Resumen Final Tecnicas Word
54
FIBRAS DE ORIGEN ANIMAL Lana Se obtiene de las ovejas mediante un proceso denominado esquila. La finura, suavidad y rizado son las cualidades mas buscadas en el animal. La raza merino ofrece mejor calidad con variantes acodes a la crianza (Australia, nueva Zelanda, Argentina). Los fríos Patagónicos generan lana más fina y rizada, Se pueden encontrar distintas calidades. Las mas importantes son Merino superfina, merino fina y cruza fina, a medida que subimos de la Patagonia encontramos otras cruzas finas denominadas Corriedale, Romey Marsh (con lanas mas gruesas y largas). Otras cruzas finas hay en el norte de Córdoba, Santiago, Corrientes hasta llegar a la raza Lincoln con lanas lisas y largas de hasta 40 /50 cm de largo. La Leisester inglesa, larga y lustrosa, aptas para alfombras, etc. Fibra fina= + corta = + escamas = + grasa “Suarda o churre” = + rizado + Afieltrable Fibra gruesa= + larga = - escamas = + lustrosa = - rizado Suele comercializarse en bruto par evitar posibles adulteraciones. A veces más de un 50% de la carga es suciedad, pero en el proceso de lavado se extrae y vende la LANOLINA usada en cosméticos. Vellón: Esquila: Hay razas que permiten dos esquilas anuales. a. Manualmente con tijeras ordinarias b. Manualmente con tijeras eléctricas c. Químicamente. Dejando de 2 a 6 mm Clasificación: Hay distintas calidades de pelo según la zona del cuerpo de la que provenga y son separadas por expertos en distintos canastos. Limpieza y lavado: En lanas muy sucias se realiza Batido eliminando gran parte de la suciedad al tiempo que comienza el desmenuzado de los mechones y mejora la penetración de los agentes de limpieza. La máquina lavadora (Leviatán) tiene unas 6 cubas (piletas), En la primera se remoja, en las tres siguientes se lava y en las dos siguientes se enjuaga. El vellón se traslada de una cuba a otra a través de unos rastrillos que la van trasladando de una cuba a otra recibiendo en cada cuba agua más limpia ya que entra a contracorriente. ¿CON QUE LO LAVAMOS? Con un baño de jabón con “SODA SOLVAY” en una concentración de 5% a 10% y una temperatura de 40 a 60 C .PARA EVITAR QUE SE AFIELTRE X LA ESPUMA Y TEMPERATURA Secado: El proceso de secado se realiza a temperatura suave de 45° a 50° dejando una humedad residual de un 7 a 10%. CONSEJO: Al comenzar el proceso de hilatura rosear con OLEINA las fibras para que no se resquebrajen. Pelo de Cabra: Mohair o Angora: Turquía y Texas, USA (con 2 esquilas anuales). La fibra es de sección circular, lustrosa y sin escamas, de longitud variable entre 8 y 25 cm, sin ondulaciones, no es afieltrable, es larga y gruesa. Diámetro 40 μm. Muy resistente al desgaste. (tiene conductos huecos, preserva el aire dentro). Mala conductora del calor y vaporoso (con mucho volumen). Se hilan con lana en proporción de 10% a 25%. Cachemira: Se cría en China, Mongolia, Líbano e Irán.
Transcript of Resumen Final Tecnicas Word
FIBRAS DE ORIGEN ANIMAL
Lana
Se obtiene de las ovejas mediante un proceso denominado esquila. La finura, suavidad y rizado son las
cualidades mas buscadas en el animal.
La raza merino ofrece mejor calidad con variantes acodes a la crianza (Australia, nueva Zelanda, Argentina).
Los fríos Patagónicos generan lana más fina y rizada, Se pueden encontrar distintas calidades. Las mas
importantes son Merino superfina, merino fina y cruza fina, a medida que subimos de la Patagonia
encontramos otras cruzas finas denominadas Corriedale, Romey Marsh (con lanas mas gruesas y largas).
Otras cruzas finas hay en el norte de Córdoba, Santiago, Corrientes hasta llegar a la raza Lincoln con lanas
lisas y largas de hasta 40 /50 cm de largo. La Leisester inglesa, larga y lustrosa, aptas para alfombras, etc.
Fibra fina= + corta = + escamas = + grasa “Suarda o churre” = + rizado + Afieltrable
Fibra gruesa= + larga = - escamas = + lustrosa = - rizado
Suele comercializarse en bruto par evitar posibles adulteraciones. A veces más de un 50% de la carga es
suciedad, pero en el proceso de lavado se extrae y vende la LANOLINA usada en cosméticos.
Vellón:
Esquila: Hay razas que permiten dos esquilas anuales.
a. Manualmente con tijeras ordinarias
b. Manualmente con tijeras eléctricas
c. Químicamente. Dejando de 2 a 6 mm
Clasificación: Hay distintas calidades de pelo según la zona del cuerpo de la que provenga y son separadas por
expertos en distintos canastos.
Limpieza y lavado: En lanas muy sucias se realiza Batido eliminando gran parte de la suciedad al tiempo que
comienza el desmenuzado de los mechones y mejora la penetración de los agentes de limpieza.
La máquina lavadora (Leviatán) tiene unas 6 cubas (piletas), En la primera se remoja, en las tres siguientes se
lava y en las dos siguientes se enjuaga. El vellón se traslada de una cuba a otra a través de unos rastrillos que
la van trasladando de una cuba a otra recibiendo en cada cuba agua más limpia ya que entra a contracorriente.
¿CON QUE LO LAVAMOS? Con un baño de jabón con “SODA SOLVAY” en una concentración de 5% a 10% y una
temperatura de 40 a 60 C .PARA EVITAR QUE SE AFIELTRE X LA ESPUMA Y TEMPERATURA
Secado: El proceso de secado se realiza a temperatura suave de 45° a 50° dejando una humedad residual de un
7 a 10%.
CONSEJO: Al comenzar el proceso de hilatura rosear con OLEINA las fibras para que no se resquebrajen.
Pelo de Cabra:
Mohair o Angora: Turquía y Texas, USA (con 2 esquilas anuales).
La fibra es de sección circular, lustrosa y sin escamas, de longitud variable entre 8 y 25 cm, sin ondulaciones,
no es afieltrable, es larga y gruesa. Diámetro 40 µm.
Muy resistente al desgaste. (tiene conductos huecos, preserva el aire dentro).
Mala conductora del calor y vaporoso (con mucho volumen).
Se hilan con lana en proporción de 10% a 25%.
Cachemira: Se cría en China, Mongolia, Líbano e Irán.
Buena finura, tacto y sedosidad (similar al del Bremer). Se utiliza en prendas de punto de mujer, en tejidos
peinados para trajes de hombre, y Casimir.
Conserva muy bien el calor del cuerpo. Su pequeña producción eleva el costo. Produce dos tipos de pelos que
son separados ya que el mas fino es el corto y suave (100 a 150 gr x animal), que es peinado a mano,
aumentando su costo.
Pelo de Camélidos: Caros y buscados por grandes modistos del mundo, sus pelos son utilizados casi en su
totalidad, también usados para tejidos artesanales, todos productos de cuidado y respeto extremo a calidad y
confección.
El Camello: Proviene del Tíbet, África, Arabia.
Buscado x sus propiedades aislantes (mejor que la lana).
Tiene dos tipos de pelo: El mas corto es mas suave, no tan lustros y con finuras de hasta 20 um y longitudes
de hasta 10 cm El otro no es tan suave, es lustroso y tiene entre 20 y 35 um y longitudes de 10 a 15 cm.
Se hila en una proporción del 20 al 30% a través del sistema de cardado y con un proceso de terminación para
que el hilado salga a la superficie del tejido. Ej: Sobretodos (Blin Blin y Bal Bal).
Camélidos Norte Argentino, Bolivia y Perú:
De costos muy elevados, se fabrican muy pocas, pero con cualidades muy buscadas x su confort.
Llama: Tienen dos tipos de pelo: El exterior tipo cerda rustica, gruesa y brilloso, para usos familiares,
mientras que el pelo mas corto es mas opaco, sedoso y suave y por consecuencia mas fino, su largo es de 6 a
12 cm y su finura de hasta 35 um. Su colorido va desde crudo (Beige), marrones hasta el negro.
Guanaco: Sus pelos son blancos, a veces se mezclan con los de la llama, pero mayoritariamente se los mezcla
con lana.
Vicuña: Conocida por los ponchos realizados con esta fibra debido a su brillo, suavidad y colorido natural.
Puede hilarse con lana en proporciones de hasta 60 % de pelo. Pero si la fibra se utiliza sola, el hilado se hace
únicamente a mano. Los largos oscilan entre 50 y 80 mm y su diámetro es de 15 um.
Alpaca: Su diámetro promedia los 22 um, su largo es de unos 10 cm. Sus cualidades: brillo, sedosidad, no
posee escamas, es mas áspera en comparación a las otras pero se mezcla muy bien con lana de grosor y largo
similar. El color mas buscado es el Marrón Rojizo, pero también existen en gamas de marrones, azules y
negros.
Pelo de conejo: Conejo Angora
Su pelo es extremadamente blanco, largo de más de 7 cm, fino y de estructura hueca.
Muy buscada por su brillo, sedosidad y baja densidad, muy flexible y aparentemente grueso.
Utilizado para tejidos de punto, especialmente cardados con un 20 a 35 % de pelo de Angora, mezclados con
lanas de primera calidad.. Su diámetro ronde los 15 um.
Bremer: Tejidos que llevan la denominación comercial (TEJIDOS DE BREMER). Con identificación y
porcentajes de fibra.
La seda
Es una fibra natural de origen proteico producida por el gusano Bombix mori. Este gusano expele una
sustancia llamada fibroina.
El diámetro es menor al del algodón y al de la lana.
o China: 8 a 10µm, Japón e Italia: de 12 a 15µm. largo: hasta 4000M.
Posee una gran elongación de rotura y su elasticidad sin peso es muy buena.
Químicamente es afectada por el acido sulfúrico (x tener A. Clorhídrico), por la soda caustica, por el
hipoclorito de sodio, por acido clorhídrico y por el tiosianato de amonio.
La llama produce olor a pelo quemado y cenizas blandas como pelusas.
Es una fibra brillante, fina, suave, lisa y crujiente.
Es mala conductora del calor x lo que lo conserva.
SE MEZCLA CON TRAMA Y URDIMBRE DE RAYON CUPRO
Variedades de sedas: El color de la seda depende de con que se alimenten a los gusanos.
Bombix Mori: Se alimenta de hojas de morera y cobra colores como el blanco amarillo anaranjado o
ligeramente verde.
Seda Tussah: El gusano es alimentado con hojas de roble, más gruesa y de tintes grises (tanino roble),
marrones o beige, con capullos mas grandes, es silvestre y se procesa como seda cortada. Es difícil eliminar su
color x lo que se usa en su tono natural, son mas rigidos porque tienen residuos de engomado. Nombre
comercial ( seda Homan o Shantung).
Eria: (blanca, café o rojiza) proveniente de la hoja del ricino.
Fogara: (café) Las mariposas son grandes y sus capullos miden 25 cm x lo que no son devanables.
Anafe: (blanca c/ posibilidad de blanqueo). De hilandería Africana
Producción: Se cría al gusano, a los 15 días se transforman en crisálidas y da comienzo a la formación del
capullo en bosques artificiales, un momento antes de salir por el orificio los filamentos son unidos por otra
sustancia llamada sericina, que al tomar contacto con el aire se solidifican formando un filamento continuo o
capullo. Luego de 20 días el gusano intentara salir. En ese momento se los hierve ablandando la sericina, para
devanar los capullos, formando con varios capullos un hilo muy fino. De los 4000 metros se devanan de 800 a
1000 metros y el resto es utilizado como fibra cortada. El hervor hace perder peso a la fibra, por lo que se le
agregan sales varias para suplir las perdidas y recuperar el peso. El resultante es la seda cargada.
FIBRAS DE ORIGEN VEGETAL
El Algodón
Plantación y generalidades: Planta Malvácea (Gossypium Barbarense). Económica e irremplazable. Fácil de
cultivar en estaciones de cultivo largas. A partir de los 70F (temperatura mínima para formación de celulosa).
Se lo encuentra en Chaco, Norte de Sta. Fe, Sgto. del Estero y Catamarca. Miden entre 70 a 10 cm de alto y
rinden entre 80/120 capullos por planta. Se plantan en Septiembre y cosechan a partir de la tercer semana de
febrero. En Rafaela se logran hasta 3500 kg x hectárea. Se obtienen calidades B+¼, C y D y su promedio es
D+½. Con un largo de 30 a 33 mm. Muy exportadas con un rinde de 3000 a 400 kg x hectárea simil USA y
medio Oriente. En Israel se llega a 6000 kg. Las calidades mas deseadas provienen de Sea Island, Kapo,
Karnak pueden hilarse con los títulos mas altos imposibles de igualar. etc. (egipcias) o la americana “Upland”.
Perú con sus fibras ( Pima 35 a 55mm color crema y de diámetro fino que permite hilarlo con hilos finos y
Tanguis, muy blanco, con largo de 48 mm y excelente finura). En terrenos arenosos o arcillosos, a 5_ 10 cm
de Prof. La distancia entre surcos depende de la cosecha (manual o mecánica). La planta crece hasta los 60
días, con una altura máxima de 70 a 150 cm. Las alturas mínimas son las deseadas. Entre los 100 y 140 días se
desprende la flor del capullo. Se caen de abajo hacia arriba y se va recolectando. La celulosa se deposita en el
ultimo periodo (20_ 30 días) completando el ciclo madurativo que se evalúa para comenzar la cosecha. Que
de ser mecánica no selecciona.
El capullo logra un diámetro de 4 cm. En el que se ven de 8 a 10 semillas y de cada una de estas salen unas
1200 a 1700 fibras. Los capullos se rompen al madurar indicando el comienzo de cosecha.
Su diámetro es menor al de la lana pero es más pesada.
o De 20 a 40µm. largo: de 13 a 40mm.
Cosecha: Deben combinar los factores de maduración e insectos para no perder la cosecha.
La planta otorga entre 150 y 500 gr de fibra según su tipo y calidad. Dependiendo esta ultima del terreno,
semillas, lluvia.
La cosecha puede ser manual o mecánica, siendo la primera más cara x la gran cantidad de mano de obra y
etapas de recolección en las que se divide. La cosecha mecánica puede hacerse utilizando dos tipos de
maquinarias. La stripper que arranca todas las plantas sin clasificar los capullos y la Picker que es programada
para realizar cosechas mas selectivas (probablemente x altura) y lo hacen con una o dos semanas de
diferencia. Terminada la cosecha las plantas pueden ser reutilizables o desechadas con el arado, esto ultimo es
mejor porque las plantas nuevas son mas rendidoras (altura, calidad, etc).
Las maquinarias modernas son programables adecuando temperaturas de secado, limpiando impurezas.
Limpieza capullo: El desmotado es el proceso de extracción de todo lo que no sea copo de algodón puro. Las
fibras pueden ser largas o cortas. Las largas (13 a 15 mm) se utilizan para textil, las cortas (Lintern)
promedian los 3 mm y se utilizan usualmente para las fibras artificiales como el rayón por la concentración de
celulosa. Las fibrillas que quedaron adheridas a su semillas se extraerán cuando se procesen para extraer
aceite que se mezcla con los otros comerciales por ser (solo) muy pesado para consumo humano.
La desmotadora reduce la humedad del fruto del 25 al 7 % para no empastar la maquina, USA es la principal
fabricante de estas maquinas (Lummus, Continental, Súper Constelation), Terminado el desmotado se
enzuncha la bala o fardo para comprimirlo. Argentina se esta requipando con estas maquinarias. Las nuevas
tecnologías, como siempre, mejoran el producto final.
La finura deseada para la fibra es de 14 a 20 um. La calidad se liga al grosor, mientras mas gruesas sean
mejor), La maquina que lo detecta es el MICRONAIRE.
Pressley: Aparato que mide la resistencia de elongamiento de la fibra.
Mercerizado: En 1843/44 John Mercer descubre el hinchamiento de las fibras de algodón cuando estas son
sometidas a la soda caustica. Este proceso alinea las fibras y las redondea mejorando su resistencia en un 30
%. También aumenta la absorción de humedad, mejora el teñido brillo, sedosidad y alisamiento de los hilados
tejidos (x reflexión de luz). Este proceso se hace bajo tensión para evitar un gran encogimiento de las fibras.
Químicamente es afectada por el acido sulfúrico y por el hidróxido de cuproamonio. La llama produce olor a
papel quemado y cenizas grises con bordes suaves.
Fibras provenientes del fruto:
Fibra de Coco: Se obtiene del cocotero (Coconucifera). La única fibra de frutos de cantidades
comercializables, en especial desde 1840 con las grandes plantaciones de la India. De ella se extraen artículos
varios (leche de coco, copra y fibras). Común en climas tropicales se encuentran distintas variedades. En
India, Indonesia y Sri Lanka (Asia Mayor) se cuida mas la extracción de fibras, En Puerto Rico, Marruecos,
China y Filipinas se prefiere la comestible. Una madeja de hilo de coco contiene entre 50 y 100 mts de hilo y
un fardo pesa unos 150 kg. Se usa para: Colchones para saltos, pasaderas, tapetes, felpudos y cordajes para
barcos, escobas, cepillos, etc.
Tiene un diámetro mayor al del algodón pero es más liviana.
o 0,05 a 0,04mm. largo: 15 a 33 cm.
Plantación: El tronco alcanza un diámetro de 30 a 70 cm y una altura de 30 mts. De vida prolongada, llega a
los 100. Sus hojas son palmeadas, dispuestas radialmente. Contiene unas 10 o 12 unidades arqueadas que
miden entre 4 y 6 mts. Se recolectan durante todo el año y en cada racimo crecen entre 15 y 20 cocos.
Obtención de las fibras: El coco necesita 7 meses para madurar y se recolecta 4 o 5 veces al año. El coco se
rompe en varios pedazos y se pone a macerar en agua salobre, luego se golpean y trituran las fibras para
separarlas de su cascara, se lavan y secan. Con 13 cocos se obtiene un kg de fibra. Las fibras se espadillan
obteniendo fibras largas que se usan para cepillos de serdas y fibras cortas usadas como material de relleno y
para almohadas (Matress). Las fibras cortas que se eliminan durante la elaboración se llaman Combings.
Propiedades: La elasticidad de las fibras es mayor que la de otras vegetales. Muy resistente a climas y agentes
hostiles
Fibras provenientes del tallo:
Lino: La mas importante y codiciada de las fibras. Proviene del Linnum Usitatissimum, se produce en el norte
Europeo (Rusia, Polonia, Bélgica, Francia y Países bajos. Mide entre medio a un metro.
o 20 a 25µm afinándose hacia la punta. largo: fibra sencilla: 25 mm, fibra larga 40 a 70 cm.
Plantación: Para que el haz de fibras no sufra ramificaciones se planta compacto y solo en su parte superior
habrán ramificaciones. Las semillas son muy oleaginosas, chatas y redondeadas (aceite linaza). Se usa casi
siempre junto a otras fibras (polyester) que se corta a la misma altura que la fibra de lino y se tiñen juntos para
obtener un resultado homogéneo.
Recolección: Comienza cuando el tallo maduro (color amarillo) tercio de su altura. Se arrancan de raíz.
Manual o mecánica. Se recolectan y paran en forma de capillas, en el mismo campo. La obtención de las
fibras es artesanal. Se rastrillan para quitar la linaza. Sus semillas, se maceran durante 10 a 20 días para que
las bacterias ataquen y destruyan la cola vegetal. Si el macerado es en piletones de aguas controladas a 28 o 30
C la maceración se reduce a 4 días (artificial). Si se lo hace con químicos se llama desintegración, y limita la
aparición de hongos y bacterias maceradoradores. Al ser un proceso biológico e insustituible. Siendo este el
65% del costo de la fibra. A posteriori se seca el tallo cuidadosamente para no dañar la fibra. Se lo lleva a una
trituradora especial que separa la fibra de las astillas, los residuos se sacan con una espadilladora. Luego se
asedan y paralelizan dejándolos mas finos. El peinado permite separa fibras cortas de largas (lino asedado). El
rendimiento no es homogéneo. Hay tipo buenos, medios. Usados en mantelería, sabaneria y trajes de sastrería
unisex. Su cualidad mas deseada es la frescura. Se mezclan en cantidades iguales con polyester lino y algodón
lino. Se arrugan mucho.
Cáñamo: Es una fibra natural proveniente del tallo del Cannabis sativa. Se produce en Rusia, Yugoslavia,
Hungria, Polonia, Rumania, Italia, Turquia y Bulgaria.
Es muy duradero. De hecho, los primeros Levi´s blue jeans fueron hechos con cáñamo por esta razón.
Es mucho más fuerte que el algodón (no se estira). Son fibras cortas que poseen una alta pérdida de la
tenacidad.
o 25µm afinándose hacia la punta. largo: fibra sencilla: 20 a 25 mm, fibra larga 100 a 300 cm.
Químicamente es afectada por ácidos concentrados.
A la llama produce olor a papel quemado y un ligero residuo de cenizas.
Además del uso textil se utiliza para la manufactura de cables, para cuerdas, cordeles y artículos de
navegación.
Yute: Es una fibra extraída del tallo de su planta que crece en lugares inundables. Crece en Bangladesh, India,
Tailandia, Vietnam y Brasil, por la alta humedad y temperatura.
o 25µm afinándose hacia la punta. largo: fibra bastas: 1,2 a 3mts, fibra larga 1,5 a 4mts.
Pierden resistencia con agentes climáticos radicales (luz, calor y humedad),
Químicamente es afectada por los ácidos, son blanqueables y teñibles.
La llama produce olor a pasto quemado y cenizas grises de bordes suaves.
Se usa para la fabricación de pelucas, sacos, tapicería, esteras y cortinas.
El Ramio: Anterior al uso del Algodón. En china se usaba a la par de la seda. Producida en China, Filipinas,
Indochina, India y Brasil. Crece mejor en climas subtropicales y templados.
Su diámetro es mayor al del algodón y la lana.
Posee gran resistencia al desgaste y a las bacterias.
Posee un alto grado de absorción de humedad. Excelente capacidad de teñido, º
Químicamente es afectada por ácidos calientes (la mercerización es posible).
La llama produce olor a papel quemado.
o 20 a 60µm. largo: fibra bastas: 60 a 150 mm, fibra larga 1,5 a 4mts.
Fibras provenientes de la hoja:
El Agave o Sisal: Se extrae del Agave. Originaria de México. De clima subtropical, con hasta 25 años de
utilidad. La fibra se extrae mecánicamente aplastando y raspando la corteza de la hoja para extraer su fibra. Se
seca al aire libre y luego de una segunda limpieza queda lista para su vta. Es una fibra proveniente de la hoja
del sisal. Es larga y posee gran resistencia. Químicamente es afectada por los ácidos.-A la llama produce olor
a papel quemado y cenizas grises. Se usa para cordelerías, tapetes y trabajos manuales.
o largo: fibra técnica 60 a 120, fibra individual 2,5 a 3mm.
El Formio: Oriundo de Nueva Zelanda se destina a la fabricación de sogas.
El Esparto: Crece en España y África del norte, ya conocida x los romanos. Utilizable para trenzados rusticos
que no necesitan tratamientos adiciónales.
FIBRAS DE ORIGEN MINERAL
Fibra de Vidrio: Es una fibra artificial mineral. Puede ser hilada cuando se presenta en diámetros menores a
la centésima de milímetro. Se pueden producir hilos multifilamento largos y continuos o cortas (25 a 30 cm).
