
Tecno Moldes y Fundición 1
21
Tecnología Moldes inyección y Fundición Antonio Ruiz Catena y Guillermo Casado Olmedo
-
Upload
dani-santos -
Category
Documents
-
view
244 -
download
0
description
Libro de mecánica
Transcript of Tecno Moldes y Fundición 1

Tecnología Moldes inyección yFundición
Antonio Ruiz Catena y Guillermo Casado Olmedo
Índice de contenido
1.- Moldes inyección de plástico:...............................................................................................31.1.- Concepto:.......................................................................................................................31.2.- Técnica:..........................................................................................................................31.3.- Tipos de molde:..............................................................................................................31.4.- Moldeo por inyección:....................................................................................................41.5.- El principio del moldeo por inyección:...........................................................................51.6.- Ciclo de moldeo por inyección:......................................................................................71.7.- Procedimiento:...............................................................................................................81.8.- Tipos de Moldeo:............................................................................................................9
2.- Fundición:............................................................................................................................102.1.- Concepto:.....................................................................................................................102.2.- Altos hornos:................................................................................................................102.3.- Tipos de fundiciones:...................................................................................................122.4.- Procedimiento:.............................................................................................................122.5.- Diseño del modelo:......................................................................................................142.6.- Moldeos:......................................................................................................................18
2 de 21
1.- Moldes inyección de plástico:
1.1.- Concepto:
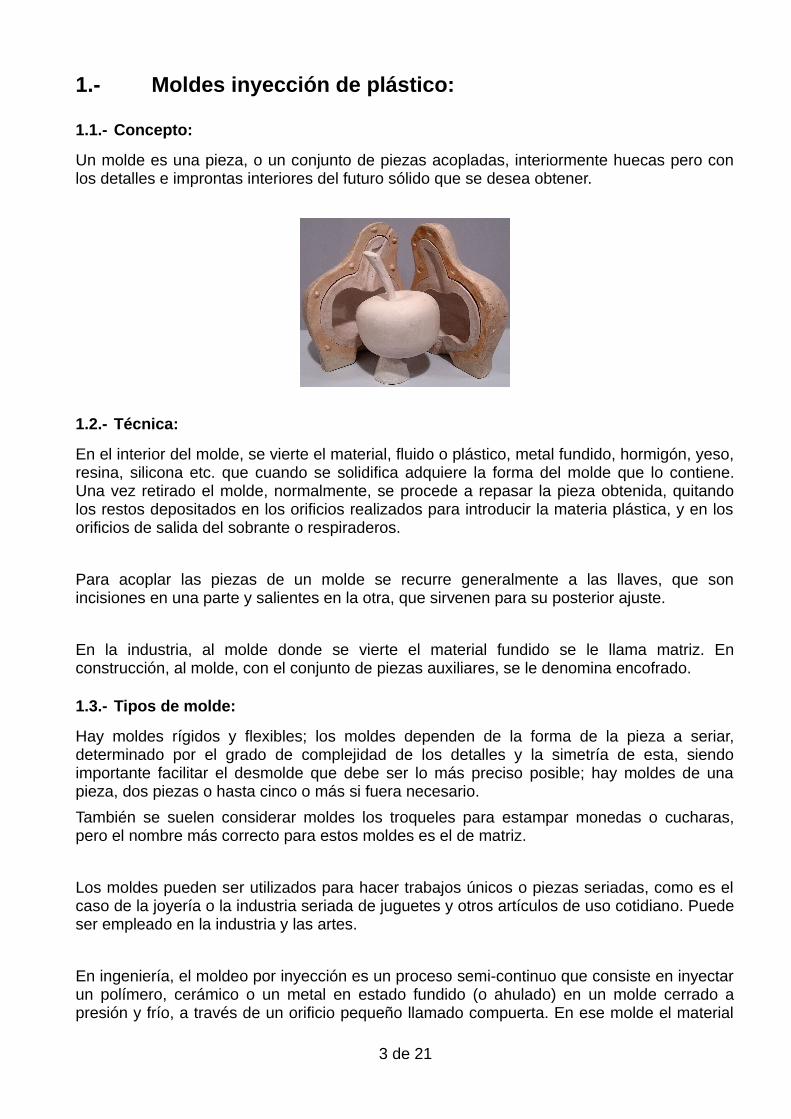
Un molde es una pieza, o un conjunto de piezas acopladas, interiormente huecas pero con los detalles e improntas interiores del futuro sólido que se desea obtener.
1.2.- Técnica:
En el interior del molde, se vierte el material, fluido o plástico, metal fundido, hormigón, yeso, resina, silicona etc. que cuando se solidifica adquiere la forma del molde que lo contiene. Una vez retirado el molde, normalmente, se procede a repasar la pieza obtenida, quitando los restos depositados en los orificios realizados para introducir la materia plástica, y en los orificios de salida del sobrante o respiraderos.
Para acoplar las piezas de un molde se recurre generalmente a las llaves, que son incisiones en una parte y salientes en la otra, que sirvenen para su posterior ajuste.
En la industria, al molde donde se vierte el material fundido se le llama matriz. En construcción, al molde, con el conjunto de piezas auxiliares, se le denomina encofrado.
1.3.- Tipos de molde:
Hay moldes rígidos y flexibles; los moldes dependen de la forma de la pieza a seriar, determinado por el grado de complejidad de los detalles y la simetría de esta, siendo importante facilitar el desmolde que debe ser lo más preciso posible; hay moldes de una pieza, dos piezas o hasta cinco o más si fuera necesario.
También se suelen considerar moldes los troqueles para estampar monedas o cucharas, pero el nombre más correcto para estos moldes es el de matriz.
Los moldes pueden ser utilizados para hacer trabajos únicos o piezas seriadas, como es el caso de la joyería o la industria seriada de juguetes y otros artículos de uso cotidiano. Puede ser empleado en la industria y las artes.
