
Tesis Ladrillera
125
UNIVERSIDAD DE SAN CARLOS DE GUATEMALA FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA INDUSTRIAL ADMINISTRACIÓN Y CONTROL DE INVENTARIOS PARA UNA FÁBRICA DE BLOQUES DE CONCRETO ROBERTO ANTONIO ALVAREZ LUCAS ASESORADO POR ING. FRANCO ALEJANDRO DE LEÓN VÁSQUEZ GUATEMALA, NOVIEMBRE DE 2004
-
Upload
rafael-geovany -
Category
Documents
-
view
202 -
download
1
Transcript of Tesis Ladrillera
UNIVERSIDAD DE SAN CARLOS DE GUATEMALA FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA INDUSTRIAL
ADMINISTRACIÓN Y CONTROL DE INVENTARIOS PARA UNA
FÁBRICA DE BLOQUES DE CONCRETO
ROBERTO ANTONIO ALVAREZ LUCAS
ASESORADO POR ING. FRANCO ALEJANDRO DE LEÓN VÁSQUEZ
GUATEMALA, NOVIEMBRE DE 2004
UNIVERSIDAD DE SAN CARLOS DE GUATEMALA
FACULTAD DE INGENIERÍA
ADMINISTRACIÓN Y CONTROL DE INVENTARIOS PARA UNA FÁBRICA DE BLOQUES DE CONCRETO
TRABAJO DE GRADUACIÓN
PRESENTADO A LA JUNTA DIRECTIVA DE LA
FACULTAD DE INGENIERÍA
POR
ROBERTO ANTONIO ALVAREZ LUCAS ASESORADO POR ING. FRANCO ALEJANDRO DE LEÓN VÁSQUEZ
AL CONFERÍRSELE EL TÍTULO DE
INGENIERO INDUSTRIAL
GUATEMALA, NOVIEMBRE DE 2004
UNIVERSIDAD DE SAN CARLOS DE GUATEMALA
FACULTAD DE INGENIERÍA
NÓMINA DE JUNTA DIRECTIVA
DECANO Ing. Sydney Alexander Samuels Milson VOCAL I Ing. Murphy Olympo Paiz Recinos VOCAL II Lic. Amahán Sánchez Álvarez VOCAL III Ing. Julio David Galicia Celada VOCAL IV Br. Kenneth Issur Estrada Ruiz VOCAL V Br. Elisa Yazminda Vides Leiva SECRETARIO Ing. Pedro Antonio Aguilar Polanco TRIBUNAL QUE PRACTICÓ EL EXAMEN GENERAL PRIVADO DECANO Ing. Sydney Alexander Samuels Milson EXAMINADOR Ing. Harry Milton Oxom Paredes EXAMINADOR Ing. Byron Gerardo Chocooj Barrientos EXAMINADOR Ing. MarÍa Eugenia Aguilar Bobadilla SECRETARIO Ing. Pedro Antonio Aguilar Polanco
HONORABLE TRIBUNAL EXAMINADOR
Cumpliendo con los preceptos que establece la ley de la Universidad de San Carlos de Guatemala, presento a su consideración mi trabajo de graduación titulado:
ADMINISTRACIÓN Y CONTROL DE INVENTARIOS PARA UNA FÁBRICA DE BLOQUES DE CONCRETO
Tema que me fuera asignado por la dirección de la Escuela de Mecánica Industrial con fecha 24 de noviembre de 2003.
Roberto Antonio Alvarez Lucas
ÍNDICE GENERAL
ÍNDICE DE ILUSTRACIONES..................................................................... V
LISTA DE SÍMBOLOS ................................................................................. IX
GLOSARIO .................................................................................................. X
RESUMEN................................................................................................... XI
OBJETIVOS................................................................................................. XII
INTRODUCCIÓN......................................................................................... XIII
1. ANTECEDENTES HISTÓRICOS
1.1 Antecedentes históricos del control de inventarios.................... 1
1.2 Origen de la empresa Viblok ..................................................... 3
1.3 Estructura organizacional de la empresa Viblok ....................... 4
1.3.1 Área administrativa ........................................................ 4
1.3.2 Área de producción ........................................................ 6
2. MARCO TEÓRICO
2.1 Definición de inventarios ........................................................... 9
2.2 Función de los inventarios ......................................................... 10
2.2.1 Inventarios de fluctuación .................................................. 10
2.2.2 Inventarios de anticipación................................................. 10
2.2.3 Inventarios de tamaño de lote............................................ 11
2.2.4 Inventarios de transportación............................................. 11
2.2.5 Inventarios de protección ................................................... 11
2.3 Clases de los inventarios........................................................... 12
2.4 Tamaño de lote económico ....................................................... 13
2.5 Administración de la demanda .................................................. 15
2.5.1 Importancia del pronóstico ............................................. 15
2.5.2 Realización de un pronóstico ......................................... 17
2.5.3 Pronósticos estadísticos ................................................ 17
2.5.4 Pronósticos globales ...................................................... 18
2.6 Control de materiales ................................................................ 18
2.6.1 Demanda independiente ................................................ 19
2.6.2 Demanda dependiente................................................... 20
3. SITUACIÓN ACTUAL DE LA EMPRESA
3.1 Antecedentes de producción ..................................................... 21
3.2 Descripción del proceso actual.................................................. 22
3.2.1 Materias primas.............................................................. 23
3.2.2 Producto terminado........................................................ 23
3.3 Determinación del ritmo de producción ..................................... 25
3.4 Evaluación de la demanda de bloques de concreto .................. 26
3.5 Evaluación de los consumos de materiales............................... 32
3.6 Medición del espacio disponible para almacenaje..................... 35
3.7 Costos actuales asociados al inventario.................................... 36
3.7.1 Costo de pedido ............................................................. 36
3.7.2 Costo de oportunidad..................................................... 38
3.7.3 Costo de tenencia de inventario..................................... 40
3.7.3.1 Materias primas ............................................. 41
3.7.3.2 Producto terminado ....................................... 41
3.7.4 Costos de fabricación..................................................... 42
3.7.5 Costos de compra .......................................................... 46
4. PROPUESTA DE LA ADMINISTRACIÓN Y CONTROL DE INVENTARIOS
4.1 Modelos estadísticos, propuestos para pronóstico de ventas ... 49
4.2 Señalar el mejor lugar para almacenaje .................................... 55
4.2.1 Materia prima ................................................................. 56
4.2.2 Producto terminado........................................................ 57
4.3 Definir el tamaño económico de lotes........................................ 58
4.3.1 Materia prima ................................................................. 60
4.3.2 Producto terminado........................................................ 62
4.4 Propuesta de modelos de control de inventario......................... 65
5. IMPLEMENTACIÓN DE CONTROL DE INVENTARIOS
5.1 Implementación de tamaño económico de lote ......................... 67
5.1.1 Implementación en materia prima .................................. 67
5.1.2 Implementación en producto terminado ......................... 69
5.2 Control de materiales ................................................................ 70
5.3 Reabastecimiento de materiales ............................................... 72
5.3.1 Existencia mínimo de seguridad .................................... 73
5.3.2 Nivel de reorden............................................................. 79
6. VALIDACIÓN DEL CONTROL DE INVENTARIOS
6.1 Análisis del costo de los inventarios .......................................... 83
6.1.1 Costo del inventario de materia prima............................ 83
6.1.2 Costo del inventario de producto terminado................... 87
6.2 Análisis del tamaño de los inventarios....................................... 90
6.2.1 Tamaño del inventario de materia prima........................ 91
6.2.2 Tamaño del inventario de producto terminado............... 93
6.3 Diseño de los formatos de control de inventarios ...................... 96
6.3.1 Registro de inventario .................................................... 96
6.3.2 Diagrama de explosión .................................................. 97
6.4 Costos incurridos en la implementación del proyecto................ 97
CONCLUSIONES ........................................................................................ 99
RECOMENDACIONES................................................................................ 101
REFERENCIAS BIBLIOGRÁFICAS............................................................. 103
BIBLIOGRAFÍA ........................................................................................... 104
ANEXOS .................................................................................................... 108
ÍNDICE DE ILUSTRACIONES
FIGURAS
1 Organigrama del área administrativa 5
2 Organigrama del área de producción 7
3 Ventas de bloques de concreto de 10 cm para el 2003 28
4 Ventas de bloques de concreto de 15 cm para el 2003 29
5 Ventas de bloques de concreto de 20 cm para el 2003 30
6 Ventas de soleras para el 2003 31
7 Comportamiento del inventario a través del tiempo 59
8 Comportamiento del inventario con nivel de reorden 72
9 Flujo de capital para el modelo anterior de inventario
de materia prima 86
10 Flujo de capital para el modelo propuesto de inventario
de materia prima 86
11 Flujo de capital para el modelo anterior de inventario
de producto terminado 89
12 Flujo de capital para el modelo propuesto de inventario
de producto terminado 90
13 Diagrama de flujo de proceso para bloques de concreto 105
TABLAS
I Tiempo de mezcla 25
II Tiempo de prensado 25
III Detalle de ventas por mes 27
IV Proporción de materiales por unidad 32
V Materiales consumidos para bloque de 10 cm 33
VI Materiales consumidos para bloque de 15 cm 33
VII Materiales consumidos para bloque de 20 cm 34
VIII Materiales consumidos para solera 34
IX Total de materiales consumidos por mes 35
X Costos totales de pedido para materia prima 38
XI Volumen de ventas y precios para bloques de concreto 39
XII Costo de oportunidad 39
XIII Costos de almacenaje 41
XIV Costos de fabricación por presentación 46
XV Costos de compra para materia prima 46
XVI Resumen de costos asociados al inventario por producto y
presentación 47
XVII Pronóstico de evaluación de ventas para bloques de concreto
de 10 cm 50
XVIII Pronóstico de evaluación de ventas para bloques de concreto
de 15 cm 51
XIX Pronóstico de evaluación de ventas para bloques de concreto
de 20 cm 52
XX Pronóstico de evaluación de ventas para solera 53
XXI Pronóstico de riesgo para ventas 2004 54
XXII Pronóstico de consumo de materiales 55
XXIII Resumen de los tamaños económicos de lote para
materia prima 62
XXIV Tamaño económico de lote y tiempo de agotamiento para
producto terminado 64
XXV Tamaño de inventario antes de la implementación del proyecto 68
XXVI Nivel de inventario de producto terminado antes de la
implantación del proyecto 69
XXVII Tiempos de entrega para sedimento de piedra 73
XXVIII Tiempos de entrega para arena blanca 74
XXIX Tiempos de entrega para cemento 74
XXX Tiempos de entrega para bloques de concreto de 10 cm 75
XXXI Tiempos de entrega para bloques de concreto de 15 cm 75
XXXII Tiempos de entrega para bloques de concreto de 20 cm 76
XXXIII Tiempos de entrega para solera 76
XXXIV Resumen de existencia mínima de seguridad calculada
para el proyecto 78
XXXV Resumen de niveles de reorden calculados
para el proyecto 80
XXXVI Resumen de niveles de inventario 81
XXXVII Costo por ciclo para sedimento de piedra 84
XXXVIII Costo por ciclo para cemento 84
XXXIX Costo por ciclo para arena blanca 85
XL Costo por ciclo para bloques de concreto de 10 cm 87
XLI Costo por ciclo para bloques de concreto de 15 cm 87
XLII Costo por ciclo para bloques de concreto de 20 cm 88
XLIII Costo por ciclo para solera 88
XLIV Análisis de los inventarios antes y después de la
implementación del proyecto para sedimento de piedra 91
XLV Análisis de los inventarios antes y después de la
implementación del proyecto para arena blanca 92
XLVI Análisis de los inventarios antes y después de la
implementación del proyecto para cemento 92
XLVII Análisis de los inventarios antes y después de la
implementación del proyecto para bloques de concreto
de 10 cm 93
XLVIII Análisis de los inventarios antes y después de la
implementación del proyecto para bloques de concreto
de 15 cm 94
XLIX Análisis de los inventarios antes y después de la
implementación del proyecto para bloques de concreto
de 20 cm 95
L Análisis de los inventarios antes y después de la
implementación del proyecto para soleras 95
LI Diagrama de explosión Viblok 106
LII Registro de inventarios Viblok 107
LISTA DE SÍMBOLOS
cm2 Centímetro cuadrado
Kg Kilogramo
m2 Metro cuadrado
m3 Metro cúbico
min Minuto
NR Nivel de reorden
EMS Existencia mínima de seguridad
t Tiempo
t* tiempo de agotamiento
Q. Quetzal
Q* Tamaño económico de lote
GLOSARIO
Acústico Favorable a la propagación del sonido.
Fluctuación Diferencia entre el valor instantáneo actual de una
cantidad y su valor actual.
Mezclado Proceso en el cual se unen las materias primas para la
fabricación de bloques de concreto con el agua en un
recipiente para formar una masa uniforme.
Prensado Es distribuir la masa mezclada en los moldes, por medio
de una máquina que proporciona una vibración y una
presión controladas.
Revolución Es la rotación de un objeto sobre un eje determinado.
Térmico Proceso en el cual hay un aumento o disminución de calor.
Tolva Cilindro abierto en el cual se hecha un producto con el fin
de que caiga poco a poco dentro de las piezas de un
mecanismo.
RESUMEN
Para la reducción de la inversión en inventarios de materia prima y
producto terminado en la empresa Viblok, se implementó el modelo de tamaño
económico de lote, el cual busca mantener los niveles de inventario al mínimo
por medio de niveles establecidos de reorden.
Para el cálculo de estos niveles fue necesario, primero, definir el tipo de
demanda que tienen los bloques de concreto, pues con ello se podría conocer
las necesidades de materia prima que se tiene y se puede hacer un pronóstico
de ventas útil en la elaboración de un modelo de inventarios.
Una vez calculados los niveles de ventas, se procedió al cálculo de los
costos asociados a los inventarios, que incluyen los costos de pedido, de
tenencia, de oportunidad, de producción y compra.
Con las demandas y los costos conocidos se pudo calcular los tamaños
económicos de los lotes. Después de definir las políticas de entrega para cada
producto se pudo calcular los niveles de reorden y de seguridad para cada
producto almacenado.
Al conocer estos datos fue posible implementar un sistema de control de
inventarios basado en pedidos a tiempo y con el tamaño óptimo y niveles de
inventario controlados, que permitieran tener los niveles de inventario al mínimo
sin desabastecerse y lograr una reducción en la inversión de inventarios, tanto
de materia prima como de producto terminado.
OBJETIVOS
• General
Minimizar la inversión en inventarios de materia prima y de producto
terminado en la empresa Viblok, con el uso de los modelos adecuados
para el control de los inventarios.
• Específicos
1. Determinar los costos de almacenaje de la materia prima y del
producto terminado basándose en el área que ocupan, para mejorar la
distribución de los inventarios.
2. Definir el tipo de demanda que tienen los bloques de concreto, para
predecir las demandas futuras del mercado.
3. Relacionar la demanda con el tamaño de los inventarios para disminuir
el costo de operación de la empresa.
4. Diseñar modelos de inventario que satisfagan las necesidades de
materia prima para minimizar el costo del inventario.
5. Implementar un control de inventario en el producto terminado para
minimizar la inversión en el inventario de bloques de concreto y
satisfacer la demanda del mercado.
6. Mejorar el abastecimiento de materiales para la producción, por medio
de pedidos de materia prima a tiempo.
7. Garantizar la existencia del producto en bodega para evitar el pago de
tiempo extra innecesario.
INTRODUCCIÓN
En Guatemala existe una gran demanda de bloques de concreto, ya que
son el material preferido en la construcción de edificios de toda clase, por su
precio y características estructurales. Esto ha llevado al desarrollo de la
tecnificación de la industria de bloques de concreto con el fin de buscar la
satisfacción total del cliente y la obtención máxima de ganancias.
El ritmo de producción y el control de los inventarios son tareas que no
pueden estar separadas, pues los inventarios en una planta de fabricación
están para dar apoyo a la producción o son el resultado de ésta. Esto indica que
tanto el inventario de producto terminado como el de materia prima están
relacionados con la fabricación del producto, que depende de la demanda del
mismo.
Este trabajo de graduación propone un control de inventarios para bloques
de concreto y materia prima en la empresa Viblok. Se hizo un estudio de la
demanda del producto utilizando como base los registros históricos de ventas
de la empresa del año anterior y de la capacidad de producción por medio del
ritmo de producción de la línea con una eficiencia constante, para determinar
cantidades económicas de pedido y puntos de reorden.
Las cantidades económicas de lote se refieren a lotes de producto
terminado o materia prima que se mantienen en el nivel más bajo posible en un
periodo de tiempo determinado sin que se agoten. Los puntos de reorden se
refiere a la cantidad o el nivel de inventario en el cual se debe poner un pedido
de reabastecimiento de tal forma que cuando se reabastezca el inventario, su
tamaño esté en el nivel mínimo.
De este nivel mínimo nace la necesidad de calcular un nivel de seguridad,
el cual debe ser capaz de sustentar las necesidades de producto terminado o
materia prima en caso de que algún proveedor o el departamento de producción
sufra una demora. Para el cálculo de este nivel de inventario fue necesario
determinar el tiempo en que se tarda un proveedor o el departamento de
producción en cubrir la necesidad.
Con la implementación de los tamaños económicos de lote se persigue
optimizar los recursos financieros de la empresa, minimizando el espacio a
utilizar para inventarios, reduciendo su tamaño y con ello la inversión en los
mismos; además de minimizar la probabilidad de que se agoten, con lo cual se
incurre en costos por oportunidad y el tiempo de ocio de la línea.
1. ANTECEDENTES HISTÓRICOS
No hay duda de que los inventarios tienen un valor, particularmente en
compañías dedicadas a las compras o a las ventas y este siempre se muestra
por el lado de los activos en el balance general. No obstante, pocos gerentes
pueden identificar específicamente en qué forma obtienen los inventarios una
ganancia o por lo menos, qué ganancias están obteniendo. Prácticamente, toda
la gente ve los inventarios desde el punto de vista financiero y está muy
convencida de que entre menos, mejor.
Los que ven los inventarios desde el punto de vista de materiales de
producción, por lo general creen que entre más es mejor; proporcionan un
“colchón” de seguridad para las fluctuaciones de la demanda o las demoras de
los proveedores. De estas diferencias nace la necesidad de obtener un balance
entre una existencia de seguridad y costos mínimos de inversión en inventarios.
1.1 Antecedentes históricos del control de inventarios
El control de la producción y el control de inventarios están íntimamente
relacionados, aunque su desarrollo se dio por separado. En un principio, el
control de la producción era una de las muchas funciones del encargado de
la línea. Él ordenaba materiales, establecía el tamaño de la fuerza y el nivel
de la producción y controlaba el servicio al cliente mediante los niveles de
inventarios.
Conforme las actividades del encargado de la línea aumentaron, necesito
de la ayuda de un oficinista que llevara los controles y tuviera contacto con el
departamento de ventas y diera respuestas con relación a los trabajos y a los
tiempos de entrega. El oficinista empezó a ordenar el material, planear la
producción y otros preparativos, ese fue el principio del control de los
inventarios.
El control de inventarios se desarrolló sobre líneas más científicas. El
concepto básico de tamaño de lote económico fue publicado por primera vez en
1915 y el enfoque estadístico para determinar los puntos de orden fue
presentado por R. H. Wilson en 1934.
El movimiento de la administración científica a partir de los primeros años
de la de cada de 1890 hasta la Segunda Guerra Mundial, ha ayudado a
reconocer que el trabajo de planeación y control de la producción debe ser
actividad del grupo; como resultado el control de la producción y de los
inventarios existían funciones distintas en la mayoría de las compañías.
De la Segunda Guerra Mundial vino la investigación de operaciones, la
aplicación de técnicas científicas para la solución de problemas de guerra, en
la que la asignación de productos limitados era cuestión de derrota o victoria.
Cuando los científicos que hicieron este trabajo volvieron a los problemas del
mundo en tiempos de paz, su atención se enfocó en el control de la producción
y de los inventarios, en el que los elementos del problema podían ser
expresados de forma numérica. Se produjeron algunos resultados notables en
el pronostico, en el control de inventarios y en la programación de la materia.
En 1957, un grupo de 27 personas que trabajaban en el control de la
producción y de inventarios se juntaron el Cleveland y formaron la American
Production and Inventory Control Society (APICS). Sus objetivos eran el
desarrollo de un cuerpo de conocimiento, la difusión de la información en
lenguaje, principios y técnicas y la educación de sus miembros. A lo largo del
camino, se definió en un diccionario el lenguaje del campo, se catalogó la
literatura en una serie de bibliografías y se introdujo la técnica MRP (planeación
de requerimiento de materiales).
1.2 Origen de la empresa Viblok
En 1990 dos socios que recién terminaban la carrera de Arquitectura,
decidieron patentar un sistema de construcción, el cual debía usar un bloque de
concreto especial que contaba con una Cola de Milano, por medio de la cual se
ensamblaría un bloque con otro.
En 1991, después de hacer las diligencias de ley, la oficina de patentes
negó patentar el sistema de ensamble propuesto. Como el proyecto ya se había
echado a andar y ya contaban con alguna maquinaria y edificio, se decidió
fabricar bloques normales de 10cm y 15 cm de profundidad.
Desde 1991 de la empresa Viblok se ha dedicado a la fabricación de
bloques de concreto, venta de materiales de construcción y construcción de
obras civiles.
1.3 Estructura organizacional de la empresa Viblok
La estructura organizacional es el sistema formal de relaciones de trabajo
tanto para la división como para la integración de las tareas. Por medio de la
división de tareas, se establece quién deberá hacer qué cosa. Mientras que a
través de la integración de tareas se establece la manera en que deben
combinarse los esfuerzos para llegar a una meta establecida. Por tal motivo
Viblok se divide en área administrativa y área de producción.
1.3.1 Área administrativa
• Gerente general: está encargado de la dirección y operaciones generales
de la organización; desarrolla metas, políticas y estrategias de la
empresa; traduce estas metas y planes específicos para su
implementación en la fábrica. Está encargado de la negociación de
precios de materia prima así como de la negociación de los contratos de
construcción.
• Gerente financiero: encargado de la planeación de las políticas
financieras, como los créditos; controla los ingresos y egresos
monetarios, da seguimiento a proveedores, acreedores y clientes y está
encargado de la elaboración de la planilla de pago.
• Encargado de compras y personal: está encargado de mantener los
inventarios de materia prima así como de la cotización de la misma.
Tiene a su cargo también las relaciones laborales.
• Secretaria: se encarga de la atención de los clientes, contraseñas de
pago y da soporte a las gerencias.
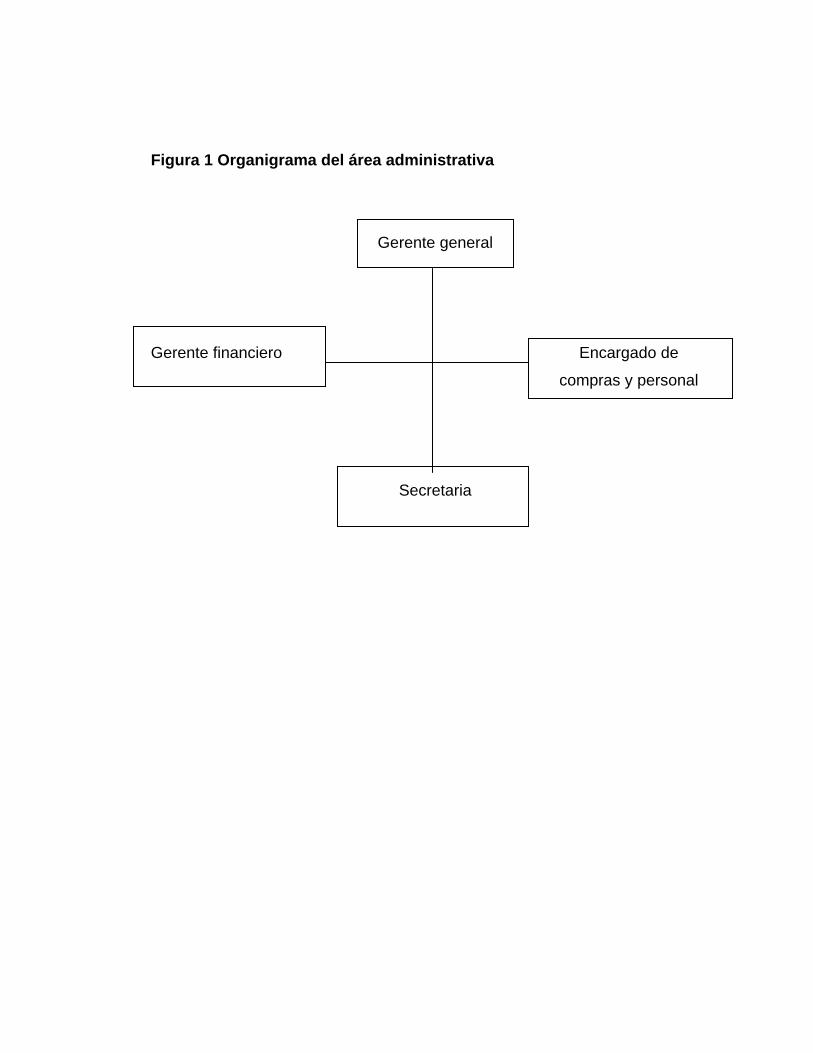
Figura 1 Organigrama del área administrativa
Gerente general
Gerente financiero Encargado de----
compras y personal
Secretaria
1.3.2 Área de producción
• Jefe de producción: encargado del control de la producción, lleva
registros del control de la calidad y tiene a su cargo la administración del
mantenimiento de la maquinaria así como de la seguridad laboral del
personal dentro de la planta.
• Operario de máquina: tiene a su cargo la maquinaria para la cual fue
capacitado. Tiene a su cargo un ayudante que lo asiste en sus labores.
• Bodeguero: tiene a su cargo la bodega de materia prima y de insumos
utilizados en los proyectos de obra civil. Lleva controles de egresos e
ingresos del material. Tiene a su cargo un ayudante que lo asiste en sus
labores.
• Chóferes: son responsables de los camiones con los que reparten el
material a los clientes en los lugares convenidos. Tienen a su cargo un
ayudante que los asiste en sus labores.
• Ayudantes: asisten en diferentes actividades dentro de la planta.
Figura 2 Organigrama del área de producción
Jefe de producción
Encargado de
bodega
Operario Piloto de Ayudantes de
vehículos producción
2. MARCO TEÓRICO
2.1 Definición de inventarios
Mantener una existencia de bienes para su venta o uso futuro, es una
práctica común en el mundo de los negocios. Los inventarios se pueden definir
desde dos puntos de vista distintos. Las personas que tiene relación con los
costos o las finanzas dirán que es dinero, un activo o efectivo en forma de
materia, mientras que los que están involucrados con las operaciones dirán que
son artículos terminados, materia prima o materiales que son utilizados en la
fabricación de los artículos.
Desde el punto de vista global de la compañía, las altas y bajas en las
ventas pueden ser absorbidas por los inventarios como una especie de
amortiguador. Sin los inventarios, producción tendría que responder
directamente a estos cambios. Los inventarios también separan las operaciones
de producción que tienen diferentes tasas de producción. Los inventarios son
necesarios para dar un buen servicio al cliente, para hacer funcionar la planta
más eficientemente, manteniendo la producción en cuotas más uniformes y
mantener lotes de producción razonablemente grandes.
No obstante, mientras cierta inversión en inventarios es necesaria, mucha
inversión en inventarios es perjudicial. Muchas empresas cuentan con recursos
limitados y por ello el dinero invertido en inventarios podría ser útil para dar
mantenimiento a la planta, para el desarrollo de nuevos productos, o para pagar
dividendos a los accionistas.
Desde el punto de vista global de la compañía, es importante equilibrar la
inversión en inventarios con otras demandas de capital.
2.2 Función de los inventarios
Los inventarios se pueden clasificar en cinco tipos deferentes definidos por
la función:
2.2.1 Inventarios de fluctuación
Estos son los inventarios que existen porque el ritmo de producción, el
aprovisionamiento de materia prima o la demanda no pueden predecirse de
manera exacta. Estas fluctuaciones pueden compensarse con la existencia de
seguridad o de reserva, nombres usuales de los inventarios de fluctuación. Los
inventarios de fluctuación existen en centros donde el flujo de trabajo no puede
equilibrarse por completo.
Estos inventarios también son llamados de estabilización, pueden ser
incluidos dentro del plan de producción de manera que los niveles de
producción no tengan que cambiar ante estas variaciones aleatorias.
2.2.2 Inventarios de anticipación Estos son los inventarios que se hacen antes de las épocas de mayor
venta, programas de promoción de venta o a periodos de cierre de planta. Estos
inventarios almacenan horas de trabajo y horas de máquina ante futuras
necesidades y limitan los cambios de producción.
2.2.3 Inventarios de tamaño de lote Es frecuente que no se pueda fabricar o comprar artículos en la misma
cuota que se venden. Por lo tanto los artículos se compran en cantidades
mayores de las que se necesitan en el momento, el inventario resultante es el
inventario de tamaño de lote.
2.2.4 Inventarios de transportación
Existen porque es necesario mover el material de un lugar a otro. El
inventario depositado en un transporte puede estar varios días en camino a su
destino, por lo cual no tienen ninguna función útil para las plantas o para el
cliente. Existe únicamente el tiempo que dure el transporte.
2.2.5 Inventarios de protección Las compañías que usan grandes cantidades de materiales básicos como
el carbón, el petróleo, el cemento, la lana o los granos, que se caracterizan por
su fluctuación de precios, pueden comprar grandes cantidades cuando los
precios están bajos y así obtener un ahorro. Estas cantidades se llaman
inventarios de protección.
2.3 Clases de inventarios
Además de agrupar los inventarios por funciones, también pueden
clasificarse los inventarios por el uso o condición durante su proceso.
• Materias primas: estos son los materiales que se utilizan en la
fabricación de los artículos.
• Componentes: estas son las partes o los submontajes que se
encuentran listos para el montaje final del producto.
• Materiales en proceso: estos son los materiales o los componentes
sobre los cuales se esta efectuando un trabajo o los que están
esperando en la fabrica entre una operación y otra.
• Productos terminados: son los artículos terminados que se encuentran
en una planta para almacenar o artículos terminados que se encuentran
en espera para ser embarcados al cliente según el pedido.
Estas clases son los grupos en los cuales se presentan los valores totales
de inventario en los informes de contabilidad. La única aplicación es mostrar si
creció o se redujo el inventario.
2.4 Tamaño de lote económico
Por muchos años se han usado enfoques no profesionales en cuanto a la
frecuencia y tamaño de los pedidos. El sistema de revisar todos los productos
cada 2 ó 3 meses y de volver a pedir todos al mismo tiempo es común desde
hace muchos años. Cuando se ofrecía un descuento por la compra conjunta de
los artículos, tenía cierta justificación esta práctica.
Existe una propuesta matemática que producirá una mejor distribución de
los pedidos, pero hay que tener en cuenta que no tiene sentido en cualquiera de
los siguientes casos.
• El cliente especifica la cantidad.
• El tamaño del lote de la corrida es limitado por la capacidad del equipo.
• La vida de exposición del producto es corta.
• La vida de la herramienta limita la duración de la corrida.
• Las tandas de materia prima fijan la cantidad del pedido.
Una de las decisiones básicas que debe tomarse en la administración
de inventarios, es la de equilibrar los costos de inversión en inventarios con
los de colocación de pedidos de reposición. Se debe responder a la
pregunta ¿cuánto debe pedirse?
La cantidad correcta es aquella que equilibre los costos relacionados
con el número de pedidos colocados y los costos relacionados con el
tamaño de los pedidos colocados. Cuando se equilibran adecuadamente
estos costos, se minimiza el costo total. La cantidad de pedido resultante se
llama tamaño económico de lote o cantidad económica de pedido (EOQ).
El concepto de EOQ se aplica bajo las siguientes condiciones:
• El artículo se repone en lotes o tandas, comprándolo o fabricándolo.
• Los índices de consumo de ventas son uniformes y son pequeños si se
comparan con la rapidez con que se produce un artículo normalmente.
En la industria no es práctico emplear un método de prueba y error para
obtener los tamaños económicos de lotes para los cientos de artículos en el
inventario. La fórmula más común para el calculo del EOQ es:
IASEOQ 2
=
en donde
A= consumo anual, en unidades monetarias
S= costo de pedido o de arreglo, en unidades monetarias
I= costo de tendencia del inventario, como fracción decimal por
unidad monetaria de inventario promedio.
Para una familia de artículos, el costo de tendencia de inventario, se
supone por lo general igual para todos los artículos, el costo de pedido es con
frecuencia el mismo. Si esto es cierto entonces la fórmula pude ser escrita
como:
AKxAxISEOQ ==
2
en donde
ISK 2
=
2.5 Administración de la demanda
En su sentido más amplio, la administración de la demanda comprende la
administración de las localidades para los almacenes, métodos alternos de
embarque, el manejo de materiales y la operación. Es el término moderno que
cubre todas las actividades comprendidas en la plantación y manejo de las
demandas en una instalación de fabricación.
2.5.1 Importancia del pronóstico
La plantación y control de fabricación se relaciona básicamente con el
futuro. Es necesario comenzar con la situación presente y prepararse para el
futuro. Para hacer esto es preciso hacer conjeturas, suponer o estimar lo que va
a pasar de hoy en adelante. La palabra pronóstico abarca las necesidades
futuras del cliente.
Puesto que toda la actividad de planeación de una compañía trata sobre la
atención de futuras necesidades del cliente, una gran parte de la organización
debe funcionar sobre la base de los pronósticos de ventas.
En la mayor parte de las compañías se necesitan varios pronósticos.
Estos pueden clasificarse de muchas formas, una de ellas es la del periodo de
tiempo involucrado:
• Pronóstico de largo alcance: son empleados en la expansión de una
planta y en la adquisición de nueva maquinaria y equipo con el fin de
planear con anterioridad de cinco años, la inversión de capital.
• Pronóstico de alcance intermedio: es utilizado para la construcción de
materiales de tiempos guía prolongados o para la plantación de tasas de
operación, se toman en cuanta los productos cíclicos o estacionales con
una anterioridad de uno a dos años.
• Pronósticos de corto alcance: utilizados para determinar las
cantidades adecuadas de pedido y la frecuencia de pedidos de los
componentes que se compran o fabrican y para planear la capacidad
apropiada de fabricación, toman en cuenta la pretensión de nivelar la
carga de trabajo con una anterioridad de tres a seis meses.
• Demandas de futuro inmediato: utilizadas en programas de montaje y
en la distribución de inventario de artículos terminados, hechos semanal
o diariamente.
2.5.2 Realización de un pronóstico
Hay cinco pasos esenciales en la realización de un pronostico:
1. Definición de los propósitos
2. Preparación de los datos
3. Selección de las técnicas
4. Ejecución del pronostico
5. Seguimiento de los pronósticos
Toda función en una compañía tiene necesidad de información sobre el
pronóstico de sus ventas. Ninguna actividad puede funcionar de manera eficaz
sin el conocimiento de la futura demanda de sus productos. Para obtener los
mejores resultados, una compañía debe producir un conjunto de pronósticos
relacionados, diseñados para cubrir las necesidades del usuario.
2.5.3 Pronósticos estadísticos
Un enfoque básico en el ejercicio de un pronóstico puede comprender el
uso de la propia historia de la demanda de un producto para determinar las
ventas futuras, o puede basarse en análisis de correlación múltiple para
pronosticar las ventas de productos no relacionados en forma directa con estas
actividades.
Los pronósticos estadísticos tratan los elementos básicos en una serie de
demanda en una forma de serie. Esta serie puede separase en tres
componentes principales tendencia, estacionalidad y aleatoriedad.
La extrapolación de la tendencia es una de las técnicas más sencillas y
conocidas para realizar un pronóstico y la técnica matemática de los mínimos
cuadrados es una herramienta importante en el momento de hacerlo. El patrón
estacional cuando es considerado año tras año, puede ser representado por
relaciones entre las ventas reales mensuales y las ventas promedio mensual.
