Tesina Pablo Gómez Palacios
57
1
Transcript of Tesina Pablo Gómez Palacios

1

2
AGRADECIMIENTOS.
A DIOS por darme la dicha de vivir este momento acompañado de mis seres
más queridos, verme realizado siempre fue un deseo que hoy veo concluido con
éxito, sé que tú siempre estas a mi lado guiándome en este camino.
A mis padres EVA y ARMANDO por darme la vida y el amor que solo los
padres te pueden dar, por inculcarme los valores, las responsabilidades y las ganas
de seguir adelante con su ejemplo de lucha y sabiduría a ustedes muchísimas
gracias padres por todo esto que me han dado y que gracias a eso soy quien soy.
A mi esposa e Hija BÁRBARA y ANA PAULA por todo el amor que en familia
me han dado por apoyarme en esta etapa de mi vida así como por los tiempos
compartidos y por no abandonarme a pesar del tiempo fuera de casa gracias a su
fuerza y entusiasmo que me transmitían veo concluidos mis estudios.
A mis hermanos ABRAHAM Y ANA por el ejemplo que me dieron como
hermanos, por estar a mi lado siempre que los necesite, por los consejos,
enseñanzas y amistad incondicional y por todo el amor que nos tenemos hermanos.
A mis profesores por la enseñanza que a lo largo de mi formación profesional
me ha dado, en especial usted M.C. GUILLERMO FLORES MARTÍNEZ por el apoyo
en la realización de esta tesina y por los conocimientos impartidos, por sus sugerencias
e ideas de las que tanto provecho he sacado.
“Para triunfar en la vida, no es importante llegar primero. Para triunfar
simplemente hay que llegar, levantándose cada vez que se cae en el camino”.

3
CONTENIDO.
AGRADECIMIENTOS. .......................................................................................................................... 2
INTRODUCCIÓN. .................................................................................................................................. 5
CAPÍTULO I.MARCO TEORICO. ....................................................................................................... 7
1.1 INTRODUCCIÓN A LA AUTOMATIZACIÓN INDUSTRIAL. ................................................ 7
1.1.2 IMPACTO SOCIAL. ............................................................................................................. 8
1.1.3 HERRAMIENTAS DE AUTOMATIZACIÓN..................................................................... 9
1.2 HISTORIA DEL PLC. ............................................................................................................... 10
1.3 DESCRIPCIÓN DEL PLC. ...................................................................................................... 13
1.3.1 VENTAJAS. ........................................................................................................................ 14
1.3.2 DESVENTAJAS. ................................................................................................................ 14
1.4 CLASIFICACIÓN DEL PLC. .................................................................................................. 15
1.4.1 PLC TIPO NANO. .............................................................................................................. 15
1.4.2 PLC TIPO COMPACTOS. ................................................................................................ 16
1.4.3 PLC TIPO MODULAR. ..................................................................................................... 17
1.4.4 ESTRUCTURA DE UN PLC. ........................................................................................... 18
1.4.5 FUNCIONES ESPECIALES. ........................................................................................... 19
1.4.6 CONEXIÓN DE I/O AL PLC. ........................................................................................... 19
1.4.7 CAMPOS DE APLICACIÓN. ........................................................................................... 20
1.5 FUNCIONES BASICAS DE PLC............................................................................................ 21
2.1 CARACTERÍSTICAS GENERALES DE STEP7. ................................................................. 25
2.1.1 LENGUAJES LITERALES. .............................................................................................. 25
2.1.2 LENGUAJES GRÁFICOS. ............................................................................................... 26
2.2 TIPOS DE LENGUAJES. ........................................................................................................ 27

4
2.2.1 LENGUAJE KOP. .............................................................................................................. 27
2.2.2 LENGUAJE AWL. .............................................................................................................. 29
2.2.3 LENGUAJE FUP................................................................................................................ 30
2.3 TIPOS DE DATOS. .................................................................................................................. 31
2.4 UNIDADES DE ORGANIZACIÓN DEL STEP7 ................................................................... 32
2.4.1 BLOQUES DE ORGANIZACIÓN. ................................................................................... 32
2.4.2 FUNCIONES. ..................................................................................................................... 33
2.4.3 VARIABLES. ...................................................................................................................... 33
2.4 EL PROGRAMA STEP 7-MICRO WIN. ................................................................................ 35
2.5 PANTALLA PRINCIPAL DE MICROWIN STEP7. ............................................................... 39
2.6 GENERALIDADES DEL S7-200. .......................................................................................... 40
2.6.1 CPU S7—200. .................................................................................................................... 40
2.6.2 TIPOS DE CPU S7 200, ................................................................................................... 41
2.6.3 CARACTERÍTICAS DE LA ALIMENTACIÓN DEL AUTÓMATA. .............................. 43
2.6.4 MEMORIAS. ....................................................................................................................... 45
CAPÍTULO III LIBRERÍA TOGGLE S7200...................................................................................... 49
3.1 LIBRERÍAS. ............................................................................................................................... 49
3.2 TOGGLE. ................................................................................................................................... 50
3.3 LIBRERÍA TOGGLE S7200. ................................................................................................... 52
CONCLUSIÓN. .................................................................................................................................... 55
Bibliografía ............................................................................................................................................ 56

5
INTRODUCCIÓN.
Los PLC cambiaron la forma de automatizar los procesos industriales gracias a
su simplicidad y a sus poderosas funciones.
El presente trabajo desarrolla la implementación de las librerías que ofrece
Siemens ya que existe desconocimiento por parte de usuarios y de programadores
respecto a las funciones de dichas librerías, teniendo como resultado difundir con
claridad la forma de obtenerlas y hacer más práctico la forma de programar un
autómata.
Se describe la historia de aparición así como de sus características principales
y utilidades de los autómatas enfocándose en STEP 7 Microwin y en el modelo S7-
200 de Siemens donde son utilizados en la actualidad en cualquier industria siendo
un dispositivo que está diseñado para el control de señales eléctricas asociadas al
control automático de procesos industriales, entre otras innumerables aplicaciones, en
las cuales se requieran operaciones que puedan ser efectuadas directamente por
dichos dispositivos automáticos.
El PLC posee las herramientas necesarias, tanto de software como de
hardware, que en estos capítulos definiremos y describiremos teniendo un panorama
más claro de lo que un PLC por su simplicidad ofrece a la industria. ,

