Revisión Bibliografica (ampliada).doc
28
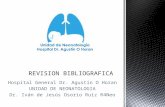
GENERALIDADES DE FSW La soldadura por Fricción-Agitación (FSW) es un novedoso método de unión en fase sólida, desarrollado por The Welding Institute (TWI) de Inglaterra en el año 1991, el cual ha demostrado tener un gran potencial para la realización de uniones de aleaciones no ferrosas de bajo punto de fusión, sobre todo en aleaciones de aluminio (de difícil soldabilidad por los métodos convencionales). Esta técnica de soldadura emplea una herramienta no consumible, la cual posee un pin y un hombro especialmente diseñado (Figura xx). Figura xx – Esquema de la soldadura por Fricción-Agitación [1] La figura xx muestra la secuencia de etapas de soldadura por el método de FSW. Inicialmente se introduce el pin de la herramienta rotante en la unión a soldar, por medio de la aplicación de una carga axial, hasta que el hombro entra en contacto con el material y se alcanza una determinada fuerza. Cuando esto se ha logrado, la herramienta avanza sobre la línea de unión. Finalmente, cuando la herramienta ha recorrido la distancia total a soldar, comienza la retracción de la misma, la cual puede realizarse manteniendo el avance de la herramienta o bien habiendo detenido la herramienta. Una vez que el pin es extraído por completo del material se finaliza el proceso de soldadura.
-
Upload
andrespastor1987 -
Category
Documents
-
view
244 -
download
2
Transcript of Revisión Bibliografica (ampliada).doc
Las propiedades del aluminio ha incentivado durante aos el estudio de las mismas, asi como las potenciales aplicaciones de dicho material
GENERALIDADES DE FSW
La soldadura por Friccin-Agitacin (FSW) es un novedoso mtodo de unin en fase slida, desarrollado por The Welding Institute (TWI) de Inglaterra en el ao 1991, el cual ha demostrado tener un gran potencial para la realizacin de uniones de aleaciones no ferrosas de bajo punto de fusin, sobre todo en aleaciones de aluminio (de difcil soldabilidad por los mtodos convencionales). Esta tcnica de soldadura emplea una herramienta no consumible, la cual posee un pin y un hombro especialmente diseado (Figura xx).
Figura xx Esquema de la soldadura por Friccin-Agitacin [1]
La figura xx muestra la secuencia de etapas de soldadura por el mtodo de FSW. Inicialmente se introduce el pin de la herramienta rotante en la unin a soldar, por medio de la aplicacin de una carga axial, hasta que el hombro entra en contacto con el material y se alcanza una determinada fuerza. Cuando esto se ha logrado, la herramienta avanza sobre la lnea de unin. Finalmente, cuando la herramienta ha recorrido la distancia total a soldar, comienza la retraccin de la misma, la cual puede realizarse manteniendo el avance de la herramienta o bien habiendo detenido la herramienta. Una vez que el pin es extrado por completo del material se finaliza el proceso de soldadura.
Fig. xx
El ablandamiento localizado que genera el calentamiento del material alrededor del pin, combinado con la rotacin y el avance de la herramienta, producen el movimiento del material desde el frente hasta el fondo del pin. Como resultado de este proceso se genera una unin en fase slida.
Dado que la unin se genera en fase slida, las temperaturas alcanzadas en el nugget de la soldadura, como en la zona afectada por el calor (ZAC) son inferiores a las obtenidas en los procesos por fusin, lo cual disminuye la influencia de los ciclos trmicos sobre el material. Adems, la elevada deformacin plstica generada, produce un fuerte refinamiento del tamao de grano en el nugget o zona agitada de la soldadura. La conjuncin de estos factores no solo hacen posible la soldadura de las aleaciones de aluminio antes consideradas no soldables, sino que en muchos casos mejoran sus propiedades debido al fuerte refinamiento del tamao de grano, otorgndole, por ejemplo, comportamiento superplstico [poner referencia].
Otras ventajas importantes que posee esta tcnica de soldadura tiene que ver con los beneficios medioambientales. FSW es considerada una tecnologa verde, debido a diferentes factores tales como eficiencia energtica y supresin del uso de gases.
Otro aspecto relevante de esta tcnica es la versatilidad. Este ultimo factor tiene que ver con la capacidad de este mtodo de soldadura para unir aleaciones dismiles [] y con la capacidad de generar uniones en distintas geometras, a diferencia de lo que ocurre en el mtodo tradicional de soldadura por friccin, donde solo se podan lograr uniones a tope.En la tabla xx se muestra un resumen de las principales ventajas del mtodo de FSW
Beneficios MetalrgicosBeneficios AmbientalesBeneficios Energticos
Proceso en Fase SlidaNo requiere gases de soldaduraPermite reducir el peso
Baja Distorsin de la piezaNo requiere preparacin superficial siendo posible soldar
Buena estabilidad dimensional No genera virutas espesores dismiles
y repetibilidadNo requiere solventes para elRequiere solo un 2,5%
No hay prdidas de aleantes Desgrasado de la energa necesaria
Excelente propiedades metalrgicasAhorro de materiales consumibles, para la soldadura lser
en la zona de unin como por ejemplo electrodos o Reduce el consumo de
Refinamiento microestructural Gases combustible en aviones
Ausencia de Fisuras automviles y otras
Reemplazo de las piezas unidas por aplicaciones al reducir el
elementos de fijacin peso de las estructuras
Tabla xx Principales beneficios de FSWPrincipio de OperacinComo se mencion con anterioridad, el mtodo de FSW emplea una herramienta rotativa no consumible, la cual es introducida por la aplicacin de una carga en la unin de placas metlicas a soldar. Dicha herramienta puede poseer diversas geometras, que favorezcan la insercin de la misma en la unin y el avance de la misma durante el proceso de soldadura. La insercin de la herramienta se realiza hasta que el hombro entra en contacto con la superficie del material a soldar y se alcanza una cierta carga axial. Este contacto entre el hombro de la herramienta rotante y el material a soldar genera calor por friccin, lo cual favorece tanto la rotacin como el avance de la herramienta, debido a que se produce una disminucin de la resistencia mecnica por calentamiento del material. Sin embargo es importante destacar que el calor generado en el proceso no solo proviene de la friccin hombro-material, sino que tambin la severa deformacin plstica da origen a otra fuente de calor durante el proceso de soldadura. Las temperaturas alcanzadas debido al calor generado por friccin y por deformacin plstica pueden llegar a un 0,8 Tf.Cuando se inicia el proceso de soldadura, el avance de la herramienta y la rotacin de la misma producen una severa deformacin plstica sobre el material de la junta de las placas. Esta agitacin plstica que genera la herramienta es la que da origen a la unin del material, y esta fuertemente influenciada por la geometra de la herramienta, entre otros aspectos tales como los parmetros del proceso y las caractersticas del metal a soldar.El movimiento de rotacin de la herramienta acoplado con el avance de la misma, genera una macroestructura asimtrica respecto a la lnea de soldadura. Esto es debido a que, en un lado de la unin, el vector de velocidad tangencial de la herramienta se suma al vector de velocidad de avance. A esta zona se la denomina Lado de Avance o Entrada (AS). Sin embargo, en el lado opuesto al AS el vector de velocidad tangencial de la herramienta es opuesto al vector de velocidad de avance, por tal motivo esta zona es denominada Lado de Retroceso (RS).