No hay forma de predecir la aleatoriedad, pero el rango de ésta puede
expresarse como porcentaje de error, de modo que se pueda determinar un
mínimo y un máximo de la demanda esperada a partir del pronóstico.
2.5.4 Pronósticos globales
Antes de que los pronósticos sobre el producto detallado sean útiles, es
necesario un pronóstico general del negocio. Este tipo también es necesario
para desarrollar el plan de producción.
Una de las técnicas matemáticas más complejas para pronosticar,
consiste en establecer una correlación entre el número de elementos
extrínsecos y las ventas de una compañía, llamada correlación múltiple.
2.6 Control de materiales
El control de materiales es un complemento a las actividades de
producción que garantiza que las operaciones de fabricación nunca se tendrán
que suspender por falta de materiales en las líneas de producción o que el
departamento de ventas pierda oportunidades de negocios por no contar con el
producto suficiente. Es por ello que es de vital importancia hacer pronósticos de
ventas en base a los tipos de demanda.
2.6.1 Demanda independiente
La demanda independiente se refiere a la demanda de los productos de
uso regular o periódicamente en tandas. La pregunta básica a responder es en
que momento debe pedirse el material. Los costos de inversión en inventario
deben equilibrarse con el nivel de servicio al cliente deseado o con los costos
de la escasez.
Por el contrario, si los pedidos se colocan demasiado rápido, los
inventarios serán exageradamente grandes.
Responder correctamente a la pregunta de cuándo se necesita un producto
es mucho más importante que determinar cuándo se va a ordenar.
2.6.2 Demanda dependiente
Se refiere a la actividad de pedir un artículo por primera vez o materiales
que no se utilizan a tasas constantes y uniformes y no se necesitan hasta que el
artículo en el que intervienen se va a producir. Para ello, es necesario:
• Desarrollar un plan maestro válido que establezca lo que se va a
elaborar.
• Realizar listas secuénciales exactas de materiales que componen el
artículo a fabricarse.
• Es esencial una información exacta sobre los inventarios con los que se
cuenta.
• La información precisa sobre los pedidos ya enviados, para conseguir
cantidades adicionales de cada artículo.
• Se necesitan tiempos guías confiables.
• Se debe lograr un flujo adecuado de materiales.
3. SITUACIÓN ACTUAL DE LA EMPRESA
Guatemala es un país que tiene una gran demanda de bloques de
concreto, por su precio y por las cualidades estructurales que estos poseen. Tal
demanda hace que los fabricantes se enfoquen más en la tecnificación de sus
procesos para la optimización de sus recursos. Viblok no cuenta con un modelo
de administración de inventarios técnico, el modelo actual está basado en la
satisfacción de la demanda diaria. Aunque cuenta con un proceso bien
establecido, no cuenta con información precisa de ritmos de producción, ni
tampoco con un estudio de su demanda. Por ello es preciso definir estos
aspectos de la operación.
3.1 Antecedentes de producción
En un principio un oficinista era el encargado de llevar los controles de
producción así como de los inventarios de materia prima y de producto
terminado. Después de la segunda guerra mundial, la posición del oficinista
también llamado cazador de stoks, cayó en descrédito ya que a él se le
atribuían los desabastecimientos de la materia prima y del producto terminado.
Fue hasta que Henry Kaiser, en su compañía de astilleros, dio a los
cazadores de stoks el nombre de expeditadores y con la ayuda de un articulo
de Reader’s Digest, popularizó el concepto de los expeditadores como
personas dinámicas orientadas a la acción, que aportaban una contribución vital
al proceso de producción.
El concepto básico del tamaño de lote económico fue publicado por
primera vez en 1915 y el enfoque estadístico para determinar los puntos de
reorden fueron publicadas por R. H. Wilson en 1934; sin embargo, estas
técnicas sofisticadas de la administración de inventarios no fueron ampliamente
utilizadas. Fue hasta los últimos años de la década de 1950 cuando con las
primeras computadoras electrónicas, ya ampliamente usadas en la industria, se
empezó a utilizar estos métodos de administración de inventarios.
3.2 Descripción de proceso actual
El proceso de fabricación de los bloques de concreto es sencillo. Inicia
agregando arena blanca, sedimento de piedra que sale del lavado del piedrín,
cemento en polvo y agua en una mezcladora. El mezclado es un proceso
automatizado donde se mezclan los materiales en partes iguales. Se realiza
una mezcla uniforme durante un tiempo determinado (temporalización
automática). La mezcla se transporta a una tolva de almacenamiento por medio
de una banda transportadora. De la tolva transportadora de dosifica la maza a
la estación de prensado.
El prensado consiste en acomodar la mezcla para que se ejerza 125 Kg x
cm2 de presión sobre ella y luego se acomoda con una vibración de 4000
revoluciones por minuto. El resultado es una bandeja de tres bloques de
cualquiera de las distintas presentaciones. De cada bandeja se obtienen tres
unidades. Los bloques de concreto se transportan en sus moldes hasta una
estación de secado en donde se dejan reposar por 12 horas. Pasadas las 12
horas se retiran los moldes y se dejan bajo la sombra para que se curen. Este
proceso tarda veintiocho días, pero para acelerarlo se moja los bloques de
concreto. Al hacer esto se activa el cemento de la mezcla y con estas
activaciones se acelera el proceso de secado. El proceso acelerado demora
siete días. Después de que los bloques han sido curados, se consideran como
aptos para la venta.
3.2.1 Materias primas
Las materias primas que se emplean en la elaboración de los bloques de
concreto son:
• Arena blanca
• Sedimento de piedra
• Cemento
• Agua
3.2.2 Producto terminado
La construcción de muros con bloques de concreto es un procedimiento
acreditado en los últimos 50 años, que cumple en especial con las condiciones
tecno-económicas para ser empleado en la construcción y en especial en el
caso de las viviendas económicas.
Además de su costo reducido por metro cuadrado de muro, ofrece las
siguientes ventajas:
• El empleo de bloques de concreto permite una reducción apreciable en la
mano de obra con relación a otros sistemas, tanto por el menor número
de unidades a colocar, como por la simplificación de tareas.
• Las paredes de albañilería de bloques resultan lisas y regulares por lo
cual no necesitan necesariamente revestimiento. En caso que sea
específico el revestimiento, el espesor de revoque es reducido, por lo
que se obtiene economía de materiales y de mano de obra.
• El empleo de bloques de concreto facilita el refuerzo del muro.
• El muro de bloques de concreto presenta gran durabilidad y brinda al
usuario control térmico y acústico.
En la fábrica se hacen cuatro productos distintos, los cuales llevan el
mismo proceso y materia prima, el único cambio necesario es el del molde en la
máquina moldeadora.
Los productos son:
• Bloque de concreto de 10 cm.
• Bloque de concreto de 15 cm.
• Bloque de concreto de 20 cm.
• Solera.
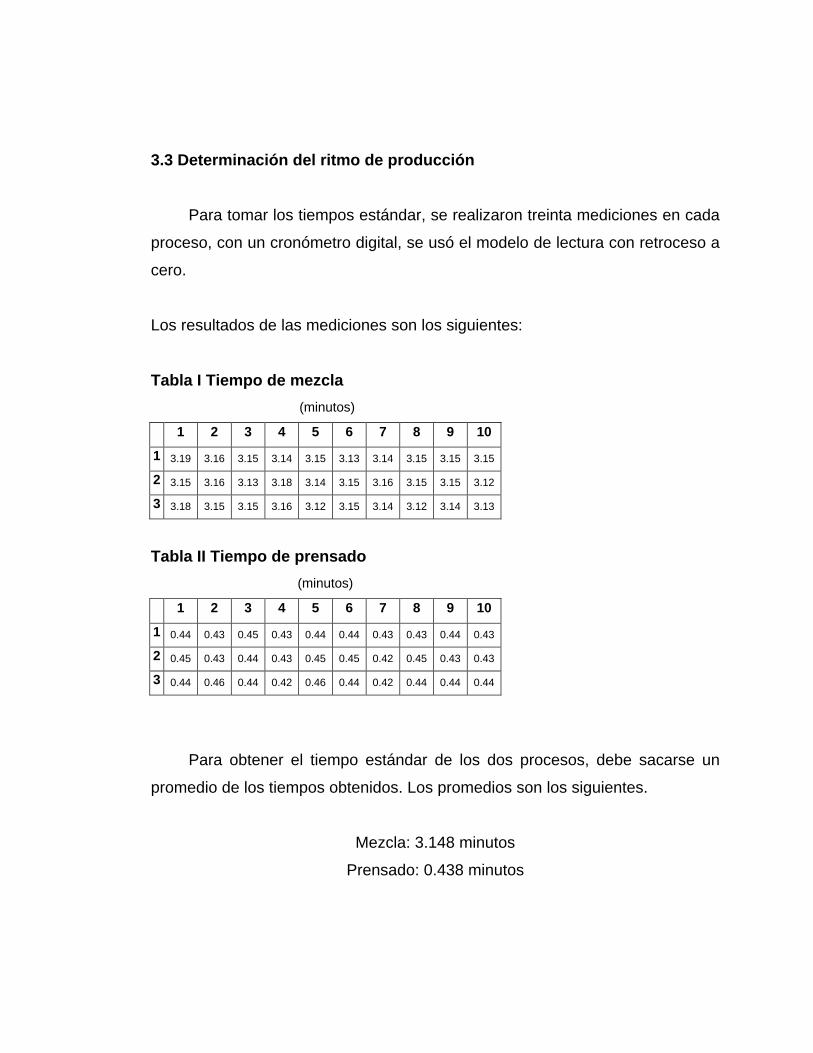
3.3 Determinación del ritmo de producción
Para tomar los tiempos estándar, se realizaron treinta mediciones en cada
proceso, con un cronómetro digital, se usó el modelo de lectura con retroceso a
cero.
Los resultados de las mediciones son los siguientes:
Tabla I Tiempo de mezcla (minutos)
1 2 3 4 5 6 7 8 9 10
1 3.19 3.16 3.15 3.14 3.15 3.13 3.14 3.15 3.15 3.15
2 3.15 3.16 3.13 3.18 3.14 3.15 3.16 3.15 3.15 3.12
3 3.18 3.15 3.15 3.16 3.12 3.15 3.14 3.12 3.14 3.13
Tabla II Tiempo de prensado (minutos)
1 2 3 4 5 6 7 8 9 10
1 0.44 0.43 0.45 0.43 0.44 0.44 0.43 0.43 0.44 0.43
2 0.45 0.43 0.44 0.43 0.45 0.45 0.42 0.45 0.43 0.43
3 0.44 0.46 0.44 0.42 0.46 0.44 0.42 0.44 0.44 0.44
Para obtener el tiempo estándar de los dos procesos, debe sacarse un
promedio de los tiempos obtenidos. Los promedios son los siguientes.
Mezcla: 3.148 minutos
Prensado: 0.438 minutos
La mezcladora tiene capacidad equivalente a 14 bandejas por mezcla
hecha. Cada bandeja producida tiene tres bloques de concreto. Esto da como
resultado 42 bloques de concreto por mezcla hecha, lo que da un tiempo de
0.075 minutos por bloque mezclado.
La prensadora tiene capacidad de hacer una bandeja de tres bloques por
ciclo. Esto da un tiempo de 0.146 minutos por bloque de concreto.
El ritmo de producción lo determina el tiempo de la estación más lenta, en
este caso, es la estación de prensado que tarda 0.146 minutos en elaborar un
bloque de concreto.
Viblok trabaja en jornada diurna de lunes a viernes 8 horas, sábados 4
horas y disponen de una hora de almuerzo. Esto da un tiempo efectivo de
trabajo de 420 minutos de lunes a viernes y de 240 minutos los sábados. Con
estos datos se obtiene que el ritmo teórico de producción es de 410 bloques de
concreto por hora. La producción teórica semanal es de 15,990 bloques de
concreto.
3.4 Evaluación de la demanda de bloques de concreto
Para la evaluación de la demanda de bloques de concreto se revisaron los
datos de producción 12 meses anteriores, para determinar el comportamiento a
lo lago de un año así como de la tendencia, para tener información suficiente y
hacer los pronósticos de ventas.
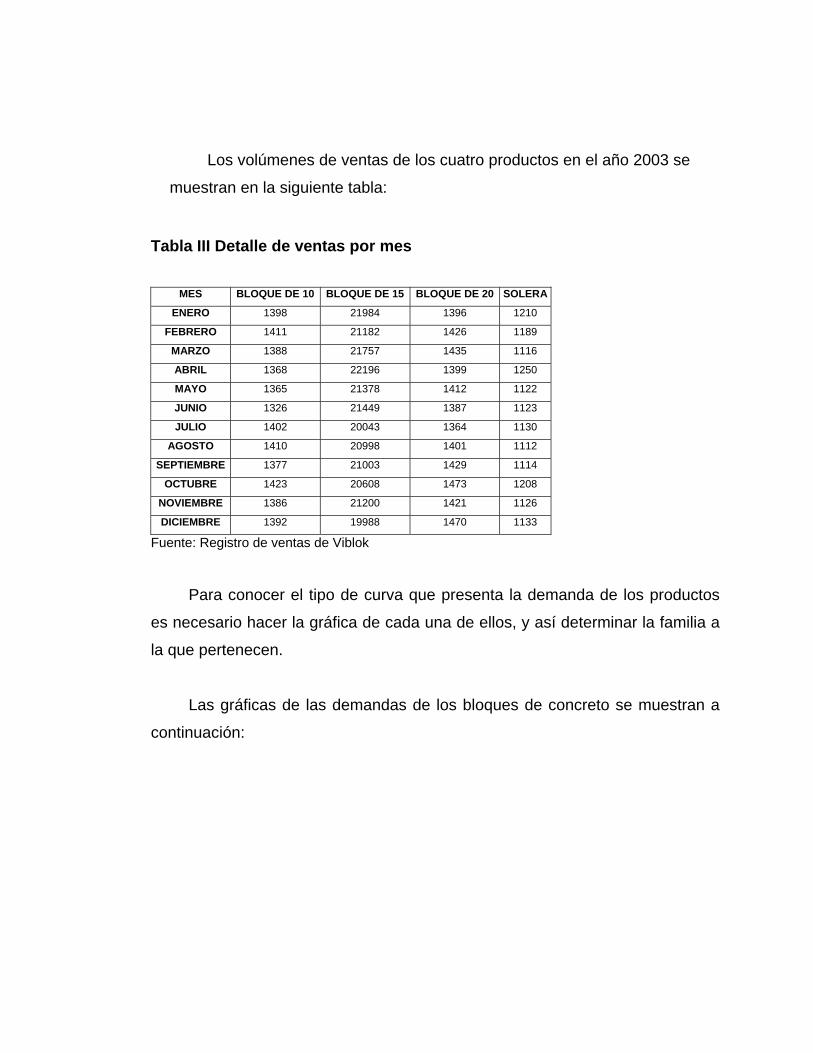
Los volúmenes de ventas de los cuatro productos en el año 2003 se
muestran en la siguiente tabla:
Tabla III Detalle de ventas por mes
MES BLOQUE DE 10 BLOQUE DE 15 BLOQUE DE 20 SOLERA
ENERO 1398 21984 1396 1210
FEBRERO 1411 21182 1426 1189
MARZO 1388 21757 1435 1116
ABRIL 1368 22196 1399 1250
MAYO 1365 21378 1412 1122
JUNIO 1326 21449 1387 1123
JULIO 1402 20043 1364 1130
AGOSTO 1410 20998 1401 1112
SEPTIEMBRE 1377 21003 1429 1114
OCTUBRE 1423 20608 1473 1208
NOVIEMBRE 1386 21200 1421 1126
DICIEMBRE 1392 19988 1470 1133
Fuente: Registro de ventas de Viblok
Para conocer el tipo de curva que presenta la demanda de los productos
es necesario hacer la gráfica de cada una de ellos, y así determinar la familia a
la que pertenecen.
Las gráficas de las demandas de los bloques de concreto se muestran a
continuación:
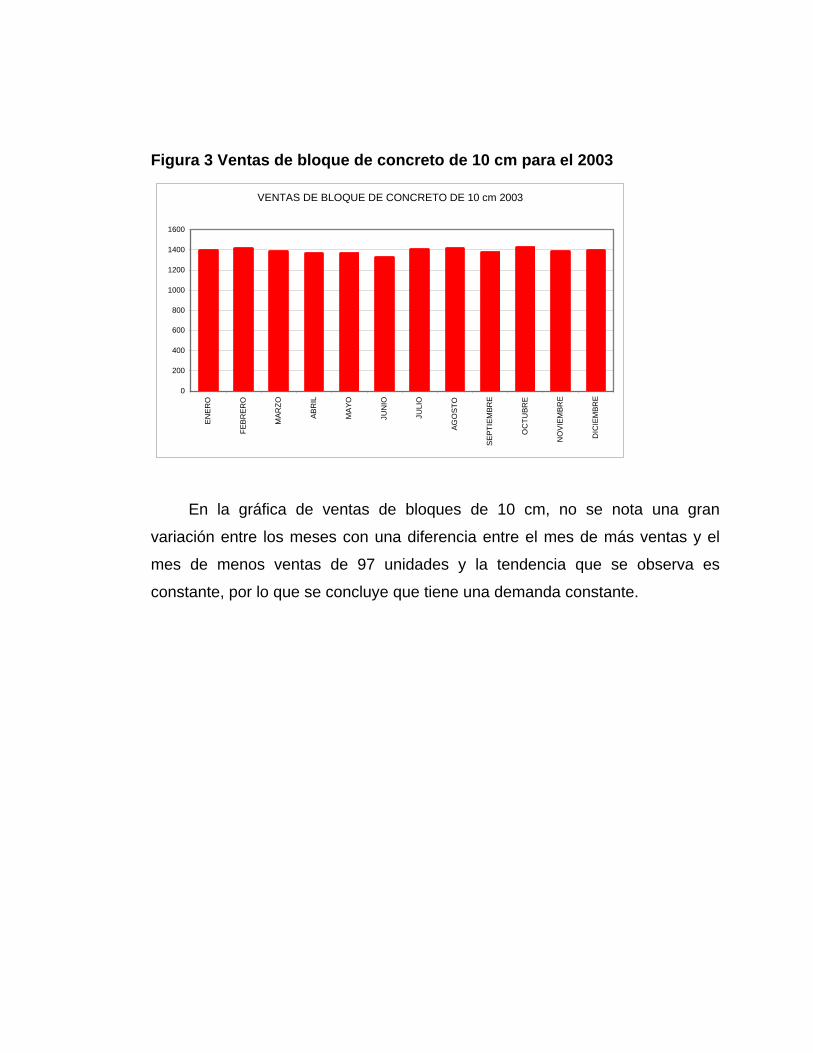
Figura 3 Ventas de bloque de concreto de 10 cm para el 2003
VENTAS DE BLOQUE DE CONCRETO DE 10 cm 2003
0
200
400
600
800
1000
1200
1400
1600
ENER
O
FEBR
ERO
MAR
ZO
ABR
IL
MAY
O
JUN
IO
JULI
O
AGO
STO
SEPT
IEM
BRE
OC
TUBR
E
NO
VIEM
BRE
DIC
IEM
BRE
En la gráfica de ventas de bloques de 10 cm, no se nota una gran
variación entre los meses con una diferencia entre el mes de más ventas y el
mes de menos ventas de 97 unidades y la tendencia que se observa es
constante, por lo que se concluye que tiene una demanda constante.
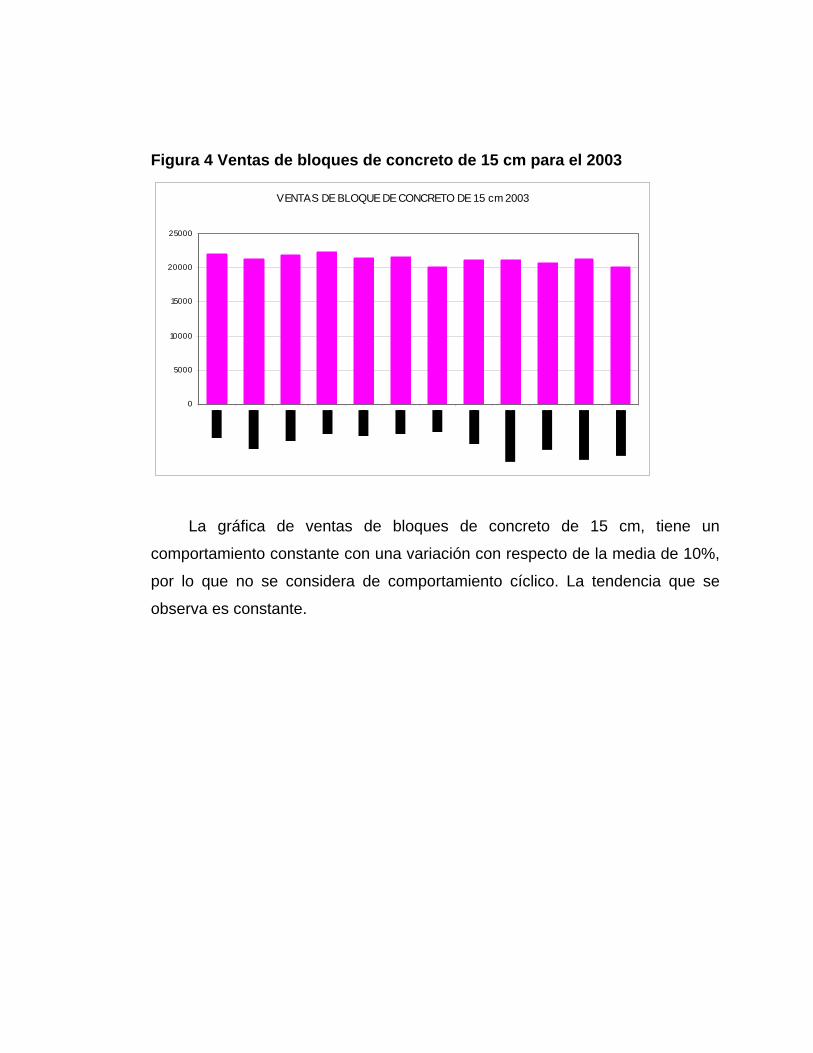
Figura 4 Ventas de bloques de concreto de 15 cm para el 2003
VENTAS DE BLOQUE DE CONCRETO DE 15 cm 2003
0
5000
10000
15000
20000
25000
La gráfica de ventas de bloques de concreto de 15 cm, tiene un
comportamiento constante con una variación con respecto de la media de 10%,
por lo que no se considera de comportamiento cíclico. La tendencia que se
observa es constante.
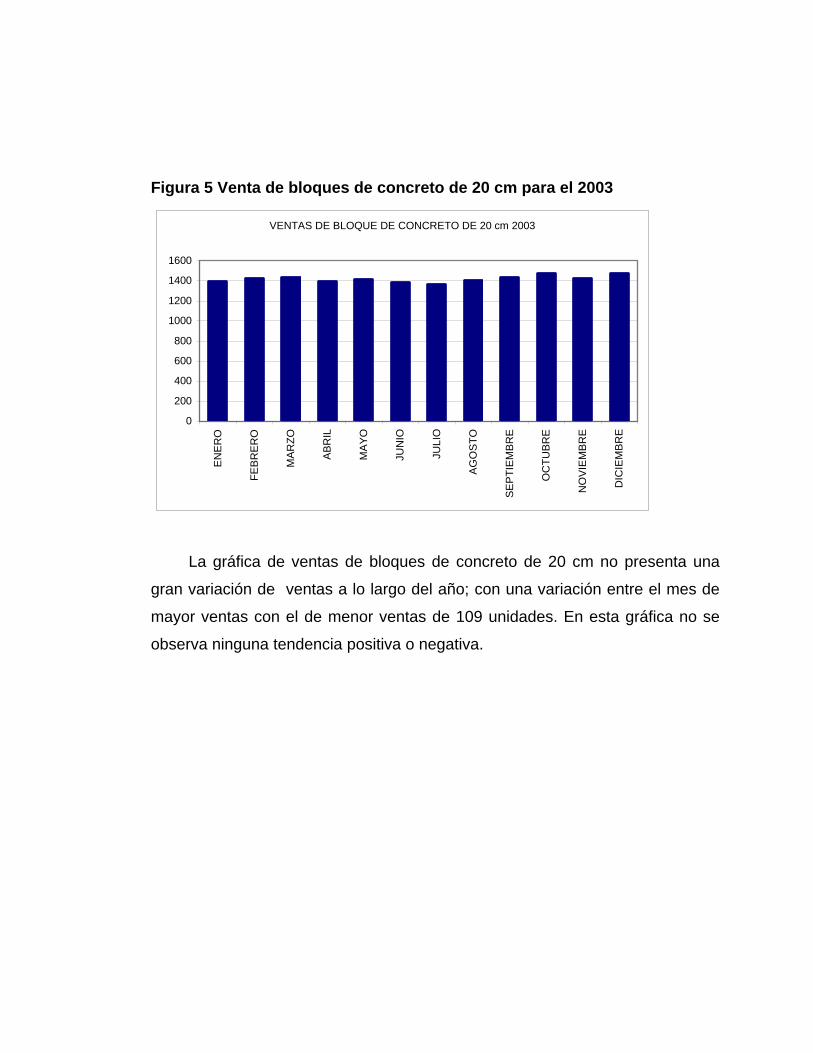
Figura 5 Venta de bloques de concreto de 20 cm para el 2003
VENTAS DE BLOQUE DE CONCRETO DE 20 cm 2003
0
200
400
600
800
1000
1200
1400
1600
EN
ER
O
FEB
RE
RO
MA
RZO
AB
RIL
MA
YO
JUN
IO
JULI
O
AG
OS
TO
SE
PTI
EM
BR
E
OC
TUB
RE
NO
VIE
MB
RE
DIC
IEM
BR
E
La gráfica de ventas de bloques de concreto de 20 cm no presenta una
gran variación de ventas a lo largo del año; con una variación entre el mes de
mayor ventas con el de menor ventas de 109 unidades. En esta gráfica no se
observa ninguna tendencia positiva o negativa.
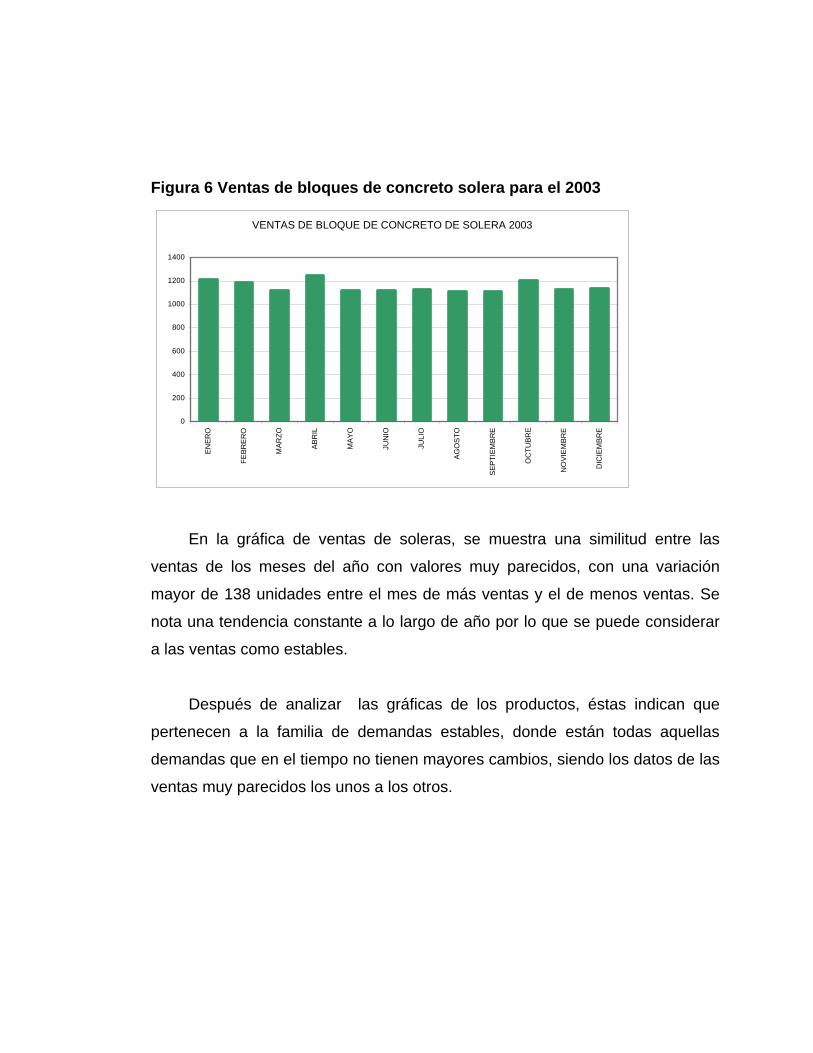
Figura 6 Ventas de bloques de concreto solera para el 2003
VENTAS DE BLOQUE DE CONCRETO DE SOLERA 2003
0
200
400
600
800
1000
1200
1400
ENER
O
FEBR
ERO
MAR
ZO
ABR
IL
MAY
O
JUN
IO
JULI
O
AGO
STO
SEPT
IEM
BRE
OC
TUBR
E
NO
VIEM
BRE
DIC
IEM
BRE
En la gráfica de ventas de soleras, se muestra una similitud entre las
ventas de los meses del año con valores muy parecidos, con una variación
mayor de 138 unidades entre el mes de más ventas y el de menos ventas. Se
nota una tendencia constante a lo largo de año por lo que se puede considerar
a las ventas como estables.
Después de analizar las gráficas de los productos, éstas indican que
pertenecen a la familia de demandas estables, donde están todas aquellas
demandas que en el tiempo no tienen mayores cambios, siendo los datos de las
ventas muy parecidos los unos a los otros.
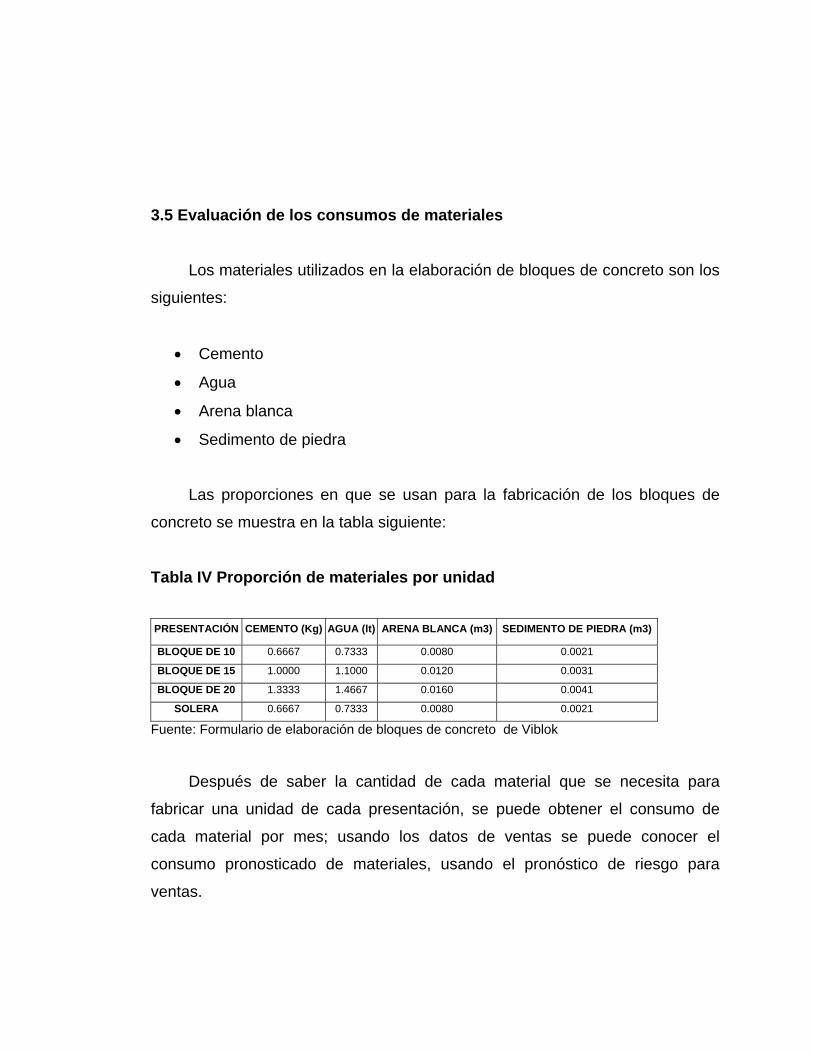
3.5 Evaluación de los consumos de materiales
Los materiales utilizados en la elaboración de bloques de concreto son los
siguientes:
• Cemento
• Agua
• Arena blanca
• Sedimento de piedra
Las proporciones en que se usan para la fabricación de los bloques de
concreto se muestra en la tabla siguiente:
Tabla IV Proporción de materiales por unidad
PRESENTACIÓN CEMENTO (Kg) AGUA (lt) ARENA BLANCA (m3) SEDIMENTO DE PIEDRA (m3)
BLOQUE DE 10 0.6667 0.7333 0.0080 0.0021
BLOQUE DE 15 1.0000 1.1000 0.0120 0.0031
BLOQUE DE 20 1.3333 1.4667 0.0160 0.0041
SOLERA 0.6667 0.7333 0.0080 0.0021
Fuente: Formulario de elaboración de bloques de concreto de Viblok
Después de saber la cantidad de cada material que se necesita para
fabricar una unidad de cada presentación, se puede obtener el consumo de
cada material por mes; usando los datos de ventas se puede conocer el
consumo pronosticado de materiales, usando el pronóstico de riesgo para
ventas.