6
CAPÍTULO I

7
CAPÍTULO I.MARCO TEORICO.
1.1 INTRODUCCIÓN A LA AUTOMATIZACIÓN INDUSTRIAL.
Automatización Industrial proviene del griego antiguo guiado por uno mismo es
el uso de sistemas o elementos computarizados y electromecánicos para controlar
maquinarias y/o procesos industriales.
La automatización como una disciplina de la ingeniería es más amplia que un
sistema de control, abarca la instrumentación industrial que es el grupo de elementos
que sirven para medir, convertir, transmitir, controlar o registrar variables de un
proceso con el fin de optimizar los recursos utilizados como son los sensores, los
transmisores de campo, los sistemas de control y supervisión, los sistemas de
transmisión y recolección de datos y las aplicaciones de software en tiempo real para
supervisar, controlar las operaciones de plantas o procesos industriales.
Las primeras máquinas simples sustituían una forma de esfuerzo en otra forma
que fueran manejadas por el ser humano, tal como levantar un peso pesado con
sistema de poleas o con una palanca. Posteriormente las máquinas fueron capaces
de sustituir formas naturales de energía renovable, tales como el viento, mareas, o un
flujo de agua por energía humana.
Todavía después, algunas formas de automatización fueron controladas por
mecanismos de relojería o dispositivos similares utilizando algunas formas de fuentes

8
de poder artificiales -algún resorte, un flujo canalizado de agua o vapor para producir
acciones simples y repetitivas, tal como figuras en movimiento, creación de música, o
juegos. Dichos dispositivos caracterizaban a figuras humanas, fueron conocidos como
autómatas y datan posiblemente desde 300 AC.
La parte más visible de la automatización actual puede ser la robótica industrial
que puede definirse como el estudio, diseño y uso de robots para la ejecución de
procesos industriales.
Para mediados del siglo XX, la automatización había existido por muchos años
en una escala pequeña, utilizando mecanismos simples para automatizar tareas
sencillas de manufactura. Sin embargo el concepto solamente llegó a ser realmente
práctico con la adición y evolución de las computadoras digitales, cuya flexibilidad
permitió manejar cualquier clase de tarea. Las computadoras digitales con la
combinación requerida de velocidad, poder de cómputo, precio y tamaño empezaron
a aparecer en la década de 1960s. Antes de ese tiempo, las computadoras industriales
eran exclusivamente computadoras analógicas y computadoras híbridas.(wikipedia,
2013)
1.1.2 IMPACTO SOCIAL.
Es un pensamiento muy común que la automatización es fuente directa de
desempleo. Sin embargo, el desempleo es causa por políticas económicas de las
empresas como despedir a un operador en lugar de cambiar sus tareas, que quizás ya

9
no sean de máxima concentración en el proceso, sino tareas de supervisión del
proceso. En lugar de ser despedidos los trabajadores son desplazados y por lo general
son contratados para otras tareas dentro de la misma empresa, o bien en otras
empresas que todavía no se han automatizado. Esto se puede establecer porque
existen muchos trabajos donde no existe riesgo inmediato de la automatización.
Ningún dispositivo ha sido inventado para competir contra el ojo humano en lo que se
refiera a precisión y certeza en muchas tareas; tampoco el oído humano. El más inútil
de los seres humanos puede identificar y distinguir mayor cantidad de esencias que
cualquier dispositivo automático. Las habilidades para el patrón de reconocimiento
humano, reconocimiento de lenguaje y producción de lenguaje se encuentran más allá
de cualquier expectativa de los ingenieros de automatización.
De esta forma también hay quienes sostienen que la automatización genera
más puestos de trabajo de los que elimina.
1.1.3 HERRAMIENTAS DE AUTOMATIZACIÓN.
Con la implementación de métodos numéricos en dispositivo de automatización
el resultado es una gama de aplicaciones de rápida expansión y de enfoque
especializado en la industria. La tecnología asistida por computadora ahora sirve de
base para las herramientas matemáticas y de organización utilizada para crear
sistemas complejos. Ejemplos notables de tecnologías asistidas por computadora

10
incluye el diseño asistido por computadora (CAD) y fabricación asistida por ordenador
(CAM). La mejora en el diseño, análisis, y la fabricación de productos basados en estos
ha sido beneficiosa para la industria.
. La tecnología informática, junto con los mecanismos y procesos industriales,
pueden ayudar en el diseño, implementación y monitoreo de sistemas de control. Un
ejemplo de un sistema de control industrial es un controlador lógico programable
(PLC). Los PLC' están especializados para sincronizar el flujo de entradas de sensores
y eventos con el flujo de salidas a los actuadores y eventos. La Interfaz hombre-
máquina (HMI) o interfaces hombre computadora, se suelen utilizar para comunicarse
con los PLC' y otros equipos. El personal de servicio se encarga del seguimiento y
control del proceso a través de los HMI, en donde no solo puede visualizar el estado
actual proceso sino también hacer modificaciones a variables
Críticas del proceso. (Rokatek, 2010)
1.2 HISTORIA DEL PLC.
El desarrollo de las diferentes tecnologías a lo largo de la primera mitad del siglo
XX dio lugar a una paulatina elevación de la complejidad de los sistemas e hizo que
fuesen muchas las variables físicas que tienen que ser vigiladas y controladas. Pero
dicho control no puede ser realizado de forma directa por el ser humano debido a que
carece de suficiente capacidad de acción mediante sus manos y de sensibilidad y

11
rapidez de respuesta a los estímulos que reciben sus sentidos. (Mandado Pérez,
Marcos Acevedo, & Armesto Quiroga, 2009)
Los autómatas programables aparecieron en los Estados Unidos entre los años
1969 y 1970, más particularmente en el sector de la industria del automóvil; fueron
empleados en Europa aproximadamente dos años más tarde. Su fecha de ceración
coincide con el comienzo de la era del microprocesador y con la generación de la lógica
cableada modular.
En 1969 la Bedford Associates propuso algo denominado Controlador Digital
Modular para la División Hydramatic de la General Motors, la cual instaló el primer PLC
para reemplazar los sistemas inflexibles alambrados usados entonces en sus líneas
de producción. Para 1971, los PLC se extendían a otras industrias, por lo que nace el
MODICON 084, primer PLC del mundo en ser producido comercialmente.
A mediados de los 70 las tecnologías dominantes de los PLC eran máquinas de
estados secuenciales y CPU basadas en desplazamiento de bit. Los AMD 2901 y
2903 fueron muy populares. Los microprocesadores convencionales cedieron la
potencia necesaria para resolver de forma rápida y completa la lógica de los pequeños
PLC. Por cada modelo de microprocesador había un modelo de PLC basado en el
mismo.
Para esa misma fecha, se empiezan a desarrollar las habilidades de
comunicación, por los que un PLC podía dialogar con otros PLC y en conjunto podían

