Soldadura Aluminotérmica -...
19
SOLDAL Soldadura Aluminotérmica Soldadura Aluminotérmica del Cobre Cobre / Cobre Cobre / Acero Cobre / Acero inoxidable Cobre / Latón ...etc. Cobre / Cobre Cobre / Acero Cobre / Acero inoxidable Cobre / Latón ...etc. Soldadura Aluminotérmica SOLDAL COBRE SOLDAL COBRE C-SOL00
Transcript of Soldadura Aluminotérmica -...

SOLDAL
SoldaduraAluminotérmicaSoldaduraAluminotérmica
del Cobre
Cobre / CobreCobre / Acero
Cobre / Acero inoxidableCobre / Latón
...etc.
Cobre / CobreCobre / Acero
Cobre / Acero inoxidableCobre / Latón
...etc.
SoldaduraAluminotérmica
SO
LD
AL
CO
BR
ESO
LD
AL
CO
BR
E
C-SOL00
El Procedimiento KLK-SOLDAL C-SOL/02
Conexión KLK-SOLDAL C-SOL/02
El molde y cartucho KLK-SOLDAL C-SOL/03
Equipo KLK-SOLDAL C-SOL/04
Tablas de cables, pletinas, redondos y picas C-SOL/05
Preparación de los materiales a soldar C-SOL/06
Proceso KLK-SOLDAL C-SOL/07
Conexiones más frecuentes C-SOL/08
Tablas de conexiones. Instrucciones C-SOL/10
Tabla de conexiones CABLE/CABLE C-SOL/11
Tabla de conexiones CABLE/PICA C-SOL/12
Tabla de conexiones CABLE/REDONDO C-SOL/13
Tabla de conexiones CABLE/PIEZA METALICA C-SOL/14
Tabla de conexiones CABLE-TUBO C-SOL/14
Tabla de conexiones CABLE/PLETINA C-SOL/15
Tabla de conexiones PLETINA/PLETINA C-SOL/16
Otras aplicaciones KLK-SOLDAL C-SOL-17
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/01
INDICE

Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a El Procedimiento KLK-SOLDAL
Conexión KLK-SOLDAL
El procedimiento KLK-SOLDAL aprovecha la alta temperatura que sedesarrolla en la reacción provocada por la reducción del óxido de cobrepor el aluminio. La reacción tiene lugar en el interior de un molde-crisolde grafito, en el que previamente se han introducido las piezas a soldar; elmetal resultante de la reacción aluminotérmica, en estado de fusión, fluyesobre ellas, fundiendolas y formando una masa compacta y homogénea.
La reacción es muy rápida y por tanto las piezas a soldar adquieren, en lazona que rodea al punto de soldadura, una temperatura muy inferior a laque se obtiene empleando los procedimientos habituales, factor muyimportante cuando se trata de proteger el aislamiento del cable o lascaracterísticas físicas de los materiales a soldar.
La soldadura KLK-SOLDAL puede ser utilizada, además de para soldarcobre con cobre, para soldar éste con los materiales siguientes:
Acero ordinario Latón
Acero inoxidable Bronce
Acero de carril Nicrome V
Acero recubierto de cobre Durium
Acero galvanizado Monel
...etc.
La conexión KLK-SOLDAL es una soldadura molecular perfecta y no unmero contacto mecánico. La aleación utilizada tiene una temperatura defusión prácticamente igual a la del cobre y posee, generalmente, unasección aproximadamente doble que la de los conductores a soldar, por loque:
Las sobrecargas o intensidades de cortocircuito no afectan a laconexión y los ensayos han demostrado que los conductoresfunden antes que la soldadura.
La condutividad de la conexión es, al menos, igual o superior ala de los conductores unidos.
No existe posibilidad de corrosión galvánica, puesto que losconductores quedan integrados en la propia conexión.
�
�
�
C-SOL/02

Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/03
El molde KLK-SOLDAL
Cartucho y disco KLK-SOLDAL
Tapa superior encolor según cartuchoTapa superior encolor según cartucho
Polvo aluminotérmicode soldaduraPolvo aluminotérmicode soldadura
Polvo de igniciónPolvo de ignición
Tapa inferior encolor negroTapa inferior encolor negro
Tapa del moldeTapa del molde
Polvo de igniciónPolvo de ignición
Polvo aluminotérmicoPolvo aluminotérmico
Disco metálicoDisco metálico
Tobera de coladaTobera de colada
Cámara de soldaduraCámara de soldadura
Cables
Envase de plástico que contiene la carga aluminotérmica en un lado (tapón de color)y el polvo de ignición en el otro (tapón negro). El disco se utiliza para obturar latobera antes de depositar la carga.
TIPO
CARTUCHO
COLOR
UNID./CAJA
C-15
GRIS
CLARO
C-25
GRIS
OSCURO
C-32
VIOLETA
C-45
BLANCO
C-65
AMARILLO
C-90
NARANJA
C-115
ROJO
C-150
MARRON
C-200
AZUL
C-250
VERDE
20 2020 20 10 10 10 1010 10
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/04
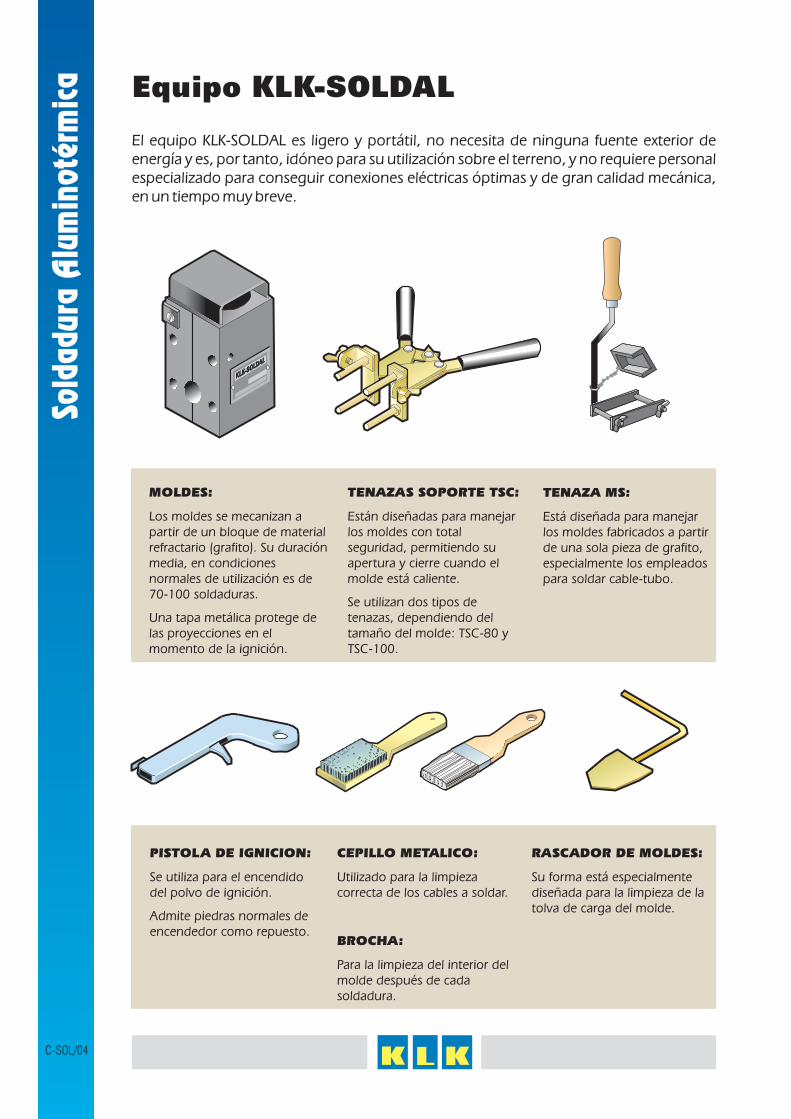
Equipo KLK-SOLDAL
El equipo KLK-SOLDAL es ligero y portátil, no necesita de ninguna fuente exterior deenergía y es, por tanto, idóneo para su utilización sobre el terreno, y no requiere personalespecializado para conseguir conexiones eléctricas óptimas y de gran calidad mecánica,en un tiempo muy breve.
PISTOLA DE IGNICION:
Se utiliza para el encendidodel polvo de ignición.
Admite piedras normales deencendedor como repuesto.
