

SIMULACION DE OPERACIONES: SIMPRO. LABORATORIO DE SIMULADORES EN ADMINISTRACION Y GERENCIA Michelsen...
45
SIMULACION DE OPERACIONES: SIMPRO
-
Upload
heliodoro-siguenza -
Category
Documents
-
view
178 -
download
5
Transcript of SIMULACION DE OPERACIONES: SIMPRO. LABORATORIO DE SIMULADORES EN ADMINISTRACION Y GERENCIA Michelsen...

SIMULACION DE OPERACIONES: SIMPRO

LABORATORIO DE SIMULADORES EN
ADMINISTRACION Y GERENCIA
Michelsen Michelsen ConsultingConsulting

Simpro
Gerencia de Operaciones Gerencia de Operaciones y Recursos Humanosy Recursos Humanos
Descripción•SIMPRO es una simulación de producción y operaciones a través de SIMPRO es una simulación de producción y operaciones a través de gente y máquinas.gente y máquinas.
• Es también un texto muy práctico para desarrollar habilidades en Es también un texto muy práctico para desarrollar habilidades en administración de producción y operaciones.administración de producción y operaciones.
• Se cubren las técnicas de programación de producción, análisis Se cubren las técnicas de programación de producción, análisis marginal, lotes óptimos EOQ, puntos de reorden y ciclos sistemáticos de marginal, lotes óptimos EOQ, puntos de reorden y ciclos sistemáticos de órdenes. Se incorporan cálculos de eficiencia de producción en base a órdenes. Se incorporan cálculos de eficiencia de producción en base a costos estándar.costos estándar.

Práctica en el control de inventarios.
Aplicación de análisis incremental, programación de producción y modelos económicos.
Técnicas en manejo de operaciones.
Toma de decisiones con corto tiempo, pero con consecuencias a largo plazo.
Establecimiento de ventaja competitiva en base a bajo costo.
Los bajos costos se pueden lograr con administración eficiente y no siempre con la tecnología.
OBJETIVOS DE SIMPRO

El Mundo SIMPRO• Habiendo ganado un contrato anual, los clientes recogen las piezas Habiendo ganado un contrato anual, los clientes recogen las piezas ordenadas cada 3 días de producción. ordenadas cada 3 días de producción.
•La planta tiene dos líneas de producción, tres tipos de piezas-La planta tiene dos líneas de producción, tres tipos de piezas-productos (X,Y,Z) y ocho trabajadoresproductos (X,Y,Z) y ocho trabajadores reclutados de un pool de reclutados de un pool de 28.28.
•En la primera línea se prepara la materia prima y en la segunda se da En la primera línea se prepara la materia prima y en la segunda se da el acabado pudiéndose intercambiar los 3 productos de máquina a el acabado pudiéndose intercambiar los 3 productos de máquina a máquina. máquina. • Programa Programa diariodiario de producción. de producción. Las decisiones que se alimentan Las decisiones que se alimentan representan el programa diario de producción. representan el programa diario de producción.
•Problema central: asignación de mano de obra a ocho máquinas; Problema central: asignación de mano de obra a ocho máquinas; asignación de tres productos a dos líneas de ocho máquinas.asignación de tres productos a dos líneas de ocho máquinas.
•Alto énfasis en manejo de personal, programación de producción, Alto énfasis en manejo de personal, programación de producción, control de calidad y mantenimiento.control de calidad y mantenimiento.
•
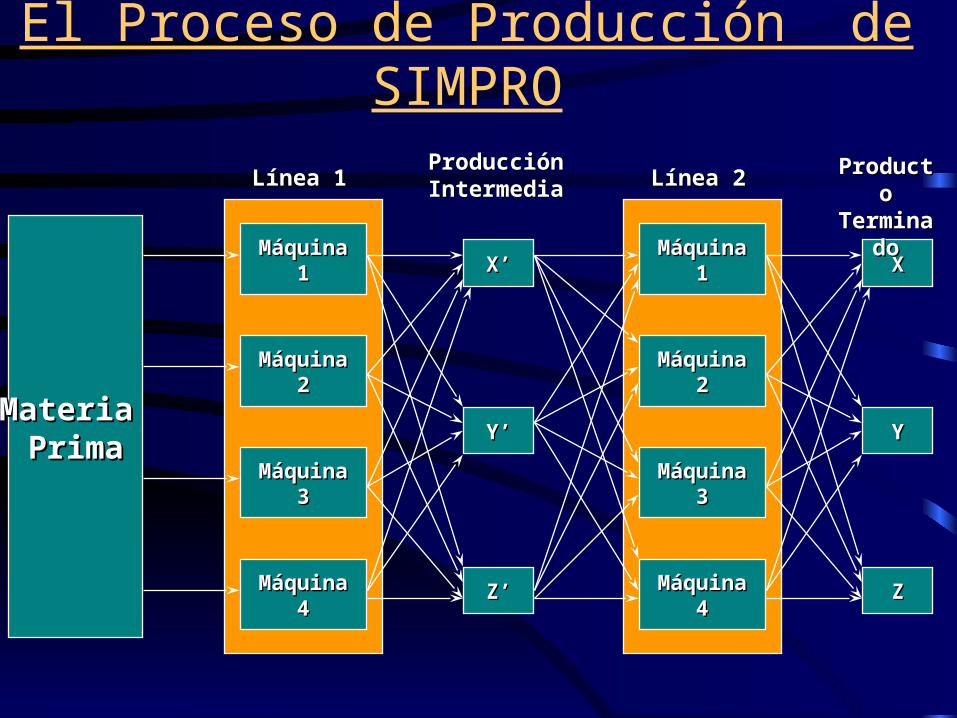
El Proceso de Producción de SIMPRO
Materia Materia PrimaPrima
MáquinaMáquina11
MáquinaMáquina22
MáquinaMáquina33
MáquinaMáquina44
X’X’
Y’Y’
Z’Z’
Línea 1Línea 1ProducciónProducciónIntermediaIntermedia
MáquinaMáquina11
MáquinaMáquina22
MáquinaMáquina33
MáquinaMáquina44
XX
YY
ZZ
Línea 2Línea 2 ProductoProductoTerminadoTerminado

