Sarta de Perforacion y Conceptos de Diseno
103
Tuberías Tuberías ÍNDICE página INTRODUCCIÓN 3 I. CONCEPTOS GENERALES 3 ¿Qué es una tubería? 3 Acero 4 Clasificación por objetivo 4 Clasificación por función 5 Datos de tuberías 6 Proceso de fabricación 6 Propiedades mecánicas 16 Conexiones o juntas 18 Tipos de juntas 19 Proceso de maquinado 22 Estándares sobre tuberías 25 Diseño de sartas de tuberías 28 Retrospectiva de métodos 30 II. CAPACIDAD DE RESISTENCIA DE LAS TUBERÍAS 32 Condiciones de falla 32 Cedencia 33 Colapso 34 Estallamiento 40 Tensión 40 Fallas por carga de presión 46 Ejemplos de fallas en tubulares 47 Diagrama de capacidad de juntas 54
Transcript of Sarta de Perforacion y Conceptos de Diseno
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 1/103
Tuberías
Tuberías
ÍNDICE
página
INTRODUCCIÓN 3
I. CONCEPTOS GENERALES 3
¿Qué es una tubería? 3
Acero 4
Clasificación por objetivo 4
Clasificación por función 5
Datos de tuberías 6
Proceso de fabricación 6
Propiedades mecánicas 16
Conexiones o juntas 18
Tipos de juntas 19
Proceso de maquinado 22Estándares sobre tuberías 25
Diseño de sartas de tuberías 28
Retrospectiva de métodos 30
II. CAPACIDAD DE RESISTENCIA DE LAS TUBERÍAS 32
Condiciones de falla 32
Cedencia 33
Colapso 34
Estallamiento 40Tensión 40
Fallas por carga de presión 46
Ejemplos de fallas en tubulares 47
Diagrama de capacidad de juntas 54

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 2/103
Tuberías
2
III. CONDICIONES DE CARGA 55
Eventos de carga 56
Cargas de presión 57Perfiles de presión externa 58
Perfiles de presión interna 59
Cargas axiales 61
Cargas no axiales (formaciones plásticas) 64
Cargas triaxiales 64
Efectos axiales 64
Corrosión 69
Condiciones iniciales de carga 70
IV. SELECCIÓN DE TUBULARES 73
Métodos de selección 74
Selección de juntas 75
Selección hidráulica de tubería de producción 76
Análisis de torque y arrastre 81
Ancalado de TR 82
Centradores de tuberías de revestimiento 83
V. METODOLOGÍA PARA EL DISEÑO MECÁNICO 85
Tubería de producción 85
Procedimiento de diseño 85
Eventos de carga 86
Diseño de sartas de perforación 88
Los aparejos de fondo convencionales 90
Método de flotación de Lubinski 90
Método de Paslay y Dawson 91
Ejemplo de diseño de una sarta de perforación 92
VI. HERRAMIENTAS DE SOFTWARE PARA DISEÑO DE TUBERÍAS 99
REFERENCIAS 101
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 3/103
Tuberías
3
Tuberías
INTRODUCCIÓN
Este capítulo presenta los elementos conceptuales re-lacionados con las tuberías utilizadas en los pozos pe-troleros, a fin de propiciar el mejor aprovechamientosobre las mismas y fortalecer la práctica de la ingenie-ría de perforación. Fundamenta técnicamente el dise-ño (o selección) de las diferentes tuberías utilizadas.
Como parte de los insumos que demanda un pozo,las tuberías representan un alto porcentaje en el cos-to del mismo. Se tienen estimaciones generales deque varía del 15 al 30% de la inversión total. Por lotanto, es importante considerar el costo de las tu-berías. El tema merece atención especial.
Las bases de todo proceso de ingeniería recaen enlos fundamentos técnicos. Sin embargo, se requie-re observar sistemáticamente la disminución de loscostos asociados en cada proceso. Por lo que en lapráctica de la ingeniería de perforación, se debendefinir y optimizar los materiales tubulares que de-ben utilizarse en un pozo.
El diseño de un pozo requiere la aplicación y cono-cimiento de una diversidad de técnicas y procedi-mientos. Éstos, bien aplicados y orientados con lapremisa de minimizar costos, conducen a definir lasespecificaciones de los materiales y parámetros deoperación óptimos para aplicar en un pozo. Comoparte de este proceso, el diseño de las tuberías esuna actividad que debe ser recurrente en la prácticade ingeniería de perforación. Cada pozo presenta
un comportamiento diferente para su operación yconstrucción.
El material expuesto en este libro incluye los tec-nicismos más usuales que deben incorporarseen el proceso de diseño de tuberías. La idea esmejorar y consolidar la práctica de ingeniería deperforación entre los estudiantes.
Básicamente el diseño de tuberías se fundamentaen dos factores principales: el conocimiento del ma-terial (capacidad de resistencia) y el conocimientode las condiciones de esfuerzos (cargas) a los quevan a estar sujetas las tuberías. El primer factor abar-ca desde su fabricación hasta el desempeño mecá-nico. Es la base para reconocer la capacidad de una
tubería. El segundo factor significa el conocimientoteórico y experimental necesario para ser capacesde predecir las condiciones de trabajo o de cargaque se presentarán en un pozo y en consecuencia,que soporte una tubería.
Por lo anterior, el material se ha dividido en trespartes: en la primera se presenta todo lo relacio-nado con el material �tubo�. Es decir, su procesode fabricación, las propiedades mecánicas, y la forma de evaluar su capacidad de resistencia. Enuna segunda parte se presentan las diferentes al-ternativas para determinar las distintas condicio-nes de carga. Se inicia por la definición de lascargas y se termina por definir la forma de eva-luarlas. En una tercera parte, se presentan las téc-nicas de selección de los materiales, criterios ymetodologías de diseño.
I. CONCEPTOS GENERALES
¿ Qué es una tubería?
Una tubería es un elemento cilíndrico hueco com-puesto generalmente de acero, con una geometríadefinida por el diámetro y el espesor del cuerpo que
lo conforma. Para fines prácticos, se define median-te una geometría homogénea e idealizada. Es decir,un diámetro nominal y un espesor nominal cons-tante en toda su longitud. Sin embargo, la realidades que no existe una tubería perfecta geomé-tricamente. Adolecen de ciertas imperfecciones queserán tratadas más adelante, como la ovalidad y laexcentricidad.

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 4/103
Tuberías
4
Acero
El acero es un metal refinado. Se obtiene a partir dela fundición de un lingote de hierro combinado almismo tiempo con otros elementos químicos.
Los aceros se dividen en ordinarios y especiales.Los aceros ordinarios contienen tres elementos prin-cipales: hierro, carbono y manganeso. El carbono yel manganeso reunidos no representan más del1.5% del metal. Los aceros ordinarios con el 0.1 a1.5% de carbono se clasifican como aceros de bajocontenido de carbono. Los aceros especiales sehacen como los ordinarios, pero se les agregan otroselementos tales como: níquel, cromo, molibdeno,cobre, vanadio y tungsteno.
Tanto los aceros al carbono como los especiales
(aceros inoxidables, aceros resistentes a la corro-sión y a las altas temperaturas), se producen enhornos eléctricos.
Otros materiales tubulares
La fabricación de tuberías se ha diversificado y extendi-do para satisfacer la demanda de las diferentes in-dustrias que las utilizan como insumo. Es por ello queen la actualidad obtenemos tuberías con diferentescalidades en los materiales que la componen. Tal es elcaso de: tuberías de aluminio, tuberías de fibra de vi-drio, tuberías de plástico, etc. Cada una de ellas tie-ne aplicaciones específicas y limitadas por las condi-ciones del material y de su respuesta en su manejo.
Tipos de tuberías
El uso de tuberías en un pozo es de vital importan-cia. Constituyen el medio por el cual garantizan elcontrol del mismo y se aseguran las instalacionespara el mejor aprovechamiento y mantenimiento delpozo. Con el fin de entrar en materia, es importantemencionar que dentro de la ingeniería de perfora-ción las tuberías juegan un papel fundamental y
cumplen diversas funciones. Por ello, se ha mane- jado una clasificación tanto por su objetivo comopor la función que deben cumplir al ser utilizadasen el interior de un pozo.
Clasificación por objetivo
Una clasificación preliminar, pero importante, esla que permite definir en qué se va a utilizar la
tubería. Es decir, la función de operación quedebe cumplir, para ello, las tuberías se clasifi-can como:
Tuberías de revestimiento
Son tuberías que constituyen el medio con el cualse reviste el agujero que se va perforando. Conello se asegura el éxito de las operaciones lleva-das a cabo durante las etapas de perforación yterminación del pozo.
El objetivo de las tuberías de revestimiento es pro-teger las zonas perforadas y aislar las zonas proble-máticas que se presentan durante la perforación. Tales el caso de revestir el agujero para mantener laestabilidad del mismo, prevenir contaminaciones,aislar los fluidos de las formaciones productoras,
controlar las presiones durante la perforación y enla vida productiva del pozo.
Además, las tuberías de revestimiento proporcio-nan el medio para instalar las conexiones superfi-ciales de control (cabezales, BOPs), los empacadoresy la tubería de producción.
Tuberías de producción
Las tuberías de producción son el elementotubular a través del cual se conducen hasta la su-perficie los fluidos producidos de un pozo, o bien,los fluidos inyectados de la superficie hasta el ya-cimiento.
Tuberías de perforación
Las tuberías de perforación son los elementostubulares utilizados para llevar a cabo los trabajosdurante la operación de la perforación. Generalmentese les conoce como tuberías de trabajo, porque es-tán expuestas a múltiples esfuerzos durante las ope-raciones de perforación del pozo.
Ductos (tubería de línea)Se le conoce como ducto al elemento tubular (co-nocido como tubería de línea) utilizado para condu-cir los fluidos producidos del pozo hacia los centrosde recolección, separadores, compresores o tan-ques de almacenamiento. Son conductos que se co-nectan en la superficie a partir del cabezal o árbolde válvulas del pozo.

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 5/103
Tuberías
5
Otros tubulares
Los elementos tubulares utilizados en las diferentes funciones mencionadas anteriormente pueden pre-sentar variaciones catalogadas como otros elemen-
tos tubulares muy específicos. En su mayoría, sepresentan para la actividad de perforación. Sin em-bargo, su muy particular aplicación los hace de in-terés para mencionarlos:
Tuberías flexibles
Son conductos tubulares de gran longitud y flexibi-lidad que no requieren utilizar conexión o junta paraconformar todo un tren o sarta de tuberías. Es decir,la tubería es continua, a diferencia de las tuberíasconvencionales que requieren un elemento conectorpara unir tubo por tubo y lograr contar con una lon-
gitud apropiada para el trabajo a realizar. La tubería flexible es de dimensiones geométricas esbeltas(< 3 ½� de diámetro), aunque actualmente existende grandes dimensiones (7� de diámetro) y la ma-yoría de las veces se utiliza como tubería de trabajoen procesos de recuperación avanzada durante lavida productiva del pozo.
Lastrabarrenas (drill collars)
Los elementos tubulares denominados lastrabarrenasson tuberías utilizadas para auxiliar a la tubería de per- foración a dar peso a la barrena durante las operacio-nes de perforación.
Tubería pesada (heavy weigth)
La tubería pesada (�heavy-weigth�) se compone deelementos tubulares de grandes dimensionesgeométricas (espesor) que se utilizan como auxiliarentre la tubería de perforación y los lastrabarrenas.Con esto se evita la fatiga de los tubos durante laperforación.
Clasificación por función
Las tuberías de revestimiento se clasifican por la fun-ción que desempeñan al colocarse en el interior deun pozo, esto es:
Conductora: Es la primera tubería de revestimientoque puede ser hincada o cementada; sirve para sen-tar el primer cabezal en el cual se instalan las co-nexiones superficiales de control y las conexiones
de circulación del lodo de perforación. Es la de ma-yor diámetro que se utiliza en el pozo, pues a travésde ella pasan todas las tuberías de revestimientoque se utilizan. En el mar, es la primera tubería quese extiende desde la plataforma hasta abajo del le-
cho marino (mudline).
Superficial: Es la tubería que sirve para aislar losacuíferos subsuperficiales o someros, así comomanifestaciones de gas someros. Provee equipode flotación, que permita realizar una buenacementación para continuar la perforación den-tro de una zona de transición de alta presión. Enpozos desviados, la superficie de la tubería debecubrir toda la sección construida para prevenir de-rrumbes de la formación durante la perforaciónprofunda. Esta sarta es cementada típicamentehasta la superficie o lecho marino (mudline) y sos-
tiene las conexiones superficiales de control defi-nitivas.
Intermedia: Es la tubería que aísla zonas inesta-bles del agujero, zonas con pérdida de circulaciónde baja presión y zonas de producción. Se utilizaen la zona de transición de presión normal a pre-sión anormal. La cima del cemento de esta tube-ría debe aislar cualquier zona de hidrocarburo.Algunos pozos requieren de múltiples sartas in-termedias.
De explotación: Es la tubería que aísla zonas deproducción y debe soportar la máxima presión de fondo de la formación productora, tener resisten-cia a la corrosión así como resistir las presionesque se manejarán en caso de que el pozo se frac-ture para aumentar su productividad, el bombeomecánico (gas lift), la inyección de inhibidoresde aceite. El buen trabajo de cementación prima-ria es crítico para esta sarta.
Existen tuberías de revestimiento que por su condi-ción y objetivo de colocación pueden definirsecomo:
Tubería corta (liners): Es una sarta de tubería queno se extiende a la cabeza del pozo. En cambio, sesostiene por otra sarta. La tubería corta se usa parareducir costos y mejorar la hidráulica durante per- foraciones profundas. La tubería corta puede serusada tanto en la sarta intermedia como en la deexplotación. La tubería corta es cementada típica-mente a lo largo de toda su longitud.

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 6/103
Tuberías
6
Complemento (TIE-BACK): Es una sarta de tuberíaque proporciona integridad al pozo desde la cimade la tubería corta hasta la superficie. Es un refuer-zo para la tubería de explotación. Si se tienen altaspresiones protege de los fluidos corrosivos y
refuerza la tubería de explotación en caso de que sepresenten daños. Puede cementarse parcialmente.
Complemento corto (STUB): Es una sarta de tu-bería que funciona igual que el complemento. Pro-porciona integridad por presión para extender lacima de la tubería corta. Puede cementarse par-cialmente.
Sin tubería de produccion (TUBINGLESS): Es unatubería de explotación que se extiende hasta la su-perficie y se utiliza como tubería de producción paraexplotar los hidrocarburos.
La figura 1 muestra un esquema que representa la forma como se colocan las tuberías de revestimien-to en el interior de un pozo.
Datos de tuberías
Los tubos utilizados en la industria petrolera de-ben cumplir con ciertas característ icasgeométricas y mecánicas dependiendo de su uso.
A continuación, se presentan algunos datos ca-racterísticos de las tuberías utilizadas para la per- foración de un pozo.
Tubería de perforación
Los datos principales que deben conocerse sobrelas tuberías de perforación son los siguientes: diá-metro nominal, peso nominal, clase, grado, resis-tencia a la tensión, colapso y torsión.
La clase de tubo, se refiere al grado de usabilidadque ha tenido el tubo. El API divide las tuberías enclase I (tubería nueva), II, III y Premium. Un ejemplode estas características se muestra en la tabla 1.
Tuberías de revestimiento (TRs) y producción (TPs)
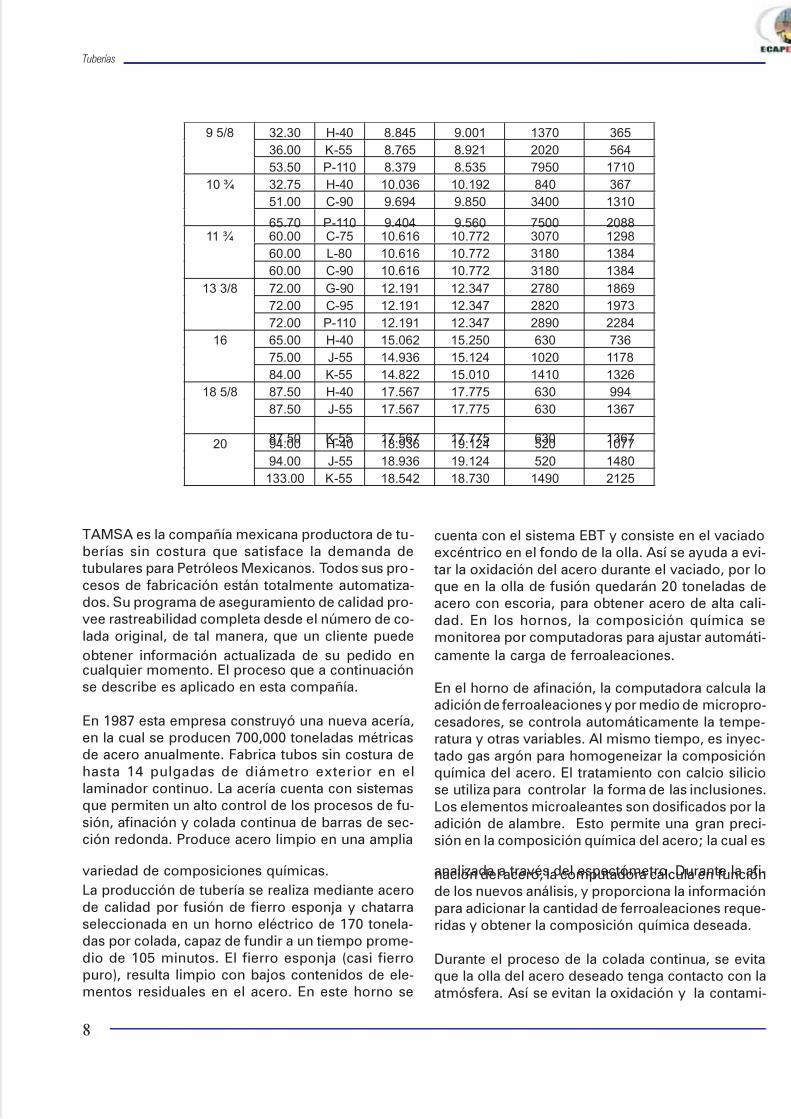
Las características principales a observar en las tu-berías de revestimiento y tuberías de producciónson: diámetro nominal, peso nominal, grado, drift,resistencia a la tensión, resistencia al colapso y re-sistencia al estallamiento. Un ejemplo de estos da-tos se muestra en la tabla 2.
Para obtener datos máscompletos sobre las con-diciones geométricas ymecánicas y con mayordetalle de las tuberías con-sultar las referencias 1, 2,3, y 4.
Proceso de fabricaciónDebido a la importancia dela tubería de acero en laperforación de pozos pe-troleros, la fabricacióndebe contar con caracte-rísticas de calidad extre-ma, acordes a los riesgosy necesidades manejadosen la Industria Petrolera.
Existen tres procesos de
fabricación de tuberías: elproceso sin costura, elproceso con soldaduraeléctrica-resistencia y el
proceso de soldadura eléctrica instantánea (flash).El proceso más utilizado para suministrar la deman-da de tuberías dentro del ámbito de perforación (diá-metros desde 20� o menores) es sin lugar a dudasla fabricación de tubería sin costura.
TUBERÍA DEREVESTIMIENTO
TUBERÍACORTA ( LINER )
TUBERÍACOMPLEMENTO
( TIE-BACK )
COMPLEMENTOCORTO( STUB )
SIN APAREJODE PRODUCCIÓN( TUBINGLESS )
Figura 1 Esquemas representativos del uso de las tuberías de revestimiento

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 7/103
Tuberías
7
* lbf = libras fuerza
Tabla 1 Características geométricas y mecánicas de la tubería de perforación
Diámetronominal
(pg)
Pesonominal(lb/pie)
Clase Grado Tensión*( lbf)
Torsión(ft-lbf)
Resistenciaal Colapso
(psi)
2 3/8 4.85 I E75 98000 4760 10500
II G105 151000 5810 11763
Premium X95 136000 6090 12155
3 ½ 13.30 I G105 452000 29520 13344
II S135 382000 22160 13721
Premium E75 153000 11090 8703
4 14.00 I X95 361000 29500 13721
II S135 404000 27740 15592
Premium G105 314000 25420 13866
4 ½ 20.00 I E75 412000 36900 12546
II S135 581000 44030 18058
Premium G105 452000 40160 16042
5 19.50 I X95 501000 52140 12039
II X95 395000 34460 9631
Premium S135 561000 58110 156365 ½ 24.70 I S135 895000 101830 17626
II G105 548000 52370 11096
Premium E75 391000 44320 9051
6 5/8 25.20 I E75 489000 70580 6542
Diámetronominal
(pg)
Pesonominal(lbf/ ft)
Grado DiámetroDrift(pg)
DiámetroInterior
(pg)
Resistenciaal Colapso
(psi)
Tensión(1000 lbf)
4 ½ 9.50 H-40 3.965 4.090 2760 11111.60 K-55 3.875 4.052 4010 16515.10 P-110 3.701 3.826 14350 485
5 11.50 J-55 4.435 4.560 3060 18215.00 N-80 4.283 4.408 7250 35024.10 P-110 3.875 4.000 19800 778
5 ½ 14.00 J-55 4.887 5.012 3120 22217.00 K-55 4.767 4.892 4910 27320.00 P-110 4.653 4.778 11100 641
6 5/8 20.00 H-40 5.924 6.049 2520 22924.00 C-90 5.796 5.921 6140 62424.00 P-110 5.796 5.921 6730 763
7 17.00 H-40 6.413 6.538 1420 19623.00 L-80 6.241 6.366 3830 53235.00 P-110 5.879 6.004 13020 1119
7 5/8 47.10 N-80 6.250 6.375 12040 110026.40 C-95 6.844 6.969 3710 71429.70 P-110 6.750 6.875 5350 940
8 5/8 24.00 K-55 7.972 8.097 1370 38136.00 L-80 7.700 7.825 4100 82749.00 P-110 7.386 7.511 10750 1553
Tabla 2 Características geométricas y mecánicas de la tubería de revestimiento y
tubería de producción
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 8/103
Tuberías
8
TAMSA es la compañía mexicana productora de tu-berías sin costura que satisface la demanda detubulares para Petróleos Mexicanos. Todos sus pro-cesos de fabricación están totalmente automatiza-dos. Su programa de aseguramiento de calidad pro-vee rastreabilidad completa desde el número de co-lada original, de tal manera, que un cliente puedeobtener información actualizada de su pedido encualquier momento. El proceso que a continuaciónse describe es aplicado en esta compañía.
En 1987 esta empresa construyó una nueva acería,en la cual se producen 700,000 toneladas métricasde acero anualmente. Fabrica tubos sin costura dehasta 14 pulgadas de diámetro exterior en ellaminador continuo. La acería cuenta con sistemasque permiten un alto control de los procesos de fu-sión, afinación y colada continua de barras de sec-ción redonda. Produce acero limpio en una amplia
variedad de composiciones químicas.La producción de tubería se realiza mediante acerode calidad por fusión de fierro esponja y chatarraseleccionada en un horno eléctrico de 170 tonela-das por colada, capaz de fundir a un tiempo prome-dio de 105 minutos. El fierro esponja (casi fierropuro), resulta limpio con bajos contenidos de ele-mentos residuales en el acero. En este horno se
cuenta con el sistema EBT y consiste en el vaciadoexcéntrico en el fondo de la olla. Así se ayuda a evi-tar la oxidación del acero durante el vaciado, por loque en la olla de fusión quedarán 20 toneladas deacero con escoria, para obtener acero de alta cali-dad. En los hornos, la composición química semonitorea por computadoras para ajustar automáti-camente la carga de ferroaleaciones.
En el horno de afinación, la computadora calcula laadición de ferroaleaciones y por medio de micropro-cesadores, se controla automáticamente la tempe-ratura y otras variables. Al mismo tiempo, es inyec-tado gas argón para homogeneizar la composiciónquímica del acero. El tratamiento con calcio siliciose utiliza para controlar la forma de las inclusiones.Los elementos microaleantes son dosificados por laadición de alambre. Esto permite una gran preci-sión en la composición química del acero; la cual es
analizada a través del espectómetro. Durante la afi-nación del acero, la computadora calcula en funciónde los nuevos análisis, y proporciona la informaciónpara adicionar la cantidad de ferroaleaciones reque-ridas y obtener la composición química deseada.
Durante el proceso de la colada continua, se evitaque la olla del acero deseado tenga contacto con laatmósfera. Así se evitan la oxidación y la contami-
9 5/8 32.30 H-40 8.845 9.001 1370 365
36.00 K-55 8.765 8.921 2020 564
53.50 P-110 8.379 8.535 7950 1710
10 ¾ 32.75 H-40 10.036 10.192 840 367
51.00 C-90 9.694 9.850 3400 1310
65.70 P-110 9.404 9.560 7500 208811 ¾ 60.00 C-75 10.616 10.772 3070 1298
60.00 L-80 10.616 10.772 3180 1384
60.00 C-90 10.616 10.772 3180 1384
13 3/8 72.00 G-90 12.191 12.347 2780 1869
72.00 C-95 12.191 12.347 2820 1973
72.00 P-110 12.191 12.347 2890 2284
16 65.00 H-40 15.062 15.250 630 736
75.00 J-55 14.936 15.124 1020 1178
84.00 K-55 14.822 15.010 1410 1326
18 5/8 87.50 H-40 17.567 17.775 630 994
87.50 J-55 17.567 17.775 630 1367
87.50 K-55 17.567 17.775 630 136720 94.00 H-40 18.936 19.124 520 1077
94.00 J-55 18.936 19.124 520 1480
133.00 K-55 18.542 18.730 1490 2125

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 9/103
Tuberías
9
nación en el momento del vaciado al distribuidor. Eldistribuidor ha sido diseñado con deflectores espe-ciales para evitar turbulencias y la mezcla de la es-coria con el acero.
El laminador continuo a mandril retenido permiteobtener una precisión dimensional en la tubería quecumple con tolerancias extremadamente estrictas.En laminación y en la línea de tratamiento térmicolos hornos han sido equipados con computadorasque con los modelos de cálculo, controlan larastreabilidad y el calentamiento. Para proteccióndurante el embarque, manejo y transporte, los tu-bos se barnizan y se les instalan sus protectores enlas roscas.
Durante el laminado a mandril retenido, se produ-cen espesores de pared extremadamente uniformes,
ésta es una variable ideal para tuberías resistentesal alto colapso, que es verificado a través de un equi-po de rayos láser que proporciona mediciones rápi-das y precisas. Así se obtiene un producto con tole-rancias estrictas en el diámetro exterior y bajaovalidad.
Durante el tratamiento térmico de temple y revenidose obtienen propiedades mecánicas óptimas en lastuberías resistentes al alto colapso. El temple porinmersión se realiza tanto de modo interno comoexterno. Esto produce una completa transformaciónmartensítica a través de todo el espesor del cuerpodel tubo. Durante el revenido se consiguen propie-dades mecánicas homogéneas y en el enderezadoen caliente, se obtienen productos con bajos esfuer-zos residuales. Pruebas de laboratorio han demos-trado que en tuberías con espesores delgados, suresistencia al colapso excede los requerimientos delAPI de aceros equivalentes, en aproximadamenteun 30 por ciento.
Después del tratamiento térmico, se prueba en lí-nea la dureza de la tubería. El equipo de inspecciónelectromagnético verifica cada tubo a través de cua-
tro funciones, buscando posibles defectos longitu-dinales y transversales, así como el espesor y gra-do de acero.
Todos los productos tubulares se verifican con el pasodel mandril (drift) y se prueban hidráulicamente. Tam-bién se cuenta con equipo de verificación de ultraso-nido. Los extremos se inspeccionan por el método de
partículas magnéticas húmedas antes de maquinarselas roscas, de acuerdo con las normas API. En el cuar-to de patrones y calibres, la calibración se programapara verificar los instrumentos y calibradores de tra-bajo contra los patrones, así como todo el equipo de
inspección, medición y prueba.
Para la certificación de cada tubo fabricado dentrode las normas API se realiza un monitoreo de todaslas etapas del proceso de fabricación, con la ayudade los laboratorios, que son: químico (acería), físi-co (tensión), metalográfico (estructura del acero) yprueba de colapso (valor real de colapso). TambiénTAMSA cuenta con la Norma Internacional ISO 9000.En la figura 2 se muestra el proceso de fabricación.
A continuación se detallan los pasos del proceso dela fabricación de tubería sin costura.
Materia prima: La materia prima usada en la fabri-cación de tubería es, básicamente, un 30% de fie-rro esponja (fierro natural) y un 70% chatarra.
Acería: Es un proceso que consta de 3 etapas: fu-sión, afinación y vaciado. En la figura 3 se muestrael flujo de proceso de la acería.
Fusión: La materia y ferroaleaciones se calientanhasta alcanzar una temperatura cercana a los 1620°C.En ese punto, el acero se encuentra en estado líqui-do, la inyección de argón se realiza por la parte in- ferior de la olla de fusión, con la finalidad de homo-geneizar la composición química del acero.
Afinación: Después de realizar el vaciado de la olla de fusión a la olla de afinación, con precisión, se realizala afinación del acero mediante la adición de aleacio-nes Así se obtiene el grado de acero requerido.
Vaciado: Posteriormente, el acero de la olla de afi-nación es llevado y vaciado al distribuidor para ob-tener la colada continua.
Colada continua: El distribuidor de la colada continuaha sido diseñado con deflectores especiales que evi-tan la turbulencia, con el propósito de obtener barrasde sección redonda, que finalmente son cortadas ensecciones de longitud conocida, dependiendo del diá-metro de la tubería que se fabricará. Esta sección deacero es comúnmente llamada �tocho�. En la figura 4se muestran las barras redondas.

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 10/103
Tuberías
10
Laminado: El tocho entra al horno giratorio, que con-tiene nueve zonas de calentamiento, donde se al-canzan temperaturas de 1200°C en forma gradual.Al salir del horno, se envía al desescamador paraeliminar la oxidación que sufre al contacto con la
atmósfera y se procede al perforado.
Se obtiene un esbozo cilíndrico. Esteproceso es fundamental en la fabri-cación de tuberías sin costura y es lla-mado �Proceso Mannessmann�. Esteesbozo se envía al mandril que con-tiene un lubricante (bórax), el cual esintroducido al laminador continuo,que pasa a través de siete jaulas ycalibradores. Ahí es donde se haceel tubo. Se obtienen longitudes dehasta 30 metros, con diámetro inte-rior y exterior precisos, cumplien-do con las tolerancias permitidasAPI. A la salida del calibrador, el diá-metro y la ovalidad son verificados
por medio de rayo láser y posteriormente el tuboes enviado a las cortadoras para dar el rango so-licitado. Por último, se envía al piso de enfriamien-to. En la figura 5 se muestra el proceso de lamina-do continuo a mandril retenido.
Figura 3 Flujo del proceso de acería
Figura 2 Proceso de fabricación de una tubería
Horno eléctrico de fusión Horno de afinación Vaciado de acero

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 11/103
Tuberías
11
Tratamiento térmico: Existen tres tipos de tratamien-tos térmicos: temple, revenido y normalizado. El tra-tamiento térmico de temple y revenido es utilizadopara tuberías de acero C75, L80, N80, TRC95, P110,TAC 110, Q125 y TAC140.
Temple: El tubo es llevado a un horno. Ahí se au-menta gradualmente la temperatura hasta 860°C,esto modifica la estructura molecular del acero auna austenita. Posteriormente, el tubo se sumergesúbitamente en agua a temperatura de 40°C, alte-rando la estructura molecular a una martensita, lacual es dura y poco dúctil. En la figura 6 se muestrael tratamiento térmico de temple.
Revenido: La tubería es introducida a un horno queaumenta gradualmente su temperatura hasta 550°C.El calor convierte la estructura molecular en unamartensita revenida, que es dura y dúctil. Posterior-mente es recalibrado y enderezado en caliente. Seobtiene un producto con bajos esfuerzos residuales.En la figura 7 se muestra el horno de revenido.
Normalizado: Es usado para los otros grados de tu-bería como: H40, J55, K55, etc. En este tratamientoel tubo es calentado sin llegar a la austenización dela estructura molecular del acero.
Acabado del tubo: Se realiza bajo la siguiente se-cuencia:
Prueba de Inspección electromagnética. Se hace conel equipo AMALOG IV, donde se detectan defectoslongitudinales y transversales, internos y externos.Asimismo, se mide el espesor de la pared del cuerpodel tubo y se compara el grado de acero.
Posteriormente se cortan los extremos del tubo yse les maquinan los biseles. Para eliminar la rebabase sopletea el interior del tubo y se introduce elcalibrador (mandril o drift) a todo lo largo del tubo.
Inspección electromagnética método de vía húme-
da: Debido a que en los extremos la tubería llevarála mayor carga, ambos extremos del tubo son ins-peccionados por el método de partículas magnéti-cas para determinar posibles defectos longitudinalesy transversales.
Roscado: Se realiza de acuerdo con las normasdel API, las cuales son verificadas con calibres es-trictos.
Prueba hidrostática: El tubo se sumerge en unatina que contiene fluido y se colocan elastómerosen ambos extremos del tubo, donde se aplica una
Figura 4 Máquina de colada continua de barras redondas
Figura 5 Laminado continuo a mandril retenido. Tipo
M.P.M. (Multitand Pipe Mill)
Vaciado con boquilla refractaria
Control automático de velocidad
y nivel en distribuidor y molde
Control computarizado en
enfriamiento
Laboratorio Baumann
Barras redondas 215, 270, 310 y371 mm
7 pases, 15100Kw, 11 motores de C.D.
Laminador extractor de 4 pases.
Controlado por MPR, conectados al sistema computarizado de regulación.
2 desescamadores en línea.
Desoxidación interior del perforado.
Uniformidad del espesor.
Baja excentricidad.