Su estabilidad química solidez, y resistencia al fuego y agua la hace deseable para cortinas y tapicería. Sola o
en combinación con resinas, logran excelentes resultados en materia de aislamiento eléctrico. Combinada con
el plástico combina solidez, estabilidad y resistencia al impacto. También usadas para transmitir
comunicaciones informáticas y telefónicas. (Fibra óptica).
Amianto: Proviene del magnesio, el calcio o hierro, cuando aparecen ligeramente teñidas reciben el nombre
de asbesto, son moldeables y tejibles, no son inflamables, aíslan bien del calor, usado para productos
ignífugos,( bomberos, productos aislantes, como tuberías de agua caliente.
Productores: Canadá, Sudáfrica y la antigua unión soviética. Extraída mediante diversas técnicas mineras
subterráneas y la minería a cielo abierto. Solo el 6% del material extraído contiene fibras útiles.
FIBRAS DE ORIGEN ARTIFICIAL
POLIMEROS: Son macromoléculas formadas por la unión de moléculas más pequeñas y repetidas llamadas
monómeros.
HOMOPOLIMEROS: Son polímeros formados por un solo tipo monómero que se repite.
COPOLIMEROS: Es una macromolécula compuesta por dos o más unidades repetitivas distintas, que se
pueden unir de diferentes formas por medio de enlaces químicos.
GRADO DE POLIMERIZACION: Indica cuántas unidades repetitivas se encuentran en un polímero.
ALTOS POLIMEROS: Son materiales con un grado elevado de polimerización.
La mayoría de las sustancias orgánicas presentes en la materia viva , como las proteínas, la madera, la quitina,
el caucho y las resinas, son polímeros, también lo son materiales sintéticos como el plástico, las fibras, los
adhesivos, el vidrio y la porcelana.
FIBRAS ARTIFICIALES
Se fabrican a partir de materia prima natural, ya sea animal, vegetal o mineral.
LAS MOLECULAS CELULOSICAS Y PROTEICAS SON MACROMOLECULAS, Y ESTAN CONSTITUIDAS
POR LA UNION DE INFINIDAD DE MONOMEROS.
La celulosa esta compuesta por polímeros que se hallan en la naturaleza. Los monómeros que la constituyen
son moléculas de glucosa, de formula (C6H10O5) n.
Son lo suficientemente grandes como para estudiarlas a través de un microscopio electrónico. Tienden a
orientarse en forma paralela unas c/ otras, esto influye en su resistencia.
Rayón Viscosa: Por muchos años denominada Seda Artificial, por su similitudes, llegando a pretender
remplazarla, sin lograrlo, aunque x ello se lograron excelentes grados de similitud.
Lamina de celulosa: Se extrae la pulpa de madera o Lintern de Algodón, que fue previamente deshecha y
luego prensada en planchas transportables cuya pureza es de un (96 a 97%).
Proceso de obtención del Rayón Viscosa:
Las laminas celulósicas deben ser desmenuzadas, para volverlas solubles se las sumerge en una lejía de soda
caustica, para que macere transformándose en Álcali celulosa, que se prensa (aplasta) fácilmente en el
desfibrador, (lo desmenuza) formando una masa que madurara durante unas 48 hs en recipientes adecuados,
alcanzando así el grado de polimerización adecuada para poder hilarlo. En ese momento se le adiciona el
sulfuro de carbono S2 C y se forma el Xantanato de Celulosa, que se filtra y deposita nuevamente, para
completar el proceso de maduración de la celulosa.
La materia resultante será liquida o viscosa y será pasada por las hileras, cuyos orificios le darán la forma final
de filamentos. Un baño de coagulación, compuesto por una solución de acido sulfúrico al 10 %, con las sales
de sulfato de sodio y sulfato de zinc, solidificara los filamentos obteniendo el hilado de Rayón Viscosa.
Finalmente se lava la torta obtenida, para quitar los restos de la solución sulfúrica, secarla y por fin enconarla.
Buen brillo, opacable con dióxido de titanio a gusto. En Argentina sus productores fueron: Reysol, Ducilo y
Sniafa.
Sus óptimas cualidades siguen siendo reclamadas para diversos fines. Por lo que sigue siendo producida con
viejas maquinarias.
Proceso de obtención del Rayón Viscosa cortado: FIBRANA
Al proceso anterior (previo lavado y enconado), se unen varias hiladoras formando un cable de filamento
llamado “FIBRANA”, o “RAYON VISCOSA CORTADA”.
La primera fibra fabricada con inconvenientes fue a base de celulosa, extraida de la madera y algodón.
En la Inglaterra de 1892 se descubre el proceso de la viscosa, se produce el sistema de Cupramonio y el
Nitrocelulosico
Mezclas mas comunes: Poliéster 50% / Viscosa 50 % o Poliéster 60% / Viscosa 40 %.
Viscosa FLAME: Se provocan irregularidades en el proceso de hilandería (el hilo se ensancha y angosta).
SHANTUNG: Esta tela se hila con hilos flameados y sin flamear.
(Utilizado en forreria, vestidos livianos y blusas, hoy remplazados por el rayón acetato).
Lo arruinan: Acido clorhídrico concentrado, en frio. Acido sulfúrico al 65% durante 15', Hidróxido de
cupramonio. Detex: Le da color rosado.
RAYON ACETATO
Acetato: La celulosa se disuelve en acido acético como disolvente primario (complementado con anhídrido
acético y acido sulfúrico). Fue la segunda fibra artificial obtenida y comenzó a fabricarse en USA en el año
1924, como filamento continuo, en forma de Diacetato de celulosa, porque era disuelto con acetona.
Triacetato: Disuelto en Cloroformo 1926/ 300 resulto muy caro. A partir de 1950 se lo remplazó x Cloruro de
Metilon o Diclorometano CH2 CI2, permitiendo el desarrollo buscado. Así fue posible producir las fibras de
acetato (triacetato) a un precio competitivo. La diferencia química entre el acetato y el triacetato es la forma
de disolución de la celulosa.
En Argentina se fabrica el acetato en filamento continuo, por la empresa Acetatos Argentinos. Se tiñen con
colorantes de dispercion ( no solubles al agua).
Cupramonio:
TENCEL ®
Proceso de obtención del tencel: La materia prima utilizada para producir esta fibra es la celulosa natural
derivada de la madera.. Esta se obtiene de arboles especialmente cultivados para ello y por lo tanto , sin costo
ecológico para el medio ambiente. Para disolver la celulosa y obtener una solución viscosa se utiliza un oxido
amínico, que es orgánico y no es toxico. Esta solución viscosa se filtra y luego extruye par obtener unos
filamentos delgados, de los cuales, posteriormente se elimina el disolvente (mediante el lavado). El haz de
filamentos resultante se seca y divide para obtener fibra cortada, mientras que el disolvente que se extraje del
lavado es reciclado casi en su totalidad, dejando un minimo de residuos del proceso que son totalmente
inocuos (no son nocivos).
Datos y características importantes:
Es marca registrada por COURTAULDS.
La fibra es 100% celulósica.
Al ser una fibra celulósica, absorbe la humedad y es totalmente biodegradable.
Se caracteriza por su elevada resistencia tanto en estado seco como en húmedo, siendo la única fibra
celulósica artificial que es más resistente que el algodón en estado húmedo.
Los tejidos de TENCEL ® prácticamente no encogen.
Fibrila mediante una acción abrasiva, en estado húmedo, desarrollando microfibrillas en la superficie de la
fibra, que permanecen adheridas al cuerpo principal. Pudiendo usarlo para texturar (ej: Piel de durazno).
Disponible en 1.1 dtex y 3.3 detex, Tambien se adecuan al hilado de fibras cortadas o largos para hilados
peinados y cardados.
La hilatura de estas fibras se caracteriza x su apertura, su rizado y absorción de humedad, de alto moduloy la
suavidad de su superficie. Se hila fácilmente con las maquinas de hilatura modernas, incluyendo procesos de
“Open end” y “air jet”.
En los sistemas de hilaturas de fibras cortas pueden crearse una gran gama de títulos de hilo 100 % TENCEL
® (nombrar numeraciones al comprenderlas).
IDEM RESTO DEL TEXTO
MODAL ® by Lenzing
El Arbol de la Haya: Arbol de la familia de las cupulíferas o fagácea. Es alto, de tronco liso, hojas caedizas,
sencillas, dentadas y con espitulas. Crece en toda Europa, donde forma extensos bosques, pero en España solo
vieve entre los 1000 y 1600 mts de altura de los Pirineos, la cordillera cantábrica y algunas montañas
castellanas. Su fruto es el hayuco. Son fibras regeneradas de alta resistencia. Es celulosa de Segunda
generación elaborada mediante el proceso de hilado de viscosa. A este grupo de fibras pertenecen las
Polynosic (rayon HWM) y las High Wet Modulus, este tipo de fibra es mas flexible y por ello NO
FIBRILA.
EL GRADO DE POLIMERIZACION DEL MODAL ES MAYOR QUE EL DE LA VISCOSA.
Es mas estable frente a los Álcalis.
En condiciones especiales de trabajo es mercerizable.
Puede teñirse con colorantes reactivos (ídem Algodón).
Incorpora un 50% mas de humedad que el algodón, y lo hace mas rápido.
Buena estabilidad dimensional.
Humectantes p/celulosa disminuyen pilling.
Modal en el tejido de punto: Se lo encuentre en tejidos Jersey simple 100% Modal c/ o sin elastano para
ropa diaria o de noche, hasta los jersey dobles mezclados c/ algodón para ropa informal, puntillas Raschel,
ropa deportiva.
Modal en el tejido plano: Se lo encuentre en tejidos livianos para camisas y blusas o pesados como el denim,
también usados en telas decorativas y tapizados.
Confección: Debe trabajarse sin tensionarla. Desde la hilandería hasta la sala de enconado, desde la tejeduría
hasta el apresto final.
Tipos de MODAL que podemos encontrar en el mercado:
1. Micro MODAL:
1.0 dTex (diez mil metros de esta fibra pesan solamente un gramo), se logran hilados mas finos y en
consecuencia prendas mas livianas y flexibles. Las prendas fabricadas con este tipo de fibras se mantienen
durables y agradables aun después de muchos lavados (ej.: 25). Absorbe la humedad más rápidamente que el
algodón y permite su inmediata evaporación dejando respirar la piel y por ello se siente como una piel sobre
otra. Es sustancialmente más delicado que el algodón, la lana y algunas sedas. Repele los depósitos de acido o
detergentes, manteniendo su brillo, colores y suavidad.
Se reconoce principalmente por las telas lujosas, superficies suaves, efecto visual sedoso y los colores
brillantes. Tanto las que son 100% Modal, como las que tienen una pequeña cantidad de elastano (telas
elásticas) presentan un lustre que excede en su apariencia a las del algodón mercerizado.
2. MODAL SUN:
Esta fibra bloquea la recepción de rayos UV, aun cuando es teñida y sometida a muchos lavados.
Se Usa para ropa de niños, ropa deportiva y para días de verano, así como también para caminatas, alpinismo
y montañismo.
3. PRO MODAL:
Es el resultante de la mezcla de Modal y Lyocell (TENSEL), creada por lenzing para usos textiles y tapicería.
Su performance es mejor que la de ambas fibras por separado.
Las mezclas mas comunes son: 70% Modal y 30% Lyocell, para uso diario. Para ropa interior se usan hilos de
titulación elevada: 1.3 detex de ambas.
FIBRAS SINTETICAS O QUIMICAS
Se generan a partir de derivados petroquímicos, formados por polímeros muy largos (parecidos a los
plásticos). Su fabricación es al igual que el rayon y el acetato, dando forma de filamentos a los líquidos dentro
de un ambiente en el que se solidifican. Muy resistentes al calor y humedad, buena elasticidad y capacidad de
teñido.
HILATURA DE SINTETICOS
MONOCOMPONENTES: Son fibras que se producen con un único componente (poliamida, poliéster).
POLICONDENSACION: Poliamida y Poliester.
POLIMERIZACION: Poliacrilonitrilo (Acrilico Regular), Clorofibras y polipropilenicas.
ELASTOMERICAS: Poliuretanos y Poliureas.
POLICONDENSACION AROMATICA: Aramidicas.
BICOMPONENTES (era generación): Son fibras hiladas simultáneamente con dos polímeros de diferentes
propiedades. Que reaccionan diferente a los distintos procesos.
POLIAMIDICA
POLIESTER
ACRILICA: (Acriloco H.B)
OLEFINICAS
MICROFIBRAS: Las mas importantes son Poliester, Poliamida y Acrilico. En Europa y America también son comunes la
Viscosa y el Polipropileno.
Mientras mas finos sean los filamentos mas complejo será el proceso de teñido y terminacion. (Ej: el
gamuzado).
Un tejido realizado c/ microfibra tiene de un 10 a un 25% menos de peso. Su suavidad la hace deseada en el
mercado de la indumentaria (mi campera). Entre sus cualidades esta su impermeabilidad y permite evaporar
desde su interior la transpiración. Por ser tan compacto es deseado para deportes de climas hostiles. En tejidos
hospitalarios protegen a médicos en salas de cirugía. Sufren un proceso de microesmerilado.
Teñido: Por su mayor superficie de contacto con la tintura absorben grandes cantidades de este, con menor
intensidad de color x lo que se deberá agregar mas colorante para igualarlo. Su solidez es menor por la mayor
superficie de ataque a la fibra (agentes climáticos). El lavado también es mas complejo por el mismo motivo
que explique en el teñido.
MENCIONAR MAQUINARIAS Y TERMINACIONES AL COMPRENDERLAS
La microfibra puede hilarse con Lana-Acrílico o Poliéster-Algodón. Varian según las fibras y sus
proporciones.
Argentina: Se usa mucho la mezcla de Urdimbre de un tipo y trama Microfibra. Son incontables las variables
utilizables.
En Sintesis: Las microfibras se dividen en tres grupos. Por disolución, división o hilatura directa.
DISOLUCION: Compuestas x filamentos Bicomponentes, en los que una se disuelve y la otra queda como
microfibra.
DIVISION: Hechos x filamentos bicomponentes que se procesan con tratamientos químicos o físicos.
HILATURA DIRECTA: Húmeda o seca. Se hacen por fusión y pueden ser de Nylon, Acrílico y Poliéster.
Concluyendo: Las microfibras se logran a base de Poliamida, Poliéster, Acrílicas.
HILATURA: La Aramida es decubierta en 1965 x DU PONT. Pero solo 8 años después se comenzó su comercialización
con el nombre KEVLAR.
Las fibras sintéticas mas importantes son:
La poliamida: 6 y 6.6
El Poliester
El Acrilico Hig Bulk y regular
El Polipropileno
Produccion de nylon: en fibras u otros. El nylon tiene una dureza similar al marfil: Para procesarlo, se funde y
se hace pasar por los orificios de un disco metálico, del que salen los filamentos, que son solidificados con un
chorro de aire y luego son estirados hasta lograr una longitud 4 veces mayor. Su diámetro es controlado por la
velocidad de bombeado del material fundido y la velocidad a la que se lo estira. Se logran filamentos mas
finos que las fibras convencionales. Pudiendo lograr apariencias de seda brillosa o un opaco algodón. Pueden
ser teñidos en cualquier momento del proceso. Según los acidos con los que se produjo toma el nombre de
poliamida 6 o 6.6
Tiene baja absorción de agua por lo que seca rápidamente pero es insufrible en las prendas de verano. No es
nocivo para el organismo. La luz solar lo altera, especialmente en cortinados. No es atacado por álcalis,
jabones y detergentes. Es dañado por la mayoría de los ácidos y alterado por sus propios componentes
(cambiando cantidades moleculares). El 6.6 fusiona a 260° Y EL 6 A 215° mientras que su tenacidad (deniers)
es de 18 en el 6.6 y de 23 en el 6. La poliamida 6.6 logra colores mas intensos y en menos tiempo.
USOS TEXTILES 6.6: medias, tapicería, tela de paraguas, lonas de carpas, hilo de costura, tela para paracaídas y
cuerdas de alpinismo. En la vestimenta se mezcla con algodón y lana y todas las sintéticas. Se usan para prendas
deportivas con las elastómericas.
USOS NO TEXTILES 6.6: sillas (x su resistencia al peso), globos para gas eólico (no cambian su estructura), precintos
de seguridadpor su flexibilidad.
USOS TEXTILES 6: Es utilizada en marroquinería y calzado ya que su baja higroscopicidad permite que estas se
mantengan secas principalmente adentro, sin absorber la humedad y ocasionar perdida de material que se guarda en
bolsos o carteras y en el caso del calzado manteniendo al pie seco, juega un papel principal en el cuidado del mismo
respecto a factores como ser los hongos en pies que se ven favorecidos precisamente por la humedad.
USOS NO TEXTILES 6: Utilizada Para la producción de Engranajes, Bujes, Roldanas, Ruedas, Guías, Tornillos,
Poleas, etc. por su resistencia a las fricciones, resistencia a presión, cuidado de la forma y lento desgaste.
FIBRA POLIESTER:
Du pont deja la investigación del poliéster en 1930, para dedicarse a la poliamida. Imperial Chemical, toma la posta
produciendo el TELYRENE. Este filamento continuo tiene usos multiples, como cortinados que no se ven afectados por
la luz solar, asi como también generos de TRICOT doble donde la cara exterior es de poliéster continuo texturizado.
Muy usado en camisería de hombre. En urdimbre mezclado c/ algodón en trama, sabanas y blanqueria (menos
arrugable). Cortado, es la fibra mas utilizada. Pura o combinada con otras fibras.
Mezclada con lana o Algodón es la mas aceptada en la industria textil, por calidad y precio.
FILAMENTO CONTINUO: Similar a la poliamida, se obtiene el polímero, luego la extrusión por fusión y el estiraje.
Existen 3 procesos de hilatura.
a) Por fusión: es por fusión y endurecido al aire, el mas simple y economica.
b) Por disolvente: El solvente y el polímero entran en una mezcladora, para pasar a través de una bomba, luego se recupera
el disolvente a la vez que sale el hilado en seco hacia el estirado.
c) Sistema x coagulación: Identico al anterior pero el secado se produce en una batea con un coagulante y sale el hilado
húmedo hacia el estirado.
Las variantes mas comunes son: el texturizado, del hilado, la microfibra, y el texturizado por aire apto para
urdimbre de tejeduría plana que de otra manera debería encolarse, salvo que sea retorcido. El entrelazado por aire es el
mas popular y se llama tangleado.
Mezclas mas comunes poliéster:
Poliéster/ lana 55/45: De las mejores. Para Lana peinada es ideal. Da buena caída al textil. No arrugado, es
termofijado y acepta la terminación que se le otorgo a la lana.
Lana/ Poliéster 60/40: Para trajes media estación. Da aspecto a Alpaca al usar Poliéster mas grueso.
Lana/ Poliéster 90/10: Para dar mayor performance a la lana.
Poliéster/ Algodón 65/35: De las mejores prporciones. Mejoro tacto, calidad y rendimiento, tanto en el uso de
la prenda como en su proceso productivo, por la enorme resistencia que le otorga al algodón durante su
hilatura y tejido.
Poliéster/ Fibrana 50/50: Es la mejor mezcla dar a la fibrana,(rayon cortado) la mano suave y mejora la
resistencia para sus distintos usos finales. Bluseria para dama, vestidos, frescos, y buena caída, mayor
resistencia al desgarro, y planchado semipermanente. En pantaloneria mejora su caída y en general conserva
sin deformar en la rodilla.
Recordando tejido punto doble: Un jogging x fuera es de poliéster para resistir al frote, al aire, ser
liviano, por dentro tiene el frisado del algodón que lo hace suave y abrigado
FIBRA ACRILICAS:
Es una de las fibras mas importantes, sobre todo la fibra cortada (EN ARGENTINA) pura o mezclada c/ algodón o lana.
Fue la primer fibra bicomponente que en algunos casos logra remplazarla con muchísimo éxito.
Desarrollada x Du Pont bajo el nombre (ORLON).
REGULAR y ACRILICO HB:
Propiedades Regular: Este acrílico es condicionado para ser hilado con el método algodonero. Aunque su frescura
no se asemeje a la fibra natural. Por su similitud estética con el algodón es posible hilarlas juntas. Para mercería y
medias .Remplaza al algodón en productos playeros y cortinados ya que el sol no lo deteriora, como si ocurre c/ el
poliéster que pierde un 34 % de tenacidad al quedar expuesto al sol. Teñido c/ colorantes dispersos (dando
terminaciones de colores plenos) o con colorantes acidos o básicos según las fibras que lo acompañen. Es tejible en
plano y punto como el algodón. La titulación es Ne inglesa tal como en el algodón.
Propiedades HB: Esta fibra reacciona de dos modos distintos frente al calor (x ser bicomponente). Uno de ellos
estirado en caliente guarda en su memoria la forma original, x lo que no la pierde al volver a la temperatura ambiente.
Contrayendo a su gemela tanto como la habían estirado a ella. Esto, obviamente la hace mas tupida y mejora su
cubrimiento. Las prendas son mas livianas, abrigadas y económicas. La contracción del hilado hace a su suavidad.
Utilizada para mantas livianas (avión, bebe). Nace para remplazar la lana x lo la encontramos en grosores y largos
similares. La titulación Nm es Americana tal como en la lana.
FIBRA ELASTOMERICAS o SPANDEX
Estas fibras han mejorado la calidad de las prendas por lo confortables que son, además de este modo se remplazo al
elástico.
Las fibras elastómeras tienen todas las cualidades que la goma y el látex no tienen. Por otra parte son finas y suaves por
lo que ciñen suavemente envolviendo el cuerpo. LYCRA es el nombre de la fibra elastomerica de Du Pont. Se trata de
un polímero de cadena muy larga, formado x al menos un 85 % de poliuretano segmentado (SPANDEX), obteniéndose
filamentos continuos que pueden ser mono o multi filamentos.
Los usos mas importantes del Spandex:
1) Elasticidad x comodidad: Para que la prenda mantenga su forma y facilite el estiramiento cuando sea necesario.
2) Elasticidad x cotrol: Para fajas, corsetes y prendas intimas.
Se diferencia del látex por su recuperación elástica y finura. No se ve afectada por sudor. Estira de 3 a 9 veces y su titulo
puedo llegar a los 20 denier, recuperándose en un 99%, con una vida útil indefinida.
Son teñibles y estampables a diferencia del látex. No se envejecen ni x uso ni x tiempo.
USOS COMO MONOFILAMENTO: Para ajustar suavemente prendas que caerían. Usado directamente o como alma
de nucleo.
COMO MULTIFILAMENTO: En la fabricación de tejidos que absorben humedad, condición de la que carece.
KEVLAR®, TWARON® Se la puede definir como una fibra Aramida. Químicamente es un estructura aromática de poliamida. Sus características
son tan distintas a las de la poliamida que genéricamente se necesito de otro nombre que la identifique. Ese nombre fue
el de ARAMID (para Du Pont es su KEVLAR®). La estructura es de una cadena en la que al menos el 85 % de sus
enlaces se fijan a dos anillos aromáticos.
USOS: Los cableados de aramida pesan 1/20 con igual diámetro y resistencia. Lo que permite mayores cargas útiles, ej:
cableados submarinos. Es la fibra mas resistente a la tracción. (Mas del doble que el poliéster y la poliamida), cuando se
rompe da tiempo de reposición (x desgaste). Buena elongación de rotura.
Usados para paneles de fibra aramida para paneles de f1, por peso y resistencia, perdiendo hasta un 40 % de su peso
original. Tambien es usado como protección para pilotos por ser ignifugo. Comienza a carbonizarse solo a los 425°.
Para bajas temperaturas soporta hasta -195°. Mas resistente que el plomo que funde a temperaturas menores. Solo
lo pueden dañar ácidos muy concentrados. No puede teñirse y la luz ultravioleta lo afecta superficialmente. Resistencia
mecánica: Para frenar aviones, resistir balas. Tipos KEVLAR (KEVLAR LT, KEVLAR 29 Y KEVLAR 129).