• OBJETIVO GENERALOBJETIVO GENERAL
Abastecer la demanda de cada ciclo (cada 3 períodos) con los costos más bajos de producción posibles en cada período.

OBJETIVO GERENCIAL:
• Optimizar la producción para cumplir con la demanda requerida en cada periodo.
OBJETIVOS ESPECÍFICOS:
1. Realizar una asignación adecuada de mano de obra
2. Capacitar constantemente a los obreros, hasta que lleguen a su máxima eficiencia.
3. Minimizar costos
4. Realizar una adecuada programación de la producción
Areas de Decisión
• En cada periodo: Inversión en mantenimiento
Inversión en calidad
Planificación del personal
Programación de la producción
Planificación de compras

Decisiones específicas
Las decisiones conciernen:Las decisiones conciernen:
• al control de inventario,al control de inventario,• la asignación de personal a máquinas, la asignación de personal a máquinas, •la compra de materia prima, la compra de materia prima, •el control de calidad, el control de calidad, •mantenimiento de máquinas, mantenimiento de máquinas, •contratación de personal, contratación de personal, •entrenamiento de personal, entrenamiento de personal, •asignación de productos a máquinas, asignación de productos a máquinas, •programación de horas de mano de obra por trabajador. programación de horas de mano de obra por trabajador.
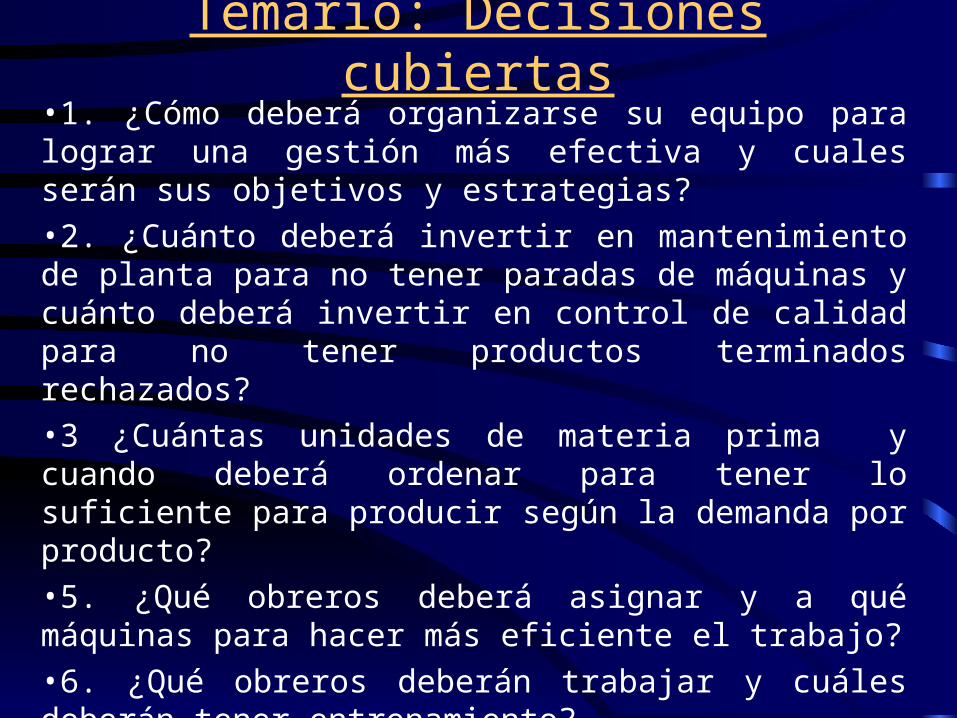
Temario: Decisiones cubiertas•1. ¿Cómo deberá organizarse su equipo para lograr una gestión más efectiva y cuales serán sus objetivos y estrategias?
•2. ¿Cuánto deberá invertir en mantenimiento de planta para no tener paradas de máquinas y cuánto deberá invertir en control de calidad para no tener productos terminados rechazados?
•3 ¿Cuántas unidades de materia prima y cuando deberá ordenar para tener lo suficiente para producir según la demanda por producto?
•5. ¿Qué obreros deberá asignar y a qué máquinas para hacer más eficiente el trabajo?
•6. ¿Qué obreros deberán trabajar y cuáles deberán tener entrenamiento?
•7. ¿Qué productos deberá asignar a qué máquinas y cuántas horas deberán trabajar, será necesario el sobretiempo?

