Técnicas de Limado y Técnicas de Taladrado
10
3. TECNICAS DE LIMADO. El limado es uno de los procedimientos más antiguos que se realizan por arranque de viruta. Su objeto es desbastar y acabar las superficies de aquellas piezas que por su forma irregular o volumen elaborado no pueden mecanizarse en máquinas herramientas, o que, por el contrario, resulta más económico el empleo de la lima. 3.1 Herramienta. La herramienta empleada en el limado a mano se llama Lima. Las limas son útiles de acero para herramientas (F-500), que están templadas en sus caras activas para darle mayor dureza. Terminología: La lima comprende dos partes principales: la parte tallada o activa y la espiga o cola. En la Fig. 1 se observan todas las partes principales de una lima. Características: Son los elementos de juicio para la elección de una lima. Estas características son: forma, tamaño, picado y grado de corte. 1- Forma: El nombre de una lima viene dado por su transversal o aplicación. En el cuadro I, se observan las limas más empleadas, así como sus aplicaciones más importantes. 2- Tamaño: El tamaño de una lima lo da la longitud comercial o de corte, es decir, la distancia entre el extremo y el talón. Las dimensiones comerciales de las limas se suelen dar en pulgadas, siendo las más utilizadas las siguientes: 3”,4”, 5”, 6”, 8”, 12”, 14” y 16”.
-
Upload
goiida-riivaz -
Category
Documents
-
view
313 -
download
4
description
documento de
Transcript of Técnicas de Limado y Técnicas de Taladrado
-
3. TECNICAS DE LIMADO.
El limado es uno de los procedimientos ms antiguos que se realizan por arranque de
viruta. Su objeto es desbastar y acabar las superficies de aquellas piezas que por su
forma irregular o volumen elaborado no pueden mecanizarse en mquinas herramientas,
o que, por el contrario, resulta ms econmico el empleo de la lima.
3.1 Herramienta.
La herramienta empleada en el limado a mano se llama Lima. Las limas son tiles de
acero para herramientas (F-500), que estn templadas en sus caras activas para darle
mayor dureza.
Terminologa:
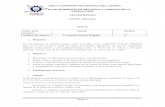
La lima comprende dos partes principales: la parte tallada o activa y la espiga o cola. En
la Fig. 1 se observan todas las partes principales de una lima.
Caractersticas:
Son los elementos de juicio para la eleccin de una lima. Estas caractersticas son: forma,
tamao, picado y grado de corte.
1- Forma: El nombre de una lima viene dado por su transversal o aplicacin. En el cuadro I, se observan las limas ms empleadas, as como sus aplicaciones ms
importantes.
2- Tamao: El tamao de una lima lo da la longitud comercial o de corte, es decir, la distancia entre el extremo y el taln.
Las dimensiones comerciales de las limas se suelen dar en pulgadas, siendo las
ms utilizadas las siguientes: 3,4, 5, 6, 8, 12, 14 y 16.
-
3- Picado: Es la rugosidad que presentan las limas en sus caras talladas. En el Cuadro II se presentan los picados ms caractersticos y el empleo de los
mismos.
Cuadro I
Cuadro II
-
4- Grado de Corte: La separacin de las entallas en el picado de una lima, define el grado de corte.
Es, por tanto, el nmero de dientes que entran en un centmetro de longitud,
medido perpendicularmente al picado.
Segn el grado de corte, las limas se clasifican en:
Basta, cuando tiene de 8 a 10 dientes/cm.
Semifina o entrefina, con 12 a 18/cm
Extrafina, cuando tiene ms de 30 dientes/cm.
3.2 Normas para la conservacin de las limas.
a) Conviene que no rocen entre s. Tener por tanto ordenado el puesto de trabajo. b) Evitar su oxidacin. De nuevas suelen recubrirse de un bao antioxidante. c) Desgastarlas primeramente por una de sus caras talladas, procurando marcar la
otra con tiza,
d) Cuando se embote, es decir, cuando las limaduras queden adheridas a los dientes, darles unos ligeros
golpes suaves sobre el banco de trabajo. Si la
viruta no se desprendiese operando as, se
limpiar con una carda (cepillo metlico) Fig.2
e) Cuando el material a limar en bruto no sea ferroso escogern limas nuevas o que no hayan trabajado
sobre eriales ferrosos.
f) Si el material en bruto presenta su superficie oxidada o con escorias, se trabajar primeramente con limas viejas raspando previamente la superficie a limar con la
punta de la lima.