Fig. xx Fuerzas involucradas en el proceso de soldadura
Parmetros del proceso de soldaduraVelocidad de rotacin y velocidad de avance
Tanto la velocidad de rotacin de la herramienta como la velocidad de avance son parmetros muy importantes en el proceso FSW. La rotacin de la herramienta genera el mezclado del material alrededor del pin, mientras que la traslacin mueve el material agitado desde el frente al fondo del pin. Aunque son complejas las relaciones que existen entre las velocidades mencionadas en este proceso, el aumento de la velocidad de rotacin genera un incremento de las temperaturas, principalmente debido al aumento del calor friccional entre el hombro y el material. De igual forma, una disminucin de la velocidad de avance genera un tiempo de establecimiento de para el transitorio de transferencia de calor mayor, lo que da origen a un incremento de las temperaturas pico. En la figura xx se muestra como varan las temperaturas pico en funcin de la velocidad de rotacin, para una aleacin de aluminio 6063
Fig. xx [referencia 2]
Las velocidades involucradas en el proceso tambin afectan a la presencia de defectos en la soldadura, debido a que el material debe estar lo suficientemente caliente en las cercanas de la herramienta como para tener una plastificacin satisfactoria. Cuando la temperatura del material es demasiado baja, el flujo plstico que genera la herramienta es deficiente y por lo tanto se generan defectos en la unin como lo puede ser canales internos o ranuras superficiales. Adems si el material se encuentra a baja temperatura, las fuerzas necesarias para generar el flujo plstico son mayores, por lo cual aumenta el consumo de potencia de la maquina. En la figura xx se muestra la variacin del torque de la maquina para diferentes valores de pitch (Velocidad de rotacin/Velocidad de avance)
Fig. xx [referencia 3]
En el otro extremo, un calentamiento excesivo puede producir un deterioro de las propiedades mecnicas, producto de una recristalizacin muy intensa y un crecimiento en el tamao de grano. Adems es posible que un calentamiento muy elevado genere que las fases de bajo punto de fusin presentes en el material pasen al estado lquido, dando lugar a la fisuracin en caliente generada en los procesos de soldadura por fusin. Como puede observarse, existe un compromiso a la hora de seleccionar las velocidades de rotacin y avance para el proceso FSW. Una alta relacin de pitch (/v) genera una buena plastificacin del material de la junta lo cual favorece el flujo plstico, sin embargo puede dar origen a problemas microestructuras relacionados con las elevadas temperaturas alcanzadas, como por ejemplo fusin de fases de bajo punto de fusin, recristalizacin y crecimiento del tamao de grano excesivo, lo cual se traduce en un deterioro de las propiedades mecnicas y perdida de eficiencia de la unin. Por el otro lado, un relacin de pitch baja produce un bajo aporte calrico sobre el material, lo cual disminuye el tamao de la ZAC y reduce las posibilidades de problemas asociados con transformaciones microestructurales, sin embargo pueden generar un flujo plstico deficiente, y por ende la aparicin de defectos en la soldadura que reducen la eficiencia de la junta.Carga Axial
La carga axial es el producto del contacto entre el hombro de la herramienta y la cara superior de la superficie soldar. Esta carga es requerida para lograr introducir el pin de la herramienta en la unin de las placas y mantener el hombro en contacto con las superficies de dichas placas.La carga axial permite controlar el flujo plstico de material que genera el pin (desde el frente del pin hacia la superficie) y confinar el mismo a la zona de la junta. Esto hace que el material plastificado llene de forma completa la junta y produzca una unin libre de defectos. En la figura xx se puede observar la influencia de la carga axial sobre la formacin de defectos, en particular la formacin de canales internos, en la soldadura por FSW para aleaciones 7020-T6.