Síntesis de Reglas de Simpro
Máquinas Xsara Yaris Zafira
Tasa de producción estándar 50 unidades hora 40 unidades hora 30 unidades hora
Tiempo de preparación y ajuste 1 hora 2 horas 3 horas
Costo de Preparación $ 5 $ 5 $ 5
Costo mano de obra preparación 1 hora programada 2 horas programadas 3 horas programadas
Tiempo de Reparación 2 horas 2 horas 2 horas
Costo de Reparación $ 100 $ 100 $ 100

Mano de Obra
•Hora programada = hora pagada
•Costo de Contratación de nuevo operario $ 50
•Costo de suspensión: $ 8 diarios + costo de despido al 3er día de $ 25
•Salario de operarios $ 2 hora, mínimo 4 horas
•Sobre tiempo: $ 3 dólares la hora
•Costo de uso del equipo : $ 10 hora
•Costo de entrenamiento: $ 20 por operario entrenado

Inventarios y Materia Prima
•Ordenes normales: Costo $ 100 llegan 3 periodos después
•Ordenes urgentes: Costo $ 175 disponibles periodo siguiente.
•Hay descuentos por volumen de órdenes
•Costo de almacenaje de mat.prim: $ 0.015/unidad
•Costo almacenaje en proceso: X 0.02 Y 0.03 Z 0.04
•Costo almacenaje prod. Term. X 0.03 Y 0.05 Z 0.07
•Multa contracual no entrega: X $ 3 Y $ 4 Z $ 5

Entrenamiento, experiencia y potencial de la mano de obra disponible
11 11 22 PromedioPromedio 1515 22 44 PobrePobre22 88 11 BuenoBueno 1616 33 11 BuenoBueno33 55 66 ExcelenteExcelente 1717 77 11 RegularRegular44 44 11 BuenoBueno 1818 11 11 ExcelenteExcelente55 44 11 PromedioPromedio 1919 22 22 BuenoBueno66 55 77 PobrePobre 2020 44 22 PromedioPromedio77 77 77 RegularRegular 2121 33 11 PromedioPromedio88 11 11 PromedioPromedio 2222 22 11 BuenoBueno99 11 11 PromedioPromedio 2323 55 11 RegularRegular1010 33 22 PromedioPromedio 2424 11 11 PromedioPromedio1111 88 00 PromedioPromedio 2525 00 55 PobrePobre1212 44 22 PobrePobre 2626 33 11 ExcelenteExcelente1313 33 00 ExcelenteExcelente 2727 55 22 PromedioPromedio1414 00 22 RegularRegular 2828 33 33 RegularRegular
OperadorOperador Días trabajados Días trabajados sin entrenamientosin entrenamiento
Días trabajados con Días trabajados con entrenamientoentrenamiento
Potencial Potencial estimadoestimado
OperadorOperador Días trabajados Días trabajados sin entrenamientosin entrenamiento
Días trabajados con Días trabajados con entrenamientoentrenamiento
Potencial Potencial estimado estimado
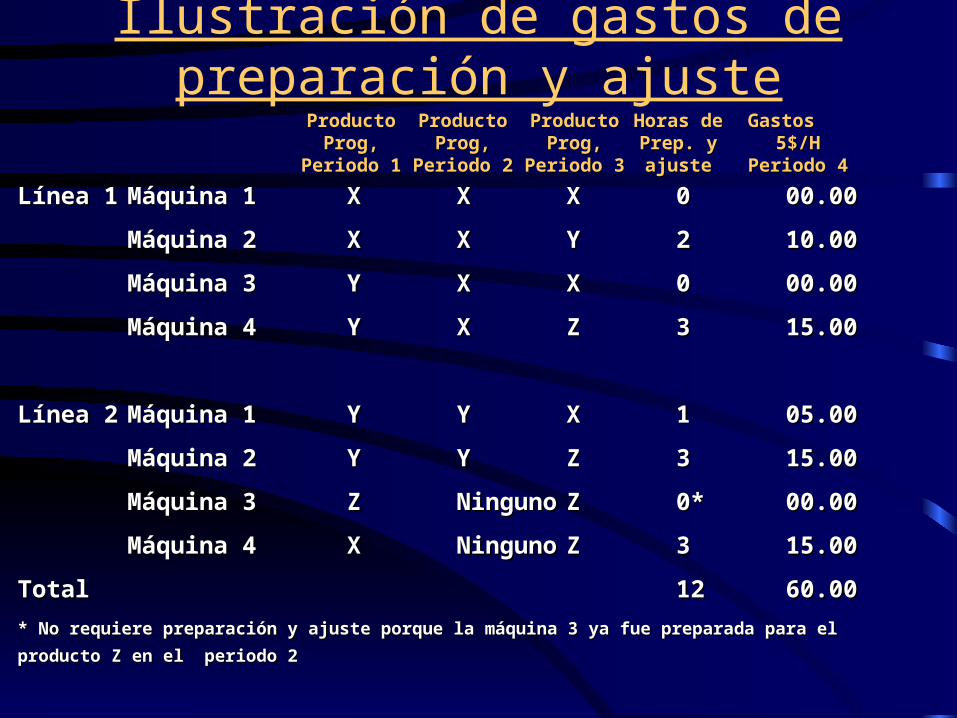
Ilustración de gastos de preparación y ajuste
Línea 1Línea 1 Máquina 1Máquina 1 XX XX XX 00 00.0000.00
Máquina 2Máquina 2 XX XX YY 22 10.0010.00
Máquina 3Máquina 3 YY XX XX 00 00.0000.00
Máquina 4Máquina 4 YY XX ZZ 33 15.0015.00
Línea 2Línea 2 Máquina 1Máquina 1 YY YY XX 11 05.0005.00
Máquina 2Máquina 2 YY YY ZZ 33 15.0015.00
Máquina 3Máquina 3 ZZ NingunoNinguno ZZ 0*0* 00.0000.00
Máquina 4Máquina 4 XX NingunoNinguno ZZ 33 15.0015.00
TotalTotal 1212 60.0060.00
* No requiere preparación y ajuste porque la máquina 3 ya fue preparada para el producto Z en el periodo 2* No requiere preparación y ajuste porque la máquina 3 ya fue preparada para el producto Z en el periodo 2
Producto Producto Prog, Prog,
Periodo 1Periodo 1
Producto Producto Prog, Prog,
Periodo 2Periodo 2
Producto Producto Prog, Prog,
Periodo 3Periodo 3
Horas de Horas de Prep. y Prep. y ajusteajuste
Gastos Gastos 5$/H 5$/H
Periodo 4Periodo 4