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 12/103
Tuberías
12
presión interna del 80% de su capacidad durantecinco segundos, de acuerdo con la norma delAPI 5CT.
Control final y embarque: Finalmente, el tubo sepesa y se mide. Así se tiene toda la información com-pleta de rastreabilidad del tubo, para ser estarcido,estampado, barnizado y embarcado.
En el estarcido se indican los datos del tubo como:el diámetro exterior, peso unitario, mandril, lon-gitud, pruebas de inspección, manufacturado, nú-mero de colada, orden de producción y númerode tubo.
En la figura 8 se muestra el flujo del proceso de aca-bado del tubo (proceso de pesado, medición,estarcido y estampado).
El control final es la última inspección detallada deltubo, este control puede ser:
× Inspección electromagnética (EMI); consiste enmedición longitudinal, rayos gama, inspeccióntransversal y comparador de grado de acero.
× Prueba ultrasónica (UT); consiste en espesor depared y detección de posibles defectos longitu-dinales, transversales y oblicuos.
Figura 6 Tratamiento de temple
Figura 7 Horno de revenido
Horno de Austenización
62 toneladas por hora
9 zonas de calentamiento
3 zonas de homogeneizaciónvigas móviles de 45 espacios
60 quemadores a gas natural
sistema de computación y regulación computarizados
Horno de Revenido
62 toneladas por hora
22 zonas de calentamiento
3 zonas de homogeneización
vigas móviles de 55 espacios
pirometros ircon con registro
precisión de temperatura horno +/- 5°C
microestructura uniforme de martensita revenida
Tina de temple por Inmersión
Templado externo e interno
Máxima longitud del tubo 14.5m
99% de transformación martensítica
Dureza homogénea a través del espesor
Control de presión y temperatura de agua

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 13/103
Tuberías
13
Figura 8 Flujo del proceso de acabado del tubo
a) Prueba de inspección
Rango: 2 3/8�� a 18 5/8��
e) Pesado, medición, estarcido y
estampado
Rango: 4 1/2�� a 13 3/8��
Longitud máxima: 14.5 m.
Registro de peso y longitud
Identificación de norma
Funciones:
Protección de defecto longitudinales
Detección de defectos transversales
Comprobación del grado de acero
Medición de espesor (ultrasonido)
b) Corte de extremos y biselado
Rango: 4 1/2�� a 13 3/8��
Taylor Wilson de cabezal
giratorio
Herramienta de carburo de
tugsteno
c) Prueba hidrostática
Máxima presión de prueba
15,000 psi
Rango: 4 1/2�� a 13 3/8��
Registro de presión y tiempo
d) Inspección de extremos por
partículas magnéticas vía
húmeda
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 14/103
Tuberías
14
Propiedades del acero
Metalurgia
El acero puede tratarse térmicamente para produ-
cir una gran variedad de microestructuras y propie-dades. Existen dos diagramas de equilibrio que ledan forma y naturaleza al acero.
Las aleaciones fierro-carbono, que contienen car-bono libre (grafito) correspon-den a un estado estable. El otrotipo de aleación contiene el car-bono bajo una combinación deFe
3C o cementita y que corres-
ponde a un estado metaestable.
× Diagrama Fe-Fe3C
× Diagrama Fe-C
En el diagrama de equilibrio sedefinen las regiones de compo-sición-temperatura, donde lasdistintas fases de acero son es-tables, así como, los límites deequilibrio entre las regiones delas fases.
Para las aleaciones formadas ex-clusivamente de Fe-C, el diagra-ma de equilibrio debe conside-rarse como una guía. Cualquierproporción de algún otro ele-mento en el acero, modifica loslímites de las fases.
Para que el diagrama de equili-brio sea valido, las aleacionesdeben estar en estado de equi-librio. Es decir, la velocidad decalentamiento y de enfriamien-to debe ser lo suficientementelenta para permitir que el fenó-
meno de difusión (carbono) seefectúe.
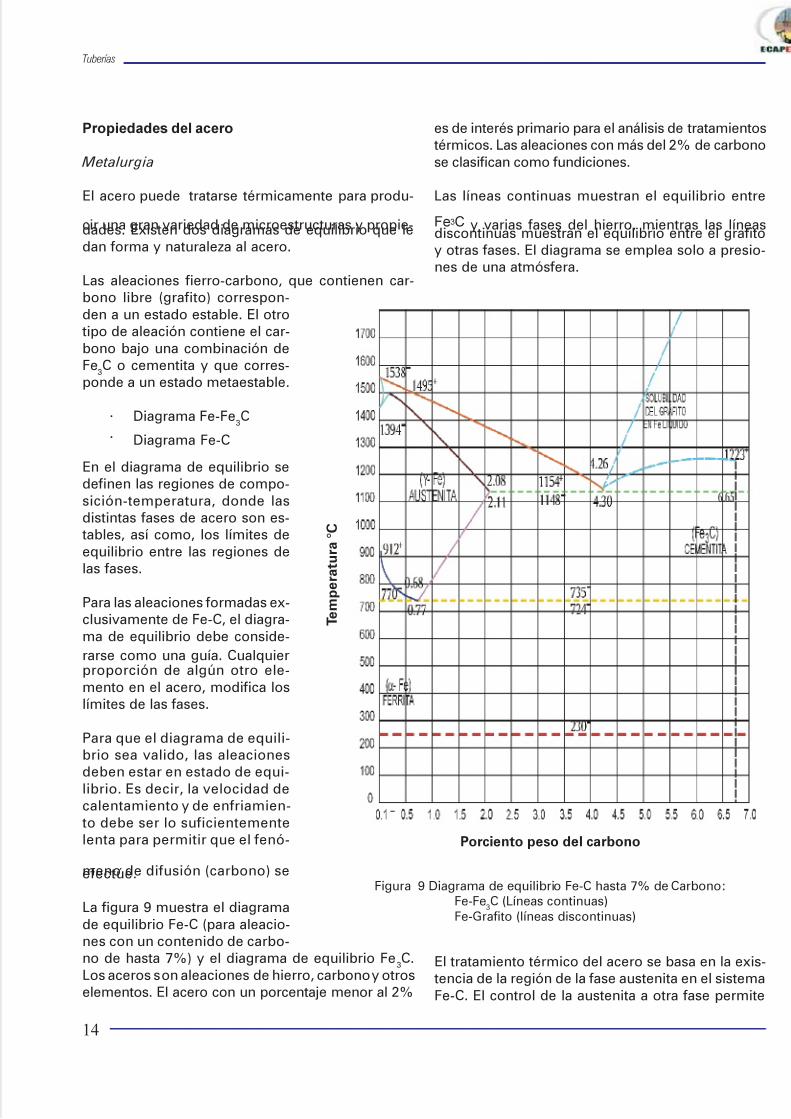
La figura 9 muestra el diagramade equilibrio Fe-C (para aleacio-nes con un contenido de carbo-no de hasta 7%) y el diagrama de equilibrio Fe
3C.
Los aceros son aleaciones de hierro, carbono y otroselementos. El acero con un porcentaje menor al 2%
es de interés primario para el análisis de tratamientostérmicos. Las aleaciones con más del 2% de carbonose clasifican como fundiciones.
Las líneas continuas muestran el equilibrio entre
Fe3C y varias fases del hierro, mientras las líneasdiscontinuas muestran el equilibrio entre el grafitoy otras fases. El diagrama se emplea solo a presio-nes de una atmósfera.
El tratamiento térmico del acero se basa en la exis-tencia de la región de la fase austenita en el sistemaFe-C. El control de la austenita a otra fase permite
Figura 9 Diagrama de equilibrio Fe-C hasta 7% de Carbono:
Fe-Fe3C (Líneas continuas)
Fe-Grafito (líneas discontinuas)
T e m p e r a t u r a ° C
Porciento peso del carbono

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 15/103
Tuberías
15
obtener la gran variedad de microestructuras y pro-piedades del acero.
El hierro es un elemento alotrópico. A presión at-mosférica puede existir en mas de una forma de
cristal, dependiendo de la temperatura:
× Hierro alfa (a ferrita) existe hasta 912°C× Hierro gama (g austenita) entre 912 y 1394°C y× Hierro delta (d ferrita) de 1394°C al punto de
fusión de hierro puro 1538°C
Constituyentes del acero
Austenita. Es una solución sólida de carbono enel hierro gama. La austenita tiene la facilidad dedisolver mucho carbono (la cantidad de carbonodisuelta es del 1.7% al 2.11% a una temperatura
de 1145°C). El carbono es un elemento queestabiliza la austenita e incrementa el rango de su formación en el acero. La austenita es muy dúctil(dureza 250-300 HB).
Ferrita. Es una solución sólida de carbono en elhierro.Tiene una capacidad muy baja para disolvercarbono. La solubilidad disminuye continuamentedesde un máximo de sólo 0.02% a una temperaturade 727°C. La solubilidad a temperatura ambiente esdespreciable (0.005%). La ferrita es un constituyen-te dúctil y maleable(dureza 80-100 HB).
Cementita o carbono de hierro. Está compuesta de fierro y carbono Fe
3C. Es un constituyente muy duro
y frágil. La cementita contiene 6.67% de carbono yes magnética hasta 210°C en promedio (dureza~700HB).
Perlita. Es un constituyente que se origina de laaustenita y del rearreglo y redistribución del car-bono en la cementita en hojuelas de ferrita. Se daen un proceso de difusión debido a la actividadtérmica. Contiene 0.85% de carbono y no disuel-ve el carbono. Es magnética y dúctil (dureza 200-
250 HB).Troostita. Es similar a la perlita pero de dimensio-nes ultra-microscópicas y de dureza más eleva-da. Es un constituyente fuera de equilibrio desuave temple, se encuentra normalmente con lamartensita (dureza 250-350 HB).
Bainita. Es un constituyente de temple intermedio en-
tre la troostita y martensita. El ritmo de difusión esmuy lento para permitir el movimiento del carbono endistancias largas. La bainita tiene diferentes formasmicroestructurales que dependen de la temperaturade formación. La bainita inferior tiene forma lenticular
y está compuesta de ferrita y cementita. La bainita su-perior esta compuesta de gruesas laminas de ferrita yuna fina capa de cementita (dureza 350-450 HB).
Martensita. La martensita es una ferrita sobresaturadaen carbono. Son placas con forma de lentes, origina-da por un cambio brusco en la masa sin posibilidadde desarrollarse interiormente. La transformaciónmartensítica se caracteriza por que la relación es noisotérmica, desplazante, sin difusión, exhibe histéresis,es isotérmica en algún grado y es autocatalítica. Lamartensita es un constituyente muy duro y frágil (du-reza 450-650 HB).
Sorbita. Es un constituyente extremadamente finose forma después de recalentar una estructura tem-plada martensítica. Está constituido de Fe
3C en una
matriz ferrítica. La martensita revenida, presenta unabuena resistencia (dureza 250- 400 HB).
Composición del acero
Los aceros contienen elementos aleantes e impu-rezas que deberán ser incorporadas a las estruc-turas austenítica, ferrita y cementita. Algunos ele-mentos actúan como estabilizadores (mangane-so, níquel, silicio, cromo y niobio) y algunos son fuertes formadores de carburo (titanio, niobio,molibdeno y cromo si se encuentran en grandescantidades).
Factores que rigen las características mecánicas delacero:
× Composición química elemental. Es el resul-tado del análisis químico. La composición quí-mica condiciona la constitución fisico-quími-ca y propiedades de los mismos constituyen-
tes. No es modificable por tratamientos me-cánicos o térmicos.
× Constitución fisico-química. Caracteriza la na-turaleza y la proporción de diversas fases, don-de la aleación fue formada. Es modificable portratamientos térmicos reversibles en condicio-nes del diagrama de equilibrio Fe-C, pero no esmodificable por tratamientos mecánicos.
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 16/103
Tuberías
16
× Estructura metalográfica. Se refiere a la morfo-logía y la repartición de constituyentes de alea-ciones. Es modificable por tratamientos mecá-nicos irreversibles y modificable por tratamien-tos térmicos de modo reversible o irreversible.
Tamaño de grano
Para que pueda producirse una cristalización, ade-más de las condiciones de presión y temperatura,se consideran los núcleos y el efecto que tiene so-bre la formación de cristales (nucleación).
El tamaño de los cristales de un material cristalinocompletamente solidificado, depende del númerode núcleos activos y de la velocidad de crecimientoen la cristalización. Se llaman granos cristalinos alos cristales que no pueden crecer libremente hasta
la cristalización total del líquido por interferir concristales vecinos. El tamaño de la cristalización, esdecir el tamaño del grano, tiene gran influencia so-bre las características mecánicas de los metales.
La generalización es que una parte superficialmen-te endurecida debe tener una superficie dura so-portada por una blanda, debido a que un núcleo duroes amenazado cuando el tamaño del grano del ma-terial es grande. Conforme el tamaño del materialse vuelve grueso, decrecen las propiedades talescomo la elongación, reducción del área, resistenciaa la fatiga y la temperatura de transición de impac-to. Se cree que es debido en parte a fracturas dedislocación, resultantes de la unión de lasdislocaciones. éstas crecen en tamaño conforme eltamaño del grano se incrementa. Así que la prolon-gación de las fracturas, al menos, es favorecida porel incremento del tamaño de grano.
Se dice que los componentes de grano grueso sonmás propensos a la dislocación que los de grano fino. También son más aptos para fracturarse omicrofracturarse durante el templado. Los acerosde grano grueso endurecidos superficialmente tien-
den a la oxidación interna a lo largo de los límitesde grano, mientras que los aceros de grano fino pa-recen favorecer la precipitación de partículas deóxido dentro de los granos.
Propiedades mecánicas del acero
Las propiedades mecánicas tales como rigidez, duc-tilidad, fragilidad y maquinabilidad, por nombrar al-
gunas, describen el comportamiento del materialcuando se somete a cargas. Estas propiedades afec-tan las características de funcionamiento de losmiembros de los sistemas estructurales. A continua-ción, se mencionan algunas de las propiedades me-
cánicas más importantes:
Resistencia: Es el esfuerzo máximo que un materialpuede soportar antes de que ocurra la falla.
Rigidez: Se dice que una parte estructural es rígidasi soporta un gran esfuerzo con una deformaciónrelativamente pequeña. El módulo de elasticidad deun material es una medida de su rigidez.
Ductilidad: Es la capacidad de un material para so-portar grandes deformaciones inelásticas (plásticas)antes de la fractura. Está asociada con los esfuerzos
de tensión y además, redistribuye los esfuerzos enlugares de concentraciones altas de esfuerzos.
Maleabilidad: Es la capacidad de soportar gran-des deformaciones inelásticas (plásticas) antes dela fractura. Se asocia con los esfuerzos de com-presión.
Fragilidad: Es la propiedad opuesta a la ductilidad.Un material frágil se fracturará a deformaciones uni-tarias relativamente bajas (5%).
Resiliencia: Es la capacidad de absorber energía enel intervalo elástico de esfuerzos.
Tenacidad: Es la capacidad de absorber energía enel intervalo inelástico de esfuerzos.
Dureza: Es una medida de la capacidad del mate-rial para resistir rayaduras. Puede modificarsemediante procesos de manufactura tales como tra-tamientos térmicos, trabajo en frío, templado yrevenido.
Maquinabilidad : Es la facilidad con la que un ma-
terial puede maquinarse mediante operaciones ta-les como el barrenado,fresado, roscado, etc. Pue-de modificarse con las aleaciones del material conotros elementos, tratamientos térmicos y el esti-rado en frío.
Dureza y endurecimiento del acero
Una microestructura martensítica es la microestructuramás dura que puede producirse en cualquier acero al

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 17/103
Tuberías
17
carbono. Pero sólo se puede lograr si se evita la trans- formación de la austenita en mezclas de ferrita ycementita. La dureza es la resistencia a la deforma-ción permanente por un penetrador de tamaño y for-ma específicos, bajo una carga estática.
Para determinar si una pieza de acero ha sido o noendurecida, depende del contenido de martensitaen la microestructura. Si existe menos del 50% demartensita, se dice que el material no tiene condi-ciones de endurecimiento. La máxima dureza decualquier acero está asociada con la estructura com-pletamente martensítica.
Esta estructura se puede lograr si las difusiones ytransformaciones dependientes de la austenita sonanuladas debido a un enfriamiento rápido.
Cuando es enfriado bajo ciertas condiciones, la capa-
cidad de un acero para transformarse parcial o total-mente de austenita a martensita en una profundidaddada, es el proceso físico para definir el endurecimiento.
Efecto del carbono
La capacidad de temple del acero aumenta con elcontenido de carbono, desempeñando dos papelesen el templado del acero:
1. 0.6% de Carbono, facilita el sobreenfriamientode la austenita a 93.3°C, facilitando el templadodel acero. El carbono actúa como retardador,disminuyendo la velocidad de transformación.
2. El carbono presente en la martensita recien for-mada aumenta la dureza, el carbono disuelto oparcialmente precipitado en forma de cementita,es probablemente el factor más importante quehace a la martensita dura.
Ensayo de dureza
Los ensayos de dureza Brinell y Rockwell se basanen la resistencia a la penetración que opone la su-perficie del cuerpo en exámen a una esfera durísi-ma o a una punta de diamante que trata de penetrarbajo una carga preestablecida. La dureza máximaobtenida en el acero martensítico nunca excede una
dureza Rockwell C68 y una Brinell de 745.Tratamientos térmicos de los aceros
Los tratamientos térmicos de los aceros tienen porobjetivo mejorar las propiedades y característicasde los aceros, para obtener propiedades deseadasde éstos. Consiste en calentar y mantener al acero atemperaturas adecuadas durante un cierto tiempo
y enfriarlo en condiciones convenientes. De esta for-ma, se modifica la estructura microscópica de losaceros, se verifican transformaciones físicas y a ve-ces también hay cambios en la composición.
Todos los tratamientos térmicos consisten en so-
meter un metal a un ciclo definido de tiempo-tem-peratura. Se divide en tres etapas:
1. Calentamiento
2. Mantenimiento de la temperatura
3. Enfriamiento
El ritmo de calentamiento es importante cuando elacero se encuentra en condiciones de grandes esfuer-zos, tales como los producidos por un severo trabajoen frío o por un endurecimiento previo. En tales con-diciones el ritmo de calentamiento debe ser lento.
El objetivo de mantener la temperatura de tratamien-to es para asegurar la uniformidad de la temperatu-ra a través de todo su volumen.
La estructura y las propiedades del acero dependende su ritmo de enfriamiento y éste a su vez, es con-trolado por factores tales como la masa, el mediopara templar, etcétera.
Los tratamientos térmicos más importantes son:
Templado: Tiene por objetivo endurecer y aumen-tar la resistencia de los aceros.
Revenido: Es un tratamiento que se aplica despuésde que una pieza de acero ha sido previamente tem-plada. El objetivo de hacerlo es disminuir la dureza yresistencia de los aceros templados. Así se eliminanlas tensiones internas creadas en el templado y semejora la tenacidad, se estabiliza la estructura, secambia el volumen. Al final, el acero queda con ladureza deseada.
Recocido: El objetivo principal es ablandar al acero,regenerar su estructura o eliminar tensiones inter-nas. Es decir, desarrolla una estructura no marten-sítica de baja dureza y alta ductilidad.
Normalizado: Consiste en un calentamiento a unatemperatura ligeramente más elevada que la críticasuperior, seguido de un enfriamiento en aire. De esta forma el acero obtiene una estructura y propieda-des que arbitrariamente se consideran como nor-males y características de su composición.
Se utiliza para piezas irregulares y también sirve paradestruir los efectos de un tratamiento anterior de-
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 18/103
Tuberías
18
fectuoso. Elimina tensiones internas y se uniformael tamaño del grano del acero. Se emplea para ace-ros al carbono o de baja aleación.
Esferoidización
Las microestructuras esferoidizadas son lasmicroestructuras más estables encontradas en ace-ros. Se forman en cualquier estructura previamentecalentada a altas temperaturas y tiempos suficien-temente largos para permitir el desarrollo y difusiónde las partículas de carburo esféricas.
Conexiones o juntas
Debido a que las tuberías que se utilizan en los po-zos tienen un límite en longitud (básicamente entre9 y 13 metros) es necesario que estas tuberías que-den unidas al introducirse en el pozo, con la premi-
sa de que la unión entre ellas sea hermética y capazde soportar cualquier esfuerzo al que se someterála tubería. A esta unión o conexión efectuada entredos tuberías se le conoce como JUNTA o CONEXIONde tuberías. Actualmente, en la industria petrolera,y en especial en el ámbito de perforación, se utili-zan diferentes tipos de conexiones, por lo que hayque estudiar y comprender los conceptos básicossobre estos dispositivos mecánicos, y seleccionarde acuerdo a su uso, la conexión más apropiada. Laconexión ideal es aquella que es idéntica al cuerpodel tubo. Es decir, que geométricamente y en térmi-nos de su desempeño mecánico sea igual al cuerpo
del tubo. Esto significa que la junta ideal deberíatener tanto sus diámetros exterior e interior exacta-mente iguales al de la tubería, y su capacidad deresistencia (mecánicamente) igual o superior a la re-sistencia de la tubería. Para lograr lo anterior, se hanrealizado y diversificado los esfuerzos por parte delas compañías fabricantes de juntas, pero con la par-ticularidad de no lograr el diseño ideal de junta. Porun lado se han diseñado juntas que cumplengeométricamente, pero a expensas de sacrificar lacapacidad de resistencia a valores incluso del or-den del 55% de la resistencia (en tensión) del cuer-po del tubo. En otros casos, se logra diseñar juntas
con un desempeño mecánico igual o superior alcuerpo del tubo, pero a expensas de sacrificar suaspecto geométrico, con dimensiones superiores alas del tubo.
Básicamente una junta o conexión está constituidapor dos o tres elementos principales. Estos son: unpiñón, una caja y la rosca. Se dice que una junta
también cuenta con un elemento de sello y un ele-mento hombro de paro, elementos que represen-tan o simbolizan parte de los esfuerzos realizadospor alcanzar lo ideal en una conexión.
El miembro roscado externamente es llamado elde tubería o piñón. El miembro roscado interna-mente es llamado caja ( en algunos casos cople ).Un cople funciona uniendo dos piñones, el cuales un pequeño tramo de diámetro ligeramente ma-yor, pero roscado internamente desde cada ex-tremo. Los piñones pueden ser del mismo espe-sor del cuerpo del tubo (Non Upset) o de mayorespesor (Upset).
Clases de juntas
Existen dos clases de juntas, de acuerdo con su
forma de unión con la tubería.
1. Acopladas: Son las que integran un tercer ele-mento denominado cople, pequeño tramo detubería de diámetro ligeramente mayor yroscado internamente, el cual, une dos tramosde tubería roscados exteriormente en sus ex-tremos, como lo muestra la figura 10.
2. Integrales: Son las que unen un extremo de latubería roscado exteriormente como piñón yconectándolo en el otro extremo de la tuberíaroscado internamente como caja, ver figura 11.
Clasificacion
Las juntas pueden clasificarse de acuerdo con el tipode rosca como: API y Premium.
API
De acuerdo con las especificaciones API de elemen-tos tubulares, existen únicamente cuatro tipos deroscas:
× Tubería de líneal
× Redondas× Butress× Extreme line
Premium o propietarias
Son juntas mejoradas a las API y maquinadas por fabricantes que patentan el diseño en cuanto a cam-

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 19/103
Tuberías
19
bios en la rosca y/o a la integración de elementosadicionales como sellos y hombros que le propor-cionan a la junta características y dimensiones es-peciales para cubrir requerimientos específicos parala actividad petrolera, tales como:
× Evitar el «brinco de roscas» (jump out) en pozoscon alto ángulo de desviación.
× Mejorar la resistencia a presión interna y externa.× Disminuir esfuerzos tangenciales en coples.× Facilitar la introducción en agujeros reducidos.
× Evitar la turbulencia del flujo por cambio de diá-metro interior.× Múltiples conexiones y desconexiones en po-
zos de prueba.× Sellos mejorados.
La diferencia más significativa entre las roscas APIy las roscas Premium es el tipo de sello:
En las roscas API el sello puede ser:
Sello Resilente: Mediante un anillo u O Ring deteflón o materiales similares (utilizadas para pre-
siones excesivamente bajas), a veces sólo fun-cionan como barreras contra la corrosión.
Sello de interferencia: Es el sello entre roscasoriginado por la interferencia entre los hilos dela rosca al momento de conectarse mediante laconicidad del cuerpo de la junta y la aplicaciónde torsión. El sellado propiamente dicho es cau-sado por la grasa aplicada, la cual rellena losmicrohuecos entre los hilos de la rosca.
En las roscas Premium el sello es:
Metal-Metal: Se origina por la presión de con-tacto entre planos deslizantes adyacentes. Esdecir, existe un contacto metal metal entre el pi-ñón y la caja de la junta.
Tipos de juntas
Las conexiones pueden definirse de acuerdo con elmaquilado de los extremos de la tubería como:
Recalcadas
Formadas (Semiflush)
Lisas (Flush)
Acopladas
En una nueva nomenclatura a nivel internacional,se identifican los anteriores tipos de juntas con lassiguientes siglas :
Figura 10 Junta acoplada
Figura 11 Junta integral
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 20/103
Tuberías
20
MTC: Acopladas
MIJ: Recalcadas
SLH: Semilisas o formadas
IFJ: Integrales lisas
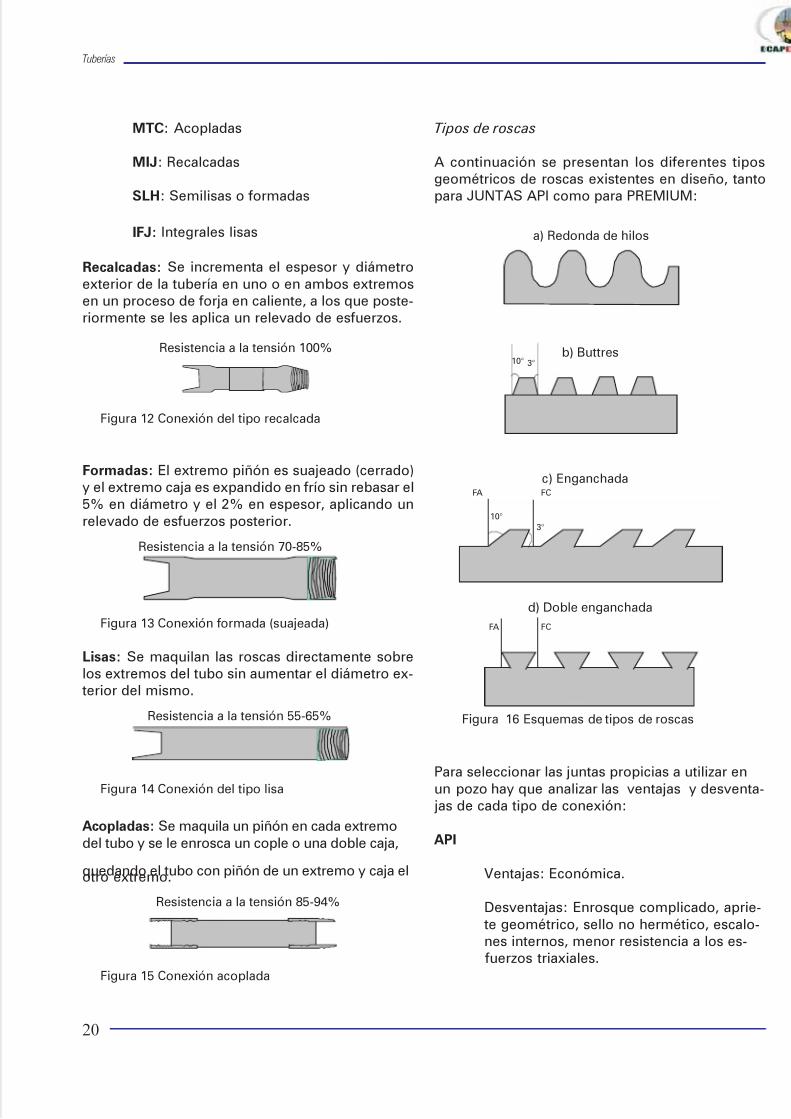
Recalcadas: Se incrementa el espesor y diámetroexterior de la tubería en uno o en ambos extremosen un proceso de forja en caliente, a los que poste-riormente se les aplica un relevado de esfuerzos.
Formadas: El extremo piñón es suajeado (cerrado)y el extremo caja es expandido en frío sin rebasar el5% en diámetro y el 2% en espesor, aplicando unrelevado de esfuerzos posterior.
Lisas: Se maquilan las roscas directamente sobrelos extremos del tubo sin aumentar el diámetro ex-terior del mismo.
Acopladas: Se maquila un piñón en cada extremodel tubo y se le enrosca un cople o una doble caja,
quedando el tubo con piñón de un extremo y caja elotro extremo.
Tipos de roscas
A continuación se presentan los diferentes tiposgeométricos de roscas existentes en diseño, tantopara JUNTAS API como para PREMIUM:
Para seleccionar las juntas propicias a utilizar enun pozo hay que analizar las ventajas y desventa- jas de cada tipo de conexión:
API
Ventajas: Económica.
Desventajas: Enrosque complicado, aprie-te geométrico, sello no hermético, escalo-nes internos, menor resistencia a los es- fuerzos triaxiales.
Figura 14 Conexión del tipo lisa
Figura 15 Conexión acoplada
Figura 16 Esquemas de tipos de roscas
Resistencia a la tensión 100%
Resistencia a la tensión 70-85%
Figura 13 Conexión formada (suajeada)
Resistencia a la tensión 55-65%
Resistencia a la tensión 85-94%
10° 3°
FA FC
10°
3°
FA FC
a) Redonda de hilos
b) Buttres
c) Enganchada
d) Doble enganchada
Figura 12 Conexión del tipo recalcada
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 21/103
Tuberías
21
Premium
Ventaja: Enrosque fácil, sello hermético,apriete controlado, mayor resistencia a losesfuerzos triaxiales.
Desventaja: costo elevado.
Eficiencia de juntas
Una forma directa de dimensionar la capacidadde resistencia de una junta se ha establecido me-diante el concepto de eficiencia de la junta. Sedefine como un número expresado en porcentajede resistencia, generalmente a la tensión, respec-to a la resistencia a la tensión del cuerpo del tubo.Esto quiere decir que una junta con 100% de efi-ciencia tiene una resistencia similar o mayor a la
tubería. De otra forma:
Eficiencia =Tensión en Junta / Tensión en Tubo*100
La resistencia a la tensión debe ser expresada a lamínima cedencia en ambos casos.
Juntas para tubería de perforación.
Las conexiones en tuberías de perforación gene-ralmente son del tipo recalcado, debido a que sonsometidas como sartas de trabajo, a grandes es- fuerzos durante las operaciones de perforación.Por esto deben observar una mayor resistenciaante las cargas impuestas. A continuación se men-cionan las juntas para tuberías de perforación máscomunes:
IEU (Internal-Extremal Upset): Este tipo de juntastiene un diámetro mayor que el del cuerpo deltubo y un diámetro interno menor que el cuerpodel tubo.
IF (Internal Flush): Este tipo de junta tiene un diá-metro interno aproximadamente igual al del tubo y
el diámetro externo mayor que el tubo, ya que esen este diámetro donde está el esfuerzo.
IU (Internal Upset): Este tipo de junta tiene undiámetro interno menor que el del tubo y un diá-metro externo casi igual al del tubo.
Estas juntas están diseñadas para trabajar en tensión.
Grasa para roscas
De acuerdo con el API (Bul 5A2), se debe utilizar unelemento graso para generar una buena conexiónentre los elementos piñón y caja. Por lo que es ne-
cesario agregar un componente graso al piñón deuna junta para mejorar el apriete y garantizar lahermeticidad. Las características que debe tener esteelemento graso son las siguientes:
1. Cualidades de lubricación adecuada para pre-venir el desgarre de las roscas.
2. Ninguna tendencia a desintegrarse ni observarcambios radicales de volumen a temperaturasde hasta 300° F.
3. No comportarse excesivamente fluida a tem-peraturas de hasta 300° F.
4. Propiedades de sello suficientes para prevenir
fugas a temperaturas de hasta 300° F.5. No secarse, endurecerse, evaporarse u oxidar-
se cambiando sus propiedades físicas .6. Resistencia a la absorción de agua.7. Suficiente capacidad para rellenar micro-
huecos y prevenir fugas en roscas redondasAPI para casing y tubing bajo presiones tanaltas como 10000 psi.
8. Debe ser fácilmente aplicable con brocha a lasroscas en clima frío.
Las grasas se identifican como �Thread Compound�
y se clasifican por sus componentes básicos:SILICONE THREAD COMPOUND
Sólidos 64% En pesoGrasa 20% �Silicones sólidos 03% �Silicones fluidos 03% �
MODIFIED THREAD COMPOUNDSólidos 64% En pesoGrasa 36% �
El 64% en peso de sólidos en ambos casos debeser un compuesto de las siguientes proporciones:
Polvo de grafito 18%Polvo de plomo 31%Polvo de zinc 12%Hojuelas de cobre 03%

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 22/103
Tuberías
22
Ejemplo de juntas
En el mercado nacional, se manejan las juntas oconexiones para tubería de revestimiento TR y deproducción TP que producen las compañías Prinver,
Hydril y Tamsa. Sin embargo, a nivel internacionalexiste una gran diversidad de fabricantes. Ejemplode las conexiones de mayor uso actualmente se pre-sentan en la tabla 3 y en la figura 17:
Proceso de maquinado
A continuación se presenta el procedimiento demaquinado de una junta aplicada en la planta de lacompañía Prinver, uno de los principales proveedo-
res de juntas de Petróleos Mexicanos.
Recepción de tubería
La tubería se descarga de los trailers en el patio demateriales y se corrobora de acuerdo con la docu-mentación de recepción.
Preparación de extremos
Se mandrila marcando con pintura blanca el rangocorrespondiente.
Precalentamiento. Los extremos de la tubería que sevan a procesar se colocan dentro de la bobina de lasuajadora y se les da un pre-calentamiento a 750°F,con el fin de aumentar ligeramente la ductibilidad delmaterial y disminuir la fragilidad.
Mandrilado, se efectúa para aumentar el diámetroexterior en los extremos de los tubos usando una
API Acopladas R.R 8h, BCN
Integrales Extrem Line
PREMIUM Acopladas VAM-ACE,VAM-
TOP,HD-563,MVAM
Lisas VAM-FJL
Formadas NJO,VAM-SLIJ,HD-521,HD-SLX
RecalcadaHD-533,HD-CS,VAM-ACE-XS
CONEXIONES
INTEGRALES ACOPLADAS
RECALCADASFORMADAS
( SEMILISAS )LISAS
( FLUSH )API PREMIUM
API Extreme line API TubingVam-Ace-XS
Vam FitHD-533
HD-521HD-SLXMAC II
Vam-FJL*HD-511HD-513*
8 Hilos10 HilosButtress
Multi Vam*Vam ACE*Vam SL*
Vam Top*HD-563*
Tabla 3 Conexiones de mayor uso
Figura 17. Juntas para TRs y TPs de mayor uso en Petróleos Mexicanos

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 23/103
Tuberías
23
barra cilíndrica de acero tratado térmicamente (mandril), cuyo rango habrá sido determinado previamente. Se introduce en el interior del tubo a una longitud aproximada a la longitud de la rosca. Con esteproceso se evitan los hilos negros.
Suajado, este proceso consiste en disminuir el diá-metro interior de los extremos introduciéndolos enun dispositivo metálico cónico conocido como dadode suaje, para poder maquinar el sello.
Relevado de esfuerzo, consiste en calentar losextremos de la tubería a 1000°F. con el fin de eli-minar las tensiones (esfuerzos residuales) quequedan en la retícula cristalina del acero. Con ellodisminuye la tendencia a que el material se haga frágil.
Inspección del calentamiento
Verificar las condiciones que rigen el calentamiento.-
Concentricidad del tubo con respecto a la bobina
Posicionamiento longitudinal del tubo para el correcto calentamiento de los extremos de la tubería
Correcto posicionamiento del pirómetro
Emisividad de 0.7
Ajuste de las temperaturas (750°F y 1000ºF)
Esta inspección se realiza al inicio de cada turno
El registro se realiza en el reporte de suajeadoras
Inspección dimensional
Características:
Diámetro exteriorLongitud de suaje
Diámetro interiorLongitud de calentamientoLongitud de mandriladoRectitud de los extremos
La inspección se realiza tres veces por turno
El registro se realiza en el reporte de suajeadora
Maquinado de la rosca macho (piñón)
El maquinado de piñón se realiza empleando tor-nos CNC con las cuatro operaciones básicas demaquinado: Desbaste interior, desbaste exterior
acabado de sello y el roscado.
Inspección visual del maquinado
Limpieza de la pieza con aire comprimido.
Verificar la presencia de filos vivos, cortes, fisuras einterrupciones (rayaduras, vibraciones).
Inspección dimensional del maquinado
Fosfatizado de piñones
Es un recubrimiento de fosfato (Zn ó Mn) que tienepor objetivo:
Evitar el amarre durante el aprieteProteger de intemperismo
Este recubrimiento se realiza por inmersión del ex-tremo roscado que no va acoplado (piñón) en unasolución de fosfato de zinc.
Se identifica la pieza que se va a fosfatizar
Se desengrasa la rosca con una solución alcalina
Se enjuaga con agua a temperatura ambiente
Se realiza el fosfatizado por inmersión a tempe-ratura durante 10 minutos
Se realiza otro enjuage con agua
Se sopletea la rosca (secado)
Se aceita la rosca y se le coloca el protector
Inspección de las tinas de fosfatizado
La inspección se realiza al inicio de cada turno,se verifica:
Tipo de aceroEl pH del desengrasanteNivel de la tinaLa temperatura de la solución
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 24/103
Tuberías
24
Porcentaje del contenido de fierro en la soluciónLa acidez total de la soluciónLa acidez libre de la solución
Inspección del fosfatizado
Verificar la uniformidad del fosfatizado.La inspección se realiza un mínimo de tres vecespor turno. El registro se realiza en el reporte de ins-pección en tinas de fosfatizado (piñones).
Los parámetros de control están dados con base enlas especificaciones del fabricante, prácticas operativasde PRINVER y especificaciones técnicas de VAM
Colocación y apriete de coples
Este proceso consiste en la unión de la rosca macho
(piñón) con la rosca hembra (cople). Para esta uniónse requiere un par de apriete, según el diámetro exte-rior, el libraje, el espesor y el grado de acero.
Las piezas a unir se identifican y se limpian (queexista correspondencia entre el cople y el piñón).
Se introducen los parámetros de apriete a la computadora del sistema torque-vuelta y se verifica lacelda de carga.
Se engrasan adecuadamente tanto el piñón comoel cople a ensamblar.
Se coloca el cople en el piñón.
Se aplica el par de apriete necesario y se obtiene lagráfica de apriete. La gráfica debe mostrar:
El torque de hombroEl torque finalLos torques recomendadosLa curva de apriete (número de vueltas vstorque)
Inspección de la junta
Inspección de la unión cople - tubo (sellado)utilzando la laina (hoja metálica con máximo de es-pesor de 0.003�).
Inspección con conejo, que es un disposit vo cilín-drico metálico para verificar la concentricidad de la junta con respecto al tubo
Inspección con cobra, que es un dispositivo cilíndrico metálico que recorre toda la tubería paraverificar que él diámetro interior del tubo sea uni- forme
Inspección del ovalamiento que pudiese existir debido a la presión ejercida por las mordazas al momento de aplicar el par de apriete
Inspección de marcaduras producidas por las mordazas.
Medición del escalón entre DI y D2. (diámetro interior de cople y piñón).
El operador realiza estas inspecciones al 100%. Elinspector de control de calidad las realiza tres ve-ces por turno
Los registros se asientan en el reporte de inspec-ción en ensamblado de coples
La tubería nueva se recibe previamente probada,cuando el cliente lo solicite. La prueba hidrostáticaconsiste en la aplicación de agua a alta presión porel interior del tubo durante un tiempo determinado.Así se verifica la ausencia de fugas en la junta VAM,la cual se observa a través de un monitor
Prueba hidrostática (opcional cuando el cliente lo
solicite)
Para realizar esta prueba es necesario colocar a losextremos del tubo, los dispositivos tapones queconsisten en un capuchón y un cabezal
El capuchón tiene por un extremo una rosca hem-bra VAM y por el otro extremo una válvula de altapresión. Se coloca en el piñón VAM del tubo a pro-bar y tiene por finalidad permitir el purgado del aireen el tubo; así como también, servir de tapóndurante la prueba.
Colocación de los dispositivos taponesEl cabezal consta de una rosca macho VAM porun extremo y de una válvula de alta presión por elotro. Se coloca en el extremo libre del copleensamblado. La finalidad de este dispositivo espermitir el llenado de agua del tubo a probar; asícomo para servir de tapón durante la ejecuciónde la prueba.
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 25/103
Tuberías
25
Purgado
El purgado es un proceso que consiste en la elimi-nación del aire del interior del tubo.
Condiciones de operación
La presión a la que se prueba el tubo, es acorde algrado de acero, diámetro y libraje. Se aplica la norma5CT API.El tiempo mínimo de duración de la prueba es de 5segundos.Graficado de la prueba.
Se hará un registro en el reporte de inspección deprueba hidrostática.
Estensilado de la tubería e inspección final de ex-
tremos
La tubería deberá tener los siguientes datos:Diámetro exterior nominal en mm.Espesor nominal.Metraje.Tipo de rosca.
Prueba no destructiva opcional cuando el cliente
lo solicite
Esta prueba consiste en una inspección por partí-culas magnéticas en los extremos de la tubería paraverificar la ausencia de defectos.Antes de ser ins-peccionada la pieza, se verifica su identificación yse le quitan los protectores de los extremos.
Limpieza. Los extremos se limpian con aserrín y es-topa (en caso de tubería almacenada se emplea sol-vente ecológico para aflojar la grasa) en roscas, se-llos y parte interna del piñón abarcando una longi-tud de 18".
Verificación. Inspección visual y al tacto en rosca ysello por posibles golpes, desgarramientos, escalo-
nes, hilos negros, rebabas y otros defectos que sepuedan presentar desde el proceso de roscado hastala inspección.
Inspección con el polvo ferromagnético para detec-tar sobre el área de 18" en los extremos, defectostales como fisuras, grietas, escamas, falta de mate-rial, marcaduras de mordazas.
Finalización del proceso. Una vez realizada la ins-pección electromagnética, se procede a eliminartoda cantidad de polvo en los extremos de la pieza,rosca y sello. Se engrasan perfectamente la rosca yel sello en ambos extremos y se colocan los protec-
tores, primero manualmente y posteriormente, seaprieta con la llave.
Colocación del sello VAMPVC. Este sello se colocaen los extremos de la pieza, aproximadamente a lpulgada después de la salida de la rosca.La inspección se realiza al 100 %Especificación de referencia API 5A5
Embarque
Las tuberías inspeccionadas se estiban en el patiosegún su diámetro. Se cargan los trailers con dicha
tubería colocando separadores de madera entreestibas, se flejan y se amarran con cadenas.
Se realizan los trámites correspondientes para per-mitir la salida del producto.
Estándares sobre tuberías
A nivel mundial existen varias organizaciones einstituciones que estudian e investigan, todo loconcerniente al tema de tuberías utilizadas parala industria petrolera. Dichas instituciones se en- focan principalmente al establecimiento deestándares para la fabricación, uso y prueba demateriales, como un medio de coadyuvar a losingenieros en la mejor toma de decisiones y aestablecer condiciones y recomendaciones parael adecuado aprovechamiento de las tuberías.
API
Una de las instituciones más serias y de mayorpresitigio a nivel internacional y que ha trabajadopara la industria petrolera desde 1919, es elAmerican Petroleum Institute ( API ). En el seno dedicha institución se han forjado una serie de estu-
dios e investigaciones que dieron lugar a lo que ac-tualmente se conoce como boletines o recomenda-ciones API.
Los estudios sobre tuberías y conexiones que el APIha realizado, ha generado una gran cantidad de re- ferencias, que en muchos de los casos, aplicamosen cada una de las etapas en las que se utilizan las

