SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL...
34
SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL NORMA MEXICANA NMX-B-468-1990 REQUISITOS GENERALES PARA LAMINA DE ACERO, CON RECUBRIMIENTO METALICO DE CINC O ALUMINIO - CINC, O SIN RECUBRIMIENTO METALICO, PINTADA GENERAL REQUIREMENTS FOR STEEL SHEET, ZINC OR ALUMINUM - ZINC COATED OR WITHOUT COATED, PAINTED DIRECCION GENERAL DE NORMAS
Transcript of SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL...

SECRETARIA DE COMERCIO
Y
FOMENTO INDUSTRIAL
NORMA MEXICANA
NMX-B-468-1990
REQUISITOS GENERALES PARA LAMINA DE ACERO, CON RECUBRIMIENTO METALICO DE CINC O ALUMINIO - CINC, O
SIN RECUBRIMIENTO METALICO, PINTADA
GENERAL REQUIREMENTS FOR STEEL SHEET, ZINC OR ALUMINUM - ZINC COATED OR WITHOUT COATED, PAINTED
DIRECCION GENERAL DE NORMAS

NMX-B-468-1990
PREFACIO
En la elaboración de esta norma participaron las siguientes empresas e instituciones: - ASOCIACION MEXICANA DE LA INDUSTRIA AUTOMOTRIZ, A.C. - BABCOCK & WILCOX DE MEXICO, S.A. DE C.V. - BICICLETAS DE MEXICO S.A. DE C.V. - CHRYSLER DE MEXICO, S.A. - COMISION FEDERAL DE ELECTRICIDAD. - DEPARTAMENTO DEL DISTRITO FEDERAL. - DEPARTAMENTO DE LA INDUSTRIA MILITAR. - FERROCARRILES NACIONALES DE MEXICO. - FORD MOTOR COMPANY, S.A. - GALVAK, S.A. - HOOVER MEXICANA, S.A. DE C.V. - INDUSTRIA DEL HIERRO, S.A DE C.V. - INDUSTRIAS ASANO, S.A. - INDUSTRIAS MONTERREY, S.A. DE C.V. - INSTITUTO POLITECNICO NACIONAL -E.S.I.Q.I.E.- - LINCOLN ELECTRIC MEXICANA, S.A. DE C.V. - METALVER, S.A. - NISSAN MEXICANA, S.A DE C.V. - PROCESADORA DE ACERO RASSINI, S.A. DE C.V. - ROLAMEX, S.A. DE C.V. - TUBACERO, S.A. - VOLKSWAGEN DE MEXICO, S.A.

NMX-B-468-1990
CONTENIDO
1 OBJETIVO Y CAMPO DE APLICACION 2 REFERENCIAS 3 DEFINICIONES 3.1 Cristal regular 3.2 Extra terso o pasada superficial (skin passed). 3.3 Fosfatizado en línea. 3.4 Acabado mate. 3.5 Acabado semibrillante. 4 CLASIFICACION Y DESIGNACION 4.1 Clasificación. 4.2 Designación. 5 ESPECIFICACIONES 5.1 Requisitos generales. 5.2 Materiales. 5.3 Preparación de la superficie. 5.4 Requisitos para el recubrimiento de pintura. 5.4.1 Espesor del recubrimiento. 5.5 Tipos de pintura. 5.6 Color. 5.7 Dimensiones y tolerancias. 6 REQUISITOS SUPLEMENTARIOS 6.1 Abrasión. 6.2 Cámara de humedad. 6.3 Congelación - descongelación. 6.4 Intemperismo. 6.5 Manchado. 6.6 Resistencia al SO2. 6.7 Resistencia a detergentes. 7 MUESTREO 8 METODOS DE PRUEBA PARA LOS RECUBRIMIENTOS DE
PINTURA. 8.1 Resistencia a la abrasión (método del gravelómetro). 8.2 Resistencia a la abrasión (método Taber). 8.3 Adherencia a la cuadrícula. 8.4 Brillo. 8.5 Cámara salina (resistencia a la corrosión). 8.6 Cámara de humedad. 8.7 Congelación - descongelación. 8.8 Curado. 8.9 Dureza de lápiz.

NMX-B-468-1990
8.10 Espesor de la película. 8.11 Flexibilidad. 8.13 Impacto. 8.14 Intemperismo. 8.15 Inmersión en agua. 8.16 Marca en cruz. 8.17 Resistencia al manchado. 8.18 Resistencia al SO2. 8.19 Resistencia a detergentes. 8.20 Tono. 8.21 Repetición de pruebas. 9 MARCADO, EMPAQUE Y EMBALAJE 9.1 Marcado. 9.2 Embalaje. 9.3 Empaque. 10 CRITERIO DE ACEPTACION 11 INSPECCION 12 CERTIFICACION APENDICE 11 BIBLIOGRAFIA

NMX-B-468-1990
REQUISITOS GENERALES PARA LAMINA DE ACERO, CON RECUBRIMIENTO METALICO DE CINC O ALUMINIO - CINC, O SIN RECUBRIMIENTO
METALICO, PINTADA
GENERAL REQUIREMENTS FOR STEEL SHEET, ZINC OR ALUMINUM - ZINC COATED OR WITHOUT COATED, PAINTED
1 OBJETIVO Y CAMPO DE APLICACIÓN 1.1 Esta Norma Mexicana establece los requisitos que debe cumplir la lámina de acero con recubrimiento metálico de cinc o aluminio - cinc, o sin recubrimiento metálico, pintada. Puede suministrarse en rollo, hoja o acanalada. 1.2 El pintado se efectúa, después del recubrimiento metálico o en lámina negra, por el proceso de línea continua (con rodillos), la pintura debe someterse a curado con un sistema de horneo. 1.3 La lámina con recubrimiento metálico de cinc o aluminio - cinc, debe suministrarse con un recubrimiento primario anticorrosivo por uno o ambos lados y, según lo especifique el comprador, pintura de acabado por uno o ambos lados. La pintura debe soportar deformaciones, severas o no, sin que se detecten (a simple vista) agrietamientos, fracturas, desprendimientos u otros defectos; excepto lo permitido por cada método de prueba en particular. 1.4 Cuando se suministre lámina pintada, sin recubrimiento metálico, el comprador debe tomar en cuenta de que, aún cuando lleve dicha protección, la resistencia a la corrosión no es el objetivo principal, sino únicamente de apariencia. 1.5 En caso de discrepancia entre lo establecido, por esta norma y la norma de producto, debe prevalecer lo indicado en la norma de producto. 1.6 Las normas de producto a las cuales se aplica esta norma son: NMX-B-009 “Lámina de acero al carbono galvanizada por el proceso de
inmersión en caliente para uso general".
NMX-B-028 Lámina de acero al carbono, laminada en frío, para uso común". NMX-B-060 Lámina de acero al carbono galvanizada por el proceso de
inmersión en caliente, acanalada". NMX-B-066 “Lámina de acero al carbono galvanizada por el proceso de
inmersión en caliente, para uso estructural". NMX-B-071 “Lámina de acero al carbono, galvanizada por el proceso de
inmersión en caliente, para embutido". NMX-B-267 “Lámina de acero al carbono, laminada en frío, para embutido".
NMX-B-468-1990
NMX-B-272 Lámina de acero al carbono calmado con aluminio, laminada en
frío, para embutido". NMX-B-277 Lámina de acero de baja aleación y a la resistencia, laminada en
caliente y laminada en frío, resistente a la corrosión. NMX-B-348 Lámina de acero al carbono, laminada en frío para uso NMX-B-458 Lámina de acero al carbono, calmado con aluminio, galvanizada
por el proceso de inmersión en caliente, para embutido". NMX-B-471 “Lámina de acero al carbono con recubrimiento de aluminio -
cinc, para muros y techos". 2 REFERENCIAS Esta norma se complementa con las siguientes Normas Mexicanas vigentes: NMX-B-055 ”Requisitos generales para lámina de acero galvanizada por el
proceso de inmersión en caliente”. NMX-B-266 ”Requisitos generales para lámina laminada en caliente y
laminada en frío, de acero al carbono y de acero de baja aleación y alta resistencia”.
NMX-B-469 ”Requisitos generales para lámina de acero recubierta con
aleación de aluminio – cinc”. NMX-B-473 ”Método de empacar, marcar y cargar productos de acero para
embarque”. NMX-D-122” Determinación de la resistencia a la corrosión de partes metálicas
con recubrimiento empleadas en vehículos automotores, método de niebla salina”.
3 DEFINICIONES 3.1 Cristal regular Lámina galvanizada cuyo aspecto superficial es obtenido en los procesos normales de galvanizado por inmersión en caliente, tiene apariencia de flores. Los cristales normales de cinc resultan de su crecimiento durante la solidificación.

