
Six Sigma Aplicado a La Reducción de Consumo Electrico
22
SIX SIGMA APLICADO A LA REDUCCIÓN DE CONSUMO ELECTRICO ¿QUE ES SIX SIGM A? Los impulsores de esta herramienta definen a Six Sigma (o seis sigma ) como una metodología de calidad aplicada para ofrecer un mejor producto o servicio, más rápido y al costo más bajo, centrando su foco en la eliminación de defectos y la satisfacción del cliente, entendiendo como tal la concepción japonesa del mismo (es decir tanto el cliente interno como el externo) Sigma ( ) es una letra del alfabeto griego !ue representa a la S, utili"ada por los estadísticos para medir una variación #uando se apl ica a un proceso de negocio , una calificación Sigma indica una unidad o valor de eficacia en procesos y procedimientos #uanto mayor sea una calificación Sigma, menos defectos habrá La metodología Six Sigma se basa en la curva de distribución normal para conocer el nivel de variación de cual!uier actividad La may oría de los proc esos prod uct ivo s sig uen una dist ribución normal, con una distribución de frecuencias siguiendo la campana de $auss, y con una probabilidad de !ue algunos valores !ueden fuera de los límites superior e inferior, esta probabilidad es lo !ue se entiende como %probabilidad de defecto& 'l proceso será más con fiabl e cuanto más centrada respect o a los límites y cuant o más estrecha y alta sea la campana na campana achatada y descentrada es consecuencia de grandes probabilidades de defectos e forma gráfica el área de la campana de $auss !ue !ueda fuera de la "ona marcada por los límite s superior e inferior es justamente la probabilidad de defecto 'n las tablas de distribución normal encontraremos una relación entre esta área y la distancia * definida como+
description
aplicacion de six sigma
Transcript of Six Sigma Aplicado a La Reducción de Consumo Electrico

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 1/22
SIX SIGMA APLICADO A LA REDUCCIÓN DE CONSUMOELECTRICO
¿QUE ES SIX SIGMA?
Los impulsores de esta herramienta definen a Six Sigma (o seis sigma) como unametodología de calidad aplicada para ofrecer un mejor producto o servicio, másrápido y al costo más bajo, centrando su foco en la eliminación de defectos y lasatisfacción del cliente, entendiendo como tal la concepción japonesa del mismo(es decir tanto el cliente interno como el externo)
Sigma ( ) es una letra del alfabeto griego !ue representa a la S,utili"ada por los estadísticos para medir una variación
#uando se aplica a un proceso de negocio, una calificación Sigmaindica una unidad o valor de eficacia en procesos y procedimientos #uanto mayor sea una calificación Sigma, menos defectos habrá
La metodología Six Sigma se basa en la curva de distribución normalpara conocer el nivel de variación de cual!uier actividad
La mayoría de los procesos productivos siguen una distribuciónnormal, con una distribución de frecuencias siguiendo la campana de $auss, y conuna probabilidad de !ue algunos valores !ueden fuera de los límites superior einferior, esta probabilidad es lo !ue se entiende como %probabilidad de defecto& 'lproceso será más confiable cuanto más centrada respecto a los límites y cuantomás estrecha y alta sea la campana na campana achatada y descentrada esconsecuencia de grandes probabilidades de defectos e forma gráfica el área dela campana de $auss !ue !ueda fuera de la "ona marcada por los límitessuperior e inferior es justamente la probabilidad de defecto
'n las tablas de distribución normal encontraremos una relación entre esta área yla distancia * definida como+

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 2/22
Z= (x-X)/ s.Siendo Z el %alor Sigma&- X la media y s la desviación típica
La relación entre la probabilidad de defecto (área de la curva de $auss !ue !ueda
fuera de los límites superior e inferior) y * (distancia desde el valor medio a estelímite) para una distribución normal se encuentra en las tablas correspondientes
La probabilidad de defecto total será la suma de la probabilidad de exceder ellímite superior más la de exceder el límite inferior 'n este caso, para el cálculo delvalor de * se suman ambas probabilidades
'l n.mero * es lo !ue en Six Sigma se denomina %valor sigma& cuando.nicamente se tiene un límite superior #uando existe un límite superior y otroinferior, se calcula un n.mero sigma e!uivalente sumando las probabilidades dedefecto de ambos extremos y con este se busca el valor *
Six Si!" #s $%" !#&i&" #s'#*i" &# "+i&"&, &#*#01s '12 !i++3% '120$%i&"&#s.
na %oportunidad& se define como una ocasión para la disconformidad, o de no/cumplimiento de las especificaciones re!ueridas
'ste n.mero surge del estudio de la capacidad de proceso a trav0s de un índicede capacidad, el límite de dise1o de Six Sigma, y da como resultado 2,3 defectospor millón
4or consenso las empresas han aceptado como norma niveles sigma tres( 52,267 / 'stándar 8istórico e!uivalente a casi 9:;;; defectos por millón deoportunidades) o sigma cuatro (55,2<7 / 'stándar =ctual > e!uivalente a casi96?; defectos por millón de oportunidades) =lcan"ar sigma seis e!uivale a sufrir menos de 3 defectos por cada millón de oportunidades (55,555997), lo !uesignifica poner la vara a un nivel más alto
'sta metodología puede aplicarse a todas las actividades !ue conforman lacadena de valor interna, en las !ue se considera defecto todo a!uello !ue provoca
insatisfacción del cliente