CEPILLO METALICO:
BROCHA:
Utilizado para la limpiezacorrecta de los cables a soldar.
Para la limpieza del interior delmolde después de cadasoldadura.
RASCADOR DE MOLDES:
Su forma está especialmentediseñada para la limpieza de latolva de carga del molde.
MOLDES:
Los moldes se mecanizan apartir de un bloque de materialrefractario (grafito). Su duraciónmedia, en condicionesnormales de utilización es de70-100 soldaduras.
Una tapa metálica protege delas proyecciones en elmomento de la ignición.
TENAZAS SOPORTE TSC:
Están diseñadas para manejarlos moldes con totalseguridad, permitiendo suapertura y cierre cuando elmolde está caliente.
Se utilizan dos tipos detenazas, dependiendo deltamaño del molde: TSC-80 yTSC-100.
TENAZA MS:
Está diseñada para manejarlos moldes fabricados a partirde una sola pieza de grafito,especialmente los empleadospara soldar cable-tubo.
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/05
Sección mm Composición O Exterior mm.2
Sección mm Composición O Exterior mm.2
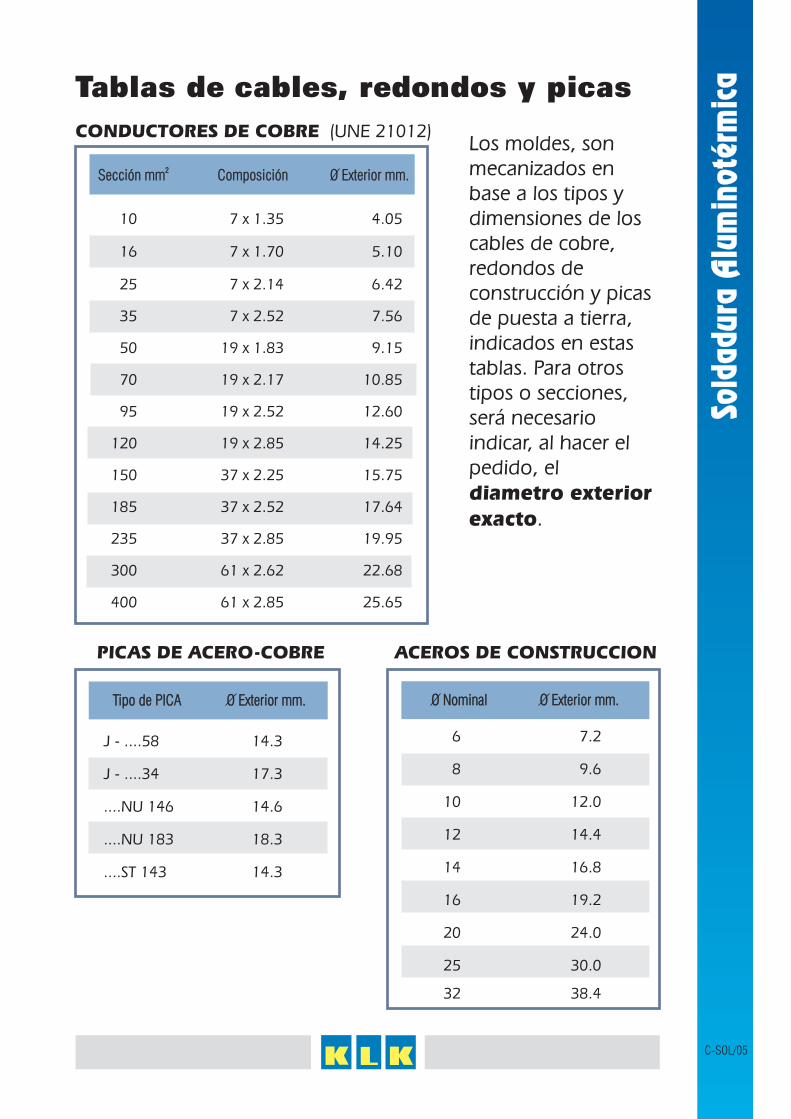
10 7 x 1.35 4.05
16 7 x 1.70 5.10
25 7 x 2.14 6.42
35 7 x 2.52 7.56
50 19 x 1.83 9.15
70 19 x 2.17 10.85
95 19 x 2.52 12.60
120 19 x 2.85 14.25
150 37 x 2.25 15.75
185 37 x 2.52 17.64
235 37 x 2.85 19.95
300 61 x 2.62 22.68
400 61 x 2.85 25.65
CONDUCTORES DE COBRE (UNE 21012)
PICAS DE ACERO-COBRE
Tipo de PICA O Exterior mm.Tipo de PICA O Exterior mm.
J - ....58 14.3
J - ....34 17.3
....NU 146 14.6
....NU 183 18.3
....ST 143 14.3
O Nominal O Exterior mm.O Nominal O Exterior mm.
6 7.2
8 9.6
10 12.0
12 14.4
14 16.8
16 19.2
20 24.0
25 30.0
32 38.4
ACEROS DE CONSTRUCCION
Los moldes, sonmecanizados enbase a los tipos ydimensiones de loscables de cobre,redondos deconstrucción y picasde puesta a tierra,indicados en estastablas. Para otrostipos o secciones,será necesarioindicar, al hacer elpedido, el
.
diametro exterior
exacto
Tablas de cables, redondos y picas

Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/06
Preparación de los materiales
PREPARACION DE LOS CABLES
Para conseguir una perfecta soldadura el cable deberá estar perfectamente limpio,seco y conformado.
Los cables tratados con aceite o grasa deberán limpiarse con un desengrasante(preferentemente un disolvente que seque rápidamente y sin dejar residuos).En casos extremos calentar el cable con una lámpara de soldar con lo que seeliminará totalmente la grasa o aceite.
Los cables oxidados deben pulirse con un cepillo metálico.
Un cable húmedo o recubierto de barro provocará una soldadura porosa yproyecciones de metal fundido fuera del molde. Deberá secarse con unalámpara de soldar y eliminar los restos de barro.
Cables mal cortados o conformados impedirán el cierre correcto del molde,provocando fugas de metal fundido.
PREPARACION DE LAS SUPERFICIES DE ACERO
La superficie deberá estar libre de óxido y perfectamente seca y plana.
La capa de óxido, pintura, grasa o suciedad deberá limpiarse mediante unamuela de esmeril preferentemente.
La humedad se eliminará con una lámpara de soldar.
Las superficies galvanizadas se limpiarán sin necesisdad de eliminar la capa dezinc.
PREPARACION DE LAS PICAS DE PUESTA A TIERRA
El extremo de la pica sobre la que se realice la soldadura, deberá estar perfectamentelimpio, seco y exento de deformaciones al igual que lo indicado para los cables.
PREPARACION DEL MOLDE DE GRAFITO
La humedad en el molde provocará una soldadura porosa; por tanto deberá estarcompletamente seco en el momento de realizar cualquier soldadura.
Antes de realizar la primera soldadura, se calentará el molde hasta que su temperaturano pueda soportarse al tacto, con una lampara de soldar, o quemando un cartucho,en este caso, deberá realizarse con cuidado de no dañar la tenaza.
Para las soldaduras sucesivas, el calor desarrollado mantendrá el molde a latemperatura correcta. Si el intervalo entre ellas provocase el descenso de esatemperatura, deberá reiniciarse el proceso.