NMX-B-468-1990
3.2 Extra terso o pasada superficial (skin passed) Tipo de acabado que es producido al darle a la lámina galvanizada una pasada superficial (skin passed) para impartirle un mayor nivel de tersura, comparándolo con la lámina producida normalmente; este acabado es importante para el pintado. La lámina con acabado extra terso, se produce únicamente con los tipos de recubrimiento G90, G60 y menores. 3.3 Fosfatizado en línea Lámina con o sin recubrimiento metálico procesada químicamente (concromatos, fosfatos u óxidos especiales) por el fabricante para preparar las superficies a fin de promover una buena adherencia del sistema de recubrimiento, sin otro tratamiento posterior, dado que ésta es una superficie tratada solamente, las otras características del recubrimiento permanecen sin cambio. 3.4 Acabado mate Acabado opaco, sin lustre, producido por laminación mediante rodillos que han sido preparados por medios mecánicos para producir una superficie áspera en la lámina, con varios grados de textura, dependiendo del uso final. Con algunas preparaciones superficiales, el acabado mate es adecuado para pintura decorativa. Generalmente, no son recomendable para recubrimientos electrolitos brillantes. 3.5 Acabado semibrillante Acabado relativamente brillante que presenta una textura superficial intermedia entre la del acabado mate y el brillante. Con alguna preparación, el acabado semibrillante es adecuado para pintura decorativa o para algunas aplicaciones de recubrimientos electrolíticos. Si las láminas se deforman durante la fabricación, la superficie puede tornarse áspera en algunas áreas afectadas y ésto requerirá una preparación superficial para restaurar la textura original. 4 CLASIFICACION Y DESIGNACION
4.1 Clasificación El recubrimiento de pintura está clasificado en cuatro espesores, conforme a lo siguiente:

NMX-B-468-1990
4.1.1 Los valores de 4.1 son considerados como base, sin embargo. Por acuerdo previo entre fabricante y comprador, pueden modificarse dichos valores siempre y cuando sea garantizado el uso final del producto. 4.2 Designación 4.2.1 La lámina pintada cubierta por esta norma debe ordenarse sólo al espesor indicado en la tabla 1. El espesor está basado en el espesor de la lámina de acero con o sin recubrimiento metálico, no incluye el de la pintura.
Tabla 1.- Tipos de recubrimiento en función del calibre.
Nota : La "X" indica los calibres en los cuales se aplica cada recubrimiento.
4.2.2 En la designación de la lámina cubierta por esta norma deben incluirse, como mínimo, los siguientes datos para descubrirla adecuadamente: a) Nombre del material. b) Número y año de esta norma. c) Lámina con o sin recubrimiento metálico (ver 5.1). d) Lámina lisa o acanalada (en este último caso indicar el tipo de perfil acanalado). e) Dimensiones (en el caso de hoja indicar el espesor, ancho y longitud). f) Tamaño del rollo (especificando diámetro exterior e interior y masa (peso)
máxima). g) Cantidad (en kg, número de hojas o metros lineales). h) Tipo de espesor (ver 4.1), indicando espesores en cada lado. i) Tipo de pintura.

NMX-B-468-1990
j) Color (por acuerdo previo). k) Certificación, si se requiere (ver 12). l) Uso final. 4.2.3 A continuación se indican dos ejemplos de designación. 4.2.3.1 Lámina de acero galvanizada y pintada por rodillos, con una capa de galvanizado G90, acanalada (u ondulada), que cumple lo especificado en la NMX-B-060, con un espesor de 0.305 mm, 915 mm de ancho y 2440 mm de largo. Del lado superior, primario y un recubrimiento polyester blanco con un espesor total de 0.020 mm; y del lado interior únicamente primario con un espesor de 0.004 mm, 360 hojas, para techado. 4.2.3.2 Lámina de acero pintada, con recubrimiento de aleación aluminio- cinc Z-50, conforme a la NMX-B-471, espesor de 1.267 mm por 915 mm de 0.0254 mm en un solo lado, en rollo con diámetro exterior de 1200 mm máximo, 600 mm de diámetro interior, masa (peso) máxima 300 kg., para muros. 5 ESPECIFICACIONES 5.1 Requisitos generales 5.1.1 Cada sistema de recubrimiento tiene diferentes calidades con respecto a :vida, brillo, flexibilidad, decoloración, caleo, resistencia a la abrasión, retención de suciedad y resistencia a la variación de las condiciones atmosféricas, las cuales deben tomarse en consideración en cualquier aplicación final. Los aceros con recubrimiento, en rollo, están¡ sujetos a los métodos de fabricación comunes a todos los aceros en hoja. Estos métodos incluyen corte con tijera, corte con cizalla, forja y laminación y formado. La ductibilidad del substrato y la flexibilidad del sistema de recubrimiento son dependientes de la temperatura. Los aceros con recubrimiento de pintura en rollo nunca deben formarse abajo de 15°C. Pueden ser benéficos calentamientos moderados (hasta 82°C). En doblados cerrados puede ocurrir microfísica en el substrato, y dado que el recubrimiento actúa como una continuación del substrato, también pueden presentarse microfisuras en la superficie recubierta. La combinación de propiedades del metal base, el sistema de recubrimiento y el método de formado determinan las propiedades finales, tales como período de vida y apariencia general. 5.1.2 Las pruebas más comunes a que se someten los recubrimientos de pintura sobre lámina metálica son:
Adherencia Dureza de lápiz Apariencia Espesor Brillo Flexibilidad Cámara salina Impacto Color Inmersión en agua Curado Intemperismo

NMX-B-468-1990
Doblado Marca en cruz
Los métodos de prueba que pueden solicitarse, por acuerdo previo entre fabricante y comprador, están indicados en 6 (requisitos suplementarios). 5.1.3 Los sistemas de recubrimiento y todos los requisitos en general, deben sujetarse a lo indicado en esta norma; y los específicos no contemplados aquí, deben acordarse entre fabricante y comprador. 5.2 Materiales 5.2.1 El substrato debe cumplir con los requisitos aplicables a las normas indicadas en 1.6. 5.2.2 El recubrimiento de pintura debe poder aplicarse a los tipos de láminas indicadas en 1.6. Después de aplicar la pintura, ésta debe estar libre de poros, cráteres, cavidades, desgarres y discontinuidades y ser lo suficientemente flexible, de tal manera que soporte operaciones de doblado y formado, así como los barrenos o perforaciones. 5.2 Preparación de la superficie La preparación de la superficie de la lámina, con o sin recubrimiento metálico, ya sea de cinc o de aleación aluminio - cinc, debe efectuarse conforme a lo indicado en 3 y en A1.1. 5.3 Requisitos para el recubrimiento de pintura 5.4.1 Espesor del recubrimiento. 5.4.1.1 El espesor de la pintura debe cumplir con lo indicado en 4.1, cuando sea probado conforme a lo indicado en 8.10. El espesor indicado es el valor mínimo en cualquier punto, a no menos de 10 mm de una orilla. 5.4.1.2 Los espesores incluyen el recubrimiento de pintura primario. 5.5 Tipos de pintura Los tipos de pintura se clasifican en dos tipos, A y B como sigue:

NMX-B-468-1990
5.6 Color La lámina puede suministrarse conforme a los colores estándar del fabricante de lámina o por acuerdo previo entre fabricante y comprador. 5.7 Dimensiones y tolerancias 5.7.1 Las dimensiones y tolerancias deben ser las especificadas en las NMX-B-055, NMX-B-266 y NMX-B-469, conforme al tipo de lámina que se trate. 5.8 Acabado y apariencia La lámina pintada, en hoja o en rollo, debe tener una apariencia sumamente tersa y uniforme, no debe tener imperfecciones perjudiciales tales como: ampollas, partes defecto superficial que afecte el acabado final del producto. 6 REQUISITOS SUPLEMENTARIOS Los siguientes requisitos deben aplicarse únicamente por acuerdo previo entre 6.1 Abrasión El coeficiente de abrasión promedio, cuando sea determinado conforme a lo indicado en 8.1 y 8.2 debe ser, mínimo, 3.9 expresado en g/4 de espesor. 6.2 Cámara de humedad Esta prueba debe realizarse conforme a lo indicado en 8.6. 6.3 Congelación - descongelación. Esta prueba debe efectuarse conforme a lo indicado en 8.7. 6. Intemperismo Esta prueba debe realizarse conforme a lo indicado en 8.14. 6.5 Manchado Esta prueba debe realizarse conforme a lo indicado en 8.17. 6.6 Resistencia al SO2 Esta prueba debe realizarse conforme a lo indicado en 8.18. 6.7 Resistencia a detergentes Esta prueba debe realizarse conforme a lo indicado en 8.19.

NMX-B-468-1990
7 MUESTREO 7.1 El fabricante o el comprador deben tomar una muestra por cada rollo, o cada 30 hojas o fracción (o conforme al procedimiento de muestreo acordado previamente). Cada muestra debe llevar una identificación que la relacione con el rollo o paquete de donde fue tomada. 8 METODOS DE PRUEBA PARA LOS RECUBRIMIENTOS DE PINTURA 8.1 Resistencia a la abrasión (método del gravelómetro) 8.1.1 Determinar el coeficiente de resistencia a la abrasión, empleando el método de
prueba establecido en la especificación extranjera indicada en A1.2, excepto que debe usarse un grano de carburo de silicio que pase la criba número 140 (106 M) y sea retenido en la criba número 170 (90 M) y una presión de aire de 0.3325 N/mm2 0.034 kgf/mm2).
8.1.2 No se espera que las modificaciones al procedimiento de prueba indicado en A1.2 afecten la precisión de confiabilidad. 8.2 Resistencia a la abrasión (método Taber) 8.2.1 Equipo 8.2.1.1 Abrasímetro Taber tipo "503" 8.2.1.2 Piedras circulares CS 10 8.2.2 Procedimiento Pesar la probeta, aproximando a mg, y colocarla en el abrasímetro, aplicar completa) depende de la resistencia al desgaste de la pintura que garantiza el fabricante de la lámina. Volver a pesar la probeta y, por diferencia de peso, se obtiene el desgaste en función del número de ciclos. Los valores de resistencia se determinan en función al uso y tipo de pintura. 8.3 Adherencia a la cuadrícula 8.3.1 Equipo 8.3.1.1 Guía para el rayado 8.3.1.2 Escalpelo 8.3.2 Procedimiento 8.3.2.1 Después de aplicar el recubrimiento de pintura, debe dejarse reposar la probeta durante dos horas como mínimo, a una temperatura de 23°C ± 2°C y 50 % ± 5 % de humedad relativa.
NMX-B-468-1990
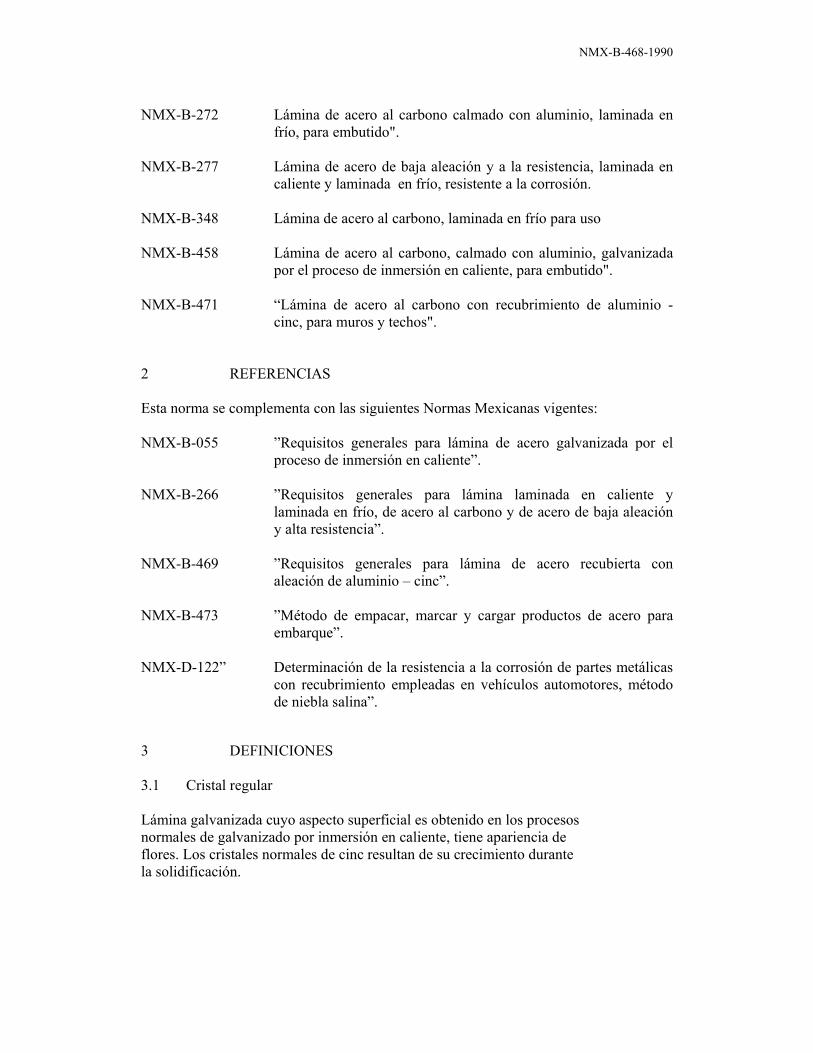
8.3.2.2 Hacer en la probeta un rayado cuadriculado, utilizando la guía y el escalpelo. La cuadrícula debe hacerse de la siguiente forma. a) Para espesores de pintura hasta 60 um, la separación entre cortes debe ser 1 mm y el número de cortes que deben hacerse es de once, como mínimo. b) Para espesores de pintura desde 50 um, hasta 125 um, la separación entre cortes debe ser de 2mm, y el número de cortes que deben hacerse es de seis, como mínimo. c) Para espesores de pintura mayores de 125 um, debe utilizarse el método de marca en cruz indicado en 8.16. 8.3.2.3 Aplicar sobre el rayado una cinta adhesiva de celofán tipo 144 ó 610 un
ancho de 25.4 mm, presionándola firmemente, de tal menera que desaparezca la diferencia de tonos en la cinta; desprender ésta, dentro de un intervalo de tiempo de 60 a 120 segundos, lo más cercano y paralelo a la superficie mediante un fuerte tirón.
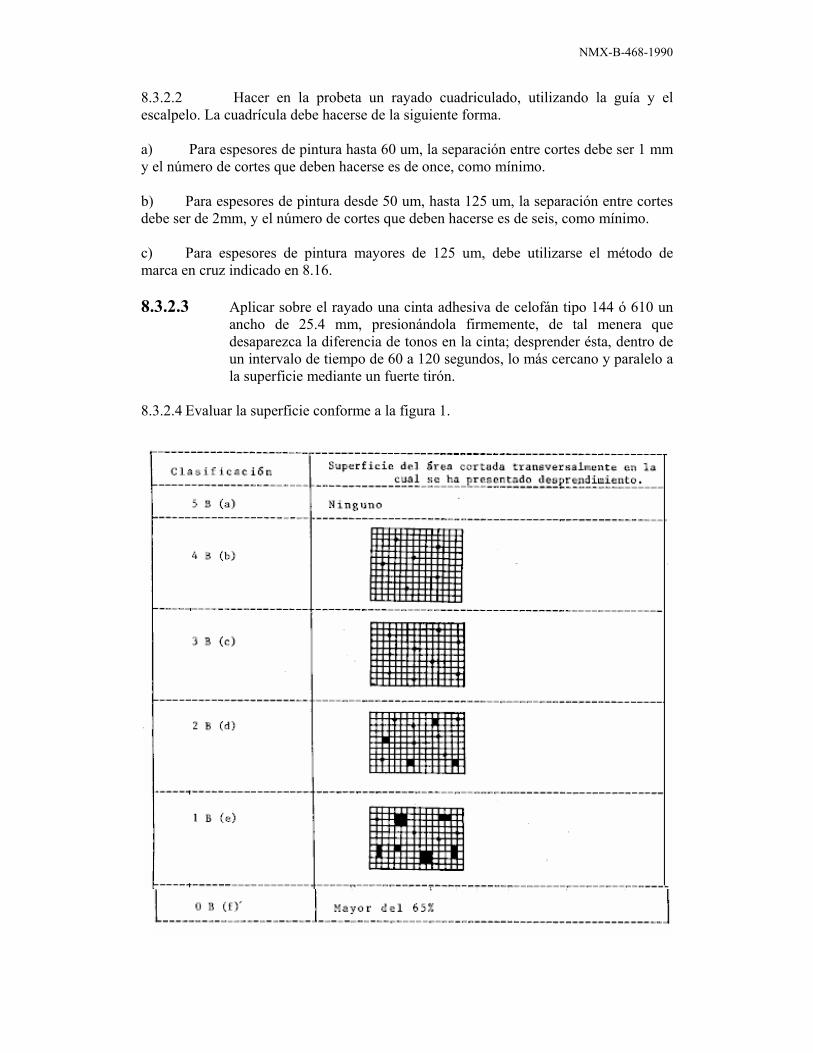
8.3.2.4 Evaluar la superficie conforme a la figura 1.
NMX-B-468-1990
Figura 1.- Clasificación de los resultados de la prueba de adherencia. Notas: a) 5 B - Las orillas de los cortes están totalmente lisas; ninguno de los
cuadros de la retícula está desprendido. b) 4 B - Pequeñas hojuelas del recubrimiento de pintura están separados con intersecciones ; menos del 5% del área está afectada Continuación de las notas de la figura 1. c) 3 B - Pequeñas hojuelas del recubrimiento de pintura están desprendidas a
lo largo de las orillas y a intersecciones de los cortes. El área afectada es de 5 % a 10 % de la retícula.
d) 2 B - El recubrimiento se ha desprendido a lo largo de las orillas y en partes
de los cuadros. El área afectada es de 15 % a 35 % de la retícula. e) 1 B - El recubrimiento se ha desprendido a lo largo de las orillas de los cortes en
colonias largas y se han separado cuadros completos. El área afectada es 35 % a 65 % de la retícula.
f) 0 B - El desprendimiento y separación es mayor de 1 B. 8.4 Brillo 8.4.1 Este método de prueba está proyectado por comparación de brillo especular de muestras no metálicas, por ángulos de luz a: 85°, 60° ó 20° 8.4.2 Equipo Glossmeter portátil. 8.4.3 Procedimiento 8.4.3.1 Ajustar el aparato (ver nota 1) empleando primero una placa estándar para alto brillo y a continuación una placa estándar para bajo brillo; estas placas forman parte como patrones de calibración del equipo. Nota 1: Es recomendable utilizar un equipo que tenga su ángulo de difracción
a 60°. 8.4.3.2 El brillo debe cumplir con lo especificado por el fabricante o lo acordado entre fabricante y comprador. 8.5 Cámara salina (resistencia a la corrosión)