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 3/22
'n la práctica Six Sigma se ha convertido en el nombre de un conjunto demetodologías y t0cnicas !ue se aplican para reducir los costos, y !ue en unenfo!ue disciplinado erradican los desperdicios y errores habituales en lasoperaciones, tanto en procesos t0cnicos (de fabricación, por ejemplo) como en losno t0cnicos (administrativos, servicios, etc) =taca las causas de los problemas,mide y anali"a detenidamente las operaciones a fin de determinar con exactitudcómo y por !u0 se producen los defectos, y luego toma medidas para abordar esas causas
'ste sistema se define en dos niveles+ operacional y gerencial 'n el primero deellos se utili"an herramientas estadísticas para elaborar la medición de variablesde los procesos industriales con el fin de detectar los defectos- en el segundo seanali"an los procesos utili"ados por los empleados para aumentar la calidad de losproductos, procesos y servicios
LAS 4ASES
Las herramientas utili"adas por Six Sigma se desarrollan en el marco del modeloconocido como @=A# (sigla en ingl0s !ue significa definir, medir, anali"ar,mejorar y controlar), este modelo puede resumirse en cuatro fases básicas, ya !uela primera de las mencionadas, consiste en la etapa de diagnóstico, no esespecífica del modelo, ya !ue es necesaria al implantar cual!uier sistema

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 4/22
'stas fases del proceso de Six Sigma se centran en reducir la variación más !ueen probar o inspeccionar los productos o servicios una ve" terminados Lascaracterísticas básicas de las etapas son+
5. M#&i2, 'l sistema existente
'sta etapa consiste en identificar los procesos internos !ue influyen en las
características críticas para la calidad (#BC) !ue han sido definidas como talespor los clientes, y medir los defectos generados relativos a estas características'ntendi0ndose por defectos las #BC fuera del margen de tolerancia
Las variables !ue deben medirse son a!uellas importantes para el negocio como+características del producto, contenido de mano de obra, tiempo del ciclo,materiales, etc, así como todo lo !ue sea rentable mejorar y las !ue seannecesarias para garanti"ar !ue las mejoras sean duraderas
4ara implantar el sistema hay !ue establecer ciertos parámetros cuyo conjuntodará el valor sigma de los procesos o productos para el intervalo de tiempo !ue se!uiera
#onforme se desarrolla cada etapa se utili"an ciertas herramientas y t0cnicaspotentes de recolección y análisis de datos 'n esta etapa se utili"an estudios debenchmarDing (comparación de los procesos de negocios con las empresaslíderes, a fin de identificar oportunidades para mejorar el desempe1o), decapacidad de proceso, correlación entre defectos y confiabilidad, además del usode herramientas como+
MEDIR
SISTEMA ANALIZADO
SISTEMA DESEADO MEJORAR
7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 5/22
Di"2"!" &# 4+$61 &# P21(#s1s
E%02"&"
Decision
Etapa del proceso
Salida
Di"2"!"s &# 4+$61 &# P21#s1s+ con loscuales se conocen las etapas del proceso por medio de una secuencia depasos, así como las etapas críticas
7is012"!"s, 4roveen la forma de distribución de los datos, así latendencia central y la variabilidad se pueden estimar fácilmente Los límitesinferior y superior se pueden sobreponer para estimar la capacidad delproceso
Di"2"!"s &# T#%&#%i"s+ son utili"ados para representar datosgráficamente con respecto a un tiempo, lo !ue permite observar y seguir losdefectos en un proceso
7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 6/22
Di"2"!" &# T#%&#%i"
8. A%"+i9"2 + 'l sistema con el fin de eliminar la brecha entre el desempe1o actual yel objetivo deseado
'l objetivo de esta fase es empe"ar a entender por!ue se generan los defectos
@ediante reuniones de brain/storming, herramientas estadísticas, etc, seidentifican las variables clave !ue dan lugar a los defectos 'l producto de estaetapa es la aplicación de las variables !ue tienen mayor probabilidad de influir enla variación del proceso Los gerentes examinan los resultados óptimos y tratan decomprender como se lograron, para luego establecer procedimientos !ueconviertan esos resultados en rutinarios
Las herramientas más habituales utili"adas en esta etapa son+
Di"2"!" &# P"2#01+ se aplica para identificar las causas principales delos problemas en los procesos de mayor a menor, y con ello reducirlas oeliminarlas de una en una, empe"ando con la !ue provoca un problemamayor y despu0s con las posteriores