HILADOS TEXTURIZADOS
Son los que sufren una modificación en su estructura, originalmente lisa, por la introducción de un deformación
permanente. Esta se hace mecánicamente transformando la disposición paralela de los filamentos, provocando un
enrulado. Confiriéndole nuevos propiedades, comenzando por su volumen y mayor estiramiento o estrech.
Metodo Helanca: Retorcido con alta torsion, fijado y se destuerce. Luego se unen dos hilos para neutralizar la torsión a
través de pequeñas torsiones que los unan (para que no se separen). Logrando un estiramiento del 200 al 400%.
Falsa torsión: remplaza el sistema anterior para manipular menos el hilado que provocaba filamentos rotos, mala
calidad, etc.
Tangleado: Suprime el encolado en la tejeduría plana.
Texturizadora: Retuerce el hilo, lo pasa x una cámara de calor que lo termofija e inmediatamente después lo destuerce,
pero el termofijado hara que el hilo quiera volver a su forma retorcida anterior, Formando un encrespado en el momento
en el que se le quita la tensión de trabajo para luego enconarlo.
Si se unen un hilado con torsion S y Z Al volver a retorcerlos juntos en otra acción se obtiene un hilado voluminizado
que apenas se lo estire cobrara mayor volumen.El termofijado no tiene una temperatura constante, pero oscila en los
215°
Hilados de alta tenacidad: El estiramiento adicional otorga mayor tenacidad. Ya que la poliamida reorganiza sus
macromoléculas cuando se les efectúa un estiramiento especial. Este estiramiento adicional reacomoda
longitudinalmente esas macromoléculas moléculas, perdiendo elongación y ganando en tenacidad.
Elasticidad: Se estira la fibra y al soltarla vuelve a la medida original, sin modificar su largo.
Elongacion: Se estira la fibra y al soltarla esta es un poco mas largo que previo al estirado.
Encogimiento residual: Es el resultado de someter x media hora un tejido de medidas conocidas en agua destilada. Al
secarlo se vuelve a medir y si se modifico se calcula en porcentaje de cuanto fue.
POLIESTER DE ALTA ABSORCION Y SECADO RAPIDO
Este polímero se hila con dos componentes, que otorgan filamentos agujerados agujereados. Se trata de un sistema de
poros en forma de cráteres y micro agujeros. Los poros absorberán la transpiración y los agujeros la desecharan,
PERMITIENDO UN RAPIDO SECADO.
HILATURA DE FIBRAS DISCONTINUAS
Los distintos procesos de hilatura de fibras discontinuas (cortas, medianas o largas), o de fibras cortadas tanto naturales,
artificiales y sintéticas o sus mezclas, están formadas x una secuencia de operaciones luego de las que se obtiene un
hilado.
Un hilado es una superposición de fibras ilimitada en su largo, torsadas para generar una superficie de contacto que
permita la resistencia a la tracción necesaria.
El proceso de hilatura permite que las fibras se ordenen longitudinalmente y sean torsionadas para luego enconarlas.
La rueca era usada en el pasado para estirar hilos de lana, seda y algodón y torsionarlos que huso que giraba como un
trompo.
La primer maquina de hilar se invento en Inglaterra, revolución industrial. Remplazando los procedimientos
manuales y acortando y economizando los tiempos productivos.
Aun implantada la hilatura continua sigue siendo un proceso largo y costoso.
Torsionadas
La hilatura continua pretende reducir el numero de etapas que producen el hilado. En primera instancia con la
incorporación de la tecnología de los anillos, luego se incorporo la hilatura directa (que elimina el paso de la
mechera, sin desprenderse de los anillos para lograr las torsiones). Tambien se incorporo la hilatura a cabo
abierto o “OPEN END” que al fin logra eliminar los anillos.
Sin torsion:
Elimina la continua de hilar, roseando con apresto la mecha con una ligera torsion que sale de esta. Para luego
vaporizarlo y conseguir la cohesión c/ almidón gelatinizad, dando hilos rigidos, planos y de poca resistencia.
La hilatura x autotorsion:
Dos haces de hilo se torsionan en sentido inverso entre dos rodillos, al intentar volver a su estado anterior se
tuercen uno sobre el otro.
EN SINTESIS:
1. Se las limpia y ordena en forma paralela al eje longitudinal del futuro hilado.
2. Se las estira hasta conseguir unamecha.
3. Se las retuerce para unirlas y lograr resistencia.
HILATURA DE LA LANA
Existen 3 sistemas de hilatura para las lanas:
1. Sistema de hilatura cardada.
2. Sistema de hilatura peinada.
3. Sistema de hilatura semi peinada.
Variantes en la materia prima a hilar:
1. Pura lana: Lanas gruesas, más cortas, descartes de peinadura, que no califican para el peinado.
2. Lanas regeneradas: Por la escases del producto, se usan prendas en desuso.
3. Residuos de fabricación: Son los residuos de fabricantes de prendas nuevas.
Se separan por colores y tonos (SISTEMA PRATENSE).
Recuperación de la fibra de lana:
1. Pura lana: Lanas gruesas, más cortas, descartes de peinadura, que no califican para el peinado.
2. Lanas regeneradas: Por la escases del producto, se usan prendas en desuso.
3. Residuos de fabricación: Son los residuos de fabricantes de prendas nuevas.
Se separan por colores y tonos (SISTEMA PRATENSE).
La maquina se denomina “DIABLO” y sus componentes son:
1. Mesa de alimentación:
2. Dos cilindros alimentadores.
3. Tolva de entrada para la humectación del trapo (con agua y material oleoso emulsionable).
4. Tambor deshilachador revestido de puntas cónicas (1700 a 5000) x tambor.
5. Tapa separadora que impide el paso de pedazos de tejido grandes.
6. Batidor que los devuelve, por grandes o los no desmenuzados. Algunas vuelven a procesarse.
7. Dos cilindros perforados succionan las fibras llevadas a una telera de alimentación.
Sistema de hilatura cardada.
El proceso de cardado es el mas corto y la capacidad de limpieza es menor que la del peinado.
No elimina las fibras cortas ni las paraleliza totalmente, mas bien las orienta dando como resultado un hilado
más esponjoso.
En primera instancia la mezcla es humectada, esto puede hacerse en una cámara de mezcla en la que el
humectante es pulverizado automáticamente.
Las maquinas empleadas son “El batidor” y “El lobo carda”. Tienen como objeto la limpieza de residuos
vegetales, apertura y mezclado de los componentes y también tiene la habilidad de enfardar el resultante.
a. El Batidor: esta compuesto por la telera de entrada y un gran tambor de limpieza.
b. El Lobo abridor: esta compuesto por cilindros entradores y cilindros de salida.
La telera (cinta transportadora) recepciona la materia prima (lavada en el leviathan) y el tambor se encarga de
limpiarla de vegetales.
A posteriori se pasa al Lobo abridor en el que los cilindros entradores cardan la lana y los cilindros de salida
transportan el producto procesado.
¿Para que se efectúa el cardado?
Para paralelizar las fibras tanto como se pueda, lograr una limpieza total de impurezas y dar regularidad a la
mecha.
¿Como se efectúa el cardado?
1. Apertura de la masa fibrosa, mediante superficies con puntas, con pasaje de velocidad de < >.
2. Cardado y desmenuzado de las fibras. Mediante superficies de puas contrapuestas.
3. Recogimiento de las fibras, mediante condensadores, con el pasaje de velocidades superiores e inferiores.
4. Estiraje pasaje pasando de velocidades inferiores a superiores, dividiendo en fibras el velo.
5. Doblando mediante la superposición de 2 o mas velos de fibras.
Consiste en un proceso de pesado de la materia prima, para que todo el paso siguiente, que es el cardado
propiamente dicho, funcione con la misma cantidad de lana por unidad de tiempo trabajado, dicho de otra
forma, para que la mecha saliente sea lo mas pareja posible con un titulo uniforme.
La balanza carga el kg que fue programado, el material pesado es arrojado sobre la telera, que lo transporta
hacia la carda propiamente dicha. Allí se encuentra con un cilindro denominado “AVANTREN” este esta
revestido de púas rígidas con forma de dientes de sierra. Por encima de ese encontramos tres pares de cilindros
(también estos con púas). Cada par tiene un cilindro de mayor tamaño que se denomina TRABAJADOR y
otro de menor tamaño que se llama ROBADOR.
Todos los copos empiezan a abrirse pasando de un cilindro a otro, por la diferencia de velocidad que hay entre
ellos, así como también las púas que están colocadas una en sentido contrario a la otra. A medida que los
copos son desmenuzados y sus fibras paralelizadas. Son en la siguiente instancia arrastrados a través de un
transportador o cilindro de paso hacia el tambor mayor de este sector del proceso denominado
EMBORRADORA. Esta sección compuesto por un gran tambor con púas flexibles que desmenuzan los
copos con mayor intensidad para que aparezcan las fibras en forma individual, siendo tomadas por otro
cilindro que las envía al siguiente paso de paralelizarían y limpieza. La EMBORRADORA también es
acompañada x una serie de pares de cilindros grandes y pequeños que en grandes cardadoras pueden tener
hasta 6 pares. Las fibras una vez que fueron separadas medianamente se van colocando en la parte inferior del
colchón de púas que forman el gran tambor de la EMBORRADORA (diámetro aprox de 1200 mm). Para
pasar las fibras al proceso siguiente se las eleva un poco para que el cilindro transportador llamado
VOLANTE con púas de entre 3 y 4 cm de largo , penetren dentro del tambor, levanten las fibras pasándolas a
un cilindro llamado DESCARGADOR de donde las fibras son quitadas en su totalidad por un PEINE
OSCILANTE. El cardado (cilindros, puede repetirse entre 2 y 3 veces).
El PEINE OSCILANTE quita la totalidad de las fibras que llegan al embudo de salida, formando una mecha
compacta o un velo (símil guata) de unos 15 a 20 cm.(generalmente, aquí los reciben 2 cilindros metálicos,
pulidos a espejo que tienen una presión fuerte entre ellos a fin de pulverizar los fragmentos de naturaleza
celulósica de las fibras. A este aparato lo denomionan PERALTA. De aqui es trasladada por un puente a la
próxima etapa que se denomina REFINADORA que será el paso final para una carda de dos cuerpos, si la
carda tiene un tercer cuerpo a este se lo denominara CARDA.
El velo ingresa en una zona de cilindros acanalados, en los que se encuentran CORREINES de cuero que se
cargaran con las fibras que tomo en la entrada. Estas son depositadas suavemente en la entrada de dos BOTAS
ROTAFROTADORAS. Estas botas están montadas una sobre otra y giran en sentido inverso para que la
mecha que pasa por dentro tome una forma compacta, redonda y consistente. Todas estas mechas que se
juntan a la salida forman un pack o bobina de carda finalizando el proceso de cardado.
Aclaración: La refinadora y La carda son el mismo sistema, pero la distancia entre cilindros decrece a medida
que avanza el proceso de cardado. Este proceso de control de distancias entre cilindros se llama galgado y la
GALGA es una lámina de metal para controlar la distancia entre cilindros.
HILATURA LANA CARDADA
La hilatura consiste en transformar las mechas obtenidas en la carda en hilado, dando a los mismos estiraje y
torsion y bobinándolos.
Para ello se emplean dos tipos de maquinas:
La intermitente (SELFACTING), puede usarse para hilados comunes pero su mejor rinde es para hilados finos
o cualquier tipo de mezcla. Por su parte el sistema RING (que es continuo) permite mayores producciones en
menos espacio, con procesos mas simples y menor mantenimiento.
SELFACTING:
Sus componentes: Se trata de dos “cajones” alineados y unidos en el centro por el sistema mecánico de
control. Estos “Cajones” están montados sobre ruedas que se deslizaran sobre rieles fijados al piso. A lo largo
del “cajón” están montados los husos, el sistema que le da movimiento rotatorio, y los elementos que
permitirán los cambios de sentido de giro. Por otra parte la bobina salida de la carda, se coloca sobre un
cilindro acompañador que la desenvolverá de manera suave y sin tirones evitando que la mecha se degrade.
Los cilindros se encuentran en un punto fijo detrás de los cajones formando la denominada bancada de la
maquina. CONTINUO/ SISTEMA RING: Nuevamente partimos de la bobina de carda, con una mecha inconsistente,
por lo que se necesitara un tratamiento delicado. La mecha se recibe pre torsionada por las BOTAS
ROTAFROTADORAS. Se la coloca en la bobina de alimentación y pasa por dos pares de cilindros que están
separados y entre los que se produce una nueva falsa torsion al pasar por un embudo y un tambor. Al salir del
segundo par de cilindros la hilatura se encuentra con una bobina montada sobre un huso que gira 3000 a 5000
revoluciones por minuto dependiendo de la maquina.
Alrededor de la bobina hay un anillo cursor que gira con una mínima velocidad inferior para direccionar al
hilo y que este no se enriede, corte, etc. al bobinarse. Este” SISTEMA DE ARO CURSOR” se utiliza en
muchas maquinarias del sistema textil.
ECARTAMIENTO: Es la distancia que hay entre un HUSO y otro, mientras mas grande es la bobina
resultante mayor será el ECARTAMIENTO. El largo de las maquinarias oscila entre los 24 y 25 metros para
que su operador pueda coordinarla.
OTRAS CONSIDERACIONES: Cuando la bobina esta llena la maquina detiene su marcha para que sea remplazada x una nueva bobina.
HILATURA LANA PEINADA
Las partes de lana elegidas para hilar después de las etapas de limpieza se denominan TOP.
PREPEINADO: Cuando la mecha salió de la carda se procede a la paralización con la denominada PASAJE
DE INTERSECTING: esto se realiza con tres pasadas, hasta lograr la paralización de las fibras de la mecha.
Previo a ello se estira y doble muchas veces las mechas (como una masa) para lograr una mecha homogénea.
Las fibras que llegan de la carda están separadas pero no paralelizadas. La maquina esta compuesta por una
telera en la que se ponen las mechas provenientes de la carda acoplando un cierto número de ellas para
presentarlas a un doble campo de agujas o peines que están colocados en sentido inverso uno del otro. Su
movimiento hace avanzar a las fibras. La zona de estiraje esta compuesta por dos o tres cilindros superpuestos
colocados al final del campo de peines y tienen el mismo ancho de estos, tomaran el lecho de fibras salientes
entre ambos cilindros. Por diferencia de velocidad entre entrada y salida este lecho se estira comenzando así el
paralelizado. Todas las etapas son simultáneas ya que siempre hay en ella material en tratamiento. La función
del campo de peines móviles es esencialmente la de acompañare a las fibras en su avance. La barreta contiene
a los dientes del peine, luego llega a los cilindros de estiraje con movimientos sincronizados. Entrando en un
embudo que le da una pequeña torsión para que el material no se desarme, luego pasa al recipiente de
almacenaje llamado TACHO o BOTE. La otra opción es el bobinaje usado para viejas tecnologías aun en
funcionamiento.
PROCESO DE PEINADO: 1. Paralelizar fibra x fibra.
2. Eliminar todo rastro de impurezas.
3. Eliminar las fibras cortas. Calibrando la maquina 18 a 21 mm según se necesite.
1) Paralelizar fibra x fibra:
a) Peinado de la cabeza:
Se divide en dos etapas. Una pinza sujeta firmemente un mechón de fibras y el lecho circular de peines
peinara las fibras que no tapa la pinza. De este modo se paralelizan las fibras largas y las cortas (que no atrapo
la pinza) son eliminadas por no tener donde sostenerse cayendo en un cajón dispuesto debajo de la peinadora.
Este desecho se llama BLOUSSE o BLOUSSE DE PEINADO y será bien vendido por ser material virgen.
b) Peinado de la cola:
Se aprisiona el mechón de fibras ya peinado y se peina la cola (lo que tapo la pinza en el paso anterior) con un
peine recto y fijo. A través del cual deberán pasar todas las fibras totalmente paralelizadas, ya que aquellas
que no lo estén quedaran de ese lado del peine y será eliminadas por cepillos que acondicionaran la zona de
trabajo para el próximo mechón. Los mechones asi peinados se superpondrán a lo ancho de la maquina para
finalmente ser tomados por un embudo reunidor que les dará una suave torsión y depositara en el tacho. Estas
mechas pasaran asi a un proceso de intersecting, en el que varias mechas serán juntadas, estiradas y bobinadas
según necesidad, dejando los tachos vacíos para un nuevo proceso. Este producto rescatado de los tachos se
denomina TOP PEINADO.
2. Eliminar todo rastro de impurezas:
La peinadora eliminara toda impureza (es su rol). Los peines barrerán con todo lo que no sea fibra.
3. Eliminar las fibras cortas.
Es un proceso que usualmente se decide sobre la marcha teniendo en cuenta la calidad de la fibra que
encuentra, su resistencia y su limpieza total.
ALISADORA: Esta maquina lava la mecha de la lana ya peinada en bateas muy similares al LEVIATAN. Las mechas son
agrupadas en grupos de entre 15 y 20 formando un colchón que serán acompañados por rodillos guía y
sometidas a una solución jabonosa y luego a rodillos exprimidores y secados en un campo de aire caliente. A
la salida se les hara un intersecting desfieltrador o se los bobinara.
GILL DESFIELTRADOR (Gill Box): La tarea de esta maquina es desfieltrar las mechas lavadas y enjabonadas que se apelmazaron en ese proceso.
Las fibras son guiadas por un peine inferior que las abrirá suavemente.
ESTAMPADO VIGOREAUX En este Gill Box las fibras entrantes se abren y presentan a la salida un manto parejo que pasa x dos cilindros
acanalados que estampan parcialmente, asi el pigmento depositado sobre la fibra permitirá obtener
combinaciones de colores, intensidades distintos.
PREPARACION HILANDERIA:
Este proceso esta compuesto por 4 etapas:
1. Primer Pasaje con autorregulador: Su función principal es regula el grosor de la mecha entrante
sacando fibras de donde sobra y agregándolas a donde falten, esto se hace con dos rodillos que
aprisionan las mechas entrantes abriéndose y cerrándose al compas del grosor de estas. Cuando la
mecha es fina disminuye la velocidad para permitir la entrada de más material y cuando la mecha es
gruesa el proceso es inverso. El hilado sale de la bobina y termina en un único tacho.
2. Segundo pasaje de preparación: En este pasaje entran 8 mechas que se acoplaran dando como
resultado solo 2 mechas que serán mucho mas finas que las entrantes y caen en dos tachos separados.
3. Tercer pasaje de preparación: En este pasaje entraran 8 mechas y caerán 4 también aquí mas finas.
4. Cuarto pasaje de preparación: Las mechas tienen una regularidad aceptable, por lo que ahora se
procederá a afinarla y compactarla para que gane resistencia. Para ello tenemos dos sistemas de
trabajo.
a. El Frotador de Manguitos: Brinda los mejores resultados en lana peinada. Un tren de estiraje, con 2
largos manguitos, guían las fibras estiradas a grandes velocidades, y luego son tomadas por unos
frotadores que realizan la tarea de compactar (como las botas rotafrotadoras). Las fibras que componen
las mechas son perfectamente guiadas, con muy buenas velocidades de mas de 100 mts x minuto con
salida a dos mechas juntas, que forman un solo paquete o bobina de hilandería. Devanaran juntas para
ocupar solo un espacio. Permite grandes estirajes, por reducir distancias entre cilindros. La mecha saliente
será mas blanda debido a la falsa torsion dada x el frotador.
b. La mechera o banco de husos: La guía de las fibras se realiza mediante cilindros acompañadores y
una guía o manguita pequeño hacia el final del recorrido, que canaliza las fibras hacia el final. Luego, las
aletas que guían la mecha para su envoltura en la bobina dan torsion como para que el producto saliente
tenga la consistencia buscada. (se usa para el HB por sus largas fibras y por no levantar electricidad
estática.
CONTINUA DE HILAR: Es el ultimo estiraje, aquí finaliza el proceso. La mecha o hilo resultante será con
el titulo final y recibirá su necesaria torsion. En la hilatura de lanas peinadas se usa el sistema de anillos
cursores.
La continua de hilar tiene 6 componentes. El anillo cursor es un elemento que rodando en torno a la pista, por
cada giro completado da una torsion al hilo. El diámetro del anillo varía según el grosor del hilo resultante.
Debe estar siempre lubricado para no sufrir recalentamiento por la velocidad que toma la fibra al pasar x el.
Sintetizando, cualquier parte fija o extraíble de todas estas maquinarias debe tener siempre una correcta
lubricación para evitar recalentamiento.
PLACAS ANTIBALON: Evitan la posibilidad de enriedo entre los hilos, que de ocurrir provocaría un efecto
domino.
El hilo de lana tiende a rizarse por las torsiones que recibió, por lo que se apela al fijado de la torsion con
vapor y temperatura, para que la torsion sea estable.Este procedimiento se hace cuando el hilo ya esta
devanado en la bobina de hilatura. Se los coloca en canastos en un recipiente cerrado, donde recibe vapor a
temperaturas de 60 a 80° durante un periodo de entre 15 y 40 minutos.
HILATURA LANA SEMI PEINADA
Este sistema de hilatura se usa frecuentemente para fibras sintéticas con corte lanero (HB) y para lana de
mediana a buena calidad a las que no es necesario eliminar las fibras cortas. También pueden hacerse mezclas
sintéticas para dar resistencia al producto final.
En sintéticos: a. La carda como la de lana peinada, con salida a una mecha.
b. Un primer pasaje INTERSECTING autorregulador.
c. Un segundo pasaje INTERSECTING para afinar, con salida a cuatro mechas.
d. Si se se dispone de continuas con doble campo de estiraje, va directo desde los tachos del segundo
pasaje o en su defecta ira directo a un pasaje de mechera y luego a una continua convencional,
lanera.
En lanas: a. La carda cde lana peinada.
b. Se efectúan pasajes b y c de sintetico.
c. Si se se dispone de continuas con doble campo de estiraje, va directo desde los tachos del segundo
pasaje o en su defecto ira directo a un pasaje finisor de manguitos.
LOS SINTETICOS QUE MAS UTILIZAN EL SISTEMA DE SEMI PEINADO SON LAS FIBRAS
ACRILICAS HB. Por ser un proceso mas económico que el peinada. Se utiliza el mismo proceso del peinado
sin el doble tren de estiraje.
HILATURA DEL ALGODÓN
A. Apertura de balas y mezcla del algodón: A medida que se reciben los fardos se determina el grado
de humedad de estos, mediante un sistema electrónico, este, consiste en un aparato a pilas que genera carga
estática entre dos agujas paralelas de unos 5 cm de largo y que tienen una separación de 1 cm entre si.
El proceso comienza con la apertura de fardos que puede realizarse de 3 modos. El manual TELERA (casi en
desuso), acomodando los fardos uno al lado del otro, tupidos y alineados por debajo de un brazo móvil que
pasa por encima de ellos tomando los copos de fibra (una porción de cada fardo) por medio de cilindros
giratorios con púas. Estas fibras son absorbidas (léase aspiradora) y enviadas hacia el próximo proceso. En
esta acción los copos chocan contra unas reglas colocadas estratégicamente en ese canal y siguen su recorrido
sin las impurezas que caen por ser más pesadas. Estos conductos son ignífugos para evitar chispas que se
producirían por el choque de las impurezas. También cuentan con imanes que atraen cualquier residuo
metálico. La tercer forma de limpieza es similar a la segunda pero la diferencia radica en que los fardos son
colocados en un plano inclinado (imaginar rampa) siendo que la maquina va tomando las fibras mas bajas del
fardo que a su vez va avanzando lentamente en esa cinta inclinada para dejar en el fondo espacio para nuevos
fardos.
