
Tecnología de roscado - : Startseite · propiedades de deslizamiento mejoradas pese a que las...
28
Machos de roscar por laminación InnoForm Producción de roscas interiores sin virutas Tecnología de roscado
Transcript of Tecnología de roscado - : Startseite · propiedades de deslizamiento mejoradas pese a que las...

Machos de roscar por laminación InnoFormProducción de roscas interiores sin virutas
Tecnología de roscado
Tecnología de roscadoContents
Tecnología de roscadoÍndice
Introducción 3
El programa de herramientas InnoForm 4 - 5
Machos de roscar por laminación InnoForm 6 - 13
Grupos de materiales y velocidades circunferenciales 14
La laminación como proceso de producción 15
Construcción de un macho de roscar por laminación 16
Recubrimientos superficiales duros y antifricción 17
La pieza a trabajar 18
Comportamiento de laminación y momento de giro 19
Laminación y momento de giro 20
Diámetro de prefabricación de la rosca 21 - 22
Calibrado y tolerancias de las roscas interiores laminadas 23
Refrigeración y lubricación 24
Fijación de herramientas 25 - 26

Tecnología de roscadoIntroducción
3
Siempre en plena forma con EMUGE InnoFormEMUGE es el primer fabricante de herramientas de roscar del mundo en introducir un programa de machos de roscar por laminación especialmente diseñado para el mecanizado de determinados materiales o grupos de materiales. Aunque antes sólo existía esa posibilidad en el caso de las herramientas de corte, ahora hemos conseguido diseñar machos de roscar por laminación especialmente adaptados a las propiedades específicas de toda clase de materiales y grupos de materiales concretos, y en algunos casos aumentando de forma espectacular el rendimiento.
Los machos de roscar por laminación convencionales se destinaban a aplicaciones con todo tipo de materiales dúctiles: de ese modo, se diluía la posibilidad de extraer un mayor rendimiento potencial de las aplicaciones definidas en cada proceso. Durante años, EMUGE ha llevado a cabo una serie de investigaciones exhaustivas sobre los mecanismos de la laminación, y ha desarrollado una generación de herramientas totalmente nuevas a partir de los resultados obtenidos.
Con el fin de destacar el carácter novedoso de este programa tan innovador de machos de roscar por laminación, le hemos dado un nuevo nombre:
InnoForm
Las abreviaturas referentes a la geometría de los diferentes diseños encajan perfectamente con las que viene utilizando EMUGE, para facilitar el reconocimiento de cada herramienta. Por ejemplo, hay un nuevo tipo de macho de roscar por laminación, InnoForm 1-Z cuyas posibles aplicaciones se corresponden en general con las de nuestro conocido macho de corte Rekord 1B-Z.
Un vistazo al programa InnoFormLos machos de roscar por laminación con o sin ranuras de lubricación (llamadas aquí “SN”, que es la abreviatura del término alemán “Schmier-Nuten”) forman parte del programa InnoForm, al igual que las herramientas con y sin suministro interno de refrigerante IKZ/IKZN. Los machos de roscar por laminación InnoForm del modelo ÖKO están disponibles en dos tipos de geometría: “Z” y “GAL”. Para el mecanizado de piezas de chapa metálica, hemos desarrollado el modelo InnoForm-BL. Todas las herramientas InnoForm están provistas de un recubrimiento superficial duro y en ocasiones también de un recubrimiento antideslizante adicional adecuado para su aplicación específica.
Gracias a ello, determinados materiales que no podían someterse a un mecanizado económico con un macho de roscar por laminación convencional pueden laminarse fácilmente con las nuevas herramientas InnoForm.
Los machos de roscar por laminación están disponibles en almacén en los siguientes sistemas de rosca:
• Rosca ISO métrica regular DIN 13 • Rosca ISO métrica fina DIN 13 • Rosca unificada gruesa UNC ASME B1.1 • Rosca unificada fina UNF ASME B1.1 • Rosca gas Whitworth DIN EN ISO 228
Con esta nueva generación de herramientas, EMUGE está preparada para atender la demanda siempre creciente de machos de roscar por laminación, y “en plena forma” para ello.
4
Tecnología de roscadoEl programa de herramientas InnoForm
4
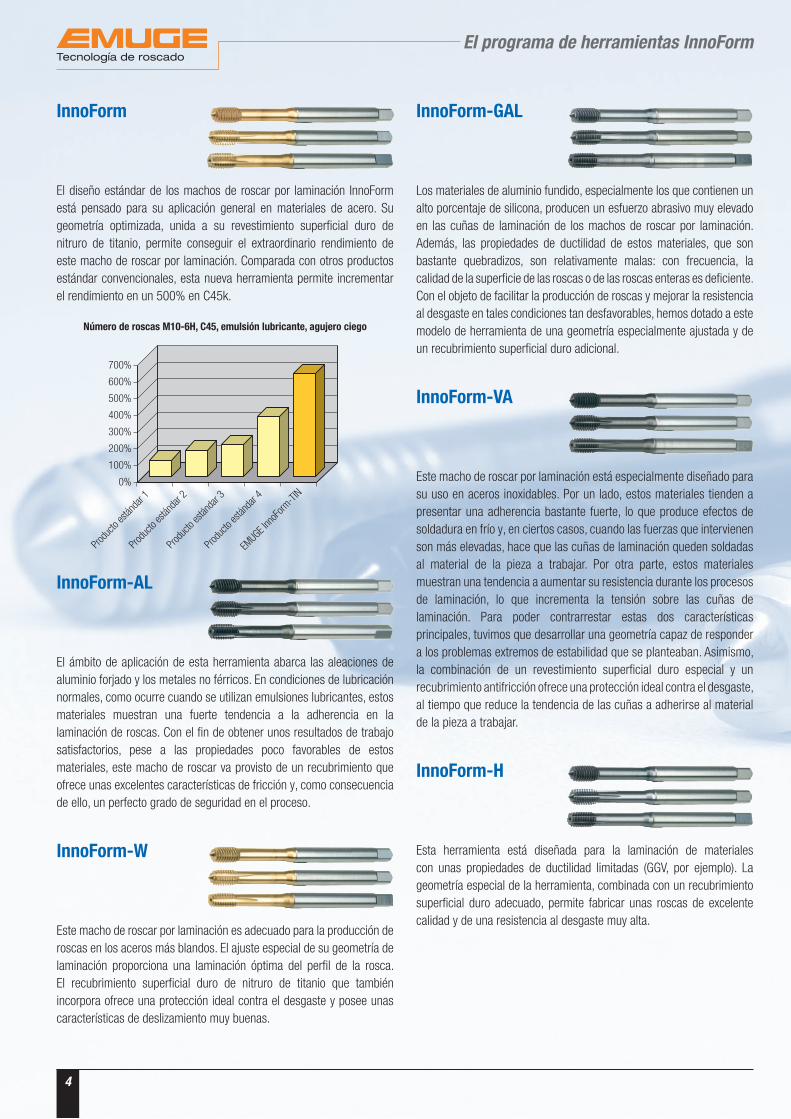
InnoForm El diseño estándar de los machos de roscar por laminación InnoForm está pensado para su aplicación general en materiales de acero. Su geometría optimizada, unida a su revestimiento superficial duro de nitruro de titanio, permite conseguir el extraordinario rendimiento de este macho de roscar por laminación. Comparada con otros productos estándar convencionales, esta nueva herramienta permite incrementar el rendimiento en un 500% en C45k.
InnoForm-AL El ámbito de aplicación de esta herramienta abarca las aleaciones de aluminio forjado y los metales no férricos. En condiciones de lubricación normales, como ocurre cuando se utilizan emulsiones lubricantes, estos materiales muestran una fuerte tendencia a la adherencia en la laminación de roscas. Con el fin de obtener unos resultados de trabajo satisfactorios, pese a las propiedades poco favorables de estos materiales, este macho de roscar va provisto de un recubrimiento que ofrece unas excelentes características de fricción y, como consecuencia de ello, un perfecto grado de seguridad en el proceso.
InnoForm-W Este macho de roscar por laminación es adecuado para la producción de roscas en los aceros más blandos. El ajuste especial de su geometría de laminación proporciona una laminación óptima del perfil de la rosca. El recubrimiento superficial duro de nitruro de titanio que también incorpora ofrece una protección ideal contra el desgaste y posee unas características de deslizamiento muy buenas.
InnoForm-GAL Los materiales de aluminio fundido, especialmente los que contienen un alto porcentaje de silicona, producen un esfuerzo abrasivo muy elevado en las cuñas de laminación de los machos de roscar por laminación. Además, las propiedades de ductilidad de estos materiales, que son bastante quebradizos, son relativamente malas: con frecuencia, la calidad de la superficie de las roscas o de las roscas enteras es deficiente. Con el objeto de facilitar la producción de roscas y mejorar la resistencia al desgaste en tales condiciones tan desfavorables, hemos dotado a este modelo de herramienta de una geometría especialmente ajustada y de un recubrimiento superficial duro adicional.
InnoForm-VA Este macho de roscar por laminación está especialmente diseñado para su uso en aceros inoxidables. Por un lado, estos materiales tienden a presentar una adherencia bastante fuerte, lo que produce efectos de soldadura en frío y, en ciertos casos, cuando las fuerzas que intervienen son más elevadas, hace que las cuñas de laminación queden soldadas al material de la pieza a trabajar. Por otra parte, estos materiales muestran una tendencia a aumentar su resistencia durante los procesos de laminación, lo que incrementa la tensión sobre las cuñas de laminación. Para poder contrarrestar estas dos características principales, tuvimos que desarrollar una geometría capaz de responder a los problemas extremos de estabilidad que se planteaban. Asimismo, la combinación de un revestimiento superficial duro especial y un recubrimiento antifricción ofrece una protección ideal contra el desgaste, al tiempo que reduce la tendencia de las cuñas a adherirse al material de la pieza a trabajar.
InnoForm-H Esta herramienta está diseñada para la laminación de materiales con unas propiedades de ductilidad limitadas (GGV, por ejemplo). La geometría especial de la herramienta, combinada con un recubrimiento superficial duro adecuado, permite fabricar unas roscas de excelente calidad y de una resistencia al desgaste muy alta.
Número de roscas M10-6H, C45, emulsión lubricante, agujero ciego
700%
600%
500%
400%
300%
200%
100%
0%
Produ
cto es
tánda
r 1
Produ
cto es
tánda
r 2
Produ
cto es
tánda
r 3
Produ
cto es
tánda
r 4
EMUG
E Inn
oForm
-TIN

5
Tecnología de roscadoEl programa de herramientas InnoForm
5
InnoForm-Z Este modelo de herramienta está diseñado para satisfacer los requisitos más exigentes. Su ámbito de aplicación incluye diversos materiales de acero duro y de alta resistencia y sus aleaciones. En la especificación de la geometría de la herramienta y en la elección del recubrimiento superficial duro, una de las máximas prioridades fue controlar las fuerzas de laminación extremas que actúan sobre estos materiales, manteniendo un alto grado de seguridad en el proceso y reduciendo la fricción resultante y la generación de calor en las cuñas de laminación de la forma más efectiva posible.
InnoForm-GAL-ÖKO e InnoForm-Z-ÖKOEstos machos de roscar por laminación están diseñados para cumplir unos requisitos de resistencia a la fricción y resistencia térmica aún más exigentes, como los que concurren cuando se trabaja con una cantidad de lubricación mínima, por ejemplo, por lo que no sólo deben disponer de una geometría adaptada a cada material, sino que además requieren otras medidas adicionales. Con tal motivo, se aplican sobre la herramienta unos recubrimientos antifricción y se introduce un suministro interno de lubricante-refrigerante, con el fin de refrigerar y lubricar de forma segura la superficie de laminación. Cuando se introduce una nueva herramienta, la combinación de estas dos características de diseño aporta unas propiedades de deslizamiento mejoradas pese a que las condiciones de lubricación son desfavorables, lo que permite producir roscas de forma segura y conseguir un claro aumento de la eficiencia.
InnoForm-BL Cada herramienta InnoForm-BL está diseñada a partir de una herramienta InnoForm básica, dependiendo del tipo de material. Sus características especiales incluyen un cono de entrada más largo para conseguir un centrado más seguro de la herramienta, y una mayor longitud de rosca, para que la inversión de la marcha sea más segura, aunque los ciclos de inversión sean menos exactos.
Variantes de diseño InnoFormLos modelos básicos de la gama de herramientas InnoForm se complementan con una serie de variantes adicionales. En la construcción de dichas variantes, se tienen en cuenta diversas características especiales de cada aplicación concreta. Por ejemplo, pueden introducirse unas ranuras de lubricación para garantizar un transporte seguro del medio de lubricación al área de laminación. Otra posibilidad es suministrar una herramienta con un orificio de refrigeración y lubricación interna para mejorar las condiciones del mecanizado de agujeros ciegos o para ajustar especialmente la longitud del cono de entrada si es preciso obtener unas conicidades de rosca extraordinariamente cortas.
Herramientas especiales InnoFormSi nuestro amplio programa de machos de roscar por laminación InnoForm no incluye un modelo de herramienta adecuado para una aplicación concreta, podemos suministrar una herramienta especial InnoForm de tipo personalizado, diseñada para las condiciones de trabajo y a partir de los planos de la pieza a trabajar de cada cliente. Dichos diseños especiales pueden realizarse con arreglo a unas tolerancias o unos tamaños de rosca especiales, con unos perfiles de rosca y unas especificaciones dimensionales especiales, o para procesos especiales que impliquen al mismo tiempo el corte de roscas y su laminación.