Fig. xx [InfluenciaCargaDefectos (asi esta nombrado el paper en la bibliografa)]En este trabajo puede observarse que a medida que se incrementa la carga axial se produce una disminucin del tamao del canal interno, hasta que se alcanza una carga critica, en este caso de 7,4 kN, en la cual desaparece completamente el defecto. Esta carga crtica es dependiente de la geometra de la herramienta, las propiedades del material y las condiciones de soldadura.La desaparicin de este defecto con el aumento de la carga axial puede explicarse por los siguientes factores. Al incrementar la carga axial se favorece el contacto del hombro con la superficie de las placas a unir. Segn varios autores [poner referencias que estn en el paper InfluenciaCargaDefectos], el calor friccional generado por la superficie del hombro en contacto con las placas es la fuente mas importante de aporte calrico durante el proceso. Por tal motivo, el incremento de la carga axial favorece un contacto mas intimo entre estas superficies y por lo tanto incrementa el calor friccional generado durante la soldadura. Este incremento de calor se traduce en una disminucin de la resistencia mecnica del material y por lo tanto favorece el flujo del material plastificado en la unin, disminuyendo la tendencia a la formacin de defectos. Por otro lado, el hombro tambin posee la funcin de restringir el flujo de material que genera el pin, y confinar el mismo a la zona de la unin. Por lo cual, el incremento de la carga axial genera una mayor restriccin al flujo del material, haciendo que el confinamiento de material plastificado sea mas eficiente. Esto produce que las cavidades interiores se llenen con ms facilidad y de esta manera se disminuye la tendencia a la formacin de canales internos.De todas formas es importante tener en cuenta que la carga axial es difcil de mantener constante a lo largo de la soldadura, debido al elevado transitorio de temperatura que se genera al inicio de la misma. Esto genera que el material que se encuentra al frente del pin a medida que avanza la soldadura se halle cada vez ms caliente, y por lo tanto con menor resistencia mecnica. Esto genera una disminucin en la carga axial, ya que la capacidad de extrusin del material es mayor cuando se incrementa la temperatura. No obstante, aunque la carga constante mejora el proceso, no es indispensable para lograr uniones sin defectos y con buenas propiedades mecnicas.Otro efecto importante que posee la carga axial es sobre la microestuctura del WN. Esta zona de la soldadura se caracteriza por poseer una intensa deformacin plstica y estar sometida a altas temperaturas. La conjuncin de estos dos factores da origen una estructura de granos muy pequeos (de 5 hasta 200 nm) obtenidos por procesos de recristalizacin dinmica. Un incremento de la carga axial, genera mayor calor friccional y por lo tanto un incremento de las temperaturas en el WN. Si bien para lograr esta estructura de granos refinados producto de la recristalizacin dinmica son necesarias temperaturas elevadas, si las misma superan cierto limite el efecto sobre la microestructura es negativo, ya que se promueve el crecimiento de grano (bajo ciertas condiciones crecimiento anmalo del tamao de grano), lo cual deteriora las propiedades mecnicas de la unin. Por tal motivo un incremento de la carga axial puede generar un mayor tamao de grano en el WN.Por lo tanto se puede observar que, como ocurra con la velocidad de rotacin y la velocidad de avance, existen dos efectos contrapuestos al analizar la influencia de la carga axial. El incremento de la carga axial favorece la plastificacin del material y el confinamiento del material plastificado, lo cual disminuye la tendencia a la formacin de defectos. Sin embargo el incremento de la carga axial puede generar un excesivo calor friccional que modifique las caractersticas microestructurales de la unin y que por lo tanto disminuya las propiedades mecnicas.Un interesante trabajo en este aspecto fue realizado por Kailas y Kumar en el cual evaluaron la resistencia de las uniones modificando la carga axial por medio de la inclinacin de la placa de apoyo, como se muestra en la figura xxa. Fig. xx a), b)En la figura xxb se puede observar que para bajas cargas axiales la resistencia de la unin es muy baja, debido a la presencia de defectos internos en la junta. Luego hay una zona entre 7 y 9 kN de mxima resistencia, donde se han eliminado los defectos y las caractersticas microestructurales son ptimas. Sin embargo, para cargas mayores a los 9 kN, comienza a observarse una disminucin paulatina de la resistencia de la unin debida al crecimiento del tamao de grano producido por el incremento del calor aportado que se produce a mayores cargas axiales.Influencia de la carga axial en el flujo (2.6.1 Fernndez)
ngulo de Inclinacin (Fernndez)Profundidad de penetracin (Fernndez)HERRAMIENTASDesde el desarrollo del mtodo de FSW, las geometras de las herramientas empleadas han sido objeto de estudio, debido a la influencia de las mismas en las caractersticas microestructurales, la generacin de calor por friccin, la deformacin plstica y la magnitud de las fuerzas involucradas.Como se muestra en la figura xx, las herramientas estn compuesta por dos elementos principales: el hombro y el pin. Cada unos de estos elementos poseen diferentes funciones durante el proceso de soldadura. El hombro es el encargado de restringir el flujo plstico de material y generar calor por friccin. Por otro lado, la funcin principal del pin es generar agitacin del material por deformacin plstica, aunque tambin participa en la generacin de calor debido a la deformacin plstica ocasionada en la zona agitada y a la friccin con el material. Aunque aun no ha sido posible entender de forma completa cada un de estas funciones, la geometra de la herramienta juega un rol fundamental en el estudio de FSW
Fig. xx A continuacin se describirn algunos de los parmetros de diseo de las herramientas mas comnmente empleadas en FSW.