Los copos que pasaron por los canales son enviados a una mezcladora que esta compuesta x unos 6 u 8 silos
verticales, que reciben el material x arriba y lo descargan por abajo simultáneamente, mezclándolos.
Abridora de balas:
Es la maquina que toma el algodón de los fardos que llegan prensados, reduciéndolos a copos. Consta de una
telera alimentadora que transporta el algodón a una telera inferior en una cámara de reserva, en la que circula
una correa hacia arriba guarnecida con fuertes y gruesas puntas que izan los copos hasta un cilindro que barre
las fibras no suficientemente abiertas. Este cilindro es un cilindro igualador. Por otra parte un cilindro
limpiador se ocupa de mantener “limpio” al cilindro anterior. Repitiendo el sistema de correas ascendentes la
floca (los copos), es enviada al cilindro desprendedor que lo entrega a la telera de salida y de esta a la maquina
siguiente o a la cámara de mezcla x aspiración neumática.
B. Limpieza de Algodón: Claramente la limpieza del Algodón es un largo proceso que comienza con la
apertura del fardo. El sistema de mezclado de fibras “BLENDER” separa los copos de fibras, que serán cada
vez más pequeños, pasando al silo mezclador. En el proceso de separación los va golpeando para
desprenderlos de las impurezas, pasando al silo mezclador.
Retomando las abridoras, cabe destacar, que estas están conformadas por un eje central con cuchillas. Que
gira disgregando los copos de algodón y arrojándolos sobre rejillas rugosas, cuyos orificios permiten el paso
de las impurezas mayores que se desprendieron de las fibras y que por su peso son aspiradas a la vez que las
fibras son atraídas por ser mas livianas en el sentido longitudinal de la maquina y en su dirección de descarga
a la siguiente maquina del proceso de limpieza a través de un denominado CONDENSADOR. Lo que
diferencia a las maquinarias de limpieza modernas de las anteriores es el uso del aire y rejillas como vehículo
de limpieza, que trata a las fibras con delicadeza, sin castigarlas. Esto también redujo a 5 o 6 los puntos de
limpieza previos al cardado. Otras maquinarias, menos delicadas, arrastran las fibras sobre un plano inclinado
en el que la fibra es conducida ascendentemente en la medida que tenga la posibilidad de flotar, encontrando
en su camino de 4 a 6 cilindros con púas (diámetro de cada cilindro= 30/50 cm). Estos cilindros giran
arrastrando los copos hacia una rejilla que le impide el paso a los copos grandes y solo permitirá el ascenso de
los pequeños.
CONDENSADOR: Este elemento sirve para regularizar y homogeneizare la cantidad de material por unidad
de tiempo. Se trata de un cilindro perforado que succiona con potencia, el material que es transportado a
través de los conductos, a la salida de un proceso y /o antes de entrar en otro, permitiendo igualar el flujo del
material hacia una cámara o silo, donde el algodón cae por su propio peso, formando una masa pareja, que es
fundamental para el tratamiento en las cardas que procesan una cantidad regular del algodón, y entran en una
cinta de peso constante por unidad de longitud.
C. Cardado: Las ultimas impurezas serán limpiadas. Ya sean fibras muertas, dañadas, rotas o
machucadas, fibras muy cortas, orugas, fibras muy entrelazadas que formaron nudos, neps o botones formados
naturalmente por el entretejido natural de las fibras entre si en la misma planta, en síntesis, todas las fibras que
pudieran reducir la calidad del hilo que se quiere fabricar.
El Cardado es la operación que determinara la calidad del producto, preparando la materia de un modo
definitivo, los próximos procesos modificaran la poscicion de las fibras entre si y la cantidad de fibras que
formaran el hilo fabricado.
Se basa en la acción reciproca y simultanea de unos órganos que tienen su superficie cubierta de puntas
metálicas que separaran y aislaran individualmente las fibras (como si fueran un serrucho de carpintero). Las
puntas metálicas tienen una distribución uniforme entre las que quedaran retenidas las fibras. Los dientes de
sierra pueden ser de puas flexibles que permiten mayor elasticidad (púas en ángulo).
Diferentes tipos de cardas:
1. Carda de cilindros: se utiliza cuando se quiere lograr que la materia prima tenga una muy buena división
de su masa fibrosa, aun si la depuración no es completa. Es la indicada para tratar algodones bajos y
desperdicios.Para aumentar su eficacia se disponen alrededor del gran tambor varios pares de cilindros,
simil carda lanera con sus trabajadores y respectivos robadores.
2. Carda de chapones o Automatica: La carda de “CHAPONES GIRATORIOS” tiene la facilidad del
desborrado continuo, con una superficie cardante que siempre se encuentra en las mismas condiciones,
manteniendo su capacidad cardante durante el proceso de cardado. Esta es usada en todas las hilaturas de
algodón, exceptuando la de desperdicios. Debajo de la “Carda de Chapones”, cae casi todo el “cascamen”,
(hojas y cascaras de semilla remanente del desmote, residual, polvo, etc.
Carda de chapones de última tecnología: Este método de carda, ha multiplicado en mas de 20 veces su
capacidad productiva, logrando también una limpieza mas profunda del algodón.
La cardadora también sufrió modificaciones: La introducción del sistema de aspiración neumática, en zonas
que acumulaban residuos y la reducción (cantidad) de chapones usados que paso de los 100 a unos escasos 20.
Los chapones pasaron a ser de aluminio en lugar de hierro macizo y son guiados por correas de kevlar y
prescindiendo de la lubricación. Estos cambios hicieron que la maquinaria sea más liviana y controlable con
computadores. Optimizaron el recubrimiento de los chapones porque se descubrió que los remolinos de aire
perjudicaban la calidad. El material que ingresa al silo cae por su propio peso impulsado x el aires del
conducto y succionado por un aspirador en su base.
Volviendo a la carda propiamente dicha: Al igual que en el sistema lanero la carda al salir forma un velo que
en este caso también pasa por un embudo condensador pasa por un COILER recibe una ligera torsion y se
transforma en cinta depositándose así en un tacho, como ya se ha explicado.
Neps: Son enriedos de fibras que no pueden deshacerse. Las fibras que tienden a formarlos, son las más finas
o de paredes celulósicas muy débiles, es decir las inmaduras.
D. ESTIRAJE Y DOBLADO
Estiraje: Es la operación por la que una determinada cantidad de fibras distribuidas sobre una superficie o
longitud dada se estira o extiende sobre una superficie o longitud mayor.
Doblado: Es la operación que tiene por objeto corregir las desigualdades de la mecha entrante para uniformar
su masa fibrosa.
En casi todas las maquinas de hilatura el estiraje va siempre acompañado del doblado. Para regularizar el
titulo de las cintas y paralelizar sus fibras. Estas maquinas son llamadas “MANUARES” o “BANCOS DE
ESTIRAJE”.
RECORDAR QUE ESTAS ACCIONES SON VITALES PARA LOGRAR HILATURAS
HOMOGENEAS.
Manuar de cintas: El manuar o banco de estiraje se alimenta con las cintas que proceden de los tachos de
carda. Son guiadas hasta cilindros de estiraje y luego pasan a cilindros absorbedores para cohesionar el velo
formado y guiarlo a un embudo inclinado dotado de movimiento circular que desemboca en un bote.
El titulo o grosor de la cinta resultante del manuar dependerá de la cantidad de cintas de carda que hayan
ingresado al mismo. Para evitar errores o diferencias con el grosor del hilado deseado, la maquina tiene la
facultad de parar automáticamente cuando se rompe o termina una de las cintas de carda.
Para los algodones corrientes son necesarios solo dos pasos de manuar, mientras que para los de fibra larga se
necesitan tres pasos.
E. REUNIDORA:
La reunidora se alimenta con cintas salientes del manuar entre 3 y 4 docenas de estas. Las reúne en una tela de
ancho y peso constante. Estas se reúnen una al lado de la otra antes de ser tomados por dos pares de cilindros
donde sufrirán un ligero estiraje. El conjunto de cintas transformada en tela, es comprimido entre dos cilindros
metálicos que le dan cohesión y son enrollados en un cilindró de madera, para recibir el ancho requerido por
la peinadora a la que alimentaran.
F. PEINADO:
Se separan las fibras deseadas que deberán ser homogéneas y tan largas como sea posible. La peinadora será
alimentada intermitentemente, con una determinada longitud de tela por cada vuelta del peine circular. Para
calcular dicha longitud, se tendrá en cuenta la longitud de las fibras y el espesor de la tela (ya que la maquina
puede tratar hata un volumen determinado).
La peinadora de algodón tiene normalmente 8 cabezas, el velo de salida de cada una se transforma en una
cinta cilíndrica, acoplando 4 mechas en cada cabezal descargara dos cintas mas finas y de mayor longitud en
sus respectivos botes.
G Y H.PREPARACION PARA EL HILADO O PARA HILATURA PROPIAMENTE DICHA:
Esta operación reúne las fibras ya paralelizadas condensándolas en forma de mechas, estas son afinadas por
medio de un estiraje para lograr el titulo deseado. Dándole además cohesión a sus fibras y por tanto mayor
resistencia por medio de una ligera torsion.
La cinta se transforma en mecha en la MECHERA que es una maquina de prehilatura que reduce el diámetro
de la cinta, el resultante se llamara MECHA DE PRIMERA TORSION, es un cabo suave de fibras torsionadas
con el diámetro aproximado de un lápiz y que es alimentada con los botes de manuar. La cinta entrante es
estirada por un tren de cilindros y debe ser torsionada para mantenerse adherida (esto sucede ya que la fibra de
algodón no tiene escamas como la lana, por lo que no tiene la propiedad de apelmazado.
La torsion se logra enhebrando la mecha por una horquilla o aleta que gira concéntrica con el huso en el que
se calza la bobina. La mecha sale de los cilindros de estiraje y se mete por el agujero superior de la aleta,
luego pasa por el interior de uno de sus brazos huecos, saliendo por la parte inferior de los mismos y
plegándose sobre el carrete auxiliado por un elemento de compresión y de allí pasa directamente a la bobina.
I. HILADO O HILATURA PROPIAMENTE DICHA:
La “MAQUINA DE HILAR CONTINUA DE ANILLOS” remplazó a su predecesora “MAQUINA DE
HILAR ALETAS”. El término CONTINUA se debe a que trabaja de forma ininterrumpidamente (24 x 7).
Devanado: Enconado o Bobinado.
En esta operación se recibe el hilado resultante de la continua de anillos y se traspaza a bobinas cónicas o
cilíndricas aptas para ser usadas. Serán usadas: Para tejidos planos, de punto. En el devanado se quitan las
imperfecciones, ese proceso se denomina PURGADO.
Las bobinadoras inteligentes se encargan de hacer todos los controles necesarios para lograr enconados
homogéneos.
HILATURA POR CABO ABIERTO “OPEN END”
La entrada del sistema “OPEN END” fue posterior al de “LA CONTINUA DE ANILLOS”.
El hilado resultante se llama de igual manera y ha cobrado popularidad por ser un sistema de hilatura más
simple, con procesos más cortos y una alta producción que repercute en precios mas competitivos se torna
conveniente para la confección de telas para cierto tipo de artículos masivos con un bajo nivel de precio de
venta, por ende sus propiedades son mas limitadas respecto a los hilados cardados y peinados. En el sistema
hilatura por rotor (o también: cabo abierto por rotor) se parte de los fardos de algodón desmotado y se
procede a la apertura y limpieza, luego pasa a las cardas, de allí a los manuares y finalmente a las máquinas
de hilatura open end, de donde sale el hilo listo para ser enconado. Si la mecha es regular puede ser hilada
después de la carda.
ACEPTA LA HILATURA DE FIBRAS CORTAS, LARGAS, GRUESAS, FINAS Y MEZCLADAS.
Consiste en un rotor que gira a alta velocidad dentro de un envase donde entran las cintas provenientes del
manuar. La mecha o cinta se deshace fibra por fibra y se acomoda por la fuerza centrifuga en la periferia del
rotor, tomando las torsiones que este le da a la vez que elimina las impurezas que son derivadas por un canal.
RESUMIENDO: La maquina “OPEN END” va la cinta a medida que la hila. Por lo que las fibras pueden
ser hiladas con muchas impurezas, sobre todo en títulos bajos, mejorando así la rentabilidad.
Esta equipado con un canal conico para la evacuación del aire tecnológico y un canal individual para evacuar
las impurezas. Ambos canales están empalmados a la abertura de salida de la hiladora.
El grado de eliminación de impurezas es graduable ( mientas mas limpio se quiera el material, mas tiempo
tardara en quitarlo). Esto mejora el proceso hilador, reduce las torsiones necesarias, aumenta la
productividad, mejora la calidad del hilado resultante en pos de la productividad.
EVITAR EL ROSAMIENTO DEL RODAMIENTO MEJORO PRODUCTIVIDAD Y TITULOS
OBTENIDOS: El rotor es el componente que gira (rota) en una máquina eléctrica, sea ésta un motor o un
generador eléctrico. En principio este sistema funciono con cojinetes, que se deterioraban fácilmente por lo
que se paso al uso de campos magnéticos o inyecctores de aire comprimido.
SE PUEDEN HIILAR TITULOS DE HASTA 50/1 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
PROCESO DE TERMINACION DE LOS HILADOS
La terminación es el proceso de envasado de un hilado para la venta. La terminación puede hacerse con
hilados de un mismo tipo o mezclados llamados fantasia
HILADOS FANTASIA: Es la unión de dos o mas cabos que pueden ser de distinto tipo o no.
Las maquinas que los hilan se denominan retorcedoras de fantasia, cuta única diferencia con las retorcedoras
comunes es la de tener dos o tres bocas de alimentación.
En Argentina se llama CANILLA al envase que entrega la continua de hilar y BOBINA a un envase cilíndrico
o cónico.
BOBINADO/ ENCONADO: Los hilos se presentan en ellas, en formas cilíndricas o cónicas. En fabricas de
tejido de punto se usan bobinas llamadas PINAPPLE o PIÑA AMERICA.
Bobinado blando para teñido: Si el hilado ira a teñido se bobinara sobre acero inoxidable, devandolas de
forma blanda (como madeja de lana). Para obtener una densidad de hilo uniforme se emplean dispositivos
para el desplazamiento sistemático de este. Para obtener una partida homogénea se necesita que todas las
bobinas que ingresan al teñido tengan la misma densidad y dureza del paquete. El grado de dureza de la
bobina a teñir será directamente proporcional a su grado de hinchazón (poder de teñido). La lana será mas
floja, el algodón mas compacto y la viscosa mas floja.
Enconado sintéticos: Se usan enconadoras con guía hilo para que no se desarmen o resbalen y enmarañen las
fibras de filamento continuo en el proceso de enconado. La maquina enrolla una espira al lado de otra
midiendo micrométricamente la distancia entre espira y espira.
Maquina acopladora o reunidora: Como ya se menciono se juntan los hilos elegidos por el diseñador. Lo
importante de este acoplamiento de fibras es que la tensión que se le otorgue a cada fibra sea homogénea.
Retorcido: Con el hilado resultante de la reunidora se procede al retorcido, la maquina que lo hace es similar
a la continua de hilar. La diferencia esta en el sistema de alimentación ya que en esta no se necesita del
estiraje, pero en su lugar lo que se debe evitar son los enriedos para lo que hay un sistema que se encargara de
evitarlos deteniendo el proceso si esto ocurriera.
Retorcedora de fantasia: Permite la realización de múltiples combinaciones. Mezcla de cabos de distintos
colores, títulos, texturas, bucle. Hay maquinarias mas simples y complejas, computarizadas o no.
Madejado: Se utiliza con mayor frecuencia en labores artesanales de punto. Ya que el peso del cono es
demasiado grande para usos hogareños.
Devanado: Es la acción de pasar de una madeja a un cono o carretel.
PURGADORES: Se utiliza para eliminar impurezas del hilado, puntos o nudos gruesos, débiles, grandes
empalmes y vegetal. Los purgadores pueden ser mecánicos o electrónicos.
Los mecánicos se activan manualmente mientras que los electrónicos son mucho más precisos. Cuando
encuentran una impureza en su escaneo cortan el hilo. EL SISTEMA SPLICER se encarga de empalmar el
hilo de un cabo sin dejar rastros.
Terminación con parafinado del hilo: Se utiliza con mayor frecuencia en labores artesanales de punto. Ya
que el peso del cono es demasiado grande para usos hogareños. Se hace para facilitar la tejeduría. Esto se
realiza durante el enconado. En los sistemas OPEN END vienen incorporados (son pastillas de un diámetro
de 8 cm y 4 de alto.
Acondicionado: Si la planta textil produce su propia materia prima, estos no se empacan, solo se hará cuando
se vendan al publico.
PROCESOS DE PREPARACION PARA LA TEJEDURIA
TEJEDURIA PLANA:
El conjunto de operaciones que adecuan y adaptan el hilado para la tejeduría plana son: el bobinado,
devanado, enconado, retorcido, fijado, vaporizado, texturizado, Madejado, ovillado, urdido, encolado.
URDIDO:
Enrollado alrededor de un cilindro de hilos en forma paralela con longitud y tensión uniforme, para evitar
arrugas o hilos tirantes. Los cilindros se incorporan al telar y los hilos constituyen la urdimbre. Para calcular la
cantidad de cilindros a utilizar se tomara en cuente el ancho final del tejido deseado y la densidad de hilos por
cm que se quiera. Teniendo en cuenta la variable encogimiento.
El urdido se hace a través de dos tipos de URDIDORAS. Estas son las directas o seccionales. En ambos casos
los carreteles, conos o bobinas se montaran sobre un bastidor llamado fileta. En una cantidad que oscila entre
las 300 y 1000 unidades.
Urdido Directo: Se forman varios plegadores submúltiplos del total que al reunirse forman el plegador final.
Son maquinas de ancho fijo que llegan a 1.5mts a 1.8 de mts de ancho y las mas modernas llegan a 2 mts y
2.20 mts. Luego estos se unen para ser encolados y allí tomaran el ancho definitivo el plegador que ira al telar.
(El encolado es un baño de inmersión en cola), luego son exprimidos y secados dejándoles la humedad
deseada.
Urdido indirecto: Consiste en el urdido de fajas con un color o diseño predeterminado que se urden en un
tambor o bota intermedio. Una vez urdidos se pasan al plegador.
Encogimiento de urdido a tejido: Se calcula el valor del encogimiento para poder hacer el cálculo de hilos
totales (ancho en peine) los hilos para la orilla y la simetría para el dibujo.
orillos: El orillo es muy importante porque refuerza el borde de un tejido por lo que su densidad generalmente
es un 50% mayor que la del resto del fondo, mide un cm de ancho de cada lado.
PROCESOS DE PREPARACION PARA LA TEJEDURIA
Teñido en Madejas: Es uno de los más viejos pero aun utilizado, es un proceso caro por la mano de obra
requerida y la maquinaria. Se necesita un madejero, una aparato denominado ropero para la tintura, una
centrifuga para extraer el exceso de humedad después del teñido, un secadero donde se colocan las madejas
una al lado de la otra y finalmente la devanadora. La mano de obra debe ser especializada ya que una madeja
mal teñida se pierde.
Teñido en Conos: El proceso de enconado es similar al bobinado común, solo que mas flojo para que penetre
el baño de tintura.
AUTOCLAVE DE TINTURA HT (HILADOS)
Se trata de un cilindro hermético en el que se colocan las bobinas en espadas porta bobinas con una forma que
permite el paso de la tintura a lo largo de su eje. La tintura es impulsada desde su base por una bomba de
circulación que se distribuye por el recipiente. Cumplido el ciclo de teñido, las espadas portaconos se
desarman y los conos teñidos se centrifugan y secan con aire caliente. Este tambor es usado en el proceso de
teñido de otras fibras e hilados urdidos. Para poder teñir los plegadores de urdimbre y tejidos se usa el
autoclave de tintura horizontal, de idéntica función, solo cambia los envases porta materiales.
ESTAMPADO DE LAS URDIMBRES
Este sistema se ejecuta cuidando que la urdimbre no este superpuesta o separada. Se hace x transferencia, es
decir, se le calor y presión a un dibujo dado que tendrá el un ancho idéntico al de la urdimbre y quedando
termofijado a la misma.
PROCESOS DE PREPARACION PARA LA TEJEDURIA
Telares a lanzadera:
Transportan la trama mediante la lanzadera, que es un embase de madera fino y alargado, este tiene una
bobina de hilo que se desenrolla a medida que viaja a medida de la calada.
Telares de lizos:
La función principal de un telar es mantener los hilos de urdimbre bien tensados y ordenados para facilitar la
pasada de la trama. Los hilos de la urdimbre están arrollados en un cilindro plegador que va desenrollando la
urdimbre. Los telares están provistos de lizos que son marcos rectangulares de madera provistos de dos
varillas (una superior y otra inferior) encargadas de sostener las mallas de alambre de acero con un ojal en su
punto medio por el que pasara cada hilo de la urdimbre x separado. Se separaran los hilos de la urdimbre en
dos lizos independientes que moverán cierto número de hilos de urdimbre diferenciando así dos planos en la
urdimbre y formando una apertura, que denominamos calada, por la que pasara la lanzadera, cada una de estas
pasadas horizontales será llamada trama. Los lizos que habían subido desenderan y los que habían desendido
ascienden, cerrando La calada para que baje el peine que empujara a esta para que este al lado de las
anteriores. Este movimiento se repetirá alternando la posición de los lizos una vez arriba y otra abajo, cuantas
veces se decida. Por ultimo el tejido logrado es arroyado en otro cilindró plegador. Recordemos que a cada
uno de los orillos del tejido están los templazos, que son unos cilindros cubiertos de puntas que se clavan en
dichos orillos y evitan que este se encoja (x ello tienen una densidad mayor que el fondo, ya cito antes).
Evitando la rotura de las fibras al chocar con el peine.
Monturas de telares:
Son los diversos mecanismos que permiten formar distintos tejidos de acuerdo a las pasadas. Pueden ser
MONTURAS A LIZOS o MONTUAS A LA JACQUARD.
Monturas a lizos:
Este tipo de monturas se usan cuando el número de lizos necesarios para tejer un ligamento oscila entre los 24
y 36 (siendo mas practico usar hasta 24). El sistema trabaja a través de excéntricos o maquinitas especiales.
No son fijas, como las monturas a la Jacquard, que se cambian en casos excepcionales o por rotura.
Generalmente se los quita al terminar de hilar la urdimbre del plegador.
Licetes:
Son lizos de pocas mallas agrupados en determinados parajes para producir efectos especiales. Se suelen
emplear los licerones para los hilos de los orillos cuando han de tejer un ligamento distinto al del fondo del
tejido.
Remesa de lizos o pasadura:
Es el conjunto de lizos necesarios para tejer un ligamento. El grupo de hilos que representa un curso de esta
remesa recibe el nombre de remesa de hilo. El conjunto de lizos que se utiliza para el tizaje de un tejido recibe
el nombre de pasadura.
Remesa de lizos o pasadura:
Es el conjunto de lizos necesarios para tejer un ligamento. El grupo de hilos que representa un curso de esta
remesa recibe el nombre de remesa de hilo. El conjunto de lizos que se utiliza para el tizaje de un tejido recibe
el nombre de pasadura.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!COMPLETAR!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
MOVIMIENTO DE LOS HILOS DE URDIMBRE SOBRE EL TELAR PLANO
Existen tres formas de trabajar los hilos de urdimbre:
1. A través de lizos o cuadros x maquinilla de EXCENTRICOS (hasta 12 EXCENTRICOS).
2. A través de lizos o cuadros x maquinilla de LIZOS RATIER (hasta 28 LIZOS).
3. Individualmente hilo x hilo a través de la MAQUINA JACQUARD
1. Maquinilla de excéntricos:
Todas las maquinarias de tejer, sin excepción, utilizan el sistema de movimientos de lizos o cuadros,
conferidos por una maquinilla, según un diseño prestablecido. Este consiste en subir o bajar los mismos a
través de excéntricos, que hacen su movimiento de acuerdo al dibujo que tendrá el tejido.