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 7/22
Di"2"!"s &# C"$s" - E*#01+ utili"ados como lluvia de ideas paradetectar las causas y consecuencias de los problemas en los procesos
Di"2"!"s &# Dis'#2si3%+ #on los cuales se pueden relacionar dosvariables 4ermiten hacer estimaciones a primera vista e identificar puntos extraordinarios
Diagrama de Dispersión
Defectos
Frecuencia
. M#612"2 + 'l objetivo de esta fase es confirmar las variables clave y luegocuantificar el efecto !ue tendrán sobre las #BC, identificar los márgenes devariación máximos aceptables de las variables clave, asegurarse de !ue lossistemas de medición pueden medir la variación de dichas variables y modificar el
proceso para permanecer dentro de los márgenes de variación aceptables$eneralmente se utili"an herramientas de gestión de procesos y m0todosestadísticos para convalidar las mejoras
. C1%021+"2 + 'l objetivo de esta fase es garanti"ar !ue el proceso modificadopermita ahora a las variables clave permanecer dentro de los márgenes devariación máximos aceptables utili"ando herramientas como el #ontrol 'stadístico

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 8/22
de 4roceso (S4#) y gráficas de control !ue se aplican para mantener el procesode acuerdo a un valor medio y límites superior e inferior, identificando causasespeciales !ue afectan el promedio o la variación Se genera así un proceso demejora continua
LA CAPACITACION
'l sistema se sustenta en un entrenamiento de todas las personas !ue intervienenen el proceso para !ue posean los conocimientos y características para dirigir laimplantación Las necesidades de capacitación se eval.an rigurosamente Secapacita, primero, a un grupo pe!ue1o de líderes para !ue alcancen un alto nivelen estas t0cnicas y logren el objetivo fijado =demás y a fin de asegurar !ue todostengan el nivel de formación adecuado se les brinda un entrenamiento enhabilidades básicas La capacitación es de arriba hacia abajo en herramientas yt0cnicas de mejoramiento de sistemas Las personas encargadas de ponerlo enpráctica son clasificadas en las siguientes categorías+
C:"!'i1% (Li#s 1 P"+"&i%#s), Son líderes de alta gerencia !uienes sugiereny apoyan proyectos, ayudan a obtener recursos y eliminan obstáculos
M"s0#2 ;+"< ;#+0 (M"#s021 &# Ci%0" N#2"), Son expertos de tiempo completo,capacitados con herramientas de Six sigma, son responsables del desarrollo eimplantación de la metodología, representan el nivel más alto de idoneidadt0cnica
eben poseer los conocimientos de los ElacD Eelts, pero en su carácter demaestros deben entender la teoría matemática !ue sustenta los m0todos
estadísticos #uando sea posible la capacitación en estadística debe estar a cargode ellos, para evitar la propagación de errores en la aplicación de la t0cnica
;+"< ;#+0 (Ci%0" N#2"), Son líderes de e!uipos con capacidad t0cnica,responsables de medir, anali"ar, mejorar y controlar procesos !ue afectan lasatisfacción del cliente 4ueden provenir de una amplia variedad de disciplinas sinnecesidad de contar con estudios formales de estadística o ingeniería, si bien esmás apropiado para estos puestos colocar personal con formación universitaria en

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 9/22
matemática o análisis cuantitativo Feciben capacitación grupal además deentrenamiento individual en proyectos impartido por consultores o master blacDbelts eben manejar sistemas de computación y utili"ar softGare avan"ado deanálisis estadístico para poder extraer información de los sistemas de informaciónde la empresa
G2##% ;#+0 (Ci%0" #2&#)+ Son ayudantes de un cinta negra Son capaces deformar e!uipos, colaborar con ellos y manejar proyectos Feciben capacitación engestión de proyectos, herramientas de gestión y control de calidad, resolución deproblemas y análisis de datos Su entrenamiento corre por cuenta de los#hampions = diferencia de las dos categorías anteriores no trabajan a tiempocompleto en el proyecto
APLICA;ILIDAD ESPEC>4ICA EN EL PROECTO DE REDUCCIÓNDE GASTO ENERG@TICO EL@CTRICO RGEE(PARQUE INDUSTRIAL SUMICOL)
4ara la ejecución de este proyecto se aplicó la metodología completa de SeisSigma, lo cual implica el desarrollo de sus ? etapas+
H I f(x), o sea HIf(XI, J2 , J3, )
'sta ecuación define la relación entre una variable dependiente, H, y las variablesindependientes, las Js 4ara el caso específico del proyecto de F$'', la variable
dependiente es el consumo KG/hr tonelada producida 4or otro lado, el encuentrode las variables independientes Js resultaría del desarrollo y ejecución delproyectoSin embargo, mediante las diferentes discusiones iniciales en e!uipo se encontró!ue las áreas importantes de encuentro de estas Js serían+ fuer"a motri", factor de potencia, iluminación, aplicaciones t0rmicas, sistemas de distribución yadecuado manejo operacionale igual forma en la etapa de definición se conforma el e!uipo de trabajo, sereali"a un planteamiento escrito del problema y su oportunidad (figura M), se defineel alcance del proyecto (figura 6) se establecen los objetivos y se plantea uncronograma inicial con metas y m0tricas del proyecto 'n esta etapa tambi0n se
eval.a el impacto financiero del problema y de su posible soluciónn resumen de la etapa de definición es+
Titulo. Feducción de $asto 'nerg0tico 'l0ctrico (F$'')
Equipo de Trabajo. '!uipo multidisciplinario con asesoría de expertos

