Endulzamiento Por Adsorcion Mediante Tamices Moleculares (1)

Tema:Mejoras en Procesos de Endulzamiento de Gas
24-26 enero 2018
Villahermosa, tabasco
Parque Tabasco Dora Maria
“Sustentabilidad Energética”
Abasto, Logística y
Comercialización de
Hidrocarburos y Petrol í feros
Ing. Eduardo Anguiano González
1er Congreso y ExposiciónN a c i o n a l e I n t e r n a c i o n a l
d e
Contenido
I. Introducción
II. Proceso de Endulzamiento de Gas Amargo
III. Solvente de amina
IV. Cálculos de Beneficios
V. Beneficios
2

Tema 1
3
Subdirección de Procesos de Gas y Petroquímicos
Complejo Procesador de Gas Cactus

Introducción
4
El CPG Cactus se localiza en el Municipio de Reforma, Chiapas.
Se ubica a 35 km de la Ciudad de Villahermosa, Tabasco y a 11
km de la Ciudad de Reforma. Ocupa 312 has. de superficie de
las cuales 194 son propiedad de PGPB y el resto de PEP.
Introducción
5
AzufreGas Acido
Gas LP
Nafta Ligera
Condensados Dulces
Condensado
Amargo
Endulzadoras de Gas
Gas
Amargo
Etano (Braskem-IDESA)
Nafta Pesada
Líquidos
Criogénicos
Recuperadoras de azufre
Criogénicas
Endulzadoras de condensados Fraccionadora
C2+ de
Ciudad Pemex
Gas Dulce Gas Natural
PEP
Propano
CPG Nvo Pemex
CPG La Venta Líquidos Criogénicos
Etano

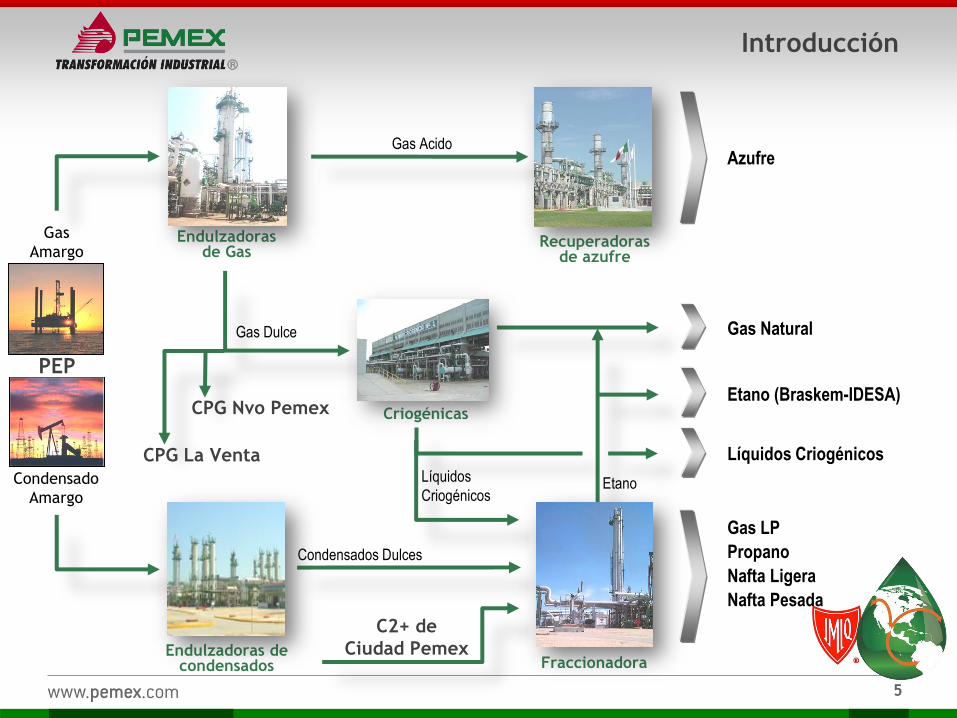
Introducción
6
Introducción
En 1974 se pone en operación el Complejo Procesador de Gas Cactus y con el la primer
planta Endulzadora de gas, actualmente tenemos una capacidad instalada de 10 plantas
endulzadoras de gas para procesar 1800 mmpcd de gas húmedo Amargo.
Objetivo de las plantas Endulzadoras
El proceso de endulzamiento consiste en remover del gas
amargo los contaminantes: ácido sulfhídrico (H2S) y
bióxido de carbono (CO2), mediante contacto a
contracorriente con un solvente a base de amina a una
concentración en el rango de 45 % peso mínimo a 50 %
peso máximo, teniendo como resultado la obtención del
gas dulce que se envía a los procesos de recuperación de
licuables (criogénicos)
Otros Centros
CPG Cactus48%52%
Gas Amargo

