TEMA VI DISEÑO DE UNIONES Y ... - sites.google.com · ... Los puntos a la cual la parte de atrás...
50
TEMA VI DISEÑO DE UNIONES Y PREPARACIONES PARA EL PROCESO SMAW
-
Upload
nguyenliem -
Category
Documents
-
view
218 -
download
0
Transcript of TEMA VI DISEÑO DE UNIONES Y ... - sites.google.com · ... Los puntos a la cual la parte de atrás...
TEMA VI
DISEÑO DE UNIONES Y PREPARACIONES
PARA EL PROCESO SMAW
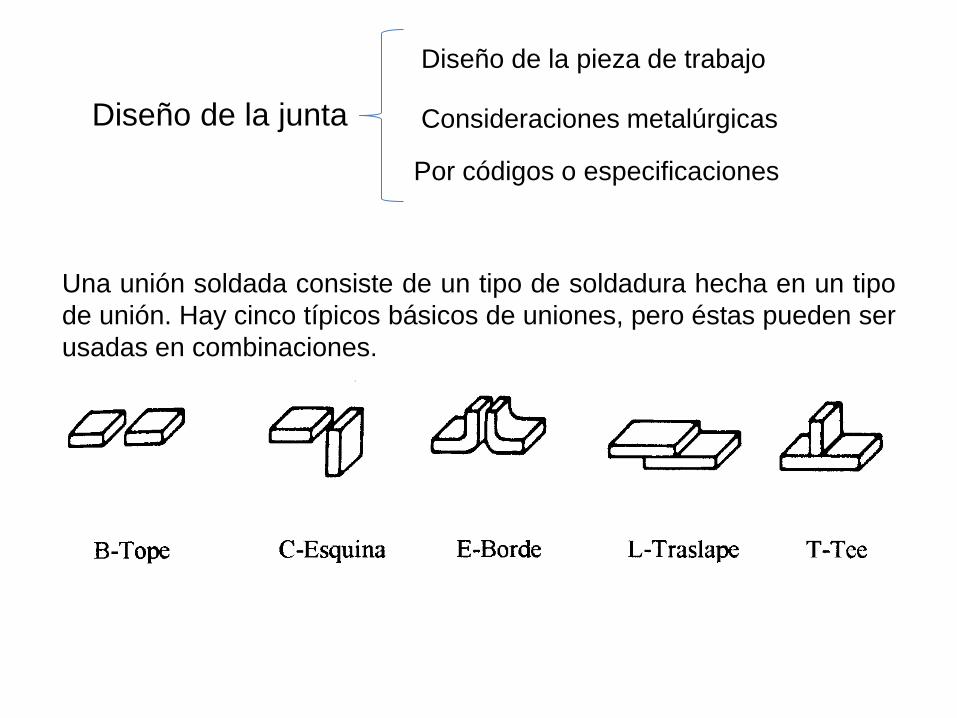
Diseño de la junta
Diseño de la pieza de trabajo
Consideraciones metalúrgicas
Por códigos o especificaciones
Una unión soldada consiste de un tipo de soldadura hecha en un tipo
de unión. Hay cinco típicos básicos de uniones, pero éstas pueden ser
usadas en combinaciones.
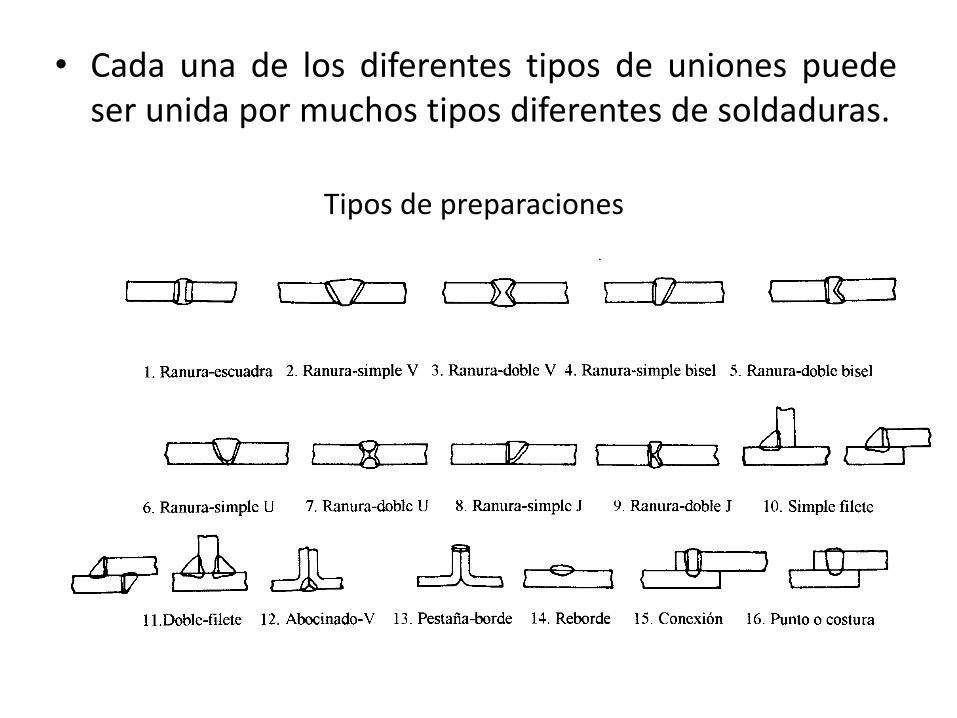
• Cada una de los diferentes tipos de uniones puede ser unida por muchos tipos diferentes de soldaduras.
Tipos de preparaciones
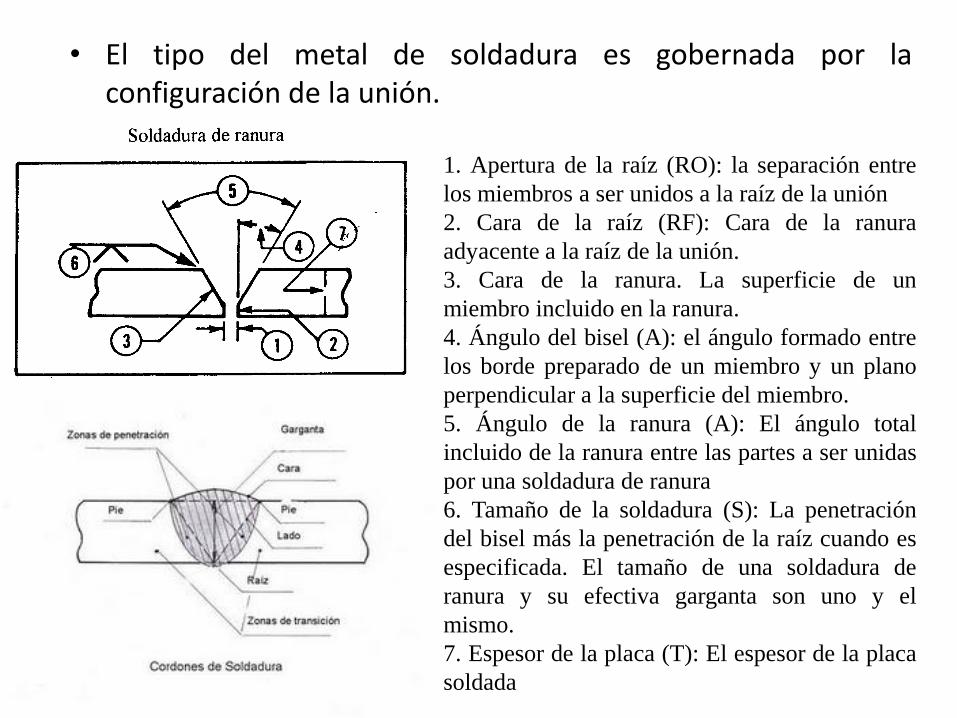
• El tipo del metal de soldadura es gobernada por la configuración de la unión.
1. Apertura de la raíz (RO): la separación entre
los miembros a ser unidos a la raíz de la unión
2. Cara de la raíz (RF): Cara de la ranura
adyacente a la raíz de la unión.
3. Cara de la ranura. La superficie de un
miembro incluido en la ranura.
4. Ángulo del bisel (A): el ángulo formado entre
los borde preparado de un miembro y un plano
perpendicular a la superficie del miembro.
5. Ángulo de la ranura (A): El ángulo total
incluido de la ranura entre las partes a ser unidas
por una soldadura de ranura
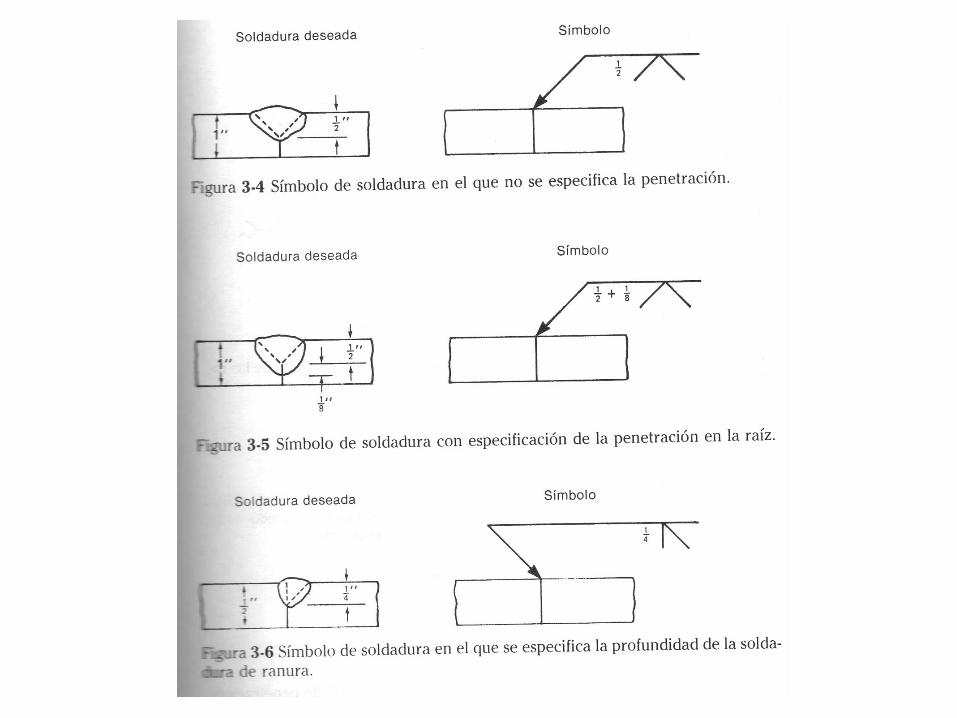
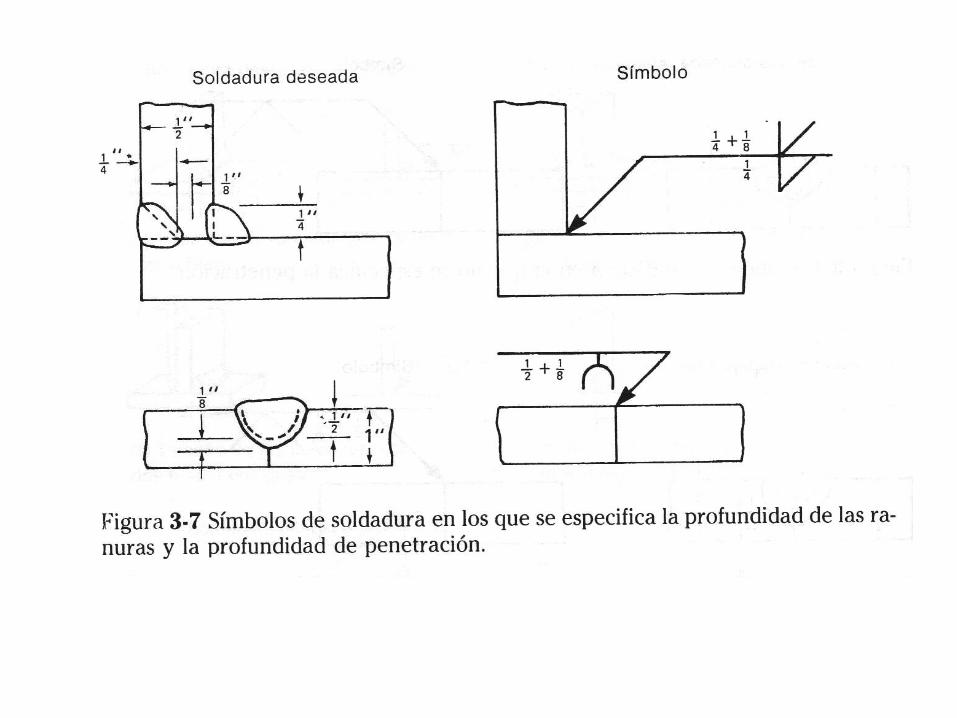
6. Tamaño de la soldadura (S): La penetración
del bisel más la penetración de la raíz cuando es
especificada. El tamaño de una soldadura de
ranura y su efectiva garganta son uno y el
mismo.
