Siemens 808 d fresadora
69
Control SIEMENS Sinumerik 808D Versión Fresado
-
Upload
jose-ramiro -
Category
Engineering
-
view
549 -
download
6
Transcript of Siemens 808 d fresadora
Control SIEMENSSinumerik 808D
Versión Fresado
MÁQUINA FRESADORAFUNDAMENTOS DE LA
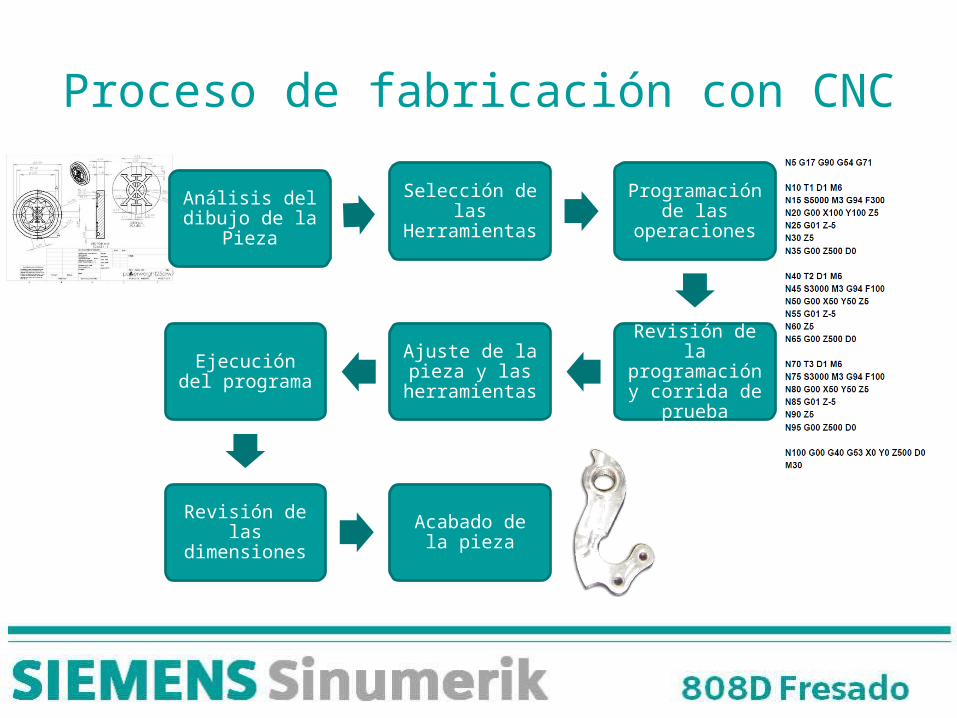
Proceso de fabricación con CNCAnálisis del dibujo
de la PiezaSelección de las Herramientas
Programación de las operaciones
Revisión de la programación y
corrida de prueba
Ajuste de la pieza y las herramientas
Ejecución del programa
Revisión de las dimensiones
Acabado de la pieza
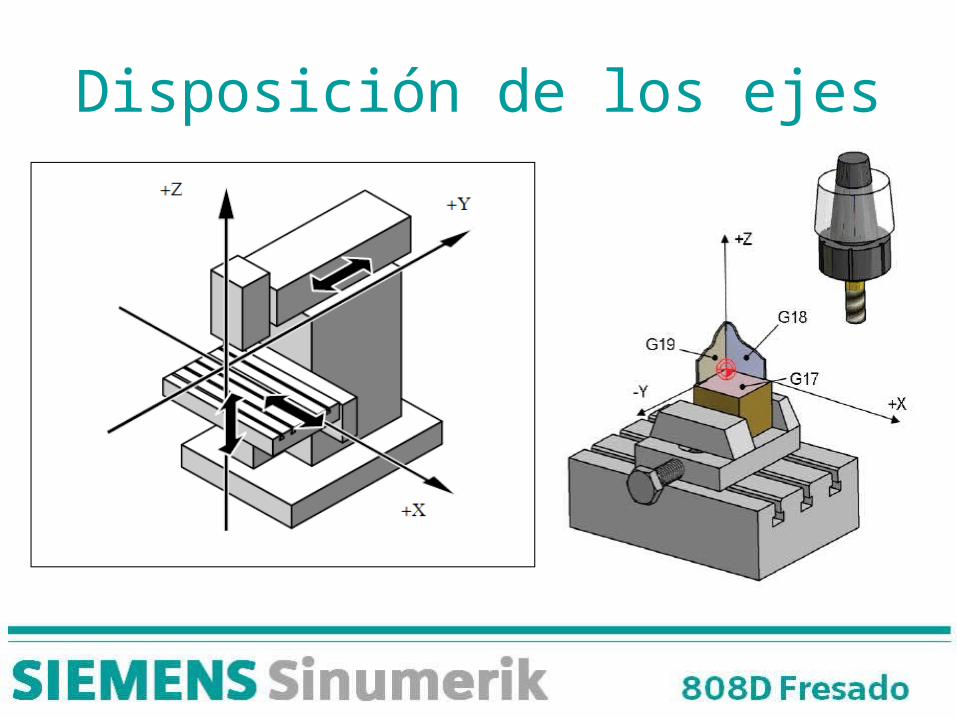
Disposición de los ejes
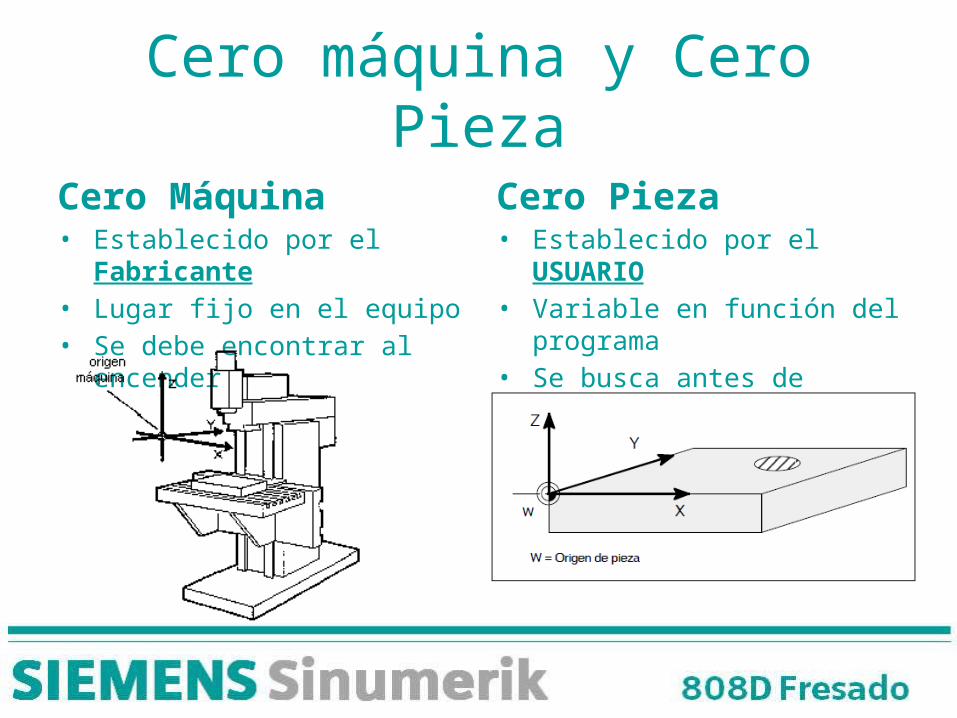
Cero máquina y Cero PiezaCero Máquina• Establecido por el Fabricante• Lugar fijo en el equipo• Se debe encontrar al encender
Cero Pieza• Establecido por el USUARIO• Variable en función del programa• Se busca antes de correr
programas

CONTROLADORCONOCIMIENTO DEL

Partes del Controlador
1. Teclas de función Horizontales y Verticales2. Tecla de retorno3. Tecla de extensión de menú4. Teclado alfanumérico5. Teclas de control6. Tecla de cancelación de alarma
7. Tecla de asistencia paso a paso8. Tecla de ayuda9. Teclas de cursor10. Teclas de área de operación11. Interface USB12. Leds de estatus

Panel de Control de Máquina (MCP)
1. Botón de Paro de Emergencia2. Selección de rueda de mano (MPG)3. Display de número de herramienta4. Teclas de modos de operación5. Teclas de control de programa6. Teclas definidas por el usuario
7. Teclas de movimientos de los ejes8. Perilla de override del husillo9. Teclas de activación del husillo10. Perilla de override del avance11. Teclas de arranque, paro y reseteo
de programa
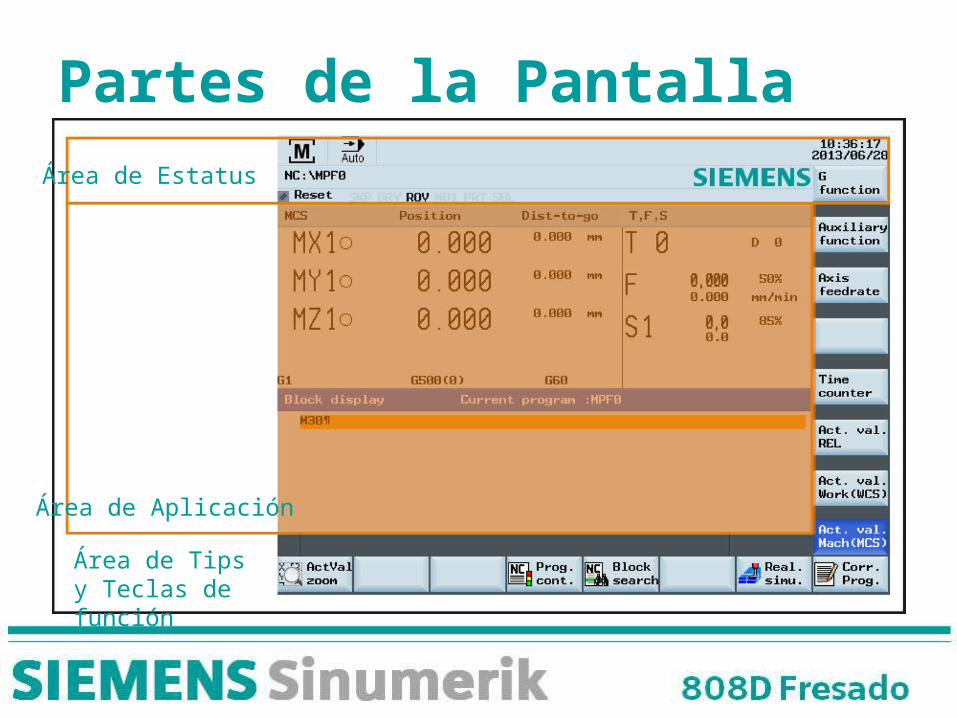
Partes de la PantallaÁrea de Estatus
Área de Aplicación
Área de Tips y Teclas de función
ARRANQUE DEL EQUIPOPROCEDIMIENTO DE
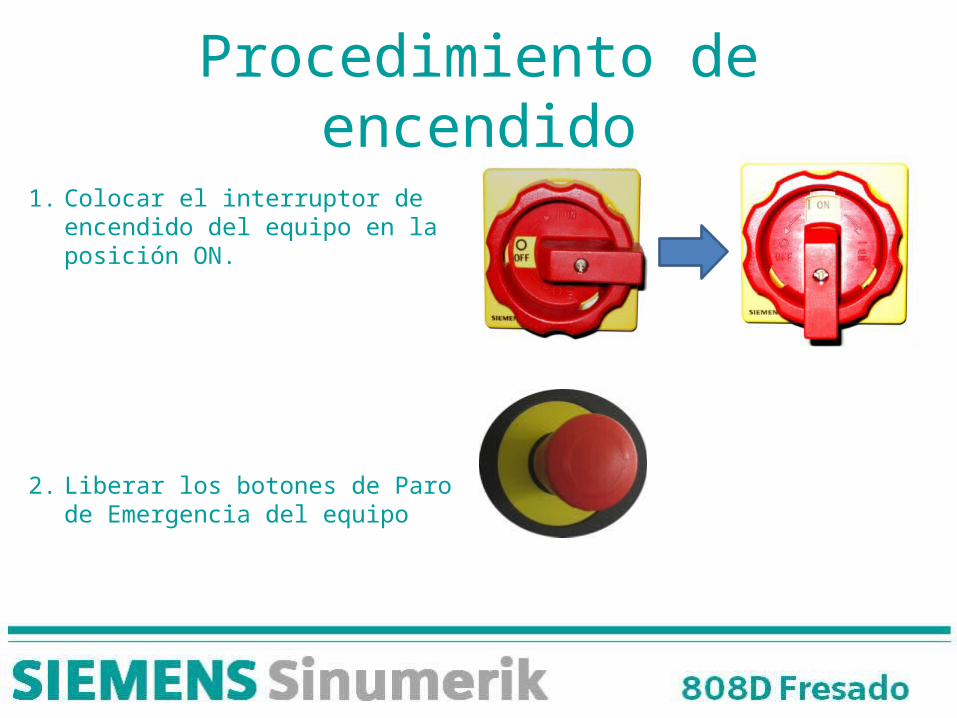
Procedimiento de encendido1. Colocar el interruptor de encendido del
equipo en la posición ON.
2. Liberar los botones de Paro de Emergencia del equipo
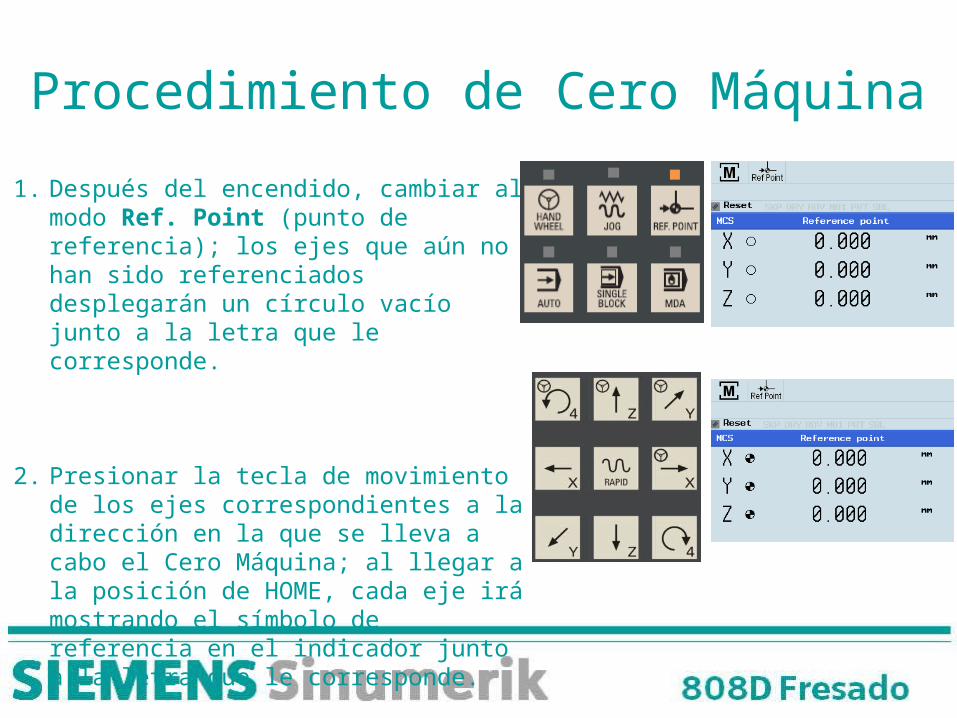
Procedimiento de Cero Máquina1. Después del encendido, cambiar al modo Ref.
Point (punto de referencia); los ejes que aún no han sido referenciados desplegarán un círculo vacío junto a la letra que le corresponde.
2. Presionar la tecla de movimiento de los ejes correspondientes a la dirección en la que se lleva a cabo el Cero Máquina; al llegar a la posición de HOME, cada eje irá mostrando el símbolo de referencia en el indicador junto a la letra que le corresponde.