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 26/103
Tuberías
26
tuberías. Es decir, primeramente los fabricantes pro-ducen las tuberías requeridas acorde a las especifi-caciones de fabricación y pruebas recomendadaspor el API. Además, desde un punto de vista de di-seño, se utilizan las condiciones de desempeño es-
tipuladas en los boletines y finalmente, se aplicantambién las recomendaciones para el uso adecua-do de las tuberías.
A continuación se listan las especificaciones, bole-tines y recomendaciones prácticas emitidas por elAPI en relación con el tipo de tubería y conexión.
SPEC 7Specification for Rotary DrillStem ElementsTHIRTY-NINTH EDITION, DECEMBER 1997
SPEC 5LSpecification for Line PipeFORTY-FIRST EDITION, APRIL 1995
SPEC 5LCSpecification for CRA Line PipeTHIRD EDITION, JULY 1998
SPEC 5LDSpecification for CRA Clad or Lined Steel Pipe,SECOND EDITION, JULY 1998
SPEC 5D
Specification for Drill PipeTHIRD EDITION, AUGUST 1999
SPEC 5CTSpecification for Casing and Tubing (U.S. CustomaryUnits)SIXTH EDITION, OCTOBER 1998
SPEC 5BSpecification for Threading, Gauging, and ThreadInspection of Casing, Tubing, and Line Pipe ThreadsFOURTEEN EDITION, AUGUST 1996
SPEC 5CTMSpecification for Casing and Tubing (Metric Units)FIFTH EDITION, APRIL 1995
BULL 5A2Bulletin on Thread Compounds for Casing, Tubing,and Line PipeSIXTH EDITION, MAY 1988.
BULL 5C3-S1Bulletin on Formulas and Calculations for Casing,Tubing, Drill Pipe, and Line Pipe PropertiesSIXTH EDITION, NOVEMBER 1994
BULL 5C2Bulletin on Performance Properties of Casing,Tubing, and Drill PipeTWENTIETH EDITION, MAY 1987
BULL 5C3Bulletin on Formulas and Calculations for Casing,Tubing, Drill Pipe, and Line Pipe PropertiesSIXTH EDITION, NOVEMBER 1994
RP 7GRecommended Practice for Drill Stem Desing andOperating Limits
SIXTEENTH EDITION; AUGUST 1998
RP 5A5-S1Recommended Practice for Supplement 1 to FieldInspection of New Casing, Tubing, and PlainEnd Drill PipeSIXTH EDITION, DECEMBER 1997
RP 5B1Recommended Practice for Threading, Gauging, andThread Inspection of Casing, Tubing, and Line PipeThreadsFIFTH EDITION, AUGUST 1999
RP 5C1Recommended Practice for Care and Use of Casingand Tubing ,EIGHTEENTH EDITION, MAY 1999
RP 5A3Recommended Practice for Thread Compounds for Casing, Tubing, and Line Pipe (SupersedesBull 5A2),1st Edition, June 1996
RP 5A5Recommended Practice for Field Inspection of NewCasing, Tubing, and Plain End Drill PipeSIXTH EDITION, DECEMBER 1997
RP 5C5Recommended Practice for Evaluation Procedures for Casing and Tubing Connections ,SECOND EDITION, NOVEMBER 1996

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 27/103
Tuberías
27
RP 5C6Recommended Practice for Welding Connections toPipe,FIRST EDITION, DECEMBER 1996
RP 5C7Recommended Practice for Coiled Tubing Operationsin Oil and Gas Well Services ,FIRST EDITION, DECEMBER 1996
RP 5L1Recommended Practice for Railroad Transportationof Line Pipe,FIFTH EDITION, DECEMBER 1996
RP 5L2Recommended Practice for Internal Coating of LinePipe for Non-Corrosive Gas Transmission Service
THIRD EDITION, MAY 1987
RP 5L3Recommended Practice for Conducting Drop-WeightTear Tests on Line PipeTHIRD EDITION, JANUARY 1996
RP 5L7Recommended Practice Unprimed Internal FusionBonded Epoxy Coating of Line Pipe,SECOND EDITION, JUNE 1988,
RP 5L8Recommended Practice Field Inspection of NewLine Pipe,SECOND EDITION, DECEMBER 1996
RP 5LWRecommended Practice Transportation of Line Pipeon Barges and Marine Vessels ,SECOND EDITION, DECEMBER 1996
Std 5T1 , Imperfection Terminology , 10th Edition,November 1996
Provides definitions in English, French, German,Italian, Japanese, and Spanish for a number ofdefects which commonly occur in steel pipe.
NACE
Del mismo modo, existe otra institución que se haenfocado desde 1943 al estudio e investigación de los
efectos de la corrosión sobre una diversidad de mate-riales, la National Association of CorrosionEngeneering (NACE). Esta institución ha generado unaserie de recomendaciones y boletines de pruebas demateriales que se aplican sobre los elementos
tubulares. Generalmente esta institución emite cadaaño una revisión actualizada de sus referencias. La si-guiente lista de referencias presenta los boletines yrecomendaciones más aplicables a los elementostubulares utilizados en la ingeniería de perforación:
MR0175-99 Sulfide Stress Cracking ResistantMetallic Materials for Oilfield Equipment-Item No.21302
MR0176-94 Metallic Materials for Sucker-RodPumps for Corrosive Oilfield Environments-ItemNo. 21303
RP0169-96 Control of External Corrosion onUnderground or submerged Metallic Piping System-Item No. 21001.
RP0191-96 The Application of Internal PlasticCoatings for Oilfield Tubular Goods and Accessories-Item No. 21048
RP0192-98 Monitoring Corrosion in Oil and GasProduction with Iron Counts-Item No. 21053
TM0169-95 Laboratory Corrosion Testing of Metals-Item No. 21200
TM0171-95 Autoclave Corrosion Testing of Metalsin High-Temperature Water-Item No. 21203
TM0177-96 Laboratory Testing of Metals forResistance to Sulfide Stress Cracking and StressCorrosion Cracking in H2S Environments-Item No.21212
TM0183-93 Evaluation of Internal Plastic Coatings for Corrosion Control of Tubular Goods in an
Aqueous Flowing Environment-Item No. 21213TM0185-93 Evaluation of Internal Plastic Coatings for Corrosion Control of Tubular Goods by Autocla-ve Testing-Item No. 21217
TM0186-94 Holiday Detection of Internal TubularCoatings of 250 to 760 micrometers (10 to 30 mils)

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 28/103
Tuberías
28
Dry Film Thickness-Item No. 21218
TM0193-93 Laboratory Corrosion Testing of Metalsin Static Chemical Cleaning Solutions at Tempera-tures below 93°C (200°F)-Item No. 21223
TM0274-95 Dynamic Corrosion Testing of Metals inHigh-Temperature Water-Item No. 21207
TM0284-96 Evaluation of Pipeline and PressureVessel Steels for Resistance to Hydrogen-InducedCracking-Item No. 21215
TM0398-98 Laboratory Corrosion Testing of Metalsin Static Chemical Cleaning Solutions at Tempera-tures Above 100°C (212°F)-Item No. 21234
ISO
A nivel mundial, dentro del marco de globalizaciónde las economías, la International StandardOrganization (ISO), organización enfocada a estan-darizar procesos con calidad ha avalado o certifica-do algunos de las recomendaciones y boletines delAPI, a fin de generalizar su uso en cualquier país.Cabe aclarar que el API es únicamente válido en elinterior de los Estados Unidos. Algunos países yempresas como Petróleos Mexicanos lo adoptancomo su estándar.
A contnuación se enlista una serie de referencias
del API que tienen certificación ISO:ISO 9000 Quality Systems Specification for QualityPrograms
ISO 10422:1993, Petroleum and Natural GasIndustries�Threading, Gauging, andThread Inspection of Casing, Tubing and Line PipeThreads�Specification , 1st EditionBased on API Specification 5B, Thirteenth Edition,1988.
ISO 10405:1993, Petroleum and Natural Gas
Industries�Care and Use of Casing and Tubing , 1stEditionBased on API Recommended Practice 5C1, SixteenthEdition, 1988.
ISO 10400:1993 , Petroleum and Natural GasIndustries�Formulae and Calculations for Casing,Tubing, Drill Pipe, and Line Pipe Properties , 1st
EditionBased on API Bulletin 5C3, Fifth Edition, 1989.
ISO 11960:1996 , Petroleum and Natural GasIndustries�Steel Pipes for Use As Casing or Tubing
for Wells , 1st EditionBased on API Specification 5CT, Fourth Edition,1992.
ISO 11961:1996 , Petroleum and Natural GasIndustries�Steel Pipes for Use As Drill Pipe�Specification , 1st Edition, November 1996Based on API Specification 5D, Third Edition, 1992.
ISO 3183-1:1996 , Petroleum and Natural GasIndustries�Steel Pipe for Pipelines�TechnicalDelivery Conditions�Part 1: Pipes of RequirementClass A , 2nd Edition, September 1996.
Based on API Specification 5L, Fortieth Edition,1992.
ISO 3183-3:1999 , Petroleum and Natural GasIndustries�Steel Pipe for Pipelines�TechnicalDelivery Conditions�Part 3: Pipes of RequirementClass C, 1st Edition, March 1996Based on API Specification 5L, Fortieth Edition,1992.
Diseño de sartas de tuberías
El término �diseño� significa definir o establecerlas especificaciones particulares para realizaruna obra o producto. Es decir, definir las dimensio-nes específicas de los insumos que se ocupan enla creación o construcción para lograr el objetivo.Por otro lado, el término �sartas de tuberías�significa un conjunto de tubos unidos en formacontinua mediante conexiones. Este término se haceextensivo para las tuberías de revestimiento,producción y perforación. Por lo tanto, el término�diseño de sartas de tuberías� debe entendersecomo un proceso para determinar las especificacio-nes que deben tener los materiales utilizados como
sarta de tuberías (tubos y conexiones), con la pre-misa de seleccionar la(s) que más convenga(n) apartir de especificaciones preestablecidas, para unaaplicación en particular en un pozo.
En el ámbito de la ingeniería de perforación, eltérmino �diseño de tuberías� generalmente esaplicado como sinónimo del termino �diseño desartas de tuberías�.
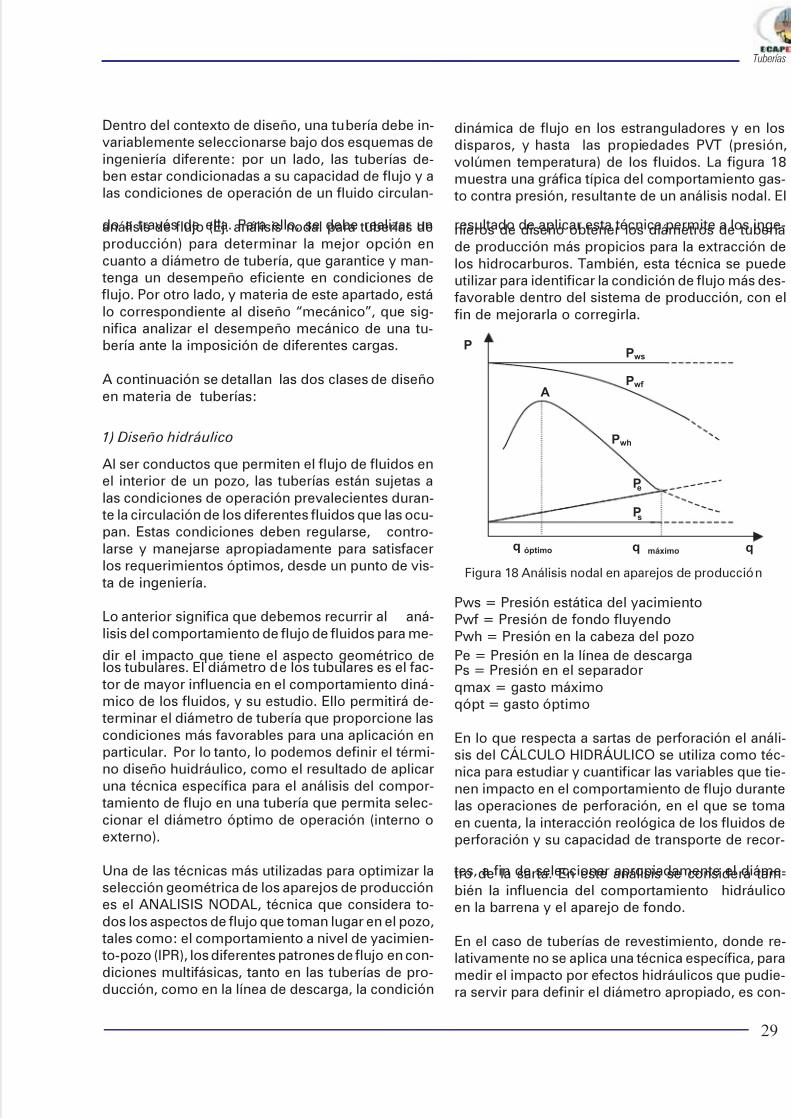
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 29/103
Tuberías
29
Dentro del contexto de diseño, una tubería debe in-variablemente seleccionarse bajo dos esquemas deingeniería diferente: por un lado, las tuberías de-ben estar condicionadas a su capacidad de flujo y alas condiciones de operación de un fluido circulan-
do a través de ella. Para ello, se debe realizar unanálisis de flujo (Ej. análisis nodal para tuberías deproducción) para determinar la mejor opción encuanto a diámetro de tubería, que garantice y man-tenga un desempeño eficiente en condiciones de flujo. Por otro lado, y materia de este apartado, estálo correspondiente al diseño �mecánico�, que sig-nifica analizar el desempeño mecánico de una tu-bería ante la imposición de diferentes cargas.
A continuación se detallan las dos clases de diseñoen materia de tuberías:
1) Diseño hidráulico
Al ser conductos que permiten el flujo de fluidos enel interior de un pozo, las tuberías están sujetas alas condiciones de operación prevalecientes duran-te la circulación de los diferentes fluidos que las ocu-pan. Estas condiciones deben regularse, contro-larse y manejarse apropiadamente para satisfacerlos requerimientos óptimos, desde un punto de vis-ta de ingeniería.
Lo anterior significa que debemos recurrir al aná-lisis del comportamiento de flujo de fluidos para me-
dir el impacto que tiene el aspecto geométrico delos tubulares. El diámetro de los tubulares es el fac-tor de mayor influencia en el comportamiento diná-mico de los fluidos, y su estudio. Ello permitirá de-terminar el diámetro de tubería que proporcione lascondiciones más favorables para una aplicación enparticular. Por lo tanto, lo podemos definir el térmi-no diseño huidráulico, como el resultado de aplicaruna técnica específica para el análisis del compor-tamiento de flujo en una tubería que permita selec-cionar el diámetro óptimo de operación (interno oexterno).
Una de las técnicas más utilizadas para optimizar laselección geométrica de los aparejos de producciónes el ANALISIS NODAL, técnica que considera to-dos los aspectos de flujo que toman lugar en el pozo,tales como: el comportamiento a nivel de yacimien-to-pozo (IPR), los diferentes patrones de flujo en con-diciones multifásicas, tanto en las tuberías de pro-ducción, como en la línea de descarga, la condición
dinámica de flujo en los estranguladores y en losdisparos, y hasta las propiedades PVT (presión,volúmen temperatura) de los fluidos. La figura 18muestra una gráfica típica del comportamiento gas-to contra presión, resultante de un análisis nodal. El
resultado de aplicar esta técnica permite a los inge-nieros de diseño obtener los diámetros de tuberíade producción más propicios para la extracción delos hidrocarburos. También, esta técnica se puedeutilizar para identificar la condición de flujo más des- favorable dentro del sistema de producción, con el fin de mejorarla o corregirla.
Pws = Presión estática del yacimientoPwf = Presión de fondo fluyendoPwh = Presión en la cabeza del pozoPe = Presión en la línea de descargaPs = Presión en el separadorqmax = gasto máximoqópt = gasto óptimo
En lo que respecta a sartas de perforación el análi-sis del CÁLCULO HIDRÁULICO se utiliza como téc-nica para estudiar y cuantificar las variables que tie-nen impacto en el comportamiento de flujo durantelas operaciones de perforación, en el que se tomaen cuenta, la interacción reológica de los fluidos deperforación y su capacidad de transporte de recor-
tes, a fin de seleccionar apropiadamente el diáme-tro de la sarta. En este análisis se considera tam-bién la influencia del comportamiento hidráulicoen la barrena y el aparejo de fondo.
En el caso de tuberías de revestimiento, donde re-lativamente no se aplica una técnica específica, paramedir el impacto por efectos hidráulicos que pudie-ra servir para definir el diámetro apropiado, es con-
Figura 18 Análisis nodal en aparejos de producción
P
qq óptimo q máximo
A
Ps
Pe
Pwh
Pwf
Pws

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 30/103
Tuberías
30
veniente mencionar que durante la etapa decementación de la lechada de cemento, las seccio-nes de flujo generadas por el diámetro exterior dela TR y el calibre del agujero de un pozo, juegan unpapel trascendental para optimizar la velocidad de
desplazamiento del cemento. Además, durante lasoperaciones de perforación, los diámetros de las TRsafectan el comportamiento hidráulico del pozo. Portal razón, se pudiera aceptar un análisis hidráulicopara el proceso de cementación y/o perforación quesirva de base y respaldo para la selección apropia-da del diámetro de tubería de revestimiento. Gene-ralmente, los diámetros nominales de tuberías derevestimiento son seleccionados bajo la condicióngeométrica del mínimo diámetro aceptable que per-mita mantener al aparejo de producción impuestopor el análisis nodal.
2) Diseño mecánico
Definiremos por diseño mecánico al proceso quepermite determinar o definir los tubulares (tuberíay junta) que conforman una sarta, bajo la premisaprincipal de mantener una capacidad de resistenciasuperior a cualquier condición de carga que se leimponga, dentro de las consideraciones de opera-ción en la cual se utilizará, y seleccionar bajo unaestricta revisión de costos, la sarta de tuberías queresulte ser la mas rentable.
Básicamente en el diseño mecánico se aplica el cri-terio de RESISTENCIA / CARGA > 1 como el factorde decisión para la selección de los tubulares. Estoimplica reconocer ampliamente el desempeño me-cánico de las tuberías y la predicción más realistade las condiciones de carga a las cuales la tuberíatrabajará.
Cuando hablamos de diseño, implícitamente sesobreentiende que se trata de una condición idea-lizada en un futuro cercano, sobre todo para lacuantificación de las cargas. Por tal razón, el tér-mino �predicción de cargas�, está correctamente
aplicado. Entonces se establece como el mediopropicio para estimar o extrapolar las condiciones detrabajo de una tubería. Es de gran importancia reco-nocer esta observación, porque al llevar a cabo la co-locación de las tuberías en el pozo, las condiciones detrabajo serán significativamente diferentes a las plan-teadas. En este caso, para valorar el desempeño me-cánico de la tubería se deberán considerar las cargasreales a las que se ve sometido. Y básicamente, este
solo hecho, da lugar a lo que llamamos análisis mecá-nico de las tuberías. Este análisis que nos permite me-dir el impacto real de las cargas sobre la capacidad deresistencia de una tubería.
Generalmente, es recomendable considerar comocargas aquellas situaciones que den lugar a las con-diciones más críticas, con la idea de propiciar car-gas que puedan ser soportadas por la tubería entodo momento. Esto produce que en algunos ca-sos, por la misma situación de definir condicionescríticas, las tuberías queden holgadas en cuanto aresistencia, debido a que nunca se presenten lascondiciones críticas.
Por lo tanto, dichas condiciones críticas deben con-siderarse lo más realista posible. Así se evitarán gas-tos excesivos al seleccionar tuberías relativamente
holgadas.
Al aplicar como factor de decisión la relación RE-SISTENCIA / CARGA (R/C), se utilizan diferentesmetodologías para definir o seleccionar la sarta detuberías óptimas. Actualmente, podemos clasificarestas metodologías en dos corrientes importantes:la DETERMINISTICA y la PROBABILÍSTICA25. Las ba-ses y tratado de este capítulo concierne exclusiva-mente a la metodología determinística, dado quese fundamenta la selección de tubulares exclusiva-mente observando la relación (R/C). Es decir, deter-minar en todo punto de la tubería la relación R/C.Mientras que en la metodología probabilística serealiza una revisión estadística y una estimación dela probabilidad de la ocurrencia de falla de la tube-ría, con la premisa de que la relación R/C sea mayorde uno. En los últimos años esta metodología haganado muchos adeptos, su aplicación se ha exten-dido (desde 1990), a las principales compañías ope-radoras de perforación.
Retrospectiva de métodos
Metodologías de diseño mecánico
En el diseño mecánico de tuberías, siempre hanexistido métodos que auxilian al ingeniero paraobtener la mejor selección de una sarta de unpozo. Sin embargo, las condiciones técnicas y laaplicación de dichos métodos, obedecen más biena los dos aspectos importantes que hay que ob-servar: el desempeño mecánico de una tubería yla predicción de las cargas.

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 31/103
Tuberías
31
La evolución de las técnicas o métodos para �dise-ñar tuberías� se ha enfocado a una parte del pro-blema: la estimación de las cargas. Estos métodos,que caen dentro de la clasificación de métodosDETERMINÍSTICOS, han evolucionado desde los
simples nomogramas, muy utilizados en los años50 y 60, hasta los actualmente en uso, como lossimuladores numéricos.
Uno de los primeros métodos de diseño, se remon-ta al método gráfico de YOUNGSTONE. Éste no eramás que un conjunto de gráficos (uno para cadadiámetro de tubería) en los que se utilizaba comocarga la presión hidrostática del lodo, y se marcabauna incipiente revisión por carga axial. El procesode selección de tubulares se enfocaba prácticamentea tuberías de revestimiento y a tuberías de produc-ción. La condición era iniciar la selección de los di-
ferentes grados y pesos de tuberías del fondo delpozo, hasta llegar a la superficie.
Una incipiente evolución del método gráfico sepresenta en los años 60 con la aparición de méto-dos analíticos. P para estimar la resistencia de lostubulares como para la evaluación de cargas. Aesta nueva tendencia de diseño se le denominócomo métodos CONVENCIONALES. En ellos setomaban en cuenta la carga de presión, la cargaaxial (peso y flotación) y su correspondiente revi-sión de resistencia al colapso y a la tensión, tiem-po en que se incorporarón las especificaciones yecuaciones para tuberías API. En el caso de sartasde perforación se usaba el método analítico deLubinski, para el cálculo y análisis de pandeo.
A finales de los 60 y principios de los 70, se adoptóuna técnica de vanguardia conocido como métodode carga máxima de Prentice, orientado al diseño detuberías de revestimiento y tuberías de producción;en dicho método se incorporaba un criterio más rea-lista de cargas. Se establece la separación del análisisde cargas de presión (interna y externa) para cada tipode tubería de revestimiento (superficial, intermedia y
de explotación). Este nuevo concepto mejoró la per-cepción del modo de evaluar las cargas (sólo presión) frente a la forma como realizaba como con el métodoconvencional. A la fecha, este concepto aún es válidoy se sigue aplicando en diversas compañías.
A mediados de los 80 se presenta un nuevo conceptopara el diseño de tuberías de revestimiento denomi-nado �SERVICE LIFE� propuesto por Klementich33 A la
fecha, se ha adaptado para todo tipo de tuberías. Ésteestablece que una tubería debe diseñarse bajo el aná-lisis de todas las condiciones de carga que toman lu-gar después de que ha sido cementada. Esto es, unatubería nace mecánicamente desde que es introduci-
da al interior del pozo, con ciertas condiciones de car-ga, para después sufrir todas las posibles condicionescambiantes por efecto de las operaciones que tomanlugar durante la perforación y terminación del pozo.Esto inicialmente estaba enfocado al análisis de losefectos axiales posteriores a la cementación. Por ellose establece una condición inicial y un conjunto decondiciones axiales diferentes, después de la inicial.Adicionalmente se generaliza la aplicación del méto-do de carga máxima al aplicarlo para la evaluación delas cargas por presión y axiales. Este método se acom-paña con una propuesta de reconsiderar la evalua-ción de la resistencia de los tubulares mediante el uso
de un modelo triaxial.
En los años 90, la evolución del diseño de tuberíasde revestimiento y de tuberías de producción seconfronta con la situación de que en todo diseñodebe incorporarse un análisis triaxial, tomar en cuen-ta cualquier condición de carga como: flexión, ocondiciones variables en presión como la presen-cia de una formación plástica, cualquier efecto axial(choque, fricción, térmico, balonamiento, pistoneo,pandeo) y como cargas de presión adicional, las de-bidas al incremento de presión en anulares cerra-dos, etc. Es decir, incorporar y generalizar el méto-do de SERVICE LIFE y CARGA MÁXIMA para todasituación que propicie una condición de carga de:presión, axial, flexión, torsión y no axiales. Además,debe de incorporar un fundamento para evaluar laresistencia de los tubulares bajo las ecuaciones API(para tuberías API), como la incorporación de datosconfiables de las tuberías denominadas PREMIUM(NO-API). Por tal razón, proliferan una gran canti-dad y variedad de métodos y propuestas de diseñoque caen dentro de la propuesta del modelo deSERVICE LIFE.
Del mismo modo, para sartas de perforación se ha mejo-rado la forma de evaluar el análisis de pandeo original-mente propuesto por Lubinski. Trabajos de Wu, Juvkam-Wold y Mitchell43 han permitido mejorar el entendimien-to del comportamiento del pandeo, mediante la propuestade modelos y correlaciones mas precisas que puedenincorporarse para el diseño de sartas. Sin embargo, apesar de lo práctico de diseño de los sartas su uso aún nose ha generalizado.

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 32/103
Tuberías
32
Actualmente contamos con una gran variedad deprogramas por computadora que permiten al inge-niero de diseño efectuar con mayor precisión y ra-pidez el análisis mecánico de las tuberías. Estos pro-gramas efectúan los cálculos apropiados para la
evaluación de la mayor cantidad de condiciones decarga. También incorporan una fuente de datos paracontar con la información de las especificacionestubulares.
II. CAPACIDAD DE RESISTENCIA DE LAS TUBERÍAS
El advenimiento de la tecnología de la informacióny la aplicación sistemática de las computadoras entemas y procesos como el de diseño de las tuberíasde revestimiento, que es parte importante del pro-ceso de diseño de la perforación de pozos, sin lu-
gar a dudas los factores y mayor importancia influ-yente para establecer y aceptar que en la actuali-dad, se cuente con todos los ingredientes técnicosrequeridos para realizar con detalle los análisis másconvenientes que permitan justificar la mejor selec-ción de tuberías. Esto es, se tiene una extensa in- fraestructura, tanto en hardware y software comoen modelos matemáticos. Si los manejamos en for-ma apropiada e integrada conducirán a fortalecer elproceso de diseño. El aprovechamiento de tal infra-estructura ha servido de medio para establecer eldesarrollo de sistemas expertos en materia de dise-ño tubular. Sin embargo, aún con todas estas posi-bilidades, pudiéramos estar lejos de propiciar el me- joramiento en el proceso de diseño, en tanto no secuente con un conocimiento profundo y detalladosobre la capacidad de resistencia de los elementostubulares, y ante todo, con suficiente informaciónque permita reconocer la respuesta en resistenciaque opone el tubo ante la acción combinada de car-gas que experimentan a nivel de pozo. Los datostradicionales y por excelencia que se tienen sobrela resistencia de las tuberías están generalmentereferenciados en condiciones idealizadas. Es decir,en condiciones atmosféricas de presión y tempera-
tura y carga axial cero. En realidad éstos, nos danuna dimensión exacta de la respuesta deseada dela tubería ante la eventualidad y magnitud de lascondiciones esperadas en el interior de un pozo.
La importancia de reconocer la capacidad de re-sistencia de las tuberías ha sido materia de mu-chas y fuertes discusiones, de extensos estudiosy de diversidad de pruebas de laboratorio, que
han permitido evolucionar en el conocimiento delcomportamiento mecánico de las tuberías. Es porello que diferentes instituciones (API, ASTM,ASME, NACE, etc.) se han abocado a la tarea dereconocer y recomendar prácticas para estanda-
rizar tanto el proceso de fabricación como la me-dición de su desempeño mecánico o capacidadde resistencia, y hasta las prácticas para el buenmanejo de los mismos.
Condiciones de falla
Para iniciar con la aplicación y explicación de cual-quier método para diseño, es necesario y recomen-dable determinar la resistencia de los diferentes ele-mentos tubulares. Esto a la vez conduce a conside-rar las diferentes situaciones de falla que experimen-tan las tuberías. La resistencia de un tubo se puede
definir como una reacción natural que opone elmaterial ante la imposición de una carga, a fin deevitar o alcanzar los niveles de una falla.
Él término �falla� se entiende como sinónimo de�fractura�. Sin embargo, en el estudio de la mecáni-ca de materiales este no es el significado usual deltérmino. Se dice que ocurre una falla cuando unmiembro cesa de realizar satisfactoriamente la fun-ción para lo cual estaba destinado. En el caso de lastuberías colocadas en un pozo, si estas alcanzancualquier nivel de deformación se debe entender lasituación como una condición de falla.
Por lo tanto, una falla en las tuberías es una condi-ción mecánica que refleja la falta de resistencia delmaterial ante la situación y exposición de una car-ga. Con ello propicia la deformación del tubo. Lascargas a las que hacemos referencia son nominal-mente cargas de presión, cargas axiales, ambienta-les y mecánicas.
¿ Qué es entonces la capacidad de resistencia ?La capacidad de resistencia de una tubería se de- fine como aquella aptitud o condición que ofrece
una tubería para reaccionar y evitar cualquier tipode falla o deformación, ante la acción combinadade cargas.
Las principales fallas de las tuberías son básicamenteCOLAPSO, TENSIÓN, ESTALLAMIENTO Y CORRO-SIÓN. El tratamiento de cada una de las fallas sim-plifica el estudio y análisis del comportamiento dela resistencia en los materiales.
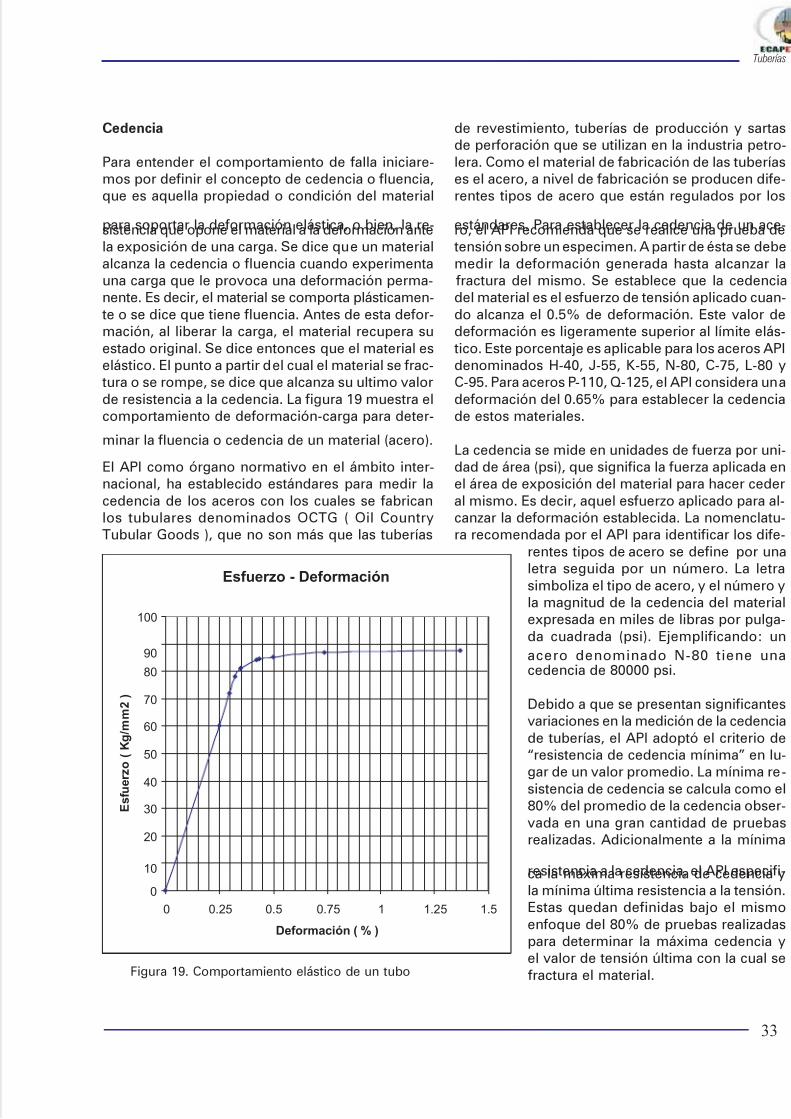
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 33/103
Tuberías
33
Cedencia
Para entender el comportamiento de falla iniciare-mos por definir el concepto de cedencia o fluencia,que es aquella propiedad o condición del material
para soportar la deformación elástica, o bien, la re-sistencia que opone el material a la deformación antela exposición de una carga. Se dice que un materialalcanza la cedencia o fluencia cuando experimentauna carga que le provoca una deformación perma-nente. Es decir, el material se comporta plásticamen-te o se dice que tiene fluencia. Antes de esta defor-mación, al liberar la carga, el material recupera suestado original. Se dice entonces que el material eselástico. El punto a partir del cual el material se frac-tura o se rompe, se dice que alcanza su ultimo valorde resistencia a la cedencia. La figura 19 muestra elcomportamiento de deformación-carga para deter-
minar la fluencia o cedencia de un material (acero).
El API como órgano normativo en el ámbito inter-nacional, ha establecido estándares para medir lacedencia de los aceros con los cuales se fabricanlos tubulares denominados OCTG ( Oil CountryTubular Goods ), que no son más que las tuberías
de revestimiento, tuberías de producción y sartasde perforación que se utilizan en la industria petro-lera. Como el material de fabricación de las tuberíases el acero, a nivel de fabricación se producen dife-rentes tipos de acero que están regulados por los
estándares. Para establecer la cedencia de un ace-ro, el API recomienda que se realice una prueba detensión sobre un especimen. A partir de ésta se debemedir la deformación generada hasta alcanzar la fractura del mismo. Se establece que la cedenciadel material es el esfuerzo de tensión aplicado cuan-do alcanza el 0.5% de deformación. Este valor dedeformación es ligeramente superior al límite elás-tico. Este porcentaje es aplicable para los aceros APIdenominados H-40, J-55, K-55, N-80, C-75, L-80 yC-95. Para aceros P-110, Q-125, el API considera unadeformación del 0.65% para establecer la cedenciade estos materiales.
La cedencia se mide en unidades de fuerza por uni-dad de área (psi), que significa la fuerza aplicada enel área de exposición del material para hacer cederal mismo. Es decir, aquel esfuerzo aplicado para al-canzar la deformación establecida. La nomenclatu-ra recomendada por el API para identificar los dife-
rentes tipos de acero se define por unaletra seguida por un número. La letrasimboliza el tipo de acero, y el número yla magnitud de la cedencia del materialexpresada en miles de libras por pulga-da cuadrada (psi). Ejemplificando: unacero denominado N-80 tiene unacedencia de 80000 psi.
Debido a que se presentan significantesvariaciones en la medición de la cedenciade tuberías, el API adoptó el criterio de�resistencia de cedencia mínima� en lu-gar de un valor promedio. La mínima re-sistencia de cedencia se calcula como el80% del promedio de la cedencia obser-vada en una gran cantidad de pruebasrealizadas. Adicionalmente a la mínima
resistencia a la cedencia, el API especifi-ca la máxima resistencia de cedencia yla mínima última resistencia a la tensión.Estas quedan definidas bajo el mismoenfoque del 80% de pruebas realizadaspara determinar la máxima cedencia yel valor de tensión última con la cual se fractura el material.
Esfuerzo - Deformación
0
10
20
30
40
50
60
70
80
90
100
0 0.25 0.5 0.75 1 1.25 1.5
Deformación ( % )
E s f u e r z o ( K g / m m 2 )
Figura 19. Comportamiento elástico de un tubo

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 34/103
Tuberías
34
0
40000
80000
120000
160000
200000
0 100 200 300 400 500Temperatura ( oC )
C e d e n c i a ( p s i )
TRC-95 TRC-95BDC
TAC-95 TAC-110
TAC-140
La tabla 4 muestra un resumen de los diferentesaceros o grados API con sus valores de cedencia.
Para fines de diseño, el criterio de mínima resis-tencia de cedencia es el que debe de adoptarse, a fin de garantizar, con un margen de seguridad, laresistencia del material. La nomenclatura API paralos diferentes aceros tiene estipulado en el nú-mero la mínima resistencia a la cedencia, y es elvalor nominal de cedencia que debe considerar-se en todos los cálculos de evaluación de resis-tencia de las tuberías.
Existen aceros que se fabrican con especificacio-nes propias de los fabricantes y que no adoptan ensu totalidad las especificaciones estipuladas por elAPI. A este tipo de aceros se les conoce común-mente como aceros propietarios o grados propieta-rios, o simplemente grados NO-API. Sin embargo,tratan de seguir la misma nomenclatura adoptada
por el API para especificar la cedencia del material.Tal es el caso de los grados propietarios que produ-ce TAMSA como son: TAC y TRC.
La cedencia de los materiales se ve sensiblemen-te afectada por la temperatura a la que estén ex-puestos dichos materiales. Las pruebas de tensiónque se realizan para medir la cedencia de un ma-
terial generalmente se efectúan a la temperaturaambiental. Sin embargo, se ha observado que atemperaturas elevadas (> 150 °C) la resistenciade cedencia de un acero empieza a verse dismi-nuida. La figura 20 muestra el comportamiento de
la cedencia vs temperatura para algunos acerospropietarios. A este tipo de observaciones se lesconoce como pruebas de tensión en caliente,mediante lo cual se puede establecer el grado deafectación por temperatura en los diferentes ace-ros para tuberías.
Colapso
La falla por colapso de una tubería es una condiciónmecánica. Se origina por el aplastamiento de unatubería por una carga de presión. Ésta actúa sobrelas paredes externas de la misma y es superior a su
capacidad de resistencia.
La resistencia a la falla por colapso de una tuberíaha sido estudiada ampliamente. En primer instan-cia, es una de las causas más comunes de falla enlas tuberías colocadas en un pozo y en segundotérmino es un fenómeno de falla más complejode predecir.
Grado
Cedencia
Mínima
Ultima
Resistencia Grado
Ultima
Resistencia
H-40 40000 60000 C-95 105000
J-55 55000 60000 Q-125 145000
K-55 55000 65000 E-75 95000
N-80 80000 95000 X-95 115000
L-80 80000 90000 S-135 155000
P-110 110000 125000 C-95 105000
C-75 75000 95000 P-105 120000
T-95 95000 105000 G-105 120000
Tabla 4. Relación de grados de tubería API
Figura 20. Comportamiento térmico de la cedencia
Ensayos de tensión en caliente
Grados propietarios TAMSA