Los excéntricos tienen 2, 3 u 8 posiciones. Sus giros son de media vuelta del eje para lograr cada posición del
excéntrico y así que suban o bajen los respectivos lizos. Cada posición marca una pasada.
2. Maquinilla de lizos ratier:
Se hace un perforado sobre un papel plástico previamente diseñado. La perforación se hace teniendo en cuenta
la cantidad de cuadros y largo y diseño en cuestión. En un mismo cuadro se hilaran todos los hilos que se
quieran levantar en una posición determinada.
El diseño estará colocado en un lugar de la maquinilla que esta comunicado a la maquina y rotara cuantas
veces se desee repetir el ligamento. Cada agujero o perforación es un punto tomado del tejido. La perforación
permitirá el paso o bajada de una pequeña púa unida a un brazo de mayor tamaño, esta ultima contiene en su
parte media una muesca llamada CALCA. El brazo mayor porta en su extremo el cuadro o lizo. Al meterse la
púa en la perforación y la calca acompaña esa bajada, como así también la del cuadro. La cuchilla (lanzadera)
hace el movimiento de ida y vuela, lo que hace que el cuadro suba o baje de acuerdo al diseño colocado. Las
maquinas modernas tienen todo el sistema de diseño, color, etc. computarizados.
MAQUINA DE TEJER SIN LANZADERA:
1. Transporte a través de un proyectil: La trama es transportada de un extremo al otro por un proyectil
metálico con una pinza sujeta trama y que suelta cuando llega a destino en el que la espera un abre
pinza que toma la misma y deposita al lado de la anterior.
2. Transferencia positiva: La trama es transferida a “Pinza detenida” en el medio del telar. En este
caso hay una pinza portante y una trayente que al llegar al centro se detienen y se transfieren la trama,
volviendo ambas a su punto de partida. Este sistema puede realizarse a través de cintas flexibles o
cintas rígidas.
3. Transferencia negativa: El sistema es idéntico al anterior tanto en cintas flexibles, como en rígidas.
Lo que la diferencia es que el encuentro de ambas pinzas es en constante movimiento.
4. Telares de transporte por aire o neumaticos: La trama es guiada por un chorro de aire a travez de un
canal cerrado o abierto. Se conocen tres
Variantes.
a. Peine recto con confusor: En este caso el chorro de aire impulsa la trama a través de un canal
diseñado para retener el aire y que vuelva a su punto de origen (símil bumerang).
b. Peine perfilado abierto: En este caso el aire es guiado por un peine con salientes que guían el
chorro de aire. El primer impulso lo da una tobera de expulsión. Y en el camino se encuentra
con los dientes de ese peine que continúan la misma tarea de guiado por medio de
pequeñísimas impulsos de aire provenientes de toberas de relevo.
c. Peine perfilado cerrado: Muy parecido al anterior pero casi en deshuso ya que las salientes mas
cerradas (casi un anillo), se deterioran con facilidad.
5. Transferencia por telares hidráulicos: La trama es transportada x la calada por un chorro de agua
fino y potente, el tejido es succionado al mismo tiempo, para que no hayan inconvenientes en los
procesos posteriores.
6. Telar de calada ondulante: En este caso los cuadros son mas pequeños (10 cm largo). Es una
maquina de canales inclinados con una hendidura por la que se lleva la trama, en una especie de
carretel lanzadera uqe se va desenvolviendo a medida que viaja x el canal. Por lo que pueden ser
lanzadas simultáneamente muchas tramas.
PROCESOS DE PREPARACION PARA LA TEJEDURIA
Tips para reconocer la urdimbre de un tejido sin orillo a) Por lo general la densidad de la urdimbre es mayor que la de la trama.
b) Generalmente es urdimbre si es de dos cabos retorsida. (de torsion).
c) Generalmente es urdimbre cuando el diseño es por listado o rallas.
d) Generalmente las torsion de urdimbre “WATHER” son mayores que las de trama.
Tips para reconocer la trama de un tejido sin orillo a) Es trama cuando tiene un solo cabo, o mas gruesa o de colores.
b) Generalmente es trama cuando el hilado es fantasia o con mecha (no confundir con towel o rizo, el
cual es efecto x urdimbre, con un hilo que hace fondo y otro que hace el rizo).
c) Generalmente el peine deja sus rayas marcadas en el tejido esas marquitas se notaran en grupitos de
entre dos y tres tramas.
d) Generalmente observando con lupa el tejido se ve mas parejo en el sentido de la tram x ser golpeadas x
el peine de la misma forma.
TEORIA DE LOS LIGAMENTOS PARA TEJIDOS PLANOS
URDIMBRE: Son los hilos verticales de un tejido. Cada uno de ellos se denomina HILO.
TRAMA: Son los hilos transversales de un tejido. Cada uno de ellos se denomina PASADA.
Densidad o reducción de un tejido: Es la cantidad de hilos o pasadas que se cuentan en un centímetro. En
algunos casos se utiliza la pulgada.
LIGAMENTO: Es la ley x la que los hilos se cruzan y enlazan con las pasadas para formar el tejido. Este
mismo nombre lo recibe su dibujo técnico.
REP. GRAFICA DE LOS LIGAMENTOS: Para saber como se cruzan la urdimbre y la trama en un punto
determinado del tejido se hará uso de un idioma grafico que se leerá del siguiente modo. Si el cuadrado es
pintado o marcado se llamara punto TOMADO (tome la urdimbre, tape la trama). Por el contrario si no hay
marcación, el cuadrado esta blanco, lo leeré como punto DEJADO, deje la urdimbre y veo la trama. En la
representación grafica de los ligamentos en una hoja cuadriculada se entenderá que cada columna vertical es
un hilo y cada fila horizontal representa una pasada.
La lectura de los hilos se realiza de izquierda a derecha y las pasadas de abajo hacia arriba.
RAPPORT: Es el mínimo numero de hilos y pasadas necesarias para representar el ligamento. Es una
evolución completa del cruzamiento de los hilos con las pasadas y de las pasadas con los hilos.
ESCALONADO: Es el orden que se sigue para distribuir con cierta regularidad los puntos de ligadura, estos
pueden ser por urdimbre o por trama. Directo o indirecto y continuo o discontinuo.
Escalonado regular: Es la cantidad de hilos o pasadas que se cuentan en un centímetro. En algunos casos se
utiliza la pulgada.
TEJIDO DE PUNTO
Es un género más o menos flexible, confeccionado a través del entrelazado de mallas producidas x uno o
mas hilos mediante ciertos mecanismo.
MALLA O BUCLE: Es la mínima expresión del tejido de punto. Se trata de un lazo que mantiene su forma
gracias a las mallas contiguas.
X TRAMA: Es el entrelazado de un hilo consigo mismo formando mallas en sentido horizontal (tejido dos
agujas clásico) que llamaremos PASADAS. Estas aparecerán en el revés del tejido.
X URDIMBRE: Es el entrelazado de uno o mas hilos consigo mismo formando mallas en sentido vertical.
Este tipo de tejidos necesita de una preparación previa, en la que los hilos son enrollados en carreteles de una
urdidora, con el ancho deseado a producir. Que llamaremos COLUMNAS, y aparecerán en el frente del
tejido
VENTAJAS Y DESVENTAJAS DEL TEJIDO DE PUNTO:
Ventajas: 1. Se puede hacer una prenda completa directamente en la maquina de tejido. Ej: Sweaters y medias.
2. Son cuatro veces mas veloces que los telares, (en mts cuadrados, dan mas producción).
3. Las fibras que predominan en los tejidos de punto son POLIESTER, NYLON, ACRILICO. Siendo que el
algodón con poliéster se utiliza para camisería.
4. La lana se utiliza en sweaters, vestidos y trajes de alta calidad.
5. Según se necesite se utilizan tejidos de punto doble (ej jogging), siendo estos pesados.
6. Los tejidos de punto estiran al ser usados (se amoldan al uso).
7. Menor presencia de arrugas x la estructura del tejido y las fibras que emplea.
Desventajas: 1. Los tejidos de punto encogen más que los de telar. (5% contra 2%).
2. En verano son mas calurosos por su adaptarse al cuerpo y mantener el aire caliente.
3. Los tejidos 100% poliéster son fríos para el invierno por lo que se mezclan con lana, rayón o acrílico.
TIPOS DE AGUJAS:
FRONTURA: Son una suerte de cajoncitos en los que están insertadas las agujas (una al lado de la otra).
Estas pueden ser de dos fronturas, una sobre otra, para obtener mayor posibilidad de dibujos
MAQUINAS DE TEJIDO: Pueden ser circulares o rectilíneas.
Las agujas se presentan en varias formas. Las mas utilizadas son las de resorte y las de lengüeta.
LIGAMENTOS PARA TEJIDOS DE PUNTO
La malla es la unión de dos o mas bucles de hilo. La estructura del bucle se divide en tres. La cabeza (que es
el bucle que se encuentra sobre las agujas, los pies que son el tejido ya realizado y , el ala que une a ambos.
Hay tres factores que intervienen en el creado de un punto. El hilo, la aguja y la tracción sobre la malla
antigua.
Ciclo de formación de la malla x trama (con agujas a lengüeta):
Se constituye de 5 pasos que se repiten sistemáticamente. Lo que describiré parte de un tejido ya comenzado.
1. La ultima malla que se formo, esta en el gancho.
2. La aguja comienza su ascenso y el tejido se desliza hasta la lengüeta.
3. La aguja alcanza su máximo ascenso y el tejido queda en el cuerpo de la aguja por debajo de la
lengüeta.
4. Se alimenta del nuevo hilo y la aguja comienza su descenso.
5. Cuando la aguja llego a su máximo descenso, el tejido empuja y cierra la lengüeta. El tejido que ya
existía se desprende con todo su peso sobre el nuevo hilo.
CLASIFICACION DE LAS MAQUINAS DE GENERO DE PUNTO
Las maquinas de genero de punto se pueden clasificar en función del tipo de agujas, si el tejido es de
urdimbre o trama, si son rectilíneas o circulares, si tienen una o dos fonturas y si estas están enfrentadas para
tejer mayas vueltas.
Si las agujas pertenecen a una misma fontura, tricotan siempre el mismo tipo de maya “derecho” o “revés”.
Se deduce de esto que con una sola fonturas solo se podrá tejer, tejido liso “JERSEY” o sus derivados. Estas
fonturas pueden ser rectilíneas o circulares.
Si las agujas están colocadas en dos fonturas y estas están alternadas, se pueden producir columnas de mallas
del derecho y del revés. Este tipo de telar para genero acanalado puede ser rectilíneo o circular.
Si las agujas son de dos cabezas y las dos fonturas están enfrentadas, los canales por los que estas se deslizan
deberán coincidir. Producen tejidos de mallas vueltas. Las mallas de la misma columna pueden desprenderse
del derecho o al revés.
LIGAMENTOS:
Tejidos a una cara (1 fontura - JERSEY): TEJIDO C AGUJAS DE LENGUETA
Ligamento tejido con todas las agujas de una sola fontura, tanto en circulares como en rectilíneas.
El derecho del tejido presenta un aspecto mas liso en forma de “V”. El revés se presenta en forma de hileras
onduladas. Los tejidos con este ligamento tienden a enrollarse en los orillos, con el derecho hacia adentro (ya
que las mallas se han formado doblando el hilo siempre en el mismo sentido). Es el ligamento de mayor
consumo.
agregar dibiujos técnicos.
TEJIDO RIB/ 1 Y 1/ PUNTO LISO:
Este ligamento se teje en telares de doble fontura tanto circulares como rectilíneos. Ambas caras del tejido se
ven iguales, aunque técnicamente se considera derecho la del frente del telar. Las características del tejido
ribb son su facilidad para el corte y confección de prendas, debido a que la tela no se curva por estar
compensada y se estira bastante en el sentido se su trama. Su grosor es del doble que el jersey común.
Generalmente se utiliza en cuellos con collareta etc.
AGREGAR ESQUEMA TECNICO Y FOTO DE COMO SE VE.
TEJIDO MORLEY POR SUPRESION DE AGUJAS:
Este ligamento se teje en telares de doble fontura tanto circulares como rectilíneos. Ambas caras del tejido se
ven iguales, aunque técnicamente se considera derecho la del frente del telar. Este tejido tiene mucha
elasticidad en el sentido de su trama. Se realiza retrasando una aguja de cada dos en ambas fonturas. Las
fonturas se turnan para tomar los puntos de a dos).
AGREGAR ESQUEMA TECNICO Y FOTO DE COMO SE VE.
TEJIDO DE RIZO (LOOP CLOTH):
Este tejido es una variedad de jersey. El rizo se forma a través de la utilización de una platina especial y con
un dispositivo especial de alimentación de hilado, cada aguja es alimentada por dos hilos, uno de ellos será
el hilo de fondo que se alimenta en la garganta de la platina y el otro es el hilo de rizo propiamente dicho,
que se alimenta a otra altura, sobre la nariz de la platina (las platinas están escalonadas). Dicha platina no se
retira al producirse el desprendimiento de la malla, sino que lo hace posteriormente por medio del Jack que
empuja a la platina hacia adelante y forma el rizo. Estos bucles pueden ser cortados con un proceso de
terminación denominado TONDOSADO para la producción de panas en telares circulares.
AGREGAR ESQUEMA TECNICO Y FOTO DE COMO SE VE.
COMBINACION DE MALLAS
Se elige un motivo generalmente geométrico y en él se van intercalando derechos con reveces. Los derechos
son tejidos por la fontura 1 y los reveces por la fontura 2. Este tipo de tejido solo podrá hacerse en una
maquina LINK que permite el cambio de fontura.
AGREGAR ESQUEMA TECNICO Y FOTO DE COMO SE VE.
JACQUARD DE MALLAS VUELTAS
Utilizando el mismo esquema anterior se efectúa con movimientos de agujas de selección individual.
AGREGAR ESQUEMA TECNICO Y FOTO DE COMO SE VE.
INTERLOCK
Se teje en telares de doble fontura, tanto en circulares como en rectilíneos. Las agujas están enfrentadas, con
largos alternados se disponen una larga una corta en cada fontura y están desfasadas. El tejido obtenido es
indesmayable. Las mayas que se ven en ambas caras son del derecho. Es fácil de coser y cortar ya que no se
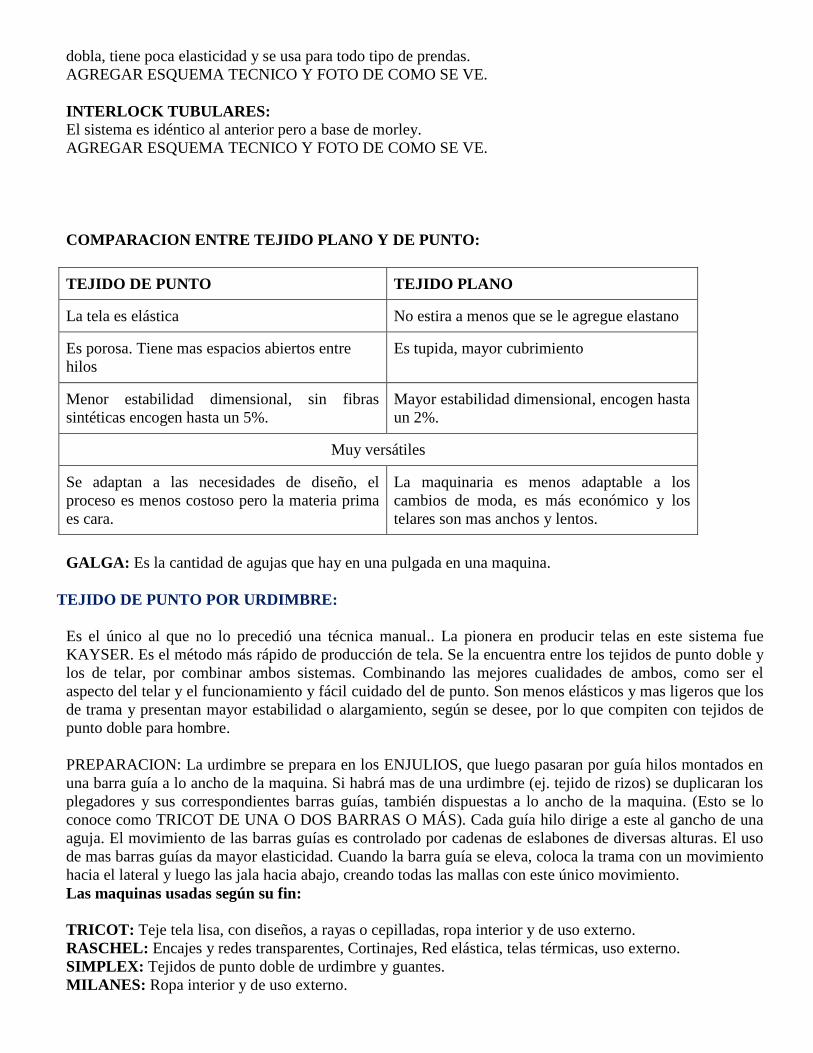
dobla, tiene poca elasticidad y se usa para todo tipo de prendas.
AGREGAR ESQUEMA TECNICO Y FOTO DE COMO SE VE.
INTERLOCK TUBULARES:
El sistema es idéntico al anterior pero a base de morley.
AGREGAR ESQUEMA TECNICO Y FOTO DE COMO SE VE.
COMPARACION ENTRE TEJIDO PLANO Y DE PUNTO:
TEJIDO DE PUNTO TEJIDO PLANO
La tela es elástica No estira a menos que se le agregue elastano
Es porosa. Tiene mas espacios abiertos entre
hilos
Es tupida, mayor cubrimiento
Menor estabilidad dimensional, sin fibras
sintéticas encogen hasta un 5%.
Mayor estabilidad dimensional, encogen hasta
un 2%.
Muy versátiles
Se adaptan a las necesidades de diseño, el
proceso es menos costoso pero la materia prima
es cara.
La maquinaria es menos adaptable a los
cambios de moda, es más económico y los
telares son mas anchos y lentos.
GALGA: Es la cantidad de agujas que hay en una pulgada en una maquina.
TEJIDO DE PUNTO POR URDIMBRE:
Es el único al que no lo precedió una técnica manual.. La pionera en producir telas en este sistema fue
KAYSER. Es el método más rápido de producción de tela. Se la encuentra entre los tejidos de punto doble y
los de telar, por combinar ambos sistemas. Combinando las mejores cualidades de ambos, como ser el
aspecto del telar y el funcionamiento y fácil cuidado del de punto. Son menos elásticos y mas ligeros que los
de trama y presentan mayor estabilidad o alargamiento, según se desee, por lo que compiten con tejidos de
punto doble para hombre.
PREPARACION: La urdimbre se prepara en los ENJULIOS, que luego pasaran por guía hilos montados en
una barra guía a lo ancho de la maquina. Si habrá mas de una urdimbre (ej. tejido de rizos) se duplicaran los
plegadores y sus correspondientes barras guías, también dispuestas a lo ancho de la maquina. (Esto se lo
conoce como TRICOT DE UNA O DOS BARRAS O MÁS). Cada guía hilo dirige a este al gancho de una
aguja. El movimiento de las barras guías es controlado por cadenas de eslabones de diversas alturas. El uso
de mas barras guías da mayor elasticidad. Cuando la barra guía se eleva, coloca la trama con un movimiento
hacia el lateral y luego las jala hacia abajo, creando todas las mallas con este único movimiento.
Las maquinas usadas según su fin:
TRICOT: Teje tela lisa, con diseños, a rayas o cepilladas, ropa interior y de uso externo.
RASCHEL: Encajes y redes transparentes, Cortinajes, Red elástica, telas térmicas, uso externo.
SIMPLEX: Tejidos de punto doble de urdimbre y guantes.
MILANES: Ropa interior y de uso externo.
TINTORERIA
PROCESOS DE ACABADO PARA TEJIDOS:
1. LIMPIEZA: Todas las telas crudas deben prepararse para el acabado. Contienen un engomado que hace
a la tela rígida e interfiere en la absorción de líquidos, por lo que debe desgomarse. Además durante el
tejido se ensucian por lo que deben ser lavadas para quitar la suciedad y manchas de aceite. De este
modo se lograra la hidrofilidad necesaria para que absorba los colorantes en el proceso de tintura.
2. BLANQUEO: La mayoría de los blanqueadores son agentes oxidantes y el blanqueo lo lleva a cabo el
oxigeno activa. Los blanqueadores pueden ser de base acida o alcalina. Los blanqueadores serán
seleccionados según el tipo de fibra, para que no las arruinen. Las fibras naturales tienen un color blanco
sucio por las impurezas naturales que contienen. Las del algodón se eliminan con facilidad y sin daños a
sus fibras. La lana no necesita blanqueo ya que tiene la mas alta hidrofilidad entre sus pares por lo que
tiñe fácilmente.
Blanqueadores de cloro liquido: De uso común en hogares. Son bactericidas eficientes y se pueden usar
para esterilizar las telas. Son baratos y eficientes en algodón y rayón. El blanqueo se lleva acabo a través del
ACIDO HIPOCLOROSO, que se libere en este proceso, deteriorando las fibras celulósicas, debiendo ser
bien enjuagado. No son útiles en fibras de proteína y termoplásticas.
Blanqueadores de oxigeno en polvo: Son blanqueadores universales, ya que pueden usarse en todo tipo de
fibra. Pero su resultado es mas leve.
Blanqueadores de peróxido: Usados en fábricas de fibras de celulosa y proteína. El PEROXIDO DE
HIDROGENO es un blanqueador oxidente que actúa a temperaturas de 180º a 200 º F en una solución
alcalina. En el blanqueo en frio la tela se impregna y queda en reposo 8 hs. Generalmente se usa en prendas
de punto de algodón y lana para conservar el tacto suave. Quita ligeras manchas de quemaduras.
Perborato de sodio: Es un polvo blanqueador que en combinación con el agua se transforma en
PEROXIDO DE HIDROGENO. Es seguro para todo tipo de fibras y para uso domestico. En frio con fibras
termoplásticas se logran buenos resultados. Se recomiendan para uso regular en el agua de lavado para
mantener la blancura de las telas, mas que para quitar manchas.
Blanqueadores ácidos: (ACIDO OXALICO Y EL PERMANGANATO DE POTASIO) Tienen un uso
limitado. El acido cítrico y el jugo de limón también son blanqueadores acidos, sirven para eliminar manchas
de oxido.
Abrillantadores ópticos: Se utilizan para blanquear telas de color blanco sucio. Son compuestos blancos
fluorescentes, no blanqueadores. Estos se absorben en la fibra y emitan una fluorescencia azul que opaca los
tintes amarillentos. Para uso domestico se incorporan en jabones y detergentes, como ingredientes que
proclaman dejar la ropa “mas blanca”. También se agregan a la solución de hilaturas de algunas fibras
artificiales para lograr mayor brillantes.
3. CARBONIZADO: Es el tratamiento de telas e hilos de lana con acido sulfúrico. Destruye la materia
vegetal y mejora la capacidad de teñido. También se usan en lanas regeneradas, para eliminar cualquier
vestigios a de celulosa. Esto les confiere mas textura.
4. MERCERIZADO: Prolonga la vida de las fibras. Mejora la resistencia de estas y la afinidad a
colorantes y acabados acuosos. Permite plisados en algodón y otorga lustre y suavidad.
Las fibras mercerizables son: El algodón, el lino, el ramio y el modal en condiciones especiales de trabajo.