OPERACIÓN MANUALMODOS DE
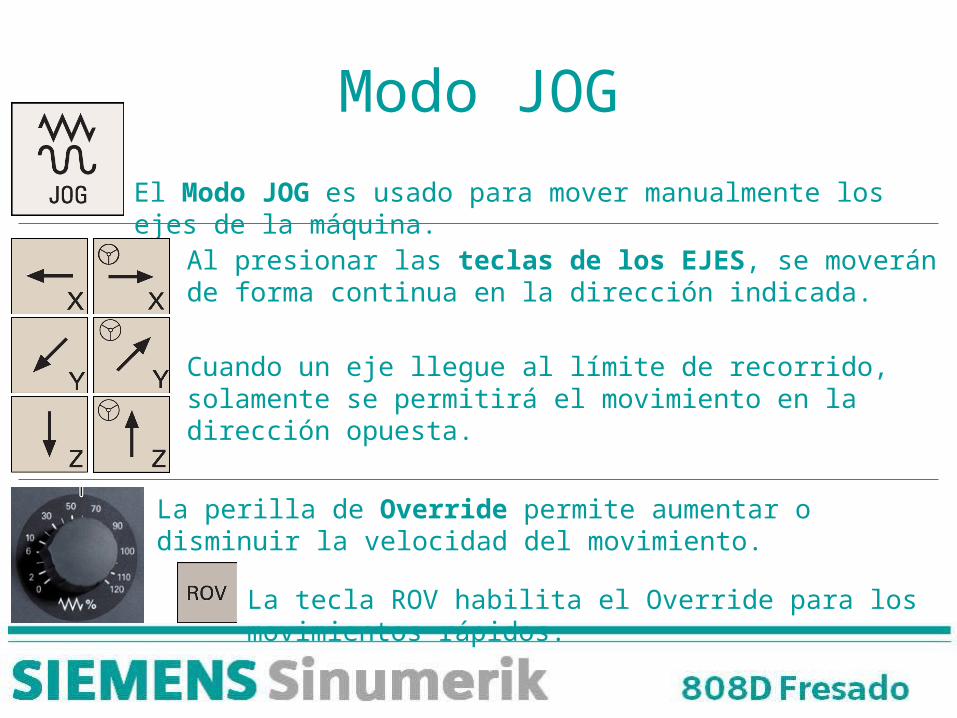
Modo JOGEl Modo JOG es usado para mover manualmente los ejes de la máquina.
Al presionar las teclas de los EJES, se moverán de forma continua en la dirección indicada.
Cuando un eje llegue al límite de recorrido, solamente se permitirá el movimiento en la dirección opuesta.
La perilla de Override permite aumentar o disminuir la velocidad del movimiento.
La tecla ROV habilita el Override para los movimientos rápidos.
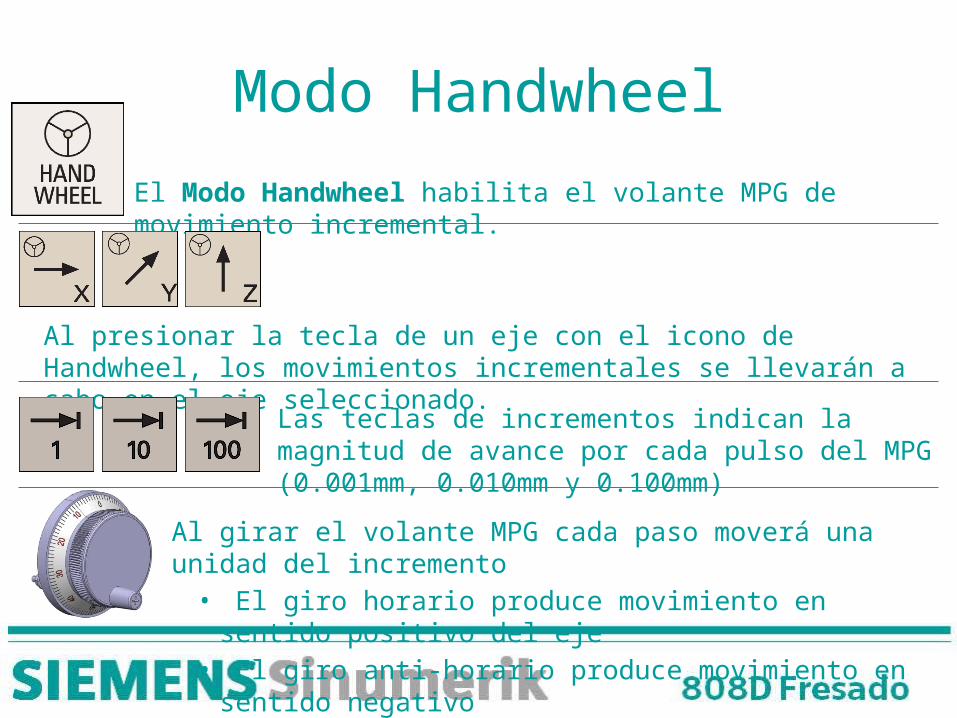
Al presionar la tecla de un eje con el icono de Handwheel, los movimientos incrementales se llevarán a cabo en el eje seleccionado.
Modo HandwheelEl Modo Handwheel habilita el volante MPG de movimiento incremental.
Al girar el volante MPG cada paso moverá una unidad del incremento• El giro horario produce movimiento en sentido positivo del eje• El giro anti-horario produce movimiento en sentido negativo
Las teclas de incrementos indican la magnitud de avance por cada pulso del MPG (0.001mm, 0.010mm y 0.100mm)
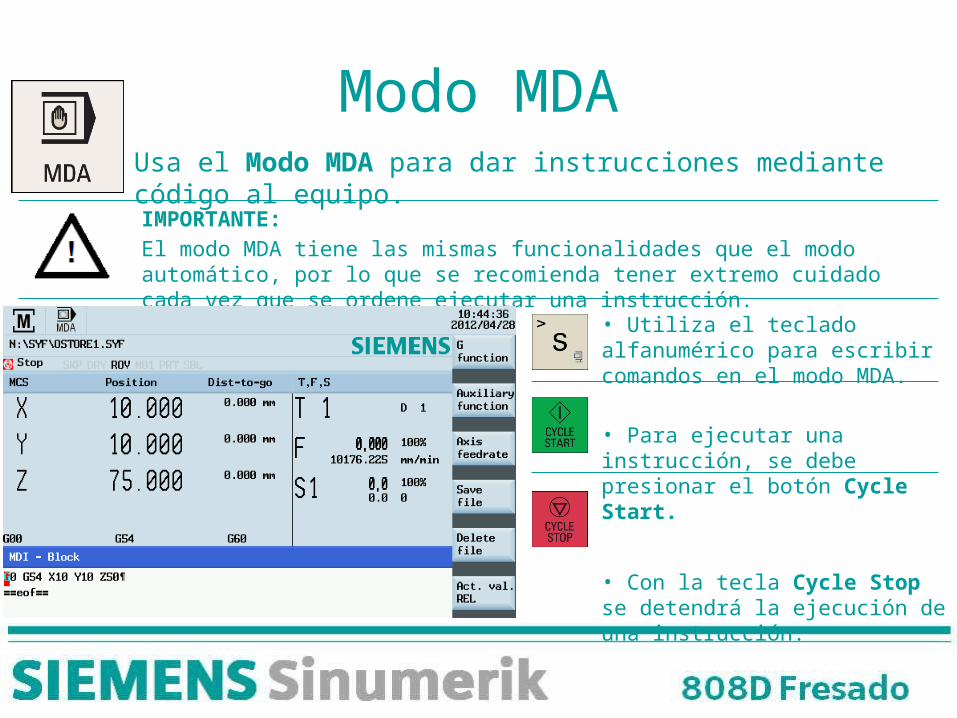
Modo MDAUsa el Modo MDA para dar instrucciones mediante código al equipo.
IMPORTANTE:El modo MDA tiene las mismas funcionalidades que el modo automático, por lo que se recomienda tener extremo cuidado cada vez que se ordene ejecutar una instrucción.
• Utiliza el teclado alfanumérico para escribir comandos en el modo MDA.
• Para ejecutar una instrucción, se debe presionar el botón Cycle Start.
• Con la tecla Cycle Stop se detendrá la ejecución de una instrucción.
CÓDIGOS M & GPROGRAMACIÓN CON
Definición de los códigosCÓDIGOS M• Conocidos como códigos
misceláneos, accesorios o de máquina.
• En ellos se ejecutan instrucciones para activar o desactivar los accesorios (o automatizaciones) del equipo.
• También permiten cambiar de estados.
• Se puede utilizar un solo código M por secuencia.
CÓDIGOS G• Son instrucciones para
ejecutar operaciones de movimientos o ciclos.
• Se pueden ejecutar varios códigos en una misma secuencia.
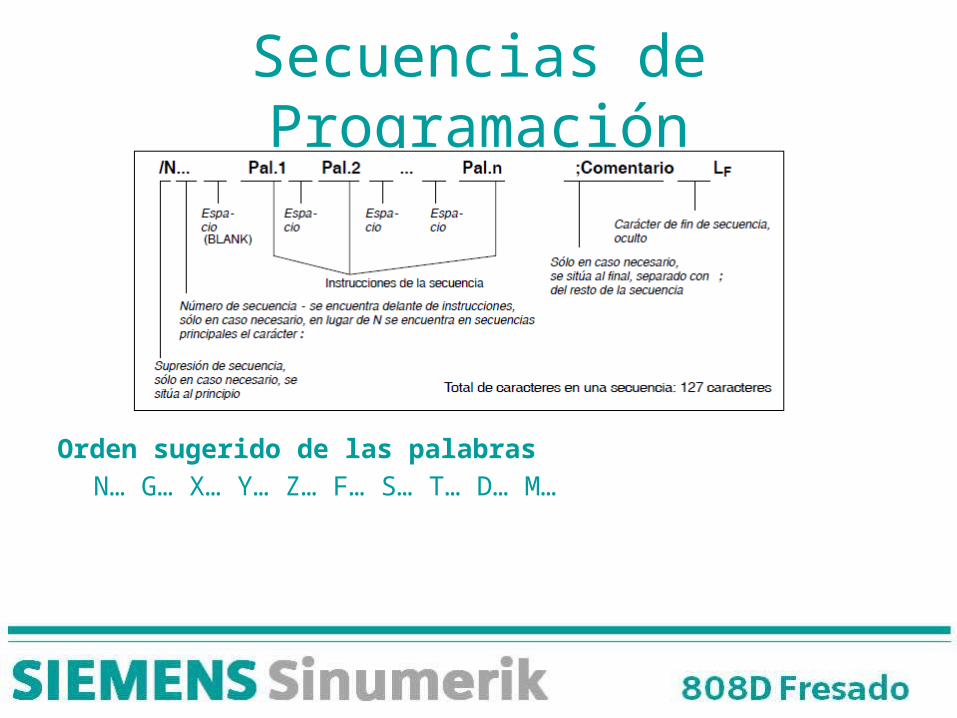
Secuencias de Programación