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/07
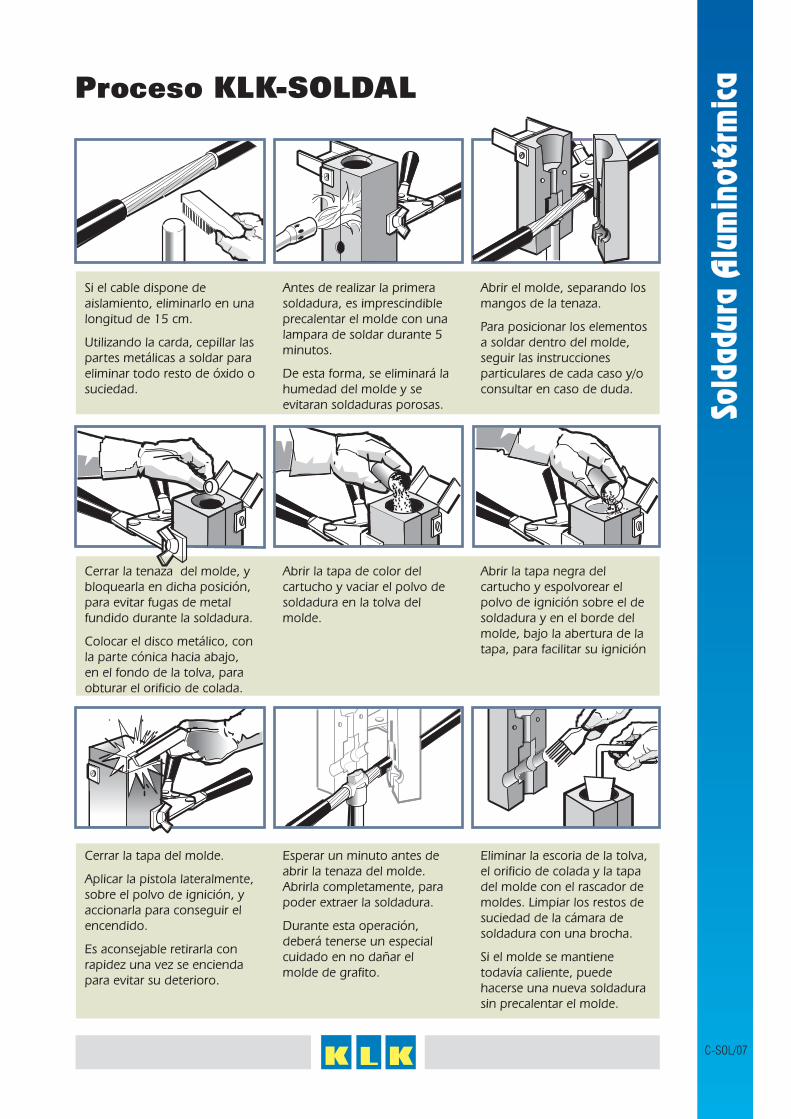
Proceso KLK-SOLDAL
Si el cable dispone deaislamiento, eliminarlo en unalongitud de 15 cm.
Utilizando la carda, cepillar laspartes metálicas a soldar paraeliminar todo resto de óxido osuciedad.
Antes de realizar la primerasoldadura, es imprescindibleprecalentar el molde con unalampara de soldar durante 5minutos.
De esta forma, se eliminará lahumedad del molde y seevitaran soldaduras porosas.
Abrir el molde, separando losmangos de la tenaza.
Para posicionar los elementosa soldar dentro del molde,seguir las instruccionesparticulares de cada caso y/oconsultar en caso de duda.
Cerrar la tenaza del molde, ybloquearla en dicha posición,para evitar fugas de metalfundido durante la soldadura.
Colocar el disco metálico, conla parte cónica hacia abajo,en el fondo de la tolva, paraobturar el orificio de colada.
Abrir la tapa de color delcartucho y vaciar el polvo desoldadura en la tolva delmolde.
Abrir la tapa negra delcartucho y espolvorear elpolvo de ignición sobre el desoldadura y en el borde delmolde, bajo la abertura de latapa, para facilitar su ignición
Cerrar la tapa del molde.
Aplicar la pistola lateralmente,sobre el polvo de ignición, yaccionarla para conseguir elencendido.
Es aconsejable retirarla conrapidez una vez se enciendapara evitar su deterioro.
Esperar un minuto antes deabrir la tenaza del molde.Abrirla completamente, parapoder extraer la soldadura.
Durante esta operación,deberá tenerse un especialcuidado en no dañar elmolde de grafito.
Eliminar la escoria de la tolva,el orificio de colada y la tapadel molde con el rascador demoldes. Limpiar los restos desuciedad de la cámara desoldadura con una brocha.
Si el molde se mantienetodavía caliente, puedehacerse una nueva soldadurasin precalentar el molde.
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/08
CABLE /
REDONDO
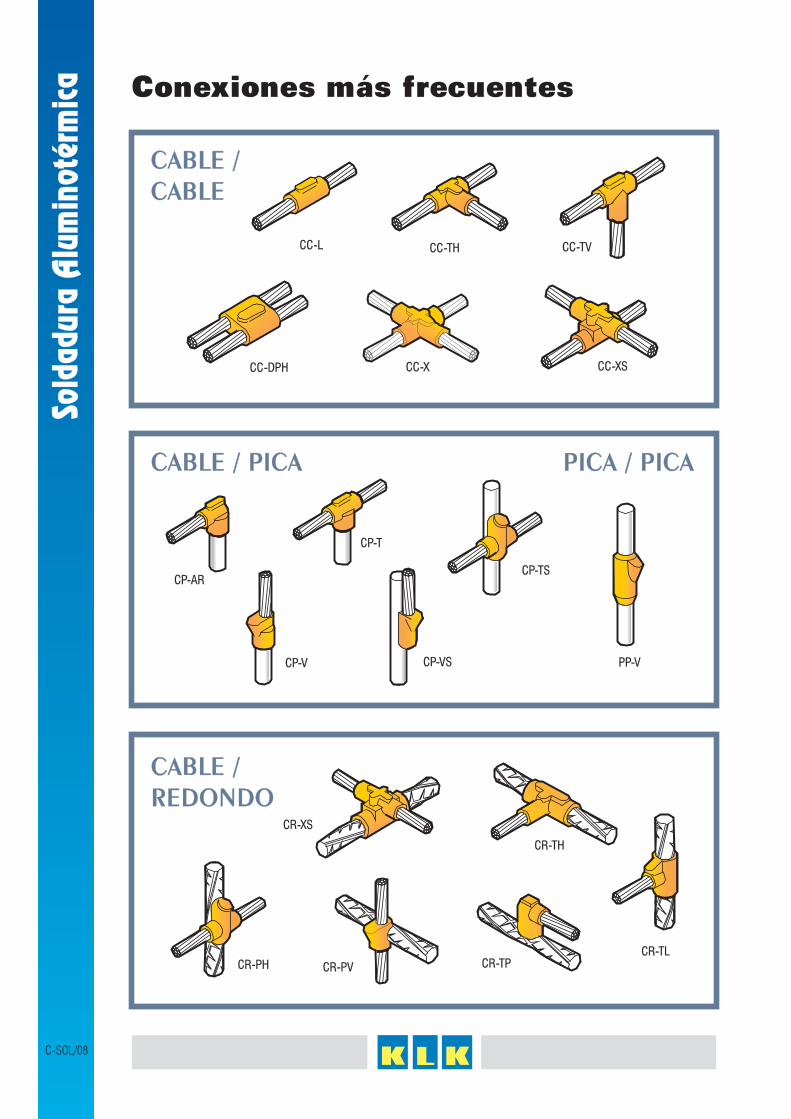
CABLE /
REDONDO
CR-PHCR-TL
CR-TP
CR-TH
CR-PV
CR-XS
Conexiones más frecuentes
CABLE /
CABLE
CABLE /
CABLE
CC-L CC-TH
CC-DPH
CC-TV
CC-X CC-XS
PICA / PICAPICA / PICA
PP-V
CABLE / PICACABLE / PICA
CP-ARCP-TS
CP-T
CP-V CP-VS

Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/09
CABLE / PIEZA
METALICA
CABLE / PIEZA
METALICA
CABLE / PLETINACABLE / PLETINA
PLETINA / PLETINAPLETINA / PLETINA
PL-LVPL-ARI
PL-TVPL-V
PL-TSPL-DPPL-TH
PL-LH
PL-X
Conexiones más frecuentes
CABLE / TUBOCABLE / TUBO
CT-TH
CH-TH
CH-PHH
CH-TF
CH-PVHCH-TVDCH-TVI CH-PVVCH-VS
CH-VI
CPL-LCPL-T
CPL-H
CPL-VS
CPL-VI
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/10
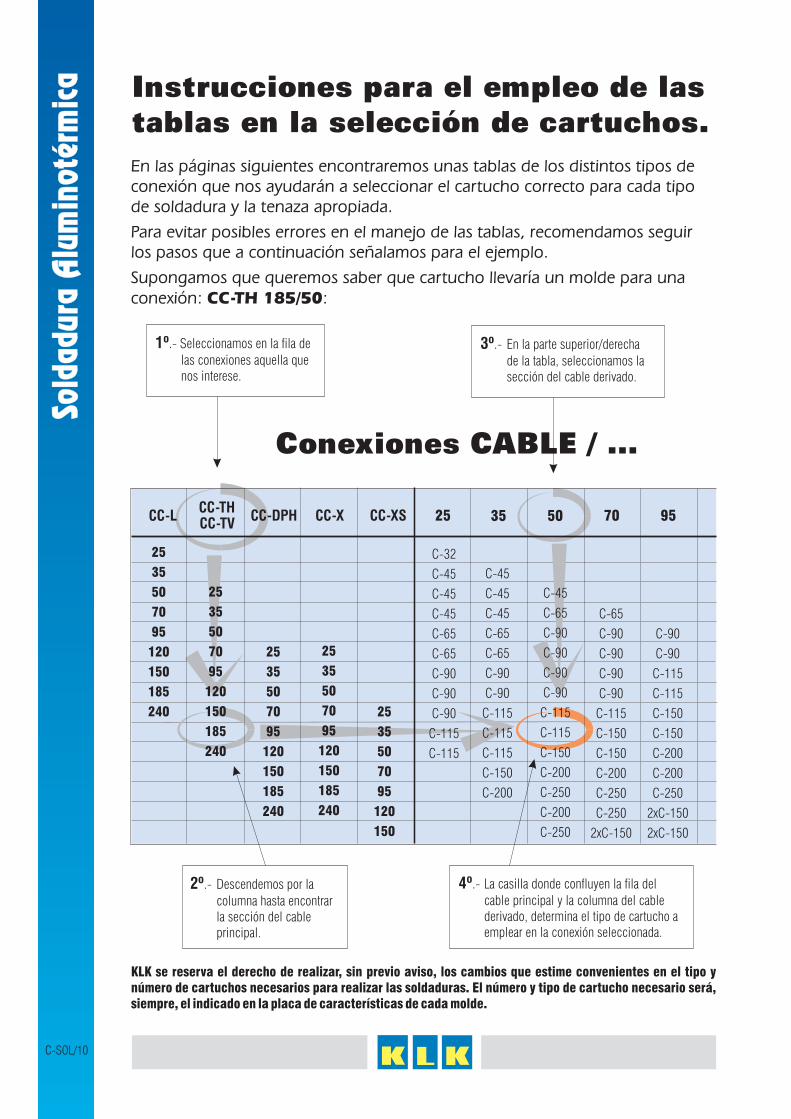
Instrucciones para el empleo de las
tablas en la selección de cartuchos.