En ingeniería, el moldeo por inyección es un proceso semi-continuo que consiste en inyectar un polímero, cerámico o un metal en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material
3 de 21
se solidifica, comenzando a cristalizar en polímeros semi-cristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
1.4.- Moldeo por inyección:
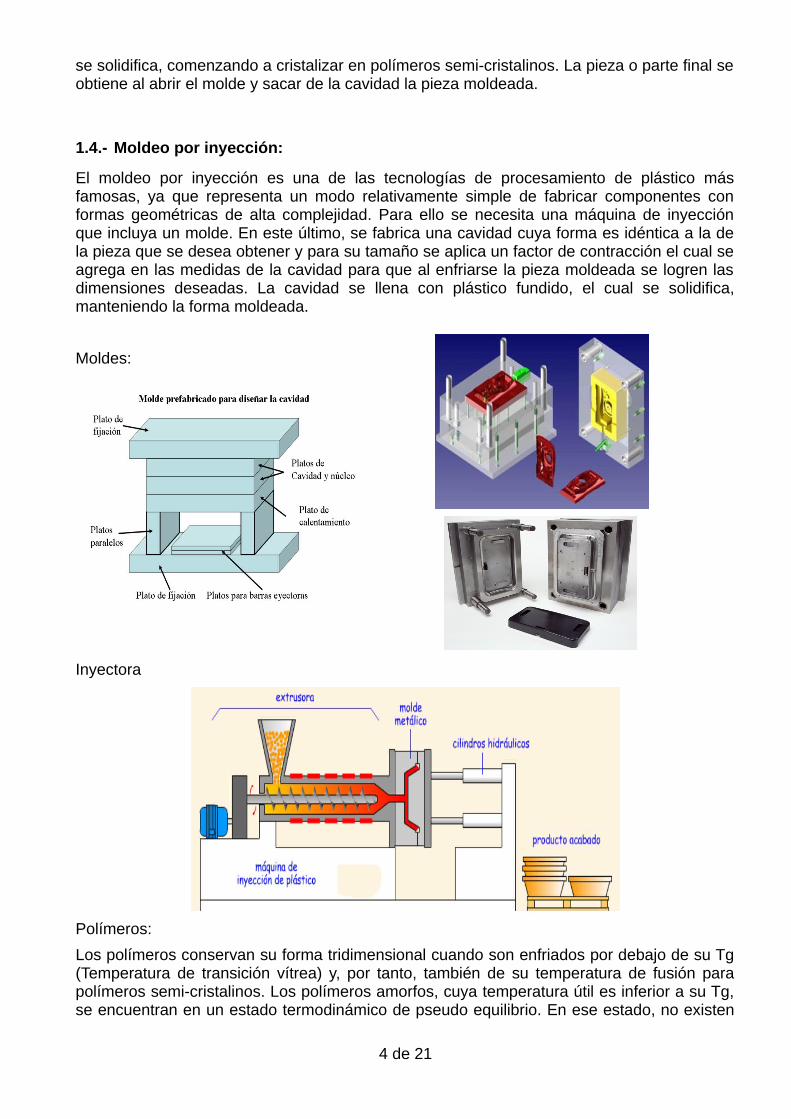
El moldeo por inyección es una de las tecnologías de procesamiento de plástico más famosas, ya que representa un modo relativamente simple de fabricar componentes con formas geométricas de alta complejidad. Para ello se necesita una máquina de inyección que incluya un molde. En este último, se fabrica una cavidad cuya forma es idéntica a la de la pieza que se desea obtener y para su tamaño se aplica un factor de contracción el cual se agrega en las medidas de la cavidad para que al enfriarse la pieza moldeada se logren las dimensiones deseadas. La cavidad se llena con plástico fundido, el cual se solidifica, manteniendo la forma moldeada.
Moldes:
Inyectora
Polímeros:
Los polímeros conservan su forma tridimensional cuando son enfriados por debajo de su Tg (Temperatura de transición vítrea) y, por tanto, también de su temperatura de fusión para polímeros semi-cristalinos. Los polímeros amorfos, cuya temperatura útil es inferior a su Tg, se encuentran en un estado termodinámico de pseudo equilibrio. En ese estado, no existen
4 de 21
movimientos de rotación y de relajación (desenredo de las cadenas) del polímero. Es por esta causa que, en ausencia de esfuerzos, se mantiene la forma tridimensional. Los polímeros semi-cristalinos poseen, además, la característica de formar cristales. Estos cristales proporcionan estabilidad dimensional a la molécula, la cual también es en la región cristalina termodinámica-mente estable. La entropía de las moléculas del plástico disminuye drásticamente debido al orden de las moléculas en los cristales.
1.5.- El principio del moldeo por inyección:
El moldeo por inyección es una de las tecnologías de procesamiento de plástico más famosas, ya que representa un modo relativamente simple de fabricar componentes con formas geométricas de alta complejidad. Para ello se necesita una máquina de inyección que incluya un molde. En este último, se fabrica una cavidad cuya forma es idéntica a la de la pieza que se desea obtener y para su tamaño se aplica un factor de contracción el cual se agrega en las medidas de la cavidad para que al enfriarse la pieza moldeada se logren las dimensiones deseadas. La cavidad se llena con plástico fundido, el cual se solidifica, manteniendo la forma moldeada.
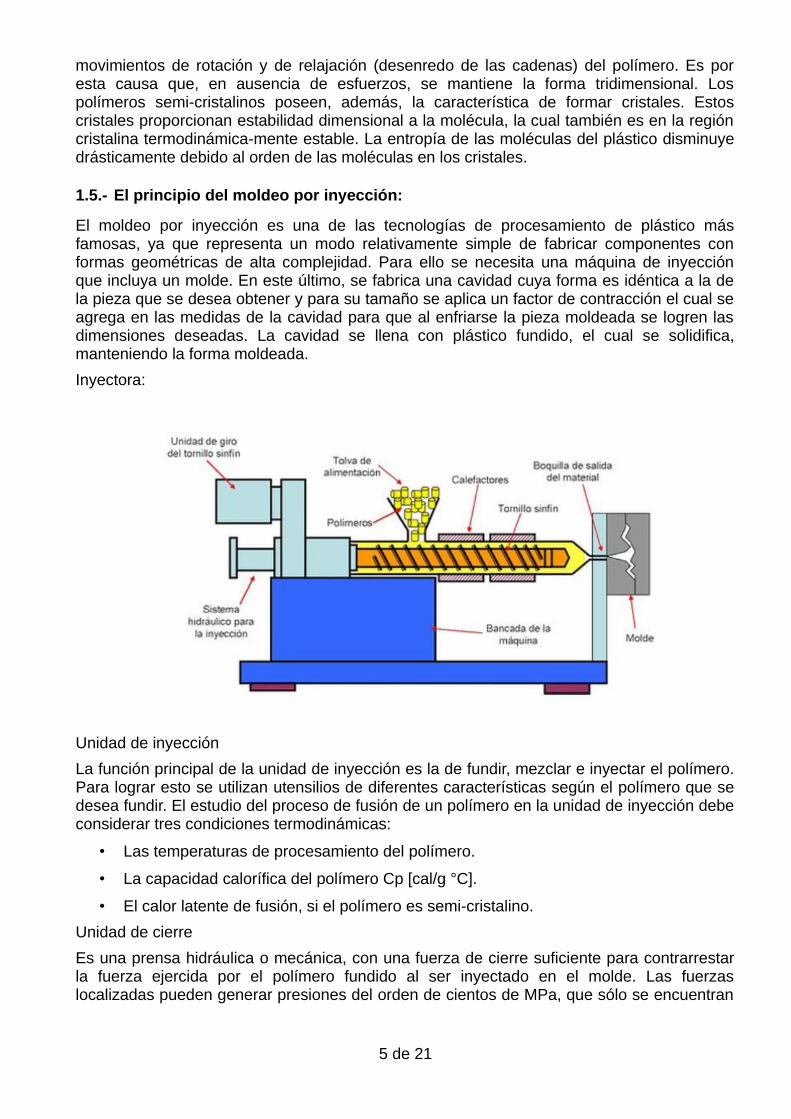
Inyectora:
Unidad de inyección
La función principal de la unidad de inyección es la de fundir, mezclar e inyectar el polímero. Para lograr esto se utilizan utensilios de diferentes características según el polímero que se desea fundir. El estudio del proceso de fusión de un polímero en la unidad de inyección debe considerar tres condiciones termodinámicas:
• Las temperaturas de procesamiento del polímero.
