
Soldaduras · 8 SOLDADURA La soldadura es un proceso de fabricación en donde se realiza la unión...
55
SOLDADURAS
Transcript of Soldaduras · 8 SOLDADURA La soldadura es un proceso de fabricación en donde se realiza la unión...

SOLDADURAS

2
Material de Apoyo
Técnico –Pedagógico
Soldaduras
Ing. Agr. Edgar Luis Olmedo Director
Dirección de Educación Agraria
Ing. Agr. Adolfo Omar Céspedes Vice-Director
Dirección de Educación Agraria
Dra. María Cristina Peralta Jefa de Departamento Planeamiento DEA
Prof. TA Pedro Crescencio Vera Báez Técnico Responsable de la Recopilación:
Ing. Agr. Elvira de Gómez Corrección:
Editado por el equipo de Materiales Didácticos DEA-MAG
Dirección de Educación Agraria – MAG San Lorenzo – Paraguay Abril 2.014

3
Dedicatoria.
A todos los/as Profesores/as de las diferentes escuelas agrícolas y agro mecánicas del país por su empeño y dedicación en la difícil tarea de formar jóvenes.
El autor.

4
Fundamentación.
El aumento de la población del mundo actualmente, incrementa la demanda de bienes y servicios, donde el capital social y el capital humano necesitan desarrollar capacidades que les permitan comprender y construir nuevos saberes tecnológicos a fin de tomar decisiones acertadas ante las necesidades de empleabilidad y otros medios de ganarse la vida, sobre todo en zonas carenciales como la nuestra donde se debe invertir en forma inteligente el presupuesto educativo. . La soldadura es una práctica que se lleva a cabo en muy diferentes ocasiones y en distintos sectores industriales. La formación que brinda el presente material apunta a sentar las bases del proceso de soldar, el conocimiento de los equipos y herramientas , sus usos y su funcionalidad, para formar soldadores capacitados en soldar distintos materiales, en distintas posiciones, y utilizando los equipos y herramientas más adecuados al tipo de material o de avería con el que se esté trabajando.

5
OBJETIVOS.
Adquirir conocimientos y técnicas sobre diferentes sistemas de Soldeo.
Manifestar una actitud ética en la aplicación de
los conocimientos y habilidades para contribuir al desarrollo sostenible del entorno.
Utilizar la metodología activa y participativa,
teniendo en cuenta los criterios de seguridad e higiene, impacto ambiental, relaciones humanas, calidad, productividad y costos.
6
INTRODUCCIÓN.
La máquina nada es sin el operador que la dirige, y esto va siendo una verdad discutida en la industria a medida que la automatización y los cerebros electrónicos progresan, seguirá siendo una verdad indiscutible en lo que se refiere a la máquina de Soldadura. Cuando se aproximan dos piezas metálicas, en contacto cada una de ellas con los distintos polos de un generador de electricidad, salta entre ellas una chispa. Si el voltaje de la corriente es grande, la chispa también lo es y se llama arco voltaico. Este material presenta ilustraciones y esquemas para la rápida interpretación de los temas, por lo tanto, este material constituye un valioso apoyo para el logro de las competencias de la especialidad y en la realización de los trabajos prácticos. Es decir que constituye una fuente permanente de consulta para alumnos, profesores y personas que se dedican al oficio de la Soldadura.
7
Índice Fundamentación……………………………………….………..…….…..04 Objetivos………………………………………………………….….…….05 Introducción………………………………..……………………….….…..06 Índice………………………………………….………………....…….…...07 Soldadura………………………….…………….…………………….…...08 Soldadura Eléctrica……………………………….………...….…...09 – 21 Soldadura Oxiacetilénica………………………….………...……..22 – 30 Corte Oxiacetilénica de acero…………………….…….….….….31 – 32 Soldadura Fuerte……………………………………….…….…….33 – 35 Soldadura Blanda………………………………..…….…….……..36 – 38 Soldadura MIC-MAG……………………………..….….…………39 – 42 Soldadura TIC…………………………………….…….…………..43 – 47 Soldadura por Punto……………………………………………….48 – 50 Seguridad…………………………………………………………...51 – 52 Bibliografía……………………………………….……………………….53

8
SOLDADURA La soldadura es un proceso de fabricación en donde se realiza la unión de dos materiales (generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo ambas y pudiendo agregar un material de relleno fundido (metal o plástico), para conseguir un baño de material fundido (el baño de soldadura) que, al enfriarse, se convierte en una unión fija. A veces la presión es usada conjuntamente con el calor, o por sí misma, para producir la soldadura. Esto está en contraste con la soldadura blanda (en inglés soldering) y la soldadura fuerte (en inglés brazing), que implican el derretimiento de un material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin fundir las piezas de trabajo.
Muchas fuentes de energía diferentes pueden ser usadas para la soldadura,
incluyendo una llama de gas, un arco eléctrico, un láser, un rayo de electrones,
procesos de fricción o ultrasonido. La energía necesaria para formar la unión entre
dos piezas de metal generalmente proviene de un arco eléctrico. La energía para
soldaduras de fusión o termoplásticos generalmente proviene del contacto directo con
una herramienta o un gas caliente.
Mientras que con frecuencia es un proceso industrial, la soldadura puede ser hecha
en muchos ambientes diferentes, incluyendo al aire libre, debajo del agua y en
el espacio. Sin importar la localización, sin embargo, la soldadura sigue siendo
peligrosa, y se deben tomar precauciones para evitar quemaduras, descarga eléctrica,
humos venenosos, y la sobreexposición a la luz ultravioleta.

9
SOLDADURA ELECTRICA
La soldadura manual por arco eléctrico con electrodo revestido es la forma más común de soldadura. Mediante una corriente eléctrica (ya sea corriente alterna) se forma un arco eléctrico entre el metal a soldar y el electrodo utilizado, produciendo la fusión de éste y su depósito sobre la unión soldada. Los electrodos suelen ser de acero suave, y están recubiertos con un material fundente que crea una atmósfera protectora que evita la oxidación del metal fundido y favorece la operación de soldeo. El electrodo recubierto utilizado en la soldadura por arco fue inventado por Oscar Kjellberg.
La polaridad de la corriente eléctrica afecta la transferencia de calor a las piezas unidas. Normalmente el polo positivo (+) se conecta al electrodo aunque, para soldar materiales muy delgados, se conecta al electrodo el polo negativo (-) de una fuente de corriente continua. La intensidad y la tensión adecuada para la operación de soldeo se obtienen mediante un transformador. Por medio de diferentes sistemas aplicados al secundario se pueden obtener diversas tensiones, adecuando la potencia del arco al tamaño de las piezas a soldar. Este equipo existe en versiones muy sencillas que permiten realizar pequeños trabajos de bricolaje

10
ARCO ELECTRICO
Para unir dos metales de igual o parecida naturaleza mediante soldadura eléctrica al arco es necesario calor y material de aporte
(Electrodos). El calor se obtiene mediante el mantenimiento de un arco eléctrico entre el electrodo y la pieza a soldar (masa) (fig. 1). En este arco eléctrico a cada valor de la intensidad de corriente, corresponde una determinada tensión en función de su longitud.
La relación intensidad/tensión nos da la característica del arco. Para el encendido se necesita una tensión comprendida entre 40 y 110 V;
Esta tensión va descendiendo hasta valores de mantenimiento comprendidos entre 15 y 35 V, mientras que la intensidad de corriente aumenta notablemente, presentando todo el sistema una característica descendente, lo que unido a la limitación de la intensidad de corriente cuando el arco se ha cebado exige, para el perfecto control de ambas variables, la utilización de las máquinas eléctricas de soldadura.
Fig. 1: Esquema del proceso de soldadura eléctrica al arco