12
estar aislados de las máquinas que controlaban. También podían enviar y recibir
señales de tensión variables, entrando en el mundo analógico. Desafortunadamente,
la falta de un estándar acompañado con un continuo cambio tecnológico hizo que la
comunicación entre PLC se volviera un problema serio debido a que los protocolos
eran incompatibles entre sí. No obstante, la década de los setentas fue una gran
década para los PLC.
En los 80´s se produjo un intento de estandarización de las comunicaciones con
el protocolo MAP (Manufacturing Automation Protocol) de General Motors. También
fue un tiempo en el que se redujeron las dimensiones del PLC y se pasó a programar
con programación simbólica a través de ordenadores personales en vez de los clásicos
terminales de programación.
En los años ochenta, ya los componentes electrónicos permitieron un conjunto
de operaciones en 16 bits, - comparados con los 4 de los 70s -, en un pequeño
volumen, lo que los popularizó por todo el mundo.
En los primeros años de los noventas, aparecieron los microprocesadores de
32 bits con posibilidad de operaciones matemáticas complejas, y de comunicaciones
entre PLC de diferentes marcas y PC, los que abrieron la posibilidad de fábricas
completamente automatizadas y con comunicación a la Gerencia en “tiempo real”. Los
años 90´s mostraron una gradual reducción en el número de nuevos protocolos, y en
la modernización de las capas físicas de los protocolos más populares que

13
sobrevivieron a los años 80´s. El último estándar (IEC 1131-3) intenta unificar el
sistema de programación de todos los PLC en un único estándar internacional. Ahora
disponemos de PLC que pueden ser programados en diagramas de bloques, lista de
instrucciones, C y texto estructurado al mismo tiempo.(FI-UNLP, s.f.)
Por todo ello se planteó el desarrollo de equipos capaces de procesar y
memorizar variables físicas, que constituyen sistemas de tratamiento de la
información. En realidad, la necesidad de estos sistemas se remota a los primeros
estados del desarrollo de la ciencia y tecnología, pero fue el descubrimiento de la
electricidad y su posterior dominio tecnológico a través de la electrónica el que permitió
el desarrollo de sistemas que memorizan y procesan información mediante señales
eléctricas con un consumo energético muy pequeño que ha permitido reducir
paulatinamente su tamaño y su coste.
1.3 DESCRIPCIÓN DEL PLC.
Un autómata programable suele emplearse en procesos industriales que tengan
una o varias de las siguientes necesidades:
• Espacio reducido.
• Procesos de producción periódicamente cambiantes.
• Procesos secuenciales.
• Maquinaria de procesos variables.

14
• Instalaciones de procesos complejos y amplios.
• Chequeo de programación centralizada de las partes del proceso.
1.3.1 VENTAJAS.
Entre las ventajas de los autómatas programables tenemos:
Menor tiempo de elaboración de proyectos.
Posibilidad de añadir modificaciones sin costo añadido en otros componentes.
Mínimo espacio de ocupación.
Menor costo de mano de obra.
Mantenimiento económico.
Posibilidad de gobernar varias máquinas con el mismo autómata.
Control más preciso
Seguridad en el proceso
Detección rápida de averías
Menor tiempo de puesta en funcionamiento.
Si el autómata queda pequeño para el proceso industrial puede seguir siendo
de utilidad en otras máquinas o sistemas de producción.
1.3.2 DESVENTAJAS.
Entre los inconvenientes de los autómatas programables tenemos:

15
Mano de obra especializada.
Centraliza el proceso.
Condiciones ambientales apropiadas.
Mayor costo para controlar tareas muy pequeñas o sencillas
Un PLC o Autómata Programable posee las herramientas necesarias, tanto de
software como de hardware, para controlar dispositivos externos, recibir señales de
sensores y tomar decisiones de acuerdo a un programa que el usuario elabore según
el esquema del proceso a controlar.
1.4 CLASIFICACIÓN DEL PLC.
Debido a la gran variedad de tipos distintos de PLC, tanto en sus funciones, en
su capacidad, en el número de I/O (entradas y salidas), en su tamaño de memoria, en
su aspecto físico y otros, es que es posible clasificar los distintos tipos en varias
categorías.
1.4.1 PLC TIPO NANO.
Generalmente PLC de tipo compacto (Fuente, CPU e I/O integradas) que puede
manejar un conjunto reducido de I/O, generalmente en un número inferior a 100.
Permiten manejar entradas y salidas digitales y algunos módulos especiales.

16
Figura 1.1 PLC Tipo Nano.
Fuente Autómatas programables.
1.4.2 PLC TIPO COMPACTOS.
Estos PLC tienen incorporado la Fuente de Alimentación, su CPU y módulos de
I/O en un solo módulo principal y permiten manejar desde unas pocas I/O hasta varios
cientos ( alrededor de 500 I/O ) , su tamaño es superior a los Nano PLC y soportan
una gran variedad de módulos especiales, tales como:
Entradas y salidas análogas
Módulos contadores rápidos
Módulos de comunicaciones
Interfaces de operador
Expansiones de i/o

17
Figura 1.2 PLC Tipo Compacto.
Fuente Autómata programables.
1.4.3 PLC TIPO MODULAR.
Estos PLC se componen de un conjunto de elementos que conforman el
controlador final, estos son:
Rack
Fuente de Alimentación
CPU
Módulos de I/O
Comunicaciones.
Contaje rápido.

18
Figura 1.3 PLC Tipo Modular
Fuente Autómatas Programables.
1.4.4 ESTRUCTURA DE UN PLC.
Entrada: Corresponde al elemento o interfaz por el cual ingresan los datos
que son adaptados y codificados en forma comprensible para la CPU. A la entrada
se pueden conectar distintos tipos de captadores como por ejemplo interruptores,
pulsadores, sensores, etc. Esta sección del PLC también cumple una misión de
protección de los circuitos electrónicos internos.
Unidad central de Procesos: Esta sección realiza la interpretación de las
instrucciones del programa ingresado a través del usuario y de acuerdo a los
resultados obtenidos a la entrada activa o desactiva las salidas del PLC.
Memoria: Esta etapa es la encargada de almacenar la información del programa
y los datos con los cuales trabaja la CPU. Dependiendo de la función se utilizarán

19
distintos tipos de memoria, como por ejemplo: memoria de usuario, memoria de
tabla de datos, memoria de sistema y memoria de almacenamiento.
Salida: Esta sección trabaja con las señales entregadas de la CPU,
decodificándolas y amplificándolas para manejar distintos tipos de actuadores
como por ejemplo relés, contactores, electro-válvulas, lámparas, etc. Esta etapa
también cuenta con un sistema de protección para los circuitos internos.
1.4.5 FUNCIONES ESPECIALES.
De estos tipos existen desde los denominados Micro PLC que soportan gran
cantidad de I/O, hasta los PLC de grandes prestaciones que permiten manejar miles
de I/O.
1.4.6 CONEXIÓN DE I/O AL PLC.
Los autómatas programables se componen de tres bloques principales:
La sección de entradas: adapta y codifica de forma comprensible para la CPU
las señales procedentes de los dispositivos de entrada o captadores. También
tiene una misión de protección de los circuitos electrónicos internos del
autómata.

