
APLICACION DEL ANALISIS DE VIBRACIONES EN MOTOCOMPRESORES A GAS NATURAL
REPÚBLICA BOLIVARIANA DE VENEZUELAUNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERIADIVISION DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERIA DE GAS
TRATAMIENTO DEL GAS COMBUSTIBLE UTILIZADO POR LAS UNIDADES
MOTOCOMPRESORAS DE GAS
Trabajo de Grado presentado ante laIlustre Universidad del Zulia
para optar al Grado Académico de
MAGISTER SCIENTIARUM EN INGENIERIA DE GAS
Autor: Ender Arturo Añez Nuñez
Tutor: Jorge Barrientos
Maracaibo, Junio de 2010
Añez Nuñez Ender Arturo. Tratamiento del gas combustible utilizado por las unidades motocompresoras de gas (2010). Trabajo de Grado. Universidad del Zulia. Facultad de Ingenieria. División de Postgrado. Maracaibo. Venezuela. 142 p. Mgs. Jorge Barrientos
RESUMEN
El presente trabajo de investigación constituye un estudio sobre el tratamiento del gas combustible utilizado por las unidades motocompresoras de una Planta de Compresión, considerando el poder calorífico recomendado por Waukesha Engine, fabricante de los motores. Según el propósito, esta investigación es aplicada, de tipo descriptivo, explicativo y ex post facto con un diseño documental descriptivo correlacional, lo que permitió identificar las causas que generan las fallas ocurridas en los motores. La población objetivo se considero accesible y la muestra representativa resultó muestreada totalmente, quedando representada por las fuentes que suministran el gas de los yacimientos “A” y “B”. Los resultados obtenidos indicaron que el Yacimiento “A” suministra un gas rico con 3,372 GPM con un poder calorífico de 1290 Btu/pcn y el Yacimiento “B”, posee un gas pobre de 0,098 GPM con un poder calorífico de 1017 Btu/pcn, que debe reemplazarse por agotamiento natural; ambos gases transportan agua mayor a 300 lbm/MMPCN a las condiciones de operación, por lo tanto inadecuado utilizarlo como gas combustible lo cual se evidenció por los 811 paros ocurridos en los motocompresores de las cuales 738 se generaron en el Tren I (gas del Yacimiento “A”) y 73 en el Tren II (gas del Yacimiento “B”), con averías al conjunto de fuerza de los motores causada por la detonación y pre-ignición que se presentaron en unidades motocompresoras. Se concluyó que es necesario mejorar la calidad del gas utilizado como combustible, mediante la reactivación de la Unidad de deshidratación de gas por Absorción con Trietilenglicol de 55 MMPCND de gas proveniente del yacimiento “A”; por otro lado, utilizando el Simulador HYSYS fue posible diseñar un sistema que utilice un turbo-expansor para extracción de líquidos del gas con la finalidad de obtener 3 MMPCND de gas combustible requerido por los motores, según las especificaciones del fabricante. Palabras Clave: motocompresores, motores de combustión interna, gas combustible, detonación, pre-ignición, deshidratación de gas, extracción de líquidos, poder calorífico. Correo electrónico del autor: [email protected]
Añez Núñez Ender Arturo. Fuel gas treatment units used for gas motocompressors. (2010). Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo. Venezuela. 142 p. Mgs. Jorge Barrientos
ABSTRACT
This research is a study on the treatment of fuel gas compressors units used by a compression plant, considering the calorific value, recommended by Wuakesha Engine manufacturer. Depending on the purpose, this research is applied, descriptive, explanatory and ex post facto, descriptive correlational design documentary, which identified the causes of the failures occurred in the engine. The target population was considered accessible and representative sample was fully sampled, being represented by sources that supply gas from the fields "A" and "B". The results indicated that the Reservoir "A" provides a rich gas with 3.372 GPM with a calorific value of 1,290 Btu / pcn and Reservoir "B" has a poor 0.098 GPM gas with a calorific value of 1017 Btu / pcn, to be replaced by natural depletion; both gas transport water up to 300 lbs / MMpcn to operating conditions, therefore inappropriate to use as fuel gas which was evidenced by the 811 strikes occurred in the compressors of which 738 were generated in the train I (Field gas "A") and 73 in Train II (Field gas "B "), with damage to the whole force of the engines caused by the detonation and pre-ignition occurred in units compressors. It was concluded that it is necessary to improve the quality of the gas used as fuel by the reactivation of the gas dehydration unit with triethyleneglycol Absorption of 55 MMPCND gas from the field "A"; on the other hand, using the HYSYS simulator was possible to design a system using a turbo-expander for extraction of gas liquids in order to get 3 MMPCND fuel gas required by the engines, as specified by the manufacturer. Key Words: compressors, internal combustion engines, fuel gas, detonation, pre-ignition, gas dehydration, removal of liquid heat capacity. Email the author: [email protected]
DEDICATORIA
A Dios por concederme la sabiduría, constancia y perseverancia en el desarrollo de
esta investigación que permitió alcanzar la culminación de esta meta.
A mi esposa Magaly que con su amor, paciencia y comprensión ve hoy realizado otro
de mis deseos anhelados en mi vida profesional.
A mis hijos Maria Alejandra, Lorena Carolina, Luis Arturo y Rosanna Carolina, por su
apoyo y motivación de seguir adelante con mis proyectos de formación profesional,
logrados a través de esta investigación.
A mis nietos Walter Arturo y Domenico Alessandro quienes llegaron a mi vida para
llenar vacíos de alegría en momentos de un nuevo renacer en mi hogar.
A la memoria de mis padres Arturo Ali y Carmen Amelia, quienes en vida inspiraron
siempre en mí, el deseo de estudiar y prepararme en la vida para poder alcanzar los
anhelos mas deseados.
A mis hermanos, Eunice, Eugenio, Euro, Elida y Elizabeth con quienes he compartido
mis años de existencia, sueños, inquietudes y complacencias.
AGRADECIMIENTO
A Dios Todopoderoso por guiarme, protegerme e iluminarme todos los días de mi vida,
darme salud, fortaleza, fe, esperanza y sabiduría para seguir adelante con mis
proyectos profesionales, además de brindarme la oportunidad de poder compartir con
mi familia el haber alcanzado esta meta en mi vida.
A mi esposa Magaly para quien no tengo palabras con que expresarle mi eterno
agradecimiento por acompañarme en estos 30 años de vida matrimonial, escucharme y
nunca dejarme solo en mis momentos de tristezas y debilidades, que con su amor y
apoyo, pude superar todos los obstáculos con el propósito de llegar a cumplir esta
meta.
A mis hijos Maria Alejandra, Lorena Carolina, Luis Arturo y Rosanna Carolina, quienes
ocupan un gran lugar en mi corazón, gracias por estar siempre a mi lado cuando los
necesito y por creer siempre en mí.
A la ilustre Universidad del Zulia, a través de la División de Postgrado, Programa de
Ingenieria de Gas, donde desde sus aulas me enseñaron a crear una visión clara y
precisa del profesional que quiero ser en el futuro; gracias por abrirme nuevamente sus
puertas para alcanzar este sueño y por permitirme conocer a personas maravillosas que
fueron mis amigos y profesores por la reciprocidad de compartir conocimientos,
principalmente al Profesor Jorge Barrientos, quien siempre me apoyo y condujo esta
investigación como tutor Académico.
A la Profesora Carla López de la División de Postgrado del Programa de Ingenieria de
Gas de La Universidad del Zulia, por su ayuda incondicional en esta investigación.
TABLA DE CONTENIDO
Página
RESUMEN ………………………………………………………………………………... 4
ABSTRACT ………………………………………………………………………………. 5
DEDICATORIA …………………………………………………………………………… 6
AGRADECIMIENTO …………………………………………………………………….. 7
TABLA DE CONTENIDO ……………………………………………………………….. 8
LISTA DE FIGURAS …………………………………………………………………….. 11
LISTA DE TABLAS ………………………………………………………………………. 13
INTRODUCCIÓN ………………………………………………………………………… 14
CAPITULO I. EL PROBLEMA
1.1 Planteamiento y Formulación del Problema ...……………………….. 17
1.2 Objetivos de la investigación …………………………………………… 19
1.2.1 Objetivo General …………………………………………………..... 19
1.2.2 Objetivos Específicos ………………………………………………. 20
1.3 Justificación de la investigación ……………………………………….. 20
1.4 Delimitación de la Investigación ………………………………………. 22
CAPITULO II. MARCO TEORICO
2.1 Antecedentes de la Investigación …………………….... …………….. 23
2.2 Descripción de la Planta de Compresión de Gas …………………… 25
2.3 Fundamentación Teórica ………………………………………………. 26
2.3.1 Composición del Gas Natural …………………………………….. 26
2.3.2 Compresión de Gas Natural ……………………………………… 28
2.3.3 Motor de Combustión Interna ……………………………………. 30
2.3.3.1 Motores de Cuatro Tiempos………………………………... 33
2.3.4 Gas Natural como Combustible ………………………………….. 35
2.3.4.1 Poder Calorífero del Gas Natural ……................................. 36
2.3.5 Combustión ………………………………………………………… 39
2.3.5.1 Tipos de Combustión ………………………………………. 42
2.3.5.2 Detonación …………………………………………………….. 45
2.3.5.3 Pre-Ignición ……………………………………………………. 47
2.3.6 Contenido de Agua en el Gas Natural …………………………... 48
2.3.7 Problemas que ocasiona la presencia de agua en el Gas Natural ……………………………………………………………….
50
2.3.7.1 Formación de hidratos ………………………………………... 50
2.3.7.2 Condiciones principales que favorecen su formación …… 51
2.3.7.3 Principales razones para prevenir la formación de Hidratos 51
2.3.7.4 Inhibidores de Hidratos ……………………………………….. 52
2.3.8 Planta Deshidratadora de Gas con Glicol ………………………. 53
2.3.8.1 Tipos de Desecantes Líquidos ……………………………...... 53
2.3.8.2 Funcionamiento de la Unidad deshidratadora de gas natural con Trietilenglicol ………………………...…………...
55
2.3.8.3 Variables de operación que pueden afectar la eficiencia de un deshidratador de glicol………….………………………….
57
2.3.8.4 Equipos principales que integran la unidad de deshidratadora de gas con Trietilenglicol ………………….
58
2.3.9 Extracción de Líquidos del gas natural a través de un proceso de turbo-expansión ………………………………………………..
66
2.3.9.1 Descripción del proceso ……………………………………… 69
2.4 Definición de Términos Básicos ……………………………………….
70
CAPITULO III. MARCO METODOLÓGICO
3.1 Tipo de Investigación …………………………………………………… 75
3.2 Diseño de la Investigación ……………………………………………. 77
3.3 Población y Muestra de la Investigación ……………………………. 78
3.3.1 Población ……………………………………………………………. 78
3.3.2 Muestra ……………………………………………………………… 79
3.4 Técnicas e Instrumentos de Recolección de Datos ………………… 80
3.5 Técnicas de Procesamiento y Análisis de los Datos ……………….. 81
3.6 Simulador de Proceso - Software HYSYS …………………………... 82
3.6.1 Selección de la Ecuación de Estado (EOS) 83
3.6.2 Creación de un Paquete de Fluidos 87
CAPITULO. IV DISCUSION DE RESULTADOS
4.1 Determinar mediante análisis de composición y propiedades del gas su inadecuada utilización como gas combustible en la Planta Compresora de Gas ……………………………………………..