Conexiones CABLE / ...
1º.- Seleccionamos en la fila de
las conexiones aquella que
nos interese.
3º.- En la parte superior/derecha
de la tabla, seleccionamos la
sección del cable derivado.
2º.- Descendemos por la
columna hasta encontrar
la sección del cable
principal.
4º.- La casilla donde confluyen la fila del
cable principal y la columna del cable
derivado, determina el tipo de cartucho a
emplear en la conexión seleccionada.
En las páginas siguientes encontraremos unas tablas de los distintos tipos deconexión que nos ayudarán a seleccionar el cartucho correcto para cada tipode soldadura y la tenaza apropiada.
Para evitar posibles errores en el manejo de las tablas, recomendamos seguirlos pasos que a continuación señalamos para el ejemplo.
Supongamos que queremos saber que cartucho llevaría un molde para unaconexión: :CC-TH 185/50
KLK se reserva el derecho de realizar, sin previo aviso, los cambios que estime convenientes en el tipo y
número de cartuchos necesarios para realizar las soldaduras. El número y tipo de cartucho necesario será,
siempre, el indicado en la placa de características de cada molde.
CC-XCC-DPHCC-THCC-TV
3525 7050 95
C-45
C-45
C-45
C-65
C-65
C-90
C-90
C-115
C-115
C-115
C-150
C-200
C-32
C-45
C-45
C-45
C-65
C-65
C-90
C-90
C-90
C-115
C-115
C-45
C-65
C-90
C-90
C-90
C-90
C-115
C-115
C-150
C-200
C-250
C-200
C-250
C-65
C-90
C-90
C-90
C-90
C-115
C-150
C-150
C-200
C-250
C-250
2xC-150
C-90
C-90
C-115
C-115
C-150
C-150
C-200
C-200
C-250
2xC-150
2xC-150
CC-XS
25
35
50
70
95
120
150
CC-L
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
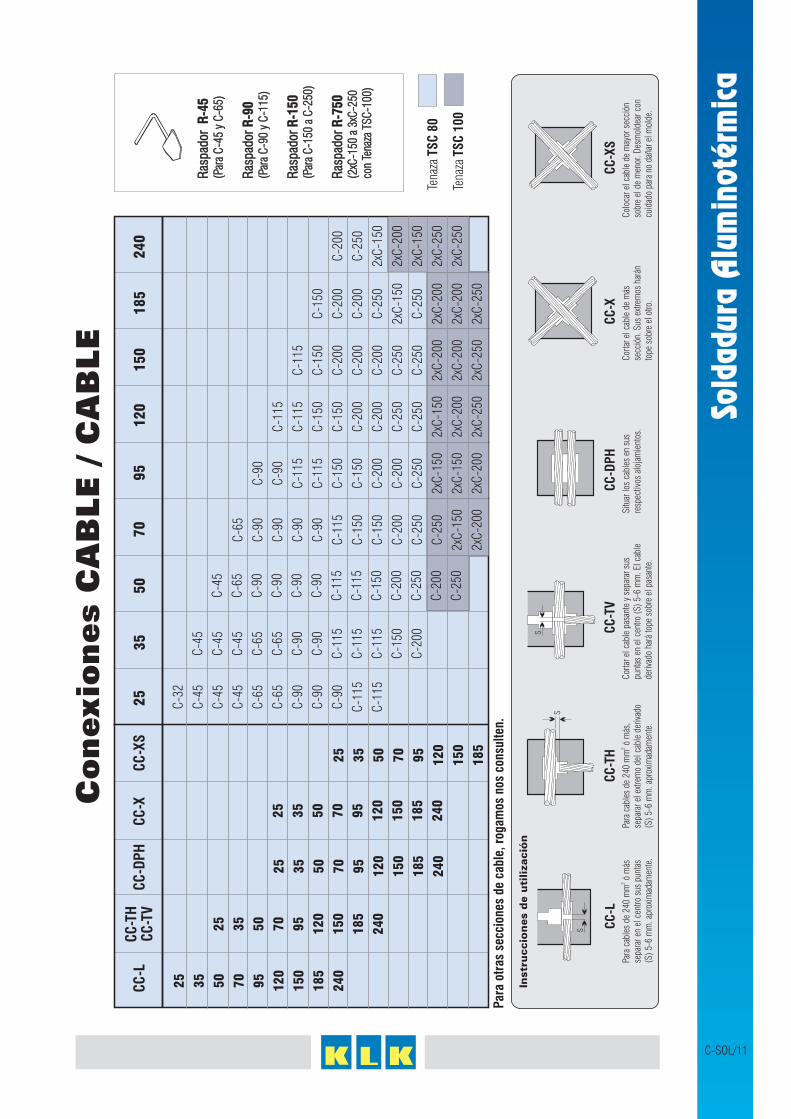
C-SOL/11
Conexio
nes
CA
BLE
/C
AB
LE
CC
-XC
C-D
PH
CC
-TH
CC
-TV
35
25
120
150
185
240
70
50
95
C-4
5
C-4
5
C-4
5
C-6
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
15
C-1
50
C-2
00
C-3
2
C-4
5
C-4
5
C-4
5
C-6
5
C-6
5
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-4
5
C-6
5
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
C-2
50
C-2
00
C-2
50
C-6
5
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
50
C-1
50
C-2
00
C-2
50
C-2
50
2xC
-150
2xC
-200
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-2
00
C-2
50
2xC
-150
2xC
-150
2xC
-200
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-2
00
C-2
50
C-2
50
2xC
-150
2xC
-200
2xC
-250
C-1
15
C-1
50
C-2
00
C-2
00
C-2
00
C-2
50
C-2
50
2xC
-200
2xC
-200
2xC
-250
C-1
50
C-2
00
C-2
00
C-2
50
2xC
-150
C-2
50
2xC
-200
2xC
-200
2xC
-250
C-2
00
C-2
50
2xC
-150
2xC
-200
2xC
-150
2xC
-250
2xC
-250
CC
-XS
25
35
50
70
95
120
150
185
CC
-L
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
Tena
zaTS
C100
Tena
zaTS
C80
CC
-DP
HS
ituar
los
cabl
esen
sus
resp
ectiv
osal
ojam
ient
os.