20
La unidad central de procesos o CPU: Es la inteligencia del sistema. Es la zona
del autómata donde se interpretan las instrucciones del programa de usuario,
y en función de las entradas, activa las salidas deseadas.
La sección de salidas: Decodifica las señales de la CPU, las amplifica y manda
con ellas los dispositivos de salida o actuadores.
1.4.7 CAMPOS DE APLICACIÓN.
El PLC por sus especiales características de diseño tiene un campo de
aplicación muy extenso. La constante evolución del hardware y software amplía
constantemente este campo para poder satisfacer las necesidades que se detectan en
el espectro de sus posibilidades reales.
Su utilización se da fundamentalmente en aquellas instalaciones en donde es
necesario un proceso de maniobra, control, señalización, por tanto, su aplicación
abarca desde procesos de fabricación industriales de cualquier tipo a transformaciones
industrial o control de instalaciones.
Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad
de almacenar los programas para su posterior y rápida utilización, la modificación o
alteración de los mismos, hace que su eficacia se aprecie fundamentalmente en
procesos en que se producen necesidades tales como:
Espacio reducido
Procesos de producción periódicamente cambiantes

21
Procesos secuenciales
Maquinaria de procesos variables
Instalaciones de procesos complejos y amplios
Chequeo de programación centralizada de las partes del proceso
Ejemplos de aplicaciones generales
Maniobra de máquinas
Maquinaria industrial de plástico
Máquinas transfer
Maquinaria de embalajes
Maniobra de instalaciones: (Enrique, Jorge, & Alfonso, 1999)
Instalación de aire acondicionado, calefacción
Instalaciones de seguridad
Señalización y control:
Chequeo de programas
Señalización del estado de procesos
1.5 FUNCIONES BASICAS DE PLC.
Dentro de las funciones básicas del PLC podemos encontrar las siguientes:
Detección: Lectura de la señal de los captadores distribuidos por el sistema
de fabricación.

22
Mando: Elaborar y enviar las acciones al sistema mediante los accionadores
y pre accionadores.
Dialogo hombre maquina: Mantener un diálogo con los operarios de
producción, obedeciendo sus consignas e informando del estado del
proceso.
Programación: Para introducir, elaborar y cambiar el programa de aplicación
del autómata. El dialogo de programación debe permitir modificar el
programa incluso con el autómata controlando la máquina.
Redes de comunicación: Permiten establecer comunicación con otras partes
de control. Las redes industriales permiten la comunicación y el intercambio
de datos entre autómatas a tiempo real. En unos cuantos milisegundos
pueden enviarse telegramas e intercambiar tablas de memoria compartida.
Sistemas de supervisión: También los autómatas permiten comunicarse con
ordenadores provistos de programas de supervisión industrial. Esta
comunicación se realiza por una red industrial o por medio de una simple
conexión por el puerto serie del ordenador.
Control de procesos continuos: Además de dedicarse al control de sistemas
de eventos discretos los autómatas llevan incorporadas funciones que
permiten el control de procesos continuos. Disponen de módulos de entrada
y salida analógicas y la posibilidad de ejecutar reguladores PID que están
programados en el autómata.

23
Entradas- Salidas distribuidas: Los módulos de entrada salida no tienen por
qué estar en el armario del autómata. Pueden estar distribuidos por la
instalación, se comunican con la unidad central del autómata mediante un
cable de red.
Buses de campo: Mediante un solo cable de comunicación se pueden
conectar al bus captadores y accionadores, reemplazando al cableado
tradicional. El autómata consulta cíclicamente el estado de los captadores y
actualiza el estado de los accionadores.(Automatas programables , 2001)
24
CAPÍTULO II

25
CAPÍTULO II. ENTORNO DE PROGRAMACIÓN
MICROWIN STEP7 2.1 CARACTERÍSTICAS GENERALES DE STEP7.
La existencia de múltiples sistemas de programación propietarios diferentes e
incompatibles entre sí, propicio el desarrollo de un sistema de programación
normalizado por parte de la Comisión Electrotécnica Internacional conocida por las
siglas IEC (International Electrotechnical Commission).en la actualidad coexisten el
sistema de programación normalizado y lo propietarios uno de ellos con mayor
implementación industrial es el STEP7 de Siemens que nos permite cargar y descargar
secuencias lógicas del/al PLC así como de monitorear el estado de cada variable
durante el desarrollo del proceso. El sistema de programación STEP7 está formado
por diferentes tipos de lenguajes.
2.1.1 LENGUAJES LITERALES.
Las instrucciones de este tipo de lenguajes están formadas por letras, números
Y símbolo especial. Son lenguajes de este tipo:
El lenguaje de lista de instrucciones que en STEP7 se denomina STL
(Statement List) o AWL (del alemán “anweisungsliste”) que significa
precisamente “Lista de Instrucciones”. Es el lenguaje ensamblador de
STEP7.
26
El lenguaje de texto estructurado, que en STEP7 se denomina SCL
(Structured Control Language), es un lenguaje de alto nivel similar al
Pascal que cumple la norma IEC 1131-3.se utiliza para la programación
de tareas complejas en las que es necesario realizar un procesamiento
de gran cantidad de datos.
2.1.2 LENGUAJES GRÁFICOS.
Los lenguajes de instrucciones se representan mediante figuras geométricas y
siempre plasman la arquitectura básica de un procesador.
Conocer un lenguaje de programación nos permite escribir códigos que el
ordenador interpreta para realizar una secuencia de tareas aritmético-lógicas que
generan contenido gráfico.
Estos lenguajes son de este tipo:
El lenguaje de esquema de contactos que en STEP7 se denomina LAD
(Ladder Diagram) o KOP (del alemán Kontakts plan)
El lenguaje de diagrama de funciones que en STEP7 se denomina FBD
(Function Block Diagram) o FUP (del alemán Funktions Plan)
El diagrama funcional de secuencias SFC (Sequential Function Chart)
que en STEP7 se denomina S7-GRAPH, cuyo principal antecedente es
el lenguaje GRAFCET (Grafo de Control etapa-transición) desarrollado

27
por la Asociación Francesa para la Cibernética Económica y Técnica
(AFCET).
El diagrama de transición de estados S7-HiGraph y el lenguaje de
conexión de bloques CFC (Continuous Function Chart) similar al
diagrama de funciones en el que cada bloque es a su vez un programa.
Todos estos lenguajes facilitan la labor de programación del usuario y la
elección de uno u otro depende de su experiencia y conocimientos en que se especifica
el problema de control a resolver y de la complejidad del mismo (Mandado Pérez,
Marcos Acevedo, & Armesto Quiroga, 2009).
2.2 TIPOS DE LENGUAJES.
2.2.1 LENGUAJE KOP.
Es un esquema de contactos que se aproxima mucho a un esquema
eléctrico de circulación de corriente, ya que se utilizan símbolos como contactos o
bobinas.
Reglas para disponer contactos:
1. Cada segmento debe comenzar con un contacto.
2. Un segmento no se puede terminar con un contacto.
Reglas para disponer bobinas.