93
4.2 Identificar las condiciones de detonación y pre-ignición que se presentan en los motocompresores de la Planta Compresora de acuerdo a las características del gas actualmente utilizado ………..
95
4.3 Evaluar los procesos de tratamiento requeridos para mejorar la
calidad del gas utilizado como combustible en la Planta de Compresión ……………………………………………………………….
105
4.3.1 Planta de deshidratación de gas con TEG disponible en la Planta Compresora …………………………………….....…………
106
4.3.2 Planta de Extracción de Líquidos ………………………………...
111
4.4 Seleccionar el sistema de tratamiento de gas que garantice la operación integral y eficiente de la Planta Compresora …………….
114
CONCLUSIONES ………………………………………………………………………... 116
RECOMENDACIONES …………………………………………………………………. 120
REFERENCIAS BIBLIOGRAFICAS ........................................................................ 122
ANEXOS ................................................................................................................. 124
A Análisis cromatográfico del gas combustible que alimenta a los motocompresores del Tren I ……………………………………………………
124
B Análisis cromatográfico del gas combustible que alimenta a los motocompresores del Tren II ……………………………………………………
126
C Índice de Detonación (WKI™) Waukesha. Gas combustible que alimenta los motocompresores del Tren I ……………………………………………….. 128
D Índice de Detonación (WKI™) Waukesha. Gas combustible que alimenta los motocompresores del Tren II ……………………………………………….
129
E Contenido de agua en el gas natural. Figura 20-3, GPSA ………………….. 130
F Reporte completo de resultados de composición y Propiedades del gas obtenidos con el Simulador del HYSYS ……………………………………….
131
G Análisis composicional del Gas combustible obtenido por el Simulador HYSYS requerido por los motocompresores ………………………………….
142
LISTA DE FIGURAS
Figura Página
1 Planta Compresora – Situación actual………………………………………... 26
2 Ciclos de cuatro tiempos……………………………………………………….. 33 3 Unidad de deshidratadora de gas con glicol.………………………………… 54
4 Filtro Coalescente……………………………………………………………….. 56 5 Torre Contactora de campana o platos……………………………………….. 59
6 Platos de una torre deshidratadora de gas…………………………………… 59 7 Tanque de Destilación………………………………………………………….. 60
8 Serpentín del condensador de la torre………………………………………... 61 9 Filtro de tela……………………………………………………………………… 62
10 Intercambiadores de calor gas-glicol………………………………………….. 63 11 Rehervidor de glicol……………………………………………………………... 64
12 Diagrama general del Patín de Regeneración del Glicol……………………. 65 13 Intercambiador de Gas – Glicol………………………………………………... 66
14 Proceso Expansor de un gas natural………………………………………….. 68
15 Diagrama P – T para un Proceso Expansor………………………………….. 68
16 Presentación Inicial del HYSYS……………………………………………….. 86
17 Inicio para crear una nueva simulación…………………………………..….. 88
18 Modo de acceso al “Fluid Packages” …………………………………………. 88
19 Gama de modelos matemáticos……………………………………………….. 89
20 Adición de los compuestos……………………………………………………... 89
21 Ilustración de Object Palette…………………………………………………… 90
22 Ilustración del “Absorber” sobre PFD…………………………………………. 91
23 Ilustración del " MIX"……………………………………………………………. 91
24 Depurador General de Gas Combustible……………………………………... 96
25 Depurador de gas combustible de una unidad Motocompresora………….. 100
26 Deformación de la Biela y Bujía……………………………………………….. 100
27 Destrucción de la Corona y anillos del pistón………………………………... 100
28 Cámara de Combustión dañada por efecto de detonación………………… 103
LISTA DE FIGURAS
Figura Página
29 Electrodos de bujías contaminadas con depósitos de residuos Sólidos…. 104
30 Condiciones operacionales de la Planta deshidratadora…………………... 108
31 Nuevo esquema operacional de la Planta de Compresión………………… 109
32 Unidad de Deshidratación incorporada a la Planta Compresora de gas…. 112
33 Esquema de Simulación de la Planta de extracción de Líquidos…………. 113
34 Nuevo sistema de tratamiento y procesamiento de gas incorporadas a la Planta de Compresión………………………………………………………….. 115
LISTA DE TABLAS
Tabla Página
1 Características de las fuentes del gas utilizado como combustible en la Planta Compresora de Gas……………………………………………………...
94
2 Relación PCI/PCS y cálculo del Índice de Wobbe de las fuentes del gas utilizado como combustible en la Planta Compresora de Gas………………
95
3 Poder Calorífico del Gas vs Índice de Detonación (WAUKESHA KNOCK INDEX™)…………………………………………………………………………..
99
4 Cantidad de paros por unidad ocasionados por inadecuada Calidad del gas combustible en la Planta Compresora de Gas………………………….
102
5 Condiciones de diseño y Equipos Principales de la Planta de Deshidratación de gas con TEG……………………………………………….
107
6 Propiedades del Gas combustible recomendado a utilizar en los Motocompresores de gas de la Planta Compresora de Gas………………...
114
INTRODUCCION
Las actividades de explotación de hidrocarburos de la industria petrolera
comienza cuando el fluido de producción compuesto por una mezcla de petróleo, gas y
agua asciende desde el yacimiento, a través del pozo productor, dirigiéndose por medio
de los oleogasoductos a las distintas estaciones de flujo, donde se inicia el proceso de
separación de fases en unos recipientes cilíndricos verticales u horizontales llamados
separadores; la mezcla de hidrocarburos queda de esta manera fraccionada en cada
uno de sus elementos: crudo, agua y gas.
El petróleo por su lado se trata de forma físico-química para ser almacenado en
tanques y bombeado a través de oleoductos o transportado vía marítima por medio
buques, para entrega en refinerías; el agua se somete a procesos de clarificación y
acondicionamiento físico-químico para reinyectarlo a los yacimientos con propósitos
productivos para recuperación secundaria de petróleo o en yacimientos no productivos
como “disposal”.
El gas es transferido por tuberías que convergen a múltiples de gas donde a
través de gasoductos principales, es enviado a las plantas donde es sometido a
procesos de tratamiento y procesamiento que se encargan de remover impurezas como
agua, gases ácidos y componentes hidrocarburos pesados, para obtener gas residual
(metano) y productos líquidos (LGN). Para su distribución final, se utilizan las plantas de
compresión de gas donde se le incrementa la presión en un rango que van desde de 45
psi de succión hasta una descarga de 5000 psi, por la acción de unidades
motocompresoras.
El gas natural constituye uno de los recursos más importantes para el desarrollo
endógeno del país; es materia prima fundamental en la industria petrolera como
consumo interno en sus actividades de producción, en el sector petroquímico y
siderúrgico y uno de los pilares de la seguridad y defensa del Estado. Es un recurso
que pertenece a la República, tal como se establece en el Artículo N° 12 de la
Constitución de la República Bolivariana de Venezuela y en el artículo N° 1 de la Ley
Orgánica de Hidrocarburos Gaseosos.
Una de las actividades de la industria petrolera es la utilización del gas natural en
procesos de producción de petróleo por Levantamiento Artificial por Gas o “Gas lift”; el
resto va al mercado interno y consumos propio de la industria petrolera como gas
combustible.
En esta investigación se pretende realizar un estudio dirigido a analizar la
composición de un gas natural proveniente de yacimientos productores de gas
asociado, identificar sus impurezas presentes como agua, gases ácidos y contenido de
hidrocarburos líquidos (riqueza del gas) con el propósito de asociarlo a las
especificaciones de calidad para ser utilizado como gas combustible, requerido por el
fabricante de los motores de combustión interna acoplado a unidades de compresión.
El caso estudiado requiere de la formulación de un tratamiento y procesamiento
del gas utilizado como combustible en unas unidades motocompresoras, dado que
contiene mas 300 lbm de agua por millón de pies cúbico normal y una riqueza mayor a
3,0 GPM a las condiciones de operación de la planta de compresión, con la finalidad de
eliminar el agua por deshidratación con Trietilenglicol, y la extracción de hidrocarburos
líquidos mediante un proceso turbo expansión con la finalidad de adecuar el gas
combustible a las especificaciones del fabricante de los motores de combustión interna.
Este trabajo de investigación esta estructurado en cuatro capítulos, a saber:
El Capítulo I, contiene el planteamiento del problema lo que permitió generar los
objetivos generales y específicos de la investigación así como la justificación y
delimitación espacial y temporal.
En el Capítulo II, se presenta la fundamentación teórica que sustenta el estudio
en la línea de investigación considerando, la composición y propiedades del gas natural,
utilizado como combustible, el tratamiento de deshidratación de gas por absorción con
tietilenglicol y la extracción de líquidos por un proceso de turbo expansión.
El Capítulo III considera la metodología empleada en el estudio realizado como
son el propósito, tipo y diseño de la investigación, población y muestra y el
procedimiento utilizado por el investigador para la recolección de los datos.
En el Capitulo IV, se analizan y discuten los resultados obtenidos en la
investigación y finalmente se presentan las conclusiones y recomendaciones así como
la bibliografía consultada con los anexos que complementan el estudio.
CAPITULO I
EL PROBLEMA
1.1 Planteamiento y Formulación del Problema
Una planta compresora de gas ubicada en un campo de producción petrolera,
está diseñada para manejar en la actualidad 70 MMPCND provenientes de los
yacimientos del campo de producción, de los cuales 45 MMPCND (64,3 %),
provenientes del yacimiento “A” son utilizados como gas de inyección a los pozos
productores de petróleo a una presión de 1400 psig bajo la modalidad de levantamiento
artificial por gas LAG continuo; 5 MMPCND (7.1%) del yacimiento “C” están destinados
para pozos que producen por LAG intermitente a una presión de 800 psia y el exceso
de 20 MMPCND (28.6%) provenientes del yacimiento “A”, se utiliza como gas
combustible de consumo interno, como gas domestico de venta a las comunidades
cercanas y a la zona industrial de la ciudad, a una presión de 450 psig.
En esta planta el gas para consumo interno como combustible y para venta se
utiliza sin ningún tipo de tratamiento, a pesar de que existe una Unidad de
deshidratación de gas que se encuentra fuera de operación. Adicionalmente, la Planta
compresora, recibe gas directamente de un yacimiento “B” del campo, el cual es
utilizado por sus características y baja producción, únicamente como gas combustible
en los motocompresores.
Actualmente la planta tiene distribuidos los motocompresores en dos trenes.