NMX-B-468-1990
Esta prueba debe realizarse conforme a lo especificado en la NMX-D-122 y con lo indicado a continuación. 8.5.1 Probetas. Las probetas deben tener como mínimo las siguientes medidas: 100 mm X 150mm, no deben manejarse excesivamente antes de la prueba. Antes de colocarlas en la cámara, debe hacerse, sobre cada una de las muestras, un rayado diagonal (trazándolo desde una esquina hasta la esquina opuesta), pero sin tocar ninguna de las esquinas. 8.5.2 El rayado debe hacerse con un objeto cortante de tal manera que quede una línea
fina y bien definida, que llegue hasta el metal base, sin que tenga desviaciones laterales, las orillas de la probeta deben cubrirse con una cinta adhesiva; la inclinación de las probetas es de 15° ó 30°, respecto a un plano vertical y deben estar paralelas. 8.6 Cámara de humedad. 8.6.1 Equipo 8.6.1.1 Cámara de prueba construída con material resistente a la corrosión, que tenga soportes para sostener las probetas. 8.6.1.2 Tanque de agua y control de nivel. 8.6.1.3 Termómetro. 8.6.1.4 Agua destilada o desmineralizada con un pH entre 6.0 y 8.0. 8.6.2 Procedimiento 8.6.2.1 Colocar las probetas pintadas en la cámara cerrada conteniendo una mezcla de aire y vapor. La temperatura de la cámara debe ser de 38°C y 100 % de humedad relativa. 8.6.2.2 Llenar el tanque con agua caliente. Taparlo, ajustar la temperatura del aire saturado y mezcla de vapor de agua a 38°C ± 1°C. Colocar las probetas verticalmente, separándolas una distancia de 30 mm. 8.6.2.3 Sacar las probetas y evaluarlas después de dos horas, no deben presentar cambio de color, ampollamiento, pérdida de adhesión y dureza. 8.7 Congelación – descongelación 8.7.1 Este procedimiento evalúa la capacidad de la pintura para resistir ciclos de congelación - descongelación. Dado que la lámina prepintada va a estar expuesta en algunos casos a congelación - descongelación mientras está saturada, el procedimiento medirá la capacidad para soportar dicha acción sin que la pintura sufra daño.

NMX-B-468-1990
8.7.2 Procedimiento. Cortar la muestra (lámina con recubrimiento metálico); como mínimas tres probetas de 150 mm X 150 mm. Sumergirlas en agua a temperatura ambiente (20°C) durante dos semanas y, a continuación, someterlas al ciclo de congelación - descongelación. Un ciclo debe consistir en someterlas durante 8 horas a 18°C y sumergirlas inmediatamente en agua a temperatura ambiente (20°C) durante 16 horas. El ciclo puede interrumpirse los fines de semana extraordinarios o días festivos, pero las probetas deben mantenerse en agua a temperatura ambiente (20°C), y deben anotarse dichas interrupciones. Hacer las observaciones durante los ciclos y anotar cualquier cambio visible en el recubrimiento, tales como: astilladuras, desprendimientos t otros. Después de 100 ciclos, hacer una examinación final de los efectos como resultado de la congelación - descongelación. 8.7.3 Precisión y confiabilidad. No se propone ningún valor sobre la precisión y confiabilidad del procedimiento para determinar la resistencia a la congelación - descongelación, dado que el resultado simplemente indica si se cumple el criterio para la obtención de resultados satisfactorios indicados en el procedimiento. 8.8 Curado 8.8.1 Material 8.8.1.1 Tela de gasa número 60 8.8.1.2 Metil etil cetona (MEK) o acetona 8.8.2 Procedimiento 8.8.2.1 Doblar la gasa en cuatro espesores, saturarla con metil etil cetona (MEK) o acetona. Colocar los cuatro espesores de gasa alrededor de dos dedos (índice y pulgar). Frotar el área seleccionada ( en el sentido de aplicación de la pintura), utilizando la máxima presión posible, haciendo movimientos longitudinales de 150 mm, aproximadamente. Saturar la gasa con (MEK) o acetona cada 10 ciclos. 8.8.2.2 Se considera un ciclo completo, ida y regreso de una frotada. de 30, como mínimo, sin que se presente la falla, o el que sea garantizado para cada tipo de pintura. 8.9 Dureza de lápiz 8.9.1 Equipo 8.9.1.1 Juego de lápices de grafito de alta resistencia con intervalo de dureza desde 6 B hasta 6 H (ver nota 2).

