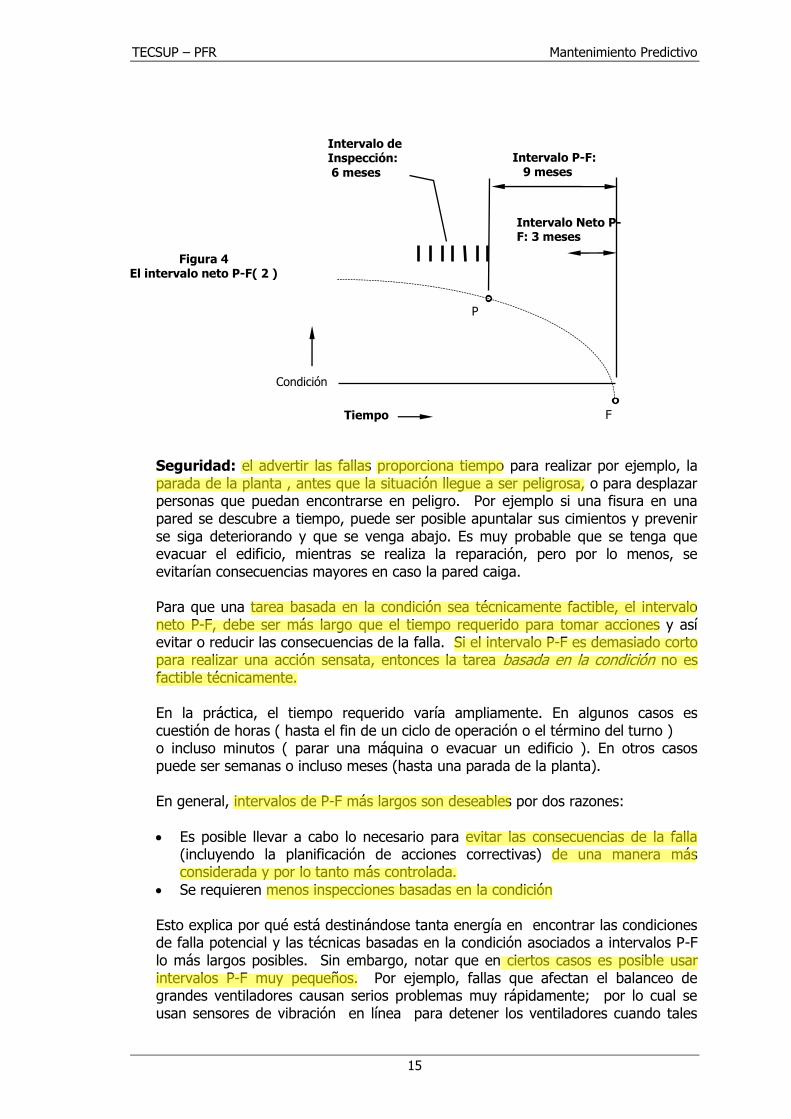
La figura 3 muestra que si el ítem es inspeccionado mensualmente, entonces el intervalo neto es 8 meses. Por otro lado, si se inspecciona en intervalos de 6 meses como se muestra en la figura 4, el intervalo neto es de 3 meses. Así en el primer caso la cantidad mínima de tiempo disponible para hacer algo respecto de la falla es cinco meses más que en el segundo caso, pero las tareas de inspección han de ser hechas seis veces más a menudo.
El intervalo neto P-F gobierna la cantidad de tiempo disponible para decidir qué acción es necesaria para reducir o eliminar las consecuencias de la falla. Dependiendo del contexto operativo del equipo, las advertencias de falla permiten a los usuarios del equipo reducir o eliminar las consecuencias de varias formas, como las que siguen: Parada: las acciones correctivas pueden planearse en un momento en el que no se interrumpan las operaciones. La oportunidad de poder planear las acciones correctivas con propiedad, significa que probablemente sean ejecutadas con rapidez. Por ejemplo, si a un dispositivo eléctrico se le detecta que esta sobrecalentado poco antes de quemarse, puede que sea posible reemplazarlo cuando la máquina esté parada. Notar que en este caso la falla no fue “prevenida” con la debida anticipación, (pudiendo suceder cualquier cosa) pero las consecuencias operacionales de la falla fueron evitadas. Costo de Reparación: los usuarios deben estar dispuestos a tomar acciones que eliminen daños secundarios que podrían causar fallas imprevistas. Esto puede reducir el tiempo fuera de servicio o tiempo de parada y los costos de reparación asociados con la falla. Por ejemplo, una advertencia oportuna podría permitir a los usuarios de una máquina, apagarla antes de que colapsen los rodamientos evitando el contacto entre el rotor y el estator.
Condición
Figura 3 El intervalo neto P-F( 1 )
P
F
Intervalo P-F: 9 meses
Intervalo Neto P-F: 8 meses
Intervalo de Inspección: 1 mes
Tiempo
TECSUP – PFR Mantenimiento Predictivo
15
Seguridad: el advertir las fallas proporciona tiempo para realizar por ejemplo, la parada de la planta , antes que la situación llegue a ser peligrosa, o para desplazar personas que puedan encontrarse en peligro. Por ejemplo si una fisura en una pared se descubre a tiempo, puede ser posible apuntalar sus cimientos y prevenir se siga deteriorando y que se venga abajo. Es muy probable que se tenga que evacuar el edificio, mientras se realiza la reparación, pero por lo menos, se evitarían consecuencias mayores en caso la pared caiga. Para que una tarea basada en la condición sea técnicamente factible, el intervalo neto P-F, debe ser más largo que el tiempo requerido para tomar acciones y así evitar o reducir las consecuencias de la falla. Si el intervalo P-F es demasiado corto para realizar una acción sensata, entonces la tarea basada en la condición no es factible técnicamente. En la práctica, el tiempo requerido varía ampliamente. En algunos casos es cuestión de horas ( hasta el fin de un ciclo de operación o el término del turno ) o incluso minutos ( parar una máquina o evacuar un edificio ). En otros casos puede ser semanas o incluso meses (hasta una parada de la planta). En general, intervalos de P-F más largos son deseables por dos razones:
Es posible llevar a cabo lo necesario para evitar las consecuencias de la falla (incluyendo la planificación de acciones correctivas) de una manera más considerada y por lo tanto más controlada.
Se requieren menos inspecciones basadas en la condición
Esto explica por qué está destinándose tanta energía en encontrar las condiciones de falla potencial y las técnicas basadas en la condición asociados a intervalos P-F lo más largos posibles. Sin embargo, notar que en ciertos casos es posible usar intervalos P-F muy pequeños. Por ejemplo, fallas que afectan el balanceo de grandes ventiladores causan serios problemas muy rápidamente; por lo cual se usan sensores de vibración en línea para detener los ventiladores cuando tales
Condición
Figura 4 El intervalo neto P-F( 2 )
P
F
Intervalo P-F: 9 meses
Intervalo Neto P-F: 3 meses
Intervalo de Inspección: 6 meses
Tiempo

Mantenimiento Predictivo TECSUP – PFR
16
fallas ocurran. En este caso el intervalo P-F es muy corto, por lo tanto el monitoreo es continuo. Notar una vez más, que los dispositivos de monitoreo están siendo usados para evitar las consecuencias de la falla. CONSISTENCIA DEL INTERVALO P- F La curva P-F aparentemente podría decirse que es constante. Pero de hecho, esto no es verdad y actualmente algunos varían en un amplio rango de valores, como muestra la figura 5. Por ejemplo, cuando se discute el intervalo P-F asociado a un cambio en los niveles de ruido de algún equipo, se podría decir que esto sucede por algún motivo desde dos semanas hasta tres meses antes de colapsar; pero, en otro, desde que una fisura fue detectada en una estructura pueden pasar seis meses hasta cinco hasta el momento en que la estructura falla.
