Temperaturas
56
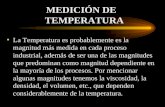
Líneas de temperaturas críticas Los calentamientos y los enfriamientos en los aceros se realizan lentamente que no se retengan fases. De esta manera, la estructura resultante será siem equilibrio. Figura 1.6 Temperaturas críticas de la transformación eutectoide en calentamiento (A c ) y enfriamiento (A r ). El subíndice 3 indica el comienzo de la separación de ferrita proeutectoide y el subíndice cm para el comienz de la separación de cementita proeutectoide. El subíndice 1 indica la separación de perlita.
-
Upload
joel-mamani -
Category
Documents
-
view
9 -
download
0
description
termicos
Transcript of Temperaturas
Diapositiva 1
Lneas de temperaturas crticasLos calentamientos y los enfriamientos en los aceros se realizan lentamente como para que no se retengan fases. De esta manera, la estructura resultante ser siempre la de equilibrio.
Figura 1.6 Temperaturas crticas de la transformacin eutectoide en calentamiento (Ac) y enfriamiento (Ar). El subndice 3 indica el comienzo de la separacin de ferrita proeutectoide y el subndice cm para el comienzo de la separacin de cementita proeutectoide. El subndice 1 indica la separacin de perlita. Industrialmente se conoce como A3 la lnea que marca el comienzo de la descomposicin austentica en los aceros hipoeutectoides, mientras que la lnea Acm es el comienzo de la descomposicin austentica en !os aceros hipereutectoides, y esta denominacin proviene de la separacin de la cementita. La lnea que marca el final de la descomposicin austentica se llama A1. En todas las transformaciones que suceden en las aleaciones cuando estn solidificadas hay una diferencia en las lneas A3,Acm y A1, ya sea que stas se determinen por calentamiento o por enfriamiento. As, la figura 1.6 muestra cmo pueden variar estas lneas.Las lneas obtenidas por calentamiento agregan a su denominacin una c (de chauffage, en francs, calentamiento), y las determinadas por enfriamiento agregan una r (de refroidissement, en francs, enfriamiento). En la grfica se observan las posiciones relativas deAc3, A3 y Ar3; Accm Acm y Arcm y de Ac1, A1 y Ar1; es decir, hay tres lneas por cada una de las lneas del diagrama. Las curvas de calentamiento estn siempre por encima de las curvas de equilibrio, mientras que las de enfriamiento estn siempre por debajo de las de equilibrio.Tratamientos Trmicos
Casi todos los tratamientos trmicos de aceros comienzan con un tratamiento trmico de austenitizacin. es decir, calentndolos hasta una temperatura superior a la crtica para que su estructura sea completamente austentica.
La velocidad de calentamiento desde la temperatura ambiente hasta la temperatura de austenitizacin no tiene gran efecto en la estructura finalcuanto ms lento y uniforme es el calentamiento, menor ser el dao que puede sufrir el material.
La temperatura de austenitizacin vara con la concentracin de carbono del acero pero, como regla general, se elige la temperatura 50C por encima de la temperatura crtica correspondiente a la composicin de la aleacin. El tiempo de duracin de la austenitizacin vara con la temperatura elegida y con la concentracin de carbono ya que la austenita resultante deber ser homognea en concentracin.Cuando el material se trata a temperaturas de austenitizacin bajas no es posible borrar completamente la diferencia de concentracin que corresponde a las primitivas fases ferrita (0.025% C) y cementita (6.67% C). Para formar austenita, el carbono debe migrar de las zonas que eran cementita hacia las zonas que fueron ferrita.
Las curvas de la figura 1.7 muestran el efecto del tiempo y la temperatura de austenitizacin para un acero SAE 1080 y puede servir para fijar un criterio de austenitizacin. La primera curva de la izquierda marca el lmite de aparicin de la fase austenita. La segunda curva, en cambio, marca la desaparicin de la perlita y dentro de este intervalo de temperaturas y tiempos se tiene austenita no homognea y carburos no disueltos. La tercera y cuarta curvas enmarcan una zona de austenita no homognea pero con carburos disueltos, mientras que a partir de la cuarta curva se extienden las condiciones de tiempos y temperaturas para que la austenita sea homognea, es decir, las condiciones de austenitizacin. Para un acero SAE 1080, temperaturas de 780C significan tiempos de austenitizacin de 10,000 segundos (alrededor de 3 horas), mientras que a 840C es de 600 segundos (10 minutos).