NMX-B-468-1990
8.9.1.2 Lija abrasiva No. 400. Nota 2: Existen diferentes fabricantes de lápices por lo que es recomendable
utilizar lápices de fabricantes que ofrezcan resultados reproducibles. 8.9.2 Procedimiento 8.9.2.1 Efectuar la prueba entre 25°C ± 2°C y 5 % de humedad relativa. No deben emplearse probetas que presenten defectos en la pintura, tales como: cáscara de naranja, descascaramiento u otras irregularidades. 8.9.2.2 Sacarle punta a los lápices de manera que el grafito quede descubierto 0.6 cm de la madera, lijar el grafito en forma perpendicular hasta obtener una sección circular, plana y lisa (ver figura 2).
Figura 2 Lija, Grafito, Lápiz. 8.9.2.3 Debe utilizarse el lápiz más blando, especificado en la norma particular del producto, hasta el más duro (siguiendo la secuencia establecida en 8.9.1.1). 8.9.2.4 Colocar el lápiz contra el recubrimiento de la película de pintura formando un ángulo de 45° (ver figura 3) desplazarlo hacia adelante, aplicando una presión uniforme (aproximadamente de 1 kilogramo), intentando romper la película. Las líneas no deben ser menores de 20 mm en longitud y no menos de tres en número.

NMX-B-468-1990
Figura 3 Dirección del trazo. 8.9.2.5 Seguir el mismo procedimiento anterior hasta encontrar un lápiz que logre romper o penetrar el recubrimiento. 8.9.3. Resultados El resultado obtenido es sobre la base del número de lápiz anterior al que haya logrado penetrar la capa de pintura, lo cual debe verificarse en dos sitios diferentes de la probeta. 8.10 Espesor de la película Este método, permite determinar el espesor de la película de pintura seca, barniz, laca y productos similares, aplicados a una superficie plana y rígida tal como material metálico o vidrio. 8.10.1 Equipo Un comprador con cuadrante, indicador con cuadrante o micrómetro estacionario o manual. El pie de presión del micrómetro o indicador de cuadrante debe tener un diámetro de 1.50 mm a 3.17 mm y ser plano. También pueden usarse calibradores: tipo magnético, tipo óptico o del tipo electrónico. 8.10.2 Procedimiento, usando micrómetro o indicador con
cuadrante 8.10.2.1 Las películas de prueba deben aplicarse en probetas planas. 8.10.2.2 El tamaño de la probeta debe ser él suficiente para poder efectuar las mediciones de espesor, que deben hacerse a una distancia no menor de 25 mm, a partir de la orilla. 8.10.2.3 Cerrar lentamente los calibradores hasta hacer contacto, pero sin una distorsión visible de la película o del substrato de la base, el calibrador debe leerse con una aproximación de 0.00127 mm, y registrar la lectura. 8.10.2.4 Con cuidado, retirar la película del área marcada en la cual se hizo la medición (puede quitarse la película por cualquier medio apropiado: químico o mecánico), teniendo cuidado de no distorsionar la probeta, ni rayar o marcar el substrato de la base.

NMX-B-468-1990
8.10.2.5 Resultados. La diferencia en las lecturas del calibrador antes y después de haber retirado la película es considerada como espesor de la misma; debe anotarse el valor aproximado hasta 0.00254 mm, más cercano. 8.10.3 Procedimiento, usando calibradores tipo magnético 8.10.3.1 Los calibradores tipo magnético operan con base en el principio de que un
recubrimiento no magnético cambia la reluctancia al paso del flujo magnético que haya sido establecido entre la cabeza del calibrador y la base magnética, a la cual se ha aplicado el recubrimiento.
Este cambio de reluctancia es una función del espesor del recubrimiento, pudiendo calibrarse el aparato para leer el espesor directamente. Los instrumentos deben calibrase con una laminilla como patrón, que sea aproximadamente del espesor del recubrimiento a medir. La calibración consiste en colocar el patrón del espesor conocido sobre una superficie metálica desnuda y se ajusta el instrumento hasta que se lea correctamente el espesor. Sobre una superficie limpia y lisa, el instrumento debe indicar cero cuando se retire el patrón y el aparato haga contacto con la superficie metálica. Debe tenerse cuidado de no penetrar el recubrimiento al presionar el calibrador para hacer la lectura, ya que se obtienen lecturas de espesores menores. Deben hacerse suficientes mediciones para determinar la uniformidad general del espesor del recubrimiento y determinar si los espesores máximos y mínimos especificados se cumplen. 8.10.4 Procedimiento, usando calibradores ópticos 8.10.4.1 Para el caso de los medidores ópticos el espesor medido se lee directamente en una escala en el ocular. Con este medidor se obtienen lecturas hasta cien milésimas de espesor total del sistema, así como de capas parciales del recubrimiento. Este aparato se usa tanto en substratos no metálicos como en los metálicos. Para efectuar la medición debe realizarse un corte colocando un buril perpendicular a la superficie por inspeccionar, presionando de tal manera que se llegue a la superficie del substrato, enseguida colocar el ocular en la incisión alineando las divisiones de la escala de los espesores buscados. La escala puede estar en micrómetros o en milésimas de pulgada. 8.10.5.1.1 Para el caso de los medidores electrónicos deben hacerse los ajustes indicados en el instructivo respectivo y se procede a hacer la medición mediante la aplicación del detector al recubrimiento por medir, leyéndose directamente en la pantalla el espesor buscado. 8.11 Flexibilidad 8.11.1 Equipo
NMX-B-468-1990
Tornillo de banco o prensa hidráulica. 8.11.2.1 Esta prueba debe realizarse a una temperatura de 25°C ± 2°C y 50 % ± 5 % de humedad relativa. 8.11.2.2 La probeta debe tener un ancho de 75 mm a 125 mm y un largo de dos veces el ancho, como mínimo. 8.11.2.3 El doblez debe realizarse a 180° insertando láminas del mismo espesor del material de prueba, formando un radio igual al número de insertos, determinando los dobleces como número de "tes", el doblez debe hacerse utilizando un tornillo de banco o prensa hidráulica. 8.11.3 Resultados 8.11.3.1 En el doblez que no presente fracturas visibles, aplicar cinta de celofán número 144 ó 600, firmemente adherida; desprenderla bruscamente para observar que no existe desprendimiento de pintura dentro de una área no menor de 7 mm de cada orilla de la pieza. 8.11.3.2 Los resultados deben ser conforme al tipo de pintura utilizada y/o uso solicitado. 8.12 Flexibilidad por medio del mandril cónico Esta prueba debe realizarse conforme al método de especificación extranjera indicada en A1.3. 8.13 Impacto 8.13.1 Equipo 8.13.1.1 Probador Consta de un tubo vertical para guiar un peso cilíndrico que se deja caer sobre un punzón el cual soporta a la probeta. 8.13.1.2 Tubo guía Es un tubo de 600 mm a 1200 mm de largo, montado verticalmente en una placa base. Se tiene una ranura a lo largo de un lado del tubo que sirve como guía para el peso cilíndrico, y está ajustado en el interior del tubo. Las graduaciones están marcadas a lo largo de la ranura del tubo en kilogramos - metro. La base está construída para que pueda insertarse una probeta delgada, a 50 mm abajo del tubo. 8.13.1.3 Masa (peso)
NMX-B-468-1990
Es un cilíndrico metálico diseñado para fijarse en el interior del tubo guía. Fijar un perno, en un lado del peso, el cual sirve para que el peso pueda ser levantado y soltado, además, como indicador de kilogramos - metro. 8.13.1.4 Indentador Es un punzón de acero con una cabeza semiesférica de 12.7 mm ó 15.9 mm de diámetro. El descanso de la cabeza en la probeta y el punzón es mantenido verticalmente por un anillo guía. 8.13.1.5 Soporte para la probeta Es un dispositivo de acero con un barreno de 16.3 mm de diámetro, centrado abajo del indentador para soportar la probeta. 8.13.2 Procedimiento 8.13.2.1 Instalar el indentador indicado en 8.13.1.4 ó el acordado entre fabricante y comprador. Colocar en el aparato la probeta, con el recubrimiento, ya sea hacia arriba o hacia abajo, como se especifique o se acuerde. Debe asegurarse que la probeta asiente perfectamente en la base del soporte y que el indentador esté en contacto con la superficie superior de la probeta. Colocar suavemente el peso en el indentador y ajustar el tubo guía de tal manera que el perno para levantarlo, esté en la marca cero. Levantar el peso hasta una altura en donde se suponga que no ocurre falla. Soltar el peso para que caiga sobre el indentador. 8.13.2.2 Quitar la probeta del aparato y observar si existen fracturas en la pintura. Si no hay evidencia de grietas, repetir el procedimiento a una mayor altura, aumentando cada vez 25 mm. Una vez que se observen grietas, repetir la prueba cinco veces a tres alturas diferentes: ligeramente más alto, ligeramente más bajo y a la determinada en la primera prueba. Probar en una para el azar, de tal forma que no se hagan todos los impactos en sucesión o en una sola probeta. 8.13.3 Resultados Examinar las áreas de impacto, para observar si existen grietas, conforme a los siguientes métodos. 8.13.3.1 Usar un aumento. 8.13.3.2 Mantener sobre el área de impacto una franela saturada con solución de sulfato de cobre (CuSO4), como mínimo durante 15 minutos. Quitar la franela y observar si en ésta o en el área de prueba existen evidencias de cobre depositado o manchas de óxido de hierro.