Evidentemente, en estos casos debe seleccionarse un intervalo de tareas que sea substancialmente menor que el más corto de los probables intervalos P-F. De esta manera, podemos ser razonablemente certeros para detectar fallas potenciales antes que estas devengan en fallas funcionales Si el intervalo neto P-F asociado con este mínimo intervalo es lo bastante grande, de tal forma que permite tomar acciones que contrarresten las consecuencias de la falla, entonces la tarea basada en la condición es técnicamente factible. De otro lado, si el intervalo P-F es extremadamente inconsistente (incoherente) -como algunos de ellos pueden ser - entonces no es posible establecer un intervalo
Condición
Figura 5 Intervalo P-F inconsistente
P
F1 F2
Intervalo P-F lo más grande posible
Intervalo P-F
lo más pequeño posible
Tiempo
TECSUP – PFR Mantenimiento Predictivo
17
de tareas adecuado, y las tareas en cuestión deberían ser abandonadas en favor de algunas otras alternativas que contrarresten las fallas. FACTIBILIDAD TÉCNICA DE TAREAS BASADAS EN LA CONDICIÓN El criterio que debe satisfacer cualquier tarea basada en la condición para ser técnicamente factible puede resumirse como sigue: La programación de tareas basadas en la condición es técnicamente factibles si:
Es posible definir una condición de falla potencial clara. El intervalo de P-F es razonablemente consistente. Es práctico monitorear los ítems en intervalos menores que el intervalo P-F. El intervalo neto P-F es lo bastante grande para ser usado ( en otras palabras
adecuado para tomar acciones que reduzcan o eliminen las consecuencias de las fallas funcionales ).
2. TÉCNICAS EMPLEADAS PARA TAREAS BASADAS EN LA CONDICIÓN
Las técnicas para realizar tareas basadas en la condición se dividen en cuatro categorías que son las siguientes:
Técnicas de monitoreo de condición, que involucran el uso de equipo especializado para monitorear la condición de otros equipos.
Técnicas basadas en las variaciones de la calidad del producto.
Técnicas de monitoreo de efectos primarios, el cual considera el uso inteligente de instrumentos existentes y equipo de monitoreo de procesos.
Técnicas de inspección basadas en los sentidos humanos.
MONITOREO DE CONDICION Las mejores técnicas de mantenimiento basado en la condición de los equipos, involucran el uso de algún tipo de equipamiento para detectar fallas potenciales. En otras palabras, se utiliza algún equipo para monitorear la condición de otro equipo. Estas técnicas son conocidas como monitoreo de condición para distinguirlas de los otros tipos de mantenimiento basado en la condición. El monitoreo de condición comprende cientos de diferentes técnicas, así que el estudio detallado de cada uno de ellos está fuera del alcance del presente texto. Todas estas técnicas son diseñadas para detectar los efectos de las fallas (precisamente, efectos de fallas potenciales, como cambios en los niveles de vibración, cambios en la temperatura, partículas en el lubricante, fugas, etc.). Se pueden clasificar de muchas maneras según su aplicación, pero en este caso los vamos a clasificar según los efectos:
Efectos dinámicos.- El monitoreo de los efectos dinámicos detecta fallas potenciales (especialmente relacionados con equipos rotatorios), los cuales emiten una anormal cantidad de energía emitida en forma de ondas tales como
Mantenimiento Predictivo TECSUP – PFR
18
la vibración, pulsos y efectos acústicos. Algunas de estas técnicas son las siguientes: análisis vibracional, impulso de choque, análisis ultrasónico, emisión acústica, etc.
Efectos de partículas.- El monitoreo de las partículas detecta fallas potenciales debido a partículas de diferentes tamaños y formas que están en el medio donde los elementos están operando. Algunas de estas técnicas son las siguientes: Análisis ferrográfico, presión diferencial, contador de partículas, sensor ferromagnético, sensor de escombros de todos los metales, grado de filtración, etc.
Efectos químicos.- El monitoreo químico detecta fallas potenciales los cuales han sido causados por cantidades de elementos químicos dentro del medio. Por ejemplo: la espectroscopia por emisión o absorción atómica, la espectrometría, espectroscopía infrarroja, cromatografía de gases, microscopia electrónica, corrosión electroquímica, analizador de escape de gases, etc.
Efectos físicos.- Los efectos físicos de fallas abarcan cambios en la apariencia física o estructura de los equipos los cuales pueden ser detectados directamente, y las técnicas de monitoreo detectan fallas en forma de crujidos, fracturas, los efectos visibles de desgaste y cambios dimensionales. Algunos ejemplos son los siguientes: líquidos y tintes penetrantes, inspección por partículas magnéticas, ultrasonido por la técnica del pulso-eco, rayos x, etc.
Efectos de la temperatura, las técnicas del monitoreo de la temperatura ven las fallas potenciales que causan la elevación de la temperatura del propio equipo. Algunas de estas técnicas son: Buscadores infrarrojos, todo lo que es termometría.
Efectos eléctricos.- Las técnicas de monitoreo eléctrico muestran los cambios en la resistencia, conductividad, fuerza dieléctrica y potencial. Algunas de estas técnicas son las siguientes: Resistencia eléctrica, monitoreo del potencial, medida del factor de potencia, pruebas de megger, análisis de circuito del motor, descarga parcial, etc.
Estas técnicas pueden verse como versiones altamente mejoradas de los sentidos humanos. Muchos de ellos son de hecho muy sensibles, y unos pocos dan varios meses (si no varios años) de advertencia de la falla. Sin embargo, la mayor limitación de casi todos los dispositivos de monitoreo de condición es que monitorean solamente una condición. Por ejemplo un analizador de vibración solo monitorea vibración y no puede detectar cambios químicos o de temperatura. Así lo que poseen en sensibilidad, no lo tienen en versatilidad (característica inherente de los sentidos humanos). Los intervalos P-F asociados con las diferentes técnicas de monitoreo varían desde unos pocos minutos hasta muchos meses. Diferentes técnicas determinan fallas con diferentes grados de precisión. Estos factores deben considerarse cuando se evalúa la factibilidad de alguna técnica.

TECSUP – PFR Mantenimiento Predictivo
19
En general las técnicas de monitoreo de condición pueden ser espectacularmente efectivas cuando se les usa apropiadamente, pero cuando son inadecuadas llegan a ser muy caras y ocasionan lamentables pérdidas de tiempo. Como resultado, el criterio para evaluar cuales tareas basadas en la condición son técnicamente factibles y cuáles deben ser aplicadas con rigurosidad en las técnicas de monitoreo de condición.