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 10/22
Objetivo General. eberá ser concreto, lograble, relevante, y se expresa ent0rminos de !u0, cómo y para !u0, cuánto y cuándo ebe incluir las m0tricasprimarias y secundarias, su estado actual y las metas respectivas
DESCRIPCIÓN DEL PROECTO
4i$2" 5. A%+isis &# '21B+#!"/1'120$%i&"&
4i$2" 8. M"'" &# '21#s1s '"2" 1%s$!1 &# #%#2"E+02i"-s$!i1+-s"B"%#0". D#0#2!i%"i3% &#+ "+"%#
ETAPA DE MEDICIÓN
urante la fase de medir, se priori"a sobre el comportamiento en cuanto a supromedio y variación de la m0trica primaria DG/hr tonelada a partir de lainformación histórica registrada, tal como se observa en la gráfica M el mismo

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 11/22
modo, la estadística básica es ampliamente utili"ada para obtener el tipo dedistribución del consumo de energía por tonelada e identifi car los patrones decomportamiento de otros parámetros como energía activa y reactiva, franjashorarias en el día donde el consumo de energía es más alto y obtención devalores promedio históricos de factores de potencia mes a mes Los gráficos de
4areto (gráfico 6) son de gran ayuda para identifi car las plantas y e!uipos !uemayor aporte hacen al consumo de energía el0ctrica en el par!ue industrial
7ISTOGRAMA PARA M@TRICA PRIMARIA (-7R/TONELADA)
G2*i" 5. Es0"&s0i" Bsi" '"2" i&#%0i*i"2 P21!#&i1 F "2i"i3% '2i%i'"+!#%0#
G2*i" 8. E6#!'+1 &# 2*i1 P"2#01 '12 #H$i'1 s#% s$ "'120#A+ 1%s$!1 &# #%#2" #+02i" #% #+ '"2H$# i%&$s02i"+ S$!i1+.
7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 12/22
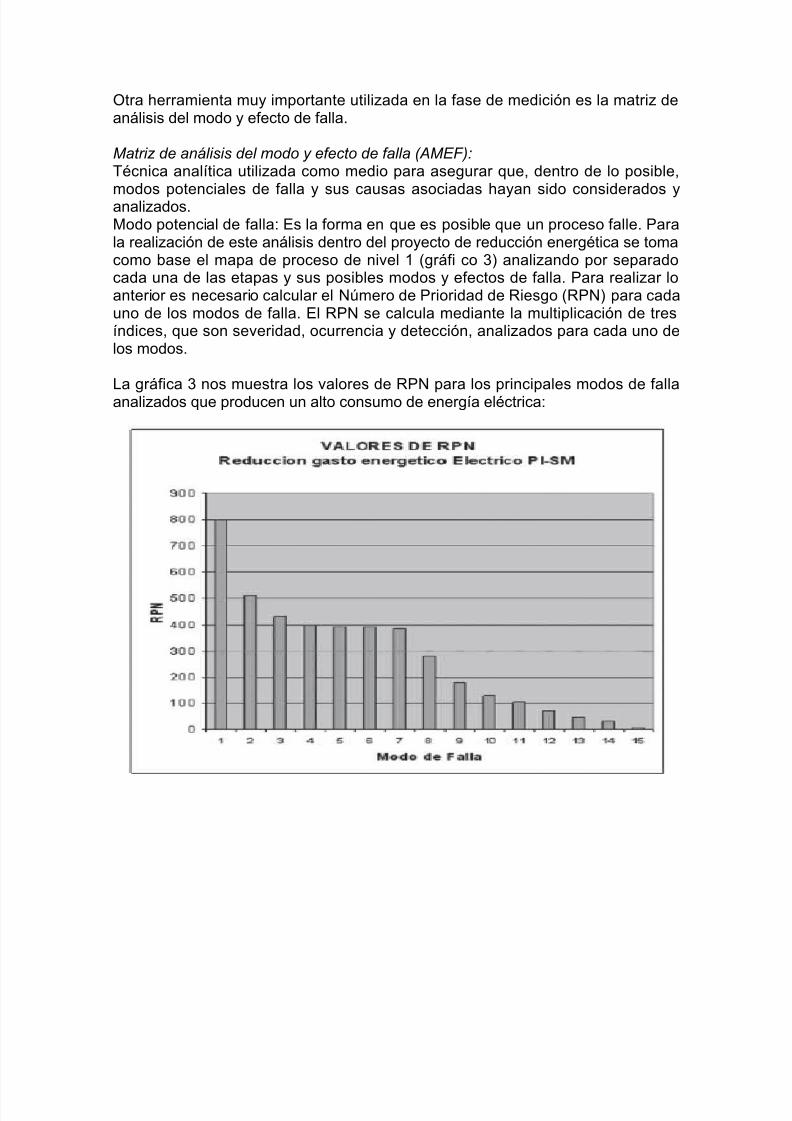
Ntra herramienta muy importante utili"ada en la fase de medición es la matri" deanálisis del modo y efecto de falla
Matriz de análisis del modo y efecto de falla (AMEF):B0cnica analítica utili"ada como medio para asegurar !ue, dentro de lo posible,
