SFF Poster Presentation
1
Abstract • Additive Manufacturing has the ability to create complex, monolithic parts with internal geometries • Ability to control porosity to create sacrificial mechanical fuses and shear pins designed to fail in certain location to protect more expensive parts • Design of specimen using Materialise Magics and a Renishaw AM250 Selective Laser Melting platform is discussed • Tensile Test specimen were designed with sections of increased porosity inside the gage length by altering the hatch spacing • The produced tensile bars are tested on an Instron 5969 which reveals the designed-porosity parts fails consistently at the designed location. Motivation References and Sources [1] ASTM E8/E8M-15a Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2015, <http://dx.doi.org/10.1520/E0008_E0008M-15A> [2] Karnati, S. et al. “Investigation of Tensile Properties of Bulk and SLM Fabricated 304L Stainless Steel Using Various Gage Length Specimen”, SFF Symposium, Austin, Texas, 08/08/2016. [3] ©Johnson Manufacturing Company, Inc. <http://www.johnsonmfg.com/temp/Img00150.JPG> [4] © Power Equipment Direct, Inc. <http://www.snowblowersdirect.com/product-images/product_7414_225.jpg> [5] Hodakaguyadv, “How To - KTM 450-530 Won't Start With E-start Problem - Torque Limiter Fix!” <http://ridedualsport.com/forum/index.php? topic=2327.0> [6] Sears Parts Direct, “How to Replace Snow blower Shear Pins” <https://www.youtube.com/watch?v=pXpzUHH6bBM> All other images © Nick Pashos 2016 Experimental Setup Method of Sectioning Parts in CAD • Selective Laser Melting (SLM) is an Additive Manufacturing process that uses a laser to melt layers of metal powder into a solid to form parts. • Research was conducted with the Renishaw AM250 Laser Melting Machine. • The Renishaw AM 250 uses a laser point exposure scan pattern, where a single point is exposed, the laser is turned off, repositioned, and then the next point is exposed • User defined process parameters have been optimized to achieve near full density on parts made of 304L Stainless Steel 1) Create CAD model 2) Orient 3) Support 4) Slice and Hatch 5) Build CAD Software Materialise Magics Build Processor Renishaw AM250 Impor t Outpu t Upload 1) Design part 2) Section part 3) Save “Die” 4) Save “Casting” 5) Import parts to Magics 6) Align Parts 7) Set Parameters Work Flow for the Renishaw AM250 Process Parameters Power (Watt) 200 Exposure Time (µs) 75 Point Distance (µm) 60 Hatch Spacing (µm) 85 Creating Localized Porosity • Experimental build contained thee 1inch blocks • Blocks were sectioned in 5mm layers starting from the top • Porosity was created by increasing the hatch spacing from the nominal 85microns (orange sections) to 150 microns (yellow sections) 1 in. 85 micron hatch 150micron hatch Increas ed porosit y Mechanical Fuse Concept Experiment • Designed an experiment to determine if porosity can be used to create failure points in parts without changing that geometry • Tested three different levels of porosity by varying hatch spacing (85, 120, 150µm) • Tested porosity at three locations in gage length (Top, Middle, Bottom) ASTM E8 Rectangular Subsize Specimen [1] Control Sectioned Varied hatch distance Results YS02 (MPa) YS05 (MPa) UTS (MPa) 85µm hatch [2] 378.9 380.3 556.0 120µm hatch 364.9 377.7 530.0 150µm hatch 328.1 351.1 436.5 Fracture Surfaces of 150µm hatch (left) and 120µm hatch (right) Averages of 0.2% Offset Yield Strength (YS02), Yield Strength at 0.5% Strain (YS05), and Ultimate Tensile Strength (UTS) Build Configuration of Tensile Test Specimen, colors indicate hatch spacing: (nominal) white - 85µm, blue - 150µm, red - 120µm Detail view of gage length showing locations of porosity Sections of porosity Shear pins Torque Limiter[3] Shear pin in snow blower auger [6] Shear pin [4] Torque Limiter Torque Limiter in Motor Bike gearbox [5] Design Methodology and Experimental Proof of Concept for Additively Manufactured Mechanical Fuses Nicholas A. Pashos, Patrick M. Sammons, Douglas A. Bristow, Robert G. Landers Mechanical and Aerospace Engineering Department, Missouri University of Science and Technology Acknowledgements National Science Foundation, Honeywell, National Security Campus, Dr. Edward Kinzel, Sreekar Karnati, Austin Sutton, Baily Thomas 150µm hatch spacing – Fails at designed location A B C A B C 120µm hatch spacing – Porosity not sufficient for fracture propagation D E F D E F A B C D E F 1) Import parts to Magics 2) Cut & Punch Sections 3) Set Parameters Pros and Cons of CAD Slicing Method • Ability to make complex shapes • Tedious to save and import each section • Difficult to achieve correct alignment on build plate Method of Sectioning Parts in Magics Pros and Cons of Magics Sectioning Method • Ability to quickly section parts • No need to realign parts • Limited to sectioning parts along XY, YZ, and XZ planes
-
Upload
nick-pashos -
Category
Engineering
-
view
28 -
download