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 35/103
Tuberías
Cedencia del tubo
Teoría de inestabilidad elástica
C edencia Plá stico Te nsión Elá stico
Comportamiento real
15+- 15+- 25+
- 25+- Delgadez (D/t)
35
La falla al colapso depende de diversos factores pro-pios de la naturaleza de fabricación del tubo. Den-tro de éstos resaltan la cedencia del material, la geo-metría tubular, imperfecciones (excentricidad,ovalidad) y la condición de esfuerzos en la tubería.
Resistencia al colapso
A través de una extensa serie de pruebas realiza-das en tuberías el API ha demostrado el comporta-miento de la falla por colapso de las tuberías. La figura 21muestra las diferentes condiciones de fa-lla por colapso para un amplio rango de diámetros/ espesor de tuberías. Este último término se definecomo esbeltez o delgadez de la tubería. Se mani- fiestan, de acuerdo a las pruebas realizadas, cuatrozonas o comportamientos. La primera es la deno-minada presión de colapso por cedencia, en la cual
el material es fuertemente dependiente de lacedencia del material, en virtud de que se ha com-probado que los esfuerzos tangenciales generadosen la periferia interior del tubo, alcanza al valor dela cedencia. Se presenta para tuberías cuya esbel-tez sea inferior a 15. Es decir, tuberías de diámetrogrande (> a 7 5/8�). Un segundo comportamientodel colapso es el elástico. Este es reproducido me-diante la teoría clásica de la elasticidad y se presen-ta en tuberías con esbeltez mayor a 25. Es decir,tuberías de diámetro pequeño (< a 7�). Un tercercomportamiento, que el API denominó como co-lapso plástico, es el que se presenta posteriormen-te a la etapa de colapso plástico, que obedece a lanaturaleza propia de deformación del tubo en la eta-pa de plasticidad o posterior a la cedencia. Y final-mente, existe una zona de transición entre el colap-so plástico y el colapso elástico. Es un comporta-miento que ha sido correlacionado en forma nu-mérica por el API a fin de tener en forma completael modelado del comportamiento del colapso.
A continuación se presentan las ecuaciones de co-lapso adoptadas por el API para determinar la resis-tencia al colapso de las tuberías que cumplen conlas especificaciones API.
donde:
Pc = Resistencia al colapso (psi)do = diámetro nominal (pg)
d = diámetro (pg)t = espesor nominal (pg)
Efecto de imperfecciones
Dentro de los factores que influyen en la resistenciaal colapso de las tuberías. Está el aspecto geométri-co. Las imperfecciones generadas en el proceso de fabricación dan como resultado el tener un tubo conFigura 21. Comportamiento del colapso

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 36/103
Tuberías
t min.
t nom.
t max.
36
cierto porcentaje de ovalidad y excentricidad. Esdecir, no existen tuberías con diámetro y espesorconstante. En la figura 22 se muestra la seccióntansversal de una tubería perfecta. Por lo que setiene que medir el efecto que estas imperfeccio-
nes tienen en la resistencia al colapso del tubo.
La ovalidad: se define como el máximo diámetroexterior, menos el mínimo diámetro exterior dadoen una sección plana, divida por el diámetro exte-rior nominal. En la figura 23 se muestra el contornode una tubería ovalada
donde:
S = ovalidadDmax = diámetro máximo exteriorDmim = diámetro mínimo exteriorDnom = diámetro exterior nominal
Queda de manifiesto que el proceso de fabricaciónde un tubo no es perfecto. Es decir se genera una
imperfección al producir un tubo con un diámetroligeramente irregular en su cara exterior.
La excentricidad: es una medida de las imperfeccio-nes detectadas en una tubería por efecto de los cam-bios de espesor en el cuerpo del tubo ver figura 24.
donde:
e = excentricidadd = tmax �tmintmax = máximo espesortmin = mínimo espesort = espesor nominal
Secciónde latuberíatransversal
Dnom.
Figura 22 Sección transversal de una tubería
perfecta
Figura 23 Contorno de una tuberia ovalada
Figura 24 Sección transversal de una tubería
excentrica ovalada
Dmin.
Dnom.
Dmax.
u2u2
R r
u1
S = (Dmax -Dmin)Dnom
t
e =δ

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 37/103
Tuberías
37
La combinación de estas dos imperfecciones en unasección transversal de una tubería es mostrada enla figura 25.
El desgaste se define como la degradación o dete-rioro del material por efecto de la fricción producidapor el contacto entre dos materiales (tubos).
Efectos del desgaste
En la perforación de pozos desviados ocurren des-gastes severos en la superficie interior de la tuberíade revestimiento al estar sujeta a grandes flexiones,lo cual, afecta las funciones del tubo.
Especialmente la resistencia al colapso se ve dete-riorada por el desgaste, por lo cual, debe tomarseen cuenta en el proceso de diseño
Resistencia al colapso con imperfecciones
Los factores que afectan la resistencia al colapso delas tuberías de revestimiento, son particularmentela influencia de la excentricidad y el ovalamientogeométrico. El API no toma en cuenta estas imper- fecciones. Sin embargo, recientes propuestas al co-mité de revisión de estándares en materia tubularindican la posibilidad de que el API considere comoespecificaciónes las definiciones de ovalidad y ex-
centricidad, para que después sean consideradas enla evaluación de la resistencia de las tuberías.
Un modelo generalizado para determinar la resis-tencia al colapso de las tuberías ha sido propuestopor Issa31, en el cual, se toma en cuenta la excentri-cidad promedio y la ovalidad promedio del tubo.
Ecuación general del modelo de Issa31
Presión elástica de colapso
Presión elastoplástica de colapso
Función de ovalamiento
Función de excentricidad
donde:
A1,
A2, A
3- Constantes de la función de colapso
elástico plástico
B1,
B2, B
3- Constantes de la función de ovalamiento
C1, C2 - Constantes de la función de excentricidad
D - Diámetro nominal (pg)D
max / ext- Diámetro máximo (pg)
e - Excentricidad (adimensional)
E - Módulo de Young (psi)P - Resistencia al colapso(psi)
Figura 25 Sección transversal de una tuberia
ovalada y excéntrica
h(e) =(1-e) (1+C 1e+C
1e2)
P E
=2E
1 - v2 D D 2
1
( )-1

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 38/103
Tuberías
38
P0
- Resistencia al colapso para un tubo de geome-tría perfecta (psi)P
E- Resistencia al colapso elástico (psi)
PPE
- Resistencia al colapso elástico - plástico (psi)r - Radio en una localización angular exterior (pg)
R - Radio exterior nominal (pg)S - Relación de ovalamientot - Espesor (pg)Y - Esfuerzo de cedencia (psi)u
2- Deformación del diámetro nominal exterior
n - Relación de Poissonq - Posición angular
El modelo de Issa modificado a las condiciones depruebas al colapso de las tuberías propietarias deTAMSA para los grados TAC puede ser evaluadomediante la adecuación de las constantes A,B y C. Eneste caso las constantes se presentan en la tabla 5.
Las ecuaciones que siguen rigiendo son las yaindicadas por Issa, pero con las constantesmodificadas para tuberías TAC como se indica acontinuación.
Efecto de cargas combinadasLas tuberías se deforman cuando son colocadas enpozos altamente desviados debido a los esfuerzosa los que se somete el tubo, independientementede las imperfecciones generadas durante el proce-so de fabricación. La sección transversal del tubocambia a una forma elíptica. La fuerza que provoca
esta deformación es función de la curvatura del agu- jero y del peso que soporta la tubería (carga axial).La magnitud de la deflexión (deformación deovalamiento homogéneo), depende básicamente deldiámetro exterior y del espesor del tubo. La reduc-
ción en el diámetro del tubo es el resultado de ladeflexión. En la figura 26 se muestran las deforma-ciones que sufre el tubo.
Existen dos modelos para evaluar la deflexión de unatubería sujeta a cargas axiales y de presión. El mo-delo de Freda Akgun y Billy Joe Mitchell28 evalúa lareducción del diámetro del tubo por efecto de la ten-sión y la flexión generada en el caso de pozos des-viados. En la figura 27 se muestra el comportamien-to del modelo de Akgun y Mitchell para determinarla deformación de los tubos considerando variosángulos de severidad en el pozo (pata de perro) y su- jeto a diferentes cargas axiales en diferentes gradosAPI de tuberías.
Por otro lado, Akgun49 propuso un nuevo modelopara determinar la reducción del diámetro de untubo por efecto de la carga de presión diferencialmanifestada en la cara externa del mismo.
La ecuación diferencial que modela la deflexión deuna sección circular del tubo (90º) es:
Tabla 5. Constantes del Modelo de Issa.Figura 26 Sección transversal de un tubo
Constante Modelo originalModelo
modificado
A1 7.0333 7.0422
A2 0.1295 0.1140
A3 12.3298 17.0580
B1 0.1648 0.1970
B2 0.5972 0.6060
B3 0.7618 0.8190
C1 0.8123 2.0310
C2 -1.1272 -8.3030
Deformación debido a la
presión diferencial
tubo real
tubo ideal
Deformación debido a la
curvatura del agujero y peso

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 39/103
Tuberías
39
donde:
v cambio radial en el eje principal de la sec-ción transversal [pg]θ es el ángulo donde ϖ es determinado [rad]
ϖo cambio radial en el eje principal de la sec-ción transversal cuando θ = 0
μ relación de Poisson (0.3 de acero)
E modulo de Young�s (30*106psi)P diferencial de presión [psi]r
oradio principal del tubo [pg]
t espesor de pred [pg]
Aplicando el modelo anterior para diferentes presio-nes diferenciales y diferentes deflexiones radiales ini-ciales, se genera una gráfica como la mostrada en la figura 28.
Ejemplo:
Una tubería de 7 pg de diámetro exterior con espe-sor de pared de 0.317 pg (23 lb/pie) y grado N-80trabajando a una presión diferencial de 2,000 psi ysujeta a una carga axial de 100000 lb, en un pozocon una severidad de 30º /100 pies, genera la si-guiente deflexión u ovalidad adicional:
Aplicando el modelo de figura 27, se obtiene quepara la carga axial y severidad presente, la tuberíase reducirá en su diámetro 0.1 pg, generando conello una ovalidad adicional.
Por otro lado, aplicando el modelo de Akgun, para lapresión diferencial actuando en el tubo, se tiene unadeflexión radial total de 0.07 .Se debe tener cuidadosobre el significado de este valor final, ya que repre-senta únicamente la deflexión debida a la diferencialde presión positiva. La reducción del diámetro del tubooriginal (circular) se obtiene adicionando la deflexiónpor carga axial a la deflexión por carga de presión,esto es:
0.07+0.1=0.17 pg
Por lo tanto, la ovalidad generada en el cuerpo deltubo en condiciones reales, considerando como diá-metro exterior máximo al diámetro nominal es:
S = ( 7 � ( 7-0.17) )/7=0.024=2.4%
Este resultado tiene su impacto en la evaluación dela resistencia al colapso de la tubería. En el casoideal esta tubería, de acuerdo con el API, tiene unaresistencia al colapso de 3830 psi. Al considerar laovalidad del 2.4% estimada por efecto de la carga,la resistencia al colapso de esta tubería es de 3480psi (aplicando el. modelo de ISSA para estimar la
Figura 27 Modelo de Akgun Figura 28 Modelo de Akgun, con presión diferencial
T e n s i ó n ( 1 . 0
0 0 L B X )
Reducción en diámetro
D e f l e x i ó n
r a d i a l
Presión (PSI)

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 40/103
Tuberías
40
resistencia al colapso, considerando e =0). De esta forma, la resistencia al colapso nominal se reduceen un 10% por efecto de las cargas, situación que de-bemos tomar en cuenta para fines de diseño al traba- jar con cargas combinadas.
Estallamiento
La falla por estallamiento de una tubería es unacondición mecánica que se genera por la acciónde cargas de presión actuando por el interior dela misma. La resistencia que opone el cuerpo deltubo se denomina resistencia al estallamiento. Porefecto de las traducciones y el manejo del térmi-no �burst�, generalmente se le ha denominadocomo resistencia a la presión interna. Sin embar-go, es claro anotar que este utilizado debido a quela presión interna es la carga y la propiedad del
material es la resistencia. Esta opone el material a fallar por estallamiento o explosión debido a lacarga a la que está sometido por la presión actúaen la cara interior del tubo.
Resistencia al estallamiento
Para predecir la resistencia al estallamiento de tu-berías se utiliza la ecuación de Barlow. Se reco-mienda para tubos de espesor delgado, y esavalada por el API como estándar en sus especifi-caciones.
donde:
PEST = Resistencia al estallamiento (psi) s
y= Cedencia (psi)
d = Diámetro nominal (pg)t = espesor nominal (pg)
Hipótesis al aplicar la ecuación de Barlow:
× Considera el mínimo espesor permisible en elcuerpo del tubo (87.5% del espesor nominal)
× Esfuerzo radial despreciable× Esfuerzo axial o carga axial = 0× Esfuerzo tangencial considerando presión ex-
terna = 0× Falla por cedencia (presión de cedencia interna)
× A temperatura ambiental (20 °C).
El API establece que el valor obtenido con la ecua-ción de Barlow se redondee en múltiplo de10.
Tensión
La tensión es una condición mecánica (tensionada)de una tubería que puede ocasionar la falla o fractu-ra de la misma. Se origina por la acción de cargasaxiales que actúan perpendicularmente sobre el áreade la sección transversal del cuerpo del tubo. Lascargas dominantes en esta condición mecánica sonlos efectos gravitacionales, flotación, flexión y es- fuerzos por deformación del material.
Resistencia a la tensión
La resistencia a la falla por tensión de una tubería sepuede determinar a partir de la cedencia del mate-rial y el área de la sección transversal. Como se men-cionó previamente, se debe considerar la mínimacedencia del material para este efecto. Es decir:
donde:
RT = Resistencia a la tensión (psi)de= Diámetro exterior (pg)
di= Diámetro interior (pg)
s y
= Minimo esfuerzo de cedencia (psi)
Puesto que la cedencia de un material se determinaa partir de una prueba de tensión, que consiste enaplicar una carga axial en forma incremental sobreuna probeta o especimen con cierta sección trans-versal (de acuerdo al ASTM), también se obtiene laresistencia a la tensión de dicho material. Este esmuy diferente a la de una tubería, por la diferenciaen la sección transversal del cuerpo del tubo y el de
la probeta.
La resistencia a la tensión de una tubería de acuerdo alo estipulado por el API, se mide en unidades de fuer-za (libras) con un valor resultante de redondear al nú-mero más próximo en múltiplos de 10 libras, al aplicarla ecuación de resistencia a la tensión.
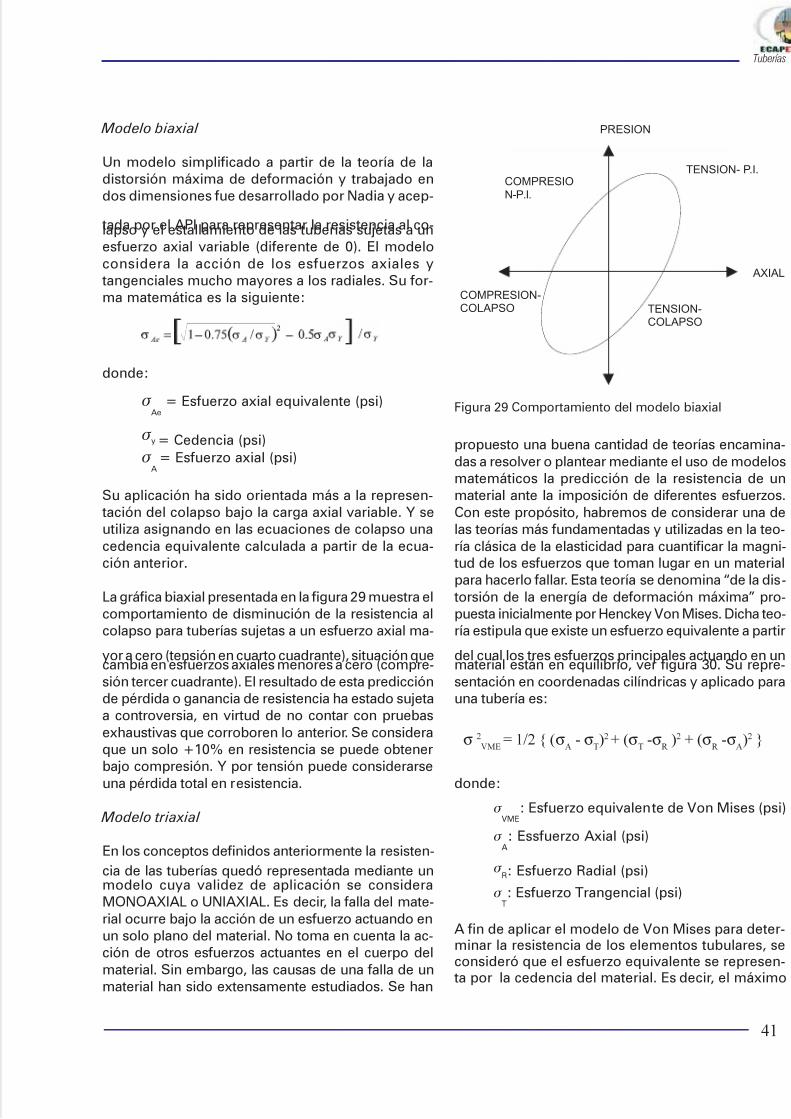
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 41/103
Tuberías
41
Modelo biaxial
Un modelo simplificado a partir de la teoría de ladistorsión máxima de deformación y trabajado endos dimensiones fue desarrollado por Nadia y acep-
tada por el API para representar la resistencia al co-lapso y el estallamiento de las tuberías sujetas a unesfuerzo axial variable (diferente de 0). El modeloconsidera la acción de los esfuerzos axiales ytangenciales mucho mayores a los radiales. Su for-ma matemática es la siguiente:
donde:
sAe
= Esfuerzo axial equivalente (psi)
sy = Cedencia (psi) s
A
= Esfuerzo axial (psi)
Su aplicación ha sido orientada más a la represen-tación del colapso bajo la carga axial variable. Y seutiliza asignando en las ecuaciones de colapso unacedencia equivalente calculada a partir de la ecua-ción anterior.
La gráfica biaxial presentada en la figura 29 muestra elcomportamiento de disminución de la resistencia alcolapso para tuberías sujetas a un esfuerzo axial ma-
yor a cero (tensión en cuarto cuadrante), situación quecambia en esfuerzos axiales menores a cero (compre-sión tercer cuadrante). El resultado de esta predicciónde pérdida o ganancia de resistencia ha estado sujetaa controversia, en virtud de no contar con pruebasexhaustivas que corroboren lo anterior. Se consideraque un solo +10% en resistencia se puede obtenerbajo compresión. Y por tensión puede considerarseuna pérdida total en resistencia.
Modelo triaxial
En los conceptos definidos anteriormente la resisten-cia de las tuberías quedó representada mediante unmodelo cuya validez de aplicación se consideraMONOAXIAL o UNIAXIAL. Es decir, la falla del mate-rial ocurre bajo la acción de un esfuerzo actuando enun solo plano del material. No toma en cuenta la ac-ción de otros esfuerzos actuantes en el cuerpo delmaterial. Sin embargo, las causas de una falla de unmaterial han sido extensamente estudiados. Se han
propuesto una buena cantidad de teorías encamina-das a resolver o plantear mediante el uso de modelosmatemáticos la predicción de la resistencia de unmaterial ante la imposición de diferentes esfuerzos.Con este propósito, habremos de considerar una delas teorías más fundamentadas y utilizadas en la teo-ría clásica de la elasticidad para cuantificar la magni-tud de los esfuerzos que toman lugar en un materialpara hacerlo fallar. Esta teoría se denomina �de la dis-torsión de la energía de deformación máxima� pro-puesta inicialmente por Henckey Von Mises. Dicha teo-ría estipula que existe un esfuerzo equivalente a partir
del cual los tres esfuerzos principales actuando en unmaterial están en equilibrio, ver figura 30. Su repre-sentación en coordenadas cilíndricas y aplicado parauna tubería es:
donde:
s VME
: Esfuerzo equivalente de Von Mises (psi)
s A
: Essfuerzo Axial (psi)
s R: Esfuerzo Radial (psi)
s T: Esfuerzo Trangencial (psi)
A fin de aplicar el modelo de Von Mises para deter-minar la resistencia de los elementos tubulares, seconsideró que el esfuerzo equivalente se represen-ta por la cedencia del material. Es decir, el máximo
Figura 29 Comportamiento del modelo biaxial
σ 2
VME= 1/2 { (σ
A- σ
T)2+ (σ
T-σ
R )2 + (σ
R -σ
A)2 }
COMPRESION-P.I.
TENSION- P.I.
COMPRESION-COLAPSO TENSION-
COLAPSO
AXIAL
PRESION

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 42/103
Tuberías
42
esfuerzo equivalente que pudiera experimentar unatubería sería de una magnitud equivalente a lacedencia del material. Sin embargo, es preciso apun-tar que esta consideración implica suponer que laacción de un esfuerzo monoaxial como es lacedencia, represente la acción de los tres esfuerzosprincipales actuando en un material simultáneamen-te. Lo anterior significa que estamos aceptandocomo criterio de falla, una vez más, a la cedenciadel material.
Una forma alterna de representar el modelo triaxialde Von Mises para su aplicación en el campo deingeniería, ha sido resultado de simplificar, a partirde la misma teoría clásica de la elasticidad, el signi- ficado de los esfuerzos tangenciales y radiales me-diante las ecuaciones de Lamé:
donde:
s R = Esfuerzo radial (psi)
PI
= Presión interna (psi)
PE
= Presión externa (psi)
ri= Radio interior (pg)
re
= Radio exterior (pg)
r = Radio (pg)
s T
= Esfuerzo trangencial (psi)
Ecuación del Modelo Triaxial
donde:
s VME
= Esfuerzo triaxial equivalente (psi)
El modelo anterior queda representado mediante lasvariables de presión externa, presión interna, esfuer-zo axial, delgadez y cedencia del material.
A fin de determinar la resistencia de las tuberías coneste modelo triaxial, se realizan las siguientes con-sideraciones, o lo que algunos han llamado proce-dimiento de NORMALIZACIÓN:
1) Para evaluar la capacidad de resistencia a la falla por colapso:
Suponer la NO existencia de presión por el in-terior de la tubería.
Simplificar en términos de presión externa laecuación del modelo triaxial.
Resolver la ecuación cuadrática resultante.
El resultado de lo anterior representa en formagráfica una elipse cuyo contorno simboliza la re-sistencia al colapso para las diferentes condicio-nes de esfuerzo axial. Para fines prácticos se uti-
( )
( )
2
1
2
1 /2
/
25
4
23
2
1
2
CCC
CC
CCC
CC
CC
td
tdC
+-=
=
+-=
=
-=
-=
t = espesor(pg)
d = diámetro exterior(pg)
Figura 30 Representación de los esfuerzos equiva-
lentes (Axial, radial y tangencial)
σ VME
= σ 2 A
+ (C 1 P
I +C
2 P
E ) σ
A+ C
3 P 2
I + C
4 P
E
2 + C 5 P
I P
E

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 43/103
Tuberías
43
liza la región del primer y segundo cuadrante dela gráfica. Es decir la parte positiva de las presio-nes resultantes.
2) Para evaluar la capacidad de resistencia a la
falla por estallamiento:
Suponer la NO existencia de presión por el ex-terior de la tubería.
Simplificar en términos de presión interna laecuación del modelo triaxial. Resolver la ecua-ción cuadrática resultante.
El resultado de lo anterior representa en formagráfica una elipse cuyo contorno simboliza la re-sistencia al estallamiento para las diferentes con-diciones de esfuerzo axial. Para fines prácticos
se utiliza la región del primer y segundo cuadran-te de la gráfica. Es decir, la parte positiva de laspresiones resultantes.
3 ) Representación triaxial:
En forma convencional representar las dos cur-vas resultantes en un solo gráfico, trazando en elprimer y segundo cuadrante la curva que repre-senta la resistencia al estallamiento. Y la segun-da curva, que representa la resistencia al colap-so, colocarla en el tercer y cuarto cuadrante.
El resultado de aplicar este convencionalismo, ge-nera una elipse que representa los límites de resis-tencia a la falla por colapso y por estallamiento alas diferentes condiciones de esfuerzo axial. Esdecir, se manejan tres variables para representar laresistencia del material. La cedencia del materialqueda representada por la magnitud de la elipse.Un punto de interés en la elipse, es el representa-do a presión �0� sobre el eje de las abscisas, y querepresenta la resistencia a la tensión.
Las siguientes consideraciones deben tomarse en
cuenta para el uso adecuado del modelo triaxialmostrado en la figura 31:
× El modelo representa la resistencia de los mate-riales en tuberías con una delgadez > 15. Esto sig-nifica que prácticamente está dirigido a diámetrosde tubería menores de 7 5/8�, en virtud de supo-ner la aplicación de la teoría clásica de la elastici-
dad, y que en las relaciones de delgadez <15 NOse ha justificado.
× Se debe evaluar una elipse por cada grado detubería que se utilice.
Representar en forma simultánea, tanto la elipse querepresenta la resistencia del material, como la trayec-toria de cargas de presión vs carga axial, paracualitativamente observar las condiciones de trabajode una tubería. Es decir, toda condición de carga fueradel contorno de la elipse se dice que está propiciandouna condición de falla en la tubería.
Criterios de falla de la tubería
Una forma clara de entender el concepto de falla, yreconocer el límite de resistencia de las tuberías, pue-de establecerse mediante un gráfico en el que se inte-gre el modelo del API, así como el modelo biaxial (in-corporado en el modelo API) y el modelo triaxial. La
figura 27 muestra los límites de resistencias de unatubería bajo los conceptos: API, biaxial y triaxial. Esimportante señalar que a este tipo de gráficos se lepuede denominar como la representación de los cri-terios de falla de una tubería, dado que en ella se deli-mita el nivel de presión y tensión que puede soportarhasta fallar una tubería. También se le ha denominadocomo la envolvente de falla o envolvente triaxial.
Figura 31 Representación del modelo triaxial nor-
malizado

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 44/103
Tuberías
44
-1000000 -800000 -600000 -400000 -200000 0 200000 400000 600000 800000 1000000 1200000 1400000
4.50
3.75
3.00
2.25
1.50
0.75
0.00
-0.75
-1.50
-2.25
-3.00
-3.75
-4.50
Tension (lbf)
Burst 1.000
Collapse 1.000
Tri-axial 1.000
Note: Limits are approximate
T e n s i o n 1 . 0
0 0
La cedencia del material está implícita en cada unade las líneas trazadas, excepto en la línea corres-pondiente a la falla por colapso, en aquellos casosen la que se tenga una delgadez mayor a 15, bajo locual no aplica la cedencia. Esto último obedece aque la falla por colapso se considera como una fallainestable sobre todo para tuberías con una delga-dez mayor a 15.
La decisión de definir cual es finalmente la resis-tencia de una tubería recae en entender clara-mente los criterios de falla. Es decir, por un ladotenemos el comportamiento API y por otro el
modelo triaxial. Es bien claro que el criterio APIes más conservador por la condición uniaxial omonoaxial por el cual fue desarrollado. Sin em-bargo, hay razones de peso que indican el por quées la decisión mas recomendada en la actualidad.Entre ellas está que las magnitudes de las resis-tencias están avaladas con pruebas extensivas;además, el API es una institución que recomien-
da el uso de tales formulaciones y como tal es unmarco de referencia bastante aceptable; y final-mente, porque se ha adoptado como un estándara nivel internacional.
Por otro lado, el modelo triaxial es realmente unateoría que formula los límites de resistencia deuna tubería ante la acción combinada de los es- fuerzos, que si bien es más realista desde el pun-to de vista de propuesta, también habrá que decirque no se tienen pruebas que la validen en todasu extensión. Además, tiene algunas singularida-des como lo correspondiente a la no reproduc-
ción de la resistencia al colapso para delgadezsuperior a 15, lo cual lo limita a tuberías práctica-mente de diámetros pequeños (< 7 5/8�). No obs-tante lo anterior, el modelo triaxial o la envolven-te triaxial o el criterio de falla triaxial ha retomadosu utilidad para analizar el estado de esfuerzoscombinados en las tuberías, cuando se está suje-ta a condiciones variables.
Figura 32 Criterio de Falla para una tubería 13 3/8��
P r e s i ó n
e f e c t i v a ( k s i )

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 45/103
Tuberías
45
En las figuras 32, 33 y 34 se muestra los criteriosde falla para algunos diámetros de tubería muycomunes en uso como TRs. Se observa claramen-te que entre más pequeño sea el diámetro ( < 7�), el modelo API se asemeja al modelo triaxial. Porlo que se refuerza la recomendación de que entuberías de diámetro > 7 5/8� no se deba utilizarel criterio de falla triaxial de tuberías. Sobre todo,por la diferencia muy notable entre la resistenciaal colapso predicha por las ecuaciones API y elmodelo triaxial.
Fallas en las juntas
Las conexiones roscadas o juntas de tuberías sonelementos mecánicos con dimensiones geométricasvariables que hacen difícil -a diferencia de las tube-rías- establecer una condición de falla en las mismas.Sin embargo, se han detectado diferentes modos de falla en las juntas por efecto de la carga impuesta
Fallas por carga axial
Las cargas axiales pueden divididirse en cargas detensión y cargas compresivas. Las cargas de ten-sión generalmente son soportadas por la forma dela rosca de la conexión. Mientras que las cargascompresivas, se soportan por la forma de la rosca ypor los hombros de paro o por ambos.
Salto de Roscas ( Jump-out ). Es una situaciónde falla originada por una carga de tensión en laque se presenta una separación de la rosca delpiñón o de la caja con poco o sin ningún daño
sobre los elementos de la rosca. En caso de unacarga compresiva, el piñón se incrusta dentro dela caja.
Fractura. La carga de tensión genera la separacióndel piñón de la del cuerpo del tubo, que general-mente ocurre en la última rosca enganchada.
-900000 -750000 -600000 -450000 -300000 -150000 0 150000 300000 450000 600000 750000 900000
15.0
12.5
10.0
7.5
5.0
2.5
0.0
-2.5
-5.0
-7.5
-10.0
-12.5
-15.0
Tension (lbf)
Burst 1.000
Collapse 1.000
Tri-axial 1.000
Note: Limits are approximate
T e n s i o n 1 . 0
0 0
P r e s
i ó n
e f e c
t i v a
( k s
i )
Figura 33 Criterio de Falla para una tubería de 7�

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 46/103
Tuberías
46
Corte de la rosca: Las roscas son desprendidas delpiñón o de la caja.
Pandeo: Las cargas compresivas generan una fallaque se presenta como una combinación de cortede la rosca y trasroscado con el piñón incrustándoseen la caja.
Fallas por carga de presión
Las cargas de presión en una junta pueden aplicar-se interna o externamente. Generalmente, el mis-mo mecanismo de sello en la conexión puede usar-
se para el sellado en cualquier dirección. Algunas juntas usan un sello en cada dirección.
Fuga: Se presenta cuando existe comunicación de fluidos hacia el interior o exterior de la junta. Es unade las principales condiciones que debe observaruna junta para soportar las cargas por presión. La fuga en una junta es causada generalmente por: falla en el diseño de la junta, por las condiciones
de fondo, o por algún daño ocurrido en los ele-mentos de la junta durante el manejo o corrida dela tubería.
Galling (Desprendimiento de material): Esta esuna condición de falla ocasionada por el desgas-te de los metales en contacto (interferencia de lasroscas piñón-caja) durante las operaciones de ma-nejo y apriete de las conexiones. Un apriete exce-sivo genera una alta interferencia de contacto en-tre las superficies de sello (rosca o los sellos me-tal-metal). Esto propicia el desprendimiento demetal. Este problema también se presenta por el
uso continuo de apriete y desapriete (quebrar tu-bería) de las conexiones.
Cedencia en el Piñón: Es una condición de falla enel piñón que se presenta cuando se alcanzan es- fuerzos (tangenciales) superiores a la cedencia delmaterial por efecto simultáneo de la alta interferen-cia en el apriete y el efecto actuante de la presión.Esta situación incrementa el riesgo de una falla por
-750000 -600000 -450000 -300000 -150000 0 150000 300000 450000 600000 750000 900000 1050000
24.0
20.0
16.0
12.0
8.0
4.0
0.0
-4.0
-8.0
-12.0
-16.0
-20.0
-24.0
Tension (lbf)
P r e s i ó n e f e c t i v a ( k s i )
Burst 1.000
Collapse 1.000
Tri-axial 1.000
Note: Limits are approximate
T e n s i o n 1 . 0 0
0
Figura 34 Criterio de Falla para una tubería de 5�

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 47/103
Tuberías
47
agrietamiento del piñón, al trabajar en ambientesamargos. Además, al tener un piñón con problemasde cedencia (deformación plástica) existe la posibi-lidad de que en las operaciones de apriete y des-apriete de las conexiones, no se alcance el sello
adecuado en la misma.
Todos los problemas de fallas en las juntas estánasociado principalmente a las características de di-seño de la junta, tal es el caso de las siguientes ob-servaciones:
· Una rosca con alta conicidad favorece la rapi-dez de apriete (bajo número de vueltas), a ex-pensas de propiciar el riesgo de una falla porsalto de la rosca.
· Conforme la altura de una rosca se incrementa,
la posibilidad de salto se decrementa. Sin em-bargo, ante esta situación, el área de la seccióncrítica de la junta y su eficiencia a la tensión-compresión, también se decrementa.
· La condición de diseño más contradictoria enuna junta es la situación de contar con un dise-ño que mantenga un alto sello a la presión (locual requiere una alta interferencia ) con la ne-cesidad de mantener un bajo nivel de esfuerzospara evitar el problema de agrietamiento por H
2S
o para evitar la cedencia del piñón.
Ejemplos de fallas en tubulares
La ocurrencia de fallas en las tuberías y juntas du-rante las operaciones de perforación, terminación yreparación de pozos son variadas. Traen consigo elretraso en los programas operativos e incrementanlos costos asociados al pozo. Ejemplos de fallas ocu-rridas en diferentes pozos en los elementostubulares se muestran en las figuras 35 a 49.
Resistencia en las juntas
La amplia gama de conexiones roscadas que exis-ten actualmente para la industria petrolera indica queno hay una junta perfecta. Esto es verdadero de-bido a que cada una tiene su propia resistencia ydebilidad. Son aplicables para ciertas condicionesde servicio. Una resistencia en un caso, puede seruna debilidad en otras situaciones. Esto es unarazón del porque se requiere de un modelo vali-
dado para predecir el desempeño mecánico delas juntas. La industria ha realizado esto y ha fun-dado proyectos de investigación a través del APIy de la DEA (Drilling Engineering Association) para formular y validar modelos analíticos aproxima-dos para las conexiones API. En el caso de lasconexiones premium (o propietarias ), los fabri-cantes necesitan proporcionar estas capacidadesa la industria, de sus propias conexiones, a fin deque los usuarios las seleccionen apropiadamente
para fines de diseño en un pozo.A continuación, se describen algunos de los mode-los analíticos que se han propuesto para evaluar laresistencia a determinadas cargas de algunas co-nexiones roscadas.
Figura 36 Rompimiento de piñón en tubería
Figura 35 Falla en el roscado de la tubería

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 48/103
Tuberías
48
Figura 38 Falla por colapso en tubería
Figura 40 Agrietamiento de tubería por H2S
Figura 37 Falla en la rosca
Fifura 39 Falla por corrosión en cople

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 49/103
Tuberías
49
Figura 41 Fracturamiento del piñón
Figura 42 Colapso de una tubería
Figura 43 Rompimiento de junta en la caja
Figura 44 Corrosión de la tubería
Figura 45 Muestra de una tubería colapsada
Figura 46 Tubería de perforación pandeada

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 50/103
Tuberías
50
Figura 47 Degollamiento de TR en la junta
Figura 48 Degollamiento de TR en la junta
Figura 49 Degollamiento de TR en la junta
Figura 50 Degollamiento de TR en junta
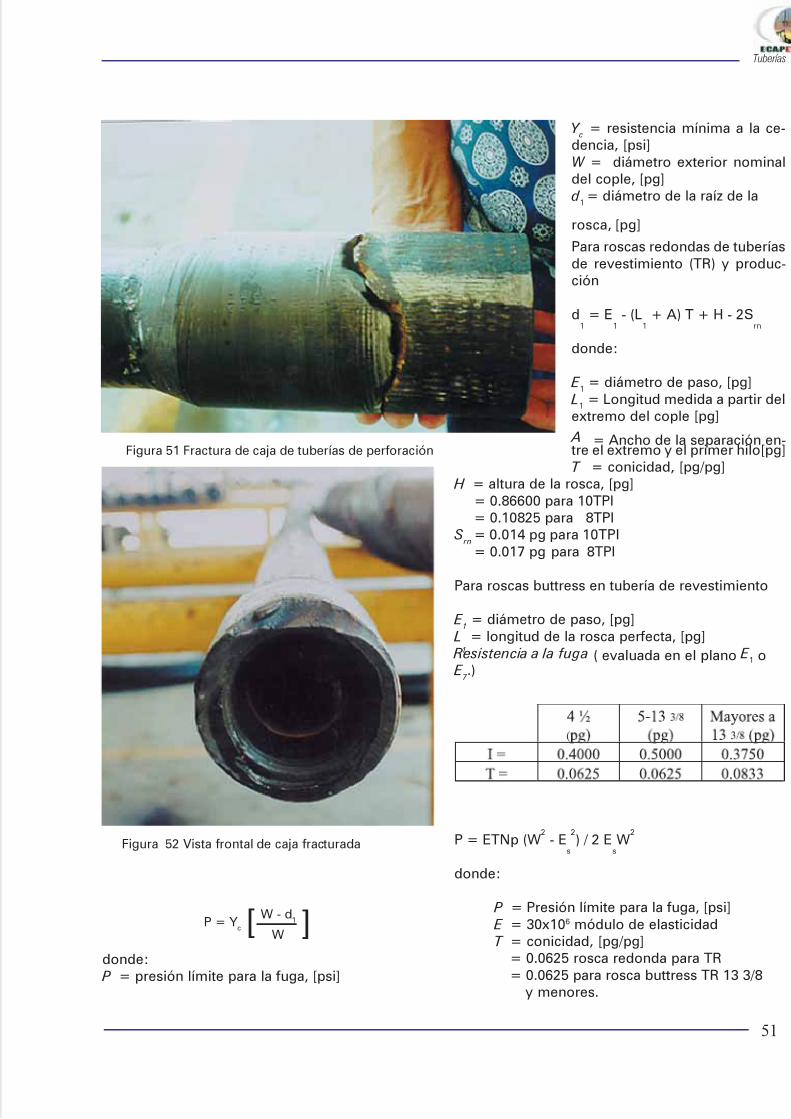
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 51/103
Tuberías
51
donde: P = presión límite para la fuga, [psi]
Figura 51 Fractura de caja de tuberías de perforación
Figura 52 Vista frontal de caja fracturada
Y c
= resistencia mínima a la ce-dencia, [psi]W = diámetro exterior nominaldel cople, [pg]d
1= diámetro de la raíz de la
rosca, [pg]
Para roscas redondas de tuberíasde revestimiento (TR) y produc-ción
d1
= E1
- (L1
+ A) T + H - 2Srn
donde:
E 1 = diámetro de paso, [pg]
L1
= Longitud medida a partir delextremo del cople [pg]
A = Ancho de la separación en-tre el extremo y el primer hilo[pg]T = conicidad, [pg/pg]
H = altura de la rosca, [pg]= 0.86600 para 10TPI= 0.10825 para 8TPI
S rn
= 0.014 pg para 10TPI= 0.017 pg para 8TPI
Para roscas buttress en tubería de revestimiento
E 1
= diámetro de paso, [pg] L
1
= longitud de la rosca perfecta, [pg] Resistencia a la fuga ( evaluada en el plano E
1 o E
7.)
P = ETNp (W2
- Es
2
) / 2 Es
W2
donde:
P = Presión límite para la fuga, [psi] E = 30x106 módulo de elasticidadT = conicidad, [pg/pg]
= 0.0625 rosca redonda para TR= 0.0625 para rosca buttress TR 13 3/8
y menores.
P = Yc
W - d1
W[ ]