3.3 Mangos para las limas
Para colocar el mango en la lima se actuar del siguiente modo:
Una vez taladrado el agujero en el mango, el cual estar provisto de un anillo metlico
para darle ms consistencia e impedir su agrietamiento, se coloca la espiga a mano en el
taladro del mango, como se indica en la Fig. 3.
En la Fig. 4 se muestran dos maneras incorrectas de colocar el mando, en las que
frecuentemente se suele incurrir.
Fig. 2
Fig. 3 Fig. 4
-
Para extraer un mango mal sujeto a la lima,
mal centrado, o agrietado, se sacar tal y como
se muestra en la Fig. 5.
3.4 Tcnica de Limado
Para un trabajo correcto deben tenerse en cuenta una serie de operaciones antes de limar
y otras relativas al propio limado.
3.4.1 Operaciones de preparacin.
El operario ha de examinar el material de la pieza que ha de limar y los tiles que deben
intervenir en el trabajo. Para ello debe observar:
1- Eleccin de la lima: Escoger la lima que contenga las caractersticas propias del trabajo que tiene que realizar. Que est en buenas condiciones para el trabajo, o
sea, que no est torcida ni alabeada y con el mango bien sujeto a la espiga. Que
est libre de virutas y presente un picado robusto.
2- Colocacin del operario para realizar el trabajo: La posicin de los pies indicada en la Fig. 6 debe ser fija, manteniendo la rodilla izquierda ligeramente doblada y
procurando mover lo menos posible el tronco para evitar fatiga.
Fig. 5
Fig. 6
-
3.4.2 Operaciones en la realizacin del limado.
Para el manejo adecuado de la lima en los tipos de trabajo ms corrientes, es
completamente necesario atenerse a unas normas tericas que conduzcan a realizaciones
eficaces.
Maneras correctas de coger las limas.
Las maneras de coger las limas varan ligeramente con el gnero de trabajo y con el
tamao de las mismas (Ver cuadro III).
Desplazamiento de lima en cada pasada.
La lima debe desplazarse en cada posicin 1/3 de su
anchura cuando se trabajan superficies planas,
procurando anular la presin en el retroceso. Obsrvese la
Fig. 7.
Cuadro III
Fig. 7
-
Inclinacin de la direccin de la lima.
Cuando la lima se desplaza sobre la pieza, es necesario
darle a la direccin del desplazamiento una inclinacin
que depende del ancho de la pieza. Generalmente, en
piezas cuyo ancho sea ligeramente superior al de la
lima, la inclinacin debe formar aproximadamente 45
(Fig. 8).
Para superficies muy anchas, la lima debe formar
70 con la pieza (Fig. 9; de esta forma la longitud
de apoyo es constante en todas las posiciones.
Para superficies muy estrechas, la
superficie de la lima que entra con la
pieza es muy pequea, por lo que la pieza
tiende a vibrar fcilmente; se soluciona
inclinando la lima 20. (Fig. 10).
Limado en cruz.
El limado en una sola direccin no da un control visual claro
durante la mecanizacin, ya que los dientes de la lima pasan
por las mismas seales anteriores.
El limado en cruz da al operario un control visual eficiente de
la marcha del trabajo. Se realizar limando en sentido
cruzado a las seales de la primera direccin, eliminando las
ondulaciones producidas en la pieza. (Ver Fig. 11).
5.5 Precauciones en el Limado.
En el desarrollo de esta leccin se han dado algunas normas para el manejo correcto de la
lima y las precauciones suficientes para evitar accidentes. Se completan estas normas con
las siguientes precauciones:
Fig. 8
Fig. 9
Fig. 10
Fig. 11
-
- Se colocar la pieza con la superficie a limar lo suficiente sobresaliente de las mordazas, al objeto de evitar que la lima y mordazas se deterioren.
- Asegurarse antes de comenzar a limar de que la sujecin mango-lima sea correcta. - Presionar solo en el movimiento de corte o de avance y no hacerlo en retroceso. - Cortar materiales cuya dureza sea inferior a la de la lima. - Durante el trabajo no tocar con las manos sobre la superficie que se est limando
con objeto de evitar que la lima resbale sobre la pieza.
-
4. TECNICAS DE TALADRADO
Como la mayor parte de las piezas que intervienen en un mecanismo presentan agujeros,
(para alojar tornillos, remaches, ejes; circular gases o lquidos, etc.), la importancia del
taladrado es enorme.
