RP Mfg Introduction 1

of 12
-
Upload
gerardo-cruz-espinosa -
Category
Documents
-
view
217 -
download
0
Transcript of RP Mfg Introduction 1
-
8/12/2019 RP Mfg Introduction 1
1/12
1. Definir requerimientos
2. Crear / escoger el concepto
3. Generar el diseo
4. Analizar el sistema
5. Fabricar prototipos
6. Probar los prototipos
7. Aceptar el diseo final
Optimizacin del diseo
CAE
-
8/12/2019 RP Mfg Introduction 1
2/12
Prototipos con sistema directo
CAD2D -> CAD 3D -> STL-> PROCESO_RP ->PROTOTIPO
CAD 3D
facet normal -4.470293E-02 7.003503E-01 -7.123981E-01
outer loop
vertex -2.812284E+00 2.298693E+01 0.000000E+00
vertex -2.812284E+00 2.296699E+01 -1.960784E-02
vertex -3.124760E+00 2.296699E+01 0.000000E+00
endloop
endfacet
Modelo 3D
SOLIDS
-
8/12/2019 RP Mfg Introduction 1
3/12
WHAT ABOUT THE PRICE?
IT DEPENS ON THE DIMENSIONS (HEIGTH, VOLUME..)
IT GOES FROM $100USD UP TO 10,000 USD
TO ORDER AND BUY A PROTOYIYPE IT IS VERY IMPORTANT TO
UNDERSTAND THE APPLICATIONA AND USE, BASED ON THAT,
THE PROCESS NEEDS TO BE SELECTED.
Product Review, assembly , operation, etc...
http://www.cc.utah.edu/~asn8200/rapid.html#COMM
THE RAPID PROTOTYPING HOME PAGE
-
8/12/2019 RP Mfg Introduction 1
4/12
MANUFACTURING OF RAPID PROTOTYPES, BACKGROUND.
The goal of rapid mechanical prototyping (RP) is to be able to quickly fabricate complex-
shaped, three-dimensional parts directly from CAD models.
One approach for accomplishing this is to use solid freeform fabrication (SFF) processes. SFF
methodologies have the following attributes:
they can build arbitrarily complex 3D geometries
the process planning is automatic, based on a CAD model
they use a generic fabrication machine, i.e., do not require part-specific fixturing or
tooling
they require minimal or no human intervention to operate
-
8/12/2019 RP Mfg Introduction 1
5/12
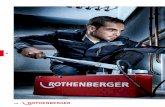
Fig. 4 SFF enabling technologies
Practical implementations of layered manufacturing for modern
manufacturing needs have been made possible by several enabling
technologies as in to novel arrangements (Fig. 4).
Traditional
Technologies
Powder Metallurgy
Welding
Extrusion CNC machining
Litography
Enabling Component
Technologies
Lasers
Ink-jet printers
Motion control
CAD
Solidsmodeling
SFF
-
8/12/2019 RP Mfg Introduction 1
6/12
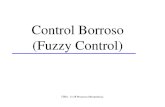
Current SFF systems are based upon a layered manufacturing approach (Fig. 1). In this
method, a solid 3D CAD model of the object is first decomposed into cross-sectional layer
representations in the process planner.
The planner then generates trajectories for guiding material additive processes to physically
build up these layers in an automated fabrication machine to form the object. Sacrificial
supporting layers are also simultaneously built up to fixture the object. For example, shapes
are first decomposed into 2-dimensional layers, i.e., layers that can be represented by a
planar cross-section with an associated uniform thickness.
Fig. 1 Solid freeform fabrication using a layered manufacturing approach
-
8/12/2019 RP Mfg Introduction 1
7/12
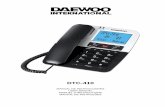
Each physical layer, which consists of the cross-section and a complementary shaped
sacrificial layer, is then deposited and fused to the previous layer (Fig. 2a) using one of
several available deposition and fusion technologies.
The sacrificial material has two primary roles: first, it holds the part, analogous to afixture in traditional fabrication techniques; second, it serves as a substrate upon which
unconnected regions and overhanging features can be deposited.
The unconnected regions require this support since they are not joined with the main
body until subsequent layers are deposited. Another use of sacrificial material is to form
blind cavities in the part.
Fig. 2 Generic fixturing
-
8/12/2019 RP Mfg Introduction 1
8/12
-
8/12/2019 RP Mfg Introduction 1
9/12
Other building approaches use support structures only where required, i.e., for the
unconnected regions and steep overhanging features (Fig. 2b).
These explicit support structures are deposited with the same material as the object beingformed, but are drawn out in a semisolid fashion so that they are easy to remove once the
part is completed. For example, they may be deposited as thin wall structures.
SFF can rapidly and automatically be planned and executed, independent of part shape, for
several reasons:
(1) the shape decomposition operation maps complex 3D geometry into simple 2D
representations,
(2) custom fixturing is not required, and
(3) the machinery to implement these systems is relatively easy to operate.
-
8/12/2019 RP Mfg Introduction 1
10/12
Simulacin de maquinado
http://localhost/var/www/apps/conversion/tmp/scratch_1/Videos/Ejemplo%20Turbina%20BobCAD-CAM%20-%20YouTube.wmvhttp://localhost/var/www/apps/conversion/tmp/scratch_1/Videos/Ejemplo%20Turbina%20BobCAD-CAM%20-%20YouTube.flvhttp://localhost/var/www/apps/conversion/tmp/scratch_1/Videos/Ejemplo%20Turbina%20BobCAD-CAM%20-%20YouTube.wmvhttp://localhost/var/www/apps/conversion/tmp/scratch_1/Videos/Ejemplo%20Turbina%20BobCAD-CAM%20-%20YouTube.flv -
8/12/2019 RP Mfg Introduction 1
11/12
-
8/12/2019 RP Mfg Introduction 1
12/12
Non SFF RP Process
Machining plays an important role in rapid prototyping.
CNC machining, however, is not generally considered to be an SFF methodology, not only
because it requires skillful human intervention to help plan the operations and to operate
the equipment, but also because machining often requires custom fixturing and has
inherent geometric imitations.