28
1. Las bobinas se utilizan para terminar un segmento, más no para
comenzarlos.
2. Un solo segmento puede contener varias bobinas, siempre y cuando las
bobinas se encuentren en ramificaciones paralelas de ese segmento en
3. particular.
Figura 2.1 Ejemplo del lenguaje KOP
Fuente Microwin

29
2.2.2 LENGUAJE AWL.
Con AWL se puede programar independientemente del programa utilizado ya
que se basa en un conjunto de códigos y símbolos, cada uno de los cuales
corresponde a una o más operaciones o instrucciones de lenguaje de máquina .las
sentencias válidas y su significado pueden ser encontradas en la ayuda de Microwin
STEP7.
Figura 2. 1 Representación AWL
Fuente Microwin

30
2.2.3 LENGUAJE FUP.
El lenguaje de diagrama de funciones es un lenguaje simbólico en el que las
distintas combinaciones entre variables se representan mediante los símbolos de las
compuertas lógicas correspondientes que, aunque no coinciden Exactamente con los
normalizados por la Comisión Electrónica Internacional se inspiran en general en dicha
norma.
Este lenguaje de programación grafico ha sido diseñado como ayuda a
programadores que se encuentran más familiarizados con la electrónica digital y el uso
de compuertas lógicas.
Figura 2.2 Representación FUP.
Fuente Microwin.

31
2.3 TIPOS DE DATOS.
Los datos constituyen la información básica en las que se realizan operaciones.
En STEP7 se definen los tipos de datos que se indican en la tabla 2.1
Denominación Bits Ejemplo Descripción
BOOL 1 FALSE o TRUE
Variable Binaria o Lógica
(boolean)
INT 16 `-32768 ...32767
Número entero con signo
(Intager)
DINT 32
Número entero doble con signo
REAL 32 0.456 Número real
BYTE 8 `0…255 Conjunto de 8 bits
WORD 16 `0…65535 Conjunto de 16 bits
DWORD 32
´0…
Conjunto de 32 bits ( Doublé
Word)
TIME 32 T#5d4h2m38s3.5ms Duración
DATE 16 D#2002-01-01 Fecha
TIME OF DAY 32 TOD#15:35:08.36 Hora del día
S5TIME 16 S5T#2h2m38s Duración
DATE_AND_TIME 64 DT#2002-01-01-15:35:08.36 Fecha y Hora
CHAR 8 `A Carácter
STRING AUTOMATA Cadena de carácter
Tabla 2.1. Principales tipos de datos del sistema de programación STEP7
Fuente: Autómatas Programables
−231... +231 -1
232 -1

32
2.4 UNIDADES DE ORGANIZACIÓN DEL STEP7.
Un autómata programable se utiliza para controlar una maquina o un proceso
determinado. Para ello es necesario conocer las especificaciones concretas, y a partir
de ellas, realizar un proyecto o aplicación que da como resultado un conjunto de tareas
que, una vez programadas en el autómata programable, hace que comporte de
manera provista.
En aplicaciones sencillas el proyecto se realiza mediante una única tarea que
se encarga de la ejecución cíclica del programa. Cuando la aplicación es compleja, es
preciso programar tareas que se encarguen de la ejecución de una o más unidades
de organización del programa, denominadas “Bloques “que son instrucciones o
conjunto de instrucciones realizadas entre sí que proporcionan una determinada
funcionalidad.
En STEP7 existen tres tipos de unidades de organización del programa, que
son los bloques de organización, las funciones y los bloques funcionales.
2.4.1 BLOQUES DE ORGANIZACIÓN.
En las aplicaciones de los autómatas programables hay determinadas tareas
que deben ser ejecutadas periódicamente o cuando se producen determinados
sucesos y así facilitar al usuario la tarea del desarrollo del programa.

33
2.4.2 FUNCIONES.
Las funciones denominadas FC (Function), son unidades de organización del
programa que tiene como objeto:
Agrupar las instrucciones que se tienen que ejecutar varias veces a lo largo del
programa.
Subdividir el programa en partes fácilmente comprensibles.
Su aplicación se realiza en los lenguajes literales de STEP7 mediante una operación
específica de llamada.
Para que el usuario no tena que diseñar sus propias funciones para realizar las
tareas más habituales, STEP7 incorpora un amplio conjunto de operaciones que
constituyen funciones predefinidas.
2.4.3 VARIABLES.
Las variables constituyen la información de las terminales de entrada y salida
de un autómata programable o la contenida en una posición de su memoria interna

34
Tabla 2.2 Operaciones numéricas de un operando
Fuente Autómatas Programables.
Lenguaje FUP. Lenguaje AWL Descripción
ADD_I 1 Suma números enteros
MUL_I *1 Multiplica números enteros
Aritméticas ( de dos operandos)
SUB_I -1 Resta números enteros
DIV_I `/1 Divide números enteros
MOD Calcula el resto de división (Modulo)
ADD_D `+D Suma enteros dobles
ADD_R `+R Suma números reales
Tabla 2.3 Operaciones aritméticas de dos o más operadores.
Fuente Autómatas Programables.
Nombre Descripción
ABS Valor absoluto
SQR Elevar al cuadrado
SQRT Raíz cuadrada
LN Logaritmo natural
EXP Exponencial natural
SIN Seno de un ángulo en radicales
COS Coseno de un ángulo en radicales
TAN Tangente de un ángulo en radicales
ASIN Arco seno de un ángulo
ACOS Arco coseno de un ángulo
ATAN Arco tangente de un ángulo

35
Símbolo Significado
> Mayor
>= Mayor o igual
`= = Igual
< Menor
<= Menor o igual
<> Desigual
Tabla 2.3 Comparación
Fuente Autómatas Programables.
2.4 EL PROGRAMA STEP 7-MICRO WIN.
Este programa está compuesto por los siguientes
elementos:
Barra de título: ubica en la parte superior de la ventana del programa
Microwin STEP7 y contiene el título y los botones para controlar las
ventanas.
Barra de menús: Permite ejecutar funciones utilizando el ratón o
combinaciones de teclas. El menú Herramientas se puede personalizar
agregando aplicaciones propias.
Figura 2.4.ícono
Microwin STEP 7.

36
Barras de herramientas: Permiten acceder fácilmente con el ratón a las
funciones de STEP 7-Micro/WIN utilizadas con frecuencia. El contenido
y el aspecto de cada una de las barras de herramientas se puede
personalizar.
Barra de navegación: Incorpora grupos de botones para facilitar la
programación: "Ver" Seleccione esta categoría para visualizar los
botones Bloque de programa, Tabla de símbolos, Tabla de estado,
Bloque de datos, Bloque de sistema, Referencias cruzadas y
Comunicación.
Herramientas: Seleccione esta categoría para visualizar los botones del
Asistente de operaciones y del Asistente TD 200. Nota: Si la barra de
navegación contiene objetos que no se puedan mostrar debido al tamaño
actual de la ventana, se visualizarán botones que permiten desplazarse
hacia arriba o hacia abajo para ver los demás objetos.
Árbol de operaciones: Ofrece una vista en árbol de todos los objetos del
proyecto y de todas las operaciones disponibles en el editor de
programas actual (KOP, FUP o AWL). Para insertar unidades de
organización del programa adicionales, en el área de proyectos del árbol,
haga clic con el botón derecho del ratón en la carpeta en cuestión.
Asimismo, puede pulsar el botón derecho del ratón en una UOP individual
para abrirla, cambiar su nombre, borrarla o editar su hoja de propiedades.