7. Espesor de la placa (T): El espesor de la placa
soldada
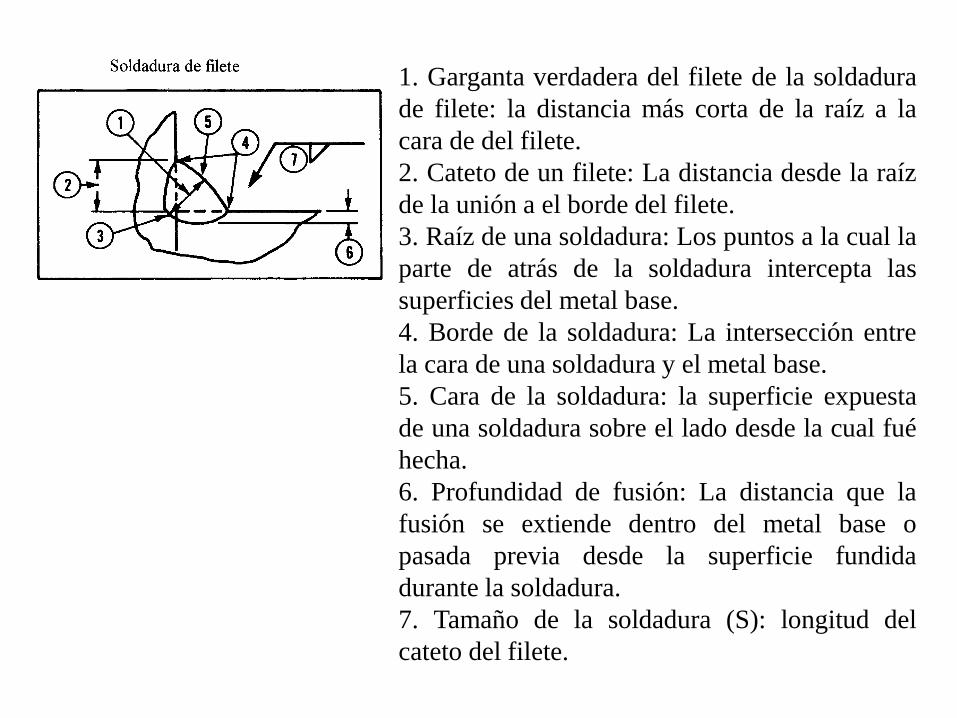
1. Garganta verdadera del filete de la soldadura
de filete: la distancia más corta de la raíz a la
cara de del filete.
2. Cateto de un filete: La distancia desde la raíz
de la unión a el borde del filete.
3. Raíz de una soldadura: Los puntos a la cual la
parte de atrás de la soldadura intercepta las
superficies del metal base.
4. Borde de la soldadura: La intersección entre
la cara de una soldadura y el metal base.
5. Cara de la soldadura: la superficie expuesta
de una soldadura sobre el lado desde la cual fué
hecha.
6. Profundidad de fusión: La distancia que la
fusión se extiende dentro del metal base o
pasada previa desde la superficie fundida
durante la soldadura.
7. Tamaño de la soldadura (S): longitud del
cateto del filete.
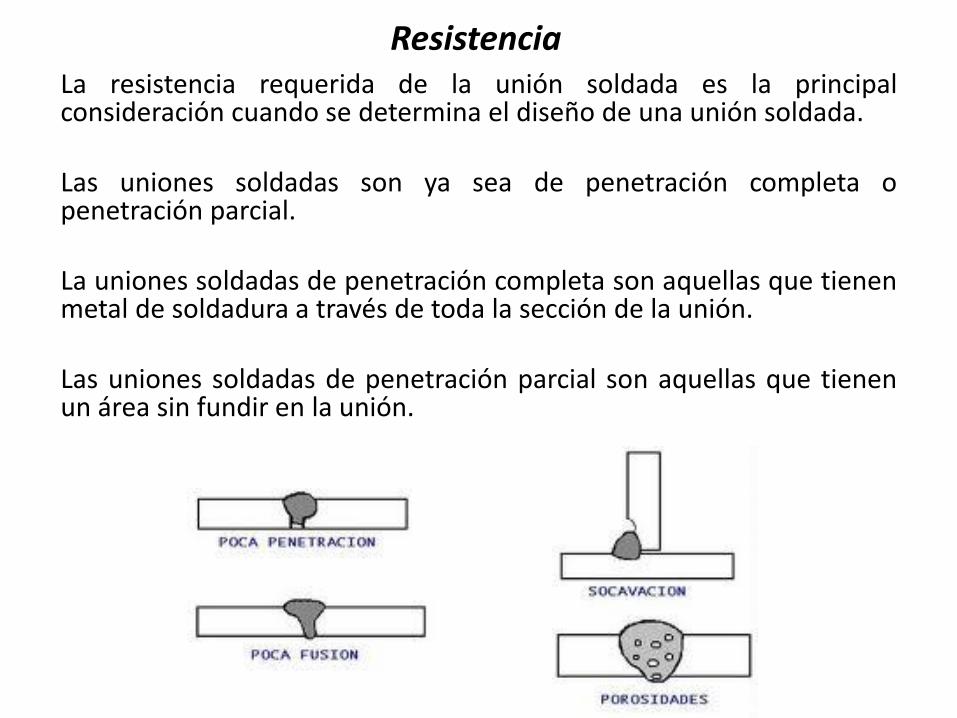
Resistencia La resistencia requerida de la unión soldada es la principal
consideración cuando se determina el diseño de una unión soldada. Las uniones soldadas son ya sea de penetración completa o
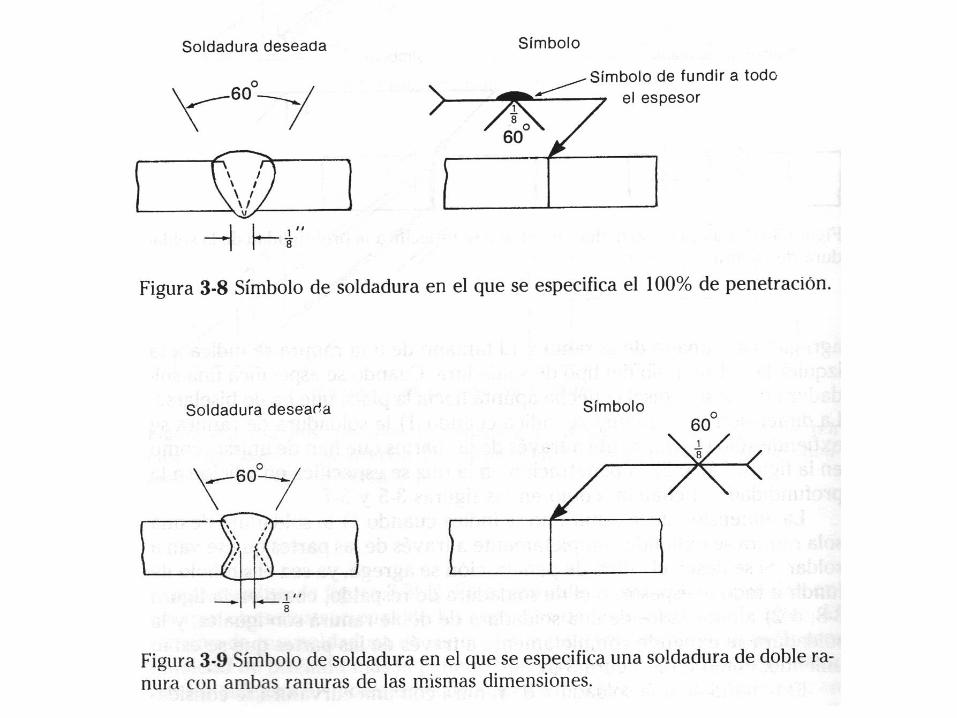
penetración parcial. La uniones soldadas de penetración completa son aquellas que tienen
metal de soldadura a través de toda la sección de la unión. Las uniones soldadas de penetración parcial son aquellas que tienen
un área sin fundir en la unión.
La soldadura en las posiciones horizontal, vertical y sobrecabeza dependen de la habilidad del soldador y del tipo de electrodo a ser usado.
Las clases de electrodos de alta deposición pueden ser normalmente usados en las posiciones plana y horizontal debido a la gran pileta líquida de soldadura que es producida por esos electrodos.
Posición
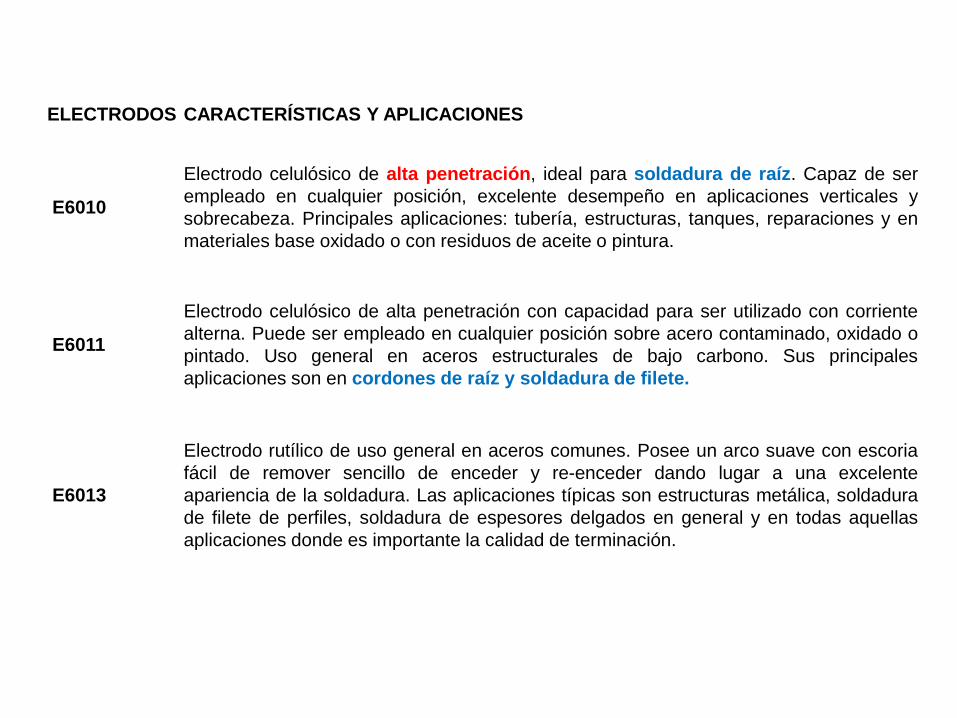
ELECTRODOS
CARACTERÍSTICAS Y APLICACIONES
E6010
Electrodo celulósico de alta penetración, ideal para soldadura de raíz. Capaz de ser
empleado en cualquier posición, excelente desempeño en aplicaciones verticales y
sobrecabeza. Principales aplicaciones: tubería, estructuras, tanques, reparaciones y en
materiales base oxidado o con residuos de aceite o pintura.