Inicialmente el gas combustible consumido por las unidades proviene del yacimiento “B”
del campo de producción con un poder calorífico de aproximadamente 1017 Btu/pcn y
una producción de gas disponible de 10 MMPCND; con el transcurrir del tiempo este
yacimiento ha venido disminuyendo su capacidad de producción de gas, de tal manera,
que actualmente solo es capaz de producir 1 MMPCND de gas y a su vez por las
condiciones de producción ha venido incrementando la cantidad de agua asociada al
gas.
En vista de que el consumo promedio de gas combustible de toda la planta es de
3 MMPCND, fue necesario realizar una serie de modificaciones al sistema de
alimentación de gas a los motores, con el fin de completar el déficit de gas combustible
y considerar entonces dos fuentes de gas de quema en los motores acoplados a las
unidades de compresión.
Este cambio en las características del gas utilizado como combustible, ha
provocado detonaciones en algunos motores causando daños en las piezas mecánicas
de las unidades motocompresoras, lo cual ha incrementado el número de fallas
operacionales debido a la calidad del gas combustible suministrado a las unidades,
generando perdidas considerables asociada a una disminución relativa de la producción
de petróleo del campo y un consumo elevado en repuestos y mantenimientos
correctivos no programados, con el consecuente incremento en los costos de
compresión.
Aunado a esta situación, el gas de venta para consumo domestico e industrial en
las comunidades, se ha estado distribuyendo fuera de las especificaciones de calidad
exigidas para este sector.
Por las razones antes explicadas, esta investigación plantea mejorar la calidad
del gas combustible, evaluando la factibilidad de reactivar la Unidad de deshidratación
de Gas de acuerdo a sus parámetros de diseño, de tal manera, que pueda deshidratar
la mayor parte del gas comprimido utilizada para levantamiento artificial y para entrega
a ventas.
Adicionalmente será necesario colocar un sistema de extracción de líquidos del
gas deshidratado, para proveer un gas combustible en especificaciones, de acuerdo a
la calidad exigida por los fabricantes de los motores de combustión interna, con el
propósito de disminuir las fallas recurrentes de los equipos y pérdidas de producción del
campo, además de generar un gas de venta para uso domestico e industrial adecuado
a las exigencias del sector domestico e industrial.
Ante tal situación, surgen las siguientes interrogantes:
¿ Será posible reactivar la Unidad de deshidratación de gas natural para deshidratar el
gas de acuerdo a las condiciones de diseño ?
¿ Que proceso será más conveniente para extraer líquidos del gas utilizado como
combustible, con el fin de adecuarlo al Poder Calorífico requerido en los motores de
combustión interna, bajo especificaciones exigidas por los fabricantes ?
Las respuestas a estas interrogantes serán objeto de estudio en el presente
trabajo de investigación.
1.2 Objetivos de la Investigación
1.2.1 Objetivo General
Realizar el tratamiento del gas utilizado como combustible por los motores de
combustión interna de una Planta Compresora de Gas, con la finalidad de garantizar la
operación optima de las unidades de motocompresoras que asegure la producción de
petróleo por LAG y optima calidad del gas de venta para uso domestico e industrial.
1.2.2 Objetivos Específicos
Determinar mediante análisis de composición y propiedades del gas su
inadecuada utilización como gas combustible en la Planta Compresora de Gas.
Identificar las condiciones de detonación y pre-ignición que se presentan en los
motocompresores de la Planta Compresora de acuerdo a las características del
gas actualmente utilizado.
Evaluar los procesos de tratamiento requeridos para mejorar la calidad del gas
utilizado como combustible en la Planta de Compresión.
Seleccionar el sistema de tratamiento de gas que garantice la operación
integral y eficiente de la Planta Compresora.
1.3 Justificación de la Investigación
Las unidades motocompresoras instaladas en la Planta Compresora de gas,
están diseñadas de manera que sus sistemas de control son capaces de prevenir una
falla operacional al detectar cambios fuera de rango de cualquiera de las variables de
operación como presión, temperatura y flujo, pero existen agentes externos capaces de
provocar cambios importantes en períodos tan cortos de tiempos para los cuales los
controles, no poseen la sensibilidad deseada de modo que sean capaces de prevenir
una falla.
Este es el caso que se presenta cuando el gas combustible quemado en los
motores, es suplida de fuentes distintas con variaciones en la composición, que no
cumplen con las especificaciones exigidas por los fabricantes, debido al arrastre y/o
formación de líquidos en el sistema de alimentación durante la operación, provocando
los eventos de detonación y pre-ignición en los motores.
Desde el punto de vista teórico, esta investigación responde a la necesidad de
apoyar la teoría de que, la detonación que se presenta en los motores se originan, por
la auto explosión de la mezcla aire – gas dentro de la cámara de combustión antes de
que aparezca la chispa generada por la bujía; y la pre-ignición, es debido al
condensado y sólidos que son arrastrados por la corriente gaseosa, el cual se deposita
en la corona del pistón del motor y auto ignita, debido a las altas temperaturas
generadas dentro del cilindro de compresión, causando deformación y desgaste
prematuro de las piezas que integran el conjunto de fuerzas del motor; lo cual puede
estar asociado a la utilización de un gas combustible de inadecuada calidad.
Desde la perspectiva metodológica, esta investigación pretende aplicar
herramientas y procedimientos de análisis de composición y propiedades del gas
disponible, definir indicadores de medición de calidad de gas combustible y determinar
su relación con el que debería utilizarse como gas combustible en los motores de
combustión interna, de acuerdo a las especificaciones recomendadas por el fabricantes.
Las implicaciones prácticas de esta investigación se orientan a resolver el
problema generado por las recurrentes fallas operacionales, con las consecuentes
interrupciones de servicio de las unidades motocompresoras, que han venido afectando
la producción de petróleo, dado que, los pozos del campo producen por Levantamiento
Artificial por Gas (LAG); de la misma manera, reducir el consumo excesivo de repuestos
y ejecución de mantenimientos no programados, que han incrementado los costos de
compresión de gas.
El estudio que se propone realizar es importante porque, la incorporación de un
proceso de tratamiento del gas, adecuado a las necesidades de la planta, ayudará a
mejorar los sistemas de operación y de mantenimiento de los equipos y poder
garantizar la producción optima de los hidrocarburos del campo y en consecuencia
disminuir la diferida de producción por fallas en el suministro de LAG. En este mismo
orden de ideas, el estudio generará la solución a problemas concretos que permitan
mejorar la situación operacional actual de la planta de compresión e impacto en el
campo de producción de hidrocarburos.
1.4 Delimitación de la Investigación
La delimitación de la investigación se circunscribe a una Planta Compresora de
gas, cuyos datos fueron analizados y procesados en la División de Postgrado de la
Facultad de Ingeniería de La Universidad del Zulia, ubicado en la Av. Universidad No.
115C-169, Edificio Fobeca en la ciudad de Maracaibo, Venezuela, en un período de 20
semanas comprendido Noviembre 2009 y Febrero de 2010. La línea de investigación
corresponde al tratamiento y procesamiento del gas natural.
CAPITULO II
MARCO TEORICO
2.1 Antecedentes de la Investigación.
Una vez planteado el problema de estudio en sus objetivos, preguntas y aspectos
que justifican la investigación, el siguiente paso consiste en sustentar teóricamente el
estudio. Ello implica analizar y exponer los enfoques teóricos, las investigaciones
previas y los antecedentes en general que se consideran validos para el correcto
encuadre del estudio, tal como lo señala, Rojas (citado por Hernández y col, 2006).
Para realizar este estudio se tomaron en consideración los antecedentes que
luego se describen, que permitan definir los parámetros básicos que involucran la
variable de estudio con la finalidad de integrar todos los conocimientos relacionados al
contexto de la investigación y poder fortalecer este trabajo, a través de la recopilación
de información ineludible para la documentación del mismo, en cuanto a las
características específicas que requiere.
Chacín (1998), en su trabajo especial de grado titulado, Procesamiento de gas
para combustible en el campo de Centro Lago de Lagoven S,.A, señaló la posibilidad de
procesar el gas natural que se estaría consumiendo como combustible en la planta de
compresión PCCL-1 y las miniplantas MPCL-1 y MPCL-2 del área de Centro Lago. Al
procesar este gas, con más de 3,0 GPM, se obtendría el beneficio directo por la
obtención de los LGN y adicionalmente, la utilización de gas procesado como
combustible, daría mayor seguridad a la operación de las turbinas del área y mayor
flexibilidad al quedar los sistemas actuales de gas combustible como respaldo en caso
de paro de la planta de extracción. En este trabajo se consideraron distintas alternativas
para procesar el gas, entre las cuales se cuentan: Refrigeración mecánica, turbo-
expansión y efecto Joule Thomson; así como también la mejor disposición de los LGN
obtenidos. Las simulaciones de las distintas alternativas se llevaron a cabo utilizando
los simuladores PRO/II, HYSIS y PIPEHASE.
De la misma manera, Ríos y Toutounji, (1998), en su trabajo especial de grado
titulado Desarrollo de un sistema de control requerido para el sistema de tratamiento de
gas combustible en la Planta Lago 1, caso PDVSA Estado Zulia, desarrollaron la
ingeniería básica y de detalle para un panel de control y supervisión del sistema de
tratamiento de gas combustible denominado "SKID de gas combustible de la planta
LAGO I", el cual proporciona gas natural deshidratado como combustible a los trenes de
compresión de las unidades turbocompresoras de gas de la planta. Con la
incorporación de este sistema de control, se garantiza la confiabilidad, disponibilidad y
seguridad de los procesos llevados a cabo en los mismos y de esta forma suministrar a
los generadores de gas de las unidades turbo-compresoras, el gas combustible optimo
que requieren.
Por su parte, Soto (2001), en su trabajo de tesis de postgrado titulado Evaluación
de alternativas en procesos de extracción de líquidos del gas natural, considero evaluar
para mejorar las condiciones de operación de la Planta GLP-5, los procesos de:
extracción con solvente externo semi-refrigerado (Petrosol) actualmente en GLP 5,
extracción por expansión y extracción con solvente interno semi-refrigerado (Gasolina)
con proceso Mehra, resultando este ultimo mas conveniente para la adecuación de la
Planta GLP-5, ya que al implementarlo se obtiene el gas residual en especificaciones,
se incrementa el recobro de propano, establecido en el diseño original de 85%, a 92%
con el nuevo proceso, disminuyendo los costos operacionales y eliminando el uso de
solvente externo.
La investigación realizada por Arias y Sarcos (2005), en su tesis de grado sobre
la Factibilidad técnico económica para la deshidratación de gas natural en el Campo
Mara Este, determinaron que en el campo Mara Este, el gas natural a las condiciones
de presión y temperatura del campo, presenta un alto porcentaje de vapor de agua que
afecta todo el sistema de manejo de gas por lo que se considero estudiar la posibilidad
de implantar un unidad de deshidratación de gas natural. Para tal efecto se estudiaron
las alternativas de deshidratar el gas, por la adsorción con mallas moleculares o por
absorción con Trietilénglicol, seleccionando este ultimo por presentar mayores ventajas.