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 52/103
Tuberías
52
= 0.833 para rosca buttress TR 16y mayores
N = número de vueltas de apriete= A para roscas redondas TR (Std 5B)= A + ½ para roscas buttress TR 13 3/8
y menores= A + 1 para rosca buttress TR 16y mayores
p = paso de la rosca, [pg]= 0.125 rosca redonda para TR= 0.200 para rosca buttress TR
d = diámetro interior, [pg]W = diámetro exterior del cople, [pg]
E s
= diámetro de la inclinación al planode sello, [pg]
= E 1
para roscas redondas, [pg]= E
7para rosca buttress de TR, [pg]
Resistencia de las roscas redondas:
Resistencia a la Fractura:
P j
= 0.95 A jp
Up
Resistencia al jalón
donde:
P j = resistencia de la conexión mínima, [lb]
A jp
= área de la sección transversal de la pared deltubo debajo de la ultima cuerda perfecta, [pg2]
para rosca redonda de 8 hilos. D = diámetro nominal exterior del tubo, [pg]d = diámetro interior del tubo, [pg]
L = longitud de la rosca ocupado, [pg]= L
4-M para apriete nominal, [pg] Std 5B
Y p = resistencia a la cedencia mínima
del tubo, [psi]U p
= resistencia mínima final del tubo, [psi]
Resistencia a la fractura del cople
P j = 0.95 A
jcU
c
donde: A
jc = área de la sección transversal del cople, [pg]
W = diámetro exterior del cople, [pg]d
1= diámetro de la raíz del cople redondo, al ex-
tremo del tubo, [pg]U
c= resistencia ultima del cople, [psi]
Resistencia a la fractura para roscas buttress enTR
Resistencia del cople
donde:
P j = resistencia mínima de la conexión, [lb]
Ac
= área de la sección transversal del cople, [psi]
U c = resistencia ultima del cople, [psi]
Resistencia de la rosca extremeline en TR
donde:
Pj = mínima resistencia de la conexión, [lb]Acr = área de la sección critica de la caja, piñon o
tubo, [pg]
U p
= resistencia ultima específica, [psi] M = diámetro nominal OD, [pg]d b
= diámetro interior de la sección critica de lacaja, [pg]
Dp = sección critica del piñón OD [pg]
d j
= diámetro interior nominal de la rosca, [pg]
D = OD nominal de la TR, [pg]d = ID nominal de la TR, [pg] h = mínima altura del hilo de la rosca
en la caja, [pg]= 0.060 para 6 hilos por pulgada= 0.080 para 5 hilos por pulgada
D = cambio de conicidad= 0.253 para 6 hilos por pulgada= 0.228 para 5 hilos por pulgada
A jc
= 0.7854 (W 2 - d 1
2 )
P j= 0.95A
pU
p1.008-0.0396 (1.083-Y
p /U
p) D
P j
= 0.95 AcU
c
= 0.7854 ( D2 -d 2)
P j
= AcrU
p
= 0.7854( Dp2 -d 2) piñón
= 0.7854( D2 -d 2) tubo
= 0.7854( M 2 -Db
2) caj a

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 53/103
Tuberías
53
q = ½ de la máxima interferencia en la rosca,[pg]
=(H-I)/2 H = diámetro de la raíz máximo en la ultima
rosca perfecta del piñon, [pg]
d = conicidad superior entre el plano H y J,[pg]= 0.035 para 6 hilos por pulgada= 0.032 para 5 hilos por pulgada
f = 1/2 de la interferencia con el sellado máxi-mo, [pg]
= (A-O)/2A = diámetro máximo en el piñon al punto
tangente del sello, [pg]O = diámetro mínimo en la caja al punto tan-
gente del sello, [pg]
Resistencia a la tensión en la conexión de la tube-
ría de producción
para tuberías no recalcadas:
para tuberías recalcadas:
donde: P
j= mínima resistencia de la conexión, [lb]
Y p
= mínima cedencia,[psi]
D = diámetro exterior tubulado, [pg]
D4= diámetro principal tubulado, [pg]
h s
= altura de la rosca, [pg]
= 0.05560 pg para 10 hilos por pulgada
= 0.07125 pg para 8 hilos por pulgada
d = diámetro interior tubulado, [pg]
Resistencia de la conexión de rosca redonda para
TR combinadas con cargas de flexión y presión interna.
Resistencia a la fractura:
Resistencia al sobresalto de la rosca:
Resistencia a la flexiónpara: Pb/Ajp > Yp
para: Pb/Ajp < Yp
Tyy
= resistencia a la torsión (psi)A = Area del piñón o de la caja (el más peque-
ño) o área crítica (pg )Rs = (D + Qc) / 4
Syc = Cedencia de la conexión (psi)p = Longitud de rosca (pg)Rt = Radio promedio de la rosca (pg) f = Factor de fricción (adimensional)
(recomendado por API f = 0.08)q = 1/2 ángulo de inclinación de la rosca (gra-
dos)C = Diámetro de separación entre hilos de la
rosca (pg)Qc = Diámetro de la caja (externo) (pg)D = Diámetro exterior de la conexión (pg)Lpc = Longitud del piñon (pg)tc =Conicidad (pg / pie)
Nomeclatura:
AH = área correspondiente al diámetro interior,[pg] 2
A jp
= área de la sección transversal de la tuberíabajo la ultima rosca perfecta, [pg] 2
B = flexión en grados por cada 100pies D = diámetro exterior del tubo, [pg] K = relación el esfuerzo de presión interna entre
la cedencia P = presión interna,[psi]
Y p = resistencia mínima a la cedencia del tubo,[psi] L = longitud de la rosca, [pg] P
b= falla a la carga total de tensión con flexión
B, [lb] P
j= carga de tensión total al sobresalto o fractu-
ra reducida, [lb] P
u= carga de tensión total a la fractura, [lb]
R = radio de la curvatura, [pies]
2
P j
= Y p
* 0.7854 (( D4
-2hs)2 -d 2)
P j
= Y p
* 0.7854 ( D2 - d 2)
Pu
= 0.96A jp
U p

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 54/103
Tuberías
54
t = espesor nominal, [pg]U p = ultima resistencia del tubo, [psi]
Resistencia a la torsión
La resistencia de una junta a la carga impuesta portorsión generada por el apriete y la manifestada du-rante las operaciones en el fondo del pozo, es ellímite permisible aceptable de torque que se le pro-porciona a una junta para evitar la falla de la misma.También, se reconoce como el límite de torque paraevitar deterioro en el desempeño mecánico de la junta. El API ha reconocido como válida la ecuaciónde Farr para determinar la resistencia a la torsión deuna conexión:
Ty = Syc
A[(p/2 p) + (Rt
f / cos q) + Rsf
] / 12
Resistencia a la compresión
La resistencia que opone la conexión a ser compri-mida por el efecto de apriete o interferencia en larosca y las cargas combinadas de esfuerzos axialesy tangenciales es una medida de las áreas de con-tacto de la conexión para absorber los esfuerzosaxiales compresivos. Generalmente, esta caracte-rística se mejora con la incorporación de hombrosde paro, cuya función principal, es absorber elsobretorque. Sin embargo, la zona de contacto osuperficie de contacto en la conexión sirve para ab-
sorber carga axial. El diseño de la rosca es el factorprincipal para tener más resistencia a la compre-sión en una junta. Los denominados flancos de car-ga con ángulo negativo permiten absorber mayorcarga compresiva. Las conexiones con rosca de tipogancho (o enganchadas) existen actualmente en mu-chas conexiones premium.
Dada la dificultad de contar con un modelo analíti-co que permita determinar la resistencia a la com-presión de una junta, los fabricantes de juntas pu-blican este dato como una medida en porcentaje dela resistencia a la tensión, en virtud de realizar esti-
maciones estadísticas a un gran número de prue-bas en las conexiones.
Resistencia a la fuga
La capacidad de evitar el flujo de fluidos del exte-rior al interior o viceversa en una conexión, se de-nomina resistencia a la fuga. La fuga de un fluido enuna conexión se presenta por efecto de la poca in-
terferencia de contacto en los hilos de la rosca, obien, por la falta de presión en los sellos metal-me-tal en las conexiones premium. La ciencia encarga-da de estudiar los fenómenos que ocurren cuandoexisten dos superficies en contacto se llama
tribología. Mediante esta ciencia, se ha establecidola forma de medir la fugacidad en dos superficiesen contacto. Se dice que en términos estrictos nohay en una conexión con 100% de hermeticidad,dado que se ha comprobado la existencia de flujosa nivel molecular. Es por ello que una buena medidapara identificar la hermeticidad de una conexión debaacudirse a un indicador del flujo. Esto se logra con laprueba de flujo para hacer pasar un gas inerte (helio)entre la conexión a un tiempo determinado. Sin em-bargo, los fabricantes de conexiones malamente pu-blican esta característica como una medida de pre-sión de los sellos metal-metal. Es decir, se recomien-
dan las conexiones con sello metal-metal aludiendoque soportaran presiones mayores a las presiones lí-mites de colapsamiento o estallamiento.
La única forma que se tiene para estimar la fuga enuna conexión es la ecuación API para rosa buttres yrosca redonda, tal y como se preesentaron anterior-mente. Para conexiones premium, cada fabricanteestablece sus límites de resistencia.
Diagrama de capacidad de juntas
La forma irregular geométrica de una conexión hacedifícil determinar la capacidad de resistencia de una junta, entendiéndose esto como la condición pre-sente en una conexión para soportar cualquier car-ga que comprometa el desempeño mecánico de lamisma. Es decir, los límites de resistencia que opo-ne la junta para evitar la falla o fallas. Se dice que enuna conexión las fallas pueden tener un comporta-miento de sinergia, ya que al presentarse una falla,suele generarse otra adicional, que provoca la fallacatastrófica de la misma.
Un intento por cuantificar los límites de operación
de una junta ha sido presentado recientemente. Elresultado del estudio es similar al entendimiento dela capacidad de resistencia de una tubería (envol-vente o criterios de falla), pero para una junta, dadala variación en su diámetro y espesor, se considerala aplicación del modelo triaxial en cada una de laspartes críticas de la conexión, resultando en unaenvolvente semi-elíptica que permitirá cuantificar loslímites de trabajo de una junta. La figura 53 muestra

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 55/103
Tuberías
55
un comportamiento de la envolvente de trabajo odiagrama de capacidad de una junta. Desgraciada-mente, el desarrollo de este tipo de gráficos es ex-clusivamente posible por los fabricantes de juntas,dado que las dimensiones de diseño de la conexiónson de patente(en el caso de las conexionespremium).
III. CONDICIONES DE CARGA
Las condiciones bajo las cuales trabaja una tubería
en el interior de un pozo son variadas y de magni-tud considerada. Las cargas principales que se pre-sentan en un pozo y que actúan sobre la tubería son:cargas axiales, cargas de presión, cargas torsionales,cargas no-axiales, corrosión y flexión. Cada una deestas cargas merece un tratamiento particular paradespués comprender la acción combinada de ellas.
Las cargas axiales se producen inicialmente por la ac-ción natural de los efectos gravitacionales, es decir elpeso propio de los tubos. Debido a que los tubos seintroducen en el interior de un pozo lleno de un fluidode control, se debe considerar el efecto de flotación.Además, durante la introducción se presentan efec-tos axiales como: arrastre o fricción generada por elcontacto entre agujero y tubería y tubería-tubería. Tam-bién se presenta el efecto de choque que se generapor el paro súbito al momento de introducir. Despuésde la introducción (nacimiento del tubo) el estado de
cargas axiales se ve alterado por efecto de los cam-bios de presión y/o temperatura que se suscitan alcambiar de densidad del fluido de control y al efec-tuar operaciones que demandan presión, por lo quese generan efectos axiales como: balonamiento,pistoneo, pandeo y efectos axiales por la acción delcambio de temperatura.
Figura 53 Envolvente triaxial del cuerpo del tubo y su conexión

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 56/103
Tuberías
56
Las cargas por presión que se presentan en lastuberías son generadas por efecto de la presiónhidrostática de los fluidos, actuando tanto en elinterior como por el exterior del tubo. Además,se manifiestan diferentes cargas de presión por
efecto del flujo de fluidos durante las operacio-nes de la perforación y terminación, tales como:cementación, circulación, perforado, inducción,estimulación, producción, etc. Cada una de lasoperaciones propician también un cambio en lascondiciones térmicas, por lo que el efecto de cam-bio de temperatura en las tuberías está tambiénvinculado con los cambios de presión, dandocomo resultado un cambio en las cargas axiales.Las cargas por presión son las que marcan la pautapara la selección de los tubulares.
Las cargas torsionales son aquellas generadas por
efecto del torque o par de apriete que experimen-tan las conexiones al momento de conectar en su-perficie cada tubería. Adicional torque se manifies-ta por efecto de la rotación que se le imprime a lasarta de tuberías( generalmente TRs cortas o Tube-rías de perforación ) durante las diversas operacio-nes ocurridas durante su colocación. La magnitudde estas cargas es de gran interés debido a que pro-pician un estado de esfuerzos en los extremos de latubería que causarían la deformación de la conexióno de los elementos de la conexión (hombro, rosca,sello) y de la misma tubería.
Las cargas no-aximétricas son aquellas cargas pre-sentes en un pozo que se manifiestan por la varia-bilidad de su impacto sobre el cuerpo de la tubería.Este tipo de cargas se estudia para entender el efectode formaciones plásticas o domos salinos que pre-sentan una carga lateral de sobre-presión en formaradial sobre la cara externa de la tubería. Este efec-to también se puede estudiar cuantificando los es- fuerzos tangenciales que se presentan por la cargaradial del domo salino.
El efecto de la corrosión sobre las tuberías en am-
bientes altamente corrosivos es de gran interés enel proceso de diseño a fin de establecer los límitesde operación de las tuberías sobre la carga corrosi-va. Esta carga por corrosión es el efecto combina-do de los factores principales para que se propicieuna condición corrosiva. Estos factores son: pH delos fluidos del pozo, concentración de gases(CO
2,H
2S), temperatura, magnitud de los esfuerzos
en la tubería, presión, etc. El criterio de selección
de materiales recomendado por la NACE es actual-mente aplicado para propósito de diseño.
La carga de flexión es una carga axial de doble ac-ción, debido a que se manifiesta como una carga
de tensión en las caras exteriores de la tubería, y enuna carga axial compresiva sobre la cara interna dela tubería. Este efecto se presenta en pozos altamen-te desviados, o en aquellos que se tienen grandesseveridades o patas de perro. La magnitud de estacarga se adiciona en forma puntual a las cargasaxiales presentes en la tubería.
Con el fin de seleccionar los materiales tubulares pro-picios para colocar en un pozo en particular, se debenpredecir o estimar las condiciones de carga a las quese va a someter la tubería, cuantificando las cargaspresentes desde el momento de la introducción de la
misma, pasando por las cargas a experimentar duran-te las diferentes etapas de operación de la perforacióny terminación, y finalmente, las cargas durante el pe-ríodo de producción y/o inyección del pozo.
Mediante la evaluación correcta de las cargas yconsiderando la capacidad de resistencia de lastuberías se tiene la posibilidad de seleccionaraquellos materiales tubulares que garanticen la se-guridad del pozo, tratando de observar en todomomento, minimizar el costo de los mismos.
Eventos de carga
Las diferentes situaciones o condiciones operativasque se presentan en un pozo generan un estado deesfuerzos en las tuberías por efecto de las múltiplescargas generadas durante las mismas. Estas condi-ciones operativas las denominaremos EVENTOS DECARGA y son de vital importancia en el proceso dediseño. Determinar la magnitud de las cargas es tansignificativo como establecer los eventos de cargaque tomarán lugar en el pozo para propósito de di-seño. Los eventos en algunos casos de carga de-ben ser seleccionados a criterio dependiendo del
historial de un campo, o bien, por criterio deldiseñador únicamente. Esto último significa que sepueden generar diferentes escenarios de carga paraun mismo pozo, dependiendo del criterio o criteriosespecificados por el diseñador.
Los eventos principales que toman lugar en un pozoy que generan un estado de esfuerzos y de carga enlas tuberías son los siguientes:

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 57/103
Tuberías
57
· Introducción de tubería.· Antes de cementar TR· Cementando TR· Después de cementar TR· Jalón a las tuberías
· Colgando(o anclando) tubería· Soltando peso (TP)· Rotando tubería· Pruebas de presión· Brote· Pérdida de circulación· Circulando fluidos· Desplazamiento de gas· Fuga de tubería de producción· Represionamiento anular· Estimulación· Fracturamiento· Inyección de fluidos
· Producción permanente· Producción transitoria· Acción de domo salino
Cargas de presión
En virtud de que las dos condiciones de falla másaplicables en el diseño de las tuberías obedecen alos efectos de presión, iniciaremos por describir lascargas por presión que generan un estado de es- fuerzos en la tubería para favorecer la falla por co-lapso y estallamiento.
Las presiones actuantes en las paredes de una tu-bería pueden ser tanto externas como internas. Esdecir, la presión ejercida por cualquier fluido sobrelas paredes de una tubería se presenta por la parteexterior de la tubería, con relación al área expuestadefinida por el diámetro externo del tubo, y por laparte interna, con relación al área expuesta definidapor el diámetro interior del tubo.
En estas condiciones las tuberías quedan sujetas a laacción de fuerzas actuando por efecto de la presión.El efecto neto de presión actuante será el diferencial
de presión presente entre el exterior y el interior deltubo. Por lo tanto, para establecer las condiciones depresión neta actuando en un tubo debemos evaluarlas condiciones de presión actuantes por la parte ex-terna de la tubería y por otro lado evaluar las condi-ciones de presión actuantes en el interior del mismo.El resultado del diferencial de la presión externa y lapresión interna será la carga neta actuando en la tube-ría. Por convencionalismo, representaremos que las
cargas de presión resultantes como positivas simbo-lizaran que el tubo queda sujeto a una presión de co-lapso. Mientras que una carga de presión negativa sig-nificará que la tubería esta sujeta a una presión deestallamiento.
Las situaciones operativas que dan lugar a la acciónde una carga de presión en las tuberías se presen-tan desde el mismo momento de la introducción dela tubería al interior del pozo. Es decir, las presionesse van generando por el fluido de control, tanto ex-terna como internamente. Sin embargo, dichas con-diciones se ven alteradas al momento de hacer uncambio o circulación de fluido, o al efectuar el des-plazamiento de los fluidos para la cementación dela misma. El estado de carga después de fraguado elcemento también refleja un cambio en las cargas depresión. Posterior a esto, al continuar la perforación el
estado de cargas de presión se ve alterado por un cam-bio de fluido o por las condiciones hidráulicas impues-tas durante la perforación, o por cualquier operaciónde prueba efectuado durante la misma, o por efectode una condición que altere el estado de presión comouna pérdida de circulación, o de la presencia de unbrote o al controlar un brote. En resumen, toda aque-lla condición que propicie un cambio de presión du-rante la etapa de perforación. También, en forma simi-lar, haciendo una cronología de las condiciones quedan lugar a cambios de presión las podemos encon-trar durante la etapa de terminación del pozo, en lacual, la tubería se ve sometida a presiones por efectode la inducción del pozo, cambios de fluido, pruebas,estimulaciones, disparos, etc. Y finalmente, durantela etapa de producción o inyección del pozo, en elcual se presentan cambios substanciales que dan lu-gar a cargas de presión variable por efecto de la pro-ducción o inyección de los fluidos.
Lo anterior generalmente corresponde a situacio-nes de presión que alteran el estado de presión porel interior de la tubería de revestimiento. Sin em-bargo, una vez cementada la tubería, la parte exte-rior de la misma, queda sujeta a condiciones de
presión debido a las geopresiones presentes en las formaciones, o al efecto combinado de lahidrostática de los fluidos entrampados en el espa-cio anular entre agujero y tubería y los mismos flui-dos de la formación.
La acción combinada de las situaciones mencionadasanteriormente permitirán determinar la carga neta depresión actuando en las paredes de la tubería.
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 58/103
Tuberías
58
Perfiles de presión externa
A continuación se presenta un resumen de las condi-ciones que propician la acción de presiones externassobre la tubería y que generan una presión actuante
en cada punto de profundidad. Además, en la figura49 se muestra un ejemplo del comportamiento de losperfiles externos actuando en una TR.:
En la introducción de la TR
Es aquella presión ejercida por la hidrostática del fluido de control al momento de la corrida en el pozo.
donde:
Pe
= Presión externa (Kg / cm2)
h2 = Profundidad de interés (m) r
f= Densidad del lodo (gr / cm3)
Durante la cementación de la TR
Es la presión generada por el desplazamiento de los fluidos inyectados al interior del pozo y circulandoen el espacio anular entre agujero y TR. Desde elpunto de vista hidráulico, bajo condicionesisotérmicas y considerando fluidos incompresibles,el perfil de presión generado se expresa por la si-guiente ecuación:
donde:
Pe = Presión de circulación de fondo (psi)Pwh = Presión en la cabeza del pozo (psi)hj = Profundidad de interes (ft) r j = Densidad del fluido circulante (psi / pie)Dhi = Tirante de fluido (ft) fij = Factor de fricción (adimensional)vij = Velocidad del fluido (j) en la geometria (i) (ft / seg)
Cabe mencionar que una de las condiciones de pre-sión externa mas severa es precisamente la que sepresenta durante la operación de cementación. Sinembargo, la CARGA NETA de presión es significati-vamente menor debido a que el diferencial de pre-sión es relativamente bajo respecto a la magnitudde las presiones presentes durante la circulación delos fluidos.
Después de cementada la TR
Al término de la cementación primaria se puedenconsiderar varias condiciones de presión actuandosobre la tubería:
× La hidrostática de los fluidos contenidos en elespacio anular, considerando la lechada como fluido.
× La hidrostática por la degradación en densidadde los fluidos contenidos en el espacio anular. Eneste caso se considera la densidad del fluido basede cada uno de los fluidos (lodo y lechada).
× La hidrostática del lodo considerando la lechadaya fraguada (sin hidrostática). En este punto setienen estudios en los que se comprueba que al
fraguar la lechada, la carga hidrostática trasmiti-da se desvanece, razón por lo cual se presentanproblemas de migración de gas.
Efecto de la presión de formación
La acción de las presiones de poro o de formaciónactuando sobre las paredes de la tubería es una con-dición que se da en forma permanente. Sin embar-go, dependerá de la permeabilidad del medio paraestablecer que dicha presión invariablemente actúesobre la tubería, contrarrestando la acción hidros-tática de los fluidos en espacio anular. Además, enla zona aislada por el cemento, al ser una buenacementación, se considera como impermeable, porlo que deja de actuar la presión de poro sobre lasparedes de la tubería. En el caso de considerar unamala cementación, podría considerase la acción dela presión de formación sobre la tubería.
Para cuantificar la acción de estas presiones de poro,se debe acudir a la evaluación de geopresiones ha-ciendo uso de la información disponible de regis-tros de pozo (geofísicos o sísmicos).
Efecto de una formación plástica
La presencia de una formación plástica como undomo salino propicia que la tubería esté sujeta a unesfuerzo tangencial variable que genera condicio-nes de presión externa sumamente elevadas. Ge-neralmente estas presiones son una medida de lasobrecarga actuando entre la cima y la base deldomo salino. Estas condiciones de presión son pun-
Pe= h
z Pf710
Pe(h) = Pwh
+Σ h jρ j+ΣΣ Δ H
I f IJ
v2
ijρ j
j=Nf
j=1

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 59/103
Tuberías
59
tuales. Es decir, se aplica únicamente en el intervaloen el que está actuando la formación plástica. Elmodelo propuesto por Hackney30 permite determi-nar la magnitud del esfuerzo tangencial debido a lacarga de un domo salino:
Mediante el uso del modelo de esfuerzos tangencialesde Lamé y el modelo de Hackney se puede obtener lacarga de presión externa actuando en las caras exte-riores de la tubería, que debe considerarse como car-ga adicional a la presente en cualquier evento consi-derado para la carga de presión.
Efecto de la expansión de los fluidos en espacio
anular
En pozos marinos donde los espacios anulares que-dan confinados se presentan condiciones desfavora-bles al momento de experimentar un incremento enla temperatura de los fluidos producidos, lo cual, ge-nera que se incremente la presión en el espacio anu-lar. En un contenedor rígido y cerrado, el incrementode 1°F al tener agua a 100 °F, experimenta un incre-mento de presión de 38000 psi. Sin embargo, tanto
las tuberías como la formación tienen un comporta-miento elástico que permite que el espacio anular ten-ga cierta conformación de cambio de volumen porefecto del incremento de la presión. Por lo tanto, paraestimar el efecto de presión en el espacio anular sedebe obtener un equilibrio por la expansión térmica yla expansión volumétrica. Este efecto de presión ge-nerado por la expansión térmica es un factor de con-sideración en el diseño de pozos marinos.
Perfiles de presión interna
Como se mencionó previamente, las condicionesde presión que se presentan durante la introduc-ción, cementación, perforación, terminación y pro-
ducción de un pozo corresponden mas a cambiosde presión por el interior de las tuberías. Lo anteriorimplica diferentes condiciones de flujo que gene-ran un comportamiento de presión respecto a pro- fundidad en el interior de las tuberías. Este perfil depresión interna determinado para cada caso u ope-ración dentro del pozo, representa el estudio de porvida de las condiciones de presión a las que se va asometer la tubería. Por lo tanto, debemos evaluartodos los casos que represente un estado de cam-bio de presión en la tubería. A continuación, se pre-sentan algunos de los casos más comunes y utiliza-dos para representar la forma de evaluar los perfi-
les de presión en el interior de las tuberías. La figu-ra 50 muestra un ejemplo de perfiles de presión in-terna para varios eventos de carga.
Durante la introducción de la tubería
Representa la presión hidrostática ejercida por el flui-do de control al momento de correr la tubería en elinterior del pozo.
donde
Pi = Presión interna (kg/cm2)h
z= Profundidad de interés (m)
Pf= Densidad del fluido (gr/cm3)
Durante la cementación
El perfil de presión generado por el desplazamien-to de los fluidos bombeados durante las opera-ciones de cementación, en el cual se consideranlas caídas de presión por fricción y el fenómenode caída libre en el interior de la TR. La represen-tación generalizada para evaluar el perfil de pre-sión es la siguiente:
Pi = hzP
f / 10
Pe(h) = Pwh
+Σ h jρ j+ΣΣ Δ H
I f IJ
v2
ijρ j
j=Nf
j=1

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 60/103
Tuberías
60
donde:Pi = Presión de circulación de fondo (psi)Pwh = Presión en cabeza del pozo (psi)hj = Profundidad de interés (ft)
r j= Densidad del fluido circulante (psi/ft)
DHi = Tirante del fluido (ft) fij = Factor de fricción (adimensional)vij = Velocidad del fluido (j) en la geometría(i) (ft/seg)
Pruebas de presión
Es el perfil de presión resultante de la aplicación deuna presión de inyección en superficie, a través deluso de un fluido de densidad constante. El resulta-do es un perfil de presión lineal, desde la superficie
hasta el punto de profundidad de la prueba.
donde:
Pi= Presión interna (kg/cm2)
Piny
= Presión de inyección (kg/cm2)
hz= Profundidad de interés (m)
rf= Densidad del fluido (gr/cm3)
La hidráulica durante la perforación
La estimación del comportamiento de la presión decirculación durante las operaciones de perforación,conducen a considerar las caídas de presión por fric-ción en cada uno de los componentes de la sarta,tanto en el interior como por el espacio anular. La forma más común y convencional de obtener la pre-sión de circulación en cada punto de profundidadqueda representado por la siguiente fórmula:
donde:
Pi (h) = Presión en el interior (psi)Pwh = Presión en la cabeza del pozo (psi) ri = Densidad del fluido de perforación (psi/ft)hj = Profundidad de cambio de sección del flujo (ft)
fij = Factor de fricción para un fluido (i) y cam-bio de sección geométrica (j) (adimensional)Vij = Velocidad del flujo (ft/seg)
Pérdida de circulación
Esta condición se manifiesta al considerar que la tu-bería de revestimiento se queda vacía por el inte-rior. Esto se debe a una pérdida total o parcial del fluido de control al continuar con la perforación dela siguiente etapa. Las causas de la pérdida puedenobedecer a diferentes factores. Sin embargo, paradeterminar el perfil de presión por el interior de latubería, se representa una presión equivalente de 1atmósfera en el tirante vacío, y a partir de este pun-to, se considera la hidrostática del fluido de control.En el caso de una pérdida total, se considera la pre-sión atmosférica en toda la longitud de la TR.
La condición de un brote
La manifestación de gas durante la perforación dela siguiente etapa propicia que se modifique el per- fil de presión en el interior de la TR. Al momento decontrolar un brote, también se ve alterado el perfilde presión por el interior de la tubería. Una formaconvencional de representar los perfiles de presiónal momento de manifestación de un volumen de gasse muestra a continuación:
Por la migración de gas
Este caso de presión se manifiesta por la canaliza-ción del gas a una presión constante hasta la super- ficie. Propicia que la presión de poro al nivel del in-tervalo que produce el gas, se manifieste con la mis-ma severidad o intensidad en superficie. Por estose incrementa la presión en el interior de la TR alsumar la carga hidrostática del fluido de control. Una forma discreta de obtener el perfil se muestra a con-tinuación:
Fuga en el tubing
Este caso considera que la tubería de producción in-currió en una falla por fuga en las conexiones, trans-mitiendo la presión de producción o inyección haciael espacio anular. Con esto se incrementa la presiónde los fluidos contenidos en dicho espacio anular. Elperfil de presión resultante es lineal al considerar lapresión hidrostática del fluido en el Espacio Anular (EA)mas la presión debida al fluido producido.
Pi= P
iny+ h
zP
f /10
Pi (h) = Pwh + Sn
i=1
Sm
j=1
rihj +Sn
i=1
Sm
j=1
hjfijVij ri

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 61/103
Tuberías
61
Pi = Pgas + Pheadonde:
Pi = Presión interna (psi)Pgas= Presión de gas (psi)
Phea = Presión hidrostática en el espacio anular (psi)
Estimulación o inyección de fluidos
El efecto de la inyección de fluidos al interior delpozo propicia una condición de cambio de presiónen el interior de la TR. Si la inyección de los fluidoses por el espacio anular, el perfil de presión resul-tante es el generado por la presión de inyección y ladinámica de los fluidos inyectados en EA. Si la in-yección es por el tubing, el efecto del cambio detemperatura en el espacio anular debe considerse,ya que afecta al comportamiento de presión en EA,
por efecto de la expansión térmica en el mismo.
donde:
Pi = Presión interna (psi)Pwh = Presión en la cabeza del pozo (psi)Phea = Presión hidrostática en el espacio anular (psi)DP
f= Caídas de presión por fricción en el espa-
cio anular (psi)
La producción de fluidos
Las condiciones de producción ocasionan un cam-bio en las condiciones de temperatura en el espa-cio anular. Es importante evaluarlo para estimar elgrado de afectación por expansión térmica. Los per- files de presión y temperatura que se deben eva-luar son función del comportamiento dinámico del flujo prevaleciente del intervalo productor. Es decir,puede ser en condiciones de flujo multifásico, deuna sola fase o bifásico. Una manera formal de re-presentar la evaluación de esta condición es la si-guiente:
donde:
Pi = Presión interna (psi)
Pwh = Presión en la cabeza del pozo (psi)
Phea= Presión hidrostática en el espacio anular (psi)
DPf= Caídas de presión por fricción en el espa-
cio anular (psi)
Cargas axiales
Una de las principales causas de falla en las tuberíases la acción de las cargas axiales en las operacionesen un pozo. La condición del diseño establece que la
capacidad de resistencia axial sea superior a la cargaaxial impuesta para garantizar la seguridad de no-de- formación de la tubería. Por lo tanto, debemos esti-mar las diferentes cargas axiales que toman lugar yasí lograr evitar la falla en las tuberías. Un aspecto in-teresante respecto a la evaluación de las cargas, esque podemos considerar que para las cargas axialesprácticamente se tiene un conocimiento preciso parasu cuantificación. Este hecho ha favorecido, que losdenominados factores de diseño a la tensión seanconsiderados con valores inferiores a 1.3. Hasta hacealgunos años esta situación, todavía se manejaba convalores del orden de 1.8.
Lo anterior ha sido posible gracias a los desarrollose investigaciones realizadas por diferentes autores.Se ha permitido contar con modelos matemáticosmuy aproximados para la evaluación de las cargasaxiales. A continuación se describen los diferentesmodelos que se utilizan para determinar la magni-tud de las diferentes cargas axiales que experimen-tan las tuberías en el interior de un pozo.
Peso
El primer efecto axial a considerar en el diseño detuberías es el peso propio de la sarta de tuberías:
donde:
W = Peso total de la sarta (al aire) )lbf)
wi= Peso unitario de la tubería (lbf/ft)
hi= Longitud de la sarta (ft)
Se utiliza el peso nominal del tubo y conexión enlas tuberías de revestimiento y en las tuberías deproducción. Mientras que para tuberías de perfora-ción, es práctica común utilizar el denominado pesoajustado, que significa considerar el peso nominaldel cuerpo del tubo, más el peso de la conexión. Loanterior se debe a que la sarta de perforación gene-ralmente cuenta con conexiones recalcadas de ma-yor peso unitario que el cuerpo del tubo.
Pi= P
wh+ P
hea+D P
f
Pi= P
wh+ P
hea+D P
f
W =Swihi
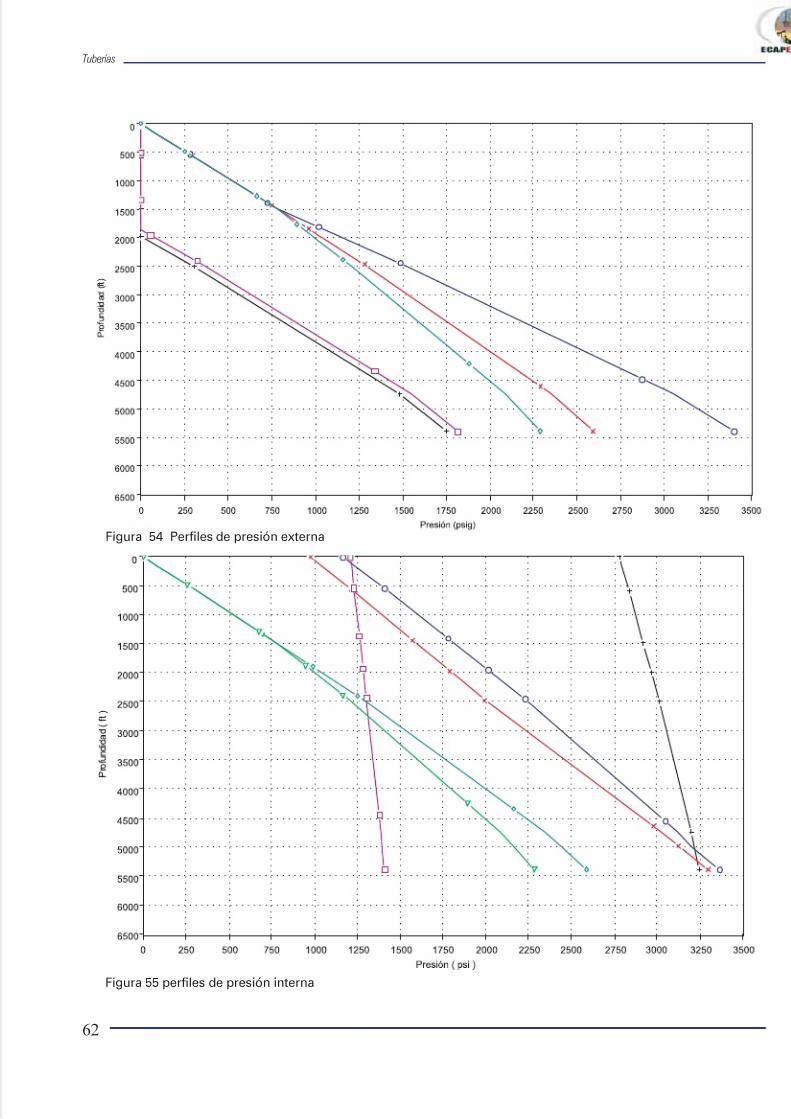
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 62/103
Tuberías
62
Figura 54 Perfiles de presión externa
Figura 55 perfiles de presión interna