6
Tecnología de roscadoInnoForm 1
6
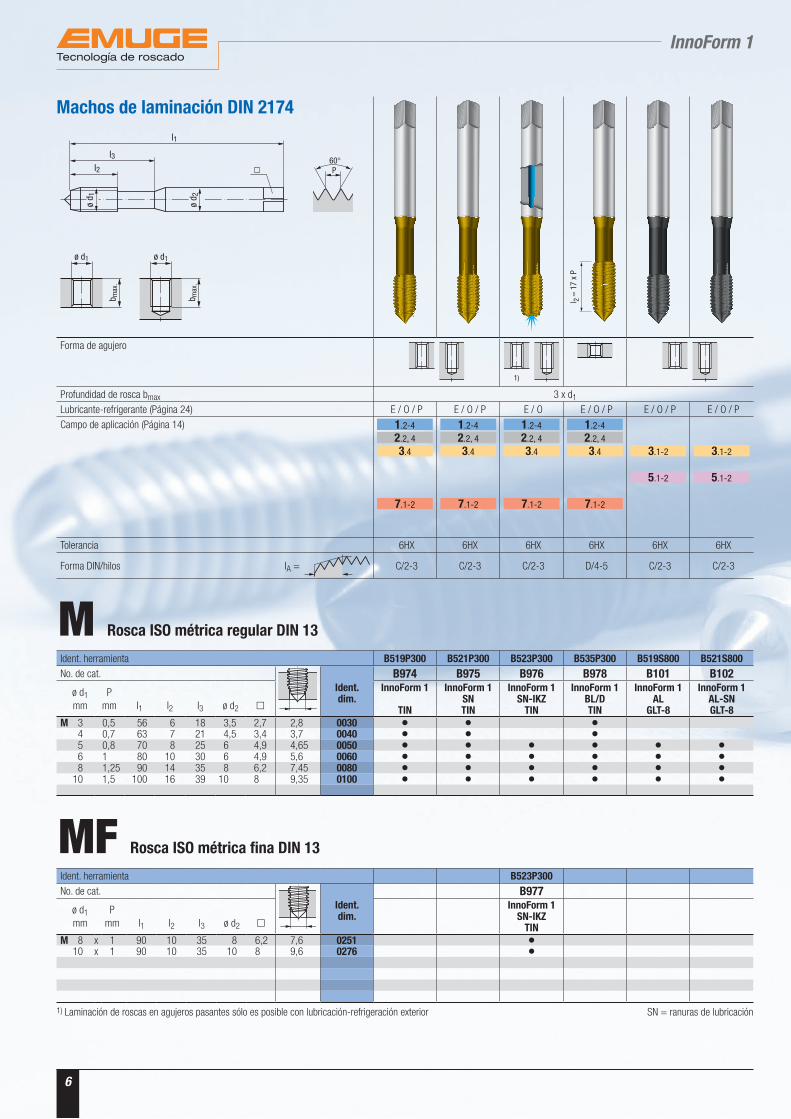
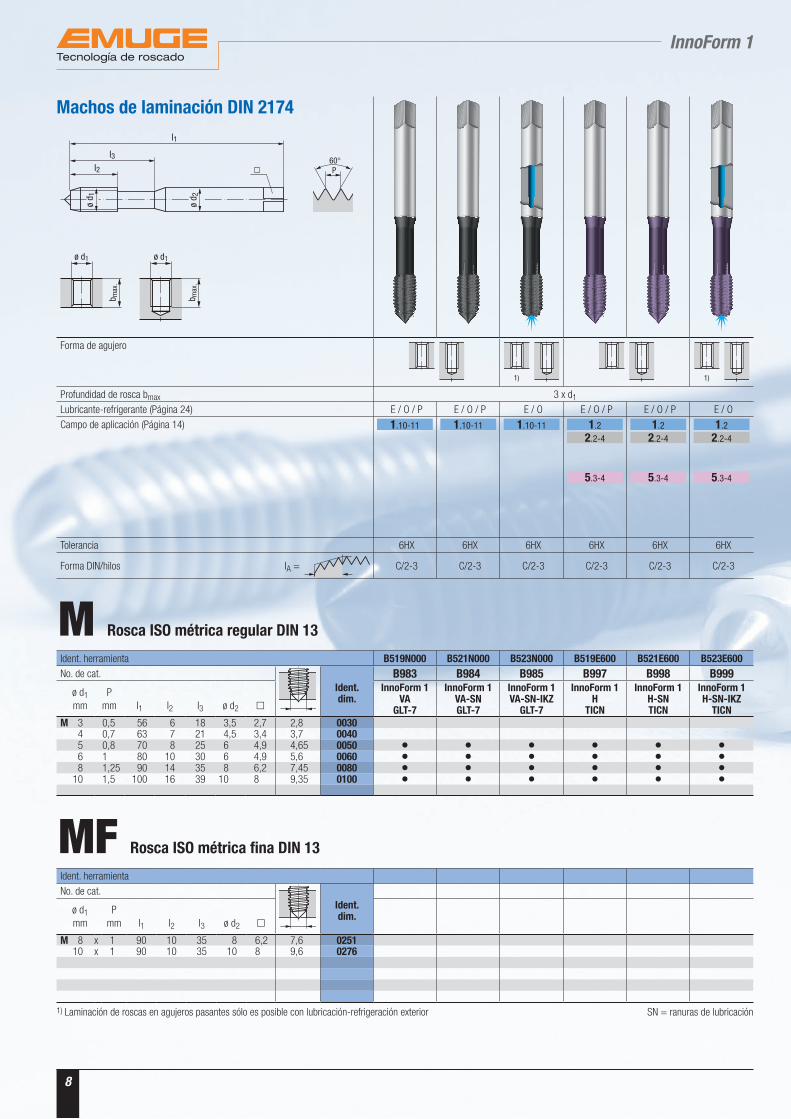
Machos de laminación DIN 2174
Forma de agujero
1)
Profundidad de rosca bmax 3 x d1
Lubricante-refrigerante (Página 24) E / O / P E / O / P E / O E / O / P E / O / P E / O / PCampo de aplicación (Página 14)
Tolerancia 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/hilos IA = C/2-3 C/2-3 C/2-3 D/4-5 C/2-3 C/2-3
l1
ø d 1
l2
ø d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
l 2 ≈
17
x P
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
5.1-2
3.1-2
5.1-2
3.1-2
M Rosca ISO métrica regular DIN 13Ident. herramienta B519P300 B521P300 B523P300 B535P300 B519S800 B521S800No. de cat. B974 B975 B976 B978 B101 B102
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1
TIN
InnoForm 1 SN TIN
InnoForm 1 SN-IKZ
TIN
InnoForm 1 BL/D TIN
InnoForm 1 AL
GLT-8
InnoForm 1 AL-SN GLT-8
M 3 0,5 56 6 18 3,5 2,7 2,8 0030 • • • 4 0,7 63 7 21 4,5 3,4 3,7 0040 • • • 5 0,8 70 8 25 6 4,9 4,65 0050 • • • • • • 6 1 80 10 30 6 4,9 5,6 0060 • • • • • • 8 1,25 90 14 35 8 6,2 7,45 0080 • • • • • • 10 1,5 100 16 39 10 8 9,35 0100 • • • • • •
MF Rosca ISO métrica fina DIN 13Ident. herramienta B523P300No. de cat. B977
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1 SN-IKZ
TINM 8 x 1 90 10 35 8 6,2 7,6 0251 • 10 x 1 90 10 35 10 8 9,6 0276 •
1) Laminación de roscas en agujeros pasantes sólo es posible con lubricación-refrigeración exterior SN = ranuras de lubricación
Tecnología de roscadoInnoForm 1
7
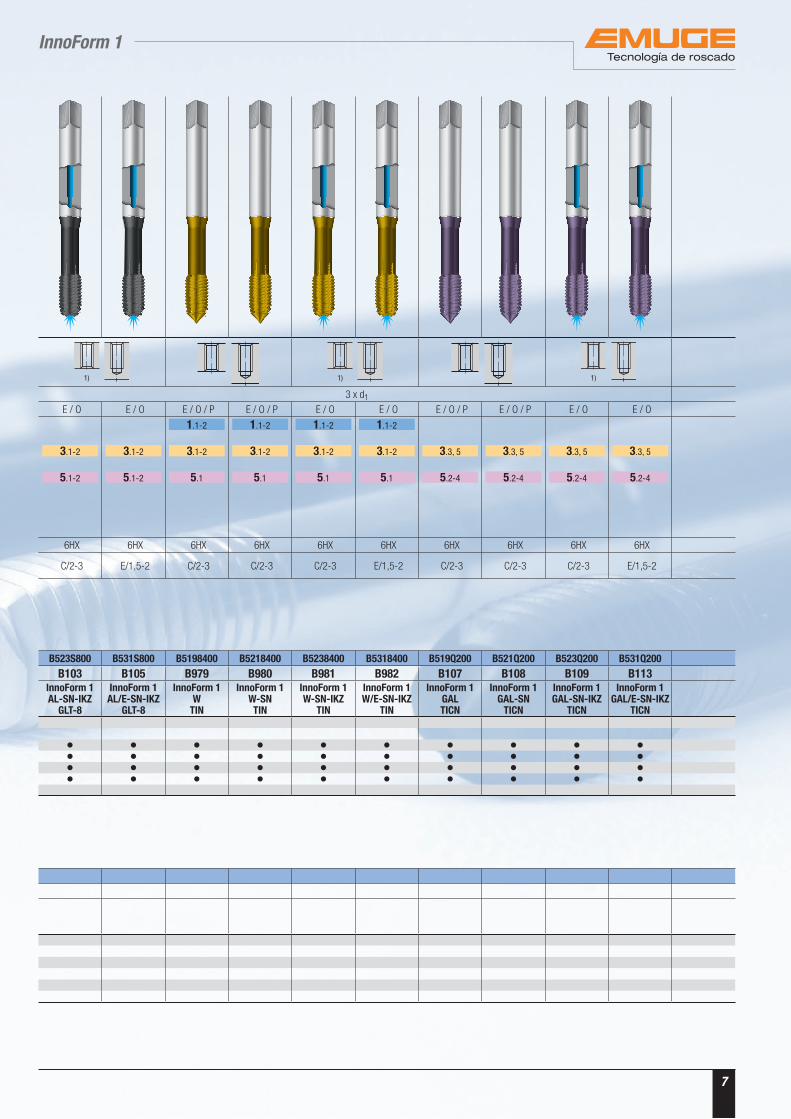
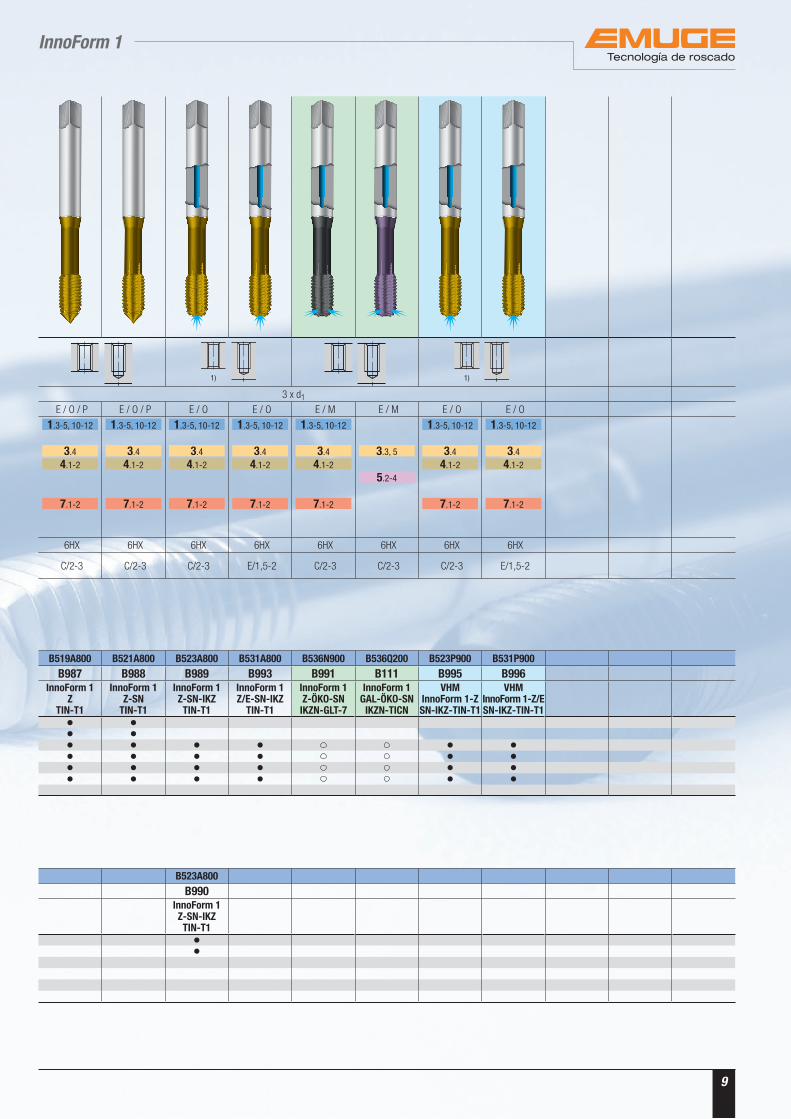
1) 1) 1)
3 x d1
E / O E / O E / O / P E / O / P E / O E / O E / O / P E / O / P E / O E / O
6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX
C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2
1.1-2
3.1-2
1.1-2
3.1-2
1.1-2
3.1-2
1.1-2
3.1-2
5.1
3.1-2
5.1
3.1-2 3.3, 5 3.3, 5 3.3, 5 3.3, 5
5.15.15.1-25.1-2 5.2-4 5.2-4 5.2-4 5.2-4
B523S800 B531S800 B5198400 B5218400 B5238400 B5318400 B519Q200 B521Q200 B523Q200 B531Q200B103 B105 B979 B980 B981 B982 B107 B108 B109 B113
InnoForm 1 AL-SN-IKZ
GLT-8
InnoForm 1 AL/E-SN-IKZ
GLT-8
InnoForm 1 W
TIN
InnoForm 1 W-SN TIN
InnoForm 1 W-SN-IKZ
TIN
InnoForm 1 W/E-SN-IKZ
TIN
InnoForm 1 GAL TICN
InnoForm 1 GAL-SN
TICN
InnoForm 1 GAL-SN-IKZ
TICN
InnoForm 1 GAL/E-SN-IKZ
TICN
• • • • • • • • • •• • • • • • • • • •• • • • • • • • • •• • • • • • • • • •
Tecnología de roscadoInnoForm 1
8
Machos de laminación DIN 2174
Forma de agujero
1) 1)
Profundidad de rosca bmax 3 x d1
Lubricante-refrigerante (Página 24) E / O / P E / O / P E / O E / O / P E / O / P E / OCampo de aplicación (Página 14)
Tolerancia 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/hilos IA = C/2-3 C/2-3 C/2-3 C/2-3 C/2-3 C/2-3
l1
ø d 1
l2
ø d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
1.10-11 1.10-11 1.10-11 1.22.2-4
5.3-4 5.3-4
M Rosca ISO métrica regular DIN 13Ident. herramienta B519N000 B521N000 B523N000 B519E600 B521E600 B523E600No. de cat. B983 B984 B985 B997 B998 B999
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1 VA
GLT-7
InnoForm 1VA-SNGLT-7
InnoForm 1VA-SN-IKZ
GLT-7
InnoForm 1H
TICN
InnoForm 1H-SNTICN
InnoForm 1H-SN-IKZ
TICNM 3 0,5 56 6 18 3,5 2,7 2,8 0030 4 0,7 63 7 21 4,5 3,4 3,7 0040 5 0,8 70 8 25 6 4,9 4,65 0050 • • • • • • 6 1 80 10 30 6 4,9 5,6 0060 • • • • • • 8 1,25 90 14 35 8 6,2 7,45 0080 • • • • • • 10 1,5 100 16 39 10 8 9,35 0100 • • • • • •
MF Rosca ISO métrica fina DIN 13Ident. herramientaNo. de cat.