Cambio de solvente MDEA
7
Beneficios asociados al cambio de solvente Metil-dietanol amina en las
plantas Endulzadoras del CPG Cactus
Cambio de solvente MDEA
8
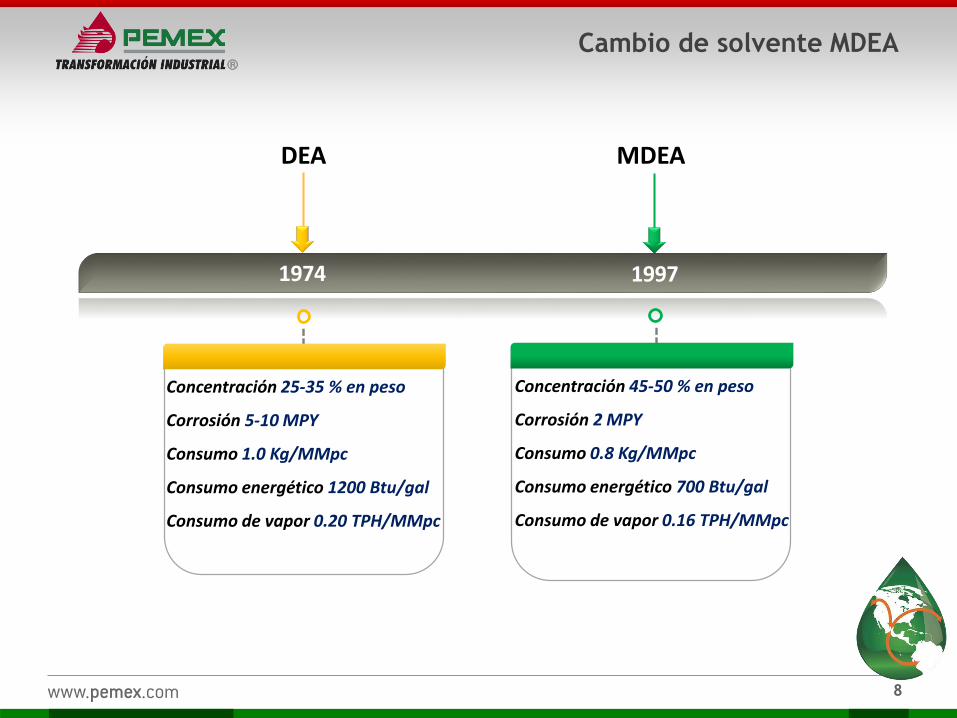
1974 1997
DEA
Concentración 25-35 % en peso
Corrosión 5-10 MPY
Consumo 1.0 Kg/MMpc
Consumo energético 1200 Btu/gal
Consumo de vapor 0.20 TPH/MMpc
Concentración 45-50 % en peso
Corrosión 2 MPY
Consumo 0.8 Kg/MMpc
Consumo energético 700 Btu/gal
Consumo de vapor 0.16 TPH/MMpc
MDEA