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 63/103
Tuberías
63
presenta en las tuberías por efecto del cambio deángulo en la verticalidad del tubo. Una forma deevaluar la magnitud de la fuerza axial de flexión ge-nerada en una tubería es mediante el modelo deGreenip, dentro del cual se considera convencio-
nalmente como positiva la carga de tensión, mien-tras que las cargas compresivas se consideran ne-gativas. A continuación se presenta la ecuación paradeterminar el esfuerzo por flexión y la carga axialresultante:
donde:
Fx: Fuerza axial, curvatura cte. (lbf)
Fxv
: Fuerza axial, curvatura viariable (lbf)E = Módulo de young (psi)d = Diámetro nominal (pg)R = Radio de curvatura (pg)q = Severidad (grados)As = Área de sección transversal (pg2)L = Longitud del tramo de tubería (ft)I = Momento de inercia (pg4)
Fa = Fuerza axial antes de la flexión (lbf)Choque
Una fuerza de choque puede generarse por la ace-leración y desaceleración instantáneas durante la in-troducción de la tubería en el pozo (corrida). Lamagnitud de la fuerza axial generada puede ser deimportancia para fines de diseño. Por esto debe es-timularse basándose en la teoría elástica:
donde:
Fs = Carga axial por choque (lbf)Dv= ft/seg)As = Area de la sección transversal (pg2)
Es de observarse que en la medida que se aumentela velocidad de introducción, la tubería se expone auna carga de choque elevada. Esta se consideracomo medida de seguridad.
Peso flotado
Al considerar el efecto de flotación por los fluidospresentes en el pozo mediante el método de pre-sión-área:
Un método práctico para determinar el efecto de flotación es mediante la aplicación del concepto deArquímides. Este establece que todo cuerpo sumer-gido en el seno de un fluido experimenta una fuerzacontraria o empuje sobre el peso del cuerpo conuna magnitud igual al peso del fluido desplazado.Por lo anterior, se determina el denominado factorde flotación:
El factor de flotación se multiplica por el peso "al
aire" de la sarta de tuberías para considerar en for-ma práctica el efecto de la flotación. Sin embargo,el método más preciso para determinar el peso flo-tado de una sarta es el de presión-área. En el casode contar con una sarta de tuberías de diferentepeso, debe considerarse el efecto del cambio dimen-sional interior y exterior de las tuberías por el incre-mento en la fuerza de flotación.
donde:
FF = Carga comprensional por flotación (lbf)Pe = Presión externa en la zapata (psi)
Af = Área de sección transversal en la zapata (ft2)
Fflo
= Factor de flotación (adimensional)
rf
= Densidad del fluido (gr/cm3)
ra
= Densidad del acero (gr/cm3)
DFflo
= Carga compresional por flotación por cam-
bios de geometría (lbt)
Pi = Presión por el interior del tubo (psi)
Pe = Presión por el exterior del tubo (psi)
dia = Diámetro interior de la cima de cambio de
sección (pg)
deb = Diámetro exterior de la base de cambio
de sección (pg)
Flexión
En pozos desviados o en pozos con severidades al-tas es necesario estimar la carga por flexión que se
F F = - Pe A f
F flo
= 1 - ρ f
/ ρ a
Δ Fflo = π /4(pi(d 2
ia- d 2
ib ) - P
e(d 2
ea_ d 2
eb ))
F s= 1780 ΔvA
s

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 64/103
Tuberías
64
Fricción (arrastre)
Las tuberías experimentan una carga axial por efec-to del contacto que tienen con el agujero en el fon-do del pozo (TRs) o por el contacto que se tiene
entre tuberías, TRs con la sarta de perforación o TPcon TRs. Por el contacto entre los materiales la esti-mación de esta fuerza axial actuante se realiza con-siderando la fuerza normal de la carga axial presen-te, a una profundidad dada. Por efecto del contacto,la fuerza axial debe considerarse como positiva (in-cremento en la tensión). Por efecto del contacto,cuando la tubería se jala o se levanta, la fuerza axialdebe considerarse como positiva (incremento en latensión). Es decir, se incrementa la carga axial detensión por la fuerza de fricción contraria al movi-miento de la tubería. Al momento de introducir latubería al pozo, esta fuerza axial de contacto se pre-
senta como una fuerza compresiva (negativa). Estoes porque la fuerza de contacto sirve de apoyo parasoportar la carga axial presente en la tubería. La si-guiente ecuación se utiliza para determinar la cargaaxial por fricción:
donde:
Fr = Carga axial de arrastre (lbf)q= Angulo máximo de flexión (grados)L = Longitud de tubería (ft)
La figura 51 muestra una gráfica típica del com-portamiento de la carga axial estimada para dife-rentes eventos de carga.
Cargas no axiales (formaciones plásticas)
La estimación de los esfuerzos generados por la pre-sencia de formaciones plásticas(domo salino) se haestudiado en forma incipiente. En los últimos años,han surgido una serie de modelos que permitencuantificar la magnitud del esfuerzo generado porla carga variable de una formación del tipo de losdomos salinos. La única manera de estudiar el efec-to de un domo salino ha sido a través de la estima-ción del esfuerzo tangencial adicional generado por
la sobrecarga de la tectónica del domo. Esto obligaa utilizar el modelo triaxial aplicado para las tube-rías. El modelo de Hackney presentado previamen-te, se utiliza para obtener el esfuerzo tangencial de-rivado de la sobrecarga del domo, el cual, debe su-
marse al esfuerzo tangencial generado por efectode las condiciones de presión interna y externa enla tubería, calculado mediante el modelo de Lamé,y finalmente, considerar el resultado final del esfuer-zo tangencial en una representación de los esfuer-zos triaxiales.
Cargas triaxiales
El diseño y análisis de una tubería realizado de acuer-do con el modelo triaxial de Von Misses, debe en-tenderse como un medio para estimar la capacidadde resistencia y para valorar rápidamente la condi-
ción de trabajo de una tubería. Podemos reiterar quela capacidad de resistencia triaxial de una tuberíaqueda representada mediante su envolvente elípti-ca. La condición de trabajo triaxial o carga triaxiales el perfil resultante del esfuerzo equivalente deVon Misses, obtenido a partir de la evaluación delos tres esfuerzos principales (tangencial, axial y ra-dial) en cada punto de profundidad y en considera-ción a las condiciones de presión y esfuerzo axialde cada uno de los eventos de carga convenidospara fines de diseño. Para este fin, se utilizan losmodelos de Lamé, Hanckey y Von Misses. La figura52 muestra el perfil de esfuerzos triaxiales a los quese somete una tubería. Una forma alterna devisualizar el comportamiento de carga triaxial serealiza mediante la graficación de las trayectoriasde carga (profundidad vs presión - carga axial) decada uno de los eventos considerados, dentro de laenvolvente triaxial o criterio de falla de la tubería. La figura 53 presenta un ejemplo del comportamientode las diferentes trayectorias de carga y de la capa-cidad de resistencia de una tubería.
Efectos axiales
Las condiciones de presión y de temperatura pre-sentadas durante los diferentes eventos en un pozoafectan a las tuberías al modificar el estado de es- fuerzos propios de la misma. En el estado de es- fuerzos aciales éstos cambios tienen un impacto mássevero. La mecánica de materiales establece que uncuerpo sujeto a un esfuerzo axial es su estado deesfuerzos al aplicarle una condición de carga dife-rente. Por lo anterior, se debe entender que una tu-
formación)-ubo0.35....(ttubo)-bo0.25...(tu
friccióndefactor:
tuberíaladeflotadoPeso:
μ
:
F r μ W
f sin( θ )L
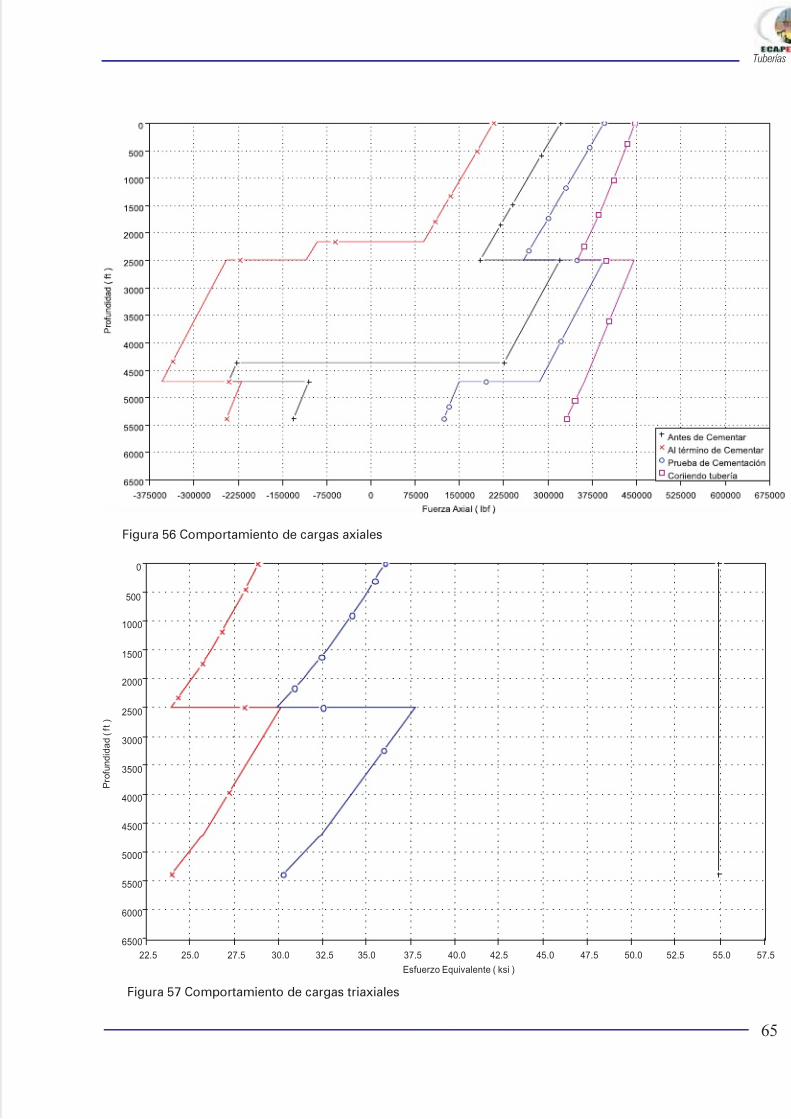
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 65/103
Tuberías
65
Figura 57 Comportamiento de cargas triaxiales
Figura 56 Comportamiento de cargas axiales
22.5 25.0 27.5 30.0 32.5 35.0 37.5 40.0 42.5 45.0 47.5 50.0 52.5 55.0 57.5
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
Esfuerzo Equivalente ( ksi )
P r o f u n d i d a d ( f t )

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 66/103
Tuberías
66
bería que se introduce al pozo, desde su corrida, vasufriendo alteraciones en las condiciones de cargade presión y de temperatura. Por esto es de graninterés evaluar las transformaciones en los esfuer-zos, particularmente en las cargas axiales. Los cam-bios que se presentan en los esfuerzos axiales tienelugar por la característica de ductilidad con las queestán fabricadas las tuberías. Es decir, tienen la ca-pacidad de deformación elástica hasta los límitesde cedencia del acero.
Durante la evaluación de los cambios axiales queexperimenta una tubería, se han detectado cuatro fenómenos o efectos axiales muy particulares quedan lugar a una alteración o modificación en el es-tado del esfuerzo axial. Estos son:
· Pandeo· Balonamiento· Pistoneo· Efecto térmico.
Cada uno de ellos refleja una acción de carga axialadicional (tensional o compresional) que hay queconsiderar en el diseño de las tuberías. Para lograrlo anterior, se debe establecer una condición inicial
o un estado inicial de esfuerzos, a partir de un "tiem-po cero". Es decir, representar la magnitud del esta-do de esfuerzos axiales generados por las condi-ciones iniciales de presión y de temperatura bajo odurante la ocurrencia de un evento en particular.Como condición de carga inicial de una tubería derevestimiento se ha establecido el estado de esfuer-zos axiales posterior a la cementación de la tubería.En el caso de tuberías de producción, el estado deesfuerzo inicial se establece a partir del momentode colgarla en el cabezal. En cambio en el fondo delpozo, el estado de carga axial inicial para una sartade perforación es la prevaleciente en condicionesestáticas.
Una vez establecida la condición inicial, para cadaevento de carga (que generan un cambio de pre-
sión y temperatura) se debe establecer el estado deesfuerzos axiales, modificado por la acción de los fenómenos aciales presentes. Cada nuevo estadode esfuerzos axiales es analizado para aplicarlo con fines de seleccionar el tubo o tuberías más propi-cias para soportar estos cambios axiales.
A continuación se describen los principales efec-tos axiales:
Figura 58 Capacidad de resistencia y carga de una tubería

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 67/103
Tuberías
67
Pandeo
Se denomina "pandeo" a la deformación mecánicaque experimenta una tubería por la acción de las fuerzas compresionales desarrolladas sobre el cuer-
po de la misma. Puede entenderse que existe unlímite de fuerza compresional, similar al de una re-sistencia, para establecer el inicio de la deforma-ción de pandeo de la tubería. Por la forma y severi-dad del pandeo se han definido dos criterios de pan-deo: pandeo sinuosoidal y pandeo helicoidal. La fi-gura 44 muestra esquemáticamente la forma de unatubería pandeada, mientras que en la figura 36 sepresento la imagen de una tubería pandeada. Es im-portante mencionar que el pandeo es una deforma-ción que puede hacer fallar a una tubería. Esto ocu-rre porque se generan grandes esfuerzos por flexión,en forma simultánea, dada la curvatura que se al-
canza por efecto del pandeo, una vez que se hallainiciado la deformación.
El pandeo limita el trabajo o paso de herramientaspor el interior de la tubería. Dificulta o en su caso,se descarta el paso de cualquier elemento por elinterior de la tubería.
A continuación se presentan algunos modelos ma-temáticos que permiten determinar, con cierto gra-do de aproximación, la fuerza compresional a par-tir de la cual se genera la deformación por pandeoen una tubería.
Pandeo Sinuosoidal:
Pandeo Helicoidal:
donde:
Fp = Fuerza límite de inicio del pandeo (lbf)E = Módulo de young (psi)I = Momento de inercia (pulg4)
We = Peso flotado de la sarta (lbf)q = Ángulo máximo (grados)r = Radio del tubo (pg)R = Radio de curvatura (pg)
Para diagnosticar la condición de pandeo, la esti-mación de la fuerza compresional límite debe reali-zarse en conjunción con la estimación del estadode esfuerzos axiales en cada evento de carga, debi-do a que en todo momento se pueden alcanzar di-chos límites de pandeo.
La fuerza de pandeo se puede obtener a partir de la
definición del modelo de Pasalay:
pi= Presión interna (psi)
Ai= Área de sección interna (pg2)
pe
= Presión externa (psi)
Ae
= Área de sección externa (pg2)
Lo anterior, denominado análisis de pandeo, permi-tirá seleccionar apropiadamente las tuberías capa-ces de soportar la carga axial compresional. En elcaso de las tuberías de revestimiento, el análisis depandeo servirá para determinar el mejor esquemade carga axial para anclar o colgar la tubería. Es decir,establecer la carga axial en superficie que debe te-ner la tubería para minimizar el efecto de pandeosin deterioro de la capacidad de resistencia de latubería y que permita absorber las cargas axialespor los cambios en presión y temperatura que semanifiestan en las mismas. El escenario ideal para
anclar la tubería sería aquel que mantuviera una cargaaxial igual con cero en toda la profundidad del pozo.Sin embargo, esto es más que imposible, debido a lacarga axial propiciada por el peso propio de la tube-ría. Por ello se debe establecer un esquema de cargaaxial lo suficientemente propicio para mantener unacarga compresiva por debajo del límite de pandeo. Yy por otro lado, se mantendrá un límite de tensión pordebajo de los límites de cedencia del material.
(lbf)
(lbf)
F B= - F
a+p
i A
i- p
e A
e
donde:
FB: Fuerza axial
Fa: Fuerza de pandeo
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 68/103
Tuberías
68
Mediante el análisis de pandeo en las tuberías deproducción, se debe determinar la manera mas pro-picia para colgar la TP en el cabezal. Se consideranlas fuertes variaciones en los esquemas de produc-ción. Esta situación genera cambios en las condi-
ciones de presión, temperatura, y en las condicio-nes axiales. El estado de esfuerzos axiales ideal enla TP es aquel que mantenga el mínimo esfuerzoaxial tensional en superficie para amortiguar loscambios por efectos axiales y la mínima cargacompresiva en el fondo para mantener las condi-ciones favorables para evitar el pandeo.
Balonamiento
El efecto natural que presentan las tuberías por la"inflación" o "desinflación" que se manifiesta por efec-tos de cambios en la presión interna y externa se
denomina "balonamiento". Es una medida de la de- formación elástica propia del acero y que induceesfuerzos tensionales y compresionales en la tube-ría. Es decir la tubería se contrae o elongalongitudinalmente, cuando esta está confinada o sinlibre movimiento.
Se dice que existe el balonamiento cuando la pre-sión interna que actúa en la tubería es superior a lapresión externa. Esto es semejante al proceso quese presenta para estallar a la tubería. Sólo que eneste caso se refiere al momento en que se alcanzael nivel de la cedencia del material. Las condicioneselásticas del material generan elongacioneslongitudinales que dan lugar a una deformación tipo"globo" en la sarta de tubería. El esquema de la figu-ra 42 representa la forma en que esto se lleva a cabo.
Se dice que existe "balonamiento inverso" cuandose presenta el efecto de "desinflación" motivado porlos cambios de presión externa que son superioresa la presión interna prevaleciente en la tubería.
Estos cambios que se manifiestan en la tubería pue-den evaluarse como un esfuerzo axial adicional al es-
tado de esfuerzos presente antes de la generación deeste efecto. La magnitud de este esfuerzo axial puedeobtenerse mediante el siguiente modelo:
Pistón
El efecto de contracción o elongación que pre-senta una tubería por efecto del cambio en el es-tado de esfuerzos axiales es denominado efecto
"pistón",ver figura 54. La condición elástica quecaracteriza a las tuberías de acero da lugar a ladeformación axial. Es decir, por cada incrementode carga axial, la tubería experimenta un cambiolongitudinal. Este fenómeno de deformación elás-tica en la que se manifiesta una relación deelongación y de esfuerzos axiales queda repre-sentado por la Ley de Hook, la cual tiene la repre-sentación matemática siguiente:
donde:
DA
= FA
(actual) - x (anclada) (lbf)
DL : cambio de longitud generado (ft)
E = Módulo de Young (psi)
As = Area de sección transversal (pg2)
L = Longitud de la sarta (ft)
Efecto térmico
La temperatura a la cual se exponen las tuberías enel interior de un pozo. Son importantes para la esti-mación de las cargas axiales. Estas cargas se pro-ducen por el cambio de temperatura que experimen-ta la tubería al someterse a diferentes eventos decarga. La magnitud de las cargas axiales generadaspor efecto del cambio de temperatura puedeobtenerse de la siguiente manera:
v: relación de poisson (adimensional)
ΔPi: Cambio de presión interna (psi)
ΔPe: Cambio de presión externa (psi)
Δρ iCambio de densidad interna (psi/ft)
ΔρeCambio de densidad interna (psi/ft)
L : longitud de tubería (ft)
A i: Area Interna (pg2)
A e Area externa (pg2)
Δ F B
= 2ϑ(Δ PiAi - Δ PeAe) + vL (ΔρiAi -ΔρeAe)
donde:
Δ F B: Cambio axial por balonamiento (psi)
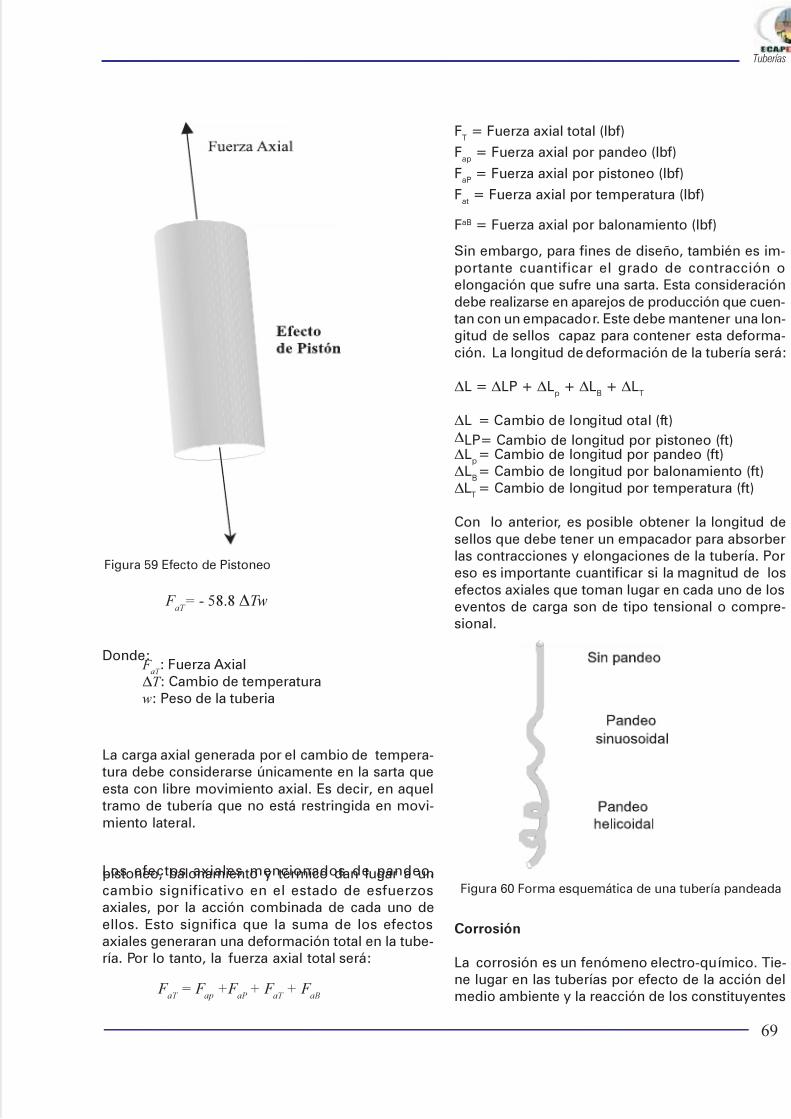
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 69/103
Tuberías
69
La carga axial generada por el cambio de tempera-tura debe considerarse únicamente en la sarta queesta con libre movimiento axial. Es decir, en aqueltramo de tubería que no está restringida en movi-miento lateral.
Los efectos axiales mencionados de pandeo,pistoneo, balonamiento y térmico dan lugar a uncambio significativo en el estado de esfuerzosaxiales, por la acción combinada de cada uno deellos. Esto significa que la suma de los efectosaxiales generaran una deformación total en la tube-ría. Por lo tanto, la fuerza axial total será:
FT
= Fuerza axial total (lbf)
Fap
= Fuerza axial por pandeo (lbf)
FaP
= Fuerza axial por pistoneo (lbf)
Fat
= Fuerza axial por temperatura (lbf)
FaB = Fuerza axial por balonamiento (lbf)
Sin embargo, para fines de diseño, también es im-portante cuantificar el grado de contracción oelongación que sufre una sarta. Esta consideracióndebe realizarse en aparejos de producción que cuen-tan con un empacador. Este debe mantener una lon-gitud de sellos capaz para contener esta deforma-ción. La longitud de deformación de la tubería será:
DL = DLP + DLp
+ DLB
+ DLT
DL = Cambio de longitud otal (ft)DLP= Cambio de longitud por pistoneo (ft)DL
p= Cambio de longitud por pandeo (ft)
DLB= Cambio de longitud por balonamiento (ft)
DLT= Cambio de longitud por temperatura (ft)
Con lo anterior, es posible obtener la longitud desellos que debe tener un empacador para absorberlas contracciones y elongaciones de la tubería. Poreso es importante cuantificar si la magnitud de losefectos axiales que toman lugar en cada uno de loseventos de carga son de tipo tensional o compre-sional.
Corrosión
La corrosión es un fenómeno electro-químico. Tie-ne lugar en las tuberías por efecto de la acción delmedio ambiente y la reacción de los constituyentes
Figura 59 Efecto de Pistoneo
Figura 60 Forma esquemática de una tubería pandeada
F aT
= - 58.8 DTw
Donde: F
aT : Fuerza Axial
DT : Cambio de temperaturaw: Peso de la tuberia
F aT
= F ap
+F aP
+ F aT
+ F aB

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 70/103
Tuberías
70
del material con el que están fabricados los tubos,es decir de acero. Este fenómeno tiene muchas ydiversas presentaciones en los aceros. Desde unaoxidación hasta lo que actualmente conocemoscomo agrietamiento por sulfhídrico (SSC). El efecto
de deterioro por los estragos de la corrosión en lastuberías se manifiesta por la pérdida de la capaci-dad de resistencia, que obliga a prevenir estos efec-tos para evitar las fallas en las tuberías.
El efecto de corrosión SSC es de vital importanciapara fines de diseño de un pozo, debido a que seconsidera la corrosión como una condición de car-ga que deteriora la capacidad de resistencia de losmateriales, ante la probabilidad de ataque del sul- fhídrico en fase gaseosa. ¿Qué significa esto?, en laetapa de diseño debemos tomar en consideraciónlos parámetros que permitan analizar y cuantificar
las condiciones bajo las cuales el efecto nocivo dela corrosión se va a presentar.
Los factores que contribuyen a la corrosión SSC sonla concentración del H
2S, el nivel pH, la temperatu-
ra, el nivel de esfuerzos en la tubería, la cedenciadel material, la micro-estructura, el proceso de tra-tamiento térmico durante la fabricación y las alea-ciones que componen al acero. Incrementando laconcentración de H
2S se puede tener un efecto sig-
nificativo en la susceptibilidad al agrietamiento. Sinembargo, se ha observado que un incremento delnivel de pH por arriba de 8 en el medio que rodea ala tubería, disminuye el ritmo de corrosión. Es poresto, que los lodos de perforación con valores depH mayores de 8 son benéficos para prevenir el ata-que del ácido sulfhídrico.
Un tratamiento a fondo sobre el tema de corrosiónpor sulfhídrico se tiene en la referencia 2, que esrecomendable para su lectura y comprender conmas detenimiento el tema. Por el momento nos abo-caremos a considerar las recomendaciones emiti-das por la NACE para la selección de los materiales.
La NACE institución de investigación y normativa antela problemática de la corrosión ha publicado recomen-daciones para la selección de materiales que estánexpuestos al H
2S, a través de su boletín MR-0175-99,
en el cual, se listan las condiciones de presión y tem-peratura bajo las cuales debe ser seleccionada unatubería para que resista la acción de la corrosión porSSC. Es una fuente de gran valor que se ha adoptadoen el ámbito internacional. Por lo que debemos adop-
tarla como norma reguladora de la selección de lastuberías en el proceso de diseño.
La figura 56 muestra las recomendaciones emitidasen la norma NACE, a fin de considerar los materia-
les capaces de resistir los efectos corrosivos del H2Sante las diferentes condiciones de temperatura ypresión parcial.
Recientemente se han conducido diversos estudiospara analizar la aplicación estricta de la norma NACEen del ámbito de perforación. Dentro de las conclu-siones a las que se ha llegado es que debe ser con-siderada dentro de la norma el parámetro pH, envirtud de ser un factor de peso para que el materialsea susceptible al agrietamiento por H
2S. Una re-
presentación de dicha recomendación se muestraen la figura 57, en la cual se marcan las diferentes
zonas de probabilidad de falla ante la magnitud delpH y la presión a la que se ve sometida una tubería.
Otros estudios relativos a la aplicación de la norma,han reflejado que existe una condición adicional paraque se presente el fenómeno de agrietamiento. Estacondición es la cantidad de hidrógeno presente enel acero. Lo han denominado "hidrógeno crítico". Esel límite mínimo de cantidad de hidrógeno conteni-do en el tubo para que se manifieste la permeacióndel hidrógeno en el acero y se probó que la falla poragrietamiento. En este caso, se deben realizar prue-bas a cada tipo de acero de tubería para determinarel valor de hidrógeno crítico.
Condiciones iniciales de carga
La distribución de las cargas son el factor clave paradictaminar la selección de materiales. La situacióninicial de carga que se presenta en una tubería de-penderá en gran medida para optimizar el procesode selección. Por lo tanto, es obligatorio establecerel perfil de cargas axiales, de presión y de tempera-tura inicial al que se ve sometido una tubería. Peroademás, se deberá establecer el momento preciso
para esta evaluación. En el caso de las tuberías derevestimiento se considera como situación de car-ga inicial como aquella distribución de presiones,carga axial y temperatura después de cementada lamisma, bajo la consigna de tener movimiento axialsólo en la sección de tuberías libre de cemento. Unavez realizado esto, se pueden simular, bajo otroseventos de carga, la distribución de cargas que ten-drán lugar, de tal manera que se obtenga la magni-
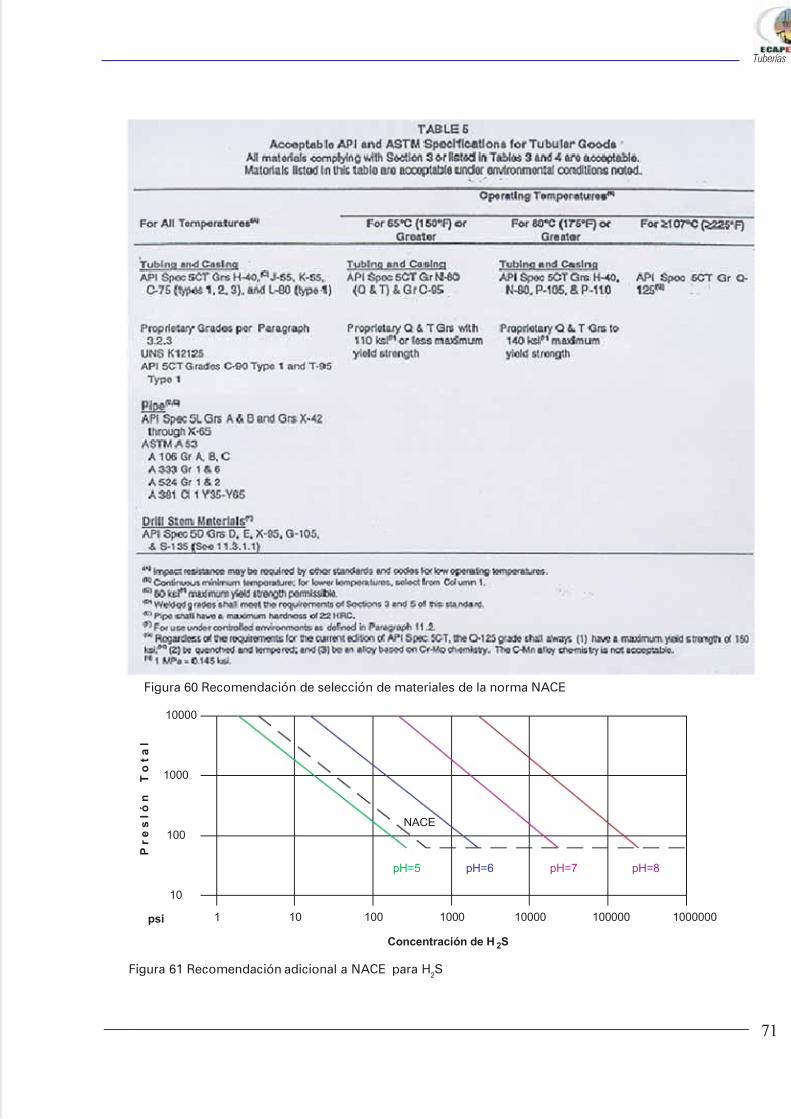
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 71/103
Tuberías
1 10 100 1000 10000 100000 1000000
10
100
1000
10000
pH=5
NACE
pH=6 pH=7 pH=8
Concentración de H 2S
P
r e
s
I ó
n
T
o
t a
l
psi
71
Figura 61 Recomendación adicional a NACE para H2S
Figura 60 Recomendación de selección de materiales de la norma NACE
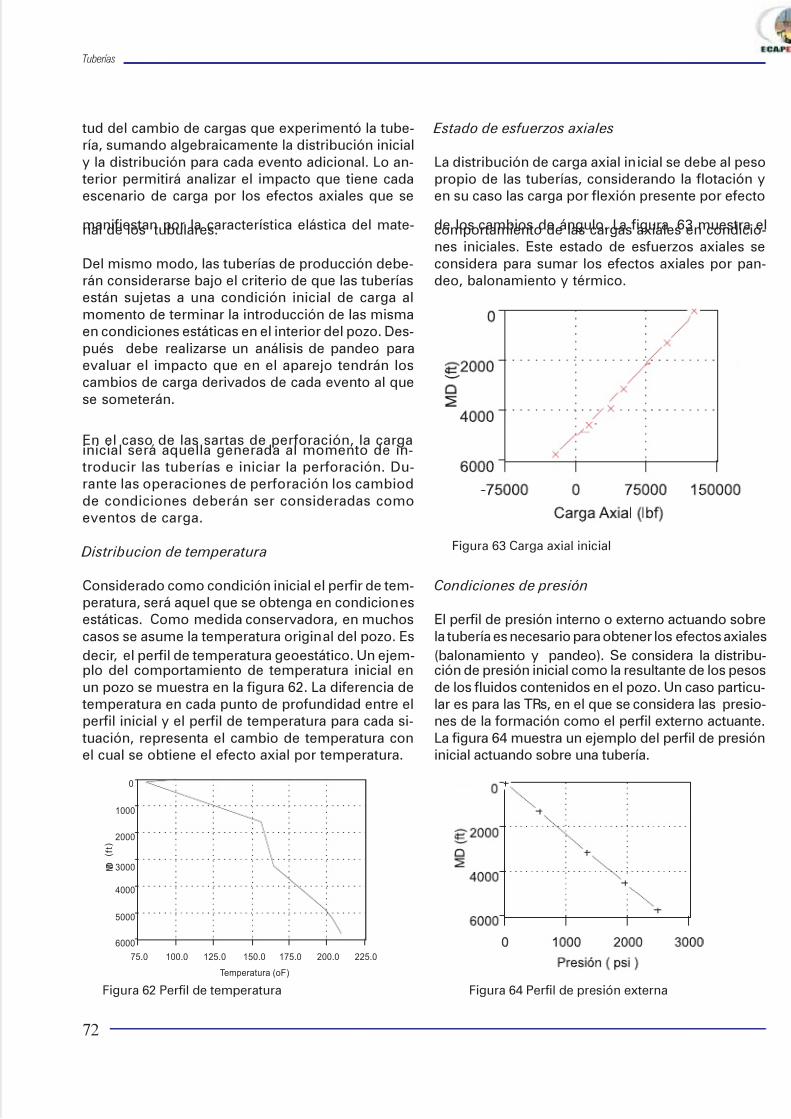
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 72/103
Tuberías
75.0 100.0 125.0 150.0 175.0 200.0 225.0
0
1000
2000
3000
4000
5000
6000
Temperatura (oF)
M D
( f t )
72
tud del cambio de cargas que experimentó la tube-ría, sumando algebraicamente la distribución inicialy la distribución para cada evento adicional. Lo an-terior permitirá analizar el impacto que tiene cadaescenario de carga por los efectos axiales que se
manifiestan por la característica elástica del mate-rial de los tubulares.
Del mismo modo, las tuberías de producción debe-rán considerarse bajo el criterio de que las tuberíasestán sujetas a una condición inicial de carga almomento de terminar la introducción de las mismaen condiciones estáticas en el interior del pozo. Des-pués debe realizarse un análisis de pandeo paraevaluar el impacto que en el aparejo tendrán loscambios de carga derivados de cada evento al quese someterán.
En el caso de las sartas de perforación, la cargainicial será aquella generada al momento de in-troducir las tuberías e iniciar la perforación. Du-rante las operaciones de perforación los cambiodde condiciones deberán ser consideradas comoeventos de carga.
Distribucion de temperatura
Considerado como condición inicial el perfir de tem-peratura, será aquel que se obtenga en condicionesestáticas. Como medida conservadora, en muchoscasos se asume la temperatura original del pozo. Esdecir, el perfil de temperatura geoestático. Un ejem-plo del comportamiento de temperatura inicial enun pozo se muestra en la figura 62. La diferencia detemperatura en cada punto de profundidad entre elperfil inicial y el perfil de temperatura para cada si-tuación, representa el cambio de temperatura conel cual se obtiene el efecto axial por temperatura.
Estado de esfuerzos axiales
La distribución de carga axial inicial se debe al pesopropio de las tuberías, considerando la flotación yen su caso las carga por flexión presente por efecto
de los cambios de ángulo. La figura 63 muestra elcomportamiento de las cargas axiales en condicio-nes iniciales. Este estado de esfuerzos axiales seconsidera para sumar los efectos axiales por pan-deo, balonamiento y térmico.
Condiciones de presión
El perfil de presión interno o externo actuando sobrela tubería es necesario para obtener los efectos axiales(balonamiento y pandeo). Se considera la distribu-ción de presión inicial como la resultante de los pesosde los fluidos contenidos en el pozo. Un caso particu-lar es para las TRs, en el que se considera las presio-nes de la formación como el perfil externo actuante.La figura 64 muestra un ejemplo del perfil de presióninicial actuando sobre una tubería.
Figura 62 Perfil de temperatura
Figura 63 Carga axial inicial
Figura 64 Perfil de presión externa