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
M 8 x 1 90 10 35 8 6,2 7,6 0251 10 x 1 90 10 35 10 8 9,6 0276
1) Laminación de roscas en agujeros pasantes sólo es posible con lubricación-refrigeración exterior SN = ranuras de lubricación
1.2 1.22.2-4 2.2-4
5.3-4
Tecnología de roscadoInnoForm 1
9
1) 1)
3 x d1
E / O / P E / O / P E / O E / O E / M E / M E / O E / O
6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX
C/2-3 C/2-3 C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2
1.3-5, 10-12
3.4
1.3-5, 10-12
3.4
1.3-5, 10-12
3.4 3.4 3.4
5.2-4
3.3, 5 3.4 3.4
B519A800 B521A800 B523A800 B531A800 B536N900 B536Q200 B523P900 B531P900B987 B988 B989 B993 B991 B111 B995 B996
InnoForm 1Z
TIN-T1
InnoForm 1Z-SN
TIN-T1
InnoForm 1Z-SN-IKZTIN-T1
InnoForm 1Z/E-SN-IKZ
TIN-T1
InnoForm 1Z-ÖKO-SNIKZN-GLT-7
InnoForm 1GAL-ÖKO-SN
IKZN-TICN
VHMInnoForm 1-ZSN-IKZ-TIN-T1
VHM InnoForm 1-Z/E SN-IKZ-TIN-T1
• •• •• • • • • •• • • • • •• • • • • •• • • • • •
B523A800B990
InnoForm 1Z-SN-IKZTIN-T1
••
1.3-5, 10-121.3-5, 10-12 1.3-5, 10-12 1.3-5, 10-12
4.1-2 4.1-2 4.1-2 4.1-2 4.1-2 4.1-2 4.1-2
7.1-2 7.1-2 7.1-2 7.1-2 7.1-2 7.1-2 7.1-2

Machos de laminación DIN 2174
Forma de agujero
1) 1)
Profundidad de rosca bmax 3 x d1
Lubricante-refrigerante (Página 24) E / O / P E / O / P E / O E / O / P E / O / P E / OCampo de aplicación (Página 14)
Tolerancia 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/hilos IA = C/2-3 C/2-3 C/2-3 C/2-3 C/2-3 C/2-3
ø d 2
ø d 1
l2
l1
P60°
ø d1
b max
.
b max
.
ø d1
1.2-4 1.2-4 1.2-4 1.3-5, 10-12
M Rosca ISO métrica regular DIN 13Ident. herramienta C519P300 C521P300 C523P300 C519A800 C521A800 C523A800No. de cat. C695 C696 C697 C952 C953 C954
ø d1mm
P mm I1 I2 ø d2
Ident. dim.
InnoForm 2
TIN
InnoForm 2SNTIN
InnoForm 2SN-IKZ
TIN
InnoForm 2Z
TIN-T1
InnoForm 2Z-SN
TIN-T1
InnoForm 2Z-SN-IKZTIN-T1
M 12 1,75 110 18 9 7 11,25 0112 • • • • • • 16 2 110 22 12 9 15,1 0116 • • • • • •
MF Rosca ISO métrica fina DIN 13Ident. herramienta C523P300 C523A800No. de cat. C698 C955
ø d1mm
P mm I1 I2 ø d2
Ident. dim.
InnoForm 2SN-IKZ
TIN
InnoForm 2Z-SN-IKZTIN-T1
M 12 x 1,5 100 15 9 7 11,35 0303 • • 14 x 1,5 100 15 11 9 13,35 0331 • • 16 x 1,5 100 15 12 9 15,35 0359 • •
1.3-5, 10-12 1.3-5, 10-122.2, 42.2, 42.2, 4
3.4 3.4 3.4 3.4 3.4 3.44.1-2 4.1-2 4.1-2
7.1-2 7.1-2 7.1-27.1-27.1-27.1-2
10
InnoForm 2Tecnología de roscado
1) Laminación de roscas en agujeros pasantes sólo es posible con lubricación-refrigeración exterior SN = ranuras de lubricación
11
Tecnología de roscadoInnoForm 1
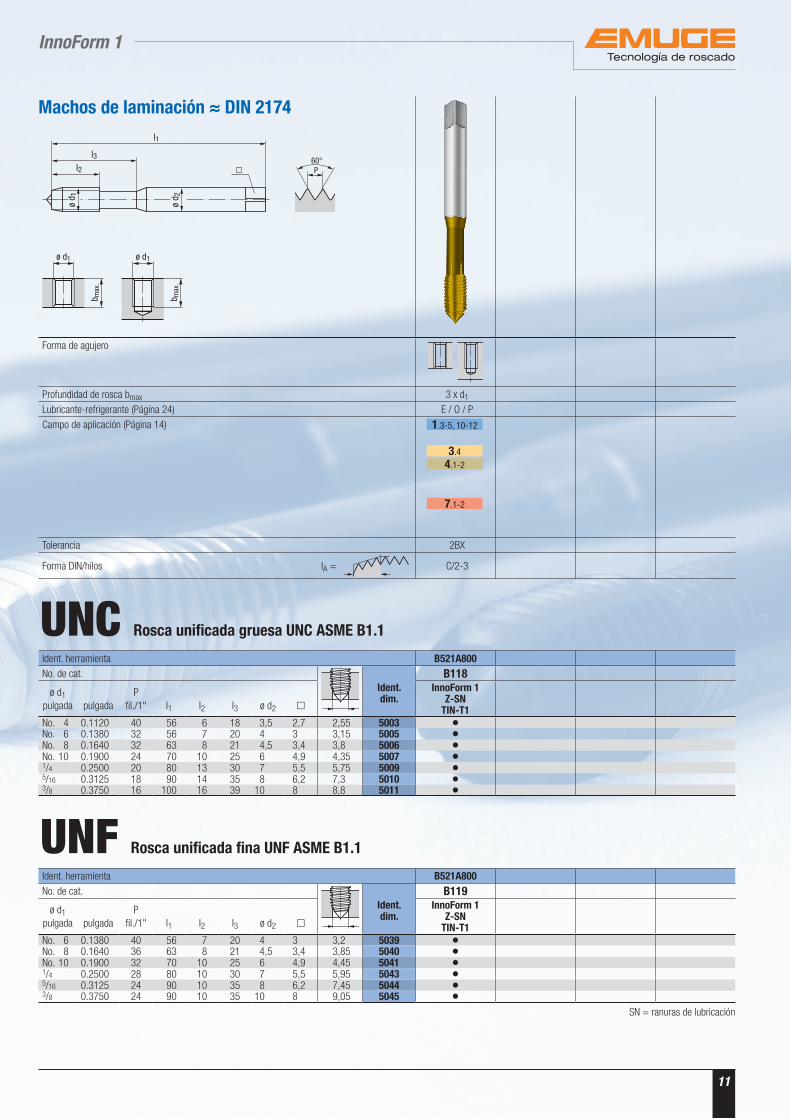
Machos de laminación ≈ DIN 2174
Forma de agujero
Profundidad de rosca bmax 3 x d1
Lubricante-refrigerante (Página 24) E / O / PCampo de aplicación (Página 14)
Tolerancia 2BX
Forma DIN/hilos IA = C/2-3
l1
ø d 1
l2ø
d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
UNC Rosca unificada gruesa UNC ASME B1.1Ident. herramienta B521A800No. de cat. B118
ø d1pulgada pulgada
P fil./1" I1 I2 I3 ø d2
Ident. dim.
InnoForm 1Z-SN
TIN-T1No. 4 0.1120 40 56 6 18 3,5 2,7 2,55 5003 •No. 6 0.1380 32 56 7 20 4 3 3,15 5005 •No. 8 0.1640 32 63 8 21 4,5 3,4 3,8 5006 •No. 10 0.1900 24 70 10 25 6 4,9 4,35 5007 •1/4 0.2500 20 80 13 30 7 5,5 5,75 5009 •5/16 0.3125 18 90 14 35 8 6,2 7,3 5010 •3/8 0.3750 16 100 16 39 10 8 8,8 5011 •
UNF Rosca unificada fina UNF ASME B1.1
1.3-5, 10-12
3.44.1-2
7.1-2
Ident. herramienta B521A800No. de cat. B119
ø d1pulgada pulgada
P fil./1" I1 I2 I3 ø d2
Ident. dim.
InnoForm 1Z-SN
TIN-T1No. 6 0.1380 40 56 7 20 4 3 3,2 5039 •No. 8 0.1640 36 63 8 21 4,5 3,4 3,85 5040 •No. 10 0.1900 32 70 10 25 6 4,9 4,45 5041 •1/4 0.2500 28 80 10 30 7 5,5 5,95 5043 •5/16 0.3125 24 90 10 35 8 6,2 7,45 5044 •3/8 0.3750 24 90 10 35 10 8 9,05 5045 •
SN = ranuras de lubricación
12
InnoForm 2Tecnología de roscado
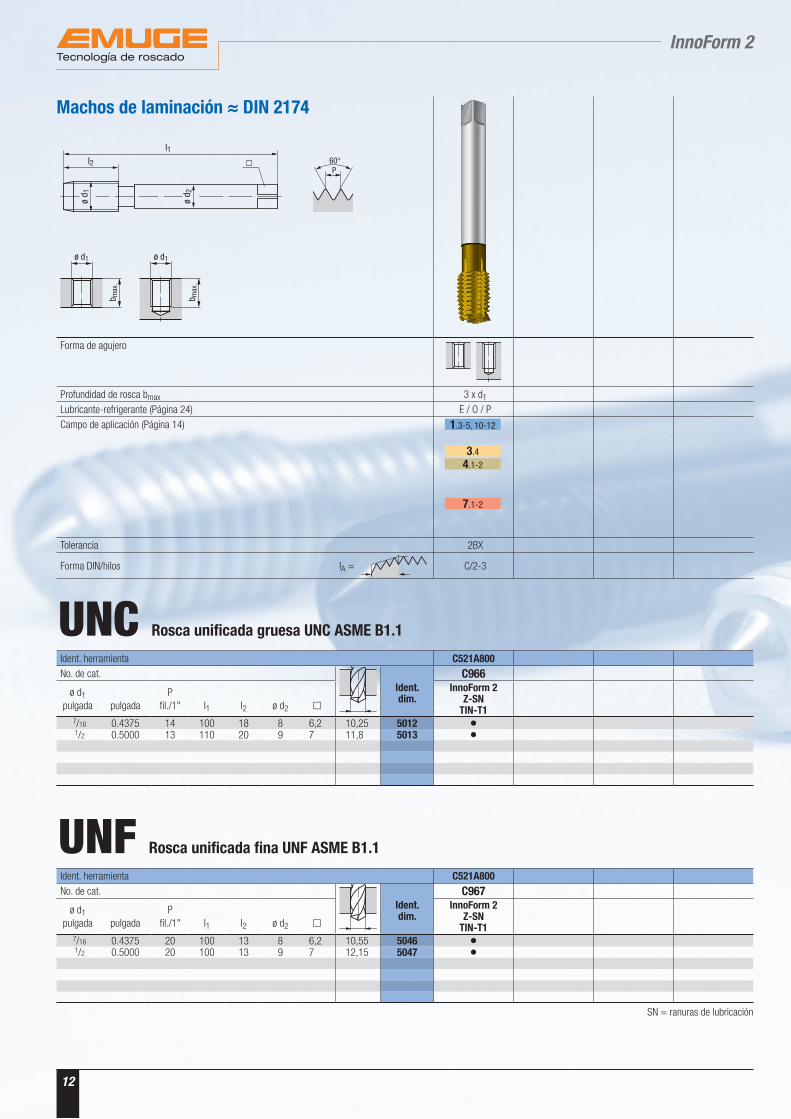
Machos de laminación ≈ DIN 2174
Forma de agujero
Profundidad de rosca bmax 3 x d1
Lubricante-refrigerante (Página 24) E / O / PCampo de aplicación (Página 14)
Tolerancia 2BX
Forma DIN/hilos IA = C/2-3
UNC Rosca unificada gruesa UNC ASME B1.1Ident. herramienta C521A800No. de cat. C966
ø d1pulgada pulgada
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T17/16 0.4375 14 100 18 8 6,2 10,25 5012 •1/2 0.5000 13 110 20 9 7 11,8 5013 •
UNF Rosca unificada fina UNF ASME B1.1
1.3-5, 10-12
3.44.1-2
7.1-2
SN = ranuras de lubricación
ø d 2
ø d 1
l2
l1
P60°
ø d1
b max
.
b max
.