Ejemplo A de EstrategiasEjemplo A de Estrategias
Contratar a los mejores operadores calificados como “excelentes”.
Capacitar a los trabajadores.
Estimar el monto a designar para el Mantenimiento de máquinas.
Estimar el monto a destinar para Control de calidad.
Asignar a los trabajadores según la necesidad de producción de los productos, en las 2 líneas de producción.
Aprovechar economías de escala en las órdenes de Materia Prima.
Tener la Materia Prima necesaria para abastecer a la Línea 1 (aprovisionamiento).
Alcanzar la máxima producción posible para cubrir la demanda lo más pronto posible.

1. Satisfacer las demandas en cada uno de los periodos requeridos tanto de productos intermedios como de productos terminados al más bajo costo de producción posible.
2. Mejorar la productividad.
3. Reducir las paradas por mantenimiento
4. Disminuir los índices de rechazos de producto terminado
EJEMPLO B DE OBJETIVOSEJEMPLO B DE OBJETIVOS

Resultado Final SIMPROResultado Final SIMPRO
Eficiencia Acumulada
0.0%
10.0%
20.0%
30.0%
40.0%
50.0%
60.0%
70.0%
80.0%
90.0%
100.0%
Periodo1
Periodo2
Periodo3
Periodo4
Periodo5
Periodo6
Periodo7
Periodo8
Periodo9
Periodo10
Periodo11
Periodo12
Firma 1
Firma 2
Firma 3
Firma 4
Firma 5
Firma 6
Firma 7

EJEMPLO C DE ESTRATEGIAS Y POLITICAS
• Luego de comprender a la empresa se decide:– Producir la menor cantidad en los periodos previos a la
entrega.
– Invertir la cantidad necesaria en Calidad y Mantenimiento para asegurar lo programado.
– Capacitar a todo el personal hasta alcanzar un promedio de 100% en rendimiento.

EJEMPLO D: ESTRATEGIAS
• Incrementar paulatinamente la inversión en mantenimiento, hasta un nivel que nos permita evitar las paradas de máquinas.
• Calcular la inversión en calidad con el objeto de disminuir los productos rechazados.
• Utilizar una plantilla de trabajadores (la mínima necesaria) para evitar costos por despido y contratación.
• Capacitar, según lo requiera, a los trabajadores para que alcancen su máximo potencial.
EJEMPLO D: ESTRATEGIAS
• Estimar la producción necesaria para cada período según la demanda requerida del ciclo, tomando en cuenta el porcentaje de rechazos.
• Asignar al trabajador: el producto, la máquina y línea; con base a su productividad y a la demanda del ciclo.
• Ordenar materia en prima con base a estimaciones de producción de los siguientes periodos.
• Estimar y reducir las multas al mínimo posible.
• Mantener el mínimo inventario posible para evitar gastos de almacenamiento
EJEMPLO E: ESTRATEGIAS
-Establecer periodos de cambio de mano de obra
-Calcular la inversión adecuada en mantenimiento de máquinas para evitar cuellos de botella.
- Calcular periodos de inversión en control de calidad para evitar tener productos no conformes.
- Establecer actividades que generen mayor productividad a los operarios para el desarrollo de sus actividades.
- Establecer periodos de producción de acuerdo a la demanda de nuestros clientes , para evitar costos.
- Ordenar materia prima de acuerdo a la demanda del mercado.
EJEMPLO F
1. Satisfacer las demandas en cada uno de los periodos requeridos tanto de productos intermedios como de productos terminados al más bajo costo de producción posible.
2. Mejorar la productividad.
3. Reducir las paradas por mantenimiento
4. Disminuir los índices de rechazos de producto terminado
OBJETIVOSOBJETIVOS
EJEMPLO F
ESTRATEGIASESTRATEGIAS
1. Buscar la mejor combinación de productos a producir de modo a evitar o disminuir al máximo los costos de demandas insatisfechas de cada periodo en que se satisfaga la demanda.
2. Asignar a los operarios con el mejor potencial estimado y capacitarlos 5 periodos consecutivos de modo a alcanzar un nivel de productividad del 100 % o mas.
3. Invertir en control de calidad y mantenimiento de modo a evitar paradas y rechazos.