NMX-B-468-1990
Nota 3: La solución de sulfato de cobre no desarrollará adecuadamente en el metal tratado con fosfato - cinc, sino existen grietas en el recubrimiento. 8.13.3.3 Aplicar sobre el área de impacto. una cinta adhesiva de celofán tipo 144 ó 600, de 25.4 mm de ancho, asegurándose que esté firmemente adherida a la superficie mediante presión, y desprenderla en forma perpendicular a la superficie con un fuerte tirón. Observar que la pintura, en las dos zonas de impacto, no presente fracturas, agrietamiento o desprendimiento, considerándose el impacto inmediato anterior al fracturado como el aceptado. 8.14 Intemperismo 8.14.1 Someter las probetas con recubrimiento metálico a Intemperismo acelerado, conforme a la especificación extranjera indicada en A1.4 usando aparatos con dispositivos para rociar la probeta y que, a la vez emitan luz ultravioleta. Las condiciones de prueba deben consistir de un ciclo de 8 horas de rocío con agua y una temperatura máxima de 60°C. 8.14.2 La interpretación de los resultados debe hacerse conforme a la especificación extranjera indicada en A1.5 y A1.6. 8.15 Inmersión en agua. 8.15.1 Equipo 8.15.1.1 Contenedores a prueba de corrosión tales como: vidrio, loza, metales recubiertos de porcelana o materiales inoxidables. 8.15.1.2 Agua desmineralizada o destilada. 8.15.2 Procedimiento 8.15.2.1 Acomodar las probetas (100 mm X 150 mm) separándolas, como mínimo, 10 mm sumergirlas en agua manteniendo una temperatura de 38°C ± 1°C; no debe existir contacto eléctrico entre ellas. Para evitar la contaminación, el agua debe cambiarse cada 72 horas. La prueba debe ser continua por el tiempo acordado entre fabricante y comprador, normalmente el tiempo de prueba es de 1000 horas (6 semanas). 8.15.3 Resultados Secar las probetas por medio de aire, observar si existen defectos en la pintura tales como: ampollamiento, arrugamiento, aspereza, desintegración, pérdida de brillo, pérdida da adherencia y color.

NMX-B-468-1990
8.16 Marca en cruz 8.16.1 Equipo Debe ser el mismo utilizado para la prueba de adherencia a la cuadrícula (ver 8.3). 8.16.2 Procedimiento Hacer dos cortes de aproximadamente 40 mm de largo, que se intercepten cerca de su mitad, formando un ángulo entre 30° y 45°. Continuar como se indica en 8.3.2.1, (prueba de adherencia a la cuadrícula). 8.16.3 Resultados La evaluación debe hacerse conforme a lo siguiente: (ver figura 1). 5 A - No hay desprendimiento o remoción. 4 A - Trazas de desprendimiento o separación a lo largo de las incisiones. 3 A - Remoción de puntas a lo largo de la mayoría de las incisiones hasta 1.6 mm
de cada lado. 2 A - Remoción de puntas a lo largo de la mayoría de las incisiones hasta 3.2 mm
de cada lado. 1 A - Remoción de la mayoría de área "X" bajo la cinta. 0 A - Remoción más allá del área "X". 8.17 Resistencia al manchado 8.17.1 Esta prueba determina el efecto resultante de cualquier alteración en la superficie pintada, tal como: decoloración, pérdida de brillo, ampollamiento o fenómenos especiales. Los agentes químicos deben seleccionarse entre comprador y fabricante, así como el resultado de la prueba, conforme al uso requerido, sin embargo no debe haber cambios importantes de tono, brillo o desprendimiento de pintura. 8.17.2 Materiales. Las substancias de prueba sugeridas son: 8.17.2.1 Agua destilada fría o caliente, alcohol etílico (50 % volumen) vinagre, solución con detergente, solución con jabón, blanqueador, grasa para calzado, etc. 8.17.2.2 Condimentos: mostaza, mayonesa, puré de tomate.

NMX-B-468-1990
8.17.2.3 Frutas: jitomate, cebolla, limón, aguacate. 8.17.2.4 Grasas: mantequilla, aceite vegetal, queso fresco. 8.17.2.5 Bebidas: café, té, refresco de cola, jugo de limón, jugo de uva. 8.17.2.6 Otros: carne e hígado fresco, lápiz labial. 8.17.3 Procedimiento. Aplicar la substancia en forma abundante dentro del área que abarque la cubierta, taparla y dejarla durante 7 días a temperatura ambiente 25°C y 50% de humedad relativa. Al término de la prueba lavar la probeta con agua y jabón suave. 8.17.4 Resultados. La probeta puede presentar algunas manchas, ligeras en el lugar en donde se colocó la mostaza; en donde estuvo el limón un ligero amarillamiento y en el lugar del lápiz labial puede presentarse un ligero cambio de tono. 8.18 Resistencia al SO2 Método de prueba con bióxido de azufre por medio del aparato Kesternich. 8.18.1 Alcance Este método de prueba se emplea para determinar en forma acelerada, la resistencia del recubrimiento protector al bióxido de azufre, es adecuado para hacer una evaluación comparativa de diferentes tipos de recubrimientos protectores al ataque del SO2. Los valores obtenidos en los ciclos de prueba no están correlacionados con el tiempo real de vida útil. 8.18.2 Atmósfera La atmósfera que debe emplearse es vapor caliente con bióxido de azufre (ver tabla 2). 8.18.3 Probetas Las particularidades relativas al muestreo, forma y número de probetas, materiales, así como, cuando es aplicable, su acondicionamiento y selección de los componentes estructurales y de l equipo de prueba deben ser de calidad y con patrones de prueba, o las acordadas entre fabricante y comprador. 8.18.4 Equipo de prueba La prueba debe efectuarse empleando un aparato tipo Kesternich, tipo gabinete con tapa removible. Nota 4: Los aparatos nuevos únicamente deben operarse después de 10 ciclos con una atmósfera de 2.0 SO2.

NMX-B-468-1990
8.18.4.1 Aparato Kesternich tipo gabinete Este tipo de aparato (ver figura 4) consta de las siguientes partes: 8.18.4.1.1 Gabinete el cual tiene una base y marco con tubería de plomo y paredes de vidrio selladas. La pared de enfrente es utilizada como puerta, y la base como depósito. En las paredes del gabinete están colocados un tubo interior y válvulas para controlar la presión del gas. 8.18.4.1.2 Dispositivo para las probetas (sin ilustrar) debe ser de un material resistente a la corrosión o con un recubrimiento resistente a ella, que tenga un cobertizo transversal y dispositivos de suspensión los cuales sirven para colocar las probetas, como se indica en 8.18.5.2 y que deben ser de un material no conductivo, (tal como vidrio) con objeto de evitar la corrosión por contacto. Nota 5: No deben utilizarse substancias que puedan promover o retardar la
corrosión de las probetas (por ejemplo, que liberen ácido acético de la madera o del plástico).
Tabla 2.- Tipos de atmósfera empleados en la prueba de resistencia al SO2.