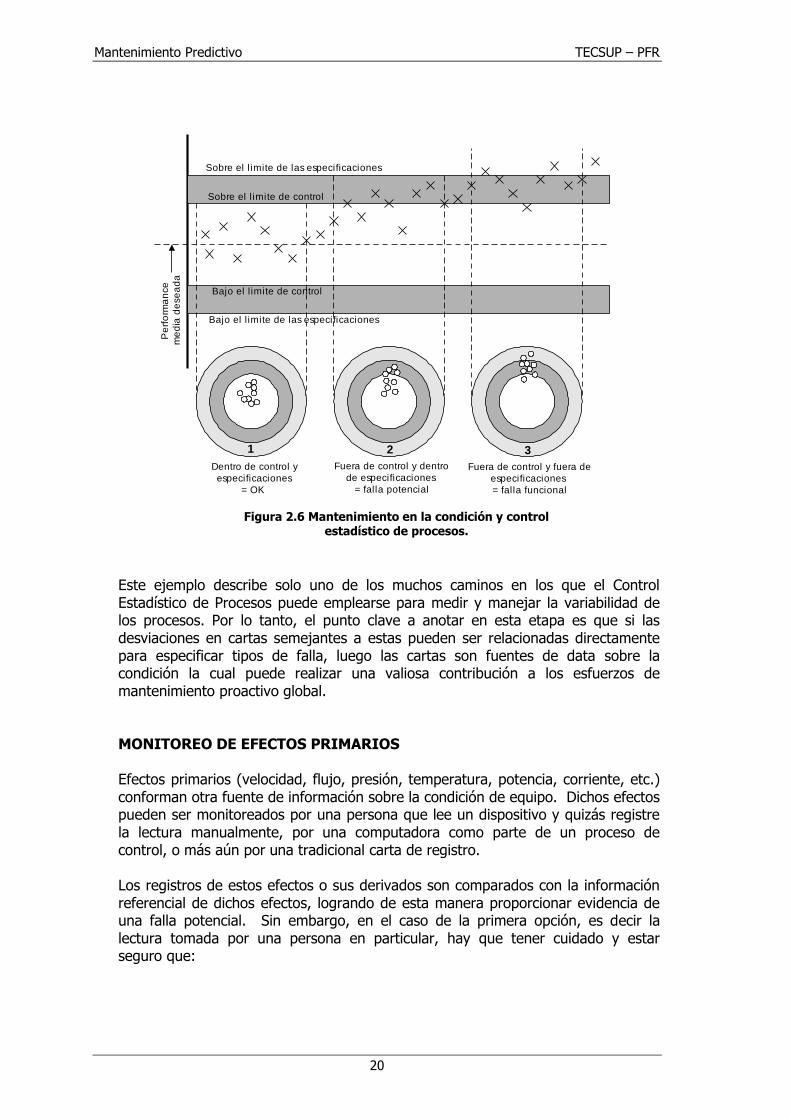
VARIACIÓN DE LA CALIDAD DEL PRODUCTO En algunas industrias, una fuente importante de datos sobre fallas potenciales es la función gestión de la calidad. A menudo la ocurrencia de un defecto en un artículo producido por una máquina se relaciona directamente a un tipo de falla en la propia máquina. Muchos de estos defectos surgen gradualmente, y proporcionan oportuna evidencia de fallas potenciales. Si los procedimientos de recolección y evaluación de datos ya existen, cuesta muy poco usarlos para proporcionar advertencia de falla del equipo. Una técnica popular que puede usarse a menudo en este caso, es el Control Estadístico de Procesos. El Control Estadístico de Procesos vincula la medición de algunas características de un producto, tal como una dimensión, nivel de llenado o peso del producto empacado, y usar las mediciones para llegar a conclusiones sobre la estabilidad del proceso. Por ejemplo, la Figura 6, muestra una típica carta de Control Estadístico de procesos en la cual al comienzo las lecturas están en control. Luego ocurre una falla lo que causa que las mediciones iniciales tiendan hacia cierta dirección. Por ejemplo, en el rectificado cilíndrico, el diámetro de las sucesivas piezas se incrementará debido al desgaste de muela, hasta que las distancias entre centros sean ajustadas o la muela reemplazada. En la zona 2 en la Figura 6 el proceso está fuera de control pero todavía dentro de la especificación. Este cambio del promedio es una condición claramente identificable que indica que una falla funcional está próxima a ocurrir. En otras palabras, esto es una falla potencial. Si nada se hace para rectificar esta situación, el proceso eventualmente empezará a producir productos fuera de las especificaciones, como se muestra en la zona 3 en la Figura 6.
Mantenimiento Predictivo TECSUP – PFR
20
Este ejemplo describe solo uno de los muchos caminos en los que el Control Estadístico de Procesos puede emplearse para medir y manejar la variabilidad de los procesos. Por lo tanto, el punto clave a anotar en esta etapa es que si las desviaciones en cartas semejantes a estas pueden ser relacionadas directamente para especificar tipos de falla, luego las cartas son fuentes de data sobre la condición la cual puede realizar una valiosa contribución a los esfuerzos de mantenimiento proactivo global.
MONITOREO DE EFECTOS PRIMARIOS Efectos primarios (velocidad, flujo, presión, temperatura, potencia, corriente, etc.) conforman otra fuente de información sobre la condición de equipo. Dichos efectos pueden ser monitoreados por una persona que lee un dispositivo y quizás registre la lectura manualmente, por una computadora como parte de un proceso de control, o más aún por una tradicional carta de registro. Los registros de estos efectos o sus derivados son comparados con la información referencial de dichos efectos, logrando de esta manera proporcionar evidencia de una falla potencial. Sin embargo, en el caso de la primera opción, es decir la lectura tomada por una persona en particular, hay que tener cuidado y estar seguro que:
Sobre el l imite de control
Sobre el l imite de las especificaciones
Bajo el l imite de control
Bajo el l imite de las especificaciones
Pe
rfo
rma
nce
me
dia
de
se
ad
a
1 32
Dentro de control y
especificaciones
= OK
Fuera de control y dentro
de especificaciones
= falla potencial
Fuera de control y fuera de
especificaciones
= falla funcional
Figura 3.6 .- Mantenimiento basado en la condición y Control Estadistico de ProcesosFigura 2.6 Mantenimiento en la condición y control estadístico de procesos.
TECSUP – PFR Mantenimiento Predictivo
21
La persona que toma la lectura sepa cuál debe ser la lectura cuando todo va bien, cuando la lectura corresponde a una falla potencial y cuando corresponde a una falla funcional.
Las lecturas se tomen con una frecuencia menor que el intervalo P-F
Que el dispositivo de medición sea mantenido en buen estado, suficientemente preciso para que cumpla su propósito
El proceso de toma de lecturas puede simplificarse grandemente si los rangos de medidas son marcadas ( o incluso coloreadas ). En este caso, todos los operadores - o cualquier inspector - solo necesitan dar una mirada al reloj o indicador y reportar si el puntero está en la zona de funcionamiento normal (color verde), zona de falla potencial ( color amarillo), o toma una acción más drástica si está en la zona de falla funcional (color rojo). Sin embargo las lecturas deben ser realizadas en intervalos menores que el intervalo P-F. LOS SENTIDOS HUMANOS Tal vez las técnicas más conocidas de inspección basadas en la condición son aquellas basadas en los sentidos humanos ( vista, oído, tacto y olfato ). Las dos principales desventajas de usar los sentidos para detectar fallas potenciales son:
En el momento en que es posible detectar muchas fallas usando los sentidos humanos, el proceso de deterioro ya está bastante avanzado. Esto significa que los intervalos P-F son usualmente cortos, así que las inspecciones deben ser hechas más frecuentemente y las respuestas tienen que ser más rápidas.
El proceso es subjetivo, esto dificulta el desarrollo de un criterio preciso de inspección, y las observaciones dependen mucho de las experiencias y aún del estado mental del observador.
Sin embargo, las ventajas de usar los sentidos son:
El ser humano promedio es muy versátil y puede descubrir una amplia variedad
de condiciones de falla, al contrario de una técnica de monitoreo de condición sólo pueden usarse para monitorear un tipo de falla potencial.
Esto puede ser muy rentable, si el monitoreo es hecho por personal que está cerca o de alguna forma relacionado con los equipos en el curso de sus deberes normales.
Un ser humano puede ser entrenado para juzgar la severidad de una falla potencial y además tomar una acción apropiada para contrarrestar sus consecuencias, mientras que un dispositivo de monitoreo de la condición solamente puede leer y enviar señales.
Seleccionando la categoría correcta Muchos tipos de fallas son precedidos por más de una - a menudo muchas - fallas potenciales, debido a esto podrían ser apropiadas más de una tarea basada en la condición. Cada una de estas tendría un diferente intervalo P-F y cada una requeriría diferentes tipos y niveles de habilidad.