modos potenciales de falla y sus causas asociadas hayan sido considerados yanali"ados@odo potencial de falla+ 's la forma en !ue es posible !ue un proceso falle 4arala reali"ación de este análisis dentro del proyecto de reducción energ0tica se tomacomo base el mapa de proceso de nivel M (gráfi co 2) anali"ando por separadocada una de las etapas y sus posibles modos y efectos de falla 4ara reali"ar loanterior es necesario calcular el O.mero de 4rioridad de Fiesgo (F4O) para cadauno de los modos de falla 'l F4O se calcula mediante la multiplicación de tresíndices, !ue son severidad, ocurrencia y detección, anali"ados para cada uno delos modos
La gráfica 2 nos muestra los valores de F4O para los principales modos de fallaanali"ados !ue producen un alto consumo de energía el0ctrica+
7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 13/22
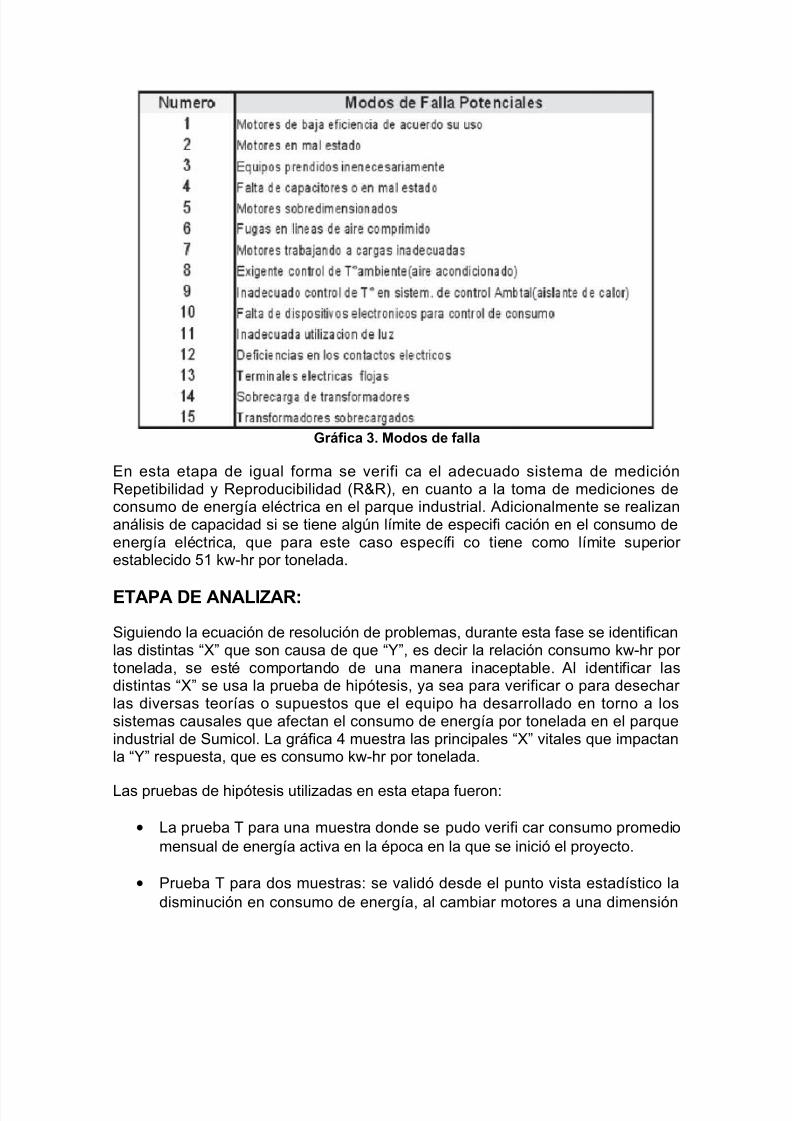
G2*i" . M1&1s &# *"++"
'n esta etapa de igual forma se verifi ca el adecuado sistema de mediciónFepetibilidad y Feproducibilidad (FPF), en cuanto a la toma de mediciones deconsumo de energía el0ctrica en el par!ue industrial =dicionalmente se reali"ananálisis de capacidad si se tiene alg.n límite de especifi cación en el consumo deenergía el0ctrica, !ue para este caso específi co tiene como límite superior establecido ?M DG/hr por tonelada
ETAPA DE ANALIZAR,
Siguiendo la ecuación de resolución de problemas, durante esta fase se identificanlas distintas %J& !ue son causa de !ue %H&, es decir la relación consumo DG/hr por tonelada, se est0 comportando de una manera inaceptable =l identificar lasdistintas %J& se usa la prueba de hipótesis, ya sea para verificar o para desechar las diversas teorías o supuestos !ue el e!uipo ha desarrollado en torno a lossistemas causales !ue afectan el consumo de energía por tonelada en el par!ueindustrial de Sumicol La gráfica 3 muestra las principales %J& vitales !ue impactanla %H& respuesta, !ue es consumo DG/hr por tonelada
Las pruebas de hipótesis utili"adas en esta etapa fueron+
• La prueba B para una muestra donde se pudo verifi car consumo promediomensual de energía activa en la 0poca en la !ue se inició el proyecto
• 4rueba B para dos muestras+ se validó desde el punto vista estadístico ladisminución en consumo de energía, al cambiar motores a una dimensión