11
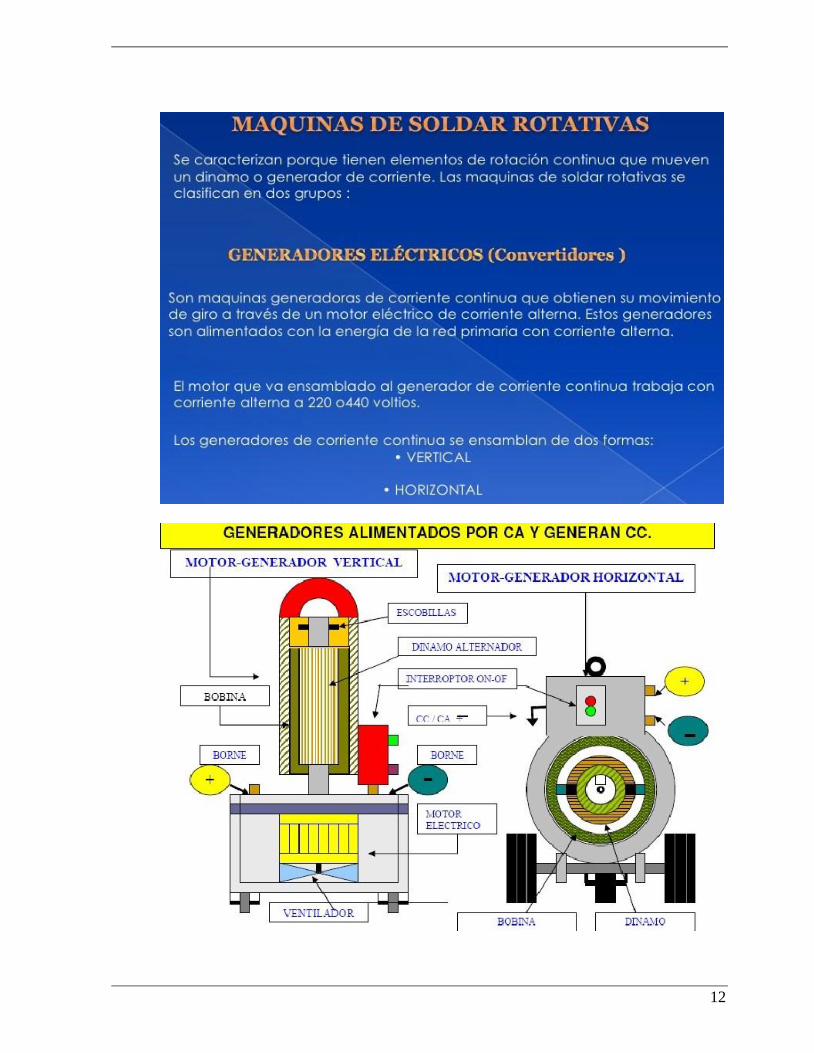
EQUIPOS DE SOLDADURA ELECTRICA
12

13

14
Proceso de la Soldadura Por Arco
Cómo soldar con arco eléctrico
Soldar metales con arco eléctrico es el proceso de unir dos piezas de metal usando
un electrodo conductor recubierto (varilla), el cual se derrite debido a un arco eléctrico
y se convierte al fundirse en parte de las piezas soldadas. Este artículo describe el
uso de estos electrodos de flujo recubiertos con una máquina sencilla de soldar de
tipo transformador.
15
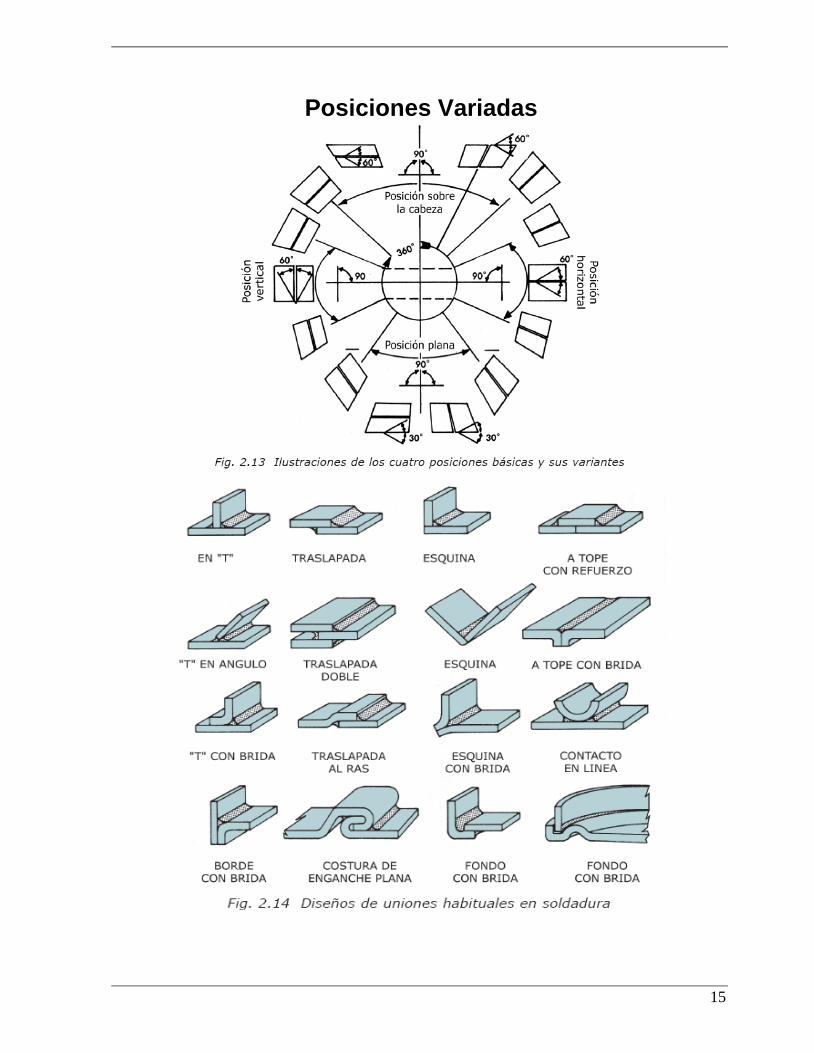
Posiciones Variadas

16
Hay dos clases de soldadura de filete de este tipo, la horizontal y la plana. Ambas son de uso frecuente en la industria (ver fig. 2.15). Siempre que sea posible se colocan las piezas a soldar de tal forma que queden en posición plana. En esta posición se puede soldar con más rapidez ya que así se pueden utilizar electrodos de mayor diámetro y trabajar con corrientes más elevadas. Los pasos a seguir para realizar una soldadura de filete horizontal son: 1. Ubicar las piezas para efectuar una unión en T (fig. 2.16 A) o una unión traslapada (fig. 2.16 B). 2. Preparar el equipo para soldar (electrodos, elementos de seguridad, vestimenta, regulación de corriente, etc.). 3. Sostener el electrodo de forma tal que apunte hacia la esquina de la unión a un ángulo de 45° con respecto a la placa horizontal (fig. 2.16 A y B). 4. El electrodo se debe inclinar de 15° a 20° en la dirección del movimiento (fig. 2.16 A y B).
5. Soldar a lo largo de toda la unión. 6. Observar con atención si el cordón está muy alto o socavado. Aumentar la velocidad o cambiar el ángulo del electrodo para corregir, de existir, los posibles defectos.
Fuera de las soldaduras efectuadas en las posiciones plana y horizontal, las que se deban ejecutar en otra posición (vertical y sobre la cabeza) resultarán bastante más complicadas de realizar si no se experimenta y práctica. Siempre que se pueda, tratar de ubicar las piezas en posición plana. De no ser esto posible, se deberá soldar en la posición en que las piezas se encuentren. Para soldar verticalmente, se deberá experimentar con práctica intensiva para que la fuerza de gravedad no haga caer o derramar el metal fundido.
17
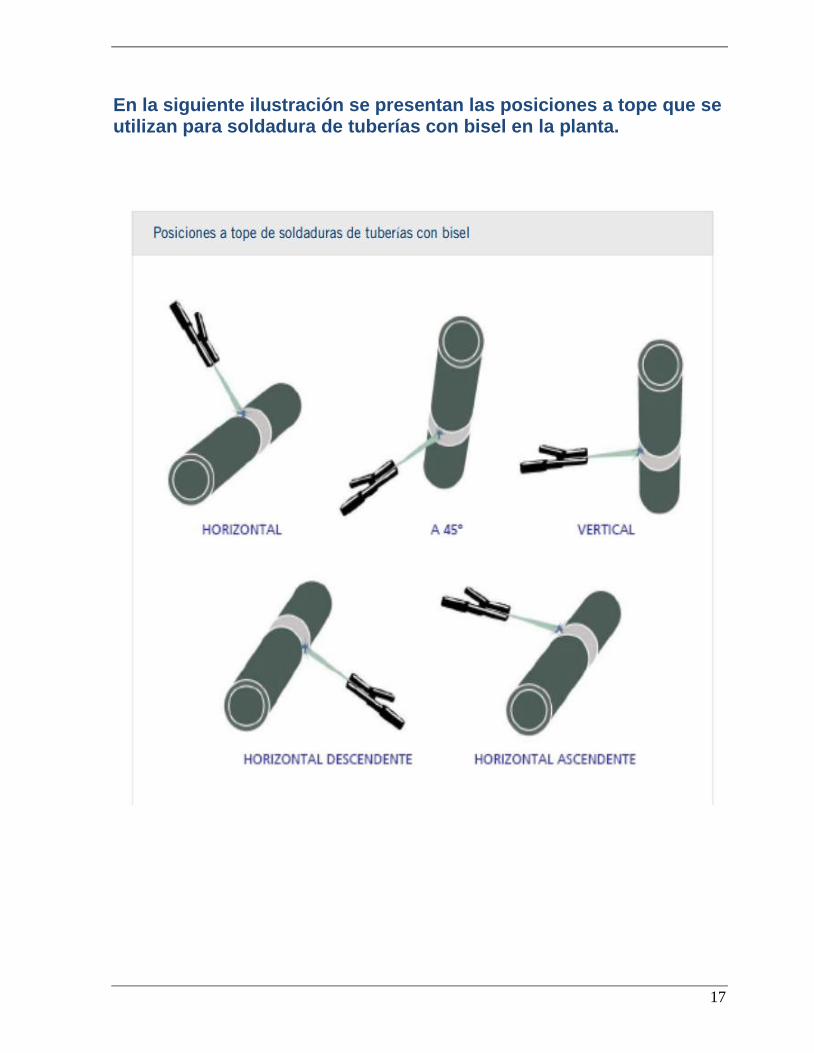
En la siguiente ilustración se presentan las posiciones a tope que se utilizan para soldadura de tuberías con bisel en la planta.
18
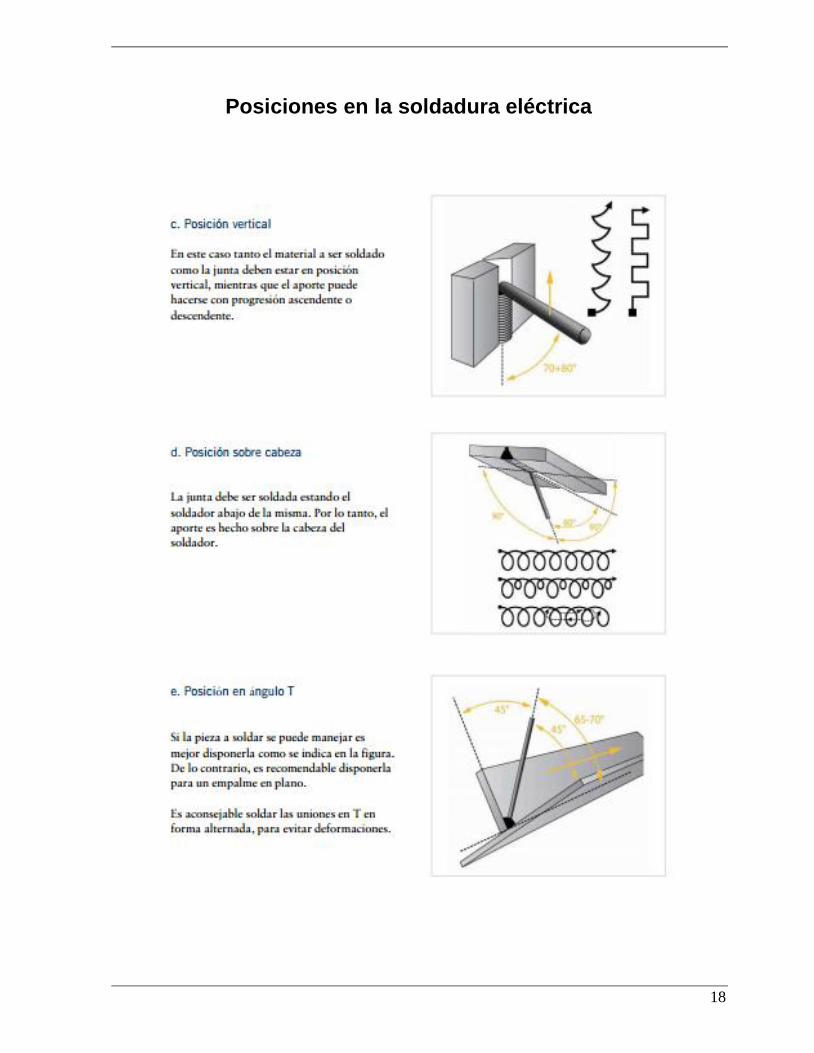
Posiciones en la soldadura eléctrica