ø d1
Ident. herramienta C521A800No. de cat. C967
ø d1pulgada pulgada
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T17/16 0.4375 20 100 13 8 6,2 10,55 5046 •1/2 0.5000 20 100 13 9 7 12,15 5047 •
13
Tecnología de roscadoInnoForm 2
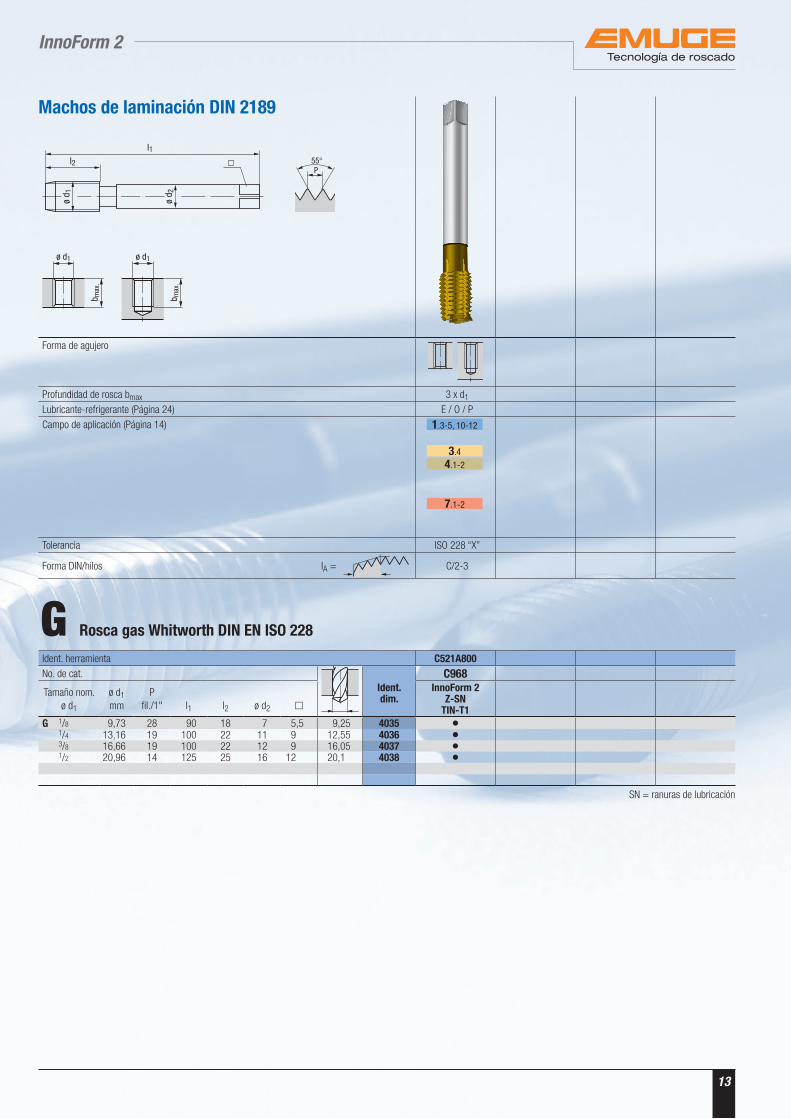
Machos de laminación DIN 2189
Forma de agujero
Profundidad de rosca bmax 3 x d1
Lubricante-refrigerante (Página 24) E / O / PCampo de aplicación (Página 14)
Tolerancia ISO 228 “X”
Forma DIN/hilos IA = C/2-3
G Rosca gas Whitworth DIN EN ISO 228Ident. herramienta C521A800No. de cat. C968Tamaño nom.
ø d1
ø d1mm
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T1G 1/8 9,73 28 90 18 7 5,5 9,25 4035 • 1/4 13,16 19 100 22 11 9 12,55 4036 • 3/8 16,66 19 100 22 12 9 16,05 4037 • 1/2 20,96 14 125 25 16 12 20,1 4038 •
1.3-5, 10-12
3.44.1-2
7.1-2
SN = ranuras de lubricación
ø d 2
ø d 1
l2
l1
P55°
ø d1
b max
.
b max
.
ø d1

14
Grupos de materiales y velocidades circunferencialesTecnología de roscado
Valores estándar de la velocidad circunferencial vc
en m/min
Grupos de materiales HSSE VHMrecubierto ÖKO metal duro integral
1 Materiales de acero1.1 Aceros de extrusión en frío,
Hierro dulce magnético ≤ 400 N/mm2 Q-St37-3R-Fe80
1.01231.1014 10 - 50 – –
1.2 Aceros para tornos automáticos,Aceros de construcción general ≤ 600 N/mm2 9SMnPb28
St37-21.07181.0037
500-700 N/mm2
340-470 N/mm2 10 - 50 – –
1.3 Aceros para tornos automáticos, Aceros de construcción, Aceros aleados, Fundiciones de acero ≤ 850 N/mm2 St70-2
GS-25CrMo41.00701.7218
700-900 N/mm2
650-950 N/mm2 10 - 30 5 - 20 15 - 45
1.4 Aceros de cementación, Aceros de tratamiento térmico, Aceros nitrurados, Aceros endurecidos por deformación en frío
≤ 1100 N/mm216MnCr5Ck45100Cr6
1.71311.11911.3505
500-700 N/mm2
600-800 N/mm2
700-900 N/mm2 5 - 20 2 - 10 15 - 40
1.5 Aceros de tratamiento térmico, Aceros nitrurados,Aceros de trabajo en caliente,Aceros templados hasta 44 HRC,Aceros endurecidos por deformación en frío
≤ 1400 N/mm2
42CrMo4VX30WCrV5-3X38CrMoV5-3X155CrVMo12-1
1.72251.25671.23671.2379
1200-1400 N/mm2
1100 N/mm2
900-1100 N/mm2
900-1100 N/mm2
2 - 10 1 - 5 10 - 25
1.6 Aceros templados > 44 - 55 HRC 55NiCrMoV6 1.2713 47-52 HRC – – –1.7 Aceros templados > 55 - 60 HRC 45WCrV7 1.2542 56-57 HRC – – –1.8 Aceros templados > 60 - 63 HRC X155CrVMo12-1 1.2379 60-63 HRC – – –1.9 Aceros templados > 63 - 66 HRC X210CrW12 1.2436 63-64 HRC – – –1.10 Aceros anticorrosión,
Aceros antiácidos,Aceros termorresistentes
≤ 850 N/mm2X10NiCrAlTi32-20 [INCOLOY800]X12CrNiTi18-9X6CrNiMoTi17-12-2
1.48761.48781.4571
610-850 N/mm2
500-700 N/mm2
500-730 N/mm2 5 - 20 2 - 10 10 - 25
1.11 Aceros anticorrosión/antiácidos, termorresistentes ≤ 1100 N/mm2 X45SiCr4 1.4704 900-1100 N/mm2 5 - 15 1 - 8 10 - 251.12 Aceros anticorrosión/antiácidos, termorresistentes ≤ 1400 N/mm2 X5NiCrTi26-15 1.4980 1200 N/mm2 2 - 10 1 - 5 2 - 101.13 Materiales de acero especiales ≤ 1400 N/mm2 FerroTiC
Hardox500 800-900 N/mm2
1300-1400 N/mm2 – – –
2 Materiales de fundición2.1 Fundición gris GG 20
GG 300.60200.6030
120-220 HB 220-270 HB – – –
2.2 Fundición gris con grafito nodular GGG 40GGG 70
0.70400.7070
400 N/mm2
700-1050 N/mm2 10 - 25 – –
2.3 Fundición gris con grafito vermicular GGV (80% Perlit)GGV (100% Perlit)
220 HB 230 HB 10 - 25 – –
2.4 Fundición gris maleable GTW 40GTS 65
0.80400.8165
360-420 N/mm2
580-650 N/mm2 10 - 30 – –
2.5 Fundiciones duras hasta 400 HB -400 HB – – –3 Cobre, Aleaciones de cobre, Bronce, Latón3.1 Cobre puro y cobre de aleación pobre ≤ 500 N/mm2 E-Cu 2.0060 250-350 N/mm2 10 - 50 – –3.2 Aleaciones cobre-cinc
(latón, de viruta larga)CuZn40 [Ms60] CuZn37 [Ms63]
2.03602.0321
340-490 N/mm2
310-550 N/mm2 10 - 50 – –
3.3 Aleaciones cobre-cinc (latón, de viruta corta) CuZn39Pb2 [Ms58] 2.0380 380-500 N/mm2 10 - 50 10 - 40 –3.4 Aleaciones cobre-alum. (alubronce, de viruta larga)
Aleaciones cobre-estaño (bronce, de viruta larga)CuAl10Ni 2.0966 500-800 N/mm2
5 - 20 2 - 10 5 - 20
3.5 Aleaciones cobre-estaño(bronce, de viruta corta)
GCuSn5ZnPb [Rg5]GCuSn7ZnPb [Rg7]
2.10962.1090
150-300 N/mm2
150-300 N/mm2 10 - 30 5 - 20 –
3.6 Aleaciones de cobre especiales hasta Q18 Ampco16 630 N/mm2 – – –3.7 Aleaciones de cobre especiales de más de Q18 Ampco20 600 N/mm2 – – –4 Aleaciones de níquel/cobalto4.1 Níquel/cobalto aleaciones termorresistentes ≤ 850 N/mm2 NiCu30Fe [MONEL400] 2.4360 420-610 N/mm2 5 - 20 2 - 10 5 - 204.2 Níquel/cobalto aleaciones de alta termorresistencia 850 - 1400 N/mm2 NiCr19NbMo [INCONEL718] 2.4668 850-1190 N/mm2 2 - 10 1 - 5 –4.3 Níquel/cobalto aleaciones de alta termorresistencia > 1400 N/mm2 Haynes 25 (L605) 1550-2000 N/mm2 – – –5 Aleaciones de aluminio5.1 Aluminio aleaciones forjables Al 99,5 [F13]
AlCuMg1 [F39]3.02553.1325
100-250 N/mm2
300-500 N/mm2 10 - 50 – –
5.2 Aluminio aleaciones fundidas, Si ≤ 5% G-AlMg3 3.3541 130-190 N/mm2 10 - 50 10 - 20 20 - 605.3 Aluminio aleaciones fundidas, 5% < Si ≤ 12% GD-AlSi9Cu3
GD-AlSi123.21633.2582
240-310 N/mm2
220-300 N/mm2 10 - 50 10 - 20 20 - 60
5.4 Aluminio aleaciones fundidas, 12% < Si ≤ 17% G-AlSi17Cu4 180-250 N/mm2 10 - 30 10 - 20 –6 Aleaciones de magnesio6.1 Magnesio aleaciones forjables MgAl6 3.5662 300-500 N/mm2 – – –6.2 Magnesio aleaciones fundidas GMgAl9Zn1 3.5912 300-500 N/mm2 – – –7 Titanio, Aleaciones de titanio7.1 Titanio puro,
Aleaciones de titanio ≤ 900 N/mm2 Ti3 [Ti99.4]TiAl6V4
3.70553.7164
700 N/mm2
700-900 N/mm2 5 - 15 1 - 8 2 - 10
7.2 Aleaciones de titanio 900 - 1250 N/mm2 TiAl4Mo4Sn2 3.7185 900-1250 N/mm2 2 - 10 1 - 5 2 - 108 Sintéticos8.1 Duroplásticos (de viruta corta) BAKELIT 110 N/mm2 – – –8.2 Termoplásticos (de viruta larga) HOSTALEN 80 N/mm2 – – –8.3 Sintéticos de fibra armada CFK / GFK / AFK 800-1500 N/mm2 – – –9 Materiales para aplicaciones especiales9.1 Grafito C-8000 60 N/mm2 – – –9.2 Aleaciones de tungsteno-cobre W-Cu 80/20 230-250 HV – – –
Velocidad circunferencialLas velocidades que pueden alcanzarse en la laminación de roscas dependen de las propiedades de laminación del material, de la lubricación, y del tamaño de la rosca que se vaya a producir. En general, la velocidad circunferencial es superior a la recomendada en el corte de roscas.