Mantenimiento Predictivo TECSUP – PFR
22
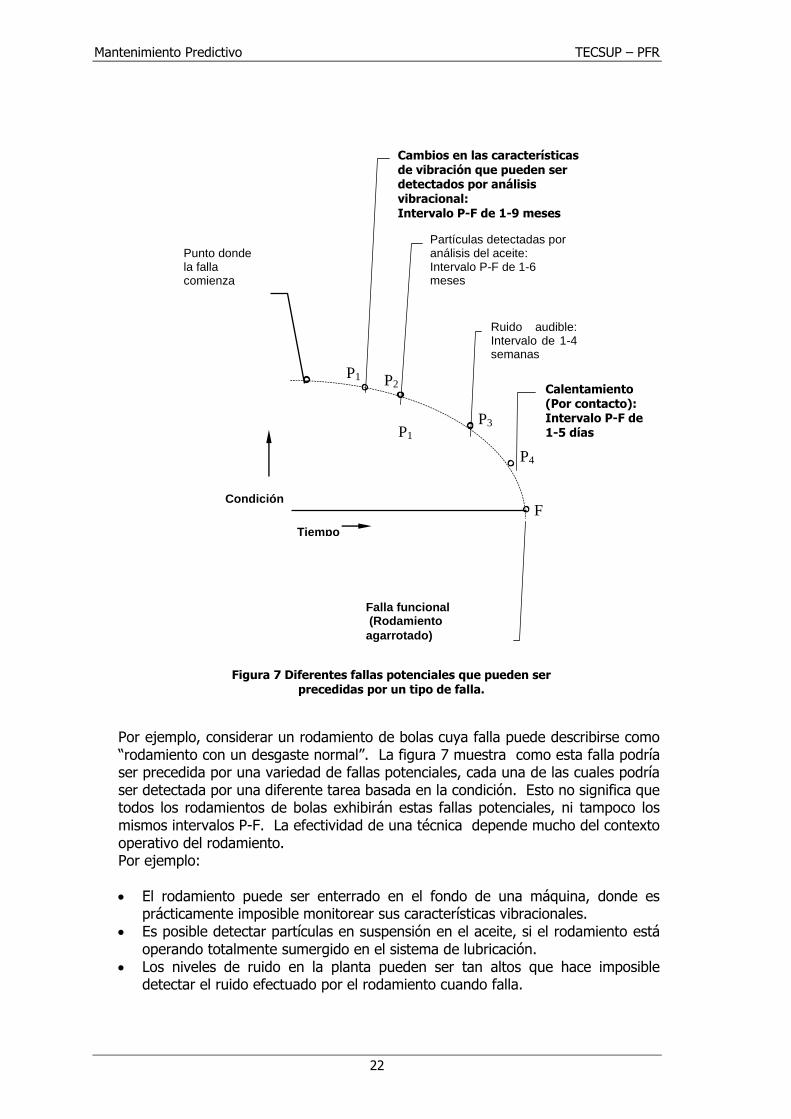
Por ejemplo, considerar un rodamiento de bolas cuya falla puede describirse como “rodamiento con un desgaste normal”. La figura 7 muestra como esta falla podría ser precedida por una variedad de fallas potenciales, cada una de las cuales podría ser detectada por una diferente tarea basada en la condición. Esto no significa que todos los rodamientos de bolas exhibirán estas fallas potenciales, ni tampoco los mismos intervalos P-F. La efectividad de una técnica depende mucho del contexto operativo del rodamiento. Por ejemplo:
El rodamiento puede ser enterrado en el fondo de una máquina, donde es prácticamente imposible monitorear sus características vibracionales.
Es posible detectar partículas en suspensión en el aceite, si el rodamiento está operando totalmente sumergido en el sistema de lubricación.
Los niveles de ruido en la planta pueden ser tan altos que hace imposible detectar el ruido efectuado por el rodamiento cuando falla.
Condición
P2 P1
P3 P1
P4
F
Figura 7 Diferentes fallas potenciales que pueden ser precedidas por un tipo de falla.
Punto donde la falla comienza
Tiempo
Cambios en las características de vibración que pueden ser detectados por análisis vibracional: Intervalo P-F de 1-9 meses
Partículas detectadas por análisis del aceite: Intervalo P-F de 1-6 meses
Ruido audible: Intervalo de 1-4 semanas
Falla funcional (Rodamiento
agarrotado)
Calentamiento (Por contacto): Intervalo P-F de 1-5 días
TECSUP – PFR Mantenimiento Predictivo
23
Es imposible tocar el rodamiento y sentir si recalienta cuando este se encuentra encerrado (encapsulado).
Esto significa que una categoría de tareas no siempre tendrá mejor rendimiento en costo y efectividad que otra. Es importante tener esto en mente, debido a que hay una tendencia en mostrar a un monitoreo de condición en particular como “la respuesta” a nuestros problemas de mantenimiento. De hecho, el monitoreo de condición es, técnicamente factible para no más del 20% de los tipos de las fallas y considerable en menos de la mitad de los casos. (Las cuatro categorías de mantenimiento basado en la condición juntas son normalmente convenientes para aproximadamente del 25-35% de los tipos de fallas). Esto no significa que el monitoreo de condición no debería ser usado - donde este es conveniente se obtienen buenos resultados - pero se debe de desarrollar estrategias convenientes para manejar el otro 90% de nuestros tipos de fallas. En otras palabras el monitoreo de condición es solo una parte de la respuesta - y una parte bastante pequeña. Para evitar preferencias en las tareas de selección, necesitamos: Considerar todas las advertencias que sean razonablemente probables de
preceder a cada tipo de falla, junto al rango total de tareas basadas en la condición que podrían ser usadas para detectar estas advertencias.
Aplicar un riguroso criterio de selección de tareas para determinar cual o cuales de ellas nos da el camino más rentable de anticipación a un determinado tipo de falla considerada.
3. TAREAS BASADAS EN LA CONDICION: ALGUNOS DE LOS PELIGROS
Cuando consideramos la factibilidad técnica del mantenimiento basado en la condición, dos puntos necesitan de un especial cuidado. Los concernientes a la distinción entre falla potencial y funcional, y la distinción entre falla potencial y la edad. Se puede discutir ambos puntos: Falla potencial y falla funcional Frecuentemente surge confusión sobre la distinción entre falla potencial y funcional. Esto normalmente sucede porque ciertas condiciones pueden considerarse como potenciales en un contexto determinado y como funcionales en otro contexto diferente. Por ejemplo la pérdida de fluido por la junta de una tubería puede considerarse como falla potencial si la tubería transporta agua y la tarea en este caso es “chequear las juntas para detectar pequeñas perdidas” y la frecuencia de chequeo está basada en cuanto tiempo dicha fuga aceptable se va a convertir en una fuga inaceptable razón por la cual una acción correctiva debería de iniciarse. Sin embargo, si la misma tubería transportara una sustancia tóxica (cianuro por ejemplo), cualquier fuga estaría considerada como una falla funcional, razón por la cual no es factible realizar una tarea para detectar fugas sino que debería encontrarse algún otro método para administrar la falla; esto ciertamente exigiría alguna clase de modificación.