EJEMPLO F
ESTRATEGIASESTRATEGIAS
4. Optimizar los cambios de productos en maquinas de modo a disminuir los tiempos de preparación y ajustes de maquinas.
5. Hacer pedidos de materias primas con orden regulares que vayan de la mano con las necesidades de producción.

OBJETIVO:
• Optimizar la producción para cumplir con la demanda
requerida en cada periodo.
OBJETIVOS ESPECÍFICOS:
1. Realizar una asignación adecuada de mano de obra
2. Capacitar constantemente a los obreros, hasta que lleguen a su máxima eficiencia.
3. Minimizar costos
4. Realizar una adecuada programación de la producción
EJEMPLO G
ESTRATEGIAS
Capacitar constantemente a los obreros
Evitar cambios de línea en periodos sucesivos
Calcular las cantidades requeridas de materia prima en función a la demanda futura, evitando pedidos de ordenes extraordinarias.
Evitar la producción de defectuosos con una inversión moderada en calidad.
Producir en los periodos de entrega, el producto con mayor multa, por demanda insatisfecha.
Elaborar un programa de simulación en Excel
EJEMPLO G

Ejemplo H: Uso de información y técnicas usadas
• Identificación de cuellos de botella
• Uso de Excel para cálculos
• Planeación de la producción
• Estadísticas de eficiencia
• Análisis de costo-beneficios
• Análisis de resultados
SIMPROSIMPRO

Ejemplo H: Omisiones y errores cometidos
• Falta de análisis del proceso completo
• Pérdida del “cuello de botella”
• Producir sin realizar un análisis previo
• Falta de un plan de producción
• No hacer un análisis de resultados de la tirada inicial
SIMPROSIMPRO

Ejemplo H: Como lo hubieran hecho, mirando hacia atrás
• Analizar el proceso completo a detalle
• Analizar costos beneficios como base para tomar decisiones
• Analizar los resultados iniciales (periodo 1)
• Desarrollar un plan de producción
SIMPROSIMPRO

La experiencia con Simpro ha sido sumamente enriquecedora, ya que hemos visualizado la importancia de los diversos parámetros de la producción: materia prima, recursos humanos, mantenimiento, control de calidad, utilización del tiempo, diversos tipos de costos.
Nos hemos percatado también que las decisiones inmediatas afectan al funcionamiento de la industria también a largo plazo.
La planificación por lo tanto es fundamental, visualizando así las consecuencias futuras.
La buena utilización de los operarios, también es muy importante, para lograr los objetivos de la planificación.
Los errores cometidos y las variables presentadas en la simulación, similares a las condiciones reales, nos han llevado a utilizar todos los conocimientos y habilidades adquiridas a lo largo de nuestro aprendizaje, culminando apropiadamente el proceso de formación