La laminación como proceso de producciónTecnología de roscado
15
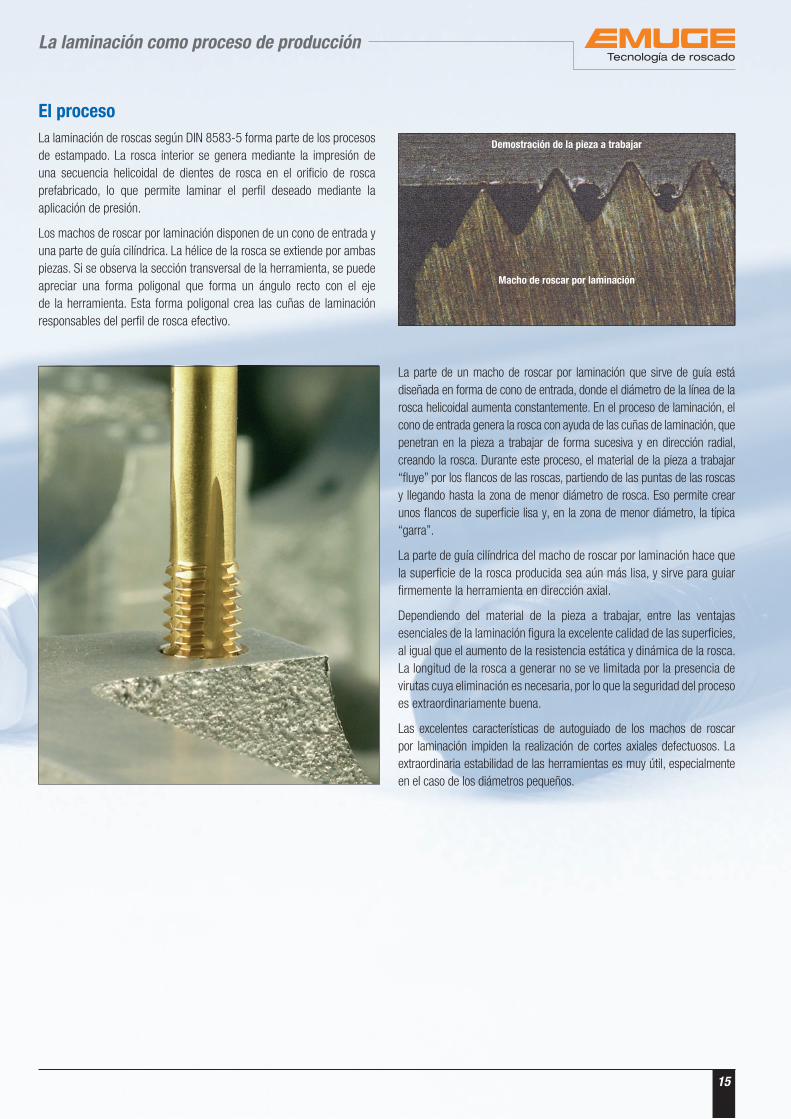
El procesoLa laminación de roscas según DIN 8583-5 forma parte de los procesos de estampado. La rosca interior se genera mediante la impresión de una secuencia helicoidal de dientes de rosca en el orificio de rosca prefabricado, lo que permite laminar el perfil deseado mediante la aplicación de presión.
Los machos de roscar por laminación disponen de un cono de entrada y una parte de guía cilíndrica. La hélice de la rosca se extiende por ambas piezas. Si se observa la sección transversal de la herramienta, se puede apreciar una forma poligonal que forma un ángulo recto con el eje de la herramienta. Esta forma poligonal crea las cuñas de laminación responsables del perfil de rosca efectivo.
La parte de un macho de roscar por laminación que sirve de guía está diseñada en forma de cono de entrada, donde el diámetro de la línea de la rosca helicoidal aumenta constantemente. En el proceso de laminación, el cono de entrada genera la rosca con ayuda de las cuñas de laminación, que penetran en la pieza a trabajar de forma sucesiva y en dirección radial, creando la rosca. Durante este proceso, el material de la pieza a trabajar “fluye” por los flancos de las roscas, partiendo de las puntas de las roscas y llegando hasta la zona de menor diámetro de rosca. Eso permite crear unos flancos de superficie lisa y, en la zona de menor diámetro, la típica “garra”.
La parte de guía cilíndrica del macho de roscar por laminación hace que la superficie de la rosca producida sea aún más lisa, y sirve para guiar firmemente la herramienta en dirección axial.
Dependiendo del material de la pieza a trabajar, entre las ventajas esenciales de la laminación figura la excelente calidad de las superficies, al igual que el aumento de la resistencia estática y dinámica de la rosca. La longitud de la rosca a generar no se ve limitada por la presencia de virutas cuya eliminación es necesaria, por lo que la seguridad del proceso es extraordinariamente buena.
Las excelentes características de autoguiado de los machos de roscar por laminación impiden la realización de cortes axiales defectuosos. La extraordinaria estabilidad de las herramientas es muy útil, especialmente en el caso de los diámetros pequeños.
Demostración de la pieza a trabajar
Macho de roscar por laminación
16
Construcción de un macho de roscar por laminaciónTecnología de roscado
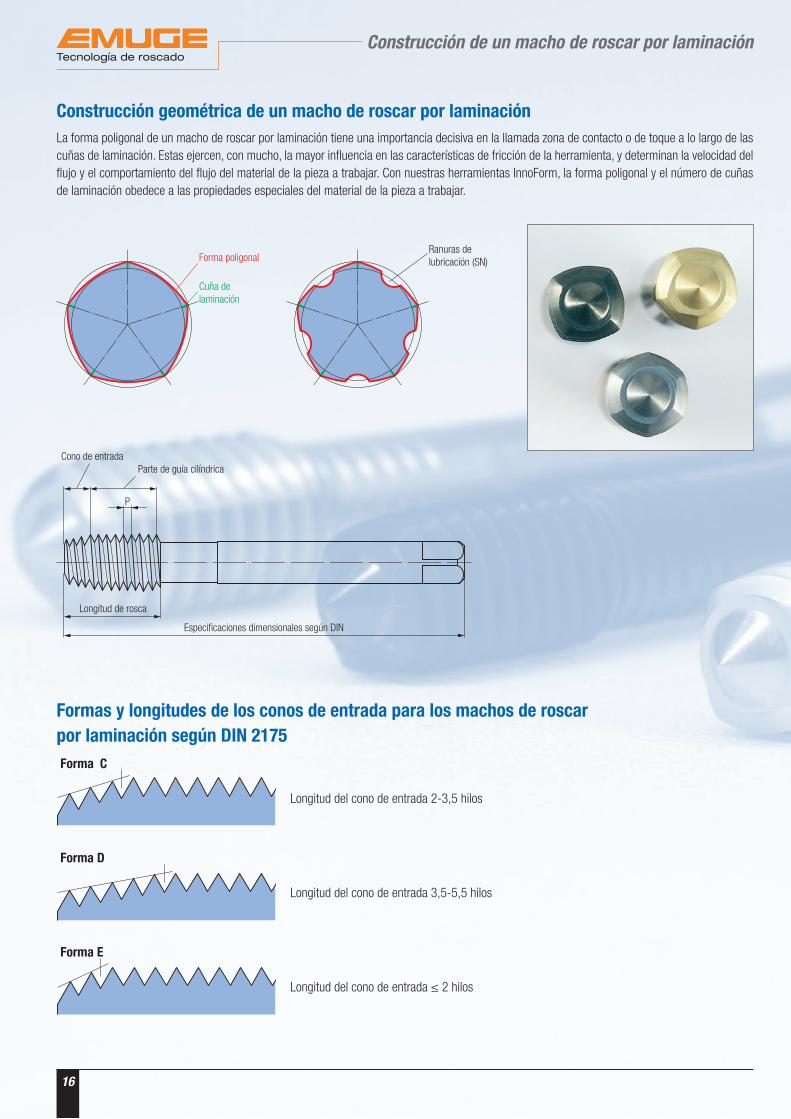
Construcción geométrica de un macho de roscar por laminaciónLa forma poligonal de un macho de roscar por laminación tiene una importancia decisiva en la llamada zona de contacto o de toque a lo largo de las cuñas de laminación. Estas ejercen, con mucho, la mayor influencia en las características de fricción de la herramienta, y determinan la velocidad del flujo y el comportamiento del flujo del material de la pieza a trabajar. Con nuestras herramientas InnoForm, la forma poligonal y el número de cuñas de laminación obedece a las propiedades especiales del material de la pieza a trabajar.
Forma poligonal
Cuña de laminación
Ranuras de lubricación (SN)
P
Cono de entradaParte de guía cilíndrica
Especificaciones dimensionales según DIN
Longitud de rosca
Formas y longitudes de los conos de entrada para los machos de roscar por laminación según DIN 2175Forma C
Longitud del cono de entrada 2-3,5 hilos
Forma D
Longitud del cono de entrada 3,5-5,5 hilos
Forma E
Longitud del cono de entrada ≤ 2 hilos

Recubrimientos superficiales duros y antifricciónTecnología de roscado
17
RecubrimientosTodos los machos de roscar por laminación InnoForm van provistos de unos recubrimientos superficiales duros y/o antifricción especialmente escogidos para cada aplicación concreta. Dichos recubrimientos son:
TIN Nitruro de titanio (amarillo oro)Dureza aproximada de 2.300 HV, sus buenas propiedades de deslizamiento y adherencia proporcionan un aumento considerable de la vida de la herramienta. Este recubrimiento monocapa resiste temperaturas de hasta 600 °C, aproximadamente.
TIN-T1 Nitruro de titanio (amarillo oro)Su dureza, de 3.000 HV aproximadamente, se consigue, entre otros factores, gracias a la estructura multicapa del recubrimiento.
TICN Carbonitruro de titanio (gris azulado)Dureza aproximada de 3.000 HV. Los recubrimientos de TICN resisten unos 400 °C.
GLT-7 Recubrimiento superficial duro con capa deslizante (gris negro)Dureza aproximada de 3.000 HV. La combinación de un recubrimiento superficial duro multicapa y un recubrimiento antifricción superpuesto aporta unas propiedades de deslizamiento mejoradas y una elevada resistencia al desgaste. Este recubrimiento resiste unos 400 °C.
GLT-8 Recubrimiento de carbono amorfo y similar al diamante (gris negro)Dureza aproximada de 2.500 HV. Esta monocapa es ideal para el mecanizado de metales no férricos y de aluminio con bajo contenido en Si (< 9% de Si). Su bajo valor de fricción contribuye a reducir la adherencia del material. Este recubrimiento resiste unos 350 °C.
18
La pieza a trabajarTecnología de roscado
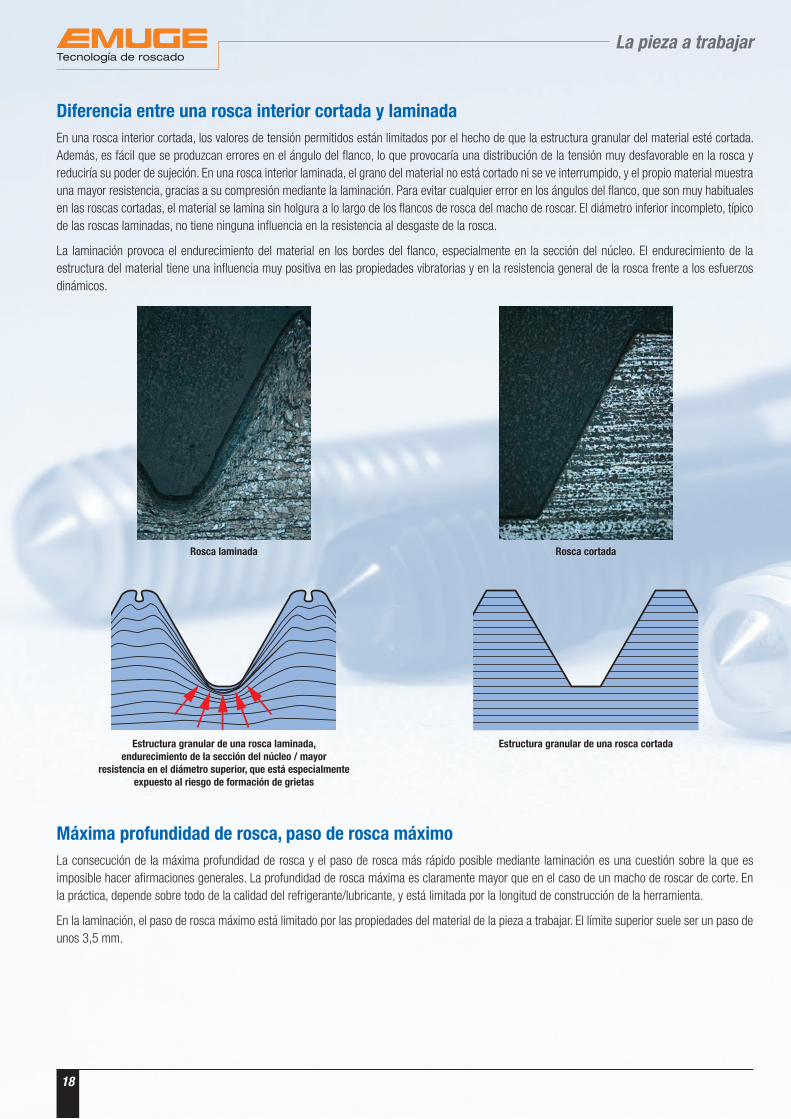
Diferencia entre una rosca interior cortada y laminadaEn una rosca interior cortada, los valores de tensión permitidos están limitados por el hecho de que la estructura granular del material esté cortada. Además, es fácil que se produzcan errores en el ángulo del flanco, lo que provocaría una distribución de la tensión muy desfavorable en la rosca y reduciría su poder de sujeción. En una rosca interior laminada, el grano del material no está cortado ni se ve interrumpido, y el propio material muestra una mayor resistencia, gracias a su compresión mediante la laminación. Para evitar cualquier error en los ángulos del flanco, que son muy habituales en las roscas cortadas, el material se lamina sin holgura a lo largo de los flancos de rosca del macho de roscar. El diámetro inferior incompleto, típico de las roscas laminadas, no tiene ninguna influencia en la resistencia al desgaste de la rosca.
La laminación provoca el endurecimiento del material en los bordes del flanco, especialmente en la sección del núcleo. El endurecimiento de la estructura del material tiene una influencia muy positiva en las propiedades vibratorias y en la resistencia general de la rosca frente a los esfuerzos dinámicos.