Cambio de solvente MDEA
9
En el proceso de endulzamiento de gas la selección del solvente utilizado va en función
de las características físicas y químicas del gas amargo a procesar, siendo la
concentración de CO2 y H2S factores determinantes para la selección. En el CPG Cactus el
solvente formulado a base de MDEA fue diseñado desde el año de 1998, para la
composición del gas amargo cuyas características se mantuvieron sin cambio hasta el
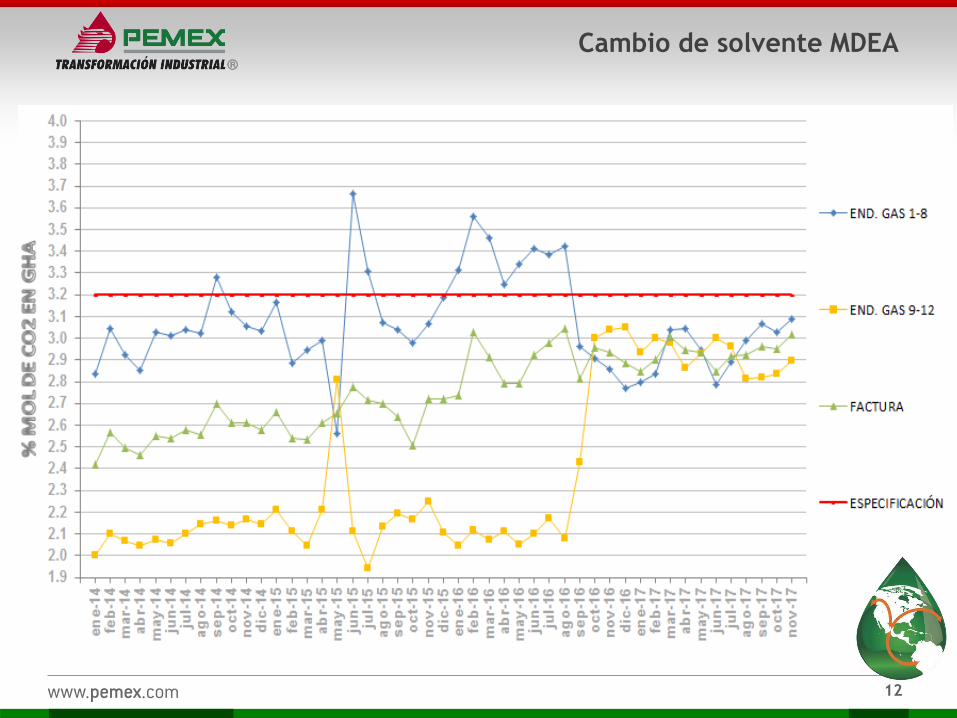
tercer trimestre del año 2016 (2.8% mol de CO2 y 1.2% mol de H2S)
A partir de septiembre de 2016 la composición del gas húmedo amargo suministrado al
Complejo Procesador de Gas Cactus cambio, presentando valores de hasta 3.79%mol de
CO2 y 2.5%mol de H2S, modificando las condiciones operativas y capacidades para las
cuales estaba configurado el solvente que se ha venido utilizando, reflejándose
principalmente en un incremento en la concentración de componentes contaminantes en
el gas dulce, impactando directamente la calidad del etano gas al final de la cadena
productiva y la integridad mecánica de equipos dinámicos y estáticos de la instalación al
registrarse alta corrosión, siendo causales de pérdidas para el organismo

Cambio de solvente MDEA
10

Cambio de solvente MDEA
11
Cambio de solvente MDEA
12

Cambio de solvente MDEA
13
Debido a las circunstancias presentadas, el centro de trabajo solicitó al proveedor del
solvente utilizado en ese momento para que realizara una evaluación de la funcionalidad
de su producto y propusiera alternativa de solución, obteniendo como respuesta la
siguiente conclusión y propuesta de solución:
Conclusión: El solvente actual no es capaz de absorber el CO2 con las nuevas condiciones
de gas de carga, además de que sus simulaciones mostraron que para seguir utilizando el
mismo solvente debería ser disminuida la capacidad de procesamiento, manteniéndose la
velocidad de corrosión la cual seguiría afectando los equipos.
Solución propuesta: Reemplazar equipo estático y dinámico en algunas secciones, por
materiales como el acero inoxidable; y cambiar del solvente actual por el AP-814 que
funciona con menor capacidad de carga de la planta