Orden sugerido de las palabrasN… G… X… Y… Z… F… S… T… D… M…
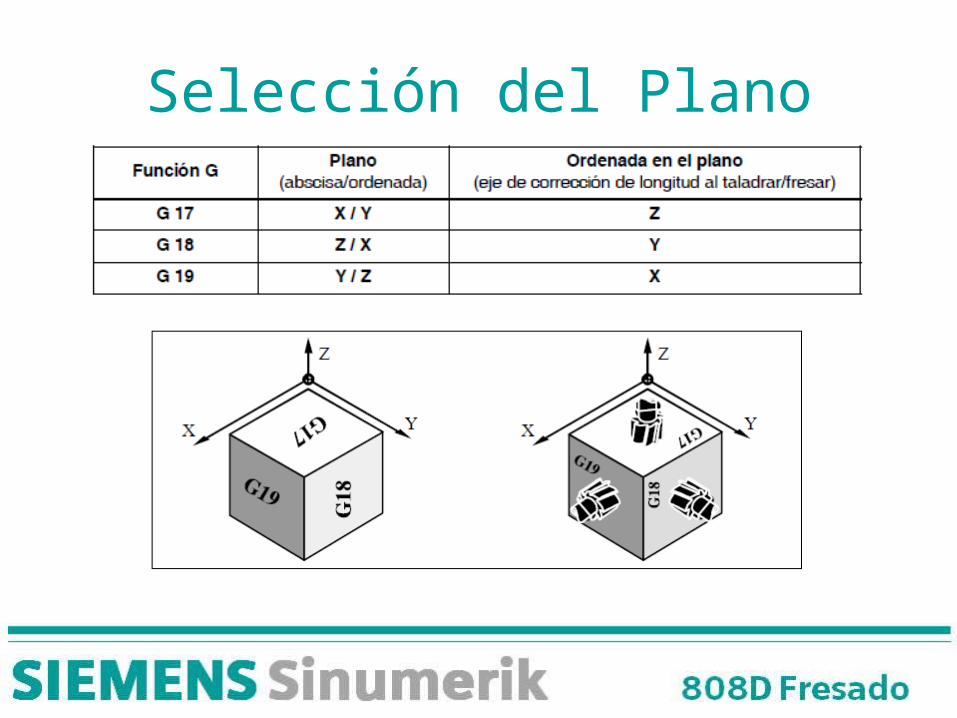
Selección del Plano
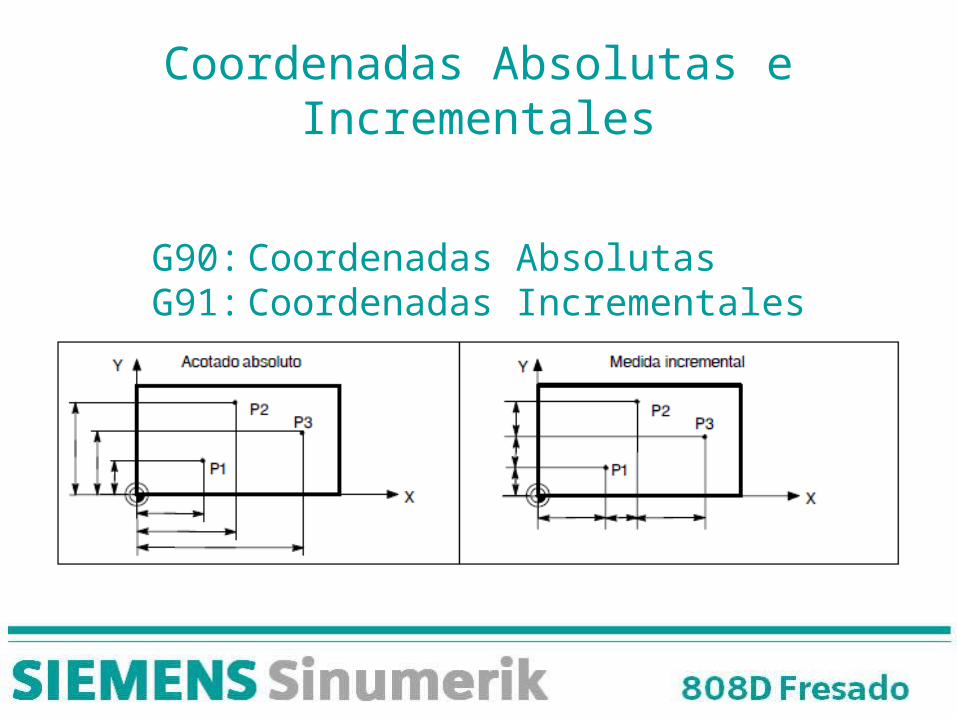
Coordenadas Absolutas e Incrementales
G90: Coordenadas AbsolutasG91: Coordenadas Incrementales
Unidades de movimientosG70: Movimientos en pulgadas
G71: Movimientos en milímetros
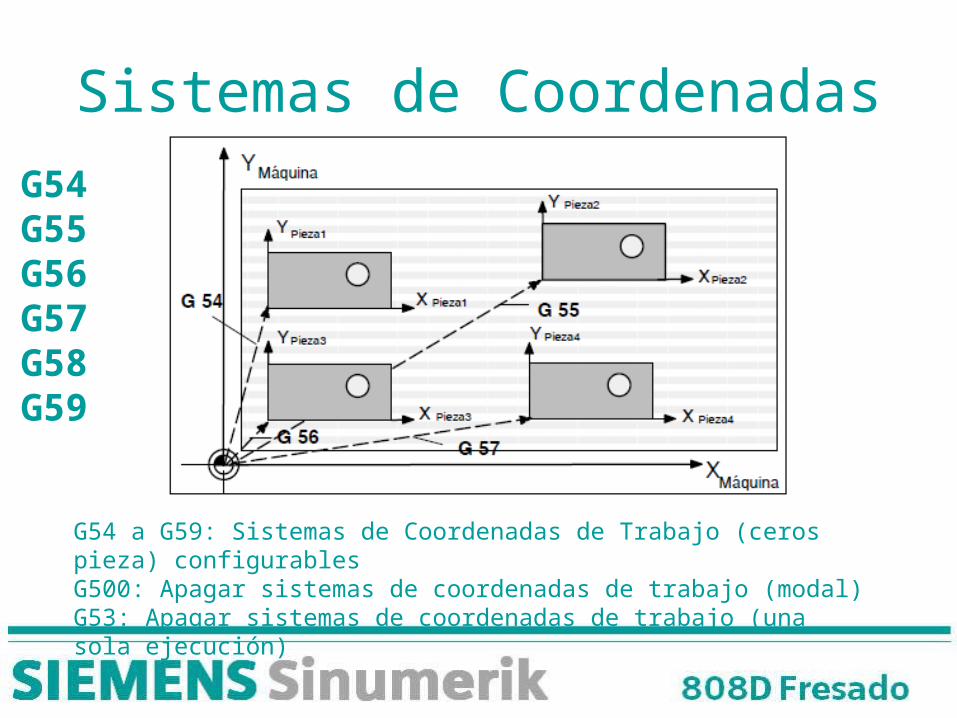
Sistemas de CoordenadasG54G55G56G57G58G59
G54 a G59: Sistemas de Coordenadas de Trabajo (ceros pieza) configurablesG500: Apagar sistemas de coordenadas de trabajo (modal)G53: Apagar sistemas de coordenadas de trabajo (una sola ejecución)
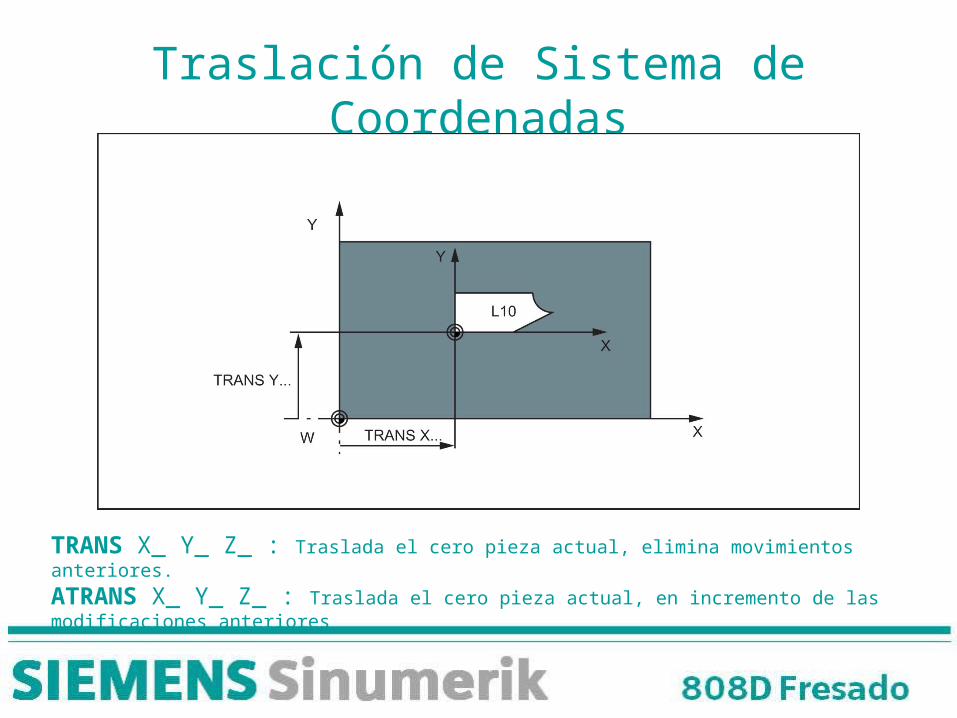
Traslación de Sistema de Coordenadas
TRANS X_ Y_ Z_ : Traslada el cero pieza actual, elimina movimientos anteriores.ATRANS X_ Y_ Z_ : Traslada el cero pieza actual, en incremento de las modificaciones anteriores
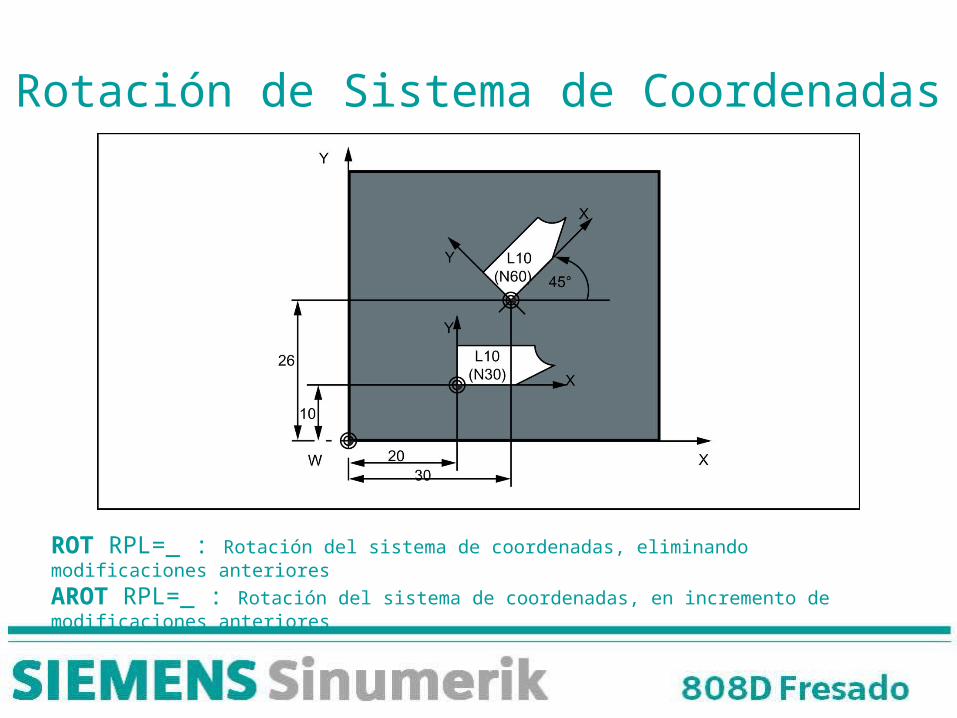
Rotación de Sistema de Coordenadas
ROT RPL=_ : Rotación del sistema de coordenadas, eliminando modificaciones anterioresAROT RPL=_ : Rotación del sistema de coordenadas, en incremento de modificaciones anteriores
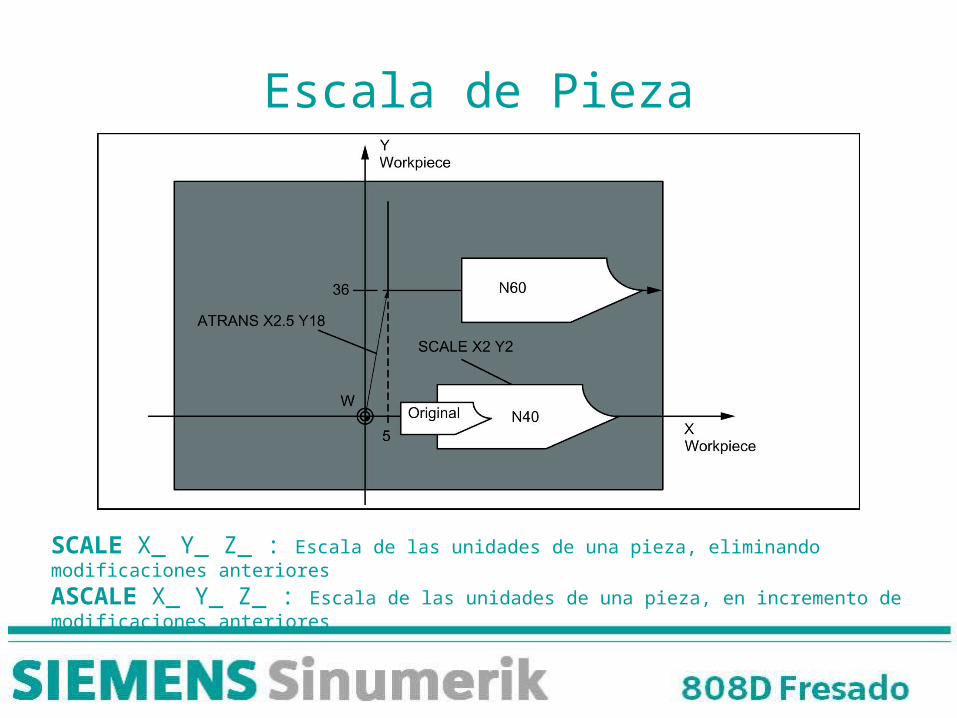
Escala de Pieza
SCALE X_ Y_ Z_ : Escala de las unidades de una pieza, eliminando modificaciones anterioresASCALE X_ Y_ Z_ : Escala de las unidades de una pieza, en incremento de modificaciones anteriores
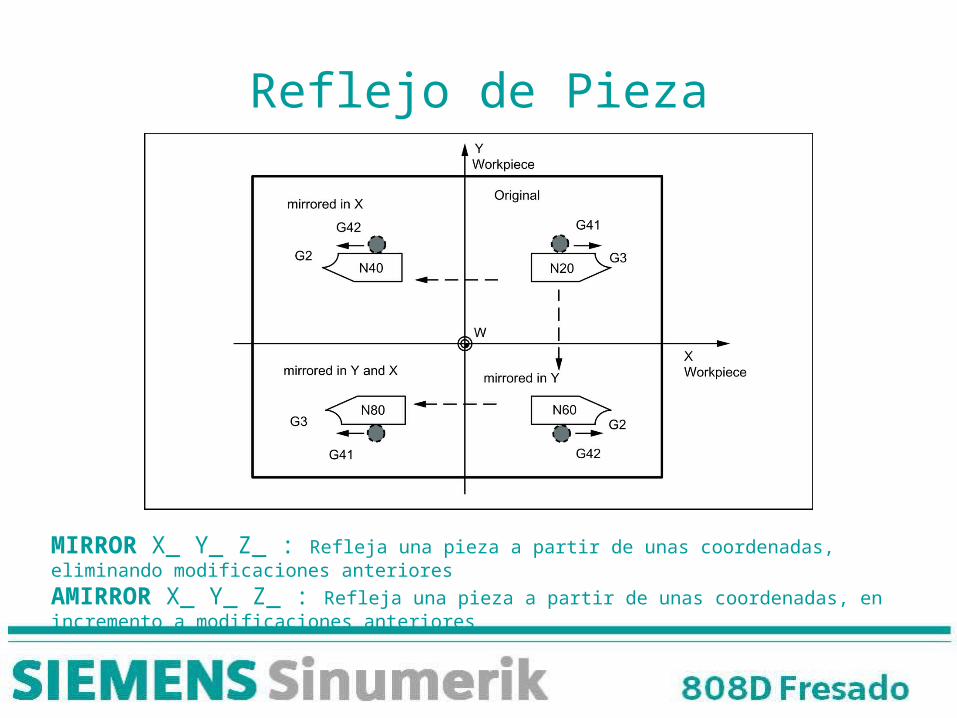
Reflejo de Pieza
MIRROR X_ Y_ Z_ : Refleja una pieza a partir de unas coordenadas, eliminando modificaciones anterioresAMIRROR X_ Y_ Z_ : Refleja una pieza a partir de unas coordenadas, en incremento a modificaciones anteriores
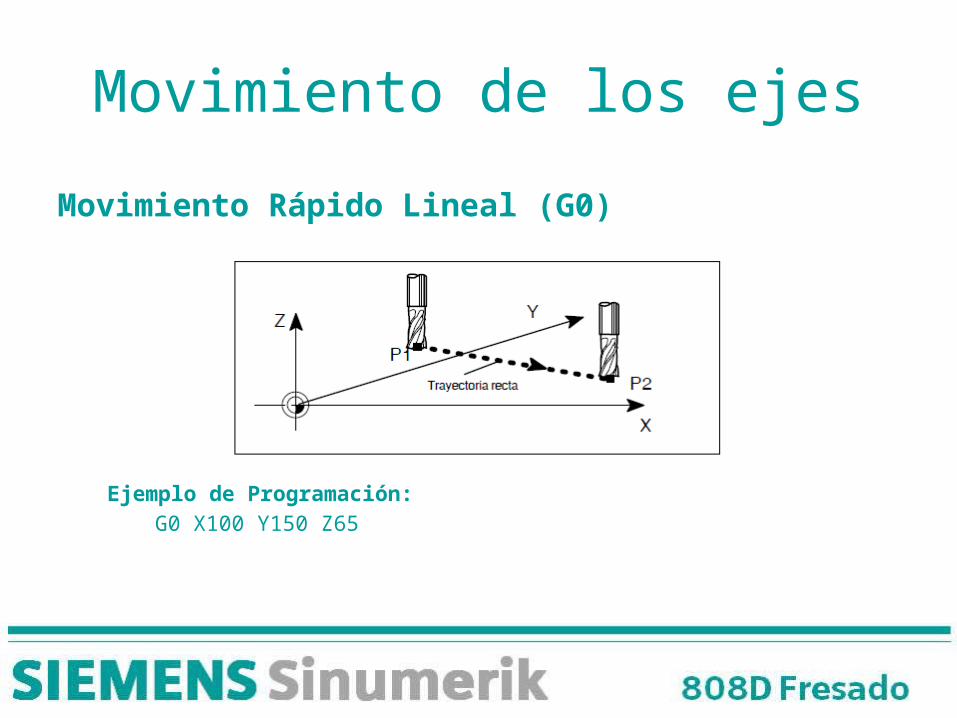
Movimiento de los ejesMovimiento Rápido Lineal (G0)
Ejemplo de Programación:G0 X100 Y150 Z65
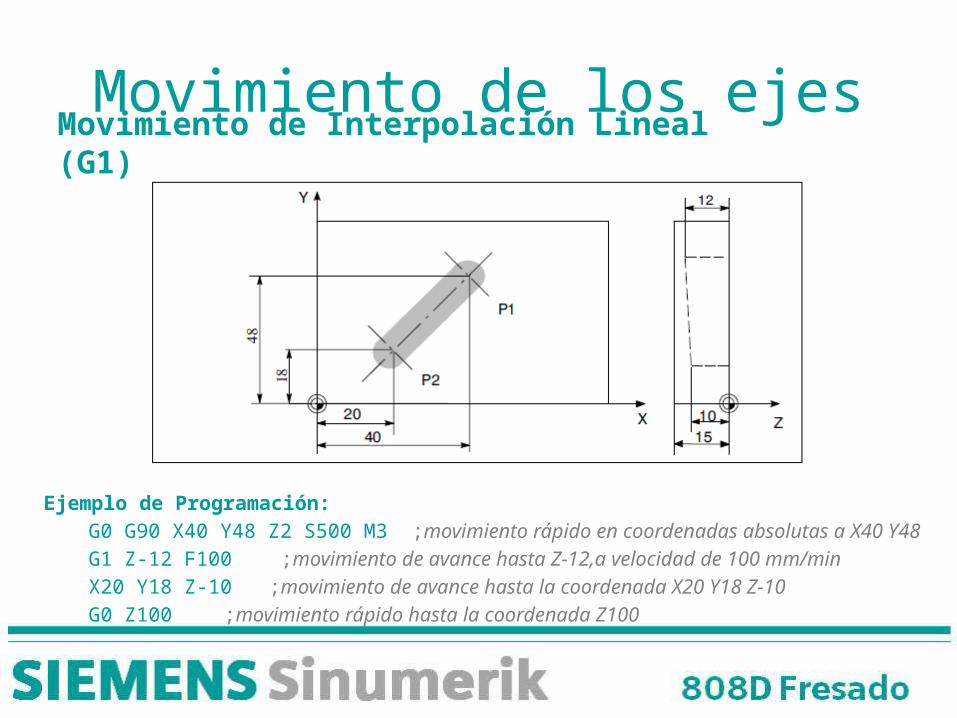
Movimiento de los ejesMovimiento de Interpolación Lineal (G1)
Ejemplo de Programación:G0 G90 X40 Y48 Z2 S500 M3 ;movimiento rápido en coordenadas absolutas a X40 Y48G1 Z-12 F100 ;movimiento de avance hasta Z-12,a velocidad de 100 mm/minX20 Y18 Z-10 ;movimiento de avance hasta la coordenada X20 Y18 Z-10G0 Z100 ;movimiento rápido hasta la coordenada Z100
