Sensor sensible al amoniaco para mediciones de amoniaco en ...
Simulación y propuesta de mejora de una
planta de producción de amoniaco a partir de
gas de síntesis.
Grado en Ingeniería Química
Trabajo Fin de Grado
Autor:
Francisco Javier Navarro Rico
Tutor/es:
Raquel Salcedo Díaz
Enero 2020

ÍNDICE
RESUMEN .................................................................................................................... 2
PALABRAS CLAVE ...................................................................................................... 2
DOCUMENTO I. MEMORIA. ........................................................................................ 3
1. OBJETO ......................................................................................................... 5
2. ANTECEDENTES........................................................................................... 5
3. REFERENCIAS .............................................................................................. 5
4. DEFINICIONES Y ABREVIATURAS............................................................... 6
5. DESCRIPCIÓN DEL PROCESO .................................................................... 7
6. PRODUCTO Y MATERIA PRIMA. ................................................................ 11
6.1. AMONIACO ............................................................................................. 11
6.2. HIDRÓGENO. ........................................................................................... 12
6.3. NITRÓGENO. ........................................................................................... 13
6.4. GAS DE SÍNTESIS. .................................................................................. 13
7. RESULTADOS FINALES. ............................................................................. 14
7.1. SIMULACIÓN DEL PROCESO EN ASPEN HYSYS V9. ........................... 14
7.2. PROPUESTA DE INTEGRACIÓN ENERGÉTICA. .................................... 19
7.3. ESTUDIO ECONÓMICO. .......................................................................... 24
7.4. SOLUCIÓN APORTADA. .......................................................................... 27
ANEXO I. DISEÑO Y SIMULACIÓN DE LOS REACTORES. ..................................... 30
I.1. SELECCIÓN DEL TIPO DE REACTOR. ........................................................... 32
I.2. SELECCIÓN DE LAS CONDICIONES DE OPERACIÓN. ................................. 33
I.3. DISEÑO REACTOR ADIABÁTICO CON REFRIGERACIÓN INTERMEDIA. ..... 35
I.3.1. SIMULACIÓN DEL REACTOR ADIABÁTICO CON REFRIGERACIÓN
INTERMEDIA. ..................................................................................................... 38
I.4. DISEÑO D REACTOR ADIABÁTICO CON INYECCIÓN DE ALIMENTO FRÍO. 40
I.4.1. SIMULACIÓN DEL REACTOR ADIABÁTICO CON INYECCIÓN DE
ALIMENTO FRÍO. ................................................................................................ 42
ANEXO II. INTEGRACIÓN ENERGÉTICA. DISEÑO Y SIMULACIÓN DEL
INTERCAMBIADOR DE CALOR. ............................................................................... 44
II.1. SIMULACIÓN INTERCAMBIADOR DE CALOR NO RIGUROSA EN ASPEN
HYSYS. ................................................................................................................... 46
II.2. DISEÑO RIGUROSO DEL INTERCAMBIADOR DE CALOR DE CARCASA Y
TUBOS EN ASPEN HEAT EXCHANGER RATING. ................................................ 48
ANEXO III. ESTUDIO ECONÓMICO. ......................................................................... 56
III.1. COSTES CAPITALES ..................................................................................... 59
III.1.1. COSTE DE LOS REACTORES. ............................................................... 61
III.1.2. COSTE DE LOS COMPRESORES. .......................................................... 63
III.1.3. COSTE DEL SEPARADOR GAS-LÍQUIDO. ............................................. 64
III.1.4. COSTE DEL CALENTADOR Y ENFRIADOR SIN INTEGRACIÓN
ENERGÉTICA. .................................................................................................... 65
III.1.4. COSTE DEL INTERCAMBIADOR Y ENFRIADOR. INTEGRACIÓN
ENERGÉTICA. .................................................................................................... 66
III.2. COSTES OPERACIONALES. ......................................................................... 67
III.2.1. COSTES SERVICIO CALIENTE. .............................................................. 67
III.2.1. COSTES SERVICIO FRÍO. ....................................................................... 68
III.3. ANUALIZACIÓN DE LOS COSTES. ............................................................... 69
ANEXO IV. SEGURIDAD Y MEDIOAMBIENTE. ......................................................... 71
IV.1. ÍNDICE DOW, RIESGO DE EXPLOSIÓN E INCENDIO................................. 73
IV.1.1. FACTOR GENERAL DE RIESGO. ........................................................... 74
IV.1.2. FACTOR ESPECIAL DE RIESGO. ........................................................... 74
IV.2. AMFE: ANÁLISIS MODAL DE FALLOS Y EFECTOS. .................................... 79
IV.3. ESTUDIO MEDIOAMBIENTAL: REDUCCIÓN DE LAS EMISIONES DE CO2. 84
IV.4. FICHAS INTERNACIONALES DE SEGURIDAD QUÍMICA. ........................... 86
DOCUMENTO II. PLANOS. ........................................................................................ 88
DOCUMENTO III. PLIEGO DE CONDICIONES. ........................................................ 89
4.1. ESPECIFICACIONES DE LOS REACTORES. ................................................. 96
4.2. ESPECIFICACIONES DE LOS COMPRESORES. ........................................... 96
4.3. ESPECIFICACIONES DEL SEPARADOR GAS LÍQUIDO................................ 96
4.4. ESPECIFICACIONES DEL INTERCAMBIADOR DE CALOR. .......................... 97
4.5. ESPECIFICACIONES DEL ENFRIADOR. ........................................................ 97
DOCUMENTO IV. PRESUPUESTO. .......................................................................... 98
IV. PRESUPUESTO. .................................................................................................. 99

1
2
RESUMEN
En este proyecto se ha llevado a cabo el estudio y simulación de una planta de producción
de amoniaco a partir de gas de síntesis. Más concretamente, se han estudiado dos
posibilidades de diseño las cuales se diferencian en el diseño del reactor. Siendo una
opción un reactor adiabático en etapas con refrigeración intermedia y la otra opción un
reactor adiabático en etapas con inyección de alimento frío. Además, se estudia la
posibilidad de realizar una integración energética como posible mejora del proceso. Así
como el estudio económico y de seguridad y medio ambiente del proceso considerado
como mejor opción entre las estudiadas.
PALABRAS CLAVE
Simulación; Amoniaco; Gas de síntesis; Aspen HYSYS; Aspen Exchanger Desing and
rating; Reactor adiabático en etapas; Integración energética.

DOCUMENTO I. MEMORIA.
DOCUMENTO I. MEMORIA
1. OBJETO ......................................................................................................... 5
2. ANTECEDENTES........................................................................................... 5
3. REFERENCIAS .............................................................................................. 5
4. DEFINICIONES Y ABREVIATURAS............................................................... 6
5. DESCRIPCIÓN DEL PROCESO .................................................................... 7
6. PRODUCTO Y MATERIA PRIMA. ................................................................ 11
6.1. AMONIACO .............................................................................................. 11
6.2. HIDRÓGENO. ........................................................................................... 12
6.3. NITRÓGENO. ........................................................................................... 13
6.4. GAS DE SÍNTESIS. .................................................................................. 13
7. RESULTADOS FINALES. ............................................................................. 14
7.1. SIMULACIÓN DEL PROCESO EN ASPEN HYSYS V9. ........................... 14
7.2. PROPUESTA DE INTEGRACIÓN ENERGÉTICA. .................................... 19
7.3. ESTUDIO ECONÓMICO. .......................................................................... 24
7.4. SOLUCIÓN APORTADA. .......................................................................... 27
5
1. OBJETO
Simulación y comparación entre una planta de producción de amoniaco a partir de gas de
síntesis con reactor adiabático con refrigeración entre etapas y otra con un reactor
adiabático en etapas con inyección de alimento frío. Además de la realización de una
integración energética como propuesta de mejora al proceso.
2. ANTECEDENTES
Ante la propuesta de simulación y mejora de una planta de producción de amoniaco a
partir de gas de síntesis, se realiza el estudio de dos modelos. Dichos modelos, difieren
en dos diseños distintos de reactores adiabáticos en etapas.
Uno de los modelos se trata de un reactor adiabático en etapas con refrigeración
intermedia mediante intercambiadores de calor, y el otro diseño es también un reactor
adiabático por etapas, pero la refrigeración se lleva a cabo con inyección de alimento frío
antes de entrar el alimento en la siguiente etapa del proceso. En ambos procesos se busca
conseguir una pureza mínima del producto del 98% y una conversión en los reactores del
30%.
Ambos diseños, se llevarán a cabo siguiendo el procedimiento para un diseño óptimo
detallado por Konoki en 1956 y más tarde, independientemente por Horn, en el 1961.
Además, se hará una propuesta de integración energética, el estudio económico y de
seguridad y medio ambiente del modelo elegido como la mejor opción.
3. REFERENCIAS
American Institute of Chemical Engineers. (1994). DOW´s fire & explosión index Hazard
classification guide. (ed 7). New York: American Institute of Chemical Engineers.
Instituto Nacional de Seguridad e Higiene en el Trabajo (INSHT).(s.f) Fichas
internacionales de seguridad química.
Juan A. Conesa Ferrer (2010). Reactores catalíticos heterogéneos, diseño de reactores
heterogéneos. Repositorio Institucional de la Universidad de Alicante.

6
Montserrat Iborra; Javier Tejero y Fidel Cunill (2013). Reactores multifásicos.
Universidad de Barcelona.
Octave Levenspiel. Chemical Reaction Engineering. Third Edition ed. John Wiley and
Sons. Department of Chemical Engineering. Oregon State University.
Robin Smith. (2016). Chemical Process Desing and Integration. (ed.2). Centre for Process
Integration School of Chemical Engineering and Analytical Science, University of
Manchester: Chichester John Wiley & Sons.
Richard Turton. (2018). Analysis, Synthesis, and Desing of Chemical Processes. Fifth
edition. Prentice Hall.
Richard C. Byrne. (2019). Standards of the Tubular Exchanger Manufacturers
Association. Tenth edition.
4. DEFINICIONES Y ABREVIATURAS
A Área
AE Área de exposición
Cp Capacidad calorífica
m Caudal másico
U Coeficiente global de trasmisión de calor
Xi Conversión
Cpº Coste del equipo en condiciones del módulo base
CBM Coste del equipo
R Constante gases ideales
Ki Constante para el cálculo del coste de los equipos.
Bi Constante para el cálculo del factor del módulo base.
D Diámetro
𝜀 Eficiencia del intercambiador de calor
Ei Enfriamiento en el reactor en etapas
ΔHr Entalpía de reacción
7
FM Factor material
FMB Factor del módulo base
Fp Factor de presión
FD Factor de daño
NH Factor de salud
NF Factor de inflamabilidad
NR Factor de reactividad
nA Flujo molar del reactivo limitante nitrógeno
nA0 Flujo molar de nitrógeno en el equilibrio
SYN GAS Gas de síntesis
q Potencia térmica del intercambiador de calor
qmax Potencia máxima en un intercambiador de calor
RE Radio de exposición
Ri Reactor
TE Temperatura de entrada al intercambiador de calor
TS Temperatura de salida del intercambiador de calor
TEC Temperatura de entrada al intercambiador del fluido caliente
TEF Temperatura de entrada al intercambiador del fluido frío
Tr Temperatura de reacción
Tf Temperatura del alimento
LMTD Temperatura media logarítmica
ri Velocidad de reacción
5. DESCRIPCIÓN DEL PROCESO
La síntesis de amoniaco industrial se basa en el proceso Haber-Bosch, el cual consiste en
la reacción directa entre el nitrógeno e hidrógeno gaseosos:
𝑁2 + 3𝐻2 ⇄ 2𝑁𝐻3
Una reacción que se caracteriza por ser reversible y exotérmica. Características que
marcarán en gran medida las condiciones de operación para llevar a cabo su producción.

8
Estas características, influyen notablemente en el proceso debido a que el equilibrio
limitará el mismo. El cual evoluciona en función de la temperatura tal y como vemos en
la figura 1.
Figura 1: Forma general de la curva conversión frente a temperatura para una reacción
reversible exotérmica.
(Fuente: LEVENSPIEL CHEMICAL REACTION ENGINEERING- THIRD EDITION)
Algo a tener muy en cuenta también, es que esta reacción ocurre con una gran lentitud
dado que necesita una gran energía de activación. Hecho que se debe a la gran estabilidad
química del nitrógeno. Es por esto que para llevar a cabo el proceso se necesita el uso de
un catalizador, normalmente de hierro y óxidos de aluminio y potasio.
Aunque cualquier proceso de síntesis de amoniaco base su producción en la reacción
directa entre el hidrógeno y el nitrógeno, se pueden encontrar diferencias en el punto de
partida del proceso. Existiendo diferentes fuentes de obtención del hidrógeno como, por
ejemplo: Gas natural o petróleo, Coque-vapor o mediante electrólisis.
En cualquier caso, en este proyecto, la fuente de hidrógeno proviene del gas natural, y el
proceso estudiado consta de dos bloques principales diferenciados:
-Producción de gas de síntesis a partir de gas natural: Esta sección es la sección previa
a la producción de amoniaco, y, por tanto, generará el gas de síntesis a partir de gas natural
y vapor. Tiene el objetivo de producir gas de síntesis con una relación molar de 3 moles
de hidrógeno por mol de nitrógeno. Además, el producto no contiene agua, la
concentración de 𝐶𝑂2 y de 𝐶𝑂 se encuentran por debajo de 1ppm y únicamente contiene
como inertes Argón y metano.

9
-Síntesis de amoniaco: Esta es la sección sobre la que se trabaja en este proyecto. El
objetivo de esta es producir amoniaco consiguiendo como mínimo una conversión del
30% en los reactores y asegurando una pureza mínima del 98%.
De acuerdo con el objetivo del proyecto, el cual es encontrar un buen diseño de la planta,
se centra el estudio en la comparación de dos modelos de diseño de un reactor adiabático
en etapas. Ambos desarrollados en primera instancia por Konoki (1960) y más tarde por
Horn (1961):
-Lechos de relleno por etapas con enfriamiento entre etapas (ver figura 2).
Figura 2. Reactor adiabático con refrigeración intermedia de 3 etapas.
-Lechos de relleno por etapas con inyección de alimentación fría (ver figura 3).
Figura 3: Reactor adiabático con inyección de alimentación fría de 3 etapas.
Ambos procesos únicamente difieren en los reactores tal y como se ha visto, y constan de
los siguientes pasos:
-En primer lugar, el gas de síntesis, el cual se mezcla con el gas recirculado, se comprime
a la presión de operación de la planta, la cual se especifica que tiene que ser de 150 bar.
-Seguidamente, (en el caso del reactor con inyección de alimentación fría) el alimento se
divide en 3 ramas, siendo la rama que se dirige al calentador y al primer reactor la rama
con mayor caudal de alimento. Las otras dos ramas se mezclarán antes de entrar al
segundo y al tercer reactor con los productos de reacción.

10
En el diseño correspondiente a la aplicación de los intercambiadores entre etapas no se
realiza dicha división si no que entra todo el alimento al primer reactor.
En el calentador, situado justo antes del primer reactor, el gas se calienta hasta la
temperatura de reacción.
-Tras pasar por el último reactor, el gas pasa a ser enfriado hasta una temperatura de -
100ºC para entrar en un evaporador flash que separará el producto en una corriente de
amoniaco líquido y otra en estado gaseoso. Esta última se separará de forma que una parte
se usará para ser recirculada y otra se desecha.
El proceso se encuentra completamente detallado en el apartado 7 del proyecto,
resultados, y se pueden observar los diagramas de flujo del proceso explicado en las
figuras 5 y 6 de ese mismo apartado
Además, el proceso, consta de las siguientes especificaciones:
• Velocidad de reacción
−𝑟𝑁2 = 104 exp [−9,1𝑥104
𝑅𝑇] 𝑃𝑁2
0,5𝑃𝐻21.5 − 1,3𝑥1010 exp [−
1,4𝑥105
𝑅𝑇] 𝑃𝑁𝐻3 𝑒𝑐. 1.1
Siendo las unidades de la ecuación 𝑘𝑚𝑜𝑙
𝑚3𝑠
• Alimento. Cuyas especificaciones se muestran en la tabla 1.
Tabla 1: Especificaciones del alimento. Caudal másico y composiciones molares.
FLUJO MÁSICO (kg/h) 22044
𝑯𝟐: 𝑵𝟐 SYN GAS 3,146
𝑯𝟐 0,669
𝑵𝟐 0,213
𝑪𝑯𝟒 0,116
𝑨𝑹 0,003
𝑶𝟐 0,00·10-1
𝑪𝑶 6,39·10-11
𝑪𝑶𝟐 6,39·10-09
• Presión de trabajo: 150 bar
• Temperatura alimento evaporador flash: -100ºC
• Caída de presión en todas las operaciones unitarias (excepto rectores)
despreciable.
• Diámetros de todos los reactores iguales.
11
• Catalizador a base de óxidos de hierro en forma de gránulos esféricos de 8 mm de
diámetro. El catalizador se desactiva lentamente (30-50% en 3 años).
• Conversión mínima del 30%
• Pureza mínima del producto 98%.
• Venta del producto por precio de 0,22 $/kg
6. PRODUCTO Y MATERIA PRIMA.
6.1. AMONIACO
El amoniaco (𝑁𝐻3) es un gas incoloro, con un olor característico, muy soluble en agua,
compuesto de nitrógeno y átomos de hidrógeno.
Figura 1.4. Estructura tridimensional del NH3.
En cuanto a las propiedades químicas, el amoniaco es una base débil. Se combina con
varios ácidos para formar sales de amonio, que son químicos importantes en muchas
industrias. El amoníaco se disuelve fácilmente en agua en una reacción exotérmica, para
formar una solución acuosa de amoníaco, también llamada hidróxido de amonio
(NH4OH).
Este producto es de gran interés al ser el compuesto nitrogenado más importante para la
industria.
Aproximadamente el 80% del amoniaco producido se emplea en la producción de
fertilizantes mientras que el 20% restante tiene una gran cantidad de usos industriales
como pueden ser la producción de plásticos, fibras, explosivos, aminas, amidas nitrilos,
etcétera. Además, el amoniaco líquido es un disolvente destacado y que también es
utilizado como refrigerante.
12
Por último, destacar que, aunque está ampliamente disponible en la naturaleza y se utiliza
para muchos fines domésticos, el amoníaco se considera tóxico por inhalación. Los
vapores de NH3 tienen un olor agudo y acre que puede irritar seriamente los ojos, la nariz,
las membranas mucosas y la piel, y dañar el tracto respiratorio.
6.2. HIDRÓGENO.
En condiciones normales es un gas incoloro, inodoro e insípido. Además, no es soluble
en agua, es inflamable y no metálico. Está compuesto por moléculas diatómicas H2.
El hidrógeno es una muy buena fuente de energía. En cambio, no es una fuente de energía
primaria y por tanto debe ser producido antes de su utilización.
Mundialmente, es producido en un 96% a partir de energías de origen fósil: un 49% a
partir de gas natural, un 29% desde hidrocarburos líquidos y un 18% desde carbón. El
restante 4% es producido a través de la electrólisis del agua.
El hidrógeno se usa en un gran número de aplicaciones industriales, dentro de la industria,
los mayores consumidores de hidrógeno son las empresas que sintetizan el amoniaco
(40,3%), seguido de las refinerías de petróleo (37,3%) y las plantas de producción de
metanol (10%). El resto está repartido en industrias como la farmacéutica, la
alimentación, o en los últimos años cobrando gran importancia como pilas de combustible
y utilización directa como combustible.
En cuanto a los efectos sobre la salud y peligros a tener en cuenta, destacar que es un gas
muy inflamable y además se mezcla muy bien con el aire con quien reacciona
violentamente causando explosión. Hecho que también ocurre con oxígeno, halógenos y
oxidantes fuertes.
Además, la inhalación de un aire con elevadas concentraciones de este gas, generando así
una atmósfera deficiente de oxígeno, puede generar dolores de cabeza, pitidos en los
oídos, mareos, somnolencia, náuseas y depresión.