19

20
Posiciones en la soldadura eléctrica
21
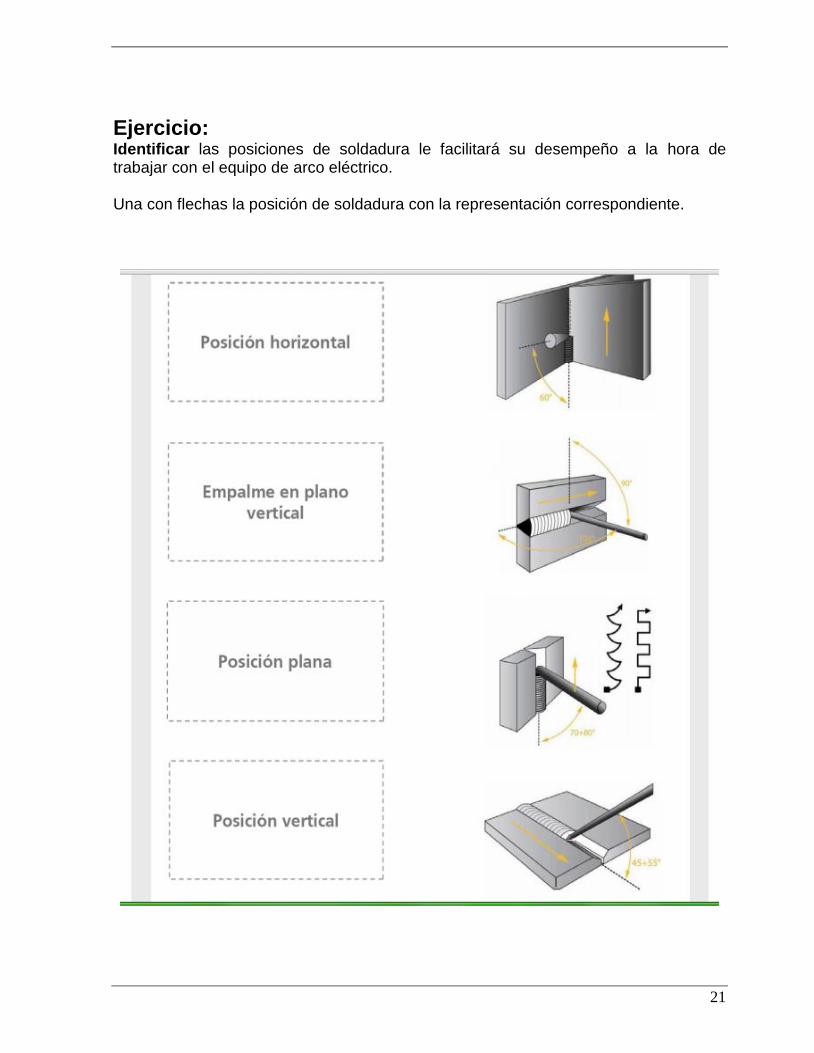
Ejercicio: Identificar las posiciones de soldadura le facilitará su desempeño a la hora de trabajar con el equipo de arco eléctrico. Una con flechas la posición de soldadura con la representación correspondiente.

22
SOLDADURA OXIACETILENICA
En la soldadura oxiacetilénica, la fuente de calor está originada por la combustión del oxígeno y acetileno
.
.El acetileno es un gas altamente inflamable, incoloro y más ligero que el aire (densidad del acetileno, 0.907 kg/m3). De los gases combustibles, el que dispone de mayor poder calorífico es el acetileno (poder calorífico del acetileno, 11.600 kcal/kg), lo que permite alcanzar temperaturas de llama más elevada (superior a los 3.000 ºC) y posee una gran intensidad de llama y velocidad de combustión, por lo que es universalmente utilizado en muchos procesos industriales: soldadura y corte, tratamientos por calor, escarificado, enderezado, temple y revenido de partes mecánicas…
El proceso se origina por el intenso calor de la llama oxiacetilénica que eleva la temperatura del metal base, y que permite que el metal de aportación fluya fundido sobre el la superficie del metal base, que no llega a fundirse. La superficie del metal base debidamente calentada y químicamente limpia arrastra hacia el interior por atracción capilar la película de material de aporte, lo que a su vez origina el enfriamiento del metal base hasta que el metal de aporte se solidifique.
23
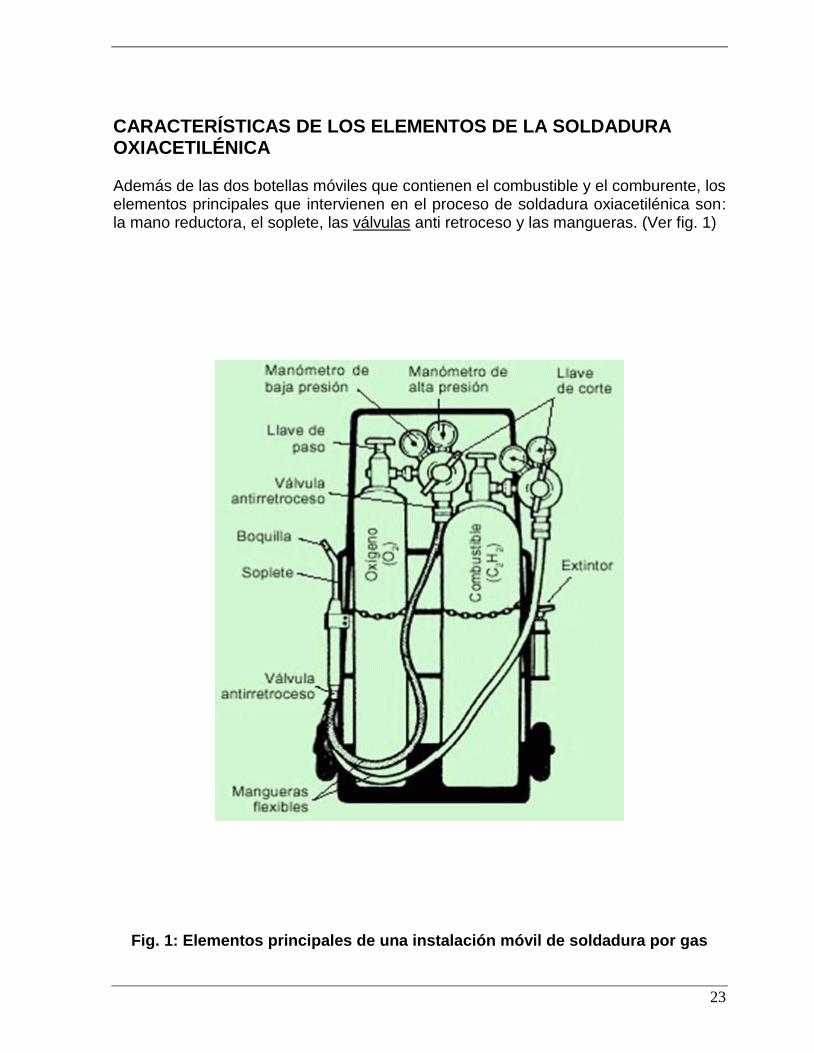
CARACTERÍSTICAS DE LOS ELEMENTOS DE LA SOLDADURA OXIACETILÉNICA Además de las dos botellas móviles que contienen el combustible y el comburente, los elementos principales que intervienen en el proceso de soldadura oxiacetilénica son: la mano reductora, el soplete, las válvulas anti retroceso y las mangueras. (Ver fig. 1)
Fig. 1: Elementos principales de una instalación móvil de soldadura por gas