• La capacidad calorífica del polímero Cp [cal/g °C].
• El calor latente de fusión, si el polímero es semi-cristalino.
Unidad de cierre
Es una prensa hidráulica o mecánica, con una fuerza de cierre suficiente para contrarrestar la fuerza ejercida por el polímero fundido al ser inyectado en el molde. Las fuerzas localizadas pueden generar presiones del orden de cientos de MPa, que sólo se encuentran
5 de 21
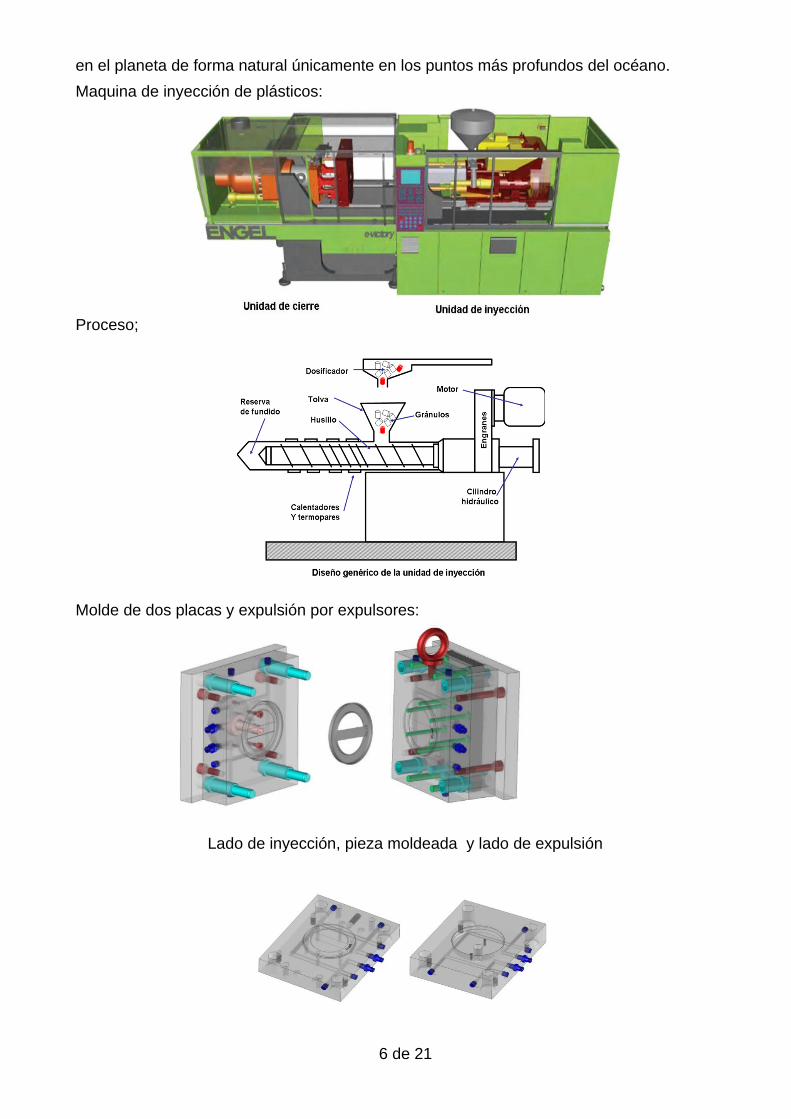
en el planeta de forma natural únicamente en los puntos más profundos del océano.
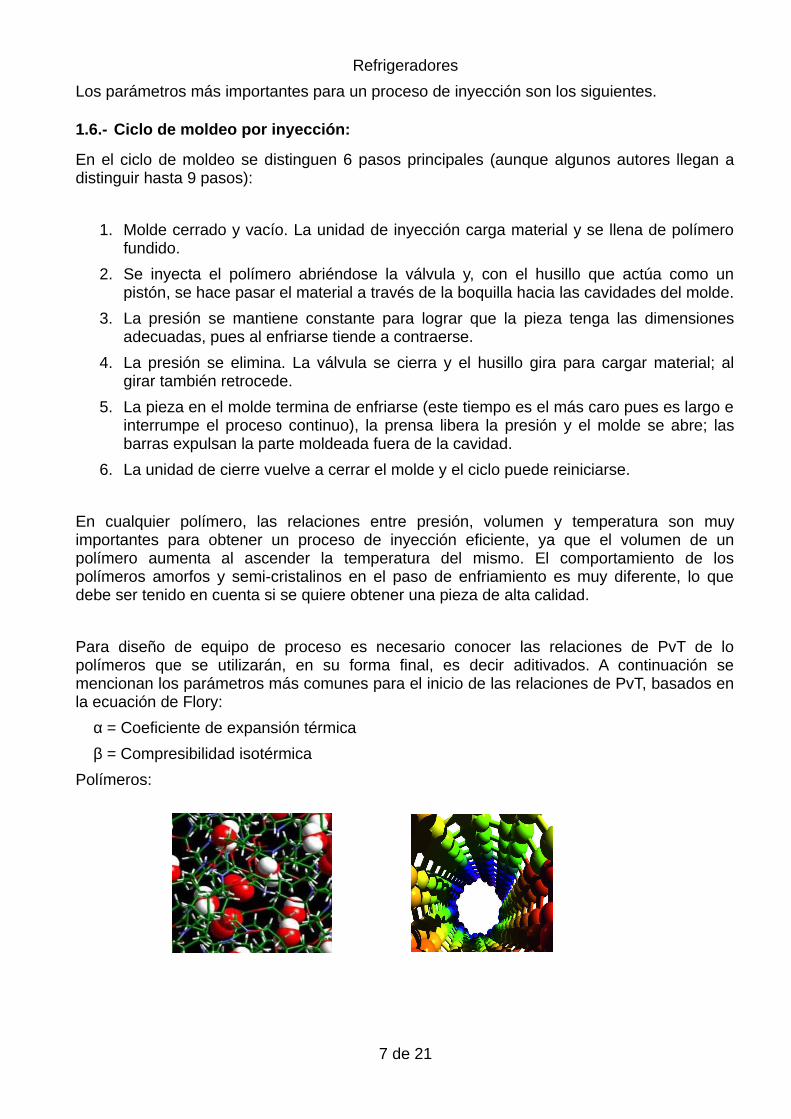
Maquina de inyección de plásticos:
Proceso;
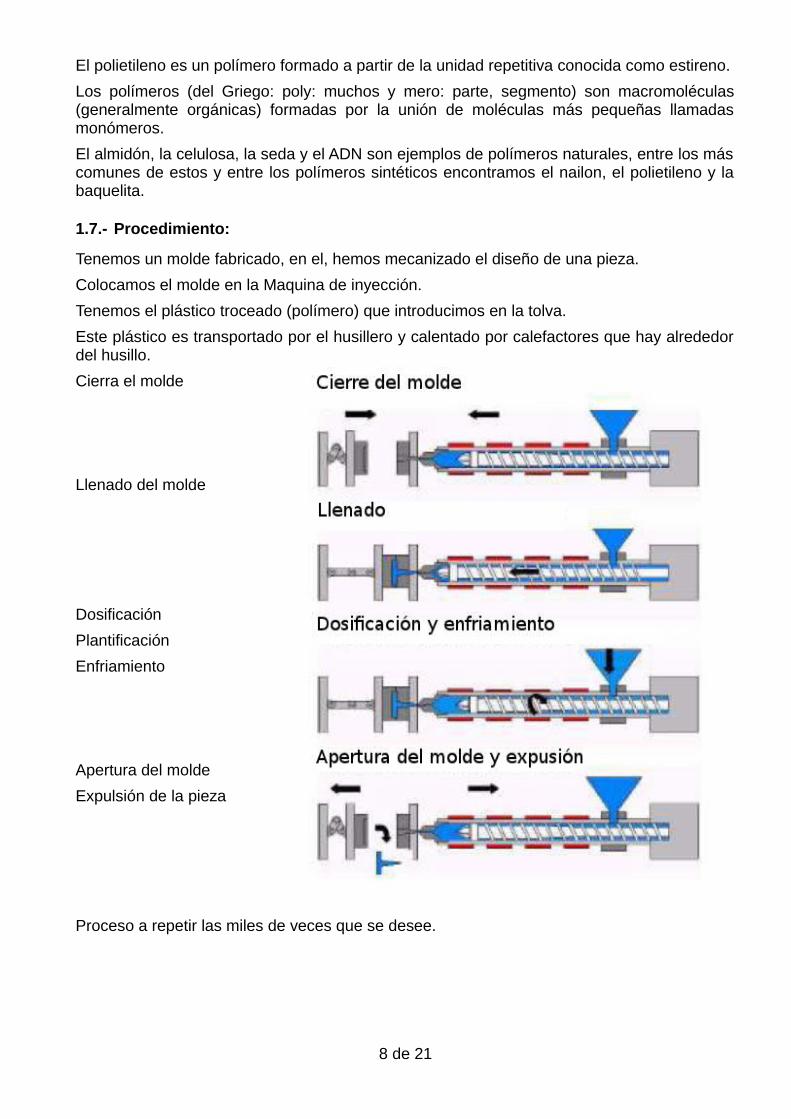
Molde de dos placas y expulsión por expulsores:
Lado de inyección, pieza moldeada y lado de expulsión
6 de 21
Refrigeradores
Los parámetros más importantes para un proceso de inyección son los siguientes.
1.6.- Ciclo de moldeo por inyección:
En el ciclo de moldeo se distinguen 6 pasos principales (aunque algunos autores llegan a distinguir hasta 9 pasos):
1. Molde cerrado y vacío. La unidad de inyección carga material y se llena de polímero fundido.
2. Se inyecta el polímero abriéndose la válvula y, con el husillo que actúa como un pistón, se hace pasar el material a través de la boquilla hacia las cavidades del molde.
3. La presión se mantiene constante para lograr que la pieza tenga las dimensiones adecuadas, pues al enfriarse tiende a contraerse.
4. La presión se elimina. La válvula se cierra y el husillo gira para cargar material; al girar también retrocede.
5. La pieza en el molde termina de enfriarse (este tiempo es el más caro pues es largo e interrumpe el proceso continuo), la prensa libera la presión y el molde se abre; las barras expulsan la parte moldeada fuera de la cavidad.
6. La unidad de cierre vuelve a cerrar el molde y el ciclo puede reiniciarse.
En cualquier polímero, las relaciones entre presión, volumen y temperatura son muy importantes para obtener un proceso de inyección eficiente, ya que el volumen de un polímero aumenta al ascender la temperatura del mismo. El comportamiento de los polímeros amorfos y semi-cristalinos en el paso de enfriamiento es muy diferente, lo que debe ser tenido en cuenta si se quiere obtener una pieza de alta calidad.
Para diseño de equipo de proceso es necesario conocer las relaciones de PvT de lo polímeros que se utilizarán, en su forma final, es decir aditivados. A continuación se mencionan los parámetros más comunes para el inicio de las relaciones de PvT, basados en la ecuación de Flory:
α = Coeficiente de expansión térmica
β = Compresibilidad isotérmica
Polímeros:
7 de 21
El polietileno es un polímero formado a partir de la unidad repetitiva conocida como estireno.
Los polímeros (del Griego: poly: muchos y mero: parte, segmento) son macromoléculas (generalmente orgánicas) formadas por la unión de moléculas más pequeñas llamadas monómeros.
El almidón, la celulosa, la seda y el ADN son ejemplos de polímeros naturales, entre los más comunes de estos y entre los polímeros sintéticos encontramos el nailon, el polietileno y la baquelita.
1.7.- Procedimiento:
Tenemos un molde fabricado, en el, hemos mecanizado el diseño de una pieza.
Colocamos el molde en la Maquina de inyección.
Tenemos el plástico troceado (polímero) que introducimos en la tolva.
Este plástico es transportado por el husillero y calentado por calefactores que hay alrededor del husillo.
Cierra el molde
Llenado del molde
Dosificación
Plantificación
Enfriamiento
Apertura del molde
Expulsión de la pieza
Proceso a repetir las miles de veces que se desee.
8 de 21

Tipos de moldeo:
Moldeo por soplado:
1.8.- Tipos de Moldeo:
1. Moldeo por compresión
2. Moldeo por soplado
3. Moldeo rotacional
4. Polímero
5. Pultrusión
6. Moldeo en vacío
9 de 21
2.- Fundición:
2.1.- Concepto:
Las fundiciones son aleaciones hierro-carbono donde el contenido de carbono varía entre 2,14% y 6,67%. Comúnmente las más usadas están entre los valores de 2,5% y 4,5%, ya que las de mayor contenido de carbono carecen de valor práctico en la industria. Además de hierro y carbono, lleva otros elementos de aleación como silicio, manganeso, fósforo, azufre y oxígeno.
Obtienen su forma definitiva por colada, permitiendo la fabricación con relativa facilidad de piezas de grandes dimensiones y pequeñas complicadas. Son más baratas que los aceros y de fabricación más sencilla por emplearse instalaciones menos costosas y realizarse la fusión a temperaturas más bajas (además son fáciles de mecanizar). Actualmente, se fabrican fundiciones con excelentes propiedades mecánicas, haciéndole la competencia a los aceros tradicionales.
Se denomina fundición al proceso de fabricación de piezas, mayoritariamente metálicas pero también de plástico, consiste en fundir (Fusión Colado) un material e introducirlo en una cavidad, llamada molde, donde se solidifica.