Mercerizado de hilos: Es un proceso continuo en el que el hilo bajo tensión pasa de un ENJULIO de
urdimbre a través de una serie de cajas con rodillos guía y rodillos de exprimido, a través de un baño a
ebullición y un baño final.
Mercerizado de tela: Se hace sobre una RAMA (XXXXXXX) que contiene MANGLES para saturar la
tela. Una RAMA para estirado, que tensiona la tela húmeda en su ancho y largo y cajas que contienen
ACIDO SULFURICO diluido para el lavado y enjuague. El mercerizado da mayor absorbencia x que la
soda cáustica reacomoda las moléculas mejorando la absorción de agua y sustancias en medio acuoso. Los
teñidos entran con mayor rapidez y dentro de las fibras se hacen mas solidos.
5. ACABADOS CON AMONIACOS: Se usan en hilos y telas de algodón y rayon. Se tratan con una
solución de AMONIO débil, a – 55°C. Se hacen pasar x agua caliente, se estiran y secan en aire caliente.
El acabado es similar al mercerizado, pero es menos costoso y produce menor contaminación. Da mas
resistencia a los hilos y telas de algodón, incrementa su lustre, mejora su afinidad a coloración y mejora
su tacto.
6. GASEADO: Es la combustión de los extremos protuberantes libres de las fibras que se encuentran en la
superficie de la tela, se hace para eliminar la aspereza, aumentar el brillo, eliminando frisas indeseadas y
mejorando el acabado. Es la primer operación de acabado, en la operación de telas de algodón de gran
suavidad y en telas de lana que recibirán terminados arrasados. Cuando el algodón se mezcla con otras
fibras se gasea después del teñido para evitar que los extremos que se quemen hagan un teñido desigual.
7. RASURADO/ TONDAZADO: Es un proceso similar al que se hace con una podadora de pasto. Las
telas crudas son rasuradas para eliminar fibras sueltas o extremos de hilos, nudos u otros defectos
similares. Las telas de pelo y las perchadas se rasuran, para dar la longitud deseada al pelo, y producir
una superficie lisa. Los efectos de grabado se logran aplanando ciertas partes del pelo con un rodillo
grabado, rasurando luego las áreas sobresalientes, y vaporizando la tela para levantar lo aplanado.
8. CEPILLADO: Es el proceso posterior al rasurado, para limpiar la superficie de las telas. SI se combina
con el vaporizado, puede hacer que el pelo se dirija en una dirección y al fijarlo asi proporciona a la tela
un efecto visual.
9. BATANADO: Se aplica en las telas de lana para mejorar su apariencia y tacto. Las telas se abatanan con
humedad, calor y fricción, dándole un leve afieltrado.
10. FIJADO: Es un proceso de acabado de la lana que la estabiliza dimensionalmente. Las telas son
sumergidas en agua caliente y luego en agua fría y son pasadas entre rodillos.
11. DECATIZADO: Produce un acabado liso y sin arrugas, de tacto suave en telas de lanas peinadas o
cargadas y en mezclas de lana y fibras artificiales. El proceso es comparable con el planchado con vapor.
Le da mucho lustre x la suavidad de la superficie. La tela seca es enrollado con tensión sobre un cilindro
perforado. Esto permite el paso de vapor. La humedad y el calor hacen que las fibras se relajen y se
eliminen las arrugas, Los hilos quedan fijos en la forma del tejido y se mantienen así x enfriamiento con
aire frio.
12. MACEADO: Acabado que se usa sobra el lino y telas que lo imitan. La tela se hace pasar sobre un gran
tambor de madera y es golpeada sistemáticamente por pequeños mazos de madera durante 30 a 60 hs.
Este golpeteo aplana los hilos y hace que el tejido parezca menos abierto de lo que es. Al tener mayor
área de superficie, le da mas lustre, mas absorbencia y suavidad a la tela.
13. CALANDRADO: Es un acabado mecánico que se lleva a cabo en un conjunto de rodillos por los que
pasa la tela. Hay varios tipos de calandrado. El simple, torculado moaré, torculado schreiner y el gofrado.
Cada uno produce un acabado diferente. La mayoría de las maquinas de calandrado tienen tres rodillos.
(otras tienen 2, 5 y 7). Los rodillos metálicos duros se alternan con otros mas suaves forrados en tela o
con rodillos solidos de papel. Nunca se encuentran juntos dos rodillos metálicos. En calandrado simple
es similar planchado domestico, produce acabado liso en la tela, en el que el rodillo metálico se calienta.
La tela pasa por la calandria a la velocidad de los rodillos, de manera que estos solo ejercen presión que
elimina las arrugas y proporciona un ligero brillo.
14. SANFORIZADO: Es un proceso que se le realiza a los tejidos para que no encojan en lavados
posteriores. Esto se hace para estabilizarlas dimensionalmente. Un buen nivel de Sanforizado no dejara
mas que un 1% de encogimiento residual.
15. SECADO DE BOLSAS: Las telas con acabados suaves como las toallas y las elásticas, como el tejido
de punto no se secan en una rama sino en una secadora de zigzag en la que no reciben tensión. Muchas
telas de rayón se secan en este tipo de sistema.
16. INSPECCION: Las telas se revisan haciéndolas pasar sobre una revisadora con buena iluminación, Se
cortan los hilos rotos, los hilos jalados se remallan y se marcan los defectos de manera que puedan
hacerse los ajustes al vender la tela. Luego se enrollan sobre cilindros de carton y quedan listas para su
embarque.
MAQUINARIAS PARA TINTORERIA
PROCESOS SEMI CONTINUOS PARA TEJIDOS PLANOS DE ALGODON:
JIGGERS:
Se trata de un baño estacionario en el que la tela se enrolla y desenrolla de un lado al otro según se necesite,
pasando previamente por el baño. La maquina esta conformada por dos cilindros que enrollaran y
desenrrollaran el tejido y rodillos de guía que la mantendrán sumergida en el baño.
Se utiliza para tejidos planos y son sumergido a lo ancho. Tejido 100% algodón.
Si el hilado esta encolado se trabajara en un JIGGER CERRADO que en un solo proceso desencola,
descruda y blanquea, dejándolo apto para estampar. Puede cargar 5000 mts de tejido o más. (1,5 de diámetro
en un rollo o plegador). Además se puede teñir la partida sin sacarla del JIGGER, en esos casos los procesos
serán 4. Todos programables x ordenador, sin tocar el material.
PENDIENTE TERMINACION TEJIDOS
BEAM O AUTOCLAVE HT (para tejido)
Se usaran para teñir tejidos planos y de punto x urdimbre, también aquí la mercadería permanece estatica y es
el baño el que tiene doble circulación, de adentro hacia afuera y de afuera hacia dentro,. Son maquinas
cerradas que trabajan a altas temperaturas.
PROCESOS CONTINUOS PARA TEJIDOS DE PUNTO DE ALGODON:
Las maquinas actuales realizan el descrude y blanqueo de grandes partidas en una sola pasada, ocupando muy
poco lugar con el tejido en cuerda. Una cualidad muy buscada en estos tejidos elásticos es la estabilidad
dimensional, ya que es muy fácil que se estiren durante los procesos. Se suelen usar maquinas de lavado,
descrude, blanqueo, etc, sin tensión para lograr tejidos de buena calidad.
OVER FLOW:
Para procesar un tejido en forma de cuerda se lo debe sumergir y sacar varias veces por unidad de tiempo,
para que el proceso haga su efecto (al igual que el principio del JIGGER). Previo a ello se lo exprime y pasa
por una lluvia o cascada del producto, luego la cuerda es transportada a través de un conducto o guía a un
baño en el que será sumergido y sacado varias veces. Esta operación se hara en un aparato sin presión al que
se lo llama FLOW ATMOSFERICO.
Para mejorar el sistema se han incorporado cestas individuales para cada boca, se ha acortado se recorrido
antes de ingresar al over flow, salida del baño en forma tangencial al recorrido de la cuerda para evira
remolinos, maquina en forma de circulo para achicar el tamaño y reducir distancias largas.
OVER JET O JET HT:
Si al sistema de OVER FLOW se le levantara la temperatura a 140° C lo transformaríamos en una olla a
presión y lo volvería apto para el teñido de algunos tejidos sintéticos. El JET HT cambia el sistema de
cascada del OVER FLOW x el de chorro a presión. Hay sistemas que combinan ambas tecnologías, para una
muy rápida penetración de los productos, en los tejidos a tratar. Es decir, maquinas que tratan el tejido con
sistema de cascada a la vez que el JET inyecta a presión el producto. El sistema de chorro a presion permite
una mejor penetración de los colorantes en el tejido, mientras este viaja por el canal de bajada hacia el baño
total en el que se lo sumerge.
MULTI FLOW:
Es una maquina de tintura en una sola cuerda, provista de la mas alta tecnología. Reduce los tiempos de teñido
de un 40 a 60%. Es una maquina de deposito circular apta para trabajar con tejidos de genero de punto de
distintas estructuras. Garantizando un buen resultado final.
Todos estos sistemas han mejorado la productividad, con la reducción del uso de recursos naturales y
humanos a utilizar para lograrlos.
RAMA PLANA:
Se utiliza para secar en plano los tejidos, es una maquina muy importante ya que con ella se pueden
desarrollar diferentes procesos.
Cadena de alimentación: La maquina tiene un sistema de cadenas similar al de una bicicleta, este permite
transportar el tejido a lo largo de la maquina, tomándolo de ambos orillos x medio de una serie de púas o
pinzas o una combinación de ambos, esto controlara el ancho del tejido a procesar, permitiendo programar la
velocidad de la alimentación.
Campos de secado: Son compartimentos separados en los que la maquina seca al tejido, cada campo mide
unos 3 metros y su temperatura es regulable en forma individual. El secado se realiza a través de la circulación
programable de aire caliente, por lo que se deberá tener en cuenta dos factores, el tiempo y la temperatura,
pretendiendo combinarlos de manera tal que cada uno brinde el mejor resultado, buen secado en mínimo
tiempo. A mayor cantidad de campo la ecuación dará mejores resultados.
Campos de termofijado: Como cualquier plástico, las fibras sintéticas también tienen la capacidad de
modificar su forma y estructura química. Si se la sometiera por un tiempo determinado a la temperatura
adecuada esta se tornaría moldeable y memorizaría la nueva forma cada vez que se intente cambiarla, buscaría
regresar a esa forma fijada previamente. Este proceso se llama TERMOFIJADO. De realiza en la maquina
RAMA PLANA que debe recibir al tejido seco entregado por los campos de secado. Como explicamos antes
la temperatura del aire caliente y la velocidad de paso de un campo a otro son totalmente regulables, por lo
tanto se entiende que estos campo (al menos 5 por maquina) son usados tanto para el secado como para su
posterior termofijado. Campos de fijado: Este pasaje de temperaturas es gradual, va aumentando en los
primeros compartimentos y antes de salir también se disminuye la temperatura para que no reciba un shock
térmico. No obstante para lograr que las fibras no se arruguen, no frisen etc., Se finaliza el proceso con un
pequeño choque térmico a la salida x medio de aire frio.
Foulard de impregnación y escurrido:
Lo ideal es que el tejido se reciba en la RAMA ya escurrido. Para lo que se agrega un FOULARD que
realice esta operación. Este permite realizar operaciones adicionales, como la impregnación y escurrido de
productos (IMPERMEABILIZANTES, HUMECTANTES, ANTIARRUGANTES, SUAVIZANTES, Etc.
Enderezador de trama:
Para una buena terminación del tejido plano, es necesario que la trama sea perpendicular a la urdimbre. Este
sistema se compone de un ojo electrónico que observa y acomoda el paso del tejido (muy relevante si se trata
de escoceses). Para ello se acomoda perfectamente el primer tramo de tela, para que el resto sea acomodado
respecto a el (se da el parámetro de lo que esta ok).
SECADOR DE TEJIDO POR COLCHON de AIRE CALIENTE:
El aparato tiene dos elementos fundamentales. La telera de alimentación y el aire caliente.
Es una malla de acero inoxidable que mide de 2/ 2.2metros, en el que se coloca el tejido abierto o tubular,
tratando de tomar todo el ancho para optimizar el secado. El tejido es atravesado por una corriente de aire
caliente, hacia arriba y hacia debajo de manera alterna por inyectores o ventiladores, de manera que estas no
choquen y mantengan el tejido suspendido. El tejido seca sin tensión, encogiendo naturalmente hasta valores
cercanos al mismo tejido crudo. El aire caliente se consigue x aceite caliente, vapor saturado, o por generador
de calor x inyección de gas.
SISTEMAS DE SECADO DE LOS TEJIDOS:
Previo al ingreso a las maquinarias de acabados, los tejidos previamente descrudados, blanqueados y teñidos
en los sistemas de proceso húmedos, deben ser secados para continuar con los procesos de acabado.
Secado al aire libre: Se realiza casos especiales como cuando se estampa manualmente con shablon en la que
el tejido se cuelga encima de una mesa de estampado y se sujeta con elementos de fijación.
Secado x contacto con un elemento caliente: Este sistema se utiliza como paso intermedio de secado,
posterior al desencolado, descrude y blanqueo y previo al ingreso a maquinas como (OVER FLOW, etc).
Consiste en una serie de tambores de secado del ancho del tejido, colocados uno encima del otro,
alternadamente. Los cilindros están calefaccionados con vapor en su interior, por lo que el tejido se va
secando x contacto al pasar entre ellos. Mientras mas tambores de secado hayan, el proceso ganara velocidad.
Secado x contacto con aire caliente: Este sistema es el más utilizado en la industria. El tejido pasa x una
corriente de aire caliente en el que su ancho puede mantenerse o ser estirado según se necesite. Este proceso
se efectúa en la RAMA PLANA.
COLORANTES UTILIZADOS EN LA INDUSTRIA TEXTIL
Teñido textil:
Mecanismo de coloreo de un tejido o hilado que se ajusta a las necesidades de la fibra a teñir.
Estampado textil:
Es la aplicación de dibujos multicolores mediante un proceso de tintura localizada. Para determinar que
tinturas se usaran debe tenerse en cuenta la finalidad de uso del tejido que se someterá a ello. Según agentes
climáticos, químicos, desgaste, etc.
SOLIDECES DE LOS COLORANTES:
Los colorantes son productos que se disolverán, adherirán o pegaran a la fibra. El grado de fuerza con la que
lo hagan se llamara SOLIDEZ.
Muestra a ensayar: Es una muestra del material a teñir que se extrae del lote para hacer el ensayo.
Muestra testigo: Muestra anterior, sin color, que permitirá valorar la transferencia de color.
Muestra de control: Es la muestra con la que se compara el resultado de transferencia.
TIPOS DE SOLIDECES:
AL HIPOCLORITO DE SODIO: Valora la solidez del color de los materiales textiles y del colorante a la
acción de los baños de blanqueo. Se ensaya en fibras celulósicas naturales o regeneradas.
Mecanismo de coloreo de un tejido o hilado que se ajusta a las necesidades de la fibra a teñir.
AL ALCALIS Y ACIDOS: Es un dato que deberá manejar el tintorero para decidir como actuar en los
procesos de tintorería y acabadas.
AL BLANQUEO CON PEROXIDOS: Establece el grado de solidez del color de cualquier textil no
poliamidico.
AL AGUA: Establece el grado de solidez del color en un textil sumergido en agua en distintas condiciones.
A LA LIMPIEZA EN SECO: Establece el grado de solidez del color en un textil sometido a distintos tipos
de solventes.
AL ROCE EN SECO Y EN HUMEDO: Constata mecánicamente la solidez del color a la friccion.
AL SUDOR: Establece el grado de solidez del color en un textil sometido al sudor humano.
A LA LUZ ARTIFICIAL: Se valora el color frente a una escala de grises de una muestra testigo sometida a
la luz de xenón por diferentes periodos de tiempo.
AL AGUA DE PISCINA: Establece el grado de solidez del color en un textil sometido al agua clorada de
una piscina.
AL AGUA DE MAR: Establece el grado de solidez del color en un textil sometido a la salinidad marina.
AL LAVADO: Establece la estabilidad de los colores en condiciones diversas, que simulan el lavado
domestico.
CLASIFICACION DE LOS COLORANTES:
COLORANTES DIRECTOS: PARA ALGODÓN Y VISCOSA.
Directos comunes: Son los más usados para teñir algodón y rayón viscosa. Da tonos brillantes pero poca
solidez a la luz y lavado.
Directos luz: Presentan buenos colores y solidez.
Directos tratables: Se tratan después del teñido con sales para endurecer la solidez. (Sal y sulfato de cobre).
La sal aumenta el tamaño de la molécula del colorante y traba su salida por los poros de entrada.
Fuerza de Van der Waals: Es el mecanismo por el cual se unen los colorantes directos a las fibras que
teñirán. Se trata de un mecanismo de adhesión dado entre fibra y colorante. En el que el colorante se adhiere a
través de esta fuerza en la celulosa. Por ello no se hace necesario el uso de ligantes. Las fibras y los colorantes
deben acercarse tanto como puedan ya que el radio de acción de las fuerzas es pequeño por ello al aumentar la
superficie de contacto las fuerzas también aumentan.
Definiciones:
Presión osmótica: Es el número de partículas que están disueltas en un medio que funciona como disolvente.
En este contexto la presión osmótica la ejerce el colorante diluido al penetrar la parte amorfa de la fibra.
Migración: Es la capacidad del colorante de pasar de las zonas teñidas a las que no lo están.
Difusión: es la velocidad que toma el colorante al pasar de un lugar teñido al que no lo esta.
Afinidad: capacidad propia del colorante de teñir o colorear a la fibra, de subirse a la fibra por si solo, sin
ayuda de agentes ligantes.
Energía cinética: Es la energía creada por el movimiento de un cuerpo.
Electrolito: En toda sustancia que tiene iones libres se comportan como un medio conductor eléctrico.
Miscelas: Son las moléculas de pigmento
PROCESO FISICO y QUIMICO DEL TEÑIDO: En la celulosa las cadenas de cada fibra no están
totalmente ordenas, algunas forman paquetes muy juntos y paralelos, formando una estructura cristalina, las
otras, que no tienen orientación fija (están desordenadas) constituyen la parte amorfa de la fibra. La
proporción es de un 40% de cadenas en forma cristalina y un 60% en forma amorfa. Cuando una fibra
celulósica se moja en un baño de tintura absorbe y crea una presión OSMOTICA que presiona a la parte
amorfa de la fibra creando canales que permiten la entrada de las moléculas de colorante a esas cadenas. El
colorante disuelto en el baño sube a la parte cristalina por la AFINIDAD entre ambos elementos. Luego, el
colorante, pasa de la zona teñida a la que no lo estaba (amorfa), esto se llama MIGRACION. Cuando tiene
lugar la migración se esta produciendo de hecho, la difusión del tinte. Las pequeñas miscelas se difunden en la
fibra rápidamente. Para lograr disgregar las miscelas grandes se aumenta la temperatura, que a su vez hace
aumentar la energía cinética de las moléculas.
De todo esto deducimos que el proceso de teñido presenta 4 etapas:
1. Hinchamiento de la celulosa en las zonas amorfas.
2. La absorción de las miscelas de moléculas sobre la superficie de las fibras.
3. Se logra la difusión del colorante.
4. El colorante logra fijarse en la fibra.
COLORANTES ACIDOS = FORMACION DE SALES=SEDA, LANA, PELOS, ACRILICOS Y POLIAMIDAS.
Colorantes ácidos: Especialmente fabricados para teñir lana, seda natural, acrílica y poliamida. El baño de
tintura se realiza en medio acido. Presentan grupos ácidos sufonicos que son los ácidos coloreados y además
se aplican a PH acido o neutro. Otorgan mucha brillantes pero de poca solidez. La lana es una proteína
QUERATINA constituida x diferentes aminoácidos. La tintura se introduce en frio a 20 y 40° en materiales
muy densos y empaquetados muy densos, por solo 10 minutos. Luego se agrega el colorante ya disuelto y
filtrado. Se caliente el baño a ebullición durante 30 mins. Y se tine durante 45 a 60 mins. Para lograr un teñido
parejo, es importante cuidar el tiempo de ebullición, para permitir la migración del colorante.
Son colores brillantes aunque en lana no logra una solidez optima, pero si para la poliamida, con buena
solidez en lavado y luz. En poliamida los colores claros y algunos medianos son los mejores.
Colorantes ácidos de complejo metálico (pre metalizado): Especialmente indicados para teñir lana, por las
altas solideces al lavado. La sal de cromo actúa para endurecer la solidez aumentando el tamaño de la
molécula del colorante y trabando su salida por los poros de entrada. Generalmente el metal que interviene es
el cromo, aunque a veces puede ser el cobre, níquel o cobalto.
Formación de sales: Usado para el teñido de Seda y Lana. A este principio pertenecen los colorantes ácidos.
Las moléculas de la fibra poseen grupos llamados amino y carboxílicos. Los iones de hidrogeno del baño (ph
– grado de acides) son absorbidos x los grupos carboxílicos, liberando a los aminos y permitiéndoles
combinarse con grupos sulfoacidos del colorante, formando uniones salinas. En las poliamidas los grupos
aminocarboxilicos son reducidos por lo que solo parte de estos colorantes se unen a la fibra (lo que nosotros
conocemos como desteñido).
Teñido de fibras poliamidicas: El comportamiento tintóreo de la poliamida puede variar según el grado de
estiraje que recibió el filamento después de su polimerización. Las fibras con mucho estiraje, absorben menos
colorante, por la menor cantidad de grupos aminos y como consecuencia de la modificación de la estructura.
Intercalación: La intercalación de un polímero coloreado antes de hilarlo solo es posible en fibras sintéticas.
El colorante puede añadirse durante la polimerización de la fibra o en el chip antes de hilar, es decir cuando
esta en estado liquido o viscoso.
COLORANTES MORDENTABLES O AL CROMO:
Toman este nombre porque forman un complejo en el interior de la fibra con una sal de cromo trivalente a la
que denominamos MORDIENTE estos colorantes dan brillantes de matices y alta estabilidad a los ácidos y
álcalis, a la luz y al lavado. La solidez a la luz no es buena como en los colorantes pre metalizados. Es
económico, ampliamente usado en azules y negros. Las desventajas radican en los tiempos largos de teñido,
en los deterioros que sufre la lana y la contaminación a los efluentes.
COLORANTES DISPERSOS:
Se usan para el teñido de fibras sintéticas y artificiales. Se trata de microparticulas dispersas en el baño que
penetran en los poros de la fibra que se hincho por la temperatura del baño y quedan atrapadas en ellas cuando
las fibras se enfrían y cierran los poros. Ideales para teñir poliéster, poliamidas, acetatos y triacetatos.
Carriers: Son agentes hinchante que se usaban antes de la llegada de las maquinas, son caros pero sirven para
teñir poliamida con barraduras presentes en colores oscuros.
Disolución- oclusión: Juegan un rol importante en el teñido de sintéticos. Estos colorantes son insolubles al
agua, pudiendo usarlo solo como medio de dispersión. Por ello se usan a altas temperaturas en las que la fibra
abre sus poros, el colorante penetra en ellas y al bajar la temperatura y cerrarse el poro, quedan atrapadas. TEÑIDO DE FIBRAS SINTETICAS POLIESTER, ACETATO Y TRIACETATO:
COLORANTES A LA TINA:
Utilizados para teñir hilados de algodón y no padecer el sangrado de estos, ya que serán utilizados en escoces
(eje) y se necesita que los colores no se transfieran unos a otros. Los colorantes solo serán solubles en baños
de agua con alcalinos si estos no se agregaran al agua los colorantes no se harían solubles. Esta reacción se
llama REDUCCION. Cuando el colorante no es soluble con agua se lo llama forma CETONICA y cuando al
agregarle los alcalinos se hace soluble se denomina ENOLICA. De este modo suben a la fibra por afinidad
con la celulosa, una vez teñido se regenera el colorante oxidando el tejido por el paso de aire o agua
oxigenada. No son colores muy brillantes pero tienen la mejor solidez que se conoce. Cuando los colorantes se
volvieron solubles presentan un color diferente al original. Terminado el teñido se procede a lavarlo para
eliminar los restos.