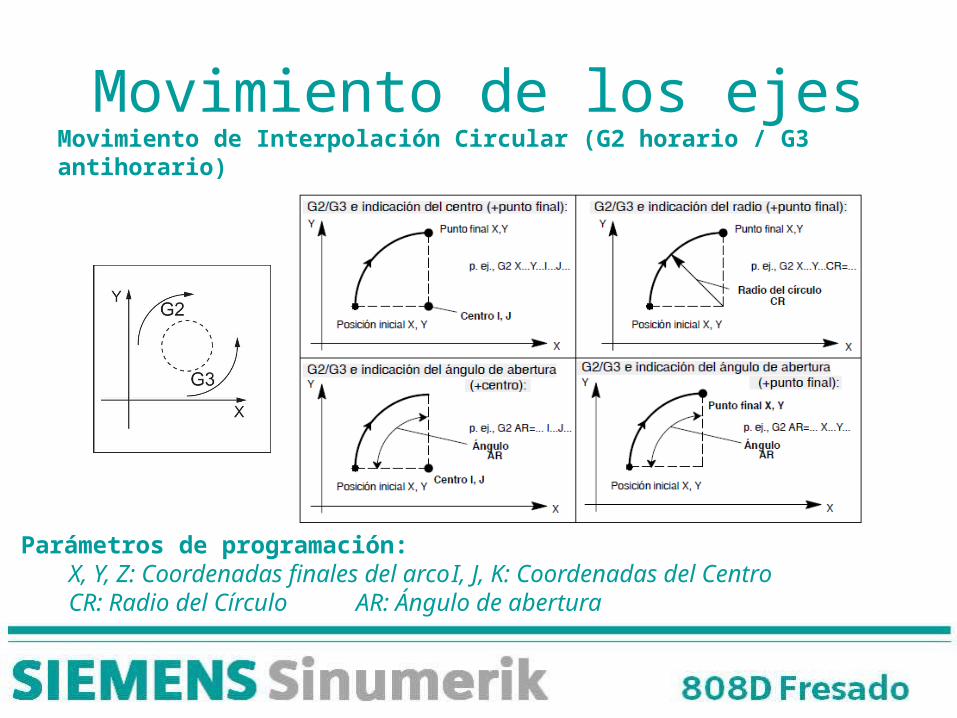
Movimiento de los ejesMovimiento de Interpolación Circular (G2 horario / G3 antihorario)
Parámetros de programación:X, Y, Z: Coordenadas finales del arco I, J, K: Coordenadas del CentroCR: Radio del Círculo AR: Ángulo de abertura
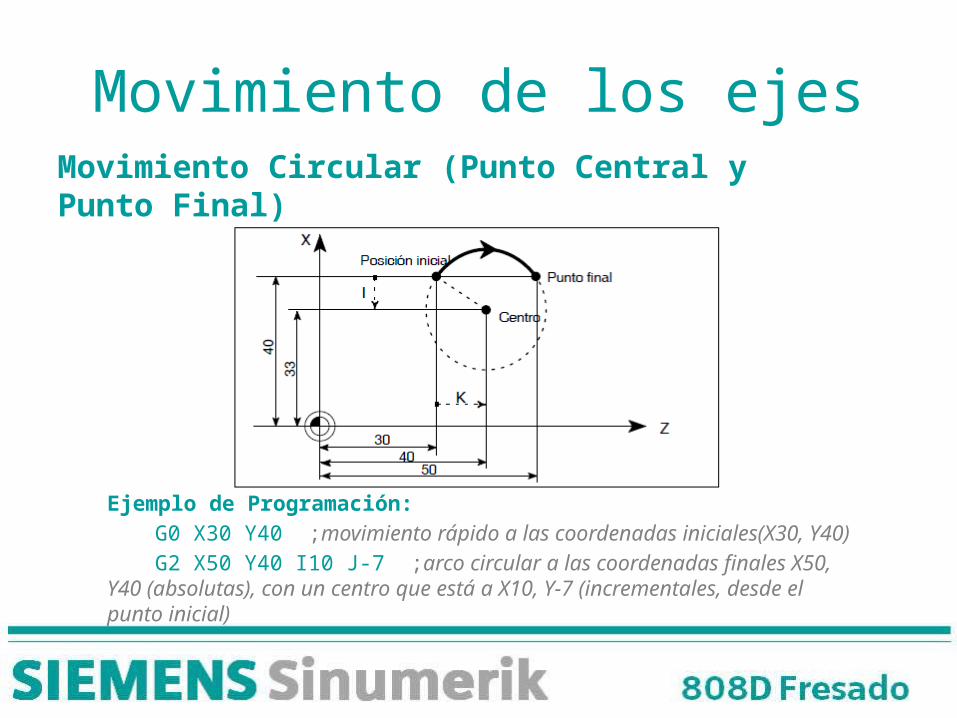
Movimiento de los ejesMovimiento Circular (Punto Central y Punto Final)
Ejemplo de Programación:G0 X30 Y40 ;movimiento rápido a las coordenadas iniciales(X30, Y40)G2 X50 Y40 I10 J-7 ;arco circular a las coordenadas finales X50, Y40
(absolutas), con un centro que está a X10, Y-7 (incrementales, desde el punto inicial)
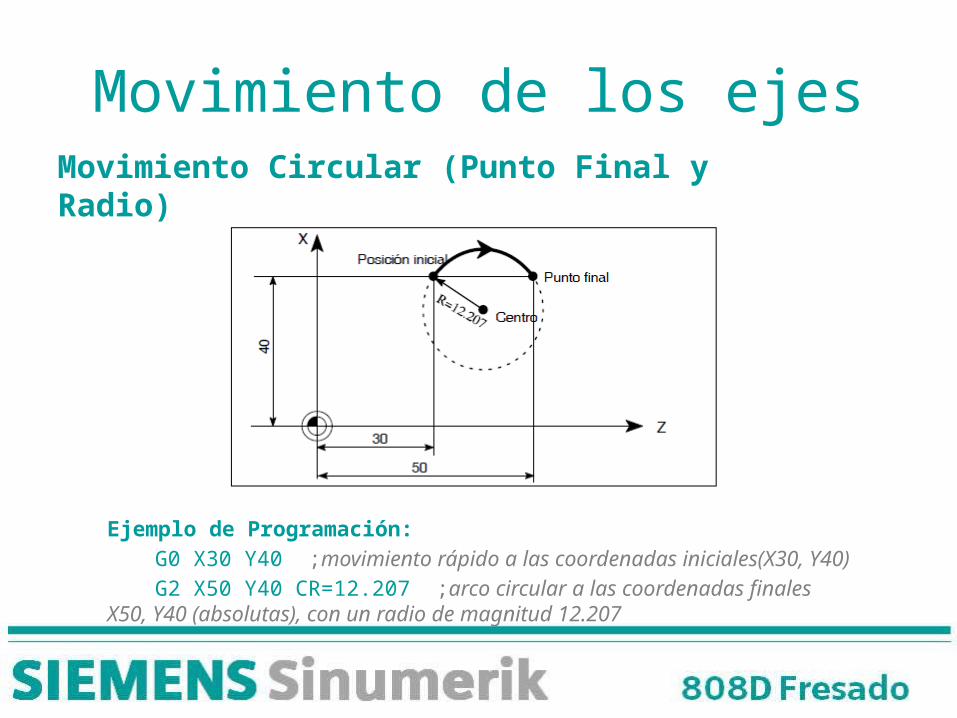
Movimiento de los ejesMovimiento Circular (Punto Final y Radio)
Ejemplo de Programación:G0 X30 Y40 ;movimiento rápido a las coordenadas iniciales(X30, Y40)G2 X50 Y40 CR=12.207 ;arco circular a las coordenadas finales X50, Y40
(absolutas), con un radio de magnitud 12.207
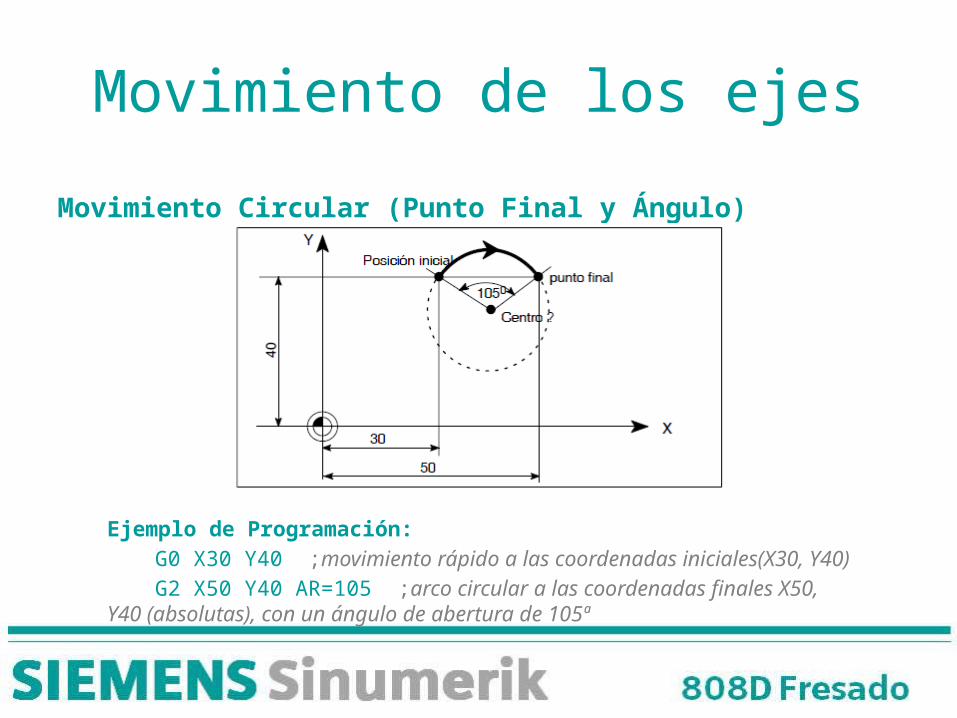
Movimiento de los ejesMovimiento Circular (Punto Final y Ángulo)
Ejemplo de Programación:G0 X30 Y40 ;movimiento rápido a las coordenadas iniciales(X30, Y40)G2 X50 Y40 AR=105 ;arco circular a las coordenadas finales X50, Y40
(absolutas), con un ángulo de abertura de 105ª
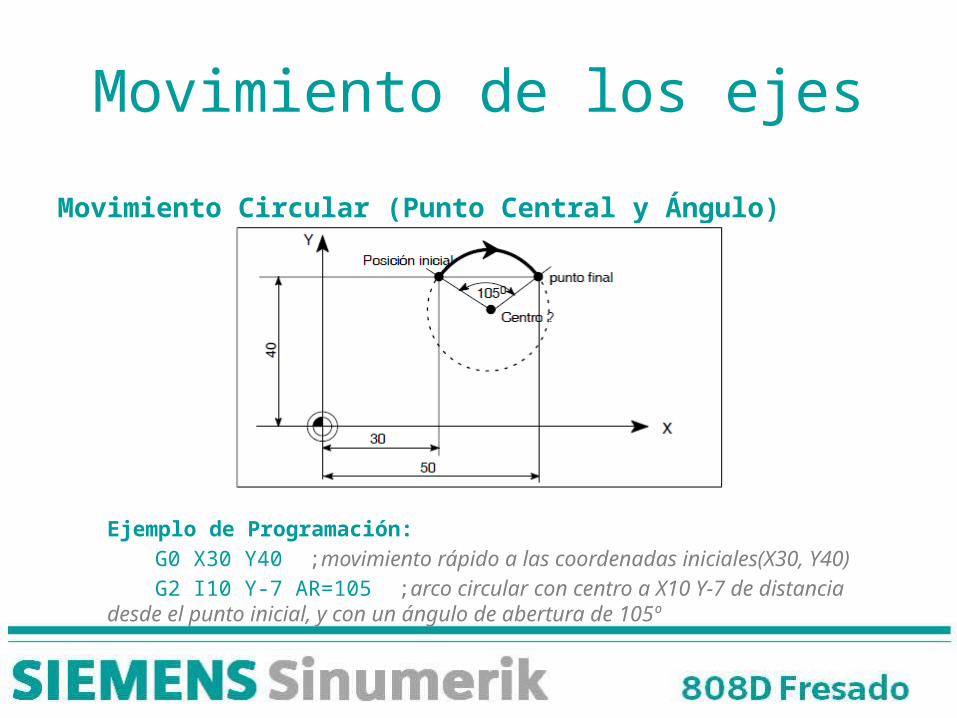
Movimiento de los ejesMovimiento Circular (Punto Central y Ángulo)
Ejemplo de Programación:G0 X30 Y40 ;movimiento rápido a las coordenadas iniciales(X30, Y40)G2 I10 Y-7 AR=105 ;arco circular con centro a X10 Y-7 de distancia desde el
punto inicial, y con un ángulo de abertura de 105º

Giro del HusilloVelocidad del Husillo (S) y sentidos de giro
M3 M4
M5: Detener el husilloS: Indica la velocidad del husillo en RPMEjemplo: S1500 M3 ;indica encendido del husillo sentido horario, a 1500 RPM
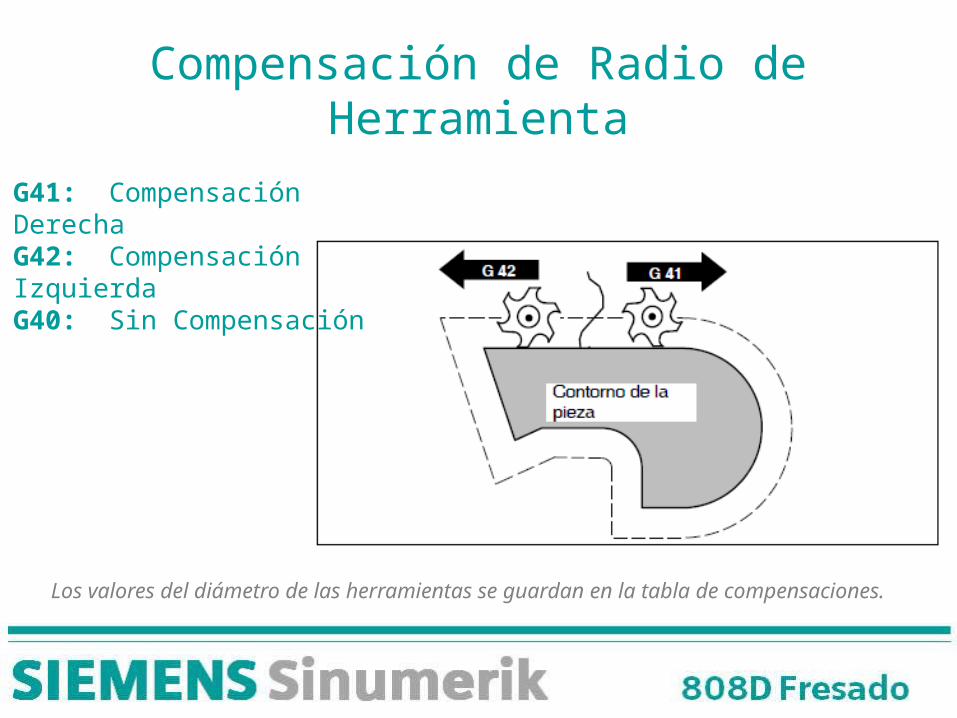
Compensación de Radio de Herramienta
G41: Compensación DerechaG42: Compensación IzquierdaG40: Sin Compensación
Los valores del diámetro de las herramientas se guardan en la tabla de compensaciones.