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 73/103
Tuberías
73
IV. SELECCIÓN DE TUBULARES
Reconociendo la capacidad de resistencia de lostubulares y estableciendo las diferentes condicio-nes de carga que pueden actuar sobre los mis-
mos, es indispensable seleccionar los materialesmas propicios que cumplan con un objetivo o pre-misa. En este apartado, se describirán algunos te-mas de interés que sirven de apoyo para cumplircon la finalidad de proceder a la selección de losmateriales.
Premisa de selección
El primer compromiso de los elementos tubularesutilizados en un pozo es el de mantener la suficien-te capacidad de respuesta en resistencia ante laimposición de cualquier tipo de carga. Sin embar-
go, en los tiempos actuales, debemos cumplir conuna preocupación por demás importante: el costode los materiales seleccionados. Por lo tanto, el as-pecto técnico-económico queda en las siguientespremisas que debemos observar para la selecciónapropiada de tubulares dentro del marco del proce-so de diseño a utilizar:
"Garantizar el desempeño mecánico de las tuberías
para garantizar la seguridad e integridad del pozo,
observando el costo mas bajo."
"La junta ideal es aquella que es 100% transparen-
te al cuerpo del tubo"
"La junta es gobernada por las propiedades del ma-
terial y las leyes mecanicas"
Factores de trabajo
Haremos referencia a la definición de los factoresadimensionales que se utilizan para establecer unmargen de seguridad en la capacidad de resis-tencia de los elementos tubulares. Además, sepresenta la definición de los factores que permi-
ten efectuar con precisión los análisis del desem-peño mecánico de una tubería ante la imposiciónde las cargas actuantes en el pozo. Generalmenteestamos acostumbrados a tratar con el conceptode factor de diseño. Sin embargo, este factor debeser precedido por la definición formal del concep-to de seguridad.
Factor de Seguridad
Relación de la Resistencia a la Carga impuesta a unatubería en un punto determinado de profundidad.Es el parámetro que permite reconocer la condición
o estado en el que trabaja la tubería. Es decir, encondiciones de seguridad ( valor > 1) o de inseguri-dad ( valor <1 ). Esto es:
Factor de trabajo
Es la representación gráfica del perfil de factores deseguridad vs profundidad.
Factor de diseño
Es el valor mínimo aceptable que debe cumplir el factor de seguridad para considerar como acepta-ble el diseño propuesto de una tubería.
Factor de trabajo normalizado
Es el comportamiento gráfico del factor de trabajo di-vidido por el factor de diseño. De esta forma se sim-plifica la representación gráfica de los perfiles de fac-tores de trabajo, debido a que la falla de una tuberíase puede interpretar con un solo criterio. Los factoresde trabajo normalizados se pueden analizar a partirdel criterio de una línea unitaria( F=1). Los factorescon valores menores a la unidad, significan que la tu-bería no cumple con el factor de diseño.
La figura 50 muestra un ejemplo del comportamientode los factores de trabajo, diseño y seguridad. Es
necesario recalcar, que los factores de trabajo sepresentan para cada una de las medidas de resis-tencia de la tubería. Es decir, cuando se trabaja enla resistencia al colapso, llamamos factor de traba- jo al colapso. Mientras que la resistencia a la ten-sión, se denominará factor de trabajo a la tensión,por mencionar algunos. Por lo tanto, se aplica la
F sResistencia/Carga @h cte
F T = F
S (h)
F D
=F S
(min)
F T
F D
F TN
=
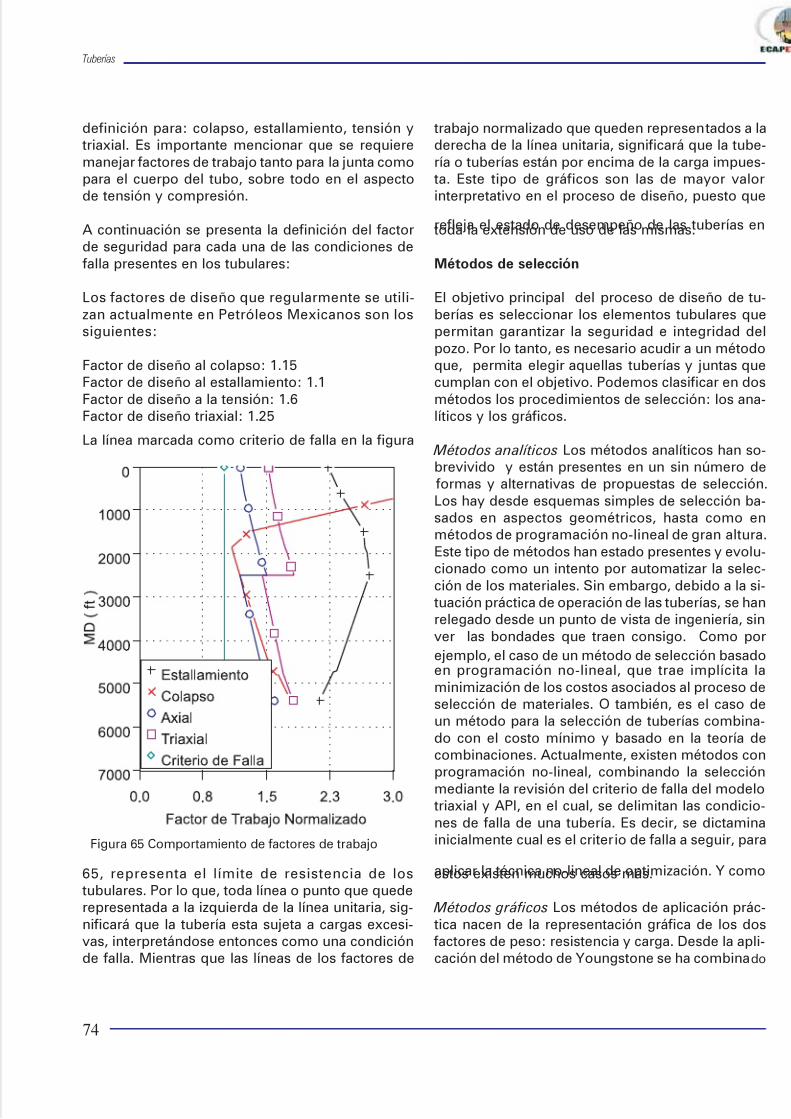
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 74/103
Tuberías
74
definición para: colapso, estallamiento, tensión ytriaxial. Es importante mencionar que se requieremanejar factores de trabajo tanto para la junta comopara el cuerpo del tubo, sobre todo en el aspectode tensión y compresión.
A continuación se presenta la definición del factorde seguridad para cada una de las condiciones de falla presentes en los tubulares:
Los factores de diseño que regularmente se utili-zan actualmente en Petróleos Mexicanos son lossiguientes:
Factor de diseño al colapso: 1.15Factor de diseño al estallamiento: 1.1Factor de diseño a la tensión: 1.6Factor de diseño triaxial: 1.25
La línea marcada como criterio de falla en la figura
65, representa el límite de resistencia de lostubulares. Por lo que, toda línea o punto que quederepresentada a la izquierda de la línea unitaria, sig-nificará que la tubería esta sujeta a cargas excesi-vas, interpretándose entonces como una condiciónde falla. Mientras que las líneas de los factores de
trabajo normalizado que queden representados a laderecha de la línea unitaria, significará que la tube-ría o tuberías están por encima de la carga impues-ta. Este tipo de gráficos son las de mayor valorinterpretativo en el proceso de diseño, puesto que
refleja el estado de desempeño de las tuberías entoda la extensión de uso de las mismas.
Métodos de selección
El objetivo principal del proceso de diseño de tu-berías es seleccionar los elementos tubulares quepermitan garantizar la seguridad e integridad delpozo. Por lo tanto, es necesario acudir a un métodoque, permita elegir aquellas tuberías y juntas quecumplan con el objetivo. Podemos clasificar en dosmétodos los procedimientos de selección: los ana-líticos y los gráficos.
Métodos analíticos Los métodos analíticos han so-brevivido y están presentes en un sin número de formas y alternativas de propuestas de selección.Los hay desde esquemas simples de selección ba-sados en aspectos geométricos, hasta como enmétodos de programación no-lineal de gran altura.Este tipo de métodos han estado presentes y evolu-cionado como un intento por automatizar la selec-ción de los materiales. Sin embargo, debido a la si-tuación práctica de operación de las tuberías, se hanrelegado desde un punto de vista de ingeniería, sinver las bondades que traen consigo. Como porejemplo, el caso de un método de selección basadoen programación no-lineal, que trae implícita laminimización de los costos asociados al proceso deselección de materiales. O también, es el caso deun método para la selección de tuberías combina-do con el costo mínimo y basado en la teoría decombinaciones. Actualmente, existen métodos conprogramación no-lineal, combinando la selecciónmediante la revisión del criterio de falla del modelotriaxial y API, en el cual, se delimitan las condicio-nes de falla de una tubería. Es decir, se dictaminainicialmente cual es el criterio de falla a seguir, para
aplicar la técnica no-lineal de optimización. Y comoestos existen muchos casos más.
Métodos gráficos Los métodos de aplicación prác-tica nacen de la representación gráfica de los dos factores de peso: resistencia y carga. Desde la apli-cación del método de Youngstone se ha combinado
Figura 65 Comportamiento de factores de trabajo
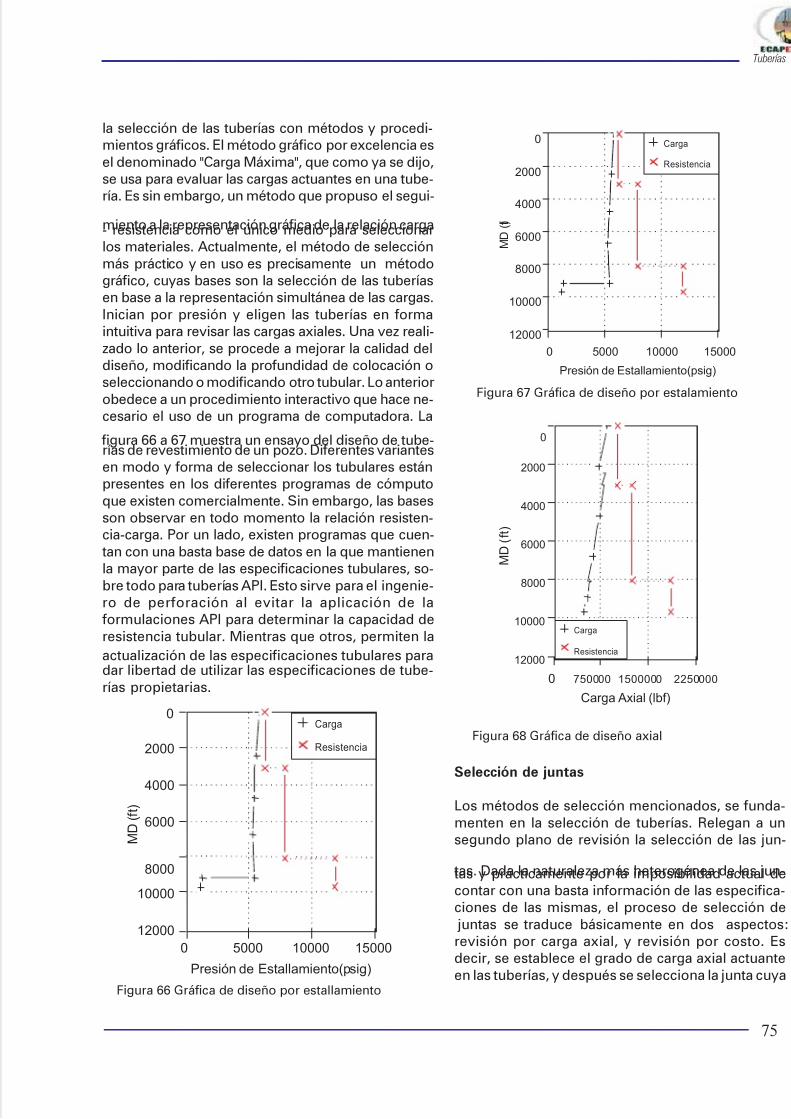
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 75/103
Tuberías
75
0 5000 10000 15000
0
2000
4000
6000
8000
10000
12000
Presión de Estallamiento(psig)
M D
( f t )
Carga
Resistencia
la selección de las tuberías con métodos y procedi-mientos gráficos. El método gráfico por excelencia esel denominado "Carga Máxima", que como ya se dijo,se usa para evaluar las cargas actuantes en una tube-ría. Es sin embargo, un método que propuso el segui-
miento a la representación gráfica de la relación carga- resistencia como el único medio para seleccionarlos materiales. Actualmente, el método de selecciónmás práctico y en uso es precisamente un métodográfico, cuyas bases son la selección de las tuberíasen base a la representación simultánea de las cargas.Inician por presión y eligen las tuberías en formaintuitiva para revisar las cargas axiales. Una vez reali-zado lo anterior, se procede a mejorar la calidad deldiseño, modificando la profundidad de colocación oseleccionando o modificando otro tubular. Lo anteriorobedece a un procedimiento interactivo que hace ne-cesario el uso de un programa de computadora. La
figura 66 a 67 muestra un ensayo del diseño de tube-rías de revestimiento de un pozo. Diferentes variantesen modo y forma de seleccionar los tubulares estánpresentes en los diferentes programas de cómputoque existen comercialmente. Sin embargo, las basesson observar en todo momento la relación resisten-cia-carga. Por un lado, existen programas que cuen-tan con una basta base de datos en la que mantienenla mayor parte de las especificaciones tubulares, so-bre todo para tuberías API. Esto sirve para el ingenie-ro de perforación al evitar la aplicación de la formulaciones API para determinar la capacidad deresistencia tubular. Mientras que otros, permiten laactualización de las especificaciones tubulares paradar libertad de utilizar las especificaciones de tube-rías propietarias.
Selección de juntas
Los métodos de selección mencionados, se funda-menten en la selección de tuberías. Relegan a unsegundo plano de revisión la selección de las jun-
tas. Dada la naturaleza más heterogénea de las jun-tas y prácticamente por la imposibilidad actual decontar con una basta información de las especifica-ciones de las mismas, el proceso de selección de juntas se traduce básicamente en dos aspectos:revisión por carga axial, y revisión por costo. Esdecir, se establece el grado de carga axial actuanteen las tuberías, y después se selecciona la junta cuya
Figura 67 Gráfica de diseño por estalamiento
0 750000 1500000 2250000
0
2000
4000
6000
8000
10000
12000
Carga Axial (lbf)
M D
( f t )
Carga
Resistencia
0 5000 10000 15000
0
2000
4000
6000
8000
10000
12000
Presión de Estallamiento(psig)
M D ( f t )
Carga
Resistencia
Figura 66 Gráfica de diseño por estallamiento
Figura 68 Gráfica de diseño axial

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 76/103
Tuberías
76
magnitud de resistencia a la carga axial resulte lamás económica. Esta práctica es común hoy en día.Sin embargo, partiendo de la selección de juntas,debemos establecer un análisis mecánico para eva-luar el desempeño de una junta para definir su se-lección en un diseño tubular. Este tipo de análisis serealiza mediante métodos denominados FEA ( Finitelement analisys ) que son complicados de aplicarpara fines prácticos, pero que en la actualidad sonel único medio para medir el desempeño mecánicode una junta cuando esta sujeta a diferentes situa-ciones de carga. Una alternativa por demás incipien-te para iniciar el proceso de selección de juntas semuestra en la figura 55, en la cual se presenta undiagrama de flujo para elegir, de acuerdo a la nuevanomenclatura en uso de juntas, el tipo de junta másrecomendable.
Revisión por corrosión
Ante la problemática de las tuberías por el efectocorrosivo de contaminantes como el H
2S y el CO
2
es requerible que las tuberías seleccionadas dentrodel proceso de diseño se revisen por la acción de
dichos contaminantes. El criterio de selección quedebemos aplicar y que está vigente, es el recomen-dado por la NACE. Bajo este criterio se determinaqué grado de tubería es más recomendable ante laacción o carga corrosiva del H
2S, a las diferentes
condiciones de presión y temperatura La figura 71representa un diagrama de flujo de la recomenda-ción emitida por la norma NACE MR-0175-99. Es una
forma más clara de entender y aplicar la norma. Estaconsideración debería aplicarse dentro del mismoproceso de selección de tuberías, puesto que se re-visa la carga por presión y la acción de temperaturasobre los tubulares.
Ante el ataque simultáneo de gases de H2S y CO
2se
recomiendan aceros denominados "especiales", dadala naturaleza anticorrosiva para lo cual fueron diseña-dos. La fabricación de las tuberías especiales cuentancon aleaciones que evitan la propagación de la corro-sión en la superficie metálica. Generalmente se lesconoce como CRA (Corrosion Resistant Alloys). Estastuberías tienen un costo por demás elevado y su ma-nejo debe ser cuidadosamente revisado. Las tuberíasdenominadas cromadas ( 13%cromo y níquel ) sonde este tipo especial de acero, y existen en el merca-do internacional (compañías japonesas como NKK y
Sumitomo ). Un procedimiento de selección de estetipo de tuberías de acuerdo a las condiciones de pre-sión y temperatura y CO
2presentes en un pozo puede
ser aplicado siguiendo el diagrama de flujo mostradoen la figura 72.
Debido a lo costoso de este tipo de tubería (aproxi-madamente de 3 a 8 veces el costo de una tuberíaconvencional), en Petróleos Mexicanos no se usanhoy en día. Sin embargo, su aplicabilidad es cadavez más propicia por efecto de las grandes cantida-des de sulfhídrico y CO
2que se produce en algunos
Campos del territorio Nacional.
Selección hidráulica de tubería de producción
La definición del diámetro o diámetros nominales,por donde fluirá la producción de un pozo se realizamediante el uso de la técnica de análisis nodal. Sinimportar la condición de flujo (natural o artificial), elanálisis nodal permite obtener las mejores condi-ciones de flujo tanto en producción como en aho-rro de energía. Así se alarga la vida productiva deun pozo. La selección del diámetro de la tubería deproducción consiste en de efectuar un análisis hi-
dráulico para una basta variedad de condiciones deproducción (cambios de tamaños de tubería, gas-tos de producción, presiones de separación, etc).Bajo un criterio de xplotación predeterminado estopermite obtener bajo un criterio de explotación pre-determinado, el tamaño del aparejo de producción,Mediante el cual éste genera la máxima producciónposible, con el mayor ahorro de presión en cada
40.0 80.0 120.0 160.0
0
2000
4000
6000
8000
10000
12000
Esfuerzo VME (ksi)
M D
f t )
Carga
Cedencia
(
Figura 69 Gráfica de diseño triaxial
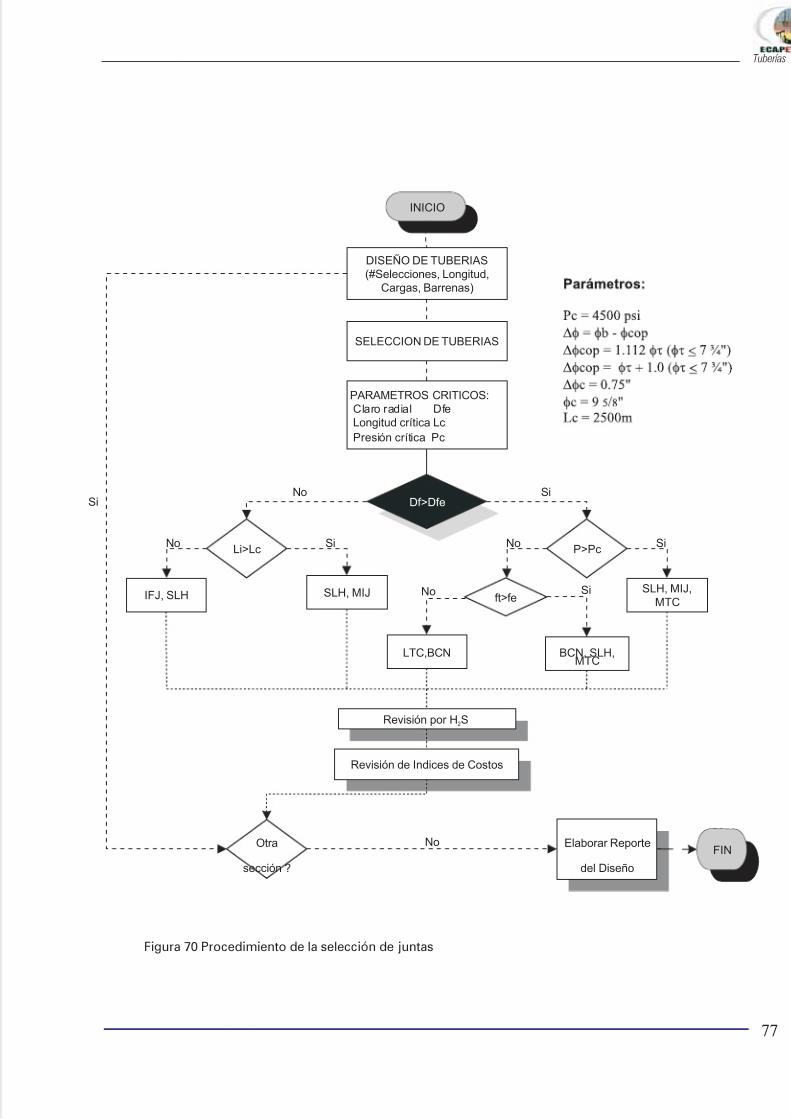
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 77/103
Tuberías
77
Figura 70 Procedimiento de la selección de juntas
INICIO
DISEÑO DE TUBERIAS(#Selecciones, Longitud,
Cargas, Barrenas)
SELECCION DE TUBERIAS
PARAMETROS CRITICOS:Claro radial DfeLongitud crítica LcPresión crítica Pc
Df>DfeNo Si
P>PcLi>LcNo Si SiNo
IFJ, SLH SLH, MIJ
LTC,BCN
SLH, MIJ,MTC
BCN, SLH,MTC
ft>feNo Si
Revisión por H S2
Revisión de Indices de Costos
Elaborar Reporte
del Diseño
Otra
sección ?
NoFIN
Si

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 78/103
Tuberías
78
Figura 71 Diagrama de flujo de la recomendación emitida por la norma NACE MR-0175-99
CONTENIDO DE C O2 EN EL GAS POR FRACCION MOLAR (%)CONTENIDO DE H 2S EN EL GAS POR FRACCION MOLAR (%)PRESENCIA DE CLORUROS O CONTENIDO DE NaCl EN EL AGUAEN PORCIENTO EN PESO
PRESION TOTAL DEL SISTEMA (PT) (PSI)TEMPERATURA DEL AGUA EN EL POZO (°C)
PRESION PARCIAL DEL C O2
:
PCO2
= PT [ CONTENIDO DE C O2 (%MOL) / 100 ]
PRESION PARCIAL DEL H2
S:
PH2S = PT [ CONTENIDO DE H
2S (%MOL) / 100 ]
PCO2 > 30 PSI
PH2S < 0.05 PSI
TEMP> 79°C
TEMP > 65°C
SE PUEDE USAR
CUALQUIER GRADO DE ACERO HASTA TAC -14 0
ACEROS API N-80, P-110 ACEROS TAMSA TAC -
95, TAC-110
ACEROS API N-80, C-95
ACEROS TAMSA TAC-80
ACEROS API: J- 55, K-55, L -80 TIPO-1, C-95, T-95 ACEROS TAMSA TRC-80, TRC-85, TRC-90, TRC-95
ACEROS AL Cr 12%Cr
AMBIENTECO
2+H
2S+CL
ALEACIONES Cr -Ni
No
No
No
No
Si
Si
Si
Si
CONTENIDO:
CALCULAR:

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 79/103
Tuberías
79
una de las etapas de flujo por el que incurren loshidrocarburos. Este tipo de estudios se realizancon programas específicos que contienen todaslas herramientas de cálculo para evaluar las con-diciones de flujo en la vecindad del pozo ( IPRs ),el flujo multifásico en las tuberías, tanto en el in-terior del pozo, como en la línea de descarga, lapredicción del comportamiento PVT de los flui-dos producidos y hasta el comportamiento delabatimiento de presión en los estranguladores. Suuso es de gran interés por la integración de losdiferentes elementos del pozo.
Detrás de la aplicación de esta técnica, existe todoun trabajo previo de investigación para determi-nar qué modelo matemático es el más apropiadopara caracterizar el flujo de fluidos a través delyacimiento, así como la correlación del flujomultifásico que mejor representa el flujo en la tu-bería de producción, el estrangulador y la líneade descarga.
Una vez cumplido lo anterior, la determinación deldiámetro adecuado de la tubería de producción pue-de obtenerse aplicando secuencialmente los siguien-tes pasos:
1. Determinación de los diámetros factibles de se-lección2. Determinación de las sartas máximas para cadatubería o arreglo de tuberías seleccionadas.3. Determinación del diámetro con el máximo gasto4. Determinación del gasto óptimo, considerandotodo el sistema de producción
Determinación de diámetros factibles de selección
Como base, se determina la curva de comportamien-to de afluencia al pozo (IPR).
Posteriormente, las curvas del comportamiento de flujo de las diferentes tuberías de producción o di- ferentes arreglos de tuberías de producción.
Figura 72 Aplicación de la Norma NACE con la influencia de CO2
en tuberías especiales
PRESIÓN PARCIAL CO2:
PRESIÓN PARCIAL H2S:

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 80/103
Tuberías
80
Graficando cada curva en la gráfica IPR previamenteobtenida, se genera una gráfica como la figura 73.
De estas gráfica se seleccionan los diámetros de flujoque estén por debajo de la curva de IPR, para loscuales la energía del yacimiento es la suficiente paraque los fluidos lleguen a la superficie
Gastos máximos para cada tubería seleccionada
Se debe graficar el gasto contra la presión a la ca-beza del pozo (Pwh). Se considerando constantesel diámetro de la línea de descarga y se obtiene unagráfica como la mostrada en la figura 74.
Obsérvese que la disminución del gasto en algunosdiámetros, se debe principalmente a efectos decolgamiento de las fases.
Determinación del diámetro con el máximo gasto
Se grafican los diámetros de tubería contra losgastos máximos. Se tiene una gráfica s imilar a la figura 75.
En la gráfica, el diámetro con mayor gasto es el F4.Sin embargo, si la diferencia con F3 no es significa-tiva, es recomendable seleccionar F3, debido a quepuede proporcionar una mayor vida fluyente.
Gasto óptimo
Finalmente, para determinar el gasto óptimo dela tubería seleccionada, considerando todos loselementos del sistema, se aplica el análisis nodal.Se toman como nodo de solución la cabeza delpozo y se evalúan para distintos gastos. Se calcu-lan las caídas de presión en el sistema. Los valo-res de Pwf, Pwh, Pe, se grafican contra los gastosconsiderados. Generan el clásico juego de curvas
que matemáticamente representan al sistema paraun tiempo dado en la vida productiva del pozo ydel yacimiento.
En la figura 76 Ps es constante. La presión del ya-cimiento Pws es casi constante para un cierto pe-ríodo. La presión de fondo fluyendo Pwf varía conel gasto.
Figura 73 Gráfica de selección de diámetros
Figura 74 Gráfica para obtener gastos máximos
Figura 75 Gráfica para obtener diámetro

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 81/103
Tuberías
81
La presión en la línea de descarga (Pe) aumentalinealmente con el gasto. Pwh indica las caídas depresión en las tuberías de producción.
La curva Pwh indica la caída de presión en la tube-
ría de producción.
La distancia entre una curva y otra indica la caída depresión en los elementos que representan. Así ladistancia mínima entre Pwh y Pwf significa la mis-ma caída de presión entre el fondo y la cabeza delpozo. El gasto correspondiente es el gasto óptimobuscado.
Cuando Pwh es igual a Pe, se tiene el gasto máximocorrespondiente al flujo franco, sin estrangulador.
Todo este proceso requiere de un estudio más pro-
fundo y siempre respaldado por programas de cóm-puto especializados. Los cuales permitirán desarro-llar este y otros procesos relacionados de maneraeficaz. El analista podrá invertir el mayor de su tiem-po en el ensayo, análisis e interpretación de todas ocada una de las variables que intervienen.
Pws= Presión estática del yacimientoPwf= Presión de fondo fluyendoPwh = Presión en la cabeza del pozo
Pe = Presión en la línea de descargaPs = Presión en el separadorq máx = gasto máximoq ópt = gasto óptimo
Análisis de torque y arrastre
El estudio de la magnitud de las cargas torsionalesy friccionales (arrastre) presentes durante las ope-
raciones de perforación en un pozo son de granauxilio para la selección apropiada de los elemen-tos tubulares. En particular, se pone énfasis en unestudio del torque y arrastre para la selección óp-tima de la sarta de perforación. Sin embargo, tam-
bién es útil para las tuberías de revestimiento, enparticular para los "liners" o tuberías de revesti-miento cortas.
La evaluación o modelación del torque y arrastre enlas tuberías se realiza con varios propósitos:
· Para seleccionar la tubería con suficiente resis-tencia al torque y a la carga axial.
· Determinar los requerimientos del equipo.· Optimizar la trayectoria en pozos desviados.· Analizar el efecto de desgaste en tuberías.
El modelo de torque y arrastre más utilizado paraevaluar la magnitud de las cargas actuantes en unatubería es el presentado por Johancsik et al. Con-siste de un modelo que representa a la sarta de tu-berías como un cable que es capaz de transmitir lacarga axial resultante, sin considerar los momentosde flexión generados. La fricción es el producto dela fuerzas normales y un coeficiente de fricción. Las fuerzas normales tienen dos componentes: el peso flotado de la sarta y la fuerza de reacción lateral deuna sarta en tensión en una sección curva en unpozo desviado. Las siguientes ecuaciones permitencuantificar la magnitud de la fuerza normal y de fric-ción, que actúan en la tubería.
Figura 76 Resultado del análisis nodal
(lbf)
(lbf)
(lbf / ft)
(lbf)
(lbf - ft)
Ángulo promedio de severidad (grados)
f : Ángulo máximo de inclinación (grados)

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 82/103
Tuberías
82
R = Radio de curvatura (pg) f = Factor de fricción (adimensional)
El resultado de la ecuación anterior pue-de ser positivo o negativo. Depende de
si la sarta corre en el interior del pozo, osi es jalada para sacarla.
La práctica en el campo, muestra quesi una sarta se rota, su arrastre axiales menor. Para considerar esto en losmodelos matemáticos, se utiliza unvector de velocidad como resultado dela aplicación de rotación en la tubería.Esta velocidad tiene dos componen-tes: la velocidad circunferencial debi-da a la rotación de la tubería y la velo-cidad axial, que es relacionada a la ve-
locidad del viaje y ritmo de perforaciónen el caso de sartas de perforación. Ladirección de la fuerza friccional se asu-me que actúe en la dirección opuestaa la de la velocidad resultante. Por loque al incrementar la rotación de unatubería, incrementará la velocidad circunferencial.A la vez esta decrementará la velocidad axial. Estotrae consigo una disminución en la fuerza friccional.
Para fines de diseño, el cálculo de torque y arrastredebe incluirse con factores de fricción críticos, entodos los casos de cargo así se asegura la respues-ta en resistencia a la torsión y a la carga axial de lostubulares. De esta manera se garantiza que la tube-ría sea introducida, rotada, deslizada y jalada.
La representación del modelo de torque y arrastre,como análisis de cargas, es generalmente mostra-do en un gráfico de carga axial y torsional vs pro- fundidad. La figura 76 muestra un ejemplo del aná-lisis de cargas torsionales y axiales por efecto de la fricción en un pozo desviado.
Anclado de TRAnclar una tubería es sentar o colgar la tubería derevestimiento en el nido dentro de un cabezal, conel objetivo de continuar o de pasar a otra etapa deperforación del pozo. En la figura 63 se muestra elnido del cabezal donde se ancla o cuelga la tubería(casing hanger).En algunos casos, al anclarse la tubería de revesti-
miento, se considera el esfuerzo axial que tendrá alanclarse en la cabeza del pozo. Obviamente, en lapractica el esfuerzo axial debe considerse en el di-seño de las tuberías de revestimiento.
El API estudió cuatro procedimientos para anclartuberías de revestimiento que se presentan a conti-
nuación:
1. Anclar TR con la misma tensión que está pre-sente cuando el desplazamiento del cementohaya terminado.
2. Anclar TR en tensión en el punto libre, que esgeneralmente considerado en la cima del ce-mento.
3. Anclar TR con el punto neutral en esfuerzo axial(s z = 0), en el punto libre.
4. Anclar TR en compresión en el punto libre.
El primer procedimiento puede utilizarse en to-dos los pozos donde la densidad del lodo no ex-ceda de 12.5 lbm/gal. Los factores de diseño utili-zados sean estándar y donde el equipo de la ca-beza del pozo y fuera de la sarta de revestimientotenga la resistencia suficiente para aguantar lascargas del anclaje. El segundo procedimiento esrecomendado para pozos que excedan la densidaddel lodo de 12.5 lbm/gal, donde la tensión ejercida
Figura 77 Análisis de cargas torsionales y axiales por efecto de
la fricción en un pozo
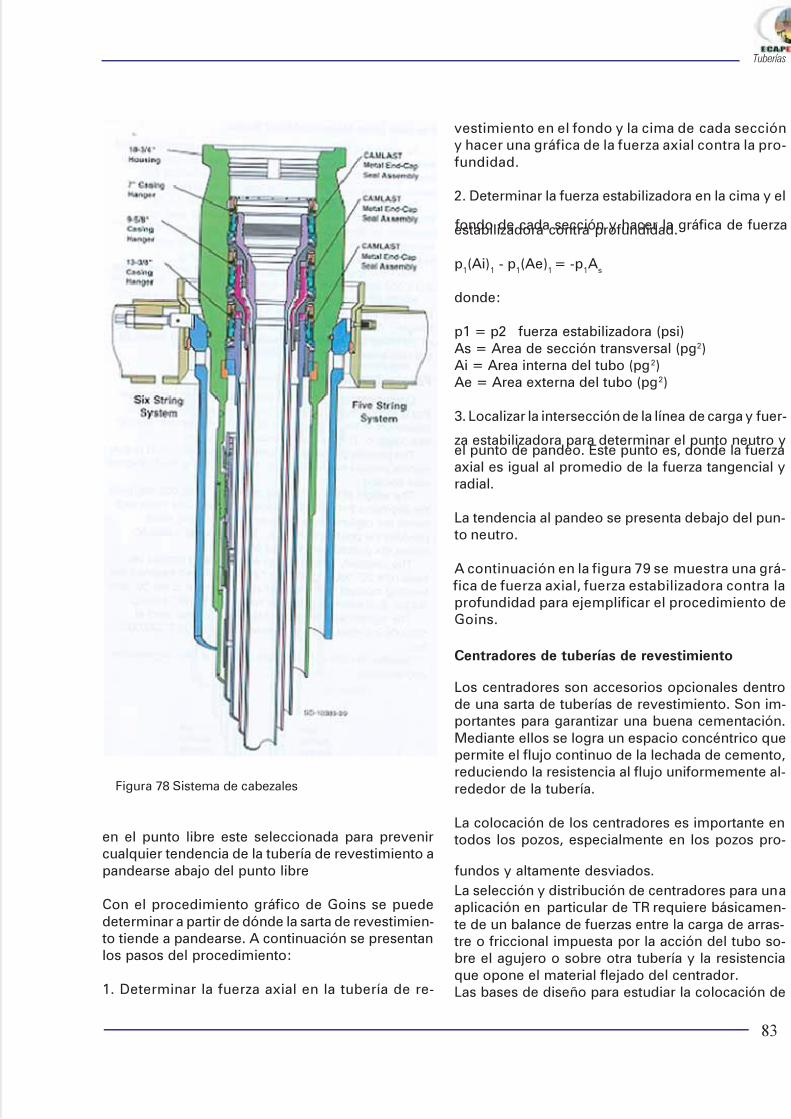
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 83/103
Tuberías
83
en el punto libre este seleccionada para prevenircualquier tendencia de la tubería de revestimiento apandearse abajo del punto libre
Con el procedimiento gráfico de Goins se puededeterminar a partir de dónde la sarta de revestimien-to tiende a pandearse. A continuación se presentanlos pasos del procedimiento:
1. Determinar la fuerza axial en la tubería de re-
vestimiento en el fondo y la cima de cada seccióny hacer una gráfica de la fuerza axial contra la pro- fundidad.
2. Determinar la fuerza estabilizadora en la cima y el
fondo de cada sección y hacer la gráfica de fuerzaestabilizadora contra profundidad.
p1(Ai)
1- p
1(Ae)
1= -p
1A
s
donde:
p1 = p2 fuerza estabilizadora (psi)As = Area de sección transversal (pg2)Ai = Area interna del tubo (pg2)Ae = Area externa del tubo (pg2)
3. Localizar la intersección de la línea de carga y fuer-
za estabilizadora para determinar el punto neutro yel punto de pandeo. Este punto es, donde la fuerzaaxial es igual al promedio de la fuerza tangencial yradial.
La tendencia al pandeo se presenta debajo del pun-to neutro.
A continuación en la figura 79 se muestra una grá- fica de fuerza axial, fuerza estabilizadora contra laprofundidad para ejemplificar el procedimiento deGoins.
Centradores de tuberías de revestimiento
Los centradores son accesorios opcionales dentrode una sarta de tuberías de revestimiento. Son im-portantes para garantizar una buena cementación.Mediante ellos se logra un espacio concéntrico quepermite el flujo continuo de la lechada de cemento,reduciendo la resistencia al flujo uniformemente al-rededor de la tubería.
La colocación de los centradores es importante entodos los pozos, especialmente en los pozos pro-
fundos y altamente desviados.La selección y distribución de centradores para unaaplicación en particular de TR requiere básicamen-te de un balance de fuerzas entre la carga de arras-tre o friccional impuesta por la acción del tubo so-bre el agujero o sobre otra tubería y la resistenciaque opone el material flejado del centrador.Las bases de diseño para estudiar la colocación de
Figura 78 Sistema de cabezales

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 84/103
Tuberías
84
centradores en una sarta de TRs es el aspecto me-cánico de la relación tubo-centrador y su resisten-cia a las cargas impuestas por el contacto entre tubo-tubo o tubo-agujero. Y no obedece a un aspectohidráulico como aparentemente se piensa, debidoal objetivo que tienen los centradores.
Para diseñar el espaciamiento óptimo de centradoresen las tuberías, es necesario calcular la carga lateralo de arrastre efectiva (ver análisis de torque y arras-tre) utilizando el criterio de la severidad de la patade perro de Lubinski y considerando los cambiosde curvatura en el agujero, así como el efecto de flotación sobre el peso de la tubería.
El procedimiento de cálculo para obtener la distribu-ción óptima de centradores se realiza mediante unproceso iterativo. El cálculo por ensayo y error con-siste en suponer un determinado espaciamiento delos centradores (comprendiendo entre dos puntos delregistro giroscópico). Después se calcula la carga la-
teral ejercida sobre el centrador. Esta carga se compa-ra con la fuerza restauradora del centrador. Si el resul-tado no es satisfactorio deberá suponerse otroespaciamientode repetir el procedimiento.
Para mantener a la tubería alejada de la pared delpozo, la fuerza ejercida por un centrador contra elagujero es la fuerza restauradora.
Figura 79 Método de Goins

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 85/103
Tuberías
85
La evaluación del diseño de centradores para tube-rías de revestimiento no es recomendable para lle-varlo a cabo en pozos con problemas de estabi-lidad por efecto de la acción lodo. Esta formaciónpropicia un mal manejo operativo de los centra-
dores. Así mismo, no es recomendable en pozosdenominados "slim-hole" o de diámetro reducido,debido al fuerte incremento de las fuerzas de arras-tre para introducir las tuberías o por efecto de losproblemas operativos para correr la tubería.
V. METODOLOGIA PARA EL DISEÑO MECANICO
La metodología empleada actualmente para el di-seño mecánico de las tuberías de revestimiento, tu-berías de producción y sartas de perforación tienesus raíces en el concepto determinístico, cuyas ba-ses consisten básicamente en la obtención de las
cargas y la valoración de la capacidad de resisten-cia de la tubería. Este planteamiento quedó expre-sado en los temas tratados anteriormente. Sin em-bargo, es necesario recapitular los temas para sin-tetizar la forma en la que un ingeniero de perfora-ción debe realizar el trabajo de diseño, que hemosvenido mencionando como proceso de diseño. Des-de un punto de vista mecánico, las tuberías puedendiseñarse bajo un mismo esquema de selección. Esdecir, se debe revisar la resistencia ante la imposi-ción de las cargas. Sin embargo, la aplicabilidad decada una de ellas (TR,TP y sarta) ha hecho posibleimaginar una diferencia en el diseño. La única con-sideración importante en el diseño de sartas es laestimación de la FATIGA, que no es mas que sinóni-mo de degradación de la capacidad de resistenciade la tubería, y que debe ser considerada en el pro-pósito de revisión. A continuación se presentan losprocedimientos de diseño para las tuberías utiliza-das en un pozo:
Tubería de producción
Información requerida
· Trayectoria real del pozo.· Estado mecánico del pozo.
· Fluido empacador.
· Especificaciones tubulares
· Pozos correlación.
· Condiciones ambientales
· Esquemas de producción esperados.
Procedimiento de diseño
1. Definir los eventos de producción a los que sesometerá la tubería.
· Introducción- Inducción· Cambio de fluidos· Jalón a la TP· Fuga en tubería· Producción· Transitorios· Permanente· Inyección· Pruebas· Estimulaciones
2. Definir condiciones de diseño.
· Factores de diseño· Criterio de falla
3. Determinar las condiciones de carga para cadaevento establecido.
· Presión Interna· Presión Externa· Carga axial· Flotación· Fricción
· Flexión· Fuerzas de choque· Térmicas· Peso al aire
4. Aplicar el concepto de carga máxima.
· Determinar los diferenciales de presión en cadacaso de carga
· Definir los puntos máximos de carga· Presión de Estallamiento· Presión de Colapso· Carga axial
· Afectar las cargas máximas por los factores de diseño
5. Selección de tuberías.
· Delimitar materiales por efectos ambientales· Determinar grado y peso de tuberías para cumplir
las cargas máximas· Optimizar longitud y costo de las secciones