Mantenimiento Predictivo TECSUP – PFR
24
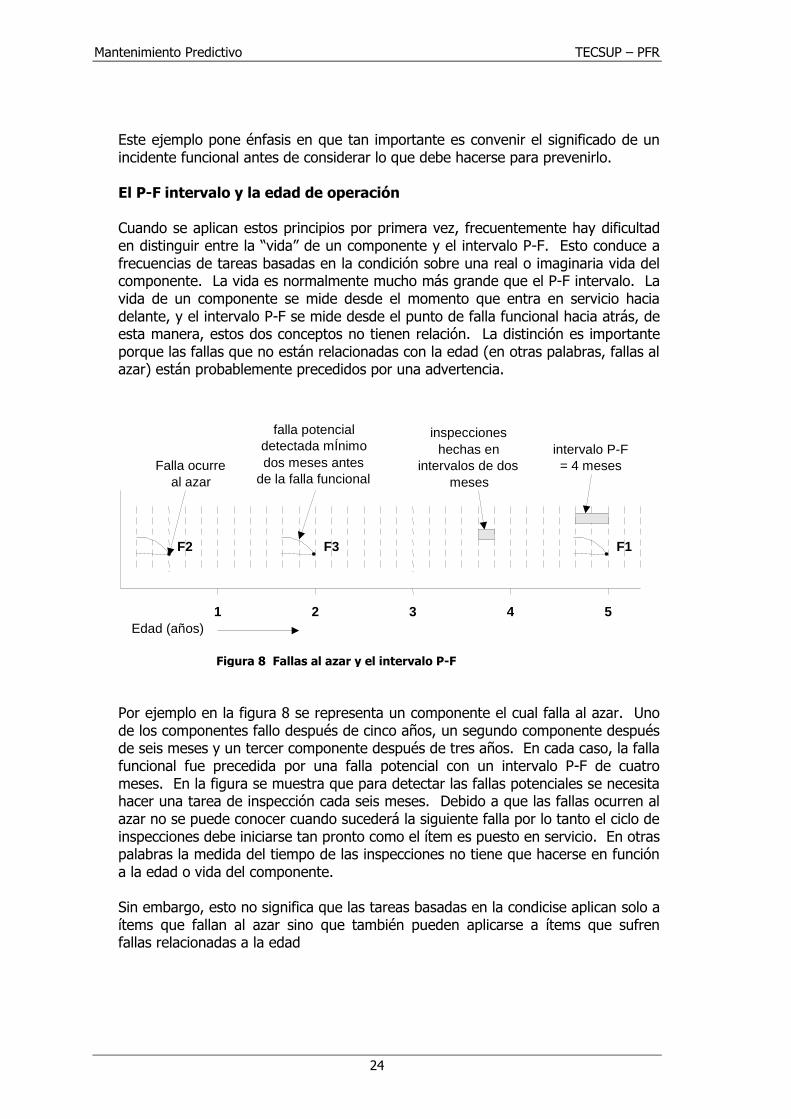
Este ejemplo pone énfasis en que tan importante es convenir el significado de un incidente funcional antes de considerar lo que debe hacerse para prevenirlo. El P-F intervalo y la edad de operación Cuando se aplican estos principios por primera vez, frecuentemente hay dificultad en distinguir entre la “vida” de un componente y el intervalo P-F. Esto conduce a frecuencias de tareas basadas en la condición sobre una real o imaginaria vida del componente. La vida es normalmente mucho más grande que el P-F intervalo. La vida de un componente se mide desde el momento que entra en servicio hacia delante, y el intervalo P-F se mide desde el punto de falla funcional hacia atrás, de esta manera, estos dos conceptos no tienen relación. La distinción es importante porque las fallas que no están relacionadas con la edad (en otras palabras, fallas al azar) están probablemente precedidos por una advertencia.
Por ejemplo en la figura 8 se representa un componente el cual falla al azar. Uno de los componentes fallo después de cinco años, un segundo componente después de seis meses y un tercer componente después de tres años. En cada caso, la falla funcional fue precedida por una falla potencial con un intervalo P-F de cuatro meses. En la figura se muestra que para detectar las fallas potenciales se necesita hacer una tarea de inspección cada seis meses. Debido a que las fallas ocurren al azar no se puede conocer cuando sucederá la siguiente falla por lo tanto el ciclo de inspecciones debe iniciarse tan pronto como el ítem es puesto en servicio. En otras palabras la medida del tiempo de las inspecciones no tiene que hacerse en función a la edad o vida del componente. Sin embargo, esto no significa que las tareas basadas en la condicise aplican solo a ítems que fallan al azar sino que también pueden aplicarse a ítems que sufren fallas relacionadas a la edad
1 5 4 3 2
F2 F1 F3
Falla ocurre al azar
falla potencial detectada mÍnimo dos meses antes
de la falla funcional
inspecciones hechas en
intervalos de dos meses
intervalo P-F = 4 meses
Edad (años)
Figura 8 Fallas al azar y el intervalo P-F

TECSUP – PFR Mantenimiento Predictivo
25
4. CURVAS P-F LINEALES Y NO LINEALES La etapa final de deterioro puede ser descrito por la curva o intervalo P-F. Se verá en este capítulo la curva con más detalle empezando con una curva P-F no lineal y luego una curva P-F lineal. La etapa final del deterioro. Curva P-F no lineal En el diagrama del intervalo P-F visto hasta este momento, el deterioro es normalmente acelerado en la etapa final. Para ver porque sucede esto habría que analizar en más detalle que sucede cuando un rodamiento de bolas falla debido a un “desgaste normal hasta la rotura”. En la figura 9 se observa una típica carga vertical sobre el rodamiento de bolas el cual gira en sentido horario. La parte más pesada y frecuentemente cargada del rodamiento sería el fondo de la pista exterior. Como el rodamiento de bolas esta rotando, la superficie interna de la pista exterior se mueve hacia arriba y abajo cuando cada bola pasa sobre él. Este movimiento cíclico es pequeño, pero suficiente para causar rajaduras por fatiga en el interior de la pista el cual se va desarrollando. En la figura 9 también se explica cómo estas rajaduras eventualmente van aumentando y llegan a ser síntomas de deterioro detectables. Estos son por supuesto fallas potenciales y pueden asociarse a un intervalo P-F. Este ejemplo plantea varios otros puntos sobre fallas potencial, como las siguientes:
En el ejemplo, el proceso de deterioro es acelerado. Esto sugiere que si una técnica cuantitativa, tal como el análisis vibracional, es usado para detectar fallas potenciales. Esto conduce a la noción que después de que se observe una desviación inicial, se deben tomar lecturas adicionales de la vibración en intervalos progresivamente más cortos hasta que se alcance un punto en la cual se debe de tomar acción. En la práctica, esto solo es posible si el intervalo P-F es bastante largo para permitir que se tomen lecturas adicionales. También no escapa el hecho de que las lecturas necesitan ser tomadas con una frecuencia conocida menor que el intervalo P-F. (De hecho, cuando el intervalo P-F es bien conocido y bien consistente, no sería necesario tomar lecturas adicionales después de que el primer signo de desviación es descubierto. Esto sugiere que las lecturas adicionales solo deben de tomarse cuando el intervalo P-F es pobremente entendida o si el intervalo P-F es altamente inconsistente).
Diferentes modos de falla frecuentemente pueden tener sintamos similares.
Por ejemplo, los sintamos descritos están basados sobre una falla debido a desgaste y rotura normal. Pero similares sintamos serian exhibidos en la etapa final de la falla de un rodamiento de bolas donde el proceso de falla ha sido iniciado por suciedad, falta de lubricación. En la practica la causa raíz precisa de muchas fallas solo puede ser identificado usando instrumentos sofisticados. Por ejemplo, podría ser posible determinar la raíz de la falla de un rodamiento usando un ferrógrafo para separar las partículas del lubricante y examinar las partículas bajo un microscopio electrónico. Sin embargo, si dos diferentes fallas

Mantenimiento Predictivo TECSUP – PFR
26
tienen los mismos sintamos y si el intervalo P-F es ampliamente similar para cada uno de los sintamos, la distinción entre las causas raíces es irrelevante desde el punto de vista de la detección de la falla (la distinción sería relevante si estuviéramos buscando la causa raíz de la falla).