0
Transcript of SFF Poster Presentation

Abstract• Additive Manufacturing has the ability to create complex, monolithic
parts with internal geometries• Ability to control porosity to create sacrificial mechanical fuses and
shear pins designed to fail in certain location to protect more expensive parts
• Design of specimen using Materialise Magics and a Renishaw AM250 Selective Laser Melting platform is discussed
• Tensile Test specimen were designed with sections of increased porosity inside the gage length by altering the hatch spacing
• The produced tensile bars are tested on an Instron 5969 which reveals the designed-porosity parts fails consistently at the designed location. Motivation
References and Sources[1] ASTM E8/E8M-15a Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2015, <http://dx.doi.org/10.1520/E0008_E0008M-15A>[2] Karnati, S. et al. “Investigation of Tensile Properties of Bulk and SLM Fabricated 304L Stainless Steel Using Various Gage Length Specimen”, SFF Symposium, Austin, Texas, 08/08/2016.[3] ©Johnson Manufacturing Company, Inc. <http://www.johnsonmfg.com/temp/Img00150.JPG> [4] © Power Equipment Direct, Inc. <http://www.snowblowersdirect.com/product-images/product_7414_225.jpg> [5] Hodakaguyadv, “How To - KTM 450-530 Won't Start With E-start Problem - Torque Limiter Fix!” <http://ridedualsport.com/forum/index.php?topic=2327.0>[6] Sears Parts Direct, “How to Replace Snow blower Shear Pins” <https://www.youtube.com/watch?v=pXpzUHH6bBM>All other images © Nick Pashos 2016
Experimental Setup
Method of Sectioning Parts in CAD
• Selective Laser Melting (SLM) is an Additive Manufacturing process that uses a laser to melt layers of metal powder into a solid to form parts.
• Research was conducted with the Renishaw AM250 Laser Melting Machine.
• The Renishaw AM 250 uses a laser point exposure scan pattern, where a single point is exposed, the laser is turned off, repositioned, and then the next point is exposed
• User defined process parameters have been optimized to achieve near full density on parts made of 304L Stainless Steel
1) Create CAD model
2) Orient 3) Support
4) Slice and Hatch5) Build
CAD Software Materialise Magics
Build Processor Renishaw AM250
Import
Output
Upload
1) Design part 2) Section part 3) Save “Die” 4) Save “Casting”
5) Import parts to Magics
6) Align Parts 7) Set Parameters
Work Flow for the Renishaw AM250
Process ParametersPower (Watt) 200Exposure Time (µs) 75Point Distance (µm)
60
Hatch Spacing (µm)
85
Creating Localized Porosity• Experimental build contained thee 1inch blocks• Blocks were sectioned in 5mm layers starting from the top• Porosity was created by increasing the hatch spacing from the nominal
85microns (orange sections) to 150 microns (yellow sections)
1 in.
85 micron hatch150micron hatch
Increased porosity
Mechanical Fuse Concept Experiment• Designed an experiment to
determine if porosity can be used to create failure points in parts without changing that geometry
• Tested three different levels of porosity by varying hatch spacing (85, 120, 150µm)
• Tested porosity at three locations in gage length (Top, Middle, Bottom)
ASTM E8 Rectangular Subsize Specimen [1]
Control Sectioned Varied hatch
distance
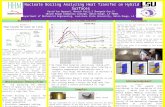
Results
YS02 (MPa)
YS05 (MPa)
UTS (MPa)
85µm hatch [2]
378.9 380.3 556.0
120µm hatch 364.9 377.7 530.0150µm hatch 328.1 351.1 436.5
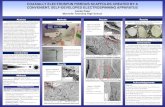
Fracture Surfaces of 150µm hatch (left) and 120µm hatch (right)
Averages of 0.2% Offset Yield Strength (YS02), Yield Strength at 0.5% Strain (YS05), and Ultimate Tensile Strength (UTS)
Build Configuration of Tensile Test Specimen, colors indicate hatch
spacing: (nominal) white - 85µm, blue - 150µm, red - 120µm
Detail view of gage length showing locations of
porosity
Sections of porosity
Shear pins
Torque Limiter[3]
Shear pin in snow blower auger [6]
Shear pin [4]
Torque Limiter
Torque Limiter in Motor Bike gearbox [5]
Design Methodology and Experimental Proof of Concept for Additively Manufactured Mechanical Fuses
Nicholas A. Pashos, Patrick M. Sammons, Douglas A. Bristow, Robert G. LandersMechanical and Aerospace Engineering Department, Missouri University of Science and Technology
AcknowledgementsNational Science Foundation, Honeywell, National Security Campus, Dr. Edward Kinzel, Sreekar Karnati, Austin Sutton, Baily Thomas
150µm hatch spacing – Fails at designed location
A B C A B C 120µm hatch spacing – Porosity
not sufficient for fracture propagation
D E F D E F
A B C D E F
1) Import parts to Magics
2) Cut & Punch Sections
3) Set Parameters
Pros and Cons of CAD Slicing Method• Ability to make complex shapes• Tedious to save and import each section• Difficult to achieve correct alignment on build plate
Method of Sectioning Parts in Magics
Pros and Cons of Magics Sectioning Method• Ability to quickly section parts• No need to realign parts• Limited to sectioning parts along XY, YZ, and XZ planes