Los resultados obtenidos indicaron que el proyecto es técnicamente factible y útil
estudiar la viabilidad de este proyecto adjunto a un proceso de extracción de líquidos
del gas natural.
Los cuatro trabajos anteriormente expuestos están directamente relacionadas
con las variables objeto de estudio en esta investigación, puesto que están enfocados
en la deshidratación y extracción de líquidos del gas natural, mas aún cuando requiere
ser utilizado como combustible, lo cual garantiza la confiabilidad y disponibilidad de los
equipos y por ende la seguridad de las operaciones de las plantas que posean
generadores a gas, turbocompresores, moto-compresores, entre otros.
2.2 Descripción de la Planta de Compresión de Gas
La planta de compresión de gas que se considera en este investigación, tiene
distribuidos los motocompresores en dos trenes: el tren I esta compuesta por 6
unidades, de las cuales 3 de ellas disponibles para la entrega de gas al campo, utilizado
para levantamiento artificial por gas continuo; 2 unidades para gas de venta y 1 unidad
para levantamiento artificial por gas intermitente; el tren II está constituida por 3
unidades dispuestas solo para la entrega adicional de gas al campo de producción para
levantamiento artificial por gas continuo. (Ver Figura 1).
El tren I se alimenta de gas combustible tomando una porción del gas de proceso
proveniente del yacimiento “A”, luego de que ha pasado por el depurador principal; este
gas posee un Poder Calorífico Superior cercano a 1289,8 Btu/pcn, y se encuentra
saturado con vapor de agua a las condiciones de producción, ya que el mismo es
tomado directamente desde el yacimiento sin recibir ningún tipo tratamiento previo, con
un poder calorífico que está por encima de la especificación exigidas por los fabricantes
de los motores de 850 a 950 Btu/pcn.
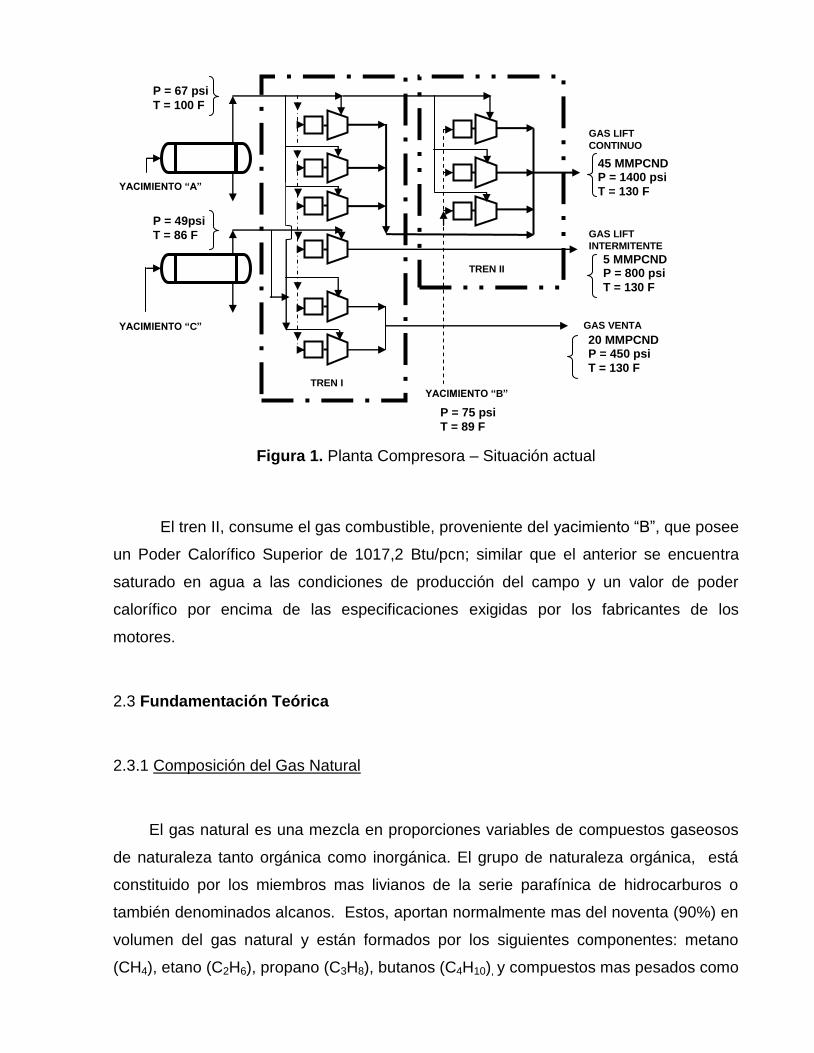
Figura 1. Planta Compresora – Situación actual
El tren II, consume el gas combustible, proveniente del yacimiento “B”, que posee
un Poder Calorífico Superior de 1017,2 Btu/pcn; similar que el anterior se encuentra
saturado en agua a las condiciones de producción del campo y un valor de poder
calorífico por encima de las especificaciones exigidas por los fabricantes de los
motores.
2.3 Fundamentación Teórica
2.3.1 Composición del Gas Natural
El gas natural es una mezcla en proporciones variables de compuestos gaseosos
de naturaleza tanto orgánica como inorgánica. El grupo de naturaleza orgánica, está
constituido por los miembros mas livianos de la serie parafínica de hidrocarburos o
también denominados alcanos. Estos, aportan normalmente mas del noventa (90%) en
volumen del gas natural y están formados por los siguientes componentes: metano
(CH4), etano (C2H6), propano (C3H8), butanos (C4H10), y compuestos mas pesados como
YACIMIENTO “A”
YACIMIENTO “C” 20 MMPCND P = 450 psi T = 130 F
YACIMIENTO “B” TREN I
TREN II
GAS VENTA
GAS LIFT CONTINUO
GAS LIFT INTERMITENTE
P = 67 psi T = 100 F
P = 75 psi T = 89 F
P = 49psi T = 86 F
45 MMPCND P = 1400 psi T = 130 F
5 MMPCND P = 800 psi T = 130 F
iso-pentano (C5H12), hexanos (C6H14), heptanos y más pesados (C7+); este último, es la
representación de la sumatoria de los componentes orgánicos restantes más pesados,
causado por la composición de cada uno de ellos en forma individual, la cual es muy
pequeña y por ende resulta impráctico expresarlos de esa forma.
Los cinco primeros de la serie nombrada (metano - butanos) son gases a
temperatura y presión atmosférica, los restantes pentanos y más pesados, son líquidos
más ligeros comparados con el agua e insolubles en ella, pero si los son en otros
compuestos orgánicos (alcohol, éter, benceno). Todos son excelentes combustibles
reaccionando con el oxigeno del aire para generar abundante energía térmica y producir
dióxido de carbono y agua, tal como se muestra en la reacción de combustión del
metano:
CH4 + 2O2 CO2 + 2H2O + 345.208,2 BTU
Esta afinidad por el oxigeno en reacciones de combustión, es de tal naturaleza,
que para ciertas mezclas de aire-alcanos la reacción es tan violenta que resulta
explosiva. Estructuralmente, las moléculas de estos componentes orgánicos están
formadas por átomos de carbono e hidrogeno enlazados mediante uniones electrónicas
covalentes y formando cadenas lineales ramificadas.
El segundo grupo de componentes que forman el gas natural, lo constituyen los
componentes inorgánicos; estos aportan normalmente menos del 10% en volumen del
gas natural y están representados por dióxido de carbono (CO2), sulfuro de hidrogeno
(H2S) y nitrógeno (N2); además de los componentes anteriores, también se encuentra
presente el agua (H2O) en cantidades variable, dependiendo de las condiciones de
presión y temperatura a la cual se encuentra el gas.
El agua a condiciones de bajas temperaturas y altas presiones, al mezclarse con
los hidrocarburos presentes en el gas natural forma unos compuestos sólidos de forma
cristalina, parecidos al hielo de composición variable denominados hidratos; caso del
metano formara el hidrato de formula: CH4. 7H2O
Los hidratos bloquean las líneas, reducen la capacidad de transferencia de flujo,
taponan válvulas y en general, cuando se presentan las condiciones favorables de
temperatura y presión, la formación de hidratos constituye un serio problema en el
manejo y procesamiento del gas natural; por esta razón el gas se trata en unidades
deshidratadoras con glicol o con lechos fijos de algún desecante sólido como agentes
deshidratantes.
Algunos compuestos aromáticos tales como el Benceno, Tolueno y Xileno
también pueden presentarse en el gas natural, es por ello que deben incrementarse las
medidas de seguridad en estos casos, debido a la toxicidad que representan. Otros
componentes contaminantes azufrados en bajas concentraciones que se pueden
presentar son los mercaptanos (R-SH), sulfuro de carbonilo (COS) y bisulfuro de
carbono (CS2), los cuales pueden estar presentes en pequeñas cantidades,
(Barberii, 2001).
El gas natural recibe denominaciones de acuerdo a la proporción de sus
componentes; se le llama gas dulce como aquel gas que contiene pequeñas cantidades
de H2S menores a 4 ppm (v/v) y gas acido como aquel que contiene grandes
cantidades de H2S acompañado de CO2, este resulta muy corrosivo en presencia de
agua libre; de la misma manera se denomina gas rico aquel del cual se pueden obtener
cantidades apreciables de hidrocarburos líquidos condensables por encima del propano
obtenidos a partir de su procesamiento y gas seco como aquel que esta constituido
fundamentalmente por metano y trazas de etano .
2.3.2 Compresión de Gas Natural
Por lo general, antes de usar el gas natural es necesario someterlo a un proceso
de compresión a fin de elevarle su nivel energético. Para realizar este proceso se
utilizan compresores los cuales tienen como función principal, aumentar la presión de
fluidos en estado gaseoso.
Entre las aplicaciones mas importantes están las siguientes:
1. Inyección del gas natural a los yacimientos petrolíferos con el fin de mantener las
presiones de los mismos.
2. Utilización del gas natural en los pozos que operan por levantamiento artificial.
3. Procesamiento del gas natural en Petroquímica
4. Consumo industrial o doméstico como combustible
5. Procesos de refrigeración
6. Para reforzar la presión requerida en un gasoducto
7. Otras aplicaciones
El aumento de energía del gas se logra mediante el trabajo que se ejerce sobre
el fluido en un compresor. Este incremento se manifiesta por aumentos de presión y en
la mayoría de los casos por aumentos de temperatura. La compresión del gas natural
se puede representar por un proceso termodinámico, ya que inicialmente el gas se
encuentra en un nivel inferior de presión y se comprime para descargarlo al nivel de
presión requerido.
Dependiendo de la aplicación, los compresores son manufacturados de varios
tipos: de desplazamiento positivo, dinámico y térmico. Los más usados en el transporte
y manejo del gas natural son los de desplazamiento positivo (reciprocantes) y los
dinámicos (centrífugos y axiales). Los axiales tienen fundamental aplicación en
procesos de refrigeración y en plantas de licuefacción.