Cambio de solvente MDEA
14
“Lo verdaderamente peligroso es no evolucionar”
Jeff P. BezosFundador Amazon
Cambio de solvente MDEA
15
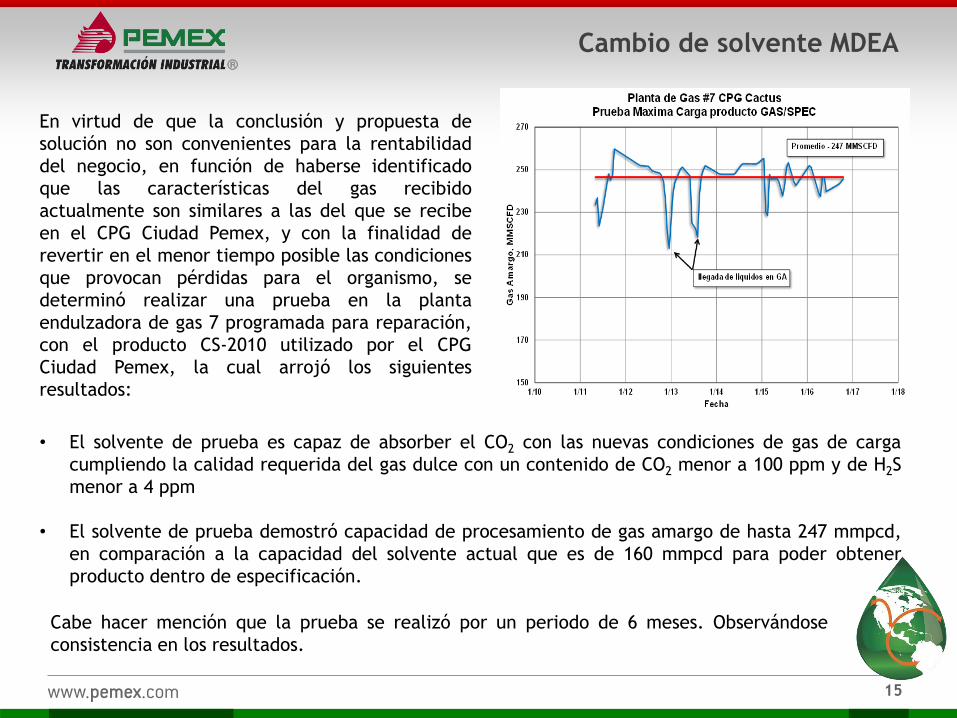
En virtud de que la conclusión y propuesta de
solución no son convenientes para la rentabilidad
del negocio, en función de haberse identificado
que las características del gas recibido
actualmente son similares a las del que se recibe
en el CPG Ciudad Pemex, y con la finalidad de
revertir en el menor tiempo posible las condiciones
que provocan pérdidas para el organismo, se
determinó realizar una prueba en la planta
endulzadora de gas 7 programada para reparación,
con el producto CS-2010 utilizado por el CPG
Ciudad Pemex, la cual arrojó los siguientes
resultados:
• El solvente de prueba es capaz de absorber el CO2 con las nuevas condiciones de gas de carga
cumpliendo la calidad requerida del gas dulce con un contenido de CO2 menor a 100 ppm y de H2S
menor a 4 ppm
• El solvente de prueba demostró capacidad de procesamiento de gas amargo de hasta 247 mmpcd,
en comparación a la capacidad del solvente actual que es de 160 mmpcd para poder obtener
producto dentro de especificación.
Cabe hacer mención que la prueba se realizó por un periodo de 6 meses. Observándose
consistencia en los resultados.

Cambio de solvente MDEA
16

Cambio de solvente MDEA
17
En la siguiente tabla se observan los precios de los productos etano gas y gas seco, el primero tiene la
dualidad de ser recibido por dos clientes siendo la mejor ganancia el envío como etano gas. Cuando
éste sale de especificación y es rechazado por el cliente se tiene la necesidad de derivarlo al sistema
nacional de gas, pero con otro precio, lo que implica pérdida económica al centro de trabajo.
Escenario Tipo de venta Volumen
(mmpcd)
Precio unitario
$/mpc
Ingreso por venta
Producto dentro de
especificación
Etano a precio de
primera mano 713.11 141 $ 100,548,510.00
Producto fuera de
especificación
Etano derivado a gas
seco (TSNG) 713.11 77 $ 54,909,470.00
Déficit por derivación de gas $ 45,639,040.00
Pérdidas potenciales por rechazo de carga de gas amargo:
De continuar operando con el solvente actual y mantener disminuida la capacidad de procesamiento,
en un escenario de incremento en la oferta sería necesario rechazar el gas húmedo amargo, teniendo
pérdidas de acuerdo a lo siguiente:
Capacidad de
procesamiento
del CPG de
acuerdo a
diseño (mmpcd)
Capacidad de
procesamient
o del CPG
con solvente
actual
(mmpcd)
Disminució
n y/o
rechazo
estimado
de gas
amargo
(mmpcd)
Volumen de productos que se
dejaría de producir:
Precio
unitario
$/mpc
Pérdida diaria
estimada por
rechazar gas
húmedo
amargo/dia
Gas
Dulce
mmpcd
C2+ bls Etano(g)
mmpcd
1,800 1,500 300 285 27,190 41.68 141 $ 5,877,580.00

Beneficios Cambio de solvente MDEA
18
Cumplimiento con las especificaciones pactadas en el contrato establecido con Braskem-Idesa (CO2<100ppm y
H2S<4ppm), evitando el pago de multas a Pemex derivado de no cumplir con las especificaciones pactadas en el
contrato.
La tasa máxima demostrada de 220 millones, queda superada al alcanzar un volumen de procesamiento de 247
mmpcd durante las pruebas con productos dentro de las especificaciones requeridas (CO2<100ppm y H2S<4ppm).
No tener que sacar de operación la planta para eliminar fugas ocasionadas por la corrosión, lo cual nos trae
beneficios económicos al mantenerla operando de manera continua.