x.1- Geometra del hombro
Como se mencion anteriormente, el hombro es el elemento de la herramienta responsable del mayor aporte de calor durante el proceso de FSW, debido al calentamiento friccional que se genera cuando el mismo entre en contacto con las superficies de las piezas a soldar
Otra de las funciones de gran importancia que posee el hombro es la de confinar el flujo de material plastificado proveniente de la parte baja de la unin, que se genera por el avance y rotacin del pin durante la soldadura (este tema ser abordado en la seccin flujo plstico durante FSW). Con el fin de mejorar dicha capacidad de confinamiento del material plastificado se realiz la primer innovacin sobre la geometra del hombro, la cual consisti en reemplazar el hombro plano por uno cncavo, como el que se muestra en la figura xx
Fig. xx
Esta concavidad posee un ngulo que va 4 a 10, y tiene la funcin de actuar como reservorio del material plastificado, el cual posee un movimiento ascendente en la direccin axial de la herramienta cuando el pin es introducido en la junta de las partes a soldar y cuando la herramienta avanza producto de la accin de forja del hombro. Otra ventaja importante que posee la concavidad es que genera una accin de forja adicional sobre el material, debido a la compresin que se produce cuando el material ubicado en dicho reservorio es reencausado a la unin por el material que est ascendiendo desde la parte baja y frente del pin.Luego de la mejora que signific el empleo de hombros cncavos, se continu mejorando la eficiencia del hombro con la realizacin de patrones mecanizados sobre la superficie del mismo. La principal ventaja de los hombros con dichos patrones es que incrementan la proporcin de material, proporcionando una accin de mezclado adicional lo cual se traduce en soldaduras de mejor calidad. En la figura xx se muestran algunos de los patrones mecanizados reportados en la bibliografa [poner referencia]
Fig. xx [referencia]
En el trabajo realizado por Scialpi y col. [4] se estudio la influencia de diferentes geometras de hombro (figura xx) sobre las propiedades mecnicas, microestructurales y el aspecto superficial en placas de aluminio de la serie 6082 T6 de 1,5 mm de espesor soldadas con una velocidad de rotacin de 1820 rpm y una velocidad de avance de 460 mm/min.
Fig. xx [4]En la tabla xx se observan los resultados obtenidos por Scialpi y col. de los ensayos de traccin de las uniones logradas a partir de cada herramienta. Se puede observar que, aunque los valores de tensin a la rotura son altos (eficiencias de junta mayores al 79%), la mejora generada por el patrn del hombro se encuentra en la elongacin porcentual a la rotura. Tanto la herramienta con canales y filete (TFS), como la herramienta con filete y concavidad (TFC) generan uniones que poseen alargamientos mayores al 17%, superando al alargamiento del metal base. Mientras que las uniones obtenidas por la herramienta de hombro plano poseen alargamientos a la rotura inferiores al 8%. Esta diferencia en los alargamientos a la rotura esta asociado a la influencia de los patrones del hombro en la presencia de defectos en la zona agitada, en particular, la lnea de xido (este tema ser abordado en la seccin Defectos en el proceso de FSW)
Tabla xx [4]
La principal desventaja que posee la realizacin de los patrones mencionados anteriormente se presenta en las herramientas para soldaduras de bajo espesor, debido a que el tamao del hombro es pequeo, lo cual dificulta la tarea de mecanizado de patrones complejos sobre el mismo.
Por ultimo, otro parmetro a considerar en cuanto al diseo de los hombros, es el dimetro de los mismos. El incremento en el dimetro del hombro generar un mayor aporte calrico, debido a que es mayor el rea que se encuentra en contacto con la superficie de las piezas a unir y por ende mayor el calentamiento friccional. Por tal motivo, el incremento del dimetro del hombro generar una plastificacin mas eficiente del material en junta, lo cual afectar a las fuerzas involucradas durante el proceso de soldadura, la presencia de defectos y los parmetros de soldadura (este tema ser abordado en la seccin Dimensiones de las herramientas)En el trabajo realizado por Elangovan y Balasubramanian [5] fueron analizadas las propiedades mecnicas de las uniones obtenidas por FSW en aluminio 6061, a partir herramientas con diferentes geometras de pin y con dimetros de hombros variables. En este trabajo se observa que en la mayora de las geometras de pin empleadas, el aumento del dimetro del hombro reduce la tendencia a la formacin de defectos, en particular la aparicin de canales internos. Esto es debido a que un hombro de dimetro cada vez mayor eleva la temperatura del material plastificado, favoreciendo de esta manera el flujo plstico y evitando la formacin de estos defectos tpicos de una plastificacin a baja temperatura. Por otro lado, en la figura xx se muestra como vara la resistencia a la traccin de las uniones obtenidas con las diferentes geometras de pin, variando el dimetro de hombro. En todos los casos se puede observar que en un principio, el incremento del dimetro del hombro mejora la resistencia de las uniones. Sin embargo, luego de un valor crtico, el aumento del dimetro del hombro deteriora las propiedades mecnicas, debido a que el calentamiento es muy elevado, afectando la microestructura del material.
Fig. xx
Por lo expuesto anteriormente, al seleccionar el dimetro del hombro existe un compromiso entre la tendencia a la formacin de defectos, la cual se disminuye con dimetros cada vez mayores, y la resistencia de la unin, existiendo un dimetro crtico en el cual se alcanza la mxima resistencia.
x.2. Geometra del pinComo se mencion anteriormente, las funciones principales del pin son agitar el material plastificado, generar el flujo plstico del mismo y participar en la generacin de calor debido a la deformacin plstica y el calor friccional.