Las fallas migran
hacia la superficie
de la pista externa
Figura 9 Desgaste de un rodamiento.
La falla solo llega a ser detectable cuando las rajaduras por fatiga migran hacia la superficie y la superficie empieza a fracturarse. El punto en el cual esto sucede en la vida de cualquier rodamiento depende de su velocidad de rotación, la magnitud de la carga, si la superficie del rodamiento fue dañado antes o durante la instalación, cuanto caliente el rodamiento en servicio, el alineamiento relativo del eje con su alojamiento, el material usado para fabricar
TECSUP – PFR Mantenimiento Predictivo
27
el rodamiento, que tan bien fue fabricado, etc. Efectivamente, esta combinación de variables hace imposible predecir cuantos ciclos de operación deberán transcurrir antes de que las rajaduras alcancen la superficie, y por lo tanto cuando el rodamiento empezará a mostrar los sintamos mencionados en la figura.
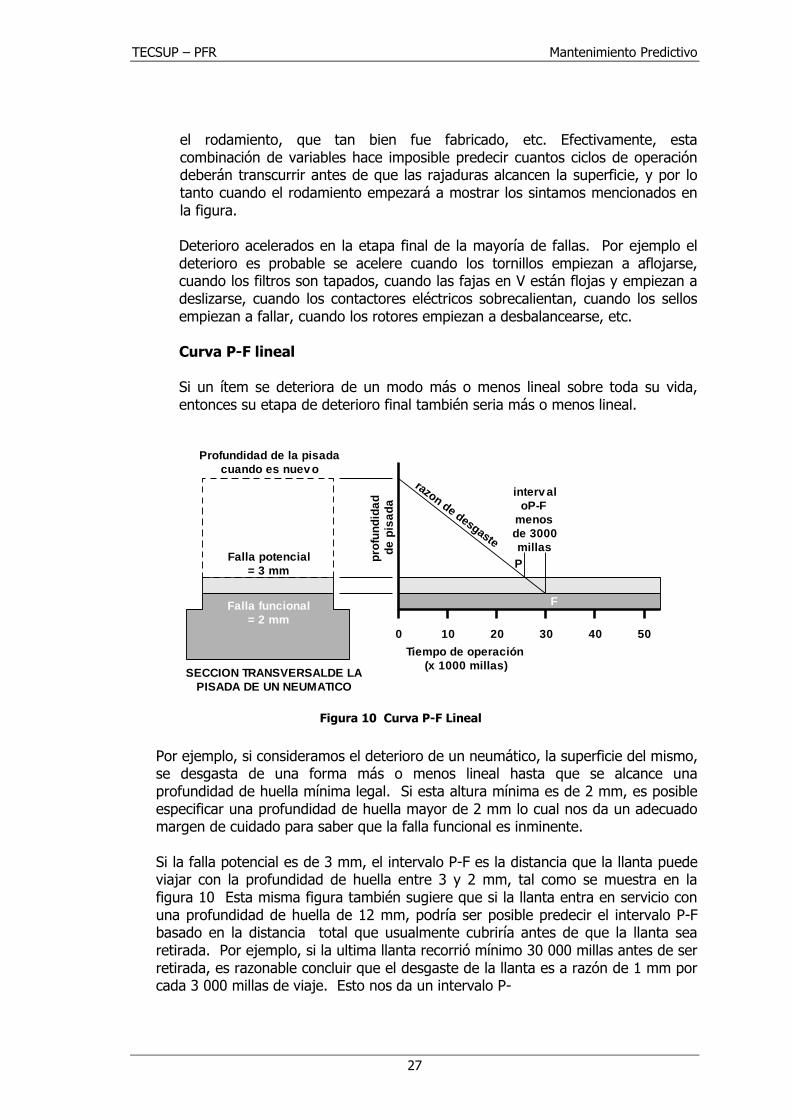
Deterioro acelerados en la etapa final de la mayoría de fallas. Por ejemplo el deterioro es probable se acelere cuando los tornillos empiezan a aflojarse, cuando los filtros son tapados, cuando las fajas en V están flojas y empiezan a deslizarse, cuando los contactores eléctricos sobrecalientan, cuando los sellos empiezan a fallar, cuando los rotores empiezan a desbalancearse, etc. Curva P-F lineal Si un ítem se deteriora de un modo más o menos lineal sobre toda su vida, entonces su etapa de deterioro final también seria más o menos lineal.
Por ejemplo, si consideramos el deterioro de un neumático, la superficie del mismo, se desgasta de una forma más o menos lineal hasta que se alcance una profundidad de huella mínima legal. Si esta altura mínima es de 2 mm, es posible especificar una profundidad de huella mayor de 2 mm lo cual nos da un adecuado margen de cuidado para saber que la falla funcional es inminente. Si la falla potencial es de 3 mm, el intervalo P-F es la distancia que la llanta puede viajar con la profundidad de huella entre 3 y 2 mm, tal como se muestra en la figura 10 Esta misma figura también sugiere que si la llanta entra en servicio con una profundidad de huella de 12 mm, podría ser posible predecir el intervalo P-F basado en la distancia total que usualmente cubriría antes de que la llanta sea retirada. Por ejemplo, si la ultima llanta recorrió mínimo 30 000 millas antes de ser retirada, es razonable concluir que el desgaste de la llanta es a razón de 1 mm por cada 3 000 millas de viaje. Esto nos da un intervalo P-
Falla funcional
= 2 mm
SECCION TRANSVERSALDE LA
PISADA DE UN NEUMATICO
Falla potencial
= 3 mm
Profundidad de la pisada
cuando es nuev o
pro
fun
did
ad
de
pis
ad
a
0 5040302010
Tiempo de operación
(x 1000 millas)
F
P
interv al
oP-F
menos
de 3000
millas
razon de desgaste
Figura 3.10.-CURVA P-F LINEALFigura 10 Curva P-F Lineal
Mantenimiento Predictivo TECSUP – PFR
28
F de 3 000 millas. La tarea de condición asociada a este desgaste seria para el conductor como: Chequear la profundidad de la huella cada 1 500 millas y reportar la llanta cuya profundidad de huella sea menor que 3 mm. Esto no solo aseguraría que el desgaste sea detectado antes de que exceda el límite legal, sino que nos da un buen margen de tiempo (1 500 millas en este caso) para que la llanta sea cambiada antes de que se llegue al límite. En general, el deterioro lineal entre P y F solo se encontrara donde las fallas de los mecanismos están intrínsecamente relacionados con la edad.
5. COMO DETERMINAR EL INTERVALO P – F
Es normalmente simple determinar el intervalo P – F para equipos cuyos modos de fallas están relacionados con la edad, es decir, sus etapas finales de deterioro son lineales. Por otro lado los intervalos P – F pueden ser sorprendentemente difíciles de determinar en los casos en los que las fallas suceden al azar donde el deterioro es acelerado. El principal problema con las fallas al azar, es que se desconoce cuándo va a comenzar la siguiente falla, así, se desconoce cuando el siguiente modo de falla está empezando o en que parte de la curva P-F esta. Si se desconoce dónde está empezando la curva P-F, no se puede encontrar cuan larga es. A continuación se muestran cinco posibilidades para determinar el intervalo de las cuales solo la cuarta y la quinta tienen algún mérito:
OBSERVACIÓN CONTINUA
En teoría es posible determinar el intervalo P – F por observación continua de un determinado ítem el cual está en servicio hasta que una falla potencial ocurra, anotar cuando esto sucede y luego se continua observando el ítem hasta que falle completamente (notar que la observación no puede ser intermitente, porque cuando se descubre la falla, no necesariamente es el inicio de la misma, por lo cual se desconoce aun cuando se ha iniciado la falla, lo que es más, si el intervalo P-F es más corto que el periodo de observación, se perderá la curva completamente con lo cual tendríamos que empezar otra vez con un nuevo ítem). Claramente esta forma de aproximación no es práctica, primeramente porque una observación continua es muy cara, especialmente si se están estableciendo varios intervalos P-F de esta manera. En segundo lugar, esperar hasta que la falla funcional ocurra significa que el ítem tiene que fallar, con todas las consecuencias que esto trae.

