el gobierno del caballo montado en la antig¼edad clsica - Gladius
Click here to load reader
Upload
armando-acevedo-tiriaCategory
view
39.434download
28description

Tecnología de Montado
1
TECNOLOGÍA DEL
DEPARTAMENTO DE MONTADO

Tecnología de Montado
2
CORTE
PRELIMINARES
PESPUNTE
MONTADOENSUELADO
ACABADO Y ADORNO
PRODUCTO TERMINADO
ALMACEN
PREACABADO
EL CICLO DE LA PRODUCCION

Tecnología de Montado
INTRODUCCION E IMPORTANCIA
En este departamento se realizan una serie de operaciones importantes las cuales nos ayudarán a dar la forma al calzado.
3

Tecnología de Montado
La mayoría de los sistemas de construcción difieren principalmente en este departamento, el proceso para el sistema de construcción de pegado ya que es el más común, pero también se verán las características propias de los sistemas más comunes de construcción.
4

Tecnología de Montado
Un buen diseño no es suficiente para producir buen calzado, todos los componentes deben ser los adecuados y debidamente preparados para un buen ajuste, por lo que es importante tener en cuenta los siguientes aspectos:
5
TECNOLOGÍADEL DEPARTAMENTO DE MONTADO

Tecnología de Montado
6
Buen diseño
Tolerancias del mismo considerando las ventajas de montado y la colocación correcta de contrafuerte y casco.
Guías de rayado
Puntos, perforados, bordos, etc.
Buen ajuste de los forros y sin arrugas
Sin olvidar la altura de los talones y un buen enchinelado
TECNOLOGÍADEL DEPARTAMENTO DE MONTADO

Tecnología de Montado
7
¿Que significa montar?
jalar hasta ajustar sobre la horma, un material plano el cual asido patronado o modelado sobre la horma para el cual se montara y que después de una serie de procesos toma la forma de corte o de una bolsa preformada (zapato tipo guante) para hacer un zapato.
MONTAR

Tecnología de Montado
Esto implica jalar y ajustar el corte sobre la horma. Hay muchos métodos de montado; de los cuales se revisarán los principales, desde los sistemas de muy alta mecanización hasta los hechos a mano y lógicamente revisaremos sus ventajas y desventajas.
8
MONTAR

Tecnología de Montado
Cada tipo de proceso tiene sus propias características y recomendaciones. Pero lo más importante es lograr que cada corte plano o en forma de guante quede lo más ajustado posible a la horma.
El estiramiento excesivo debe de evitarse y el corte debe tomar la forma de un zapato sin deformaciones cuando la horma sea removida.
9
MONTAR

Tecnología de Montado
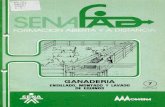
Las figuras muestran la dirección y orden de los jalones que se deben efectuar para montar a mano un corte sobre la horma.
10
1
2
3
4
5
6
7
8
9
10
11
12
MONTAR

Tecnología de Montado
Dirección y orden de los jalones en el montado
11
MONTAR

Tecnología de Montado
El primer jalón es hacia adelante, ya sea a mano o a máquina, el propósito es acercar lo más posible la zona del contrafuerte a la horma, ajustando perfectamente la punta del corte fijándola en la planta.
Esto puede lograrse premoldeando el corte a máquina, esta operación ayuda al corte a conformarse mejor a la horma y a facilitar el montado de puntas en máquina o a mano.
12
MONTAR

Tecnología de Montado
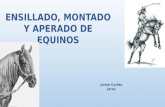
Los jalones 1, 2, 3, 9 y 10 (fig. 2) son ajustes individuales en la mayoría de las máquinas modernas, también se puede controlar la secuencia en la cual las pinzas hagan el jalón.
Lo anterior permite el montado de cortes muy abultados en la punta con magníficos resultados.
13
MONTAR

Tecnología de Montado
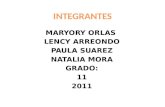
Veamos a continuación las siguientes fotos y figuras. La foto muestra la ventaja de
montado (12-18 mm) para un corte en el sistema “pegado”.
14
MONTAR

Tecnología de Montado
IMPORTANCIA DE ENVEJECER EL CORTE
DESPUES DE SER MONTADO Usted mas de alguna vez, al pararse frente
al aparador de una tienda de calzado, ha observado que algunos zapatos se ven maltratados, deformes y poco atractivos; esto generalmente se debe a que no fueron envejecidos en el proceso de fabricación.
15
ENVEJECIMIENTO

Tecnología de Montado
16
Las fibras del cuero al ser estiradas y conformadas en la horma quedan tensas, por lo se produce un efecto resorte; esto es, al retirar la misma estas fibras tienden a regresar a su estado original, causando con esto la deformación del calzado.
ENVEJECIMIENTO

Tecnología de Montado
Los antiguos zapateros y algunos actuales dejan los zapatos con la horma durante uno o varios días e inclusive algunos lo sacan al sol con la finalidad de que el corte tome la forma de la horma, ya que es sabido que si se retira la horma prematuramente, el zapato se deformará y perderá valor comercial.
El único inconveniente que se tiene es el alto costo de la inversión en hormas y material en proceso (cortes) y la producción por lo tanto es lenta y limitada.
17
ENVEJECIMIENTO

Tecnología de Montado
¿QUE ES EL ENVEJECIMIENTO? Seguramente muchos de ustedes, después
de un día de intensa actividad en el trabajo o practicando algún deporte y sintiendo los músculos tensos, han recurrido a un agradable baño de vapor para relajar el cuerpo.
Algo similar ocurre con el horno estabilizador envejecedor, los zapatos y sus fibras del cuero en estado de tensión pasan por una cámara en donde se les aplica un baño de vapor para relajar la tensión de las fibras.
18
ENVEJECIMIENTO

Tecnología de Montado
Terminando este ciclo pasan a otra cámara en la cual por medio de aire seco caliente provocan una contracción de las fibras del cuero sobre la horma, proporcionando así la consistencia deseada, es decir se minimiza la tendencia a recuperar la forma original, por lo que los zapatos conservan la forma correcta después de retirar la horma.
A la acción del aire caliente en la segunda cámara se le da el nombre de secado u horno.
19
ENVEJECIMIENTO