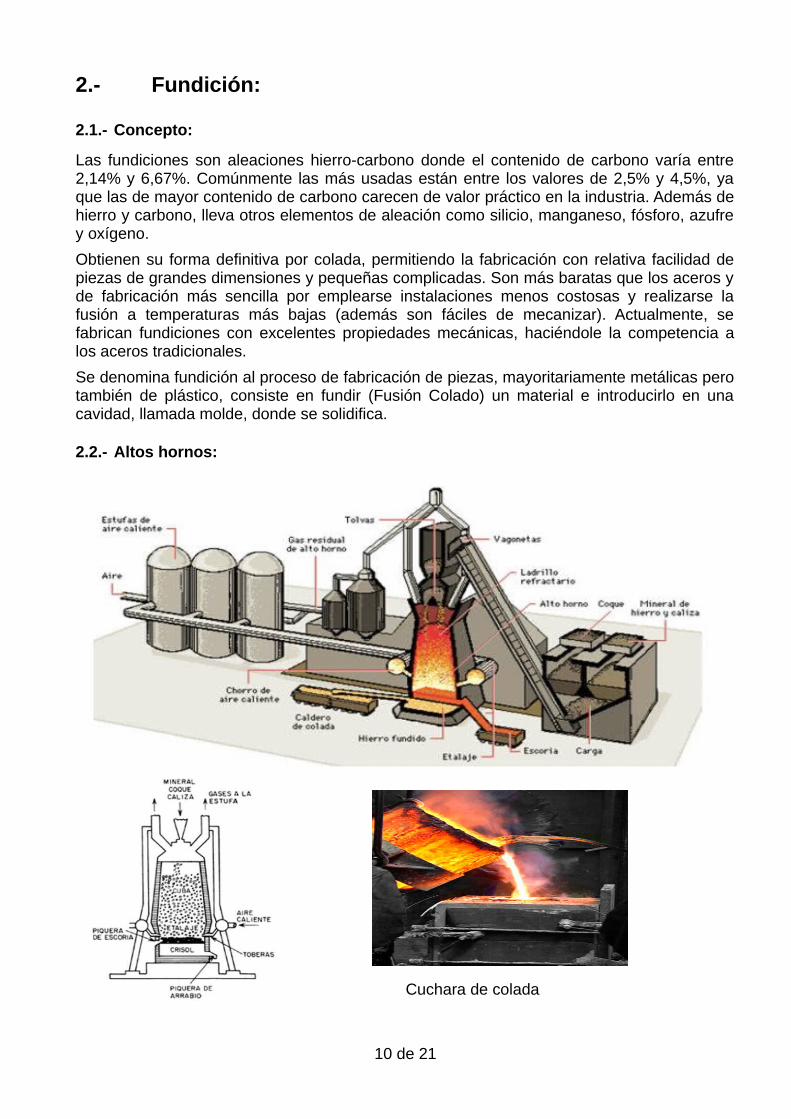
2.2.- Altos hornos:
Cuchara de colada
10 de 21
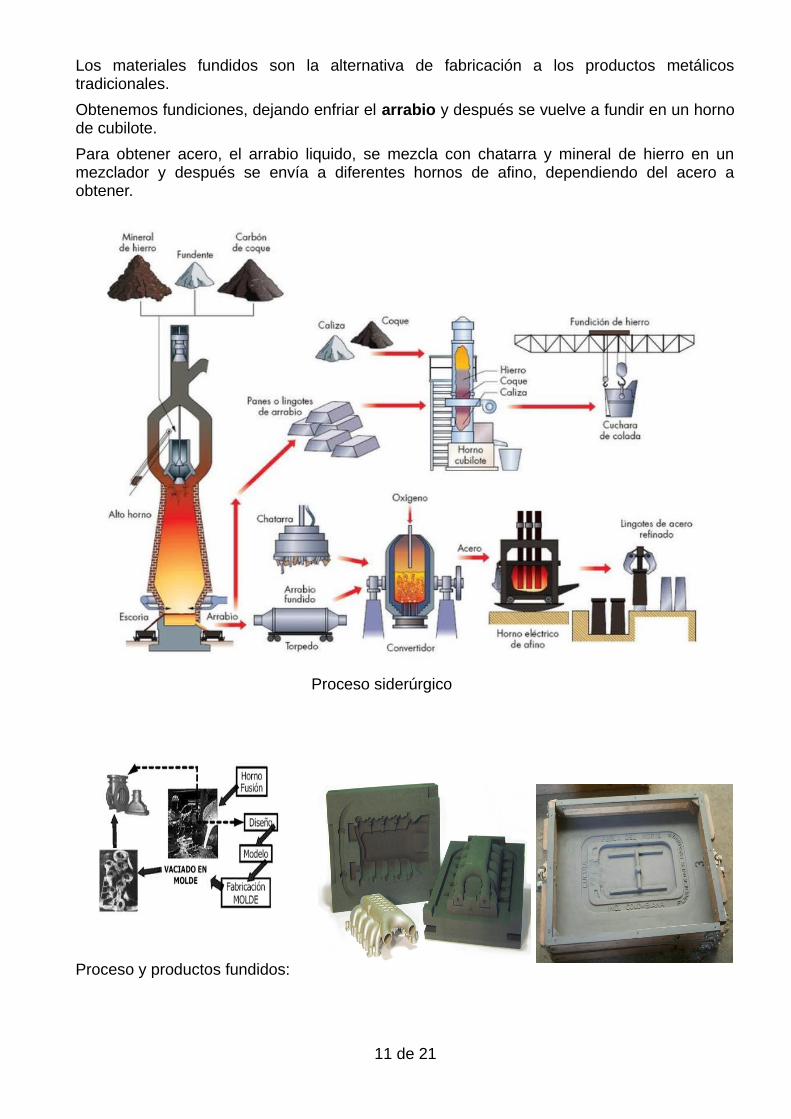
Los materiales fundidos son la alternativa de fabricación a los productos metálicos tradicionales.
Obtenemos fundiciones, dejando enfriar el arrabio y después se vuelve a fundir en un horno de cubilote.
Para obtener acero, el arrabio liquido, se mezcla con chatarra y mineral de hierro en un mezclador y después se envía a diferentes hornos de afino, dependiendo del acero a obtener.
Proceso siderúrgico
Proceso y productos fundidos:
11 de 21
Los materiales fundidos permiten fabricar productos metálicos especiales en:
1. Formas complejas.
2. Dificultad de Procesos de Deformación plástica (en estado sólido no todos las aleaciones son deformables).
3. No disponibilidad de la aleación solicitada.
4. No elevada exigencia de tenacidad.
2.3.- Tipos de fundiciones:
• Fundición blanca: formada por perlita y cementita, duras y muy frágiles y resistentes al desgaste, difíciles de mecanizar.
• Fundición gris: Aparece grafito en cualquiera de sus formas, relativamente frágil, poco resistente a tracción , excelentes propiedades para la amortiguación de vibraciones , muy barata.