TECSUP – PFR Mantenimiento Predictivo
29
EMPEZAR CON UN INTERVALO CORTO Y GRADUALMENTE IR EXTENDIÉNDOLO.
Lo impráctico de la aproximación anterior lleva a algunas personas a sugerir que el intervalo P-F puede ser establecido empezando a chequear algunos intervalos bastante cortos pero arbitrario (10 días por ejemplo), y luego esperando hasta que “se averigüe lo que el intervalo debe de ser”, quizás por el gradual entendimiento del intervalo. Desafortunadamente, en este punto va a presentarse la falla funcional con lo cual estamos en el caso anterior. Esta aproximación es potencialmente muy peligrosa, porque no hay garantía que el intervalo inicial seleccionado sea mas corto que el intervalo P-F.
INTERVALOS ARBITRARIOS
Debido a las dificultades arriba mencionadas, algunas personas sugieren seleccionar intervalos arbitrarios pero “razonablemente cortos” para todas las tareas basadas en la condición de los quipos. Esta aproximación arbitraria es la menos satisfactoria (y la mas peligrosa) para determinar frecuencias sobre tareas de condición, porque no hay otra vez garantía de que el “razonablemente corto” intervalo arbitrario será mas corto que el intervalo P-F. Por otro lado, un verdadero intervalo P-F debe ser mucho mas largo que el intervalo arbitrario, en tal caso la tarea terminara haciéndose mucho mas frecuente que el necesario. Por ejemplo, si una tarea diaria solo necesita ser hecha una vez al mes, la tarea estará costando treinta veces mas de lo que debería de costar.
INVESTIGACIÓN
La mejor manera de establecer un intervalo P-F preciso es simular la falla de tal manera que no hay ninguna consecuencia seria cuando esta ocurre en el futuro. Por ejemplo, esto se hace en la aviación cuando los componentes son ensayados en tierra antes que en el aire. Esto no solo da información acerca de la vida de los componentes, sino también permite observar y estudiar como se desarrolla la falla y que tan rápidamente esta sucede. Sin embargo, los ensayos de laboratorio son caros y toma tiempo en dar resultados, incluso cuando estos son acelerados. Por esto, solo tiene valor cuando un gran numero de componentes están en riesgo – tales como en las flotas aéreas – y las fallas tienen muy serias consecuencias.
UNA APROXIMACIÓN RACIONAL
Según lo arriba indicado, en la mayoría de los casos es o impractico o imposible o demasiado caro tratar de determinar un intervalo P-F sobre una base empírica. Es como dar un tiro en la oscuridad. No obstante estos problemas, el intervalo P-F puede ser estimado con sorprendente exactitud sobre las bases del juicio y la experiencia.
El primer truco es hacer la pregunta correcta. Es esencial que cualquier persona que este tratando de determinar un intervalo P-F entienda que se debe

Mantenimiento Predictivo TECSUP – PFR
30
preguntar que tan rápidamente falla el ítem. En otras palabras, se debe preguntar cuanto tiempo (o cuantos ciclos de carga) va a transcurrir desde el momento en que la falla potencial es detectable hasta el momento que alcanza su estado de falla funcional. No se esta preguntando con qué frecuencia falla o cuánto tiempo dura.
El segundo truco es preguntar a la gente correcta. Normalmente a la gente que tiene un íntimo conocimiento del equipo, la forma en la cual falla y los sintamos de cada falla. Para la mayoría de los equipos, esta gente es normalmente la que los opera, el personal de mantenimiento que los mantiene, y los supervisores de primera línea. Si el proceso de detección requiere de instrumentos especializados, tales como equipos para el monitoreo de condición, luego el especialista adecuado debería también tomar parte en el análisis. En la práctica se podría preguntar: “¿piensan que el intervalo P-F puede durar idas, semanas o meses?, si la respuesta es semanas, la siguiente pregunta sería: “cuantas semanas?”. Si se llega a un consenso, el intervalo a sido establecido, pero en caso de no llegar a un consenso se debe de abandonar la tarea basada en la condición y buscar otra solución.
El tercer truco es concentrarse en un solo modo de falla. En otras palabras, si el modo de falla es desgaste, el análisis debería de concentrarse sobre las características del desgaste, y no se debe de discutir sobre corrosión o fatiga por ejemplo. Finalmente debe quedar bien claro para todos los que toman parte en el análisis que el objetivo es llegar a un intervalo para una tarea basada en la condición menor que el intervalo P-F, pero no tan pequeños de tal manera que se desgaste recursos en el proceso de chequeo. Por otro lado, la efectividad de los grupos se ve reforzada si la gerencia expresa una apreciación sobre el hecho de que el trabajo se esta haciendo por personas humanas y que los humanos no son infalibles. Sin embargo, el análisis también debe ser hecho teniendo en cuenta de que la falla tiene consecuencias de seguridad, y el precio por llegar a hacerlo mal podría ser fatal para el grupo mismo o sus colegas, por lo cual hay que tener especial cuidado en esta área.
6. CUANDO UNA TAREA BASADA EN LA CONDICION DEBE SER VALORADA
Una tarea basada en la condición debe satisfacer los siguientes criterios para ser valorada
Si un incidente esta oculto, no tiene ninguna consecuencia directa. Así, una tarea basada en la condición prevista para prevenir un incidente oculto debe reducir el riesgo de un incidente múltiple a un nivel aceptablemente bajo. En la práctica, porque si la función está oculta, muchos de los incidentes potenciales que afectan normalmente las funciones evidentes de la maquina también estarían ocultas. Lo que es mas, muchos de este tipo de equipos sufrirían de fallas al azar con un muy corto o la no-existencia de un intervalo P-F, así, es bastante inusual encontrar una tarea basada en la condición técnicamente factible y que tenga valor para condiciones ocultas. Pero esto no significa que uno no debe de buscarlas.

TECSUP – PFR Mantenimiento Predictivo
31
Si la falla tiene consecuencias con la seguridad o ambiente, una tarea basada en la condición solo tiene valor si puede aliviar o dar bastante advertencia de la falla para asegurar que la acción pueda ser tomada a tiempo para evitar consecuencias de seguridad o ambiente.
Si la falla no envuelve seguridad, la tarea debe ser efectiva en lo que a costos se refiere, es decir que sobre un periodo de tiempo, el costo de hacer la tarea debe ser menor que el costo de no hacerlo. Las preguntas sobre efectividad de costos aplicadas para fallas con consecuencias operacionales y no operacionales, son las siguientes:
Las consecuencias operacionales son usualmente caras, por lo tanto, una tarea basada en la condición el cual reduce en todo caso la consecuencia operacional entonces es un costo efectivo. Esto porque el costo de la inspección es normalmente bajo.
El único costo de una falla funcional que no tiene consecuencias operacionales es el costo de reparación. Algunas veces este costo es casi el mismo que el costo de corregir la falla potencial que lo precede. En tales casos, aunque la tarea basada en la condición pueda ser técnicamente factible, no seria efectivo en los costos, porque sobre un periodo de tiempo, el costo de la inspección sumado al costo de corrección de la falla potencial seria más grande que el costo de reparación de la falla funcional.
Sin embargo, una tarea basada en la condición puede ser justificada, si el costo para reparar la falla funcional es mucho más que el costo de la falla potencial, especialmente si existen daños secundarios.