13
6.3. NITRÓGENO.
El nitrógeno, gas incoloro e inodoro en condiciones normales, es el principal
constituyente de la atmósfera resultado del balance entre la fijación del nitrógeno
atmosférico por acción bacteriana, eléctrica (relámpagos) y química (industrial) y su
liberación a través de la descomposición de materias orgánicas por bacterias o por
combustión.
El principal interés industrial del nitrógeno se debe a su importancia en la agricultura y la
industria química. También se utiliza en la industria como un simple asfixiante debido a
su capacidad de inertización.
En cuanto a las formas de obtención industrial de nitrógeno destacamos la destilación
fraccionada, la membrana polimérica y la adsorción por oscilación de presión.
El nitrógeno elemental, tiene una reactividad muy baja hacia la mayor parte de las
sustancias comunes a temperaturas ordinarias. Centrándonos en el proyecto, observamos
como la reacción con el nitrógeno se da a elevadas presiones y temperaturas.
Por último, destacar en cuanto a los posibles peligros del nitrógeno, que no es un gas
tóxico ni inflamable. El principal peligro podría ser la asfixia por desplazamiento del
oxígeno o quemaduras por congelación.
6.4. GAS DE SÍNTESIS.
El gas de síntesis, es un gas producido a partir de materiales ricos en carbono, como el
carbón, la hulla, el coque la nafta o la biomasa.
El gas de síntesis, se obtiene normalmente a partir del reformado con vapor del gas
natural y el gas de refinería, seguido de la reducción del vapor de agua con CO de
acuerdo con las reacciones:
𝐶𝐻4 + 𝐻2𝑂 ⇄ 3𝐻2 + 𝐶𝑂
𝐶𝑂 + 𝐻2𝑂 ⇄ 𝐻2 + 𝐶𝑂2
Obteniendo como resultado el gas compuesto por una mezcla de H2, CO y CO2, además
de vapor de agua CH4 sin reaccionar e inertes presentes en el gas de alimentación.
14
El gas de síntesis, tiene diversos usos industriales, algunos destinados al uso energético
empleándose como sucedáneo de combustibles fósiles en centrales eléctricas,
sustituyendo así recursos de gran valor.
Además del uso energético, el gas de síntesis tiene una gran aplicación en la obtención de
otros materiales como la obtención de hidrógeno, producción de metanol y en nuestro
proyecto, en la producción de amoniaco.
7. RESULTADOS FINALES.
7.1. SIMULACIÓN DEL PROCESO EN ASPEN HYSYS V9.
La simulación del proceso se ha llevado a cabo en el programa Aspen HYSYS V9. En él,
se han simulado dos plantas de producción de amoniaco a partir de gas de síntesis. Una
con un reactor adiabático en etapas con inyección de alimento frío y otra con un reactor
adiabático en etapas con refrigeración intermedia.
Ambas simulaciones, con el objetivo de realizar una elección del mejor diseño tras su
estudio y comparativa, se han llevado a cabo en las mismas condiciones. Es decir, se ha
utilizado la misma cantidad y composición de alimento, así como las mismas
especificaciones mencionadas en el apartado de la descripción del proceso.
En primer lugar, se introducen en el programa los componentes con los que se trabaja, la
reacción que tiene lugar durante el proceso (la cual es la síntesis de amoniaco) y además
se introduce la información cinética que se proporciona en las especificaciones del
proyecto. Por último, antes de pasar a realizar el diagrama de la planta en sí, se selecciona
como paquete termodinámico “Peng-Robinson” ya que es el más adecuado para el
proceso a estudiar y el más utilizado en procesos de síntesis de amoniaco por el proceso
Haber-Bosch.
Una vez hecho esto, se diseña la planta en el espacio de simulación del programa hasta
que se consiga que este converja.
En primer lugar, se realiza la simulación del caso más sencillo que es el cual contiene el
reactor adiabático con enfriamiento entre etapas haciendo uso de intercambiadores de
calor. Para realizar la simulación, se prueba primero si el programa funciona, teniendo en
cuenta las especificaciones del proyecto, haciendo uso de una etapa y dos etapas ya que
15
buscamos el modelo más económico. Hecho que fue imposible al no alcanzar los
objetivos de conversión deseados. Finalmente, el programa funcionó para el reactor
dividido en tres etapas tal y como vemos en la figura 5 y cuyo procedimiento de
simulación se encuentra completamente detallado en el Anexo I del proyecto.
Una vez hecha la simulación de la planta con el reactor adiabático con enfriamiento entre
etapas, se simula la otra opción de diseño que se desea estudiar con el objetivo de
comprobar si sería posible eliminar los intercambiadores de calor situados entre etapas y
por tanto obtener un ahorro energético en el proceso.
En este caso, se eliminan los intercambiadores de calor, y antes de alimentar el primer
reactor, se realiza una división en 3 corrientes. Se comienza eligiendo relaciones de
bypass pequeñas, ya que, aunque el sistema funcionase para relaciones de bypass altas
esto no nos interesaría. Esto se debe a que, aunque el enfriamiento sería mayor, estaríamos
perdiendo mucha conversión y por tanto catalizador.
Finalmente, el 80% del alimento se destina a la rama que va directa al calentador y en
cada una de las otras dos un 10%. Esta fue la única división para la que la simulación
salió correctamente y cumplía con el criterio de diseño explicado en el Anexo I. Esta
división permite añadir alimento frío antes de entrar el alimento en la siguiente etapa del
proceso y disminuir la temperatura del alimento sin generar grandes pérdidas de
catalizador.
Podemos ver el resultado de la simulación en la figura 6 y la metodología empleada,
detallada al completo, se encuentra especificada en el Anexo I del proyecto.
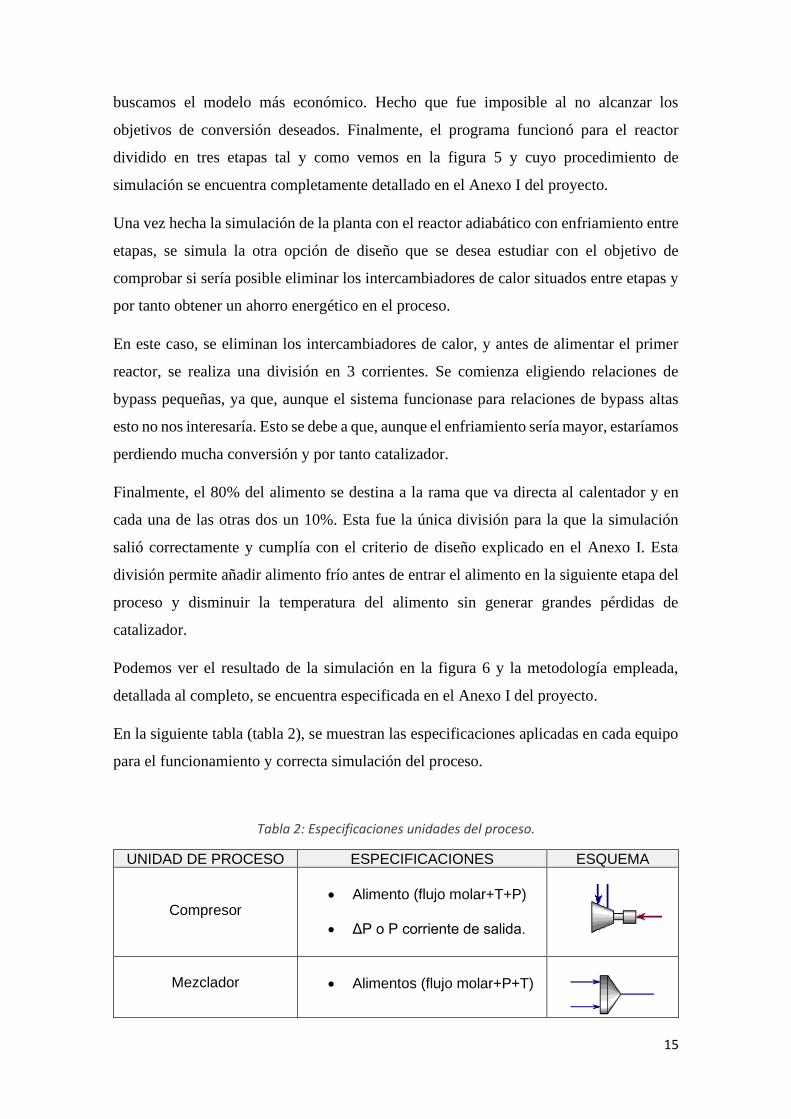
En la siguiente tabla (tabla 2), se muestran las especificaciones aplicadas en cada equipo
para el funcionamiento y correcta simulación del proceso.
Tabla 2: Especificaciones unidades del proceso.
UNIDAD DE PROCESO ESPECIFICACIONES ESQUEMA
Compresor
• Alimento (flujo molar+T+P)
• ΔP o P corriente de salida.
Mezclador
• Alimentos (flujo molar+P+T)
16
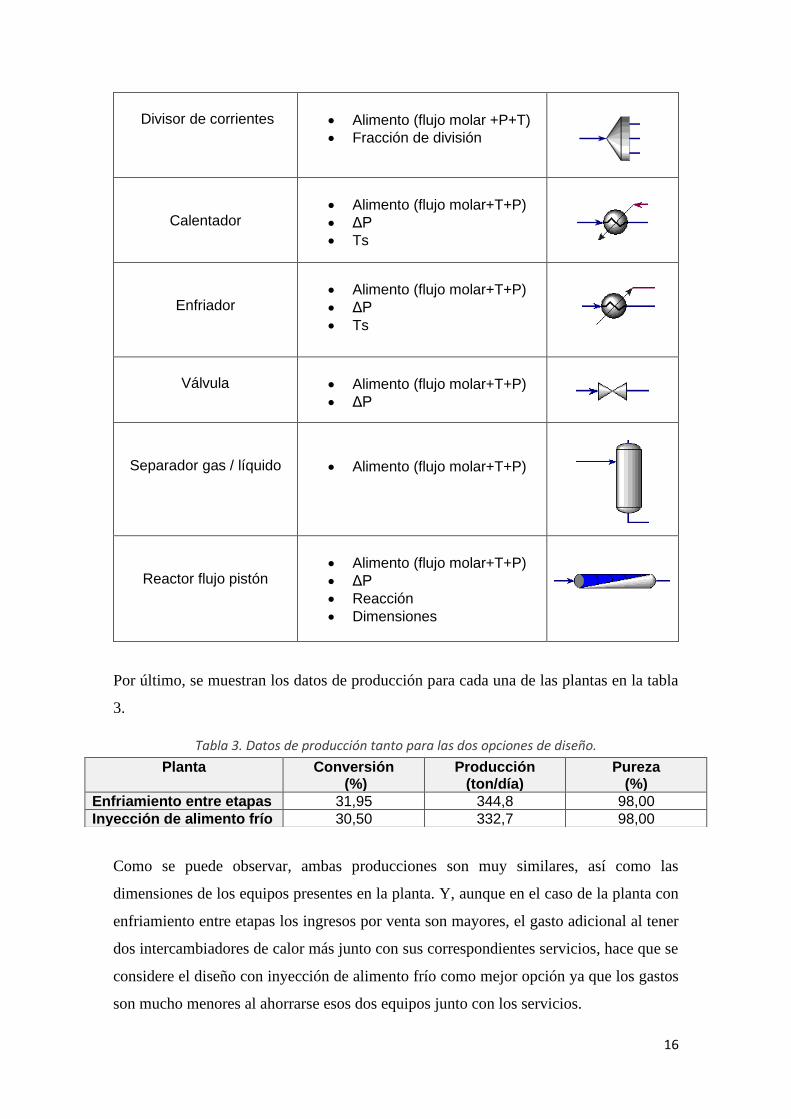
Divisor de corrientes
• Alimento (flujo molar +P+T)
• Fracción de división
Calentador
• Alimento (flujo molar+T+P)
• ΔP
• Ts
Enfriador
• Alimento (flujo molar+T+P)
• ΔP
• Ts
Válvula
• Alimento (flujo molar+T+P)
• ΔP
Separador gas / líquido
• Alimento (flujo molar+T+P)
Reactor flujo pistón
• Alimento (flujo molar+T+P)
• ΔP
• Reacción
• Dimensiones
Por último, se muestran los datos de producción para cada una de las plantas en la tabla
3.
Tabla 3. Datos de producción tanto para las dos opciones de diseño.
Como se puede observar, ambas producciones son muy similares, así como las
dimensiones de los equipos presentes en la planta. Y, aunque en el caso de la planta con
enfriamiento entre etapas los ingresos por venta son mayores, el gasto adicional al tener
dos intercambiadores de calor más junto con sus correspondientes servicios, hace que se
considere el diseño con inyección de alimento frío como mejor opción ya que los gastos
son mucho menores al ahorrarse esos dos equipos junto con los servicios.
Planta Conversión (%)
Producción (ton/día)
Pureza (%)
Enfriamiento entre etapas 31,95 344,8 98,00
Inyección de alimento frío 30,50 332,7 98,00
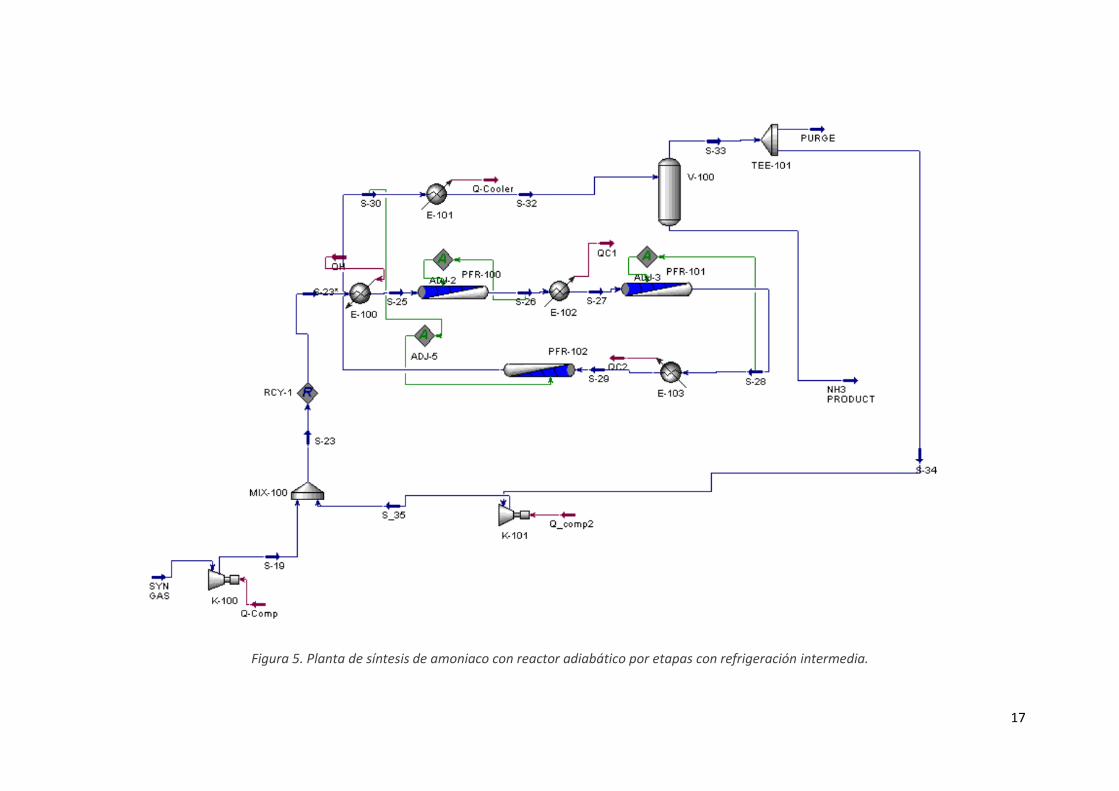
17
Figura 5. Planta de síntesis de amoniaco con reactor adiabático por etapas con refrigeración intermedia.
18
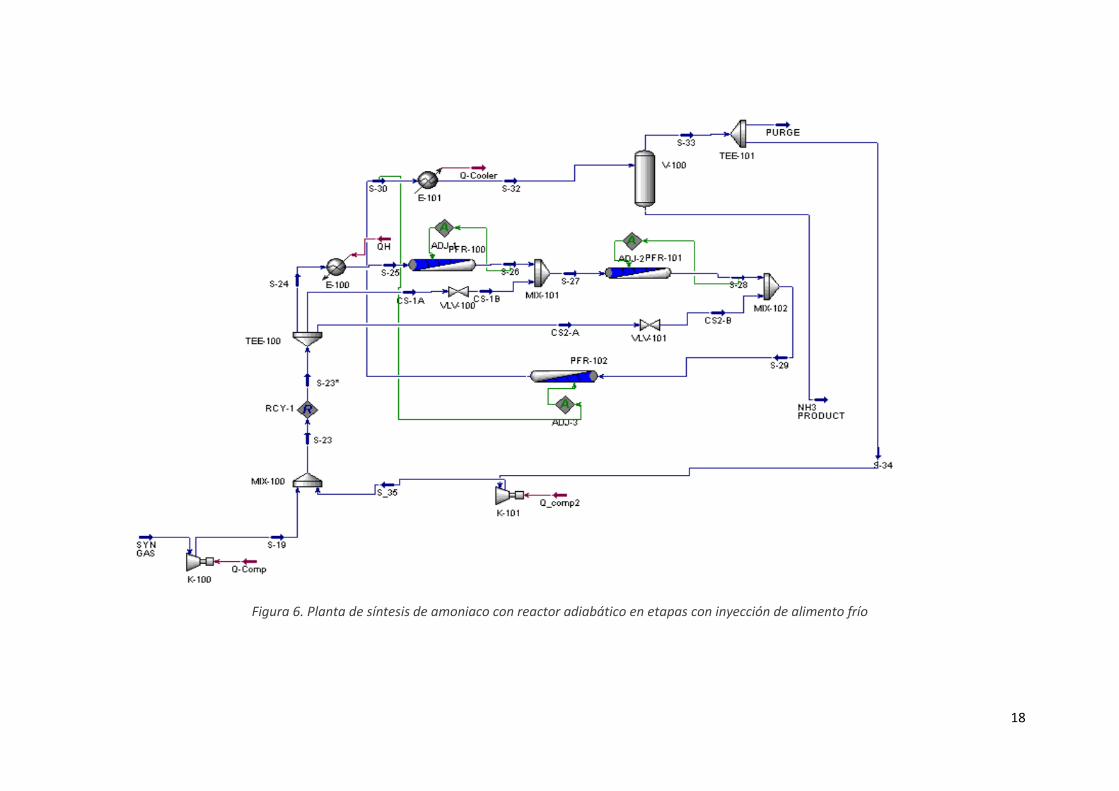
Figura 6. Planta de síntesis de amoniaco con reactor adiabático en etapas con inyección de alimento frío
19
7.2. PROPUESTA DE INTEGRACIÓN ENERGÉTICA.
Una vez realizada la comparativa entre ambos diseños, se observa como el diseño del
reactor con inyección de alimentación fría permite cumplir con la conversión y pureza
mínima requerida obteniendo una producción muy parecida al diseño con
intercambiadores de calor (observar tabla 3).
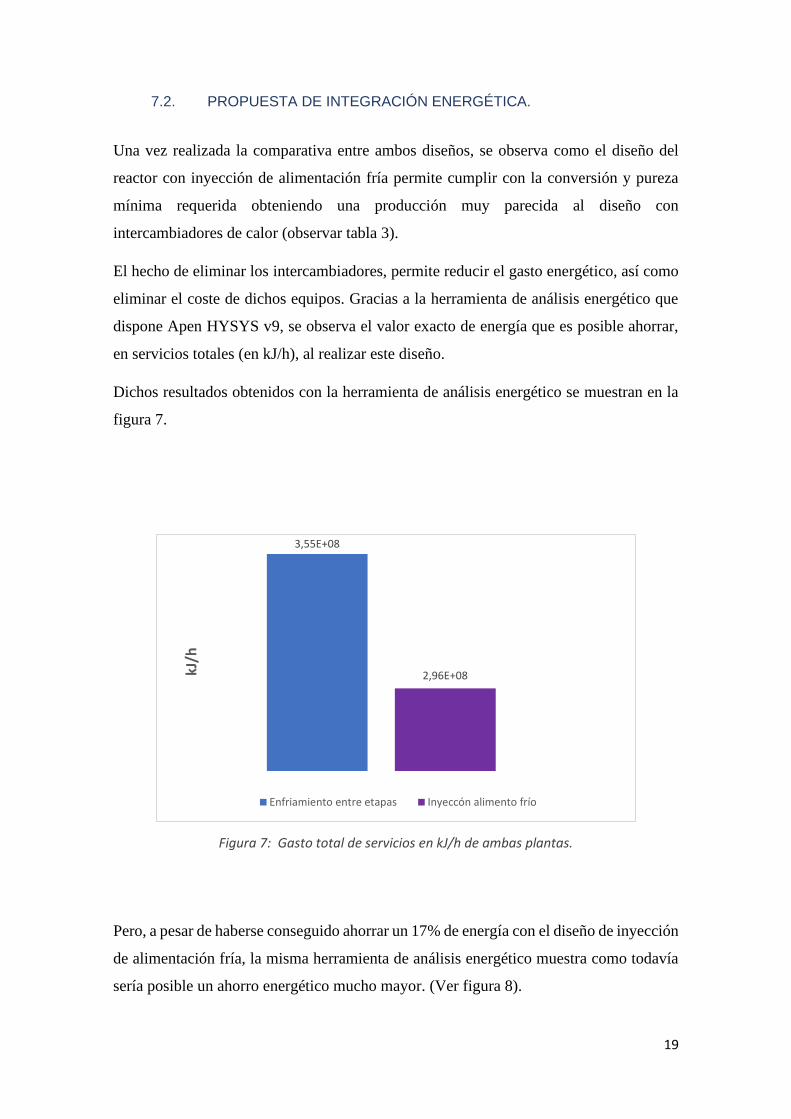
El hecho de eliminar los intercambiadores, permite reducir el gasto energético, así como
eliminar el coste de dichos equipos. Gracias a la herramienta de análisis energético que
dispone Apen HYSYS v9, se observa el valor exacto de energía que es posible ahorrar,
en servicios totales (en kJ/h), al realizar este diseño.
Dichos resultados obtenidos con la herramienta de análisis energético se muestran en la
figura 7.
Figura 7: Gasto total de servicios en kJ/h de ambas plantas.
Pero, a pesar de haberse conseguido ahorrar un 17% de energía con el diseño de inyección
de alimentación fría, la misma herramienta de análisis energético muestra como todavía
sería posible un ahorro energético mucho mayor. (Ver figura 8).
3,55E+08
2,96E+08kJ/h
Enfriamiento entre etapas Inyeccón alimento frío
20
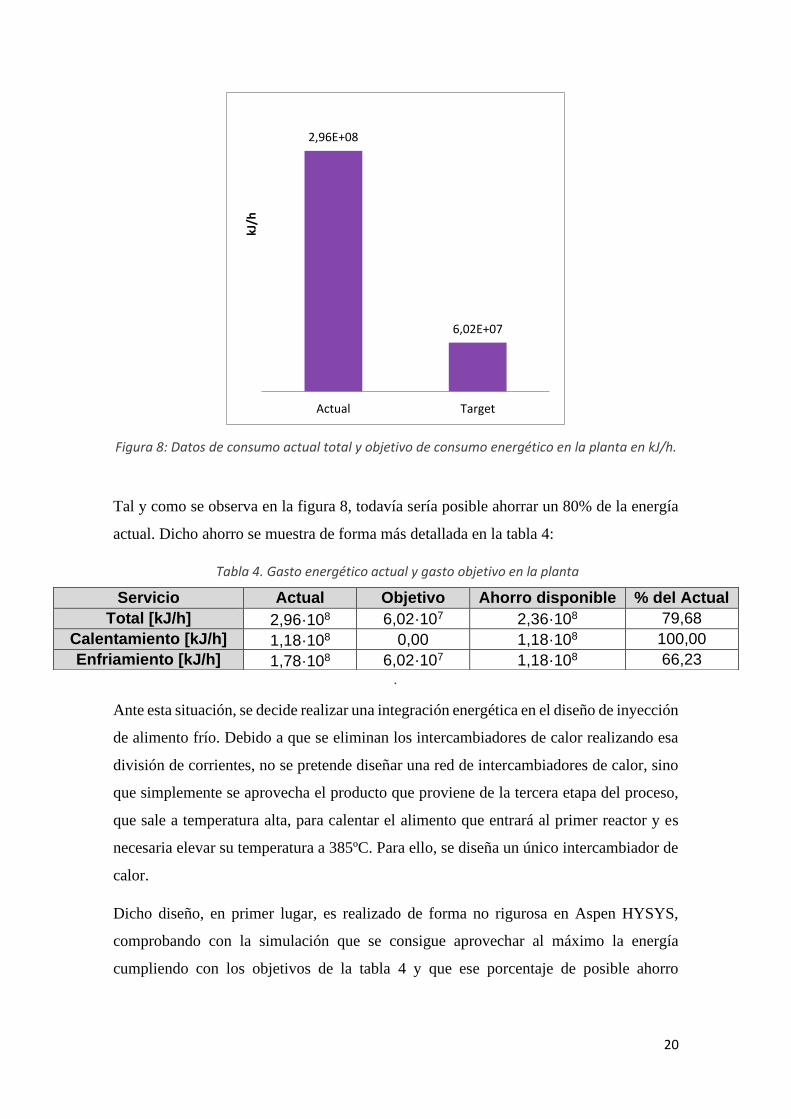
Figura 8: Datos de consumo actual total y objetivo de consumo energético en la planta en kJ/h.
Tal y como se observa en la figura 8, todavía sería posible ahorrar un 80% de la energía
actual. Dicho ahorro se muestra de forma más detallada en la tabla 4:
Tabla 4. Gasto energético actual y gasto objetivo en la planta
.
Ante esta situación, se decide realizar una integración energética en el diseño de inyección
de alimento frío. Debido a que se eliminan los intercambiadores de calor realizando esa
división de corrientes, no se pretende diseñar una red de intercambiadores de calor, sino
que simplemente se aprovecha el producto que proviene de la tercera etapa del proceso,
que sale a temperatura alta, para calentar el alimento que entrará al primer reactor y es
necesaria elevar su temperatura a 385ºC. Para ello, se diseña un único intercambiador de
calor.
Dicho diseño, en primer lugar, es realizado de forma no rigurosa en Aspen HYSYS,
comprobando con la simulación que se consigue aprovechar al máximo la energía
cumpliendo con los objetivos de la tabla 4 y que ese porcentaje de posible ahorro
2,96E+08
6,02E+07
Actual Target
kJ/h
Servicio Actual Objetivo Ahorro disponible % del Actual
Total [kJ/h] 2,96·108 6,02·107 2,36·108 79,68
Calentamiento [kJ/h] 1,18·108 0,00 1,18·108 100,00
Enfriamiento [kJ/h] 1,78·108 6,02·107 1,18·108 66,23

21
energético que nos muestra el programa baja de un 80% al 0%. El proceso de simulación
se encuentra detallado en el Anexo II.
A continuación, en la tabla 5, se muestran los valores de gasto energético tras el cambio
del calentador por el intercambiador de calor en el cual se aprovecha la corriente caliente
de salida de la última etapa del proceso.
Tabla 5: Gasto energético tras la incorporación del intercambiador de calor.
Tras la adición del intercambiador de calor, se observa cómo se consigue eliminar
completamente los gastos producidos por los servicios de calentamiento al conseguir
aprovechar la corriente caliente tras la reacción para calentar el alimento de la primera
etapa del proceso. Consecuentemente, es minimizado el servicio frío para enfriar el
alimento del separador que debe encontrarse a -100ºC. El resultado de la simulación
puede observarse en la figura 9.
Una vez hecho esto, con el objetivo de tener un diseño más detallado y un mejor análisis
económico del intercambiador, se realiza un diseño riguroso de un intercambiador de
carcasa y tubo con la herramienta de simulación Aspen HEAT EXCHANGER RATING
v9.
Con la ayuda de dicha herramienta informática, es posible importar los datos del
intercambiador que se ha simulado anteriormente en Aspen HYSYS v9. Es decir, se
incorporarán al programa los datos de las corrientes que intervienen en el proceso.
Además, se detallará, en cuanto al diseño mecánico, la geometría, disposición de los tubos
y el factor de resistencia al ensuciamiento siguiendo las especificaciones de TEMA
(Tubular Exchangers Manufacturers Association). El procedimiento detallado se
encuentra en el Anexo II del proyecto.
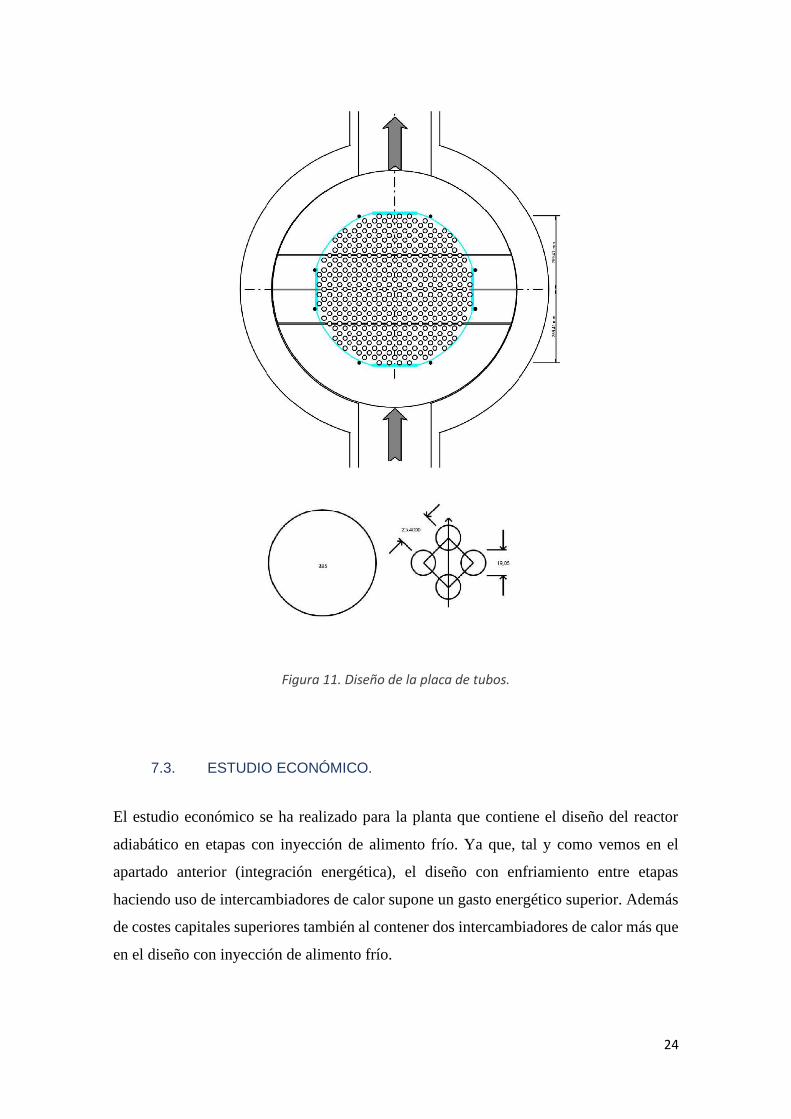
El intercambiador diseñado, se muestra en la tabla 6. y en las figuras 10 y 11.
Servicio Actual Objetivo Ahorro disponible % del Actual
Total [kJ/h] 6,02·107 6,02·107 0,00E+00 0
Calentamiento [kJ/h] 0,00 0,00 0,00E+00 0
Enfriamiento [kJ/h] 6,02·107 6,02·107 0,00E+00 0

22
Figura 9. Planta de síntesis de amoniaco con reactor adiabático en etapas con inyección de alimento frío con integración energética.

Tabla 6. Diseño intercambiador de calor de carcasa y tubos propuesto.
ESPECIFICACIONES DEL INTERCAMBIADOR DE CALOR
Diseño mecánico TEMA DEP
Clase TEMA B
Área total de intercambio (m2) 506,8
Nº tubos 385
Nº carcasas conectadas en serie 4
Longitud tubos (m) 6
Área por carcasa (m2) 126,7
Material Acero al carbono
RENDIMIENTO DEL INTERCAMBIADOR
Calor intercambiado (kW) 32782,3
U W/m2K 804
LMTD corregida (K) 80,45
Localización del fluido Carcasa Tubos
Corrientes S-24 --> S-25 S-30 --> S-31
Flujo másico kg/s 20,355 25,444
Tentrada (ºC)/Tsalida (ºC) -88,6 385,0 427,6 41,8
Presión (bar) 150,0 149,1 148,8 148,3
Pasos 4 1
Figura 10. Diseño mecánico del intercambiador de calor.
24
Figura 11. Diseño de la placa de tubos.
7.3. ESTUDIO ECONÓMICO.
El estudio económico se ha realizado para la planta que contiene el diseño del reactor
adiabático en etapas con inyección de alimento frío. Ya que, tal y como vemos en el
apartado anterior (integración energética), el diseño con enfriamiento entre etapas
haciendo uso de intercambiadores de calor supone un gasto energético superior. Además
de costes capitales superiores también al contener dos intercambiadores de calor más que
en el diseño con inyección de alimento frío.
25
Es decir, el estudio económico, se realiza para la planta con el reactor en etapas con
inyección de alimento frío tanto con integración energética como sin integración de forma
que se pueda comprobar si es factible o no realizar dicha integración.
Para realizar dicho estudio, se realiza el cálculo del coste total anual para las dos opciones,
tanto con integración energética como sin integración. Dicho coste, se corresponde con
la suma de los costes capitales y operacionales anualizados.
Para realizar la estimación de los costes operacionales y capitales se ha hecho uso del
libro Turton R. Analysis, Synthesis and Desing of Chemical Processes- Fifth Edition y se
encuentra el procedimiento detallado en el Anexo III del proyecto.
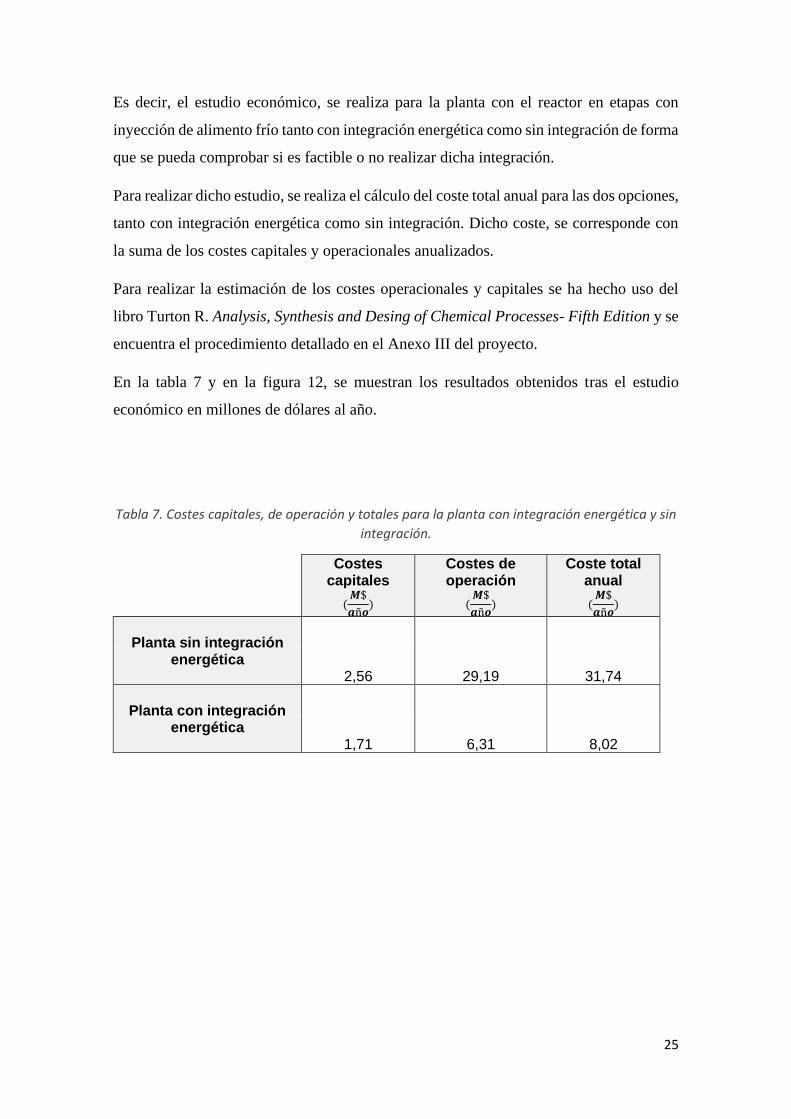
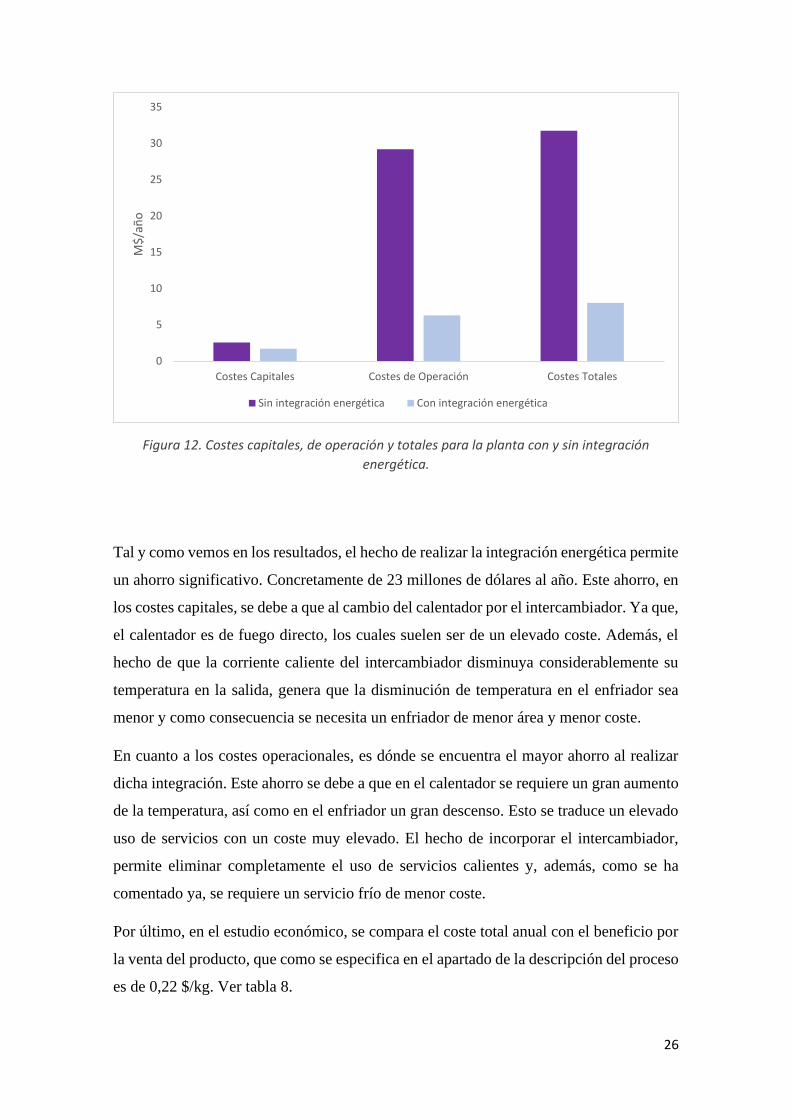
En la tabla 7 y en la figura 12, se muestran los resultados obtenidos tras el estudio
económico en millones de dólares al año.
Tabla 7. Costes capitales, de operación y totales para la planta con integración energética y sin
integración.
Costes capitales
(𝑴$
𝒂ñ𝒐)
Costes de operación
(𝑴$
𝒂ñ𝒐)
Coste total anual
(𝑴$
𝒂ñ𝒐)
Planta sin integración energética
2,56 29,19
31,74
Planta con integración energética
1,71 6,31
8,02
26
Figura 12. Costes capitales, de operación y totales para la planta con y sin integración
energética.
Tal y como vemos en los resultados, el hecho de realizar la integración energética permite
un ahorro significativo. Concretamente de 23 millones de dólares al año. Este ahorro, en
los costes capitales, se debe a que al cambio del calentador por el intercambiador. Ya que,
el calentador es de fuego directo, los cuales suelen ser de un elevado coste. Además, el
hecho de que la corriente caliente del intercambiador disminuya considerablemente su
temperatura en la salida, genera que la disminución de temperatura en el enfriador sea
menor y como consecuencia se necesita un enfriador de menor área y menor coste.
En cuanto a los costes operacionales, es dónde se encuentra el mayor ahorro al realizar
dicha integración. Este ahorro se debe a que en el calentador se requiere un gran aumento
de la temperatura, así como en el enfriador un gran descenso. Esto se traduce un elevado
uso de servicios con un coste muy elevado. El hecho de incorporar el intercambiador,
permite eliminar completamente el uso de servicios calientes y, además, como se ha
comentado ya, se requiere un servicio frío de menor coste.
Por último, en el estudio económico, se compara el coste total anual con el beneficio por
la venta del producto, que como se especifica en el apartado de la descripción del proceso
es de 0,22 $/kg. Ver tabla 8.
0
5
10
15
20
25
30
35
Costes Capitales Costes de Operación Costes Totales
M$
/añ
o
Sin integración energética Con integración energética
27
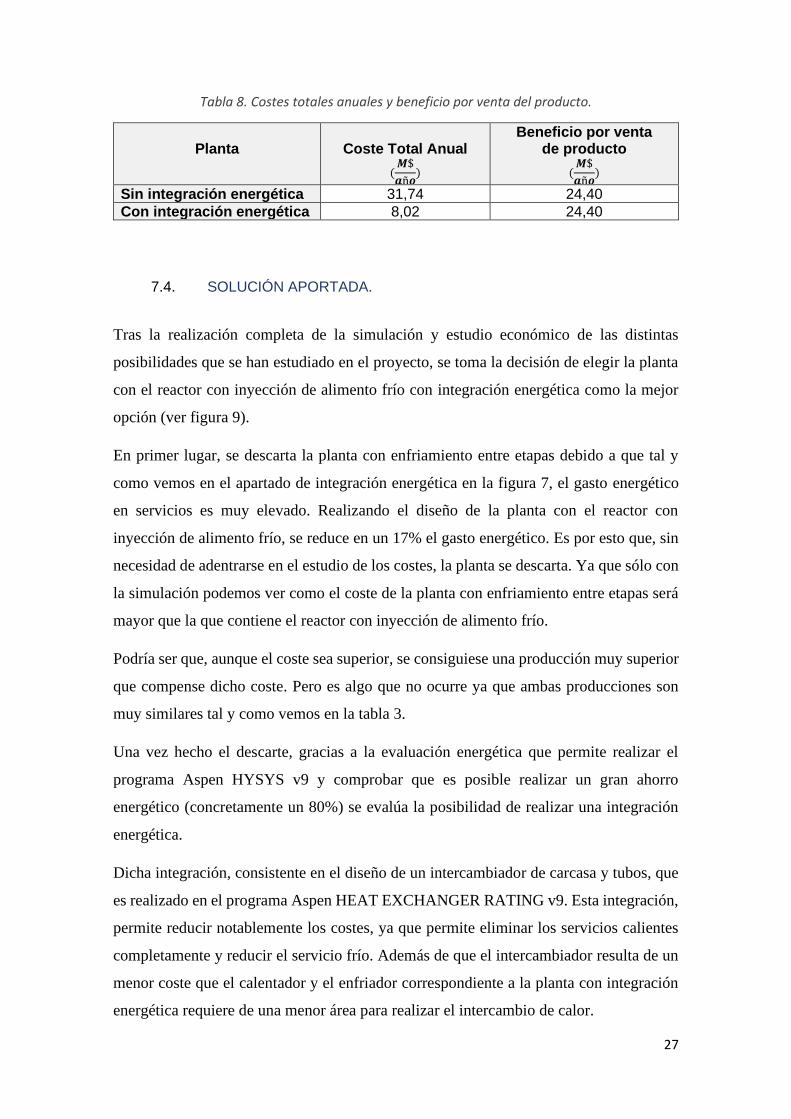
Tabla 8. Costes totales anuales y beneficio por venta del producto.
Planta
Coste Total Anual
(𝑴$
𝒂ñ𝒐)
Beneficio por venta de producto
(𝑴$
𝒂ñ𝒐)
Sin integración energética 31,74 24,40
Con integración energética 8,02 24,40
7.4. SOLUCIÓN APORTADA.
Tras la realización completa de la simulación y estudio económico de las distintas
posibilidades que se han estudiado en el proyecto, se toma la decisión de elegir la planta
con el reactor con inyección de alimento frío con integración energética como la mejor
opción (ver figura 9).
En primer lugar, se descarta la planta con enfriamiento entre etapas debido a que tal y
como vemos en el apartado de integración energética en la figura 7, el gasto energético
en servicios es muy elevado. Realizando el diseño de la planta con el reactor con
inyección de alimento frío, se reduce en un 17% el gasto energético. Es por esto que, sin
necesidad de adentrarse en el estudio de los costes, la planta se descarta. Ya que sólo con
la simulación podemos ver como el coste de la planta con enfriamiento entre etapas será
mayor que la que contiene el reactor con inyección de alimento frío.
Podría ser que, aunque el coste sea superior, se consiguiese una producción muy superior
que compense dicho coste. Pero es algo que no ocurre ya que ambas producciones son
muy similares tal y como vemos en la tabla 3.
Una vez hecho el descarte, gracias a la evaluación energética que permite realizar el
programa Aspen HYSYS v9 y comprobar que es posible realizar un gran ahorro
energético (concretamente un 80%) se evalúa la posibilidad de realizar una integración
energética.
Dicha integración, consistente en el diseño de un intercambiador de carcasa y tubos, que
es realizado en el programa Aspen HEAT EXCHANGER RATING v9. Esta integración,
permite reducir notablemente los costes, ya que permite eliminar los servicios calientes
completamente y reducir el servicio frío. Además de que el intercambiador resulta de un
menor coste que el calentador y el enfriador correspondiente a la planta con integración
energética requiere de una menor área para realizar el intercambio de calor.
28
En la tabla 9 se observan las reducciones en los costes obtenidos al realizar la integración
energética.
Tabla 9. Reducción de los costes tras la integración energética en la planta.
Reducción costes capitales anuales
(%)
Reducción costes de operación anuales
(%)
Reducción del coste
total anual (%)
33,2 78,4 78,7
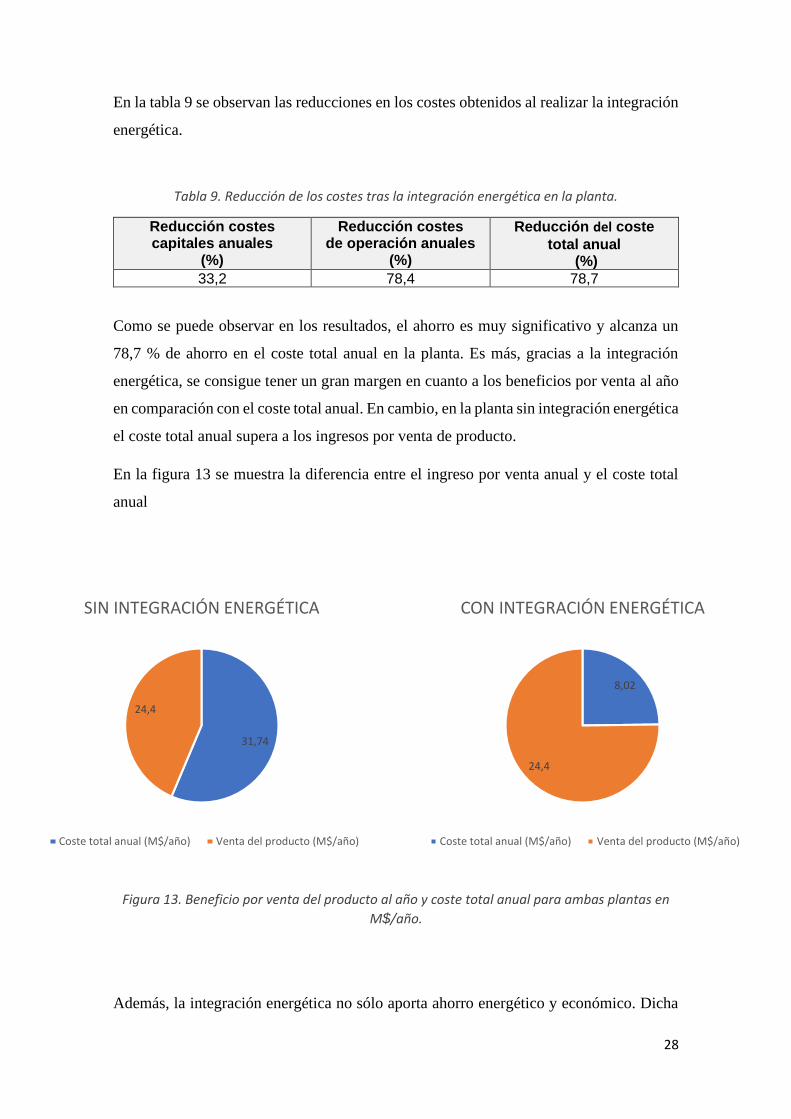
Como se puede observar en los resultados, el ahorro es muy significativo y alcanza un
78,7 % de ahorro en el coste total anual en la planta. Es más, gracias a la integración
energética, se consigue tener un gran margen en cuanto a los beneficios por venta al año
en comparación con el coste total anual. En cambio, en la planta sin integración energética
el coste total anual supera a los ingresos por venta de producto.
En la figura 13 se muestra la diferencia entre el ingreso por venta anual y el coste total
anual
Figura 13. Beneficio por venta del producto al año y coste total anual para ambas plantas en
M$/año.
Además, la integración energética no sólo aporta ahorro energético y económico. Dicha
31,74
24,4
SIN INTEGRACIÓN ENERGÉTICA
Coste total anual (M$/año) Venta del producto (M$/año)
8,02
24,4
CON INTEGRACIÓN ENERGÉTICA
Coste total anual (M$/año) Venta del producto (M$/año)