El colorante índigo (PARA DENIM): Le da colores muy intensos al tejido que luego podrá desgastarse por
frotamiento permitiendo ver distintas gamas de color. También están los INDIGOIDES y los
ANTRAQUINONICOSD a base de petróleo.
Insolubilización: Muy común en la fibra de algodón con colorantes a la tina que son insolubles. Pero
mediante un proceso químico de perdida de oxigeno llamado reducción, se transforma en soluble y sube a la
fibra. Una vez aplicado se efectúa el proceso inverso de oxidación para obtener nuevamente una fibra
insoluble. Con esto se gana solidez luz y a humedad.
COLORANTES AL SULFURO:
El proceso de teñido es similar al aplicado a los anteriores . Son colorantes que se aplican como base y sobre
tintura con INDIGO ya que otorgan buenas solideces al lavado. Se presenta en colores negro, olivas y
tostados. Para la REDUCCION se utiliza SULFURO Y CARBONATO DE SODIO, que proveen el medio
Alcalino.
COLORANTES REACTIVOS: FIBRAS CELULOSICAS, PARA ALGODÓN Y VISCOSA Y LANA A VECES.
Reaccionan con la celulosa en medio alcalino, formando enlaces de buena solidez y brillantes, por lo que han
desplazado (no del todo) a los directos. Su solidez es pobre frente al cloro y agua de mar, pero va mejorando.
Reacción química: La fijación de colorantes mediante reacciones químicas se produce entre los grupos
denominados reactivos que tiene el colorante con los grupos hidróxido o aminos de las fibras. Estos son los
denominados colorantes reactivos.
Covalente: El enlace covalente representa la compartición de los electrones (negativos) de diferentes átomos.
PROCESO FISICO y QUIMICO DEL TEÑIDO: La tintura de las fibras celulósicas con los colorantes
reactivos tiene lugar en tres etapas diferentes:
1. Absorción del colorante por la fibra en medio neutro con adición de electrolito, seguida de una
absorción en medio alcalino que es simultánea con la reacción.
2. Reacción del colorante en medio alcalino, con los grupos hidroxilo de la celulosa y del agua.
3. Eliminación del colorante hidrolizado y por lo tanto no fijado covalentemente a la fibra celulósica.
Al final de la tintura, el colorante se encuentra en dos formas, reaccionando con la celulosa o bien hidrolizado,
si el rendimiento se define como la proporción del colorante inicial que está combinado químicamente con la
fibra al final de la tintura, el colorante (etapa 1) y (etapa 2) disminuye dicho rendimiento por disminuir el
agotamiento, así como el colorante (etapa 3) que si bien esta absorbido por la fibra disminuye también el
rendimiento ya que no esta unido covalentemente a la misma, dando lugar además a disminución de la solidez
al lavado, por ello, el interés en el colorante, debido a que depende tanto de la etapa de absorción como de la
reacción, pues solo puede reaccionar con la fibra el colorante que se halla previamente absorbido.
Las aplicaciones comerciales principales de los colorantes reactivos están en el teñido de algodón, lana, nylon,
tanto individualmente como formando parte de mezclas de fibras. Se emplean también en el teñido de seda,
cabello, madera y cuero. PIGMENTOS:
Ideales para estampería y en sus colores oscuros (azul, índigo). No logran pegarse a ningún tipo de fibra, por
lo que se los fija por medio de resinados. Se comercializan en formas liquidas o cremosas. La solidez
dependerá del proceso y calidad de resinado.
Adherencia: Cuando un colorante es insoluble en agua pero logra dispersarse en ella es pegado a la fibra por
medio de ligantes que la fijan. Se trata de resinas acrílicas, o poliuretanicas que reticulan y se fijan a la fibra
con calor seco.
TEÑIDO DE FIBRAS SINTETICAS POLIAMIDICAS:
Las poliamidas poseen grupos aminos y carboxilos al igual que la lana y la seda, por lo que se utilizan para su
teñido los colorantes acidos y los complejos metálicos. Con algunos colorantes directos a la tina, reactivos y
otros (especialmente en mezcla c/ algodón), se pueden obtener rendimientos y solideces aceptables. La
hidrofilidad dependerá del largo de la fibra y el comportamiento tintóreo de la molécula, durante la
polimerización. El grado de estiramiento del filamento, obviamente influirá en su capacidad de absorción de
teñido, esto es por la menor cantidad de grupos aminos y la modificación de la estructura. Los colorantes
ácidos tienen el defecto de resaltar o no cubrir las irregularidades de la fibra o tensiones adquiridas
posteriormente (las bolsas que estire) ya que sus partes amorfas y cristalinas (al igual que en el algodón) son
alteradas. A media que la parte amorfa de la fibra se hincha, los grupos aminos o terminales de la cadena son
mas accesibles al colorante, facilitando la subida del colorante a la fibra y disminuyendo la posibilidad de
migración, y en consecuencia la igualación. Por ello los colorantes mas recomendados para lograr un buen
teñido son los de baja afinidad, estos son recomendados por sus proveedores. Para lograr tintes homoogeneos
y durables se recomiendo teñir a 110 y 130° C, para producir mayores hinchamientos de la fibra y cuando el
problema es debido a variaciones de tensiones, se aconseja hacer una fijación, para producir el relajamiento.
PRODUCTOS AUXILIARES PARA TEÑIDO Y ESTAMPADO
DETERGENTES: Separa la suciedad del tejido. Se dispersa en el agua y la emulsiona, provocando la unión
c/ la espuma levantada para eliminar la suciedad.
DESENCOLANTE: En tejidos de telar c/urdimbre de un cabo, se los encolo y esta debe ser quitada x medio
de enzimas que la emulsionaran, haciendo solubles los almidones o dextrinas agregadas.
HUMECTANTES: Hacen que el tejido reciba con mas rapidez el agua en cualquier momento en el que se los
use.
EMULSIONANTES: Permite que el agua tenga la habilidad de absorber o mezclarse con el aceite para poder
eliminarlo.
DISPERSANTES: Impide que la suciedad quitada durante el lavado, vuelva a depositarse en las fibras. La
suciedad lograra flotar x medio de este. Usado p/colorantes dispersos.
CARRIER O TRANSPORTADORES: Permite el hinchamiento de los poros de las fibras para que penetren
los colorantes.
RETARDANTES: En colorantes que tiñen muy rápido x su gran afinidad con las fibras, este producto
permite retardar la velocidad de subida del colorante.
IGUALANTES: Regulan la velocidad de subida del color a la fibra.
FIJADORES: Ayudan a los colorantes a pegarse a las fibras x medio de resinas. Permiten mejorar la solidez
de ciertos colorantes que destiñen por frote o lavado.
SUAVIZANTES: Confieren una mano suave y delicada a las fibras. Es el ultimo proceso y siempre esta
presente.
PROCESOS DE TERMINACION
Apresto común: Es el ALMIDON, es endurecedor y adhesivo. Se le puede otorgar distintos grados de
viscosidad que se podrán distinguir en los diversos acabados que permiten lograr.
Apresto antiarrugable: Se usara en tejidos de algodón, lino, rayón y todas las mezclas con sintéticos. Por su
gran tendencia al arrugado. A través de una resina de alto peso molecular sobre la fibra. Este tratamiento se
aplica a artículos blancos o estampados en los FULARES y RAMAS.
Antiarrugable e impermeable: No son impenetrables, sin embargo hacen de barrera al agua que se
identifica con un perlado (el agua se ve como en un parabrisas).
Wash & Wear: Se resiste al arrugado, disminuye el encogimiento al lavado, rápido secado. Efecto
impermeable y evita planchado posterior al lavado, se conocen como resinas sintéticas.
Terminación impermeable: Es un proceso antiguo que se usa para recubrimiento de tejido con una película o
capa que repela el agua, el aire y humedad. Esto se hace a través de soluciones de goma, látex y emulsionantes
con cera, ácidos grasos y jabones metálicos.
PROCESOS DE ESTAMPADO TEXTIL
Mientras mas complejo sea el diseño a estampar (en formas y colores), se acrecienta la dificultad de
estampación. Para la estampería textil, muchas veces se usan los mismos colorantes que en el teñido
industrial. Pero a diferencia de aquellos en los que el total del paño teñido tiene un mismo tono cuando se les
hace el baño de fijación, estos necesitan un tratamiento distinto (para cuidar que los dibujos y sus distintos
pigmentos no se corran). El fijado otorga solidez a los colores en la fibra. Por lo que es necesario
insolubilizarlo. Entonces los colorantes son preparados con espesantes a los que se les agregan productos
auxiliares que mejoraran su penetración aumentando la solubilidad al efectuar el fijado (efecto chicle inverso).
Los colorantes se fijan por vaporización.
Hay tres tipos de vaporizado: vaporizado corto o rápido, vaporizado prolongado en barca, vaporizado a
la continua.
Terminado el proceso de estampado, se enjuaga a fondo el tejido y se seca en maquinas secadoras de cilindro
y rama plana.
TIPO DE ESTAMPACION:
Estampación directa: Son los procesos que se efectúan para estampar sobre tejidos claros. Los contornos del
dibujo serán definidos, permitiendo identificar fondo y figura.
Estampa por corrosión: Sobre una tela ya teñida en colorantes adecuados que son corroídos en el proceso de
estampación. Si el resultado es un dibujo en blanco, se llama corrosión blanca. Cuando queda fijado otro
colorante se llama corrosión coloreada.
Estampa con pigmentos: Son sustancias coloreadas o blancas insolubles en agua. Necesitan de un ligante
para permanecer en la fibra, pero no necesitan lavado posterior.
Estampa por reserva: En este caso, se estampa primero una pasta de reserva y luego se tiñe el hilado o el
tejido. La pasta repele el colorante, de manera que en los lugares estampados el colorante no se fija y aparece
el color de fondo del hilado o el teñido. Luego se quita la pasta y ese lugar que no fue teñido se puede dejar asi
o repetir el proceso de forma ineverso o x partes.
SISTEMAS DE ESTAMPACION:
Estampado a mano: Consiste en la utilización de bloques de madera tallados, que al ser impregnados de
colorante, permiten aplicar el dibujo que aparece en sobre relieve sobre la tela. Estampa shablon o lionesa:
Estampado a telar (shablon) o lionesa: los cuadros son de madera fuertes o metálicas. En ellos vienen sujetas
unas telas de gran densidad de malla. El procedimiento más común es por vía fotoquímica.
Estampa con cilindros o rodillos: se utilizan para grandes producciones, sobre tejidos no muy delicados y en
efectos multicolores. Se estampan tantos colores como rodillos posee la maquina (de 1 a 16), en una sola
pasada del tejido. Los cilindros son gravados en relieves y en hueco; este segundo sistema es más utilizado.
Estampa por transferencia: se estampa un dibujo sobre un papel, que luego se transfiere por medio de calor
y presión sobre la tela, aprovechando una propiedad de ciertos colorantes dispersos que subliman a
determinadas temperaturas.
Este sistema es adecuado para tejidos de poliéster, en particular y para tejidos sintéticos, en general.
Estampa por reserva: En este caso, se estampa primero una pasta de reserva y luego se tiñe el hilado o el
tejido. La pasta repele el colorante, de manera que en los lugares estampados el colorante no se fija y aparece
el color de fondo del hilado o el teñido. Luego se quita la pasta y ese lugar que no fue teñido se puede dejar asi
o repetir el proceso de forma ineverso o x partes.
TEORIA DE LA TINTURA:
La fijación de un colorante sobre una fibra se efectúa por medio de diferentes principios:
Para obtener tintes parejos, resistentes y productivos se tienen en cuenta varios parámetros:
a) Efecto de la temperatura: El aumento de temperatura disuelve el colorante facilitando su difusión
sobre la fibra hinchada. Mejorando todas las variables que conforman su afinidad.
b) Efecto de relación agitación de baño: La cantidad de colorante absorbido aumentara según su
concentración, para usar menos colorante y lograr los tintes deseados en lugar de poner mas colorante se pone
menos agua. Pero debe tenerse cuidado con aquellos colorantes poco solubles que necesiten del agua para
penetrar los poros y que por falta de esta aumenten excesivamente su tamaño quedando fuera de ellos. La
agitación del baño permite teñidos uniformes y aumento la que las moléculas de tinte queden atrapadas en la
fibra.
c) Efecto tiempo de teñido: Cuando la tela o fibra se ha ddejado durante un tiempo prudencial en teñido
y la mayor parte de este se ha agotado sobre la fibra, la prolongación del tiempo de teñido para conseguir una
mayor intensidad dejara de ser rentable, por lo que debe exsistir un equilibrio entre el tiempo y la rentabilidad
de este.
d) Efecto ph: El PH es el el parámetro que mide el grado de acides o alcalinidad de una sustancia.
Cuando este es menor a 7, la sustancia es acida, cuando es mayor a 7, Alcalina y si es 7 es neutra. Los
teñidos de cada fibra y colorante se realizan a un ph adecuado para que las fibras no sufran un cambio de
matiz.
e) Naturaleza de fibra: Todas las fibras tienen diversos grados de absorción de colorante, por ellos
seadecua el colorante a la fibra. Dentro de una familia de fibras también hay distintos grados de absorción.
En las celulósicas la escala decreciente es, Rayon cuproamoniacal, rayon viscosa, el algodón mercerizado, el
no mercerizado y el lino.
f) Maquinarias: Dependiendo del tipo de tejido (tecnología) serán tratados a cuerdo o al ancho, tejidos
flexibles, como los de punto, serán tratados en cuerda (OVER FLOW, JET) y tejidos poco flexibles serán
tratados en ( Jiggers, foulard ,autoclave).
INDUMENTARIA
Tizada o marcada de moldes: Es la operación que permite la transferencia de los moldes a una tela o papel,
para posteriormente proceder a su utilización como patrón de corte.
Para lograr costuras correctas se marcan muescas o piquetes, para indicar posiciones de sisa, costuras o
perforaciones para posiciones de bolsillos, ojales, botones, pinzas. Luego se retira el molde y se marcan los
talles en cada pieza.
Tipos de tizada: Puede realizarse de diferentes formas.
1. Tela: Sobre la materia prima a utilizar. La ventaja es que se usara el ancho exacto, evitando distorsiones.
Desventaja: Tiene un solo uso, ya que siendo parte de la encimada se corta con ella.
2. Papel: Se usa papel de bajo gramajo, del mismo ancho de la tela. Tiene la posibilidad de obtener copia con
carbónicos, Desventaja, puede trasladar algunas deformación.
3. Cartulina perforada: El marcado es igual a otros pero sobre cartulina, con una maquina sacabocado se
recorren las líneas haciendo perforaciones circulares de a 1 o 1,1 mm de diámetro cada tres o cuatro
milímetros de distancia (troquelado). Esta cartulinaperforada se coloca sobre la telay con un polvo
contrastante de color se marcan las líneas a cortar. Ventaja: uso prolongado de la tizada, obteniendo siempre el
mismo metraje sino varia los talles. Desventaja: no sirve para telas de distintos anchos ya que fue ordenada
para esta. Pero en telas mas anchos puede agregarse una tizada extra.
4. Papel tratado químicamente: Al marcar la primera hoja las restantes superpuestas se marcan en forma
sucesiva (como si se tratara de una fotocopiadora). Generalmente se presentan en cajas de 3 rollos cada una.
Pudiendo superponer el contenido de dos o tres cajas (6 a 9 hojas por tiza).
5. Tizadas copiadas fotográficamente: Hay dos formas. La Heliográfica y la fotostática.
Heliográfica: Se ubican los moldes sobre un papel foto sensible. Una vez lograda la ubicación, se
posiciona sobre ellos una fuente lumínica que sensibiliza el papel no cubierto por los moldes.
Fstaticaoto: Los moldes se colocan sobre una superficie y entonces se pasa sobre ellos un equipo que
los fotografía. Obteniendo asi un patrón que puede ser reproducido.
6. Tizada con tinta tipo spray: Se colocan los moldes a tizar sobre una tela de bajo costo, por lo general,
liencillos. Se le colocan x encima una red o rejilla y un rodillo que evitan el movimiento. Luego una maquina
pasa atomizando una tinta al agua sobre ellos. La tinta es de rápido secado.
7. Micronizadas: Una nueva técnica permite la reducción de escala de los molde en 1:5 y al mismo tiempo
determina la superficie, La tizada se hace mucho mas maniobrable, por reducción de espacios de trabajo y
almacenaje. Optimizando los tiempo y ejecución de la tizada. Luego a través de gigantografias se les otorga el
tamaño 1:1. Esto permite el calculo de rendimientos porcentuales.
Tizada con dibujos:
Tejido con pie: Se denomina tejido con pie a las telas con diseños que se orientan en un solo sentido o
aquellas con pelos tipo corderoy, pana, terciopelo. La tizada estará limitada por el largo de la mesa.
Al hilo: Todos los moldes con su largo en el sentido de la urdimbre.
A través: Todos los moldes con su ancho en el sentido de la urdimbre.
Al biés: Con sus anchos y largos a 45° de la urdimbre. En este caso se desperdicia mucho mas tejida.
Mixto: Combinación de las tres.
Encimado:
Es el proceso de superposición de capas de tela sobre una mesa para poder hacer el corte simultaneo de las
partes componentes de una prenda y luego poder procesarlas.
Todas las capas con el derecho de la tela mirando hacia la mesa de corte.
Todas las capas con el derecho de la tela mirando hacia afuera de la mesa de corte.
Todas las capas encaradas, derecho con derecho y revés con revés.
Zigzag, los costados de las telas quedan plegados por la ida y vuelta de la maquina encimadora, las
cuales pueden ser cortadas o no.
Herramientas para el encimado:
Mesa de encimado: Deberan ser niveladas, de superficie regular, liza y deslizante. Vienen divididas en
modulos y se arman según el espacio del taller, cuanto ma larga es la mesa, mejor. Si el largo de la mesa no
permite que entren todas las piezas que conforman la curva de talles, se realiza una pequeña encimada paralela
para completar la tizada. El ancho de la mesa es medio metro mas largo que el de la tela estándar. La mesa
posee rieles por donde se desliza la maquina de encimar, su fuente se encuentra por debajo de la mesa. En los
dos extremos de la mesa se dispusieron dos prensa telas que evitan que la tela se mueva cuando la entendedora
maquina de encimar) corre de un extremo a otro de la mesa encimando las capas de tela. Los prénsatelas
pueden ser manuales o mecánicos. Algunas mesas tienen orificios pequeños de los que sale aire para mover la
tela encimada.
La cantidad de capas a encimar dependerá del grosor de la tela y el alto de la cuchilla de corte.
CORTE
Una vez realizada la tizada y la encimada de las telas, se proceder al corte. La planificación del corte se
adecua a las necesidades. En una producción es mas redituable combinar en la tizada varios talles (curva de
talles).
Análisis del equipo y herramientas de corte: Hay equipos de corte continuos e intermitentes, que pueden
ser portátiles o fijas. En las portátiles la hoja corta el encimado al desplazar la maquina, mientras que en las
fijas, parte del encimado es llevada hacia la hoja. En las troqueladoras, la hoja se mueve hacia el encimado
pero la maquina queda fija.
Continuos: Son maquinas rectas, circulares o cierras sin fin eléctricas.
Intermitentes: troqueladoras, tijeras, cuchillos, piqueteadoras, perforadoras, todas estas manuales.
CONTINUAS:
Maquinas rectas: Sus partes son la base o plato, la cuchilla, la vaina o alojamiento de cuchilla y su cuchilla,
la empuñadura (manubrio), mando de cuchilla (ON- OFF), sistema de poder (motor, interruptor y conexión),
afilador (diversos tipos de piedra y cinta para afilar, cada uno diseñado para producir distintos tipos de filo ,
según densidad y tipo de tela, ej: denim o fibrana), protector de cuchilla y sistema de enfriamiento.
En estas maquinas se usan tres tipos básicos de cuchilla. Recto o liso, diente de cierra y ondulada, los últimos
dos tienen otras aplicaciones.
Esta maquina corta encimadas de hasta 25 cm y el ataque (movimiento de la cuchilla), es de arriba hacia abajo
(carnicería). Con un ángulo de corte de 90°
Maquinas circulares: Sus componentes son casi iguales a la recta, la diferencia esta en la forma de la
cuchilla, y el ataque de la misma. La cuchilla es circular y trabajo en un solo sentido. (como amoladora).
Todas las maquinas de corte tiene un ángulo de ataque que se lee en el encuentro entre cuchilla y encimada.
Su ángulo de corte no alcanza los 90°. Se recomienda para encimadas de hasta 10 cm de altura.
Cierra sin fin: Sus cierras son mas angostas, pero permiten cortes mas precisos. Son similares a las utilizadas
en otras industrias, como la frigorífica, la metalúrgica y la maderera.
INTERMITENTES:
Maquinas troqueladoras: Este sistema se utiliza para cortar moldes intrincados, con extrema precisión,
como lo cuellos de camisa.
Perforadoras: Pueden ser de tipo macizo o hipodérmico. Las macizas hacen un pequeño orificio en la tela,
para guiar la costura y las agujas hipodérmicas son huecas y llevan un liquido marcador. Estas últimas son
muy usadas para la marcación de bolsillos.
MAQUINAS DE COSER
1830: Primer fabricante de maquinas de coser a pedal. Su inventor Barthelemy Thimonnier.
1850: Levi Strauss crea el vaquero para los mineros.
1859: Singer crea la maquina a pedal domestica, (fuente de trabajo: sastres y costureras).
Con la revolución industrial se introdujo el trabajo seriado y a destajo (pago x unidad producida).
1921: Aparecen las maquinas de coser eléctricas y se incrementa la producción de vestidos de mujer.
En USA comienza la venta por catalogo y correo.
DEFINICIONES:
Puntada: Es un lazo, cuya estructura esta formada por hilos.
Pespunte: Es una serie de puntadas usadas para ornamentar o dar terminaciones o refuerzos a alguna parte de
la prenda.
Costura: Serie de puntadas ejecutadas para:
a. Unir dos o más piezas.
b. Dar una terminación a los bordes.
c. Realizar ambas operaciones al mismo.
Coser: Es el proceso mediante el cual se realizan pespuntes y costuras.
FUNCION DE LA MAQUINA DE COSER:
Su función es la de realizar una serie continua de lazadas de hilo, en sectores de la tela. Para generar una
puntada es necesario que los hilos se puedan manipular de forma que formen el lazo o nudo buscado. Para
producir ese laxo, hay dos partes de la maquina que mueven los hilos, estas son la aguja y el crochet (bobina y
porta bobina juntos). Para unir dos secciones de tela, uno de los hilos debe atravesar la tela, siendo la aguja la
que lo transporta. El crochet, transporta el hilo que enlaza al que trae la aguja formando la puntada.
Órganos que efectúan la costura:
Barra de aguja: Pieza en la que se aloja la aguja y que recibe el movimiento de eje superior.
Aguja: Suministra el hilo a la zona de elaboración de la puntada, atravesando el tejido.
Dientes: Es el mecanismo de transporte que aparece y desaparece entre la placa de agujas y se
adaptara a la longitud del largo de puntada, transportando la tela. Los dientes se adaptan a la densidad
del tejido
Prensa tela: Presiona la tela contra la placa de aguja. Esta presión es regulable.
Placa de agujas: Pieza en la que se aloja la aguja y que recibe el movimiento de eje superior. También
se adapta este al tipo de tejido.