24
Temperatura de la llama (descripción)
REGULACIÓN DE LA LLAMA OXIACETILÉNICA
La llama se caracteriza por tener dos zonas bien delimitadas, el cono o dardo, de color blanco deslumbrante y es donde se produce la combustión del oxígeno y acetileno y el penacho que es donde se produce la combustión con el oxígeno del aire de los productos no quemados. La zona de mayor temperatura es aquella que esta inmediatamente delante del dardo y en el soldeo oxiacetilénico es la que se usa ya que es la de mayor temperatura hasta 3200ºC, no en el caso del brazing. La llama es fácilmente regulable ya que pueden obtenerse llamas estables con diferentes proporciones de oxígeno y acetileno. En función de la proporción de acetileno y oxígeno se disponen de los siguientes tipos de llama:
Llama de acetileno puro: Se produce cuando se quema este en el aire. Presenta una llama que va del amarillo al rojo naranja en su parte final y que produce partículas de hollín en el aire. No tiene utilidad en soldadura.
Llama reductora: Se genera cuando hay un exceso de acetileno. Partiendo de la llama de acetileno puro, al aumentarse el porcentaje de oxígeno se hace visible una zona brillante, dardo, seguida de un penacho acetilénico de color verde pálido, que desaparece al igualarse las proporciones.
Una forma de comparar la proporción de acetileno con respecto al oxígeno, es comparando la longitud del dardo con el penacho acetilénico medido desde la boquilla. Si este es el doble de grande, habrá por tanto el doble de acetileno.
Llama neutra: Misma proporción de acetileno que de oxígeno. No hay penacho acetilénico.
Llama oxidante: Hay un exceso de oxígeno que tiende a estrechar la llama a la salida de la boquilla. No debe utilizarse en el soldeo de aceros.
25
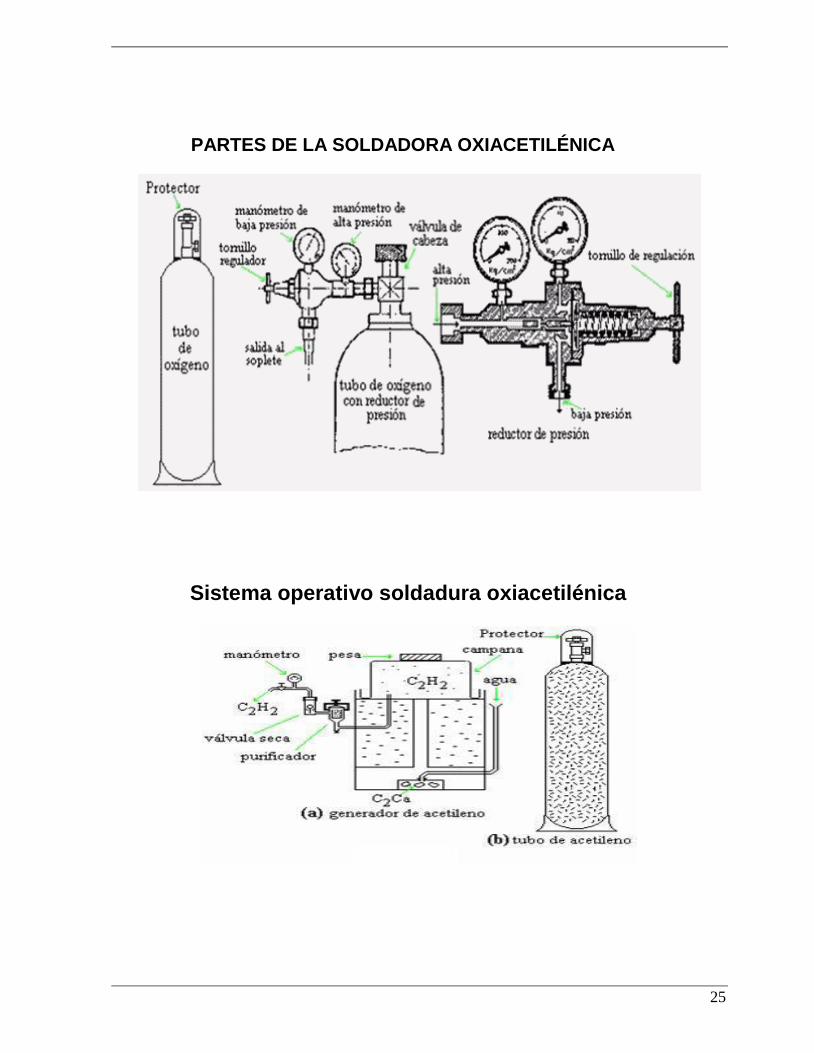
PARTES DE LA SOLDADORA OXIACETILÉNICA
Sistema operativo soldadura oxiacetilénica

26
Sistema de acetileno
Trabajos en la soldadora oxiacetilénica
Posiciones varias
27
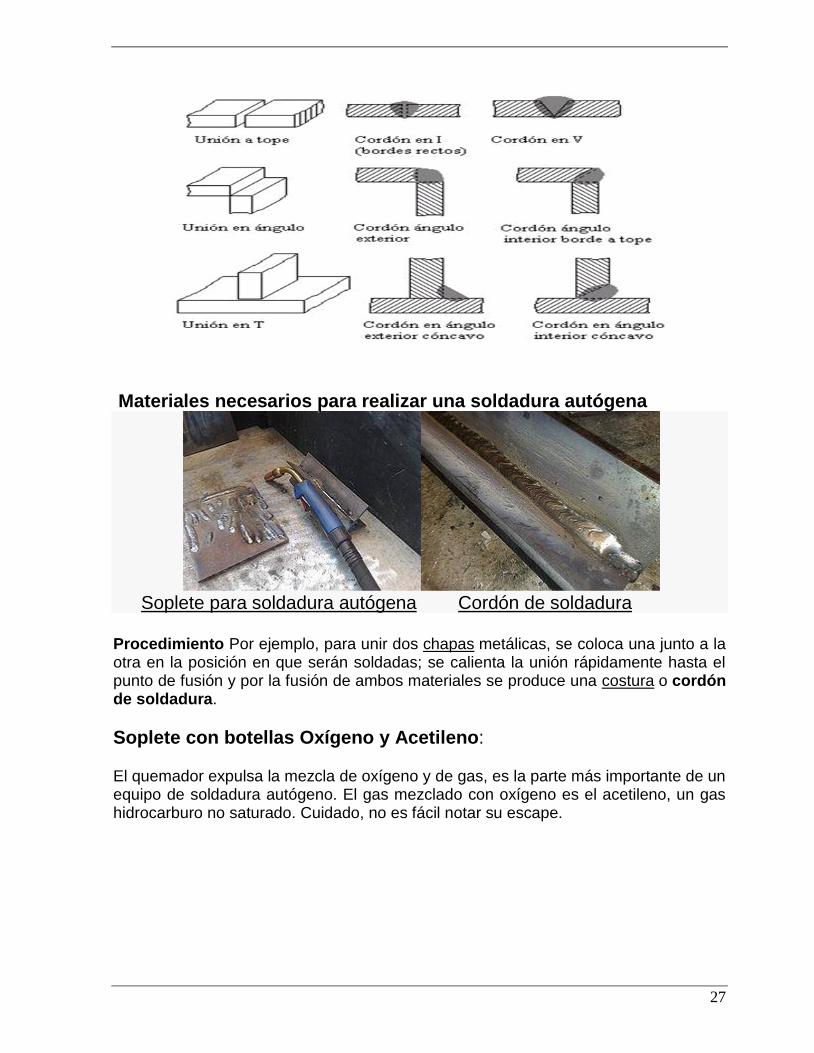
Materiales necesarios para realizar una soldadura autógena
Soplete para soldadura autógena Cordón de soldadura
Procedimiento Por ejemplo, para unir dos chapas metálicas, se coloca una junto a la otra en la posición en que serán soldadas; se calienta la unión rápidamente hasta el punto de fusión y por la fusión de ambos materiales se produce una costura o cordón de soldadura.
Soplete con botellas Oxígeno y Acetileno:
El quemador expulsa la mezcla de oxígeno y de gas, es la parte más importante de un equipo de soldadura autógeno. El gas mezclado con oxígeno es el acetileno, un gas hidrocarburo no saturado. Cuidado, no es fácil notar su escape.

28
Mezcla gaseosa: Se efectúa con la boquilla del soplete. Se pone en contacto el oxígeno a gran velocidad y el acetileno a baja presión. En la abertura de la boquilla
una depresión que provoca la aspiración de acetileno y permite la mezcla.
Manómetros: Permiten reducir la presión alta dentro de las botellas hasta un valor que permite la producción de una llama utilizable: 1 bar para el oxígeno, 0,4 bar para el acetileno.