29
integración, permite reducir el impacto ambiental al reducirse las emisiones de CO2.
Hecho que se debe a la reducción del uso de servicios los cuales generan emisiones en su
producción. Ver análisis detallado en el anexo IV.
En la figura 14 se muestra la reducción de las emisiones del gas de efecto invernadero
como consecuencia de la incorporación del intercambiador de calor en el diseño de la
planta.
Figura 14. Reducción de las emisiones de CO2 en kg/h.
Es decir, se consigue una reducción del 98 % de las emisiones gracias a la realización de
la integración energética que permite reducir los servicios usados.
1,66E+05
3365
kg/h
Sin integración energética Con integración energética
ANEXO I. DISEÑO Y SIMULACIÓN DE LOS
REACTORES.
31
ANEXO I: DISEÑO Y SIMULACIÓN DE LOS REACTORES.
I.1. SELECCIÓN DEL TIPO DE REACTOR. ........................................................... 32
I.2. SELECCIÓN DE LAS CONDICIONES DE OPERACIÓN. ................................. 33
I.3. DISEÑO REACTOR ADIABÁTICO CON REFRIGERACIÓN INTERMEDIA. ..... 35
I.3.1. SIMULACIÓN DEL REACTOR ADIABÁTICO CON REFRIGERACIÓN
INTERMEDIA. ..................................................................................................... 38
I.4. DISEÑO REACTOR ADIABÁTICO CON INYECCIÓN DE ALIMENTO FRÍO. ... 40
I.4.1. SIMULACIÓN DEL REACTOR ADIABÁTICO CON INYECCIÓN DE
ALIMENTO FRÍO. ................................................................................................ 42
32
I.1. SELECCIÓN DEL TIPO DE REACTOR.
El primer paso a la hora de centrar el estudio en los reactores, es llevar a cabo una
selección del tipo de reactor que se va a utilizar.
En primer lugar, se descarta el trabajar en discontinuo debido a que estamos ante una
producción industrial y con lo cual es preferible siempre trabajar en sistema continuo para
el manejo de tales cantidades.
Seguidamente, basando el estudio en la reacción que se va a llevar a cabo en ellos, se
observa que todos los componentes que participan en la reacción se encuentran en estado
gaseoso y como bien se ha mencionado en la memoria del proyecto, una reacción lenta y
la cual necesita el uso de un catalizador para acelerar el proceso. El cual se define en las
especificaciones del problema en la memoria. Es por esto que la mejor opción se
encuentra en un reactor tubular heterogéneo y más concretamente en un reactor tubular
de lecho fijo.
Se selecciona el lecho fijo frente al fluidizado, debido a las características de la reacción
que se lleva a cabo.
En primer lugar, se decide el lecho fijo debido a la mayor eficacia de contacto del gas con
el catalizador, lo cual se traduce en el uso de una menor cantidad del mismo. Esto se debe
a que el lecho fluidizado, presenta un flujo complejo y todavía no muy bien conocido,
mientras que el lecho fijo se aproxima en gran medida al flujo pistón.
Otro motivo por el cual se elige un reactor de lecho fijo, es el catalizador empleado, el
cual presenta un diámetro que puede considerarse grande (8mm). En caso de utilizar un
catalizador cuyo tamaño de partícula fuese muy pequeño, se podrían causar tapones y
generar grandes pérdidas de presión a lo largo del reactor.
Además, el catalizador presenta una desactivación lenta, lo cual no es problema a la hora
de usar el reactor de lecho fijo. Si por el contrario se trabajase con un catalizador cuya
velocidad de desactivación fuese elevada, sería conveniente usar el lecho fluidizado.
33
I.2. SELECCIÓN DE LAS CONDICIONES DE OPERACIÓN.
Una vez determinado el tipo de reactor a emplear, se analizan las condiciones en las que
trabajar para conseguir un buen rendimiento en la planta y cumplir con las
especificaciones del proyecto.
El objetivo del proyecto es obtener un buen rendimiento y conseguir cumplir con los
objetivos propuestos. Es decir, conseguir una conversión del 30% además que el producto
presente una pureza mínima del 98% obteniendo un gasto de catalizador y un volumen
de reactor cercano al óptimo. Ya que estos factores determinan en gran medida el coste
del proyecto.
Se basa el estudio de las condiciones de operación, en el tipo de reacción con la que se
trabaja. La síntesis de amoniaco, se trata de una reacción reversible y exotérmica, con lo
cual la conversión alcanzada en el reactor estará marcada por las condiciones de
equilibrio. Dicho equilibrio, variará como consecuencia de los cambios producidos en la
constante de equilibrio termodinámico a medida que la temperatura del sistema cambia.
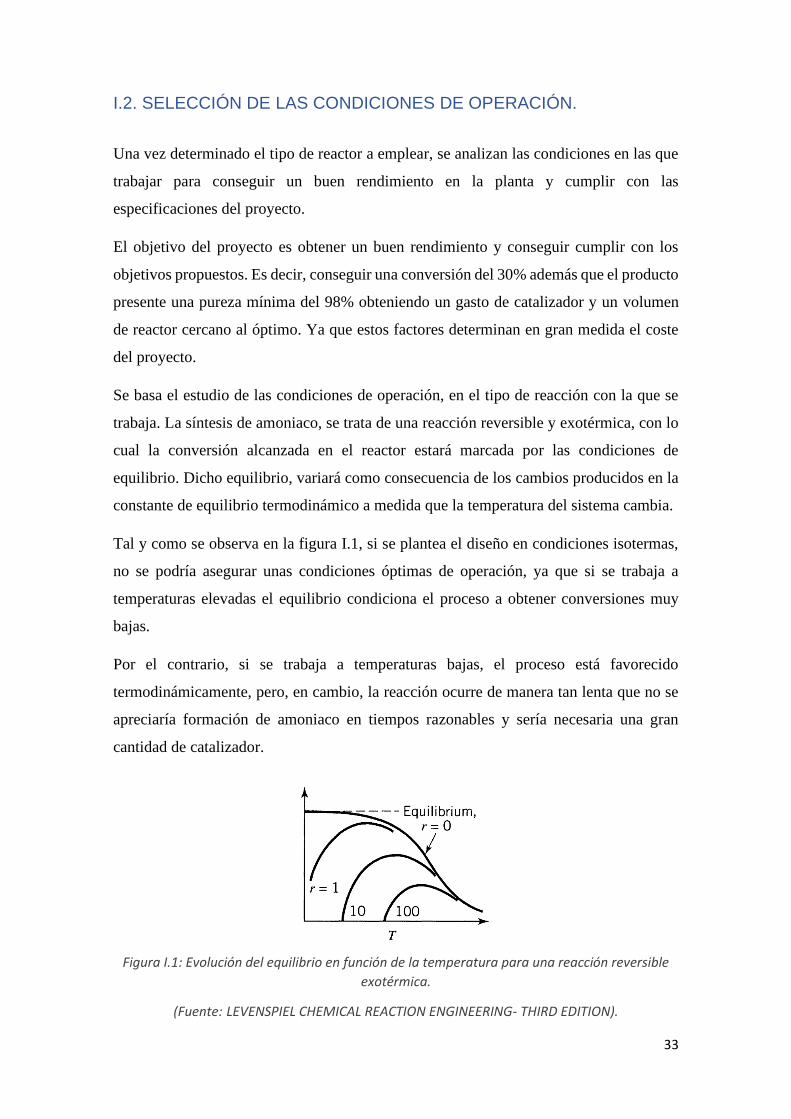
Tal y como se observa en la figura I.1, si se plantea el diseño en condiciones isotermas,
no se podría asegurar unas condiciones óptimas de operación, ya que si se trabaja a
temperaturas elevadas el equilibrio condiciona el proceso a obtener conversiones muy
bajas.
Por el contrario, si se trabaja a temperaturas bajas, el proceso está favorecido
termodinámicamente, pero, en cambio, la reacción ocurre de manera tan lenta que no se
apreciaría formación de amoniaco en tiempos razonables y sería necesaria una gran
cantidad de catalizador.
Figura I.1: Evolución del equilibrio en función de la temperatura para una reacción reversible
exotérmica.
(Fuente: LEVENSPIEL CHEMICAL REACTION ENGINEERING- THIRD EDITION).
34
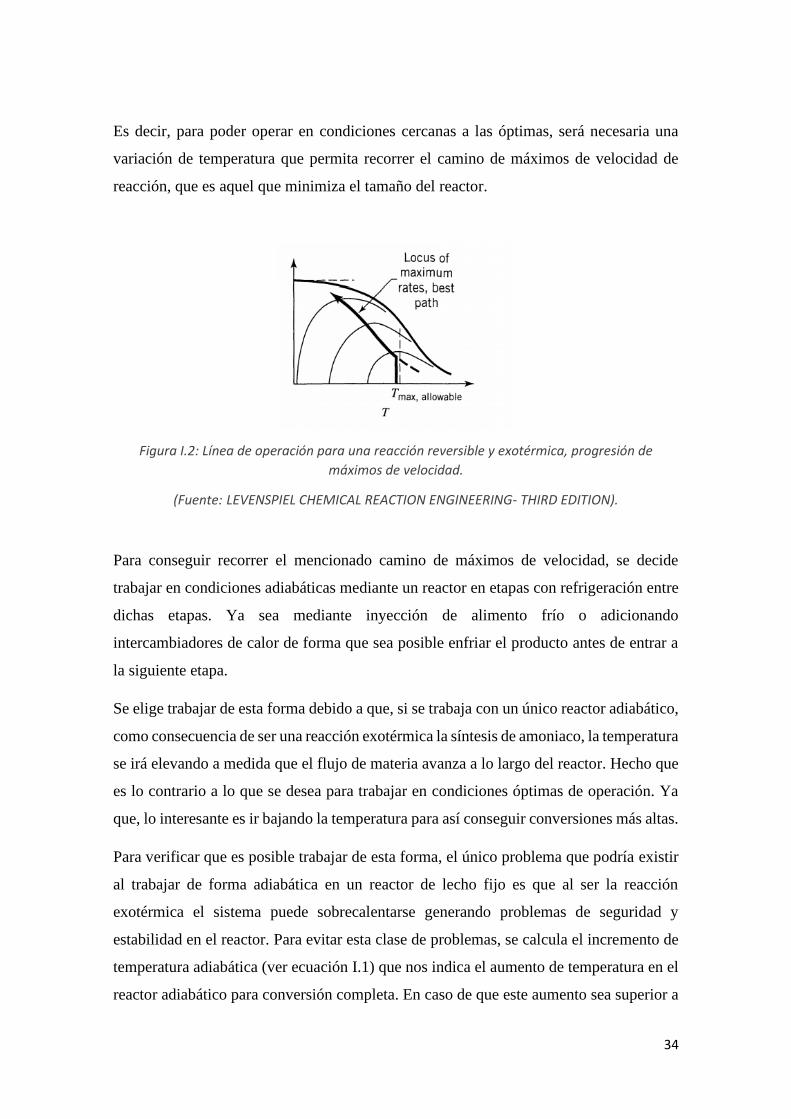
Es decir, para poder operar en condiciones cercanas a las óptimas, será necesaria una
variación de temperatura que permita recorrer el camino de máximos de velocidad de
reacción, que es aquel que minimiza el tamaño del reactor.
Figura I.2: Línea de operación para una reacción reversible y exotérmica, progresión de
máximos de velocidad.
(Fuente: LEVENSPIEL CHEMICAL REACTION ENGINEERING- THIRD EDITION).
Para conseguir recorrer el mencionado camino de máximos de velocidad, se decide
trabajar en condiciones adiabáticas mediante un reactor en etapas con refrigeración entre
dichas etapas. Ya sea mediante inyección de alimento frío o adicionando
intercambiadores de calor de forma que sea posible enfriar el producto antes de entrar a
la siguiente etapa.
Se elige trabajar de esta forma debido a que, si se trabaja con un único reactor adiabático,
como consecuencia de ser una reacción exotérmica la síntesis de amoniaco, la temperatura
se irá elevando a medida que el flujo de materia avanza a lo largo del reactor. Hecho que
es lo contrario a lo que se desea para trabajar en condiciones óptimas de operación. Ya
que, lo interesante es ir bajando la temperatura para así conseguir conversiones más altas.
Para verificar que es posible trabajar de esta forma, el único problema que podría existir
al trabajar de forma adiabática en un reactor de lecho fijo es que al ser la reacción
exotérmica el sistema puede sobrecalentarse generando problemas de seguridad y
estabilidad en el reactor. Para evitar esta clase de problemas, se calcula el incremento de
temperatura adiabática (ver ecuación I.1) que nos indica el aumento de temperatura en el
reactor adiabático para conversión completa. En caso de que este aumento sea superior a

35
600ºC podría ser peligroso usar este tipo de reactor siguiendo las indicaciones presentes
en el libro Levenspiel Chemical Reaction Engineering) . Para el proyecto en cuestión, el
aumento de temperatura es inferior a 100ºC con lo cual es posible trabajar de forma
adiabática.
∆𝑇𝑎𝑑 = 𝑇 − 𝑇0 ≅ ∆𝐻𝑟
0
𝐶𝑝0
(𝑒𝑐. 𝐼. 1. )
I.3. DISEÑO DEL REACTOR ADIABÁTICO CON REFRIGERACIÓN
INTERMEDIA.
Una vez se ha seleccionado el reactor de lecho fijo y el trabajar en condiciones adiabáticas
con enfriamiento entre etapas, se valoran 2 posibles diseños para simular en Aspen
HYSYS V9.
Por un lado, se estudia el uso de intercambiadores de calor para realizar el enfriamiento
entre etapas, y, por otro lado, realizar dicho enfriamiento mediante inyección de alimento
frío antes de entrar el alimento en la siguiente etapa.
Primero, se trabaja la simulación de un reactor adiabático por etapas con refrigeración
intermedia realizada a través de intercambiadores de calor entre dichas etapas. Ejemplo
que es posible ver en la figura I.3 para un caso de un reactor con dos etapas:
Figura I.3: Reactor adiabático en etapas con refrigeración intermedia.
(Fuente: LEVENSPIEL CHEMICAL REACTION ENGINEERING- THIRD EDITION).
Además, se muestra en la figura I.4 las líneas de operación del reactor para seguir el
camino de máximos de velocidad.
36
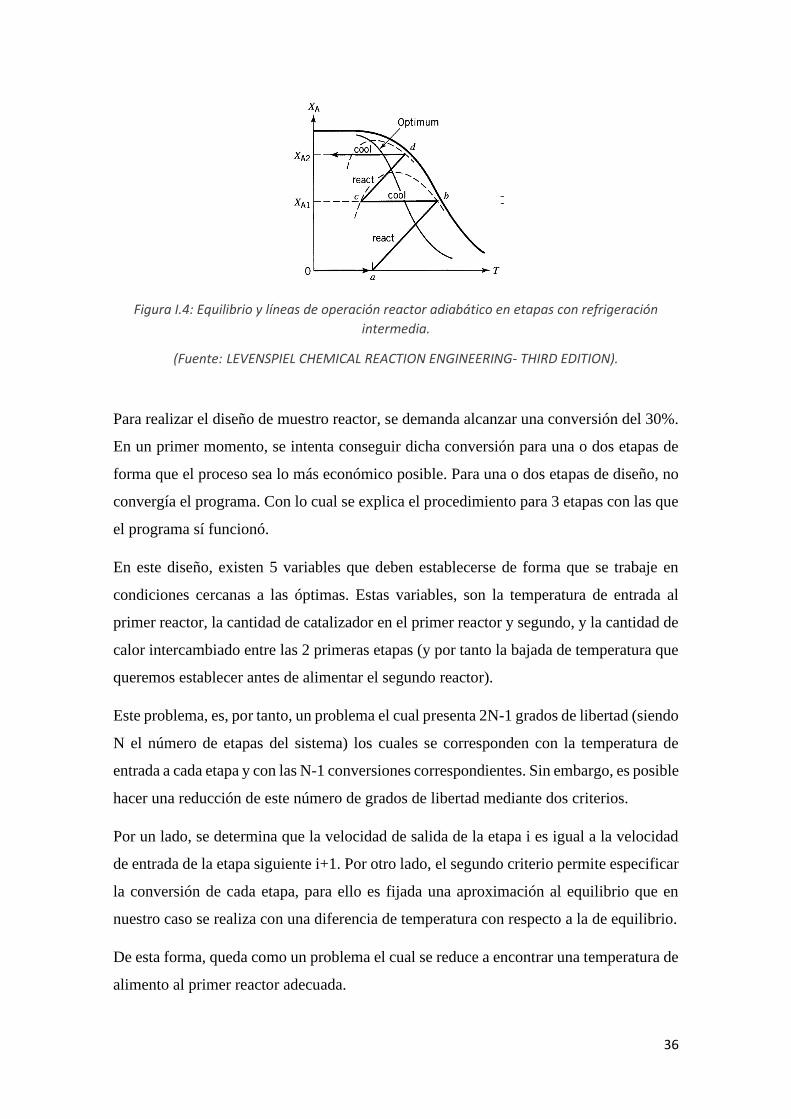
Figura I.4: Equilibrio y líneas de operación reactor adiabático en etapas con refrigeración
intermedia.
(Fuente: LEVENSPIEL CHEMICAL REACTION ENGINEERING- THIRD EDITION).
Para realizar el diseño de muestro reactor, se demanda alcanzar una conversión del 30%.
En un primer momento, se intenta conseguir dicha conversión para una o dos etapas de
forma que el proceso sea lo más económico posible. Para una o dos etapas de diseño, no
convergía el programa. Con lo cual se explica el procedimiento para 3 etapas con las que
el programa sí funcionó.
En este diseño, existen 5 variables que deben establecerse de forma que se trabaje en
condiciones cercanas a las óptimas. Estas variables, son la temperatura de entrada al
primer reactor, la cantidad de catalizador en el primer reactor y segundo, y la cantidad de
calor intercambiado entre las 2 primeras etapas (y por tanto la bajada de temperatura que
queremos establecer antes de alimentar el segundo reactor).
Este problema, es, por tanto, un problema el cual presenta 2N-1 grados de libertad (siendo
N el número de etapas del sistema) los cuales se corresponden con la temperatura de
entrada a cada etapa y con las N-1 conversiones correspondientes. Sin embargo, es posible
hacer una reducción de este número de grados de libertad mediante dos criterios.
Por un lado, se determina que la velocidad de salida de la etapa i es igual a la velocidad
de entrada de la etapa siguiente i+1. Por otro lado, el segundo criterio permite especificar
la conversión de cada etapa, para ello es fijada una aproximación al equilibrio que en
nuestro caso se realiza con una diferencia de temperatura con respecto a la de equilibrio.
De esta forma, queda como un problema el cual se reduce a encontrar una temperatura de
alimento al primer reactor adecuada.
37
Con el objetivo de encontrar dicha temperatura, se sigue el procedimiento desarrollado
por Konoki y más tarde independientemente por Horn:
1. Se supone la temperatura de entrada al primer reactor Tr.
2. Seguidamente se realiza un desplazamiento a través de la línea de operación
adiabática (que debido a que ΔCp es prácticamente constante y el sistema es
adiabático Q=0, es una línea recta con pendiente positiva) hasta que se cumple la
condición de la ecuación I.2. En cambio, a efectos prácticos no se suele usar este
criterio si no que se opta por usar una técnica de prueba error ya que con 2 o 3
pruebas elegidas cuidadosamente se alcanza una solución cercana al óptimo para
el problema.
∫𝜕
𝜕𝑇(
1
−𝑟𝐴′) 𝑑𝑋𝐴 = 0
𝑜𝑢𝑡
𝑖𝑛
(𝑒𝑐. 𝐼. 2. )
3. A continuación, se produce enfriamiento hasta el punto en el que la velocidad de
reacción en la entrada del reactor correspondiente con la etapa siguiente sea la
misma que en la salida de la etapa anterior (ver ecuación I.3).
(𝑟𝐴′)𝑠𝑎𝑙𝑖𝑑𝑎 𝑑𝑒𝑙 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = (𝑟𝐴
′)𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝑎𝑙 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑙𝑎 𝑠𝑖𝑔𝑢𝑖𝑒𝑛𝑡𝑒 𝑒𝑡𝑎𝑝𝑎 (𝑒𝑐. 𝐼. 3. )
4. De nuevo, se realiza el desplazamiento a través de la adiabática del siguiente
reactor hasta sobrepasar ligeramente la línea de progresión óptima cumpliendo
con la aproximación al equilibrio establecida.
5. Si el proceso fuese de 2 etapas, se comprobaría que la conversión alcanzada en el
punto anterior se corresponde con la especificada en el problema. Si es el caso, la
temperatura de entrada seleccionada sería correcta para trabajar de forma cercana
al óptimo. En caso de que no fuese la misma conversión que se especifica se
probaría con otra temperatura.
En el proyecto, al ser 3 etapas, se repite una vez más el procedimiento y entonces
se comprueba que se ha alcanzado la conversión mínima del 30%.
38
I.3.1. SIMULACIÓN DEL REACTOR ADIABÁTICO CON REFRIGERACIÓN
INTERMEDIA.
Una vez explicada la base teórica del diseño, se explica cómo ha sido el procedimiento
realizado en el simulador Aspen HYSYS V9 de este reactor adiabático con refrigeración
intermedia.
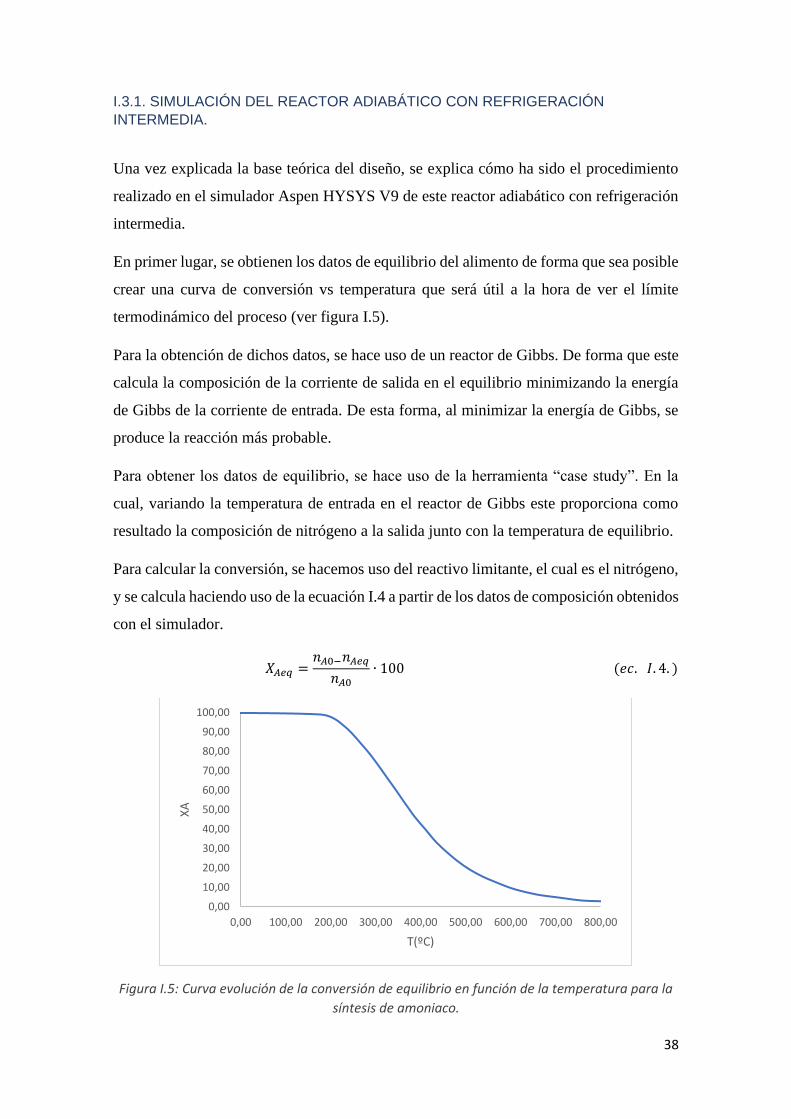
En primer lugar, se obtienen los datos de equilibrio del alimento de forma que sea posible
crear una curva de conversión vs temperatura que será útil a la hora de ver el límite
termodinámico del proceso (ver figura I.5).
Para la obtención de dichos datos, se hace uso de un reactor de Gibbs. De forma que este
calcula la composición de la corriente de salida en el equilibrio minimizando la energía
de Gibbs de la corriente de entrada. De esta forma, al minimizar la energía de Gibbs, se
produce la reacción más probable.
Para obtener los datos de equilibrio, se hace uso de la herramienta “case study”. En la
cual, variando la temperatura de entrada en el reactor de Gibbs este proporciona como
resultado la composición de nitrógeno a la salida junto con la temperatura de equilibrio.
Para calcular la conversión, se hacemos uso del reactivo limitante, el cual es el nitrógeno,
y se calcula haciendo uso de la ecuación I.4 a partir de los datos de composición obtenidos
con el simulador.
𝑋𝐴𝑒𝑞 =𝑛𝐴0−𝑛𝐴𝑒𝑞
𝑛𝐴0∙ 100 (𝑒𝑐. 𝐼. 4. )
Figura I.5: Curva evolución de la conversión de equilibrio en función de la temperatura para la
síntesis de amoniaco.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 100,00 200,00 300,00 400,00 500,00 600,00 700,00 800,00
XA
T(ºC)
39
Una vez obtenidos los datos de equilibrio, se define la temperatura de entrada al primer
reactor y la aproximación al equilibrio que se quiere establecer. Teniendo en cuenta que
debe alcanzarse el 30% de conversión en 3 etapas. De esta forma, el simulador converge
para una temperatura de alimento de 385ºC y una diferencia de temperatura con el
equilibrio de 10ºC.
Una vez fijada la temperatura de entrada, es usado de nuevo un reactor de Gibbs, para
determinar la composición y temperatura de equilibrio en el primer reactor. Y así, con la
herramienta de ajuste, ajustar la longitud del primer lecho de forma que se obtenga una
diferencia de 10ºC de temperatura en la salida del reactor con respecto al equilibrio.
Seguidamente, se realiza un enfriamiento de 50ºC con un intercambiador de calor y de
nuevo se repite el procedimiento anterior con el reactor de Gibbs y la herramienta de
ajuste para dimensionar el segundo lecho.
El tamaño del tercer lecho lo obtenemos de la misma forma.
Las longitudes de los reactores obtenidas (con un diámetro de 2 metros en cada uno de
los reactores) se muestran en la tabla I.1
Tabla I.1: Longitud de los reactores del proceso.
LREACTOR 1
(m) LREACTOR 2
(m) LREACTOR 3
(m)
11,3 9,47 25,7
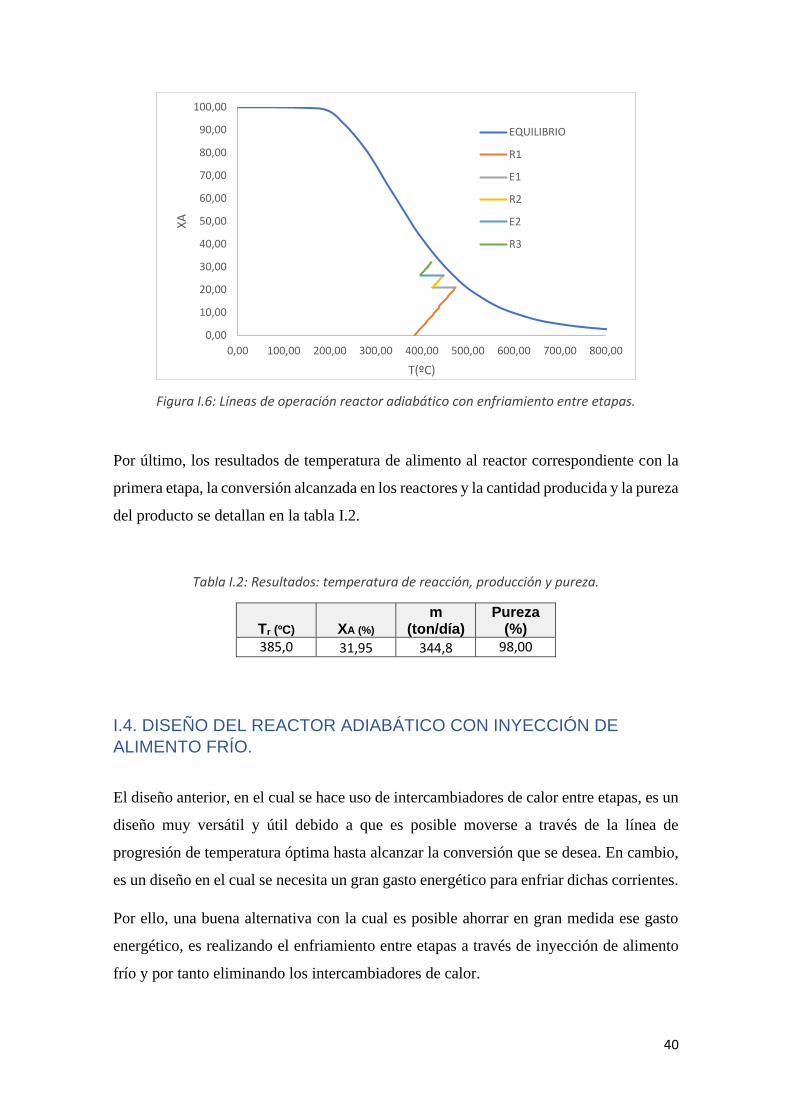
Además, las líneas de operación junto con la evolución del equilibrio se observan en la
figura I.6.
40
Figura I.6: Líneas de operación reactor adiabático con enfriamiento entre etapas.
Por último, los resultados de temperatura de alimento al reactor correspondiente con la
primera etapa, la conversión alcanzada en los reactores y la cantidad producida y la pureza
del producto se detallan en la tabla I.2.
Tabla I.2: Resultados: temperatura de reacción, producción y pureza.
Tr (ºC) XA (%)
m (ton/día)
Pureza (%)
385,0 31,95 344,8 98,00
I.4. DISEÑO DEL REACTOR ADIABÁTICO CON INYECCIÓN DE
ALIMENTO FRÍO.
El diseño anterior, en el cual se hace uso de intercambiadores de calor entre etapas, es un
diseño muy versátil y útil debido a que es posible moverse a través de la línea de
progresión de temperatura óptima hasta alcanzar la conversión que se desea. En cambio,
es un diseño en el cual se necesita un gran gasto energético para enfriar dichas corrientes.
Por ello, una buena alternativa con la cual es posible ahorrar en gran medida ese gasto
energético, es realizando el enfriamiento entre etapas a través de inyección de alimento
frío y por tanto eliminando los intercambiadores de calor.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
0,00 100,00 200,00 300,00 400,00 500,00 600,00 700,00 800,00
XA
T(ºC)
EQUILIBRIO
R1
E1
R2
E2
R3