• Fundición dúctil o nodular o esferoidal: propiedades mecánicas (ductilidad y maleabilidad, resistencia al desgaste), similares al acero, presentan excelente fluidez y moldeabilidad , fácil mecanizado y buena resistencia al desgaste
El proceso más tradicional es la fundición en arena, por ser ésta un material refractario muy abundante en la naturaleza y que, mezclada con arcilla, adquiere cohesión y moldeabilidad sin perder la permeabilidad que posibilita evacuar los gases del molde al tiempo que se vierte el metal fundido.
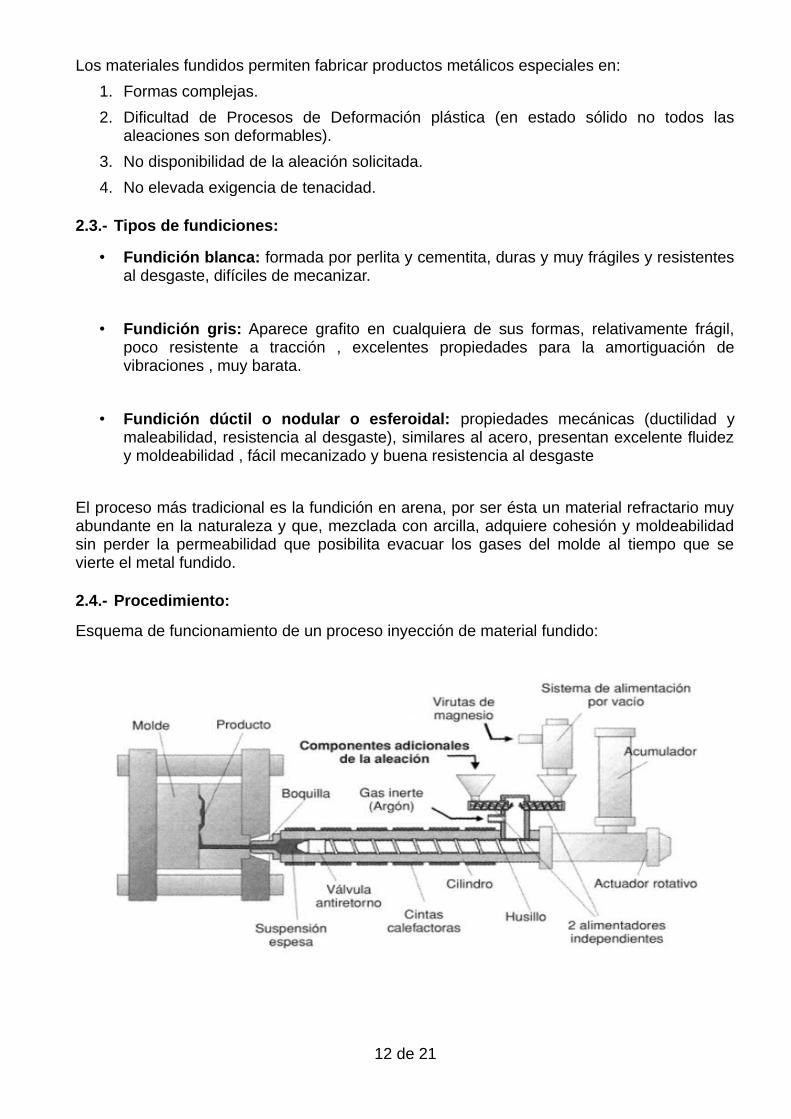
2.4.- Procedimiento:
Esquema de funcionamiento de un proceso inyección de material fundido:
12 de 21
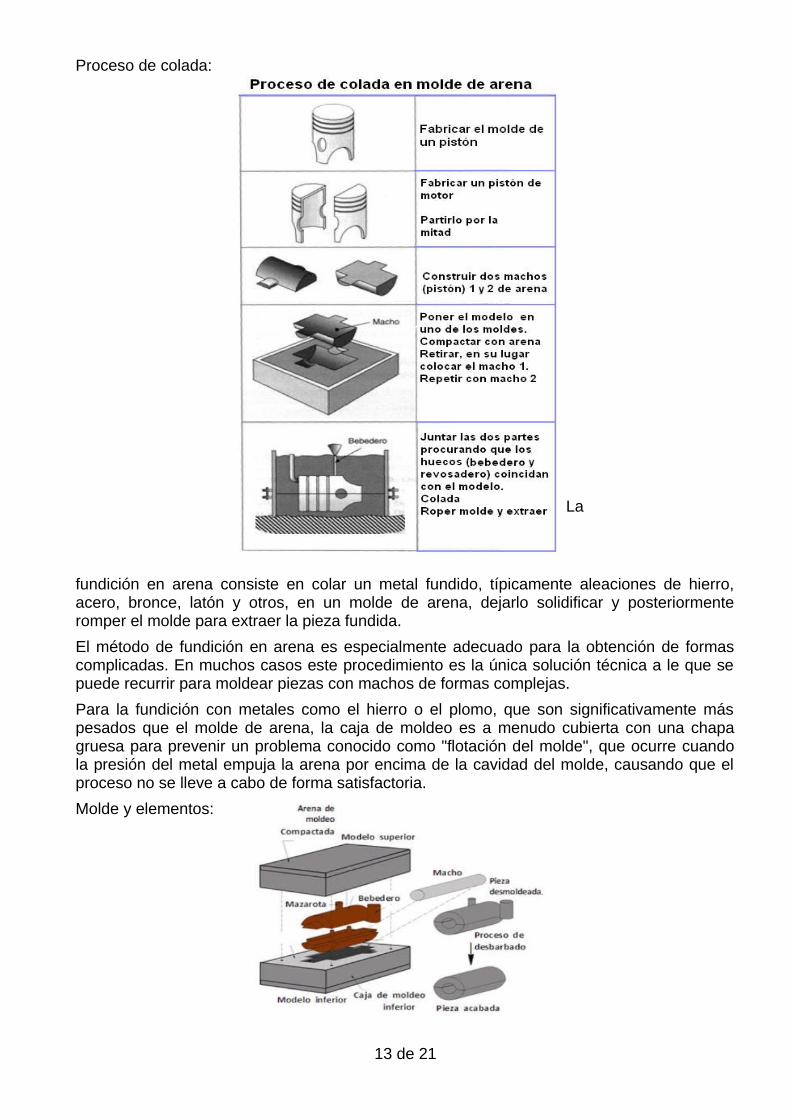
Proceso de colada:
La
fundición en arena consiste en colar un metal fundido, típicamente aleaciones de hierro, acero, bronce, latón y otros, en un molde de arena, dejarlo solidificar y posteriormente romper el molde para extraer la pieza fundida.
El método de fundición en arena es especialmente adecuado para la obtención de formas complicadas. En muchos casos este procedimiento es la única solución técnica a le que se puede recurrir para moldear piezas con machos de formas complejas.