37
Estando en el área de operaciones del árbol, puede hacer clic con el botón
derecho del ratón en una carpeta o en una operación individual, con objeto de
ocultar el árbol entero. Tras abrir una carpeta de operaciones, puede insertar
operaciones en la ventana del editor de programas (sólo en KOP y FUP, no en
AWL), haciendo doble clic en la operación en cuestión o utilizando el método de
arrastrar y soltar.
Tabla de variables locales: Contiene asignaciones hechas a las variables
locales (es decir, a las variables utilizadas por las subrutinas y las rutinas
de interrupción). Las variables creadas en la tabla de variables locales
utilizan la memoria temporal. El sistema se encarga de gestionar la
asignación de direcciones. Las variables locales sólo se pueden utilizar
en la unidad de organización del programa donde se hayan creado.
Editor de programas: Contiene la tabla de variables locales y la vista del
programa correspondiente al editor (KOP, FUP, o AWL) que se esté
utilizando en el proyecto actual. En caso necesario, la barra de división
se puede arrastrar para ampliar la vista del programa y cubrir la tabla de
variables locales. Si se han creado subrutinas o rutinas de interrupción
además del programa principal, aparecerán fichas en el lado inferior de
la ventana del editor de programas. Para desplazarse entre las

38
subrutinas, las rutinas de interrupción y el programa principal puede
hacer clic en la ficha en cuestión.
Ventana de resultados: Visualiza mensajes de información cuando se
compila el programa. Si se indican errores en dicha ventana, puede hacer
doble en un mensaje de error. El segmento en cuestión se visualizará
entonces en la ventana del editor de programas.
Barra de estado: Informa acerca del estado de las funciones que se
ejecuten en STEP 7- Micro/WIN.
Tabla de símbolos/Tabla de símbolos globales: Permite asignar y editar
símbolos globales (es decir, valores simbólicos que se pueden utilizar en
cualquier unidad de organización del programa donde se ha creado el
símbolo). Es posible crear varias tablas de símbolos. La tabla de
símbolos (tabla de variables globales) incorpora también una ficha que
contiene los símbolos definidos por el sistema que se pueden utilizar en
el programa de usuario. La tabla de estado Permite observar el estado
de las entradas, salidas y variables del programa. Es posible crear varias
tablas de estado para visualizar elementos de diferentes partes del
programa. Cada una de dichas tablas tiene su propia ficha en la ventana
Tabla de estado.

39
Bloque de datos/Inicializador de datos: Permite visualizar y editar el
contenido del bloque de datos. En la ilustración 1 se muestra el ícono de
acceso directo al programa Microwin STEP7.
2.5 PANTALLA PRINCIPAL DE MICROWIN STEP7.
En la ilustración 2 nos visualiza el esquema de la pantalla principal de Microwin
STEP7, con sus diferentes barras de herramientas y ventanas.
Figura 2.5 Pantalla principal de Microwin STEP7.
Fuente: Microwin

40
2.6 GENERALIDADES DEL S7-200.
La gama S7--200 comprende diversos sistemas de automatización pequeños
(Micro—PLC) que se pueden utilizar para numerosas tareas. El S7--200 vigila las
entradas y cambia el estado de las salidas conforme al programa de usuario que puede
incluir operaciones de lógica booleana, operaciones con contadores y temporizadores,
operaciones aritméticas complejas, así como comunicación con otros aparatos
inteligentes. Gracias a su diseño compacto, su configuración flexible y su amplio juego
de operaciones, el S7--200 es especialmente apropiado para solucionar numerosas
tareas de automatización.
2.6.1 CPU S7—200.
Figura 2.6 CPU S7-200
Fuente: Siemens

41
La CPU S7--200 incorpora en una carcasa compacta un microprocesador, una
fuente de alimentación integrada, así como circuitos de entrada y de salida que
conforman un potente Micro--PLC (ilustración 1). Tras haber cargado el programa en
el S7--200, éste contendrá la lógica necesaria para supervisar y controlar los aparatos
de entrada y salida de la aplicación. (SIEMENS, 2008)
2.6.2 TIPOS DE CPU S7 200,
Tabla 2.5 Comparativa de CPU
Fuente Siemens

42
Siemens ofrece diferentes modelos de CPU S7--200 que ofrecen una gran
variedad de funciones y prestaciones para crear soluciones efectivas de
automatización destinadas a numerosas aplicaciones. En la tabla 3 se comparan de
forma resumida algunas de las funciones de la CPU.
La función principal del S7--200 consiste en vigilar las entradas de campo y,
conforme a la lógica de control, activar o desactivar los aparatos de salida de campo
El S7--200 relaciona el programa con las entradas y salidas físicas El
funcionamiento básico del S7--200 es muy sencillo:
Figura 2.7 S7- 200 entradas y salidas
Fuente Siemens

43
2.6.3 CARACTERÍTICAS DE LA ALIMENTACIÓN DEL AUTÓMATA.
En la tapa superior vemos la siguiente inscripción: AC/DC/RLY. Esto significa
que el autómata se alimenta con una tensión alterna AC, posee una salida de continua
DC y las salidas tienen conexión de relé o contacto libre de potencial RLY.
Salidas: En el caso de la CPU-224, las salidas tienen conexión por relé (contacto
libre de potencial). Debido a esto, la tensión con la que debemos alimentar los
comunes (1L, 2L, 3L) de las salidas debe coincidir exactamente con la tensión nominal
de la carga que se encuentre conectada a la salida.
Puesto que normalmente disponemos de varias cargas que requieren distintos
niveles de tensión, deberemos conectar todas aquellas cargas que precisen la misma
tensión a las salidas pertenecientes a un mismo común, y alimentar dicho común con
la tensión nominal que necesiten dichas cargas.
Figura 2.8. Alimentación del S7-200
Fuente: Autómatas Programables.