El taladrado empez a utilizarse en la Edad de Piedra, sirvindose de piedras afiladas y
sujetas en un mango, a modo de brocas, las cuales eran animadas con movimiento
alternativo. El hierro empez a taladrarse a principios del ao 1800.
4.1 Objeto del Taladrado
El taladrado es un trabajo que se realiza por arranque de viruta y cuyo objeto es efectuar
agujeros (ciegos o pasantes)
En el taladrado toman parte: una mquina llamada taladradora que acciona una
herramienta llamada broca.
4.2 Mquinas de Taladrar: clasificacin.
Se podran establecer diversas clasificaciones de estas mquinas, segn los elementos o
caractersticas que se tomen en consideracin.
Una clasificacin muy generalizada para taladradoras de un solo eje es la siguiente:
Sobremesa: sensitiva
Taladradoras Columna
De un eje Radial
Porttil
4.3 Partes fundamentales de una taladradora.
En la Fig. 1 se distinguen las siguientes partes
fundamentales de una taladradora: cabezal, cuerpo y porta
piezas.
El estudio de las principales partes que integran una
taladradora se hace sobre dos tipos de mquinas muy
comunes en los talleres y que estn representados en la Fig.
2 (taladradora de columna) y Fig. 3 (taladradora de
sobremesa).
Fig. 1
Fig. 2
-
Cabezal (A). Es el lugar destinado a la transmisin de los movimientos de la broca.
Esencialmente comprende la caja de velocidades (2), la caja de avances (5) y el eje
principal o porta brocas (15) sobre el cual va montada la herramienta o un porta brocas
para tal fin.
Cuerpo (B). Es el soporte principal de la taladradora. En la Fig. 2, es una gran columna
con una base (9) apoyada en el piso del taller.
Porta piezas (C). Sirve para soportar y fijar las piezas
que se han de taladrar. Est integrado por la mnsula
(12) y la mesa (13).
En la mquina de la Fig. 2, este conjunto puede
desplazarse verticalmente mediante el mando (6) y
girar alrededor de la columna dejando libre la
superficie de la base para el taladro de piezas altas.
En la Fig. 3 la propia base (9) de la mquina hace de
porta piezas.
4.4 Taladradora de sobremesa.
Estas taladradoras (Fig. 3) van montadas sobre un
banco o una mesa apropiada. Reciben tambin el
nombre de sensitivas ya que el avance de la broca se
hace nicamente de modo sensitivo, es decir, el
operario siente en la mano con que acciona la palanca
(4) del avance, la presin que la broca ejerce sobre la
pieza (carece por tanto de caja de avances).
Estas taladradoras, apropiadas para piezas pequeas,
son rpidas por que solo son capaces para brocas de
pequeo dimetro (hasta 15mm).
El cabezal es desplazable en sentido vertical pudiendo variarse la cota (H), para el taladro
de piezas altas. Mediante el mando (26) se fija el cabezal en la posicin conveniente. No
hay que confundir el desplazamiento del cabezal con el movimiento de avance del eje
principal. En algunos modelos, el cabezal puede girar alrededor de la columna.
La caja de velocidades (2) de estas mquinas es a base de correa y poleas escalonadas, el
mando (25) sirve precisamente para desplazar el motor (1) y tensar dicha correa.
4.5 Taladradora de Columna
Estas taladradoras, como se ha dicho, tienen una gran columna (B) que constituye su
cuerpo y que sostiene el cabezal y porta pinzas. Fig. 2.
La caja de velocidades, accionada por el motor, est encargada de variar las revoluciones
de la broca. Dicha caja est constituida a base de engranajes, efectundose el cambio de
velocidad mediante los mandos (17).
El avance de la broca, puede hacerse sensitivamente actuando en la palanca (4),
mecnicamente si se hace intervenir la caja de avances (5) actuando en el mando (3).
Fig. 3
-
La caja de avances es tambin en engranajes y recibe el movimiento directamente del
motor o a travs de la caja de velocidades.
Se utilizan para taladrar piezas de tamao medio, admitiendo
taladros hasta de 50 mm de dimetro, segn el tamao y potencia de
la mquina.
Generalmente estas mquinas estn equipadas con circuito de
refrigeracin. Una bomba (11) enva el lquido refrigerante a la
broca por el conducto (14), dicho lquido vuelve al depsito (8) por
el tubo (7).
Es frecuente encontrar en los talleres, taladradoras de columna
similares a la de la Fig.4.
Fig. 4