PERIODO 1 (INICIAL)PERIODO 1 (INICIAL)
(cómo se recibe la empresa)(cómo se recibe la empresa)
SIMPROSIMPRO
DEMODEMO
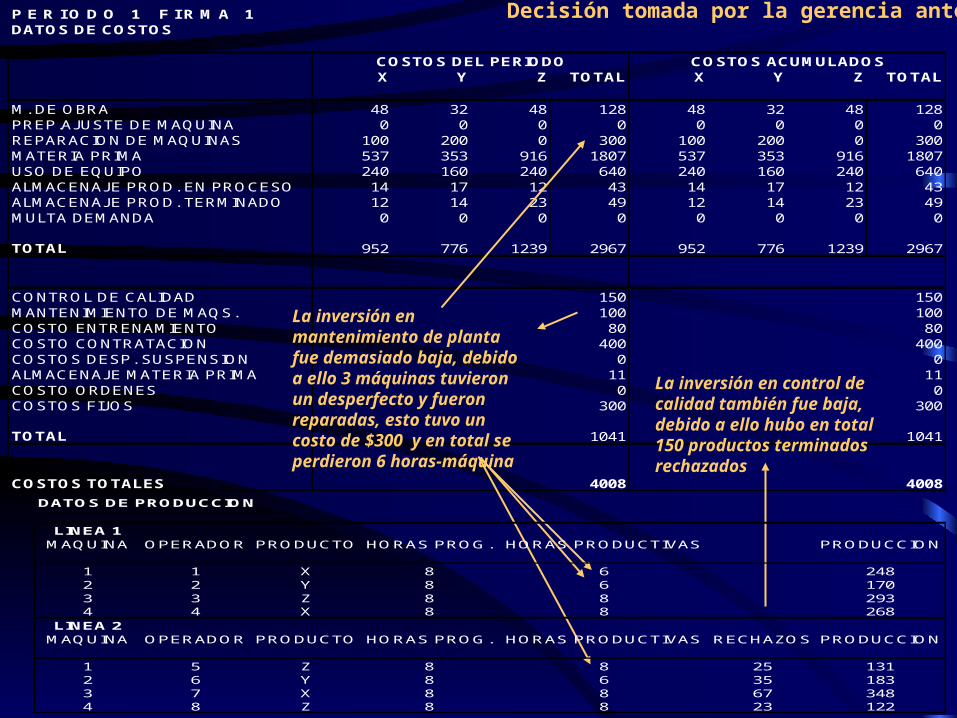
P E R I O D O 1 F I R M A 1DATOS DE COSTOS
COSTOS DEL PERIODO COSTOS ACUMULADOSX Y Z TOTAL X Y Z TOTAL
M. DE OBRA 48 32 48 128 48 32 48 128PREP.AJUSTE DE MAQUINA 0 0 0 0 0 0 0 0REPARACION DE MAQUINAS 100 200 0 300 100 200 0 300MATERIA PRIMA 537 353 916 1807 537 353 916 1807USO DE EQUIPO 240 160 240 640 240 160 240 640ALMACENAJE PROD. EN PROCESO 14 17 12 43 14 17 12 43ALMACENAJE PROD. TERMINADO 12 14 23 49 12 14 23 49MULTA DEMANDA 0 0 0 0 0 0 0 0
TOTAL 952 776 1239 2967 952 776 1239 2967
CONTROL DE CALIDAD 150 150MANTENIMIENTO DE MAQS. 100 100COSTO ENTRENAMIENTO 80 80COSTO CONTRATACION 400 400COSTOS DESP. SUSPENSION 0 0ALMACENAJE MATERIA PRIMA 11 11COSTO ORDENES 0 0COSTOS FIJOS 300 300
TOTAL 1041 1041
COSTOS TOTALES 4008 4008
Decisión tomada por la gerencia anterior
La inversión en mantenimiento de planta fue demasiado baja, debido a ello 3 máquinas tuvieron un desperfecto y fueron reparadas, esto tuvo un costo de $300 y en total se perdieron 6 horas-máquina
La inversión en control de calidad también fue baja, debido a ello hubo en total 150 productos terminados rechazados
DATOS DE PRODUCCION
LINEA 1MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS PRODUCCION
1 1 X 8 6 2482 2 Y 8 6 1703 3 Z 8 8 2934 4 X 8 8 268
LINEA 2MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS RECHAZOS PRODUCCION
1 5 Z 8 8 25 1312 6 Y 8 6 35 1833 7 X 8 8 67 3484 8 Z 8 8 23 122