41
Por contra, este diseño tiene el problema que no se puede elevar la conversión hasta el
punto que se desea si no que se encuentra limitada. Y, además, se debe de tener en cuenta
ciertas circunstancias del sistema con el que se trabaja para asegurar que sea una buena
opción de diseño.
En definitiva, este sistema de refrigeración únicamente es útil en el caso de que la
temperatura de la alimentación sea muy inferior a la temperatura de reacción, y además
la temperatura no varía mucho durante la reacción.
En la imagen correspondiente a la figura I.7 se comprueba un caso donde es factible y
otro donde no hacer uso de este diseño.
Figura I.7: Caso factible de diseño de reactor adiabático con inyección de alimento frío y caso
no factible.
(Fuente: LEVENSPIEL CHEMICAL REACTION ENGINEERING- THIRD EDITION).
Con la finalidad de comprobar si el diseño es factible según las premisas que se han
mencionado que el sistema debe cumplir, se realiza la prueba de la ecuación I.5 en el
simulador:
𝑇𝑟−𝑇𝑓 >−∆𝐻𝑟
𝐶𝑝 (𝑒𝑐. 𝐼. 5. )
El sistema cumple dicho requisito, ya que la diferencia de temperaturas de alimento y
reacción es mucho mayor que la variación de temperatura durante la reacción. Ya que el
alimento se encuentra a una temperatura de -88 ºC y la temperatura de reacción una vez
42
el diseño es satisfactorio es de 385ºC. Además, el aumento de temperatura en el reactor
es de menos de 100ºC.
Centrándose ya en el diseño, en este caso, aparece una variable más con respecto al diseño
anterior debido a que para realizar el enfriamiento mediante la adición de alimentación
fresca, se debe dividir la corriente de alimento y por tanto se tienen dos variables más al
dividir el alimento en 3 fracciones.
El procedimiento realizado para llevar a cabo el diseño es igual que para el diseño
anterior. Se hace de nuevo uso de la condición de la ecuación I.3 en la que se define que
la velocidad de reacción a la salida de una etapa es igual que la de entrada en la siguiente
etapa y además se ajusta la conversión de cada etapa de modo que la diferencia de
temperatura con respecto al equilibrio sea de 10ºC.
I.4.1. SIMULACIÓN DEL REACTOR ADIABÁTICO CON INYECCIÓN DE ALIMENTO
FRÍO.
Para simular el proceso, se realiza del mismo modo que el anterior diseño, en primer
lugar, se lleva a cabo un análisis de sensibilidad en el que varía la temperatura de entrada
al reactor de Gibbs y seguidamente se observa cómo influye este en los datos de
equilibrio. Obteniéndose así la curva de conversión vs temperatura en el equilibrio, que
es la misma que en el apartado anterior (figura I.5) ya que se trabaja con el mismo sistema
para que la comparación entre ambos diseños sea válida.
Seguidamente, como en el caso anterior, se ajustan los tamaños de los reactores haciendo
uso de los reactores de Gibbs para conocer los datos de equilibrio y posteriormente con
la herramienta de ajuste se dimensiona el reactor de forma que este alcance una
temperatura de salida 10ºC menor que la de equilibrio.
Así, los resultados de longitud de los reactores, de nuevo para un diámetro de 2 metros,
se observan en la tabla I.3:
Tabla I.3: Longitud de los reactores del proceso.
LREACTOR 1
(m) LREACTOR 2
(m) LREACTOR 3
(m)
8,97 11,50 25,7
43
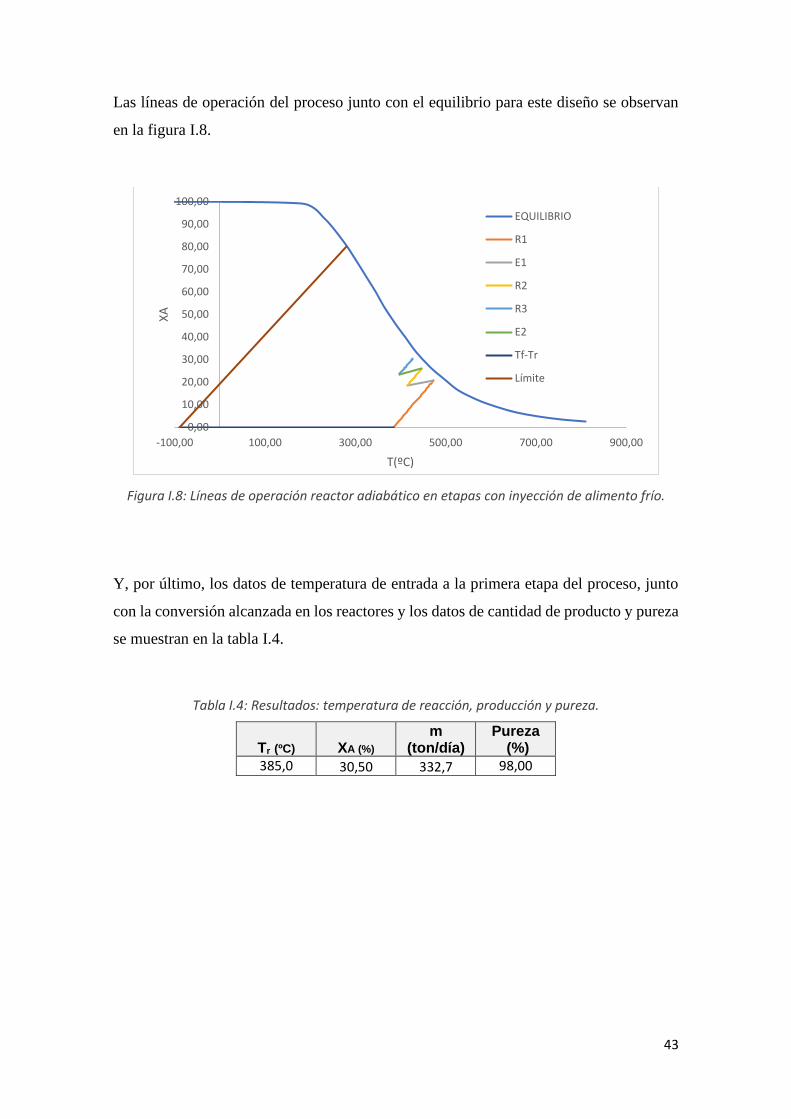
Las líneas de operación del proceso junto con el equilibrio para este diseño se observan
en la figura I.8.
Figura I.8: Líneas de operación reactor adiabático en etapas con inyección de alimento frío.
Y, por último, los datos de temperatura de entrada a la primera etapa del proceso, junto
con la conversión alcanzada en los reactores y los datos de cantidad de producto y pureza
se muestran en la tabla I.4.
Tabla I.4: Resultados: temperatura de reacción, producción y pureza.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
-100,00 100,00 300,00 500,00 700,00 900,00
XA
T(ºC)
EQUILIBRIO
R1
E1
R2
R3
E2
Tf-Tr
Límite
Tr (ºC) XA (%)
m (ton/día)
Pureza (%)
385,0 30,50 332,7 98,00
ANEXO II. INTEGRACIÓN ENERGÉTICA.
DISEÑO Y SIMULACIÓN DEL
INTERCAMBIADOR DE CALOR.

45
ANEXO II: INTEGRACIÓN ENERGÉTICA. DISEÑO Y SIMULACIÓN DEL
INTERCAMBIADOR DE CALOR.
II.1. SIMULACIÓN INTERCAMBIADOR DE CALOR NO RIGUROSA EN ASPEN
HYSYS. ................................................................................................................... 46
II.2. DISEÑO RIGUROSO DEL INTERCAMBIADOR DE CALOR DE CARCASA Y
TUBOS EN ASPEN HEAT EXCHANGER RATING. ................................................ 48
46
II.1. SIMULACIÓN INTERCAMBIADOR DE CALOR NO RIGUROSA EN
ASPEN HYSYS.
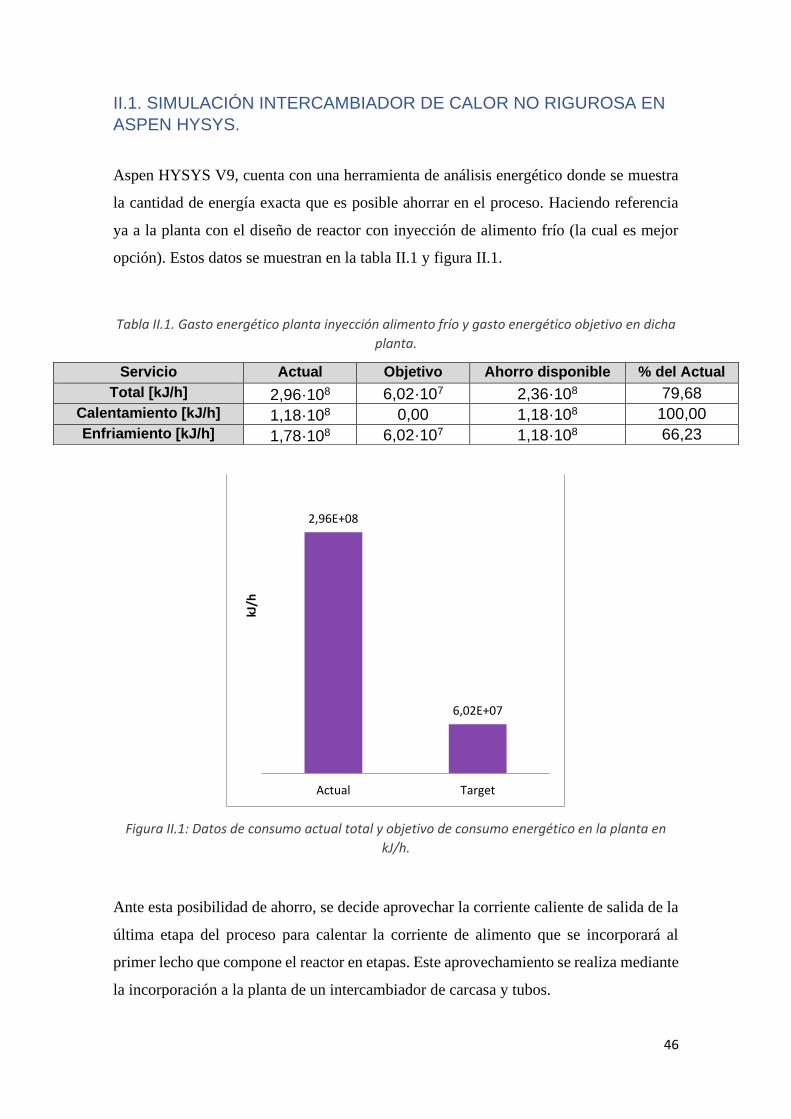
Aspen HYSYS V9, cuenta con una herramienta de análisis energético donde se muestra
la cantidad de energía exacta que es posible ahorrar en el proceso. Haciendo referencia
ya a la planta con el diseño de reactor con inyección de alimento frío (la cual es mejor
opción). Estos datos se muestran en la tabla II.1 y figura II.1.
Tabla II.1. Gasto energético planta inyección alimento frío y gasto energético objetivo en dicha
planta.
Figura II.1: Datos de consumo actual total y objetivo de consumo energético en la planta en
kJ/h.
Ante esta posibilidad de ahorro, se decide aprovechar la corriente caliente de salida de la
última etapa del proceso para calentar la corriente de alimento que se incorporará al
primer lecho que compone el reactor en etapas. Este aprovechamiento se realiza mediante
la incorporación a la planta de un intercambiador de carcasa y tubos.
2,96E+08
6,02E+07
Actual Target
kJ/h
Servicio Actual Objetivo Ahorro disponible % del Actual
Total [kJ/h] 2,96·108 6,02·107 2,36·108 79,68
Calentamiento [kJ/h] 1,18·108 0,00 1,18·108 100,00
Enfriamiento [kJ/h] 1,78·108 6,02·107 1,18·108 66,23
47
Antes de realizar un diseño riguroso del intercambiador de calor de carcasa y tubos en
Aspen HEAT EXCHANGER RATING, en primer lugar, se realiza un diseño simple en
Aspen HYSYS. De esta forma son obtenidos unos resultados aproximados y más tarde
será posible importar los datos al programa destinado al diseño del intercambiador de
calor.
Para realizar esta simulación, primero se fija la temperatura de salida de la corriente que
alimenta el primer reactor el cual queremos que sea de 385ºC.
Seguidamente, en las opciones del equipo, en la pestaña “Desing” se unen las corrientes
implicadas en el proceso colocando el fluido caliente por el lado de los tubos y la fría por
el lado de la carcasa. Además, en esta pestaña se selecciona el paquete termodinámico
que se está usando durante toda la simulación.
Posteriormente, todavía en la misma pestaña, se selecciona el subapartado “parameters”.
En él, es seleccionado el modelo de intercambiador. Como ya se ha dicho este diseño en
Aspen HYSYS consiste en un diseño simple y por tanto se escoge la opción “Simple End
point”.
Por último, en la pestaña “Rating”, se escogen el tipo de cabezales y carcasa que van a
ser utilizadas. Según las especificaciones de TEMA (Tubular Exchangers Manufacturers
Association) se selecciona AES que es el cual viene por defecto (ver tabla II.2 para
visualizar el diseño mecánico AES). También en este mismo apartado, se introduce el
factor de resistencia a la transmisión de calor por suciedad que debido a los componentes
con los que se trata es de 0,001 ft2 ºF h/BTU recomendado por TEMA.
El resto de parámetros se dejan por defecto ya que únicamente se quiere una aproximación
para que Aspen HEAT EXCHANGER RATING permita importar los datos de Aspen
HYSYS y para comprobar el resultado global en la planta al incorporar un intercambiador
de calor.
De esta forma, se comprueba que con la introducción del intercambiador en la planta se
consigue ahorrar energía notablemente. Más concretamente, se consigue reducir un 80%
el gasto energético. Es decir, se consiguen alcanzar los datos objetivo mostrados en la
tabla II.1.
48
II.2. DISEÑO RIGUROSO DEL INTERCAMBIADOR DE CALOR DE
CARCASA Y TUBOS EN ASPEN HEAT EXCHANGER RATING.
Una vez obtenida la simulación de la planta con el intercambiador de calor incorporado,
se realiza del diseño riguroso en Aspen HEAT EXCHANGER RATING.
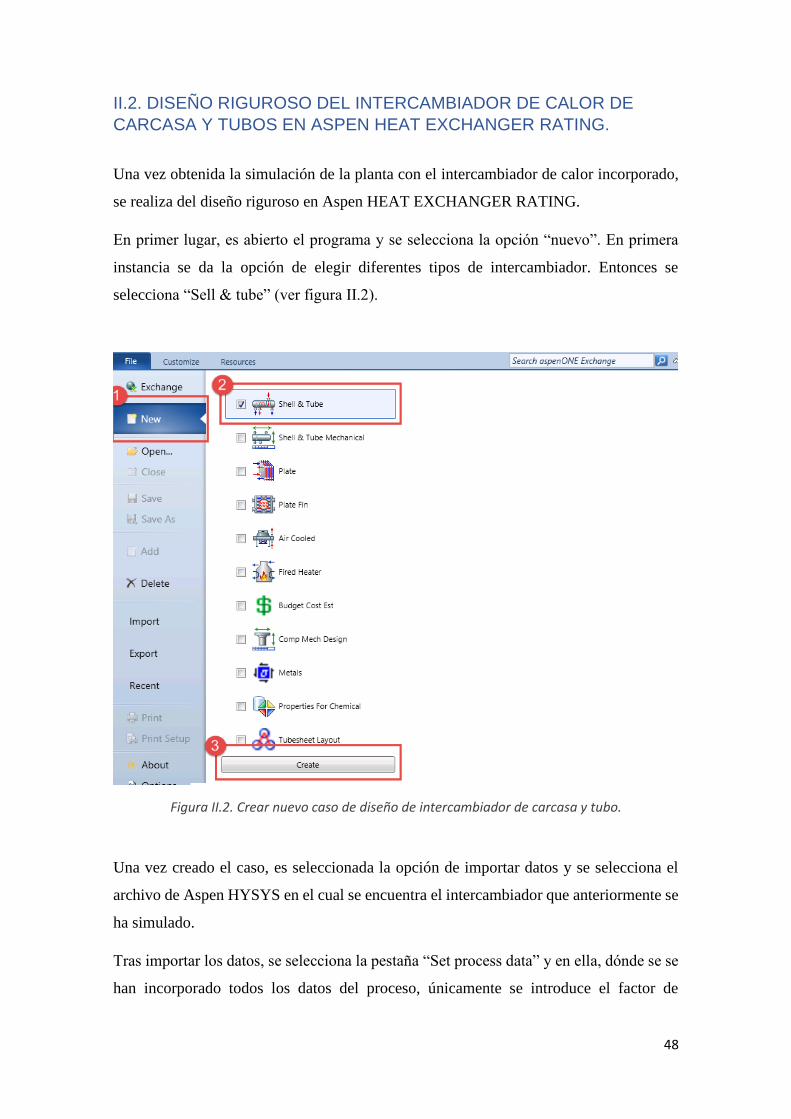
En primer lugar, es abierto el programa y se selecciona la opción “nuevo”. En primera
instancia se da la opción de elegir diferentes tipos de intercambiador. Entonces se
selecciona “Sell & tube” (ver figura II.2).
Figura II.2. Crear nuevo caso de diseño de intercambiador de carcasa y tubo.
Una vez creado el caso, es seleccionada la opción de importar datos y se selecciona el
archivo de Aspen HYSYS en el cual se encuentra el intercambiador que anteriormente se
ha simulado.
Tras importar los datos, se selecciona la pestaña “Set process data” y en ella, dónde se se
han incorporado todos los datos del proceso, únicamente se introduce el factor de
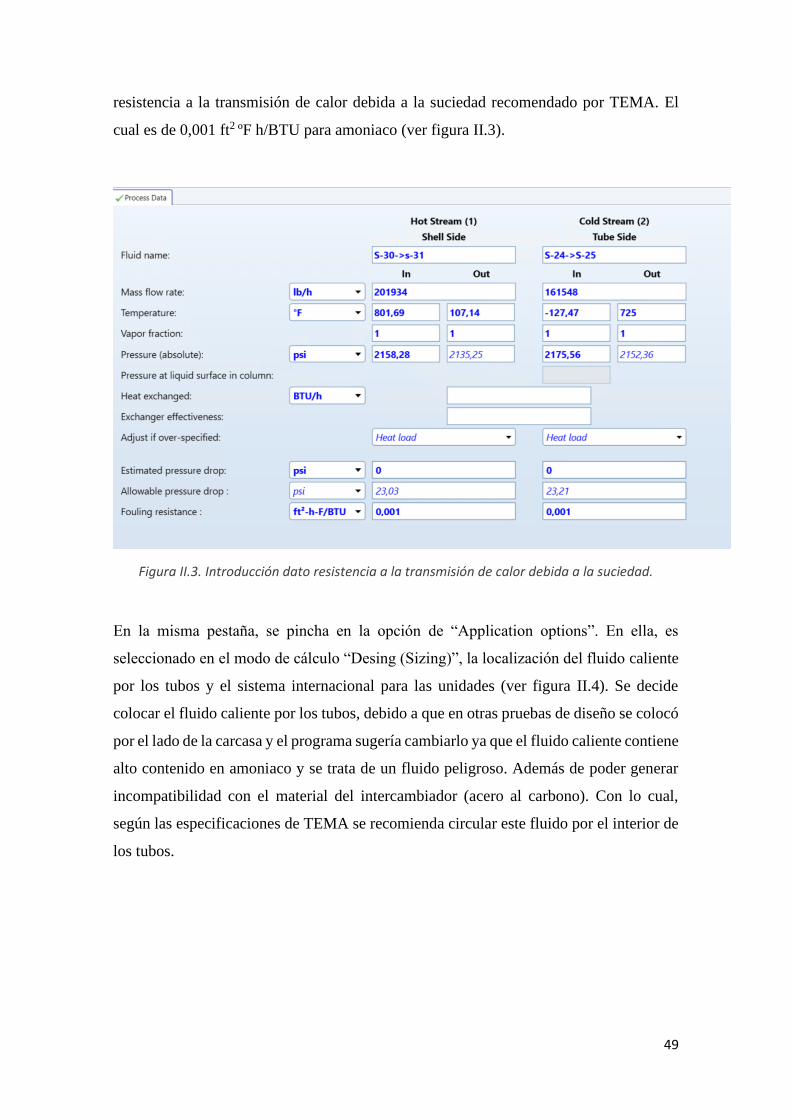
49
resistencia a la transmisión de calor debida a la suciedad recomendado por TEMA. El
cual es de 0,001 ft2 ºF h/BTU para amoniaco (ver figura II.3).
Figura II.3. Introducción dato resistencia a la transmisión de calor debida a la suciedad.
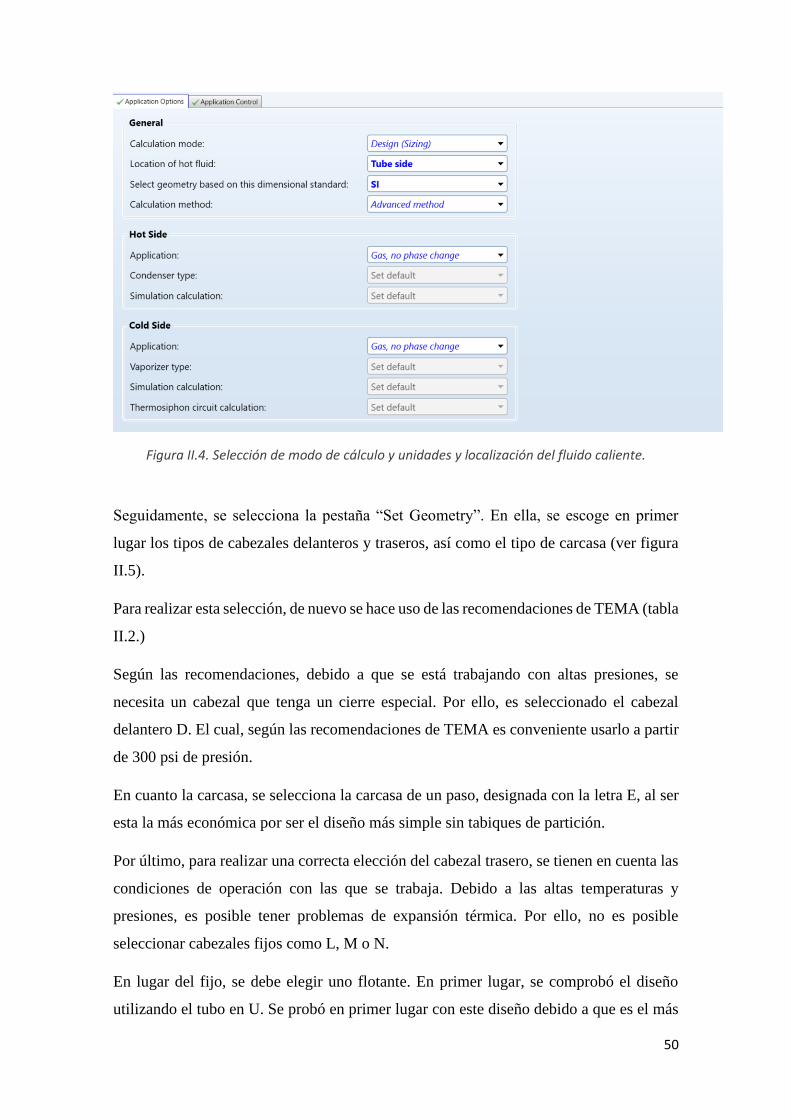
En la misma pestaña, se pincha en la opción de “Application options”. En ella, es
seleccionado en el modo de cálculo “Desing (Sizing)”, la localización del fluido caliente
por los tubos y el sistema internacional para las unidades (ver figura II.4). Se decide
colocar el fluido caliente por los tubos, debido a que en otras pruebas de diseño se colocó
por el lado de la carcasa y el programa sugería cambiarlo ya que el fluido caliente contiene
alto contenido en amoniaco y se trata de un fluido peligroso. Además de poder generar
incompatibilidad con el material del intercambiador (acero al carbono). Con lo cual,
según las especificaciones de TEMA se recomienda circular este fluido por el interior de
los tubos.
50
Figura II.4. Selección de modo de cálculo y unidades y localización del fluido caliente.
Seguidamente, se selecciona la pestaña “Set Geometry”. En ella, se escoge en primer
lugar los tipos de cabezales delanteros y traseros, así como el tipo de carcasa (ver figura
II.5).
Para realizar esta selección, de nuevo se hace uso de las recomendaciones de TEMA (tabla
II.2.)
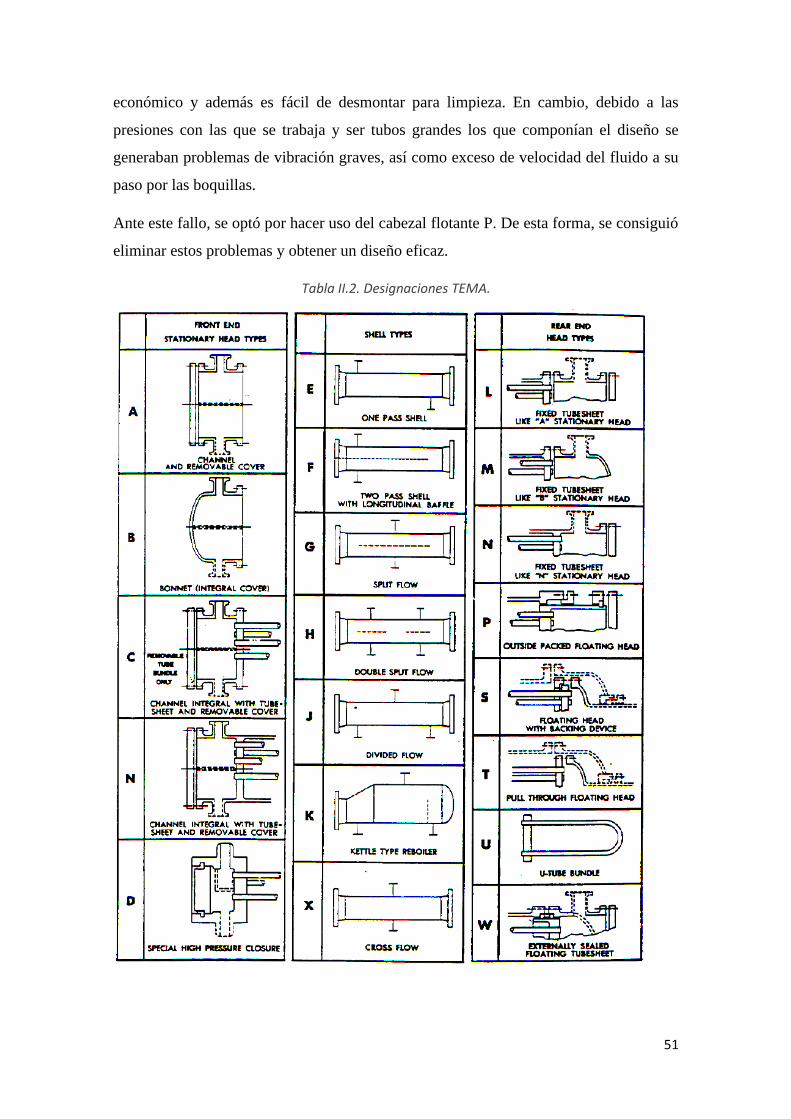
Según las recomendaciones, debido a que se está trabajando con altas presiones, se
necesita un cabezal que tenga un cierre especial. Por ello, es seleccionado el cabezal
delantero D. El cual, según las recomendaciones de TEMA es conveniente usarlo a partir
de 300 psi de presión.
En cuanto la carcasa, se selecciona la carcasa de un paso, designada con la letra E, al ser
esta la más económica por ser el diseño más simple sin tabiques de partición.
Por último, para realizar una correcta elección del cabezal trasero, se tienen en cuenta las
condiciones de operación con las que se trabaja. Debido a las altas temperaturas y
presiones, es posible tener problemas de expansión térmica. Por ello, no es posible
seleccionar cabezales fijos como L, M o N.
En lugar del fijo, se debe elegir uno flotante. En primer lugar, se comprobó el diseño
utilizando el tubo en U. Se probó en primer lugar con este diseño debido a que es el más
51
económico y además es fácil de desmontar para limpieza. En cambio, debido a las
presiones con las que se trabaja y ser tubos grandes los que componían el diseño se
generaban problemas de vibración graves, así como exceso de velocidad del fluido a su
paso por las boquillas.
Ante este fallo, se optó por hacer uso del cabezal flotante P. De esta forma, se consiguió
eliminar estos problemas y obtener un diseño eficaz.
Tabla II.2. Designaciones TEMA.
52
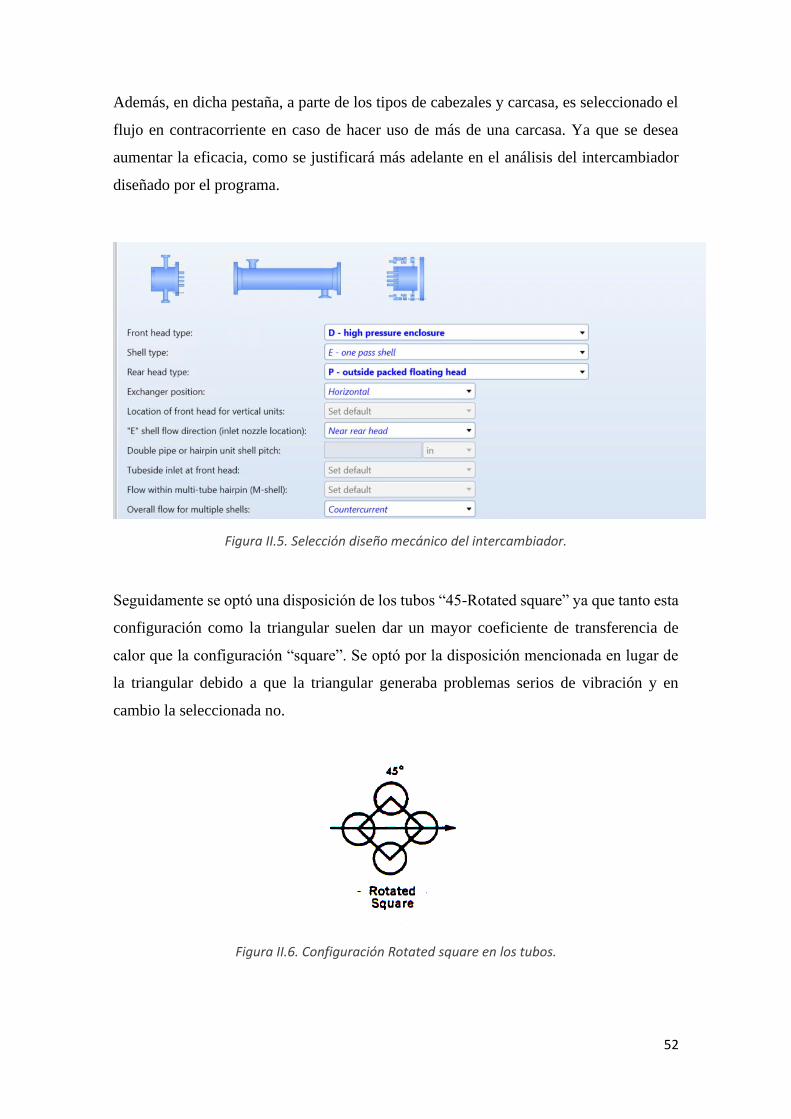
Además, en dicha pestaña, a parte de los tipos de cabezales y carcasa, es seleccionado el
flujo en contracorriente en caso de hacer uso de más de una carcasa. Ya que se desea
aumentar la eficacia, como se justificará más adelante en el análisis del intercambiador
diseñado por el programa.
Figura II.5. Selección diseño mecánico del intercambiador.
Seguidamente se optó una disposición de los tubos “45-Rotated square” ya que tanto esta
configuración como la triangular suelen dar un mayor coeficiente de transferencia de
calor que la configuración “square”. Se optó por la disposición mencionada en lugar de
la triangular debido a que la triangular generaba problemas serios de vibración y en
cambio la seleccionada no.
Figura II.6. Configuración Rotated square en los tubos.
53
Una vez determinado el tipo de cabezales y carcasa y la disposición de los tubos, se abre
la pestaña “Set construction”. En esta pestaña, en “TEMA class” lo cual son unas normas
standard de fabricación, diseño y materiales en función del tipo del proceso en el que
trabajará el intercambiador, se escoge la opción B. La cual está destinada a un proceso
químico.
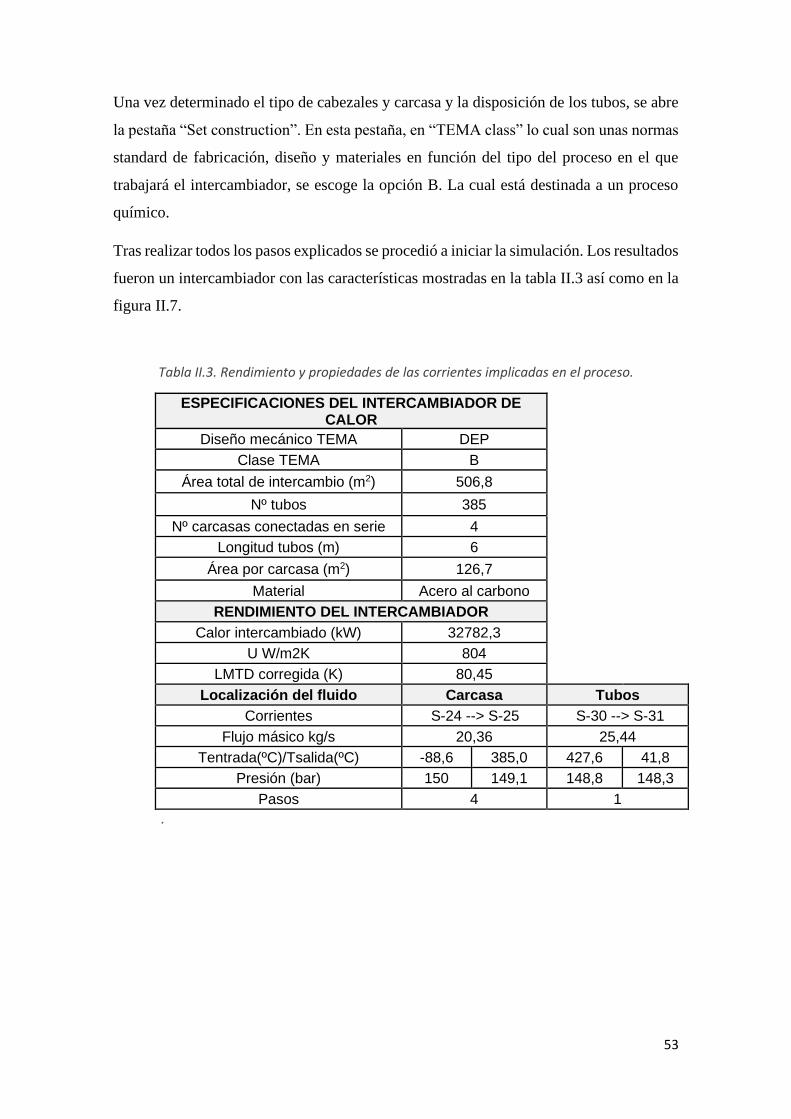
Tras realizar todos los pasos explicados se procedió a iniciar la simulación. Los resultados
fueron un intercambiador con las características mostradas en la tabla II.3 así como en la
figura II.7.
Tabla II.3. Rendimiento y propiedades de las corrientes implicadas en el proceso.
ESPECIFICACIONES DEL INTERCAMBIADOR DE CALOR
Diseño mecánico TEMA DEP
Clase TEMA B
Área total de intercambio (m2) 506,8
Nº tubos 385
Nº carcasas conectadas en serie 4
Longitud tubos (m) 6
Área por carcasa (m2) 126,7
Material Acero al carbono
RENDIMIENTO DEL INTERCAMBIADOR
Calor intercambiado (kW) 32782,3
U W/m2K 804
LMTD corregida (K) 80,45
Localización del fluido Carcasa Tubos
Corrientes S-24 --> S-25 S-30 --> S-31
Flujo másico kg/s 20,36 25,44
Tentrada(ºC)/Tsalida(ºC) -88,6 385,0 427,6 41,8
Presión (bar) 150 149,1 148,8 148,3
Pasos 4 1
.
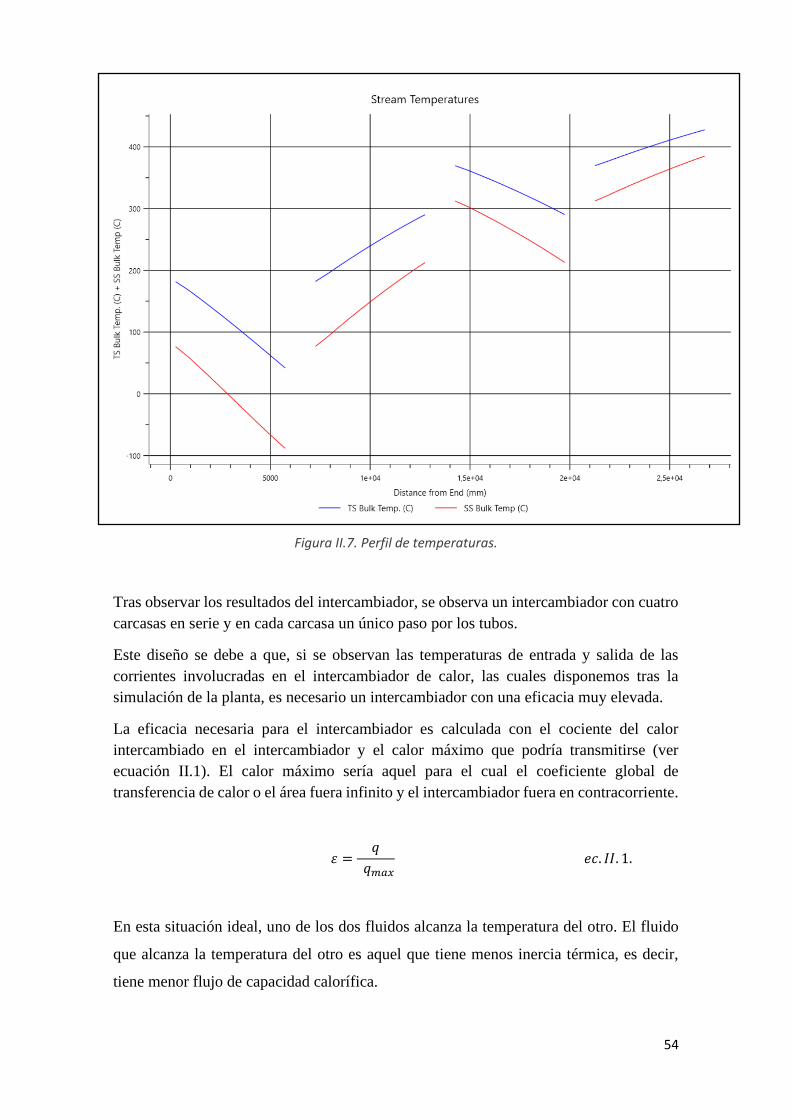
54
Figura II.7. Perfil de temperaturas.
Tras observar los resultados del intercambiador, se observa un intercambiador con cuatro
carcasas en serie y en cada carcasa un único paso por los tubos.
Este diseño se debe a que, si se observan las temperaturas de entrada y salida de las
corrientes involucradas en el intercambiador de calor, las cuales disponemos tras la
simulación de la planta, es necesario un intercambiador con una eficacia muy elevada.
La eficacia necesaria para el intercambiador es calculada con el cociente del calor
intercambiado en el intercambiador y el calor máximo que podría transmitirse (ver
ecuación II.1). El calor máximo sería aquel para el cual el coeficiente global de
transferencia de calor o el área fuera infinito y el intercambiador fuera en contracorriente.
𝜀 =𝑞
𝑞𝑚𝑎𝑥 𝑒𝑐. 𝐼𝐼. 1.
En esta situación ideal, uno de los dos fluidos alcanza la temperatura del otro. El fluido
que alcanza la temperatura del otro es aquel que tiene menos inercia térmica, es decir,
tiene menor flujo de capacidad calorífica.