29
Equipos de Soldadura Oxiacetilenica
30
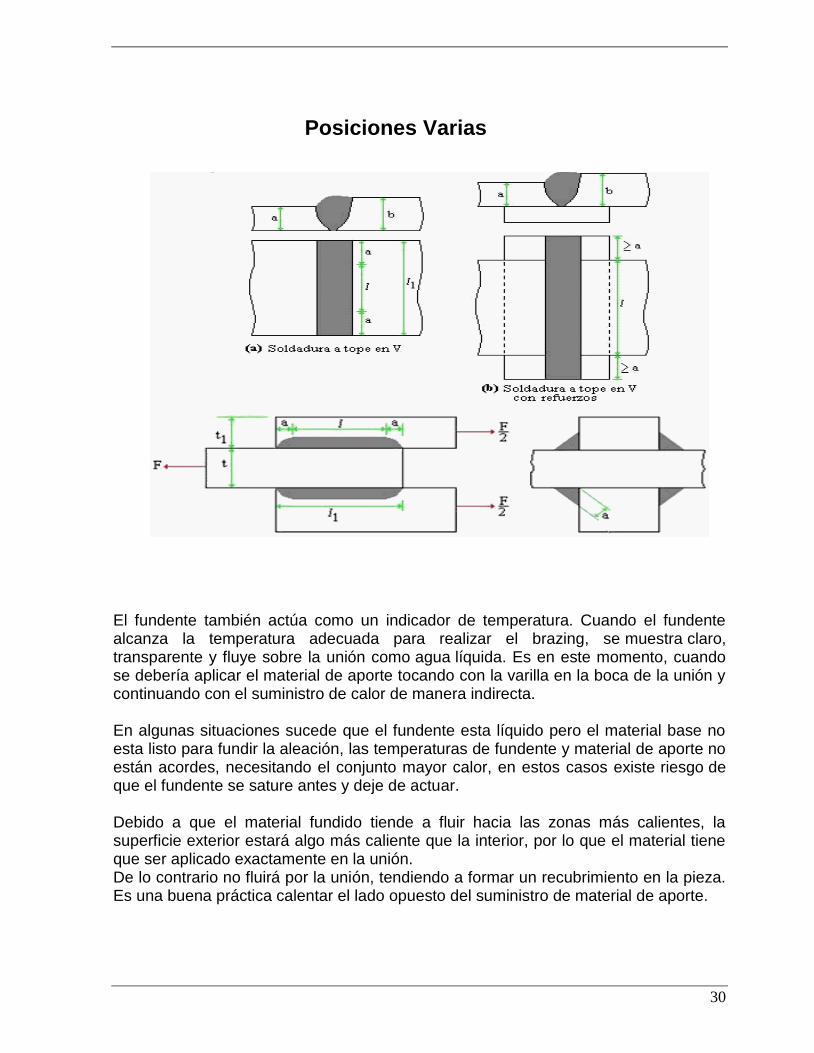
Posiciones Varias
El fundente también actúa como un indicador de temperatura. Cuando el fundente alcanza la temperatura adecuada para realizar el brazing, se muestra claro, transparente y fluye sobre la unión como agua líquida. Es en este momento, cuando se debería aplicar el material de aporte tocando con la varilla en la boca de la unión y continuando con el suministro de calor de manera indirecta. En algunas situaciones sucede que el fundente esta líquido pero el material base no esta listo para fundir la aleación, las temperaturas de fundente y material de aporte no están acordes, necesitando el conjunto mayor calor, en estos casos existe riesgo de que el fundente se sature antes y deje de actuar. Debido a que el material fundido tiende a fluir hacia las zonas más calientes, la superficie exterior estará algo más caliente que la interior, por lo que el material tiene que ser aplicado exactamente en la unión. De lo contrario no fluirá por la unión, tendiendo a formar un recubrimiento en la pieza. Es una buena práctica calentar el lado opuesto del suministro de material de aporte.

31
CORTE OXIACETILENICO
El oxicorte consta de dos etapas: en la primera, el acero se calienta a alta
temperatura (900 °C) con la llama producida por el oxígeno y un gas combustible; en
la segunda, una corriente de oxígeno corta el metal y elimina los óxidos de hierro
producidos.
En este proceso se utiliza un gas combustible cualquiera
(acetileno, hidrógeno, propano, hulla, te treno o Crínelo), cuyo efecto es producir una
llama para calentar el material, mientras que como gas comburente siempre ha de
utilizarse oxígeno a fin de causar la oxidación necesaria para el proceso de corte.
Bien sea en una única cabeza o por separado, todo soplete cortador requiere de dos
conductos: uno por el que circule el gas de la llama calefactora (acetileno u otro) y
uno para el corte (oxígeno). El soplete de oxicorte calienta el acero con su
llama carburante, y a la apertura de la válvula de oxígeno provoca una reacción con
el hierro de la zona afectada que lo transforma en óxido férrico (Fe2O3), que se derrite
en forma de chispas al ser su temperatura de fusión inferior a la del acero.

32
Como utilizar un soplete de oxicorte
Comienza conectando el soplete de corte a las mangueras que vienen de cada uno de los cilindros de gas. Ten mucho cuidado al conectar la manguera de acetileno a la boquilla marcada "Gas" y el oxígeno a la boquilla marcada "O2". Gira las boquillas de las botellas hasta el final abierto para los gases tanto de acetileno como de oxígeno. Poco a poco destapa las rendijas de las boquillas del soplete, proporcionando primero más acetileno que oxígeno. Sostén el chispero a unos cuantos pulgadas por delante de la boquilla y aprieta las manijas con rapidez para provocar una chispa. Chispea hasta que tengas encendido el acetileno y luego comienza a ajustar el oxígeno hasta que consigas la llama azul muy candente que aparece aguda y corta. Para cortar el metal con esta llama, ondea la punta de la llama (la parte derecha por encima de la llama azul) a través del área que deseas cortar. El metal se volverá naranja y blanco luego y con el tiempo será soplado a un lado. Así, con el fin de "cortar" el metal, es calentado para fundir y luego soplar completamente por la fuga de gases de la combustión de la mezcla. Utilizar un soplete de corte es simple, no obstante las precauciones deben tomarse para hacerlo correctamente.

33
LA SOLDADURA FUERTE
Con el fin de obtener uniones soldadas de alta calidad, las piezas deben quedar
adaptadas perfectamente, y los metales base deben estar limpios y libres de óxidos.
En la mayoría de los casos se recomiendan dejar una distancia de entre 0,003 y 0,08
mm para lograr una mejor acción capilar. Sin embargo, en algunas operaciones de
soldadura no es raro tener espacios comunes en torno a 0,6 mm. Como ya hemos
dicho la limpieza de las superficies es de vital importancia, ya que cualquier
contaminación puede provocar un resultado final negativo. Los dos métodos
principales para limpieza de piezas son de limpieza química y la limpieza con
abrasivos o mecánica.
Otra consideración que no debemos saltarnos es el efecto de la temperatura y tiempo
para una buena calidad. En general, la temperatura de soldadura elegida debe estar
por encima del punto de fusión del metal de aporte. Para la elección de la temperatura
consideraremos los factores siguientes:
(1) la temperatura más baja posible para poder soldar
(2) minimizar los efectos del calor en la unión
(3) mantener el metal de relleno
(4) maximizar la vida de la herramienta
Introducción
La soldadura fuerte consiste en un proceso de unión de dos metales a través del
calentamiento de estos y la posterior adición de un metal de aportación, el cual debe
tener una temperatura de fusión superior a 450 °C y menor al del metal base. Este
material de aportación se colocará en el hueco que dejan las dos partes a unir y se
distribuirá entre las superficies de unión por atracción capilar. Este tipo de unión es
muy común en la industria y sirve para unir la mayoría de los metales y aleaciones
que encontramos en el sector de la metalurgia.

34
Características de la soldadura
La soldadura fuerte como bien indica su nombre se caracteriza por tener una fortaleza
y ductilidad alta. De hecho la zona de unión es igual o más fuerte que los metales que
se han unido. También es una unión que destaca por su homogeneidad en la unión, lo
que implica un buen acabado a nivel estético y estanqueidad a la hora de contener
fluidos.
Proceso de soldadura
Existen varios métodos para la realización de esta soldadura, estos son la soldadura
por soplete, mediante horno, de plata, del bronce y al vacío.
Soldadura por soplete
Este es uno de los procedimientos de soldadura fuerte más utilizados. Es muy
utilizado en volúmenes de producción pequeños o en operaciones especializadas.
Hay varias clases de soldadura por soplete, manual, semiautomática y automática.
Operario soldando con soplete
En la soldadura manual el operario se encarga de manejar el soplete y de colocar las
piezas para su unión así como el material fundente. Se utiliza en procesos de bajo
volumen o en los que una máquina operaría con dificultades. Su principal
inconveniente radica en la habilidad del operario para realizar la soldadura.
La soldadura automática se caracteriza por eliminar casi por completo la necesidad de
mano de obra humana para la realización de la soldadura, salvo para cargar y
descargar las piezas de unión. Se usa para altos niveles de producción y para
conseguir acabados mejores.
La soldadura semiautomática es una mezcla de la manual y la automática. En este
tipo de soldadura es la máquina la que maneja el soplete mientras que el operario
coloca los elementos a unir el fundente.
Soldadura a la plata
La soldadura a la plata es un procedimiento en el cual se suelda con un fundente de
aleación de plata junto con otros metales como cobre, cadmio o zinc.
Este tipo de soldadura es utilizado principalmente en la industria de la herramienta
donde se usa para unir puntas de metal duro como el carburo de tungsteno (Tic) a
herramientas como sierras o taladros. Para ello se coloca la aleación de soldadura
entre la pieza de metal duro y el acero para ser refundidos de nuevo.
Este tipo de soldadura sirve además como “amortiguador” entre la punta de metal
duro y la herramienta de acero, lo que suaviza el impacto de la herramienta y el
desgaste de la punta.