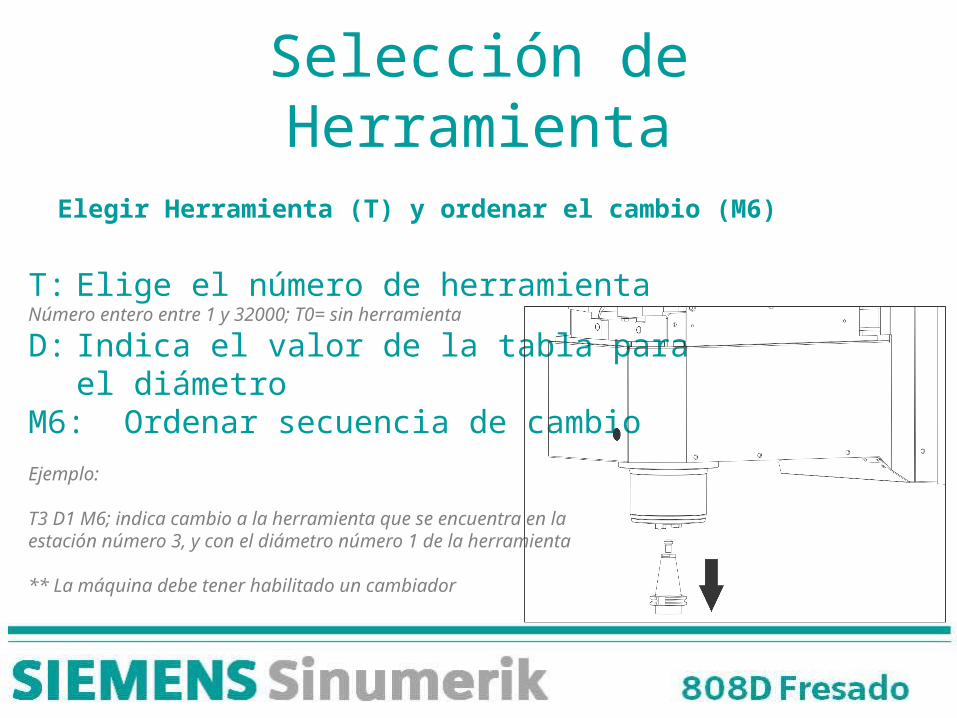
Selección de HerramientaElegir Herramienta (T) y ordenar el cambio (M6)
T: Elige el número de herramientaNúmero entero entre 1 y 32000; T0= sin herramienta
D: Indica el valor de la tabla parael diámetro
M6: Ordenar secuencia de cambioEjemplo:
T3 D1 M6; indica cambio a la herramienta que se encuentra en laestación número 3, y con el diámetro número 1 de la herramienta
** La máquina debe tener habilitado un cambiador
PROGRAMACIÓNMODO DE
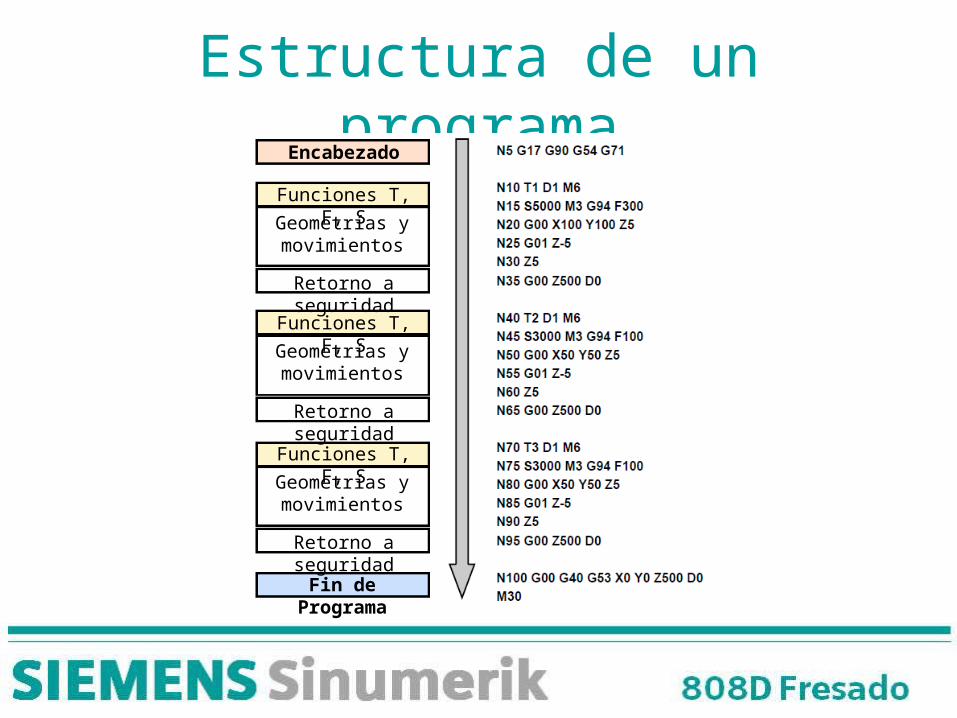
Estructura de un programaEncabezado
Funciones T, F, SGeometrías y movimientos
Retorno a seguridad
Funciones T, F, SGeometrías y movimientos
Retorno a seguridad
Funciones T, F, SGeometrías y movimientos
Retorno a seguridad
Fin de Programa

Crear un ProgramaPaso 1: Entrar en el PROGRAM MANAGER
Paso 2: Seleccionar la ubicación deseada
Paso 3: Elegir programa NUEVO
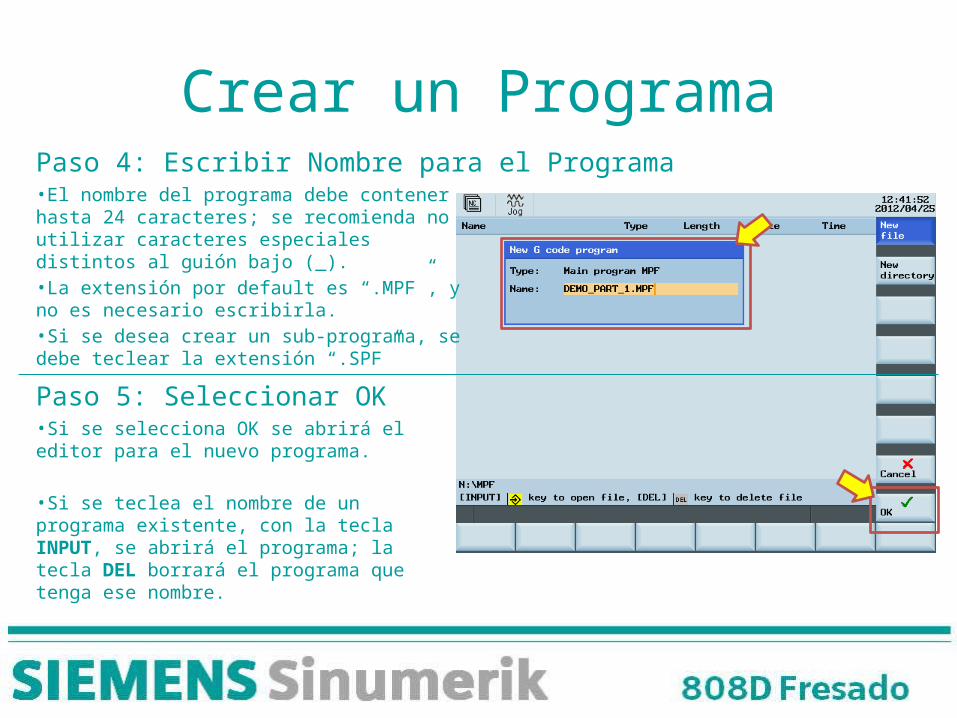
Crear un ProgramaPaso 4: Escribir Nombre para el Programa
Paso 5: Seleccionar OK
•El nombre del programa debe contener hasta 24 caracteres; se recomienda no utilizar caracteres especiales distintos al guión bajo (_).•La extensión por default es “.MPF”, y no es necesario escribirla.•Si se desea crear un sub-programa, se debe teclear la extensión “.SPF”
•Si se selecciona OK se abrirá el editor para el nuevo programa.
•Si se teclea el nombre de un programa existente, con la tecla INPUT, se abrirá el programa; la tecla DEL borrará el programa que tenga ese nombre.
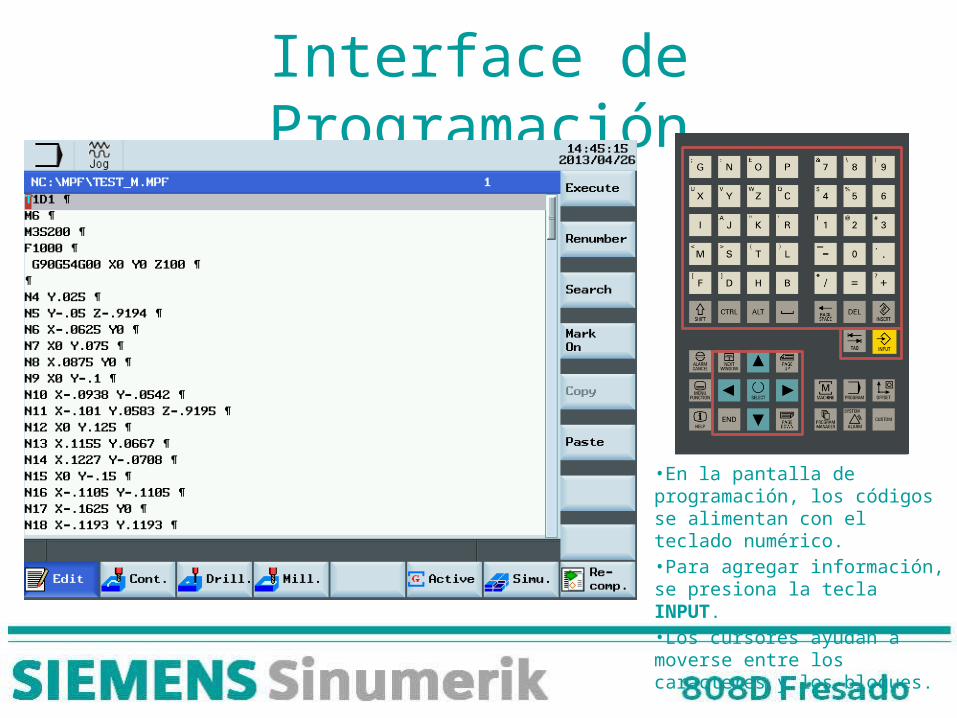
Interface de Programación
•En la pantalla de programación, los códigos se alimentan con el teclado numérico.•Para agregar información, se presiona la tecla INPUT.•Los cursores ayudan a moverse entre los caracteres y los bloques.
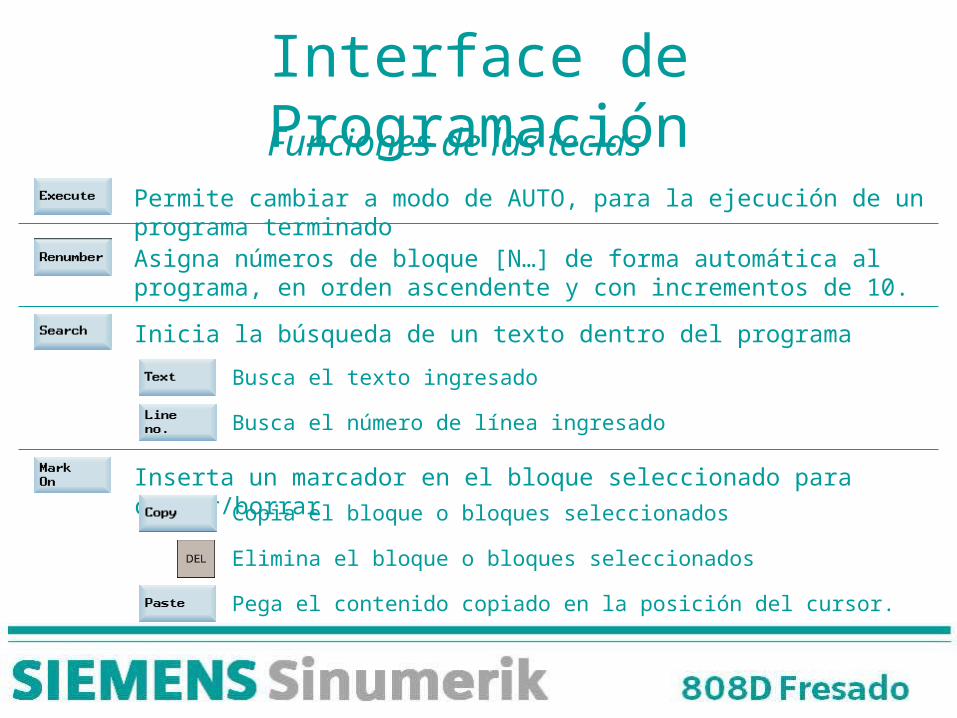
Interface de ProgramaciónPermite cambiar a modo de AUTO, para la ejecución de un programa terminado
Funciones de las teclas
Asigna números de bloque [N…] de forma automática al programa, en orden ascendente y con incrementos de 10.
Inicia la búsqueda de un texto dentro del programa
Busca el texto ingresado
Busca el número de línea ingresado
Inserta un marcador en el bloque seleccionado para copiar/borrarCopia el bloque o bloques seleccionados
Elimina el bloque o bloques seleccionados
Pega el contenido copiado en la posición del cursor.
PIEZA Y HERRAMIENTASAJUSTES DE
Herramientas• Para lograr las operaciones de Fresado existen varias marcas, tipos,
tamaños y propiedades de herramientas.• Es recomendable elegir las herramientas en función de las piezas que se
deseen fabricar• Hay que tomar en cuenta las capacidades del equipo (potencia de los ejes,
potencia del husillo, torque disponible, etc.) antes de realizar una inversión: una herramienta de la más alta tecnología no siempre es la herramienta más adecuada para trabajar.
• Se recomienda acudir a un especialista en herramientas para que nos ayude a elegir el tipo de herramienta y recubrimiento más adecuados para trabajar con algún material o forma.
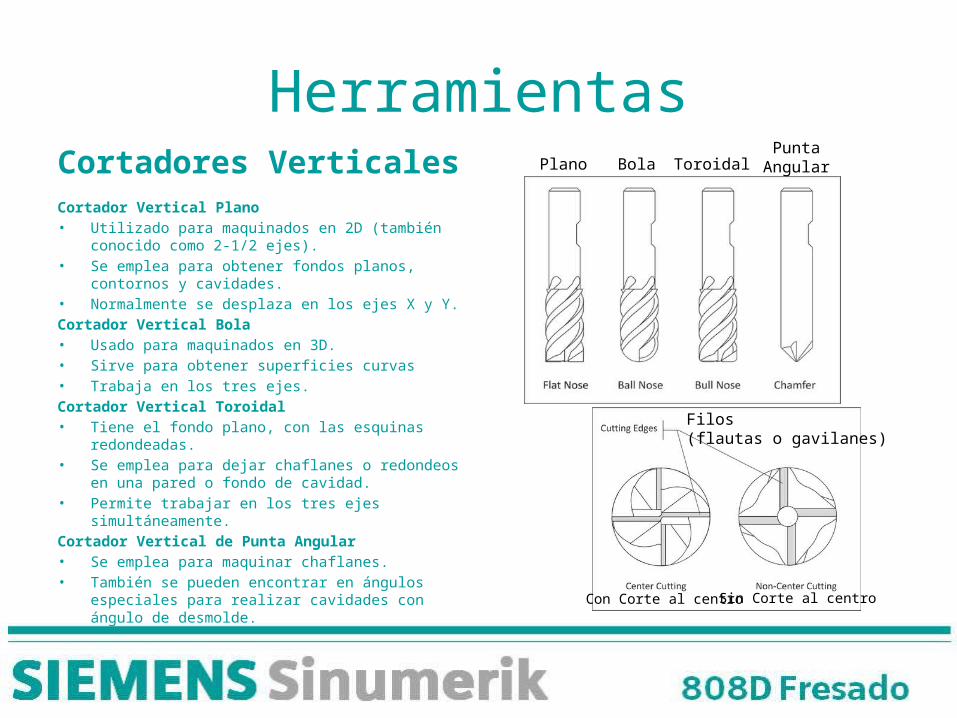
HerramientasCortadores VerticalesCortador Vertical Plano• Utilizado para maquinados en 2D (también conocido
como 2-1/2 ejes).• Se emplea para obtener fondos planos, contornos y
cavidades.• Normalmente se desplaza en los ejes X y Y.Cortador Vertical Bola• Usado para maquinados en 3D.• Sirve para obtener superficies curvas• Trabaja en los tres ejes.Cortador Vertical Toroidal• Tiene el fondo plano, con las esquinas redondeadas.• Se emplea para dejar chaflanes o redondeos en una
pared o fondo de cavidad.• Permite trabajar en los tres ejes simultáneamente.Cortador Vertical de Punta Angular• Se emplea para maquinar chaflanes.• También se pueden encontrar en ángulos especiales
para realizar cavidades con ángulo de desmolde.
Plano Bola ToroidalPunta
Angular
Filos(flautas o gavilanes)
Con Corte al centro Sin Corte al centro
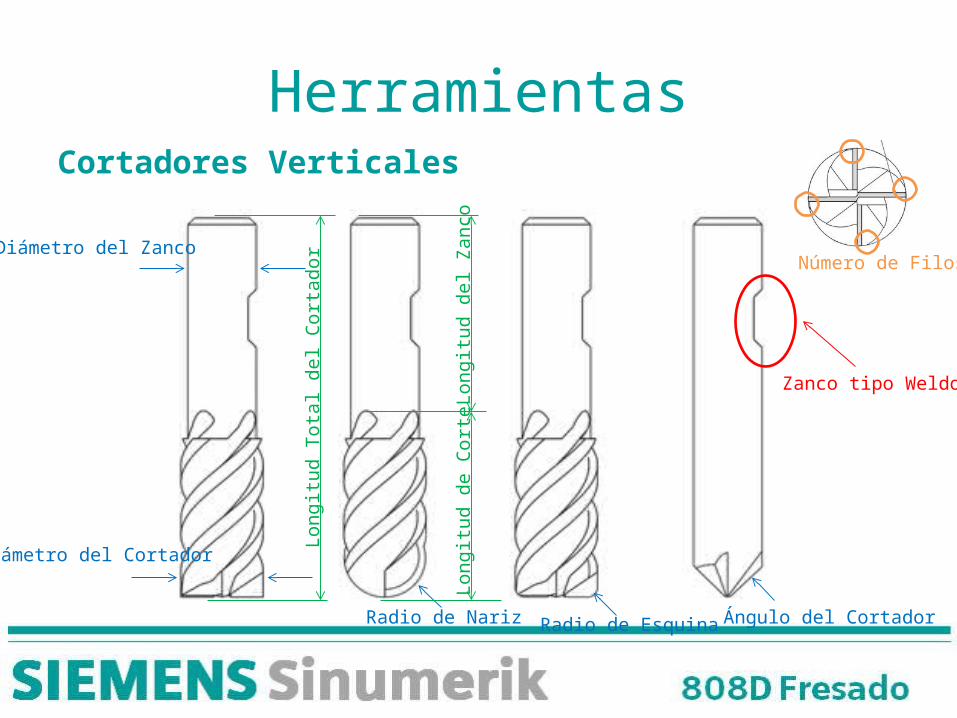
HerramientasCortadores Verticales
Diámetro del Zanco
Diámetro del Cortador
Radio de Nariz Radio de Esquina Ángulo del Cortador
Zanco tipo Weldon
Long
itud
Tota
l del
Cor
tado
r
Long
itud
del Z
anco
Long
itud
de C
orte
Número de Filos

HerramientasHerramientas de InsertosVENTAJAS• Sus insertos son intercambiables, lo que a largo
plazo disminuye el costo de reposición de la herramienta.