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 14/22
menor en unos tan!ues de me"clado y se pudo comprobar adicionalmentela reducción de consumo de energía el0ctrica con la instalación devariadores de velocidad acoplados a compresores, bombas centrífugas yventiladores !ue trabajan con carga variable
•
4rueba =nova+ con esta prueba se pudo comprobar estadísticamente ladiferencia en consumo de energía el0ctrica en diferentes franjas horariasdurante el día
IN4LUENCIA DE JXK ITALES SO;RE LAS JK PRUE;AS DE 7IPÓTESIS-CORRELACIÓN
G2*i" . EsH$#!" &# 2#+"i3% JXK i0"+#s F JK 2#s'$#s0"
Diagramas de dispersión y correlación,
'ste tipo de análisis nos muestra la relación entre dos variables x y y !ue, para elcaso industrial, es de gran importancia para conocer la relación consumo DG/hr vsproducción mes a mes, ya !ue revela información importante del proceso ypermite de igual forma reali"ar análisis predictivos
#on estos análisis se puede determinar la influencia de factores productivos de lasempresas sobre las variables energ0ticas y establecer nuevas variables decontrol 'l gráfico energía versus producción puede reali"arse por tipo de portador energ0tico, área o e!uipo, considerando para cada caso la producción asociada al
portador
'n la gráfico ? se observa un análisis de correlación entre el consumo DG/hr y lastoneladas producidas en un molino de bolas La correlación entre estas dosvariables es positiva fuerte, con un coeficiente de correlación de <3,:7, y laecuación asociada para predecir consumo es una línea recta de tipo yI mxQb

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 15/22
ANLISIS DE CORRELACIÓN REGRESIÓN
G2*i" . A%+isis &# 122#+"i3% 1%s$!1 <-:2 #2s$s '21&$i3% '"2" $% !1+i%1 #% #+ '"2H$# i%&$s02i"+ s$!i1+
DIAGRAMA >NDICE DE CONSUMO ERSUSPRODUCCIÓN
'ste diagrama se reali"a despu0s de haber obtenido el gráfico de energía vs4roducción y la ecuación y (energía)Imx (producción)Qb con un nivel decorrelación significativo 'l gráfico índice de consumo (DG/hrtonelada) vsproducción es una hip0rbola e!uilátera, con asíntota en el eje x, al valor de lapendiente %m& de la expresión de energía en función de la producción 'n lagráfico 9 se observa el modelo A#, !ue es DG/hr por tonelada vs 4roducción entoneladas
#omo se observa en la gráfica, producciones menores a las 2M;; toneladasconllevan a un aumento en mayor proporción del índice DG/hr por tonelada,haciendo ineficiente el consumo de energía el0ctrica frente a la producciónobtenida