E6011
Electrodo celulósico de alta penetración con capacidad para ser utilizado con corriente
alterna. Puede ser empleado en cualquier posición sobre acero contaminado, oxidado o
pintado. Uso general en aceros estructurales de bajo carbono. Sus principales
aplicaciones son en cordones de raíz y soldadura de filete.
E6013
Electrodo rutílico de uso general en aceros comunes. Posee un arco suave con escoria
fácil de remover sencillo de enceder y re-enceder dando lugar a una excelente
apariencia de la soldadura. Las aplicaciones típicas son estructuras metálica, soldadura
de filete de perfiles, soldadura de espesores delgados en general y en todas aquellas
aplicaciones donde es importante la calidad de terminación.
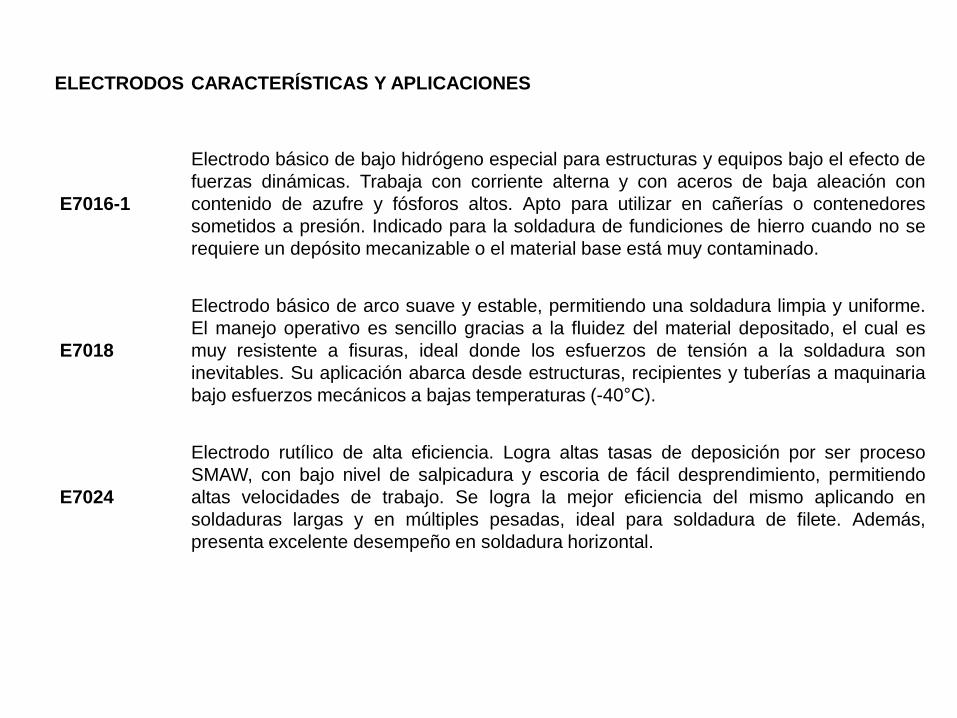
ELECTRODOS CARACTERÍSTICAS Y APLICACIONES
E7016-1
Electrodo básico de bajo hidrógeno especial para estructuras y equipos bajo el efecto de
fuerzas dinámicas. Trabaja con corriente alterna y con aceros de baja aleación con
contenido de azufre y fósforos altos. Apto para utilizar en cañerías o contenedores
sometidos a presión. Indicado para la soldadura de fundiciones de hierro cuando no se
requiere un depósito mecanizable o el material base está muy contaminado.
E7018
Electrodo básico de arco suave y estable, permitiendo una soldadura limpia y uniforme.
El manejo operativo es sencillo gracias a la fluidez del material depositado, el cual es
muy resistente a fisuras, ideal donde los esfuerzos de tensión a la soldadura son
inevitables. Su aplicación abarca desde estructuras, recipientes y tuberías a maquinaria
bajo esfuerzos mecánicos a bajas temperaturas (-40°C).
E7024
Electrodo rutílico de alta eficiencia. Logra altas tasas de deposición por ser proceso
SMAW, con bajo nivel de salpicadura y escoria de fácil desprendimiento, permitiendo
altas velocidades de trabajo. Se logra la mejor eficiencia del mismo aplicando en
soldaduras largas y en múltiples pesadas, ideal para soldadura de filete. Además,
presenta excelente desempeño en soldadura horizontal.
• La posiciones de soldadura son clasificadas por determinados números y letras.
• Las cuatro básicas posiciones están designadas por los números:
1 posición plana 2 posición horizontal 3 posición vertical 4 posición sobrecabeza. Las designaciones: F son usadas para soldaduras de filete. G son usadas para las soldaduras de ranura. 5G y 6G son posiciones probadas usadas en la soldadura de tubería. Groove-Ranura Fillet-Filete
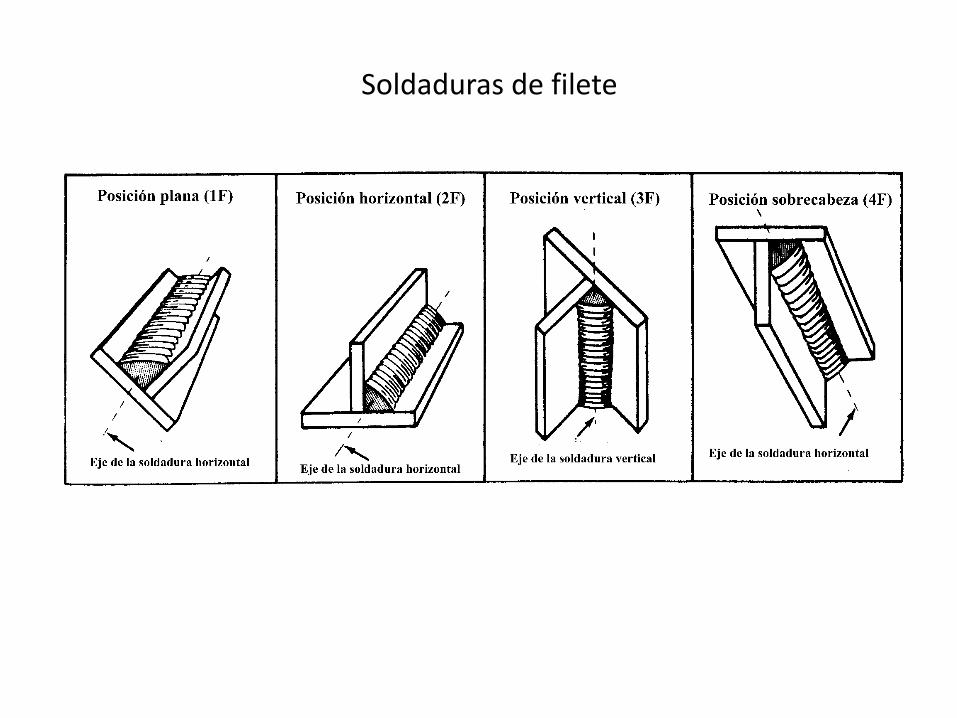
Soldaduras de filete
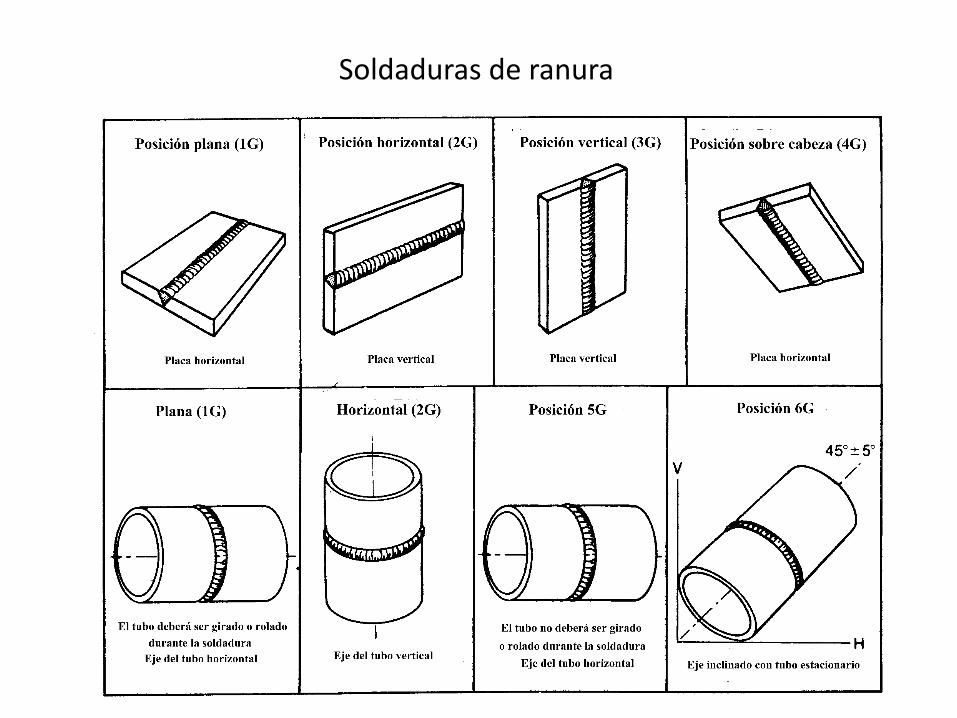
Soldaduras de ranura

Espesor
El espesor del metal que puede ser soldado por el proceso SMAW depende:
De la habilidad del soldador. La posición de la unión. Tipo de unión y ajuste. Tipo de electrodo. Velocidad de soldadura. Longitud de arco. Corriente de soldadura. Características del arco.
Un soldador hábil puede soldar acero tan delgado como 1/16 pulg (1.6 mm). Acero tan grueso como 1/4 pulg (6.4 mm) puede ser soldado sin preparación de ranura si el ancho de la abertura de la raíz es adecuada para alcanzar soldaduras de completa penetración.
Soldaduras de parcial penetración pueden ser hechas en metal con espesor de 1/2 pulg (12.7 mm) sin biselado.