CC
-XS
Col
ocar
elca
ble
dem
ayor
secc
ión
sobr
eel
dem
enor
. Des
mol
dear
con
cuid
ado
para
noda
ñar
elm
olde
.
CC
-TH
Para
cabl
esde
240
mm
óm
ás,
sepa
rar
elex
trem
ode
l cab
lede
riva
do
(S)
5-6
mm
. apr
oxim
adam
ente
.
2
S
CC
-XC
orta
rel
cabl
ede
más
secc
ión.
Sus
extre
mos
hará
n
tope
sobr
eel
otro
.
CC
-LPa
raca
bles
de24
0m
mó
más
sepa
rar
enel
cent
rosu
spu
ntas
(S)
5-6
mm
. apr
oxim
adam
ente
.
2
S
CC
-TV
Cor
tar
elca
ble
pasa
nte
yse
para
rsu
s
punt
asen
elce
ntro
(S)
5-6
mm
. El c
able
deri
vado
hará
tope
sobr
eel
pasa
nte.
S
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Para
otra
sse
ccio
nes
de
cable
,ro
gam
osnos
consu
lten
.
Instruccio
nes
de
utiliz
ació
n
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
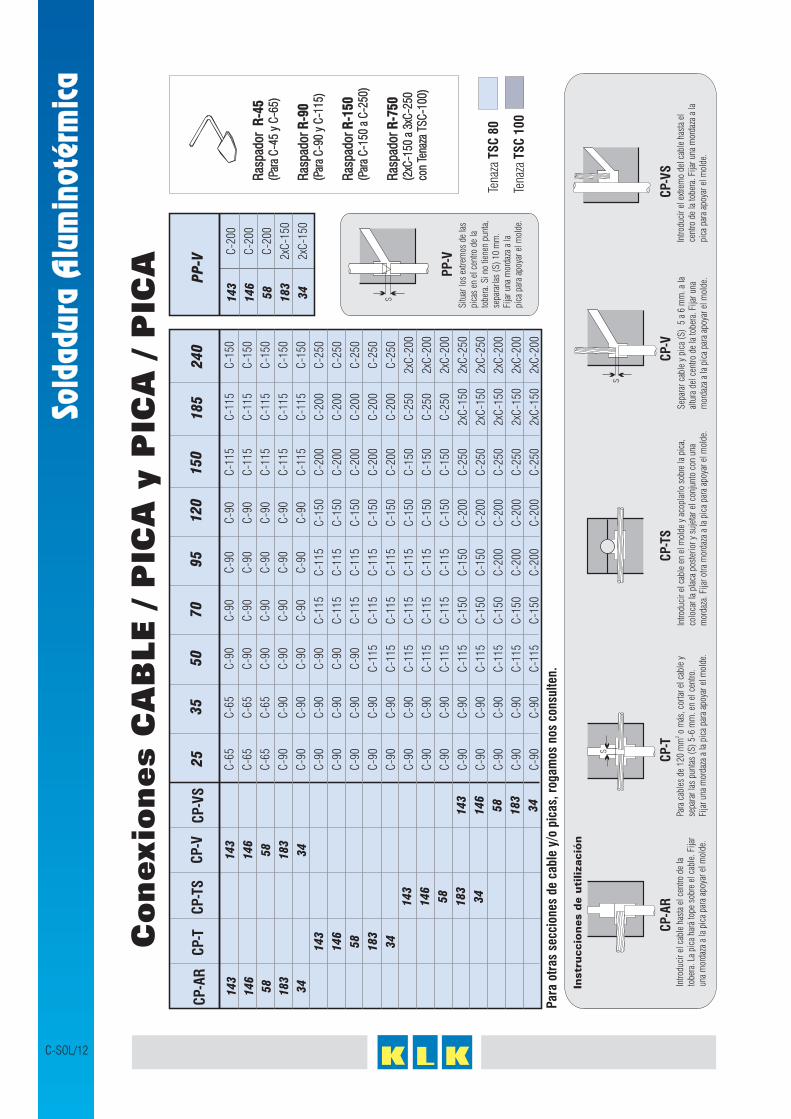
C-SOL/12
Conexio
nes
CA
BLE
/P
ICA
yP
ICA
/P
ICA PP
-VC
P-V
35
25
120
150
185
240
70
50
95
C-6
5
C-6
5
C-6
5
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-6
5
C-6
5
C-6
5
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
50
C-1
50
C-1
50
C-1
50
C-1
50
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-2
00
C-2
00
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-1
50
C-1
50
C-1
50
C-1
50
C-1
50
C-1
50
C-1
50
C-1
50
C-2
00
C-2
00
C-2
00
C-2
00
C-2
00
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-2
00
C-2
00
C-2
00
C-2
00
C-2
00
C-1
50
C-1
50
C-1
50
C-2
50
C-2
50
C-2
50
C-2
50
C-2
50
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-2
00
C-2
00
C-2
00
C-2
00
C-2
00
C-2
50
C-2
50
C-2
50
2xC
-150
2xC
-150
2xC
-150
2xC
-150
2xC
-150
C-1
50
C-1
50
C-1
50
C-1
50
C-1
50
C-2
50
C-2
50
C-2
50
C-2
50
C-2
50
2xC
-200
2xC
-200
2xC
-200
2xC
-250
2xC
-250
2xC
-200
2xC
-200
2xC
-200
CP-A
R
143
146
58
183
34
CP-T
143
146
58
183
34
CP-T
S
143
146
58
183
34
CP-V
S
143
146
58
183
34
143
146
58
183
34
Tena
zaTS
C100
Tena
zaTS
C80
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
CP-A
RIn
trodu
cir
elca
ble
hast
ael
cent
r ode
la
tobe
ra. L
api
caha
ráto
peso
bre
elca
ble.
Fija
r
una
mor
daza
ala
pica
para
apoy
arel
mol
de.
CP-T
SIn
trodu
cir
elca
ble
enel
mol
dey
acop
larl
oso
bre
lapi
ca,
colo
car
lapl
aca
post
erio
ry
suje
tar
elco
njun
toco
nun
a
mor
daza
. Fija
rot
ram
orda
zaa
lapi
capa
raap
oyar
elm
olde
.
CP-V
Sep
arar
cabl
ey
pica
(S)
5a
6m
m. a
la
altu
rade
l cen
tr ode
lato
bera
. Fija
run
a
mor
daza
ala
pica
para
apoy
arel
mol
de.
S
CP-V
SIn
trodu
cir
elex
tr em
ode
l cab
leha
sta
el
cent
rode
lato
bera
. Fija
run
am
orda
zaa
la
pica
para
apoy
arel
mol
de.
143
146
58
183
34
C-2
00
C-2
00
C-2
00
2xC
-150
2xC
-150
PP-V
Situ
arlo
sex
trem
osde
las
pica
sen
elce
ntro
dela
tobe
ra. S
i no
tiene
npu
nta,
sepa
rarl
as(S
)10
mm
.
Fija
run
am
orda
zaa
la
pica
para
apoy
arel
mol
de.
S
CP-T
Para
cabl
esde
120
mm
om
ás, c
orta
rel
cabl
ey
sepa
rar
las
punt
as(S
)5-
6m
m. e
nel
cent
r o.
Fija
run
am
orda
zaa
lapi
capa
raap
oyar
elm
olde
.
2
S
Para
otra
sse
ccio
nes
de
cable
y/o
pic
as,
rogam
osnos
consu
lten
.
Instruccio
nes
de
utiliz
ació
n

Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/13
CR
-TL
CR
-TP
Sel
lar
elre
dond
oco
npa
sta
a
ambo
sla
dos
dela
cám
ara
de
sold
adur
a,po
rfu
era.
Intro
duci
rel
cabl
eha
sta
elce
ntro
dela
tobe
ra.
CR
-XS
Sel
lar
elre
dond
oco
npa
sta
a
ambo
sla
dos
dela
cám
ara
de
sold
adur
a,po
rfu
era.
Col
ocar
el
cabl
ey
cerr
arel
mol
de.
CR
-TH
Sel
lar
elre
dond
oco
npa
sta
a
ambo
sla
dos
dela
cám
ara
de
sold
adur
a,po
rfu
era.
Hac
erto
pe
con
elca
ble
sobr
eel
redo
ndo.
Sel
lar
con
past
ael
redo
ndo
por
deba
jode
lacá
mar
ade
sold
adur
a.