NMX-B-468-1990
Notas:
a) en el curso de un ciclo no deben formarse gotas de bióxido de azufre, en todas las pruebas.
b) Para definiciones de temperatura de laboratorios, (ver A1.7).

NMX-B-468-1990
FIGURA 4.- APARATO KESTERNICH DE GABINETE 8.18.4.1.3 Aplicación de calor - Para calentar el baño de agua y permitir la condensación al tiempo de calentamiento indicado en 8.18.5.4, debe emplearse una placa con una capacidad de 100 watts. 8.18.4.1.4 Medición y regulación de la temperatura -Dispositivo que sea capaz de medir la temperatura discreta en el punto mostrado en la figura y pueda regularla satisfactoriamente. 8.18.4.2 El aparato Kesternich con tapa removible (ver figura 5) tiene las siguientes partes 8.18.4.2.1 Recipiente con tubos para conducción de líquido y gas. 8.18.4.2.2 Marco de madera con tubería de plomo y paredes de vidrio sellados. 8.18.4.2.3 Válvula para regular la presión en el aparato o en el marco de madera.

NMX-B-468-1990
8.18.4.2.4 Tira, entre el recipiente y el marco de madera, que los selle adecuadamente cuando el peso del marco descanse totalmente sobre el¡ recipiente. 8.18.4.2.5 El dispositivo para las probetas, la aplicación del calor, la medición de la temperatura, así como sus dispositivos para regularla se indican desde 8.18.4.1.2 hasta 8.18.4.1.4.
Figura 5.- Aparato Kesternich con tapa removible. 8.18.4.3 Ajuste de los aparatos Los aparatos deben ajustarse y colocarse en un cuarto sin atmósfera agresiva (no en laboratorios químicos) a temperatura ambiente y una humedad relativa que no exceda 75 %, no deben quedar expuestos a la luz directa y deben protegerse contra corrientes de aire. 8.18.4.4 Bióxido de azufre (SO2)
NMX-B-468-1990
8.18.4.4.1 Extracción de los cilindros de acero. El bióxido de azufre debe extraerse de dos cilindros conectados entre sí, y que estén al mismo nivel. Los niveles de los cilindros deben tener marcas (cero litros, 0.2 litros y 2 litros) y recubrirse internamente con parafina de aceite. 8.18.5 Procedimiento 8.18.5.1 Llenado de la cámara. La cámara debe llenarse con 2 litros ± 0.2 litros de agua destilada. El agua debe cambiarse antes de cada operación de calentamiento. 8.18.5.2 Colocación de las probetas. Unicamente deben probarse las probetas que no influyan en otras, en cada prueba. Las probetas deben colocarse de tal manera que se mantengan los siguientes intervalos, como mínimo. Intervalo entre paredes y cubierta ------------ --------------------------------- 100 mm Intervalo entre la orilla inferior de la probeta y la superficie del agua ---------------------------------------------------------- 200 mm Intervalo entre probetas --------------------------------------------------------- 20 mm Cuando sea posible, las probetas deben colocarse al mismo nivel. Si no pueden colocarse al mismo nivel, éstas deben colocarse de tal manera que el agua condensada de la parte superior de la probeta y las barras transversales no goteen la parte inferior de las probetas contiguas. Nota 6: Dado el volumen de SO2 siempre ejerce un efecto en cada ciclo, los
resultados de corrosión dependen de la superficie total de las probetas introducidas. En pruebas comparativas, siempre debe usarse la misma superficie total de las probetas. Si no se alcanzan los valores acordados en ciclos, la superficie total de las probetas suspendidas debe ser 0.5 m2+_ 0.1 m2.
8.18.5.3 Introducción de SO2 Después de insertadas las probetas se introducen 0.2� ó 2� de SO2, conforme a lo acordado, al aparato de prueba previamente cerrado. 8.18.5.4 Inicio Después de introducir el SO2 debe alcanzarse una temperatura de 40°C ± 35°C en aproximadamente 1.5 horas, y formarse condensación en las probetas durante el proceso. Después de calentar el agua en la cámara, debe regularse de tal manera que la temperatura prescrita de 40°C +_ 3°C sea mantenida en el punto para su determinación indicada, como se muestra en las figuras 4 y 5. 8.18.5.5 Tiempo de prueba

NMX-B-468-1990
La prueba consiste de un número de ciclos acordados o establecidos. Cada ciclo consiste de 8 horas ± 16 horas = 24 horas. Después de 8 horas de iniciada la prueba el calentamiento debe interrumpirse, abrir la puerta o quitar la tapa del aparato de prueba, dependiendo del tipo de aparato que se disponga. Después de 16 horas debe retirarse la probeta para una evaluación intermedia y colocarla otra vez en el aparato. Deben alcanzarse los valores y la humedad establecidos, la superficie de la probeta debe estar libre de los productos de la corrosión para la evaluación intermedia. Nota 7: En casos en que se requieran evaluaciones intermedias, las
probetas pueden removerlas y después volverse a colocar. 8.18.5.6 Terminación de la prueba La prueba debe suspenderse si aparece cualquier defecto para el uso a que ha de destinarse el producto del que es representativo la probeta, o si el tiempo o número de ciclos de prueba acordados se alcanza. 8.18.5.7 Interrupción Las interrupciones en la prueba pueden alternarse extendiendo el período de enfriamiento de 16 horas, los períodos de almacenaje deben agregarse al ciclo de interrupción. En cada caso éstos deben registrarse exactamente para el informe de prueba. 8.18.6 Evaluación El número posible de evaluaciones intermedias, el tiempo en el cual éstas deben hacerse y la manera de efectuar la evaluación final de la probeta depende de la precisión requerida de la prueba normal o la acordada. 8.18.7 Informe de prueba El informe de prueba debe hacer referencia a este método, e incluir lo siguiente: - La descripción exacta de las probetas, cuando sea aplicable su acondicionado. - El tipo de aparato de prueba y la forma de abrirse ( de gabinete o con tapa
removible). - Volumen de bióxido de azufre empleado(0.2� ó 2�). - Número de ciclos. - Él por qué de la finalización de la prueba. 8.19 Resistencia a detergentes Esta prueba determina la resistencia, en forma acelerada, a los detergentes.
NMX-B-468-1990
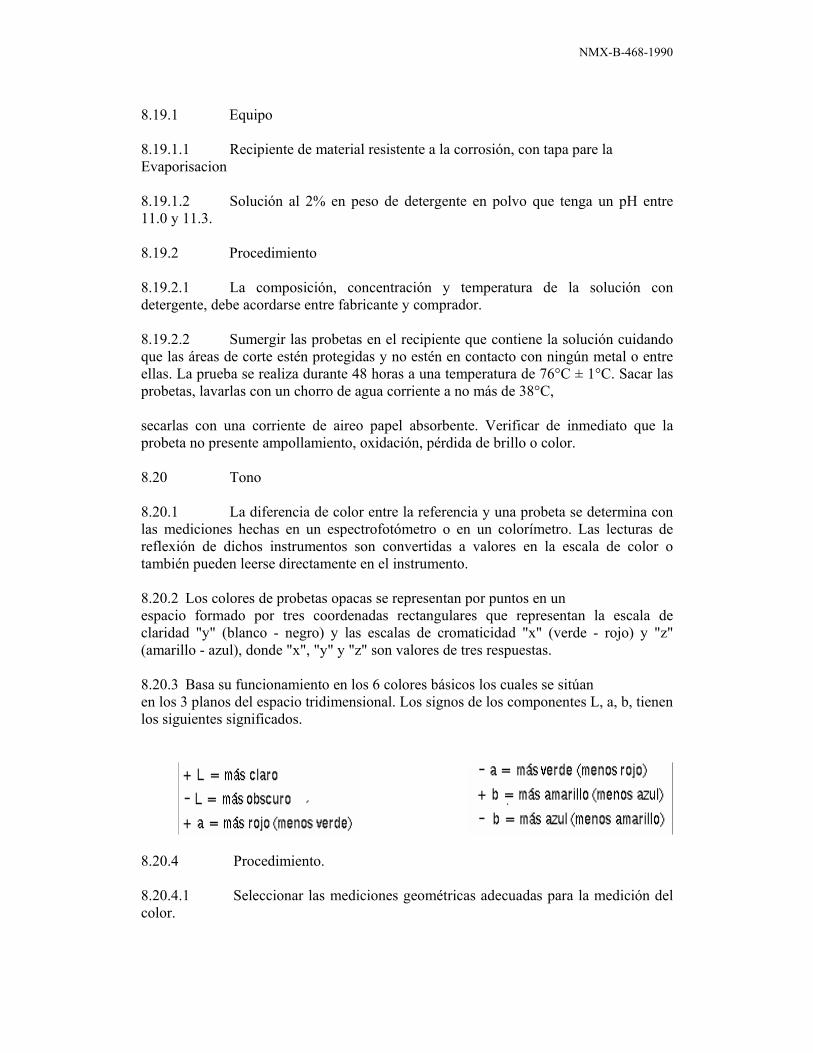
8.19.1 Equipo 8.19.1.1 Recipiente de material resistente a la corrosión, con tapa pare la Evaporisacion 8.19.1.2 Solución al 2% en peso de detergente en polvo que tenga un pH entre 11.0 y 11.3. 8.19.2 Procedimiento 8.19.2.1 La composición, concentración y temperatura de la solución con detergente, debe acordarse entre fabricante y comprador. 8.19.2.2 Sumergir las probetas en el recipiente que contiene la solución cuidando que las áreas de corte estén protegidas y no estén en contacto con ningún metal o entre ellas. La prueba se realiza durante 48 horas a una temperatura de 76°C ± 1°C. Sacar las probetas, lavarlas con un chorro de agua corriente a no más de 38°C, secarlas con una corriente de aireo papel absorbente. Verificar de inmediato que la probeta no presente ampollamiento, oxidación, pérdida de brillo o color. 8.20 Tono 8.20.1 La diferencia de color entre la referencia y una probeta se determina con las mediciones hechas en un espectrofotómetro o en un colorímetro. Las lecturas de reflexión de dichos instrumentos son convertidas a valores en la escala de color o también pueden leerse directamente en el instrumento. 8.20.2 Los colores de probetas opacas se representan por puntos en un espacio formado por tres coordenadas rectangulares que representan la escala de claridad "y" (blanco - negro) y las escalas de cromaticidad "x" (verde - rojo) y "z" (amarillo - azul), donde "x", "y" y "z" son valores de tres respuestas. 8.20.3 Basa su funcionamiento en los 6 colores básicos los cuales se sitúan en los 3 planos del espacio tridimensional. Los signos de los componentes L, a, b, tienen los siguientes significados.
8.20.4 Procedimiento. 8.20.4.1 Seleccionar las mediciones geométricas adecuadas para la medición del color.