Figura 1.8 Efecto de la temperatura de austenitizacin sobre el tamao de grano austentico en aceros al carbono con diferentes porcentajes de carbono. Las curvas de la figura 1.8 muestran el efecto de la temperatura de austenitizacin en el tamao de grano de la austenita, para aceros con diferentes concentraciones de carbono. Continuando con el ejemplo de un acero SAE 1080, se ve que el efecto de la temperatura puede ser importante por encima de 900C, es decir, por debajo de esta temperatura se puede elegir cualquier temperatura de austenitizacin y, en general, se elige aquella que asegure la homogeinizacin ms rpida. Los aceros se pueden separar en aceros que tienden a mantener el tamao de grano austentico pequeo y los que aumentan el tamao de grano muy fcilmente en las mismas condiciones de austenitizacin. Esto est determinado por el desoxidante empleado en la elaboracin del acero. Los aceros desoxidados con Fe-Mn o con Fe-Mn y Fe-Si tienden a desarrollar granos grandes, mientras que los desoxidados con Al o que contienen V, Mo y Ti, tienden a mantener su grano austentico pequeo. Esto no quiere decir que los aceros de grano fino siempre tendrn grano pequeo sino que para hacer crecer el grano se deben calentar a temperaturas ms altas que los que tienen tendencia a desarrollar granos grandes. Es importante respetar los tiempos y las temperaturas de austenitizacin ya que de ellos depender la distribucin de las fases de baja temperatura y, por lo tanto, las propiedades finales del acero. Un tamao de grano austentico grande no modificar mucho la resistencia a la traccin del acero ni la dureza, pero reducir mucho la resistencia al impacto. Por otra parte, un acero hipoeutectoide austenitizado a temperaturas muy por encima de A3 precipitar ferrita con estructura de Widmansttten (figura 1.9), por enfriamiento posterior, lo que reduce la resistencia al impacto. Los aceros sobrecalentados se caracterizan por una superficie de fractura de grano grueso, ya que la fractura pasa a lo largo de los lmites de grano. Si el grano es pequeo, la superficie de fractura muestra una estructura de grano fino.
Figura 1.9 Acero SAE 1060. Austenitizado a 1200C y enfriado al aire (normalizado). La temperatura de austenitizacin es 355C por encima de los valores aconsejados. La ferrita que se forma durante el enfriamiento posterior es acicular (ferrita con estructura de Widmansttten) la que reduce la resistencia al impacto del acero. El tamao de grano austentico, debido a la temperatura de austenitizacin muy elevada, ha crecido demasiado. Aumento 250x. 1.1.3.1 Descomposicin de la austenitaLa austenita se descompone por debajo de la temperatura crtica y da el eutectoide perlita cuando se ha alcanzado cierto grado de subenfriamiento, es decir, cuando el acero alcanza una temperatura inferior a 727C.