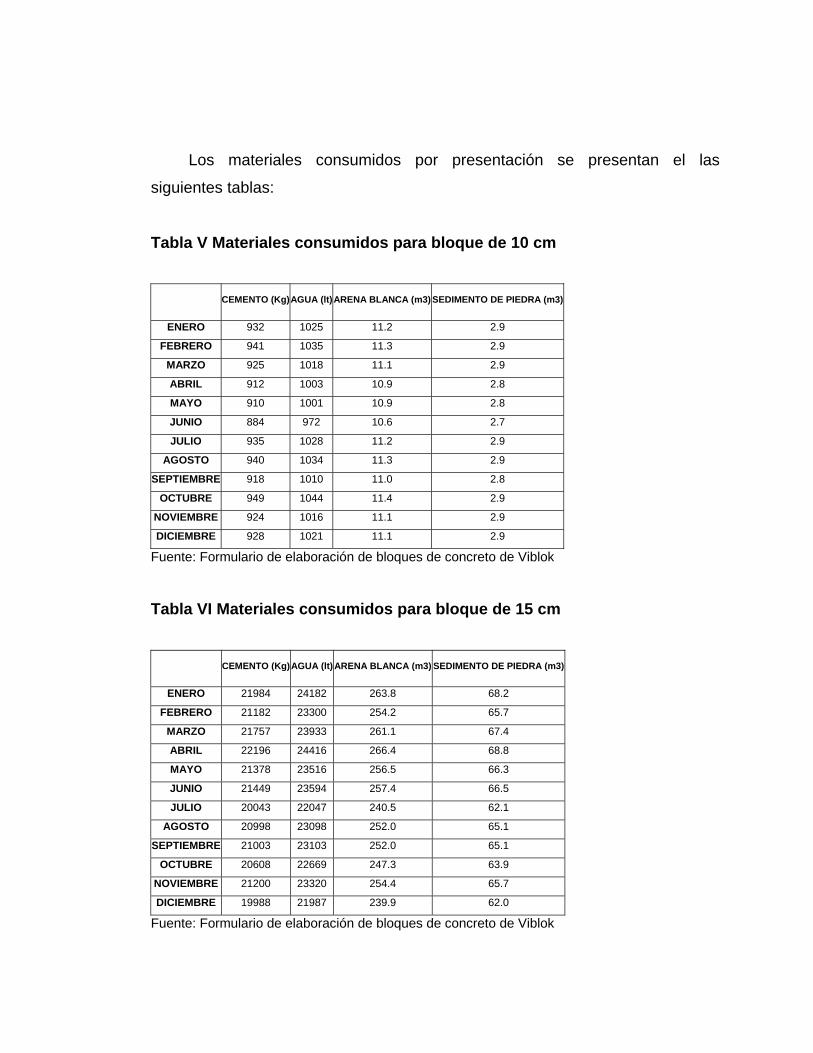
Los materiales consumidos por presentación se presentan el las
siguientes tablas:
Tabla V Materiales consumidos para bloque de 10 cm
CEMENTO (Kg) AGUA (lt)ARENA BLANCA (m3) SEDIMENTO DE PIEDRA (m3)
ENERO 932 1025 11.2 2.9
FEBRERO 941 1035 11.3 2.9
MARZO 925 1018 11.1 2.9
ABRIL 912 1003 10.9 2.8
MAYO 910 1001 10.9 2.8
JUNIO 884 972 10.6 2.7
JULIO 935 1028 11.2 2.9
AGOSTO 940 1034 11.3 2.9
SEPTIEMBRE 918 1010 11.0 2.8
OCTUBRE 949 1044 11.4 2.9
NOVIEMBRE 924 1016 11.1 2.9
DICIEMBRE 928 1021 11.1 2.9
Fuente: Formulario de elaboración de bloques de concreto de Viblok
Tabla VI Materiales consumidos para bloque de 15 cm
CEMENTO (Kg) AGUA (lt) ARENA BLANCA (m3) SEDIMENTO DE PIEDRA (m3)
ENERO 21984 24182 263.8 68.2
FEBRERO 21182 23300 254.2 65.7
MARZO 21757 23933 261.1 67.4
ABRIL 22196 24416 266.4 68.8
MAYO 21378 23516 256.5 66.3
JUNIO 21449 23594 257.4 66.5
JULIO 20043 22047 240.5 62.1
AGOSTO 20998 23098 252.0 65.1
SEPTIEMBRE 21003 23103 252.0 65.1
OCTUBRE 20608 22669 247.3 63.9
NOVIEMBRE 21200 23320 254.4 65.7
DICIEMBRE 19988 21987 239.9 62.0
Fuente: Formulario de elaboración de bloques de concreto de Viblok
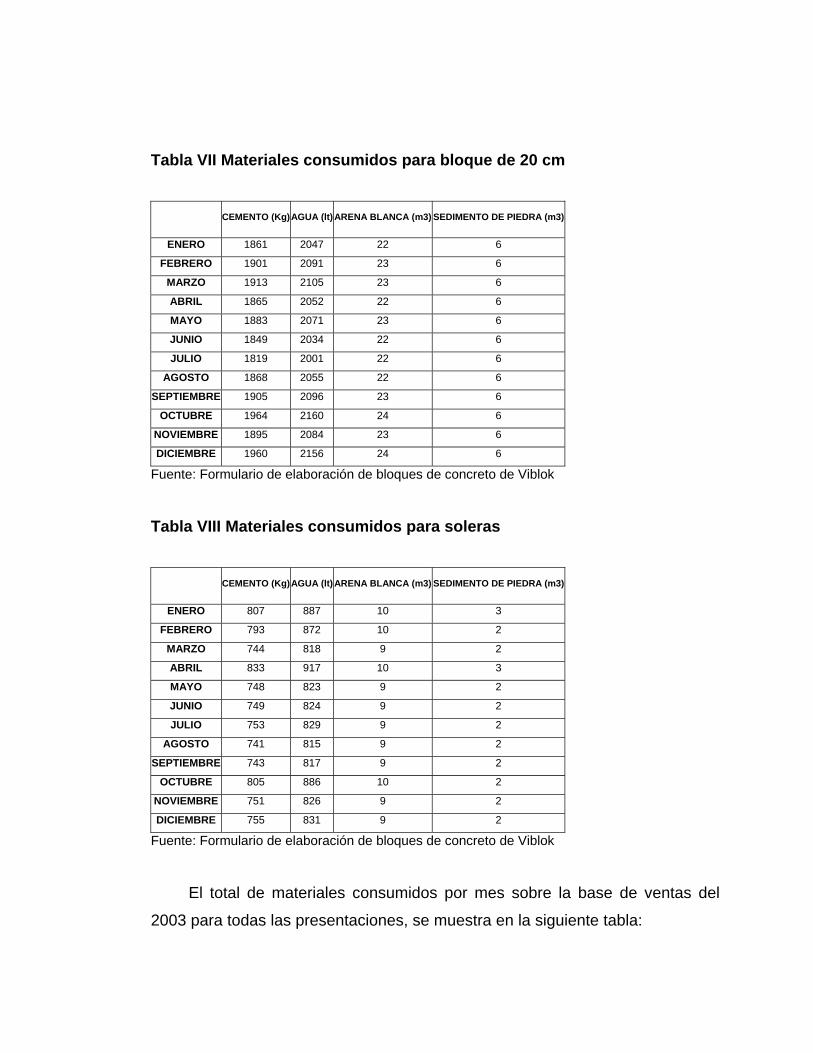
Tabla VII Materiales consumidos para bloque de 20 cm
CEMENTO (Kg) AGUA (lt) ARENA BLANCA (m3) SEDIMENTO DE PIEDRA (m3)
ENERO 1861 2047 22 6
FEBRERO 1901 2091 23 6
MARZO 1913 2105 23 6
ABRIL 1865 2052 22 6
MAYO 1883 2071 23 6
JUNIO 1849 2034 22 6
JULIO 1819 2001 22 6
AGOSTO 1868 2055 22 6
SEPTIEMBRE 1905 2096 23 6
OCTUBRE 1964 2160 24 6
NOVIEMBRE 1895 2084 23 6
DICIEMBRE 1960 2156 24 6
Fuente: Formulario de elaboración de bloques de concreto de Viblok
Tabla VIII Materiales consumidos para soleras
CEMENTO (Kg) AGUA (lt) ARENA BLANCA (m3) SEDIMENTO DE PIEDRA (m3)
ENERO 807 887 10 3
FEBRERO 793 872 10 2
MARZO 744 818 9 2
ABRIL 833 917 10 3
MAYO 748 823 9 2
JUNIO 749 824 9 2
JULIO 753 829 9 2
AGOSTO 741 815 9 2
SEPTIEMBRE 743 817 9 2
OCTUBRE 805 886 10 2
NOVIEMBRE 751 826 9 2
DICIEMBRE 755 831 9 2
Fuente: Formulario de elaboración de bloques de concreto de Viblok
El total de materiales consumidos por mes sobre la base de ventas del
2003 para todas las presentaciones, se muestra en la siguiente tabla:
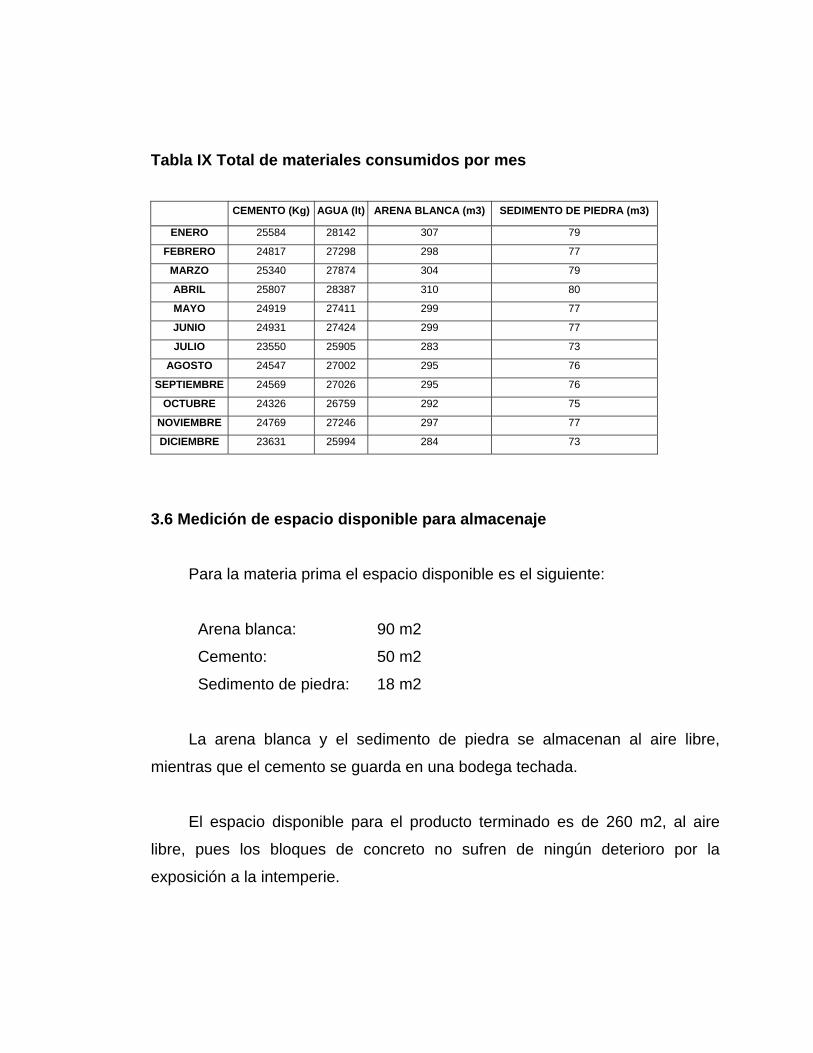
Tabla IX Total de materiales consumidos por mes
CEMENTO (Kg) AGUA (lt) ARENA BLANCA (m3) SEDIMENTO DE PIEDRA (m3)
ENERO 25584 28142 307 79
FEBRERO 24817 27298 298 77
MARZO 25340 27874 304 79
ABRIL 25807 28387 310 80
MAYO 24919 27411 299 77
JUNIO 24931 27424 299 77
JULIO 23550 25905 283 73
AGOSTO 24547 27002 295 76
SEPTIEMBRE 24569 27026 295 76
OCTUBRE 24326 26759 292 75
NOVIEMBRE 24769 27246 297 77
DICIEMBRE 23631 25994 284 73
3.6 Medición de espacio disponible para almacenaje
Para la materia prima el espacio disponible es el siguiente:
Arena blanca: 90 m2
Cemento: 50 m2
Sedimento de piedra: 18 m2
La arena blanca y el sedimento de piedra se almacenan al aire libre,
mientras que el cemento se guarda en una bodega techada.
El espacio disponible para el producto terminado es de 260 m2, al aire
libre, pues los bloques de concreto no sufren de ningún deterioro por la
exposición a la intemperie.
3.7 Costos actuales asociados al inventario
Cinco tipos de costos se encuentran asociados al inventario de los
bloques de concreto y su materia prima:
- Costos de pedido
- Costos de oportunidad
- Costos de tenencia del inventario
- Costos de producción
- Costos de compra
3.7.1 Costos de pedido
La esencia básica de los costos de pedido es aislar los costos que varían
directamente con la cantidad de pedidos puestos para la materia prima.
La secretaria, por medio de una requisición de producción, es la
encargada de poner los pedidos. Ella dedica aproximadamente un 5% de su
tiempo a pedir los materiales. La secretaria tiene un sueldo mensual de
Q.1,500.00, por lo tanto el tiempo dedicado a hacer los pedidos tiene un valor
mensual de Q.75.00.
La cantidad de pedidos varía según la materia prima, actualmente se
acostumbra hacer este número de pedidos cada mes:
Cemento: 12
Arena blanca: 20
Sedimento de piedra: 4
Total: 36
Como los pedidos se hacen por teléfono, el costo del mismo también debe
incluirse dentro de los costos de pedido. Cada llamada tiene una duración de
entre 2 y 3 minutos, cada minuto de teléfono tiene un valor de Q.0.224, lo que
da un valor total al mes de Q.20.16
El costo por cada orden entonces puede ser calculado:
Costo de la secretaria: Q.75.00
Costo de teléfono: Q.20.16
Total: Q.95.16
Costo por orden: Q.95.16/36
= Q.2.64
El transporte también debe se debe incluir como un costo de pedir, pues
varía directamente por la cantidad de pedidos que se hacen.
Se tiene los siguientes costos
Arena blanca: Q.287.50
Sedimento de piedra: Q.230.50
En estos costos se incluye el diesel que utiliza el camión, el sueldo del
chofer y de los dos ayudantes que cargan y descargan el camión cada vez que
se hace un pedido.
El cemento no tiene costo de transporte porque el proveedor lo lleva hasta
la fabrica y lo descarga con su propio personal.
Los costos totales de pedido para cada materia prima son:
Tabla X Costos totales de pedido para cada materia prima
Materia prima Costo de pedir (Q)
Arena blanca 290.14
Cemento 2.84
Sedimento de piedra 233.14
3.7.2 Costos de oportunidad
Se entiende como el costo de agotamiento de existencias. La
insatisfacción del cliente por pedidos que no pueden ser despachados puede
ser muy costosa. Para asignarle un valor específico, se tomó como costo el
valor de una venta perdida. El valor de esta venta equivale al volumen de
venta promedio por el valor al que se le vende al cliente.
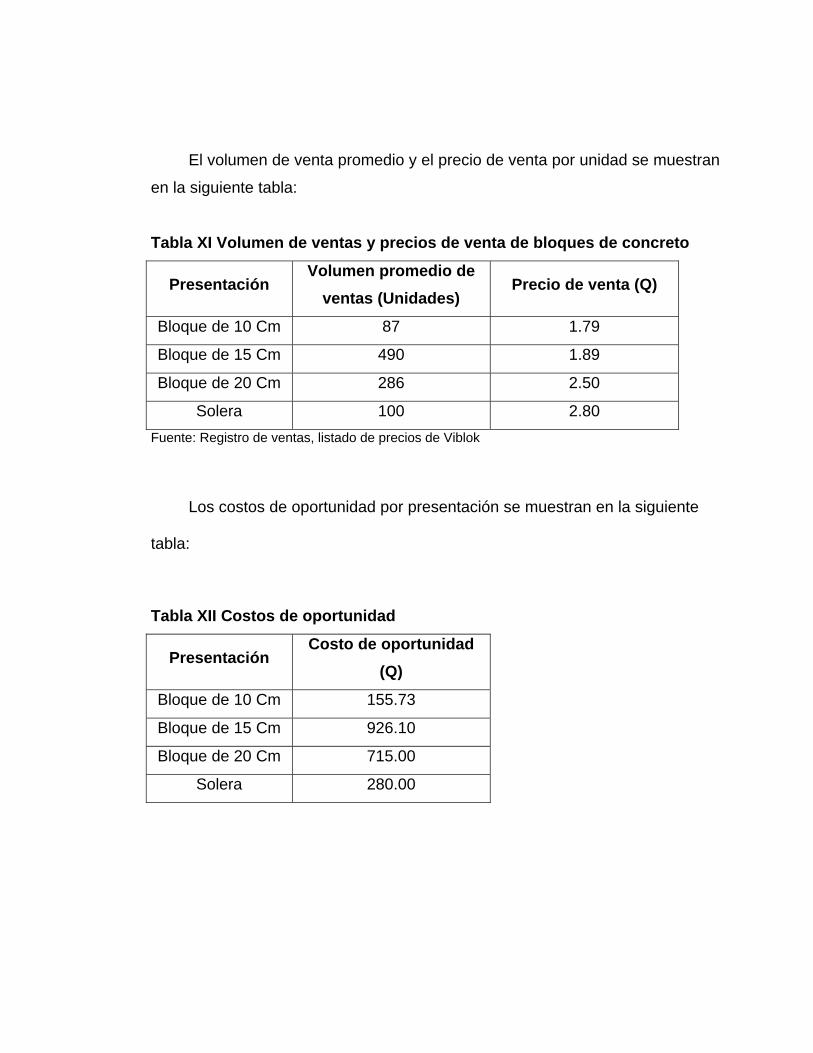
El volumen de venta promedio y el precio de venta por unidad se muestran
en la siguiente tabla:
Tabla XI Volumen de ventas y precios de venta de bloques de concreto
Presentación Volumen promedio de
ventas (Unidades) Precio de venta (Q)
Bloque de 10 Cm 87 1.79
Bloque de 15 Cm 490 1.89
Bloque de 20 Cm 286 2.50
Solera 100 2.80 Fuente: Registro de ventas, listado de precios de Viblok
Los costos de oportunidad por presentación se muestran en la siguiente
tabla:
Tabla XII Costos de oportunidad
Presentación Costo de oportunidad
(Q)
Bloque de 10 Cm 155.73
Bloque de 15 Cm 926.10
Bloque de 20 Cm 715.00
Solera 280.00
3.7.3 Costo de tenencia de inventarios
Viblok cuenta con 418 m2 disponibles para el almacenamiento de materia
prima y producto terminado, distribuidos de la siguiente manera:
Arena blanca: 90m2
Cemento: 50m2
Sedimento de piedra: 18m2
Producto terminado: 260m2
Total: 418m2
El área total del predio es de 696m2 y se paga mensualmente de renta
Q.5800. el costo por m2 es de Q.8.33.
Se cuenta con un bodeguero, encargado de llevar los controles de los
inventarios y también de cuidar los mismos. El sueldo del bodeguero es de
Q.1500.00 por mes, lo que da un valor por m2 de Q.3.59.
El costo total de inventario por metro cuadrado es:
Costo Total = Q.8.33 + Q.3.59
Costo Total = Q.11.92
Para el cálculo del tamaño económico de lote, interesa saber el costo de
tener una unidad en almacenaje. Para ello, se procede a calcular el costo de
almacenaje por unidad.
3.7.3.1 Materias primas
La arena blanca y el sediento de piedra, pueden almacenarse en el área
propuesta hasta una altura de 3 m, que es el alto máximo que permiten las
paredes. Eso quiere decir que en 1 m2 caben 3 m3.
Por lo tanto el costo de almacenaje por m3 de arena blanca y sedimento de
piedra es de Q.3.973
Para los sacos de cemento, se calculó que en un metro cuadrado caben
33 sacos estibándose en un máximo de 5; los 33 sacos pesan 1,515 Kg, lo que
da un valor por Kg de Q. 0.00786.
3.7.3.2 Producto terminado
El área máxima que ocupa un bloque de concreto es de 0.078 m2, los
bloques se estiban en un máximo de 8, lo que da un área de utilización por
bloque de 0.00975 m2, por lo tanto el costo de almacenaje de un bloque de
concreto es de Q. 0.116.
Tabla XIII Costos de almacenaje
Dimensional Costo (Q)
Materia prima m3 3.973
Materia prima Kg 0.00786
Producto terminado Unidad 0.116
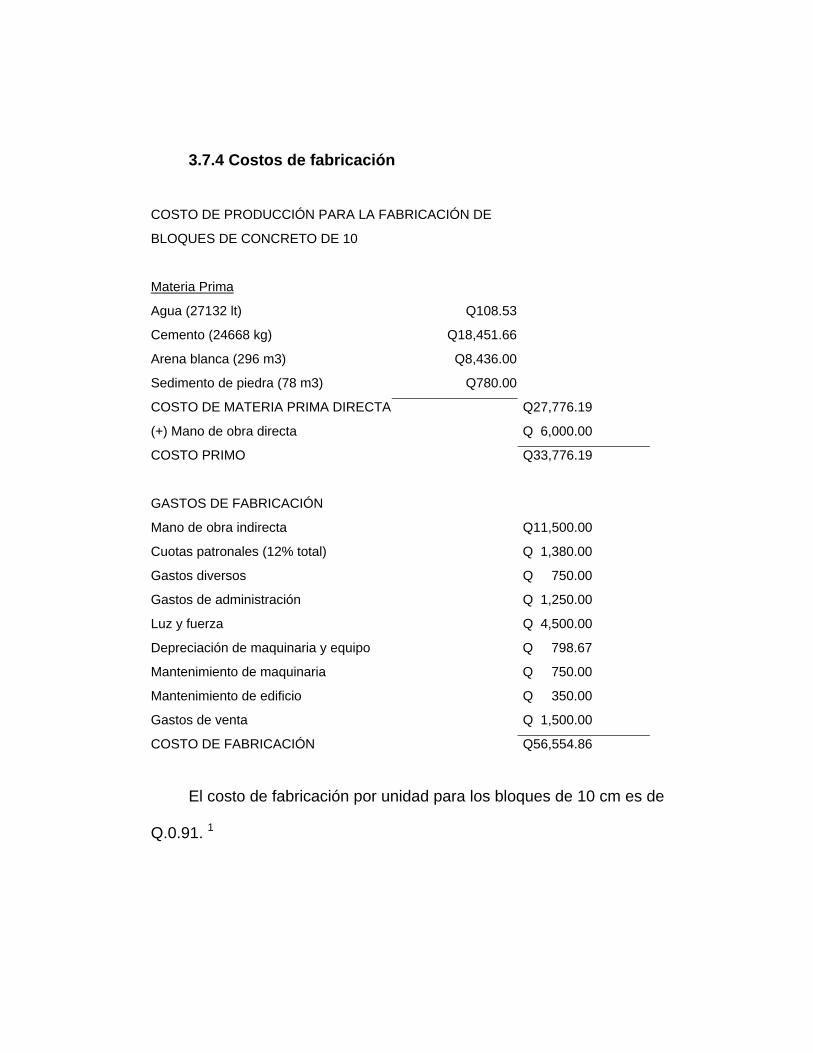
3.7.4 Costos de fabricación COSTO DE PRODUCCIÓN PARA LA FABRICACIÓN DE
BLOQUES DE CONCRETO DE 10
Materia Prima
Agua (27132 lt) Q108.53
Cemento (24668 kg) Q18,451.66
Arena blanca (296 m3) Q8,436.00
Sedimento de piedra (78 m3) Q780.00
COSTO DE MATERIA PRIMA DIRECTA Q27,776.19
(+) Mano de obra directa Q 6,000.00
COSTO PRIMO Q33,776.19
GASTOS DE FABRICACIÓN
Mano de obra indirecta Q11,500.00
Cuotas patronales (12% total) Q 1,380.00
Gastos diversos Q 750.00
Gastos de administración Q 1,250.00
Luz y fuerza Q 4,500.00
Depreciación de maquinaria y equipo Q 798.67
Mantenimiento de maquinaria Q 750.00
Mantenimiento de edificio Q 350.00
Gastos de venta Q 1,500.00
COSTO DE FABRICACIÓN Q56,554.86
El costo de fabricación por unidad para los bloques de 10 cm es de
Q.0.91. 1
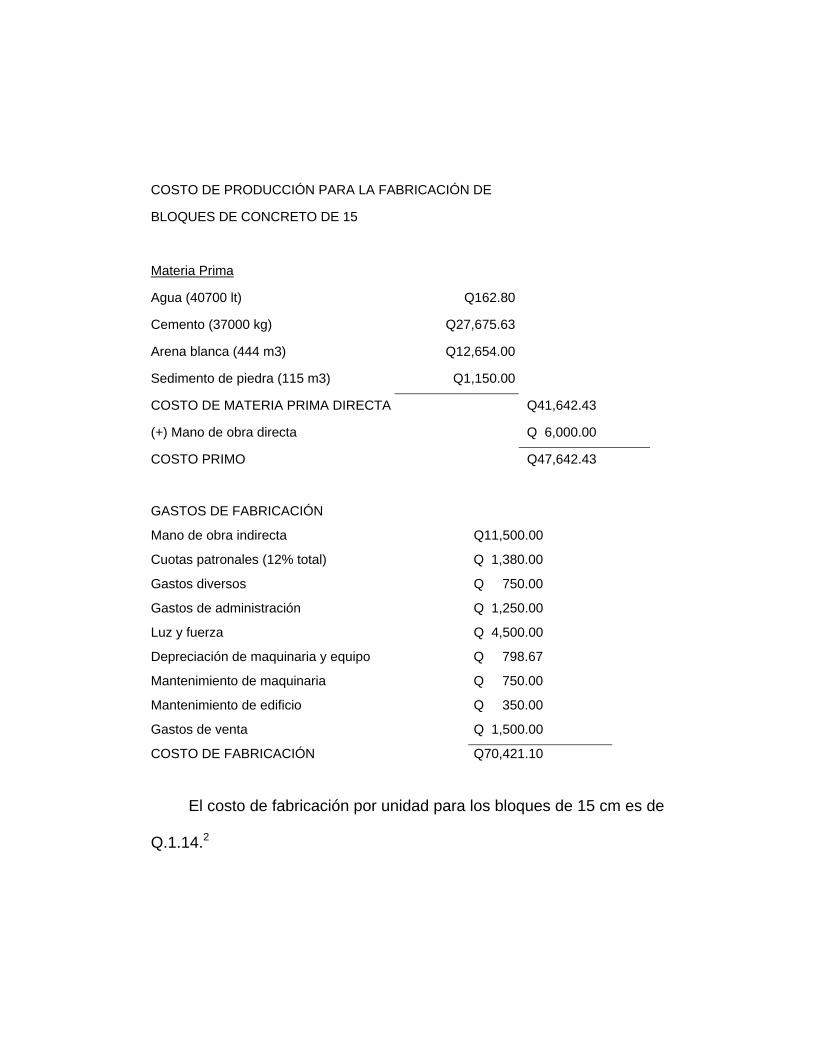
COSTO DE PRODUCCIÓN PARA LA FABRICACIÓN DE
BLOQUES DE CONCRETO DE 15
Materia Prima
Agua (40700 lt) Q162.80
Cemento (37000 kg) Q27,675.63
Arena blanca (444 m3) Q12,654.00
Sedimento de piedra (115 m3) Q1,150.00
COSTO DE MATERIA PRIMA DIRECTA Q41,642.43
(+) Mano de obra directa Q 6,000.00
COSTO PRIMO Q47,642.43
GASTOS DE FABRICACIÓN
Mano de obra indirecta Q11,500.00
Cuotas patronales (12% total) Q 1,380.00
Gastos diversos Q 750.00
Gastos de administración Q 1,250.00
Luz y fuerza Q 4,500.00
Depreciación de maquinaria y equipo Q 798.67
Mantenimiento de maquinaria Q 750.00
Mantenimiento de edificio Q 350.00
Gastos de venta Q 1,500.00
COSTO DE FABRICACIÓN Q70,421.10
El costo de fabricación por unidad para los bloques de 15 cm es de
Q.1.14.2
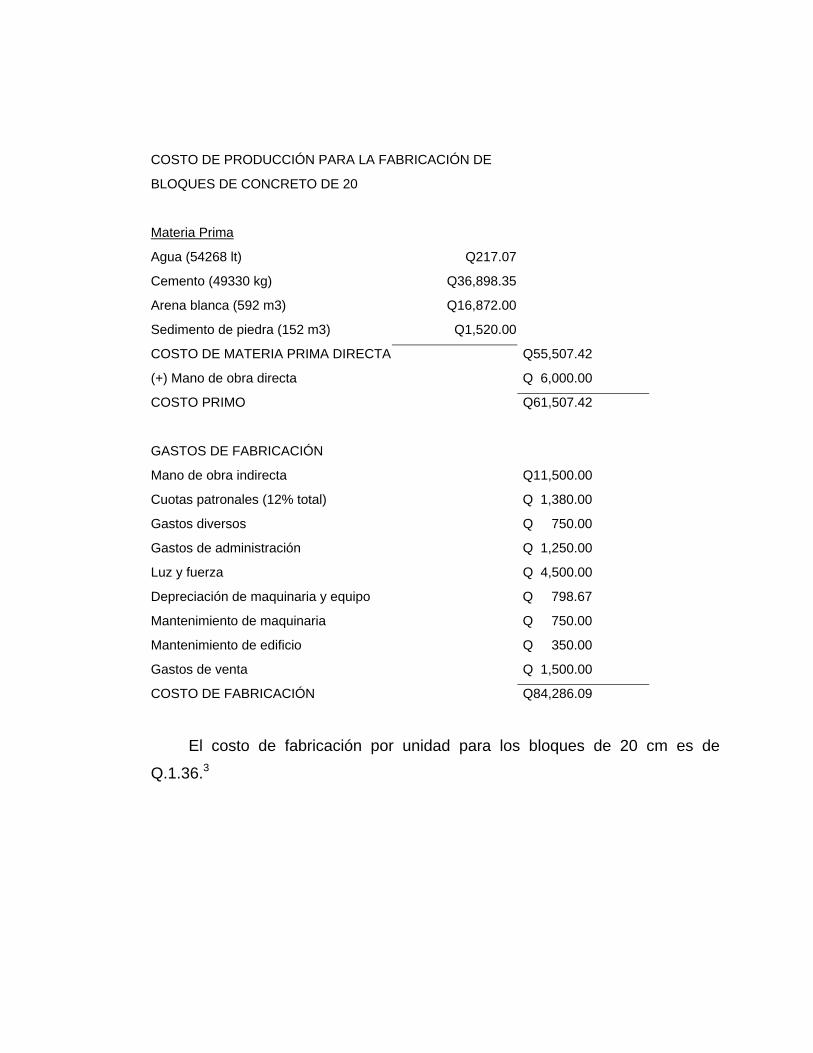
COSTO DE PRODUCCIÓN PARA LA FABRICACIÓN DE
BLOQUES DE CONCRETO DE 20
Materia Prima
Agua (54268 lt) Q217.07
Cemento (49330 kg) Q36,898.35
Arena blanca (592 m3) Q16,872.00
Sedimento de piedra (152 m3) Q1,520.00
COSTO DE MATERIA PRIMA DIRECTA Q55,507.42
(+) Mano de obra directa Q 6,000.00
COSTO PRIMO Q61,507.42
GASTOS DE FABRICACIÓN
Mano de obra indirecta Q11,500.00
Cuotas patronales (12% total) Q 1,380.00
Gastos diversos Q 750.00
Gastos de administración Q 1,250.00
Luz y fuerza Q 4,500.00
Depreciación de maquinaria y equipo Q 798.67
Mantenimiento de maquinaria Q 750.00
Mantenimiento de edificio Q 350.00
Gastos de venta Q 1,500.00
COSTO DE FABRICACIÓN Q84,286.09
El costo de fabricación por unidad para los bloques de 20 cm es de
Q.1.36.3
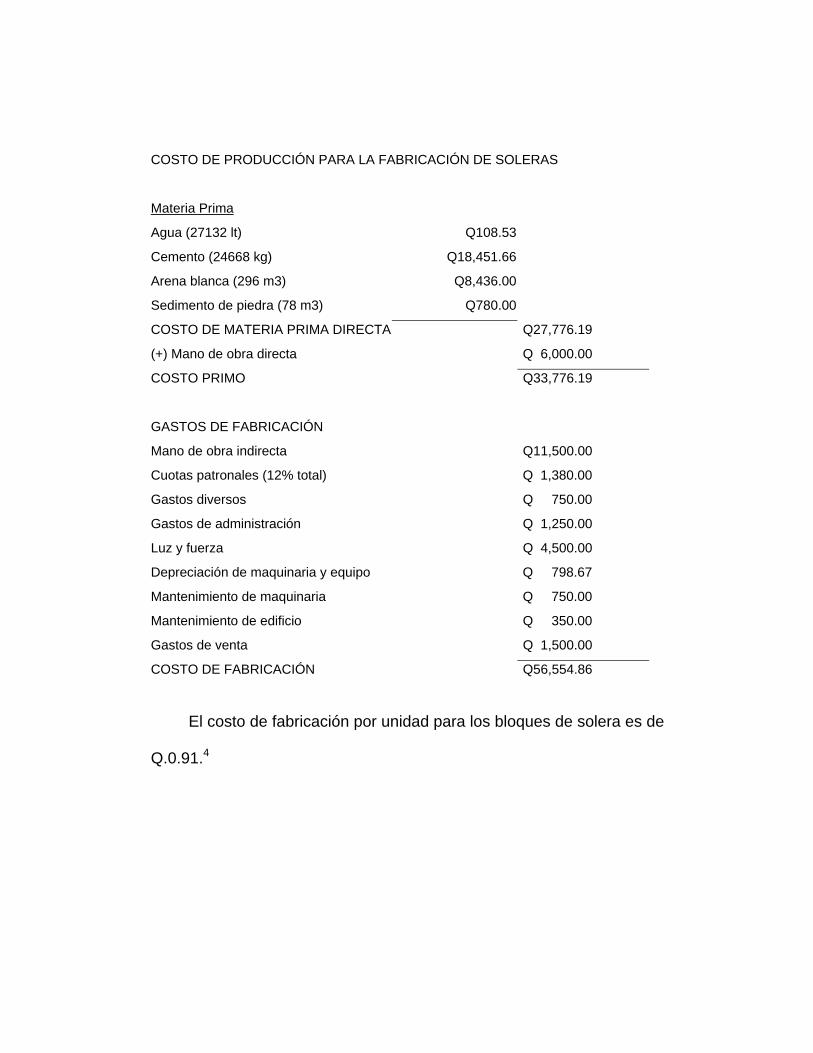
COSTO DE PRODUCCIÓN PARA LA FABRICACIÓN DE SOLERAS
Materia Prima
Agua (27132 lt) Q108.53
Cemento (24668 kg) Q18,451.66
Arena blanca (296 m3) Q8,436.00
Sedimento de piedra (78 m3) Q780.00
COSTO DE MATERIA PRIMA DIRECTA Q27,776.19
(+) Mano de obra directa Q 6,000.00
COSTO PRIMO Q33,776.19
GASTOS DE FABRICACIÓN
Mano de obra indirecta Q11,500.00
Cuotas patronales (12% total) Q 1,380.00
Gastos diversos Q 750.00
Gastos de administración Q 1,250.00
Luz y fuerza Q 4,500.00
Depreciación de maquinaria y equipo Q 798.67
Mantenimiento de maquinaria Q 750.00
Mantenimiento de edificio Q 350.00
Gastos de venta Q 1,500.00
COSTO DE FABRICACIÓN Q56,554.86
El costo de fabricación por unidad para los bloques de solera es de
Q.0.91.4
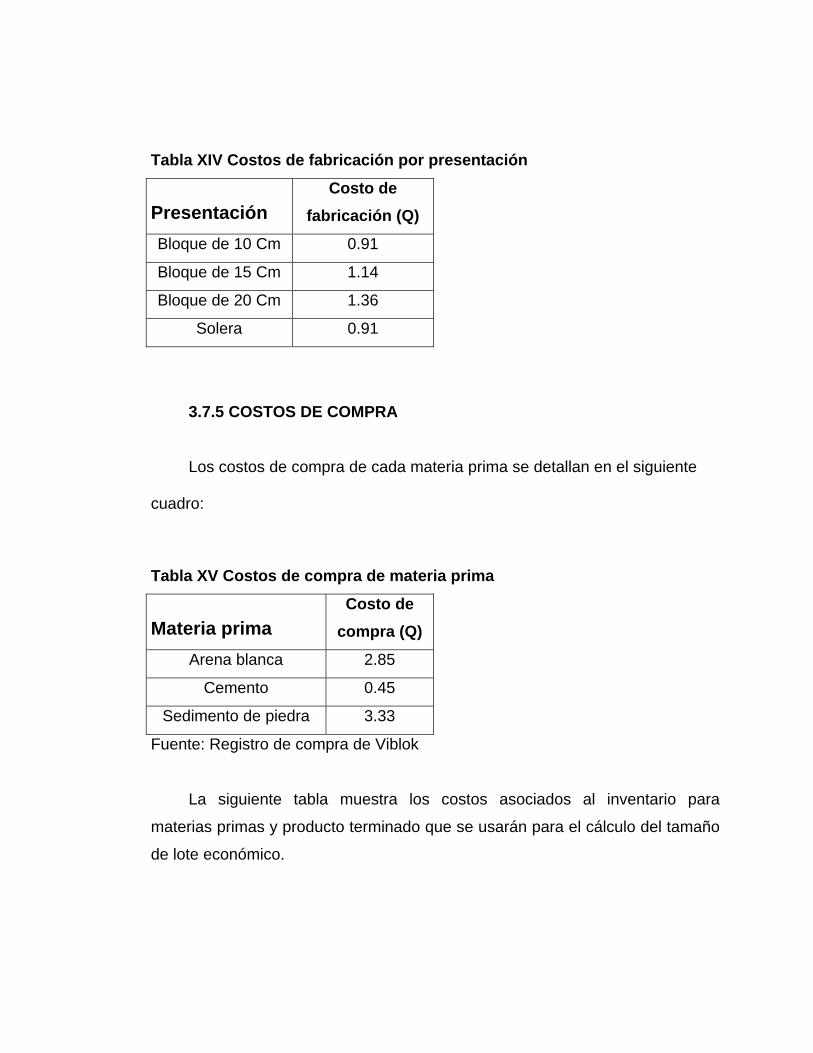
Tabla XIV Costos de fabricación por presentación
Presentación Costo de
fabricación (Q)
Bloque de 10 Cm 0.91
Bloque de 15 Cm 1.14
Bloque de 20 Cm 1.36
Solera 0.91
3.7.5 COSTOS DE COMPRA
Los costos de compra de cada materia prima se detallan en el siguiente
cuadro:
Tabla XV Costos de compra de materia prima
Materia prima Costo de
compra (Q)
Arena blanca 2.85
Cemento 0.45
Sedimento de piedra 3.33
Fuente: Registro de compra de Viblok
La siguiente tabla muestra los costos asociados al inventario para
materias primas y producto terminado que se usarán para el cálculo del tamaño
de lote económico.