Rosca laminada Rosca cortada
Estructura granular de una rosca laminada, endurecimiento de la sección del núcleo / mayor
resistencia en el diámetro superior, que está especialmente expuesto al riesgo de formación de grietas
Estructura granular de una rosca cortada
Máxima profundidad de rosca, paso de rosca máximoLa consecución de la máxima profundidad de rosca y el paso de rosca más rápido posible mediante laminación es una cuestión sobre la que es imposible hacer afirmaciones generales. La profundidad de rosca máxima es claramente mayor que en el caso de un macho de roscar de corte. En la práctica, depende sobre todo de la calidad del refrigerante/lubricante, y está limitada por la longitud de construcción de la herramienta.
En la laminación, el paso de rosca máximo está limitado por las propiedades del material de la pieza a trabajar. El límite superior suele ser un paso de unos 3,5 mm.
Comportamiento de laminación y momento de giroTecnología de roscado
19
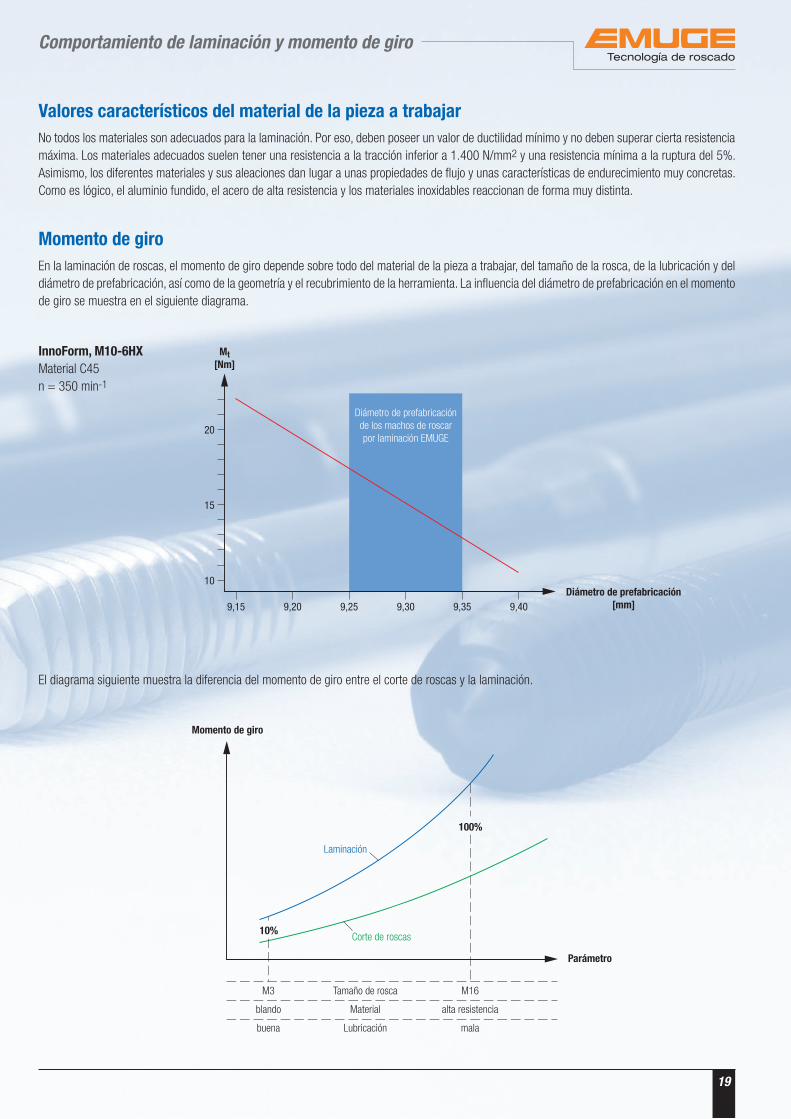
Valores característicos del material de la pieza a trabajarNo todos los materiales son adecuados para la laminación. Por eso, deben poseer un valor de ductilidad mínimo y no deben superar cierta resistencia máxima. Los materiales adecuados suelen tener una resistencia a la tracción inferior a 1.400 N/mm2 y una resistencia mínima a la ruptura del 5%. Asimismo, los diferentes materiales y sus aleaciones dan lugar a unas propiedades de flujo y unas características de endurecimiento muy concretas. Como es lógico, el aluminio fundido, el acero de alta resistencia y los materiales inoxidables reaccionan de forma muy distinta.
Momento de giroEn la laminación de roscas, el momento de giro depende sobre todo del material de la pieza a trabajar, del tamaño de la rosca, de la lubricación y del diámetro de prefabricación, así como de la geometría y el recubrimiento de la herramienta. La influencia del diámetro de prefabricación en el momento de giro se muestra en el siguiente diagrama.
InnoForm, M10-6HXMaterial C45 n = 350 min-1
El diagrama siguiente muestra la diferencia del momento de giro entre el corte de roscas y la laminación.
9,15
10
15
20
9,20 9,25 9,30 9,35 9,40Diámetro de prefabricación
[mm]
Diámetro de prefabricación de los machos de roscar por laminación EMUGE
10%
100%
Momento de giro
Parámetro
M3 Tamaño de rosca M16
blando Material alta resistencia
buena Lubricación mala
Corte de roscas
Laminación
Mt [Nm]
20
Tolerancia de los machos de roscar por laminación Tecnología de roscado
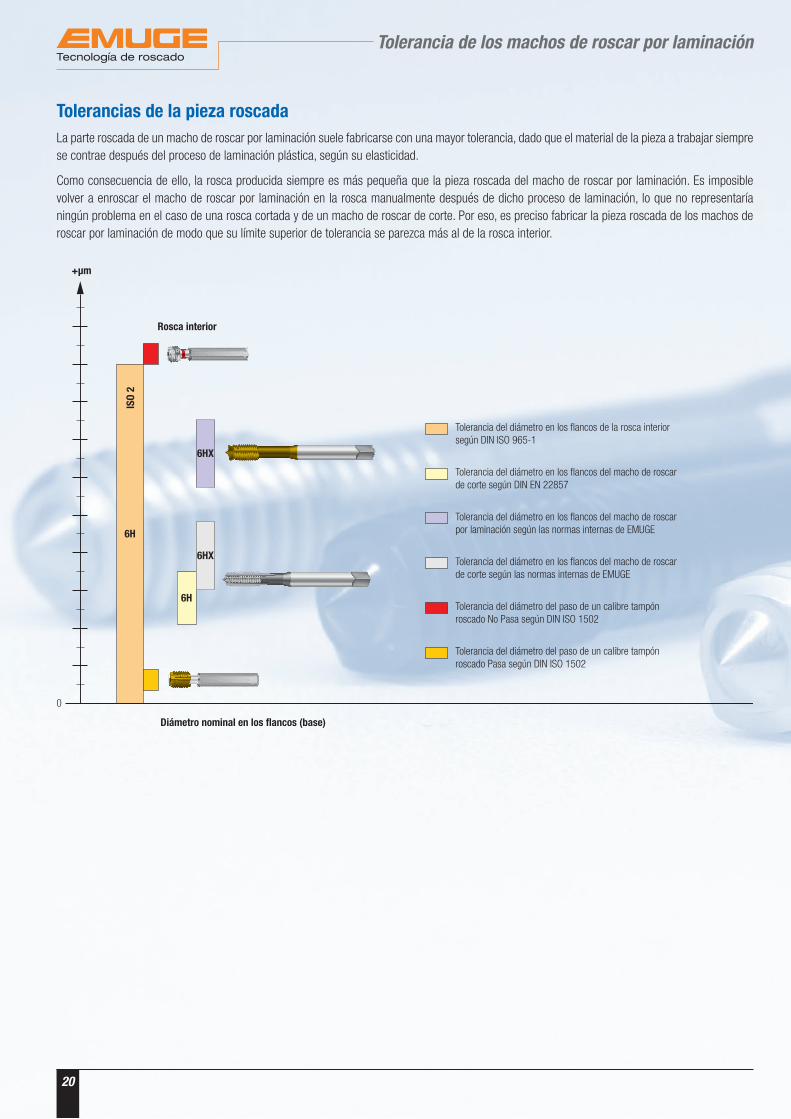
Tolerancias de la pieza roscadaLa parte roscada de un macho de roscar por laminación suele fabricarse con una mayor tolerancia, dado que el material de la pieza a trabajar siempre se contrae después del proceso de laminación plástica, según su elasticidad.
Como consecuencia de ello, la rosca producida siempre es más pequeña que la pieza roscada del macho de roscar por laminación. Es imposible volver a enroscar el macho de roscar por laminación en la rosca manualmente después de dicho proceso de laminación, lo que no representaría ningún problema en el caso de una rosca cortada y de un macho de roscar de corte. Por eso, es preciso fabricar la pieza roscada de los machos de roscar por laminación de modo que su límite superior de tolerancia se parezca más al de la rosca interior.
0
6H
6H
6HX
6HX
ISO
2
Rosca interior
Diámetro nominal en los flancos (base)
Tolerancia del diámetro en los flancos de la rosca interiorsegún DIN ISO 965-1
Tolerancia del diámetro en los flancos del macho de roscar de corte según DIN EN 22857
Tolerancia del diámetro en los flancos del macho de roscar por laminación según las normas internas de EMUGE
Tolerancia del diámetro en los flancos del macho de roscar de corte según las normas internas de EMUGE
Tolerancia del diámetro del paso de un calibre tampón roscado No Pasa según DIN ISO 1502
Tolerancia del diámetro del paso de un calibre tampón roscado Pasa según DIN ISO 1502
+µm
Diámetro de prefabricación de la roscaTecnología de roscado
21
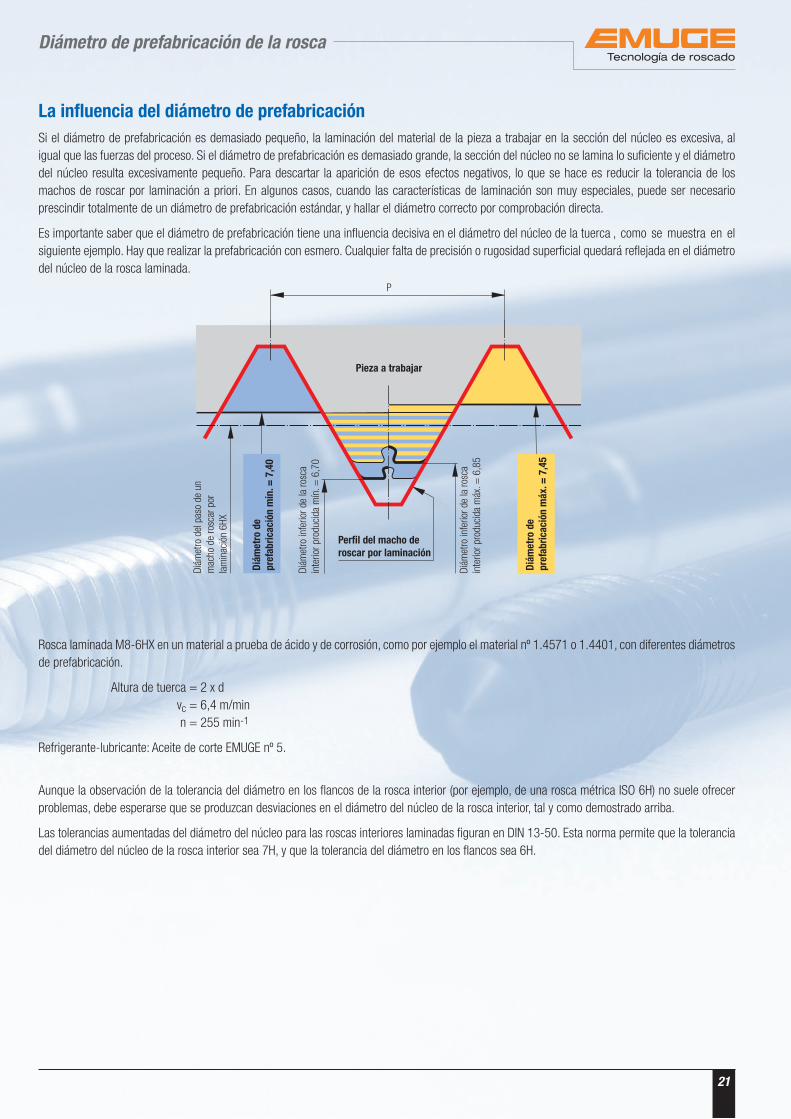
La influencia del diámetro de prefabricaciónSi el diámetro de prefabricación es demasiado pequeño, la laminación del material de la pieza a trabajar en la sección del núcleo es excesiva, al igual que las fuerzas del proceso. Si el diámetro de prefabricación es demasiado grande, la sección del núcleo no se lamina lo suficiente y el diámetro del núcleo resulta excesivamente pequeño. Para descartar la aparición de esos efectos negativos, lo que se hace es reducir la tolerancia de los machos de roscar por laminación a priori. En algunos casos, cuando las características de laminación son muy especiales, puede ser necesario prescindir totalmente de un diámetro de prefabricación estándar, y hallar el diámetro correcto por comprobación directa.
Es importante saber que el diámetro de prefabricación tiene una influencia decisiva en el diámetro del núcleo de la tuerca , como se muestra en el siguiente ejemplo. Hay que realizar la prefabricación con esmero. Cualquier falta de precisión o rugosidad superficial quedará reflejada en el diámetro del núcleo de la rosca laminada.
Rosca laminada M8-6HX en un material a prueba de ácido y de corrosión, como por ejemplo el material nº 1.4571 o 1.4401, con diferentes diámetros de prefabricación.
Altura de tuerca = 2 x d vc = 6,4 m/min n = 255 min-1
Refrigerante-lubricante: Aceite de corte EMUGE nº 5.
Aunque la observación de la tolerancia del diámetro en los flancos de la rosca interior (por ejemplo, de una rosca métrica ISO 6H) no suele ofrecer problemas, debe esperarse que se produzcan desviaciones en el diámetro del núcleo de la rosca interior, tal y como demostrado arriba.