El gas se transporta por tuberías llamados gasoductos, cuyos diámetros pueden
variar, según el volumen y la presión requerida de transmisión. La longitud del
gasoducto puede ser de unos cientos de metros a miles de kilómetros, según la fuente
de origen del gas y los mercados que lo requieran.
A medida que las distancias para transportar gas sean más largas, se presenta la
consideración de comprimir el gas a presiones más elevadas para que llegue a los
diferentes puntos de entrega en la ruta de la red de gasoductos. Esto significa la
necesidad de instalar estaciones de compresión en ciertos puntos. La compresión es un
factor económico importante en la transmisión de gas por gasoductos largos,
(Barberii, 2001).
La compresión del gas se puede hacer por etapas. Generalmente se emplean
tres etapas de compresión para satisfacer las presiones requeridas; al tomarse en
consideración la presión de entrada y la de salida, la relación de compresión, la
temperatura de entrada y de salida, la composición del gas (peso molecular o gravedad
específica), se puede determinar la potencia de compresión requerida para determinado
volumen fijo de gas.
En la práctica, para un volumen determinado de gas y considerando todos los
rangos de las variables antes mencionadas, la potencia de compresión de la primera
etapa puede estar entre 30 y 120 Hp, la segunda, entre 120 y 250 Hp, y la tercera, entre
250 y 325 Hp. Estos rangos de etapas y potencia cubren presiones de descarga desde
25 a 3500 Lppc, ó sea desde 1,75 a 246 kg/cm2., (Barberii, 2001). Los compresores
para realizar su trabajo deben estar acoplados a motores de combustión interna,
generalmente utilizados cuando se trata de sistemas de compresión a escala industrial.
2.3.4 Motor de Combustión Interna
Según Espinoza, citado por Pereira (2008, p.61), los motores de combustión
interna son aquellos motores donde el fluido sufre cambios del estado térmico. Ejemplo:
la turbinas de gas, los motores de encendido provocado, los motores diesel y moto-
compresores. En estas máquinas el fluido que circula sufre en el interior del sistema,
procesos de cambio químico (combustión), procesos de compresión y expansión.
De acuerdo con Espinoza, se considera un motor de combustión interna como un
tipo de máquina que obtiene energía mecánica directamente de la energía química
producida por un combustible que arde dentro de una cámara de combustión, que
constituye la parte principal de un motor. Una planta compresora de gas natural puede
poseer motores de combustión interna a gas y turbinas a gas (cuatro tiempos).
Para Lorenzo citado por Pereira (2008, p.61), la cavidad que se encuentra en la
parte superior del cilindro constituye la cámara de combustión. Esta cámara es el lugar
donde se quema la mezcla de aire - combustible. La configuración de la cámara es de
suma importancia, ya que la eficacia del motor depende de ello. La cámara de
combustión esta diseñada para concentrar completamente la fuerza explosiva del
combustible que se quema en la cabeza del pistón. Una cámara de combustión
eficiente debe reunir ciertos requisitos:
Ser pequeña para reducir al mínimo la superficie que absorbe calor al inflamarse
la mezcla aire - combustible.
No tener grietas o rincones que causen combustión espontánea o golpeteo.
Debe poseer un espacio para la bujía, la cual idealmente se debe colocar en el
centro de la cámara con el fin de reducir el tiempo necesario, para que se inflame
toda la mezcla aire - combustible, ya que la velocidad con que avanza la llama de
combustión en la cámara esta limitada.
Para efecto de esta investigación se enfatizara acerca de los motores de
combustión interna a gas NGE, “Natural Gas Engines”, que se utilizan comúnmente
para accionar compresores a gas natural, generadores estacionarios en “stanby”,
bombas para irrigación y contra incendio, también se utilizan cada vez más en accionar
cogeneración primaria en centrales de energía eléctricas. La principal ventaja del motor
a gas natural sobre el motor a diesel, es el bajo contenido de emisiones de monóxido de
nitrógeno (NO) y monóxido de carbono (CO) en el escape, residuos al aire y en algunos
casos bajos costos de operación por este combustible.
En este orden de idea, Linares citado por Pereira (2008, p.61), señala que, los
motores que utilizan gas natural son extraordinarios, ellos operan en una variedad de
excepcionales ubicaciones, desde los climas muy fríos del ártico hasta las regiones
calientes y húmedas de los trópicos meridionales y más allá. Los motores a gas natural
son de varios diseños, incluyendo el motor Caterpillar® vertical en línea en “V” y el de
cuatro tiempos Dresser Rand y Waukesha®, el de dos tiempos Cooper Bessemer en
“V” integral con un compresor reciprocante horizontalmente opuesto y el de cárter doble
verticalmente opuesto o el motor de dos tiempos construido por Fairbanks Morse.
Estos motores se requieren para quemar una variedad de gases, pero no
necesariamente limitado a gas agrio o gas dulce y muy poco dióxido de carbono; gas
húmedo conteniendo relativamente altas cantidades de componentes pesados tales
como butanos; y finalmente gas sucio o gas de tanques digestores, compuestos
principalmente de metano y dióxido de carbono, el cual contiene con frecuencia
halógenos tales como el flúor y el cloro.
Los motores a gas natural están disponibles en varias configuraciones y
tamaños, por ejemplo se citan:
1. Diseños de dos, tres y cuatro tiempos
2. Desde menores a 100 HP de potencia hasta los 16,000 HP (los de 800 a 1,500
HP son los más comunes).
3. De 1 a 20 cilindros de potencia.
4. Capacidad de sumidero de 14 a 6,000 litros (de 300 a 800 litros son los más
comunes).
5. Las velocidades del motor van desde 300 rpm (unidades de velocidad baja) a
2,000 rpm en unidades de alta velocidad. La mayoría operan a 1,200 rpm.
6. El largo de los pistones va desde 572 mm en unidades de baja velocidad con
carreras de 89 a 240 mm, comunes en unidades de alta velocidad.
7. La toma de aire puede ser de aspiración natural o turboalimentada (dos tercios
de los motores nuevos son turboalimentados).
8. Las unidades de motor y compresor pueden estar separadas, esto es unidas
punta a punta en el cigüeñal por un acoplamiento, o integral, en la que el motor y
el compresor tienen un solo cárter común.
El combustible típicamente utilizado en estos motores es gas natural dulce, seco,
más del 85% es metano. En algunos casos, en campos de producción de
hidrocarburos, el gas contiene sulfuro de hidrogeno (H2S) mayor a 8 ppm, el dióxido de
carbono (CO2) y el nitrógeno (N2), en determinadas proporciones.
Hay también un aumento en el uso de digestores de gas reunidos de sistemas de
agua residual y gas sucio que es utilizado como combustible. De éstos son muchos
combustibles de mala calidad con el contenido más bajo de metano ( 50 %) y pueden
contener tanto como 5 % de compuestos de sílice así como fluoruros, cloruros, cobre,
estaño, hierro, sulfuro de hidrógeno y hasta 50 % de CO2. Los combustibles con el
contenido bajo de energía, tienen una naturaleza corrosiva alta o abrasiva (debe ser
prefiltrada a menos de 0.5 micrones) sino afectará el desempeño de motor.
2.3.2.1 Motores de Cuatro Tiempos
Para Keveney citado por Pereira (2008, p.63), se denomina ciclo de un motor de
cuatro tiempos el que precisa cuatro o cinco carreras del pistón o émbolo y dos vueltas
completas del cigüeñal para completar el ciclo termodinámico.
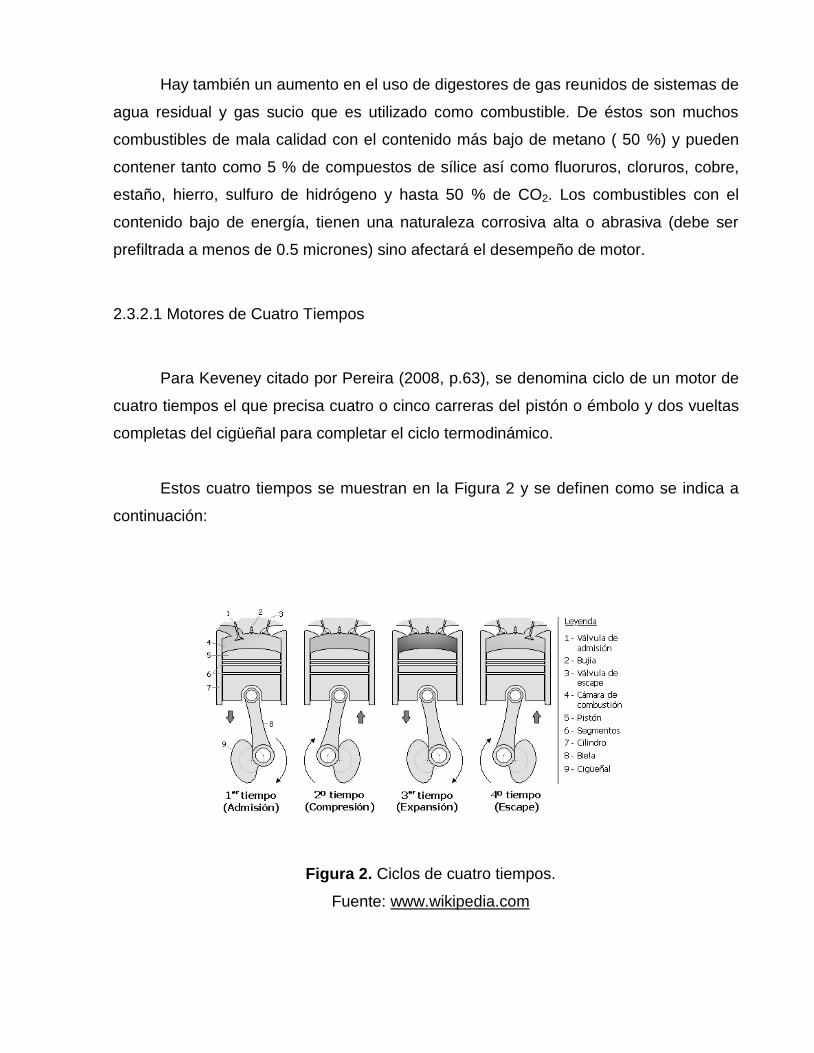
Estos cuatro tiempos se muestran en la Figura 2 y se definen como se indica a
continuación:
Figura 2. Ciclos de cuatro tiempos.
Fuente: www.wikipedia.com
Primer tiempo o admisión: en esta fase el descenso del pistón aspira la
mezcla aire - combustible en los motores de encendido provocado o el aire
en motores de encendido por compresión. La válvula de admisión
permanece cerrada, mientras que la de escape está abierta. En el primer
tiempo el cigüeñal da un giro de 180º y el árbol de leva da un giro de 90º y
la válvula de admisión se encuentra abierta y su carrera es descendente.
Segundo tiempo o compresión: Al llegar al final de la carrera inferior, la
válvula de admisión se cierra, comprimiéndose el gas contenido en la
cámara por el ascenso del pistón. En el 2º tiempo el cigüeñal da un giro de
360º y el árbol de leva da 180º de giro, y además ambas válvulas se
encuentran cerradas y su carrera es ascendente.