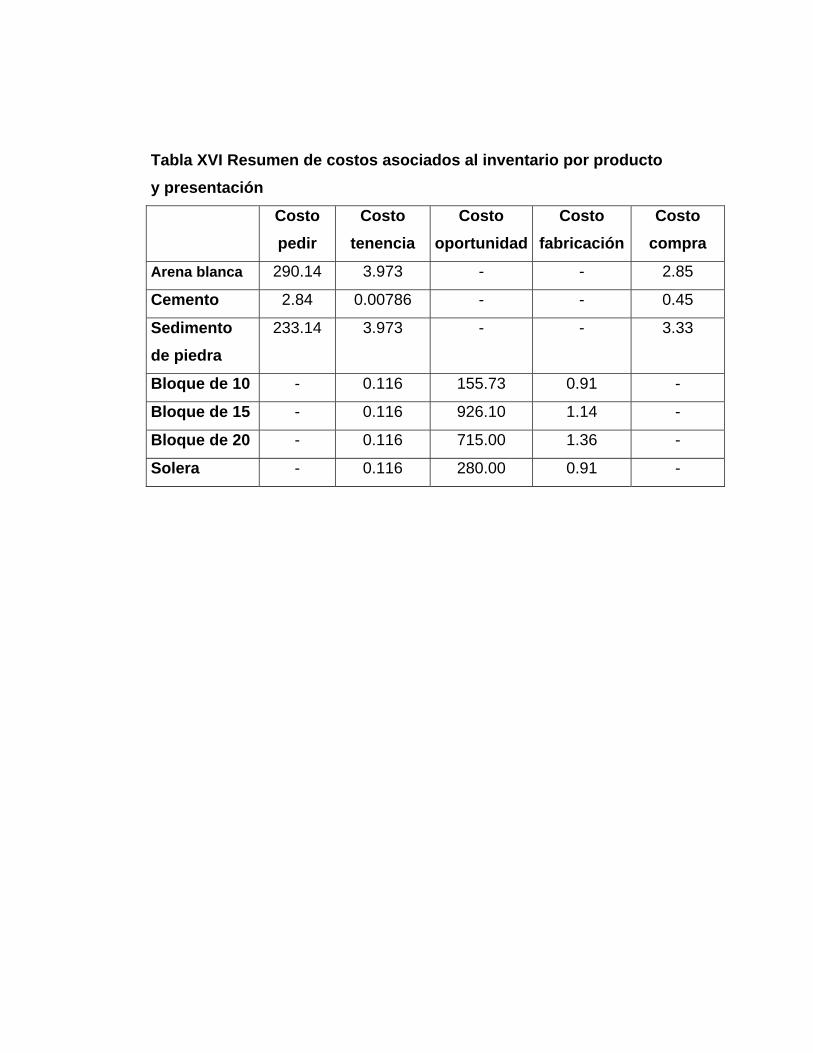
Tabla XVI Resumen de costos asociados al inventario por producto y presentación
Costo pedir
Costo tenencia
Costo oportunidad
Costo fabricación
Costo compra
Arena blanca 290.14 3.973 - - 2.85
Cemento 2.84 0.00786 - - 0.45
Sedimento de piedra
233.14 3.973 - - 3.33
Bloque de 10 - 0.116 155.73 0.91 -
Bloque de 15 - 0.116 926.10 1.14 -
Bloque de 20 - 0.116 715.00 1.36 -
Solera - 0.116 280.00 0.91 -
4. PROPUESTA DE LA ADMINISTRACIÓN Y CONTROL DE
INVENTARIOS
El modelo propuesto para el control de inventarios debe basarse en datos
concretos y precisos, para obtener un balance entre inversión en inventarios y
abastecimiento para las líneas de producción y ventas. Por eso es necesario
definir un nivel de ventas basado en un modelo de pronóstico que se ajuste a su
tipo de demanda. Para llegar al equilibrio deseado es necesario relacionar la
demanda del producto y de los insumos con el costo de los mimos. Esta
relación es la que hace posible la obtención de los niveles óptimos de
inventario.
4.1 Modelos estadísticos propuestos para pronósticos de ventas
Luego de saber a qué familia pertenece la demanda, se procede a un
análisis cualitativo, en al cual se hace un pronóstico con los últimos cuatro
periodos reales de ventas. Los pronósticos se comparan con las ventas reales
de los periodos y la diferencia se conoce como error. Se prueba con diferentes
métodos, con el fin de obtener el método que tenga el menor error acumulado.
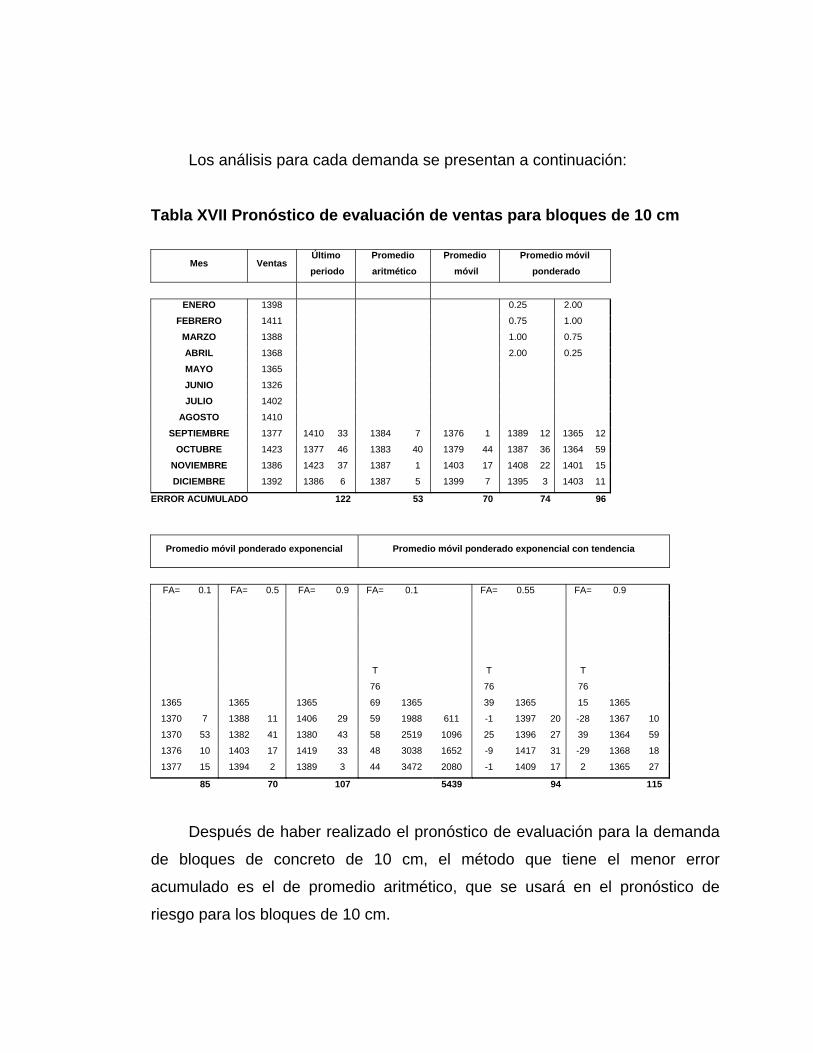
Los análisis para cada demanda se presentan a continuación:
Tabla XVII Pronóstico de evaluación de ventas para bloques de 10 cm
Mes Ventas Último
periodo Promedio aritmético
Promedio móvil
Promedio móvil ponderado
ENERO 1398 0.25 2.00
FEBRERO 1411 0.75 1.00
MARZO 1388 1.00 0.75
ABRIL 1368 2.00 0.25
MAYO 1365
JUNIO 1326
JULIO 1402
AGOSTO 1410
SEPTIEMBRE 1377 1410 33 1384 7 1376 1 1389 12 1365 12
OCTUBRE 1423 1377 46 1383 40 1379 44 1387 36 1364 59
NOVIEMBRE 1386 1423 37 1387 1 1403 17 1408 22 1401 15
DICIEMBRE 1392 1386 6 1387 5 1399 7 1395 3 1403 11
ERROR ACUMULADO 122 53 70 74 96
Promedio móvil ponderado exponencial Promedio móvil ponderado exponencial con tendencia
FA= 0.1 FA= 0.5 FA= 0.9 FA= 0.1 FA= 0.55 FA= 0.9
T T T
76 76 76
1365 1365 1365 69 1365 39 1365 15 1365
1370 7 1388 11 1406 29 59 1988 611 -1 1397 20 -28 1367 10
1370 53 1382 41 1380 43 58 2519 1096 25 1396 27 39 1364 59
1376 10 1403 17 1419 33 48 3038 1652 -9 1417 31 -29 1368 18
1377 15 1394 2 1389 3 44 3472 2080 -1 1409 17 2 1365 27
85 70 107 5439 94 115
Después de haber realizado el pronóstico de evaluación para la demanda
de bloques de concreto de 10 cm, el método que tiene el menor error
acumulado es el de promedio aritmético, que se usará en el pronóstico de
riesgo para los bloques de 10 cm.
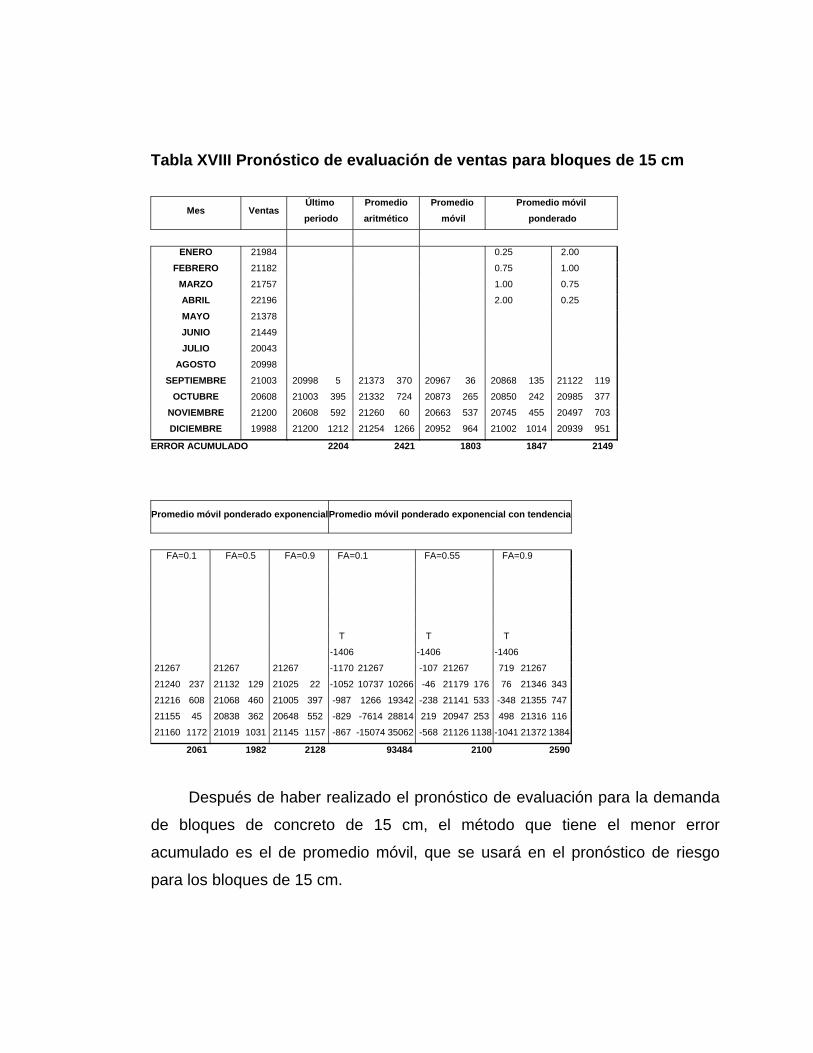
Tabla XVIII Pronóstico de evaluación de ventas para bloques de 15 cm
Mes Ventas Último
periodo Promedio aritmético
Promedio móvil
Promedio móvil ponderado
ENERO 21984 0.25 2.00
FEBRERO 21182 0.75 1.00
MARZO 21757 1.00 0.75
ABRIL 22196 2.00 0.25
MAYO 21378
JUNIO 21449
JULIO 20043
AGOSTO 20998
SEPTIEMBRE 21003 20998 5 21373 370 20967 36 20868 135 21122 119
OCTUBRE 20608 21003 395 21332 724 20873 265 20850 242 20985 377
NOVIEMBRE 21200 20608 592 21260 60 20663 537 20745 455 20497 703
DICIEMBRE 19988 21200 1212 21254 1266 20952 964 21002 1014 20939 951
ERROR ACUMULADO 2204 2421 1803 1847 2149
Promedio móvil ponderado exponencialPromedio móvil ponderado exponencial con tendencia
FA= 0.1 FA=0.5 FA= 0.9 FA=0.1 FA=0.55 FA=0.9
T T T
-1406 -1406 -1406
21267 21267 21267 -1170 21267 -107 21267 719 21267
21240 237 21132 129 21025 22 -1052 10737 10266 -46 21179 176 76 21346 343
21216 608 21068 460 21005 397 -987 1266 19342 -238 21141 533 -348 21355 747
21155 45 20838 362 20648 552 -829 -7614 28814 219 20947 253 498 21316 116
21160 1172 21019 1031 21145 1157 -867 -15074 35062 -568 21126 1138 -1041 21372 1384
2061 1982 2128 93484 2100 2590
Después de haber realizado el pronóstico de evaluación para la demanda
de bloques de concreto de 15 cm, el método que tiene el menor error
acumulado es el de promedio móvil, que se usará en el pronóstico de riesgo
para los bloques de 15 cm.
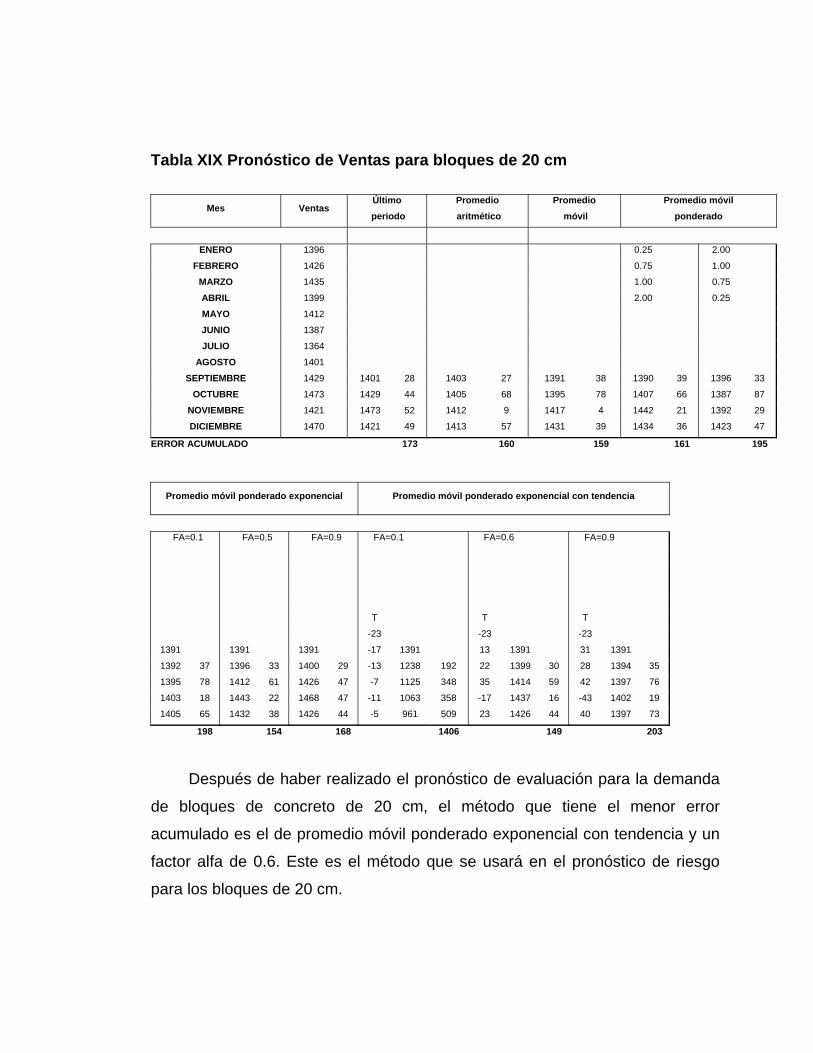
Tabla XIX Pronóstico de Ventas para bloques de 20 cm
Mes Ventas Último
periodo Promedio aritmético
Promedio móvil
Promedio móvil ponderado
ENERO 1396 0.25 2.00
FEBRERO 1426 0.75 1.00
MARZO 1435 1.00 0.75
ABRIL 1399 2.00 0.25
MAYO 1412
JUNIO 1387
JULIO 1364
AGOSTO 1401
SEPTIEMBRE 1429 1401 28 1403 27 1391 38 1390 39 1396 33
OCTUBRE 1473 1429 44 1405 68 1395 78 1407 66 1387 87
NOVIEMBRE 1421 1473 52 1412 9 1417 4 1442 21 1392 29
DICIEMBRE 1470 1421 49 1413 57 1431 39 1434 36 1423 47
ERROR ACUMULADO 173 160 159 161 195
Promedio móvil ponderado exponencial Promedio móvil ponderado exponencial con tendencia
FA=0.1 FA=0.5 FA=0.9 FA=0.1 FA=0.6 FA=0.9
T T T
-23 -23 -23
1391 1391 1391 -17 1391 13 1391 31 1391
1392 37 1396 33 1400 29 -13 1238 192 22 1399 30 28 1394 35
1395 78 1412 61 1426 47 -7 1125 348 35 1414 59 42 1397 76
1403 18 1443 22 1468 47 -11 1063 358 -17 1437 16 -43 1402 19
1405 65 1432 38 1426 44 -5 961 509 23 1426 44 40 1397 73
198 154 168 1406 149 203
Después de haber realizado el pronóstico de evaluación para la demanda
de bloques de concreto de 20 cm, el método que tiene el menor error
acumulado es el de promedio móvil ponderado exponencial con tendencia y un
factor alfa de 0.6. Este es el método que se usará en el pronóstico de riesgo
para los bloques de 20 cm.
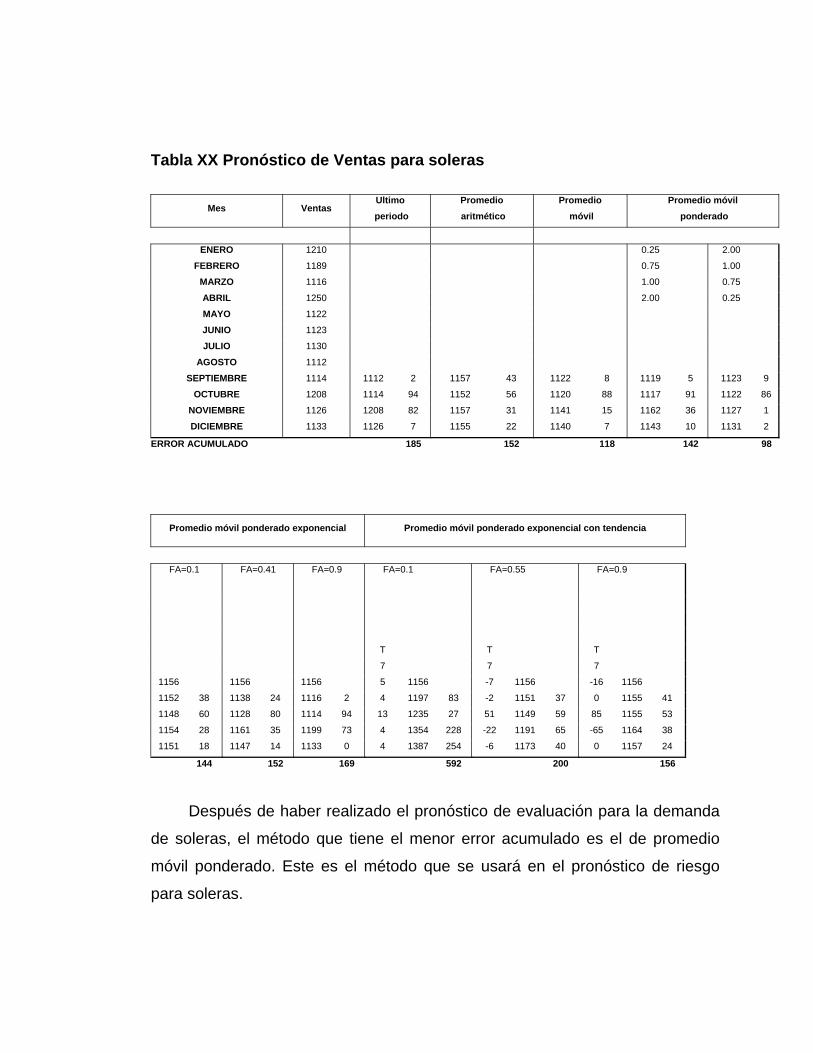
Tabla XX Pronóstico de Ventas para soleras
Mes Ventas Ultimo
periodo Promedio aritmético
Promedio móvil
Promedio móvil ponderado
ENERO 1210 0.25 2.00
FEBRERO 1189 0.75 1.00
MARZO 1116 1.00 0.75
ABRIL 1250 2.00 0.25
MAYO 1122
JUNIO 1123
JULIO 1130
AGOSTO 1112
SEPTIEMBRE 1114 1112 2 1157 43 1122 8 1119 5 1123 9
OCTUBRE 1208 1114 94 1152 56 1120 88 1117 91 1122 86
NOVIEMBRE 1126 1208 82 1157 31 1141 15 1162 36 1127 1
DICIEMBRE 1133 1126 7 1155 22 1140 7 1143 10 1131 2
ERROR ACUMULADO 185 152 118 142 98
Promedio móvil ponderado exponencial Promedio móvil ponderado exponencial con tendencia
FA=0.1 FA=0.41 FA=0.9 FA=0.1 FA=0.55 FA=0.9
T T T
7 7 7
1156 1156 1156 5 1156 -7 1156 -16 1156
1152 38 1138 24 1116 2 4 1197 83 -2 1151 37 0 1155 41
1148 60 1128 80 1114 94 13 1235 27 51 1149 59 85 1155 53
1154 28 1161 35 1199 73 4 1354 228 -22 1191 65 -65 1164 38
1151 18 1147 14 1133 0 4 1387 254 -6 1173 40 0 1157 24
144 152 169 592 200 156
Después de haber realizado el pronóstico de evaluación para la demanda
de soleras, el método que tiene el menor error acumulado es el de promedio
móvil ponderado. Este es el método que se usará en el pronóstico de riesgo
para soleras.
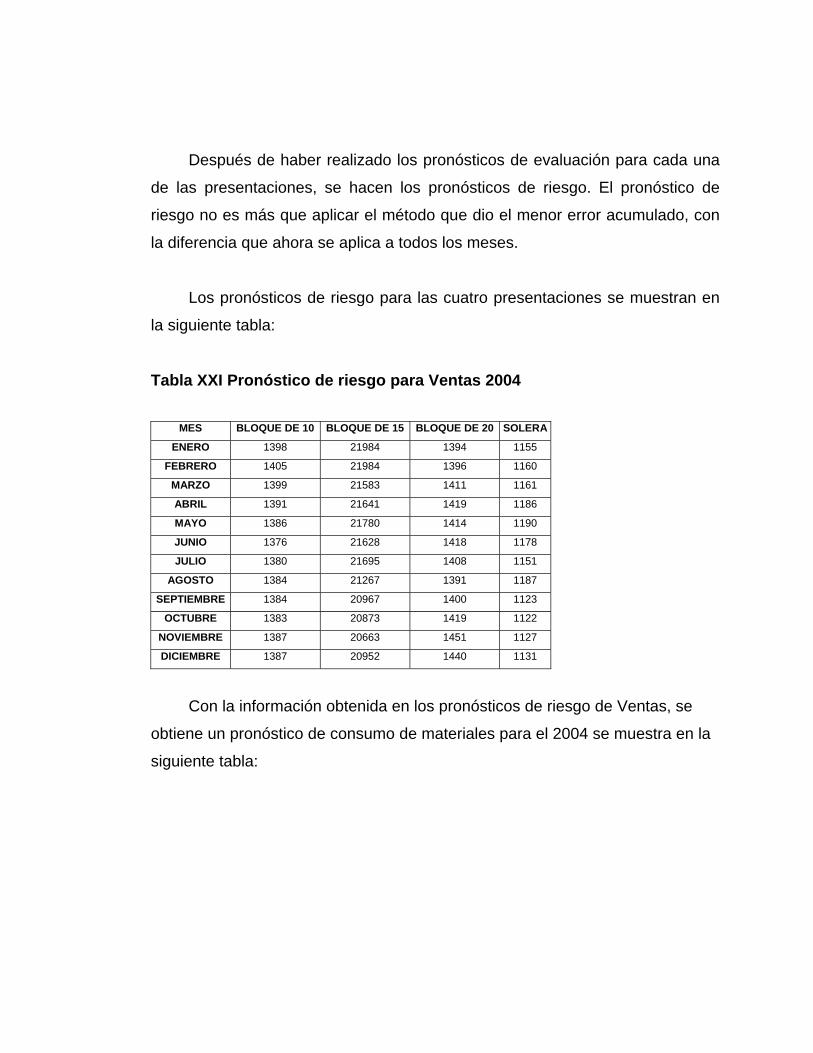
Después de haber realizado los pronósticos de evaluación para cada una
de las presentaciones, se hacen los pronósticos de riesgo. El pronóstico de
riesgo no es más que aplicar el método que dio el menor error acumulado, con
la diferencia que ahora se aplica a todos los meses.
Los pronósticos de riesgo para las cuatro presentaciones se muestran en
la siguiente tabla:
Tabla XXI Pronóstico de riesgo para Ventas 2004
MES BLOQUE DE 10 BLOQUE DE 15 BLOQUE DE 20 SOLERA
ENERO 1398 21984 1394 1155
FEBRERO 1405 21984 1396 1160
MARZO 1399 21583 1411 1161
ABRIL 1391 21641 1419 1186
MAYO 1386 21780 1414 1190
JUNIO 1376 21628 1418 1178
JULIO 1380 21695 1408 1151
AGOSTO 1384 21267 1391 1187
SEPTIEMBRE 1384 20967 1400 1123
OCTUBRE 1383 20873 1419 1122
NOVIEMBRE 1387 20663 1451 1127
DICIEMBRE 1387 20952 1440 1131
Con la información obtenida en los pronósticos de riesgo de Ventas, se
obtiene un pronóstico de consumo de materiales para el 2004 se muestra en la
siguiente tabla:
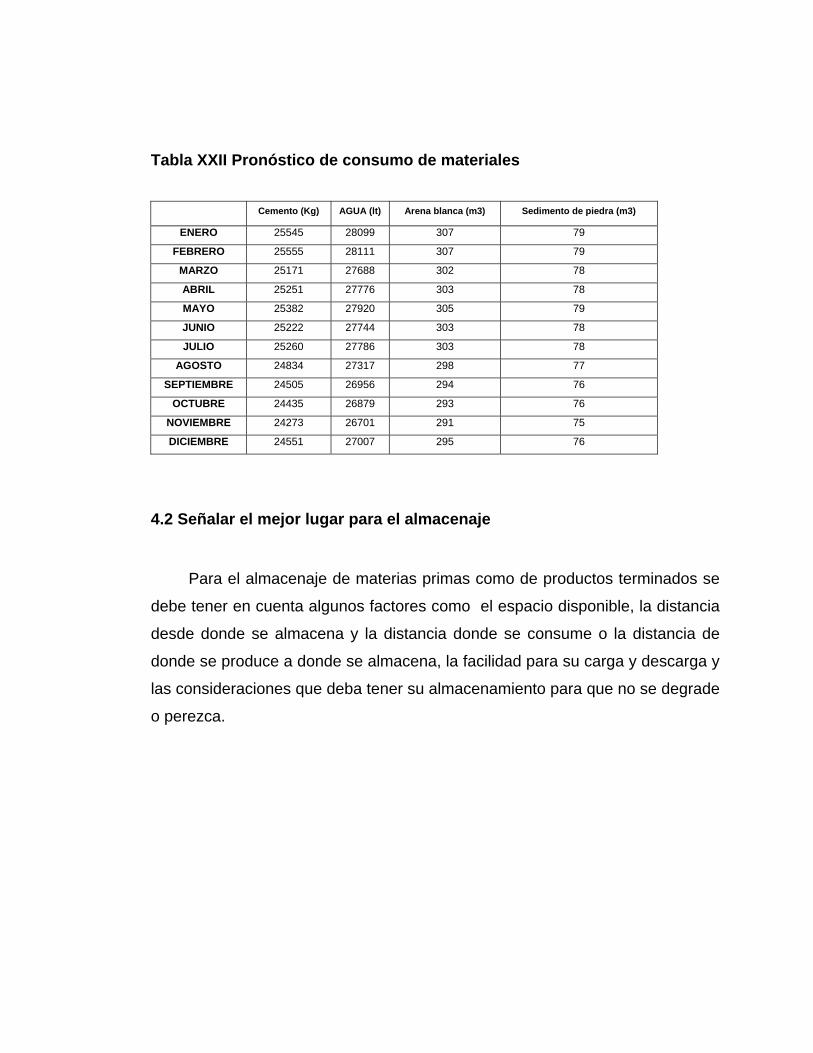
Tabla XXII Pronóstico de consumo de materiales
Cemento (Kg) AGUA (lt) Arena blanca (m3) Sedimento de piedra (m3)
ENERO 25545 28099 307 79
FEBRERO 25555 28111 307 79
MARZO 25171 27688 302 78
ABRIL 25251 27776 303 78
MAYO 25382 27920 305 79
JUNIO 25222 27744 303 78
JULIO 25260 27786 303 78
AGOSTO 24834 27317 298 77
SEPTIEMBRE 24505 26956 294 76
OCTUBRE 24435 26879 293 76
NOVIEMBRE 24273 26701 291 75
DICIEMBRE 24551 27007 295 76
4.2 Señalar el mejor lugar para el almacenaje
Para el almacenaje de materias primas como de productos terminados se
debe tener en cuenta algunos factores como el espacio disponible, la distancia
desde donde se almacena y la distancia donde se consume o la distancia de
donde se produce a donde se almacena, la facilidad para su carga y descarga y
las consideraciones que deba tener su almacenamiento para que no se degrade
o perezca.
4.2.1 Materias primas
Para el almacenaje de materias primas se cuenta con un área total de 158
m2, distribuidos de la siguiente forma:
Un área al aire libre de 12 m de frete por 9 metros de fondo con acceso
directo a la calle. Ésta es la mejor ubicación para el almacenaje de arena blanca
y sedimento de piedra pues queda directamente enfrente de la mezcladora, a
3m de distancia, lo que contribuye a que el recorrido sea mínimo. Tiene un
acceso directo hacia la calle y en su costado izquierdo tiene una puerta de
acceso. Esto hace que el abastecimiento sea fácil.
Ni la arena blanca ni el sedimento de piedra se degradan o perecen por la
exposición directa al aire libre o a la lluvia, por lo que un techo no es necesario.
Esta área cuenta con drenajes, para evitar la acumulación de agua de lluvia. El
lavado de los materiales se prevendrá con el levantado de pequeños muros de
contención de 40cm de alto.
Al tomar en cuenta los consumos de materiales, la distribución del área
deberá ser así:
Arena blanca: 80m2
Sedimento de piedra: 28m2
Se cuenta con una segunda área de 50 m2 totalmente techada, a la
izquierda de a 5m de la mezcladora. Esta área es ideal para el almacenamiento
del cemento, pues éste si se ve afectado por la lluvia. También cumple con el
criterio de facilidad de carga y descarga, pues tiene un costado de 5m que sirve
para la descarga del mismo. También queda cerca de la mezcladora lo cual es
importante pues es el material que más se usa en la elaboración de los bloques
de concreto.
El agua es una materia prima importante, pero no se cuenta con ningún
cisterna o tanque de almacenamiento ya que el abastecimiento por medio de la
red de agua potable local es abundante y constante.
4.2.2 Producto terminado
Para el almacenaje de producto terminado se cuenta con un área de
418m2, la cual queda atrás del predio y directamente enfrente de la puerta de
acceso a 14m de la puerta de entrada. Esta área está a 7m de la máquina
prensadora, de donde salen los bloques terminados. Esta área cuenta con
125m2 de sombra, pues el proceso de fabricación de los bloques de concreto
requiere que permanezcan en la sombra por 28 días para que se curen. El resto
del espacio está al aire libre, pues los bloques de concreto ya curados no se
ven afectados por la directa exposición al ambiente.
La carga de los camiones de hace fácil, pues enfrente hay un corredor de
5m de ancho por 14 de largo que da directamente hacia la puerta de entrada.
Este corredor proporciona espacio suficiente para que se carguen los camiones.
4.3 Definir el tamaño económico de lotes
Una de las decisiones básicas que deben tomarse en el manejo de
inventarios es la de equilibrar los costos de inversión en inventarios con los de
la colocación de pedidos de reposición de inventarios. La cantidad correcta a
pedir es aquella que mejor equilibra los costos relacionados con el número de
pedidos colocados y los costos relacionados con el tamaño de los pedidos
colocados. Cuando se han equilibrado adecuadamente estos costos, se
minimiza el costo total. La cantidad de pedido resultante se llama tamaño de
lote económico.
El problema de inventarios que con más frecuencia enfrentan los
comerciantes y los fabricantes es aquel en el que los niveles de existencias se
reducen con el tiempo y después se reabastecen con la llegada de nuevos
productos.