35
Soldadura de bronce
En este tipo de soldadura se utiliza una tira de bronce o latón recubierto con fundente
para unirse con piezas de acero. El método de soldadura es igual que en los
anteriores sin embargo en este proceso será necesario una fuente de calor mayor, por
ello se suele usar gases como el acetileno como combustible.
Cabe destacar que en este caso el bronce no se funde, cosa que le otorga a este
proceso una serie de ventajas respecto a otros. Por ejemplo, con la soldadura
de bronce se pueden unir metales diferentes además de la disminución del proceso
de calentado previo de los metales a unir, también cabe destacar que la no fusión de
los elementos a unir les permite mantener su geometría. Otra ventaja consiste en la
eliminación de las tensiones que se puedan generar en el metal a unir, cosa que no
ocurre en la soldadura de fusión por ejemplo, esto es muy importante a la hora de
reparar piezas de grandes dimensiones.
Por el contrario este proceso tiene desventajas como pueden ser la pérdida de fuerza
a altas temperaturas y la imposibilidad de soportar altas tensiones.
Metales sol dables
Este tipo de soldadura permite la unión de la gran mayoría de los metales existentes,
solo hay una regla, para que la soldadura sea correcta, el metal base debe ser
parcialmente soluble en alguno de los metales que forman la aleación de aportación.
Generalmente los metales de aportación son:
Plata, Cobre, Zinc, Aluminio, Oro, Paladio, Cadmio, Plomo, Estaño, Bismuto, Berilio, N
íquel, Cromo, Manganeso, Molibdeno, Cobalto, Magnesio, Indio, Carbono, Silicio, Ger
manio, Boro,Cerio, Estroncio

36
LA SOLDADURA BLANDA
La soldadura heterogénea consiste en realizar uniones en las que el material de aportación tiene menor punto de fusión (y distintas características químico-físicas) que el material base, realizándose la unión soldada sin fusión del material base y mediante la fusión del material de aportación que se distribuye entre las superficies de la unión, muy próximas entre sí por acción capilar.
La soldadura blanda se distingue de la soldadura fuerte por la temperatura de fusión del material de aporte. La soldadura blanda utiliza aportaciones con punto de fusión por debajo de los 450 °C y la soldadura fuerte por encima de los 450 °C.[cita requerida]
Aplicaciones
La soldadura blanda tiene gran cantidad de aplicaciones,1 desde la fabricación de juguetes hasta de motores de aviones y vehículos espaciales. En general se utiliza para la unión de piezas de pequeño tamaño, piezas de diferentes materiales, donde sería muy difícil utilizar un proceso de soldadura por fusión. La soldadura blanda se suele utilizar en componentes electrónicos, como circuitos impresos o transistores, piezas ornamentales y piezas de intercambiadores de calor.
Limitaciones
El diseño de las piezas, y en algunos casos su preparación, puede resultar más complicado y costoso. Resulta muy costosa su aplicación en el caso de piezas grandes.
Medios necesarios
Dispositivo de soldadura
Soldador eléctrico
Son los elementos encargados de proporcionar el calor necesario para alcanzar la temperatura de fusión del material de aportación para realizar la soldadura entre los dos materiales. Los dispositivos de soldadura más comunes son los denominados soldadores de estaño, se especifican según su potencia en vatios dependiendo del tipo de trabajo. Asimismo, la forma y tamaño de la punta también dependerá del

37
trabajo a realizar. Los tipos más comunes de soldadores son: soldador de lápiz, soldador industrial, pistola de soldar y soldador de gas (soplete).
Fundente o pasta limpiadora
Pasta limpiadora
El fundente juega un papel primordial para realizar la soldadura blanda, donde sus principales funciones son:
Aislar del contacto del aire. Disolver y eliminar los óxidos que pueden formarse. Favorecer el “mojado” del material base por el metal de aportación fundido,
consiguiendo que el metal de aportación pueda fluir y se distribuya en la unión.
Los fundentes son mezclas de muchos componentes químicos. Entre los que se pueden citar están los boratos, fluoruros, bórax, ácido bórico y los agentes mojantes.
Se suelen suministrar en forma de polvo, pasta o líquido. El fundente en polvo puede aplicarse en seco, o disolverse en agua o alcohol con lo que se mejora su adherencia. El tipo de fundente más conocido es el fundente en pasta; el fundente líquido es el menos utilizado.
El fundente debe aplicarse después de la limpieza de las piezas mediante brocha, espolvoreando en el caso de polvo, o disolviéndolo con agua o alcohol con lo que mejora su adherencia.
El fundente indica cuándo el material base ha alcanzado la temperatura de soldadura y se debe aplicar el material de aportación, en muchos casos el fundente, cuando se funde, se vuelve transparente, indicando que ha llegado el momento de aplicar el metal de aportación.
Una vez realizado el proceso de soldado, los residuos deben limpiarse para evitar la corrosión. Tras retirarlo es necesario aplicar un tratamiento de decapado, para eliminar los óxidos que se hayan podido formar durante la soldadura en las zonas no protegidas por el fundente.
Cuando se utiliza poca cantidad de fundente, o se han sobrecalentado las piezas, el
fundente queda sobresaturado con óxidos, volviéndose generalmente de color verde o
negro, siendo difícil retirarlo, para este caso será necesario sumergir la pieza en un
ácido que actuará como decapante.

38
Metal de aportación
Carrete de estaño-plata
Es el metal que se añade cuando se realiza la soldadura. Las características que
debe cumplir el metal de aportación son
Capacidad de mojar al metal base.
Apropiada temperatura de fusión y buena fluidez para permitir su distribución,
por atracción capilar en las uniones.
Se capaz de producir una unión soldada que cumpla los requisitos de
resistencia mecánica y a la corrosión en estado normal de servicio.
Se utiliza cada material de aportación para un rango de temperaturas determinado, el
metal de aportación debe interaccionar con el metal base con el que se va a utilizar.
Sin embargo no debe formar ningún compuesto que disminuya la resistencia de la
unión. El material de aportación se comercializa en forma de barras, pastas o carretes
de hilo. Los materiales de aportación utilizados en la soldadura blanda son los
siguientes: Estaño–Plomo: Es el metal de aportación más común y es el utilizado en
casos generales.
Estaño–Antimonio-Plomo: Se añade antimonio porque mejora las
propiedades mecánicas del material de aportación.
Estaño–Plata: Se utiliza en instrumentos de trabajo delicados.
Estaño–Cinc: Se utiliza para soldar aluminio.
Estaño–Bismuto: Tiene una gran aplicación en el campo de la electrónica.
Plomo–Plata: Mejora la capacidad de mojado del plomo cuando éste es
empleado en la soldadura blanda de acero, fundición o cobre.
Cadmio–Plata: Se emplea en la unión de cobre y también, aunque menos, en
la soldadura aluminio-aluminio teniendo una gran resistencia a grandes
temperaturas.
Cadmio–Cinc: Se emplea en la unión de aluminio.
Cinc–Cadmio: También se hace uso en las uniones de aluminio.
Cinc–Aluminio: Se utiliza para la soldadura de aluminio obteniendo una gran
resistencia a la corrosión.