Tercer tiempo o explosión: Al no poder llegar al final de la carrera superior
el gas ha alcanzado la presión mínima. En los motores de encendido
provocado, salta la chispa en la bujía induciendo la inflamación de la
mezcla, mientras que en los motores diesel, se inyecta con jeringa el
combustible que se auto-inflama por la presión y temperatura existentes
en el interior del cilindro.
En ambos casos, una vez iniciada la combustión, esta progresa
rápidamente incrementando la temperatura en el interior del cilindro y
expandiendo los gases que empujan el pistón. Esta es la única fase en la
que se obtiene trabajo. En este tiempo el cigüeñal da un giro de 170º
mientras que el árbol de leva da un giro de 240º; ambas válvulas se
encuentran cerradas y su carrera es descendente.
Cuarto tiempo o escape: En esta fase el pistón empuja cuidadosamente,
en su movimiento ascendente, los gases de la combustión que salen a
través de la válvula de escape que permanece abierta. Al llegar al final de
la carrera superior, se cierra la válvula de escape y se abre la de admisión,
reiniciándose el ciclo. En este tiempo el cigüeñal da un giro de 360º y el
árbol de leva da un giro de 180º y su carrera es ascendente.
2.3.4 Gas Natural como Combustible.
La Conferencia de las Naciones Unidas sobre Comercio y Desarrollo (United
Nations Conference on Trade and Development, UNCTAD, citado por Pereira (2008,
p.47), considera que el desarrollo y perfeccionamiento de la tecnología del gas han
contribuido decididamente a que esta fuente natural de energía sea factor importante en
la vida moderna, tanto para las industrias como para el hogar. Como combustible,
ofrece ventajas que sobrepasan las características, disponibilidad, eficiencia y manejo
de otros combustibles y líquidos, entre ellos:
Es limpio, no produce hollín ni mugre. Por lo tanto, los equipos en que se usa
como combustible no requieren mantenimiento especial.
Puede manejarse a presiones deseadas de entrega en los sitios de consumo.
Su Poder Calorífico y combustión son altamente satisfactorios.
Volumétricamente es susceptible a la compresión o expansión, en función a la
relación presión - temperatura que se le desee imponer.
Puede ser transportado por sistemas de tuberías madres, troncales y ramales,
especialmente diseñadas, que permiten mantener rangos de volúmenes a
presiones deseadas.
Su entrega a clientes puede ser continua y directa a los artefactos donde debe
consumirse, utilizando controles y reguladores, sin requerimientos de almacenaje
en sitio o preocupación por volúmenes almacenados en el hogar, la oficina, el
taller, la planta o fábrica.
La reversibilidad gas-líquido-gas lo hace apto para el envasado en pequeños y
seguros recipientes, fáciles de manejar, transportar e instalar para suplir
combustibles en sitios no servidos por red de tuberías de distribución.
El gas licuado puede también transportarse en barcos, desde áreas remotas de
producción y procesamiento a grandes terminales de almacenamiento que surten
a industrias y a miles de clientes particulares.
Por su eficiencia y poder calórico, su costo por volumen es muy económico.
Las características de funcionamiento limpio y eficiente, su rendimiento y precio
económico han logrado que cada día se expanda el mercado de Gas Natural
para Vehículos (GNV).
Se ha comprobado que como combustible el gas metano es muchísimo menos
contaminante del ambiente que otros, como la gasolina y el Diesel.
2.3.4.1 Poder Calorífero del Gas Natural.
Una de las características del gas natural es su poder calorífico, el cual se
determina por análisis de laboratorio, de acuerdo al ensayo ASTM D-900 en el cual se
indican todos los cuidados y correcciones necesarias durante la prueba. El ensayo se
basa en quemar una cantidad medida de gas y el calor generado es absorbido por una
corriente de agua que fluye continuamente a través del calorímetro; el flujo másico de
agua se indica pesando la cantidad de agua que pasa en un tiempo dado; el agua
condensada se recoge en un tubo graduado. Además, el poder calorífico del gas se
emplea para determinar su calidad como combustible y por ende, su precio.
El poder calorífico de un combustible es la cantidad de energía desprendida en la
reacción de combustión, referida a la unidad de masa de combustible, Brizuela y
Romano, (2003). Se conocen comúnmente dos tipos de Poder Calorífico: Poder
Calorífico Total, Superior o Bruto y Poder Calorífico Neto o Inferior. El valor comercial
del gas natural es determinado por su potencial energético que es medido en BTU.
Según el sistema angloamericano, se le llama Unidad Térmica Británica (BTU) y se
define como la cantidad de calor requerida para aumentar la temperatura de 1 libra
(453,592 gramos) de agua en un grado Fahrenheit (º F).
El potencial de energía del gas natural es variable y depende de su composición:
cuanto mayor sea la cantidad de gases no combustibles que contenga, menor será el
valor en BTU. Además, la masa volumétrica de los diferentes gases combustibles
influye sobre el valor en BTU de la masa de gas natural. Cuanto mayor sea la masa,
mayor será la cantidad de átomos de carbono para el gas considerado y, por
consiguiente, mayor será su valor en BTU. (UNCTAD, citado por Pereira (2008, p.45).
La composición de un gas natural puede determinarse mediante un análisis
cromatográfico en fase gaseosa, que permite separar e identificar los componentes del
gas natural. Conocida la concentración de cada componente hidrocarburo, el Poder
Calorífico puede determinarse a partir del análisis del gas, utilizando la siguiente
formula:
i
n
ii VCyVC )(*
1
Donde: VC es el valor calorífico del gas de composición conocida, BTU/pcn; yi es la
fracción molar del componente “i” y (VC)i representa el valor calorífico del componente
“i”, obtenido de las propiedades de los gases puros, Capitulo 23, Figura 23-2 citado por
la Gas Processors Suppliers Association, (1998).
Específicamente, el precio que se le asigna a determinado gas se basa en una
unidad de volumen: metro cúbico o pie cúbico. Sin embargo, como los volúmenes de
entrega por lo general son muy grandes se opta por el millar de metros o pies cúbicos.
También se emplea el poder calorífico, expresado en millones de calorías o de BTU. En
el caso de gases licuados, en vez del volumen o del poder calorífico, se hace referencia
al peso en kilos o libras, UNCTAD, citado por Pereira (2008, p.45).
Se ha dicho que el poder calorífico es la energía que se desprende en la
combustión completa por la unidad de masa o de volumen del combustible. Aquí
convendría diferenciar los conceptos de poder calorífico superior e inferior.
http://www.proyectosfindecarrera.com/gas-natural.htm).
Poder calorífico inferior (PCI) o neto, se denomina así al poder calorífico
cuando el agua resultante de la combustión se supone permanece en estado de
vapor con los demás productos de la combustión. En los contratos de compra de
gas suelen definir el poder calorífico inferior del gas que suele situarse en
950 Btu/pcn
Poder calorífico superior (PCS) o total, se denomina así al poder calorífico
cuando el agua resultante de la combustión se supone líquida (condensada) en
los productos de combustión.
Por tanto la diferencia entre PCS y PCI es igual por definición al calor de
condensación del vapor de agua resultante de la combustión del combustible. La
relación PCI/PCS depende de la proporción de los elementos carbono e hidrogeno
presentes en gas combustible.
Para los gases combustibles más usuales el valor de PCI/PCS ronda el valor de
0.90. Generalmente el valor del gas depende de su poder calorífico, de todas formas si
existiera un mercado para el etano, propano, butano, etc., puede ser rentable comprimir
estos componentes del gas aunque disminuya su poder calorífico. En algunos casos,
cuando el gas es suministrado como combustible residencial, los contratos de venta
pueden pedir restringir los contenidos de componentes altos del BTU, por lo que habrá
que tratar este gas para minimizar su contenido.
(http://www.proyectosfindecarrera.com/gas-natural.htm).
El gran número de combustibles gaseosos de origen diverso y distintas
categorías ha hecho que se clasifiquen en diferentes formas. La norma española UNE
60.002, citado por Pereira (2008, p.46), clasifica los gases combustibles según un
parámetro, llamado Índice de Wobbe, que resulta de la relación entre el poder calorífico
superior o inferior de un gas por unidad de volumen y la raíz cuadrada de la densidad
relativa del gas con respecto al aire; bajo las mismas condiciones de referencia es dada
por la expresión:
g
ificoPoderCalorW
El índice de Wobbe (W) es una forma de clasificar los combustibles gaseosos;
por ejemplo el índice de Wobbe para el gas natural debería estar entre 9.680 y 13.850
kcal/m3. La norma española UNE 60.002 clasifica los gases combustibles según este
parámetro en:
Primera Familia:
Pertenecen a esta familia el gas manufacturado, el gas de coquería, y el gas de
mezcla hidrocarburo-aire de bajo índice de Wobbe el cual esta comprendido
entre 5700 y 7500 Kcal /m3
Segunda Familia:
Pertenecen a esta familia los gases naturales y las mezclas hidrocarburo-aire de
alto índice de Wobbe (aire propanado), comprendido entre 9680 y 13850
Kcal/m3.
Tercera Familia
Pertenecen a esta familia los GLP, gases licuados del petróleo (Propano y
butano comerciales). Índice de Wobbe comprendido entre 18500 y 22070
Kcal/m3
(http://www.fisicanet.co m.ar/fisica/gases/ap06_indice_de_wobbe.php)
Se controla este índice para asegurar la combustión satisfactoria del gas en el
quemador. Si no se cumple esta especificación, la cantidad de aire que se mezcla con
el gas será la incorrecta. En el mercado existen dispositivos para determinar el Índice
de Wobbe.
2.3.5 Combustión
Según el fabricante de los motores Waukesha la combustión es simplemente la
combinación del combustible con el oxígeno; esta reacción produce dióxido de carbono
y agua. Es la rápida oxidación del combustible en donde la temperatura de los
elementos que intervienen se eleva.
Brizuela y Romano citados por Pereira (2008, p.53), consideran que la
combustión puede llevarse a cabo directamente con el oxígeno o con una mezcla de
sustancias que contengan oxígeno; a esta mezcla de sustancias que contiene oxígeno
se denomina comburente. El aire es el comburente más usual. Si se supone, caso más
común, que la combustión se realiza con aire, la reacción química que se debe plantear
es la del proceso por el cual el combustible reacciona con el aire para formar los
productos correspondientes.
Para Waukesha (1999), fabricante de motores de combustión interna, la
combustión necesita tener presentes tres elementos: combustible, oxígeno y calor. En
motores de combustión interna a gas, el calor proviene de la bujía, mientras que el
oxígeno y el combustible son suministrados por la mezcla de aire y combustible. El
incremento en la presión de la cámara de combustión que se genera durante la carrera
de compresión ayuda al proceso de la combustión.
Hay muchos factores que influyen como se quema el combustible en el motor.
Estos factores pueden ser muy complejos y su interacción afecta la operación del
motor; entre las variables que afectan a la combustión se tienen las siguientes:
• Composición del combustible: poder calorífico e índice de detonación
• Geometría de la cámara de combustión
• Tipo de ignición
• Velocidad del motor
• Relación de la mezcla aire-combustible.