Tecnología de Montado
Pero que quede claro que esto es para eliminar el vapor agregado al zapato.
Los hornos estabilizadores envejecedores son conocidos en la industria del calzado con el nombre de hornos o secadores.
Existen en el mercado varios tipos de hornos envejecedores de diversos tamaños y capacidades.
20
ENVEJECIMIENTO

Tecnología de Montado
21
Aunque la mayor parte de los cueros se pueden envejecer a una temperatura promedio de 120° C se deberá tener en cuidado con los acabados de las mismas
FLAMEADO Y ASENTADO DEL MONTADO
Si después de pasar el zapato por el horno estabilizador, persisten algunas arrugas a pesar del proceso del vapor y el aire seco caliente el zapato.
CUIDADOS DE LA PIEL

Tecnología de Montado
Puede ser flameado en una máquina que arroja aire caliente generado por una turbina y resistencias, conocida comúnmente como flameadora.
Cuando al zapato ya se le han quitado todas las arrugas, es conveniente asentar o martillar el mismo en la zona del montado, para eliminar las posibles bolsas que pueden formarse entre el corte y la horma.
22
ENVEJECIMIENTO

Tecnología de Montado
Para esto puede usarse la máquina de asentar, que consta de un tambor rotativo con rodillos de acero lanzados hacia afuera por la fuerza centrífuga martillando contra la horma en el área de montado.
23
ENVEJECIMIENTO

Tecnología de Montado
24

Tecnología de Montado
Los principales componentes de montado son:
HormaCortePlanta.
25
COMPONENTES Y MATERIALES

Tecnología de Montado
CORTE: Son todas las partes
(chinela, talones, forros, ribetes, Etc.) que son unidas por medio de costuras para formar un corte.
26
COMPONENTES Y MATERIALES

Tecnología de Montado
Deslizador de hormas:Es una sustancia con aspecto de gel o
crema (emulsión o ceras) que se aplica a la horma para facilitar el desmontaje de la misma de manera limpia y sin esfuerzos, se recomienda aplicarlo con brocha o esponja en la punta y el talón de la horma.
27
COMPONENTES Y MATERIALES

Tecnología de Montado
HORMA: Molde tridimensional
de plástico, madera o metal que tiene la forma del pie humano, sobre la cual el zapato es diseñado y montado. La horma es el elemento más importante en el proceso de elaboración del calzado
28
COMPONENTES Y MATERIALES

Tecnología de Montado
29
Clavos, tachuelas, grapas y termoplástico:
Son los elementos de fijación de la planta a la horma, últimamente ha tenido buena aceptación el termoplástico, ya que este método no deteriora la horma.
COMPONENTES Y MATERIALES

Tecnología de Montado
30
PLANTA:
Es una pieza (de cartón, celulosa o cuero) pre-moldeada de preferencia que sirve de base o estructura y se fija en la horma, sobre la cual se fijará el corte, casco, forro o el rib para el sistema Welt.
La planta queda entre el corte y la suela del zapato.
COMPONENTES Y MATERIALES

Tecnología de Montado
Plantas: Los principales materiales utilizados para planta son: cuero, cartón y cuero recuperado, celulosa y sintético no tejido.
Las cualidades ideales para una planta son:
Absorber la humedad y secar rápidamente. Ser durable para soportar la fricción del pie.
31
COMPONENTES Y MATERIALES

Tecnología de Montado
32
Las cualidades ideales para una planta son: Absorber la humedad y secar rápidamente. Ser durable para soportar la fricción del pie. Ser flexible. Ser lo suficientemente firme para que no se desintegre.
Ser uniforme en grosor.
Ligera en peso.
Que tenga la propiedad de tolerar adhesivos y soportar tachuelas y costuras.
COMPONENTES Y MATERIALES

Tecnología de Montado
33
CAMBRELLÓN:
Pieza de acero, madera o polietileno que se incorpora entre la planta y el conjunto de suela o entresuela que debe ser colocado en el punto medio de fijación del tacón y la zona de descanso del pie (bola) para dar refuerzo al arco del mismo y generar alto soporte a la posición corporal durante el uso del calzado. Algunas plantas premoldeadas ya tienen integrada esta pieza.
COMPONENTES Y MATERIALES

Tecnología de Montado
Casco Material que puede ser de plástico, cuero,
celastic, termoplástico, metal y en ocasiones premoldeado, que se usa para cubrir la porción de la punta del zapato, este es colocado debajo del material superior o entre el forro y el corte (lado carne).
El casco puede ser duro o suave y cubrir toda la punta o solamente una zona de la misma. La forma del casco es determinada por la forma de la punta de la horma y tiene el propósito de mantener la forma de la punta del zapato durante el uso.
34
COMPONENTES Y MATERIALES

Tecnología de Montado
35
Algunos zapatos de trabajo usan materiales especiales anti impacto para proteger la punta del pie.
El casco de cuero es el más antiguo, hasta la fecha se sigue usando principalmente en bota vaquera; además es el de mayor costo con referencia a los demás.
COMPONENTES Y MATERIALES

Tecnología de Montado
Contrafuerte: Material de cuero, celastic,
plástico, termoplástico o cuero recuperado, usado para endurecer o reforzar la parte trasera del zapato, esto permite mantener su forma y ofrecer estabilidad y soporte al talón. El contrafuerte puede ser suave o rígido. Puede ser premoldeado o plano y después moldeado con presión.
36
COMPONENTES Y MATERIALES

Tecnología de Montado
37
Para fijar el corte sobre la horma (montar) se puede realizar mediante la aplicación de adhesivos, tachuelas o termoplástico. A mano o a máquina.
Adhesivo:
Sustancia pegante usada para unir dos o mas materiales. En la industria del calzado también es conocido como cemento o pegamento.
COMPONENTES Y MATERIALES

Tecnología de Montado
38

Tecnología de Montado
PRINCIPALES FALLAS EN EL DEPARTAMENTODE MONTADO
Rupturas del cuero en el centrado y montado de puntas
Los problemas que suelen producirse en esta operación, son de distinta naturaleza dependiendo de algunos de los siguientes factores:
39
FALLAS