Las variables que intervienen en el cálculo son las siguientes:
a: Tasa conocida de consumo
Q: Ritmo de producción o llegada de artículos
K: Costo de pedido
c: Costo de producción o de compra
h: Costo de almacenaje
Q*:Tamaño económico de lote
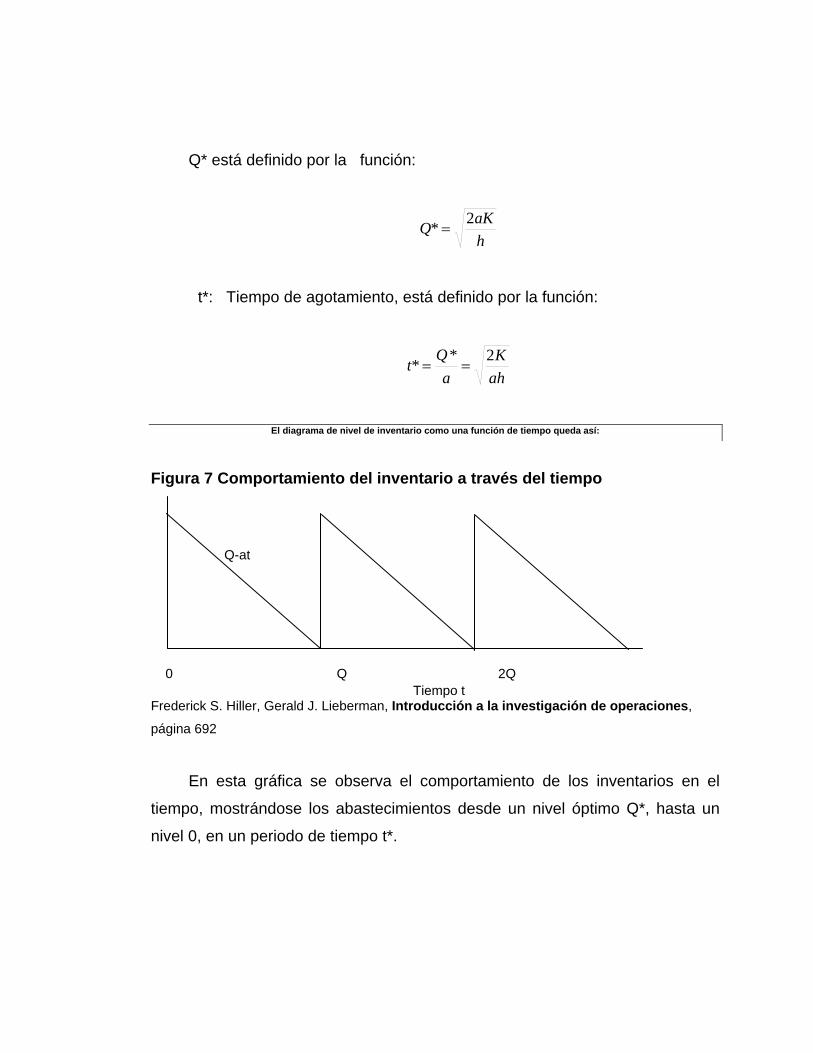
Q* está definido por la función:
haKQ 2* =
t*: Tiempo de agotamiento, está definido por la función:
ahK
aQt 2** ==
El diagrama de nivel de inventario como una función de tiempo queda así:
Figura 7 Comportamiento del inventario a través del tiempo
Q-at
0 Q 2Q Tiempo t Frederick S. Hiller, Gerald J. Lieberman, Introducción a la investigación de operaciones,
página 692
En esta gráfica se observa el comportamiento de los inventarios en el
tiempo, mostrándose los abastecimientos desde un nivel óptimo Q*, hasta un
nivel 0, en un periodo de tiempo t*.
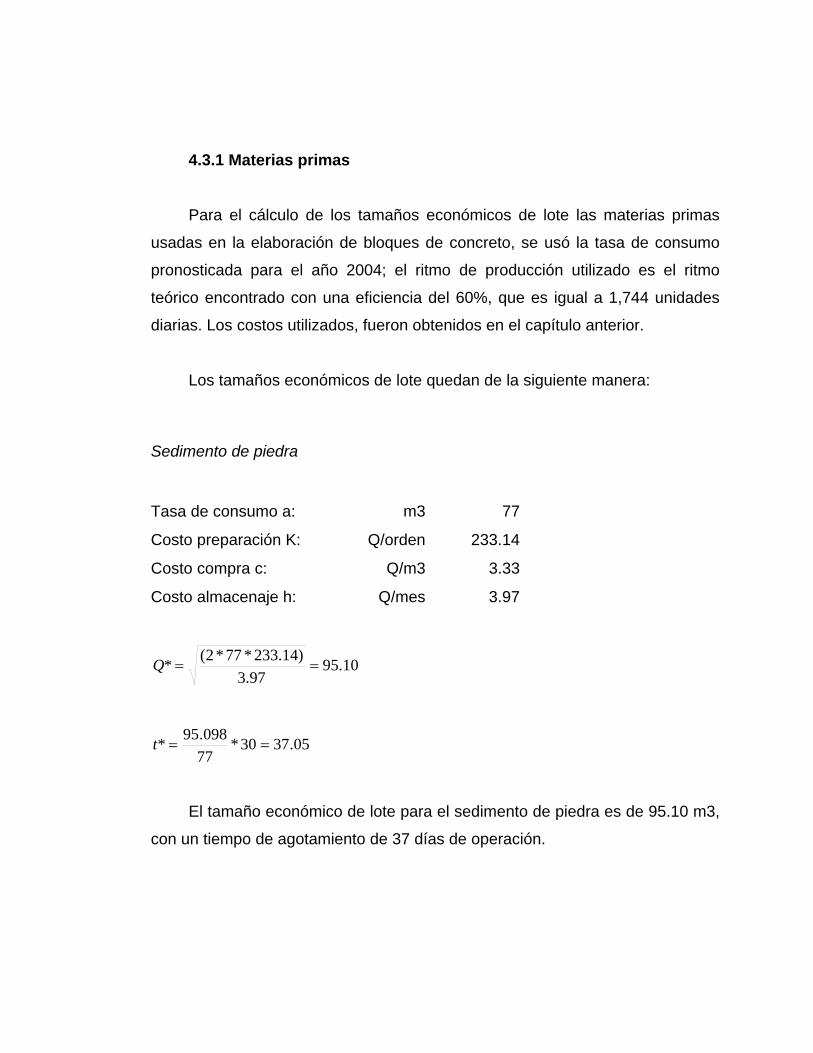
4.3.1 Materias primas
Para el cálculo de los tamaños económicos de lote las materias primas
usadas en la elaboración de bloques de concreto, se usó la tasa de consumo
pronosticada para el año 2004; el ritmo de producción utilizado es el ritmo
teórico encontrado con una eficiencia del 60%, que es igual a 1,744 unidades
diarias. Los costos utilizados, fueron obtenidos en el capítulo anterior.
Los tamaños económicos de lote quedan de la siguiente manera:
Sedimento de piedra
Tasa de consumo a: m3 77
Costo preparación K: Q/orden 233.14
Costo compra c: Q/m3 3.33
Costo almacenaje h: Q/mes 3.97
10.9597.3
)14.233*77*2(* ==Q
05.3730*77098.95* ==t
El tamaño económico de lote para el sedimento de piedra es de 95.10 m3,
con un tiempo de agotamiento de 37 días de operación.
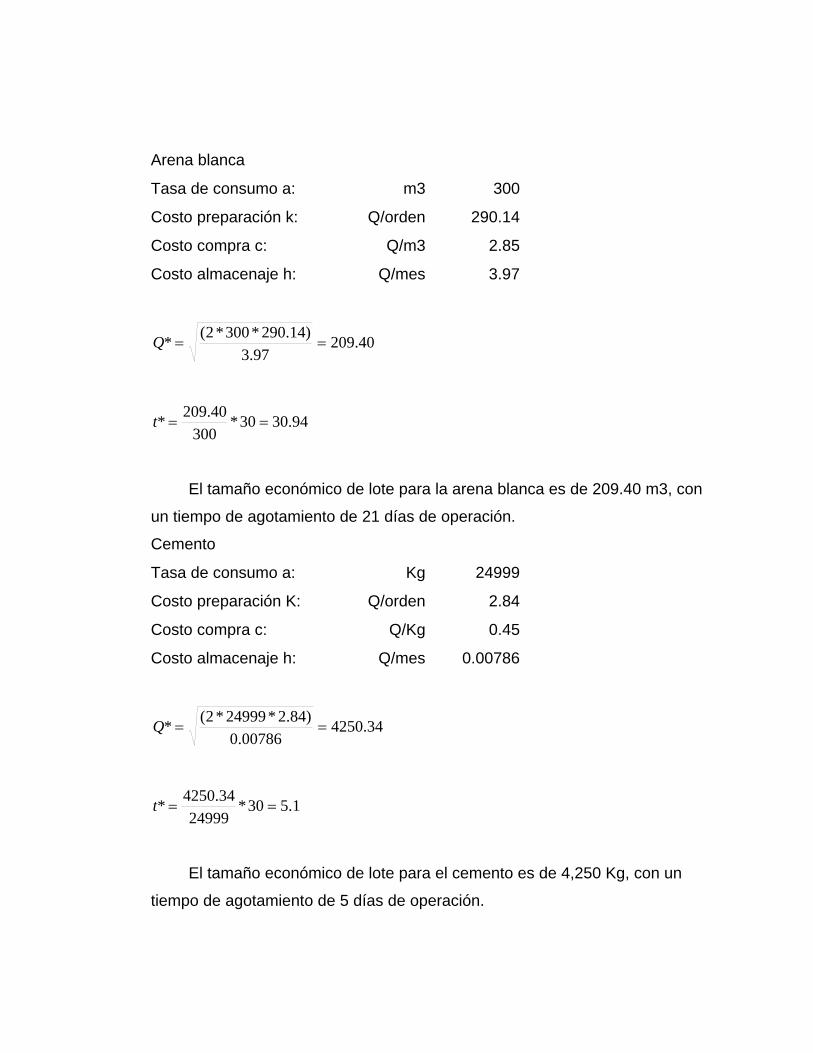
Arena blanca
Tasa de consumo a: m3 300
Costo preparación k: Q/orden 290.14
Costo compra c: Q/m3 2.85
Costo almacenaje h: Q/mes 3.97
40.20997.3
)14.290*300*2(* ==Q
94.3030*300
40.209* ==t
El tamaño económico de lote para la arena blanca es de 209.40 m3, con
un tiempo de agotamiento de 21 días de operación.
Cemento
Tasa de consumo a: Kg 24999
Costo preparación K: Q/orden 2.84
Costo compra c: Q/Kg 0.45
Costo almacenaje h: Q/mes 0.00786
34.425000786.0
)84.2*24999*2(* ==Q
1.530*24999
34.4250* ==t
El tamaño económico de lote para el cemento es de 4,250 Kg, con un
tiempo de agotamiento de 5 días de operación.
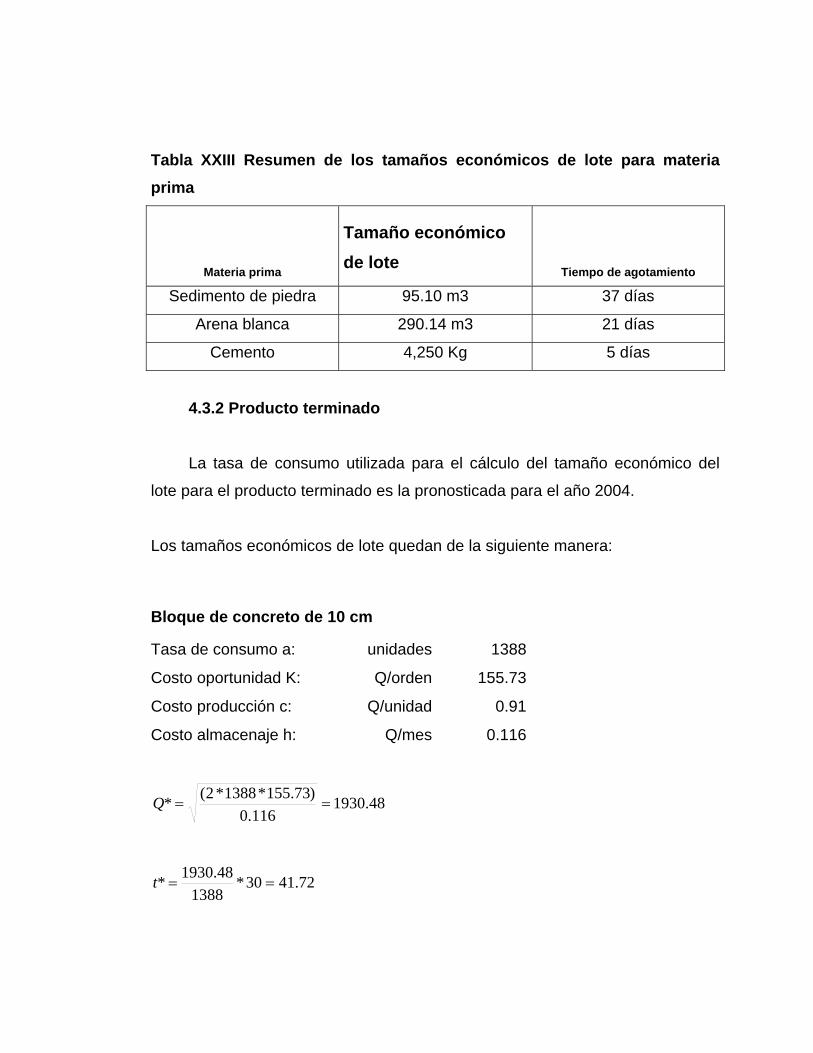
Tabla XXIII Resumen de los tamaños económicos de lote para materia prima
Materia prima
Tamaño económico de lote Tiempo de agotamiento
Sedimento de piedra 95.10 m3 37 días
Arena blanca 290.14 m3 21 días
Cemento 4,250 Kg 5 días
4.3.2 Producto terminado
La tasa de consumo utilizada para el cálculo del tamaño económico del
lote para el producto terminado es la pronosticada para el año 2004.
Los tamaños económicos de lote quedan de la siguiente manera:
Bloque de concreto de 10 cm
Tasa de consumo a: unidades 1388
Costo oportunidad K: Q/orden 155.73
Costo producción c: Q/unidad 0.91
Costo almacenaje h: Q/mes 0.116
48.1930116.0
)73.155*1388*2(* ==Q
72.4130*1388
48.1930* ==t
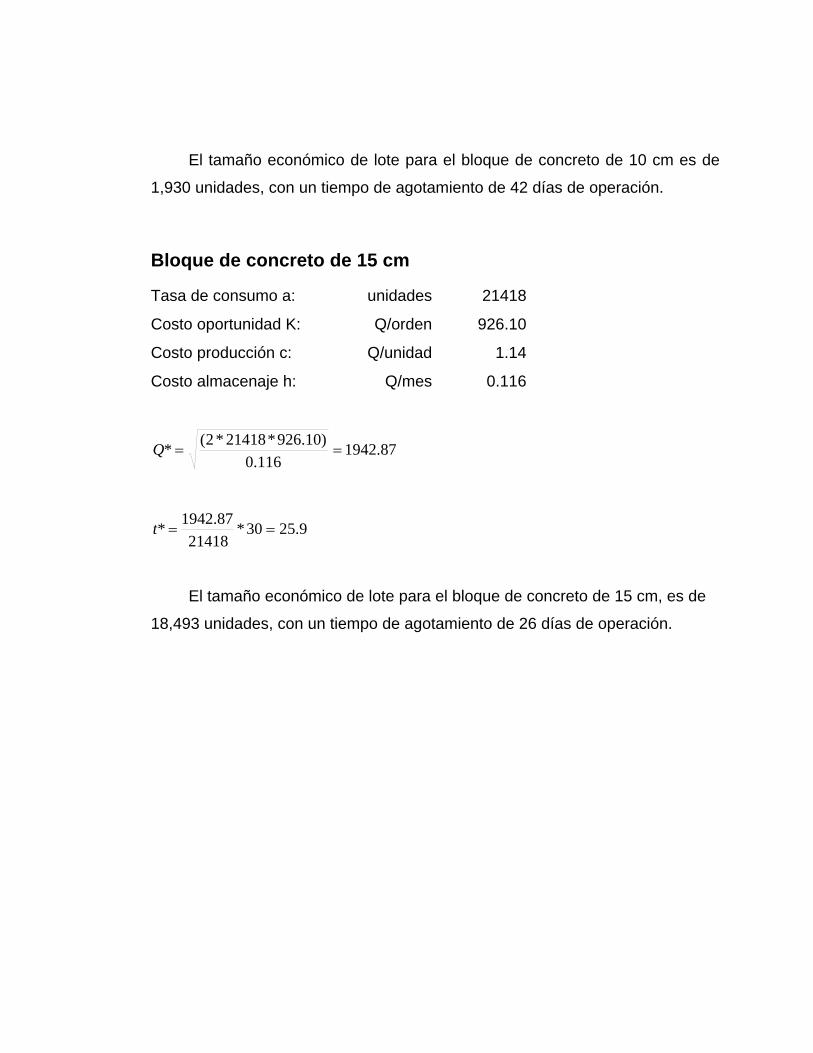
El tamaño económico de lote para el bloque de concreto de 10 cm es de
1,930 unidades, con un tiempo de agotamiento de 42 días de operación.
Bloque de concreto de 15 cm
Tasa de consumo a: unidades 21418
Costo oportunidad K: Q/orden 926.10
Costo producción c: Q/unidad 1.14
Costo almacenaje h: Q/mes 0.116
87.1942116.0
)10.926*21418*2(* ==Q
9.2530*21418
87.1942* ==t
El tamaño económico de lote para el bloque de concreto de 15 cm, es de
18,493 unidades, con un tiempo de agotamiento de 26 días de operación.
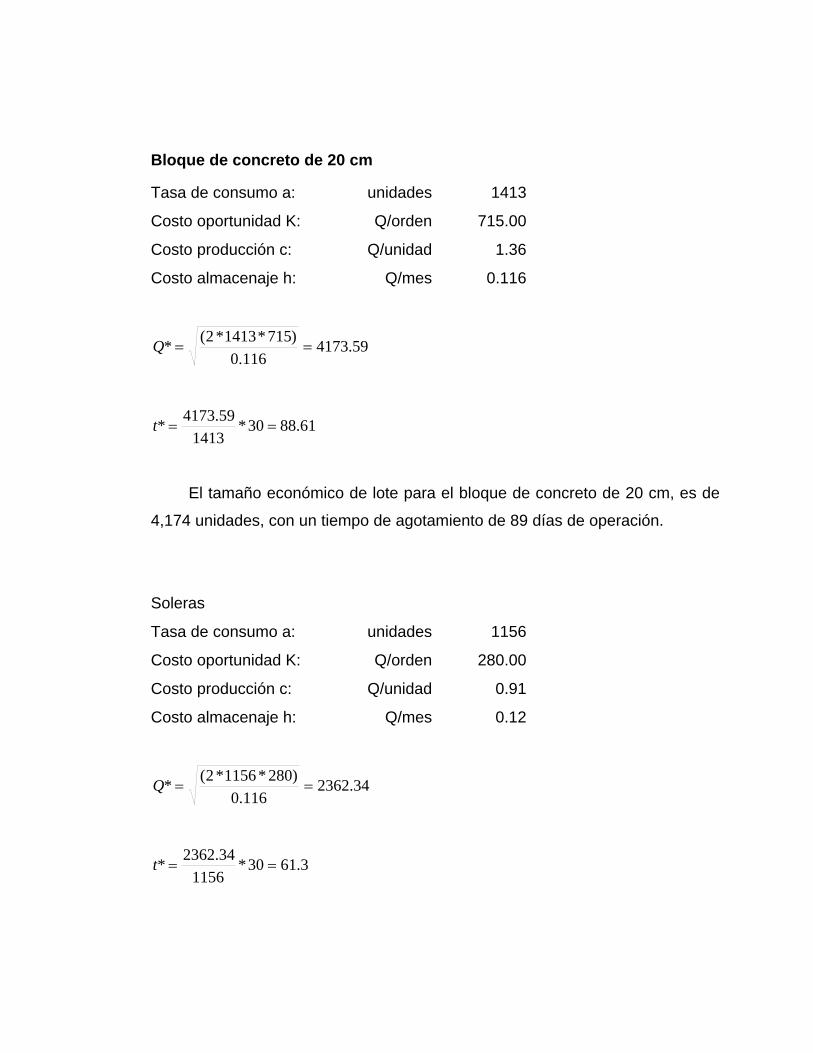
Bloque de concreto de 20 cm
Tasa de consumo a: unidades 1413
Costo oportunidad K: Q/orden 715.00
Costo producción c: Q/unidad 1.36
Costo almacenaje h: Q/mes 0.116
59.4173116.0
)715*1413*2(* ==Q
61.8830*1413
59.4173* ==t
El tamaño económico de lote para el bloque de concreto de 20 cm, es de
4,174 unidades, con un tiempo de agotamiento de 89 días de operación.
Soleras
Tasa de consumo a: unidades 1156
Costo oportunidad K: Q/orden 280.00
Costo producción c: Q/unidad 0.91
Costo almacenaje h: Q/mes 0.12
34.2362116.0
)280*1156*2(* ==Q
3.6130*1156
34.2362* ==t
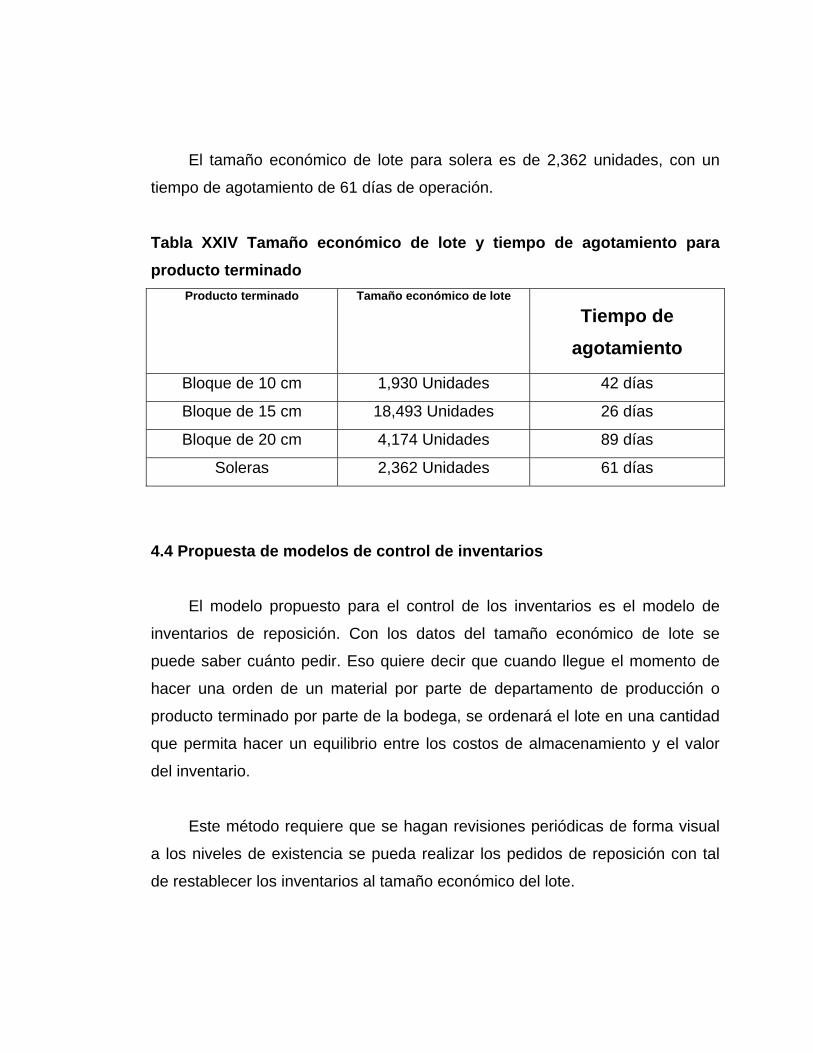
El tamaño económico de lote para solera es de 2,362 unidades, con un
tiempo de agotamiento de 61 días de operación.
Tabla XXIV Tamaño económico de lote y tiempo de agotamiento para producto terminado
Producto terminado Tamaño económico de lote
Tiempo de agotamiento
Bloque de 10 cm 1,930 Unidades 42 días
Bloque de 15 cm 18,493 Unidades 26 días
Bloque de 20 cm 4,174 Unidades 89 días
Soleras 2,362 Unidades 61 días
4.4 Propuesta de modelos de control de inventarios
El modelo propuesto para el control de los inventarios es el modelo de
inventarios de reposición. Con los datos del tamaño económico de lote se
puede saber cuánto pedir. Eso quiere decir que cuando llegue el momento de
hacer una orden de un material por parte de departamento de producción o
producto terminado por parte de la bodega, se ordenará el lote en una cantidad
que permita hacer un equilibrio entre los costos de almacenamiento y el valor
del inventario.
Este método requiere que se hagan revisiones periódicas de forma visual
a los niveles de existencia se pueda realizar los pedidos de reposición con tal
de restablecer los inventarios al tamaño económico del lote.
Como cada retiro de los inventarios baja el nivel de los mismos, es
necesario calcular los niveles de reorden para cada una de las materias primas
y cada uno de los productos terminados, con el fin de hacer los pedidos de
reabastecimiento en el momento oportuno.
Es necesario calcular una existencia de seguridad, con el fin de
contemplar los posibles retrasos que tengan los proveedores en la entrega de
material o el departamento de producción y así disminuir el riesgo de agotar
existencias.
5. IMPLEMENTACIÓN DE CONTROL DE INVENTARIOS
En la implantación de los modelos de tamaño económico de lote, se
cambia la manera en la cual se venían haciendo los pedidos a los proveedores
y los pedidos a producción por un modelo que optimiza la relación entre el
tamaño del lote con la inversión en el mismo. También se cambia la manera
como se hacían las corridas de producción con el fin de optimizar los recursos.
Como referencia se toman los valores de los inventarios al momento de la
implementación, para hacer evaluaciones futuras.
5.1 Implementación de tamaño económico de lote
Para la implantación del uso de tamaño económico de lotes, se hace
referencia a los cálculos que se realizaron en los capítulos 3 y 4.
5.1.1 Implementación en materia primas
Cuando se inició la implementación de tamaños económicos de lote, los
inventarios de las distintas materias primas existentes se tomaron como
inventarios iniciales y a partir de ello, se procedió a ajustar los mismos.
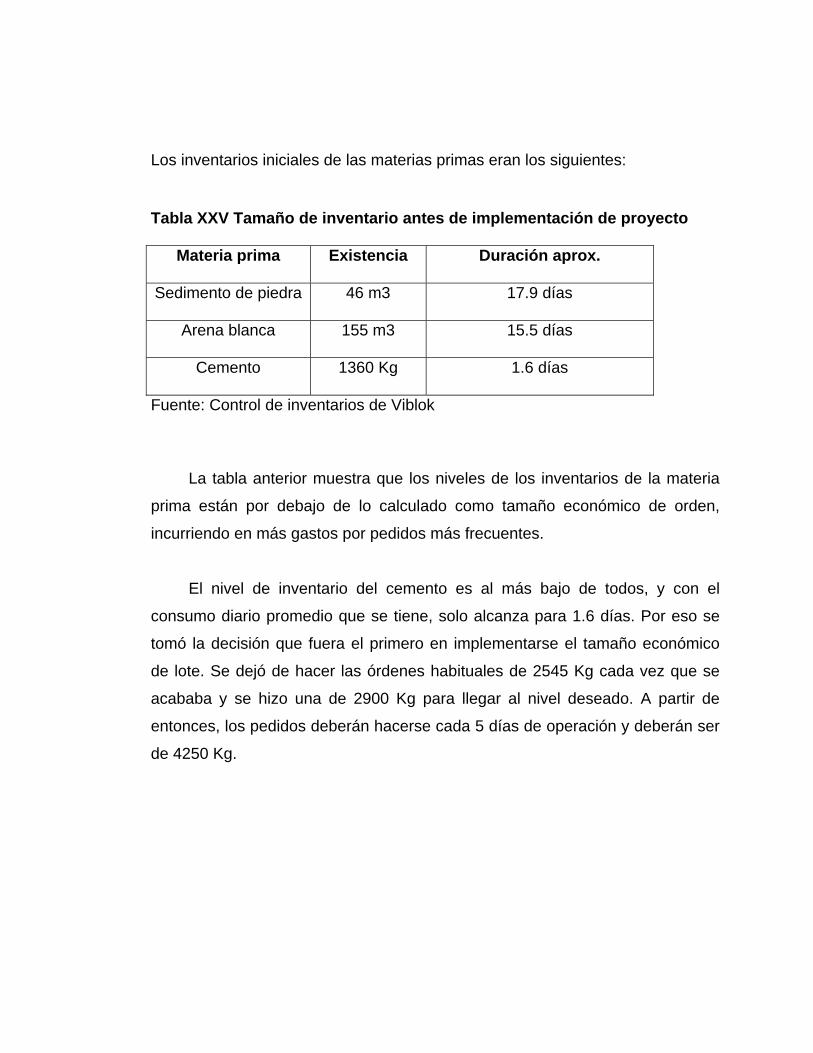
Los inventarios iniciales de las materias primas eran los siguientes:
Tabla XXV Tamaño de inventario antes de implementación de proyecto
Materia prima Existencia Duración aprox.
Sedimento de piedra 46 m3 17.9 días
Arena blanca 155 m3 15.5 días
Cemento 1360 Kg 1.6 días
Fuente: Control de inventarios de Viblok
La tabla anterior muestra que los niveles de los inventarios de la materia
prima están por debajo de lo calculado como tamaño económico de orden,
incurriendo en más gastos por pedidos más frecuentes.
El nivel de inventario del cemento es al más bajo de todos, y con el
consumo diario promedio que se tiene, solo alcanza para 1.6 días. Por eso se
tomó la decisión que fuera el primero en implementarse el tamaño económico
de lote. Se dejó de hacer las órdenes habituales de 2545 Kg cada vez que se
acababa y se hizo una de 2900 Kg para llegar al nivel deseado. A partir de
entonces, los pedidos deberán hacerse cada 5 días de operación y deberán ser
de 4250 Kg.
En el caso de la arena blanca, el inventario era de 155 m3, con una
duración aproximada de 15.5 días. Se dejó de hacer el pedido habitual de 10
m3 y se hizo uno de 135 m3 para llegar al nivel óptimo deseado, con esto en
lugar de hacer 20 pedidos en un solo mes, se hacen 3 pedidos en 2 meses (1.5
pedidos por mes), los cuales deben hacerse de 290 m3 y se deberán hacer
cada 21 días de operación.
El sedimento de piedra, que es la materia prima de menor consumo, tenía
un nivel inicial de 46 m3, que es un poco más de la mitad que se debería tener.
Se dejo de hacer pedidos de 8 m3 cada vez que se agotaba la existencia y se
hizo un pedido de 49 m3 para completar el inventario y llegar al nivel óptimo
que es de 95 m3, el cual deberá tener una duración aproximada de 37 días de
operación.
5.1.2 Implementación en producto terminado
Para la implementación del tamaño económico de lote en el producto
terminado se tomó los niveles de producto en bodega como un inventario inicial
de referencia. Los niveles de inventario se muestran en la tabla siguiente:
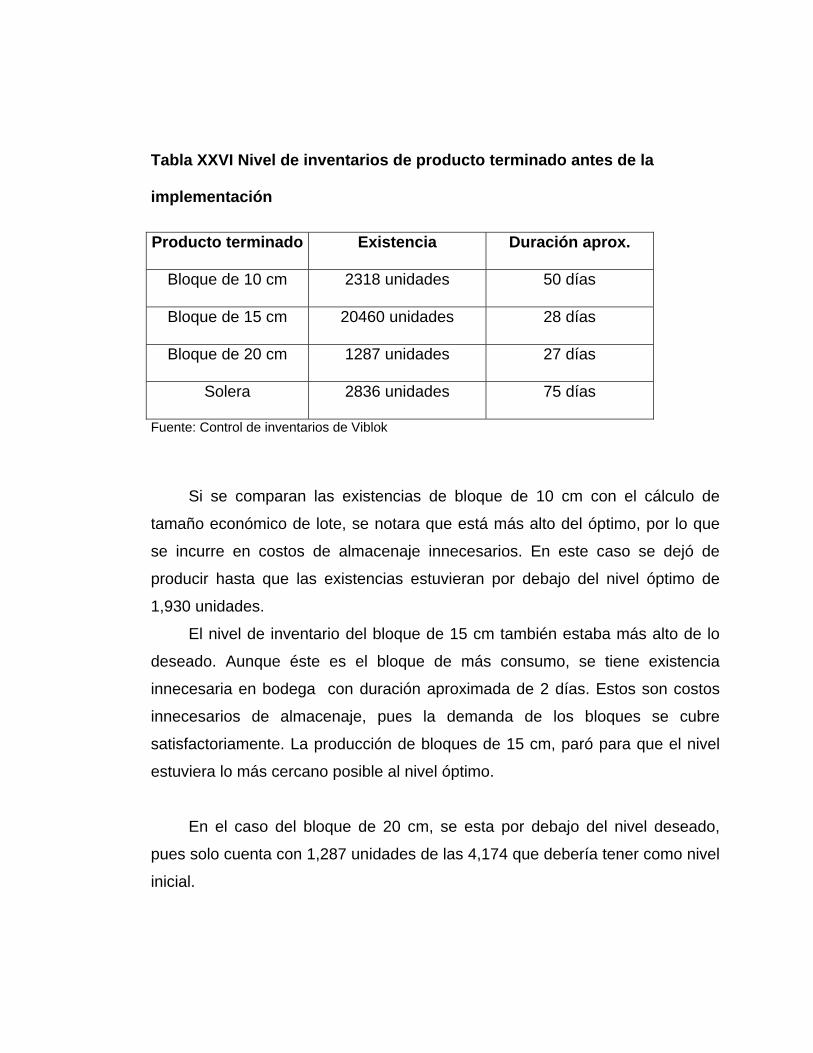
Tabla XXVI Nivel de inventarios de producto terminado antes de la
implementación
Producto terminado Existencia Duración aprox.
Bloque de 10 cm 2318 unidades 50 días
Bloque de 15 cm 20460 unidades 28 días
Bloque de 20 cm 1287 unidades 27 días
Solera 2836 unidades 75 días
Fuente: Control de inventarios de Viblok
Si se comparan las existencias de bloque de 10 cm con el cálculo de
tamaño económico de lote, se notara que está más alto del óptimo, por lo que
se incurre en costos de almacenaje innecesarios. En este caso se dejó de
producir hasta que las existencias estuvieran por debajo del nivel óptimo de
1,930 unidades.
El nivel de inventario del bloque de 15 cm también estaba más alto de lo
deseado. Aunque éste es el bloque de más consumo, se tiene existencia
innecesaria en bodega con duración aproximada de 2 días. Estos son costos
innecesarios de almacenaje, pues la demanda de los bloques se cubre
satisfactoriamente. La producción de bloques de 15 cm, paró para que el nivel
estuviera lo más cercano posible al nivel óptimo.
En el caso del bloque de 20 cm, se esta por debajo del nivel deseado,
pues solo cuenta con 1,287 unidades de las 4,174 que debería tener como nivel
inicial.
En este caso se programó una corrida de producción de 2900 unidades
con el fin de tener el nivel inicial deseado. En este caso se corre el riesgo de
agotar existencias y como consecuencia tener el costo de una demanda
insatisfecha.
El nivel inicial de inventario de las soleras está por encima del nivel óptimo
buscado, pues tiene 474 unidades más de lo que debería, lo que equivale a 14
días de almacenaje. La producción de soleras se detuvo hasta que los
inventarios estuvieran por debajo del nivel óptimo deseado.
5.2 Control de materiales
Las demandas del gran volumen de materiales utilizados en el proceso de
producción surgen de las decisiones de fabricar un producto que los contiene.
La manera más sencilla de combinar los requerimientos de tales decisiones es
el diagrama de explosión. Se trata de una serie de materiales enlistados junto
con sus presentaciones en la columna de la izquierda y los componentes en el
renglón superior.
Para llevar este control, el encargado de producción determinará los
requerimientos de una corrida de producción. Deberá anotar los volúmenes
consumidos de materiales por cada presentación y al final de cada columna
deberá totalizar los volúmenes necesitados de cada material.
Estos volúmenes deben ser comparados con las existencias de cada uno
de ellos y se determinará si se cuenta con el suficiente material. Este diagrama
muestra únicamente la cantidad requerida de cada material en una corrida de
producción.
El diagrama de explosión debe hacerse cada semana, para determinar si
los materiales se terminan dentro de lo programado o no. Como se aprecia en
el ejemplo, el cemento no alcanza para la totalidad de la producción planeada,
por lo que se requiere de un pedido.
Para el control de las materias primas y del producto terminado en las
bodegas, se implementó una hoja de registro de inventario por producto, en la
cual se indican datos de inventario perpetuo plan inicial + lo recibido – lo
entregado = lo que se tiene + lo que ya está pedido – lo ya asignado = lo
disponible para planear.
El bodeguero es el encargado de llevar las hojas de registro de inventario,
haciendo todas las anotaciones en el momento de una requisición o de un
ingreso.
En los anexos 2 y 3 se presenta un ejemplo de una hoja de registro de
inventario, que se usó para la arena blanca y un diagrama de explosión de
inventarios.