44
Las cargas 1 - 4 necesitan una tensión de 24V de continua, mientras que las
cargas 5 y 6, requieren 230V de alterna.
En la tapa frontal tenemos una pestaña con tres posiciones que nos permite
situar al autómata en tres modos de funcionamiento distinto:
RUN: El autómata ejecuta cíclicamente las instrucciones del programa
de usuario.
TERM: Este estado permite el control del autómata desde un terminal
externo como, por ejemplo, un PC. Desde este terminal se puede poner
el autómata en modo RUN o STOP. STOP: El autómata está encendido,
pero el programa de usuario no se ejecuta. Debajo de esta tapa también
se ubican dos potenciómetros analógicos y la conexión a módulos de
ampliación. Los potenciómetros permiten incrementar o decrementar
valores almacenados en los bytes de marcas especiales SMB28 y
SMB29. Estos valores están comprendidos en el rango [0 a 255]. El
programa puede utilizar estos valores de sólo lectura para diversas
funciones, p.ej. para actualizar el valor actual de un temporizador o de
un contador.
LED de estado: En la CPU existen una serie de LED que proporcionan
información acerca el modo de funcionamiento de la CPU (RUN, STOP

45
o TERMINAL), del estado de las entradas y salidas locales y de un fallo
en el sistema.
Cartucho: Los CPU asisten un cartucho de memoria opcional que
permite almacenar el programa en una EEPROM portátil.
Puerto de comunicaciones: El autómata S7-200 posee un único puerto
de comunicaciones que permite conectar el autómata a otras unidades
programables. Principalmente se utiliza para conectar la consola de
programación o el PC con el autómata para cargar el programa de
control.
2.6.4 MEMORIAS.
La memoria es el almacén donde el autómata guarda todo cuanto necesita
para ejecutar la tarea de control
En un autómata programable, la memoria interna es aquella que almacena el
estado de las variables que maneja el autómata: entradas, salidas, contadores, relés
internos, señales de estado. Esta memoria interna se encuentra dividida en varias
áreas, cada una de ellas con un cometido y características distintas.

46
La clasificación de la memoria interna no se realiza atendiendo a sus
características de lectura y escritura, sino por el tipo de variables que almacena y el
número de bits que ocupa la variable.
El Bit es la unidad de una señal binaria. 1 bit es la menor unidad de información
y puede adoptar los estados “1” o “0”.
Un Byte está formado por 8 caracteres binarios sucesivos. Así pues, un byte
tiene una longitud de 8 bits. En un P.L.C. esto permite agrupar en un byte de entrada
(IB), un byte de salida (QB) los estados de señal de 8 entradas u 8 salidas binarias.
De la misma manera que para las entradas/salidas, se hablará de byte de marca
interna (MB) o de byte de memoria especial (VB).
Si se agrupan 2 byte – es decir, 16 bit – formando una unidad, entonces las 16
posiciones binarias forman una palabra. En el P.L.C. los estados de señal de 16
entradas o 16 salidas se agrupan en una palabra de entrada (IW), una palabra de
salida (QW), una palabra de marca interna (MW), o en una palabra de memoria
variable (VW).
Si finalmente agrupamos 2 palabras, obtenemos una doble palabra que estará
formada por 32 bits. Los P.L.C. ´s más potentes permiten trabajar con dobles palabras
de entradas (ID), dobles palabras de salidas (QD), dobles palabras de marcas internas
(MD), o dobles palabras de memoria de variables (VD).

47
Figura 2.9 Características De Las Memorias
Fuente: Autómatas Programables.

48
CAPÍTULO III

49
CAPÍTULO III LIBRERÍA TOGGLE S7200.
3.1 LIBRERÍAS.
Las librerías son un conjunto de subprogramas utilizados para desarrollar
software, codificados en un lenguaje de programación, Las librerías contienen código
y datos, que proporcionan servicios a programas independientes, es decir, pasan a
formar parte de éstos. Esto permite que el código y los datos se compartan y puedan
modificarse de forma modular.
A diferencia de un programa ejecutable, el comportamiento que implementa una
librería no espera ser utilizada de forma autónoma, sino que su fin es ser utilizada por
otros programas, independientes y de forma simultánea.
Una librería pueden requerir de otras para funcionar, pues el comportamiento
que definen, o altera, el comportamiento de la librería original; o bien la hace disponible
para otra tecnología o lenguaje de programación.
Las librerías pueden vincularse a un programa o a otra librería en distintos puntos del
desarrollo o la ejecución, según el tipo de vínculo que se quiera establecer.

50
La mayoría de los sistemas operativos modernos proporcionan librerías que
implementan los servicios del sistema. De esta manera, estos servicios se han
convertido en una "materia prima" que cualquier aplicación moderna espera que el
sistema operativo ofrezca. Como tal, la mayor parte del código utilizado por las
aplicaciones modernas se ofrece en estas librerías. (WIKIPEDIA, 2013).
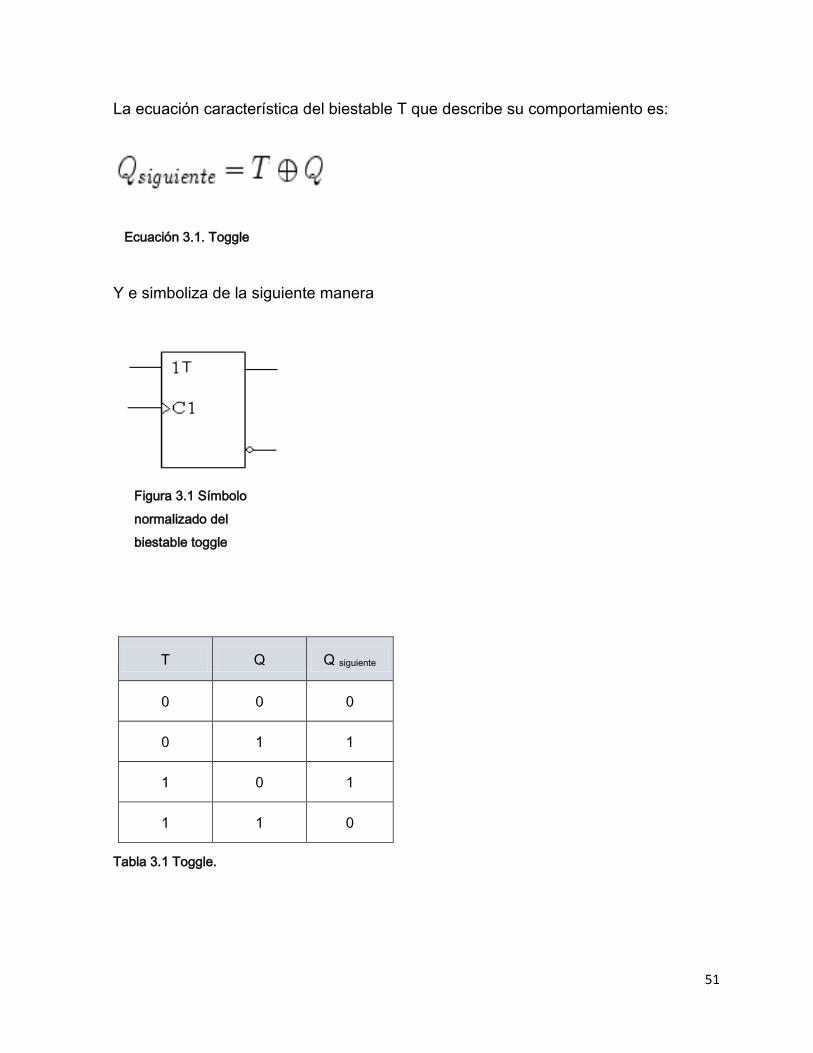
3.2 TOGGLE.
Un biestable es un multivibrador capaz de permanecer en uno de dos estados
posibles durante un tiempo indefinido en ausencia de perturbaciones. Esta
característica es ampliamente utilizada en electrónica digital para memorizar
información. El paso de un estado a otro se realiza variando sus entradas.
Dependiendo del tipo de dichas entradas los biestables se dividen en:
La entrada de sincronismo puede ser activada por nivel (alto o bajo) o por flanco
(de subida o de bajada). Dentro de los biestables síncronos activados por nivel están
los tipos RS y D, y dentro de los activos por flancos los tipos JK, Toggle y D.
Toggle es un dispositivo de almacenamiento temporal de 2 estados (alto y bajo).
El biestable Toggle cambia de estado cada vez que la entrada de sincronismo o de
reloj se dispara mientras la entrada Toggle está a nivel alto. Si la entrada Toggle está
a nivel bajo, el biestable retiene el nivel previo.
51
La ecuación característica del biestable T que describe su comportamiento es:
Ecuación 3.1. Toggle
Y e simboliza de la siguiente manera
Tabla 3.1 Toggle.
T Q Q siguiente
0 0 0
0 1 1
1 0 1
1 1 0
Figura 3.1 Símbolo
normalizado del
biestable toggle