Espesores dados por la Norma de fabricación AISI
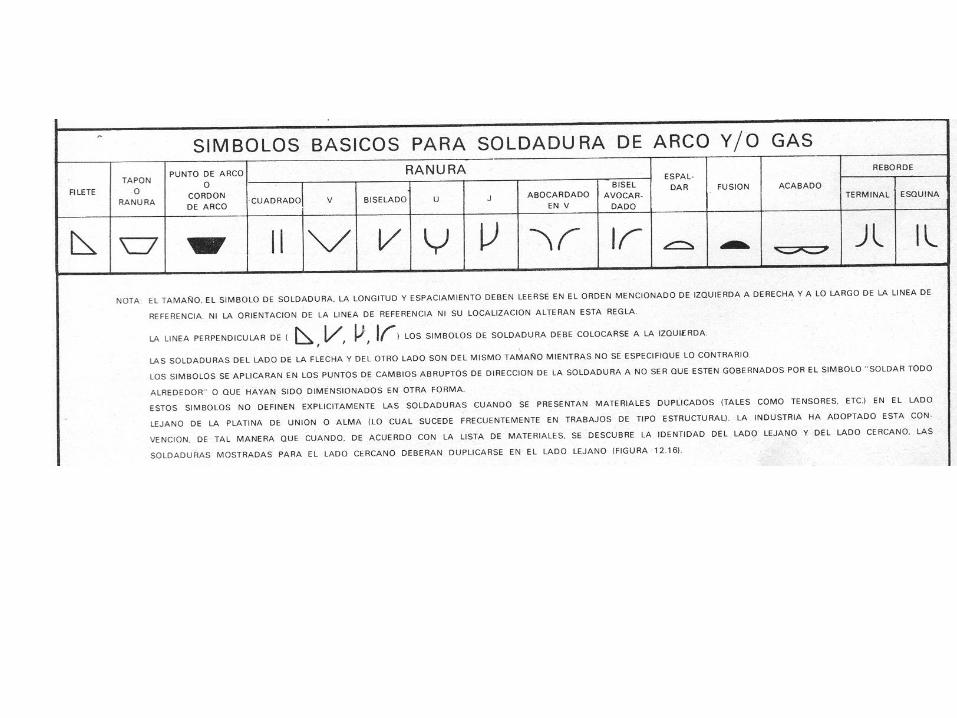
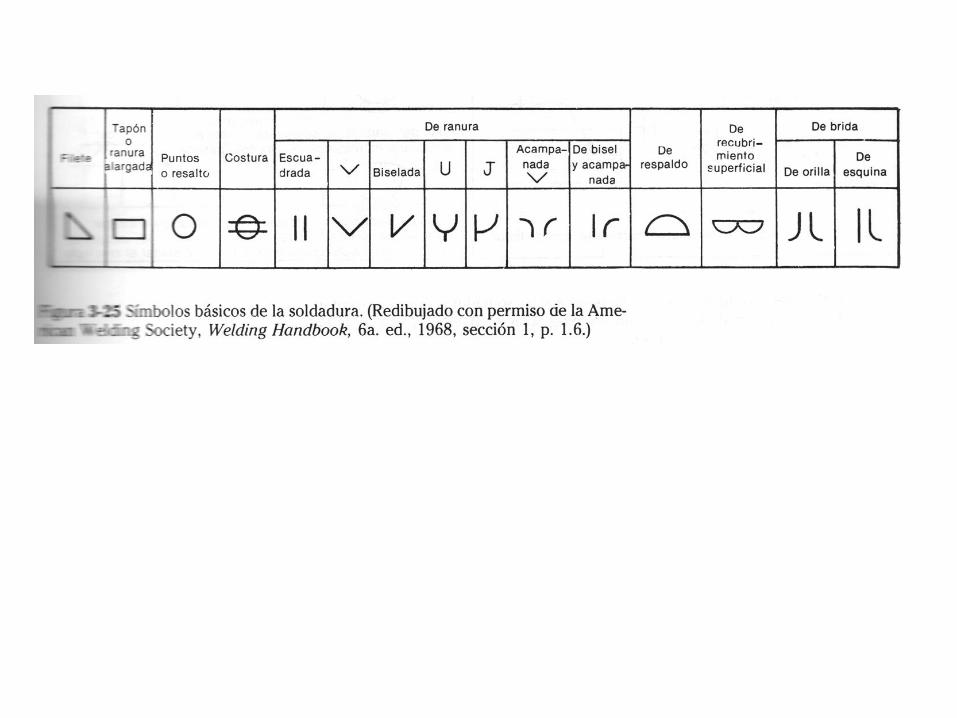
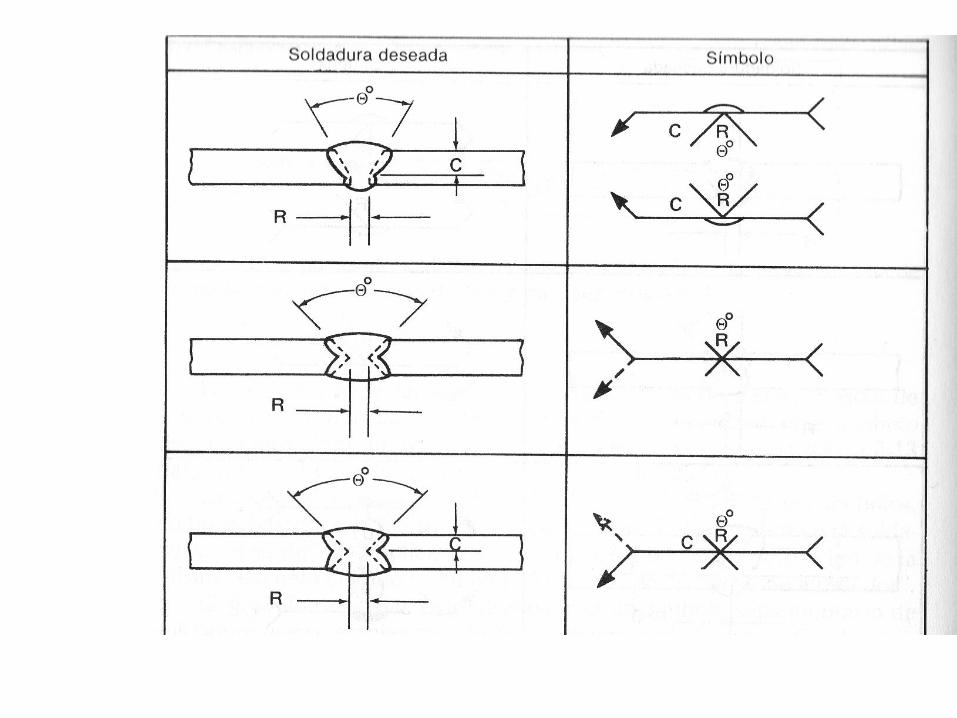
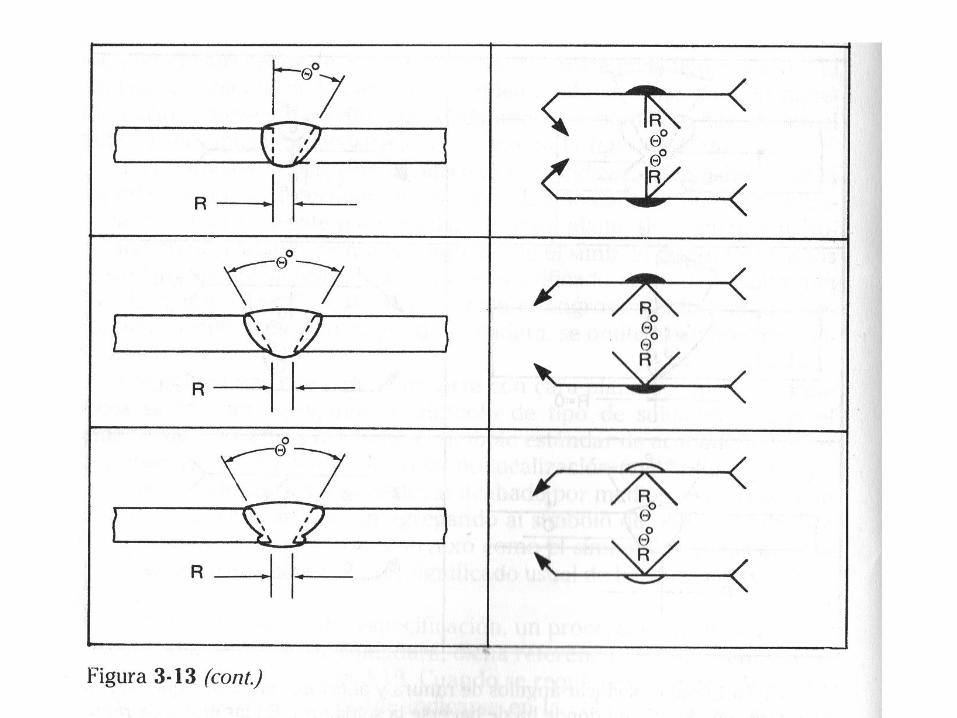
Materiales más gruesos requieren preparación de junta y pasadas múltiples. Las configuraciones comúnmente biseladas para soldaduras de ranura son la U, V, J, bisel, y combinación de ranuras.
La J y bisel y combinación de configuraciones son también usadas en soldaduras de filete hacen posible obtener soldaduras de penetración completa sobre materiales gruesos.
A mayor espesor del material, más pasadas serán para llenar la unión para un dado diseño de junta. Simple bisel y ranura en V son los tipos de preparación de borde usados más a menudo.
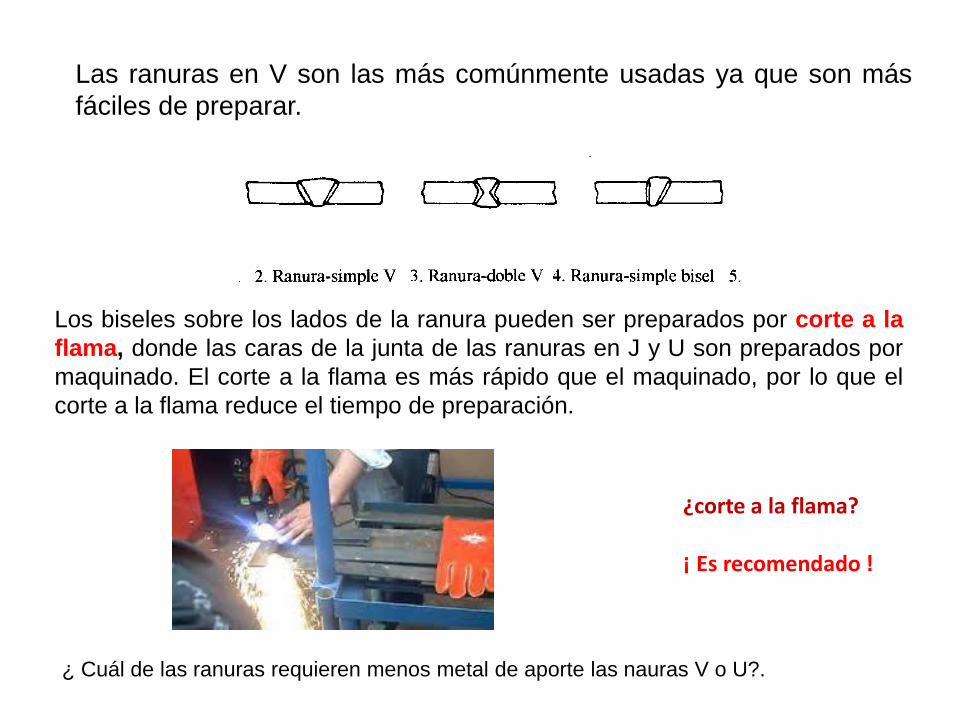
Las ranuras en V son las más comúnmente usadas ya que son más
fáciles de preparar.
Los biseles sobre los lados de la ranura pueden ser preparados por corte a la
flama, donde las caras de la junta de las ranuras en J y U son preparados por
maquinado. El corte a la flama es más rápido que el maquinado, por lo que el
corte a la flama reduce el tiempo de preparación.
¿corte a la flama? ¡ Es recomendado !
¿ Cuál de las ranuras requieren menos metal de aporte las nauras V o U?.