Tecnología de Montado
40
En el departamento de montado, es donde se detectan las fallas provocadas por un mal diseño y desarrollo del producto o por errores de proceso en los departamentos anteriores
FALLAS

Tecnología de Montado
Lo anterior ocasiona realizar fracciones innecesarias, como por ejemplo:
Recortar sobrantes de forros. El rayado de las piezas (suajes con puntos o
con aditamento para rayar). Recortar el sobrante del fuelle o de los
refuerzos. Además es conveniente establecer una
política de trabajo en el uso de los materiales que fueron usados en la elaboración de las muestras.
41
FALLAS

Tecnología de Montado
42
Ya que se acostumbra utilizar materiales de buena calidad para las muestras y en el proceso de producción en serie se usan materiales diferentes o de más baja calidad.
FALLAS

Tecnología de Montado
43
FALLAS

Tecnología de Montado
44
FALLAS

Tecnología de Montado
45
FALLAS

Tecnología de Montado
46
FALLAS

Tecnología de Montado
47
FALLAS

Tecnología de Montado
48
FALLAS

Tecnología de Montado
49
FALLAS

Tecnología de Montado
Problemas con la máquina: Debido a una elevada tensión de las pinzas, una excesiva subida del pisa-planta, mala nivelación de las placas o una elevada presión en el soporte que soporta el empeine, todo esto puede provocar agrietamientos.
Patrón inadecuado: Cortes con un escaso margen de montado o por armado defectuoso, causando ajustes incorrectos.
50
FALLAS

Tecnología de Montado
Mala calidad de los materiales: sobre todo en el cuero del corte presentando falta de elasticidad.
lo que provoca ruptura de flor o arrugas, además una mala calidad en el acabado del cuero produce grietas en el material.
Las costuras del armado: Como consecuencia de usar hilos inadecuados o en malas condiciones en las costuras de unión del cerrado de talones o punteras, falta de cintas de refuerzo, rebajados apapelados.
51
FALLAS

Tecnología de Montado
Preparación inadecuada del corte: A causa de aplicar en exceso activador o solvente, debilitando la resistencia del acabado del material o por la falta de humectación del cuero del corte que se pretende montar.
Todos estos problemas que aunque no son inherentes al funcionamiento de la máquina de montar o a la operación manual, resultan en esta fase del proceso por lo que deben de evitarse al máximo.
52
FALLAS

Tecnología de Montado
53

Tecnología de Montado
54
humectación del corte:
En esta fase del proceso se humecta el corte (esto también es conocido como corporado o hidratación).
Esta operación tiene como objetivo suavizar las fibras de la piel para evitar agrietamientos o rompimientos de la flor cuando los cortes son sometidos a estiramientos en la operación de montado, se recomienda una buena corporación con un 70% de humedad relativa, la cual se puede realizar de varias maneras aplicando lo siguiente:
OPERACIONES

Tecnología de Montado
Agua común y corriente o desmineralizada: La cual se aplica en las áreas del corte (chinelas) que
van a tener mayor estiramiento. Agua mezclada con algún agente tensoactivo: (jabón o suavizante de telas): Suavitel, Vel rosita, etc. Agua con suavizador: Se emplea humectando los cortes por el lado
carne con esponja, estopa y brocha o sumergiendo el corte en el agua preparada antes de la operación de montar puntas para prevenir la ruptura de flor, ya que esto proporciona nutrición y lubricación a las fibras del cuero.
55
OPERACIONES

Tecnología de Montado
56
Debe agregarse un 5%. Ejemplo agregar 50 ml. De suavizador por cada 1000 ml. de agua.
Esto es especialmente útil en pieles acartonadas y también en charol.
Vapor:
Se aplica directamente al corte con la finalidad de aflojar las fibras de cuero.
OPERACIONES

Tecnología de Montado
57
En lo que respecta a cueros finos con acabado proteínico, como la caseína usada en becerro, ternera o cabra; cuando se les aplica agua, esta deja una marca hasta donde llegó la humectación.
Esto puede suceder también en cualquier tipo de cuero, cuando se utiliza agua en combinación con algunos suavizadores, los cuales no son compatibles en su naturaleza.
OPERACIONES

Tecnología de Montado
Además en el caso de calzado con agujetas estos se deberán amarrar de la zona de los chalecos para evitar deformaciones del corte al momento de montar, se coloca el casco y contrafuerte, se rebaja el corte de la zona de montado para cementar posteriormente cementar el corte.
58
OPERACIONES

Tecnología de Montado
Compuesta del Corte
(Colocar casco y contrafuerte): Cuando estos son activados con solventes, se debe tener mucho cuidado con ellos, ya que es muy fácil que éstos emigren a través de las fibras y remuevan los acabados de la flor en el cuero.
59
OPERACIONES

Tecnología de Montado
60
OPERACIONES

Tecnología de Montado
Componer corte: Son una serie
de operaciones que tienen por objeto preparar el corte y dejarlo listo para realizar el montado, entre esas operaciones estan: mojar, vaporizar, encementar, colocar casco y contrafuerte, empalmar el forro, etc.).
61
OPERACIONES

Tecnología de Montado
Fijado de Planta
62
El fijado de las plantas debe realizarse adecuadamente (perfectamente centrada) ya que esto evitará desviaciones en el centrado o que el montado quede con bordos o arrugas.
OPERACIONES

Tecnología de Montado
63
OPERACIONES

Tecnología de Montado
Fijado de Planta
64
Otra alternativa de fijación de la planta al corte, es por medio de la utilización de clavos o tachuelas, aunque manifiesta algunos inconvenientes
OPERACIONES

Tecnología de Montado
Fijar y biselar planta
Consiste en fijar la planta a la horma, ya sea por medio de tachuelas, grapas o termoplásticos con la finalidad de que se pueda montar el corte sobre la planta. Biselar es recortar el sobrante de la misma haciendo un ángulo o chaflán en todo el contorno de la horma.
65
OPERACIONES

Tecnología de Montado
Conformar Corte
Después de preparar el corte hay que moldear los talones y en ocasiones las puntas.
66
OPERACIONES