5.3 Reabastecimiento de materiales
Para tener un buen control de los inventarios es necesario saber cuándo
hay que pedir y se debe tener un inventario de seguridad, con el cual se pueda
soportar los atrasos en fabricación o un atraso por parte de los proveedores, por
eso fue necesario calcular la existencia mínimo de seguridad (EMS) y el nivel
de reorden (NR)
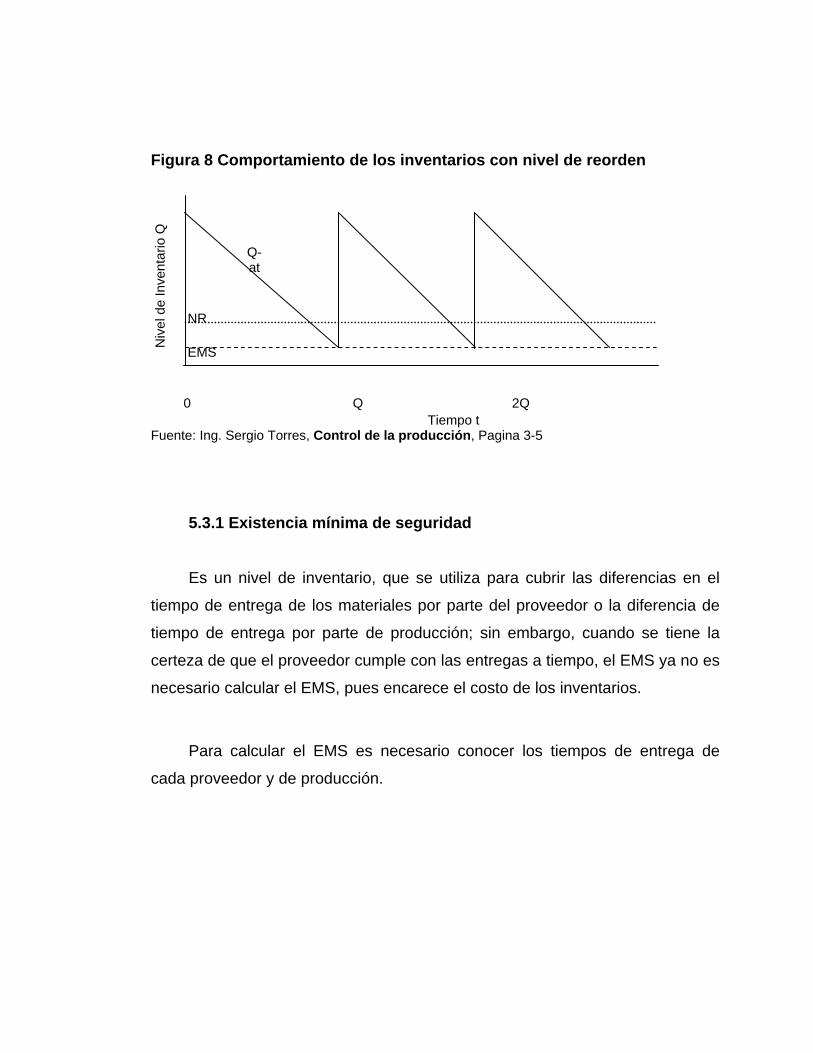
Figura 8 Comportamiento de los inventarios con nivel de reorden
Q-at
NR EMS N
ivel
de
Inve
ntar
io Q
0 Q 2Q Tiempo t Fuente: Ing. Sergio Torres, Control de la producción, Pagina 3-5
5.3.1 Existencia mínima de seguridad
Es un nivel de inventario, que se utiliza para cubrir las diferencias en el
tiempo de entrega de los materiales por parte del proveedor o la diferencia de
tiempo de entrega por parte de producción; sin embargo, cuando se tiene la
certeza de que el proveedor cumple con las entregas a tiempo, el EMS ya no es
necesario calcular el EMS, pues encarece el costo de los inventarios.
Para calcular el EMS es necesario conocer los tiempos de entrega de
cada proveedor y de producción.
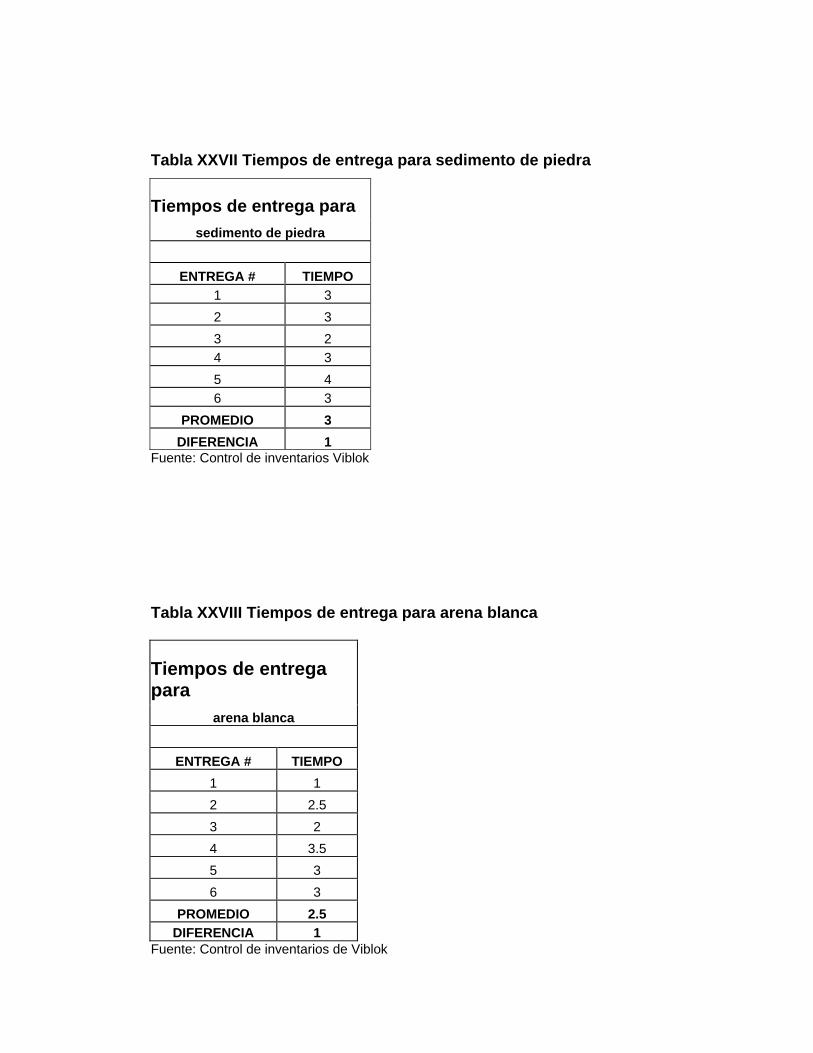
Tabla XXVII Tiempos de entrega para sedimento de piedra
Fuente: Control de inventarios Viblok
Tabla XXVIII Tiempos de entrega para arena blanca
Tiempos de entrega para
arena blanca
ENTREGA # TIEMPO 1 1 2 2.5 3 2 4 3.5 5 3 6 3
PROMEDIO 2.5 DIFERENCIA 1
Fuente: Control de inventarios de Viblok
Tiempos de entrega para sedimento de piedra
ENTREGA # TIEMPO
1 3 2 3 3 2 4 3 5 4 6 3
PROMEDIO 3 DIFERENCIA 1
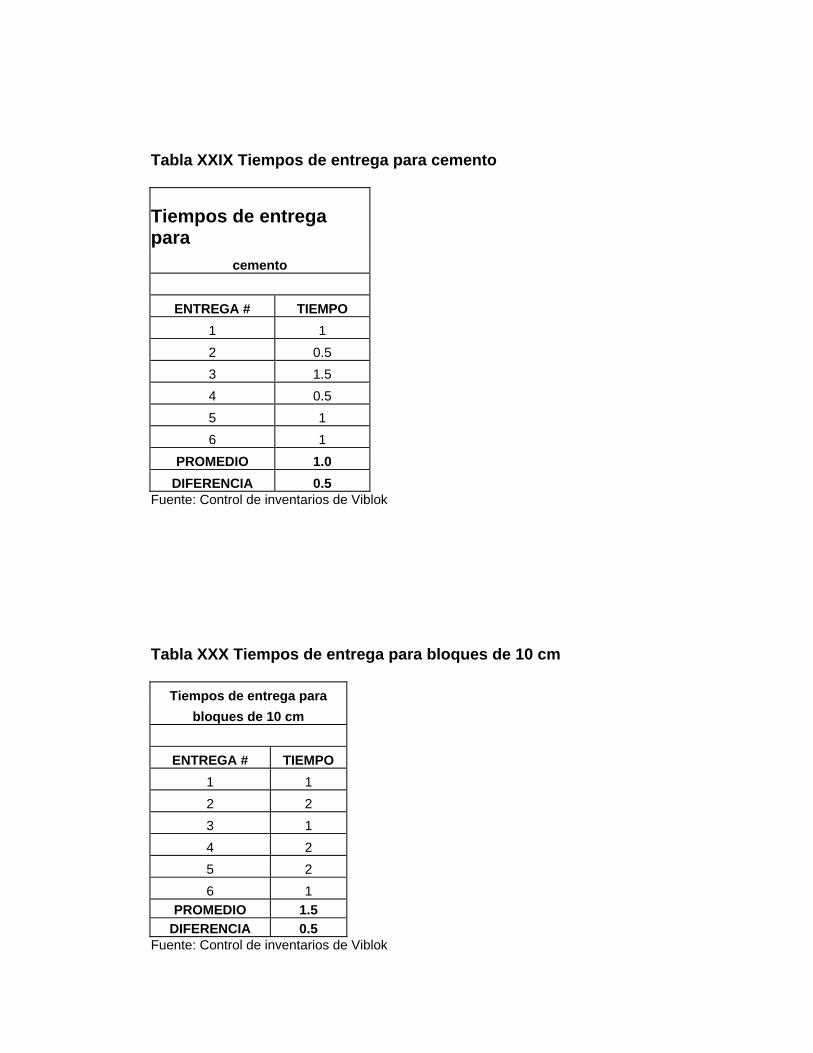
Tabla XXIX Tiempos de entrega para cemento
Tiempos de entrega para
cemento
ENTREGA # TIEMPO 1 1 2 0.5 3 1.5 4 0.5 5 1 6 1
PROMEDIO 1.0 DIFERENCIA 0.5
Fuente: Control de inventarios de Viblok
Tabla XXX Tiempos de entrega para bloques de 10 cm
Tiempos de entrega para bloques de 10 cm
ENTREGA # TIEMPO
1 1 2 2 3 1 4 2 5 2 6 1
PROMEDIO 1.5 DIFERENCIA 0.5
Fuente: Control de inventarios de Viblok
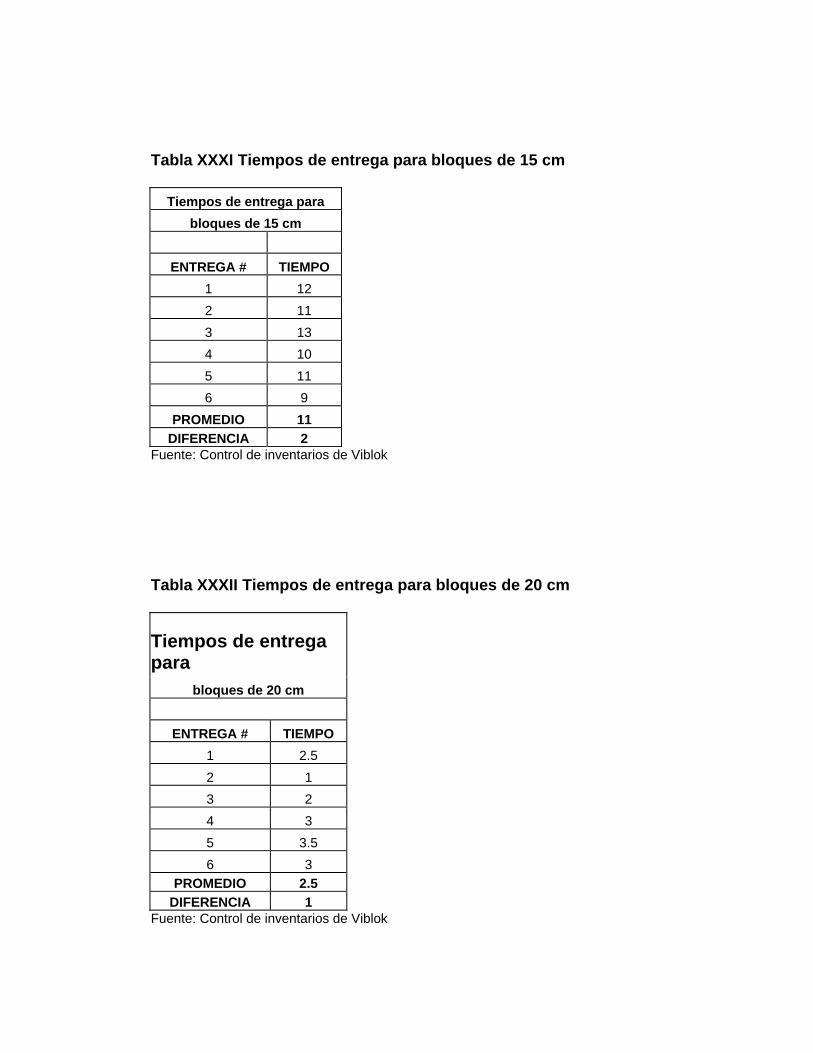
Tabla XXXI Tiempos de entrega para bloques de 15 cm
Tiempos de entrega para bloques de 15 cm
ENTREGA # TIEMPO
1 12 2 11 3 13 4 10 5 11 6 9
PROMEDIO 11 DIFERENCIA 2
Fuente: Control de inventarios de Viblok
Tabla XXXII Tiempos de entrega para bloques de 20 cm
Tiempos de entrega para
bloques de 20 cm
ENTREGA # TIEMPO 1 2.5 2 1 3 2 4 3 5 3.5 6 3
PROMEDIO 2.5 DIFERENCIA 1
Fuente: Control de inventarios de Viblok
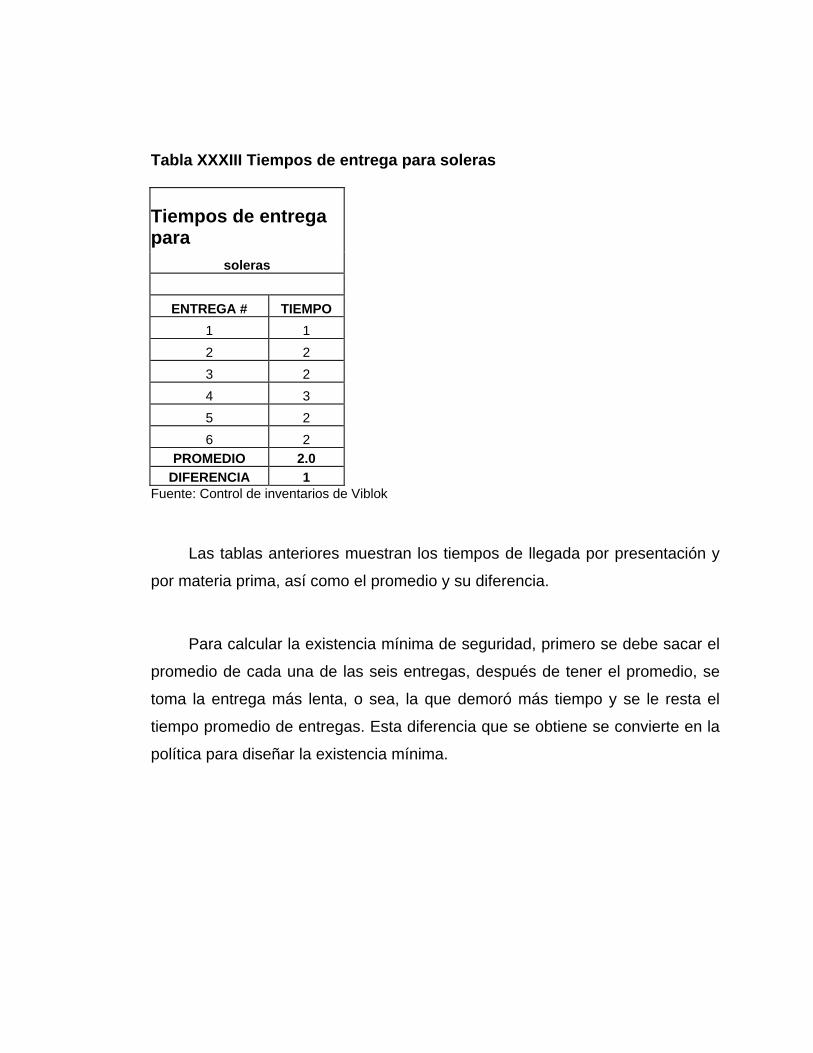
Tabla XXXIII Tiempos de entrega para soleras
Tiempos de entrega para
soleras
ENTREGA # TIEMPO 1 1 2 2 3 2 4 3 5 2 6 2
PROMEDIO 2.0 DIFERENCIA 1
Fuente: Control de inventarios de Viblok
Las tablas anteriores muestran los tiempos de llegada por presentación y
por materia prima, así como el promedio y su diferencia.
Para calcular la existencia mínima de seguridad, primero se debe sacar el
promedio de cada una de las seis entregas, después de tener el promedio, se
toma la entrega más lenta, o sea, la que demoró más tiempo y se le resta el
tiempo promedio de entregas. Esta diferencia que se obtiene se convierte en la
política para diseñar la existencia mínima.
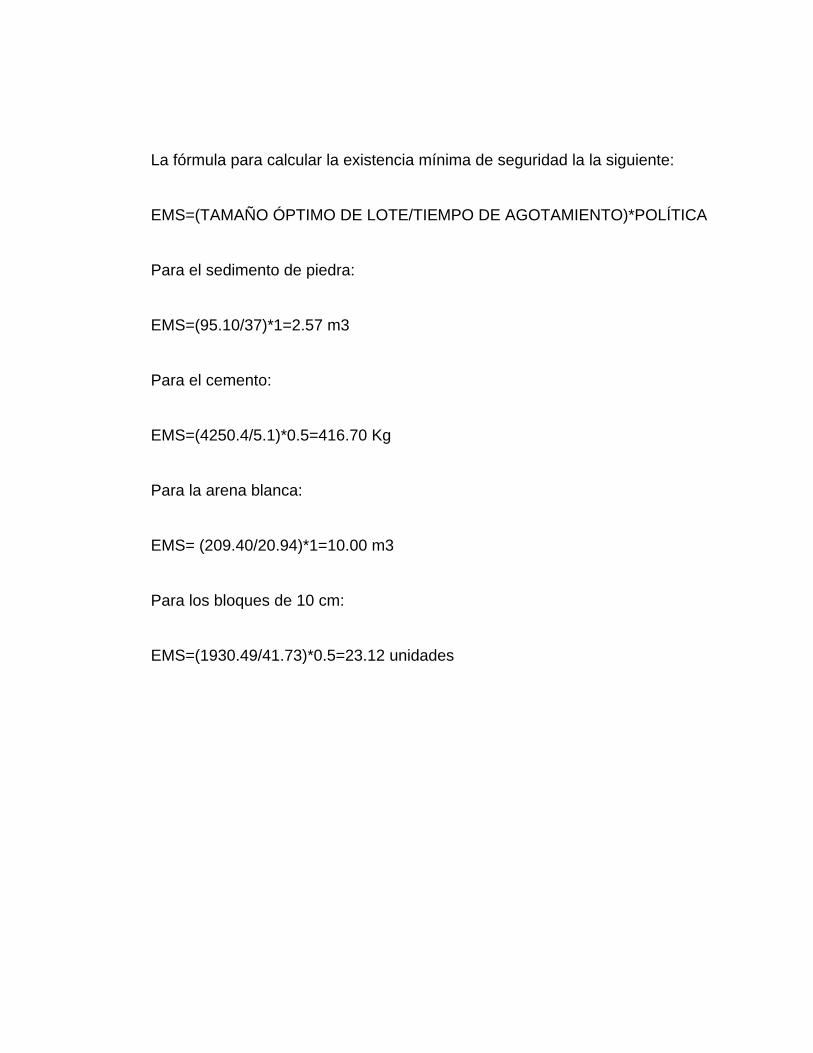
La fórmula para calcular la existencia mínima de seguridad la la siguiente:
EMS=(TAMAÑO ÓPTIMO DE LOTE/TIEMPO DE AGOTAMIENTO)*POLÍTICA
Para el sedimento de piedra:
EMS=(95.10/37)*1=2.57 m3
Para el cemento:
EMS=(4250.4/5.1)*0.5=416.70 Kg
Para la arena blanca:
EMS= (209.40/20.94)*1=10.00 m3
Para los bloques de 10 cm:
EMS=(1930.49/41.73)*0.5=23.12 unidades
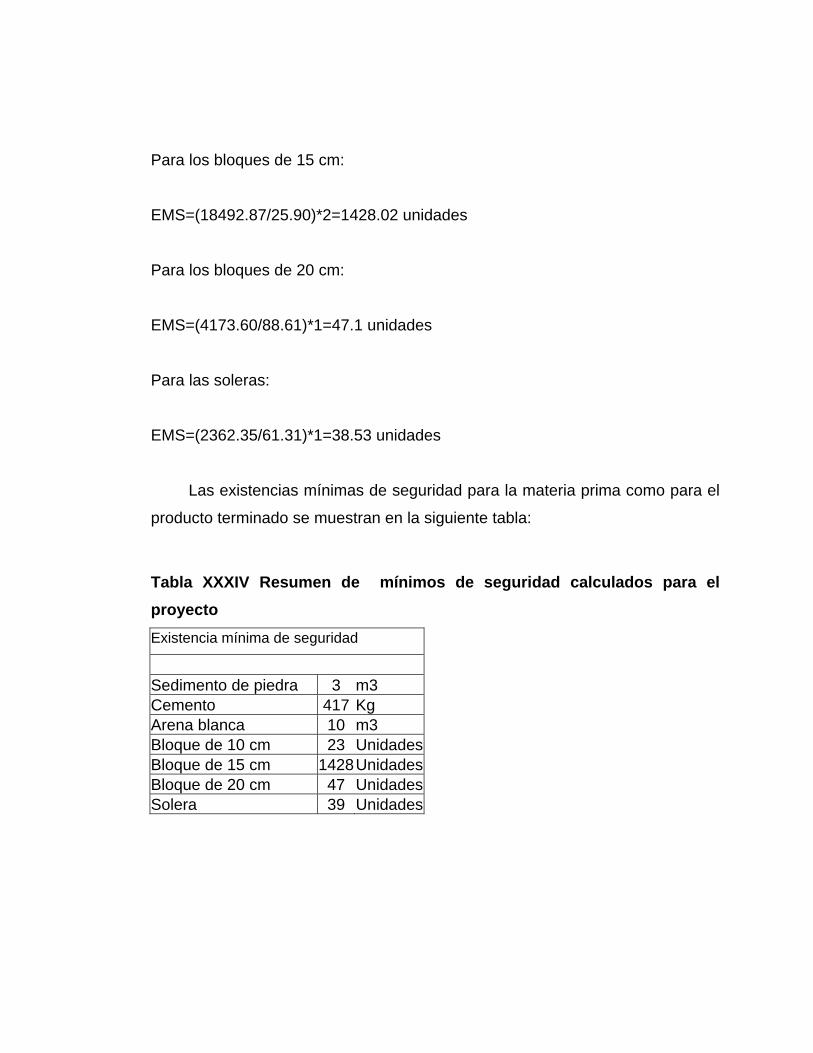
Para los bloques de 15 cm:
EMS=(18492.87/25.90)*2=1428.02 unidades
Para los bloques de 20 cm:
EMS=(4173.60/88.61)*1=47.1 unidades
Para las soleras:
EMS=(2362.35/61.31)*1=38.53 unidades
Las existencias mínimas de seguridad para la materia prima como para el
producto terminado se muestran en la siguiente tabla:
Tabla XXXIV Resumen de mínimos de seguridad calculados para el proyecto
Existencia mínima de seguridad
Sedimento de piedra 3 m3 Cemento 417 Kg Arena blanca 10 m3 Bloque de 10 cm 23 UnidadesBloque de 15 cm 1428UnidadesBloque de 20 cm 47 UnidadesSolera 39 Unidades
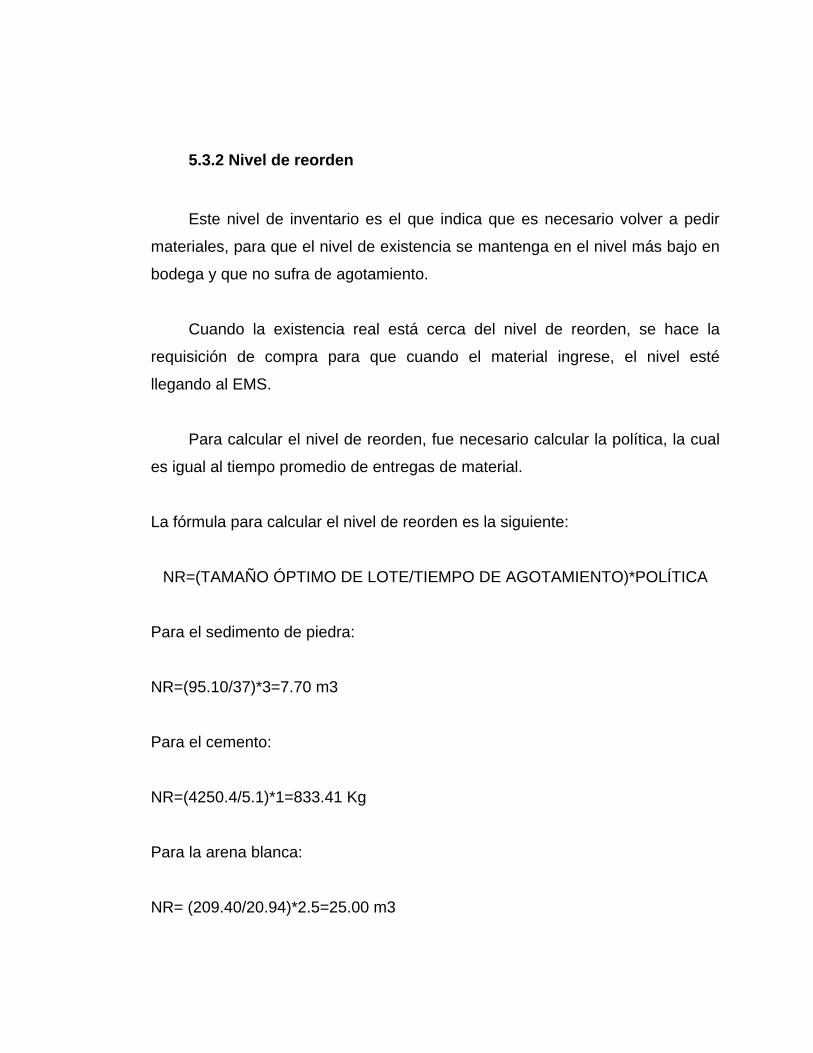
5.3.2 Nivel de reorden
Este nivel de inventario es el que indica que es necesario volver a pedir
materiales, para que el nivel de existencia se mantenga en el nivel más bajo en
bodega y que no sufra de agotamiento.
Cuando la existencia real está cerca del nivel de reorden, se hace la
requisición de compra para que cuando el material ingrese, el nivel esté
llegando al EMS.
Para calcular el nivel de reorden, fue necesario calcular la política, la cual
es igual al tiempo promedio de entregas de material.
La fórmula para calcular el nivel de reorden es la siguiente:
NR=(TAMAÑO ÓPTIMO DE LOTE/TIEMPO DE AGOTAMIENTO)*POLÍTICA
Para el sedimento de piedra:
NR=(95.10/37)*3=7.70 m3
Para el cemento:
NR=(4250.4/5.1)*1=833.41 Kg
Para la arena blanca:
NR= (209.40/20.94)*2.5=25.00 m3
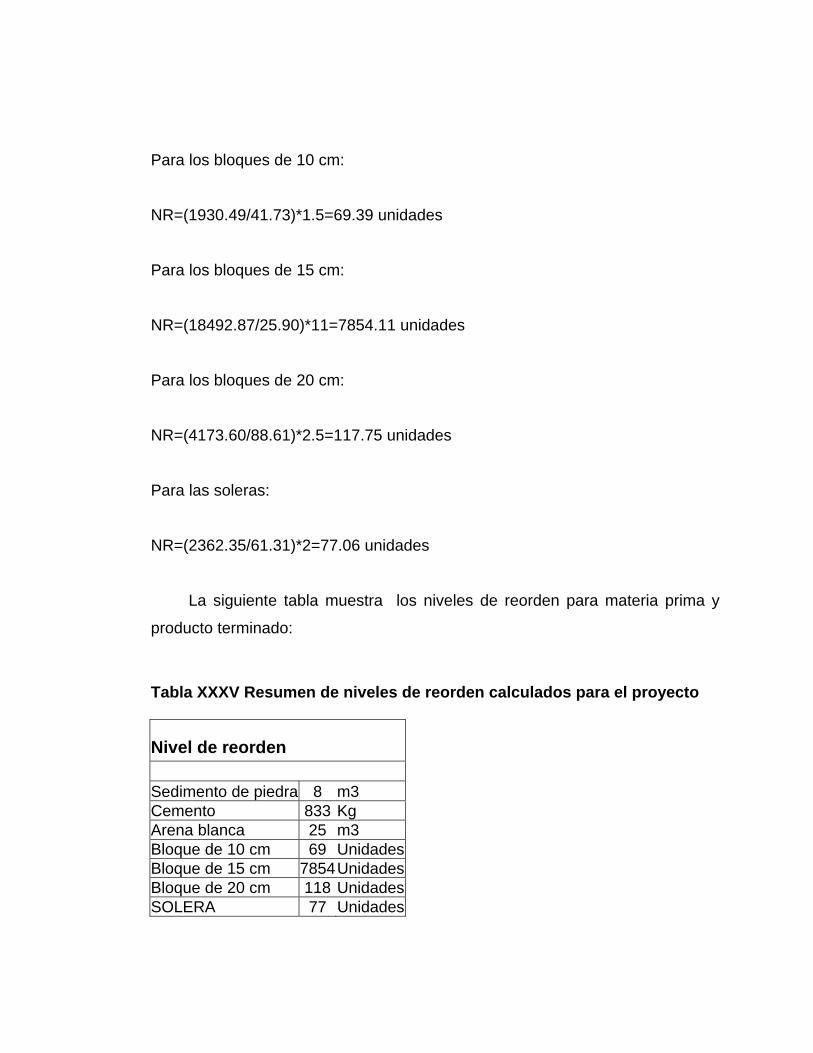
Para los bloques de 10 cm:
NR=(1930.49/41.73)*1.5=69.39 unidades
Para los bloques de 15 cm:
NR=(18492.87/25.90)*11=7854.11 unidades
Para los bloques de 20 cm:
NR=(4173.60/88.61)*2.5=117.75 unidades
Para las soleras:
NR=(2362.35/61.31)*2=77.06 unidades
La siguiente tabla muestra los niveles de reorden para materia prima y
producto terminado:
Tabla XXXV Resumen de niveles de reorden calculados para el proyecto
Nivel de reorden Sedimento de piedra 8 m3 Cemento 833 Kg Arena blanca 25 m3 Bloque de 10 cm 69 UnidadesBloque de 15 cm 7854UnidadesBloque de 20 cm 118 UnidadesSOLERA 77 Unidades
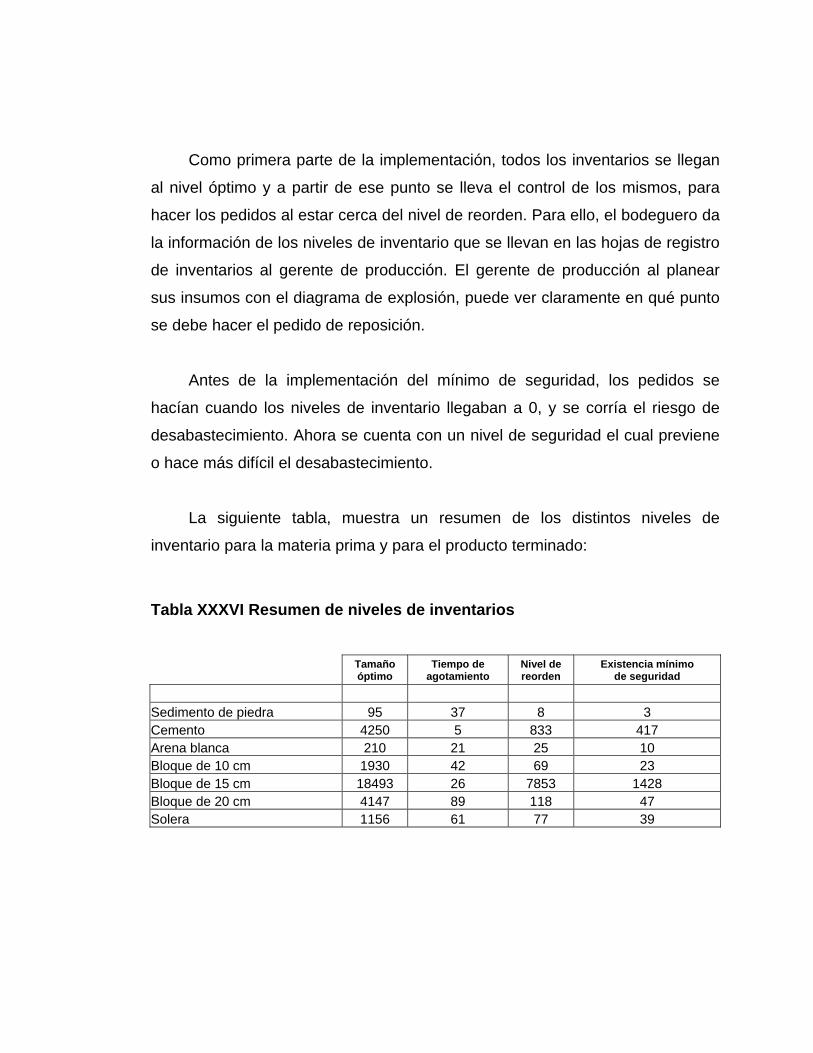
Como primera parte de la implementación, todos los inventarios se llegan
al nivel óptimo y a partir de ese punto se lleva el control de los mismos, para
hacer los pedidos al estar cerca del nivel de reorden. Para ello, el bodeguero da
la información de los niveles de inventario que se llevan en las hojas de registro
de inventarios al gerente de producción. El gerente de producción al planear
sus insumos con el diagrama de explosión, puede ver claramente en qué punto
se debe hacer el pedido de reposición.
Antes de la implementación del mínimo de seguridad, los pedidos se
hacían cuando los niveles de inventario llegaban a 0, y se corría el riesgo de
desabastecimiento. Ahora se cuenta con un nivel de seguridad el cual previene
o hace más difícil el desabastecimiento.
La siguiente tabla, muestra un resumen de los distintos niveles de
inventario para la materia prima y para el producto terminado:
Tabla XXXVI Resumen de niveles de inventarios
Tamaño óptimo
Tiempo de agotamiento
Nivel de reorden
Existencia mínimo de seguridad
Sedimento de piedra 95 37 8 3 Cemento 4250 5 833 417 Arena blanca 210 21 25 10 Bloque de 10 cm 1930 42 69 23 Bloque de 15 cm 18493 26 7853 1428 Bloque de 20 cm 4147 89 118 47 Solera 1156 61 77 39
6.VALIDACIÓN DEL CONTROL DE INVENTARIOS
La validación del control de los inventarios se hace por medio de la
comparación de los costos antes y durante la implementación de proyecto.
Como se busca un equilibro entre tamaño del inventario y su costo, la variación
en el tamaño de los inventarios también es decisiva para validar el proyecto.