Dado que la austenita de composicin C0 se descompone en cristales de ferrita de composicin 0.025% C y cristales de cementita con 6.67% C, el acero debe permanecer cierto tiempo a la temperatura de transformacin para que el carbono que est uniformemente repartido en la austenita se concentre en algunas zonas para formar cementita y abandone otras para que stas se conviertan en ferrita.A cada temperatura inferior a 717C, el tiempo necesario para que comience a formarse perlita y para que toda la perlita precipitable aparezca, vara con la concentracin de carbono, con la presencia de aleantes, con el tamao de grano austentico y con la temperatura de transformacin elegida. Construccin del diagrama TTTSupngase que se tiene una serie de muestras de un acero a la temperatura de austenitizacin T1 y un bao de tratamiento trmico a la temperatura de transformacin T2. Las muestras para este ensayo son agujereadas para pasarles un alambre que permita colgarlas y sacarlas del horno de austenitizacin y sumergirlas rpidamente en el bao de tratamiento. Las muestras se retiran del bao de tratamiento a tiempos crecientes y se templan inmediatamente en agua y hielo para detener y congelar la reaccin. Luego se pulen y atacan y por observacin al microscopio se determina qu porcentaje de perlita ylo ferrita se form, en cada una de las muestras, durante su permanencia en el bao de tratamiento. Para determinar el porcentaje de fase formada se fotografa la muestra pulida y atacada; sobre una copia de esta fotografa se recorta la perlita y se le pesa en una balanza analtica. Lo mismo se hace con la foto completa. Para calcular el porciento de fase formada se hace la relacin siguiente:
Peso de perlita x 100 = A % de perlita formada Peso de la foto completaPor la regla de la palanca se puede saber el porciento de perlita que debe formarse a esa temperatura y concentracin. Supngase que sea B%. Se calcula el porciento de la transformacin haciendo la relacin siguiente:
A x 100 = Porciento de reaccinBSi se hace esto con todas las muestras se puede construir una grfica, representando en el eje vertical el porciento de reaccin y en el eje horizontal los logaritmos decimales de los tiempos. La finalidad de usar logaritmos en lugar de los tiempos mismos es que en dicha escala los intervalos para tiempos cortos quedan extendidos. La curva resultante tiene la forma de la figura 1.10. Esta curva se llama curva de transformacin isotrmica ya que todas las muestras se trataron a la misma temperatura (temperatura T2) durante tiempos diferentes. Si se repite el mismo procedimiento a otras temperaturas se obtendr una serie de curvas parecidas, desplazadas en el eje de los tiempos. De estas curvas se toman tres valores: t1 que es el tiempo en que comienza a aparecer la perlita, t2, el tiempo en que precipita el 50% de la perlita precipitable y t3, que es el tiempo al que se ha separado el 100% de perlita.
Elabrese ahora una grafica en el cual el eje vertical representa las temperaturas (t2, t3, t4, etc.) para las cuales se han encontrado los tiempos (t1, t2, y t3). Sobre el eje horizontal se representa el logaritmo decimal de los tiempos. Llvese a la grfica, sobre las lneas que representan las temperaturas, los valores encontrados para los tiempos de transformacin y nanse los puntos t1 entre s, los t2 y los t3 de la misma manera. La grfica resultante se llama diagrama de descomposicin isotrmica o diagrama TTT (Tiempo - Temperatura - Transformacin), y se muestra en la figura 1.11.
Si se observan dichas curvas se ver que los aceros al carbono presentan curvas en forma de C. Entre la primera curva y el eje de temperaturas la nica fase existente es austenita ya que la primera curva marca el comienzo de la precipitacin de perlita; la tercera curva es la de terminacin de la precipitacin de la perlita, por lo tanto, la zona comprendida entre las curvas consiste en austenita no transformada todava, ferrita y cementita, mientras que despus de la tercera curva slo hay ferrita y cementita. En la parte superior de la grfica se completa el diagrama agregando la lnea de temperatura crtica A1. MartensitaSi se hace un enfriamiento muy rpido desde la temperatura de austenitizacin se formar una nueva fase, en forma de agujas, llamada martensita (figura 1.12).
La martensita aparece porque los tiempos de enfriamiento son tan cortos que el carbono de la austenita no tiene tiempo para migrar, y formar ferrita y cementita.
La martensita confiere al acero alta dureza, no slo porque la estructura es muy dura sino porque, como las agujas crecen en direcciones fijas, deforman la austenita que la rodea. La cantidad de martensita que se forma depende exclusivamente de la temperatura del bao de temple.
En la figura 1.13 se representa la cintica de la transformacin martenstica. En el eje vertical se representa la temperatura de temple, es decir, la temperatura del bao en el cual se sumerge la muestra luego de austenitizada, y en el eje horizontal se representa el porciento de martensita formada. De esta curva se puede obtener el valor MS: comienzo de la formacin de martensita, M50:50% de martensita formada y Mf: 100% de martensita producida. Estos valores se representan en el diagrama TTT.