• Temperatura y humedad del aire.
Lorenzo citado por Pereira (2008, p. 54), denomina combustión al fenómeno que
tiene lugar al explotar el gas combustible que se halla en el interior del cilindro. La
combustión se produce en el tiempo de expansión, o sea en el tercer tiempo del ciclo
del motor.
La combustión se basa en la reacción química donde se libera calor (reacción
exotérmica) de una sustancia o una mezcla de ellas, denominada combustible con el
oxígeno. Como consecuencia de la reacción de combustión se tiene la formación de
una llama. Dicha llama es una masa gaseosa incandescente que emite luz y calor, los
productos más comunes son CO2 y H2O. A los productos de una reacción de
combustión se los denomina, en forma genérica humos.
Es importante hacer notar que el combustible sólo reacciona con el oxígeno del
aire. La composición del aire es 20.99% de O2, 78.03% de N2, 0.94% de A (Argón),
0.03% de CO2 y 0.01% de H2. Debido a que ni el N2 ni el A reaccionan durante la
combustión, se los suele agrupar considerando que el aire está formado por 21% de O2
y 79% de N2.
La composición de un gas combustible es fundamental para poder determinar los
parámetros estequiométricos característicos de la reacción de combustión. Además,
establece si el mismo es apto o no para el uso que se requiere, en función de la
presencia de componentes que puedan ser nocivos o contaminantes. La forma habitual
de indicar la composición de un gas es como porcentaje en volumen de cada uno de
sus componentes, en condiciones normales de temperatura y presión, Brizuela y
Romano, citados por Pereira (2008, p. 55)
Los componentes más habituales en un combustible gaseoso son:
• Hidrocarburos de fórmula genérica CnHm. (la serie parafinica que se
encuentran en mayor proporción responde a la formula CnH2n+2)
• Dióxido de carbono: CO2.
• Monóxido de carbono: CO.
• Hidrogeno: H2.
• Oxigeno: O2.
• Nitrógeno: N2.
• Dióxido de azufre: SO2.
• Sulfuro de hidrogeno: H2S.
• Vapor de agua: H2O.
El objetivo principal de estudiar los procesos de combustión es contar con los
conocimientos necesarios para introducir mejoras y lograr controlar una combustión
eficiente, económica y limpia (sin contaminantes).
Para Waukesha la combustión normal se inicia, ya sea en los electrodos de la
bujía, o en el soplete generado por la pre-cámara de los motores (mezcla pobre). Al
inicio de la combustión, se forma una llama frontal (o frente de combustión) que se
propaga al resto de la cámara de combustión. Se considera que el proceso es normal
si esta llama frontal continúa moviéndose sin sufrir cambios bruscos de velocidad o de
forma. La combustión normal es una reacción controlada y no una explosión.
Al producirse el encendido, el combustible pulverizado procedente del inyector se
calienta con el aire comprimido y se mezcla con él. La combustión se extiende a toda la
mezcla y la presión en el interior del cilindro aumenta. Esto es lo que se llama
combustión normal, pues el encendido se produce en instante previsto, Lorenzo citado
por Pereira (2008, p. 56)
2.3.5.1 Tipos de Combustión
De acuerdo a Waukesha (1999), el tipo de combustión es un factor determinante
de cómo responde el motor a los cambios de carga, cuanto combustible se consume y
la temperatura de combustión que se genera en la cámara. Es por esto que es muy
importante conocer la riqueza de la relación de la mezcla de aire y combustible en la
que el motor está operando; existiendo tres tipos de combustión: estequiométrica, rica y
pobre.
Combustión Estequiométrica
En este tipo de combustión, las proporciones de aire y combustible necesarias
para que se produzca la combustión, tendrían las cantidades correctas de aire y
combustible para que ambos se consumieran completamente durante la combustión. El
término “estequiométrico” tiene referencia a la reacción completa de los reactantes. En
este caso, el combustible y el oxígeno son los reactantes. Después de la reacción
estequiométrica, no deben de haber residuos de combustible ni oxígeno en el escape,
(Waukesha, 1999).
Brizuela y Romano citado por Pereira (2008, p.56) define la combustión
estequiométrica como aquella que se realiza con la cantidad teórica de oxígeno
estrictamente necesaria para producir la oxidación total del combustible sin que se
produzcan sustancias que todavía pueden seguir oxidándose (CO, H2, CnHm, H2S ), las
cuales se denominan inquemados. En consecuencia, no se encuentra oxigeno en los
humos, ya que dicho oxigeno se consumió totalmente durante la combustión. Esta
combustión se denomina teórica porque en la práctica siempre se producen
inquemados, aunque sea en muy pequeña proporción. La mezcla estequiométrica se
considera como la mezcla ideal en la que un motor debe de operar porque todo el
combustible y el oxígeno se consumen.
La mezcla estequiométrica también es el punto en que se dan las temperaturas
más altas de combustión y del escape. Esta mezcla tiene las proporciones correctas de
aire y combustible que permiten la combustión más caliente y veloz. La combustión
estequiométrica es en realidad, una situación teórica, porque cuando un motor opera
con esta relación de la mezcla, habrá residuos de combustible y oxígeno en el escape
así como otros contaminantes. Durante una combustión estequiométrica se tienen los
siguientes resultados: los gases del escape no contienen ni oxígeno, ni combustible de
sobra y la temperatura de combustión más alta, (Waukesha, 1999).
Combustión Rica
El término rico significa que se ha añadido más combustible aproximadamente a
la misma cantidad de aire. Cuando se tiene una mezcla ligeramente más rica que la
mezcla estequiométrica, el motor tendrá la capacidad de reaccionar más rápidamente a
los cambios de carga y de generar la máxima potencia. Puesto que se usa más
combustible en la cámara de combustión, el consumo de éste va a aumentar. Este
incremento será aproximadamente del 3% sobre el consumo en mezcla
estequiométrica.
Otra consecuencia de una combustión rica es que las temperaturas de
combustión disminuirán porque no se consume todo el combustible disponible, la
potencia adicional es ligeramente rica y hay exceso de combustible en el escape,
(Waukesha, 1999).
La combustión rica se lleva a cabo con una cantidad de aire superior a la
estequiométrica. Esta combustión tiende a no producir inquemados y es típica la
presencia de O2 en los humos. Si bien la incorporación de aire permite evitar la
combustión incompleta y la formación de inquemados, trae como consecuencia la
pérdida de calor en los productos de combustión, reduciendo la temperatura de
combustión, la eficiencia y la longitud de llama, Brizuela y Romano, citado por Pereira
(2008, p.58).
Combustión Pobre
La combustión pobre es lo contrario de la combustión rica, o sea, menos
combustible disponible para aproximadamente la misma cantidad de aire. Por lo tanto,
en comparación con la combustión estequiométrica, hay menos combustible disponible
lo cual resulta en un exceso de oxígeno en el escape. En una condición ligeramente
pobre, el motor operaría en la mejor economía de combustible, porque hay menos
combustible entrando al motor (Waukesha, 1999).
En esta combustión, el aire disponible es menor que el necesario para que se
produzca la oxidación total del combustible; por lo tanto, se producen inquemados,
Brizuela y Romano, citado por Pereira (2008, p.58).
Las temperaturas de combustión descenderán debido a la reducción de
combustible en la cámara de combustión. Una desventaja de la reducción de
combustible es la pérdida de potencia y la habilidad de responder a los cambios de
carga. Entre más pobre la mezcla, más grande será la pérdida de potencia,
(Waukesha, 1999).
2.3.5.2 Detonación
En un proceso de combustión anormal, que en medio de la propagación de la
flama frontal se presenta la auto ignición, comienza la detonación. La detonación afecta
el rendimiento y limita la potencia total que un motor a gas puede generar. Esto es
resultado de que la falta de estabilidad del combustible limita la relación de compresión
del motor. Sin embargo, debido a que el gas natural tienen una excelente resistencia a
la detonación, no hay mucho que se pueda hacer para incrementar la relación de
compresión en los motores que utilizan gas natural, como combustible
(Waukesha, 1999).
La detonación se reconoce por el martilleo, el cual es su sonido característico.
Este sonido es el resultado de la vibración de las paredes del cilindro causada por las
ondas de presión tan intensas desarrolladas durante la combustión anormal de la
mezcla. El tono de las ondas de sonido es determinado por las frecuencias naturales de
los gases de la mezcla y la geometría de la cámara de combustión, (Waukesha, 1999).
Vinculado a la definición anterior, Lorenzo citado por Pereira (2008, p. 59) señala
que, la detonación es la repercusión contra las paredes de la cámara de ondas de
choque que se forman en los gases; lo que hace que haya vibraciones de presión al
final de la combustión que se va amortiguando. Externamente se siente como un
golpeteo metálico. Cuando la detonación es pequeña el golpeteo no surge en cada
ciclo, en cambio cuando la detonación es intensa, la frecuencia de golpeteo es grande
(mayor a 5000 Hz), surge en cada ciclo, la potencia del motor disminuye y se expulsan
humos negros.
La detonación surge debido a la elevada reacción de la mezcla que hace que
surja combustión delante del frente de llama, al calentamiento de las ultimas partes de
la carga y a un mal diseño de la cámara de combustión, ocasionando que las ondas de
choque aumenten el desprendimiento de calor con lo que se sobrecalienta el motor y se
pueden destruir algunas piezas de la cámara; se destruye la película de aceite por lo
que se desgasta y corroe mas la parte superior del cilindro y que las vibraciones de
fuerza sobre el pistón destruyan las capas antifricción de los casquetes (cojinetes) de
biela, Lorenzo, citado por Pereira (2008, p.59).
Waukesha mide la resistencia a la detonación de un motor a través de un
indicador denominado WKI™ (WAUKESHA KNOCK INDEX™) que representa el Índice
de Detonación Waukesha, el cual se calcula a partir de la composición del combustible
gaseoso obtenida por análisis cromatográfico considerando el poder calorífico del gas,
lo que permite determinar la estabilidad del combustible; es decir, es un indicador que
mide la habilidad del combustible para resistir la detonación.
En otras palabras, entre más alto sea el índice de detonación, el combustible
será más estable y resistente a la detonación, lo cual se logra con un Poder Calorífico
bajo; en otras palabras, esto también significa que a medida que el poder calorífico
aumenta, el índice de detonación disminuye y en consecuencia el combustible será
menos estable y resistente a la detonación, (Wuakesha, 1999).
Es por esto que cuando se cambia de gas natural, por ejemplo a propano, el
motor entra en detonación, a menos de que también se cambie el tiempo de encendido
del cilindro compresor y se reduzca la carga para compensar la unidad, debido a la
reducción en el índice de detonación del combustible. Esto explica, que el WKI™ se
puede relacionar con el tiempo de encendido y la carga del compresor.