6.1 Análisis del costo de los inventarios El costo de los inventarios se analiza haciendo una comparación directa
de los valores que se tenían con el modelo anterior de inventario y los valores
que se tienen por ciclo con el modelo implementado. Para hacer un análisis
verdadero, se hace una comparación anual, considerando la variación del valor
del dinero en el tiempo tomando una tasa de inflación del 6% que está vigente
para julio de 2004.
6.1.1 Costo del inventario de materia prima
Los costos del inventario de la materia prima se presentan en las
siguientes tablas, las cuales muestran el costo obtenido hasta el 31 mayo de
2004 con el costo obtenido en 30 junio de 2004, a un mes de iniciados los
nuevos modelos de inventario.
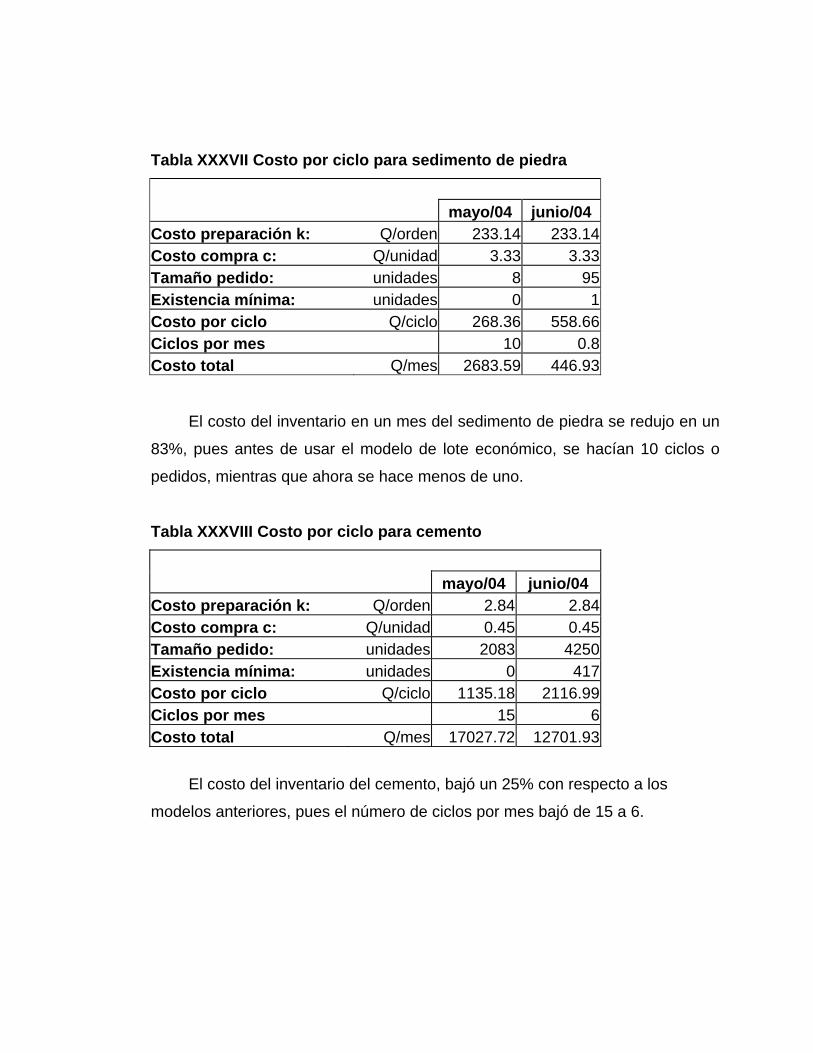
Tabla XXXVII Costo por ciclo para sedimento de piedra
mayo/04 junio/04 Costo preparación k: Q/orden 233.14 233.14 Costo compra c: Q/unidad 3.33 3.33 Tamaño pedido: unidades 8 95 Existencia mínima: unidades 0 1 Costo por ciclo Q/ciclo 268.36 558.66 Ciclos por mes 10 0.8 Costo total Q/mes 2683.59 446.93
El costo del inventario en un mes del sedimento de piedra se redujo en un
83%, pues antes de usar el modelo de lote económico, se hacían 10 ciclos o
pedidos, mientras que ahora se hace menos de uno.
Tabla XXXVIII Costo por ciclo para cemento
mayo/04 junio/04 Costo preparación k: Q/orden 2.84 2.84 Costo compra c: Q/unidad 0.45 0.45 Tamaño pedido: unidades 2083 4250 Existencia mínima: unidades 0 417 Costo por ciclo Q/ciclo 1135.18 2116.99 Ciclos por mes 15 6 Costo total Q/mes 17027.72 12701.93
El costo del inventario del cemento, bajó un 25% con respecto a los
modelos anteriores, pues el número de ciclos por mes bajó de 15 a 6.
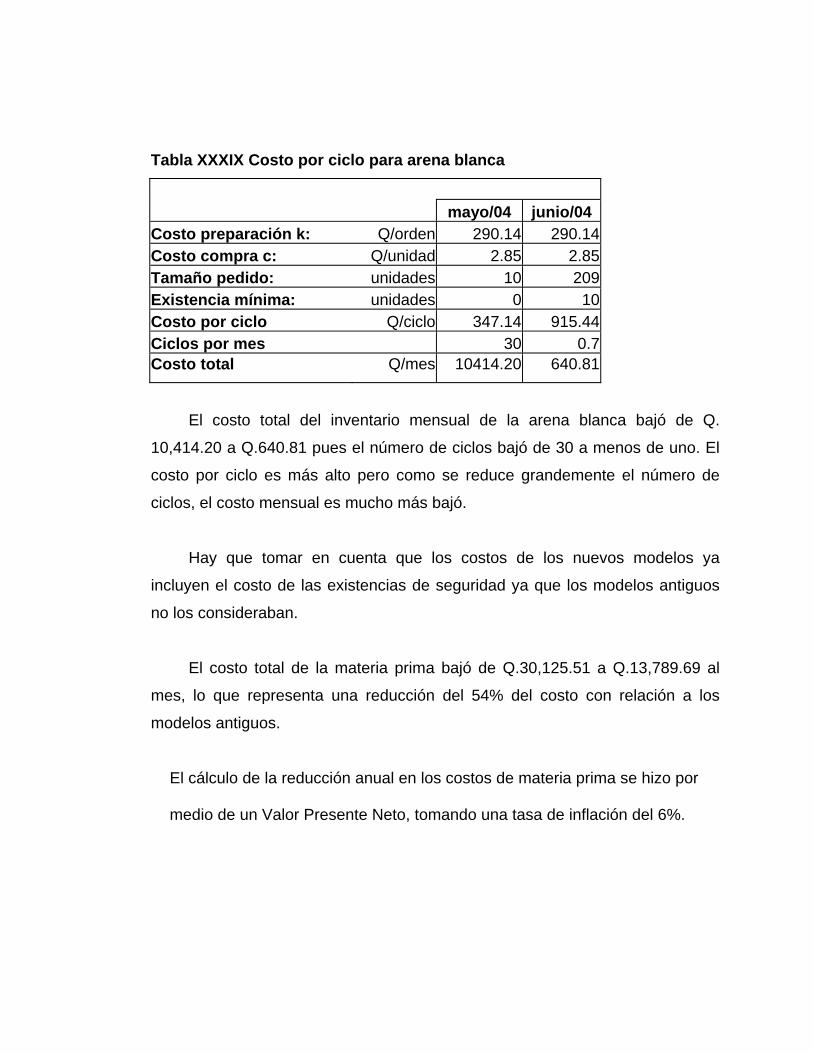
Tabla XXXIX Costo por ciclo para arena blanca
mayo/04 junio/04 Costo preparación k: Q/orden 290.14 290.14 Costo compra c: Q/unidad 2.85 2.85 Tamaño pedido: unidades 10 209 Existencia mínima: unidades 0 10 Costo por ciclo Q/ciclo 347.14 915.44 Ciclos por mes 30 0.7 Costo total Q/mes 10414.20 640.81
El costo total del inventario mensual de la arena blanca bajó de Q.
10,414.20 a Q.640.81 pues el número de ciclos bajó de 30 a menos de uno. El
costo por ciclo es más alto pero como se reduce grandemente el número de
ciclos, el costo mensual es mucho más bajó.
Hay que tomar en cuenta que los costos de los nuevos modelos ya
incluyen el costo de las existencias de seguridad ya que los modelos antiguos
no los consideraban.
El costo total de la materia prima bajó de Q.30,125.51 a Q.13,789.69 al
mes, lo que representa una reducción del 54% del costo con relación a los
modelos antiguos.
El cálculo de la reducción anual en los costos de materia prima se hizo por
medio de un Valor Presente Neto, tomando una tasa de inflación del 6%.
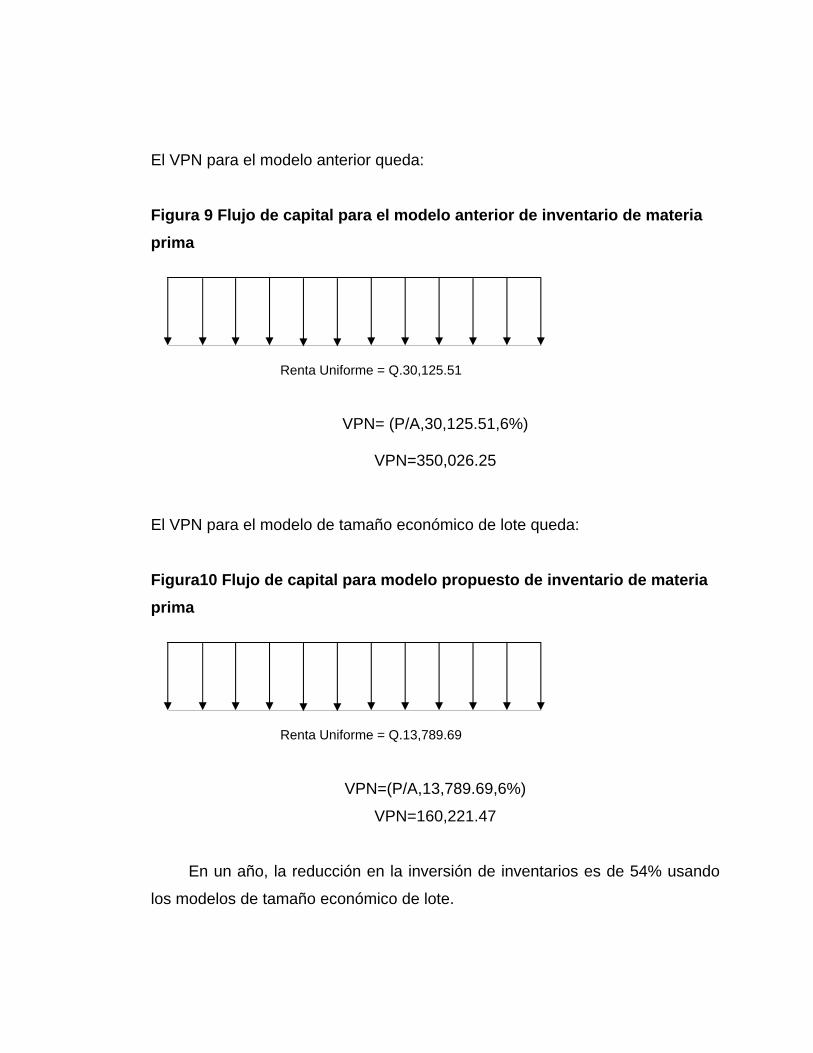
El VPN para el modelo anterior queda:
Figura 9 Flujo de capital para el modelo anterior de inventario de materia prima Renta Uniforme = Q.30,125.51
VPN= (P/A,30,125.51,6%)
VPN=350,026.25
El VPN para el modelo de tamaño económico de lote queda:
Figura10 Flujo de capital para modelo propuesto de inventario de materia prima Renta Uniforme = Q.13,789.69
VPN=(P/A,13,789.69,6%)
VPN=160,221.47
En un año, la reducción en la inversión de inventarios es de 54% usando
los modelos de tamaño económico de lote.
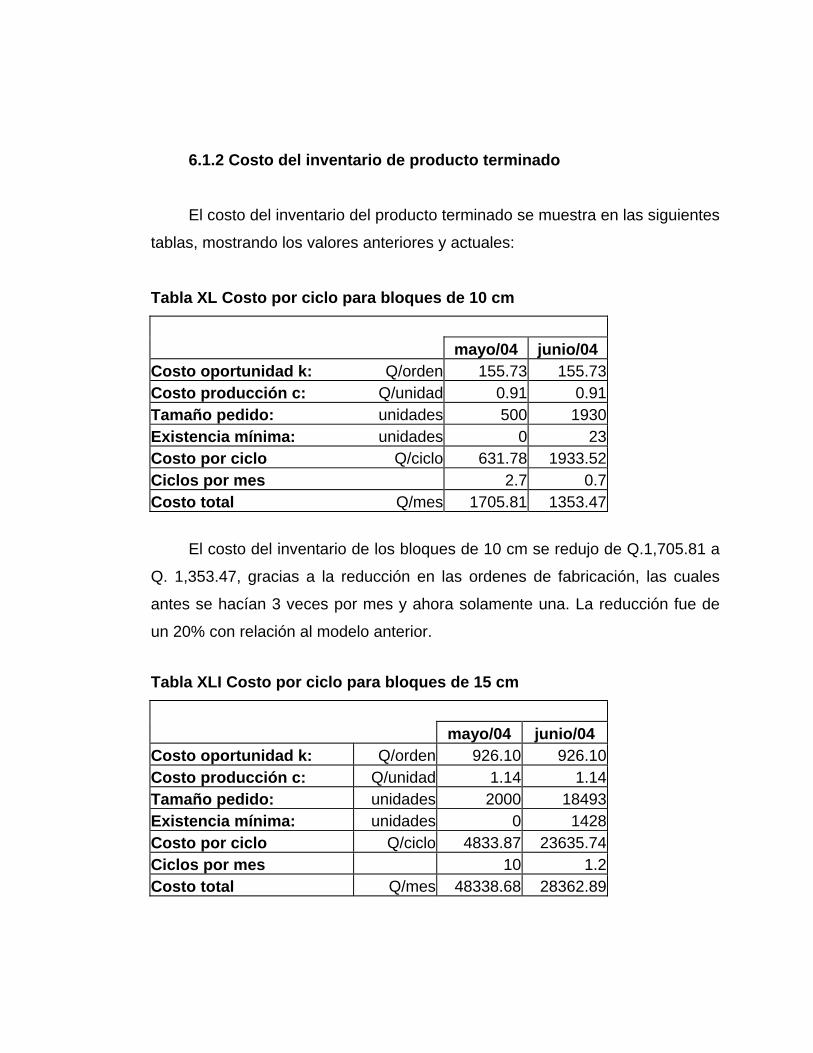
6.1.2 Costo del inventario de producto terminado
El costo del inventario del producto terminado se muestra en las siguientes
tablas, mostrando los valores anteriores y actuales:
Tabla XL Costo por ciclo para bloques de 10 cm
mayo/04 junio/04 Costo oportunidad k: Q/orden 155.73 155.73 Costo producción c: Q/unidad 0.91 0.91 Tamaño pedido: unidades 500 1930 Existencia mínima: unidades 0 23 Costo por ciclo Q/ciclo 631.78 1933.52 Ciclos por mes 2.7 0.7 Costo total Q/mes 1705.81 1353.47
El costo del inventario de los bloques de 10 cm se redujo de Q.1,705.81 a
Q. 1,353.47, gracias a la reducción en las ordenes de fabricación, las cuales
antes se hacían 3 veces por mes y ahora solamente una. La reducción fue de
un 20% con relación al modelo anterior.
Tabla XLI Costo por ciclo para bloques de 15 cm
mayo/04 junio/04 Costo oportunidad k: Q/orden 926.10 926.10 Costo producción c: Q/unidad 1.14 1.14 Tamaño pedido: unidades 2000 18493 Existencia mínima: unidades 0 1428 Costo por ciclo Q/ciclo 4833.87 23635.74 Ciclos por mes 10 1.2 Costo total Q/mes 48338.68 28362.89
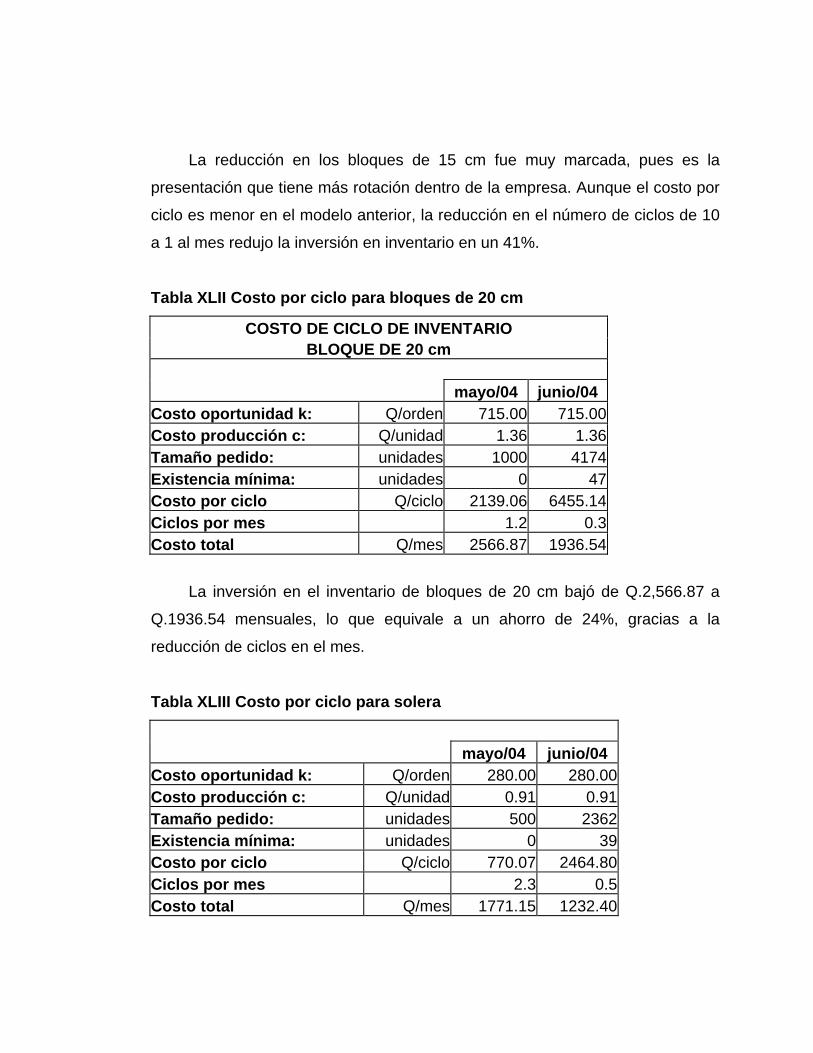
La reducción en los bloques de 15 cm fue muy marcada, pues es la
presentación que tiene más rotación dentro de la empresa. Aunque el costo por
ciclo es menor en el modelo anterior, la reducción en el número de ciclos de 10
a 1 al mes redujo la inversión en inventario en un 41%.
Tabla XLII Costo por ciclo para bloques de 20 cm
COSTO DE CICLO DE INVENTARIO BLOQUE DE 20 cm
mayo/04 junio/04 Costo oportunidad k: Q/orden 715.00 715.00 Costo producción c: Q/unidad 1.36 1.36 Tamaño pedido: unidades 1000 4174 Existencia mínima: unidades 0 47 Costo por ciclo Q/ciclo 2139.06 6455.14 Ciclos por mes 1.2 0.3 Costo total Q/mes 2566.87 1936.54
La inversión en el inventario de bloques de 20 cm bajó de Q.2,566.87 a
Q.1936.54 mensuales, lo que equivale a un ahorro de 24%, gracias a la
reducción de ciclos en el mes.
Tabla XLIII Costo por ciclo para solera
mayo/04 junio/04 Costo oportunidad k: Q/orden 280.00 280.00 Costo producción c: Q/unidad 0.91 0.91 Tamaño pedido: unidades 500 2362 Existencia mínima: unidades 0 39 Costo por ciclo Q/ciclo 770.07 2464.80 Ciclos por mes 2.3 0.5 Costo total Q/mes 1771.15 1232.40
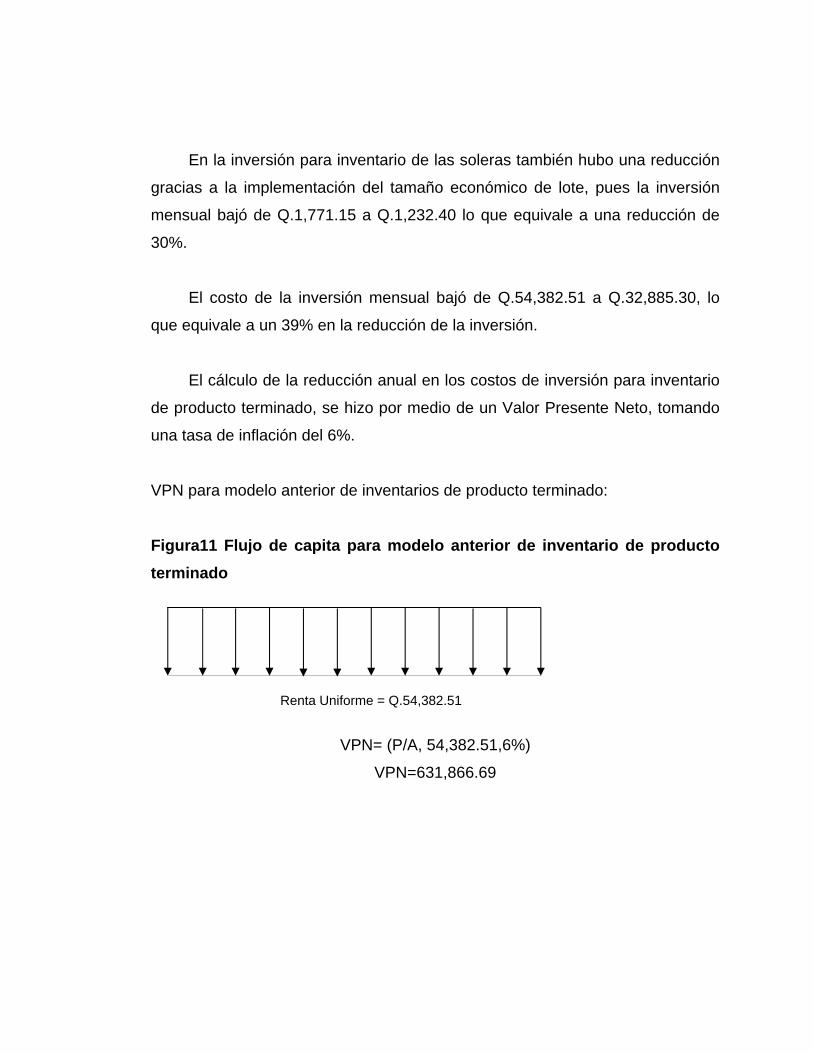
En la inversión para inventario de las soleras también hubo una reducción
gracias a la implementación del tamaño económico de lote, pues la inversión
mensual bajó de Q.1,771.15 a Q.1,232.40 lo que equivale a una reducción de
30%.
El costo de la inversión mensual bajó de Q.54,382.51 a Q.32,885.30, lo
que equivale a un 39% en la reducción de la inversión.
El cálculo de la reducción anual en los costos de inversión para inventario
de producto terminado, se hizo por medio de un Valor Presente Neto, tomando
una tasa de inflación del 6%.
VPN para modelo anterior de inventarios de producto terminado:
Figura11 Flujo de capita para modelo anterior de inventario de producto terminado Renta Uniforme = Q.54,382.51
VPN= (P/A, 54,382.51,6%)
VPN=631,866.69
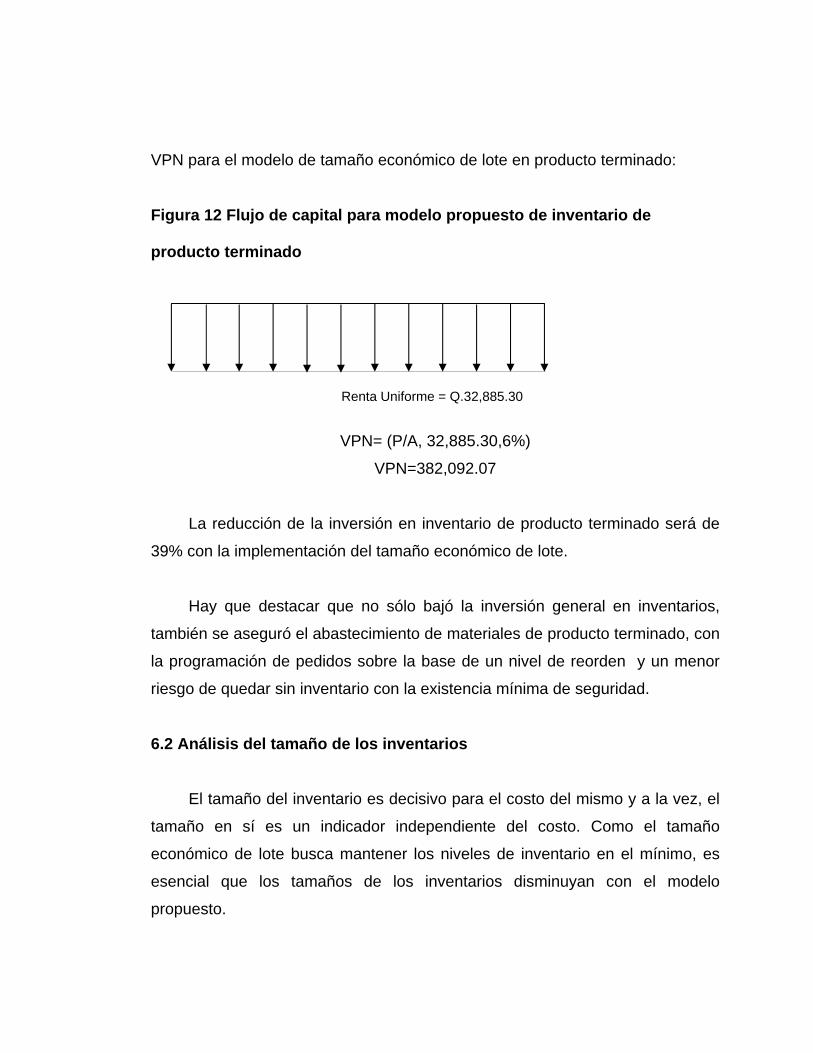
VPN para el modelo de tamaño económico de lote en producto terminado:
Figura 12 Flujo de capital para modelo propuesto de inventario de
producto terminado
Renta Uniforme = Q.32,885.30
VPN= (P/A, 32,885.30,6%)
VPN=382,092.07
La reducción de la inversión en inventario de producto terminado será de
39% con la implementación del tamaño económico de lote.
Hay que destacar que no sólo bajó la inversión general en inventarios,
también se aseguró el abastecimiento de materiales de producto terminado, con
la programación de pedidos sobre la base de un nivel de reorden y un menor
riesgo de quedar sin inventario con la existencia mínima de seguridad.
6.2 Análisis del tamaño de los inventarios
El tamaño del inventario es decisivo para el costo del mismo y a la vez, el
tamaño en sí es un indicador independiente del costo. Como el tamaño
económico de lote busca mantener los niveles de inventario en el mínimo, es
esencial que los tamaños de los inventarios disminuyan con el modelo
propuesto.
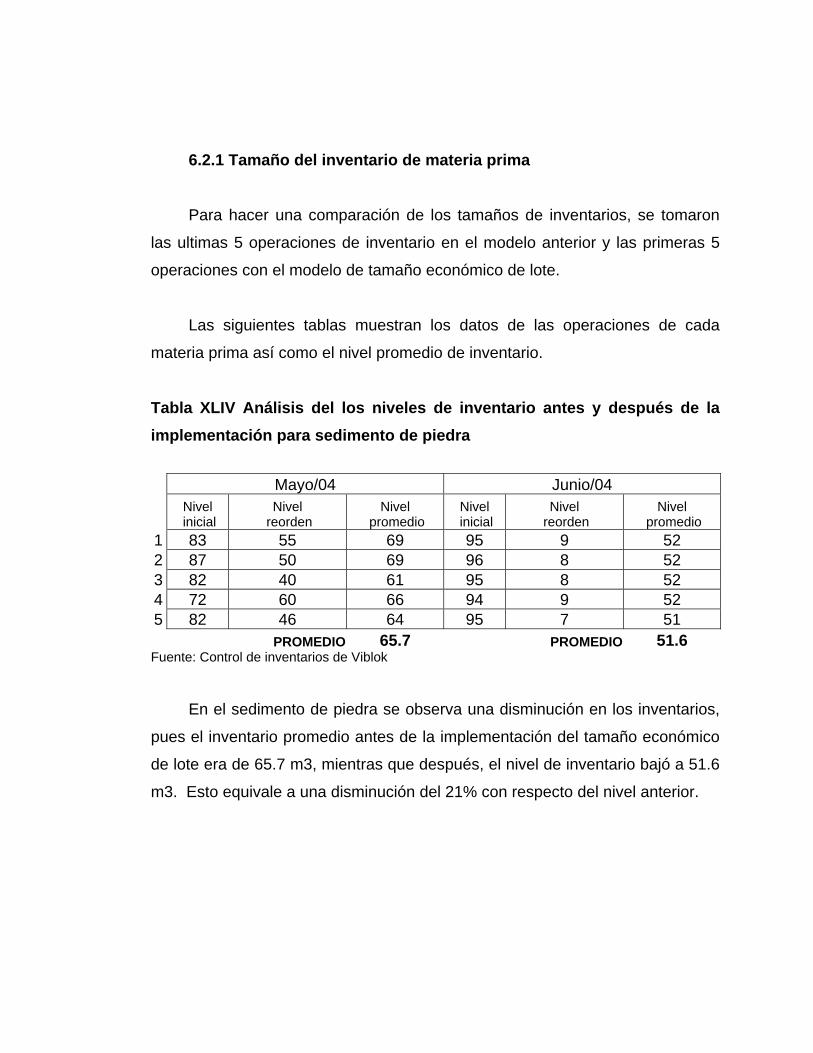
6.2.1 Tamaño del inventario de materia prima
Para hacer una comparación de los tamaños de inventarios, se tomaron
las ultimas 5 operaciones de inventario en el modelo anterior y las primeras 5
operaciones con el modelo de tamaño económico de lote.
Las siguientes tablas muestran los datos de las operaciones de cada
materia prima así como el nivel promedio de inventario.
Tabla XLIV Análisis del los niveles de inventario antes y después de la implementación para sedimento de piedra
Mayo/04 Junio/04
Nivel
inicial Nivel
reorden Nivel
promedio Nivel
inicial Nivel
reorden Nivel
promedio 1 83 55 69 95 9 52 2 87 50 69 96 8 52 3 82 40 61 95 8 52 4 72 60 66 94 9 52 5 82 46 64 95 7 51 PROMEDIO 65.7 PROMEDIO 51.6 Fuente: Control de inventarios de Viblok
En el sedimento de piedra se observa una disminución en los inventarios,
pues el inventario promedio antes de la implementación del tamaño económico
de lote era de 65.7 m3, mientras que después, el nivel de inventario bajó a 51.6
m3. Esto equivale a una disminución del 21% con respecto del nivel anterior.
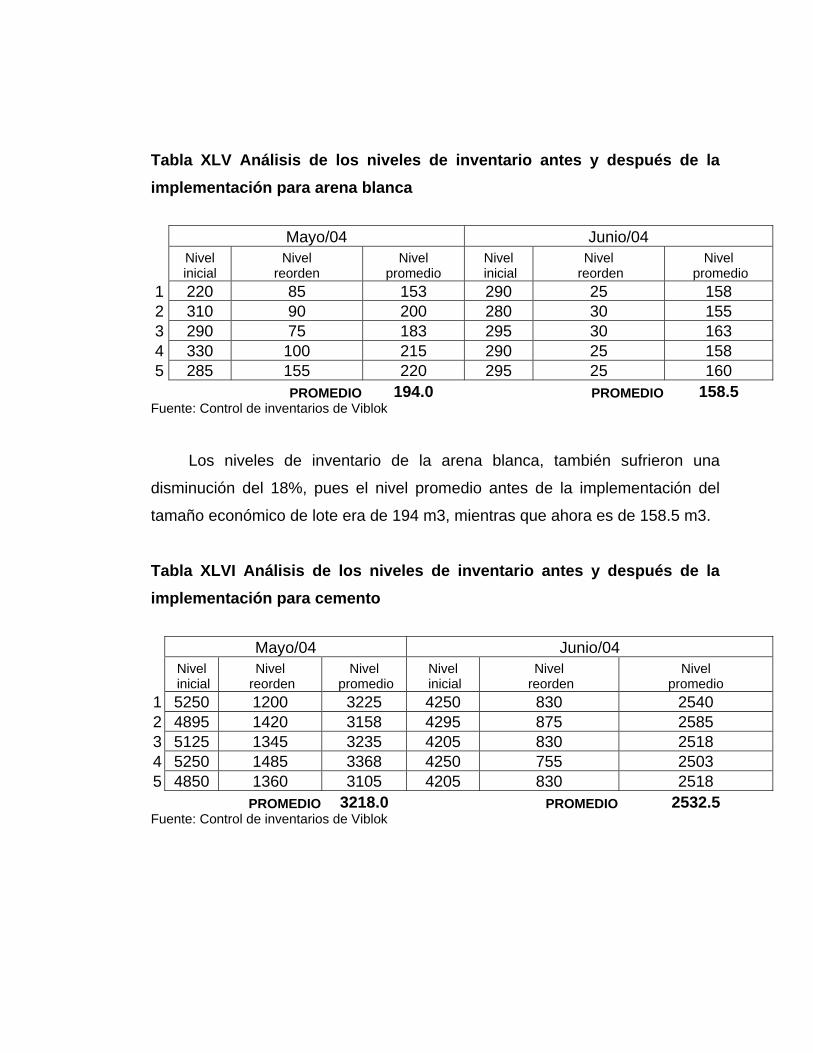
Tabla XLV Análisis de los niveles de inventario antes y después de la implementación para arena blanca
Mayo/04 Junio/04
Nivel inicial
Nivel reorden
Nivel promedio
Nivel inicial
Nivel reorden
Nivel promedio
1 220 85 153 290 25 158 2 310 90 200 280 30 155 3 290 75 183 295 30 163 4 330 100 215 290 25 158 5 285 155 220 295 25 160 PROMEDIO 194.0 PROMEDIO 158.5 Fuente: Control de inventarios de Viblok
Los niveles de inventario de la arena blanca, también sufrieron una
disminución del 18%, pues el nivel promedio antes de la implementación del
tamaño económico de lote era de 194 m3, mientras que ahora es de 158.5 m3.