La martensita es una fase metaestable ya que, al calentarla, se transforma en ferrita y cementita que son las fases estables de baja temperatura. La austenita, por otro lado, es slo estable a altas temperaturas y cuando se enfra en condiciones de equilibrio pasa a formar ferrita y cementita. Perlita y bainita Los tratamientos isotrmicos inmediatamente por debajo de la lnea A1 darn como resultado una perlita gruesa, entendiendo por tal una estructura de lminas de ferrita y cementita bastante separadas.En cambio, los tratamientos isotrmicos que se hagan a la temperatura de la nariz de la curva darn una estructura con perlita fina, es decir, lminas muy prximas entre s. Temperaturas del bao de tratamiento entre ambos valores producirn una perlita media. Si la temperatura del bao de tratamiento se elige entre la nariz de la curva y la lnea MS, aparecer una nueva fase conocida como bainita. A temperaturas prximas y por debajo de la nariz, la nueva fase tendr la forma de plumas de eutectoide y, a grandes aumentos, es posible reconocer la cementita y la ferrita que la forman. Es decir, esta bainita, llamada usualmente bainita superior o bainita plumosa, no es ms que una perlita de forma especial.
En la figura1.14 se muestra el aspecto metalogrfico de esta fase.
Si el tratamiento trmico se hace prximo, pero por encima de la regin de aparicin de la martensita, la bainita tendr la forma de agujas y se llama bainita inferior o bainita acicular y es todava reconocible su estructura eutectoide muy fina cuando se observa por medio de un microscopio electrnico. Esta estructura de precipitados muy finos le da un aspecto oscuro y grueso cuando se ve por medio de un microscopio ptico, lo que permite diferenciarla de la martensita (figura 1.15).
En la figura 1.16 se muestra la dureza de probetas de un acero eutectoide que ha sufrido diferentes tratamientos isotrmicos.
Industrialmente puede ser ms fcil, en lugar de hacer tratamientos isotrmicos luego de la austenitizacin, hacer enfriamientos continuos en distintos medios: dentro del horno, al aire, en aceite o en agua. La velocidad de enfriamiento vara con el medio de enfriamiento.
En la tabla 1.5 se indican los medios que ms se emplean y la velocidad de enfriamiento para muestras de acero inoxidable de 12.5 mm de dimetro y 62.5 mm de longitud, cuando se enfran desde 815C en dichos medios.
En la tabla anterior se observa que los distintos medios no retiran el calor a velocidad constante, sino que en la mayora de ellos la temperatura cae primero rpidamente y luego la extraccin de calor se hace menos enrgica. Supngase que se representan sobre la figura 1.16, las velocidades de enfriamiento del aire, aceite, agua y en horno.La curva de enfriamiento en el horno intersectar las curvas del diagrama TTT en la parte alta, lo que produce perlita gruesa. Este tipo de tratamiento trmico dar un producto muy blando, libre de tensiones y con estructura uniforme. Este tratamiento se llama industrialmente recocido. La curva siguiente corresponde a un enfriamiento en aire quieto y al intersectar las curvas a diferentes niveles de temperatura, segn en donde entra o sale de la zona A + F + C, la primera perlita que se forma ser ms gruesa que la que se formar al final. Como se ha atravesado toda la zona A + F + C, la muestra tendr estructura perltica acompaada con ferrita o cementita segn que el acero sea hipo o hipereutectoide, respectivamente. Este tratamiento se llama industrialmente normalizado. En el caso de un enfriamiento ms enrgico, de manera que la curva de enfriamiento no toque la nariz de la curva antes de haber entrado en la zona por debajo de MS, se producir martensita, en algunos casos acompaada de austenita retenida, y dicho tratamiento se llama industrialmente temple.
Supngase que se aplica la misma serie de tratamientos de enfriamiento continuo a un acero SAE 4340 (figura 1.17).
Enfriamientos relativamente lentos, en aceite, darn en este acero estructuras completamente martensticas y un enfriamiento al aire (normalizado) dar 25% de transformacin perltica, mientras que el resto es convertido en martensita.