Tecnología de Montado
Conformar Corte
67
La función del conformado no es otra más que la de procurar dar forma al corte para su recepción en la horma, evitar arrugas en el forro además de secar, en parte, los líquidos del preparado y pegar las piezas entre sí.
Se debe tener cuidado con el calor de la máquina, ya que esto puede dañar o remover el acabado o manchar los forros.
OPERACIONES

Tecnología de Montado
Conformar Corte Con referencia a la
utilización de agua combinada con cualquier tipo de jabón, ocasiona dificultad de anclaje del adhesivo aplicado para montar el corte, debido a que los jabones contienen grasas, las cuales impiden la adherencia. Lo que más se puede recomendar es la aplicación del vapor, dado que con este método, se pueden obtener mejores resultados.
68
OPERACIONES

Tecnología de Montado
Centrar y Montar Puntas
Es doblar y adherir la ventaja de montado del corte a la planta, en el área que corresponde a la punta de la horma.
69
OPERACIONES

Tecnología de Montado
70
En la figura anterior y en esta se muestran dos maquinas para Centrar y Montar Puntas.
OPERACIONES
Centrar y Montar Puntas

Tecnología de Montado
Se debe tener cuidado en no sobre estirar el corte, ya que es muy común que el material tienda a recobrar sus propiedades y a encogerse aún en la horma, los involucrados deben estar conscientes de que no es necesario jalar demasiado el corte para montarlo sobre la horma, el menor estiramiento ayudará a la estética del zapato cuando este se saque de la horma.
71
OPERACIONES
Montar Puntas

Tecnología de Montado
Doblar y adherir la ventaja de montado de la zona de los enfranques del corte a la planta en el área correspondiente de los enfranques de la horma. La máquinas empleadas en esta operación son las siguientes.
a) Kamborian b) Dedos planchadores
(wipers).72
OPERACIONES
Montar Lados

Tecnología de Montado
Antes de realizar esta operación, se debe verificar la altura correcta de los talones.
Posteriormente doblar y adherir la ventaja de montado de los talones a la planta.
73
OPERACIONES
Montar Talones

Tecnología de Montado
74
OPERACIONES
Montar Talones

Tecnología de Montado
Quitar todas las grapas o tachuelas que se usan para fijar el corte sobre la horma o en la planta en las operaciones anteriores (excepto las tachuelas usadas para remachar el talón).
75
OPERACIONES
Desclavar

Tecnología de Montado
Es recortar con la ayuda de una cuchilla todos los pliegues de material que se forman en la zona de montado de la punta a causa de la agudeza de la punta de la horma o por el espesor del cuero al momento de montar el corte sobre la horma.
76
OPERACIONES
Desbasurar
Esta operación se realiza con la finalidad de evitar bordos o arrugas del material ya montado en toda la zona del canto de la horma.
Asentar Montado

Tecnología de Montado
77

Tecnología de Montado
78
MAQUINARIA

Tecnología de Montado
79
Máquina de Inyección de Casco
MAQUINARIA

Tecnología de Montado
80
Máquina para la Aplicación de Látex o Neoprenos base agua para aspersión
MAQUINARIA

Tecnología de Montado
81
Máquina para aplicar adhesivo base látex y conformar el Casco o puntera
MAQUINARIA

Tecnología de Montado
82
Máquina Conformadora de Corte
MAQUINARIA

Tecnología de Montado
83
Máquina para pegar cascos termo adherentes
MAQUINARIA

Tecnología de Montado
84
MAQUINARIA

Tecnología de Montado
85
MAQUINARIA

Tecnología de Montado
86
MAQUINARIA

Tecnología de Montado
87
MAQUINARIA

Tecnología de Montado
88
MAQUINARIA

Tecnología de Montado
89
MAQUINARIA

Tecnología de Montado
90
MAQUINARIA

Tecnología de Montado
91
MAQUINARIA

Tecnología de Montado
92
MAQUINARIA

Tecnología de Montado
93
MAQUINARIA

Tecnología de Montado
94
MAQUINARIA

Tecnología de Montado
95
MAQUINARIA

Tecnología de Montado
96
MAQUINARIA

Tecnología de Montado
97
MAQUINARIA

Tecnología de Montado
98
MAQUINARIA

Tecnología de Montado
99
MAQUINARIA

Tecnología de Montado
100
MAQUINARIA

Tecnología de Montado
101
MAQUINARIA

Tecnología de Montado
102
MAQUINARIA

Tecnología de Montado
103
MAQUINARIA

Tecnología de Montado
104
MAQUINARIA

Tecnología de Montado
105

Tecnología de Montado
106
LOS PRINCIPALES SISTEMAS DE MONTADO EN USO SON:
a) Tipo jalar o montar el corte sobre la horma
doblado hacia abajo.
Sistema pegado
Sistema lockstitcher (mixto o pegado y cosido)
Sistema inyectado
Sistema vulcanizado
SISTEMAS DE MONTADO

Tecnología de Montado
107
b) Calzando la horma al corte.
El corte es previamente preparado de tal forma que tiene la forma de
guante o de bolsa.
Sistema California o pachuco
Sistema mocasín tubular o de guante
Sistema Strobel
Sistema Opanka
SISTEMAS DE MONTADO

Tecnología de Montado
c) Montados especiales.
C-1.- Jalando sobre la horma (De jareta)
Sistema de costura hecho al corte con la máquina de costura Bonis para fabricar calzado con los siguientes sistemas:
Pegado
Inyectado
Vulcanizado
108
SISTEMAS DE MONTADO

Tecnología de Montado
C-2.- Montado para el Sistema Welt: Tipo de montado jalando y montando el
corte sobre la horma hacia abajo, que se adhiere a una planta especial con un lebantamiento “RIB”.
C-3.- Montado Stitcher. Tipo de montado jalando y montando el
corte sobre la horma, solamente que a diferencia de los otros que se montan hacia abajo en este montadose realiza hacia fuera.
109
SISTEMAS DE MONTADO