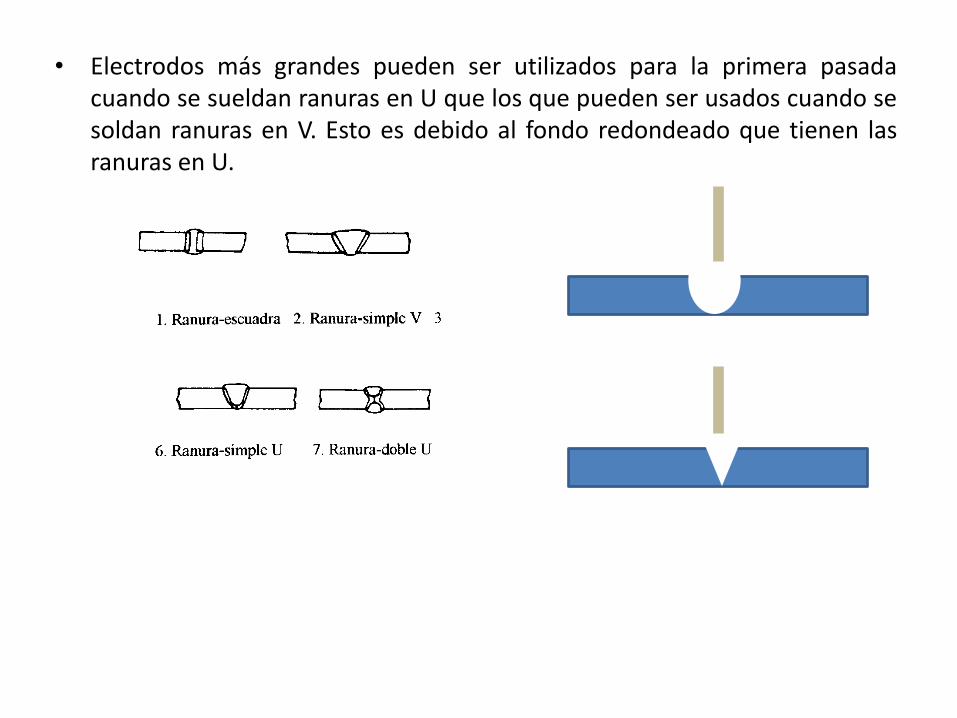
• Electrodos más grandes pueden ser utilizados para la primera pasada cuando se sueldan ranuras en U que los que pueden ser usados cuando se soldan ranuras en V. Esto es debido al fondo redondeado que tienen las ranuras en U.
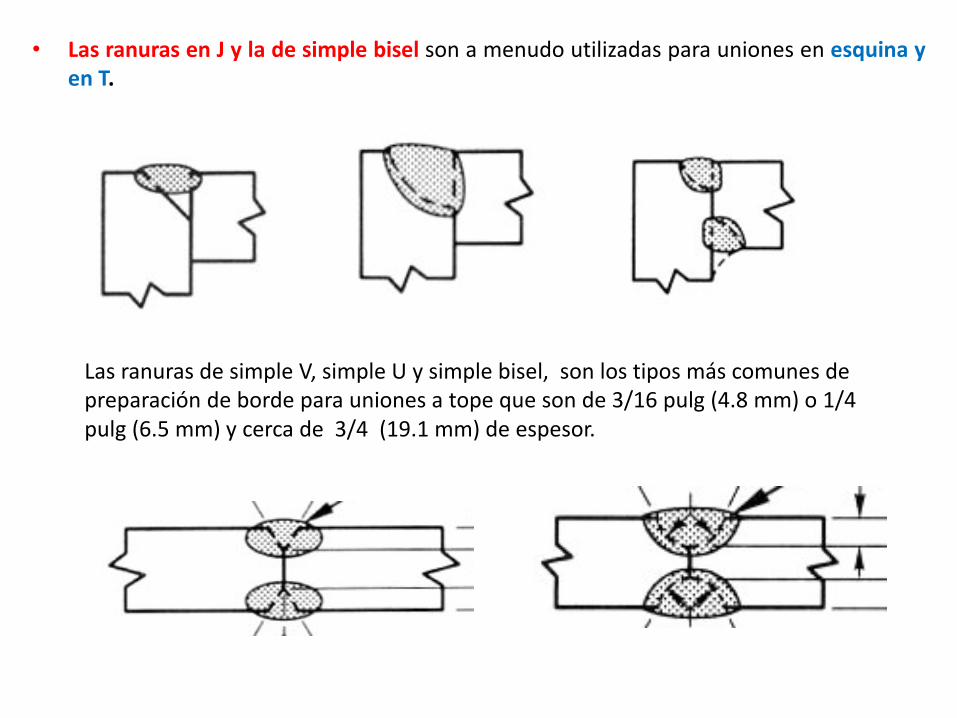
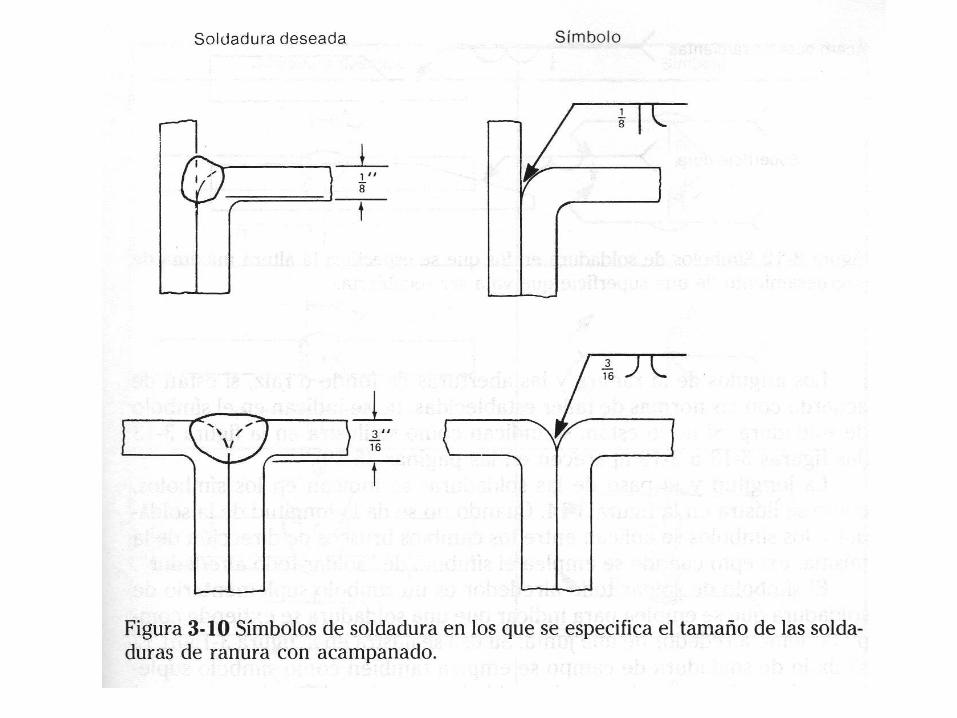
• Las ranuras en J y la de simple bisel son a menudo utilizadas para uniones en esquina y en T.
Las ranuras de simple V, simple U y simple bisel, son los tipos más comunes de preparación de borde para uniones a tope que son de 3/16 pulg (4.8 mm) o 1/4 pulg (6.5 mm) y cerca de 3/4 (19.1 mm) de espesor.
Cuando el metal base es de 3/4 pulgadas (19.1 mm) o más, las ranuras en doble V, doble U, doble bisel y doble J son usualmente recomendadas si la soldadura se realiza en ambos lados. Ventajas
•Menos distorsión •Menor cantidad de metal de aporte
Ángulos de 45° a 60° son usados para metales base delgados que necesitan ranura, pero son demasiado grandes para usarse en metales base de espesor grueso. Son utilizados ángulos más pequeños en las ranuras para metales de espesores más grandes debido a que se requiere menos tiempo de soldadura que para llenar una ranura con ángulo de 45° o 60°.
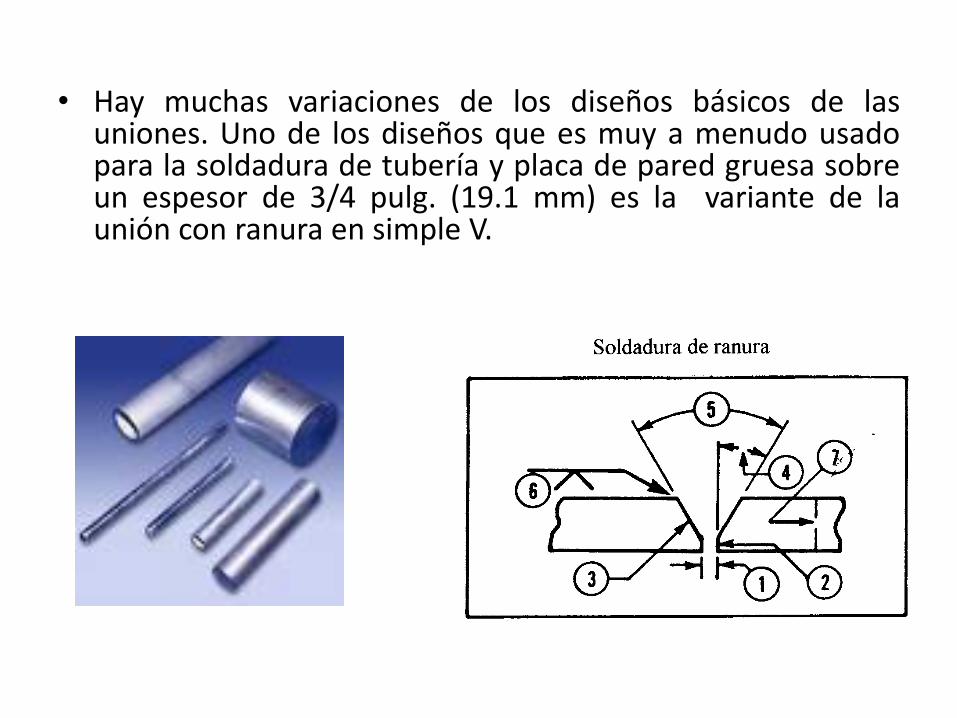
• Hay muchas variaciones de los diseños básicos de las uniones. Uno de los diseños que es muy a menudo usado para la soldadura de tubería y placa de pared gruesa sobre un espesor de 3/4 pulg. (19.1 mm) es la variante de la unión con ranura en simple V.
• La soldadura puede hacerse desde un lado o de ambos lados del metal base. Sobre metales de espesor más grueso, cuando ambos lados de la unión son accesibles, dobles biseles son usualmente hechos. La ventaja de esto es que los dobles biseles tienen menos área para llenar que los biseles simples y se requiere menos material de aporte. Las raíces de las soldaduras están usualmente cercanas al centro del metal base cuando son utilizados dobles biseles.
• Cuando las uniones son sólo accesibles desde un lado, las preparaciones de ranuras en U y J son a menudo usadas ya que la raíz es más fácil de acceder, y sobre secciones gruesas menos metal de aporte se requiere para llenar la unión que con una preparación de ranura en V estándar. Sin embargo, las ranuras en U y en J son más difíciles de preparar y más costosas.