Para la fundición con metales como el hierro o el plomo, que son significativamente más pesados que el molde de arena, la caja de moldeo es a menudo cubierta con una chapa gruesa para prevenir un problema conocido como "flotación del molde", que ocurre cuando la presión del metal empuja la arena por encima de la cavidad del molde, causando que el proceso no se lleve a cabo de forma satisfactoria.
Molde y elementos:
13 de 21

Proceso:
Limpieza, cierre del molde, llenado del molde, apertura y obtención de la pieza fundida.
2.5.- Diseño del modelo:
La fundición en arena requiere un modelo a tamaño natural de madera, plástico y metales que define la forma externa de la pieza que se pretende reproducir y que formará la cavidad interna en el molde.
En lo que atañe a los materiales empleados para la construcción del modelo, se puede emplear desde madera o plásticos como el poliuretano y el polietileno expandido (EPS) hasta metales como el aluminio o el hierro fundido.
Para el diseño del modelo se debe tener en cuenta una serie de medidas derivadas de la naturaleza del proceso de fundición:
• Debe ser ligeramente más grande que la pieza final, ya que se debe tener en cuenta la contracción de la misma una vez se haya enfriado a temperatura ambiente. El porcentaje de reducción depende del material empleado para la fundición.
• A esta dimensión se debe dar una sobre-medida en los casos en el que se dé un proceso adicional de maquinado o acabado por arranque de viruta.
• Las superficies del modelo deberán respetar unos ángulos mínimos con la dirección de des-moldeo (la dirección en la que se extraerá el modelo), con objeto de no dañar el molde de arena durante su extracción. Este ángulo se denomina ángulo de salida. Se recomiendan ángulos entre 0,5º y 2º.
• Incluir todos los canales de alimentación y mazarotas necesarios para el llenado del molde con el metal fundido.
• Si es necesario incluirá portadas, que son prolongaciones que sirven para la colocación del macho.
14 de 21

Los moldes, generalmente, se encuentran divididos en dos partes, la parte superior denominada cope y la parte inferior denominada draga que se corresponden a sendas partes del molde que es necesario fabricar.
Caja y moldes:
Los moldes se pueden distinguir:
1. Moldes de arena verde: estos moldes contienen arena húmeda.
2. Moldes de arena fría: usa aglutinantes orgánicos e inorgánicos para fortalecer el molde. Estos moldes no son cocidos en hornos y tienen como ventaja que son más precisos dimensional-mente pero también más caros que los moldes de arena verde.
3. Moldes no horneados: estos moldes no necesitan ser cocidos debido a sus aglutinantes (mezcla de arena y resina). Las aleaciones metálicas que típicamente se utilizan con estos moldes son el latón, el hierro y el aluminio.
15 de 21
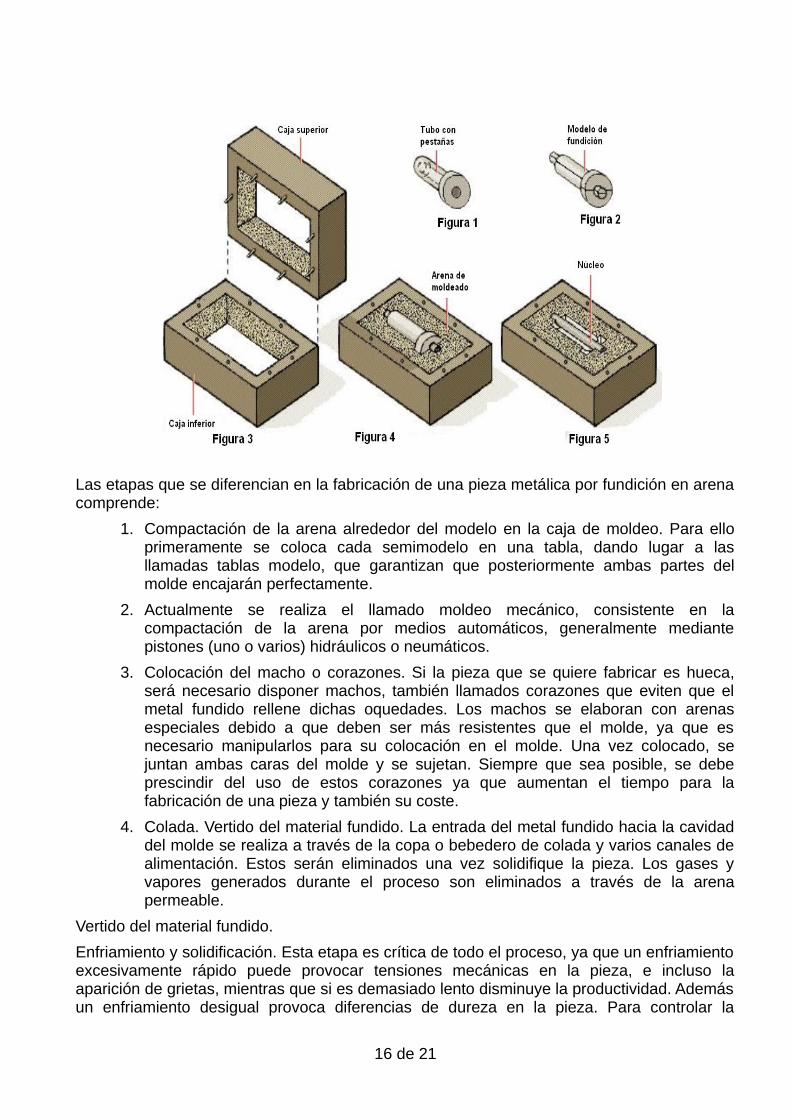
Las etapas que se diferencian en la fabricación de una pieza metálica por fundición en arena comprende:
1. Compactación de la arena alrededor del modelo en la caja de moldeo. Para ello primeramente se coloca cada semimodelo en una tabla, dando lugar a las llamadas tablas modelo, que garantizan que posteriormente ambas partes del molde encajarán perfectamente.
2. Actualmente se realiza el llamado moldeo mecánico, consistente en la compactación de la arena por medios automáticos, generalmente mediante pistones (uno o varios) hidráulicos o neumáticos.
3. Colocación del macho o corazones. Si la pieza que se quiere fabricar es hueca, será necesario disponer machos, también llamados corazones que eviten que el metal fundido rellene dichas oquedades. Los machos se elaboran con arenas especiales debido a que deben ser más resistentes que el molde, ya que es necesario manipularlos para su colocación en el molde. Una vez colocado, se juntan ambas caras del molde y se sujetan. Siempre que sea posible, se debe prescindir del uso de estos corazones ya que aumentan el tiempo para la fabricación de una pieza y también su coste.
4. Colada. Vertido del material fundido. La entrada del metal fundido hacia la cavidad del molde se realiza a través de la copa o bebedero de colada y varios canales de alimentación. Estos serán eliminados una vez solidifique la pieza. Los gases y vapores generados durante el proceso son eliminados a través de la arena permeable.
Vertido del material fundido.