Dado que el pin es el elemento de la herramienta que controla el flujo plstico de material, la velocidad de soldadura y la presencia de defectos esta ntimamente relacionada con la geometra de este. Por tal motivo es que han sido desarrolladas una gran cantidad con diversas geometras de pin. Las mas comunes son la que poseen pines de geometra cilndrica o bien cilindro-cnica, las cuales permiten incrementar la superficie de contacto en la parte superior de la unin, sin comprometer el flujo en la parte baja. Otra modificacin comnmente realizada a la geometra del pin es la realizacin de filetes o roscados, los cuales mejoran el caudal de material desplazado en la direccin axial, generando una mayor accin de forja sobre el material contenido en la cavidad del hombro y que es redireccionado hacia la junta. Otra modificacin a la geometra del pin reportada en la bibliografa es la realizacin de caras planas, las cuales permiten obtener una mayor accin de mezcla debido a que obliga al material en contacto con dichas caras desplazarse durante la rotacin de la herramienta.Un parmetro que permite caracterizar a las diversas geometras de pin es el cociente entre volumen dinmico y el volumen esttico. El volumen dinmico del pin es el volumen que describe el mismo durante la rotacin, o sea el volumen de material que desplaza durante la rotacin. Mientras que el volumen esttico del pin es el volumen propiamente dicho. En la tabla xx se muestra el valor de esta relacin para algunas de las geometras de pin mas empleadasGeometra del Pinrea estticarea dinmicaVolumen Dinmico
Volumen Esttico
Cilndrica
1
Cnica
1,09
Cilndrica Roscada
1,02
Cuadrada
1,55
Triangular
2,3
Tabla xx [6]Como se puede observar, las herramientas con caras planas son las que poseen un mayor cociente de volmenes. Por lo tanto en las mismas, al aumentar este cociente, mayor ser la cantidad de material arrastrado mecnicamente por las caras, lo cual implica que la accin de mezcla adicional que generan estas geometras de pin es mas intensa (no esta muy claro lo anterior). En el trabajo realizado por Elangovan y Balasubramanian [6] se analizan las propiedades mecnicas y microestructurales de las uniones obtenidas por FSW de aluminio 2219, empleando diferentes geometras de pin, las cuales se muestran en la figura xx
Fig. xx
Algunos de los resultados obtenidos de este trabajo se resumen en la tabla xx. Como se puede observar las herramientas con geometras de pin cuadrada y triangular son las que logran las mejores propiedades. Adems, dichas herramientas tambin logran menores tamaos de grano en la zona agitada (WN). Por tal motivo, la mejora en las propiedades mecnicas y microestructurales que generan estas geometras es debida a la accin de mezclado adicional generado por las caras planas, que produce un refinamiento ms intenso en la zona agitada.Resistencia a la Traccin (MPa)Tensin de fluencia (MPa)Elongacin (%)Eficiencia (%)
Cilndrica Lisa1209910,529
Cilndrica Cnica1309812,532
Cilndrica Roscada22518015,855
Cuadrada24919723,460
Triangular22717523,556
Tabla xx [6]Sin embargo las caras planas en los pines tiene una desventaja que es la accin de agitacin pulsante. Este efecto tiene su principal influencia sobre la estabilidad de la maquina, dependiendo de la frecuencia de la pulsacin y de la rigidez del equipo. En la tabla xx se muestran la frecuencia de pulsaciones generada por las diferentes geometras de pinGeometra del Pinrea estticarbita DinmicaPulsaciones por segundo a 1000 rpm
Cilndrica
-
Cnica
-
Cilndrica Roscada
-
Cuadrada
66,6
Triangular
50
Tabla xx [6]Por ltimo, en relacin a la geometra de los pines, mencionaremos los pines roscados. La principal ventaja de estos es que inducen una componente vertical de movimiento del flujo plstico. Este movimiento ascendente del material plastificado da origen a una accin de forja adicional del material que se encuentra en contacto con el hombro, obligando a este a desplazarse nuevamente hacia la junta. Para mejorar esto se han diseado geometras roscadas de paso y ngulo de hlice variable, de modo tal que las herramientas se adapten al flujo prevaleciente en cada profundidad. Sin embargo cabe destacar que las mejoras que implican estas modificaciones en la geometra del pin no son equivalentes al esfuerzo adicional de construccin requerido
x.3. Ultimas tendencias en el diseo de herramientasComo se mencion anteriormente, el diseo de la herramienta es uno de los parmetros ms importantes en el proceso de FSW. En los ltimos aos muchas mejoras han sido realizadas en este aspecto. Las nuevas tcnicas de simulacin computacional han permitido analizar el efecto de la geometra de la herramienta sobre el flujo plstico de material y la generacin de calor, logrando de esta manera una mejor comprensin del proceso. Basndose en lo anterior y en la experiencia adquirida en aos de investigacin, han sido fabricadas nuevas herramientas que generan mejoras en las uniones obtenidas por FSW. Algunas de estas mejoras consisten en la realizacin de canales que facilitan el flujo plstico, realizacin de roscados complejos, pines no concntricos y hombros de diseos especiales. Sin embargo muchas de estas geometras son muy complejas y solo justificables en ciertas aplicaciones, debido al trabajo requerido para su obtencin. A continuacin se muestra algunas de las herramientas mas recientemente desarrolladas, junto con alguna de sus aplicaciones ms comunes.Herram.CilndricaWhorl MX trifluteFlared trifluteA-SkewRe-stir
Esquema
Geometra del pinCilndrica roscadaCnico RoscadoCnico roscado con canalesRoscado con canales y salientesCilndrico roscado inclinadoCnico Roscado
Volumen del pin/ volumen de pin cilndrico10,40,30,110,4
Volumen Dinmico/ Volumen Esttico1,11,82,62,6Depende del ngulo 1,8
Rotacin InversaNoNoNoNoNoSi