Tecnología de Montado
Otros tipos de montado
El montado de las sandalias de tiras, se realiza manualmente y clavado; con el fin de que las tiras no se marquen en la suela, se hace un resaque en la planta en el lugar donde deberá ir colocada cada tira o correa.
110
SISTEMAS DE MONTADO

Tecnología de Montado
Cuando se trata de montar un “huarache”, la operación fundamental será pasar las tiras por las perforaciones de la planta, luego se coloca la horma y por último se pegan las tiras.
En algunos tipos de calzado, sobre todo infantil, el montado es muy simple, ya que puede usarse la máquina de montar lados con rodillos (kamborian)
111
SISTEMAS DE MONTADO

Tecnología de Montado
112
SISTEMA PEGADO
En el proceso del zapato pegado las operaciones que se realizan dentro del departamento de montado son las siguientes:
SISTEMAS DE PEGADO

Tecnología de Montado
LOS SISTEMAS DE CONSTRUCCION MAS USADOS
SISTEMA PEGADOEste sistema es el más utilizado a nivel mundial, su característica principal es que el montado del corte se realiza hacia abajo en la base plantar de la horma, adhiriendo el corte a la planta por medio de adhesivos o tachuelas. Hasta hace algunos años no era muy aceptado en el mercado, ya que se tenía la creencia de que si el calzado no estaba clavado o cosido, la duración del mismo sería mínima o que se despegaría con facilidad.
113
SISTEMAS DE PEGADO

Tecnología de Montado
Actualmente y gracias a los adelantos de la industria química se producen pegamentos de excelente calidad, haciendo que este sistema sea ampliamente aceptado, con este sistema se elabora calzado de hombre, mujer y niño.Su proceso de producción es el siguiente:
a) Preparar horma: Consiste en aplicar deslizador a la misma, luego se fija la planta en la zona plantar de la horma, para posteriormente aplicar el adhesivo en la zona de montado y quedar lista para el montar el corte.
114
SISTEMAS DE PEGADO

Tecnología de Montado
b) Montar corte: Se coloca el corte sobre la horma para centrarlo y montar la punta, después se hace lo mismo con la punta y el talón, uniéndolos a la planta con pegamento o termoplástico; posteriormente la zona del talón puede ser reforzada con clavos o tachuelas.
C) Por último se recortan los pliegues (desbasurado) y luego se asienta el montado y se carda.
115
SISTEMAS DE PEGADO

Tecnología de Montado
116
VENTAJAS DEL SISTEMA PEGADO
Es el sistema más desarrollado a nivel mundial, con una producción equivalente al 80%.
La construcción es flexible y permite cambios rápidos en hormas y estilos.
Su proceso se presta para sistemas artesanales.
SISTEMAS DE PEGADO

Tecnología de Montado
Las tachuelas usadas para apuntillar el talón refuerzan el montado.
La inversión en maquinaría para bajas producciones es mínima.
Zapato terminado ligero en peso.Bajo costo de la mano de obra. La capacitación que requiere el
personal es sencilla, de fácil adaptación y rápido aprendizaje.
Es un sistema de construcción sencillo.
117
SISTEMAS DE PEGADO

Tecnología de Montado
DESVENTAJAS DEL SISTEMA PEGADO
Calzado rechazado por algunos clientes. Se debe tener cuidado en la selección del
material para plantas.Se debe hacer énfasis en el secado normal.Se debe tener mucho cuidado en el
pegado de la suela.
118
SISTEMAS DE PEGADO

Tecnología de Montado
119
PLANEACION DE LA DISTRIBUCION

Tecnología de Montado
120
PRINCIPALES COMPONENTES

Tecnología de Montado
121
PRINCIPALES COMPONENTES

Tecnología de Montado
122
CLAVAR PLANTA

Tecnología de Montado
123
COMPONER CORTE

Tecnología de Montado
124
INYECTAR CASCO

Tecnología de Montado
125
HUMECTAR CONTRAFUERTE

Tecnología de Montado
126
CONFORMADO DE TALONES

Tecnología de Montado
127
COLOCAR CONTRAFUERTES

Tecnología de Montado
128
UNIR FORRO A CORTE

Tecnología de Montado
129
APLICAR ADHESIVO A CORTE

Tecnología de Montado
130
ETAPAS DEL MONTADO TIPO PEGADO

Tecnología de Montado
131
ETAPAS DEL PROCESO DE SISTEMA PEGADO CON CUÑA

Tecnología de Montado
132
CENTRAR Y MONTAR PUNTAS

Tecnología de Montado
133
FIJAR ALTURAS

Tecnología de Montado
134
MONTAR LADOS

Tecnología de Montado
135
MONTAR TALONES

Tecnología de Montado
136
MONTADO DE TALONES CON TACHUELA (Calcera)

Tecnología de Montado
137

Tecnología de Montado
138

Tecnología de Montado
139

Tecnología de Montado
140

Tecnología de Montado
SISTEMA PEGADO Y COSIDO (LOCKSTITCHER) Sistema ampliamente utilizado, fabricándose
calzados para hombre, mujer y niño.Su proceso de producción es igual al del sistema pegado la única diferencia es que la suela además de pegarse lleva también una costura tipo lockstitcher la cual une planta, corte y suela; esta costura es con dos hilos y queda visible tanto en la parte interna como en la externa del zapato. Para que la costura se proteja y sea más durable se recomienda que la suela tenga una canal para protegerla.
141
SISTEMA LOCKSTITCHER

Tecnología de Montado
VENTAJAS DEL SISTEMA PEGADO Y COSIDO Calzado de buena aceptación, la costura
tipo lockstitcher da confianza a los clientes “reacios”.
Se mejoran la duración del calzado ya que con la costura que sujeta el corte, la planta y la suela.
Una variación de esta costura se puede aplicar a calzados deportivos con suela de caja.
Un buen pegado de la suela, mas la costura brinda un calzado confiable.
142
SISTEMA LOCKSTITCHER

Tecnología de Montado
DESVENTAJAS DEL SISTEMA PEGADO Y COSIDO
Se requiere de mano de obra calificada para realizar la costura.
En suelas con tacón integrado la costura solo se puede realizar hasta la zona de la boca del tacón.
Por los orificios que deja la aguja al realizar la costura se pueden filtrar líquidos.
Si la costura se realiza sin canal, el hilo se puede romper a causa de la fricción de este con el piso al caminar.
143
SISTEMA LOCKSTITCHER