Tabla XLVI Análisis de los niveles de inventario antes y después de la implementación para cemento
Mayo/04 Junio/04
Nivel
inicial Nivel
reorden Nivel
promedio Nivel
inicial Nivel
reorden Nivel
promedio 1 5250 1200 3225 4250 830 2540 2 4895 1420 3158 4295 875 2585 3 5125 1345 3235 4205 830 2518 4 5250 1485 3368 4250 755 2503 5 4850 1360 3105 4205 830 2518 PROMEDIO 3218.0 PROMEDIO 2532.5 Fuente: Control de inventarios de Viblok
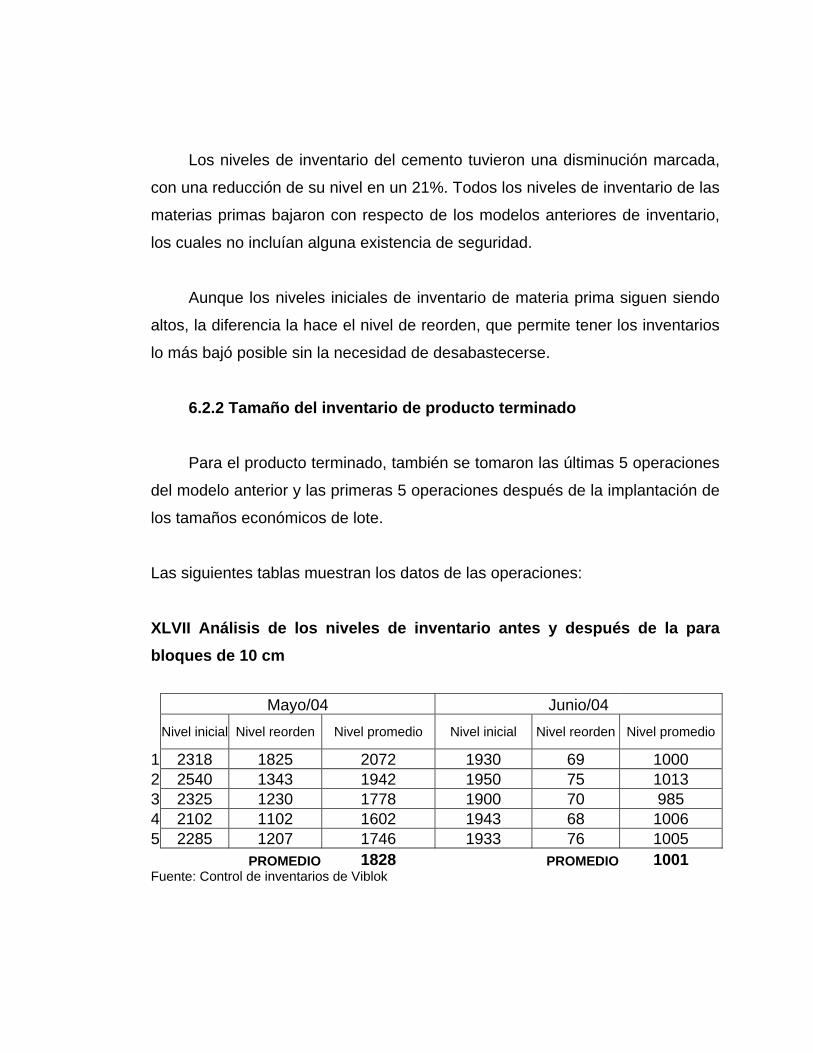
Los niveles de inventario del cemento tuvieron una disminución marcada,
con una reducción de su nivel en un 21%. Todos los niveles de inventario de las
materias primas bajaron con respecto de los modelos anteriores de inventario,
los cuales no incluían alguna existencia de seguridad.
Aunque los niveles iniciales de inventario de materia prima siguen siendo
altos, la diferencia la hace el nivel de reorden, que permite tener los inventarios
lo más bajó posible sin la necesidad de desabastecerse.
6.2.2 Tamaño del inventario de producto terminado
Para el producto terminado, también se tomaron las últimas 5 operaciones
del modelo anterior y las primeras 5 operaciones después de la implantación de
los tamaños económicos de lote.
Las siguientes tablas muestran los datos de las operaciones:
XLVII Análisis de los niveles de inventario antes y después de la para bloques de 10 cm
Mayo/04 Junio/04
Nivel inicial Nivel reorden Nivel promedio Nivel inicial Nivel reorden Nivel promedio
1 2318 1825 2072 1930 69 1000 2 2540 1343 1942 1950 75 1013 3 2325 1230 1778 1900 70 985 4 2102 1102 1602 1943 68 1006 5 2285 1207 1746 1933 76 1005 PROMEDIO 1828 PROMEDIO 1001 Fuente: Control de inventarios de Viblok
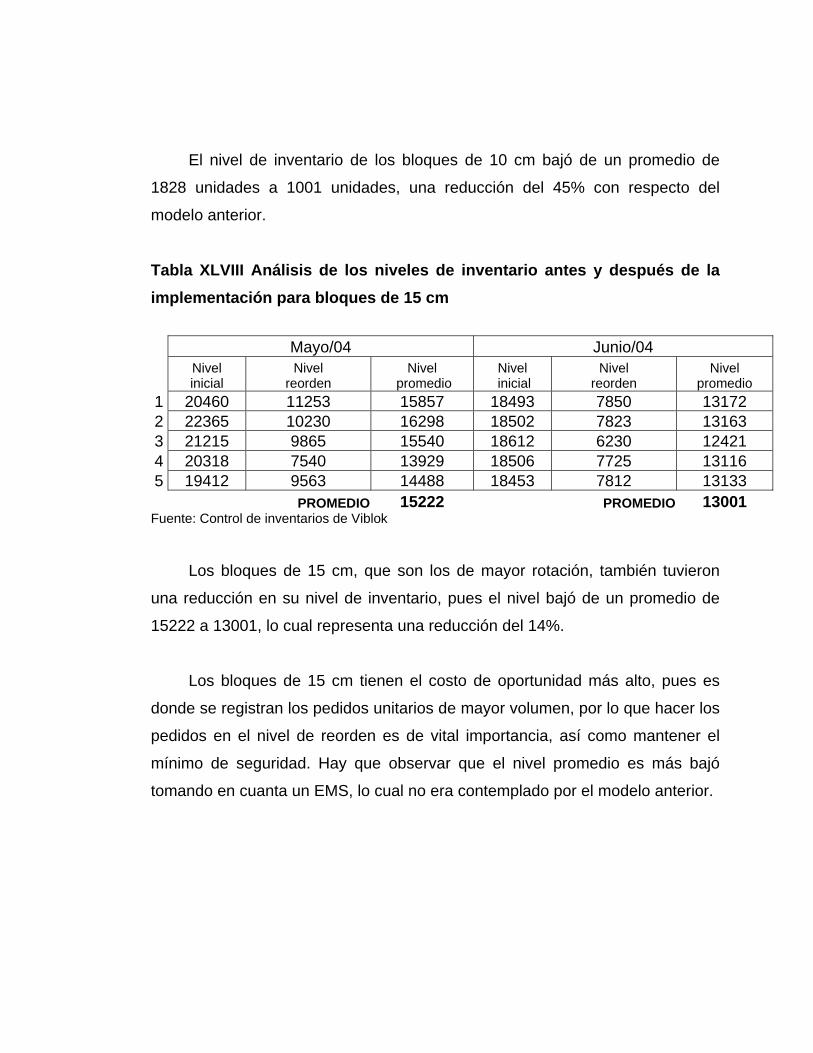
El nivel de inventario de los bloques de 10 cm bajó de un promedio de
1828 unidades a 1001 unidades, una reducción del 45% con respecto del
modelo anterior.
Tabla XLVIII Análisis de los niveles de inventario antes y después de la implementación para bloques de 15 cm
Mayo/04 Junio/04
Nivel inicial
Nivel reorden
Nivel promedio
Nivel inicial
Nivel reorden
Nivel promedio
1 20460 11253 15857 18493 7850 13172 2 22365 10230 16298 18502 7823 13163 3 21215 9865 15540 18612 6230 12421 4 20318 7540 13929 18506 7725 13116 5 19412 9563 14488 18453 7812 13133 PROMEDIO 15222 PROMEDIO 13001 Fuente: Control de inventarios de Viblok
Los bloques de 15 cm, que son los de mayor rotación, también tuvieron
una reducción en su nivel de inventario, pues el nivel bajó de un promedio de
15222 a 13001, lo cual representa una reducción del 14%.
Los bloques de 15 cm tienen el costo de oportunidad más alto, pues es
donde se registran los pedidos unitarios de mayor volumen, por lo que hacer los
pedidos en el nivel de reorden es de vital importancia, así como mantener el
mínimo de seguridad. Hay que observar que el nivel promedio es más bajó
tomando en cuanta un EMS, lo cual no era contemplado por el modelo anterior.
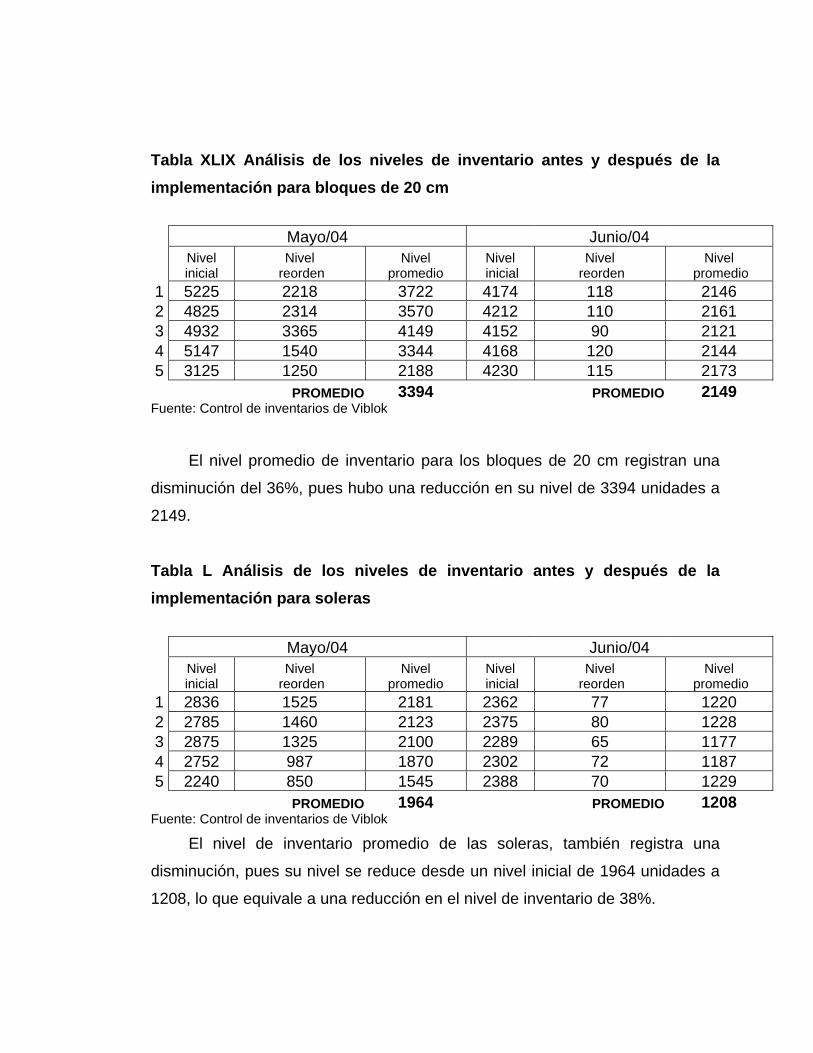
Tabla XLIX Análisis de los niveles de inventario antes y después de la implementación para bloques de 20 cm
Mayo/04 Junio/04
Nivel inicial
Nivel reorden
Nivel promedio
Nivel inicial
Nivel reorden
Nivel promedio
1 5225 2218 3722 4174 118 2146 2 4825 2314 3570 4212 110 2161 3 4932 3365 4149 4152 90 2121 4 5147 1540 3344 4168 120 2144 5 3125 1250 2188 4230 115 2173 PROMEDIO 3394 PROMEDIO 2149 Fuente: Control de inventarios de Viblok
El nivel promedio de inventario para los bloques de 20 cm registran una
disminución del 36%, pues hubo una reducción en su nivel de 3394 unidades a
2149.
Tabla L Análisis de los niveles de inventario antes y después de la implementación para soleras
Mayo/04 Junio/04
Nivel inicial
Nivel reorden
Nivel promedio
Nivel inicial
Nivel reorden
Nivel promedio
1 2836 1525 2181 2362 77 1220 2 2785 1460 2123 2375 80 1228 3 2875 1325 2100 2289 65 1177 4 2752 987 1870 2302 72 1187 5 2240 850 1545 2388 70 1229 PROMEDIO 1964 PROMEDIO 1208 Fuente: Control de inventarios de Viblok
El nivel de inventario promedio de las soleras, también registra una
disminución, pues su nivel se reduce desde un nivel inicial de 1964 unidades a
1208, lo que equivale a una reducción en el nivel de inventario de 38%.
Está claro que el tamaño económico de lote no sólo disminuye los costos
del inventario en un periodo determinado, sino que también reduce los niveles
de los mismos.
Para que este modelo de inventario funcione bien, es necesario que se
respeten los niveles de reorden, como los máximos fijados por los niveles
óptimos, pues son los valores que han demostrado reducir tanto costos como
niveles de inventario.
6.3 Diseño de los formatos de control de inventario
Dos son los formatos que se usarán para el control de los inventarios.
6.3.1 Registro de inventario
Para el control de las materias primas y del producto terminado en las
bodegas, se usará una hoja de registro de inventario por producto, en la cual se
indican datos de inventario perpetuo, plan inicial + lo recibido – lo entregado = lo
que se tiene + lo que ya esta pedido – lo ya asignado = lo disponible para
planear.
El bodeguero será el encargado de llevar las hojas de registro de
inventario, haciendo todas las anotaciones en el momento de una requisición o
de un ingreso.
6.3.2 Diagrama de explosión
La manera más sencilla de combinar los requerimientos de producción es
el diagrama de explosión. Se trata de una serie de materiales enlistados junto
con sus presentaciones en la columna de la izquierda y los componentes en l
renglón superior.
El encargado de producción será el encargado de llevar este control, pues
en él se ve si los materiales alcanzan para ordenes futuras.
6.4 Costos incurridos en la implementación del proyecto
Para la implementación del proyecto de tamaño económico de lote los
gastos que se ocasionaron fueron por pedir materia prima para iniciar con los
niveles óptimos de lote y fabricar los bloques de 20 cm que hacían falta para
llegar al nivel óptimo.
Los gastos administrativos son de las horas extras que se le pagó a la
secretaria y al bodeguero para explicarles los modelos de inventario y cómo
manejarlos. También se le sacaron copias a los formatos de diagrama de
explosión y registro de inventario, con los que se correría la implementación.
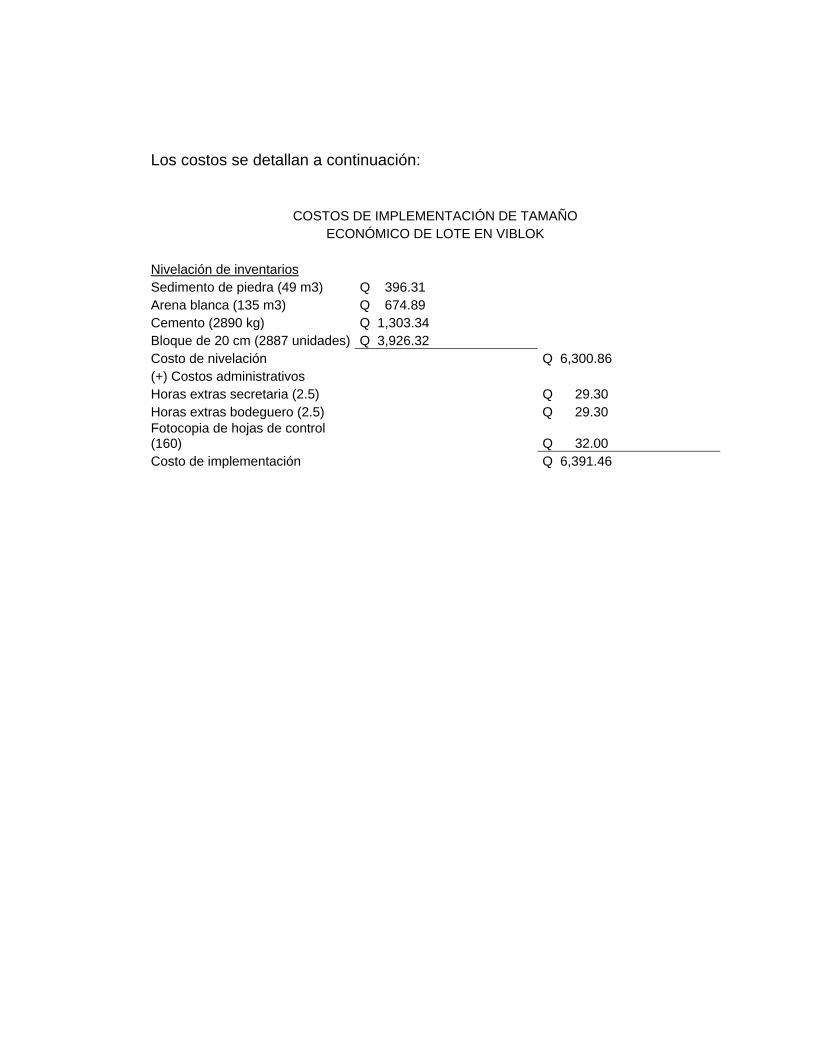
Los costos se detallan a continuación:
COSTOS DE IMPLEMENTACIÓN DE TAMAÑO ECONÓMICO DE LOTE EN VIBLOK
Nivelación de inventarios Sedimento de piedra (49 m3) Q 396.31 Arena blanca (135 m3) Q 674.89 Cemento (2890 kg) Q 1,303.34 Bloque de 20 cm (2887 unidades) Q 3,926.32 Costo de nivelación Q 6,300.86 (+) Costos administrativos Horas extras secretaria (2.5) Q 29.30 Horas extras bodeguero (2.5) Q 29.30 Fotocopia de hojas de control (160) Q 32.00 Costo de implementación Q 6,391.46
CONCLUSIONES
1. Los costos de almacenaje para la arena blanca y el sedimento de piedra
son de Q. 3.973 por metro cúbico almacenado, los costos del cemento
son de Q.0.008 por kilogramo almacenado y el producto terminado tiene
un costo de Q.0.12 por unidad que se almacena.
2. En los doce meses analizados, los bloques de concreto tuvieron una
demanda estable en todas sus presentaciones, ya que las fluctuaciones
de la demanda de un mes a otro son muy pequeñas por lo que se usó la
familia de demandas estables para el pronóstico de las demandas
futuras.
3. La demanda tiene una gran relación con el tamaño de los inventarios,
pues con la obtención de las demandas futuras se pudo obtener un ritmo
de consumo y de venta esenciales para el cálculo de los tamaños
económicos de lote así como de los niveles de reorden y mínimos de
seguridad.
4. El modelo de inventario que se diseñó tanto para el producto terminado
como para la materia prima fue el modelo de tamaño económico de lote
con una demanda estable, pues dadas las condiciones de demanda
estable, es el modelo que mejor equilibra los costos de inventario con el
número de pedidos.
5. El control del producto terminado se hace por medio de registros de
inventarios, los cuales tienen la fusión de indicar el nivel actual del
inventario y así poder hacer las órdenes de reabastecimiento en un nivel
cercano al nivel de reorden.
6. El abastecimiento de materias primas se mejora haciendo los pedidos en
el momento oportuno, que es el nivel de reorden calculado para cada
uno de ellos además de contar con un nivel de seguridad el cual debe
cubrir cualquier atraso por parte de los proveedores.
7. La existencia de producto en bodega se asegura haciendo las órdenes a
producción en el momento adecuado, eso es cuando los niveles de
inventario de las diferentes presentaciones, se aproximan a los niveles
de reorden calculados sobre la base de la demanda, además se calculó
un mínimo de seguridad que debe cubrir los atrasos que producción
pueda tener en la entrega de producto a bodega.
RECOMENDACIONES
1. Para que el modelo de tamaño económico de lote sea vigente en un
futuro, es necesario revisar los costos y las demandas de todas las
materias primas y presentaciones de los bloques de concreto, pues
ambas variables son claves en la determinación de los niveles de
reorden, para mantener los niveles de inventario al mínimo.
2. Es necesaria la comunicación entre el departamento de producción y el
encargado de la bodega para tener un control efectivo de inventarios con
información exacta y actualizada que permita el funcionamiento
adecuado del modelo de inventario propuesto.
3. Es muy importante hacer los pedidos de reabastecimiento cuando los
niveles de inventario sean lo más cercanos a los niveles de reorden
calculados, para mantener los niveles al mínimo si afectar el
abastecimiento tanto de materia prima para producción como de
producto terminado para el consumidor.
4. Para un pedido grande que demande gran cantidad de bloques de
concreto, es recomendable que se hagan entregas parciales usando los
mismos modelos de inventario, tomando en cuenta los consumos del
presente trabajo como los costos en que se incurre.
5. Si es necesario el cambio de un proveedor, se recomienda elevar el
mínimo de seguridad de la materia que éste provea a 1.5 veces su nivel
normal, hasta que sea posible establecer una política para el nuevo
proveedor.
REFERENCIAS BIBLIOGRÁFICAS
1. La producción estimada de bloques de concreto de 10 cm es de 62,000 unidades semanales, equivalentes a 44 horas de producción con una eficiencia del 70%, con un costo de Q.56,544.86.
2. La producción estimada de bloques de concreto de 15 cm es de 62,000
unidades semanales, equivalentes a 44 horas de producción con una eficiencia del 70%, con un costo de Q.70,421.10.
3. La producción estimada de bloques de concreto de 20 cm es de 62,000
unidades semanales, equivalentes a 44 horas de producción con una eficiencia del 70%, con un costo de Q.84,286.09.
4. La producción estimada de soleras es de 62,000 unidades semanales,
equivalentes a 44 horas de producción con una eficiencia del 70%, con un costo de Q.56,544.86.
BIBLIOGRAFÍA 1. Askeland, Donald R., Ciencia e ingeniería de los materiales, 3° edición,
México, International Thomas editores, 1998 2. Hellriegel, Don y Slocum, John W., Administración, 7° edición, México,
International Thomas editores, 1998 3. Hiller, Frederic S. y Lieberman, Gerald S, Introducción a la investigación
de operaciones, 5° edición, México, McGraw-Hill, 1991 4. Plossl, George, Control de la producción y de inventarios. Principios y
técnicas, 2° edición, México, Prentice-Hall hispanoamericana, 1987 5. Pytel, Andrew y Singer, Ferdinand L., Resistencia de materiales, 4° edición,
México, Oxford university press, 1994 6. Spiegel, Murray R., Probabilidad y estadística, México, McGraw-Hill, 1991 7. Torres, Sergio, Control de la producción, Guatemala, Edición revisada,
Editorial Palacios, 2001 8. Walpole, Ronald E. y Meyers, Paymond H., Probabilidad y estadistica, 4°
edición, México, McGaw-Hill, 1992
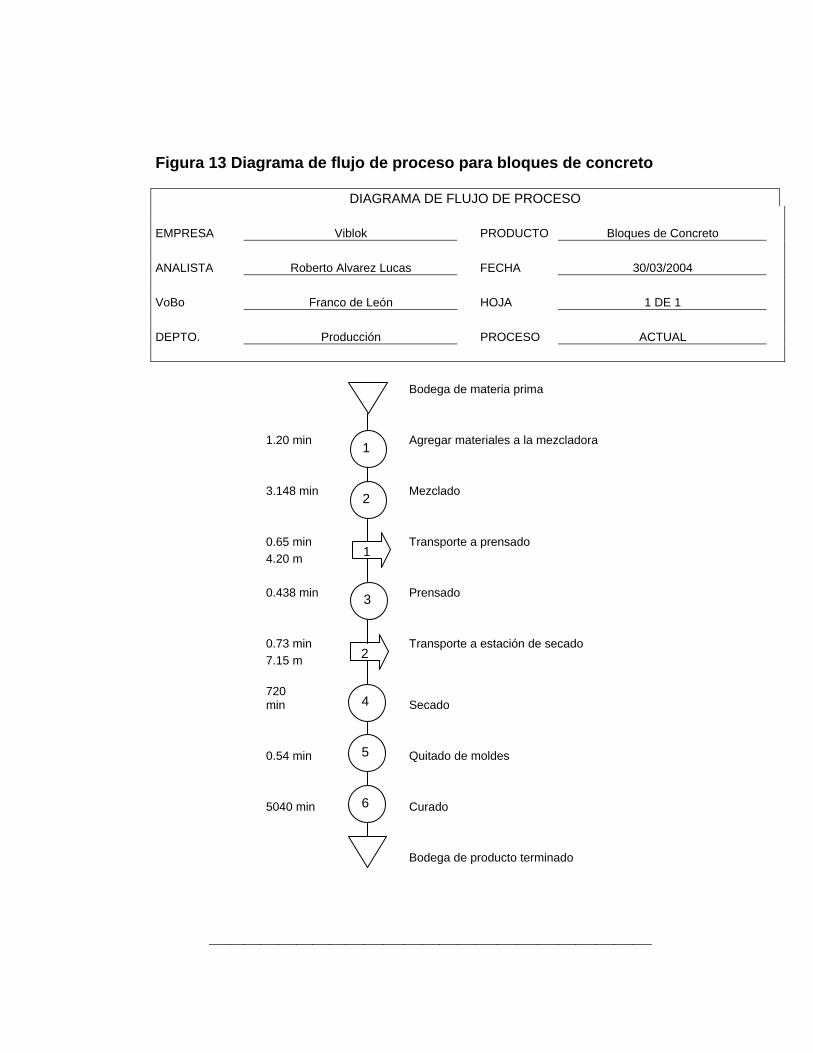
Figura 13 Diagrama de flujo de proceso para bloques de concreto
DIAGRAMA DE FLUJO DE PROCESO EMPRESA Viblok PRODUCTO Bloques de Concreto ANALISTA Roberto Alvarez Lucas FECHA 30/03/2004 VoBo Franco de León HOJA 1 DE 1 DEPTO. Producción PROCESO ACTUAL Bodega de materia prima 1.20 min Agregar materiales a la mezcladora 3.148 min Mezclado 0.65 min Transporte a prensado 4.20 m 0.438 min Prensado 0.73 min Transporte a estación de secado 7.15 m
720 min Secado
0.54 min Quitado de moldes 5040 min Curado Bodega de producto terminado
1
2
1
3
2
4
5
6
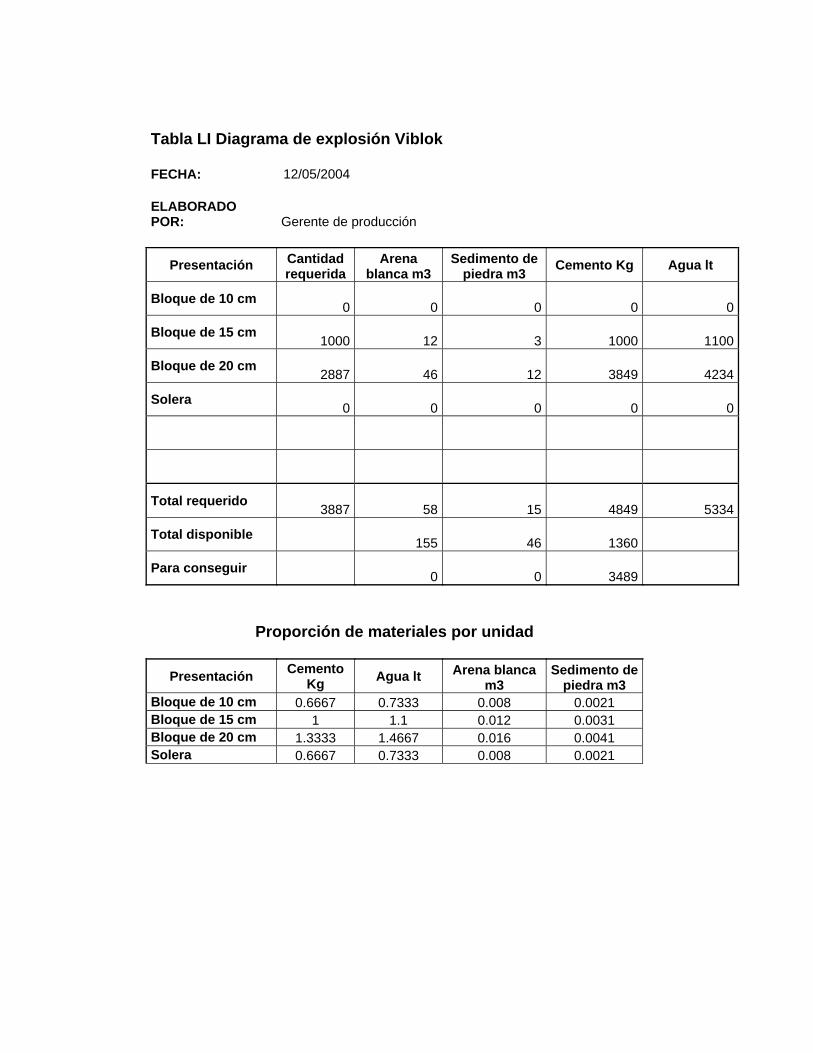
Tabla LI Diagrama de explosión Viblok FECHA: 12/05/2004 ELABORADO POR: Gerente de producción
Presentación Cantidad requerida
Arena blanca m3
Sedimento de piedra m3 Cemento Kg Agua lt
Bloque de 10 cm 0 0 0 0 0
Bloque de 15 cm 1000 12 3 1000 1100
Bloque de 20 cm 2887 46 12 3849 4234
Solera 0 0 0 0 0
Total requerido 3887 58 15 4849 5334
Total disponible 155 46 1360
Para conseguir 0 0 3489
Proporción de materiales por unidad
Presentación Cemento Kg Agua lt Arena blanca
m3 Sedimento de
piedra m3 Bloque de 10 cm 0.6667 0.7333 0.008 0.0021 Bloque de 15 cm 1 1.1 0.012 0.0031 Bloque de 20 cm 1.3333 1.4667 0.016 0.0041 Solera 0.6667 0.7333 0.008 0.0021
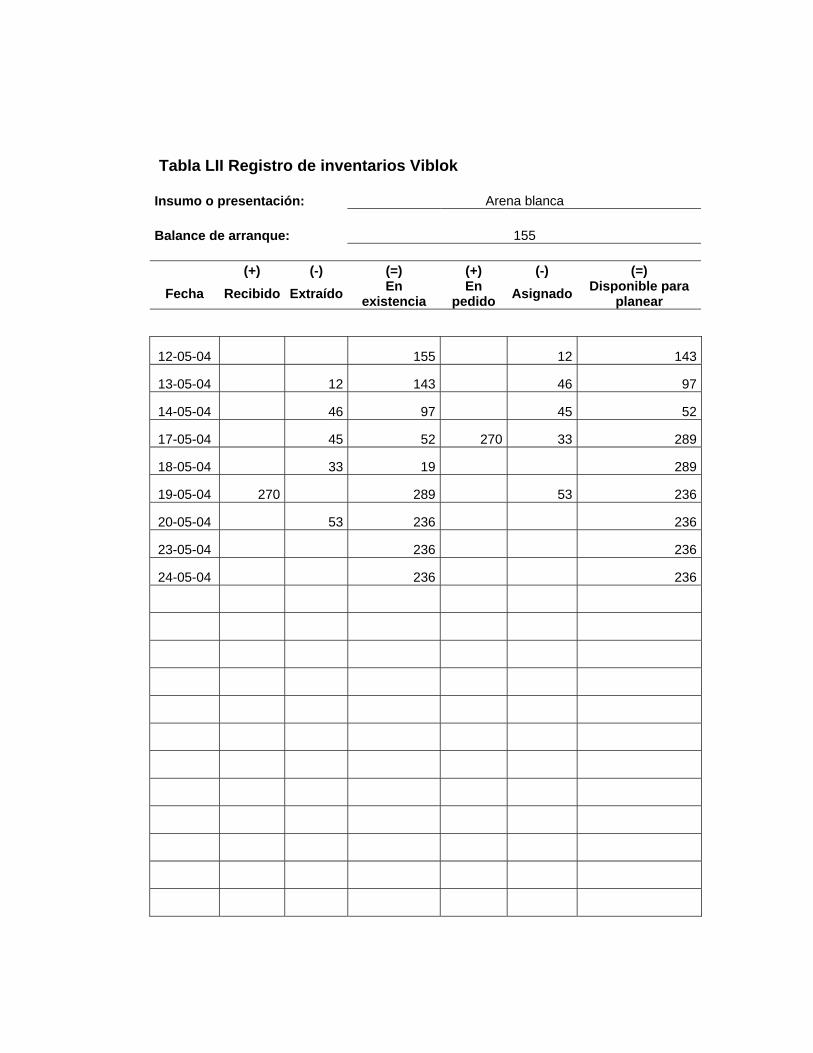
Tabla LII Registro de inventarios Viblok Insumo o presentación: Arena blanca Balance de arranque: 155
(+) (-) (=) (+) (-) (=) Fecha Recibido Extraído En
existencia En
pedido Asignado Disponible para planear
12-05-04 155 12 143
13-05-04 12 143 46 97
14-05-04 46 97 45 52
17-05-04 45 52 270 33 289
18-05-04 33 19 289
19-05-04 270 289 53 236
20-05-04 53 236 236
23-05-04 236 236
24-05-04 236 236
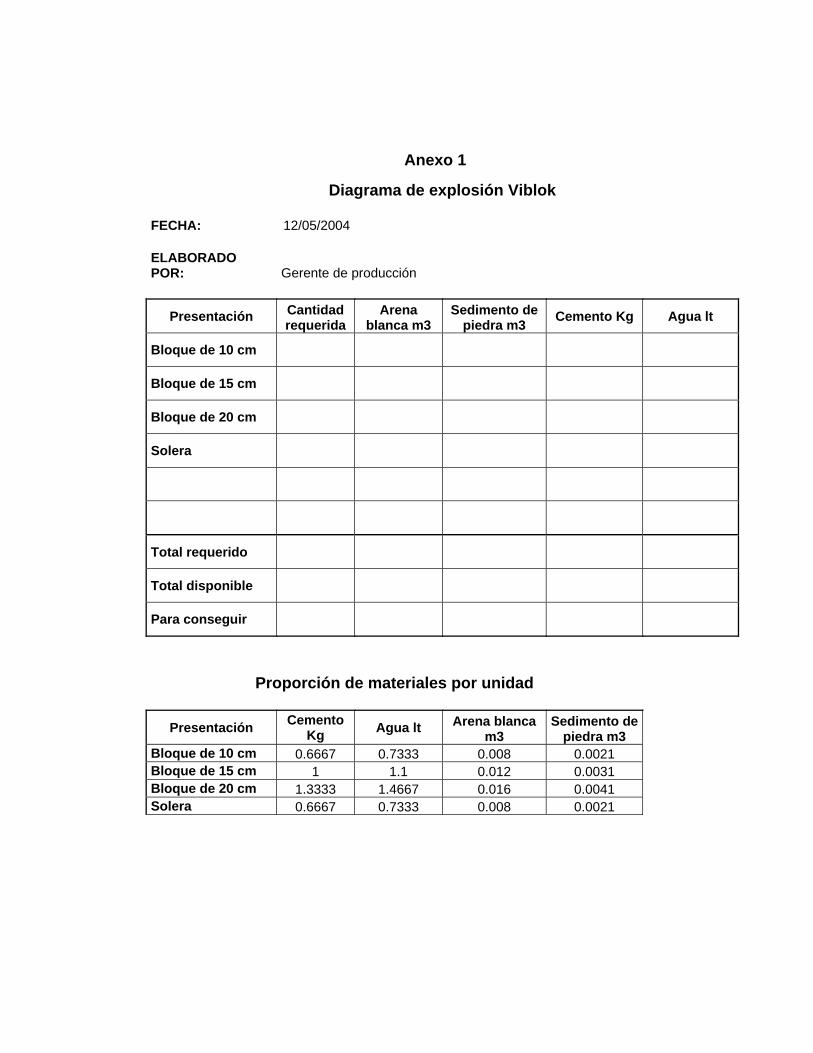
Anexo 1
Diagrama de explosión Viblok FECHA: 12/05/2004 ELABORADO POR: Gerente de producción
Presentación Cantidad requerida
Arena blanca m3
Sedimento de piedra m3 Cemento Kg Agua lt
Bloque de 10 cm
Bloque de 15 cm
Bloque de 20 cm
Solera
Total requerido
Total disponible
Para conseguir
Proporción de materiales por unidad
Presentación Cemento Kg Agua lt Arena blanca
m3 Sedimento de
piedra m3 Bloque de 10 cm 0.6667 0.7333 0.008 0.0021 Bloque de 15 cm 1 1.1 0.012 0.0031 Bloque de 20 cm 1.3333 1.4667 0.016 0.0041 Solera 0.6667 0.7333 0.008 0.0021
Anexo 2
Registro de inventarios Viblok Insumo o presentación: Balance de arranque:
(+) (-) (=) (+) (-) (=) Fecha Recibido Extraído En
existencia En
pedido Asignado Disponible para planear


