Esto sugiere una regla emprica que es muy importante en el temple de aceros. Cuanto ms alejada del eje de las temperaturas est la nariz de la curva, ms fcilmente el acero se transformar en martensita. Adems, es posible obtener en esas condiciones un material que sea 100% martenstico sin grandes velocidades de enfriamiento. Si el enfriamiento es muy enrgico se pueden producir contracciones de la capa superficial sobre las interiores y esto generar tensiones compresivas que sern aumentadas cuando la capa interior se contraiga al enfriarse. Por lo tanto, si se quiere obtener productos de alta dureza sin peligro de fisuras generadas por las tensiones internas, convendr elegir convenientemente el acero, tal que pueda transformarse en martensita sin grandes velocidades de enfriamiento.
Si se desea que las curvas de un acero sean desplazadas hacia la derecha, de tal manera que sean posibles enfriamientos lentos, se debe aumentar el contenido de carbono y/o de aleantes. Hasta ahora no se ha definido el tratamiento de temple pero de lo dicho se deduce que el temple es un enfriamiento lo suficientemente rpido a partir del rango austentico como para precipitar martensita. Sin embargo, los tratamientos de temple de aceros de alto carbono o aleados no producen estructuras totalmente martensticas, sino que resta algo de austenita retenida. A ms bajas velocidades de enfriamiento por debajo de la temperatura MS, ms austenita ser retenida en el acero endurecido. Si se mantiene el acero a una temperatura constante por debajo de MS, la austenita no transformada ser estabilizada.Los diagramas que tienen forma de C muestran que es imposible obtener, por enfriamiento continuo, estructuras totalmente bainticas. Para obtenerlas en tales diagramas es necesario hacer un tratamiento isotrmico a la temperatura correcta y este tratamiento se llama industrialmente bainitizado o austempering. Slo en curvas que presentan doble nariz, con la segunda nariz ms prxima al eje de temperaturas, se podr obtener bainita por enfriamiento continuo (figura 1.18).
Templabilidad de los acerosComo durante el temple de una pieza el calor es extrado por la superficie de la misma, sta se enfra ms rpidamente que el centro. Si la pieza tiene un dimetro apreciable, segn sea la velocidad de enfriamiento empleada, la periferia estar templada (estructura martenstica), mientras que el interior puede estar normalizado (estructura perltica). El espesor de la zona martenstica est determinado por: la temperatura del bao de temple, el tipo de bao, la composicin del acero, las condiciones de austenitizacin y el dimetro de la pieza. Se llama templabilidad de un acero, en ciertas condiciones de temple, a la profundidad a que llega, por debajo de la superficie, la estructura martenstica. Se dice que un acero tiene alta templabilidad si hay un disco grueso de martensita en su entorno. Si un acero tiene mayor templabilidad que otro, ser mayor el anillo de martensita formado en el primero, en las mismas condiciones de temple.
Esto no tiene relacin con el grado de dureza (nmero de dureza) que adquiera sino con la penetracin del temple (figura 1.19). Los aceros que tengan sus curvas en el diagrama TTT ms desplazadas hacia la derecha tendrn mayor templabilidad.
La templabilidad y el grado de dureza son criterios muy importantes para seleccionar un acero en muchas aplicaciones industriales.
Para medir la templabilidad se emplea el mtodo de Jominy. Segn normas, en este mtodo se preparan probetas, las que luego de austenitizadas se colocan en un soporte de forma especial para su temple. Desde abaj se inyecta agua contra la superficie inferior por medio de una manguera. El extremo inferior es as templado en agua con agitacin, mientras que el extremo superior se enfra al aire. Un extremo se templa en agua agitada y el otro se normaliza. Cuando la probeta est fra se cepilla un costado y sobre esta nueva superficie expuesta se realizan ensayos de dureza a partir del extremo templado (figura 1.20).La templabilidad de un acero estar afectada por varios factores:
El tamao de grano austentico. Ya que la perlita se comienza a formar en los lmites de grano de la austenita, una austenita de grano fino formar perlita ms rpidamente que una de grano grueso. Es decir, los aceros de grano grueso tienen mayor templabilidad que los de grano fino, para la misma composicin del acero.