55
Conociendo esto, en la planta, el fluido con menos flujo de capacidad calorífica (m·cp)min
es el fluido frío. Así, para calcular la potencia máxima intercambiada se calcula mediante
la ecuación II.2:
𝑞𝑚𝑎𝑥 = (𝑚𝑐𝑝)𝑚𝑖𝑛 ∙ (𝑇𝐸𝐶 − 𝑇𝐸𝐹) 𝑒𝑐. 𝐼𝐼. 2.
Así la ecuación II.1. puede expresarse de la siguiente forma (ecuación II.3) y calcular la
eficiencia.
𝜀 = ǀ 𝑇𝐸 − 𝑇𝑆 ǀ 𝑚𝑎𝑥
𝑇𝐸𝐶 − 𝑇𝐸𝐹 𝑒𝑐. 𝐼𝐼. 3.
Sustituyendo los valores de temperatura (ver tabla II.3) se obtiene una eficiencia del 92%.
Es por esto que, al necesitar una eficiencia tan elevada, se opta por trabajar uniendo
carcasas en serie. Hecho que hace aumentar la eficiencia del proceso. Además, en cada
unidad se decide trabajar con un único paso en los tubos. Esto se debe a que, aunque se
podría pensar que si se aumenta el paso por los tubos aumenta el coeficiente global de
trasferencia de calor, trabajar de esta forma hace que la eficiencia disminuya en gran
medida y probando a trabajar con dos pasos por los tubos en el programa se requiere unir
8 carcasas en serie, es decir, el doble que para este diseño. También, en cada carcasa, el
flujo es en contracorriente para aumentar la eficacia ya que es la forma de trabajo que
mayor eficiencia proporciona.

ANEXO III. ESTUDIO ECONÓMICO.
57
ANEXO III: ESTUDIO ECONÓMICO.
III.1. COSTES CAPITALES ......................................................................................... 59
III.1.1. COSTE DE LOS REACTORES. ................................................................... 61
III.1.2. COSTE DE LOS COMPRESORES. ............................................................. 63
III.1.3. COSTE DEL SEPARADOR GAS-LÍQUIDO. ................................................. 64
III.1.4. COSTE DEL CALENTADOR Y ENFRIADOR SIN INTEGRACIÓN
ENERGÉTICA. ........................................................................................................ 65
III.1.4. COSTE DEL INTERCAMBIADOR Y ENFRIADOR. INTEGRACIÓN
ENERGÉTICA. ........................................................................................................ 66
III.2. COSTES OPERACIONALES. ............................................................................. 67
III.2.1. COSTES SERVICIO CALIENTE. ................................................................. 67
III.2.1. COSTES SERVICIO FRÍO. .......................................................................... 68
III.3. ANUALIZACIÓN DE LOS COSTES. ................................................................... 69
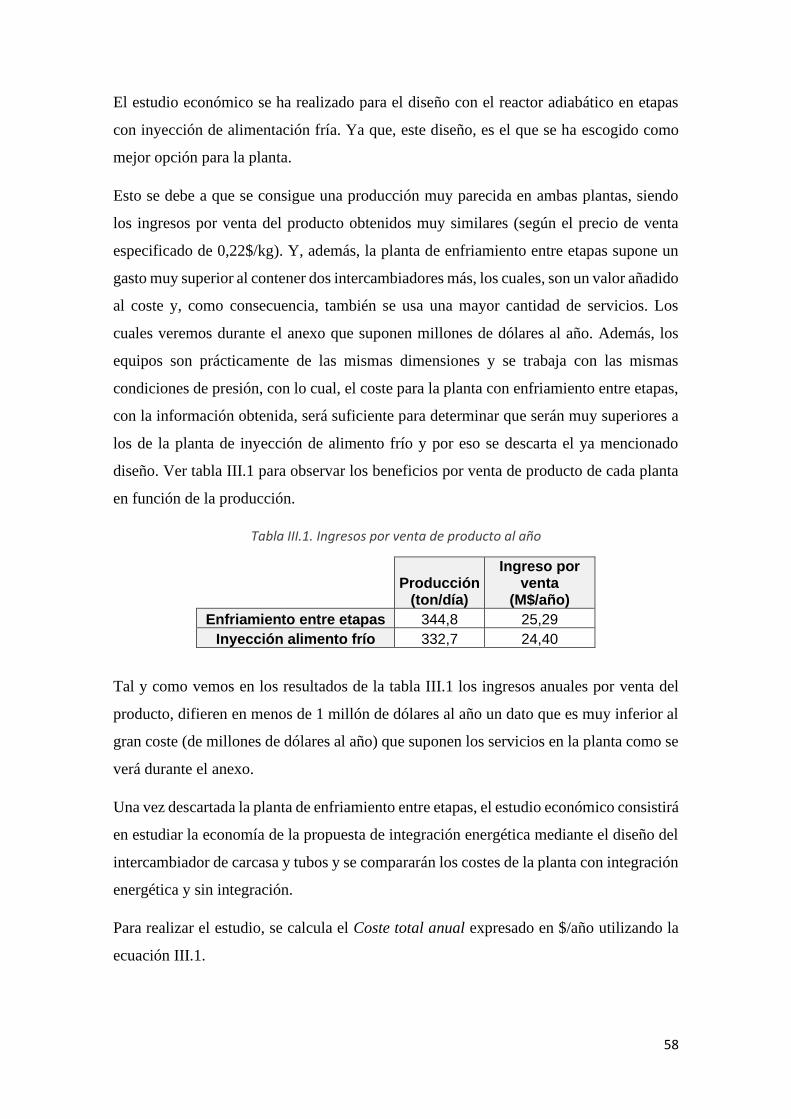
58
El estudio económico se ha realizado para el diseño con el reactor adiabático en etapas
con inyección de alimentación fría. Ya que, este diseño, es el que se ha escogido como
mejor opción para la planta.
Esto se debe a que se consigue una producción muy parecida en ambas plantas, siendo
los ingresos por venta del producto obtenidos muy similares (según el precio de venta
especificado de 0,22$/kg). Y, además, la planta de enfriamiento entre etapas supone un
gasto muy superior al contener dos intercambiadores más, los cuales, son un valor añadido
al coste y, como consecuencia, también se usa una mayor cantidad de servicios. Los
cuales veremos durante el anexo que suponen millones de dólares al año. Además, los
equipos son prácticamente de las mismas dimensiones y se trabaja con las mismas
condiciones de presión, con lo cual, el coste para la planta con enfriamiento entre etapas,
con la información obtenida, será suficiente para determinar que serán muy superiores a
los de la planta de inyección de alimento frío y por eso se descarta el ya mencionado
diseño. Ver tabla III.1 para observar los beneficios por venta de producto de cada planta
en función de la producción.
Tabla III.1. Ingresos por venta de producto al año
Producción (ton/día)
Ingreso por venta
(M$/año)
Enfriamiento entre etapas 344,8 25,29
Inyección alimento frío 332,7 24,40
Tal y como vemos en los resultados de la tabla III.1 los ingresos anuales por venta del
producto, difieren en menos de 1 millón de dólares al año un dato que es muy inferior al
gran coste (de millones de dólares al año) que suponen los servicios en la planta como se
verá durante el anexo.
Una vez descartada la planta de enfriamiento entre etapas, el estudio económico consistirá
en estudiar la economía de la propuesta de integración energética mediante el diseño del
intercambiador de carcasa y tubos y se compararán los costes de la planta con integración
energética y sin integración.
Para realizar el estudio, se calcula el Coste total anual expresado en $/año utilizando la
ecuación III.1.

59
𝐶𝑜𝑠𝑡𝑒 𝑇𝑜𝑡𝑎𝑙 𝐴𝑛𝑢𝑎𝑙 = ∑ 𝐶𝑜𝑠𝑡𝑒𝑠 𝑐𝑎𝑝𝑖𝑡𝑎𝑙𝑒𝑠 + ∑ 𝐶𝑜𝑠𝑡𝑒𝑠 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜𝑠𝑒𝑞𝑢𝑖𝑝𝑜𝑠
𝑒𝑐. 𝐼𝐼𝐼. 1
III.1. COSTES CAPITALES
Con el objetivo de analizar el coste de cada uno de los equipos que componen la planta
del proyecto, se hace uso del método Bare Module Cost, (CBM). El cual se describe en el
libro Turton R. Analysis, Synthesis and Desing of Chemical Processes- Fifth Edition.
Así, se recoge el procedimiento del método para la estimación del coste de los equipos en
los siguientes pasos:
En primer lugar, se obtiene el valor del parámetro 𝐶𝑝0 (Coste estimado en las condiciones
del módulo base) el cual se corresponde con el coste del equipo construido en acero al
carbono y presión de trabajo de 1 atm. Para ello, se hace uso de la ecuación III.2.
𝑙𝑜𝑔 𝐶𝑝0 = 𝐾1 + 𝐾2 𝑙𝑜𝑔 𝐴 + 𝐾3(𝑙𝑜𝑔 𝐴)2 𝑒𝑐. 𝐼𝐼𝐼. 2
Para el cálculo del parámetro 𝐶𝑝0 mediante la ecuación III.2 se hacen uso de los
parámetros presentes en el Apéndice A del libro. Siendo A el parámetro determinante del
coste y K1, K2 y K3 son constantes propias del equipo.
Seguidamente, se obtiene el factor corrector en función de la presión de trabajo Fp para
intercambiadores de calor, bombas y recipientes. Ya que nuestra planta trabaja a una
presión de 150 bar y el coste calculado con la ecuación III.1 hace referencia al coste del
equipo trabajando a presión ambiente. Para el resto de equipos se obtiene directamente el
valor del factor del módulo base de referencia ( 𝐹𝐵𝑀) a través de los datos del apéndice
como se verá detalladamente para el coste de cada equipo.
Para calcular el factor corrector en función de la presión, se diferencian los equipos
catalogados como “Process Vessels” (recipientes) del resto. En este estudio económico
se considerará dentro de este apartado a los reactores y el separador gas - líquido.
El cálculo del factor de presión para “Process Vessels” será calculado con la ecuación
III.3.

60
𝐹𝑃,𝑣𝑒𝑠𝑠𝑒𝑙 =
(𝑃 + 1)𝐷2[850 − 0,6(𝑃 + 1)]
+ 0,00315
0,0063 𝑒𝑐. 𝐼𝐼𝐼. 3
Donde P es la presión en barg y D es el diámetro en metros.
Para el resto de los equipos se hace uso de la ecuación III.4.
𝑙𝑜𝑔 𝐹𝑝 = 𝐶1 + 𝐶2 𝑙𝑜𝑔 𝑃 + 𝐶3(𝑙𝑜𝑔 𝑃)2 𝑒𝑐. 𝐼𝐼𝐼. 4
Para intercambiadores de calor, bombas y recipientes, además del factor corrector de la
presión de trabajo, también obtenemos un factor corrector en función del tipo de material
(FM), este factor, se obtiene en tablas del Apéndice A del libro cuyo procedimiento se
detallará para cada equipo.
A continuación, se calcula el factor del módulo base de referencia mediante la ecuación
III.5 para intercambiadores de calor “Process Vessels” y bombas.
𝐹𝐵𝑀 = 𝐵1 + 𝐵2𝐹𝑀𝐹𝑃 𝑒𝑐. 𝐼𝐼𝐼. 5
Dónde B1 y B2 son parámetros que también se encuentran en el Apéndice A del libro.
El resto de equipos se obtiene el factor del módulo base de referencia directamente a
través de tablas del apéndice como ya se ha comentado.
Finalmente, se calcula el coste del equipo, el cual incluye los costes directos e indirectos.
Para ello se usa la ecuación III.6.
𝐶𝐵𝑀 = 𝐶𝑝0 ⋅ 𝐹𝐵𝑀 𝑒𝑐. 𝐼𝐼𝐼. 6
Además, el coste obtenido debe ser actualizado (ec. III.7) ya que los datos que empleamos
durante el procedimiento están referenciados al año 2001. Para ello, se toman los índices

61
CEPCI (Chemical Engineering Plant Cost Index) para así actualizar los costes obtenidos
al año en curso (2019).
𝐶2
𝐶1=
𝐼2
𝐼1 𝑒𝑐. 𝐼𝐼𝐼. 7
Donde el subíndice “1” hace referencia al tiempo para el cual se conoce el coste y el
subíndice “2” se refiere al año en el cual queremos obtener el coste.
A continuación, se muestra los resultados para cada uno de los equipos que intervienen
en la planta. No se han tenido en cuenta el coste de válvulas y separadores al ser de muy
bajo valor en comparación con el resto de equipos y apenas varía el valor total del coste
capital.
III.1.1. COSTE DE LOS REACTORES.
Los valores de K1, K2 y K3 para realizar el cálculo de 𝐶𝑝0, como se ha comentado
anteriormente, son los equivalentes a “Process Vessels Horizontal”. Además, el valor de
A se corresponde con el volumen del reactor.
Para el factor material, se hace uso de la tabla A.3 del Apéndice A. Como el material es
acero al carbono se le proporciona el número de asignación 18. El cual se debe usar
posteriormente para conocer FM, haciendo uso de la Figura III.1. La cual se corresponde
con la imagen A.18 del apéndice.
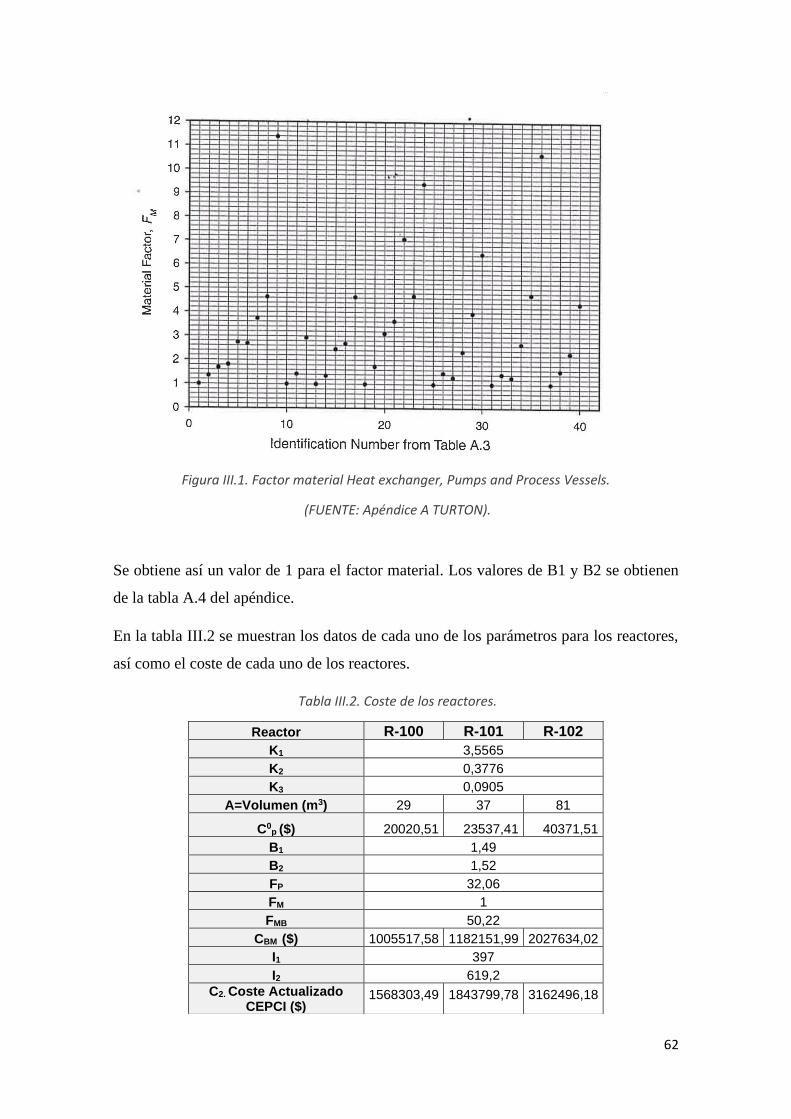
62
Figura III.1. Factor material Heat exchanger, Pumps and Process Vessels.
(FUENTE: Apéndice A TURTON).
Se obtiene así un valor de 1 para el factor material. Los valores de B1 y B2 se obtienen
de la tabla A.4 del apéndice.
En la tabla III.2 se muestran los datos de cada uno de los parámetros para los reactores,
así como el coste de cada uno de los reactores.
Tabla III.2. Coste de los reactores.
Reactor R-100 R-101 R-102
K1 3,5565
K2 0,3776
K3 0,0905
A=Volumen (m3) 29 37 81
C0p ($) 20020,51 23537,41 40371,51
B1 1,49
B2 1,52
FP 32,06
FM 1
FMB 50,22
CBM ($) 1005517,58 1182151,99 2027634,02
I1 397
I2 619,2
C2. Coste Actualizado CEPCI ($)
1568303,49 1843799,78 3162496,18
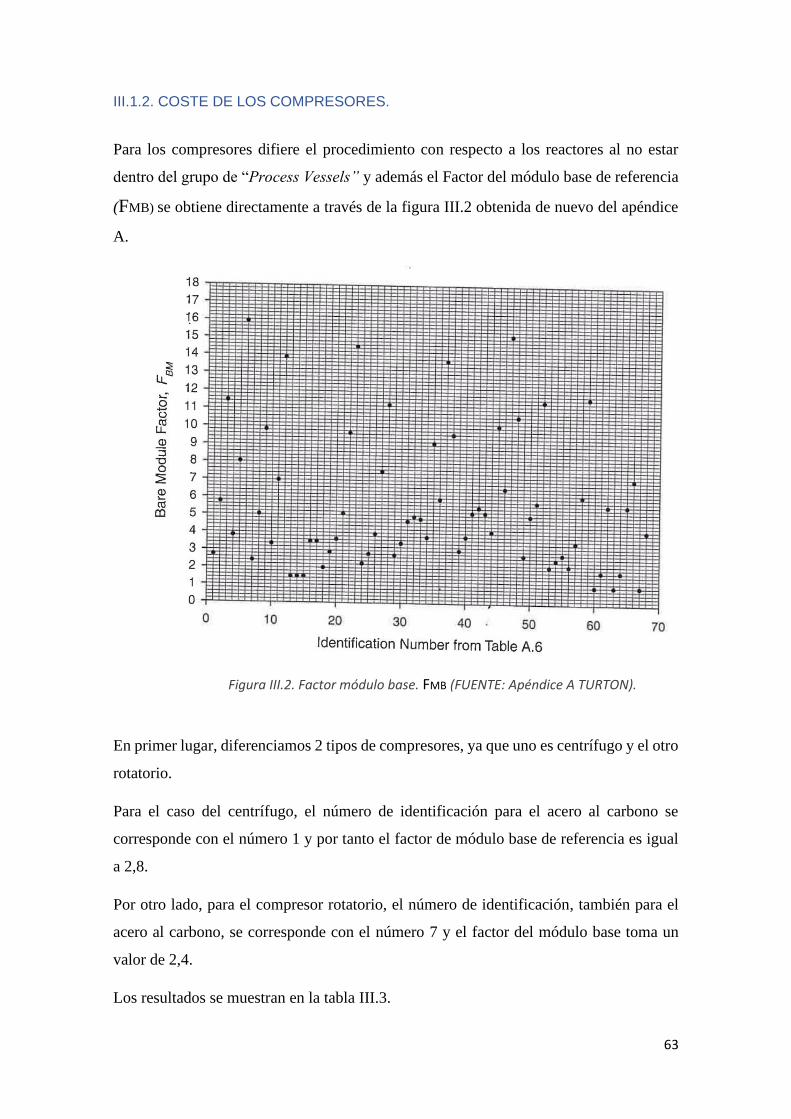
63
III.1.2. COSTE DE LOS COMPRESORES.
Para los compresores difiere el procedimiento con respecto a los reactores al no estar
dentro del grupo de “Process Vessels” y además el Factor del módulo base de referencia
(FMB) se obtiene directamente a través de la figura III.2 obtenida de nuevo del apéndice
A.
Figura III.2. Factor módulo base. FMB (FUENTE: Apéndice A TURTON).
En primer lugar, diferenciamos 2 tipos de compresores, ya que uno es centrífugo y el otro
rotatorio.
Para el caso del centrífugo, el número de identificación para el acero al carbono se
corresponde con el número 1 y por tanto el factor de módulo base de referencia es igual
a 2,8.
Por otro lado, para el compresor rotatorio, el número de identificación, también para el
acero al carbono, se corresponde con el número 7 y el factor del módulo base toma un
valor de 2,4.
Los resultados se muestran en la tabla III.3.
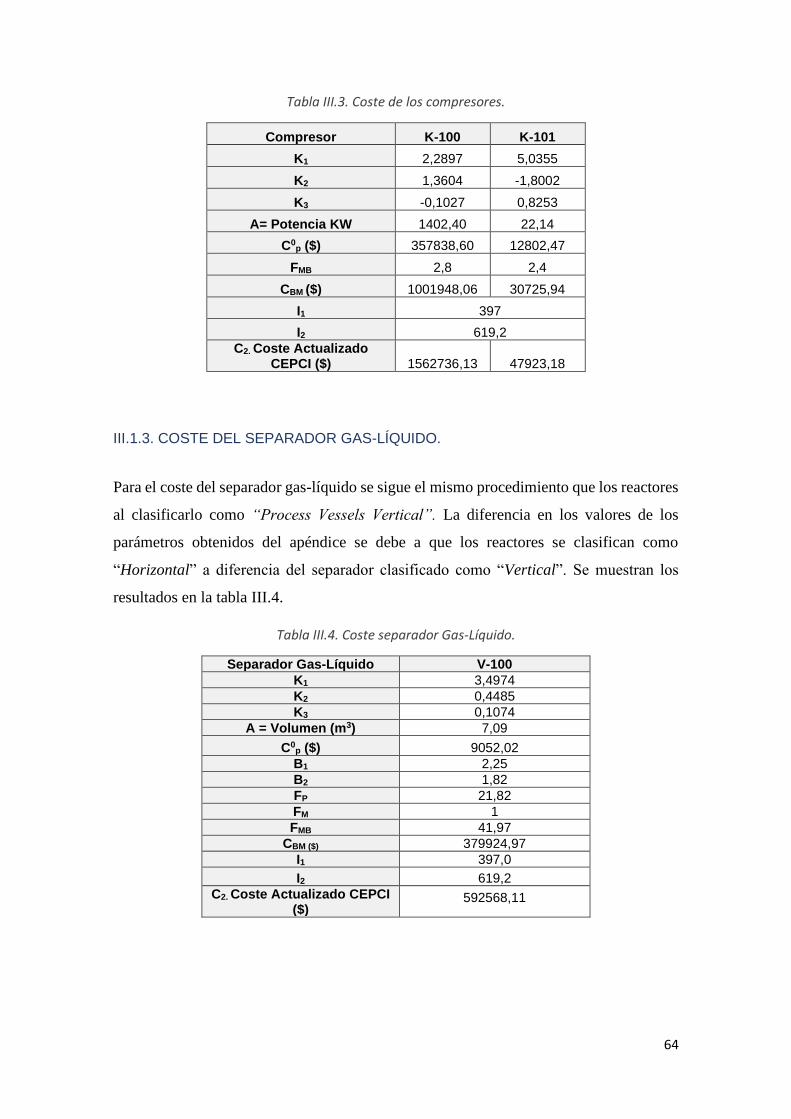
64
Tabla III.3. Coste de los compresores.
Compresor K-100 K-101
K1 2,2897 5,0355
K2 1,3604 -1,8002
K3 -0,1027 0,8253
A= Potencia KW 1402,40 22,14
C0p ($) 357838,60 12802,47
FMB 2,8 2,4
CBM ($) 1001948,06 30725,94
I1 397
I2 619,2 C2. Coste Actualizado
CEPCI ($) 1562736,13 47923,18
III.1.3. COSTE DEL SEPARADOR GAS-LÍQUIDO.
Para el coste del separador gas-líquido se sigue el mismo procedimiento que los reactores
al clasificarlo como “Process Vessels Vertical”. La diferencia en los valores de los
parámetros obtenidos del apéndice se debe a que los reactores se clasifican como
“Horizontal” a diferencia del separador clasificado como “Vertical”. Se muestran los
resultados en la tabla III.4.
Tabla III.4. Coste separador Gas-Líquido.
Separador Gas-Líquido V-100
K1 3,4974
K2 0,4485
K3 0,1074
A = Volumen (m3) 7,09
C0p ($) 9052,02
B1 2,25
B2 1,82
FP 21,82
FM 1
FMB 41,97
CBM ($) 379924,97
I1 397,0
I2 619,2
C2. Coste Actualizado CEPCI ($)
592568,11
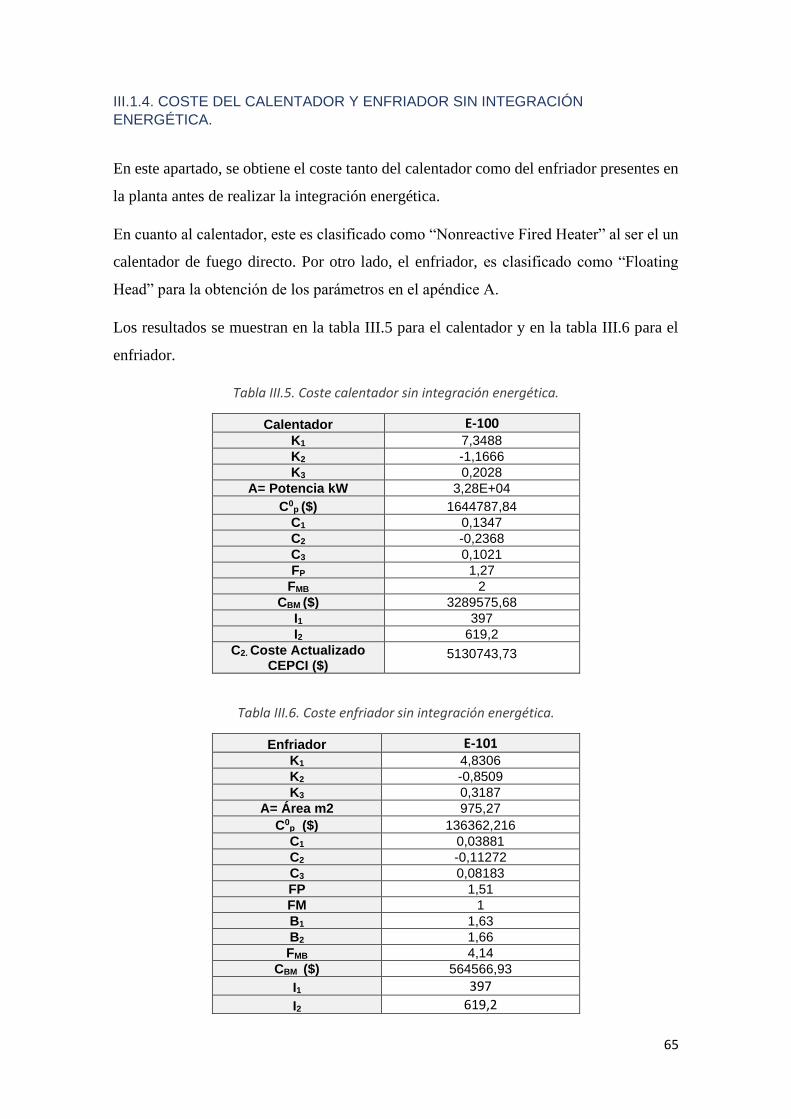
65
III.1.4. COSTE DEL CALENTADOR Y ENFRIADOR SIN INTEGRACIÓN
ENERGÉTICA.
En este apartado, se obtiene el coste tanto del calentador como del enfriador presentes en
la planta antes de realizar la integración energética.
En cuanto al calentador, este es clasificado como “Nonreactive Fired Heater” al ser el un
calentador de fuego directo. Por otro lado, el enfriador, es clasificado como “Floating
Head” para la obtención de los parámetros en el apéndice A.
Los resultados se muestran en la tabla III.5 para el calentador y en la tabla III.6 para el
enfriador.
Tabla III.5. Coste calentador sin integración energética.
Calentador E-100 K1 7,3488
K2 -1,1666
K3 0,2028
A= Potencia kW 3,28E+04
C0p ($) 1644787,84
C1 0,1347
C2 -0,2368
C3 0,1021
FP 1,27
FMB 2
CBM ($) 3289575,68
I1 397
I2 619,2
C2. Coste Actualizado CEPCI ($)
5130743,73
Tabla III.6. Coste enfriador sin integración energética.
Enfriador E-101 K1 4,8306
K2 -0,8509
K3 0,3187
A= Área m2 975,27
C0p ($) 136362,216
C1 0,03881
C2 -0,11272
C3 0,08183
FP 1,51
FM 1
B1 1,63
B2 1,66
FMB 4,14
CBM ($) 564566,93
I1 397
I2 619,2