52
3.3 LIBRERÍA TOGGLE S7200.
La librería TOGGLE la podemos descargar de manera gratuita en la página de
SIEMENS
Figura 3.2 Descarga de Toggle
Y será almacenada en el árbol de operaciones.

53
Figura 3.3 Librería Toggle
Con la ayuda de la librería “Toggle” se puede implementar la función “Toggle”
(activación y desactivación).
La librería contiene el modulo “Toggle” cuya característica es que la salida
“OUT” cambia de estado con cada activación de la entrada “IN”.
En la figura 3.4 se muestra un ejemplo del uso de la librería Toggle donde su
procedimiento a continuación se describe:
1. Active el parámetro de la entrada “IN” con ayuda de un flanco ascendente o
descendente.
2. Asigne el parámetro “MEM” un bit de variable libre para archivar temporalmente
el estado de la salida “OUT”.

54
Figura 3.4 Ejemplo de utilización de Toggle

55
CONCLUSIÓN.
Un PLC es un aparato electrónico de bajo mantenimiento y fácil uso operado
digitalmente que usa una memoria programable para el almacenamiento interno de
instrucciones las cuales implementan funciones específicas tales como lógicas,
secuenciales y de temporización, para controlar a través de módulos de entrada /salida
digitales y analógicas
Podemos decir que la librería facilita a usuarios y programadores y son fáciles
de descargar y su utilización simplifica la programación y la estructura del programa,
estos programas ofrecen muchas funciones definidas por los fabricantes y son
necesarias para la programación de los autómatas.
Los PLC ofrecen numerosos tipos de operaciones que permiten solucionar una
gran variedad de tareas de automatización es por eso que son necesarias en la
actualidad en la industria.

56
Bibliografía
Automatas programables . (Diciebre de 2001). Obtenido de
http://www.sc.ehu.es/sbweb/webcentro/automatica/WebCQMH1/PAGINA%20PRINCIPAL/in
dex.htm
AUTOMATAS PROGRAMABLES. (DICIEMBRE de 2001). Obtenido de
http://www.sc.ehu.es/sbweb/webcentro/automatica/WebCQMH1/PAGINA%20PRINCIPAL/in
dex.htm
Enrique, M. P., Jorge, M. A., & Alfonso, P. L. (1999). CONTROLADORES LOGICOS Y AUTOMATAS
PROGRAMABLE . En M. P. Enrique, M. A. Jorge, & P. L. Alfonso, CONTROLADORES LOGICOS Y
AUTOMATAS PROGRAMABLE (pág. 393). Barcelona, España: Alfaomega .
FI-UNLP, I. y. (s.f.).
http://www.google.com.mx/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=2&sqi=2&v
www.ing.unlp.edu. Obtenido de
http://www.google.com.mx/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=2&sqi=2&v
ed=0CDQQFjAB&url=http%3A%2F%2Fwww.ing.unlp.edu.ar%2Felectrotecnia%2Fprocesos%2F
apuntes%2FApuntePLC.pdf&ei=xfl3Usf7A4fV2QXDwIDwAw&usg=AFQjCNHTdMey3tNB49h-
Upqc3QW8k_jP0w
http://www.google.com.mx/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=2&sqi=2&ved=0CDQ
QFjAB&url=http%3A%2F%2Fwww.ing.unlp.edu.ar%2Felectrotecnia%2Fprocesos%2Fapuntes%
2FApunte. (s.f.). Obtenido de
http://www.google.com.mx/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=2&sqi=2&v
ed=0CDQQFjAB&url=http%3A%2F%2Fwww.ing.unlp.edu.ar%2Felectrotecnia%2Fprocesos%2F
apuntes%2FApuntePLC.pdf&ei=xfl3Usf7A4fV2QXDwIDwAw&usg=AFQjCNHTdMey3tNB49h-
Upqc3QW8k_jP0w
http://www.google.com.mx/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=2&sqi=2&ved=0CDQ
QFwww.ing.unlp.edu. (10 de 2010). Obtenido de
http://www.google.com.mx/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=2&sqi=2&v
ed=0CDQQFjAB&url=http%3A%2F%2Fwww.ing.unlp.edu.ar%2Felectrotecnia%2Fprocesos%2F
apuntes%2FApuntePLC.pdf&ei=xfl3Usf7A4fV2QXDwIDwAw&usg=AFQjCNHTdMey3tNB49h-
Upqc3QW8k_jP0w
Mandado Pérez, E., Marcos Acevedo, J., & Armesto Quiroga, J. (2009). AUTÓMATAS PROGRAMABLES
Y SISTEMAS DE AUTOMATIZACIÓN. BARCELONA: MARCOMBO.
Rokatek. (20 de 10 de 2010). Rocatek. Obtenido de
http://www.rocatek.com/forum_automatizacion_industrial.php
SECRETARIA DE MARINA . (s.f.). Obtenido de
isa.uniovi.es/docencia/ra_marina/cuatrim2/Temas/s7200.pdf

57
SIEMENS. (AGOSTO de 2008). SIMATIC.
WIKIPEDIA. (28 de OCTUBRE de 2013). Obtenido de
http://es.wikipedia.org/wiki/Biblioteca_(inform%C3%A1tica)
wikipedia. (09 de 10 de 2013). Wikipedia. Obtenido de
http://es.wikipedia.org/wiki/Automatizaci%C3%B3n_industrial