7. SELECCIÓN DE TAREAS PROACTIVAS
Es raramente difícil decidir si una tarea proactiva es técnicamente factible. Las características de la falla gobiernan esta decisión y son normalmente bastante claros para hacer la decisión tan simple como un sí o un no. Para decidir si ellos tienen valor normalmente necesita un mayor juicio. Por ejemplo en la figura 2 indica que es técnicamente factible emplear dos o más tareas para la misma categoría para prevenir el mismo modo de falla. Varios de ellos incluso pueden estar tan cerca en lo que a rentabilidad se refiere, que la elección de uno de ellos puede deberse únicamente a preferencias personales. La situación es más complicada cuando las tareas desde dos o más puntos de vista diferentes son técnicamente factibles para el mismo modo de falla. Dichas tareas podrían ser las siguientes. TAREAS BASADAS EN LA CONDICIÓN
Las tareas basadas en la condición son las que se consideran primero en el proceso de selección de tareas por las siguientes razones:

Mantenimiento Predictivo TECSUP – PFR
32
Pueden casi siempre ser desempeñados sin mover el activo de su posición de instalación y normalmente mientras esta en operación, así interfieren poco con el proceso productivo. También son fáciles de organizar.
Identifican una condición de falla potencial específica para definir una clara acción correctiva antes de empezar a trabajar.
Identificando la falla potencial en la etapa inicial, permite que el componente realice toda su vida útil.
TAREAS DE RESTAURACIÓN PROGRAMADAS
Si una tarea basada en la condición apropiada no puede ser encontrada para una falla en particular, la siguiente selección es una tarea de restauración programada. Esta tarea también debe de ser técnicamente factible, así las fallas deben de estar concentradas alrededor de un promedio de edad. Si es así, la restauración programada antes de esta edad puede reducir las incidencias de fallas funcionales. Esto puede ser efectivo en los costos por fallas con grandes resultados económicos, o si el costo de hacer la tarea de restauración programada es significativamente mas baja que el costo de la reparación de la falla funcional. Las desventajas de la restauración programada son:
Solo puede realizarse cuando los componentes están detenidos y enviados al taller, de esta manera, estas tareas casi siempre afectan a la producción de alguna manera.
Aplica un límite de edad de servicio para todos los ítems, de esta manera muchos ítems que podrían haber sobrevivido mucho más tiempo serán removidos.
Las tareas de la restauración implican el trabajo del departamento, de esta manera generan una mas alta carga de trabajo que las tareas basadas en la condición.
Sin embargo, la restauración programada es más conservadora que una programación de descarte o desecho. porque implica restablecer cosas en vez de desecharlas y lanzarlas lejos.
TAREAS PROGRAMADAS DE DESCARTE O DE DESECHO
El descarte programado es normalmente el menos efectivo en los costos de las tres tareas proactivas, pero donde es técnicamente factible, es un poco aceptable. El límite de vida segura puede ser capaz de prevenir ciertas fallas críticas, mientras un límite de vida económica puede reducir la frecuencia de las fallas funcionales que tienen mejores consecuencias económicas. Sin embargo estas tareas tienen las mismas desventajas que las tareas de restauración programadas.
TECSUP – PFR Mantenimiento Predictivo
33
COMBINACIÓN DE TAREAS
Para un número muy pequeño de modos de falla los cuales tienen consecuencias sobre la seguridad o medio ambiente, una tarea no puede ser establecida si no reducimos los riesgos de falla a niveles aceptablemente bajos, y una modificación conveniente no se sugiere fácilmente. En estos casos, algunas veces es posible encontrar una combinación de tareas (usualmente tareas de dos diferentes categorías, tal como una tarea basada en la condición y una tarea de descarte o desecho programada), con lo cual se reduce el riesgo de falla a niveles aceptables. Cada tarea es realizada con una frecuencia apropiada a ella. Pero es fatigante la situación en la cual se deba estar viendo cual aplicar y hay que estar en un constante trabajo de “tira y afloje”.
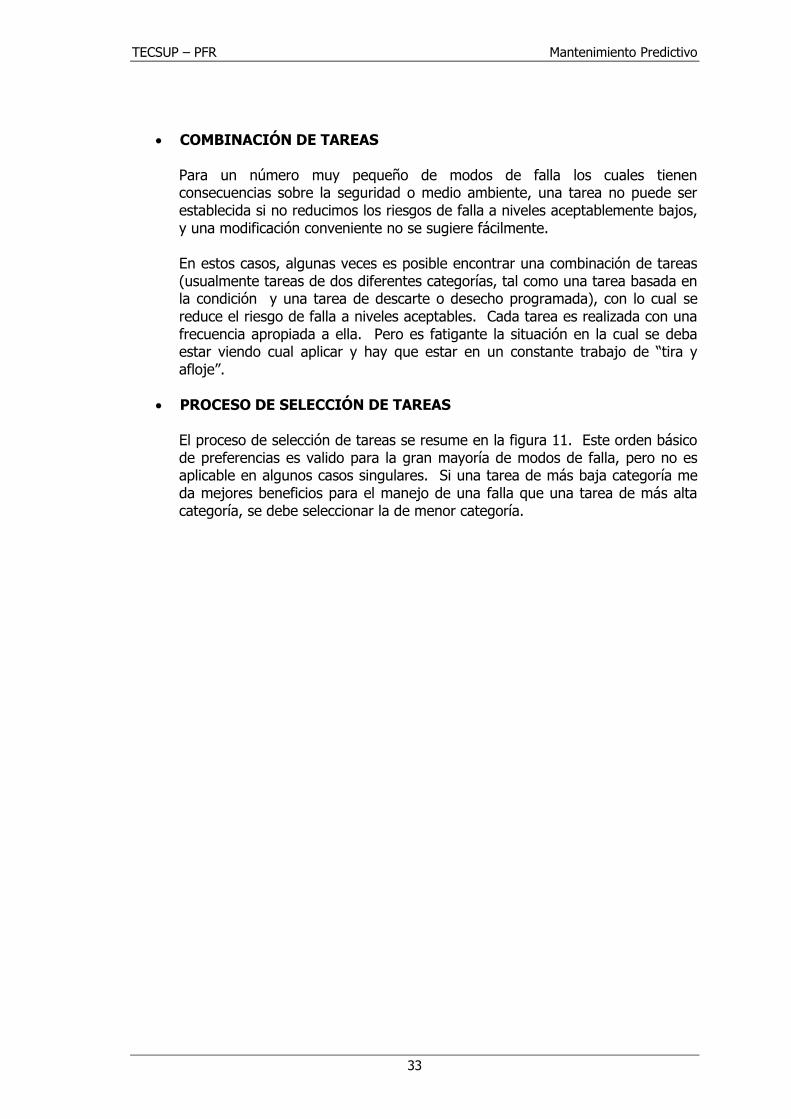
PROCESO DE SELECCIÓN DE TAREAS
El proceso de selección de tareas se resume en la figura 11. Este orden básico de preferencias es valido para la gran mayoría de modos de falla, pero no es aplicable en algunos casos singulares. Si una tarea de más baja categoría me da mejores beneficios para el manejo de una falla que una tarea de más alta categoría, se debe seleccionar la de menor categoría.

Mantenimiento Predictivo TECSUP – PFR
34
Figura 11
Selección de una tarea basada
en la condición
Es técnicamente
factible?
Es técnicamente factible una tarea de restauración programada?
Es técnicamente factible una tarea
de descarte programada?
Hacer la tarea basada en la
condición a intervalos menores que el intervalo P-F
Hacer la tarea de
restauración a intervalos
menores que la edad límite
Hacer la tarea de descarte a intervalos
menores que la edad límite
Tomar acción en función a la
consecuencia de la falla
No
Si
Si
No
Si
No