Hac
erto
peco
nel
cabl
eso
bre
el
redo
ndo.
Fija
run
am
orda
zaal
redo
ndo
para
apoy
arel
mol
de.
CR
-PV
CR
-PH
Sel
lar
con
past
ael
redo
ndo
por
deba
jode
la
cám
ara
deso
ldad
ura.
Col
ocar
elca
ble
enel
mol
de
yac
opla
rlo
alre
dond
o.C
oloc
arla
plac
apo
ster
ior
y
suje
tar
elco
njun
toco
nun
am
orda
za. F
ijar
una
mor
daza
alre
dond
opa
raap
oyar
elm
olde
.
Sel
lar
elre
dond
oco
npa
sta
aam
bos
lado
sde
la
cám
ara
deso
ldad
ura,
por
fuer
a.C
oloc
arel
cabl
een
elm
olde
yac
opla
rlo
alre
dond
o.C
oloc
arla
plac
a
post
erio
ry
suje
tar
elco
njun
toco
nun
am
orda
za.
Fija
run
am
orda
zaal
cabl
epa
raap
oyar
elm
olde
.
Conexio
nes
CA
BLE
/R
ED
ON
DO
Tena
zaTS
C100
Tena
zaTS
C80
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
CR
-XS
CR
-TL
CR
-PV
CR
-PH
CR
-TP
CR
-TH
35
25
120
150
185
240
70
50
95
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-1
15
C-1
15
C-1
50
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-1
15
C-1
15
C-1
50
C-1
15
C-1
15
C-1
15
C-1
15
C-1
15
C-1
50
C-1
50
C-1
50
C-2
00
C-1
50
C-1
50
C-2
00
C-1
15
C-1
50
C-1
15
C-1
15
C-1
15
C-1
50
C-1
50
C-1
50
C-2
00
C-1
50
C-1
50
C-2
00
C-1
50
C-1
50
C-1
50
C-1
50
C-1
50
C-2
00
C-2
00
C-2
00
C-2
00
C-2
00
C-2
00
C-2
00
C-1
50
C-1
50
C-1
50
C-2
00
C-2
00
C-2
00
C-2
50
C-2
00
C-2
00
C-2
50
C-2
00
C-2
00
C-2
00
C-2
00
C-2
50
C-2
50
C-2
50
C-2
00
C-2
50
C-2
50
C-2
50
C-2
50
C-2
50
2xC
-150
C-2
50
2xC
-150
10
16
20
10
16
20
10
16
20
10
16
20
10
16
20
10
16
20
C-2
50
2xC
-200
2xC
-150
2xC
-200
2xC
-150
2xC
-200
Para
otra
sse
ccio
nes
de
cable
y/o
redon
do,
rogam
osnos
consu
lten
.
Instruccio
nes
de
utiliz
ació
n
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
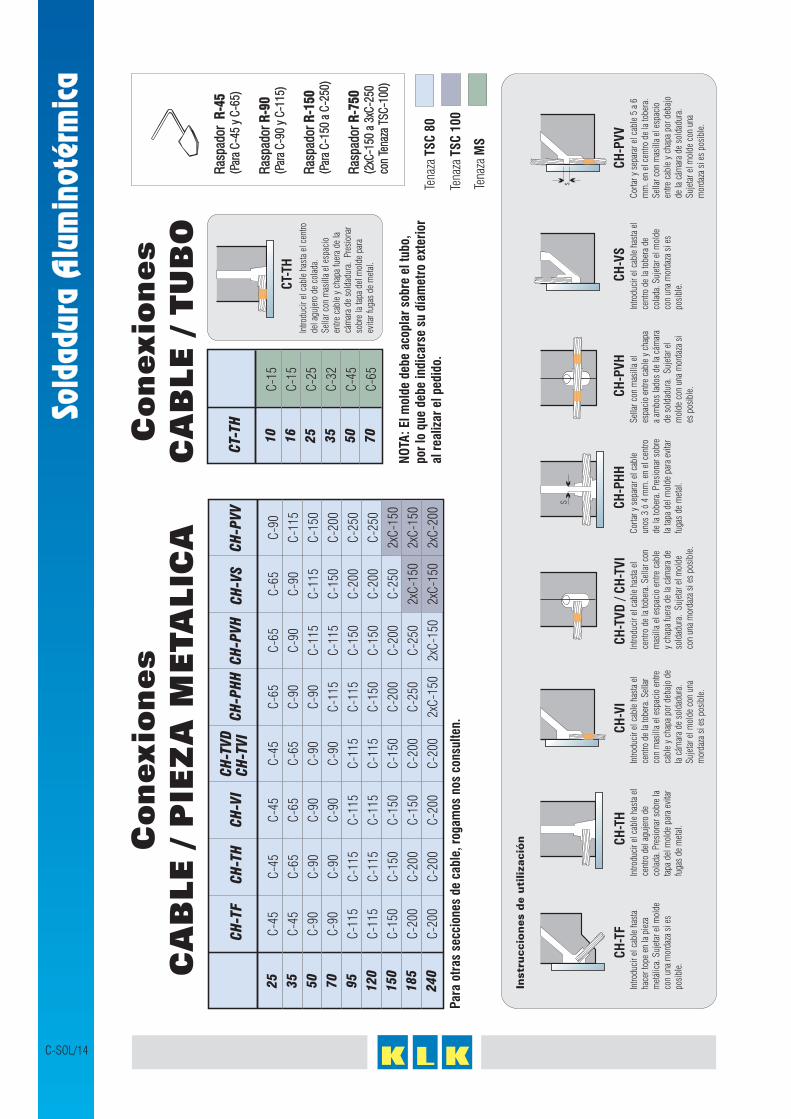
C-SOL/14
Conexio
nes
CA
BLE
/P
IEZ
AM
ETA
LIC
A
Conexio
nes
CA
BLE
/TU
BO
Tena
zaTS
C100
Tena
zaM
S
Tena
zaTS
C80
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
CT-T
H
C-1
5
C-1
5
C-2
5
C-3
2
C-4
5
C-6
5
10
16
25
35
50
70
CT-
TH
Intro
duci
rel
cabl
eha
sta
elce
ntro
del a
guje
rode
cola
da.
Sel
lar
con
mas
illa
eles
paci
o
entre
cabl
ey
chap
afu
era
dela
cám
ara
deso
ldad
ura.
Pre
sion
ar
sobr
ela
tapa
del m
olde
para
evita
rfu
gas
dem
etal
.
CH
-PV
HC
H-T
VD
/C
H-T
VI
Sel
lar
con
mas
illa
el
espa
cio
entre
cabl
ey
chap
a
aam
bos
lado
sde
lacá
mar
a
deso
ldad
ura.
Suj
etar
el
mol
deco
nun
am
orda
zasi
espo
sibl
e.
Intro
duci
rel
cabl
eha
sta
el
cent
rode
lato
bera
. Sel
lar
con
mas
illa
eles
paci
oen
treca
ble
ych
apa
fuer
ade
lacá
mar
ade
sold
adur
a.S
ujet
arel
mol
de
con
una
mor
daza
sies
posi
ble.
CH
-PH
HC
H-T
HC
orta
ry
sepa
rar
elca
ble
unos
3ó
4m
m.e
nel
cent
r o
dela
tobe
ra. P
resi
onar
sobr
e
lata
pade
l mol
depa
raev
itar
fuga
sde
met
al.
Intro
duci
rel
cabl
eha
sta
el
cent
rode
l agu
jero
de
cola
da. P
resi
onar
sobr
ela
tapa
del m
olde
para
evita
r
fuga
sde
met
al.
CH
-PV
VC
H-V
IC
H-V
SC
orta
ry
sepa
rar
elca
ble
5a
6
mm
. en
elce
ntro
dela
tobe
ra.
Sel
lar
con
mas
illa
eles
paci
o
entre
cabl
ey
chap
apo
rde
bajo
dela
cám
ara
deso
ldad
ura.
Suj
etar
elm
olde
con
una
mor
daza
sies
posi
ble.
Intro
duci
rel
cabl
eha
sta
el
cent
rode
lato
bera
. Sel
lar
con
mas
illa
eles
paci
oen
tre
cabl
ey
chap
apo
rde
bajo
de
lacá
mar
ade
sold
adur
a.
Suj
etar
elm
olde
con
una
mor
daza
sies
posi
ble.