NMX-B-468-1990
8.20.4.2 Estandarizar el instrumento con un patrón de trabajo, reestandarizar a intervalos frecuentes de medición para minimizar los efectos de desviación. 8.20.4.3 Cuando se utiliza un espetrofotómetro, deben obtenerse los valores de reflexión, a intervalos de longitud de onda suficientes para permitir un cálculo preciso. 8.20.4.4 Cuando se utiliza un colorímetro provisto con filtros de lecturas de reflexión, deben obtenerse los valores con cada uno de los filtros. 8.20.4.5 Medir al menos en tres partes de la superficie de cada probeta, para que
la medición sea uniforme. 8.20.5 Resultados La diferencia en color permitida entre la probeta y la referencia, así como el procedimiento para calcular la diferencia en color deben acordarse entre fabricante y comprador. 8.21 Repetición de pruebas Si cualquier probeta no cumple con lo establecido en esta norma, la prueba debe repetirse en otras dos probetas, tomando éstas del mismo lote que no cumplió esa prueba en particular, debiendo ambas probetas cumplir con lo especificado. 9 MARCADO, EMPAQUE Y EMBALAJE 9.1 Marcado Cada rollo o paquete de hojas debe llevar sujeta firmemente una tarjeta o etiqueta conteniendo los siguientes datos: a) Nombre o marca del fabricante. b) Espesor especificado del recubrimiento metálico de la lámina. c) Tipo de recubrimiento metálico. d) Tipo o espesor de la pintura. e) Símbolos de identificación que relacionen a un número de colada
específico y número de lote con recubrimiento. f) Número y año de esta norma. 9.2 Embalaje El material normalmente es suministrado con un recubrimiento de polietileno, a menos que se acuerde otra cosa entre fabricante y comprador. 9.3 Empaque

NMX-B-468-1990
9.3.1 El tipo de empaque debe acordarse previamente entre fabricante y comprador, pudiendo para este caso, aplicarse lo especificado en la NMX-B-473. Se sugiere que el empaque en rollos sea vertical para minimizar la abrasión. Los materiales pintados son materiales con un acabado, y deben tratarse como tal en su manejo y almacenamiento. 9.3.2 El comprador puede especificar métodos distintos a los indicados en 9.3.1 9.3.3 Se ha encontrado que es muy importante para mantener la integridad del sistema de recubrimiento, almacenar los paneles de construcción, previo a su instalación. Pueden resultar fallas de corrosión cuando estos paneles no son adecuadamente protegidos y el agua se atrape durante el almacenamiento, previo a su instalación. No deben usarse cubiertas de plástico para proteger el material. 10 CRITERIO DE ACEPTACION El material probado por el comprador que no cumpla con los requisitos establecidos en esta norma debe rechazarse. 11 INSPECCION El inspector representante del comprador debe tener libre acceso, mientras está fabricándose el material ordenado, a todas las partes de la planta relacionadas con la fabricación del mismo. El fabricante debe dar al inspector todas las facilidades razonables para satisfacerlo de que el material está siendo suministrado conforme a esta norma. A menos que otra cosa sea especificada, la inspección y pruebas deben realizarse, antes del embarque, en la planta del fabricante y dicha inspección o muestreo debe hacerse conjuntamente con y lo extenso de las operaciones de inspección regulares. 12 CERTIFICACION Cuando sea especificado en el contrato u orden de compra, el fabricante debe proporcionarle al comprador un certificado en el que se indique que las muestras representativas de cada lote han sido probadas e inspeccionadas conforme a esta norma y cumplen con los requisitos especificados. Cuando sea solicitado en el contrato u orden de compra, debe proporcionarse un informe de los resultados de las pruebas. Los resultados de las pruebas indicadas en 8 como pruebas de calificación, pueden ser resultados típicos, en lugar de los resultados de pruebas en el lote específico del material.
APENDICE A1 En tanto no sean elaboradas las Normas Mexicanas correspondientes deben consultarse, en forma suplementaria, las siguientes especificaciones extranjeras.

NMX-B-468-1990
A1.1 ASTM-D-2092 "Recommended practices for preparation o zinc coated steel surfaces for painting".
A1.2 ASTM-D-4060 "Test method abrasion resistance of organic
coatings by the taber abraser". A1.3 ASTM-D-522 "Test method for elongation of attached organic coatings with conical mandril apparatus". A1.4 ASTM-G-53 "Recommended practice for operating light-and
water exposure apparatus (fluorscent UV - condensation type) for exposure of nonmetallic materials".
A1.5 ASTM-D-659 "Method for evaluating degree of chalking of
exterior paints". A1.6 ASTM-D-4214 "Method for evaluating degree of chalking of
exterior paint films". A1.7 DIN-50018 "Method of test in damp heat alternating
atmosphere containing sulphur dioxide (kesternich type apparatus)".
13 BIBLIOGRAFIA 13.1 Esta norma no concuerda con ninguna especificación extranjera
México, D.F., Junio 29, 1990
EL DIRECTOR GENERAL DE NORMAS
LIC. AGUSTIN PORTAL ARIOSA


