Las tolerancias aumentadas del diámetro del núcleo para las roscas interiores laminadas figuran en DIN 13-50. Esta norma permite que la tolerancia del diámetro del núcleo de la rosca interior sea 7H, y que la tolerancia del diámetro en los flancos sea 6H.
P
Pieza a trabajar
Perfil del macho de roscar por laminación
Diám
etro
de
pref
abric
ació
n m
ín. =
7,4
0
Diám
etro
de
pref
abric
ació
n m
áx. =
7,4
5
Diám
etro
del
pas
o de
un
mac
ho d
e ro
scar
por
la
min
ació
n 6H
X
Diám
etro
infe
rior d
e la
rosc
a
inte
rior p
rodu
cida
mín
. = 6
,70
Diám
etro
infe
rior d
e la
rosc
a
inte
rior p
rodu
cida
máx
. = 6
,85
22
Diámetro de prefabricación de la roscaTecnología de roscado
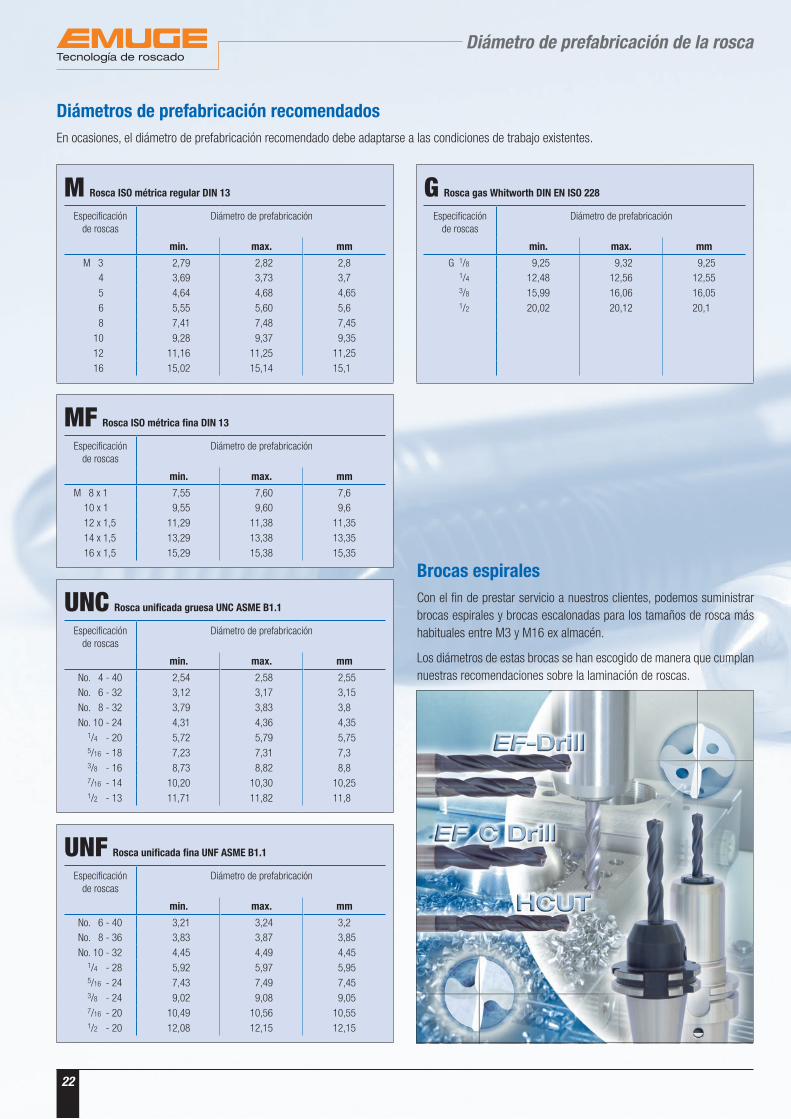
Diámetros de prefabricación recomendadosEn ocasiones, el diámetro de prefabricación recomendado debe adaptarse a las condiciones de trabajo existentes.
M Rosca ISO métrica regular DIN 13
Especificación de roscas
Diámetro de prefabricación
min. max. mmM 3 2,79 2,82 2,8 4 3,69 3,73 3,7 5 4,64 4,68 4,65 6 5,55 5,60 5,6 8 7,41 7,48 7,45 10 9,28 9,37 9,35 12 11,16 11,25 11,25 16 15,02 15,14 15,1
G Rosca gas Whitworth DIN EN ISO 228
Especificación de roscas
Diámetro de prefabricación
min. max. mmG 1/8 9,25 9,32 9,25
1/4 12,48 12,56 12,553/8 15,99 16,06 16,051/2 20,02 20,12 20,1
Brocas espiralesCon el fin de prestar servicio a nuestros clientes, podemos suministrar brocas espirales y brocas escalonadas para los tamaños de rosca más habituales entre M3 y M16 ex almacén.
Los diámetros de estas brocas se han escogido de manera que cumplan nuestras recomendaciones sobre la laminación de roscas.
MF Rosca ISO métrica fina DIN 13
Especificación de roscas
Diámetro de prefabricación
min. max. mmM 8 x 1 7,55 7,60 7,6 10 x 1 9,55 9,60 9,6 12 x 1,5 11,29 11,38 11,35 14 x 1,5 13,29 13,38 13,35 16 x 1,5 15,29 15,38 15,35
UNC Rosca unificada gruesa UNC ASME B1.1
Especificación de roscas
Diámetro de prefabricación
min. max. mmNo. 4 - 40 2,54 2,58 2,55No. 6 - 32 3,12 3,17 3,15No. 8 - 32 3,79 3,83 3,8No. 10 - 24 4,31 4,36 4,35
1/4 - 20 5,72 5,79 5,75 5/16 - 18 7,23 7,31 7,3 3/8 - 16 8,73 8,82 8,8 7/16 - 14 10,20 10,30 10,25 1/2 - 13 11,71 11,82 11,8
UNF Rosca unificada fina UNF ASME B1.1
Especificación de roscas
Diámetro de prefabricación
min. max. mmNo. 6 - 40 3,21 3,24 3,2No. 8 - 36 3,83 3,87 3,85No. 10 - 32 4,45 4,49 4,45
1/4 - 28 5,92 5,97 5,95 5/16 - 24 7,43 7,49 7,45 3/8 - 24 9,02 9,08 9,05 7/16 - 20 10,49 10,56 10,55 1/2 - 20 12,08 12,15 12,15
Calibrado y tolerancias de las roscas interiores laminadasTecnología de roscado
23
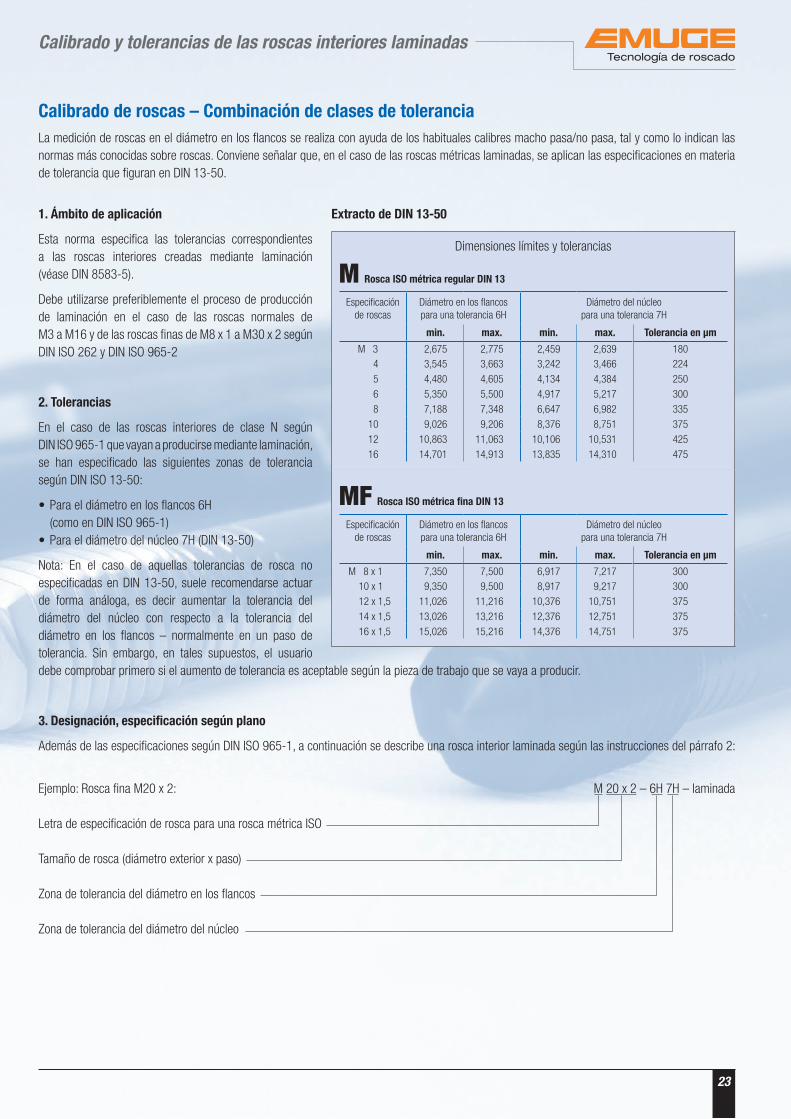
Calibrado de roscas – Combinación de clases de toleranciaLa medición de roscas en el diámetro en los flancos se realiza con ayuda de los habituales calibres macho pasa/no pasa, tal y como lo indican las normas más conocidas sobre roscas. Conviene señalar que, en el caso de las roscas métricas laminadas, se aplican las especificaciones en materia de tolerancia que figuran en DIN 13-50.
1. Ámbito de aplicación Extracto de DIN 13-50
Esta norma especifica las tolerancias correspondientes a las roscas interiores creadas mediante laminación (véase DIN 8583-5).
Debe utilizarse preferiblemente el proceso de producción de laminación en el caso de las roscas normales de M3 a M16 y de las roscas finas de M8 x 1 a M30 x 2 según DIN ISO 262 y DIN ISO 965-2
2. Tolerancias
En el caso de las roscas interiores de clase N según DIN ISO 965-1 que vayan a producirse mediante laminación, se han especificado las siguientes zonas de tolerancia según DIN ISO 13-50:
• Para el diámetro en los flancos 6H (como en DIN ISO 965-1) • Para el diámetro del núcleo 7H (DIN 13-50)
Nota: En el caso de aquellas tolerancias de rosca no especificadas en DIN 13-50, suele recomendarse actuar de forma análoga, es decir aumentar la tolerancia del diámetro del núcleo con respecto a la tolerancia del diámetro en los flancos – normalmente en un paso de tolerancia. Sin embargo, en tales supuestos, el usuario debe comprobar primero si el aumento de tolerancia es aceptable según la pieza de trabajo que se vaya a producir.
3. Designación, especificación según plano
Además de las especificaciones según DIN ISO 965-1, a continuación se describe una rosca interior laminada según las instrucciones del párrafo 2:
Ejemplo: Rosca fina M20 x 2: M 20 x 2 – 6H 7H – laminada Letra de especificación de rosca para una rosca métrica ISO Tamaño de rosca (diámetro exterior x paso) Zona de tolerancia del diámetro en los flancos Zona de tolerancia del diámetro del núcleo
Dimensiones límites y tolerancias
M Rosca ISO métrica regular DIN 13
Especificación de roscas
Diámetro en los flancospara una tolerancia 6H
Diámetro del núcleopara una tolerancia 7H
min. max. min. max. Tolerancia en µmM 3 2,675 2,775 2,459 2,639 180 4 3,545 3,663 3,242 3,466 224 5 4,480 4,605 4,134 4,384 250 6 5,350 5,500 4,917 5,217 300 8 7,188 7,348 6,647 6,982 335 10 9,026 9,206 8,376 8,751 375 12 10,863 11,063 10,106 10,531 425 16 14,701 14,913 13,835 14,310 475
MF Rosca ISO métrica fina DIN 13
Especificación de roscas
Diámetro en los flancospara una tolerancia 6H
Diámetro del núcleopara una tolerancia 7H
min. max. min. max. Tolerancia en µmM 8 x 1 7,350 7,500 6,917 7,217 300 10 x 1 9,350 9,500 8,917 9,217 300 12 x 1,5 11,026 11,216 10,376 10,751 375 14 x 1,5 13,026 13,216 12,376 12,751 375 16 x 1,5 15,026 15,216 14,376 14,751 375
24
Refrigeración y lubricaciónTecnología de roscado
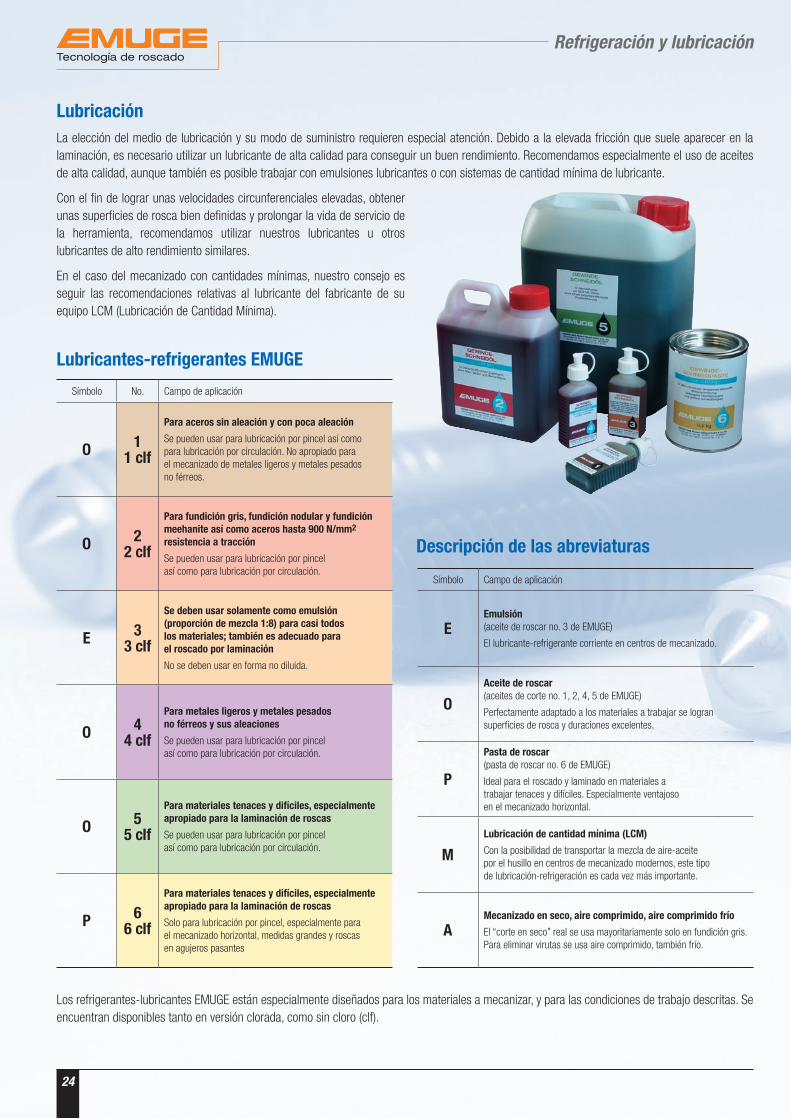
LubricaciónLa elección del medio de lubricación y su modo de suministro requieren especial atención. Debido a la elevada fricción que suele aparecer en la laminación, es necesario utilizar un lubricante de alta calidad para conseguir un buen rendimiento. Recomendamos especialmente el uso de aceites de alta calidad, aunque también es posible trabajar con emulsiones lubricantes o con sistemas de cantidad mínima de lubricante.