39
SOLDADURA MIC – MAG
La soldadura MIG/MAG es un proceso de soldadura por arco bajo gas protector con
electrodo consumible, el arco se produce mediante un electrodo formado por un hilo
continuo y las piezas a unir, quedando este protegido de la atmósfera circundante por
un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG).
La soldadura MIG/MAG es intrínsecamente más productiva que la soldadura MMA
donde se pierde productividad cada vez que se produce una parada para reponer el
electrodo consumido. El uso de hilos sólidos y tubulares han aumentado la eficiencia
de este tipo de soldadura hasta el 80%-95%.
La soldadura MIG/MAG es un proceso versátil, pudiendo depositar el metal a una
gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en
espesores pequeños y medios en estructuras de acero y aleaciones de aluminio,
especialmente donde se requiere una gran trabajo manual.
La introducción de hilos tubulares es particularmente favorable para la producción de
estructuras pesadas donde se necesita de una gran resistencia de soldadura
El MIG/MAG se ha convertido en uno de los principales métodos de soldeo en el mundo, se encuentra altamente posicionado en la industria metalmecánica gracias a que incrementa la productividad, mejora la presentación de los cordones de soldadura, produce menos escoria y cumple con las medidas para la protección ambiental.
40
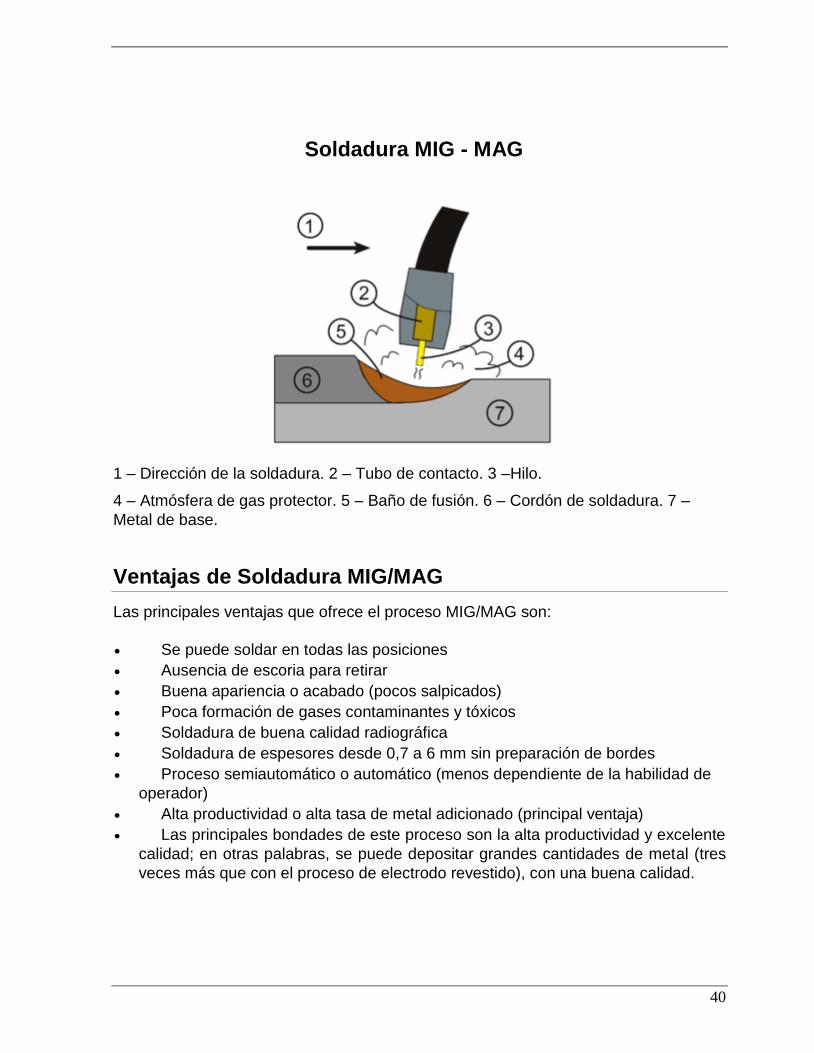
Soldadura MIG - MAG
1 – Dirección de la soldadura. 2 – Tubo de contacto. 3 –Hilo.
4 – Atmósfera de gas protector. 5 – Baño de fusión. 6 – Cordón de soldadura. 7 –
Metal de base.
Ventajas de Soldadura MIG/MAG
Las principales ventajas que ofrece el proceso MIG/MAG son:
Se puede soldar en todas las posiciones
Ausencia de escoria para retirar
Buena apariencia o acabado (pocos salpicados)
Poca formación de gases contaminantes y tóxicos
Soldadura de buena calidad radiográfica
Soldadura de espesores desde 0,7 a 6 mm sin preparación de bordes
Proceso semiautomático o automático (menos dependiente de la habilidad de
operador)
Alta productividad o alta tasa de metal adicionado (principal ventaja)
Las principales bondades de este proceso son la alta productividad y excelente
calidad; en otras palabras, se puede depositar grandes cantidades de metal (tres
veces más que con el proceso de electrodo revestido), con una buena calidad.
41
Procesos de soldadura
Podemos diferenciar tres tipos de procesos de soldadura:
1. Proceso semiautomático
Es la aplicación más común, en la que algunos parámetros previamente ajustados por
el soldador, como el voltaje y el amperaje, son regulados de forma automática y
constante por el equipo, pero es el operario quien realiza el arrastre de la pistola
manualmente. El voltaje, es decir la tensión que ejerce la energía sobre el electrodo y
la pieza, resulta determinante en el proceso: a mayor voltaje, mayor es la penetración
de la soldadura. Por otro lado, el amperaje (intensidad de la corriente), controla la
velocidad de salida del electrodo. Así, con más intensidad crece la velocidad de
alimentación del material de aporte, se generan cordones más gruesos y es posible
rellenar uniones grandes. Normalmente se trabaja con polaridad inversa, es decir, la
pieza al negativo y el alambre al positivo. El voltaje constante mantiene la estabilidad
del arco eléctrico, pero es importante que el soldador evite los movimientos bruscos
oscilantes y utilice la pistola a una distancia de ± 7 mm sobre la pieza de trabajo.
2. Proceso automático
Al igual que en el proceso semiautomático, en este, la tensión y la intensidad se
ajustan previamente a los valores requeridos para cada trabajo y son regulados por el
equipo, pero es una boquilla automatizada la que aplica la soldadura. Generalmente,
el operario interviene muy poco en el proceso, bien sea para corregir, reajustar los
parámetros, mover la pieza o cambiarla de un lugar a otro.
3. Proceso robotizado
Este proceso es utilizado a escala industrial. Todos los parámetros y las coordenadas
de localización de la unión que se va a soldar se programan mediante una unidad
CNC. En las aplicaciones robotizadas, un brazo mecánico puede soldar toda una
pieza, transportarla y realizar los acabados automáticamente, sin necesidad de la
intervención del operario.

42
EQUIPOS de Soldadura MIC - MAG
43
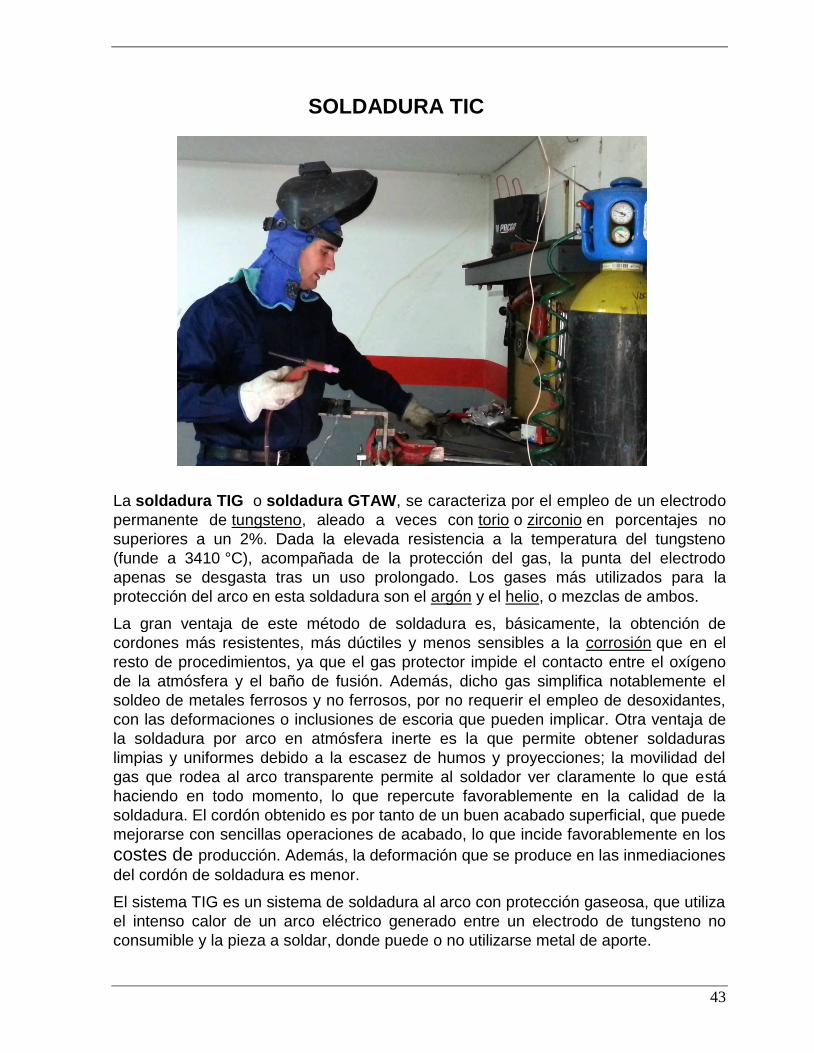
SOLDADURA TIC
La soldadura TIG o soldadura GTAW, se caracteriza por el empleo de un electrodo
permanente de tungsteno, aleado a veces con torio o zirconio en porcentajes no
superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno
(funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo
apenas se desgasta tras un uso prolongado. Los gases más utilizados para la
protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos.
La gran ventaja de este método de soldadura es, básicamente, la obtención de
cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el
resto de procedimientos, ya que el gas protector impide el contacto entre el oxígeno
de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el
soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes,
con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de
la soldadura por arco en atmósfera inerte es la que permite obtener soldaduras
limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del
gas que rodea al arco transparente permite al soldador ver claramente lo que está
haciendo en todo momento, lo que repercute favorablemente en la calidad de la
soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede
mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones
del cordón de soldadura es menor.
El sistema TIG es un sistema de soldadura al arco con protección gaseosa, que utiliza
el intenso calor de un arco eléctrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar, donde puede o no utilizarse metal de aporte.

44
Se utiliza gas de protección cuyo objetivo es desplazar el aire, para eliminar la
posibilidad de contaminación de la soldadura por el oxígeno y nitrógeno presente en
la atmósfera
La característica más importante que ofrece este sistema es entregar alta calidad de
soldadura en todos los metales, incluyendo aquellos difíciles de soldar, como también
para soldar metales de espesores delgados y para depositar cordones de raíz en
unión de cañerías.
Las soldaduras hechas con sistema TIG son más fuertes, más resistentes a la
corrosión y más dúctiles que las realizadas con electrodos convencionales. Cuando
se necesita alta calidad y mayores requerimientos de terminación, es necesario
utilizar el sistema TIG para lograr soldaduras homogéneas, de buena apariencia y con
un acabado completamente liso.
Características y ventajas del sistema TIG: No se requiere de
fundente y no hay necesidad de limpieza posterior en la soldadura
No hay salpicadura, chispas ni emanaciones, al no circular metal de aporte a
través del arco
Brinda soldaduras de alta calidad en todas las posiciones, sin distorsión
Al igual que todos los sistemas de soldadura con protección gaseosa, el área de
soldadura es claramente visible
El sistema puede ser automatizado, controlando mecánicamente la pistola y/o el
metal de aporte

45
Equipo TIC
El equipo para sistema TIG consta básicamente de:
Fuente de poder – Máscara - Unidad de alta frecuencia - Pistola
Suministro gas de protección - Suministro agua de enfriamiento
La pistola asegura el electrodo de tungsteno que conduce la corriente, el que está
rodeado por una boquilla de cerámica que hace fluir concéntricamente el gas
protector.
La pistola normalmente se refrigera por aire. Para intensidades de corriente
superiores a 200A se utiliza refrigeración por agua, para evitar recalentamiento del
mango.