AplicacinSoldadura a topeSoldadura a tope con bajo torqueSoldadura a tope con muy bajo torqueSoldadura a solapeSoldadura a solapeSoldaduras de baja asimetra
Fig. xx [7]Dimensiones recomendadas
FLUJO DE MATERIAL EN FSW [1]El flujo de material durante el proceso de FSW esta afectado prcticamente por todas las variables involucradas en dicho proceso. Esto hace que sea difcil comprender de forma completa como es el flujo del material plastificado durante la soldadura. Debido a esta complejidad es que han sido propuestas diversas tcnicas para entender este aspecto de gran importancia en FSW.Estas tcnicas pueden ser basadas en la observacin experimental, como por ejemplo el trazado con marcadores, visualizacin del flujo por medio de soldadura de materiales dismiles y la observacin microestructural, y por otro lado las tcnicas basadas en el modelado del flujo plstico. A continuacin se describirn brevemente algunas de las caractersticas de estas tcnicasx.1. Observacin Experimental
Las tcnicas de trazado por marcadores se basa en la introduccin en la junta de un material diferente al que se soldar, para que luego de realizada la soldadura pueda ser fcilmente ubicado y de esta manera comparar su posicin final con la posicin inicial. Reynolds y col. [9-10] analizaron los patrones de flujo plstico en las soldaduras obtenidas por FSW en aluminio 2195-T8, empleando como marcador 5454Al-H32. Como conclusiones de este trabajo se observo que la mayor fraccin del marcador fue movido hacia atrs respecto a su posicin inicial y solo una pequea cantidad de material en el lado de avance fue movida hacia el frente de su posicin original. Adems el material fue empujado hacia abajo en el lado de avance y movido hacia arriba en el lado de retroceso una distancia igual al dimetro del pin, siendo la magnitud del desplazamiento vertical del marcador en el fondo del lado de retroceso proporcional al cociente entre la velocidad de rotacin y la velocidad de avance. Otro importante trabajo que emplea esta tcnica fue realizado por Guerra y col. [10] en el cual se estudio el flujo de material en soldaduras de obtenidas por FSW de aluminio 6061 empleando foils de Cu como marcadores. La conclusin mas importante de los autores fue que el flujo de material se encuentra alrededor del pin se efecta por la combinacin de dos procesos: 1) extraccin de material del frente del lado de avance, el cual entra a una zona que rota y avanza simultneamente, sufriendo una severa deformacin plstica y 2) extrusin entre el material base y la zona de rotacin del material extrado del frente del lado de retroceso. Estos resultados son los que asientan las bases para el modelado del proceso de FSW que se detallaran a continuacin.La tcnica de visualizacin del flujo plstico por medio de soldadura de dismiles consiste en unir dos aleaciones diferente y analizar la distribucin final de las fases y constituyentes de cada aleacin luego de la soldadura. Esta tcnica ha sido empleada como complemento del trazado con marcadores.Sin embargo es importante destacar la dificultad que existe para generalizar los resultados obtenidos por medio de estas dos tcnicas a la soldadura por FSW de otras aleaciones diferentes a las empleadas en cada estudio. Esto debido a que la introduccin de un material diferente durante la soldadura modifica propiedades tales como el coeficiente de friccin y la fluidez del material plastificado, alterando de este modo el patrn de flujo plstico (no si se entiende bien lo que quiero decir)Por ultimo, refirindonos a las tcnicas de observacin experimental, debemos mencionar la observacin microestructural. Esta tcnica se basa en la bsqueda de patrones microestructurales que permitan determinar las condiciones de deformacin a las cuales estuvo sometida una zona determinada del material, como por ejemplo la presencia de los aros de cebollax.2. Modelado del flujo plsticoExisten diversas teoras que intentan simular el flujo material plastificado durante el proceso de FSW. A continuacin se describen las teoras mas aceptadas. La primera de ellas se basa en considerar que el flujo plstico de material es el producto de tres movimientos independientes: rotacin, avance y ascenso (figura xx)
Fig. xx
El movimiento de rotacin se genera alrededor del pin, producto de la friccin adherente entre el pin y el material plastificado. Recordemos que el coeficiente de friccin adherente se incrementa al aumentar la temperatura, por lo tanto este movimiento de rotacin acoplado al pin ser ms probable al aumentar la temperatura del material. El segundo movimiento es generado por el deslizamiento relativo entre la pieza a soldar y la herramienta. Finalmente, el movimiento de ascenso generado por la introduccin del pin en el inicio del proceso y por el desplazamiento de material durante el avance de la herramienta, eventualmente favorecido por herramientas roscadas. La combinacin de estos tres movimientos da origen a dos fenmenos de transporte de material:
1. flujo controlado por extrusin: la fuerza aplicada y el movimiento del pin proyectan el material en la direccin contraria al avance
2. flujo controlado por el arrastre debido a la rotacin del pin: se produce el movimiento de material debido a la friccin adherente entre el pin y el material plastificado, generando una agitacin mas intensa que en el flujo controlado por extrusin
El segundo modelo del flujo de material es el propuesto por Arbegast [11] el cual observ que la microestructura obtenida y los patrones de flujo de material generados durante el proceso de FSW son similares a los observados en los procesos de forja y extrusin en aluminio. Por lo tanto el proceso de FSW puede ser modelado como un proceso de trabajado en el cual existen cinco zonas caractersticas: a) Zona de precalentamiento, b) Zona de deformacin inicial, c) Zona de extrusin, d) Zona de forja y e) Zona de enfriamiento. Cada una de estas zonas son mostradas en la figura xx