Enfriamiento y solidificación. Esta etapa es crítica de todo el proceso, ya que un enfriamiento excesivamente rápido puede provocar tensiones mecánicas en la pieza, e incluso la aparición de grietas, mientras que si es demasiado lento disminuye la productividad. Además un enfriamiento desigual provoca diferencias de dureza en la pieza. Para controlar la
16 de 21

solidificación de la estructura metálica, es posible localizar placas metálicas enfriadas en el molde. También se puede utilizar estas placas metálicas para promover una solidificación direccional. Además, para aumentar la dureza de la pieza que se va a fabricar se pueden aplicar tratamientos térmicos o tratamientos de compresión.
1. Desmolde. Rotura del molde y extracción de la pieza. En el desmolde también debe retirarse la arena del macho. Toda esta arena se recicla para la construcción de nuevos moldes.
2. Desbarbado. Consiste en la eliminación de los conductos de alimentación, mazarota y rebabas procedentes de la junta de ambas caras del molde.
3. Acabado y limpieza de los restos de arena adheridos. Posteriormente la pieza puede requerir mecanizado, tratamiento térmico, etc. Para tratamientos térmicos, leer técnicas en
La precisión de la pieza fundida está limitada por el tipo de arena y el proceso de moldeo utilizado. La fundición hecha con arena verde gruesa proporcionará una textura áspera en la superficie de la pieza. Sin embargo, el moldeo con arena seca produce piezas con superficies mucho más lisas.
Para un mejor acabado de la superficie de las piezas, estas pueden ser pulidas o recubiertas con un residuo de óxidos, silicatos y otros compuestos que posteriormente se eliminarían mediante distintos procesos, entre ellos el granalla-do.
Variantes:
1. Moldeo en arena verde.
2. Moldeo en arena químico.
3. Moldeo en arena seca.
4. Moldeo en arena “matchplate”.
5. Moldeo mecánico.
6. Moldeo Horizontal.
7. Moldeo vertical.
8. Moldeo a la cera perdida o microfusión.
17 de 21
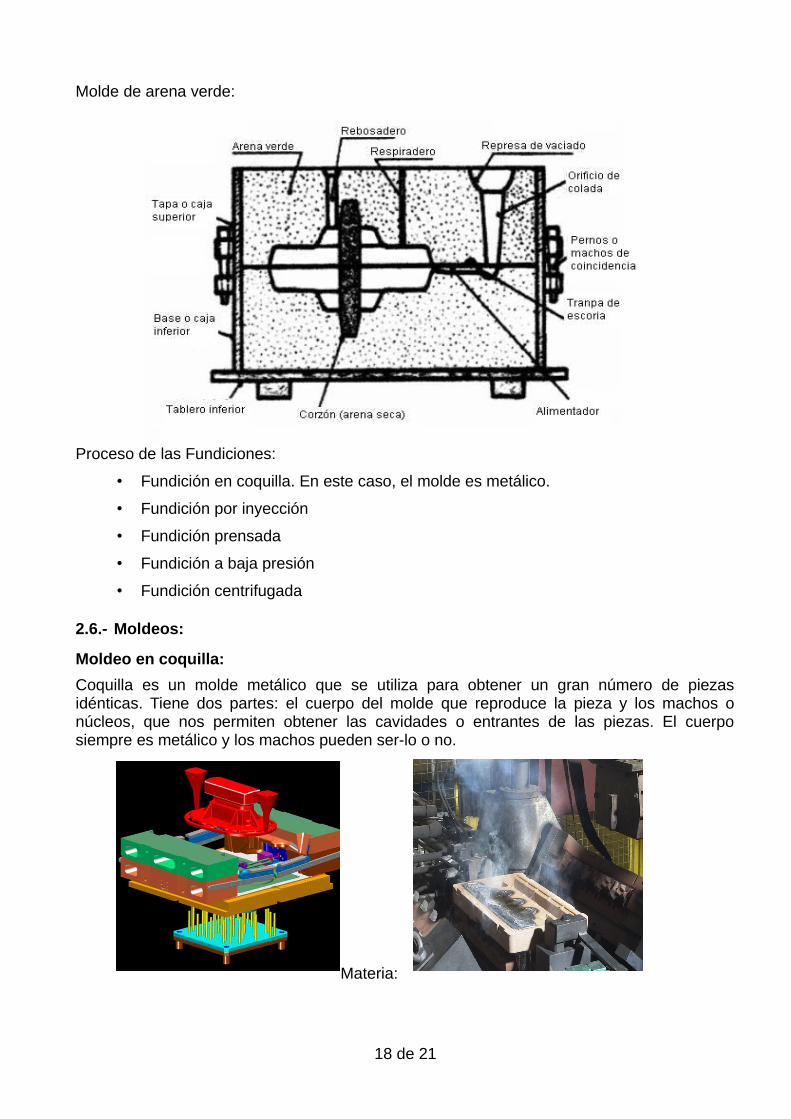
Molde de arena verde:
Proceso de las Fundiciones:
• Fundición en coquilla. En este caso, el molde es metálico.
• Fundición por inyección
• Fundición prensada
• Fundición a baja presión
• Fundición centrifugada
2.6.- Moldeos:
Moldeo en coquilla:
Coquilla es un molde metálico que se utiliza para obtener un gran número de piezas idénticas. Tiene dos partes: el cuerpo del molde que reproduce la pieza y los machos o núcleos, que nos permiten obtener las cavidades o entrantes de las piezas. El cuerpo siempre es metálico y los machos pueden ser-lo o no.
Materia:
18 de 21

Moldeo a la cera perdida
Moldeo a la cera perdida o micro-fusión. En este caso, el modelo se fabrica en cera o plástico. Una vez obtenido, se recubre de una serie de dos capas, la primera de un material que garantice un buen acabado superficial, y la segunda de un material refractario que proporciones rigidez al conjunto. Una vez que se ha completado el molde, se calienta para endurecer el recubrimiento y derretir la cera o el plástico para extraerla del molde en el que se verterá posteriormente el metal fundido.
El moldeo a la cera perdida o fundición a la cera perdida es un procedimiento escultórico de tradición muy antigua (por ejemplo, era habitual en la Grecia de los siglos VI y V a. C.)1 que sirve para obtener figuras de metal (generalmente bronce) por medio de un molde que se elabora a partir de un prototipo tradicionalmente modelado en cera de abeja.
19 de 21

Fundición a baja presión:
Es un sistema de fundición que consiste colocar un crisol de metal fundido en un recipiente a presión. Un tubo de alimentación conecta el metal de crisol con la entrada del molde. Se inyecta aire comprimido o un gas inerte en el recipiente a una presión de 20-105 kN / m². Al inyectarlo la única salida del metal será el tubo por lo que se genera el flujo de metal, que llena la matriz y forma la pieza. La presión se mantiene durante la solidificación para compensar la contracción volumétrica. No son necesarias ni mazarotas ni alimentación de colada.
20 de 21

Tipos de moldes:
• De arena verde
• Con capa seca
• Con arena seca
• De arcilla
• Furanicos
• De CO2
• De Metal
• Especiales
21 de 21


