2. La homogeneidad de la austenita. Si la austenita no es homognea en composicin, la formacin de perlita ser acelerada, es decir, temperaturas de austenitizacin ms elevadas, que den grano ms grande y austenita ms homognea, producirn mayor templabilidad.3. Composicin del acero. Los aleantes, al disolverse en la austenita, disminuyen la velocidad de migracin del carbono en el hierro, y, por lo tanto, disminuyen la velocidad de formacin de perlita, por lo que aumenta la templabilidad de los aceros. Por ejemplo, un acero al carbono es templable en agua slo si las piezas son delgadas. El agregado de unos pocos porcientos de manganeso, cromo o nquel desplazan las curvas C hacia la derecha, lo que los hace templables en aceite. El agregado de mayor cantidad de estos elementos o vanadio o molibdeno, disminuye tanto la velocidad de formacin de perlita que los aceros se vuelven emplables al aire. Si un acero es endurecible por temple al aire, la aparicin de fisuras resulta menos probable por disminucin del gradiente trmico entre la superficie y el centro de las piezas
Revenido de aceros
El revenido es un proceso de calentamiento del acero templado, a una temperatura por debajo de la temperatura crtica, seguido de un enfriamiento a una velocidad conveniente.
El objetivo del revenido es relajar las tensiones internas de temple, as como llevar la pieza a una estructura que presente mayor resistencia al impacto, sacrificando algo la dureza alcanzada en el temple.
Si en el acero endurecido est presente austenita retenida, el revenido servir para producir una descomposicin isotrmica de la austenita a bainita.En general, se puede decir que dentro del amplio intervalo de temperaturas de revenido, a medida que aumenta la temperatura disminuye la dureza y aumenta la tenacidad del acero.Se pueden separar las temperaturas de revenido en varios intervalos: Una temperatura de revenido comprendida entre 35 y 200C induce la precipitacin de un carburo de transicin E(Fe2 C), lo que produce un pequeo aumento en la dureza, particularmente en aceros de alto carbono.En el intervalo entre 200 y 400C contina la precipitacin y el crecimiento del carburo de transicin, a la vez que se transforma la austenita retenida, que pudiera existir en la estructura, a bainita inferior. Los carburos que se forman, debido a su tamao pequeo, no son reconocibles por medio del microscopio ptico, pero dan a la estructura atacada con el reactivo de nital un color oscuro muy intenso. Antiguamente se deca que esta estructura estaba constituida por trustita. Sin embargo, si se le observa a 9,000 aumentos (microscopio electrnico), el carburo precipitado se ve claramente. Parte de los carburos han precipitado en los bordes de las agujas de martensita originales. El revenido entre 400 y 650C se caracteriza por la transformacin del carburo de transicin a cementita, al mismo tiempo que contina el crecimiento de los carburos. Esta aglomeracin de las partculas de carburo permite observar la matriz ferrtica ms limpia, por lo que las estructuras atacadas tienen un color ms claro. Esta estructura se conoca antiguamente como sorbita y los carburos pueden ser reconocibles a la observacin microscpica a 500 aumentos. Si se eleva la temperatura de revenido an ms, en el intervalo entre 650 y 725C, se produce la formacin de partculas grandes de cementita globular. Esta estructura es muy blanda y tnaz y es similar a la estructura formada por cementita esferoidal, obtenida directamente a partir de la perlita durante un recocido de globulizacin.La velocidad de enfriamiento luego del revenido tiene gran efecto sobre las tensiones residuales.
Cuanto menor sea la velocidad de enfriamiento, menores sern las tensiones residuales presentes. Un enfriamiento en agua a partir de 600C producir tensiones de un valor muy prximo a las producidas por temple directo. Un enfriamiento en aire luego del revenido producir tensiones siete veces menos intensas que las obtenidas por un enfriamiento en agua, mientras que enfriando en aceite las tensiones sern dos veces y media menos intensas que enfriando en agua.
Por tanto, las piezas de formas complicadas, sean de aceros al carbono o aleados, se deben enfriar lentamente luego del revenido a temperaturas elevadas, para prevenir la aparicin de tensiones y riesgos de fisuras.