Con el fin de lograr unas velocidades circunferenciales elevadas, obtener unas superficies de rosca bien definidas y prolongar la vida de servicio de la herramienta, recomendamos utilizar nuestros lubricantes u otros lubricantes de alto rendimiento similares.
En el caso del mecanizado con cantidades mínimas, nuestro consejo es seguir las recomendaciones relativas al lubricante del fabricante de su equipo LCM (Lubricación de Cantidad Mínima).
Lubricantes-refrigerantes EMUGE
Descripción de las abreviaturas
Los refrigerantes-lubricantes EMUGE están especialmente diseñados para los materiales a mecanizar, y para las condiciones de trabajo descritas. Se encuentran disponibles tanto en versión clorada, como sin cloro (clf).
Símbolo No. Campo de aplicación
O 11 clf
Para aceros sin aleación y con poca aleaciónSe pueden usar para lubricación por pincel así como para lubricación por circulación. No apropiado para el mecanizado de metales ligeros y metales pesados no férreos.
O 22 clf
Para fundición gris, fundición nodular y fundición meehanite así como aceros hasta 900 N/mm2 resistencia a tracciónSe pueden usar para lubricación por pincel así como para lubricación por circulación.
E 33 clf
Se deben usar solamente como emulsión (proporción de mezcla 1:8) para casi todos los materiales; también es adecuado para el roscado por laminaciónNo se deben usar en forma no diluida.
O 44 clf
Para metales ligeros y metales pesados no férreos y sus aleacionesSe pueden usar para lubricación por pincel así como para lubricación por circulación.
O 55 clf
Para materiales tenaces y difíciles, especialmente apropiado para la laminación de roscasSe pueden usar para lubricación por pincel así como para lubricación por circulación.
P 66 clf
Para materiales tenaces y difíciles, especialmente apropiado para la laminación de roscasSolo para lubricación por pincel, especialmente para el mecanizado horizontal, medidas grandes y roscas en agujeros pasantes
Símbolo Campo de aplicación
EEmulsión (aceite de roscar no. 3 de EMUGE)
El lubricante-refrigerante corriente en centros de mecanizado.
OAceite de roscar (aceites de corte no. 1, 2, 4, 5 de EMUGE)
Perfectamente adaptado a los materiales a trabajar se logran superficies de rosca y duraciones excelentes.
P
Pasta de roscar (pasta de roscar no. 6 de EMUGE)
Ideal para el roscado y laminado en materiales a trabajar tenaces y difíciles. Especialmente ventajoso en el mecanizado horizontal.
MLubricación de cantidad mínima (LCM)Con la posibilidad de transportar la mezcla de aire-aceite por el husillo en centros de mecanizado modernos, este tipo de lubricación-refrigeración es cada vez más importante.
AMecanizado en seco, aire comprimido, aire comprimido fríoEl “corte en seco” real se usa mayoritariamente solo en fundición gris. Para eliminar virutas se usa aire comprimido, también frío.

Fijación de herramientasTecnología de roscado
25
Fijación de herramientasEMUGE ofrece un amplio programa de portaherramientas de roscar, tales como:
• Portaherramientas de cambio rápido • Portapinzas • Roscadores
Sea cual sea el tipo de herramienta que quiera fijar, tenemos la solución perfecta. En función de cada aplicación concreta y de los requisitos existentes, dotamos a nuestros portaherramientas de las características de rendimiento necesarias.
.
Los roscadores con machos de la serie GRN-NC y SWITCH-MASTER® están diseñados para la producción de roscas a derechas en máquinas herramientas controladas por CNC. Gracias a las ruedas de cambio incorporadas, no es necesario modificar el sentido de rotación del husillo de la máquina para invertir la herramienta, lo que permite ahorrar un tiempo enorme, ya que la duración de los ciclos es más corta, y proteger el propio husillo de la máquina, al permitirle mantener una rotación constante a derechas. De ese modo, se maximiza la vida de servicio de la herramienta, y se reduce el consumo de energía, gracias a que el flujo de corriente es casi constante.
Para la sujeción de los machos de corte y de laminación en los portamachos de cambio rápido, nosotros podemos ofrecerle una amplia gama de adaptadores de cambio rápido.

26
Fijación de herramientasTecnología de roscado
Sistema de fijación PGREl sistema de fijación PGR “powRgrip®” es una alternativa mecánica al ajuste térmico por contracción y a los mandriles de expansión hidráulica, y resulta adecuado para la fijación de herramientas de metal duro y HSS. A diferencia de lo que ocurre en el caso de la tecnología de ajuste por contracción, el portaherramientas no sufre ninguna modificación estructural provocada por el calor.
El sistema PGR permite una fijación segura en tolerancia h9 (modelo PGR-GB) o h6 (modelo PGR) y demuestra un rendimiento extraordinario en los enormes pares que es capaz de transmitir, así como en sus extraordinarias características de concentricidad. Cada pinza de sujeción lleva integrado un dispositivo especial de preajuste de la herramienta.
powRgrip® es una marca registrada de REGO-FIX AG.
Sistema de control de herramientas DDUCon ayuda de los portaherramientas equipados con el sistema electrónico DDU y de la unidad de análisis complementario de ARTIS, es posible medir directamente en el portaherramientas las fuerzas efectivas de mecanizado presentes en la producción de roscas.
El sistema DDU representa un nuevo avance con respecto al sistema de control de herramientas ICS, ya que ofrece la opción adicional de controlar y documentar no sólo el par efectivo, sino también las fuerzas axiales que aparecen en la producción de roscas.


ZP
1001
9 . E
S
8H 0
3200
9 Fl
· R
ev. B
P
rint
ed in
Ger
man
y
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
FRANKEN GmbH & Co. KG · Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] · www.emuge-franken.com · www.frankentechnik.de
AUSTRIA
EMUGE Präzisionswerkzeuge GmbHPummerinplatz 2 · 4490 St. Florian Tel. +43-7224-80001 · Fax +43-7224-80004
BELGIUM
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen · NETHERLANDS Tel. +31-26-3259020 · Fax +31-26-3255219
BRAZIL
EMUGE-FRANKEN Ferramentas de Precisão Ltda.Ouvidor Peleja, 452 - Vila Mariana São Paulo - SP, Brasil, 04128-000 Tel. +55-11-3805-5066 · Fax +55-11-2275-7933
CANADA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 · USA Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
CHINA
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.No. 728 Fengting Avenue · Weiting Town Suzhou Industrial Park · 215122 Suzhou Tel. +86-512-62860560 · Fax +86-512-62860561
CZECH REPUBLIC
EMUGE-FRANKEN servisní centrum, s.r.o.Molákova 8 · 62800 Brno-Líšeň Tel. +420-5-44423261 · Fax +420-5-44233798
DENMARK
EMUGE-FRANKEN ABToldbodgade 18, 5.sal · 1253 København K Tel. +45-70-257220 · Fax +45-70-257221
FINLAND
Emuge-Franken ABEtelä Esplanadi 24 · 00130 Helsinki Tel. +35-8-207415740 · Fax +35-8-207415749
FRANCE
EMUGE SARL2, Bd de la Libération · 93284 Saint Denis Cedex Tel. +33-1-55872222 · Fax +33-1-55872229
GREAT BRITAIN
EMUGE U.K. Limited2 Claire Court, Rawmarsh Road · Rotherham S60 1RU Tel. +44-1709-364494 · Fax +44-1709-364540
HUNGARY
EFT Szerszámok és Technológiák Magyarország Kft.Gyár u. 2 · 2040 Budaörs Tel. +36-23-500041 · Fax +36-23-500462
INDIA
EMUGE IndiaPlot No.: 92 & 128, Kondhanpur, Taluka: Haveli · District Pune-412 205 Tel. +91-20-24384941 · Fax +91-20-24384028
ITALY
EMUGE-FRANKEN S. r. l.Via Carnevali, 116 · 20158 Milano Tel. +39-02-39324402 · Fax +39-02-39317407
JAPAN
EMUGE-FRANKEN K. K. Nakamachidai 1-32-10-403 · Tsuzuki-ku Yokohamashi, 224-0041 Tel. +81-45-9457831 · Fax +81-45-9457832
LUXEMBOURG
Dirk Gerson OttoGässelweg 16a · 64572 Büttelborn · GERMANY Tel. +49-6152-910330 · Fax +49-6152-910331
MALAYSIA
EMUGE-FRANKEN (Malaysia) SDN BHDNo. 603, 6th Fl., West Wing, Wisma Consplant II, No. 7 Jalan SS 16/1, Subang Jaya, Selangor Darul Ehsan Tel. +60-3-56366407 · Fax +60-3-56366405
NETHERLANDS
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen Tel. +31-26-3259020 · Fax +31-26-3255219
NORWAY
Emuge Franken Teknik AS Nedre Åsemulvegen 6 · 6018 Ålesund Tel. +47-70169870 · Fax +47-70169872
POLAND
EMUGE-FRANKEN Technikul. Chłopickiego 50 · 04-275 Warszawa Tel. +48-22-8796730 · Fax +48-22-8796760
PORTUGAL
EMUGE-FRANKENAv. António Augusto de Aguiar, nº 108 - 8º andar · 1050-019 Lisboa Tel. +351-213146314 · Fax +351-213526092
ROMANIA
EMUGE-FRANKEN Tools Romania SRLStr. Tulcea, Nr. 24/3 · 400594 Cluj-Napoca Tel. +40-264-597600 · Fax +40-264-597600
SERBIA
EMUGE-FRANKEN Tooling Service d.o.o.Adi Endre ul.77 · 24400 Senta Tel. +381-24-817000 · Fax +381-24-817000
SINGAPORE
Eureka Tools Pte Ltd.194 Pandan Loop # 04-10 · Pantech Industrial Complex · Singapore 128383Tel. +65-6-8745781 · Fax +65-6-8745782
SLOVAK REPUBLIC
EMUGE-FRANKEN nástroje spol. s.r.o.Lubovníková 19 · 84107 Bratislava Tel. +421-2-6453-6635 · Fax +421-2-6453-6636
SLOVENIA
EMUGE-FRANKEN tehnika d.o.o.Streliška ul. 25 · 1000 Ljubljana Tel. +386-1-4301040 · Fax +386-1-2314051
SOUTH AFRICA
EMUGE S.A. (Pty.) Ltd.2, Tandela House, Cnr. 12th Ave. & De Wet Street · 1610 Edenvale Tel. +27-11-452-8510/1/2/3/4 · Fax +27-11-452-8087
SPAIN
EMUGE-FRANKEN, S.L.Calle Fructuós Gelabert, 2-4 4º 1ª · 08970 Sant Joan Despí (Barcelona) Tel. +34-93-4774690 · Fax +34-93-3738765
SWEDEN
EMUGE FRANKEN ABHagalundsvägen 43 · 70230 Örebro Tel. +46-19-245000 · Fax +46-19-245005
SWITZERLAND
RIWAG Präzisionswerkzeuge AGWinkelbüel 4 · 6043 Adligenswil Tel. +41-41-3756600 · Fax +41-41-3756601
THAILAND
EMUGE-FRANKEN (Thailand) co., ltd.1213/54 Ladphrao 94, Khwaeng/Khet Wangthonglang · Bangkok 10310 Tel. +66-2-559-2036,(-8) · Fax +66-2-530-7304
TURKEY
EMUGE-FRANKEN Hassas Kesici Takım San. Ltd. Şti.Atatürk Mah. Girne Cad. Ataşehir, Plaza No:30 Kat:3 D. 7 Ataşehir34764 Kadıköy İstanbul Tel. +90-216-455-1272 · Fax +90-216-455-6210
USA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
VIETNAM
VIAT33-Ho Dac Di Street · Dong Da Dist HanoiTel. +84-4-5333120 · Fax +84-4-5333215


