Accesibilidad
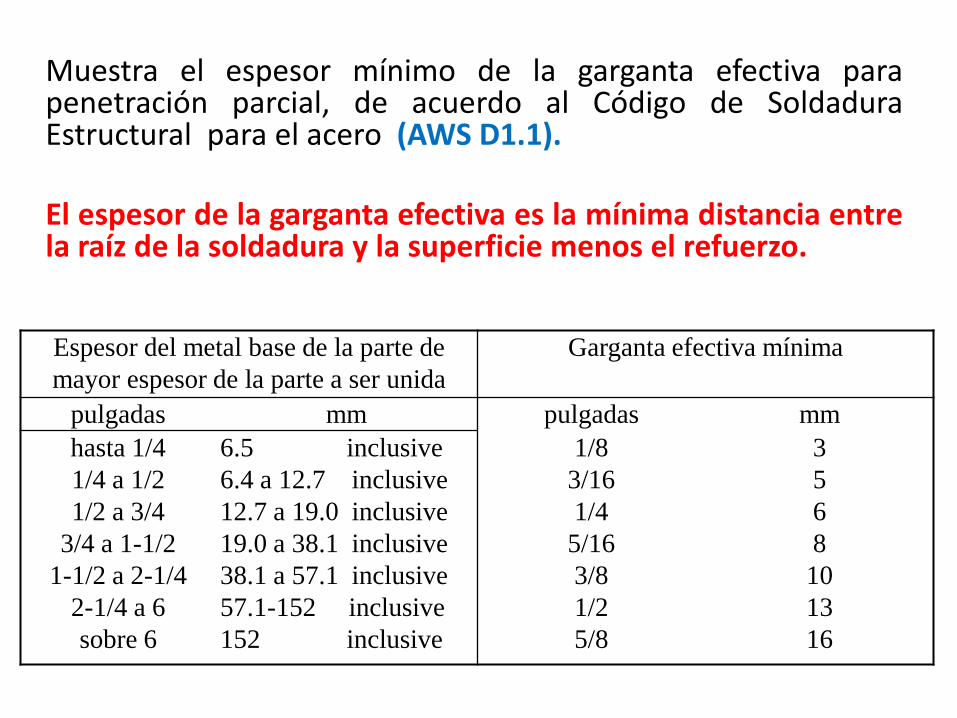
Muestra el espesor mínimo de la garganta efectiva para penetración parcial, de acuerdo al Código de Soldadura Estructural para el acero (AWS D1.1).
El espesor de la garganta efectiva es la mínima distancia entre
la raíz de la soldadura y la superficie menos el refuerzo.
Espesor del metal base de la parte de
mayor espesor de la parte a ser unida
Garganta efectiva mínima
pulgadas mm pulgadas mm
hasta 1/4
1/4 a 1/2
1/2 a 3/4
3/4 a 1-1/2
1-1/2 a 2-1/4
2-1/4 a 6
sobre 6
6.5 inclusive
6.4 a 12.7 inclusive
12.7 a 19.0 inclusive
19.0 a 38.1 inclusive
38.1 a 57.1 inclusive
57.1-152 inclusive
152 inclusive
1/8
3/16
1/4
5/16
3/8
1/2
5/8
3
5
6
8
10
13
16
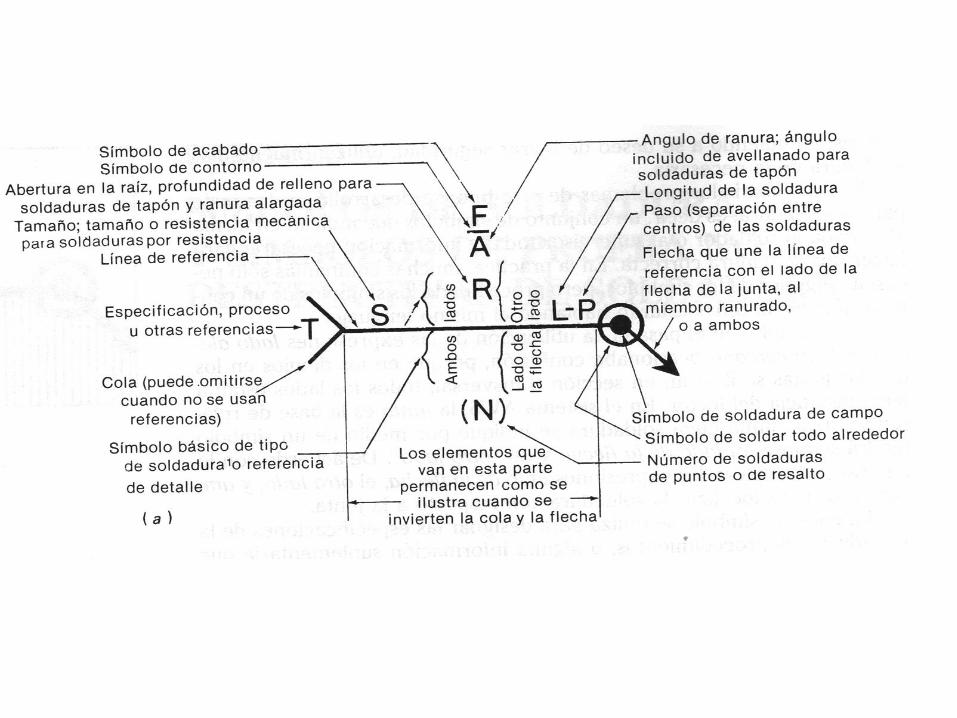
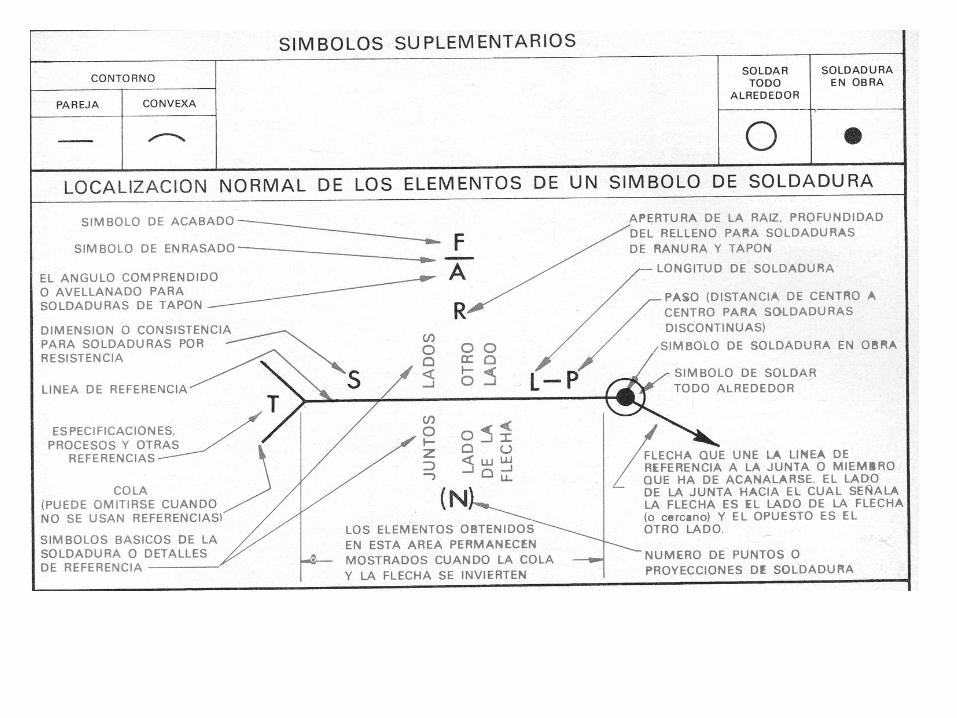
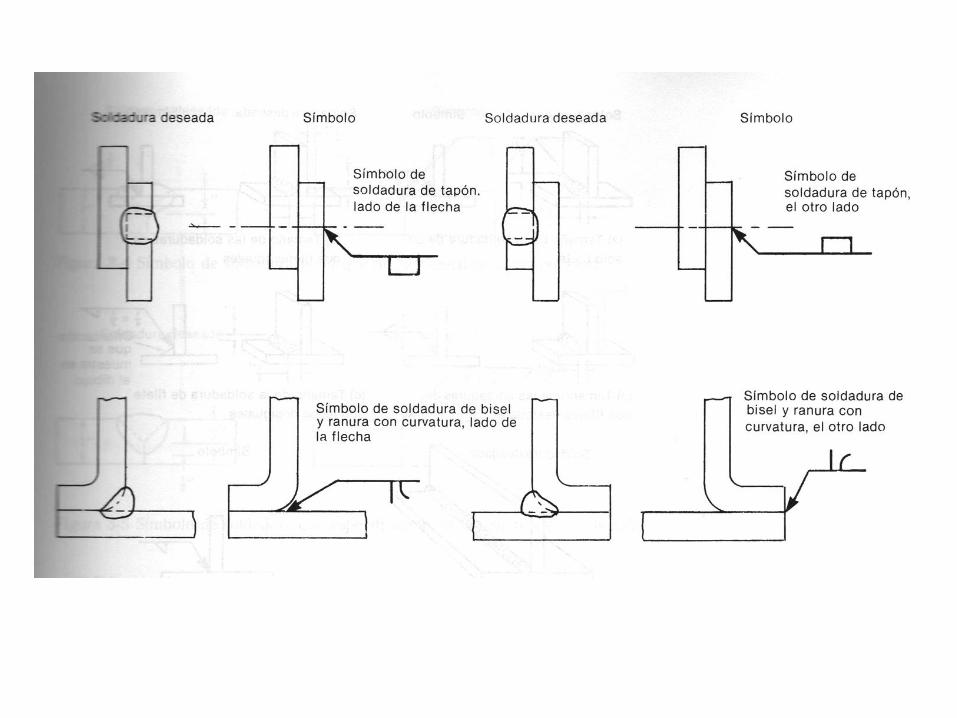
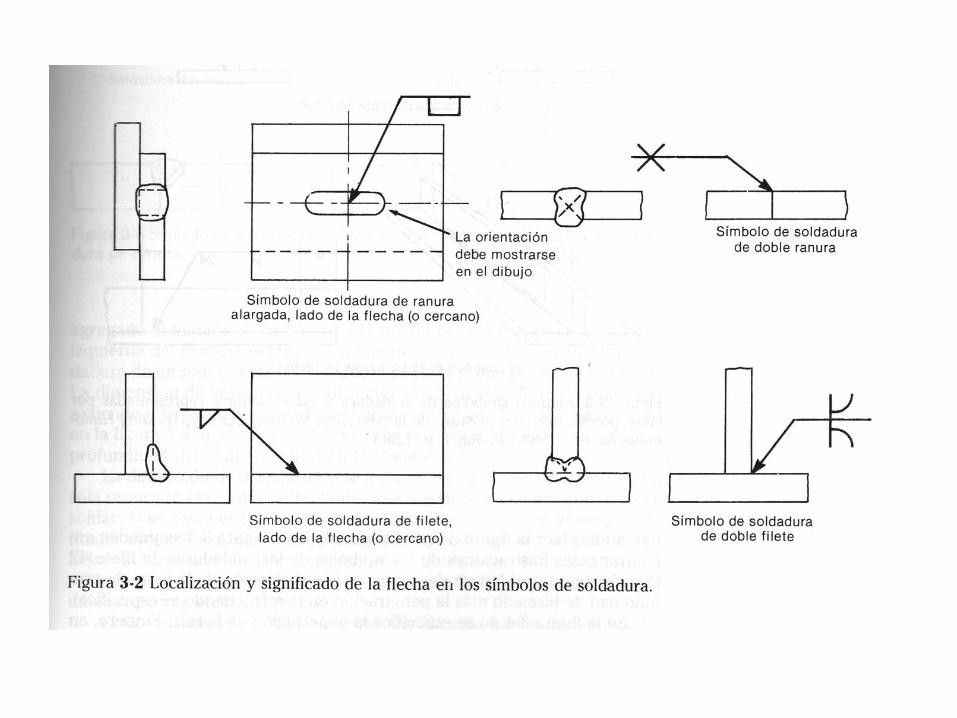
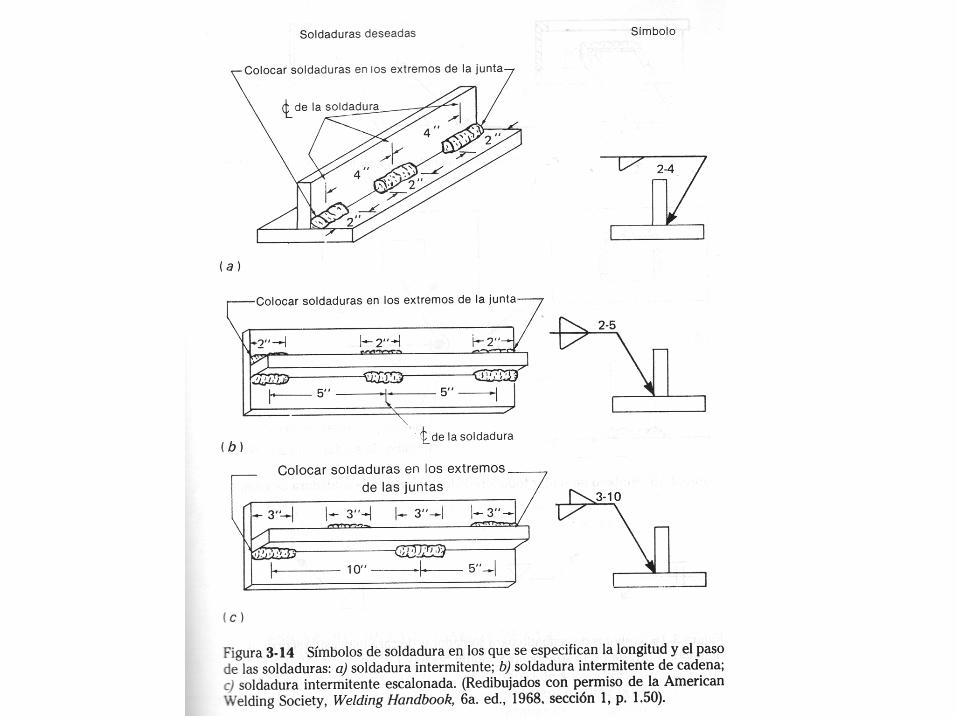
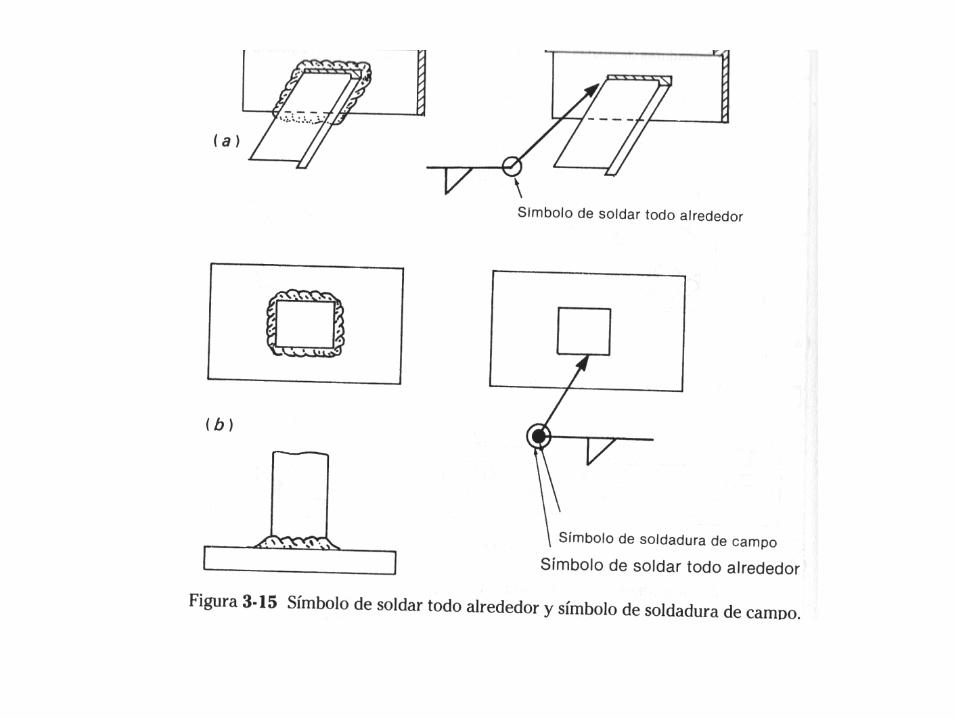
Símbolos de Soldadura
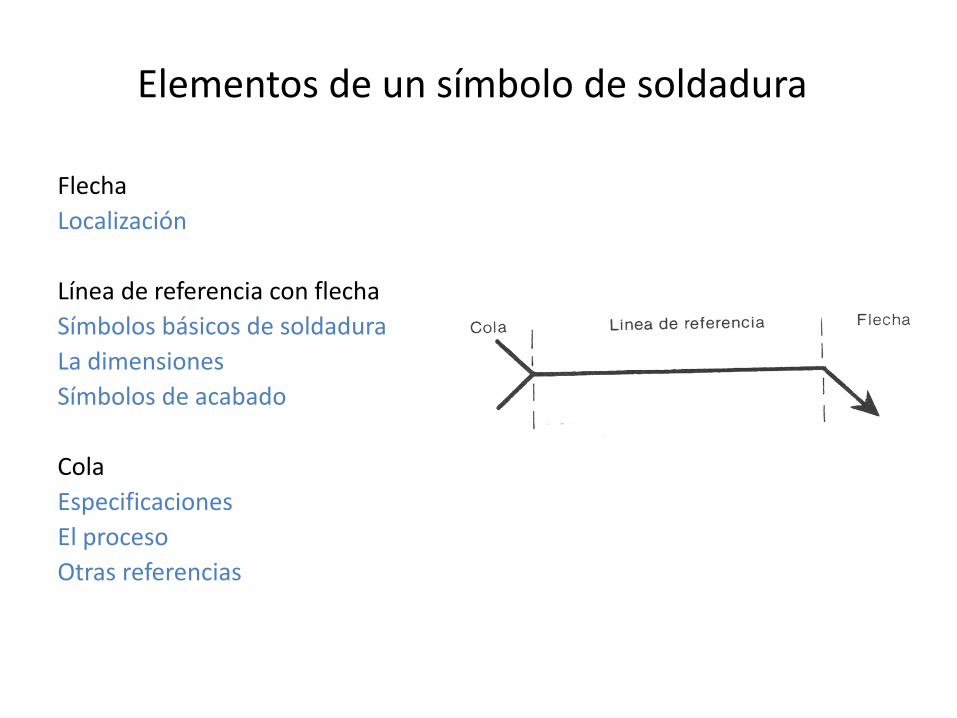
Elementos de un símbolo de soldadura
Flecha
Localización
Línea de referencia con flecha
Símbolos básicos de soldadura
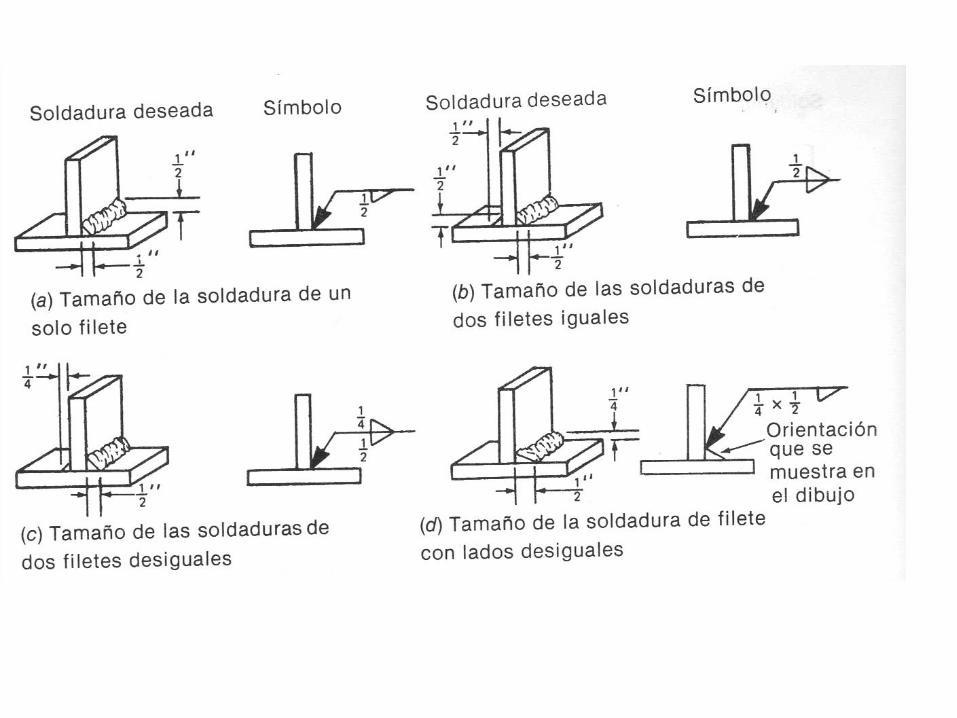
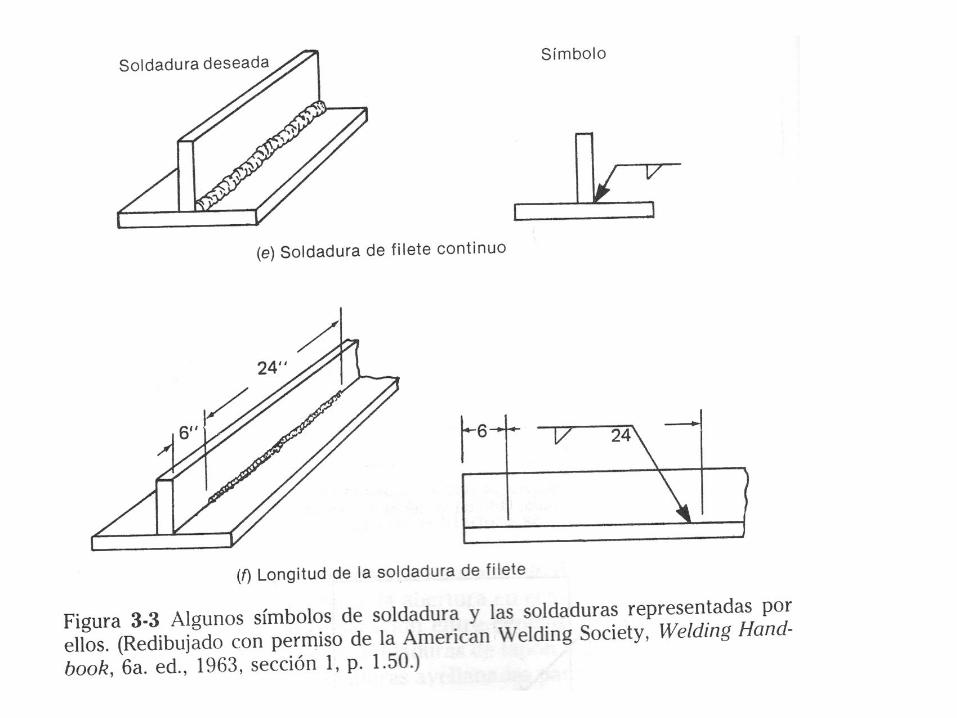
La dimensiones
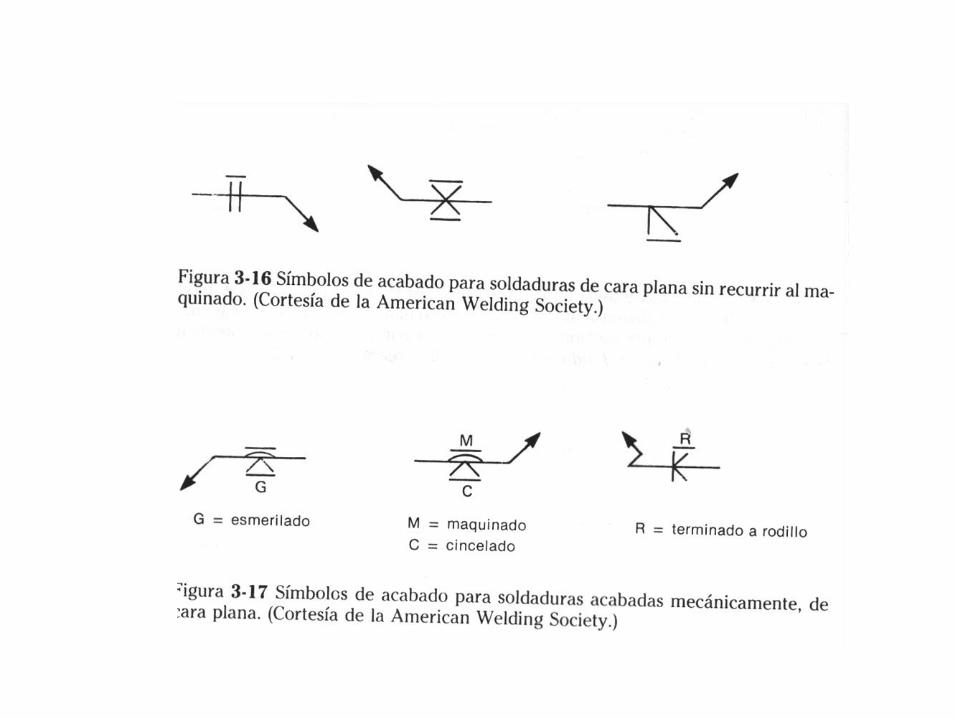
Símbolos de acabado
Cola
Especificaciones