DATOS DE INVENTARIO
MATERIA PRIMAINVENTARIO ORDENES USADO EN INVENTARIO
INICIAL RECIBIDAS PRODUCCION FINAL1400 1100 1735 765
ORDENES MATERIA PRIMA POR LLEGARPERIODO LLEGAN TIPO CANTIDAD
2 REG. 9000
INVENTARIO INTERMEDIOINVENTARIO USADO EN PRODUCCION INVENTARIO
INICIAL ESTE PERIODO ESTE PERIODO FINALX 610 414 516 711Y 600 219 170 551Z 305 302 293 296
INVENTARIOS FINALESINVENTARIO PRODUCCION DEMANDA INVENTARIO
INICIAL ESTE PERIODO ESTE PERIODO FINALX 65 348 0 413Y 105 183 0 288Z 70 253 0 323
D A T O S D E D E M A N D ADEMANDA LLEVADO DEL DEMANDA TOTAL DEMANDA
PERIODO 3 PERIODO 0 PERIODO 3 PERIODO 6X 1465 0 1465 1850Y 1095 0 1095 800Z 1740 0 1740 1290
En el periodo 2 llegarán 9000 unidades de materia prima, requerida para producir productos intermedios
Demanda que debe ser satisfecha en el periodo 3, la no satisfecha se acumulará con la demanda del periodo 6 y se incurrirá en un multa por incumplimiento
DATOS PUBLICOS POR COMPAÑÍA
PERIODO PROM.COST. UNITS. COSTO EFIC.VS COSTOUNIDS. PROD. TOTAL STDR % UNIT.STD VARIAZA
FIRMA 1 1 5.11 784 4008 66.11 3.38 -1.73
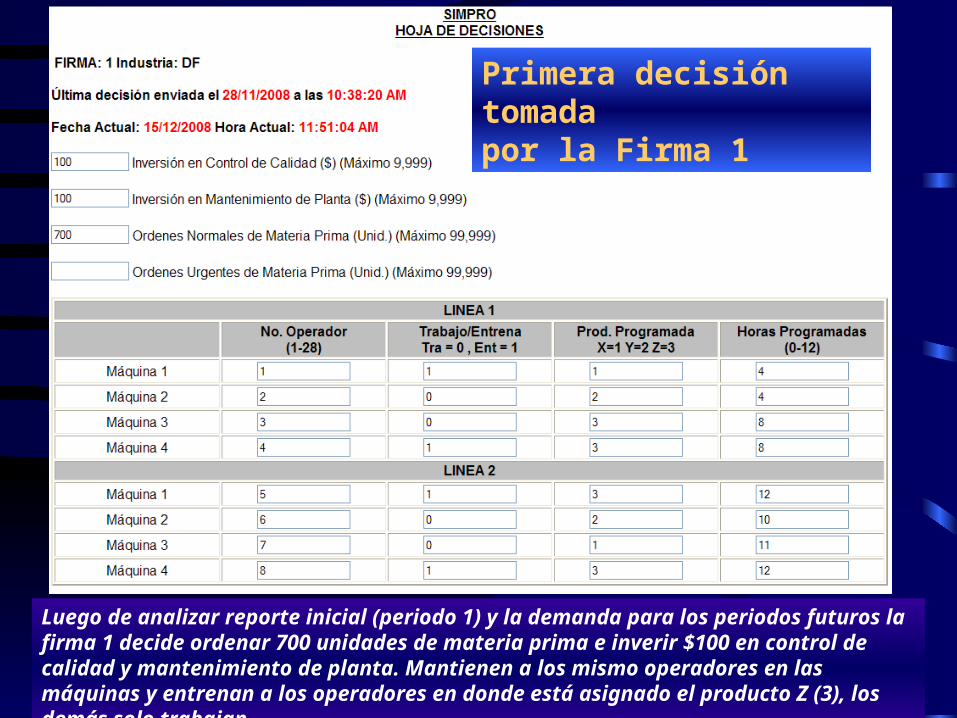
Luego de analizar reporte inicial (periodo 1) y la demanda para los periodos futuros la firma 1 decide ordenar 700 unidades de materia prima e inverir $100 en control de calidad y mantenimiento de planta. Mantienen a los mismo operadores en las máquinas y entrenan a los operadores en donde está asignado el producto Z (3), los demás solo trabajan.
Primera decisión tomadapor la Firma 1

DATOS DE PRODUCCION
LINEA 1MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS PRODUCCION
1 1 X 4 4 1682 2 Y 4 4 1463 3 Z 8 8 3004 4 Z 8 5 101
LINEA 2MAQUINA OPERADOR PRODUCTO HORAS PROG. HORAS PRODUCTIVAS RECHAZOS PRODUCCION
1 5 Z 12 8.4 49 1172 6 Y 10 10 110 2613 7 X 11 11 172 4094 8 Z 12 7 39 92
P E R I O D O 2 F I R M A 1DATOS DE COSTOS
COSTOS DEL PERIODO COSTOS ACUMULADOSX Y Z TOTAL X Y Z TOTAL
M. DE OBRA 33 30 88 151 81 62 136 279PREP.AJUSTE DE MAQUINA 0 0 15 15 0 0 15 15REPARACION DE MAQUINAS 0 0 100 100 100 200 100 400MATERIA PRIMA 164 285 1176 1625 701 638 2092 3432USO DE EQUIPO 150 140 400 690 390 300 640 1330ALMACENAJE PROD. EN PROCESO 6 10 16 32 20 27 28 75ALMACENAJE PROD. TERMINADO 25 27 37 89 37 41 60 138MULTA DEMANDA 0 0 0 0 0 0 0 0
TOTAL 378 493 1832 2702 1330 1269 7763 5669
CONTROL DE CALIDAD 100 250MANTENIMIENTO DE MAQS. 100 200COSTO ENTRENAMIENTO 80 160COSTO CONTRATACION 0 400COSTOS DESP. SUSPENSION 0 0ALMACENAJE MATERIA PRIMA 121 132COSTO ORDENES 100 100COSTOS FIJOS 300 600
TOTAL 801 1842
COSTOS TOTALES 3504 7512
La inversión en mantenimiento de planta fue demasiado baja, debido a ello una máquina tuvo un desperfecto y tuvo que ser reparada, esto tuvo un costo de $100 y la máquina dejo de producir por 2 horas
La inversión en control de calidad también fue baja, debido a ello hubo en total 370 productos terminados rechazados
Se programó 8 horas pero solamente hubo 5 horas productivas debido al ajuste y preparación de máquina pues en el periodo 1 estuvo programado el producto X en esa máquina. La prepración y ajuste para el producto Z toma 3 horas.
La horas programadas para el producto Z en la segunda línea son distintas a las productivas debido que el inventario de productos intermedios Z’ se terminó