Intro
duci
rel
cabl
eha
sta
el
cent
rode
lato
bera
de
cola
da. S
ujet
arel
mol
de
con
una
mor
daza
sies
posi
ble.
Ss
CH
-TF
Intro
duci
rel
cabl
eha
sta
hace
rto
peen
lapi
eza
met
álic
a.S
ujet
arel
mol
de
con
una
mor
daza
sies
posi
ble.
NO
TA:
Elm
olde
deb
eaco
pla
rso
bre
eltu
bo,
por
loque
deb
ein
dic
ars
esu
día
met
roex
teri
oralre
aliza
rel
ped
ido.
CH
-TF
CH
-PH
HC
H-P
VH
CH
-VS
CH
-PV
VC
H-V
IC
H-T
HC
H-T
VD
CH
-TV
I
C-4
5
C-4
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
C-2
00
C-4
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
C-2
00
C-4
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-4
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
C-2
00
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
C-2
50
2xC
-150
C-6
5
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-2
50
2xC
-150
C-9
0
C-1
15
C-1
50
C-2
00
C-2
50
C-2
50
2xC
-150
2xC
-150
2xC
-200
C-6
5
C-9
0
C-1
15
C-1
50
C-2
00
C-2
00
C-2
50
2xC
-150
2xC
-150
25
35
50
70
95
120
150
185
240
Para
otra
sse
ccio
nes
de
cable
,ro
gam
osnos
consu
lten
.
Instruccio
nes
de
utiliz
ació
n
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
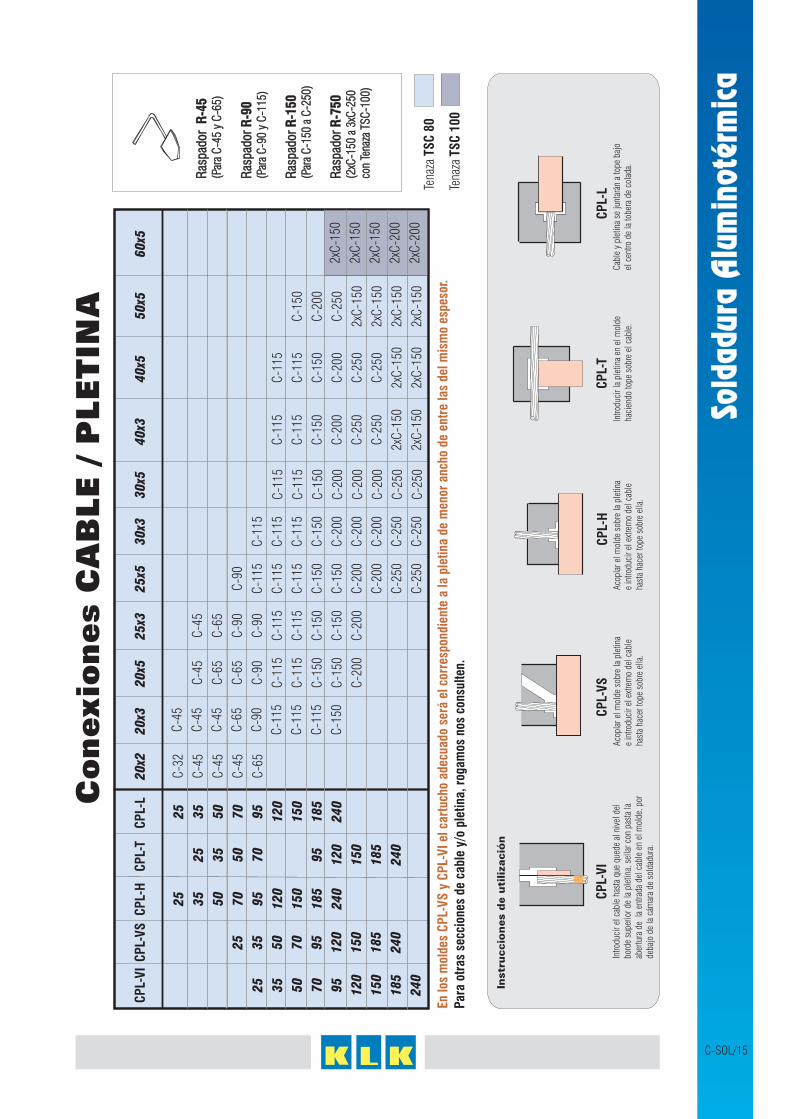
C-SOL/15
Conexio
nes
CA
BLE
/P
LETIN
A
Tena
zaTS
C100
Tena
zaTS
C80
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
CP
L-H
CP
L-L
CP
L-V
IIn
trodu
cir
elca
ble
hast
aqu
equ
ede
alni
vel d
el
bord
esu
peri
orde
lapl
etin
a,se
llar
con
past
ala
aber
tura
dela
entr
ada
del c
able
enel
mol
de, p
or
deba
jode
lacá
mar
ade
sold
adur
a.
CP
L-V
SA
copl
arel
mol
deso
bre
lapl
etin
a
ein
trodu
cir
elex
trem
ode
l cab
le
hast
aha
cer
tope
sobr
eel
la.
Aco
plar
elm
olde
sobr
ela
plet
ina
ein
trodu
cir
elex
trem
ode
l cab
le
hast
aha
cer
tope
sobr
eel
la.
Cab
ley
plet
ina
seju
ntar
ána
tope
bajo
elce
ntro
dela
tobe
rade
cola
da.
CP
L-T
Intro
duci
rla
plet
ina
enel
mol
de
haci
endo
tope
sobr
eel
cabl
e.
CP
L-V
IC
PL-
HC
PL-
TC
PL-
LC
PL-
VS
20x2
25x5
20x5
30x5
50x5
20x3
30x3
40x5
25x3
40x3
60x5
C-3
2
C-4
5
C-4
5
C-4
5
C-6
5
C-4
5
C-4
5
C-4
5
C-6
5
C-9
0
C-1
15
C-1
15
C-1
15
C-1
50
C-4
5
C-6
5
C-6
5
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-4
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-9
0
C-1
15
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-2
00
C-2
50
C-2
50
C-1
15
C-1
15
C-1
15
C-1
50
C-2
00
C-2
00
C-2
00
C-2
50
C-2
50
C-1
15
C-1
15
C-1
50
C-2
00
C-2
00
C-2
00
C-2
50
C-2
50
C-1
15
C-1
15
C-1
50
C-2
00
C-2
50
C-2
50
2xC
-150
2xC
-150
C-1
15
C-1
15
C-1
50
C-2
00
C-2
50
C-2
50
2xC
-150
2xC
-150
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
25
35
50
70
95
120
150
185
240
2xC
-150
2xC
-150
2xC
-150
2xC
-200
2xC
-200
C-1
50
C-2
00
C-2
50
2xC
-150
2xC
-150
2xC
-150
2xC
-150
En
los
mol
des
CP
L -V
Sy
CP
L-V
Iel
cart
uch
oadec
uado
será
elco
rres
pon
die
nte
ala
ple
tina
de
men
oranch
ode
entr
ela
sdel
mis
mo
espes
or.
Para
otra
sse
ccio
nes
de
cable
y/o
ple
tina,ro
gam
osnos
consu
lten
.
Instruccio
nes
de
utiliz
ació
n

Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/16
Conexio
nes
PLETIN
A/P
LETIN
A
Tena
zaTS
C100
Tena
zaTS
C80
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Ras
pado
r
Ras
pado
r
Ras
pado
r
Ras
pado
r
R-4
5
R-9
0
R-1
50
R-7
50
(Par
aC
-45
yC
-65)
(Par
aC
-90
yC
-115
)
(Par
aC
-150
aC
-250
)
(2xC
-150
a3x
C-2
50
con
Tena
zaTS
C-1
00)
Instruccio
nes
de
utiliz
ació
n
PL-
LH
Has
ta3
mm
. de
espe
sor
deja
run
ase
para
ción
(S)
de3
mm
. en
elce
ntr o
de
lato
bera
. Par
aes
peso
r es
supe
rior
es(S
)5-
6m
m.
S
PL-
LV/
PL-
AR
I
Lsex
trem
osse
cort
arán
en
"V"
sien
do(S
)5
a6
mm
para
plet
inas
deha
sta
30m
m. d
e
anch
o.Pa
raan
chos
supe
rior
es
(S)
10a
12m
m..