66
C2. Coste Actualizado CEPCI ($) 880553,75
III.1.4. COSTE DEL INTERCAMBIADOR Y ENFRIADOR. INTEGRACIÓN
ENERGÉTICA.
En la tabla III.7 se muestran los resultados para el intercambiador diseñado para realizar
la propuesta de integración energética en la planta.
Además, se muestra el nuevo coste del enfriador en la tabla III.8, ya que la incorporación
del intercambiador de calor en la planta permite reducir el área de dicho enfriador.
Tabla III.7. Coste intercambiador de calor de carcasa y tubo.
Intercambiador E-101
K1 4,8306
K2 -0,8509
K3 0,3187
A= Área m2 506,80
C0p ($) 72561,91
C1 0,03881
C2 -0,11272
C3 0,08183
FP 1,52
FM 1
B1 1,63
B2 1,66
FMB 4,15
CBM ($) 301015,80
I1 397
I2 619,2
C2. Coste Actualizado CEPCI ($) 469493,66
Tabla III.8. Coste enfriador tras integración energética.
Enfriador E-101
K1 4,8306
K2 -0,8509
K3 0,3187
A= Área m2 695,60
C0p ($) 97009,90
C1 0,03881
C2 -0,11272
C3 0,08183
FP 1,51
FM 1
B1 1,63
B2 1,66
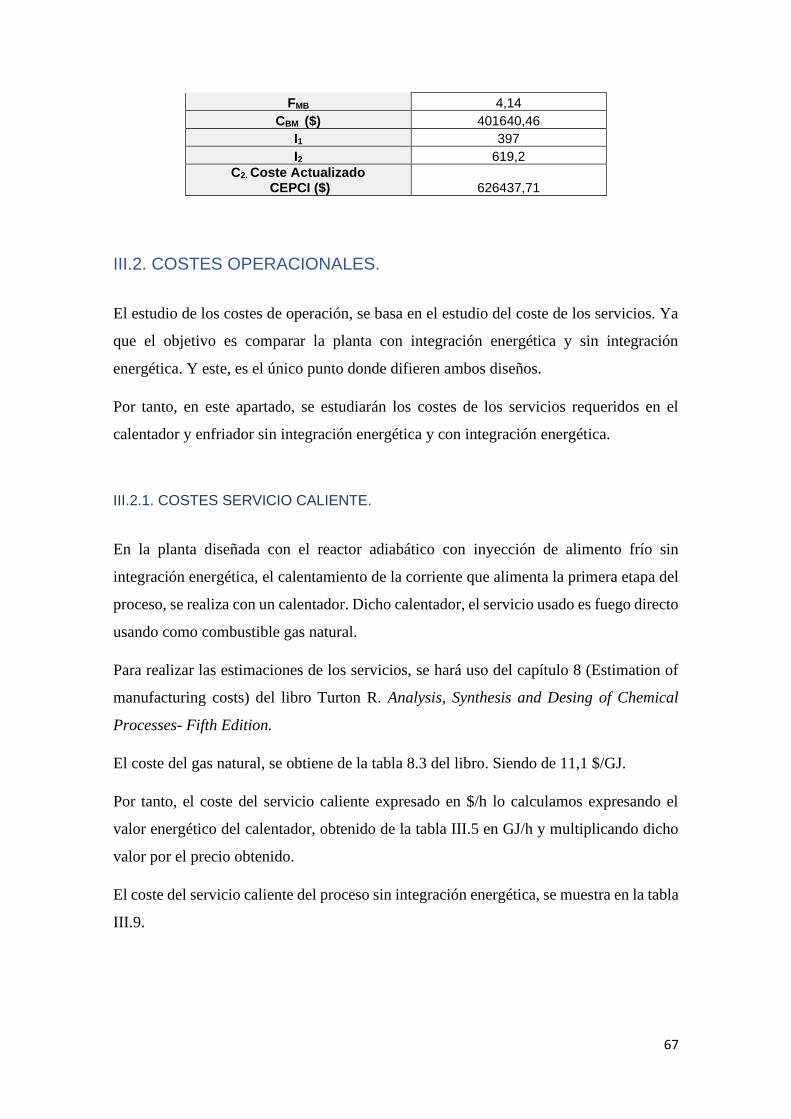
67
FMB 4,14
CBM ($) 401640,46
I1 397
I2 619,2
C2. Coste Actualizado CEPCI ($) 626437,71
III.2. COSTES OPERACIONALES.
El estudio de los costes de operación, se basa en el estudio del coste de los servicios. Ya
que el objetivo es comparar la planta con integración energética y sin integración
energética. Y este, es el único punto donde difieren ambos diseños.
Por tanto, en este apartado, se estudiarán los costes de los servicios requeridos en el
calentador y enfriador sin integración energética y con integración energética.
III.2.1. COSTES SERVICIO CALIENTE.
En la planta diseñada con el reactor adiabático con inyección de alimento frío sin
integración energética, el calentamiento de la corriente que alimenta la primera etapa del
proceso, se realiza con un calentador. Dicho calentador, el servicio usado es fuego directo
usando como combustible gas natural.
Para realizar las estimaciones de los servicios, se hará uso del capítulo 8 (Estimation of
manufacturing costs) del libro Turton R. Analysis, Synthesis and Desing of Chemical
Processes- Fifth Edition.
El coste del gas natural, se obtiene de la tabla 8.3 del libro. Siendo de 11,1 $/GJ.
Por tanto, el coste del servicio caliente expresado en $/h lo calculamos expresando el
valor energético del calentador, obtenido de la tabla III.5 en GJ/h y multiplicando dicho
valor por el precio obtenido.
El coste del servicio caliente del proceso sin integración energética, se muestra en la tabla
III.9.
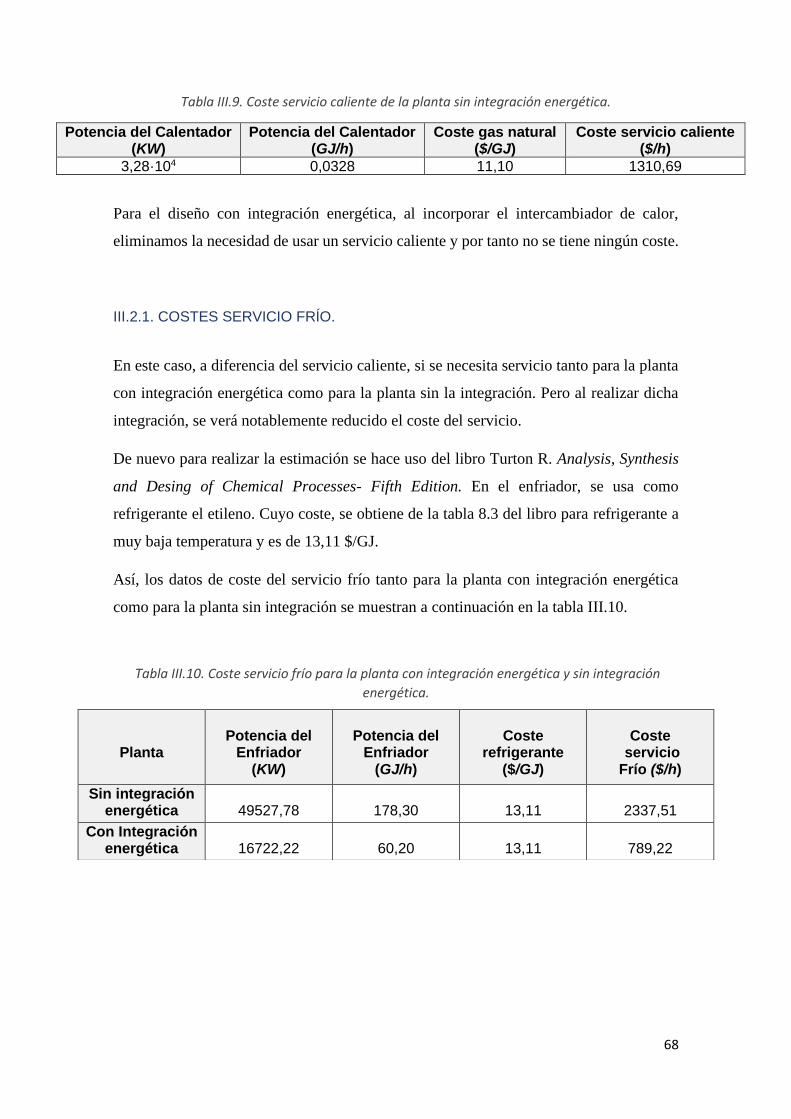
68
Tabla III.9. Coste servicio caliente de la planta sin integración energética.
Potencia del Calentador (KW)
Potencia del Calentador (GJ/h)
Coste gas natural ($/GJ)
Coste servicio caliente ($/h)
3,28·104 0,0328 11,10 1310,69
Para el diseño con integración energética, al incorporar el intercambiador de calor,
eliminamos la necesidad de usar un servicio caliente y por tanto no se tiene ningún coste.
III.2.1. COSTES SERVICIO FRÍO.
En este caso, a diferencia del servicio caliente, si se necesita servicio tanto para la planta
con integración energética como para la planta sin la integración. Pero al realizar dicha
integración, se verá notablemente reducido el coste del servicio.
De nuevo para realizar la estimación se hace uso del libro Turton R. Analysis, Synthesis
and Desing of Chemical Processes- Fifth Edition. En el enfriador, se usa como
refrigerante el etileno. Cuyo coste, se obtiene de la tabla 8.3 del libro para refrigerante a
muy baja temperatura y es de 13,11 $/GJ.
Así, los datos de coste del servicio frío tanto para la planta con integración energética
como para la planta sin integración se muestran a continuación en la tabla III.10.
Tabla III.10. Coste servicio frío para la planta con integración energética y sin integración
energética.
Planta
Potencia del
Enfriador (KW)
Potencia del
Enfriador (GJ/h)
Coste
refrigerante ($/GJ)
Coste
servicio Frío ($/h)
Sin integración energética
49527,78
178,30
13,11
2337,51
Con Integración energética
16722,22
60,20
13,11
789,22
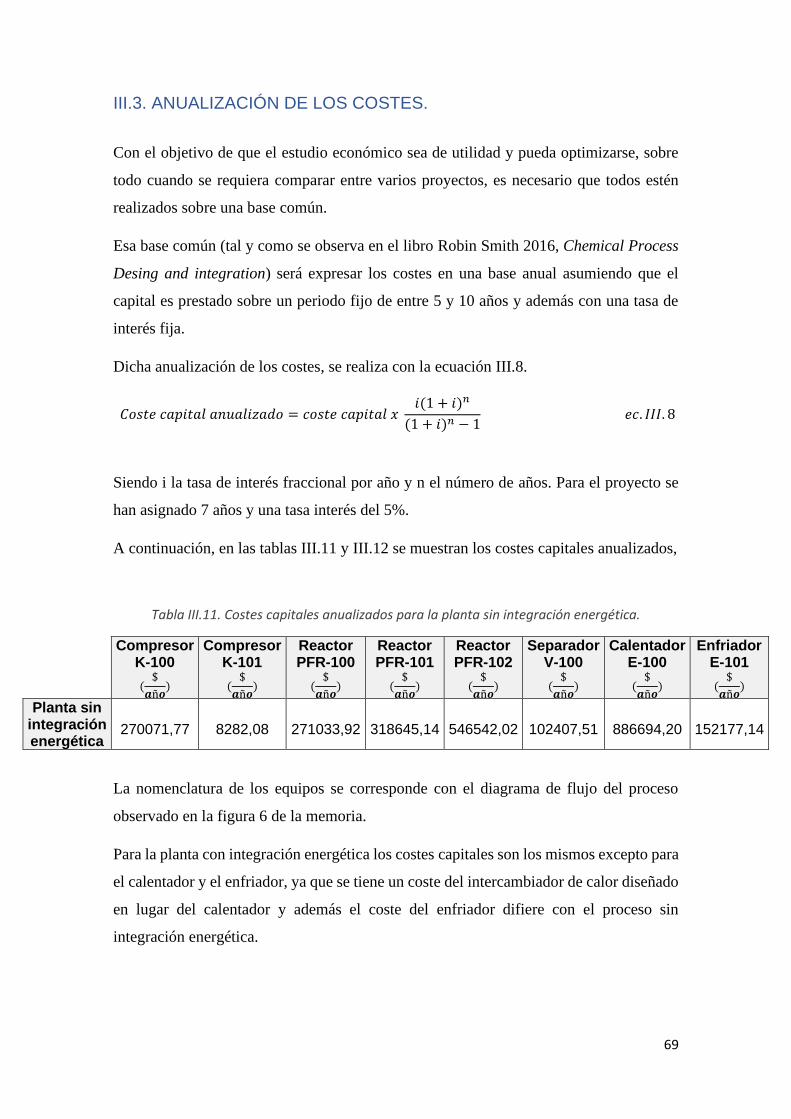
69
III.3. ANUALIZACIÓN DE LOS COSTES.
Con el objetivo de que el estudio económico sea de utilidad y pueda optimizarse, sobre
todo cuando se requiera comparar entre varios proyectos, es necesario que todos estén
realizados sobre una base común.
Esa base común (tal y como se observa en el libro Robin Smith 2016, Chemical Process
Desing and integration) será expresar los costes en una base anual asumiendo que el
capital es prestado sobre un periodo fijo de entre 5 y 10 años y además con una tasa de
interés fija.
Dicha anualización de los costes, se realiza con la ecuación III.8.
𝐶𝑜𝑠𝑡𝑒 𝑐𝑎𝑝𝑖𝑡𝑎𝑙 𝑎𝑛𝑢𝑎𝑙𝑖𝑧𝑎𝑑𝑜 = 𝑐𝑜𝑠𝑡𝑒 𝑐𝑎𝑝𝑖𝑡𝑎𝑙 𝑥 𝑖(1 + 𝑖)𝑛
(1 + 𝑖)𝑛 − 1 𝑒𝑐. 𝐼𝐼𝐼. 8
Siendo i la tasa de interés fraccional por año y n el número de años. Para el proyecto se
han asignado 7 años y una tasa interés del 5%.
A continuación, en las tablas III.11 y III.12 se muestran los costes capitales anualizados,
Tabla III.11. Costes capitales anualizados para la planta sin integración energética.
La nomenclatura de los equipos se corresponde con el diagrama de flujo del proceso
observado en la figura 6 de la memoria.
Para la planta con integración energética los costes capitales son los mismos excepto para
el calentador y el enfriador, ya que se tiene un coste del intercambiador de calor diseñado
en lugar del calentador y además el coste del enfriador difiere con el proceso sin
integración energética.
Compresor K-100
($
𝒂ñ𝒐)
Compresor K-101
($
𝒂ñ𝒐)
Reactor PFR-100
($
𝒂ñ𝒐)
Reactor PFR-101
($
𝒂ñ𝒐)
Reactor PFR-102
($
𝒂ñ𝒐)
Separador V-100
($
𝒂ñ𝒐)
Calentador E-100
($
𝒂ñ𝒐)
Enfriador E-101
($
𝒂ñ𝒐)
Planta sin integración energética
270071,77 8282,08 271033,92 318645,14 546542,02 102407,51 886694,20 152177,14
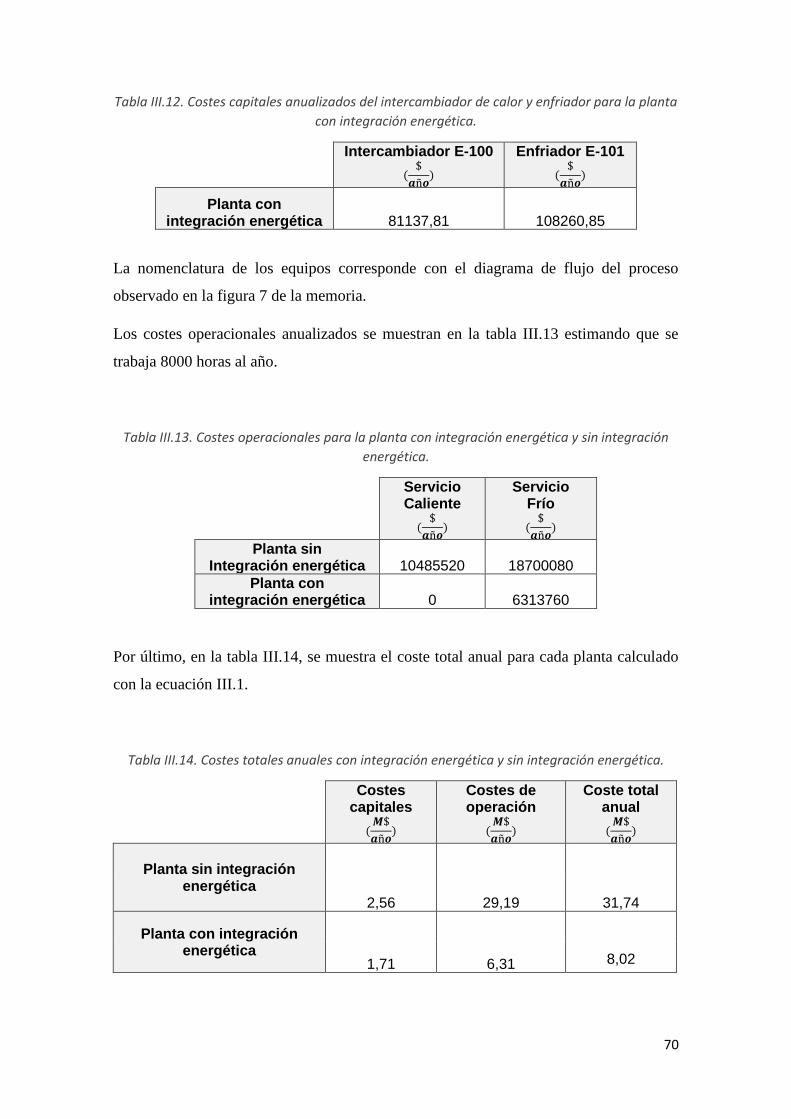
70
Tabla III.12. Costes capitales anualizados del intercambiador de calor y enfriador para la planta
con integración energética.
Intercambiador E-100
($
𝒂ñ𝒐)
Enfriador E-101
($
𝒂ñ𝒐)
Planta con integración energética 81137,81 108260,85
La nomenclatura de los equipos corresponde con el diagrama de flujo del proceso
observado en la figura 7 de la memoria.
Los costes operacionales anualizados se muestran en la tabla III.13 estimando que se
trabaja 8000 horas al año.
Tabla III.13. Costes operacionales para la planta con integración energética y sin integración
energética.
Servicio Caliente
($
𝒂ñ𝒐)
Servicio Frío
($
𝒂ñ𝒐)
Planta sin
Integración energética 10485520 18700080
Planta con integración energética 0 6313760
Por último, en la tabla III.14, se muestra el coste total anual para cada planta calculado
con la ecuación III.1.
Tabla III.14. Costes totales anuales con integración energética y sin integración energética.
Costes capitales
(𝑴$
𝒂ñ𝒐)
Costes de operación
(𝑴$
𝒂ñ𝒐)
Coste total anual
(𝑴$
𝒂ñ𝒐)
Planta sin integración energética
2,56 29,19
31,74
Planta con integración energética
1,71 6,31
8,02
ANEXO IV. SEGURIDAD Y MEDIOAMBIENTE.
72
ANEXO IV: SEGURIDAD Y MEDIOAMBIENTE.
IV.1. ÍNDICE DOW, RIESGO DE EXPLOSIÓN E INCENDIO................................. 73
IV.1.1. FACTOR GENERAL DE RIESGO. ........................................................... 74
IV.1.2. FACTOR ESPECIAL DE RIESGO. ........................................................... 74
IV.2. AMFE: ANÁLISIS MODAL DE FALLOS Y EFECTOS. .................................... 79
IV.3. ESTUDIO MEDIOAMBIENTAL: REDUCCIÓN DE LAS EMISIONES DE CO2. 84
IV.4. FICHAS INTERNACIONALES DE SEGURIDAD QUÍMICA. ........................... 86
73
IV.1. ÍNDICE DOW, RIESGO DE EXPLOSIÓN E INCENDIO.
Con el objetivo de realizar una evaluación de los posibles riesgos de la planta, se realiza
el análisis del “Índice Dow de riesgo de explosión e incendio” desarrollado por la empresa
“Dow Chemical” y respaldado por el American Institute of Chemical Engineers para
cuantificar el daño que pudiese presentarse ante una falla del proceso. Tanto los resultados
como los valores de las penalizaciones los podemos observar en la tabla IV.3.
El procedimiento, así como las justificaciones de cada penalización y cálculo se muestran
a continuación.
En primer lugar, se selecciona la sección de la planta en la cual se realiza el estudio. Dicha
elección se lleva a cabo en función de la peligrosidad y el impacto que podría generar en
caso de accidente.
Tras analizar la planta, de acuerdo con la temperatura y presión del proceso, la energía
química potencial y la cantidad de material peligroso se lleva a cabo el análisis para los
tres reactores en serie que componen el reactor adiabático en etapas con inyección de
alimento frío.
En la tabla IV.1 se muestran los datos necesarios para el cálculo del índice obtenidos del
Apéndice A del manual de procedimientos “Índice Dow Chemical” para cada uno de los
componentes a tener en cuenta en la planta.
Tabla IV.1: Datos necesarios, de cada componente, para el cálculo del Índice Dow.
Una vez determinada la sección de la planta donde se va a aplicar el procedimiento, se
obtiene el factor material (MF). El cual consiste en determinar la peligrosidad intrínseca
de los materiales presentes en la planta derivada de la energía que pueden liberar en caso
de incendio o explosión.
Debido que en el alimento existen varios componentes se escoge el valor de factor
material más elevado. Que en este caso se corresponde con el del hidrógeno.
Componente MF Hc (BTU/LBx103) NH NF NR TINFL (F) TEB (F)
Hidrógeno 21 51,6 0 4 0 Gas -423
Amoniaco 4 8 3 1 0 Gas -28
Metano 21 21,5 1 4 0 Gas -258

74
La elección del factor material se realiza de tal forma debido a que el hidrógeno se
encuentra en una proporción mayor del 5% tal y como se observa en el manual.
IV.1.1. FACTOR GENERAL DE RIESGO.
Para el cálculo del factor general de riesgo se hace uso de la ecuación IV.1.
𝐹1 = 1 + 𝜮 𝑝𝑒𝑛𝑎𝑙𝑖𝑧𝑐𝑖ó𝑛 𝑒𝑐. 𝐼𝑉. 1.
Dónde el 1 hace referencia al grado de peligrosidad de cualquier material peligroso y las
penalizaciones son seleccionadas y justificadas a continuación.
En cuanto a la penalización por Reacciones exotérmicas, se escoge una penalización con
el valor de 0,5 al considerarse la reacción de síntesis de amoniaco por el proceso Haber-
Bosch como una reacción exotérmica moderada.
Para el factor debido a Transferencia y manejo de materiales, se escoge una penalización
de 0,85 al manejarse gases extremadamente inflamables.
Debido a que en la planta se trabaja con gases inflamables para el apartado de Unidades
de proceso cerradas, se selecciona una penalización de 0,9 al tratar con gases inflamables
y en cantidades superiores a los 1000 galones.
Debido a que la planta dónde se realiza el proceso de síntesis de amoniaco cuenta con
acceso totalmente adecuado se selecciona el valor de 0 para la penalización.
Por último, en cuanto al Control de derrames, la planta cuenta un drenaje para gases y
ventilación completamente adecuados eligiéndose un valor de 0 para su penalización.
IV.1.2. FACTOR ESPECIAL DE RIESGO.
El factor de riesgo especial, se calcula de igual forma que el factor general (ver ecuación
IV.1). A continuación, se justifican las penalizaciones escogidas para el cálculo:
En cuanto a la penalización por Material Tóxico, se calcula la penalización a través de
la siguiente ecuación:

75
𝑃𝑒𝑛𝑎𝑙𝑖𝑧𝑎𝑐𝑖ó𝑛 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑡ó𝑥𝑖𝑐𝑜 = 𝑁𝐻 𝑥 0,2 𝑒𝑐. 𝐼𝑉. 2.
Donde NH es el Factor de salud del amoniaco (ya que es el componente cuyo valor es el
más elevado e igual a 3) extraído de la clasificación de NFPA 704 (National Fire
Protection Association). La penalización final será de 0,6.
En cuanto al apartado de Operación a vacío la penalización será 0 debido a que no se
trabaja en ningún punto con presión inferior a 500 mmHg.
Para el siguiente punto, Operación en condiciones de inflamabilidad o cercanas, se
escoge una penalización de 0,80 al ser un proceso que por la propia naturaleza de los
componentes siempre existe peligro de inflamabilidad.
En cuanto a la penalización debida a la presión de operación, debido a que se trabaja con
una presión mayor de 1000 psig se obtiene la penalización inicial haciendo uso de la tabla
IV.2 obtenida del manual.
Tabla IV.2: Datos penalización inicial en función de la presión.
(Fuente: DOW CHEMICAL)
Al ser la presión de trabajo de 150 bar, que equivale a 2175,57 psig, se obtiene una sanción
inicial de 0,96. Para la presión de alivio, la cual se corresponde con un 25% más, la
sanción inicial se corresponde con 0,98.
Para calcular la penalización final se ajusta la penalización inicial teniendo en cuenta que
se trabaja con gases comprimidos multiplicando de esta forma por una sanción
equivalente a 1,2. Además, se multiplicará por la relación de penalizaciones debidas a la
presión de trabajo y de alivio. Obteniendo como resultado final una penalización por
presión de 1,13.
Presión (psig) Presión manométrica (kPa) Sanción
1000 6895 0,86
1500 10343 0,92
2000 13790 0,96
2500 17238 0,98
3000 a 10000 20685 a 68950 1,00
<10000 >68950 1,50
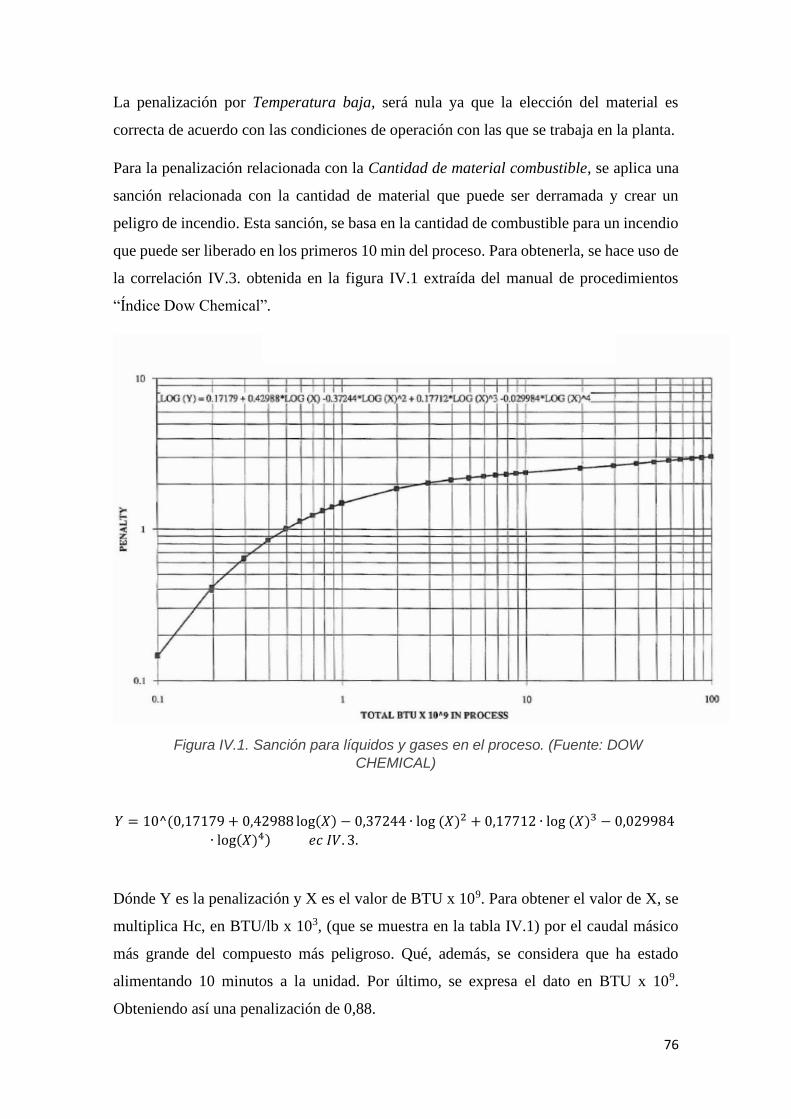
76
La penalización por Temperatura baja, será nula ya que la elección del material es
correcta de acuerdo con las condiciones de operación con las que se trabaja en la planta.
Para la penalización relacionada con la Cantidad de material combustible, se aplica una
sanción relacionada con la cantidad de material que puede ser derramada y crear un
peligro de incendio. Esta sanción, se basa en la cantidad de combustible para un incendio
que puede ser liberado en los primeros 10 min del proceso. Para obtenerla, se hace uso de
la correlación IV.3. obtenida en la figura IV.1 extraída del manual de procedimientos
“Índice Dow Chemical”.
Figura IV.1. Sanción para líquidos y gases en el proceso. (Fuente: DOW
CHEMICAL)
𝑌 = 10^(0,17179 + 0,42988 log(𝑋) − 0,37244 ∙ log (𝑋)2 + 0,17712 ∙ log (𝑋)3 − 0,029984
∙ log(𝑋)4) 𝑒𝑐 𝐼𝑉. 3.
Dónde Y es la penalización y X es el valor de BTU x 109. Para obtener el valor de X, se
multiplica Hc, en BTU/lb x 103, (que se muestra en la tabla IV.1) por el caudal másico
más grande del compuesto más peligroso. Qué, además, se considera que ha estado
alimentando 10 minutos a la unidad. Por último, se expresa el dato en BTU x 109.
Obteniendo así una penalización de 0,88.
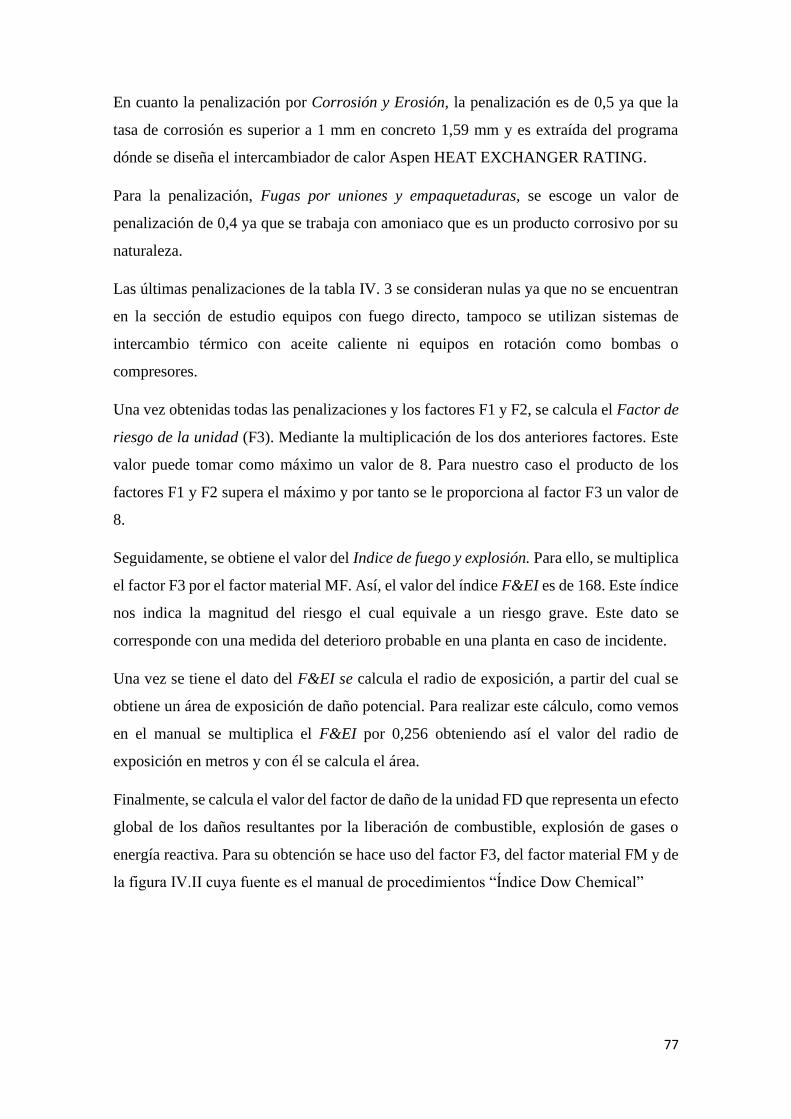
77
En cuanto la penalización por Corrosión y Erosión, la penalización es de 0,5 ya que la
tasa de corrosión es superior a 1 mm en concreto 1,59 mm y es extraída del programa
dónde se diseña el intercambiador de calor Aspen HEAT EXCHANGER RATING.
Para la penalización, Fugas por uniones y empaquetaduras, se escoge un valor de
penalización de 0,4 ya que se trabaja con amoniaco que es un producto corrosivo por su
naturaleza.
Las últimas penalizaciones de la tabla IV. 3 se consideran nulas ya que no se encuentran
en la sección de estudio equipos con fuego directo, tampoco se utilizan sistemas de
intercambio térmico con aceite caliente ni equipos en rotación como bombas o
compresores.
Una vez obtenidas todas las penalizaciones y los factores F1 y F2, se calcula el Factor de
riesgo de la unidad (F3). Mediante la multiplicación de los dos anteriores factores. Este
valor puede tomar como máximo un valor de 8. Para nuestro caso el producto de los
factores F1 y F2 supera el máximo y por tanto se le proporciona al factor F3 un valor de
8.
Seguidamente, se obtiene el valor del Indice de fuego y explosión. Para ello, se multiplica
el factor F3 por el factor material MF. Así, el valor del índice F&EI es de 168. Este índice
nos indica la magnitud del riesgo el cual equivale a un riesgo grave. Este dato se
corresponde con una medida del deterioro probable en una planta en caso de incidente.
Una vez se tiene el dato del F&EI se calcula el radio de exposición, a partir del cual se
obtiene un área de exposición de daño potencial. Para realizar este cálculo, como vemos
en el manual se multiplica el F&EI por 0,256 obteniendo así el valor del radio de
exposición en metros y con él se calcula el área.
Finalmente, se calcula el valor del factor de daño de la unidad FD que representa un efecto
global de los daños resultantes por la liberación de combustible, explosión de gases o
energía reactiva. Para su obtención se hace uso del factor F3, del factor material FM y de
la figura IV.II cuya fuente es el manual de procedimientos “Índice Dow Chemical”
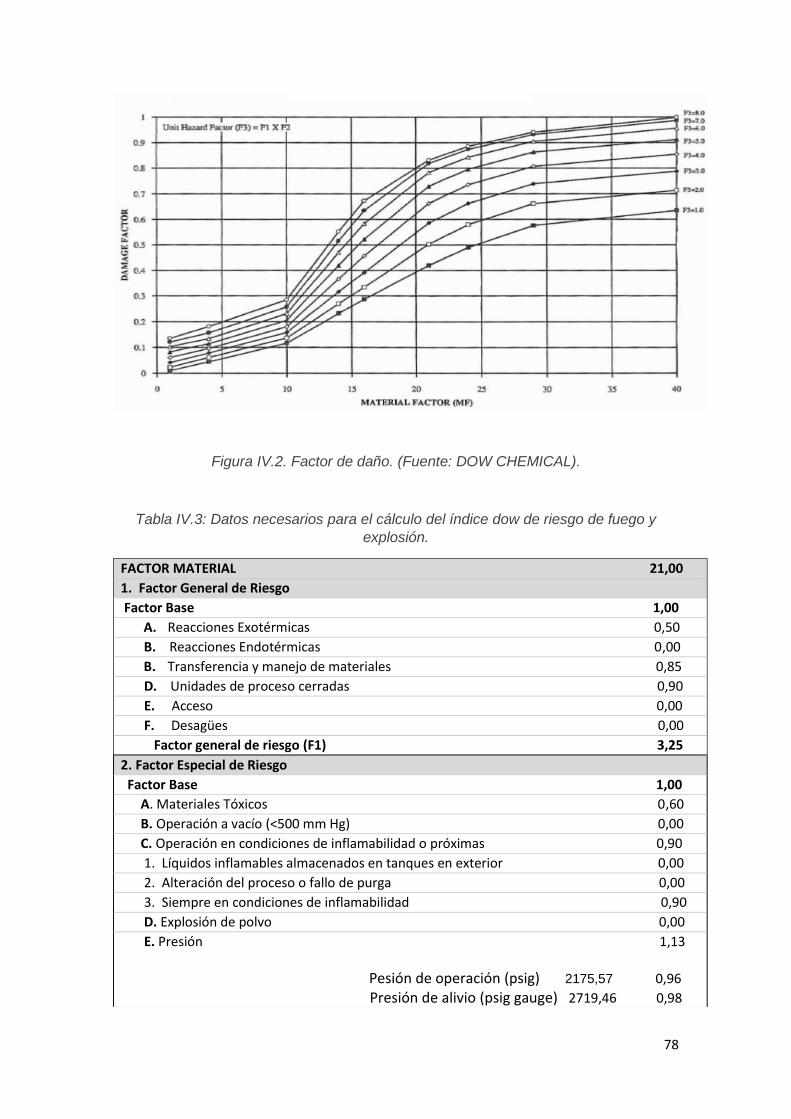
78
Figura IV.2. Factor de daño. (Fuente: DOW CHEMICAL).
Tabla IV.3: Datos necesarios para el cálculo del índice dow de riesgo de fuego y
explosión.
FACTOR MATERIAL 21,00
1. Factor General de Riesgo Factor Base 1,00
A. Reacciones Exotérmicas 0,50
B. Reacciones Endotérmicas 0,00
B. Transferencia y manejo de materiales 0,85
D. Unidades de proceso cerradas 0,90
E. Acceso 0,00
F. Desagües 0,00
Factor general de riesgo (F1) 3,25
2. Factor Especial de Riesgo
Factor Base 1,00
A. Materiales Tóxicos 0,60
B. Operación a vacío (<500 mm Hg) 0,00
C. Operación en condiciones de inflamabilidad o próximas 0,90
1. Líquidos inflamables almacenados en tanques en exterior 0,00
2. Alteración del proceso o fallo de purga 0,00
3. Siempre en condiciones de inflamabilidad 0,90
D. Explosión de polvo 0,00
E. Presión 1,13
Pesión de operación (psig) 2175,57 0,96 Presión de alivio (psig gauge) 2719,46 0,98
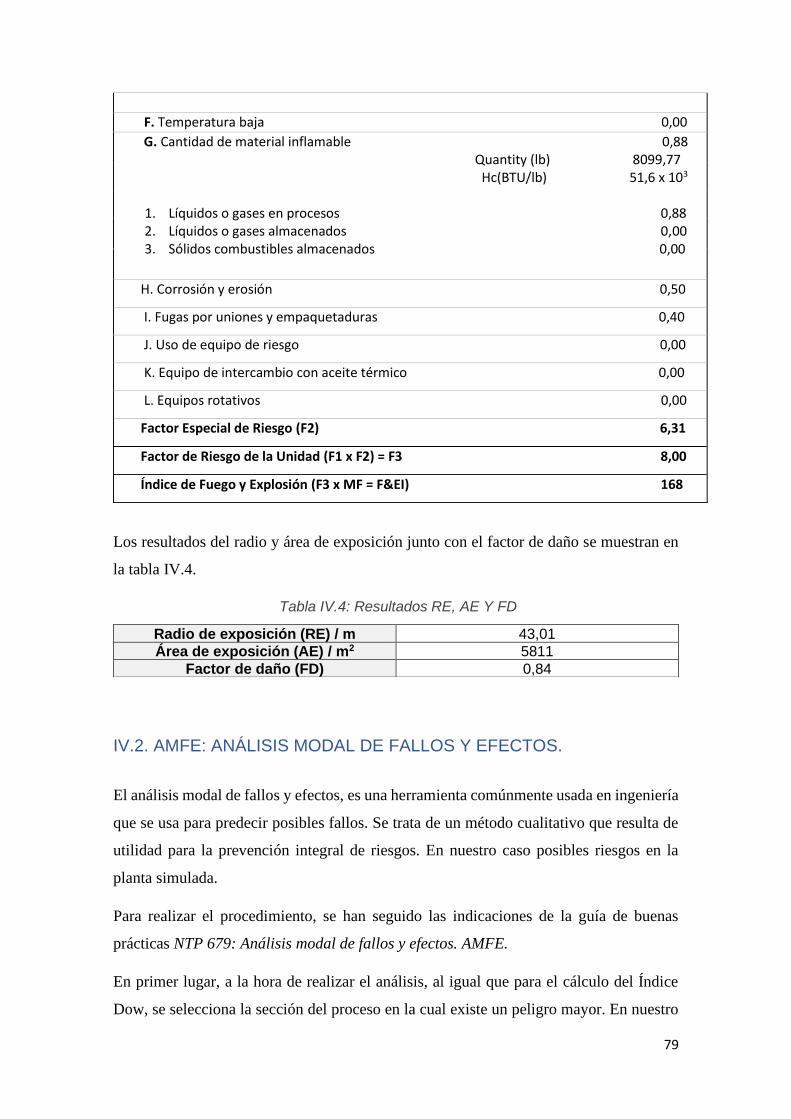
79
Los resultados del radio y área de exposición junto con el factor de daño se muestran en
la tabla IV.4.
Tabla IV.4: Resultados RE, AE Y FD
IV.2. AMFE: ANÁLISIS MODAL DE FALLOS Y EFECTOS.
El análisis modal de fallos y efectos, es una herramienta comúnmente usada en ingeniería
que se usa para predecir posibles fallos. Se trata de un método cualitativo que resulta de
utilidad para la prevención integral de riesgos. En nuestro caso posibles riesgos en la
planta simulada.
Para realizar el procedimiento, se han seguido las indicaciones de la guía de buenas
prácticas NTP 679: Análisis modal de fallos y efectos. AMFE.
En primer lugar, a la hora de realizar el análisis, al igual que para el cálculo del Índice
Dow, se selecciona la sección del proceso en la cual existe un peligro mayor. En nuestro
F. Temperatura baja 0,00
G. Cantidad de material inflamable 0,88 Quantity (lb) 8099,77 Hc(BTU/lb) 51,6 x 103
1. Líquidos o gases en procesos 0,88 2. Líquidos o gases almacenados 0,00 3. Sólidos combustibles almacenados 0,00
H. Corrosión y erosión 0,50
I. Fugas por uniones y empaquetaduras 0,40
J. Uso de equipo de riesgo 0,00
K. Equipo de intercambio con aceite térmico 0,00
L. Equipos rotativos 0,00
Factor Especial de Riesgo (F2) 6,31
Factor de Riesgo de la Unidad (F1 x F2) = F3 8,00
Índice de Fuego y Explosión (F3 x MF = F&EI) 168
Radio de exposición (RE) / m 43,01
Área de exposición (AE) / m2 5811
Factor de daño (FD) 0,84
80
caso, se selecciona la zona de la planta donde se encuentran los reactores adiabáticos. Ya
que, es la zona en la que se lleva a cabo la reacción de síntesis y además se trabaja con
condiciones de alta presión y temperatura para caudales elevados de gases inflamables
como son el hidrógeno, amoniaco y metano.
Dentro de la sección del reactor adiabático en etapas, se incluyen las válvulas presentes
en las divisiones de corrientes y el intercambiador previo a la primera etapa del reactor.
Una vez seleccionada la sección de estudio, se identifican los posibles modos de fallo que
podrían generarse en esos equipos a la hora de satisfacer el propósito del proceso. Es de
destacar que se tienen en cuenta aquellos fallos que son técnicos o físicos. No aquellos
que tengan relación con el error humano.
Posteriormente, se describe la forma de detección del fallo.
Seguidamente, se identifican las causas potenciales del modo de fallo, que normalmente
son debilidades del propio diseño.
Tras el estudio de las causas del modo de fallo se describen los efectos del fallo,
describiendo como repercute este en el proceso. Tanto en el propósito de la planta (que
es la síntesis de amoniaco) como en los posibles daños que se podrían generar.
Finalmente, se describen diferentes medidas para combatir los potenciales modos de fallo
encontrados en la planta, para asegurar calidad de respuesta en caso de que se den los
modos de fallo descritos.
Dado que en la simulación no se ha trabajado con equipo de control empleado en la planta
en medidas se ha mencionado distintos equipos de control que serían útiles para hacer
frente a determinados modos de fallo.
Se observa el análisis AMFE en la tabla IV.5.

81
Tabla IV.5: AMFE. Análisis modal de fallos y efectos del reactor adiabático en etapas.
DESCRIPCIÓN MODO DE FALLO DETECCIÓN DEL
FALLO CAUSAS EFECTOS MEDIDAS
Reactores de lecho fijo
Obstrucción • Visual • Acumulación de suciedad
• Rotura
• Fuga
• Sobrepresión
• Disminución del caudal
• Limpieza
• Válvula de alivio de presión
• Cambio periódico del catalizador
Fuga
• Olfativa
• Auditiva
• Visual
• Desgaste
• Corrosión
• Sobrepresión
• Incendio
• Explosión
• Intoxicación
• Revisiones periódicas
• Sistema de ventilación adecuado
• Válvula de alivio de presión
• Instalación detectores de fugas
Rotura
• Visual
• Auditiva
• Olfativa
• Choque térmico
• Desgaste
• Corrosión
• Incendio
• Explosión
• Intoxicación
• Válvula de alivio de presión
• Sistema de ventilación adecuado
• Revisiones periódicas
Ausencia de alimento • Visual • Fuga
• Fallo suministro
• Fallos en operaciones posteriores del proceso
• Mezclas erróneas en el reactor
• Acciones de mantenimiento
• Controlador de caudal
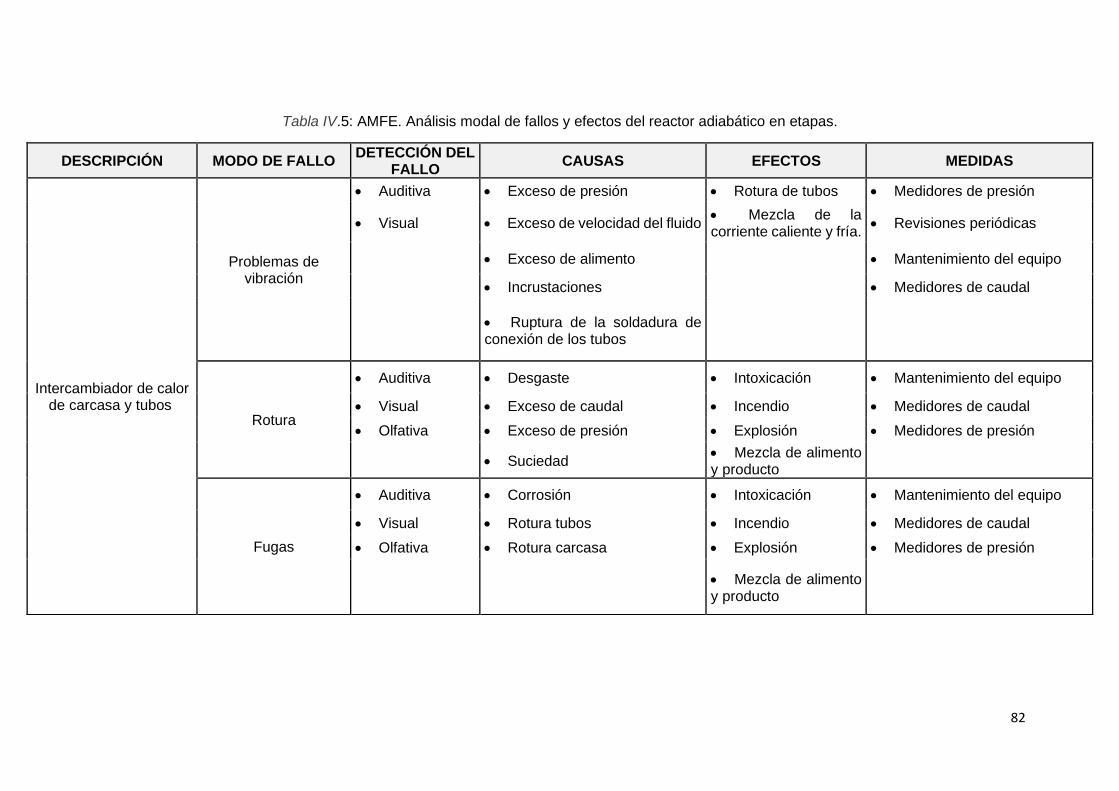
82
Tabla IV.5: AMFE. Análisis modal de fallos y efectos del reactor adiabático en etapas.
DESCRIPCIÓN MODO DE FALLO DETECCIÓN DEL
FALLO CAUSAS EFECTOS MEDIDAS
Intercambiador de calor de carcasa y tubos
Problemas de vibración
• Auditiva • Exceso de presión • Rotura de tubos • Medidores de presión
• Visual • Exceso de velocidad del fluido • Mezcla de la corriente caliente y fría.
• Revisiones periódicas
• Exceso de alimento • Mantenimiento del equipo
• Incrustaciones • Medidores de caudal
• Ruptura de la soldadura de conexión de los tubos
Rotura
• Auditiva • Desgaste • Intoxicación • Mantenimiento del equipo
• Visual • Exceso de caudal • Incendio • Medidores de caudal
• Olfativa • Exceso de presión • Explosión • Medidores de presión
• Suciedad • Mezcla de alimento y producto
Fugas
• Auditiva • Corrosión • Intoxicación • Mantenimiento del equipo
• Visual • Rotura tubos • Incendio • Medidores de caudal
• Olfativa • Rotura carcasa • Explosión • Medidores de presión
• Mezcla de alimento y producto
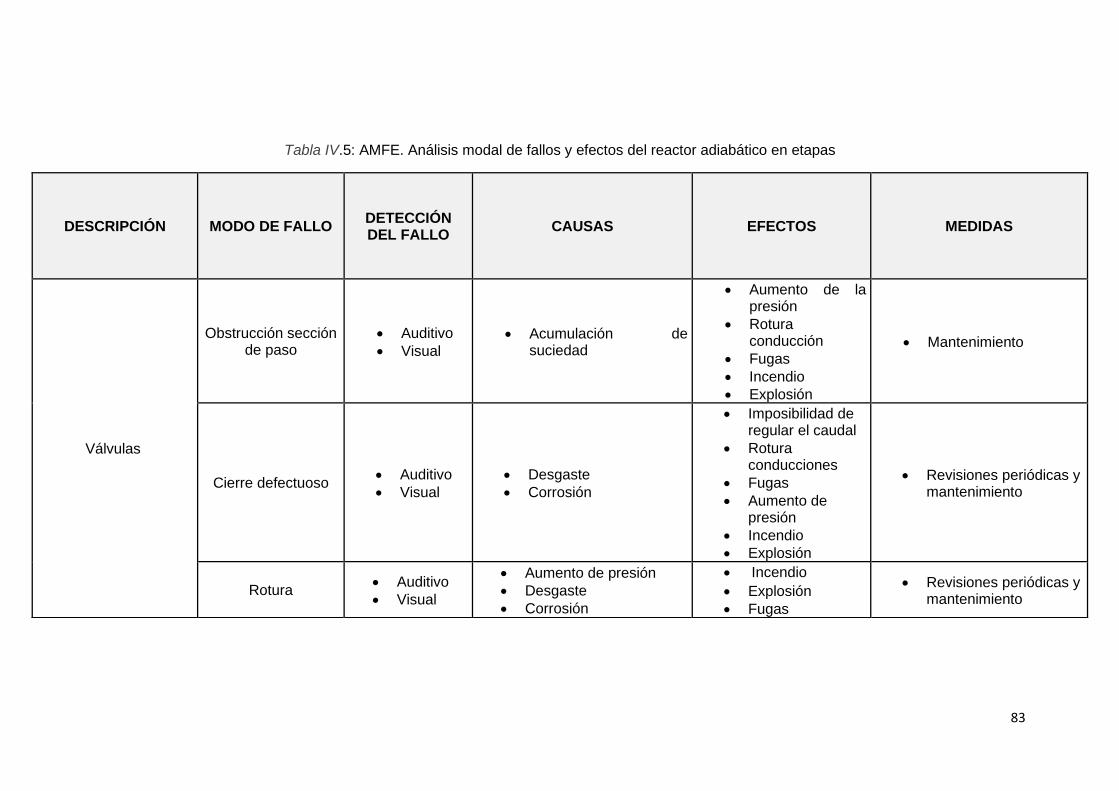
83
Tabla IV.5: AMFE. Análisis modal de fallos y efectos del reactor adiabático en etapas
DESCRIPCIÓN MODO DE FALLO DETECCIÓN DEL FALLO
CAUSAS EFECTOS MEDIDAS
Válvulas
Obstrucción sección de paso
• Auditivo
• Visual
• Acumulación de suciedad
• Aumento de la presión
• Rotura conducción
• Fugas
• Incendio
• Explosión
• Mantenimiento
Cierre defectuoso • Auditivo
• Visual • Desgaste
• Corrosión
• Imposibilidad de regular el caudal
• Rotura conducciones
• Fugas
• Aumento de presión
• Incendio
• Explosión
• Revisiones periódicas y mantenimiento
Rotura • Auditivo
• Visual
• Aumento de presión
• Desgaste
• Corrosión
• Incendio
• Explosión • Fugas
• Revisiones periódicas y mantenimiento
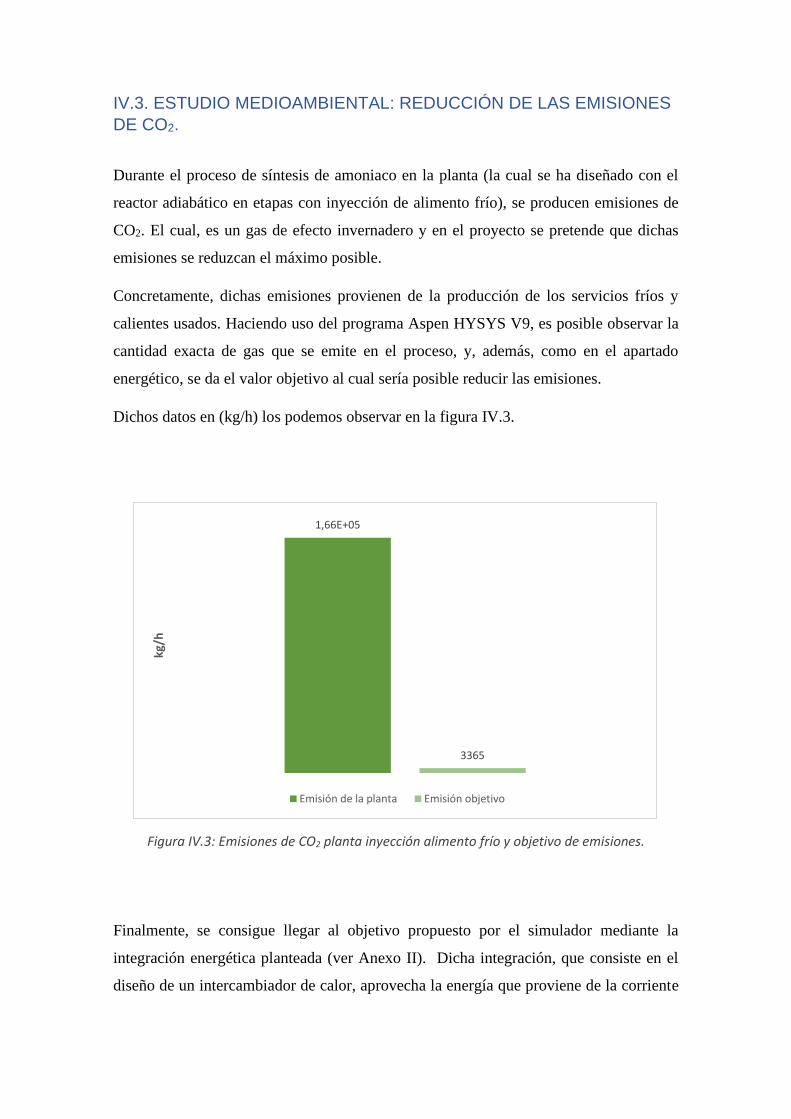
IV.3. ESTUDIO MEDIOAMBIENTAL: REDUCCIÓN DE LAS EMISIONES
DE CO2.
Durante el proceso de síntesis de amoniaco en la planta (la cual se ha diseñado con el
reactor adiabático en etapas con inyección de alimento frío), se producen emisiones de
CO2. El cual, es un gas de efecto invernadero y en el proyecto se pretende que dichas
emisiones se reduzcan el máximo posible.
Concretamente, dichas emisiones provienen de la producción de los servicios fríos y
calientes usados. Haciendo uso del programa Aspen HYSYS V9, es posible observar la
cantidad exacta de gas que se emite en el proceso, y, además, como en el apartado
energético, se da el valor objetivo al cual sería posible reducir las emisiones.
Dichos datos en (kg/h) los podemos observar en la figura IV.3.
Figura IV.3: Emisiones de CO2 planta inyección alimento frío y objetivo de emisiones.
Finalmente, se consigue llegar al objetivo propuesto por el simulador mediante la
integración energética planteada (ver Anexo II). Dicha integración, que consiste en el
diseño de un intercambiador de calor, aprovecha la energía que proviene de la corriente
1,66E+05
3365
kg/h
Emisión de la planta Emisión objetivo
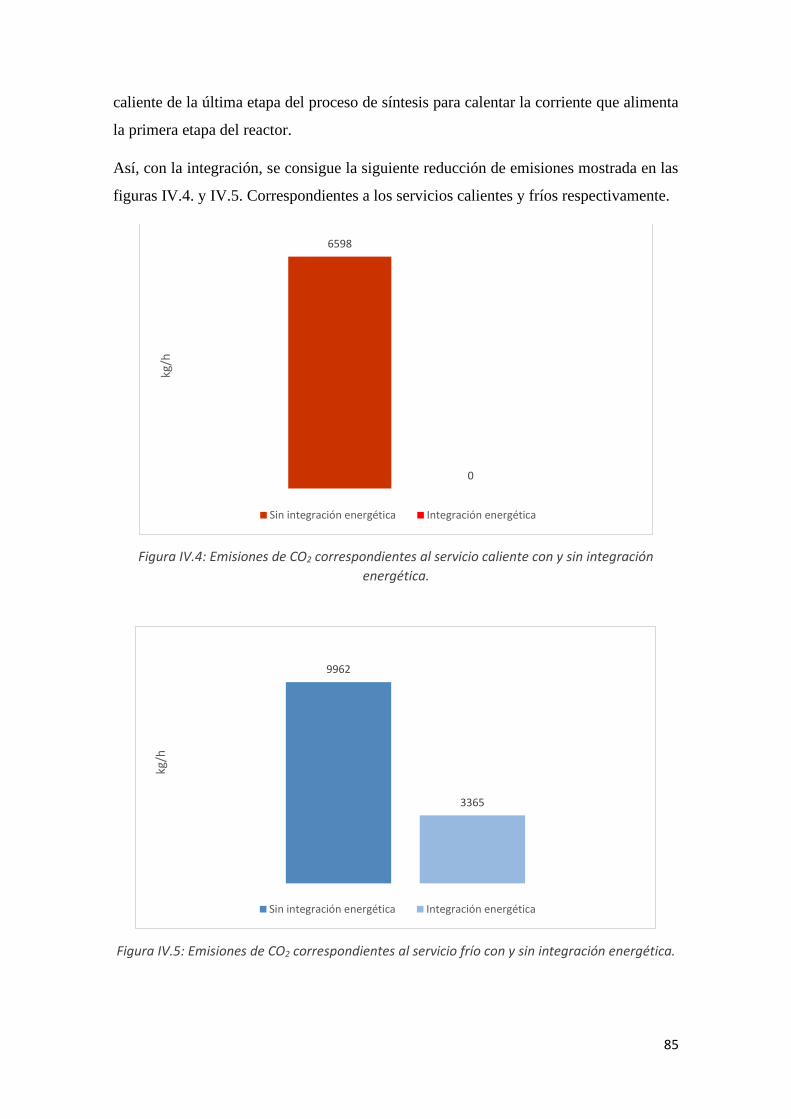
85
caliente de la última etapa del proceso de síntesis para calentar la corriente que alimenta
la primera etapa del reactor.
Así, con la integración, se consigue la siguiente reducción de emisiones mostrada en las
figuras IV.4. y IV.5. Correspondientes a los servicios calientes y fríos respectivamente.
Figura IV.4: Emisiones de CO2 correspondientes al servicio caliente con y sin integración
energética.
Figura IV.5: Emisiones de CO2 correspondientes al servicio frío con y sin integración energética.
6598
0
kg/h
Sin integración energética Integración energética
9962
3365
kg/h
Sin integración energética Integración energética
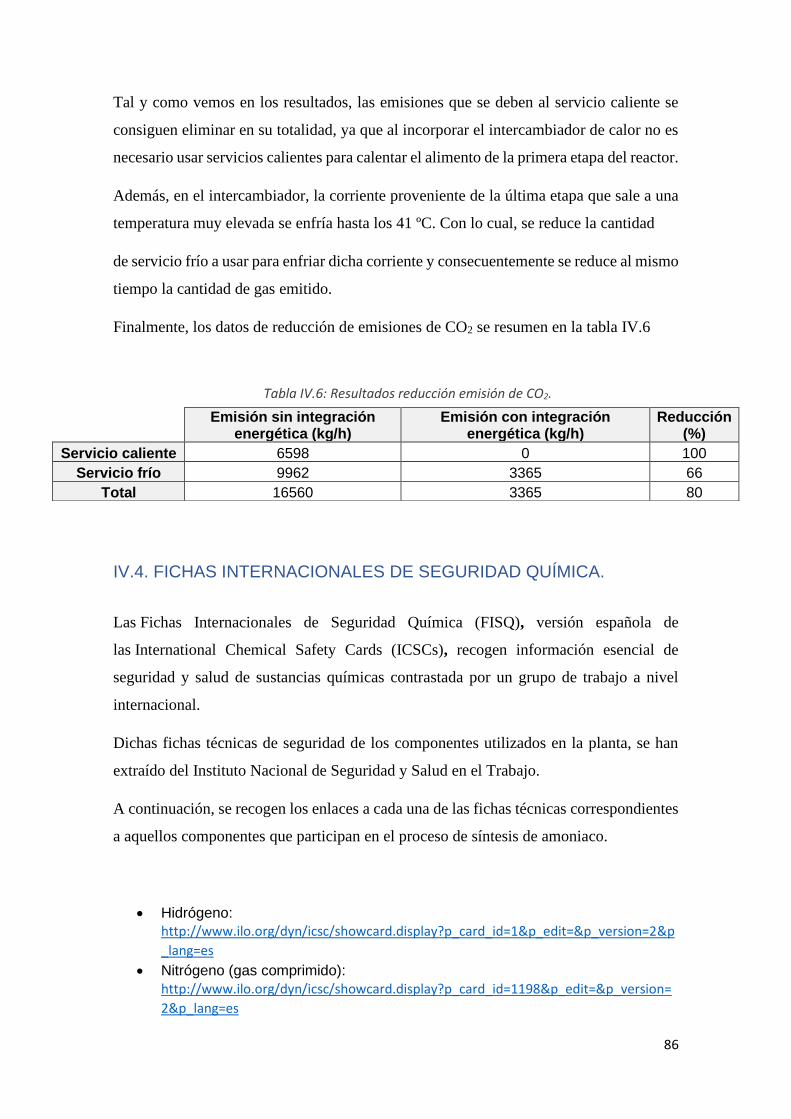
86
Tal y como vemos en los resultados, las emisiones que se deben al servicio caliente se
consiguen eliminar en su totalidad, ya que al incorporar el intercambiador de calor no es
necesario usar servicios calientes para calentar el alimento de la primera etapa del reactor.
Además, en el intercambiador, la corriente proveniente de la última etapa que sale a una
temperatura muy elevada se enfría hasta los 41 ºC. Con lo cual, se reduce la cantidad
de servicio frío a usar para enfriar dicha corriente y consecuentemente se reduce al mismo
tiempo la cantidad de gas emitido.
Finalmente, los datos de reducción de emisiones de CO2 se resumen en la tabla IV.6
Tabla IV.6: Resultados reducción emisión de CO2.
IV.4. FICHAS INTERNACIONALES DE SEGURIDAD QUÍMICA.
Las Fichas Internacionales de Seguridad Química (FISQ), versión española de
las International Chemical Safety Cards (ICSCs), recogen información esencial de
seguridad y salud de sustancias químicas contrastada por un grupo de trabajo a nivel
internacional.
Dichas fichas técnicas de seguridad de los componentes utilizados en la planta, se han
extraído del Instituto Nacional de Seguridad y Salud en el Trabajo.
A continuación, se recogen los enlaces a cada una de las fichas técnicas correspondientes
a aquellos componentes que participan en el proceso de síntesis de amoniaco.
• Hidrógeno:
http://www.ilo.org/dyn/icsc/showcard.display?p_card_id=1&p_edit=&p_version=2&p
_lang=es
• Nitrógeno (gas comprimido):
http://www.ilo.org/dyn/icsc/showcard.display?p_card_id=1198&p_edit=&p_version=
2&p_lang=es
Emisión sin integración energética (kg/h)
Emisión con integración energética (kg/h)
Reducción (%)
Servicio caliente 6598 0 100
Servicio frío 9962 3365 66
Total 16560 3365 80
87
• Amoniaco (anhidro):
http://www.ilo.org/dyn/icsc/showcard.display?p_card_id=414&p_edit=&p_version=2
&p_lang=es
• Metano:
http://www.ilo.org/dyn/icsc/showcard.display?p_card_id=291&p_edit=&p_version=2
&p_lang=es
• Argón:
http://www.ilo.org/dyn/icsc/showcard.display?p_card_id=154&p_edit=&p_version=2
&p_lang=es
• Oxígeno:
http://www.ilo.org/dyn/icsc/showcard.display?p_card_id=138&p_edit=&p_version=2
&p_lang=es