• Se pueden emplear distintos sustratos (material del inserto) o recubrimientos en una misma herramienta.
• Se disminuyen los tiempos de ajuste de máquina al intercambiar solamente el inserto.
• Pueden obtenerse en formas y tamaños personalizados.
DESVENTAJAS• La inversión inicial de la herramienta es alta.• No se les encuentra en tamaños pequeños
debido a que requieren cuerpo para sujeción.
Inserto de Carburo
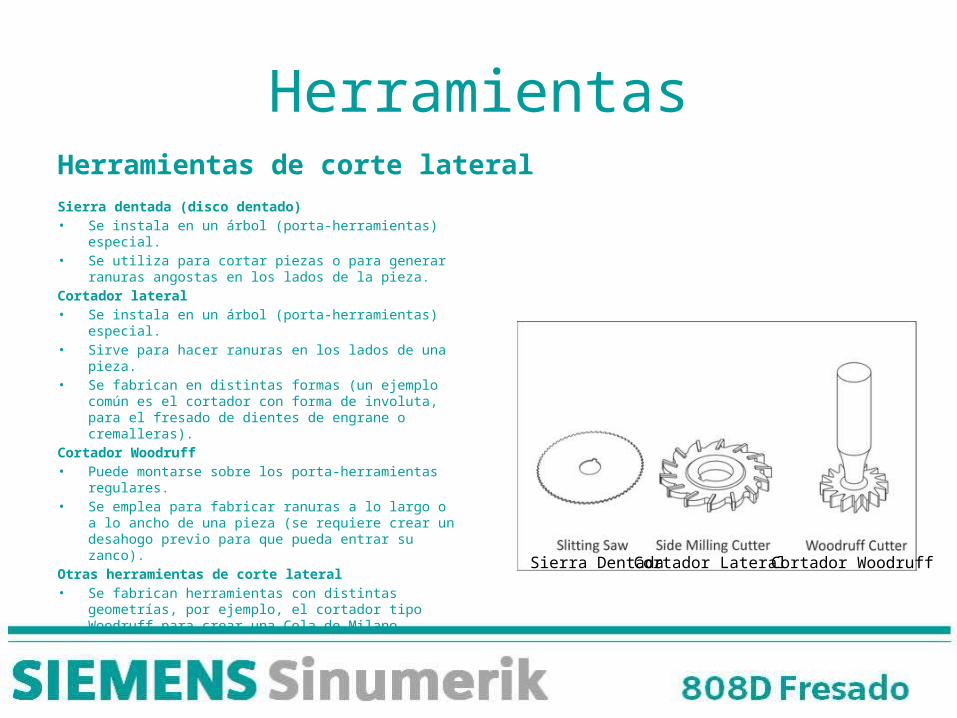
HerramientasHerramientas de corte lateralSierra dentada (disco dentado)• Se instala en un árbol (porta-herramientas) especial.• Se utiliza para cortar piezas o para generar ranuras
angostas en los lados de la pieza.Cortador lateral• Se instala en un árbol (porta-herramientas) especial.• Sirve para hacer ranuras en los lados de una pieza.• Se fabrican en distintas formas (un ejemplo común es el
cortador con forma de involuta, para el fresado de dientes de engrane o cremalleras).
Cortador Woodruff• Puede montarse sobre los porta-herramientas regulares.• Se emplea para fabricar ranuras a lo largo o a lo ancho
de una pieza (se requiere crear un desahogo previo para que pueda entrar su zanco).
Otras herramientas de corte lateral• Se fabrican herramientas con distintas geometrías, por
ejemplo, el cortador tipo Woodruff para crear una Cola de Milano
Sierra Dentada Cortador Lateral Cortador Woodruff
Broca Helicoidal (conocida como Broca)
Ángulo de Punta
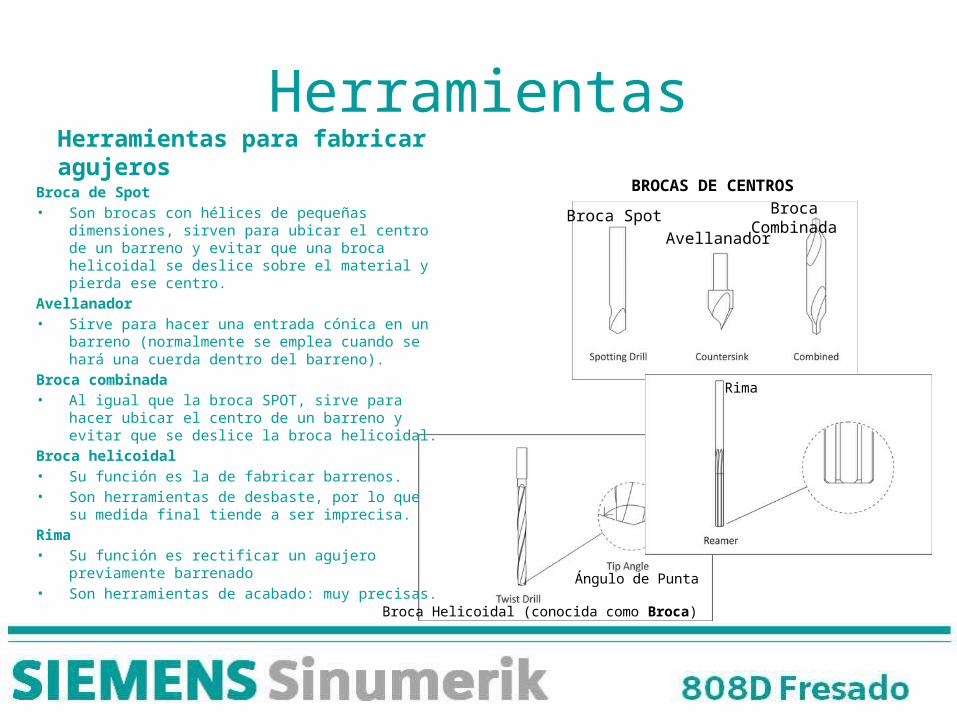
HerramientasHerramientas para fabricar agujeros
Broca de Spot• Son brocas con hélices de pequeñas dimensiones, sirven
para ubicar el centro de un barreno y evitar que una broca helicoidal se deslice sobre el material y pierda ese centro.
Avellanador• Sirve para hacer una entrada cónica en un barreno
(normalmente se emplea cuando se hará una cuerda dentro del barreno).
Broca combinada• Al igual que la broca SPOT, sirve para hacer ubicar el
centro de un barreno y evitar que se deslice la broca helicoidal.
Broca helicoidal• Su función es la de fabricar barrenos.• Son herramientas de desbaste, por lo que su medida
final tiende a ser imprecisa.Rima• Su función es rectificar un agujero previamente
barrenado• Son herramientas de acabado: muy precisas.
Broca SpotAvellanador
Broca CombinadaBROCAS DE CENTROS
Rima
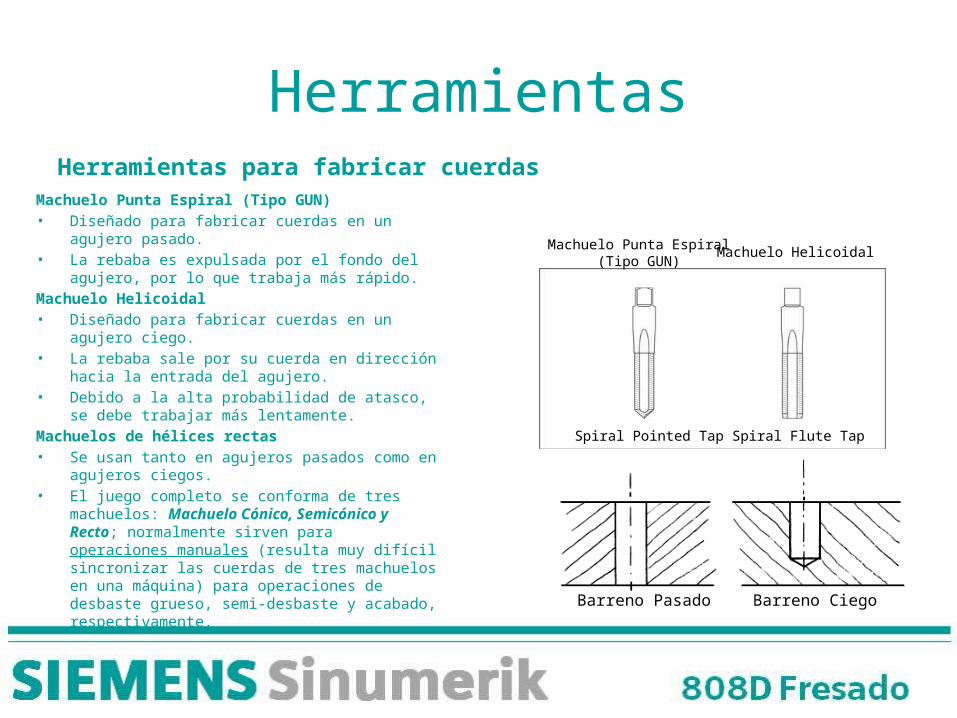
HerramientasHerramientas para fabricar cuerdas
Machuelo Punta Espiral (Tipo GUN)• Diseñado para fabricar cuerdas en un agujero pasado.• La rebaba es expulsada por el fondo del agujero, por lo
que trabaja más rápido.Machuelo Helicoidal• Diseñado para fabricar cuerdas en un agujero ciego.• La rebaba sale por su cuerda en dirección hacia la
entrada del agujero.• Debido a la alta probabilidad de atasco, se debe trabajar
más lentamente.Machuelos de hélices rectas• Se usan tanto en agujeros pasados como en agujeros
ciegos.• El juego completo se conforma de tres machuelos:
Machuelo Cónico, Semicónico y Recto; normalmente sirven para operaciones manuales (resulta muy difícil sincronizar las cuerdas de tres machuelos en una máquina) para operaciones de desbaste grueso, semi-desbaste y acabado, respectivamente.
Barreno Pasado Barreno Ciego
Spiral Pointed Tap Spiral Flute Tap
Machuelo Punta Espiral(Tipo GUN)
Machuelo Helicoidal
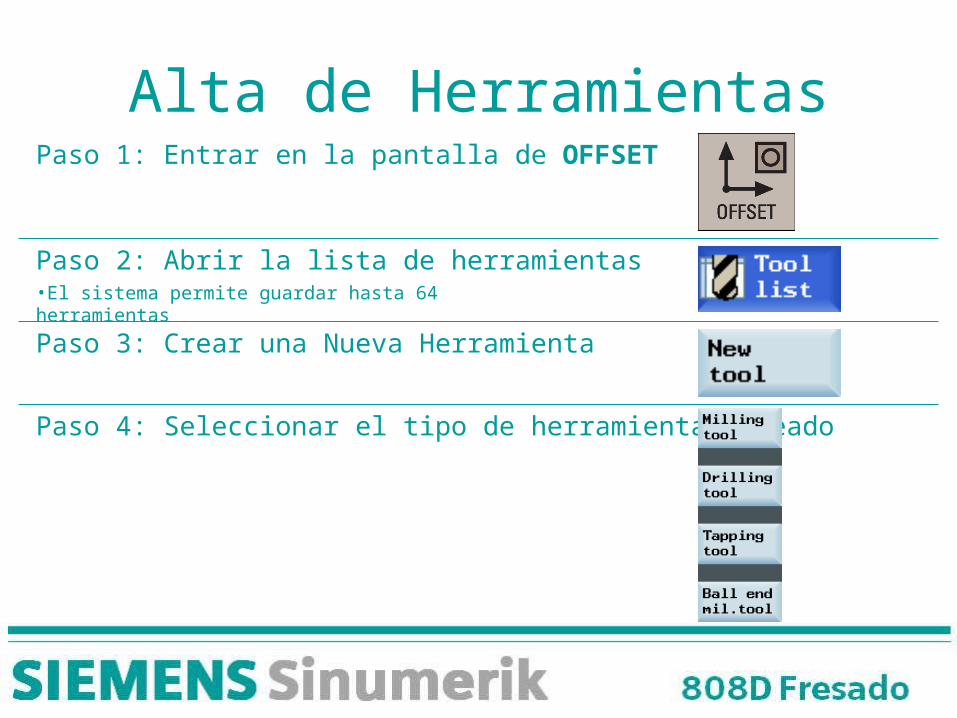
Alta de HerramientasPaso 1: Entrar en la pantalla de OFFSET
Paso 2: Abrir la lista de herramientas•El sistema permite guardar hasta 64 herramientas
Paso 3: Crear una Nueva Herramienta
Paso 4: Seleccionar el tipo de herramienta deseado
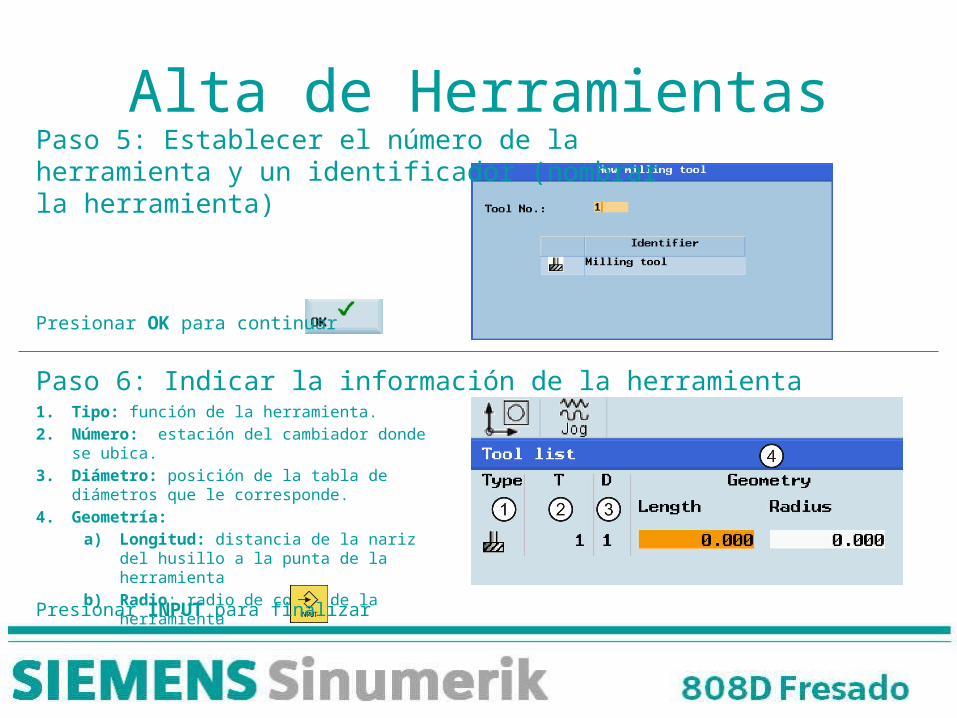
Alta de HerramientasPaso 5: Establecer el número de la herramienta y un identificador (nombrar la herramienta)
Paso 6: Indicar la información de la herramienta
Presionar OK para continuar
1. Tipo: función de la herramienta.2. Número: estación del cambiador donde se ubica.3. Diámetro: posición de la tabla de diámetros que le
corresponde.4. Geometría:
a) Longitud: distancia de la nariz del husillo a la punta de la herramienta
b) Radio: radio de corte de la herramienta
Presionar INPUT para finalizar
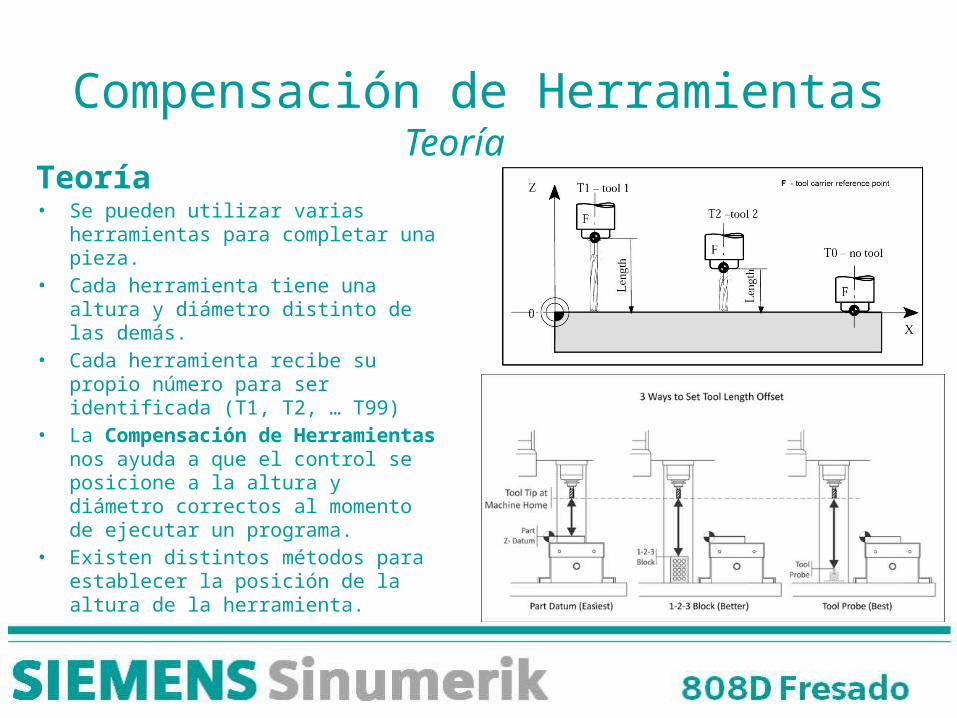
Compensación de HerramientasTeoría• Se pueden utilizar varias herramientas
para completar una pieza.• Cada herramienta tiene una altura y
diámetro distinto de las demás.• Cada herramienta recibe su propio
número para ser identificada (T1, T2, … T99)
• La Compensación de Herramientas nos ayuda a que el control se posicione a la altura y diámetro correctos al momento de ejecutar un programa.