S
PL-
TV
Elex
trem
ode
lapl
etin
a
deri
vada
debe
rási
tuar
sea
laal
tura
del b
orde
supe
rior
dela
plet
ina
pasa
nte.
PL-
V
Para
plet
inas
deha
sta
6m
m. d
e
espe
sor,
sepa
rar
los
extre
mos
(S)
5-6
mm
. en
elce
ntro
dela
tobe
ra. P
ara
espe
sor e
ssu
peri
ores
(S)
10-1
2m
m.
S
PL-
TH
Para
plet
inas
deha
sta
6m
m. d
e
espe
sor,
deja
run
ase
para
ción
(S)
de5-
6m
m. e
ntre
lapl
etin
a
pasa
nte
yde
deri
vada
. Par
a
espe
sore
ssu
peri
ores
(S)
10m
m.
S
PL-
TS
Dej
arun
ase
para
ción
(S)
de5-
6m
m. e
ntre
lapl
etin
apa
sant
e
yde
deri
vada
. Aco
plar
lapl
aca
post
erio
ry
suje
tar
elco
njun
to
con
una
mor
daza
S
PL-
XP
L-D
P
Situ
arla
spl
etin
asen
sus
resp
ectiv
osal
ojam
ient
os.
Inse
rtar
lapl
etin
ade
riva
daha
sta
elce
ntro
dela
tobe
ra. M
ante
ner
lapl
etin
ade
riva
dapa
rale
laa
la
pasa
nte
alm
enos
70m
m.
70
PL-T
SP
L-D
PP
L-L
HP
L-T
HP
L-X
PL-A
RI
PL-V
PL-T
VP
L-L
V
20x2
20x3
20x5
25x3
25x5
30x3
30x5
40x3
40x5
50x5
60x5
C-4
5
C-4
5
C-6
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
2xC
-150
C-4
5
C-4
5
C-6
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
2xC
-150
C-4
5
C-6
5
C-6
5
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
2xC
-150
C-6
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-2
50
2xC
-150
C-1
15
C-1
15
C-1
50
C-1
50
C-2
00
C-2
00
C-2
50
C-2
50
2xC
-150
2xC
-200
2xC
-250
C-9
0
C-9
0
C-9
0
C-9
0
C-9
0
C-1
15
C-1
15
C-1
15
C-2
00
C-2
00
2xC
-200
C-4
5
C-4
5
C-6
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
50
C-1
50
C-2
00
2xC
-150
C-4
5
C-4
5
C-6
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
50
C-1
50
C-2
00
2xC
-150
C-4
5
C-6
5
C-6
5
C-6
5
C-9
0
C-9
0
C-1
15
C-1
15
C-1
50
C-2
00
C-2
50
Para
otra
sse
ccio
nes
de
ple
tina,ro
gam
osnos
consu
lten
.
Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/17
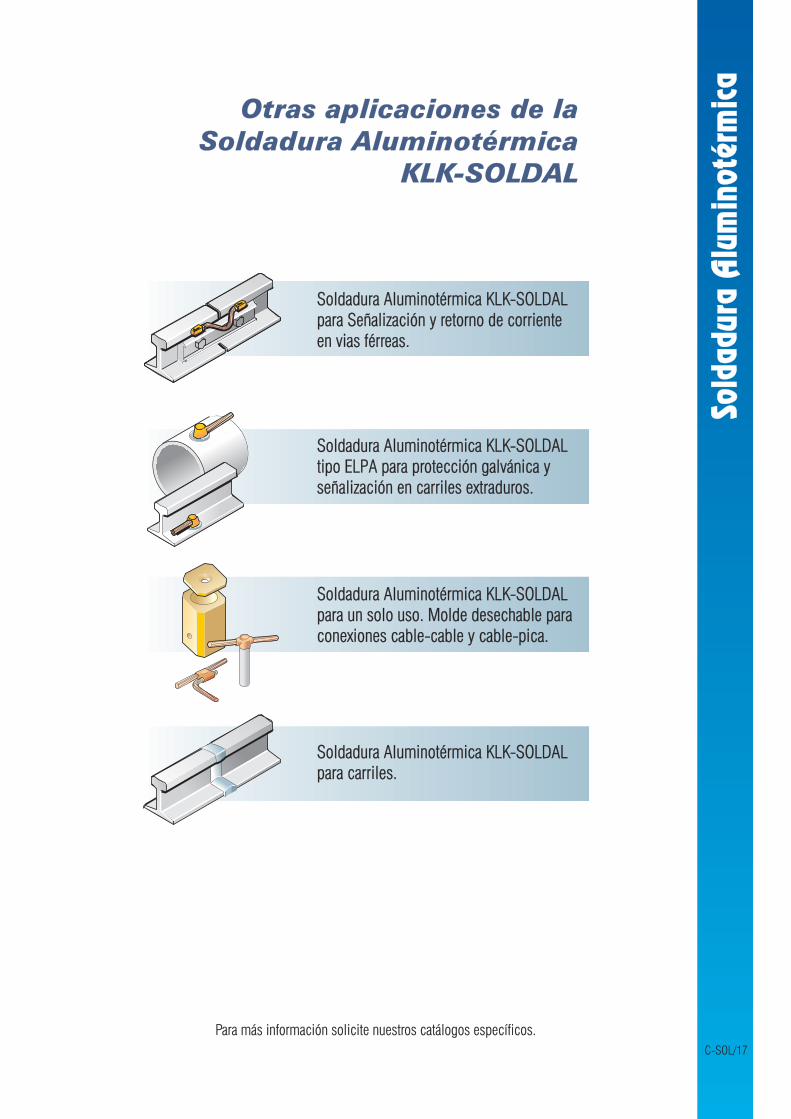
Otras aplicaciones de la
Soldadura Aluminotérmica
KLK-SOLDAL
Otras aplicaciones de la
Soldadura Aluminotérmica
KLK-SOLDAL
Para más información solicite nuestros catálogos específicos.Para más información solicite nuestros catálogos específicos.
Soldadura Aluminotérmica KLK-SOLDAL
para Señalización y retorno de corriente
en vias férreas.
Soldadura Aluminotérmica KLK-SOLDAL
para Señalización y retorno de corriente
en vias férreas.
Soldadura Aluminotérmica KLK-SOLDAL
tipo ELPA para protección galvánica y
señalización en carriles extraduros.
Soldadura Aluminotérmica KLK-SOLDAL
tipo ELPA para protección galvánica y
señalización en carriles extraduros.
Soldadura Aluminotérmica KLK-SOLDAL
para un solo uso. Molde desechable para
conexiones cable-cable y cable-pica.
Soldadura Aluminotérmica KLK-SOLDAL
para un solo uso. Molde desechable para
conexiones cable-cable y cable-pica.
Soldadura Aluminotérmica KLK-SOLDAL
para carriles.
Soldadura Aluminotérmica KLK-SOLDAL
para carriles.

Sold
adura
Alu
min
oté
rmic
aSold
adura
Alu
min
oté
rmic
a
C-SOL/18
DELEGACIONES:Zona Centro: Rosario Pino, 18, 4º, 7ª / 28020 MADRID / Tel. 915 70 96 92 / Fax 915 71 35 40
Cataluña-Baleares: Bertrán, 18-20, 2º, 4ª / 08023 BARCELONA / Tel. 934 18 35 92 / Fax 934 18 19 21
Zona Noroeste: La Juveria - Tremañes / 33211 GIJON / Tel. 985 32 18 50 / Fax 985 31 28 20
DELEGACIONES:Zona Centro: Rosario Pino, 18, 4º, 7ª / 28020 MADRID / Tel. 915 70 96 92 / Fax 915 71 35 40
Cataluña-Baleares: Bertrán, 18-20, 2º, 4ª / 08023 BARCELONA / Tel. 934 18 35 92 / Fax 934 18 19 21
Zona Noroeste: La Juveria - Tremañes / 33211 GIJON / Tel. 985 32 18 50 / Fax 985 31 28 20
Electro Materiales, s.a.Electro Materiales, s.a.La Juveria - Tremañes - Apto.333 - 33280 GIJON - ESPAÑA - Teléf. + 34 - 985 32 18 50 - Fax + 34 - 985 31 28 20 - E-mail: [email protected] Juveria - Tremañes - Apto.333 - 33280 GIJON - ESPAÑA - Teléf. + 34 - 985 32 18 50 - Fax + 34 - 985 31 28 20 - E-mail: [email protected]
IC SC1 (01/02.05.00)