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 16/22
A%+isis &# 2#2#si3%
G2*i" . A%+isis &# 2#2#si3% %&i# &# 1%s$!1IC s. P21&$i3% '"2" $% !1+i%1.
ETAPA DE MEORAR
'n esta fase se hace uso del dise1o experimental para identificar las relaciones!ue existen entre las %J& y se llevan a cabo las implementaciones de mejora sobrelas %J& vitales encontradas en la etapa de anali"ar Las %J& son variablesindependientes con respecto a %H&, pero eso no significa !ue sean independientesentre sí 'n los proyectos energ0ticos, el dise1o de experimentos es bienimportante para encontrar condiciones de óptimo consumo energ0tico mediante laapropiada interacción de las diferentes variables de proceso en la plantas demanufactura 4or ejemplo, mediante la reali"ación de un N' se pudo encontrar la interacción correcta entre factores tales como carga de trabajo, variador develocidad y tipología de motor (estándar o de alta eficiencia)
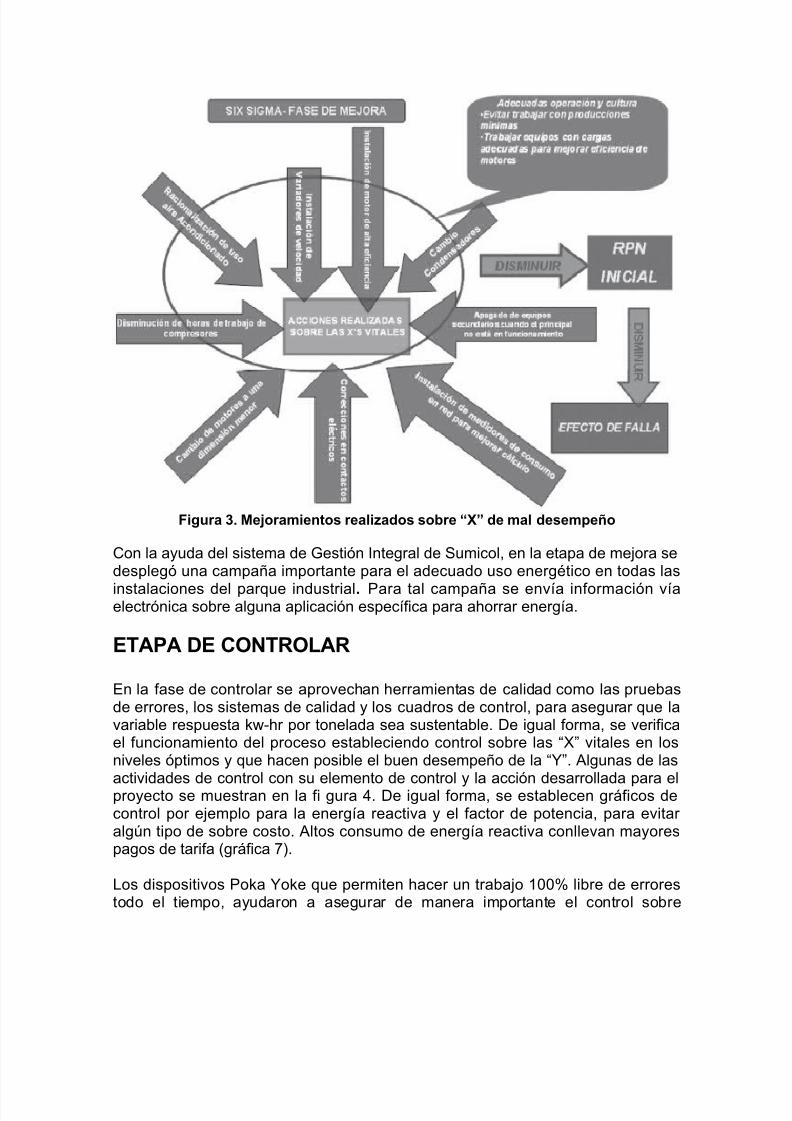
Los mejoramientos reali"ados en el proyecto !ue actuaron sobre las %J& de mal
desempe1o se muestran en la fi gura 2 Lo anterior, de igual forma, permitedisminuir el n.mero de prioridad del riesgo (F4O) para los modos de falla y, por lotanto, disminuir el consumo de energía el0ctrica por tonelada en el par!ueindustrial Sumicol
7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 17/22
4i$2" . M#612"!i#%01s 2#"+i9"&1s s1B2# JXK &# !"+ &#s#!'#1
#on la ayuda del sistema de $estión Antegral de Sumicol, en la etapa de mejora sedesplegó una campa1a importante para el adecuado uso energ0tico en todas las
instalaciones del par!ue industrial. 4ara tal campa1a se envía información víaelectrónica sobre alguna aplicación específica para ahorrar energía
ETAPA DE CONTROLAR
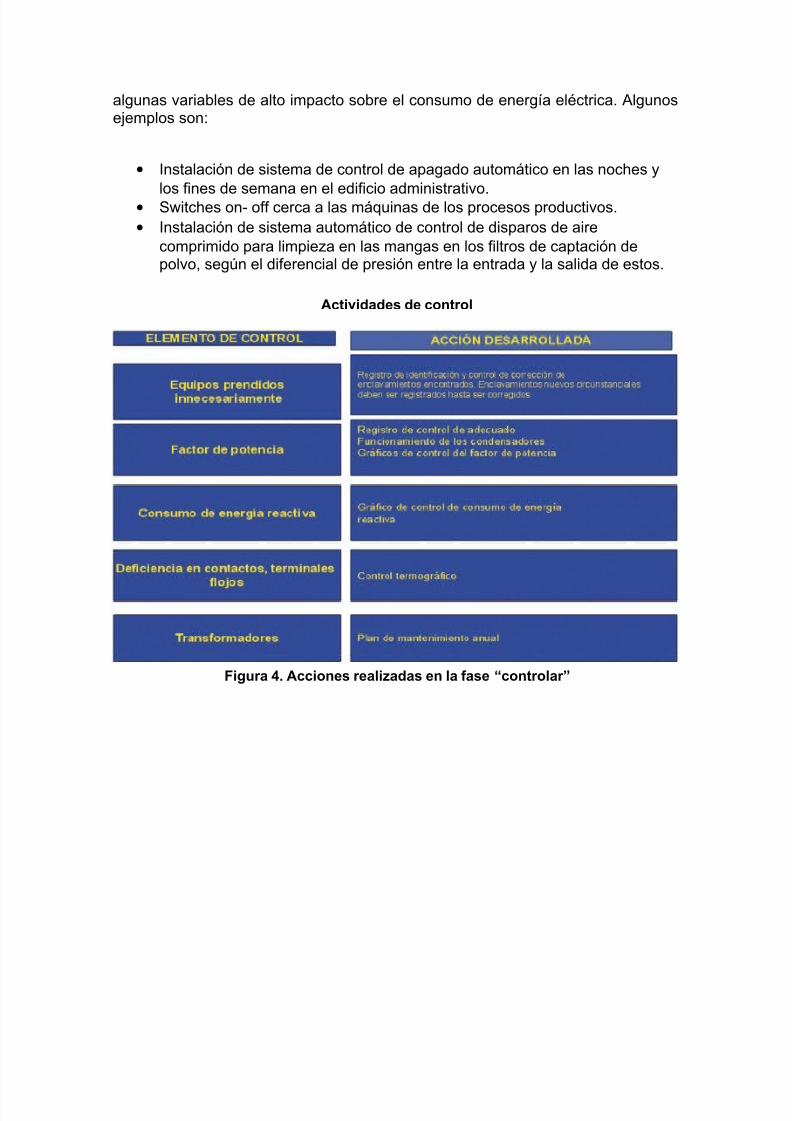
'n la fase de controlar se aprovechan herramientas de calidad como las pruebasde errores, los sistemas de calidad y los cuadros de control, para asegurar !ue lavariable respuesta DG/hr por tonelada sea sustentable e igual forma, se verificael funcionamiento del proceso estableciendo control sobre las %J& vitales en losniveles óptimos y !ue hacen posible el buen desempe1o de la %H& =lgunas de las
actividades de control con su elemento de control y la acción desarrollada para elproyecto se muestran en la fi gura 3 e igual forma, se establecen gráficos decontrol por ejemplo para la energía reactiva y el factor de potencia, para evitar alg.n tipo de sobre costo =ltos consumo de energía reactiva conllevan mayorespagos de tarifa (gráfica :)
Los dispositivos 4oDa HoDe !ue permiten hacer un trabajo M;;7 libre de errorestodo el tiempo, ayudaron a asegurar de manera importante el control sobre
7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 18/22
algunas variables de alto impacto sobre el consumo de energía el0ctrica =lgunosejemplos son+
• Anstalación de sistema de control de apagado automático en las noches y
los fines de semana en el edificio administrativo• SGitches on/ off cerca a las má!uinas de los procesos productivos• Anstalación de sistema automático de control de disparos de aire
comprimido para limpie"a en las mangas en los filtros de captación depolvo, seg.n el diferencial de presión entre la entrada y la salida de estos
A0ii&"&#s &# 1%021+
4i$2" . Ai1%#s 2#"+i9"&"s #% +" *"s# J1%021+"2K