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 86/103
Tuberías
86
6. Evaluar las tuberías seleccionadas.
· Determinar factores de trabajos normalizados· Verificar : factores normalizados > 1
7.Selección de juntas
· Aplicar guía rápida de selección de juntas para delimitar el número de juntas
· Determinar la capacidad de resistencia triaxial decada tipo de junta
· Determinar factores de trabajo normalizados enla junta
· Verificar: Factor normalizado > 1· Seleccionar la junta considerando su costo
8.Revisión final del diseño
· Determinar condiciones de carga dinámica· Determinar el efecto de cambios axiales en las tu
berías (pandeo, balonamiento, pistoneo, térmico)· Determinar longitud de sellos (empacador).· Determinar paso de herramientas.· Verificar: factores de trabajo normalizados > 1
9.Preparación del reporte final
· Llenar formato pre-establecido· Anexar soportes del diseño· Factores normalizados vs profundidad· Líneas de diseño vs profundidad· Envolvente triaxial por sección
Ejemplo de Diseño de una Tubería de producción(ver figuras 80 - 86):
Datos
Pozo: Prueba 2Diámetro de TP: 3 1/2"Profundidad: 5334 mCosta afuera: 91 m de tirante de agua
Estado mecánico:
30" Conductor Casing 0-183
20" Superficial Casing 0-609
13 3/8" Intermedia Casing 0.0-2956.6
9 5/8" Intermedia 0.0-4572
7" Producción 0.0-5334
3 ½ Tubing 0.0-5182
Factores de diseño:
Axial:1.6Estallamiento:1.25Colapso:1.1
Triaxial:1.25
Desviación:
H Inc Azim0.0 0.00 0.00640.1 0.00 0.001021.1 25.00 0.004419.6 25.00 0.004572.0 15.00 0.005334.0 15.00 0.00
Eventos de carga
Producción estabilizadaPrueba de presión
Cierre de pozoFuga en el tubingEvacuación totalProducción por un añoJalón durante corridaTratamiento con ácidoDespués del tratamiento
0.0 1000.0 2000.0 3000.0 4000.0
0.0
1000.0
2000.0
3000.0
4000.0
5000.0
Desplazamiento (m)
P r o f . V e r t i c a l ( m )
VSection Ref Plane: through wellhead origin on azimuth 0.0 deg
Figura 80 Trayectoria, pozo prueba 1

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 87/103
Tuberías
87
Figura 81 Estado mecánico, pozo prueba 2
Top of Cement
(cima del cemento)
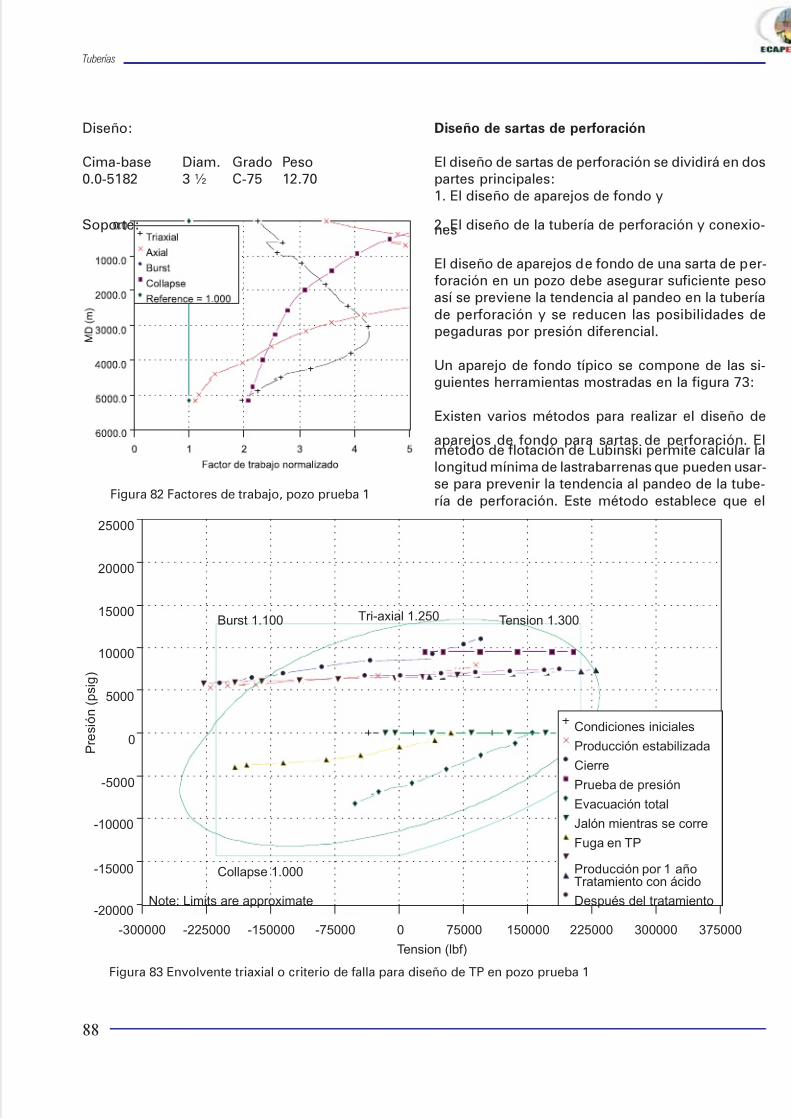
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 88/103
Tuberías
88
Diseño:
Cima-base Diam. Grado Peso0.0-5182 3 ½ C-75 12.70
Soporte:
Diseño de sartas de perforación
El diseño de sartas de perforación se dividirá en dospartes principales:1. El diseño de aparejos de fondo y
2. El diseño de la tubería de perforación y conexio-nes
El diseño de aparejos de fondo de una sarta de per- foración en un pozo debe asegurar suficiente pesoasí se previene la tendencia al pandeo en la tuberíade perforación y se reducen las posibilidades depegaduras por presión diferencial.
Un aparejo de fondo típico se compone de las si-guientes herramientas mostradas en la figura 73:
Existen varios métodos para realizar el diseño de
aparejos de fondo para sartas de perforación. Elmétodo de flotación de Lubinski permite calcular lalongitud mínima de lastrabarrenas que pueden usar-se para prevenir la tendencia al pandeo de la tube-ría de perforación. Este método establece que elFigura 82 Factores de trabajo, pozo prueba 1
-300000 -225000 -150000 -75000 0 75000 150000 225000 300000 375000
25000
20000
15000
10000
5000
0
-5000
-10000
-15000
-20000
Tension (lbf)
P r e s i ó n ( p s i g )
Burst 1.100
Collapse 1.000
Tension 1.300Tri-axial 1.250
Note: Limits are approximate
Condiciones iniciales
Producción estabilizada
Cierre
Prueba de presión
Evacuación total
Jalón mientras se corre
Fuga en TP
Producción por 1 añoTratamiento con ácido
Después del tratamiento
Figura 83 Envolvente triaxial o criterio de falla para diseño de TP en pozo prueba 1

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 89/103
Tuberías
89
Figura 84 Comportamiento axial del pozo prueba 1
Figura 85 Comportamiento de la temperatura en pozo prueba 1

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 90/103
Tuberías
90
Figura 86 Comportamiento de la carga de presión en la TP en pozo prueba 1
peso del aparejo de fondo flotando en lodo, debeser cuando, menos igual al máximo peso sobre labarrena. El método de Paslay y Dawson, permite queparte de la tubería de perforación se usa como pesosobre la barrena en pozos con altos ángulos, sinpandearse la tubería de perforación.
La selección del aparejo de fondo se realiza conla premisa de obtener la mejor conjunción de ele-mentos para lograr la tendencia a la desviaciónen las formaciones que van a ser perforadas, con-siderando los datos de echados, fallas, fracturasy grado de compacidad de las formaciones (du-ras, semiduras y suaves; así como abrasivas o noabrasivas).
Los aparejos de fondo convencionales
Aparejo de péndulo: esta técnica aplica el efecto
gravitacional para ayudar a controlar la desviacióndel pozo. Está compuesto de la barrena y varioslastrabarrenas de diámetro grande, un conjunto liso.Puede tener estabilizadores en la sarta de lastra-barrena en una posición predeterminada arriba dela barrena, con el objetivo de colocar el punto deapoyo tan alto como sea posible, así se evita quelos lastrabarrena tengan contacto con la pared delpozo, entre el estabilizador y la barrena.
Aparejo empacado: está constituido de tres o másestabilizadores, con un lastrabarrena corto de diá-metro grande.
Antes de describir la metodología de diseño, defini-remos algunos conceptos aplicables en el diseñode sartas de perforación:
Punto neutro: Para definir este concepto, iniciaremospor establecer que existen dos formas de considerarel punto neutro: el de pandeo y el punto neutro detensión-compresión. El punto neutro de pandeo es elpunto en la sarta de perforación, donde los esfuerzosaxiales, tangenciales y radiales son iguales. El puntoneutro de tensión-compresión es el punto de la sartade perforación donde los esfuerzos axiales de tensióny compresión son iguales a cero. La figura 88 muestraesquematicamente estos conceptos.
Método de flotación de Lubinski
Establece que el peso mínimo de lastrabarrenas enel lodo, debe ser mayor que el peso aplicado sobrela barrena. De ésta manera se asegura que la ten-dencia al pandeo permanezca en los lastrabarrenas.Lubinski define al punto neutro en una sarta de per- foración cuando "el peso flotado de la porción deuna sarta de perforación debajo del punto neutro,

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 91/103
Tuberías
91
es igual al peso sobre la barrena". Este punto neu-tro, no es el mismo que el punto en el cual no exis-ten ni tensión ni compresión. Este punto no es afec-tado por la presión hidrostática.
En el estudio de pandeo de sartas de perforación,
se derivan niveles críticos de pandeo para variosdiámetros de lastrabarrenas y tuberías de perfo-ración. El análisis de Lubinski demuestra que loslastrabarrenas se pandean y que bajo condicio-nes normales de perforación se pandean cuandomenos una vez y en algunas ocasiones hasta dosy tres veces.
Se asume que para altos niveles de pandeo, el puntotangencial ocurre en el punto neutro y que el puntoinicial de pandeo no se altera significativamente. Estacaracterística de niveles altos de pandeo, igualando elpunto neutro es la base del diseño de aparejos de fon-do de este método.
Método de Paslay y Dawson
Este análisis demuestra que la tubería de perfora-ción pandeable bajo las condiciones establecidaspor Lubinski, de hecho no se pandea cuando seopera en agujeros con grandes ángulos de inclina-Figura 87 Componentes básicos de una sarta
Figura 88 Punto neutro en una sarta
´

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 92/103
Tuberías
92
ción o desviación. Tampoco se pandea en pozosdonde existen pequeños claros entre la tubería ylas paredes del pozo.
La base de este análisis parte del hecho de que la
fuerza de gravedad atrae a la sarta de perforaciónhacia el lado inferior del pozo estabilizándola. Estopermite que la tubería de perforación sea usadacomo peso sobre la barrena, sin que llegue apandearse. Además, cuando existen claros peque-ños entre la tubería y las paredes del pozo, se pue-den aplicar cargas de compresión a ésta, sin lle-gar a crear esfuerzos de flexión que causen fallaspor fatiga.
Este método combina los dos análisis para predecirla estabilidad de la sarta de perforación. Se ha de-sarrollado tomando como variables las cargas críti-
cas de compresión contra diámetro del pozo y án-gulos, para varios tamaños de tuberías de perfora-ción. El método permite que la tubería de perfora-ción se usa como peso sobre la barrena en pozos fuertemente desviados.
Para el diseño de la TP, se realiza un análisis de lacarga axial vs profundidad. Se establece que la re-sistencia a la tensión del cuerpo del tubo sea supe-rior a la carga axial. Esto proporciona la magnituddel margen de trabajo para jalar la tubería en casonecesario.
Ejemplo de Diseño de una sarta de perforación
(ver figuras 89 a 91)
DATOS:
Pozo: Prueba 3Etapa No. 4Agujero: 6"Profundidad: 3500mDiámetro de TP: 5" x 4 ½" x 3 ½"Densidad lodo: 2.15 gr/ccPSB: 4 ton.
Perforar vertical.DISEÑO:
Aparejo de fondo: 283 m Pendular
TP: 3222m
Grados de Tubería: S-135,G-105,X-95
Punto neutro: 2200m
Margen para jalar la tubería: 81 ton.Tuberías de revestimiento:
Información Requerida
· Trayectoria del pozo.· Perfiles de geopresiones· Geometría del agujero y diámetros de TR.· Programa de lodos· Especificaciones tubulares· Pozos correlación.
Procedimiento de diseño
1. Definir los eventos a los que se someterá la tube-ría.
· Perforación
Pérdida de circulaciónBroteDesplazamiento con gasMigración de gasPruebasCementaciónCorrida de Tubería
· ProducciónInducciónCambio de fluidosFuga en tuberíaProducciónInyecciónPruebasEstimulaciones
2. Definir condiciones de diseño.
· Factores de diseño· Criterio de falla
3. Determinar las condiciones de carga para cadaevento establecido.
· Presión interna· Presión externa· Carga axial· Flotación· Fricción· Flexión· Fuerzas de choque· Térmicas· Peso al aire

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 93/103
Tuberías
93
Diseño de Sarta de Perforación
0
500
1000
1500
2000
2500
3000
3500
4000
-50000 0 50000 100000 150000 200000
Carga axial ( kg )
P
r o f u n d i d a d ( m
)
Flotada
Aire
S-135
G-105
X-95
CUARTA ETAPA
TRAM. SECC DIAM LONG GRADO P.AJUST P.AIRE P.FLOT P.ACUM APRIETE RESIST.TENS.
pg m kg/m kg kg kg pie/lbs ton
3 1 4 3/4 35 D C 73,8 2584 1844 1844 540003 2 4 3/4 5,0 ESTAB 73,8 369 263 2107 54000
27 3 3.5 243 H W 40,0 9720 6934 9041 21800238 4 3 1/2 922 T P S135 21,9 20154 14377 23418 12600 16118 4 4 1/2 162 T P G105 28,1 4551 3247 26665 16546 149
102 4 5 2138 T P X95 31,9 68208 48658 75323 19919 156TOTAL 3505 105586 75323 75323
PESO SARTA EN EL AIRE = 105586 KgPESO SARTA EN EL LODO = 75323 KgMARGEN PARA JALAR = 81 ton
INTERVALO DE 2800 a 3500 m.DENSIDAD DE LODO = 2.15 gr/cc.
Figura 89 Comportamiento axial, pozo prueba 2

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 94/103
Tuberías
94
4. Aplicar el concepto de carga máxima.
· Determinar los diferenciales de presión en cadacaso de carga· Definir los puntos máximos de carga
· Presión de estallamiento· Presión de colapso· Carga axial· Triaxial· Afectar las cargas máximas por los factores dediseño
5. Selección de tuberías.
· Delimitar materiales por efectos ambien-tales(H
2S,CO
2), aplicando NACE.
· Determinar grado y peso de tuberías para cum-plir las cargas máximas
· Optimizar longitud y costo de las secciones
6. Evaluar las tuberías seleccionadas.
· Determinar factores de trabajos normalizados· Verificar : factores normalizados > 1
7. Selección de juntas
· Aplicar guía rápida de selección de juntas para de-
limitar el número de juntas
· Determinar la capacidad de resistencia triaxial de
cada tipo de junta· Determinar factores de trabajo normalizados
· Verificar: Factor normalizado > 1
· Seleccionar la junta considerando su costo
8. Revisión final del diseño
· Determinar condiciones de carga dinámicas
· Determinar el efecto de cambios axiales en las
tuberías(pandeo, térmico)
· Verificar: factores de trabajo normalizados > 1
9. Preparación del reporte final
· Diseño de centradores· Revisión de la corrida· Diseño del anclaje de TR· Llenar formato preestablecido· Anexar soportes del diseño
Figura 90Factores de trabajo en sarta del pozo prueba 2
Figura 91 Esquema de sarta del pozo prueba 2
0
500
1000
1500
2000
2500
3000
3500
4000
0 2 4 6 8 10
Factor de Trabajo Normalizado
P r o f u n d i d a d ( m
)
Fd=1.6
TP 3 ½”
HW 3 ½”
DC 4 ¾”
1
2
3
agc
agc
Barrena 6 “
Dob.C Est 4 ¾” x 6”
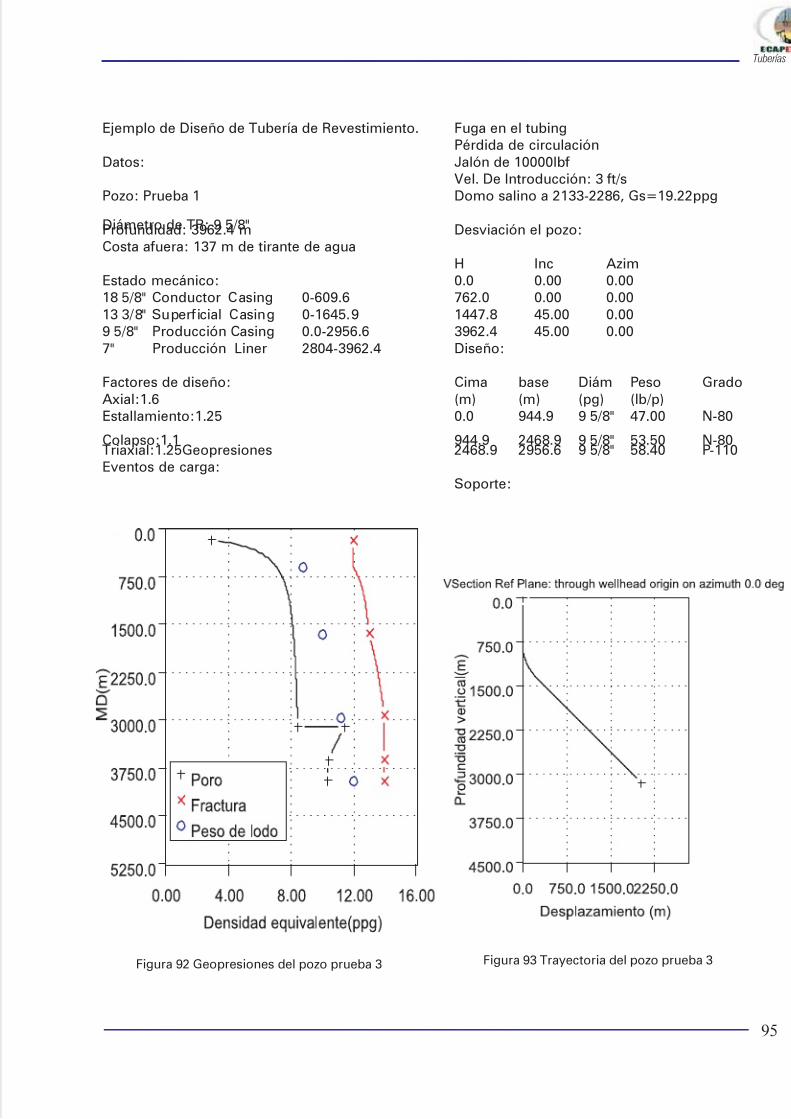
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 95/103
Tuberías
95
Ejemplo de Diseño de Tubería de Revestimiento.
Datos:
Pozo: Prueba 1
Diámetro de TR: 9 5/8"Profundidad: 3962.4 mCosta afuera: 137 m de tirante de agua
Estado mecánico:18 5/8" Conductor Casing 0-609.613 3/8" Superficial Casing 0-1645.99 5/8" Producción Casing 0.0-2956.67" Producción Liner 2804-3962.4
Factores de diseño:Axial:1.6Estallamiento:1.25
Colapso:1.1Triaxial:1.25GeopresionesEventos de carga:
Fuga en el tubingPérdida de circulaciónJalón de 10000lbfVel. De Introducción: 3 ft/sDomo salino a 2133-2286, Gs=19.22ppg
Desviación el pozo:
H Inc Azim0.0 0.00 0.00762.0 0.00 0.001447.8 45.00 0.003962.4 45.00 0.00Diseño:
Cima base Diám Peso Grado(m) (m) (pg) (lb/p)0.0 944.9 9 5/8" 47.00 N-80
944.9 2468.9 9 5/8" 53.50 N-802468.9 2956.6 9 5/8" 58.40 P-110
Soporte:
Figura 92 Geopresiones del pozo prueba 3 Figura 93 Trayectoria del pozo prueba 3

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 96/103
Tuberías
96
Figura 94 Factores de trabajo para TR en pozo prueba 3
Figura 95 Diseño de TR al colapso, pozo prueba 3

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 97/103
Tuberías
97
Figura 97 Diseño de TR por estallamiento, pozo prueba 3
Figura 96 Diseño de TR por carga axial, pozo prueba 3

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 98/103
Tuberías
98
Figura 98 Comportamiento de esfuerzo triaxial en diseño de TR del pozo prueba 3
Figura 99 Comportamiento axial en diseño de TR para el pozo prueba 3
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 99/103
Tuberías
99
VI. HERRAMIENTAS DE SOFTWARE PARA DISEÑODE TUBERÍAS
Los grandes avances tecnológicos alcanzados en losúltimos 15 años por la tecnología en materia infor-
mática (hardware y software), ha hecho posible lageneración de herramientas de cálculo orientadaspara el diseño y análisis de las diferentes aplicacio-nes que nos ocupan en el ámbito de la ingenieríade perforación. Canalizadas en forma apropiada es-tas herramientas de cálculo, deben ser una fuenteinmejorable de entendimiento y mejoría constantede la práctica de la ingeniería de perforación. Sinembargo, son un arma de dos filos: en la carrerapor automatizar los cálculos y finalmente los dise-ños, se cae en la situación de desligarnos del cono-cimiento básico de las cosas. Pero por otro lado, ybenéfico, contamos con la "panacea" que nos re-
suelve los problemas de diseño.
Dentro del desarrollo de tecnología de software ycon aplicación al diseño de tuberías, existe unagran variedad de programas de cómputo de dife-rentes casas fabricantes. Los hay desde simplespropuestas de cálculo para evaluar la resistenciade las tuberías, pasando por incipientes progra-mas de diseño, que cuentan con toda una meto-dología y grandes simuladores para evaluar cual-quier condición de carga de presión y temperatu-ra. Hasta llegan tener sistemas expertos, que aho-ra se comercializan para el diseño de tuberías derevestimiento.
Aun cuando se ha alcanzado un grado de madurez enmateria de diseño tubular y logrado un avance acele-rado en materia de software, los programas de cálcu-lo actuales realmente NO están preparados para reali-zar un diseño. Son realmente excelentes herramien-tas de cálculo que nos permiten efectuar con mayorrapidez y precisión los cálculos y presentaciones grá- ficas para analizar los mejores resultados. Carecen deese sentido común que debe aplicarse con criterio ydecisión, y que finalmente, hace la diferencia respec-
to a un verdadero programa de diseño. Por tal razón,debemos ser precavidos con el uso de los programasde cómputo o herramientas de software, porque nodebemos esperar que estos resuelvan el problema dediseño tubular. El problema de diseño en sí, todavíamantiene muchas situaciones de criterio, y el únicoque puede replantearlas es precisamente, el ingenie-ro de perforación, nadie más.
La tabla 6 muestra las características de algunosprogramas de cómputo que se utilizan para reali-zar el diseño de tubulares. Básicamente consis-ten en aplicaciones de software que se utilizan enlos equipos denominados PC, y que tienen un ob-
jetivo específico cada uno de ellos. Sus ventajasy desventajas mostradas permite diagnosticar elpotencial de uso de cada uno de ellos para finesde diseño de tuberías.
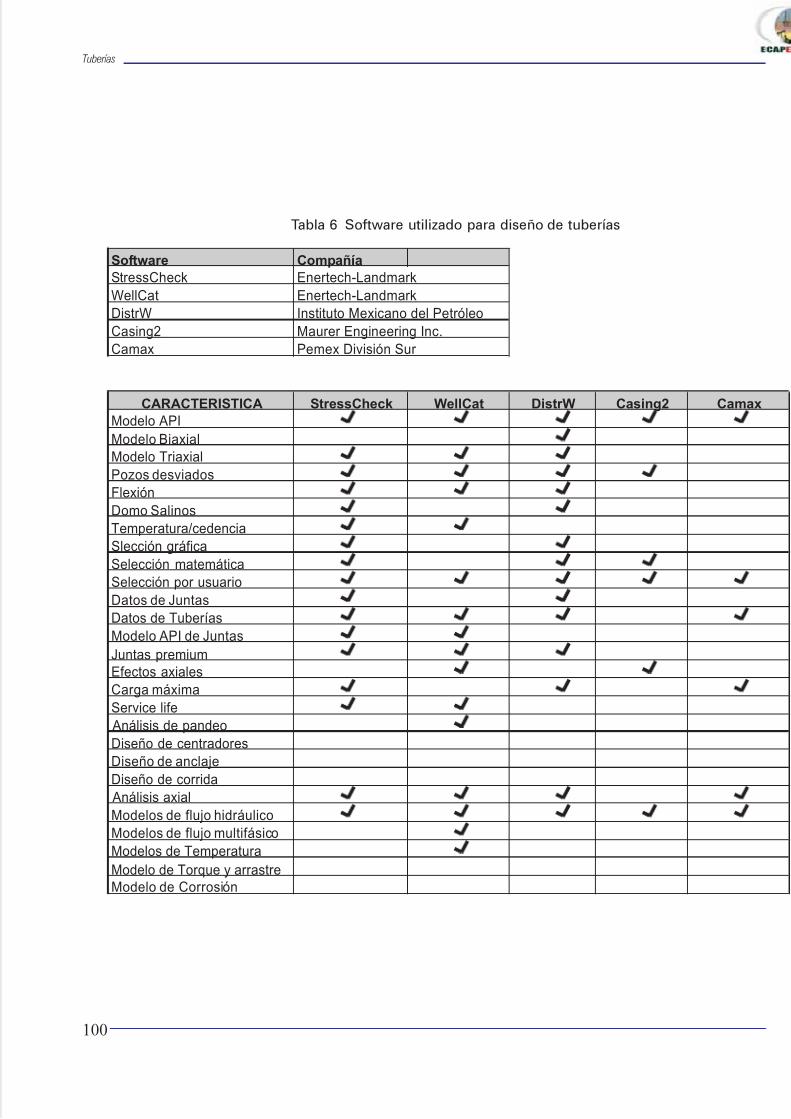
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 100/103
Tuberías
Software Compañía
StressCheck Enertech-LandmarkWellCat Enertech-LandmarkDistrW Instituto Mexicano del PetróleoCasing2 Maurer Engineering Inc.Camax Pemex División Sur
CARACTERISTICA StressCheck WellCat DistrW Casing2 Camax
Modelo APIModelo BiaxialModelo TriaxialPozos desviadosFlexiónDomo SalinosTemperatura/cedenciaSlección gráficaSelección matemáticaSelección por usuarioDatos de JuntasDatos de TuberíasModelo API de JuntasJuntas premiumEfectos axialesCarga máximaService life Análisis de pandeoDiseño de centradoresDiseño de anclajeDiseño de corrida Análisis axialModelos de flujo hidráulicoModelos de flujo multifásicoModelos de TemperaturaModelo de Torque y arrastreModelo de Corrosión
100
Tabla 6 Software utilizado para diseño de tuberías

5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 101/103
Tuberías
101
Referencias
1. "Halliburton Cementing Tables", Printed in USA2XJ, Little's- Duncan, Okla, 1999.
2. "Productos Tubulares de Acero sin Costura", Tu-bos de Acero de México, S.A. 1998.
3. "Formulaire du Foreur" Gilles Gabolde, Jean PaulNguyen, Sexta Edición IFP, Editorial Technip 1989.
4. "Applied Drilling Engineering", Bourgoyne, Millheim,Chenevert, Young., Second Printing, Society ofPetroleum Engineers, Richardson, TX; 1991.
5. J.A. Bednarski y E.F. Flementich; "FocusedAcceptance Testing: A Logical Approach for QualifyingCritical Service Conections", documento IADC/SPE
14728 presentado en 1986 IADC/SPE DrillingConference en Dallas, Tx, Febrero 10-12, 1986.
6. Rick Johnson, Michael J. Jellison y Erich F.Klementich; "Triaxial-Load-capacity Diagramsprovide a New Approach to Casing and Tubingdesing Analysis", artículo de la SPE drillingEngineering, (Septiembre 1987) páginas 268-274.
7. K.K. Biegler, Exxon Co. USA y C.W. Petersen, "RatingTubular connections for Today?s serviceRequirements", documento SPE 12205 presentado enel 58º Annual Technical Conference and Exhibition ofthe SPE, en San Francisco, Octubre 5-8, 1983.
8. L.B. Hilbert Jr. Y I.A. Kalil, "Evaluation ofPremium threaded Connections Using Finite-element Anaylis and Full-Scale Testing", Documen-to IADC/SPE 23904 presentado en 1992 IADC/SPEDrilling Conference en New Orlans, Louisiana,Febrero 19-21, 1992.9. M.L. Paynes, H.L. Davis yP.d. Pattillo, "Joint Industry Qualification Test program for High-Clearance Casing Connections", docu-mento IADC/SPE 21908 presentado en 1991 IADC/ SPE Drilling Conference en Amsterdam, Marzo 11-
14, 1991.10. G.F. Reynolds y P.d. Summurfield, "A Newapproach to the Desing of Threaded connections",documento SPE 21739 presentado en 1991 en laProduction Operations Symposium en la Ciudad deOklahoma, Abril 7-9, 1991.
11. J.J. Maney y c.a. Strozier, "High-TemperaturePerformance of Rotary-Shoyldered Connections",documento SPE 19554 presentado en 1989 en el 64ºAnnual Technical Confererence y Exhibition of the
SPE, en San antonio, Tx, Octubre 8-11, 1989.
12. Y. W Know y E.F. Klementich, "An Efficent andAccurate Model for the Structural Analysis ofThreaded Tubular Connections", documento SPE18057 presentado en 1988 en el 63º Annual TechnicalConference y Exhibition of the SPE, en Houston, Tx,Octubre 2-5, 1998.
13. M. F. Hainey, "Makeup Torques for API-TypeRound Thread Casing Connections With Non-APIWeights, Grades, and Coupling Diameters", docu-mento SPE 15517 presentado en 1986 en el 61º
Annual Technical Conference y Exhibition of the SPE,en New Orlans, LA, Octubre 5-8, 1986.
14. G.M. Armstrong, and T.M. Wadworth; "FailurePrevention by Selection and Analysis of DrillstemConnections", documento SPE/IADC 16075 presen-tado en 1987 SPE/IADC Drilling Conference enNew Orlans, LA, Marzo 15-18, 1987.
15. Mac Thomas y J.E. Smith; "Box OD Stability ofDouble Shoulder Tool Joints at Catastrophic Failure",documento SPE/IADC 35035 presentado en 1996SPE/IADC Drilling Conference en New Orlans,Louisiana, Marzo 12-15, 1996.
16. Eiji Tsuru, Kazushi Maruyama, Ryuichi Inowakiy Tetsuro Tochikawa; "Allowable Torque of TubularConnection Under Simulated Running and WorkingConditions", documento SPE/IADC29353 presenta-do en 1995 SPE/IADC Drilling Conference enAmsterdam, Febrero 28, Marzo2, 1995.
17. Bruce D. Craig; "Evaluation and Application OfHighly Alloyed Materials for Corrosive Oil Production",artículo de american Society for Metals (Junio 1983)
páginas 351-362.18. Hart's petroleum Engineer International; "1995Tubing Guide" Junio 1995 Hart's Publications Inc.
19. Grand Duncan; "Enhanced recovery enginering",World Oil, (Mayo 1995), Páginas 77-87.
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 102/103
Tuberías
102
20. T. Xu, R.G. Bea, R. Ramos, O. Valle y V. Valdes;"Uncertainties in the Fatigue Lives of tubular Joints",documento OTC 10848 presentado en 1999 por el.Offshore Technology Conference en Houston, Texas,Mayo 3-6 1999.
21. H. Ramos y D. Hernández; "Colapso en Tuberíasde Revestimiento y de Producción", Horizonte Tec-nológico, Octubre-Diciembre 1998.
22. R.A. Sukup y V.C. Estes; "How new tools wereused to repair HPHT sour gas producer", World Oil,Julio 1994, páginas 37-42.
23. Yukihisa Kuriyama y Toshitaro Mimaki; "A NewFormula for Elosto-Plastic Collapse Strength of Thick-Walled Casing", documento SPE 28327 presentadoen 1994 en la SPE 69º Annual Technical Conference
and Exhibition en New Orleans, LA, Septiembre 25-28, 1994.
24. A.S. Halal y R.F. Mitchell, "Casing Desing for TrappedAnnular Pressure Buildup", documento SPE Drillingand Completion, Junio 1994. Páginas 107-114.
A. MacEachran, y A.J. Adams; "Impact on CasingDesing of Thermal Expansion of Fluids in ConfinedAnnuli" documento SPE/IADC 21911, presentado en1991 SPE/IADC Drilling Conference en Amsterdam,Marzo 11-14, 1991.
25. L.D. Keilty y H. Rabia, "Applying Quantitative RiskAssessment to Casing Desing", documento IADC/ SPE 35038 presentado en 1996 IADC/SPE DrillingConference en New Orleans, Louisiana, Marzo 12-15, 1996.
26. Marshall, H. Asahi y M. Ueno; "Revised Casing-Desing Crieteria for Exploration Wells ContainingH2S" SPE Drilling and Completion, (Junio 1994),páginas 115-118.
27. Yukihisa Kuriyama, T. Mimaki y Tetsuo
Yonezawa; "Effect of Wear and Bending on CasingCollapse Strength", documento SPE 24597 presen-tado en 1992 SPE 67º Annual TechnicalConference and Exhibition en Washington, DC,Octubre 4-7, 1992.
28. Freda Akgun, Bill J. Mitchell y H-Peter Huttelmaire;"API Tubular Ovality and Stresses in Horizontal Wells
With a Finite-Element Method", SPE Drilling andCompletion, (Junio 1994), páginas 103-106.
29. K.K. Biegler, "Concluions Based on LaboratoryTests of Tubing and Casing Connections", documen-
to SPE 13067 presentado en 1984 SPE 50º AnnualTechnical Conference and Exhibition en Houson,Texas, Septiembre 16-19, 1984.
30. R:M: Hackney, ¡A New Approach to CasingDesing for Salt Formations", documento SPE/IADC13431 presentado en 1985 en la SPE/IADC DrillingConference en New Orleans, Louisiana, Marzo 6-8,1985.
31. J.A. Issa y D.S. Crawford, "An Improved DesingEquiation for Tubular collapse", documento SPE26317 presentado en 1993 en el 68º Annual technical
Conference y Exhibition of the SPE, en Houston, Tx,Octubre 3-6, 1993.
32. W.T. Jones y N. Dharma; "Standarisation ofTubuluar Goods for Wowldwide Application", docu-mento SPE 25328, presentado en la SPE Asian PacificOil and Gas Conference, en Singapore, Febrero 8-10, 1993.
33. F. Klementich y Michael J.Jellison; "Service-LifeModel for Casing Strings", SPE, Abril 1986, páginas141-152.
34. J.F. Greenip Jr. "How to Desing Casing StringsFor Horizontal Wells" 1989 petroleum EngineerInternational, Houston, Texas, Diciembre 1989, pá-ginas 34-38.
35. I.S. Meghani; "Calculating leak performance forAPI casing connections" 1984 String DesingSeminary-by-Mail, Hydriil; World Oil, Junio 1984.
36. API Spec 5AX, "High-Strength, Casing, Tubingand Drill Pipe", american Petroleum Institute, Was-hington, D.C- Tenth Edition, Marzo 1976.
A. Baryshnikov, A. Caderoni, A. Ligrone y P. Ferrara,"A New Approach to the Analysis of Drillstring Fati-gue Behavior", documento SPE Drilling andcompletion, Junio 1997. Páginas 77-84.
37. A.P.A. Vorenkamp; "A Theory of Resultant BurstLoads for Designing Production Casing: Principally
5/10/2018 Sarta de Perforacion y Conceptos de Diseno - slidepdf.com
http://slidepdf.com/reader/full/sarta-de-perforacion-y-conceptos-de-diseno 103/103
Tuberías
103
in Agnormally Pressured Wells", documento IADC/ SPE 17178 presentado en 1988 IADC/SPE DrillingConference en Dallas, Tx, Febrero 28, Marzo 2, 1988.
38. H. Ramos y D. Hernández; "Investigación del fe-
nómeno de colapso en tuberías de revestimiento yde producción", Villahermosa, Tab, Agosto 1999.
39. Sandvik Stell; "Sandvik Steel Corrosion HandbookStainless Steels", Suiza 1994.
40. H. Kinsel, T. Koithan y B. Lirette; "A new Approachto Calculate the Optimum Placement of Centralizers,includes toque and Drag Predicions", documentoIADC/SPE 36382, presentado 1996 IADC/SPE AsiaPacific Drilling Technology Conference en KaulaMalasia, Septiembre 9-11, 1996.
41. Applied Drilling Enginering, SPE Text BookSeries, Vol 2.0, Bourgoyne, Adam T, 1991.
42. Beggs; "Production Optimization", Using NODALAnalysis, H.D. 1991.
43. Effect of wear and Bending on Casing CollapseStrength, Kuriyama, Y.T., 1992.
44. Minimum Cost Casing Design, Halal, A.S. SPE36448, 1994.
45. Economides, Watters, dunn Norman "PetroleumWell Construction", John Wiley, 1998.
46. Benito Ortiz Sánchez, "Diseño de aparejos deProducción por Metalurgia", División de Estudios dePosgrado, Facultad de Ingeniería UNAM. Octubre1991.
47. Fitzgerald; "Mecánica de Materiales", Ediciónrevisada, Editorial Alfaomega.
48. Bruce D. Craig "Saour-Gas Design Considerations",Monograph Volume 15, SPE, Henry L. Doherty Memo-
rial Fund of AIME Series, Richardson Texas, Primera Edi-ción 1993.