Tecnología de Montado
144
SISTEMA LOCKSTITCHER

Tecnología de Montado
VENTAJAS DEL SISTEMA
STITCHERResulta un calzado flexible, cómodo y resistente.Modelaje atractivo vistoso y confortable, en suelas con tacón integrado la costura solo se puede realizar hasta la zona de la boca del tacón.Sistema muy aceptado para bota de trabajo
con la incorporación de placas de acero inoxidable en la plantilla y casco de acero
145
SISTEMA LOCKSTITCHER

Tecnología de Montado
La costura tipo stitcher sujeta el material del corte, forro, casco, contrafuerte, planta y entresuela (opcional).
El hilo de la costura no queda expuesto a la acción corrosiva o de desgaste ya que no tiene contacto con
el piso. Se pueden usar suelas integrales para su
construcción Con suelas y entresuelas de hule crepé el
proceso de pegado es muy sencillo.
146
SISTEMA LOCKSTITCHER

Tecnología de Montado
Se pueden usar varios diseños de cercos para realzar la presentación final del calzado.
Hormas un poco más recias (EE) dan mayor calce para personas con empeines altos
147
SISTEMA LOCKSTITCHER

Tecnología de Montado
DESVENTAJAS DEL SISTEMA STITCHER Si las suelas son de alguno de estos
materiales (hule vulcanizado, hule crepé o PVC de alta densidad, el calzado resulta muy pesado.
Se requiere una alta inversión en maquinaria.
Se debe contar con mano de obra especializada que sepa operar este tipo de maquinaria .
El calzado de este tipo tiende a deformarse en un tiempo relativamente corto.
148
SISTEMA LOCKSTITCHER

Tecnología de Montado
DESVENTAJAS DEL SISTEMA STITCHER
Este sistema consume más materiales para el corte y suela que el sistema pegado.
Por el tipo de construcción se requiere usar una entresuela lo cual encarece el producto
149
SISTEMA LOCKSTITCHER

Tecnología de Montado
Por su diseño es uno de los sistemas con menor consumo de cuero.
Baja inversión en la maquinaría que se requiere para realizar las operaciones de calce (vaporizadores y calzadoras)
150
SISTEMA LOCKSTITCHER

Tecnología de Montado
151
SISTEMA LOCKSTITCHER

Tecnología de Montado
152
SISTEMA LOCKSTITCHER

Tecnología de Montado
153
SISTEMA LOCKSTITCHER

Tecnología de Montado
154
SISTEMA LOCKSTITCHER

Tecnología de Montado
155
SISTEMA LOCKSTITCHER

Tecnología de Montado
156
SISTEMA LOCKSTITCHER

Tecnología de Montado
157
SISTEMA LOCKSTITCHER

Tecnología de Montado
158
SISTEMA LOCKSTITCHER

Tecnología de Montado
159
SISTEMA LOCKSTITCHER

Tecnología de Montado
El sistema California requiere de una gran precisión en el modelaje; mucho más que los sistemas antes mencionados, pues el corte terminado no se monta, sino se calza. El calzado confeccionado con este sistema de fabricación, es muy apreciado por su confort y .usado para fabricar calzado de hombre, mujer, niños y bebés. Su proceso de manufactura es el siguiente:
160
SISTEMA CALIFORNIA

Tecnología de Montado
Una vez armado el corte, se cose a este una tira de cuero en la zona del canto antes de emplantillarlo, esto servirá para formar el guardafango. EL emplantillado consiste en unir el corte a la plantilla de cuero por medio de una costura, luego se calza el corte en la horma.
Posteriormente se coloca bajo la planta el material acolchado para luego doblar la tira de cuero del guardafango pegándola a la planta y por último se carda el zapato solo en la zona del montado.
161
SISTEMA CALIFORNIA

Tecnología de Montado
Este tipo de calzado puede ser fabricado con suela de cuero, poliuretano, Eva, PVC, etc. El tacón puede ser también de cuero o estar integrado en la suela.
Por último el zapato continua con su proceso normal en los departamentos de acabado y adorno.
162
SISTEMA CALIFORNIA

Tecnología de Montado
VENTAJAS DEL SISTEMA CALIFORNIA O PACHUCO
Es un proceso construcción que produce un calzado sumamente cómodo (posiblemente el más cómodo de todos los sistemas).
Elimina totalmente la maquinaría y mano de obra utilizada en los procesos de montado tradicionales.
163
SISTEMA CALIFORNIA

Tecnología de Montado
Doble acojinamiento gracias a la esponja de baja densidad usada como relleno, así como la suela de poliuretano; lo que brinda gran capacidad de absorción del impacto corporal.
Por su diseño es uno de los sistemas con menor consumo de cuero.
Baja inversión en la maquinaría que se requiere para realizar las operaciones de calce (vaporizadores y calzadoras)
164
SISTEMA CALIFORNIA

Tecnología de Montado
DESVENTAJAS DEL SISTEMA CALIFORNIA Por su estructura requiere de un
diseño de alta precisión.
Para el armado del corte se requieren pespuntadores altamente calificados, sobre todo para la operación de emplantillado y pespunte de guardafango.
Para la operación de calzar el corte en la horma se requiere personal preparado que ejecute esta operación evitando distorsionamientos y arrugas.
165
SISTEMA CALIFORNIA

Tecnología de Montado
Su sistema de fabricación dificulta la incorporación de materiales tradicionales usados para casco, reduciéndose casi exclusivamente a usar resina endurecedora; lo que ocasiona que el calzado se deforme.
Se incrementan bastante los costos de los materiales con respecto a un sistema de construcción tipo pegado.
166
SISTEMA CALIFORNIA