• Existen distintos métodos para establecer la posición de la altura de la herramienta.
Teoría
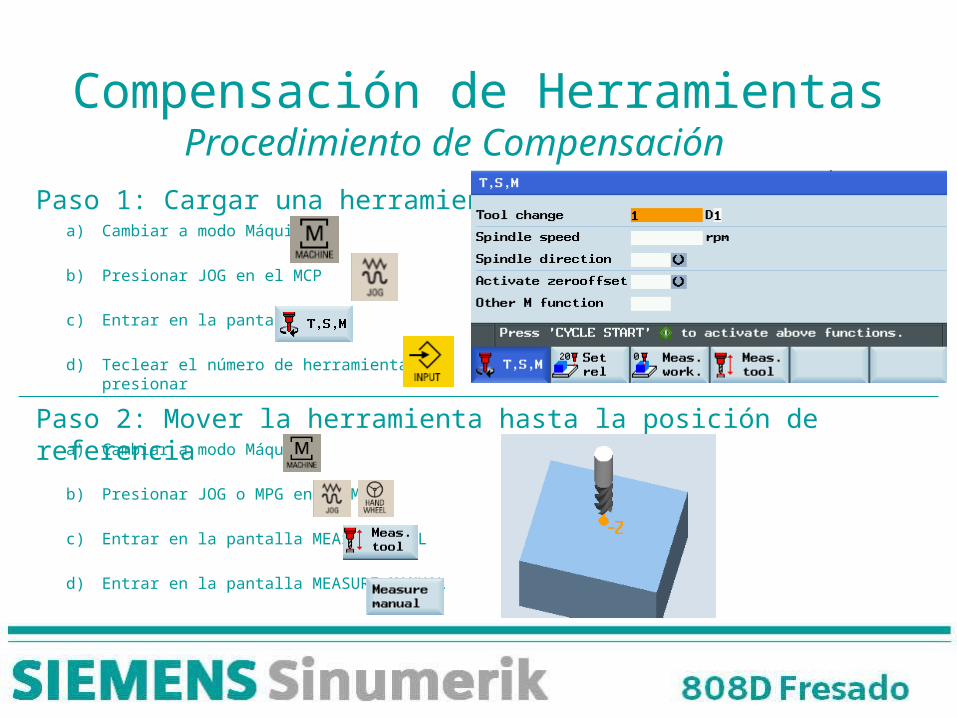
a) Cambiar a modo Máquina
b) Presionar JOG en el MCP
c) Entrar en la pantalla TSM
d) Teclear el número de herramienta y presionar
Compensación de HerramientasProcedimiento de Compensación
Paso 1: Cargar una herramienta
Paso 2: Mover la herramienta hasta la posición de referenciaa) Cambiar a modo Máquina
b) Presionar JOG o MPG en el MCP
c) Entrar en la pantalla MEASURE TOOL
d) Entrar en la pantalla MEASURE MANUAL
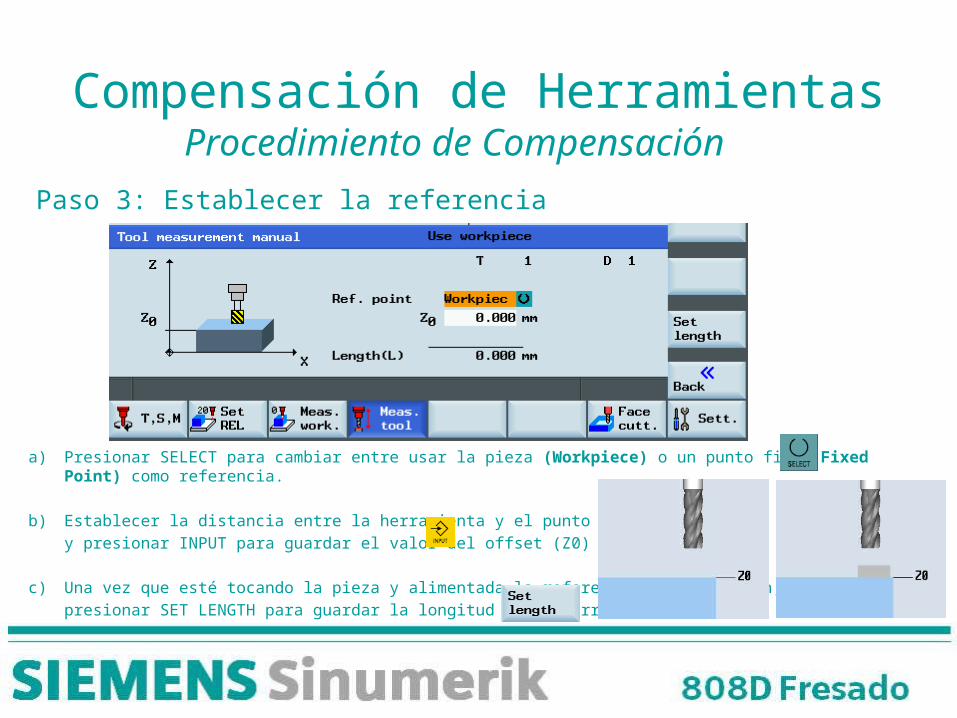
Compensación de HerramientasProcedimiento de Compensación
Paso 3: Establecer la referencia
a) Presionar SELECT para cambiar entre usar la pieza (Workpiece) o un punto fijo (Fixed Point) como referencia.
b) Establecer la distancia entre la herramienta y el punto de referenciay presionar INPUT para guardar el valor del offset (Z0)
c) Una vez que esté tocando la pieza y alimentada la referencia y la posición,presionar SET LENGTH para guardar la longitud de la herramienta
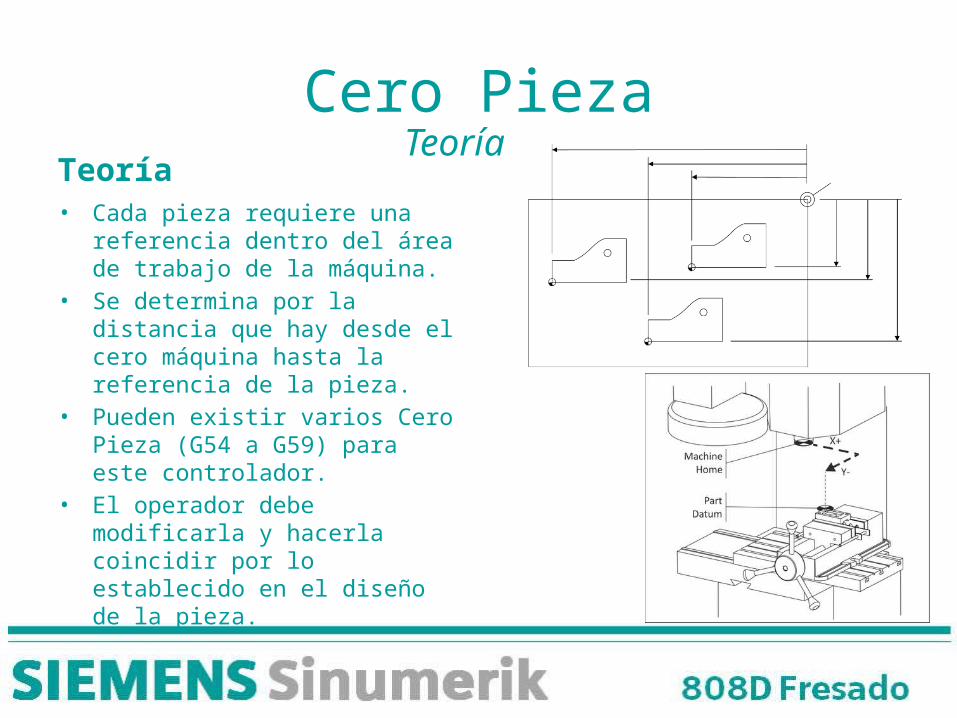
Cero PiezaTeoría• Cada pieza requiere una referencia
dentro del área de trabajo de la máquina.
• Se determina por la distancia que hay desde el cero máquina hasta la referencia de la pieza.
• Pueden existir varios Cero Pieza (G54 a G59) para este controlador.
• El operador debe modificarla y hacerla coincidir por lo establecido en el diseño de la pieza.
Teoría
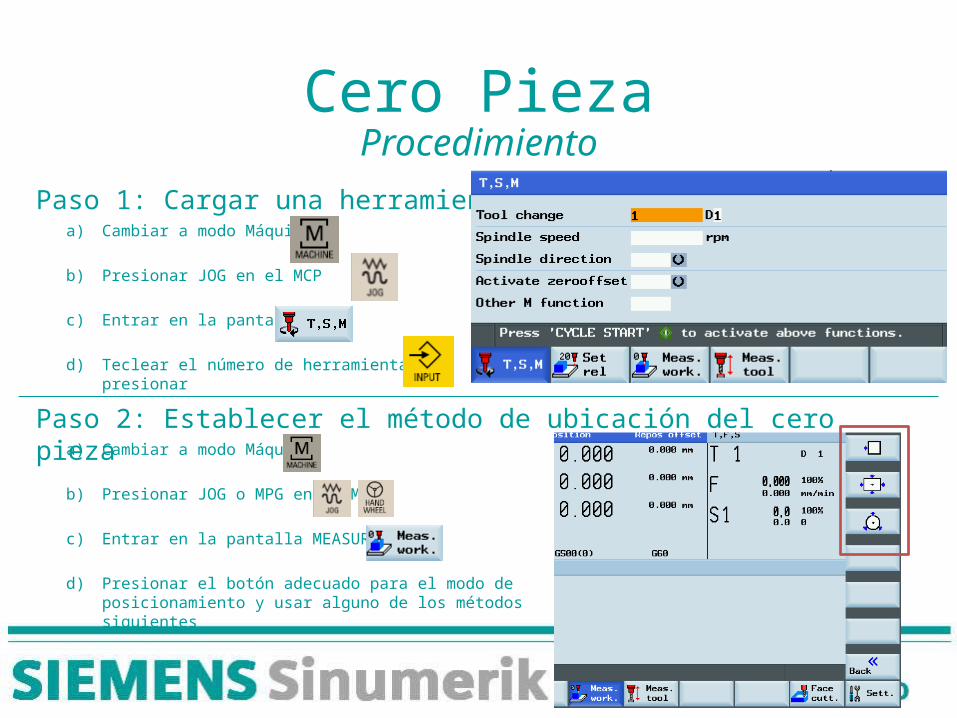
Cero PiezaProcedimiento
a) Cambiar a modo Máquina
b) Presionar JOG en el MCP
c) Entrar en la pantalla TSM
d) Teclear el número de herramienta y presionar
Paso 1: Cargar una herramienta
Paso 2: Establecer el método de ubicación del cero piezaa) Cambiar a modo Máquina
b) Presionar JOG o MPG en el MCP
c) Entrar en la pantalla MEASURE TOOL
d) Presionar el botón adecuado para el modo de posicionamiento y usar alguno de los métodos siguientes
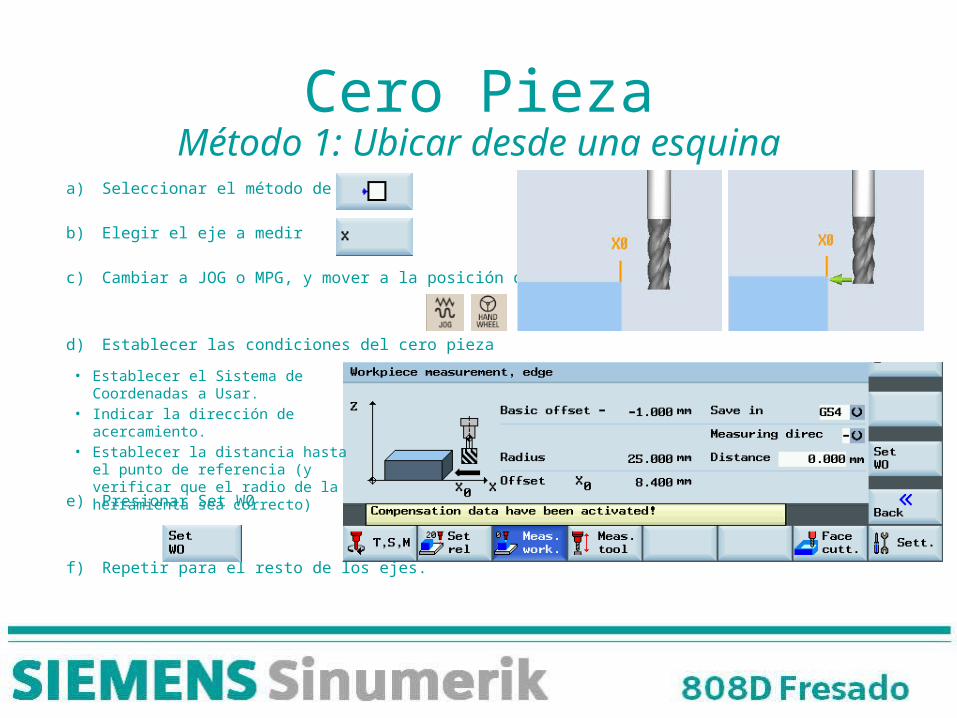
Cero PiezaMétodo 1: Ubicar desde una esquina
a) Seleccionar el método de esquina
b) Elegir el eje a medir
c) Cambiar a JOG o MPG, y mover a la posición de acercamiento
d) Establecer las condiciones del cero pieza
e) Presionar Set W0
f) Repetir para el resto de los ejes.
• Establecer el Sistema de Coordenadas a Usar.