Lanzadera, rotativo o lazador: Elemento encargado de formar a puntada.
o La lanzadera: Pieza usada en maquinas antiguas de poca velocidad.
o Rotativo: Usado en maquinas de pespunte de alta velocidad.
o Lazador o Ancora: Es usado en maquina de cadeneta.
Canilla: Elemento cilíndrico a dos caras en cuyo interior va alojado el hilo. Se usa en conjunto con el
canillero y se emplea en maquinas de lanzadera o rotativos.
Clasificación de maquinas de coser según su cama:
1) CAMA CILINDRICA:
Perimetral: Permite coser partes cilíndricas en su perímetro: tejanos, ropa de trabajo y costuras
tubulares como las botamangas, puños y cinturas.
Transversal: “CAÑON O AMETRALLADORA”. Su forma es tubular ya que la parte cocida es
transportada a lo largo de este y hacia afuera de la maquina. Permite cocer formas cilíndricas a lo largo
de su generatriz. Mangas de camisa o piernas de pantalones.
2) CAMA PLANA:
Es el tipo de maquina que posee más modelos de pespunte: cadeneta simple o doble, zigzag, coser y
cortar. Se usan para camisería, sastrería, blanqueria y complementos. Como se la fija a una mesa hueca
permite su fácil mantenimiento y reparación.
3) CAMA COLUMNA O APARADORA:
Este tipo de cama esta en el extremo superior de la torre. Por su forma se lo utiliza para coser partes
cóncavas, tazas de corpiño, calzado, coronas de mangas, hombreras. En calzado y marroquinería
existen modelos con cuchilla inferior que al mismo tiempo que cosen cortan el cuero sobrante.
Clasificación de maquinas OVERLOCK:
Llamadas también de sócalo o aéreas. Las mas usuales son las de recubrir de varias agujas y se utilizan
generalmente en costuras elásticas y remallado de cantos. Hay maquinas que realizan dos funciones y otras
que realizan 3.
Dos funciones: Recorta tela y sobrehíla el borde recortado.
Tres funciones Recorta tela y sobrehíla el borde recortado y une o dos o mas telas con una costura
paralela a la del sobrehilado.
Maquinas especiales:
Son equipos que realizan tareas especiales para las cuales fueron diseñadas.
Ojaladora
Atracadora
Pegador automático de bolsillos plaque
Pegador de botones
Bolsillo ojal
De recubrir
De zigzag
De cerrar
De sobrehilar
De hacer presillas
De bordar
De puntada imbicible.
Hilos de coser:
Los hilos están relacionados con las agujas. Dependiendo el titulo del hilado se elije el grosor de la aguja. Es
el medio utilizado para dar las puntadas en la tela. Están constituidos con las mismas fibras con que se maneja
el resto de la industria textil. Dentro de las fibras naturales el Algodón es el mas usado y en las sintéticas es el
Poliester.
100 % ALGODÓN:
Los títulos mas populares son 50 Nm. 14 Nm y 40 Nm. Bastante desplazados por los de poliéster, salvo
cuando se los quiere teñir junto a prendas que se teñirán con el.
100 % POLIESTER, fibra cortada:
Es el más usado. Su textura es similar al algodón, posee gran suavidad, su excelente deslizamiento, alta
tenacidad, óptima elasticidad y gran resistencia a los procesos tintóreos justifican la elección.
Los títulos mas populares son 40/2 Ne. 40/3 Ne y 20/3 Ne. Bastante desplazados por los de poliéster, salvo
cuando se los quiere teñir junto a prendas que se teñirán con el.
100 % POLIESTER, filamento continuo:
Se constituye a partir de multifilamentos continuos de poliéster. Se usa en maquinas OVERLOCK, para
prendas de tejido de punto. Es de gran suavidad, deslizamiento y resistencia. Es un hilado teñido con
colorantes firmes. Se presenta en amplia gama de colores.
Los títulos mas populares es: Dn 150.
100 % POLIESTER, filamento continuo de alta tenacidad:
Tiene mayor resistencia a la tracción y se usa cuando el producto terminado es sometido a grandes exigencias.
Asegura una adecuada flexibilidad y elasticidad sin producir deformaciones. Puede usarse en maquinas de
elevadas prestaciones. Ej: ropa deportiva.
Los títulos mas populares es: Dn 150.
Aguja de coser:
Los hilos están relacionados con las agujas. Dependiendo el titulo del hilado se elije el grosor de la aguja. Es
el medio utilizado para dar las puntadas en la tela. Están constituidos con las mismas fibras con que se maneja
el resto de la industria textil. Dentro de las fibras naturales el Algodón es el más usado y en las sintéticas es el
Poliéster.
Funciones de las aguja
1) Penetrar el material a coser y realizar el orificio por el que pasara el hilo.
2) Transportar el hilo de la aguja a través del material hasta que el punto donde el crochet pueda tomar la
lazada en el momento oportuno.
3) En costuras, cadena y sufilado, penetrar en la lazada del crochet y colaborar así en la formación de la
puntada.
Las agujas pueden ser de puntas redondas y puntas cortantes:
Puntas redondas: la sección de las agujas siempre es circular y se diferencian por la granulación .La mayoría
de los materiales tejidos se cosen con agujas de punta redonda, las que tienden a separar los hilados (penetran
entre 2 hilos de urdimbre y 2 de trama). También podemos encontrar agujas de punta redonda afilada y punta
redonda gruesa.
Puntas cortantes: estas siempre tienen puntas afiladas, pero su sección tiene una amplia variedad
(redondeadas, triangulares, cuadradas, etc.).
Al coser artículos confeccionados en piel o materiales de densidad similar, de base no tejida, la aguja de punta
cortante modificara la forma de la puntada y por lo tanto la apariencia de la costura. Estas agujas perforan el
material mas fácilmente que las de punta redonda y de ahí que generan menos calor.
Tecnología de la aguja:
Dado que las maquinas de coser tienen diversas funciones, las agujas que estas utilizaran también deberán
ajustarse a ellas, a las telas e hilos que coserán.
Las agujas se identifican principalmente por el sistema “CANU” y la forma de la punta.
Cuerpo de la aguja:
1. Base del talón: Es el extremo cónico que facilita la introducción de la aguja en la barra de agujas.
2. Talón: Es la parte cilíndrica mas gruesa de la aguja, que se introduce dentro de la barra de aguja, para ser
sujetada por el tornillo correspondiente.
3. Cono: Es la sección intermedia entre el talón y el tronco.
4. Tronco: Parte larga de la aguja que va desde el cono hasta el ojo. En maquinaria veloz es reforzada.
5. Ranura larga: Situada a lo largo del tronco, hasta el ojo. Aloja el hilo para que pueda ser introducido y
sacado del material de costura en cada puntada, esta ranura debe ser adecuada al grosor del hilo. Hay
agujas con doble ranura. La ranura corta se encuentra por debajo del ojo, es un poco más pequeña que este
y esta del lado contrario a la larga. Se encuentra frente al rotativo o lazador y ayuda a la formación del lazo.
6. Ojo: Este orificio atraviesa el tronco desde la ranura larga a la corta y debe estar muy pulido para evitar la
fricción del hilo y la consiguiente rotura. Hay agujas que tiene el ojo mas grande que el tronco, evitando
mucho fricción contra el tejido, al tener menos superficie de contacto.
7. Hendidura: Es el rebaje que tiene la aguja en la zona del ojo para facilitar la aproximación del rotativo o
lazador y evitar fallos de puntada.
8. Punta: Existe una gran variedad de puntas de aguja, para coser desde cuero a sedas, pasando por el tejido
de punto.
Tipos de puntadas más comunes: Las puntadas se dividen en 6 grupos:
Puntadas grupo 100: Puntada de cadeneta simple. Formado por una o varias agujas de coser y un hilo en
cada una de ellas entrelazándose consigo mismo. Hilván, costura invisible, pegado botones
Puntadas grupo 200: Corresponden a puntadas efectuadas en forma manual (medio puntada hacia atrás una
puntada entera hacia adelante). Marroquineras, ojales, dobladillos, etc.
Puntadas grupo 300: Puntada doble. Se caracteriza por estar formadas por una o varias agujas de coser, ej:
puntada de pespunte, asi mismo pueden ser de dos agujas. Las maquinas de mas de dos agujas, tienen series
de hilos que se entrelazan entre ambas, asegurando las puntadas. COMUN
Puntadas grupo 400: Puntada de cadeneta múltiple. Este grupo de puntadas están formadas x varias agujas
de coser y dos o mas hilos entrelazados entre si.
Puntadas grupo 500: Puntada efectuada al canto. Formada x una o varias agujas y dos o mas hilos que se
entrelazan entre si en el canto del tejido.
Puntadas grupo 600: Puntada de recubrir. Esta formada x dos o mas agujas y dos o mas hilos, que se
entrelazan entre si y entre las distintas agujas. Este efecto puede ser obtenido en una o ambas caras, a lo que se
les suele llamar puntadas de recubrimiento. Puede coexistir en una misma maquina una combinación entre dos
tipos de puntadas diferentes que se ejecutan en simultaneo.
AVIOS
Son todas las piezas que se necesitan en la confección de prendas para la terminación del mismo. Ya sea como
parte fundamental del producto para su venta o como elemento decorativo.
Cierres, botones, cintas, cordones, arandelas, deslizadores, terminales.
Alamares: Compuestos x dos elementos básicos: Un pasante u ojal y un botón. Estos pueden encontrarse en
su variante con o sin base, en una amplia variedad de materiales. Hueso, madera, cuero, plástico, metal,
poliéster, cerámica, carey, bronce y pasta. Los de plástico y pasta aceptan teñido. Los de madera pueden ser
pintados o barnizados, si se quiere. Según su forma pueden ser planos, huecos, tipo tambor hueco o chato,
cilíndricos etc.
Botones: Son pequeñas piezas fabricadas con diferentes materiales o combinación de materias, reciben
distintas formas, dimensiones, grosores, colores y medios de fijación. Pueden ser de dos o cuatro agujeros,
cilíndricos o cuadrados o con un pie inferior (BOTON TIPO SASTRE). Los botones pueden ser de: nácar,
hueso, madera, cuero, cerámica, vidrio. Los botones pueden ser grabados con diseños para marcas o
simplemente dibujos o firuletes varios. Este grabado se puede hacer por cuño o laser.
BROCHES: Hay varios tipos de broche.
Broche camisero: Son de abrochadura suave con 4 componentes. Su característica fundamental es que no
desgarra la tela, ya que la capsula tiene 5 patitas que perforan el tejido. El más popular es el de los
guardapolvos.
Broche resorteo: Son de abrochadura mediana y con 4 componentes. No debe ser usado en telas elásticas, ya
que el ojalillo funciona como sacabocado y puede desgarrar la tela. Se usa en chaquetas livianas y
marroquinería.
Broche suizo: Son de abrochadura rígida y con 4 componentes. El ojalillo funciona como sacabocado y puede
desgarrar la tela. No debe utilizarse en telas elásticas ya que el ojalillo funciona como sacabocado y puede
desgarrar la tela. Se utiliza en shorts de baño tipo surf, chaquetas, etc.
Broche imán: Consta de una chapa punzonada que lleva un imán y se embute en su par. Este tipo de sistema.
Se aplica a prendas con peso propio debido a la calidad del material. También usados en marroquinería.
Broche macho- hembra o ganchos tijeras:: Consta de dos piezas de alambre que cada una esta doblada y
plegada, permitiendo que una se enganche en la otra. Se usan en cinturas de faldas y pantalones, también
característicos en corsetería. Se hacen de alambre trefilado que recibe una terminación superficial pintada.
Broche sastre: Consta de dos piezas que funcionan igual que el anterior pero son de chapa y alambre. La
chapa (ganchillo) se engancha en el alambre doblado.
CIERRES DE CONTACTO O VELCRO: Hay dos tipos de cierres de contacto. Ambos tienen cintas de bucle idénticas. Lo único que cambia es el
sistema que se engancha de ellos. El primero se presenta en forma de ganchos (buclecitos plásticos) y el otro
tiene protuberancias en forma de “Z”. Generalmente son de poliamida o poliéster. Se aplican por medio de
costuras, con un pie de cierres (a maquina), también pueden ser termo sellados o adheridos con pegamentos
universales. Al ser plásticos obviamente no sufren occidacion.
CREMALLERAS: Hay tres tipos de cremallera. En “S”, “P” y “M”.
La cremallera “S” (Spiral) o espiral: Sus dientes son de rizo helicoidal, hechos de monofilamento de poliéster
o poliamida. Los rizos se forman y tejen en la cinta soportes conocidos como entretejidos o realizados y
cocidos en cintas prefabricadas cocidas.
Cremallera de perfil “P”: Tienen dientes plásticos moldeados por inyección, que se unen individualmente en
una cinta teñida prefijada. Tienen diseño ornamental.
Cremallera de metal “M”: Tienen dientes metálicos, estampados o fundidos a presión (unión individual.
Colocados en una cinta preteñida. A menudo de se emplean como accesorio de ropa en níquel, bronce, etc.
ETIQUETAS Las etiquetas informan la marca del producto, los hilados que la componen con sus respectivas proporcionado.
Los cuidados que se deben tener en lavaos y planchados (referente a tabla de solubilidad de fibras), el talle del
producto, lugar de fabricación, etc.
La marca: Son aquellas en la que se colocan el isotipo (dibujito que representa a la marca) y logotipo (el
nombre de la marca con la fuente que esta ha elegido).
Etiquetas de composición: Sirven tanto al consumidor como al tintorero para informar respecto al cuidado
del producto (cuidado térmico, solventes, etc.
Etiquetas de talle: Sera numérica o alfabética o una combinación de ambas.
Las etiquetas también pueden ser usadas como un detalle ornamental que identifica a la marca. Estos pueden
ser metálicos (por lo que se ponen como una tacha) o de materiales flexibles como las etiquetas de denim que
se aprovechan como pasador. Bordadas, estampadas, de cartón.
HEBILLAS Se presentan en metales, plásticos y otros materiales. Tiene diversas formas, dimensiones, colores. Consisten
en unir dos partes de una prenda, pero también se usan en calzado y marroquinería. Pueden ser tipo
jardinerito, de rollo, a presión, marinera, de enganche, etc. Se materializan en diversos metales o en poliéster,
acetato o poliamida. Pueden ser de fundición, estampado, torneadas, prensadas o coladas en molde. Según su
formula volumétrica son, hebilla entera, media hebilla, de alto o bajo relieve.
REMACHES Su estructura se compone de una base y un pinché que se unen a través de la tela por medio de una matriz
remachadora. Pueden ser geométricos y tener dibujos fantasia. Pueden ser accesorios metálicos para asegurar
costuras y acompañan al jean desde sus orígenes, cumpliendo una función práctica y estética. Según su
fabricación son de inyección, fundición, moldeado, termo formado. Según sus materiales son de zamac (zinc,
aluminio y hierro), níquel, hierro, latón, cobre, bimetal. Según sus acabados son empavonados, laca, plata 900,
esmaltado dorado, terminación italiana.
TANCAS Son piezas de sujeción y regulación desde dos puntas fabricadas en diversos materiales, dimensione y formas.
Necesitan de un cordón para su funcionalidad, adaptando el ajuste al cuerpo o acceso a la prenda. Puede ser de
uno o dos agujeros.
SOLUBILIDAD DE FIBRAS DE ORIGEN NATURAL
LANA:
Acido fórmico 90% x5': Mejora el poder luminoso de los colores, impide la salida de colores y colorantes.
Hipoclorito de sodio al 5,25% x15': Destruye cadenas proteicas en fibras de origen animal.
Soda caustica: Rompe la estructura de la proteína, por ende sus cualidades.
SEDA:
Acido Clorhídrico concentrado, en frio: (pensar delicadeza).
Acido Sulfúrico al 65% durante 15 minutos: Carbonizar la materia vegetal
Hipoclorito de sodio: Destruye las cadenas proteicas de las fibras de origen animal.
Soda caustica: Rompe la estructura de la proteína, por ende sus cualidades.
Tiocinato de amonio: En el teñido y en el estampado (principalmente para impedir el deterioro de los tejidos
de seda con carga). Acelerador de las operaciones de la impresión, del teñido y de acabamiento en baños de la
fijación
ALGODON:
Acido Sulfúrico: Carbonizar la materia vegetal
Hipoclorito de sodio: Lo solubiliza
Hidróxido de cuproamonio: Disuelve la celulosa proveniente del algodón
Soda caustica:
Detex:
LINO:
Acido Clorhídrico: Lo solubiliza (pensar delicadeza).
Acido Sulfúrico: Carbonizar la materia vegetal
Acido Nítrico:
VISCOSA:
Acido Clorhídrico: Lo solubiliza (pensar delicadeza).
Acido Sulfúrico: Carbonizar la materia vegetal.
Hidróxido de cuproamonio: Disuelve la celulosa proveniente del algodón.
Detex: Da coloración rosada.
CUPROAMONIO:
Hidróxido de cuproamonio: Disuelve la celulosa proveniente del algodón.
TRIACETATO:
Acetona: Disuelve la celulosa.
Acido acético: Disuelve la celulosa
Cloroformo: Disolvente de la celulosa, sustituido por ser caro.
ACETATO
Acetona: Disuelve la celulosa.
Acido acético: Disolvente primario de la celulosa, en la elaboración de esta fibra.
Acido Clorhídrico: Lo solubiliza (pensar delicadeza).
Acido fórmico al 90%: Lo solubiliza.
Acido Sulfúrico: Disolvente secundario de la materia vegetal, en la elaboración de esta fibra
Dimetilformamida:
Metacresol y Butirolactona:
SOLUBILIDAD DE FIBRAS DE ORIGEN SINTETIICO
MODACRILICA:
Acetona:
Dimetilformamida:
ACRILICO:
Dimetilformamida:
Tiocinato de amonio:
NYLON 6:
Acido acético glacial:
Acido clorhídrico
Acido fórmico al 90%:
Acido sulfúrico:
Metacresol:
Dimetilformamida y acido fórmico al 85 (50 y 50%), hirviendo:
NYLON 6.6:
Acido acético glacial:
Acido clorhídrico
Acido fórmico al 90%:
Acido sulfúrico:
Metacresol:
POLIESTER:
Acido Clorhídrico: Lo solubiliza (pensar delicadeza).
Acido Sulfúrico: Carbonizar la materia vegetal.
Hidróxido de cuproamonio: Disuelve la celulosa proveniente del algodón.
Detex: Da coloración rosada.
VINILICA:
Dimetilformamida:
Metacresol:
Nitrovenzol:
VIDRIO Y AMIANTO:
NO SON SOLUBLES!
ELASTOMERICA:
Dimetilformamida:
Cicloexanol: POLIPROPILENO:
Metaexileno:
Hidrocarburos colorinados:
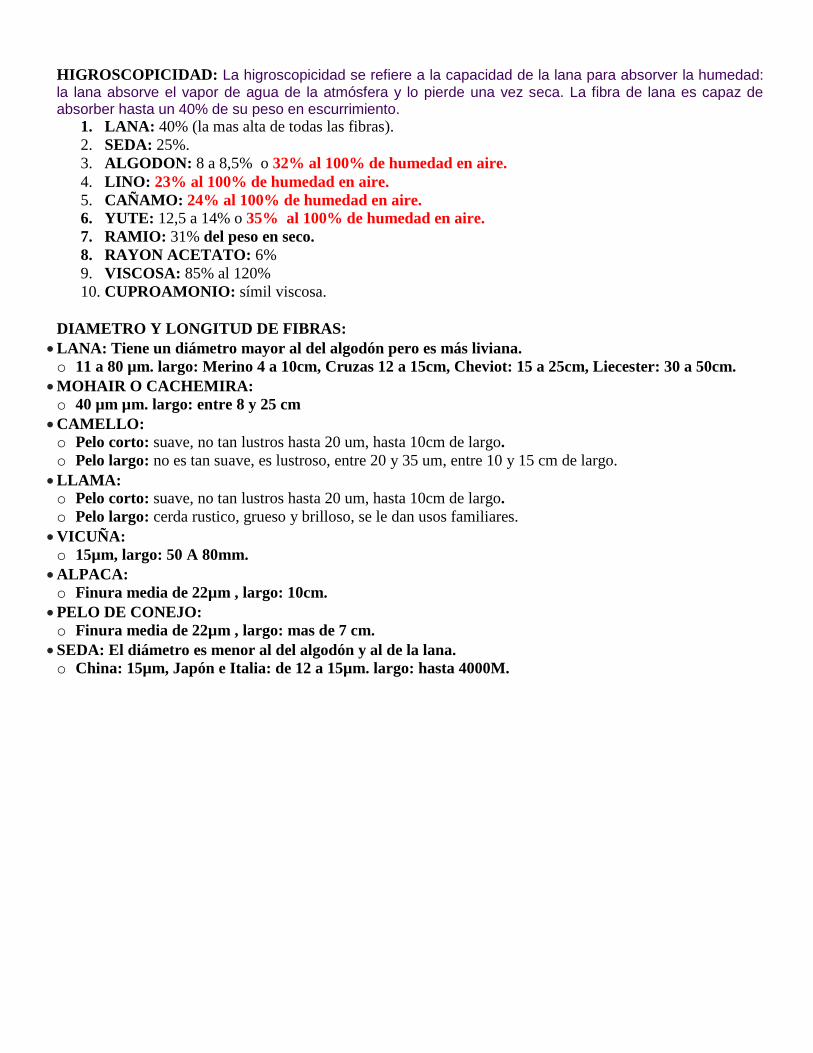
HIGROSCOPICIDAD: La higroscopicidad se refiere a la capacidad de la lana para absorver la humedad:
la lana absorve el vapor de agua de la atmósfera y lo pierde una vez seca. La fibra de lana es capaz de absorber hasta un 40% de su peso en escurrimiento.
1. LANA: 40% (la mas alta de todas las fibras).
2. SEDA: 25%.
3. ALGODON: 8 a 8,5% o 32% al 100% de humedad en aire.
4. LINO: 23% al 100% de humedad en aire.
5. CAÑAMO: 24% al 100% de humedad en aire. 6. YUTE: 12,5 a 14% o 35% al 100% de humedad en aire.
7. RAMIO: 31% del peso en seco.
8. RAYON ACETATO: 6%
9. VISCOSA: 85% al 120%
10. CUPROAMONIO: símil viscosa.
DIAMETRO Y LONGITUD DE FIBRAS:
LANA: Tiene un diámetro mayor al del algodón pero es más liviana.
o 11 a 80 µm. largo: Merino 4 a 10cm, Cruzas 12 a 15cm, Cheviot: 15 a 25cm, Liecester: 30 a 50cm.
MOHAIR O CACHEMIRA:
o 40 µm µm. largo: entre 8 y 25 cm
CAMELLO: o Pelo corto: suave, no tan lustros hasta 20 um, hasta 10cm de largo.
o Pelo largo: no es tan suave, es lustroso, entre 20 y 35 um, entre 10 y 15 cm de largo.
LLAMA: o Pelo corto: suave, no tan lustros hasta 20 um, hasta 10cm de largo.
o Pelo largo: cerda rustico, grueso y brilloso, se le dan usos familiares.
VICUÑA:
o 15µm, largo: 50 A 80mm.
ALPACA:
o Finura media de 22µm , largo: 10cm.
PELO DE CONEJO:
o Finura media de 22µm , largo: mas de 7 cm.
SEDA: El diámetro es menor al del algodón y al de la lana.
o China: 15µm, Japón e Italia: de 12 a 15µm. largo: hasta 4000M.
Mini diccionario/ sinónimos:
Soda caustica: Sosa caustica, Hidróxido de sodio, Hidróxido sódico, Lejía, Hidrato de sodio, Lejía de sosa,
Lejía de soda.
Sulfuro de carbono: Disulfuro de Carbono, Carbono Bisulfuro, Carbono Sulfuro.
http://tinturadefibrastextiles.blogspot.com.ar/