El proceso
Otras referencias
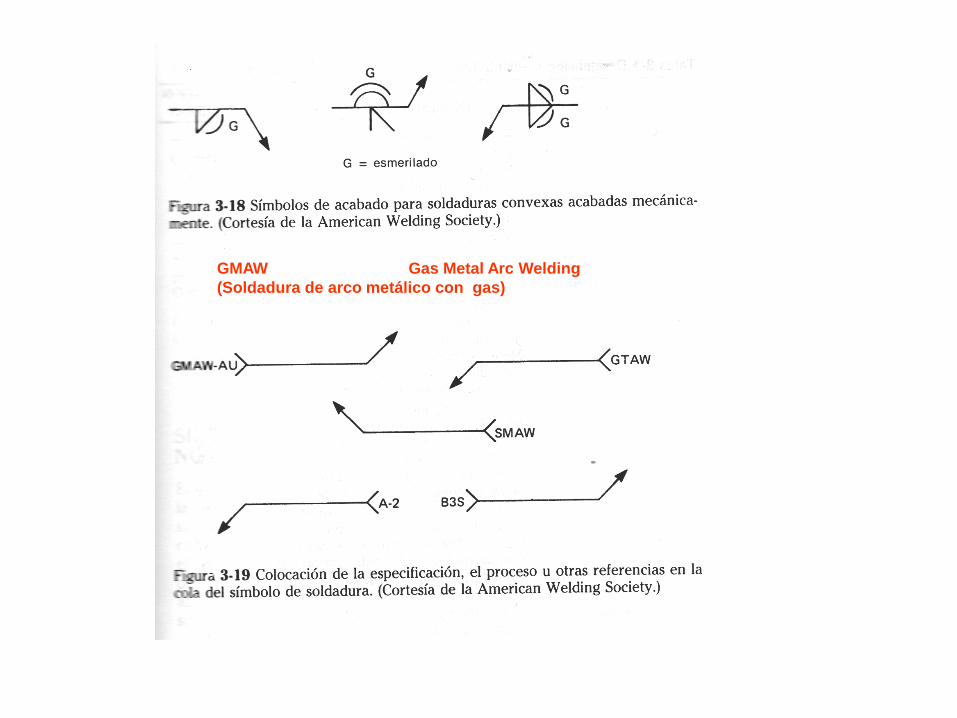
GMAW Gas Metal Arc Welding
(Soldadura de arco metálico con gas)
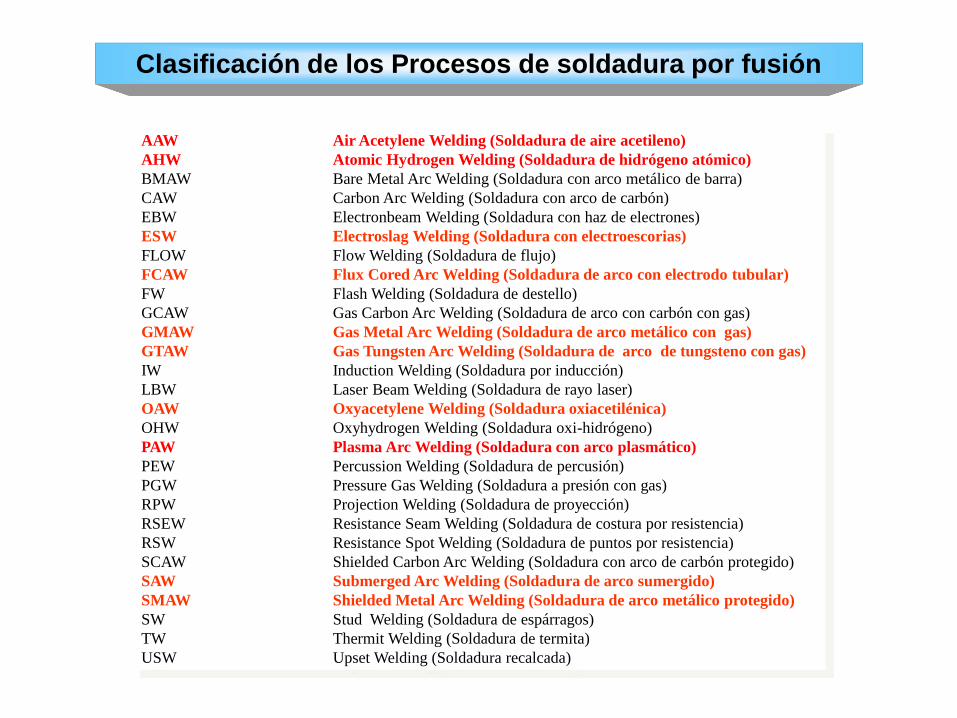
AAW Air Acetylene Welding (Soldadura de aire acetileno)
AHW Atomic Hydrogen Welding (Soldadura de hidrógeno atómico)
BMAW Bare Metal Arc Welding (Soldadura con arco metálico de barra)
CAW Carbon Arc Welding (Soldadura con arco de carbón)
EBW Electronbeam Welding (Soldadura con haz de electrones)
ESW Electroslag Welding (Soldadura con electroescorias)
FLOW Flow Welding (Soldadura de flujo)
FCAW Flux Cored Arc Welding (Soldadura de arco con electrodo tubular)
FW Flash Welding (Soldadura de destello)
GCAW Gas Carbon Arc Welding (Soldadura de arco con carbón con gas)
GMAW Gas Metal Arc Welding (Soldadura de arco metálico con gas)
GTAW Gas Tungsten Arc Welding (Soldadura de arco de tungsteno con gas)
IW Induction Welding (Soldadura por inducción)
LBW Laser Beam Welding (Soldadura de rayo laser)
OAW Oxyacetylene Welding (Soldadura oxiacetilénica)
OHW Oxyhydrogen Welding (Soldadura oxi-hidrógeno)
PAW Plasma Arc Welding (Soldadura con arco plasmático)
PEW Percussion Welding (Soldadura de percusión)
PGW Pressure Gas Welding (Soldadura a presión con gas)
RPW Projection Welding (Soldadura de proyección)