Fig. xx [11]
En la zona de precalentamiento por delante del pin, la temperatura crece debido al calor friccional herramienta material y al calentamiento adiabtico generado por la deformacin plstica. Debido al movimiento de avance de la herramienta, se forma una zona de deformacin inicial cuando el material es calentado por sobre una temperatura crtica y el valor de las tensiones exceden el valor de la tensin de flujo crtica del material. En esta zona el material es forzado a ascender hacia el hombro y luego a bajar hacia la zona de extrusin. Una pequea cantidad del material en movimiento queda atrapado en la zona de remolino, debajo de la base del pin. En la zona de extrusin el material fluye alrededor del pin, desde el frente hacia el fondo del mismo. El lmite de la zona de extrusin se establece por la isoterma a partir de la cual las tensiones existentes no generan flujo plstico. Detrs de la zona de extrusin, se ubica la zona de forja, en la cual el material proveniente del frente de la herramienta es forzado a introducirse en dicha cavidad por las condiciones de presin hidrosttica generadas por el pin. El confinamiento de material en esta zona es ayudado por la accin de forja adicional que genera el hombro. Finalmente se encuentra la zona de enfriamiento donde el material deformado es enfriado.GENERACIN DE CALOR EN FSW
CARACTERSTICAS MICROESTRUCTURALES
En un corte transversal de una soldadura por FSW pueden ser identificadas diferentes zonas, segn la caracterizacin microestructural y de precipitados. Las zonas mostradas en la figura xx son a) zona agitada o nugget, b) zona termomecanicamente afectada (TMAZ), c) zona trmicamente afectada (HAZ) y d) metal base (MB). Fig. xx - Los cambios que se generan en la microestructura dan origen a variaciones en las propiedades mecnicas del material y de la unin. Estos cambios pueden ser deseados, como por ejemplo el aumento de la resistencia mecnica o el comportamiento superplstico generado por el refinamiento del tamao de grano; o en algunos casos pueden generar cambios no deseados, como el crecimiento del tamao de grano debido a los ciclos trmicos, que generan una disminucin de la dureza del material entorno a la junta. Por tales motivos es importante conocer los parmetros y la influencia de estos sobre los aspectos microestructurales de las soldaduras obtenidas por FSW.A continuacin se describirn cada una de estas zonas, detallando sus caractersticas ms sobresalientes.Zona Agitada o Nugget (WN)Microestructuralmente esta zona se caracteriza por poseer granos muy refinados y recristalizados, pudiendo variar su tamao desde 0,1 hasta 20 m. Aunque existe una discusin de las caractersticas del proceso de recristalizacin que ocurre en esta zona[mishra] Algunos de los parmetros que tienen mayor influencia sobre el tamao de grano son las condiciones de soldadura, geometra de la herramienta, composicin del material, temperatura de la pieza, presin axial y condiciones de enfriamiento. Sin embargo, de forma general, las caractersticas del grano en la zona del nugget son debidas a la intensa deformacin plstica y al calentamiento friccional que se genera durante la unin. El cociente entre la velocidad de rotacin de la herramienta y la velocidad de avance (/va) nos puede dar una idea de la contribucin de cada uno de estos efectos. Al incrementar /va se produce un aumento de la deformacin plstica del material, por lo cual, segn la teora de recristalizacin dinmica, se obtendr un menor tamao de grano. Sin embargo, el incremento de /va tambin genera un aumento de la temperatura pico en dicha zona. Esto trae como resultado un mayor crecimiento del grano. Por lo cual puede observarse que existen dos fenmenos contrapuestos al incrementar /va. En la figura xx se representa la variacin del tamao de grano para dos aleaciones de aluminio (AA 7075 y AA2024) en funcin del ndice seudo-calorfico (2/va), en el cual se muestra una zona en la que se minimiza el tamao de grano.
Fig. xx refer 99 mishra
En la figura xx [refer 15 mishra] se muestra la variacin del tamao de grano en una aleacin de aluminio procesada por friccin-agitacin al aumentar el cociente /va de 2,3 (350 rpm/152mm/min) a 3,9 (400 rpm/102mm/min). Como puede observarse en este caso, el incremento de /va genera un aumento en el tamao de grano, lo cual demuestra que, bajo estas condiciones, es mayor el efecto de crecimiento de tamao de grano por aumento de la temperatura, que el refinamiento generado por deformacin plstica
Fig. xx [refer 15 mishra]
Los gradientes de temperatura que se producen durante la unin por FSW tambin dan origen a variaciones en el tamao de grano dentro de la zona del nugget. Por lo general el grano tiende a ser ms pequeo en la raz del nugget y crece a medida que se acerca a la zona en contacto con el hombro de la herramienta. Esta variacin se debe a las temperaturas pico y al tiempo de excursin del material en las diferentes regiones del nugget. Cerca del hombro de la herramienta las temperaturas son elevadas debido al calor friccional que se genera en esa zona. Sin embargo en la zona de la raz las temperaturas son mas bajas no solo debido a que se encuentra alejado de la zona mas caliente de la soldadura, sino a la disipacin de calor que produce la mesa en contacto con el material a soldar. Otro factor que influye en esta diferencia de tamao de grano dentro del nugget es la diferencia en el tiempo de excursin del material deformado. El material cercano al hombro recorre una distancia mayor que el que se encuentra cercano a la base del pin. Esto genera que el material cercano al hombro tenga mayor tiempo para recristalizar que el que se encuentra en el fondo, y adems a mayor temperatura.