• Indicar la dirección de acercamiento.• Establecer la distancia hasta el punto de
referencia (y verificar que el radio de la herramienta sea correcto)
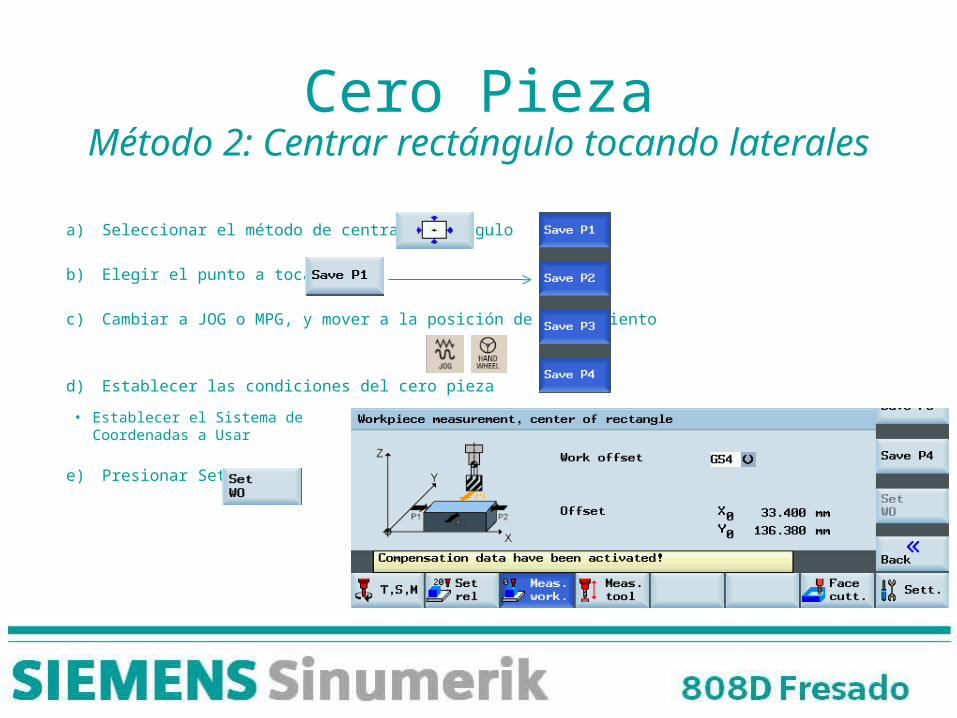
Cero PiezaMétodo 2: Centrar rectángulo tocando laterales
a) Seleccionar el método de centrar rectángulo
b) Elegir el punto a tocar
c) Cambiar a JOG o MPG, y mover a la posición de acercamiento
d) Establecer las condiciones del cero pieza
e) Presionar Set W0
• Establecer el Sistema de Coordenadas a Usar
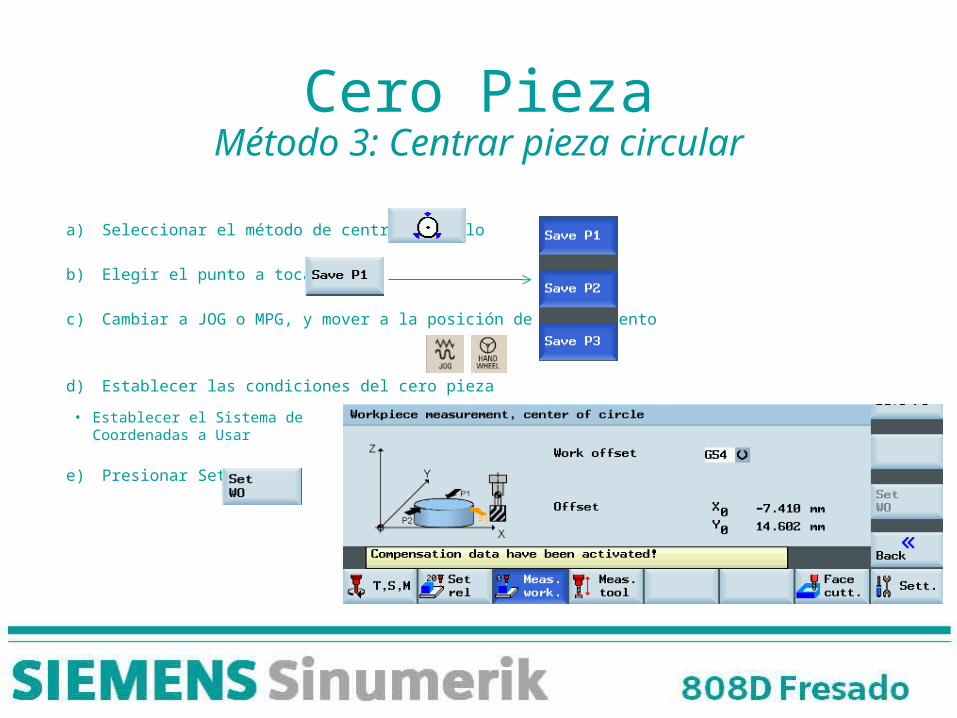
Cero PiezaMétodo 3: Centrar pieza circular
a) Seleccionar el método de centrar círculo
b) Elegir el punto a tocar
c) Cambiar a JOG o MPG, y mover a la posición de acercamiento
d) Establecer las condiciones del cero pieza
e) Presionar Set W0
• Establecer el Sistema de Coordenadas a Usar
SIMULACIÓN DE PROGRAMA
MODO DE
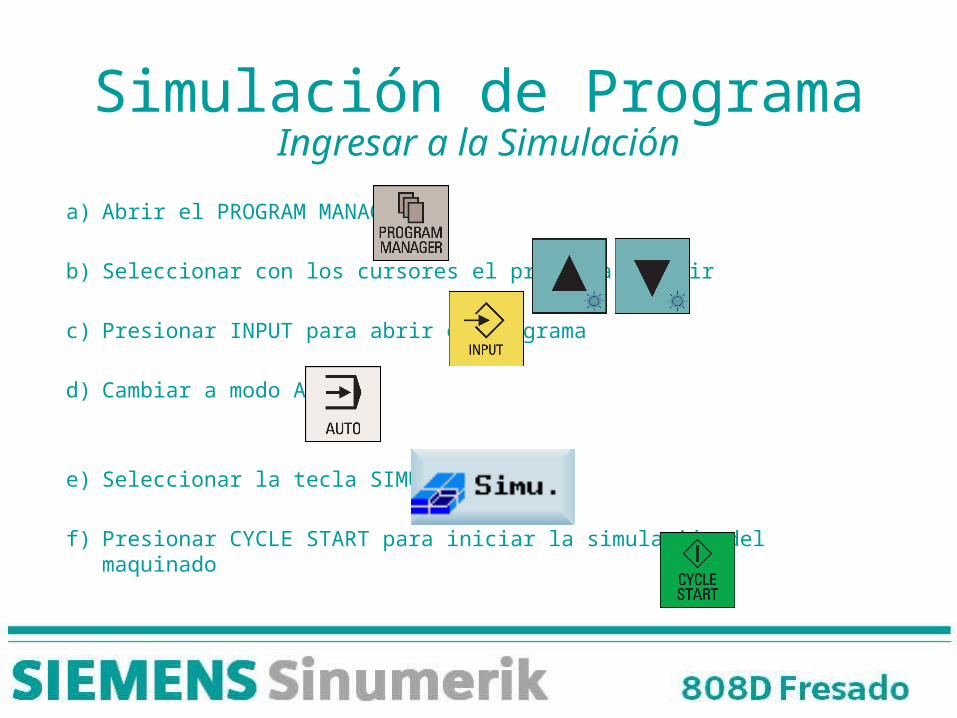
Simulación de Programaa) Abrir el PROGRAM MANAGER
b) Seleccionar con los cursores el programa a abrir
c) Presionar INPUT para abrir el programa
d) Cambiar a modo AUTO
e) Seleccionar la tecla SIMULATION
f) Presionar CYCLE START para iniciar la simulación del maquinado
Ingresar a la Simulación
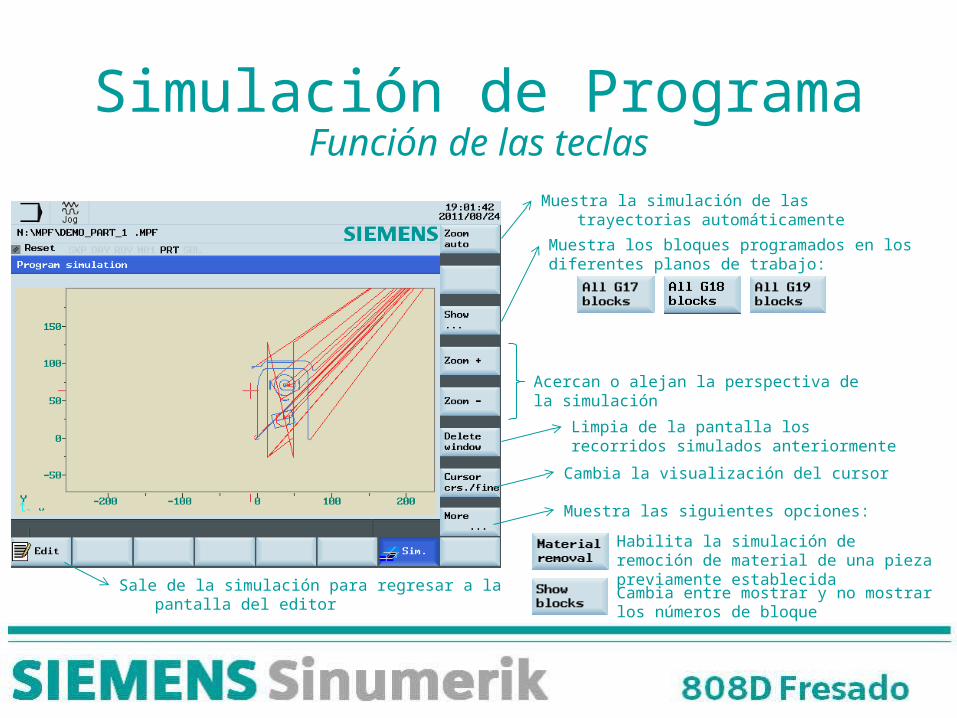
Simulación de ProgramaFunción de las teclas
Muestra la simulación de las trayectorias automáticamente
Muestra los bloques programados en los diferentes planos de trabajo:
Acercan o alejan la perspectiva de la simulación
Limpia de la pantalla los recorridos simulados anteriormente
Cambia la visualización del cursor
Sale de la simulación para regresar a la pantalla del editor
Muestra las siguientes opciones:
Habilita la simulación de remoción de material de una pieza previamente establecida
Cambia entre mostrar y no mostrar los números de bloque

OPERACIÓN AUTOMÁTICAMODO DE
Modo AUTOMÁTICO• En el modo AUTOMÁTICO se pueden ejecutar
las piezas previamente programadas.REQUISITOS DEL MODO AUTOMÁTICO:– Que se haya enviado la máquina a referencia.– El programa a ejecutar esté guardado y cargado.– El Cero Pieza se haya ubicado y guardado.– Se hayan compensado las herramientas a
utilizarse.
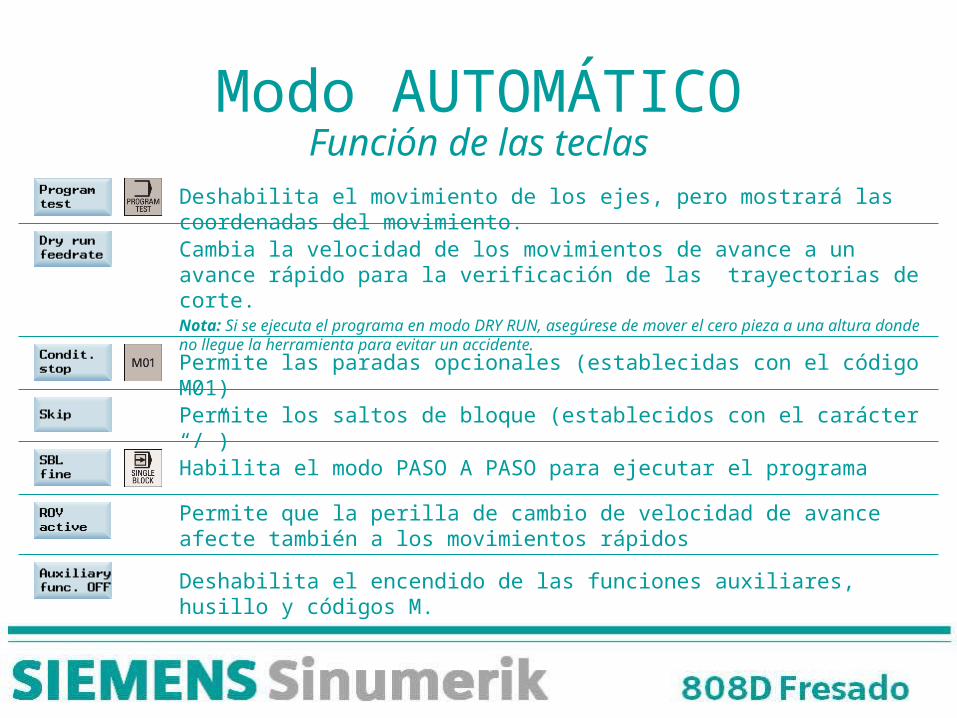
Modo AUTOMÁTICOFunción de las teclas
Deshabilita el movimiento de los ejes, pero mostrará las coordenadas del movimiento.
Cambia la velocidad de los movimientos de avance a un avance rápido para la verificación de las trayectorias de corte.Nota: Si se ejecuta el programa en modo DRY RUN, asegúrese de mover el cero pieza a una altura donde no llegue la herramienta para evitar un accidente.
Permite las paradas opcionales (establecidas con el código M01)
Permite los saltos de bloque (establecidos con el carácter “/”)
Habilita el modo PASO A PASO para ejecutar el programa
Permite que la perilla de cambio de velocidad de avance afecte también a los movimientos rápidos
Deshabilita el encendido de las funciones auxiliares, husillo y códigos M.
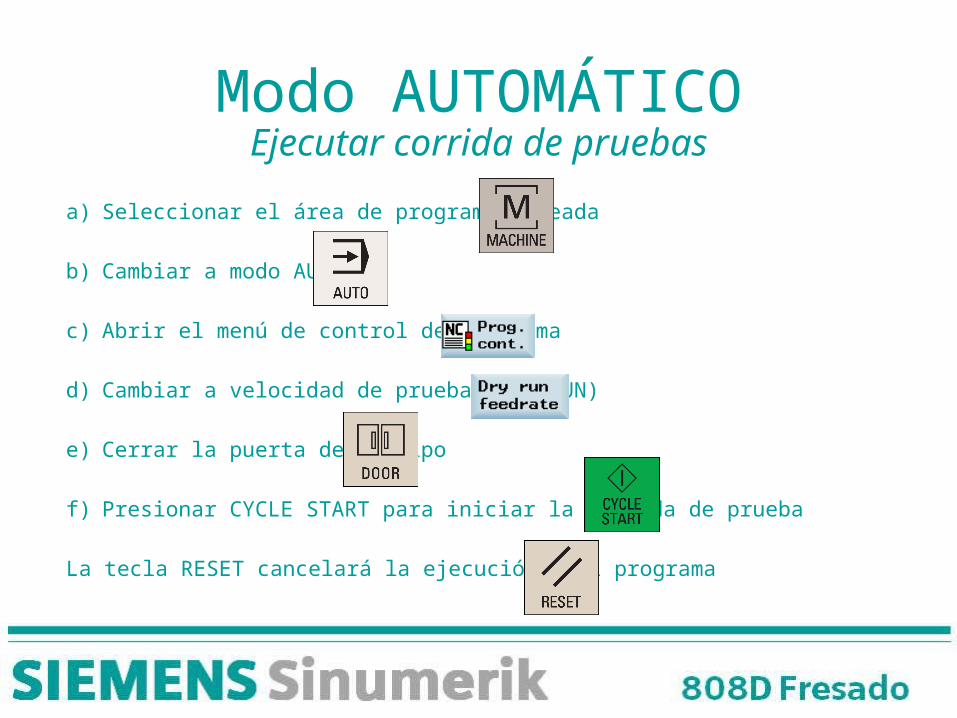
Modo AUTOMÁTICOEjecutar corrida de pruebas
a) Seleccionar el área de programa deseada
b) Cambiar a modo AUTO
c) Abrir el menú de control de programa
d) Cambiar a velocidad de prueba (DRY RUN)
e) Cerrar la puerta del equipo
f) Presionar CYCLE START para iniciar la corrida de prueba
La tecla RESET cancelará la ejecuciónn del programa
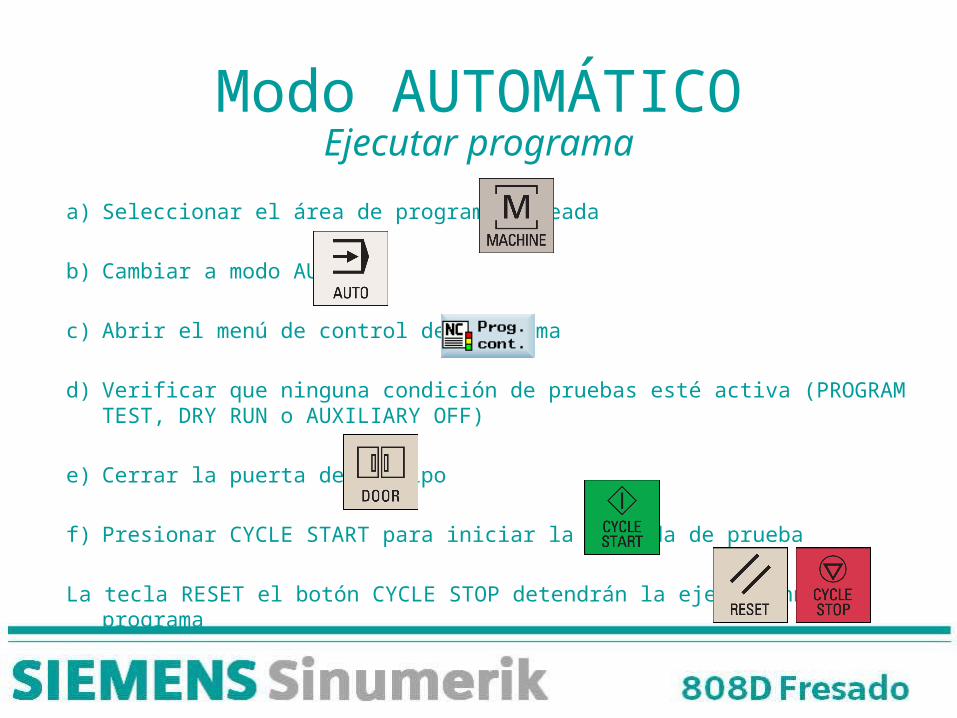
Modo AUTOMÁTICOEjecutar programa
a) Seleccionar el área de programa deseada
b) Cambiar a modo AUTO
c) Abrir el menú de control de programa
d) Verificar que ninguna condición de pruebas esté activa (PROGRAM TEST, DRY RUN o AUXILIARY OFF)
e) Cerrar la puerta del equipo
f) Presionar CYCLE START para iniciar la corrida de prueba
La tecla RESET el botón CYCLE STOP detendrán la ejecuciónn del programa