46
Beneficios
Adecuada para soldaduras de responsabilidad (pase de raíz).
El proceso puede ser mecanizado o robotizado.
Facilita la soldadura en lugares de difícil acceso.
Ofrece alta calidad y precisión.
Óptimas resistencias mecánicas de la articulación soldada.
Poca generación de humo.
Soldaduras claras, brillantes y con óptimo acabado, sin usar flujo de limpieza,
prescindiendo de acabado final y reduciendo costos de fabricación.
Soldadura en todas las posiciones.
Versatilidad - suelda prácticamente todos los metales industrialmente
utilizados.
Aplicaciones típicas:
Soldeo de la primera pasada de tuberías de aceros aleados, aceros inoxidables y
aleaciones de Níquel.
Soldeo de equipos de Al, Ti y aleaciones de Ni.
Soldeo de tubos a la placa de los intercambiadores de calor
Soldeo interno de reactores de urea en acero inoxidable y Ti

47
Ejemplos de Soldadura TIC
48
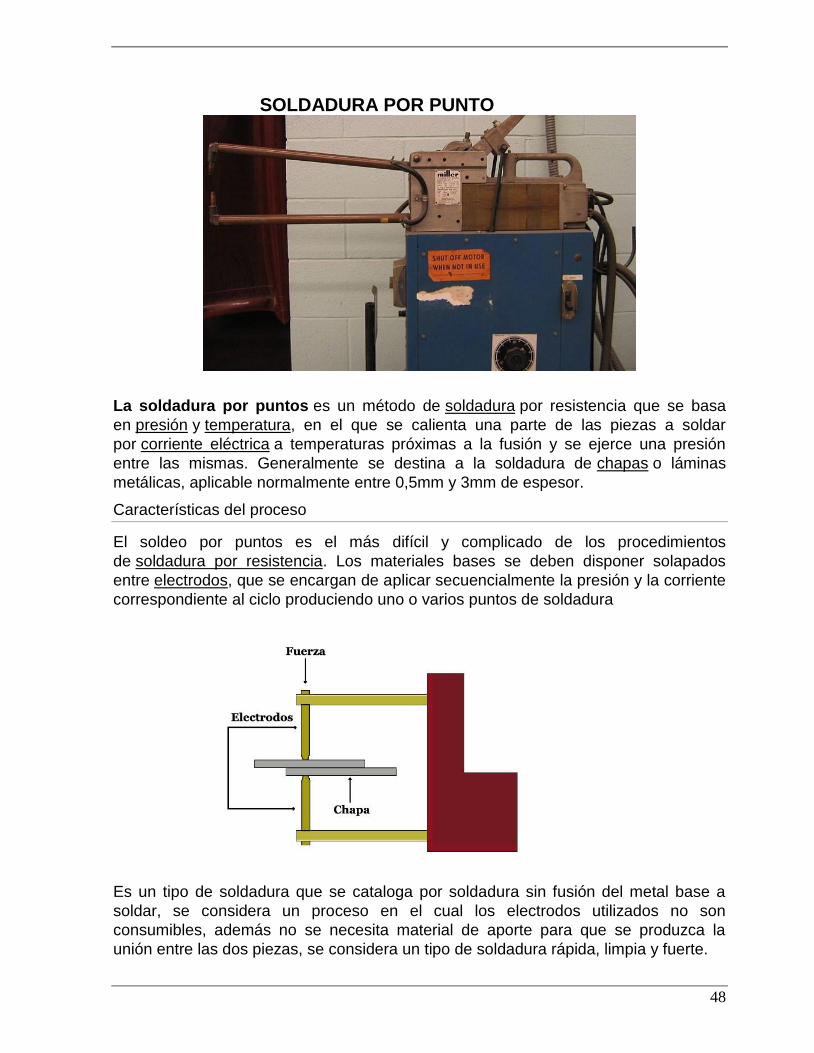
SOLDADURA POR PUNTO
La soldadura por puntos es un método de soldadura por resistencia que se basa
en presión y temperatura, en el que se calienta una parte de las piezas a soldar
por corriente eléctrica a temperaturas próximas a la fusión y se ejerce una presión
entre las mismas. Generalmente se destina a la soldadura de chapas o láminas
metálicas, aplicable normalmente entre 0,5mm y 3mm de espesor.
Características del proceso
El soldeo por puntos es el más difícil y complicado de los procedimientos
de soldadura por resistencia. Los materiales bases se deben disponer solapados
entre electrodos, que se encargan de aplicar secuencialmente la presión y la corriente
correspondiente al ciclo produciendo uno o varios puntos de soldadura
Es un tipo de soldadura que se cataloga por soldadura sin fusión del metal base a
soldar, se considera un proceso en el cual los electrodos utilizados no son
consumibles, además no se necesita material de aporte para que se produzca la
unión entre las dos piezas, se considera un tipo de soldadura rápida, limpia y fuerte.

49
El material utilizado de los electrodos es una aleación de cobre con Cd, Cr, Be, W con
objeto de que presente una baja resistencia y una elevada oposición a la deformación
bajo una presión estando su dureza comprendida entre 130 y 160 HB.
También este tipo de soldadura necesita de un transformador donde la bobina
secundaria suministra un voltaje a los electrodos de 1V a 10V y una gran corriente,
debido a que generalmente la resistencia de las piezas a soldar es muy baja por tanto
la corriente que debe pasar por la zona a soldar debe de ser del orden de los 500
amperios
Fases de las soldaduras por puntos
1. Colocación de las chapas a soldar entre las pinzas.
2. Bajada de los electrodos, que corresponde al tiempo que transcurre desde la
operación de acercamiento de los electrodos hasta que comienza el paso de la
corriente
3. Tiempo de soldadura, que consiste en el tiempo durante el cual está pasando
la corriente eléctrica.
4. Tiempo de forja, es el tiempo transcurrido entre el corte de la corriente y el
levantamiento de los electrodos.
5. Tiempo de enfriamiento, consiste en la desaparición de la presión además de
los electrodos.
Efectos en los materiales
El proceso de soldadura por puntos tiende a endurecer el material, hacer que se
deforme, reducir la resistencia a la fatiga del material, y puede estirar el material. Los
efectos físicos de la soldadura por puntos puede crear fisuras internas y grietas en la
superficie. Las propiedades químicas afectadas son la resistencia interna del metal y
sus propiedades corrosivas.

50
Soldadura por puntos mediante robot
Estamos ante brazos robots manejados mediante ordenador, en la punta del brazo se
les añade un sistema de soldadura por puntos, o cualquier otro que queramos utilizar,
dependiendo de nuestro producto a soldar. estos brazos ofrecen máxima precisión y
alta velocidad, así como la posibilidad de instalarlos en una línea de montaje con una
función programada.
Estamos ante brazos robots manejados mediante ordenador, en la punta del brazo se
les añade un sistema de soldadura por puntos, o cualquier otro que queramos utilizar,
dependiendo de nuestro producto a soldar. estos brazos ofrecen máxima precisión y
alta velocidad, así como la posibilidad de instalarlos en una línea de montaje con una
función programa

51
SEGURIDAD Al realizar este tipo de trabajos hay que tener en cuenta que las radiaciones que se generan en el arco eléctrico(luminosas, ultravioletas e infrarrojas) puede producir daños irreversibles en la retina si se fija la vista directamente sobre el punto de soldadura, además de quemaduras en la piel. Para la protección ocular existen pantallas con cristales especiales, denominados cristales inactínicos, que presentan diferentes niveles de retención de las radiaciones nocivas en función del amperaje utilizado, siendo de este modo totalmente segura la actividad. Se clasifican por tonos, siendo los más utilizados los de tono 11 o 12 (120 A ), se tintan de tono verde o azul y están clasificados según diferentes normas . Existen caretas automáticas en las que al empezar a soldar automáticamente se activa la protección y cuando se deja de soldar se quita la protección ocular.
52
PRECAUCIONES GENERALES • Hay que evitar que se produzcan fuegos o Chispas o residuos calientes o trozos incandescentes • Asegurarse que apropiados dispositivos anti-incendios se Encuentren a disposición cerca de la zona de soldadura. • Eliminar de la zona de soldadura todo material inflamable y Combustible (mínimo 10 metro. de distancia). • No realizar soldaduras en envases de combustibles y lubricantes, Aunque éstos se encuentren vacíos. Dichos envases Deben estar perfectamente limpios antes de soldarlos. • Dejar enfriar el material soldado antes de tocarlo o de Ponerlo a contacto con otro material combustible o inflamable. • No realizar soldaduras en detalles con uniones que contengan Material inflamable. • No trabajar en ambientes con alta concentración de vapores Combustibles, gas o polvos inflamables. • Controlar siempre la zona de trabajo, media hora después, Para asegurarse que no existan principios de incendios. • No conservar en los bolsillos material combustible como por Ejemplo, encendedores o fósforos. • Los cables de soldadura no deben usarse en corrientes Superiores a las de sus capacidades ya que se podría producir Un recalentamiento y ,por lo tanto, un rápido deterioro Del aislamiento. • Soldar con cables aislados adecuadamente. • Los empalmes entre los cables deben estar bien apretados Y aislados. • Controlar frecuentemente los cables y, si fuera necesario, Reparar posibles daños. • Todas las conexiones deben estar siempre bien apretadas. • Ponerse ropa y guantes de protección para soldador, Gorro y zapatos subidos con punta de seguridad.

53
Referencias.
1. AIR LIQUIDE ESPAÑA 2.012
2. ARQHYS ARQUITECTURA 2.013
3. Cursos-Paraguay.com.py/Soldadura 2.014
4. Facultad de Derecho y Ciencias Sociales UNC Córdoba-Argentina
5. IADE Centro Nacional de Educación a Distancia 2.012
6. I.E.S. Federico García Lorca. LA PUEBLA de
CAZALLA Sevilla-España 2.012
7. WIKIPEDIA La enciclopedia libre 2.014
8. Soldadura y Corte España 2.012

54

55


