Tecnología de Montado
167
SISTEMA CALIFORNIA

Tecnología de Montado
168
SISTEMA CALIFORNIA

Tecnología de Montado
169
SISTEMA CALIFORNIA

Tecnología de Montado
170
SISTEMA CALIFORNIA

Tecnología de Montado
171
SISTEMA CALIFORNIA

Tecnología de Montado
VENTAJAS DEL SISTEMA DE JARETA Se elimina totalmente el
uso de maquinaria para el montado tradicional de los otros sistemas.
Cuando se usa un sistema de ensuelado por inyección directa al corte, se elimina la planta lo cual reduce costos.
Utilizando este mismo sistema se elimina totalmente el uso de la horma de plástico.
172
SISTEMA CALIFORNIA

Tecnología de Montado
En calzado de descanso se elimina el uso de cascos y contrafuertes.
Calzado sumamente ligero.
La inversión en la maquinaría para jaretear es baja.
El tiempo del ciclo de proceso es rápido comparado con el resto de los otros sistemas de fabricación
173
SISTEMA CALIFORNIA

Tecnología de Montado
DESVENTAJAS DEL SISTEMA JARETEADO
Normalmente a este tipo de construcción se le aplican suelas delgadas, lo cual restringe su uso a condiciones ligeras.
Para el sistema de inyección de suela directa al corte, la inversión en maquinaría es muy alta.
Como la operación de montado por jareteado se realiza a veces sin ver el corte, las líneas de montado se pueden perder.
174
SISTEMA CALIFORNIA

Tecnología de Montado
Es un sistema de producción en el cual se deben producir grandes volúmenes.
Este sistema de producción se aplica a calzados de tipo económico.
La vida promedio de este tipo de calzado es corta.
175
SISTEMA CALIFORNIA

Tecnología de Montado
176
SISTEMA JARETEADO

Tecnología de Montado
177
SISTEMA JARETEADO

Tecnología de Montado
178
SISTEMA JARETEADO

Tecnología de Montado
179
SISTEMA JARETEADO

Tecnología de Montado
180
SISTEMA JARETEADO

Tecnología de Montado
181
SISTEMA JARETEADO

Tecnología de Montado
182
SISTEMA JARETEADO

Tecnología de Montado
183
SISTEMA JARETEADO

Tecnología de Montado
SISTEMA MOCASIN O GUANTE
Este sistema de fabricación se distingue por ser uno de los más antiguos. Su origen se remonta a Norteamérica donde era usado por los indios habitantes de la región. El modelaje de este tipo de calzado es uno de los más complicados por la precisión que se requiere en su proceso.
184
SISTEMA MOCASIN

Tecnología de Montado
Se ha perfeccionado la maquinaría para la costura característica, pero sigue siendo más el trabajo hecho a mano y más cuando se teje sobre la misma horma.
185
SISTEMA MOCASIN

Tecnología de Montado
VENTAJAS DEL SISTEMA MOCASIN O GUANTE
Por su tipo de construcción en forma de bolsa o guante con cuero cubriendo el pie hasta la zona de la planta, este es un calzado sumamente cómodo.
Calzado sumamente apreciado por su tejido de unión a mano tipo artesanal entre la chinela o pala y floreta.
186
SISTEMA MOCASIN

Tecnología de Montado
Normalmente en este tipo de construcción el sistema de ensuelado es pegado y opcionalmente se le puede aplicar una costura tipo lockstitcher para tener un doble sistema de sujeción del corte a la suela.
Aplicado a calzado de vestir es vistoso y elegante.
Cuando el cuero del corte es grueso el uso de material para forro es muy bajo o nulo.
187
SISTEMA MOCASIN

Tecnología de Montado
Aplicado a calzado tipo sport este es acojinado y cómodo
En este tipo de construcción se elimina el uso de máquinas de montar puntas, lados y a veces hasta la de montar talones.
Su precio en el mercado puede permitir buenos márgenes de utilidad.
188
SISTEMA MOCASIN

Tecnología de Montado
DESVENTAJAS DEL SISTEMA MOCASIN
Es el tipo de construcción que consume más cuero y en su caso forro también.
La operación artesanal del tejido de floreta con la chinela, ya sea en el corte o sobre la horma es costosa y lenta.
En ocasiones hay escasez de mano de obra para realizar el tejido, lo cual provoca la búsqueda de núcleos poblacionales en lugares alejados provocando el encarecimiento del producto por los costos del transporte.
Por el tipo de construcción es difícil el uso de este calzado en condiciones extremas.
189
SISTEMA MOCASIN

Tecnología de Montado
Cuando se aplica la costura tipo lockstitcher para coser el corte a la suela, la máquina que realiza esta operación es cara.
Cuando se requiere procesar este tipo de calzado en forma más industrial es necesario vaporizar el corte en máquina de hormas calientes.
En este tipo de construcción casi nunca se usan materiales para casco en la punta y a veces una resina edurecedora (ocasionalmente) lo que provoca la deformación del calzado en la punta.
190
SISTEMA MOCASIN