DATOS DE INVENTARIO
MATERIA PRIMAINVENTARIO ORDENES USADO EN INVENTARIO
INICIAL RECIBIDAS PRODUCCION FINAL765 9000 1666 8099
ORDENES MATERIA PRIMA POR LLEGARPERIODO LLEGAN TIPO CANTIDAD
5 REG. 700
INVENTARIO INTERMEDIOINVENTARIO USADO EN PRODUCCION INVENTARIO
INICIAL ESTE PERIODO ESTE PERIODO FINALX 711 581 168 298Y 551 371 146 326Z 296 296 402 402
INVENTARIOS FINALESINVENTARIO PRODUCCION DEMANDA INVENTARIO
INICIAL ESTE PERIODO ESTE PERIODO FINALX 413 409 0 822Y 288 261 0 549Z 323 208 0 531
D A T O S D E D E M A N D ADEMANDA LLEVADO DEL DEMANDA TOTAL DEMANDA
PERIODO 3 PERIODO 0 PERIODO 3 PERIODO 6X 1465 0 1465 1850Y 1095 0 1095 800Z 1740 0 1740 1290
Esta es la demanda que tenemos que satisfacer al final del próximo periodo (día 3). En el producto Z aún está muy lejos, faltan producir 1209 unidades! Debieron haber programado más horas en la línea 1, va a ser imposible cumplir con la demanda del periodo3, los inventarios finales de productos intermedios son muy bajos.
Recibió 9000 unidades de materia prima al inicio del periodo 2,se utilizaron 1666, inventario final= 8099

DATOS PUBLICOS POR COMPAÑÍA
PERIODO PROM.COST. UNITS. COSTO EFIC.VS COSTOUNIDS. PROD. TOTAL STDR % UNIT.STD VARIAZA
FIRMA 1 2 3.99 878 3504 82.01 3.32 -6.06
FIRMA 2 2 4.3 1172 5036 75.79 2.97 -15.67
La firma 1 obtuvo el mejor % de eficiencia (costo unitario más bajo), pero produjo 294 unidades de productos terminados menos que la firma 1 ...
•Gana la empresa simulada que logra los costos más bajos Gana la empresa simulada que logra los costos más bajos mediante políticas adecuadas de operaciones.mediante políticas adecuadas de operaciones.

Modelo de reporte Grafico
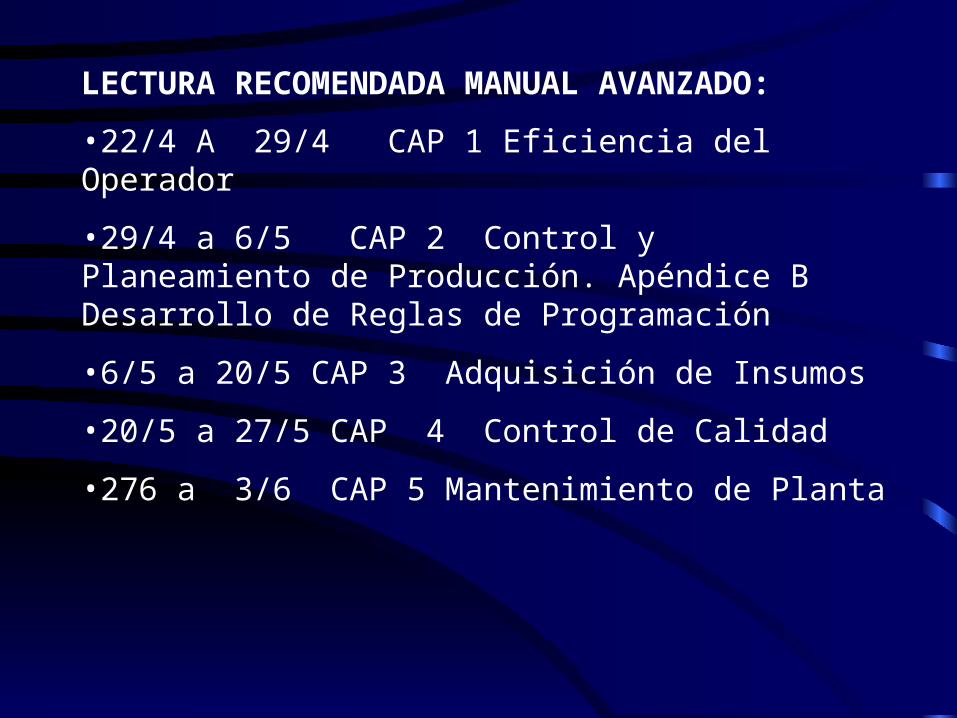
LECTURA RECOMENDADA MANUAL AVANZADO:
•22/4 A 29/4 CAP 1 Eficiencia del Operador
•29/4 a 6/5 CAP 2 Control y Planeamiento de Producción. Apéndice B Desarrollo de Reglas de Programación
•6/5 a 20/5 CAP 3 Adquisición de Insumos
•20/5 a 27/5 CAP 4 Control de Calidad
•276 a 3/6 CAP 5 Mantenimiento de Planta


