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 19/22
GR4ICOS DE CONTROL
G2*i" . E6#!'+1 &# 2*i1 &# 1%021+ s1B2# #%#2"2#"0i" F *"012 &# '10#%i".
Los resultados obtenidos despu0s de finali"ada la ejecución de cada una de lasfases de la metodología Seis Sigma se verifica mediante el cambio en elcomportamiento de la m0trica primaria establecida desde el inicio del proyecto(consumo DG/hr tonelada producida), tal como se muestra en la gráfica < 'stecambio implica una disminución en el consumo promedio y una disminución en elrango de variación

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 20/22
G2*i" . C1!'120"!i#%01 &# 1%s$!1 &# <-:2 P12 01%#+"&" "%0#s F &#s'$s &#+ '21F#01.
'n la evaluación de resultados se debe verifi car la disminución de los n.meros deprioridad del riesgo para los diferentes modos de falla, despu0s de todas lasacciones implementadas en el proyecto'n la gráfi ca 5 se ilustran los F4O comparativos antes y despu0s de ejecutado elproyecto, para los principales modos de falla #omo se observa, estos disminuyenluego de implementadas las acciones de mejora
G2*i" . G2*i1 1!'"2"0i1 RPN "%0#s F &#s'$s &# "i1%#s &# !#612"
7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 21/22
CONCLUSIONES
La aplicación de las herramientas de la metodología Seis Sigma con suciclo @=A# y el inicio de obtención de cultura en cuanto a la preservaciónenerg0tica por parte de las personas !ue trabajan en el par!ue industrial deSumicol en Sabaneta, han permitido una optimi"ación del gasto energ0ticoel0ctrico por tonelada
La identificación de 4aretos y %J& !ue impactan considerablemente elconsumo por tonelada desde las etapas iniciales, permiten orientar másfácilmente la obtención del logro de resultados del proyecto

7/17/2019 Six Sigma Aplicado a La Reducción de Consumo Electrico
http://slidepdf.com/reader/full/six-sigma-aplicado-a-la-reduccion-de-consumo-electrico 22/22
;I;LIOGRA4>A
==@' @=FBRO'*, rancisco avid- ==@' @artíne", @iguel Tngel yE'LLNSN 4UF'*, 'nri!ue @anual de gestión energ0tica de lascorporaciones locales 'spa1a+ #omares, 6;;2, 56 paginas
EF', $reg Six sigma for managers 'stados nidos+ @c $raG/ 8ill, 6;;6M:5 p
#=@4NS ='LL=, Vuan #arlos, et al. Sistemas de gestión integral de la
energía+ guía para la implementación Wen líneaX Eogotá+ 4@', 6;;:Wcitado 62 sept, 6;;5X isponible en+ http+GGGsi2eagovcoAnicio$estiónAntegraldela'nergíatabidM2;efaultaspx
#NLN@EA= @AOASB'FAN ' @AO=S H 'O'F$R= H OA= '4L=O'=#ANYO @AO'FN 'O'F$UBA#= $uía didáctica para el desarrollode auditorías energ0ticas Wen líneaX Eogotá+ @inisterio de @inas y 'nergía,6;;: Wcitado 62 sept, 6;;5X isponible en+http+GGGsi2eagovco4ortals;F'=uditoriasZ'nergeticaspdf


