Tecnología de Montado
191
SISTEMA MOCASIN

Tecnología de Montado
192
SISTEMA MOCASIN

Tecnología de Montado
193
SISTEMA MOCASIN

Tecnología de Montado
194
SISTEMA MOCASIN

Tecnología de Montado
195
SISTEMA MOCASIN

Tecnología de Montado
VENTAJAS DEL CALZADO CON SISTEMA DE INYECCIÓN DIRECTA DE LA SUELA AL CORTE
En este tipo de construcción se eliminan totalmente las operaciones y maquinaría usados en un sistema de ensuelado tradicional.
En este tipo de construcción se eliminan totalmente las operaciones y maquinaría usados en un sistema de acabado tradicional de la suela.
196
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
Por ser un sistema de inyección de la suela directamente al corte y su cuidadosa aplicación de adhesivos es un proceso limpio.
Este sistema de fabricación es aplicable a cualquier tipo de calzado, desde bebé, adulto, casual, deportivo y de trabajo.
197
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
La maquinaría usada en este tipo de construcción, permite trabajar en forma continua las 24 horas.
Diseños de suelas muy exacto.
Cuando el material de la suela es de poliuretano se obtiene un calzado muy ligero.
198
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
DESVENTAJAS DEL CALZADO CON SISTEMA DE INYECCIÓN DIRECTA DE LA SUELA AL CORTE.
La inversión en la maquinaría para inyectar suelas directamente al corte ya sea en PVC o PU es muy alta.
Para almacenar poliuretano de requieren condiciones de temperatura reguladas que mantengan una temperatura constante de 50°C lo cual es costoso.
199
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
Cuando se inyecta en la suela material de PVC muy rígido, el calzado es muy pesado.
Se requiere un buen mantenimiento de los moldes de inyección, ya que cualquier falla de acoplamiento provoca fugas de material.
Los residuos de poliuretano no son biodegradables y su proceso de reciclaje es muy costoso.
200
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
Cuando la suela inyectada es de PVC su envejecimiento provoca resquebrajamientos y rigidez haciéndola resbaladiza.
Para reciclar los materiales de PVC se requiere invertir en un molino.
Se requieren grandes espacios para los sistemas de inyección de suelas de poliuretano.
201
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
Estos sistemas de fabricación son menos productivos que los sistemas de fabricación de suelas integrales. Se requieren grandes espacios para los sistemas de inyección de suelas de poliuretano.
Estos sistemas de fabricación son menos productivos que los sistemas de fabricación de suelas integrales
202
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
203
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
204
SISTEMA DE INYECCION DIRECTA

Tecnología de Montado
VENTAJAS DEL CALZADO CON SISTEMA DE VULCANIZACIÓN DIRECTA DE LA SUELA
AL CORTE
Este sistema permite fabricar calzado para condiciones de uso extremas, como altas tensiones, altas temperaturas, antiestático para la industria electrónica, para superficies húmedas y fangosas así como plataformas petroleras en altamar.
205
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
Con este sistema se pueden formular suelas con características especiales tales como antiderrapantes, antiflama o resistentes a ácidos, grasas, aceites y disolventes.
Con este sistema se eliminan todas las operaciones tradicionales para el acabado de la suela y como consecuencia toda la maquinaría usada para este fin.
206
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
La maquinaría y equipo utilizados en este tipo de construcción, permite trabajar en forma continua las 24 horas del día.
Los diseños de la suela son muy exactos y con pocas variaciones.
207
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
DESVENTAJAS DEL CALZADO CON SISTEMA DE VULCANIZACIÓN DIRECTA DE LA SUELA AL CORTE
Este sistema produce un calzado pesado debido a las
formulaciones de los hules NBR y SBR.
La maquinaría usada para la vulcanización directa al corte es muy costosa, además de que los ciclos de producción por par van de 8 a 15 minutos, lo cual hace de esto un proceso de producción lento (de 30 a 70 pares por máquina por turno).
208
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
La maquinaría consume mucha energía eléctrica o en su defecto diesel que es el combustible usado para las calderas.
Se requiere personal especializado con conocimientos de formulación en mezclas de hule, para obtener las combinaciones dependiendo del tipo de la suela.
209
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
El proceso para la elaboración y mezclas de este tipo de suelas es muy sucio y altamente contaminante.
Si no se incorporan mecanismos de desgasificación al cerrar las prensas y durante el tiempo del vulcanizado, se pueden generar burbujas que quedan atrapadas en la estructura de la suela, haciéndola defectuosa.
210
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
Si no se controlan adecuadamente las temperaturas de vulcanización en las áreas de aplicación de calor pueden resultar suelas defectuosas “crudas” o
“quemadas”.
La inversión en los moldes de vulcanización es muy costosa.
Los sistemas de vulcanización de la suela directa al corte, son menos productivos que los de suelas vulcanizadas individualmente.
211
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
212
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
213
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
214
SISTEMA DE VULCANIZACION DIRECTA

Tecnología de Montado
VENTAJAS DEL CALZADO CON SISTEMA DE
CONSTRUCCIÓN WELT.
Es el proceso de construcción más aceptado como calzado de exportación en el mercado internacional.
215
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
VENTAJAS DEL CALZADO CON SISTEMA DE CONSTRUCCIÓN WELT.
Es un sistema con doble costura, la primera tipo “Welt” la cual sujeta el cerco con el cuero, el forro y el material para casco (opcional) al labio o rib de la planta y la segunda tipo “stitcher”, la cual sujeta el cerco con la suela y la entresuela, brindando una durabilidad excelente en este tipo de calzado.
216
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
Cuando el material de la planta es de cuero (sillero, garra, o culata) la construcción del calzado es más robusta y más durable.
Calzado de moda formal tradicional muy aceptada entre algunos hombres de edad madura (zapato tipo bostoniano).
217
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
El acojinamiento que se coloca actualmente entre la suela y el hueco de la planta substituyendo la aplicación de corcho mezclado con cemento guayule, permite un mejor confort.
Normalmente se utilizan materiales de buena calidad para una construcción fuerte.
218
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
Es el sistema de construcción más aceptado para fabricar bota vaquera y calzado de trabajo.
En este sistema se puede aplicar la suela con el método de vulcanización e inyección directa al corte.
219
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
DESVENTAJAS DEL CALZADO CON SISTEMA DE CONSTUCCIÓN WELT
Se requiere la inversión en máquinas de costura “Welt”, costura “Stitcher”, recortadoras de sobrante, planchar cerco, grapar lados, costear y otras máquinas lo que lo hace un proceso caro.
Este sistema requiere de mano de obra muy calificada, que además de efectuar la operación conozca de mantenimiento preventivo de la maquinaría.
220
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
Este sistema de construcción genera muchos desperdicios en el corte, ya que los sobrantes de montado se recortan y se tiran a la basura.
Los ciclos de producción son altos por el gran número de operaciones que son necesarias en este tipo de construcción.
Varias de esas operaciones son realizadas de forma artesanal tales como:
El alambrado, el estaquillado, etc.
221
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
Como producto terminado es un calzado muy costoso fuera del alcance de los mercados populares.
Los materiales para fabricar calzado con este sistema de construcción son más caros.
222
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
223
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
224
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
225
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
226
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
227
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
228
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
229
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
230
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
231
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
232
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
233
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
234
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
235
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
236
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
237
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
238
SISTEMA DE CONSTRUCCION WELT

Tecnología de Montado
239
SISTEMA DE CONSTRUCCION WELT