Adems tambin se observa una variacin del tamao del grano al alejarse hacia los laterales de la lnea central de la unin, pudindose apreciar un mayor tamao de grano en el lado de avance que en el lado de retroceso. Mahoney y col. [refer 100 mishra] reportaron dicha variacin en el tamao de grano del nugget, como se muestra en la figura xx
Fig xx -
En relacin a lo observado en el interior de los granos recristalizados de la zona del nugget, se ha observado que existe una baja densidad de dislocaciones [referencia 4,5 de mishra] y una alta densidad de subgranos [referencia 75 mishra]. Sin embargo la densidad de dislocaciones en el interior de los granos est en discusin debido a que otros autores han medido zonas de alta densidad [refer 92 mishra]. En cuanto a las caractersticas macroestructurales de la zona de nugget se puede observar una diferencia sustancial en la interfase con la TMAZ dependiendo de si se trata del lado de avance o retroceso. En el lado de avance se puede observar una interfase bien definida entre los finos granos del nugget y los granos alargados de la TMAZ. Sin embargo en el lado de retroceso esta interfase es difusa, observndose un aumento gradual del tamao de grano. En relacin a la forma del nugget, se han reportado dos formas generales para las herramientas convencionales: tipo vaso y elptico. La forma que adopta esta zona depende de muchos factores, como por ejemplo parmetros del proceso, geometra de la herramienta, temperatura de la pieza, conductividad trmica y resistencia mecnica del material. Sin embargo se ha demostrado que para velocidades de rotacin baja (300-500 rpm) el nugget tiende a adoptar la forma de vaso, mientras que para velocidades de rotacin mayores a 700 rpm el nugget se vuelve elptico. En la figura xx se muestran las dos formas posibles de nugget
Fig. xx efecto de la velocidad de rotacin sobre la forma del nugget en el procesado por friccin agitacin de A356 [refer 94 mishra]En cuanto al tamao de la zona del nugget, este se encuentra afectado en gran medida por el dimetro del pin [refer 29 mishra]Zona Termomecnicamente Afectada (TMAZ)
Se considera que la TMAZ es la zona de transicin entre la zona agitada de la soldadura y la zona trmicamente afectada. La TMAZ se caracteriza por estar sometida a variaciones de temperatura y deformacin plstica. En esta zona se puede observar como los granos del metal base han sido elongados alrededor de la zona agitada, por la deformacin plstica que genera el pin. Adems, se ha encontrado un buen acuerdo entre los modelos de flujo plstico de material con la observacin experimental de dicha zona [refer. 39 Bhadeshia]. Es importante tener en cuenta que en esta zona no se produce recristalizacin, debido a que la deformacin no es lo suficientemente severa para que a las temperaturas alcanzadas se produzca este fenmeno. Sin embargo, es posible que se genere disolucin de precipitados segn los ciclos trmicos y las temperaturas pico alcanzadas en esta zona. Su y col. [refer 84 mishra] analizaron la estructura de precipitados de la TMAZ por medio microscopa electrnica de trasmisin (TEM), observando que en las TMAZ cercana a la WN la redisolucin de precipitados es mas intensa que en la TMAZ cercana a la HAZ, debido a que en esta ltima las temperaturas alcanzadas son menores. En la figura xx se muestra las micrografas TEM obtenidas para las diferentes zonas de la TMAZ
Fig. xx (a) TMAZ cercana a la HAZ,(b) TMAZ cercana al WN
Redisolucin y Precipitacin de fases endurecedorasDEFECTOS DE FSW
ALUMINIO Y SUS PROPIEDADES
Introduccin Propiedades generalesClasificacion de los aluminios
Aleaciones Termotratables Caractersticas y tratamientos termicosFenmeno de envejecimiento Serie 7xxx Diagrama Ternario y Binario[]Las propiedades del aluminio han incentivado durante aos el estudio de las mismas, as como las potenciales aplicaciones de dicho material a diversos sectores de la industria, entre ellos, la industria aeroespacial. Esto debido a que la baja densidad del aluminio (2698,4 kg/cm3) permite alcanzar una elevada resistencia especifica. Algunas de las aleaciones de aluminio mas usadas para estos fines son las pertenecientes a las series 2XXX y 7XXX, cuyos aleantes principales son el Cu y el Zn respectivamente. Dichas aleaciones alcanzan elevadas resistencias mecnicas debido a la precipitacin de segundas fases endurecedoras, obtenidas por medio de tratamientos trmicos. Por este motivo es que se las denomina aleaciones termotratables o endurecibles por precipitacin. Sin embargo, estas aleaciones de aluminio son consideradas no soldables, debido a la deficiente estructura de solidificacin y a la porosidad generada en la zona de fusin. Adems, los cambios microestructurales que generan los ciclos trmicos de las soldaduras producen prdida de la resistencia de la unin en relacin al metal base. Algunas de estas aleaciones pueden generar soldaduras resistentes, pero los costos de preparacin superficial son muy elevados debido a la abundante presencia de xidos.
[1] Mishra Review
[2] - Sato Y, Urata M, Kokawa H. Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Metall Mater Trans A 2002;33(3):62535. (tengo que buscar este paper)
[3] - Peel MJ, Steuwer A, Withers PJ, Dickerson T, Shi Q, Shercliff H. Dissimilar friction stir welds in AA5083AA6082. Part I: Process parameter effects on thermal history and weld properties. Metall Mater Trans A 2006;37(7):218393. (tengo que buscar este paper)
[4] - A. Scialpi, L.A.C. De Filippis, P. Cavaliere . Influence of shoulder geometry on microstructure and mechanical properties of friction stir welded 6082 aluminium alloy. Materials and Design 28 (2007) 11241129[5] - K. Elangovan, V. Balasubramanian. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminium alloy. Materials and Design 29 (2008) 362373
[6] - K. Elangovan, V. Balasubramanian . Influences of tool pin profile and welding speed on the formation of friction stir processing zone in AA2219 aluminium alloy. journal of materials processing technology 2 0 0 ( 2 0 0 8 ) 163175
[7] - R. Nandan, T. DebRoy, H.K.D.H. Bhadeshia. Recent advances in friction-stir welding Process, weldment structure and properties. Progress in Materials Science 53 (2008) 9801023
[8] A.P. Reynolds, Sci. Technol. Weld. Joining 5 (2000) 120. (tengo que buscar este paper)
[9] T.U. Seidel, A.P. Reynolds, Metall. Mater. Trans. A 32 (2001) 2879. (tengo que buscar este paper)
[10] M. Guerra, J.C. McClure, L.E. Murr, A.C. Nunes, in: K.V. Jata, M.W. Mahoney, R.S. Mishra, S.L. Semiatin, D.P. Filed (Eds.), Friction Stir Welding and Processing, TMS, Warrendale, PA, USA, 2001, p. 25. (tengo que buscar este paper)
[11] - W.J. Arbegast, in: Z. Jin, A. Beaudoin, T.A. Bieler, B. Radhakrishnan (Eds.), Hot Deformation of Aluminum Alloys III, TMS, Warrendale, PA, USA, 2003, p. 313 (tengo que buscar este paper)