RSEW Resistance Seam Welding (Soldadura de costura por resistencia)
RSW Resistance Spot Welding (Soldadura de puntos por resistencia)
SCAW Shielded Carbon Arc Welding (Soldadura con arco de carbón protegido)
SAW Submerged Arc Welding (Soldadura de arco sumergido)
SMAW Shielded Metal Arc Welding (Soldadura de arco metálico protegido)
SW Stud Welding (Soldadura de espárragos)
TW Thermit Welding (Soldadura de termita)
USW Upset Welding (Soldadura recalcada)
Clasificación de los Procesos de soldadura por fusión
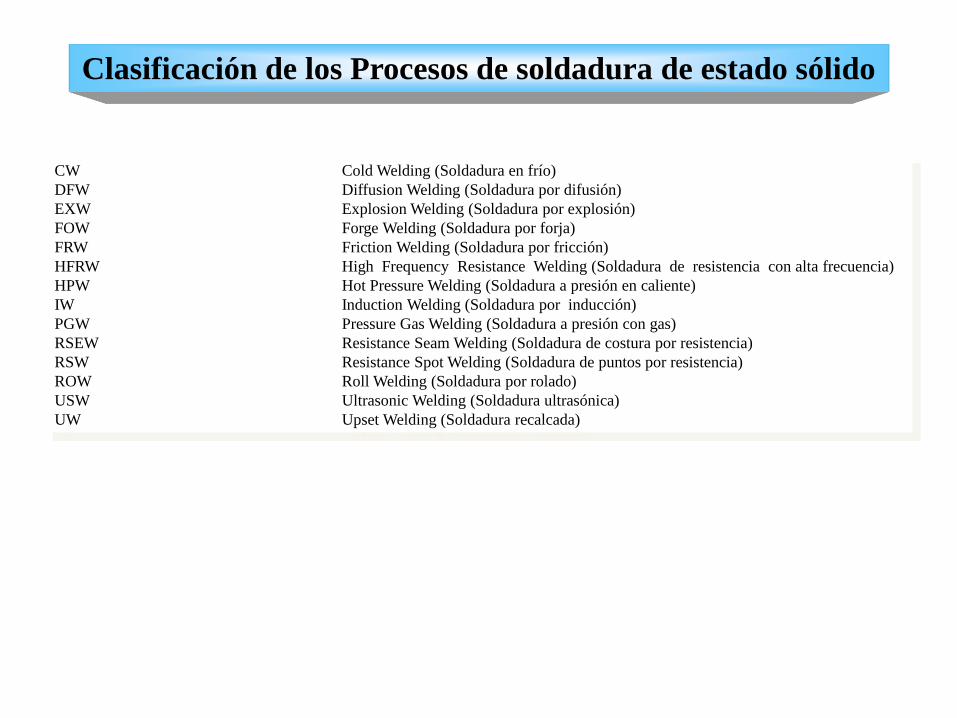
Clasificación de los Procesos de soldadura de estado sólido
CW Cold Welding (Soldadura en frío)
DFW Diffusion Welding (Soldadura por difusión)
EXW Explosion Welding (Soldadura por explosión)
FOW Forge Welding (Soldadura por forja)
FRW Friction Welding (Soldadura por fricción)
HFRW High Frequency Resistance Welding (Soldadura de resistencia con alta frecuencia)
HPW Hot Pressure Welding (Soldadura a presión en caliente)
IW Induction Welding (Soldadura por inducción)
PGW Pressure Gas Welding (Soldadura a presión con gas)
RSEW Resistance Seam Welding (Soldadura de costura por resistencia)
RSW Resistance Spot Welding (Soldadura de puntos por resistencia)
ROW Roll Welding (Soldadura por rolado)
USW Ultrasonic Welding (Soldadura ultrasónica)
UW Upset Welding (Soldadura recalcada)