DOCUMENTO II. PLANOS.
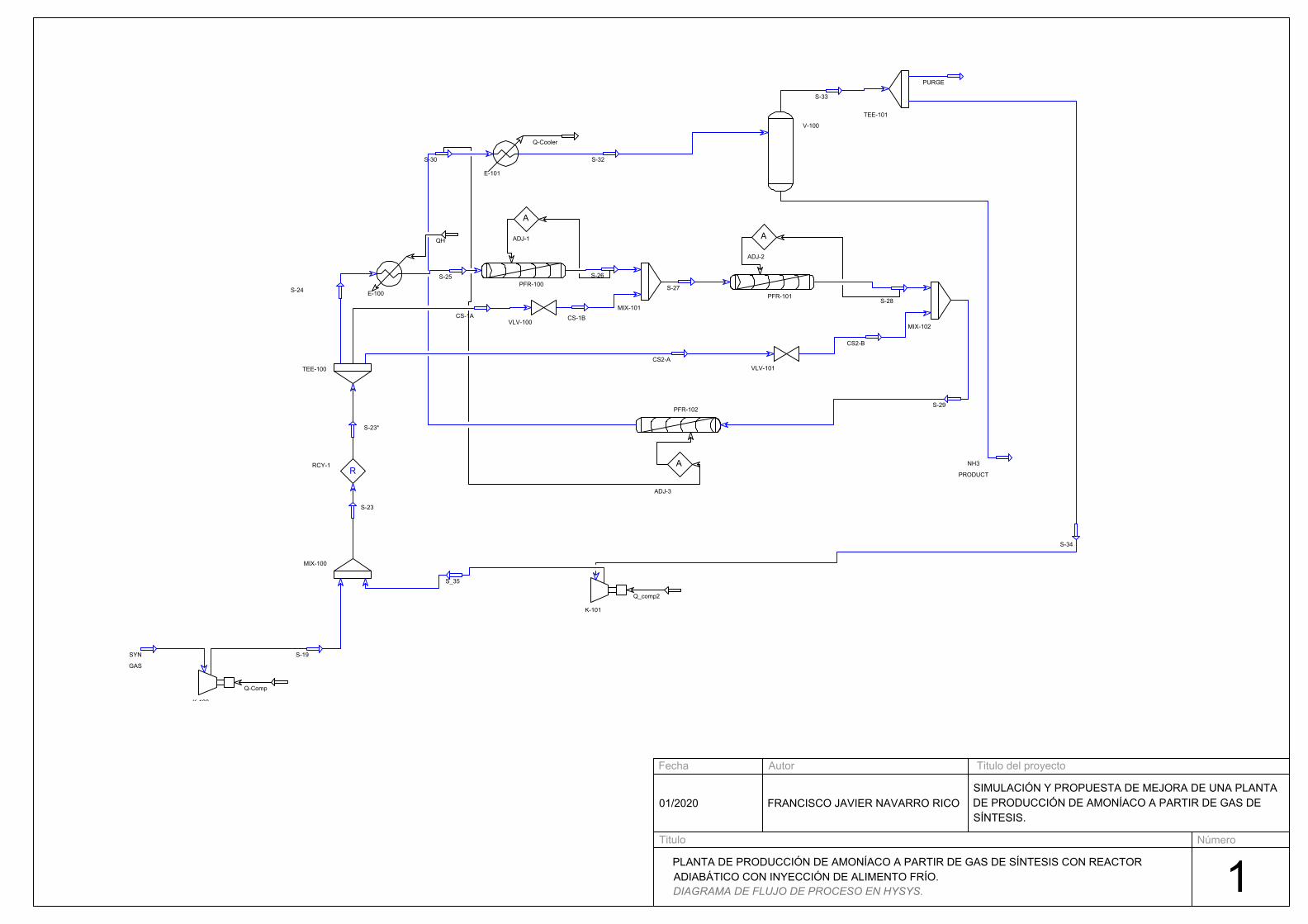
SYN
GAS
K-100
S-19
Q-Comp
MIX-100
S-23
RCY-1
S-23*
TEE-100
CS-1A
CS2-A
S-24
S-25
PFR-100
VLV-100
MIX-101
PFR-101
VLV-101
S-26
CS-1B
S-27
MIX-102
S-28
CS2-B
S-29
PFR-102
E-100
QH
S-30
E-101
S-32
Q-Cooler
V-100
S-33
NH3
PRODUCT
TEE-101
PURGE
S-34
K-101
Q_comp2
S_35
ADJ-1
ADJ-2
ADJ-3
R
A
A
A
Fecha Autor Titulo del proyecto
Titulo Número
01/2020 FRANCISCO JAVIER NAVARRO RICO
SIMULACIÓN Y PROPUESTA DE MEJORA DE UNA PLANTA
DE PRODUCCIÓN DE AMONÍACO A PARTIR DE GAS DE
SÍNTESIS.
PLANTA DE PRODUCCIÓN DE AMONÍACO A PARTIR DE GAS DE SÍNTESIS CON REACTOR
ADIABÁTICO CON INYECCIÓN DE ALIMENTO FRÍO.
1DIAGRAMA DE FLUJO DE PROCESO EN HYSYS.
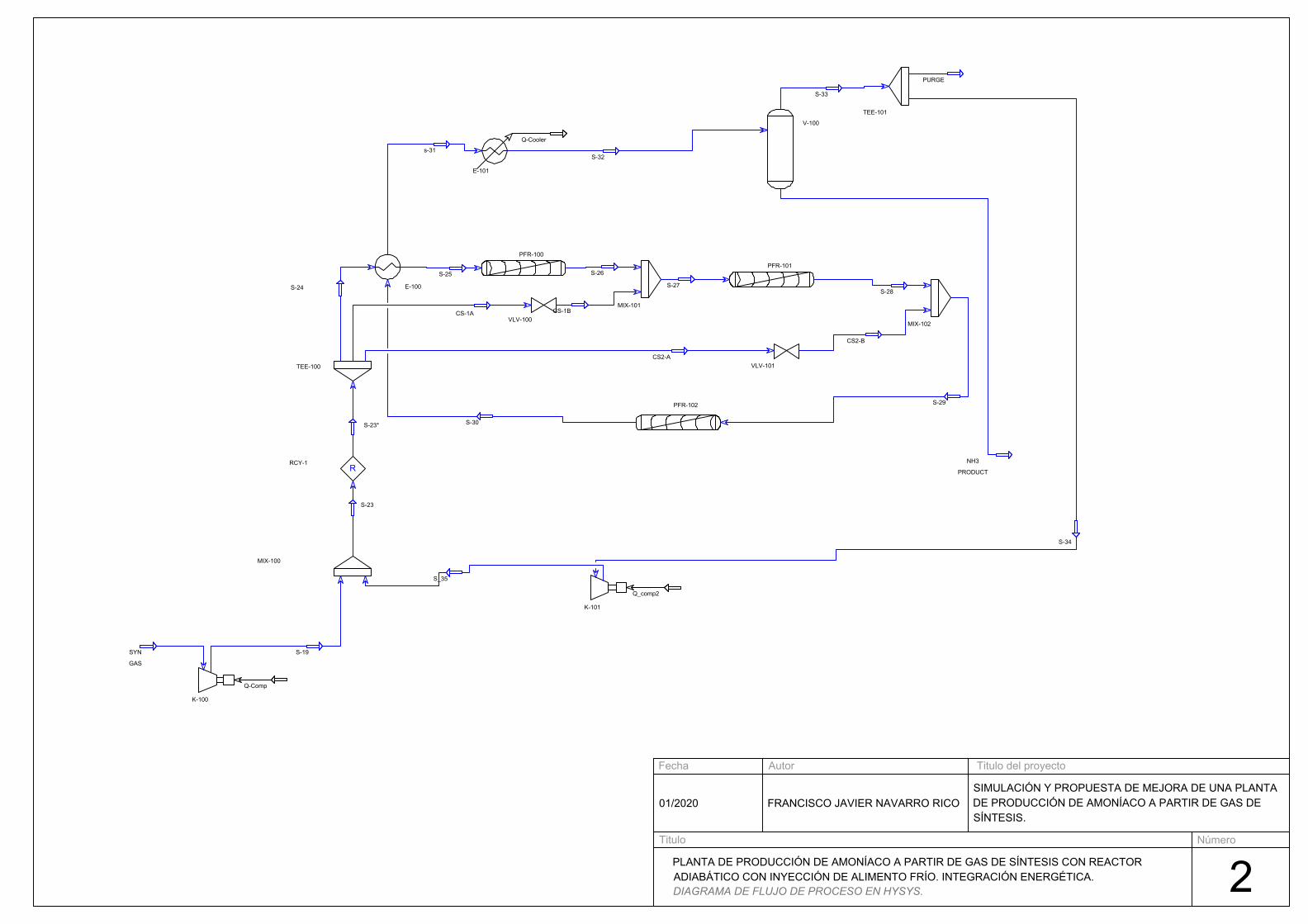
SYN
GAS
K-100
S-19
Q-Comp
MIX-100
S-23
RCY-1
S-23*
TEE-100
CS-1A
CS2-A
S-24
S-25
PFR-100
VLV-100
MIX-101
PFR-101
VLV-101
S-26
CS-1B
S-27
MIX-102
S-28
CS2-B
S-29
PFR-102
S-30
E-101
S-32
Q-Cooler
V-100
S-33
NH3
PRODUCT
TEE-101
PURGE
S-34
K-101
Q_comp2
S_35
E-100
s-31
R
Fecha Autor Titulo del proyecto
Titulo
01/2020 FRANCISCO JAVIER NAVARRO RICO
PLANTA DE PRODUCCIÓN DE AMONÍACO A PARTIR DE GAS DE SÍNTESIS CON REACTOR
ADIABÁTICO CON INYECCIÓN DE ALIMENTO FRÍO. INTEGRACIÓN ENERGÉTICA.
2DIAGRAMA DE FLUJO DE PROCESO EN HYSYS.
Número
SIMULACIÓN Y PROPUESTA DE MEJORA DE UNA PLANTA
DE PRODUCCIÓN DE AMONÍACO A PARTIR DE GAS DE
SÍNTESIS.

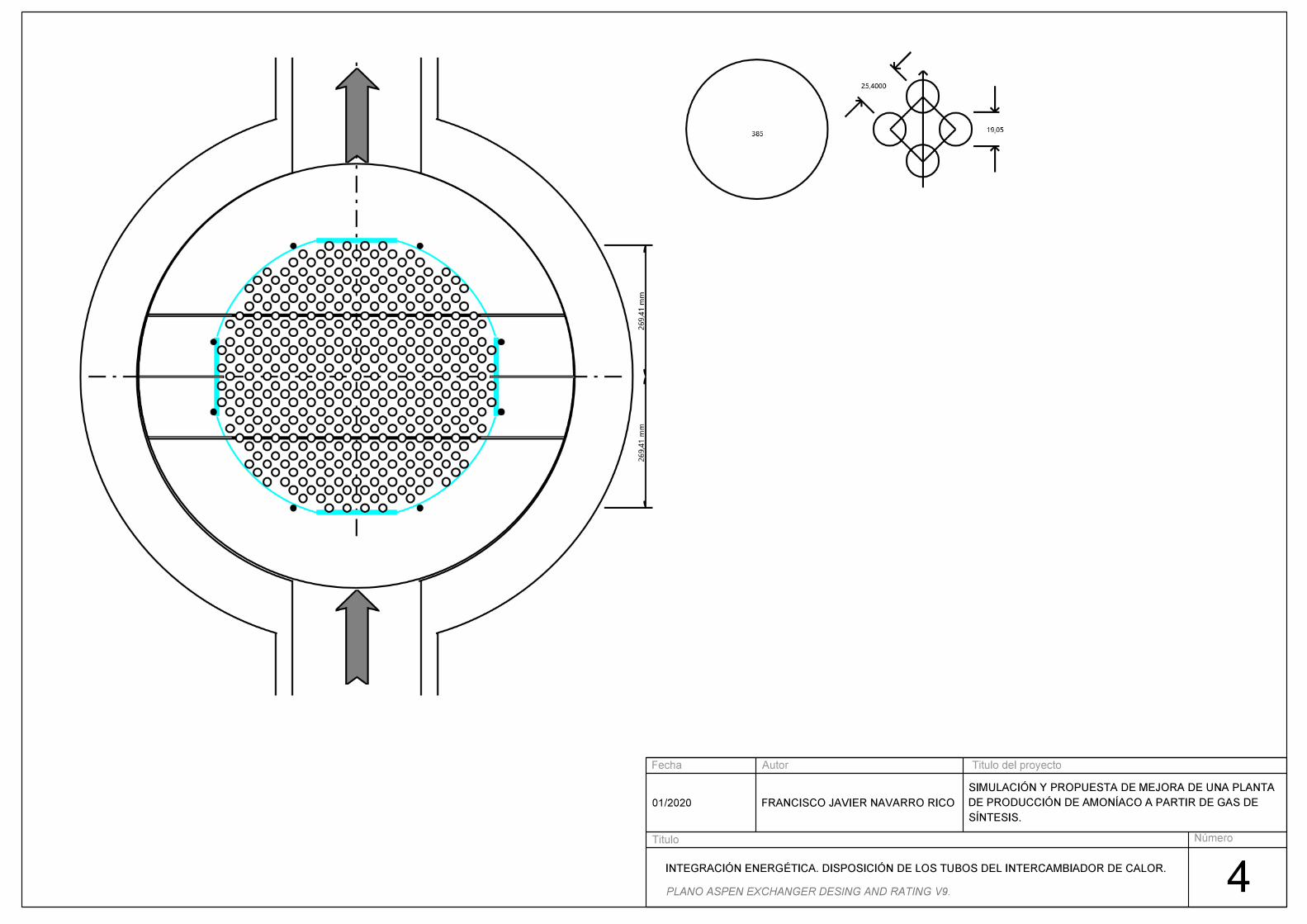

DOCUMENTO III. PLIEGO DE CONDICIONES.
95
4. PLIEGO DE CONDICIONES.
4.1. ESPECIFICACIONES DE LOS REACTORES. .................................................... 96
4.2. ESPECIFICACIONES DE LOS COMPRESORES. .............................................. 96
4.3. ESPECIFICACIONES DEL SEPARADOR GAS LÍQUIDO. .................................. 96
4.4. ESPECIFICACIONES DEL INTERCAMBIADOR DE CALOR. ............................. 97
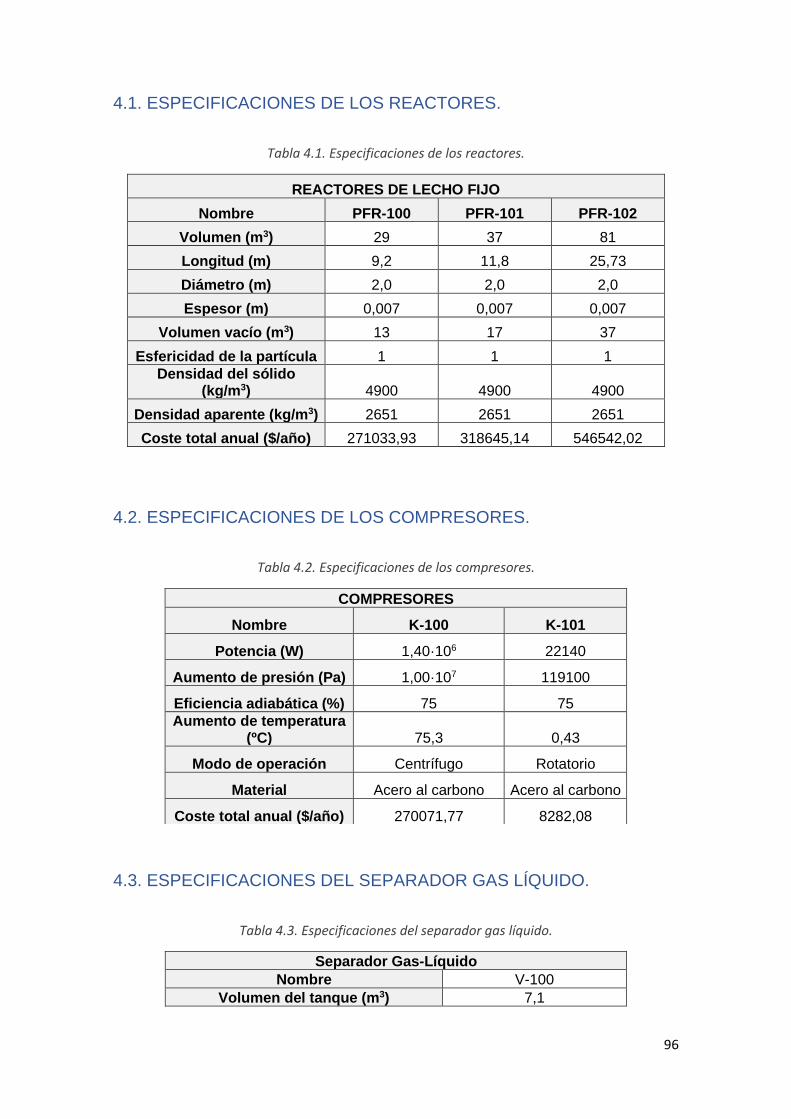
96
4.1. ESPECIFICACIONES DE LOS REACTORES.
Tabla 4.1. Especificaciones de los reactores.
REACTORES DE LECHO FIJO
Nombre PFR-100 PFR-101 PFR-102
Volumen (m3) 29 37 81
Longitud (m) 9,2 11,8 25,73
Diámetro (m) 2,0 2,0 2,0
Espesor (m) 0,007 0,007 0,007
Volumen vacío (m3) 13 17 37
Esfericidad de la partícula 1 1 1
Densidad del sólido (kg/m3) 4900 4900 4900
Densidad aparente (kg/m3) 2651 2651 2651
Coste total anual ($/año) 271033,93 318645,14 546542,02
4.2. ESPECIFICACIONES DE LOS COMPRESORES.
Tabla 4.2. Especificaciones de los compresores.
4.3. ESPECIFICACIONES DEL SEPARADOR GAS LÍQUIDO.
Tabla 4.3. Especificaciones del separador gas líquido.
Separador Gas-Líquido
Nombre V-100
Volumen del tanque (m3) 7,1
COMPRESORES
Nombre K-100 K-101
Potencia (W) 1,40·106 22140
Aumento de presión (Pa) 1,00·107 119100
Eficiencia adiabática (%) 75 75
Aumento de temperatura (ºC) 75,3 0,43
Modo de operación Centrífugo Rotatorio
Material Acero al carbono Acero al carbono
Coste total anual ($/año) 270071,77 8282,08

97
Diámetro (m) 1,4
Altura (m) 4,8
Temperatura (ºC) -100
Presión (Pa) 1,48E+07
Caída de presión (Pa) 0
Liquido en el tanque (%) 50
Líquido en el tanque (m3) 3,6
Potencia (W) 0
Material Acero al carbono
Coste total anual ($/año) 102407,51
4.4. ESPECIFICACIONES DEL INTERCAMBIADOR DE CALOR.
Tabla 4.4. Especificaciones del intercambiador
4.5. ESPECIFICACIONES DEL ENFRIADOR.
Tabla 4.5. Especificaciones del enfriador
INTERCAMBIADOR DE CALOR
Nombre E-100
Energía intercambiada (kW) 32782,30
Área total de intercambio (m2) 506,80
Material Acero al carbono
Coste total anual ($/año) 81137,81
ENFRIADOR
Nombre E-101
Energía intercambiada (kW) 49527,78
Área total de intercambio (m2) 695,60
Material Acero al carbono
Servicio Servicio frío
Coste total anual ($/año) 108260,85

DOCUMENTO IV. PRESUPUESTO.
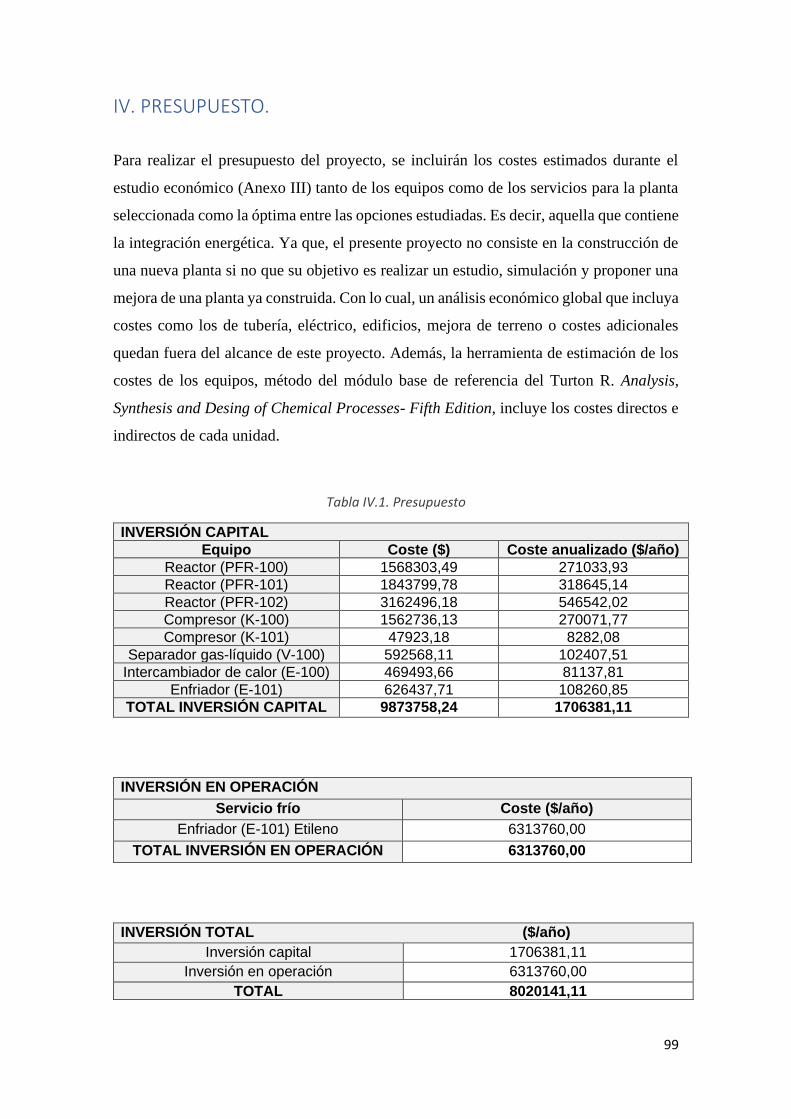
99
IV. PRESUPUESTO.
Para realizar el presupuesto del proyecto, se incluirán los costes estimados durante el
estudio económico (Anexo III) tanto de los equipos como de los servicios para la planta
seleccionada como la óptima entre las opciones estudiadas. Es decir, aquella que contiene
la integración energética. Ya que, el presente proyecto no consiste en la construcción de
una nueva planta si no que su objetivo es realizar un estudio, simulación y proponer una
mejora de una planta ya construida. Con lo cual, un análisis económico global que incluya
costes como los de tubería, eléctrico, edificios, mejora de terreno o costes adicionales
quedan fuera del alcance de este proyecto. Además, la herramienta de estimación de los
costes de los equipos, método del módulo base de referencia del Turton R. Analysis,
Synthesis and Desing of Chemical Processes- Fifth Edition, incluye los costes directos e
indirectos de cada unidad.
Tabla IV.1. Presupuesto
INVERSIÓN CAPITAL
Equipo Coste ($) Coste anualizado ($/año)
Reactor (PFR-100) 1568303,49 271033,93
Reactor (PFR-101) 1843799,78 318645,14
Reactor (PFR-102) 3162496,18 546542,02
Compresor (K-100) 1562736,13 270071,77
Compresor (K-101) 47923,18 8282,08
Separador gas-líquido (V-100) 592568,11 102407,51
Intercambiador de calor (E-100) 469493,66 81137,81
Enfriador (E-101) 626437,71 108260,85
TOTAL INVERSIÓN CAPITAL 9873758,24 1706381,11
INVERSIÓN EN OPERACIÓN
Servicio frío Coste ($/año)
Enfriador (E-101) Etileno 6313760,00
TOTAL INVERSIÓN EN OPERACIÓN 6313760,00
INVERSIÓN TOTAL ($/año)
Inversión capital 1706381,11
Inversión en operación 6313760,00
TOTAL 8020141,11