Un ejemplo del funcionamiento del sistema de gas durante los cambios
significativos en la composición del combustible se pudieron observar en un motor
Waukesha, modelo 8L-AT27GL el cual entró en detonación, debido a que la
composición del combustible se había cambiado de una mezcla con un valor calorífico
del gas de 900 Btu/ft3, con un WKI™ de un valor de aproximadamente 94 a casi 1200
Btu/pie3, con un valor de WKI™I de 52.
Actualmente Waukesha ha fabricado un dispositivo de control denominado
“Custon Engine Controls” o CEC el cual es capaz de ajustar todos los parámetros de
control según sea necesario para mantener el motor en marcha sin problemas, a la
potencia nominal y la mejor economía del combustible de emisiones posible.
Otra unidad de control acoplada al CEC lo constituye el “Air Fuel Module” o AFM
que es un sistema que mantiene el motor operando cuando es alimentado con gas
demasiado rico; solo un ligero cambio en la relación aire/combustible durante la
transición en la composición del combustible puede adecuar la operación del motor sin
generar problemas de detonación.
Al mismo tiempo, adicional al dispositivo AFM, otro modulo como el DSM
“Detonation Sistem Monitoring” es vigilante del sistema de control del proceso de
combustión y puede ver un cambio en el tiempo de encendido. Este dispositivo puede
avanzar o retrazar el sistema de sincronización de encendido del motor y ajustarlo al
nivel optimo, potenciando al máximo el motor, manteniéndolo libre de detonación
durante la combustión y en buenas condiciones de funcionamiento.
2.3.5.3 Pre-Ignición
Es un proceso de combustión anormal que sucede cuando la combustión de la
mezcla aire – combustible, se inicia antes de que se genere la chispa en la bujía.
Algunas de las causas pueden ser un pedazo de carbón incandescente, una bujía o
válvula sobrecalentada, o una bujía con un rango de calor incorrecto. Durante la pre-
ignición, el pistón se ve sometido anticipadamente a la flama de la combustión, lo cual
evita que se aproveche al máximo la energía del combustible, (Waukesha, 1999).
Cuando los depósitos alojados en el cilindro causan que la mezcla se encienda
prematuramente, el efecto neto es un avance considerable en el tiempo o punto de
encendido del motor. Puesto que el avance en el tiempo de encendido es una de las
causas de la detonación, es posible que la pre-ignición llegue a causar la detonación,
(Waukesha, 1999).
Es posible que la detonación conduzca a la pre-ignición, lo cual sucede cuando
la detonación causa que pequeñas partículas de aluminio se desprendan de la corona
del pistón y se depositen en la culata y en las válvulas. Estas partículas de aluminio se
calientan al rojo vivo al verse sometidas al calor generado por la combustión, pudiendo
causar el encendido prematuro de la mezcla de aire y combustible. Aun cuando la
detonación no sea lo suficientemente severa para generar daños al pistón, ésta puede
causar que los electrodos de la bujía o los depósitos de carbón se lleguen a calentar lo
suficiente para producir la pre-ignición, (Waukesha, 1999).
Según Lorenzo citado por Pereira (2008, p. 60), la pre-ignición se produce
cuando las piezas de la cámara de combustión se encuentran muy calientes
provocando que la mezcla se encienda antes que haya saltado la chispa de la bujía;
manifestándose en forma de golpes secos. Para evitar el autoencendido prematuro se
deben utilizar bujías con gran resistencia al recalentamiento “grado térmico”.
2.3.6 Contenido de Agua en el Gas Natural
La solubilidad del agua en el gas natural se incrementa con la temperatura y
disminuye con el aumento en la presión. La presencia de sales en el agua reduce el
contenido de ésta en el gas. El contenido de agua en el gas natural no procesado
generalmente esta alrededor de unos pocos cientos de libras de agua por millón de pies
cúbico estándar de gas (lbs Agua/MMPCN), mientras que normalmente en los
gasoductos se requiere como especificación el contenido de agua en un rango de
6-8 lbs Agua/MMpcn, (Gas Processors Suppliers Association, 1998).
Control de Punto de Rocío.
El contenido de agua en un gas natural es indirectamente indicado por el punto
de roció, definido como la temperatura y presión a la que el gas natural está saturado
con agua. En el punto de rocío el gas esta en equilibrio con una cantidad infinitesimal de
agua líquida; cualquier descenso en la temperatura o incremento en la presión causara
que el vapor de agua empiece a condensar. La diferencia entre la temperatura de punto
de roció de una corriente saturada en agua y la misma corriente luego de ser
deshidratada, se le denomina depresión del punto de roció.
Esta especificación es necesaria para prevenir la condensación de agua en las
tuberías debido a que la presencia de agua libre favorece la formación de hidratos,
genera corrosión en las tuberías y accesorios, además de limitar capacidad en los
gasoductos.
Determinación del Contenido de Agua en el gas natural
Es esencial estimar con precisión el vapor de agua saturado contenido en una
corriente de gas natural, para el adecuado diseño y operación de un sistema de
deshidratación. Para muchos sistemas la Grafica de Mcketta y Wehe (1958), citada en
el Capitulo 20, Figura 20-3, por Gas Processors Suppliers Association, (1998),
generada con datos empíricos, proporciona un estándar para la determinación el
contenido de agua en el gas. Esta Grafica puede ser utilizada para predecir el contenido
de agua saturada en corrientes de gas natural dulce. Otros métodos están disponibles
para este fin, incluida la de correlaciones McCarthy, Boyd, y Reid (1950), y la ley de
Dalton de las presiones parciales, la cual es válida para estimar el vapor de agua
contenido en el gas cerca de presiones atmosféricas.
El Sulfuro de hidrógeno (H2S) y Dióxido de carbono (CO2) pueden transportar
mas agua saturada, que el metano o cualquier otra mezcla de gas dulce a las mismas
condiciones; las cantidades relativas pueden variar dependiendo de la temperatura y
presión. Para sistemas de gases ácidos, Capitulo 20, Figura 20-8 y 20-9, Gas
Processors Suppliers Association, (1998), son de común uso para determinar el
contenido de agua en una mezcla acida.
2.3.7 Problemas que ocasiona la presencia de agua en el Gas Natural.
Como se mencionó anteriormente, cuando el gas natural contiene agua, que a la
vez, condensa dentro de las tuberías y otros recipientes, puede generar problemas que
pudieran llegar a ser graves. A continuación se mencionan algunos de ellos.
2.3.7.1 Formación de Hidratos.
Los hidratos son compuestos sólidos cristalinos, parecidos al hielo, formados por
la combinación física de gas natural y agua bajo condiciones de presión y temperatura
considerablemente por encima del punto de congelamiento del agua. Los hidratos a
menudo se consideran responsables de las dificultades operativas en cabezales de
pozo (Wellheads), gasoductos, y otros equipos de procesamiento de gas natural. Los
hidratos se forman cuando la temperatura está por debajo de cierto límite; a esta
temperatura se le llama punto de formación de hidrato. El punto de formación de
hidrato podría ser menor o igual que la temperatura de punto de roció del gas.
Algunas fórmulas químicas de hidratos del gas natural son:
Hidratos de Metano: CH4 • 7H2O
Hidratos de Etano: C2H6 • 8H2O
Hidratos de Propano: C3H8 • 18H2O
Los cristales de los hidratos se asemejan al hielo o a nieve en apariencia, pero
no tiene la estructura sólida del hielo, son mucho menos densos y exhiben propiedades
que generalmente están asociadas a componentes químicos. El componente principal
en su estructura es el agua en un 90%. Para disminuir el punto de roció y corregir la
formación de hidratos se utilizan inhibidores de hidratos como el Metanol y Etilenglicol.
2.3.7.2 Condiciones principales que favorecen su formación.
Durante el flujo de gas natural, es necesario definir, y por tanto evitar,
condiciones que promuevan la formación de hidratos. Esto es esencial porque los
hidratos pueden obstruir tuberías, reducir la capacidad de transferencia de flujo, tapar
válvulas, formar ácidos y en consecuencia generar corrosión.
Estas condiciones se pueden describir de la siguiente manera, (Martínez, 1992):
a. Condiciones primarias:
El gas debe estar en o por debajo del punto de roció del agua.
Bajas temperaturas.
Altas presiones.
Composición del gas
b. Condiciones secundarias:
Altas velocidades.
Pulsaciones de presión.
Cualquier tipo de agitación.
La introducción de un pequeño cristal de los hidratos.
La presencia de termo pozos o escamas en la tubería
2.3.7.3 Principales razones de control en la formación de hidratos son:
Prevenir el taponamiento de las tuberías de transmisión debido a los
procesos fríos (descensos de las temperaturas)
Prevenir la corrosión de la tubería por la presencia de H2S y CO2.
Obtener el punto de rocío requerido para la venta de gas equivalente a
7 Lbs/MMPCN.
Evitar los daños que se le producen a los alabes de las turbinas y demás
equipos rotativos.
Evitar el taponamiento de los intercambiadores criogénicos o cajas frías.
2.3.7.4 Inhibidores de Hidratos.
En aquellas situaciones donde los cálculos predicen la formación de hidratos, ello
puede prevenirse mediante la deshidratación del gas, para eliminar la condensación de
agua en cualquier fase liquida o sólida. En algunos casos la deshidratación de gas no
suele ser una solución práctica ni económicamente viable. En estos casos la inhibición
puede ser un método efectivo para prevenir la formación de hidratos.
La inhibición utiliza inyección de uno de los glicoles o metanol a una corriente de
proceso, donde se puede combinar con la fase acuosa condensada para bajar la
temperatura de formación de hidratos a una presión determinada. El glicol pueden ser
recuperados en la solución acuosa, regenerados y reinyectados; normalmente el
metanol no se recupera.
Para procesos de inyección continua con temperaturas de - 40°F, uno de los
glicoles usualmente ofrece una alternativa económica positiva. A condiciones
criogénicas (por debajo de - 40°F) el metanol usualmente es preferible, porque la
viscosidad del glicol a esas temperaturas hace que la separación sea un proceso poco
efectivo.
El Etilenglicol (EG), Dietilenglicol (DEG), y Trietilenglicol (TEG) son los más
comúnmente usados para la inhibición de formación de hidratos por medio de inyección.
El más popular ha sido el Etilenglicol por su bajo costo, baja viscosidad, y baja
solubilidad en hidrocarburos líquidos, citado en el Capitulo 20, por Gas Processors
Suppliers Association (1998).
En resumen, la eliminación del vapor del agua del gas previene la formación de
hidratos, corrosión de las tuberías y mejora la eficiencia de transferencia de fluidos en el
sistema, ya que reduce la acumulación de líquidos en las partes sinclinales de las líneas
de flujo, cumpliendo con las especificaciones del contenido de agua en el gas de venta
(7 lbs de H2O/MMPCN).
2.3.8 Planta Deshidratadora de Gas con Glicol
Entre los diferentes procesos de deshidratación, la absorción es la técnica más
comúnmente utilizada. El vapor de agua es removido del gas por íntimo contacto con un
desecante higroscópico líquido. El contacto es logrado generalmente a través de torres
empacadas o de bandejas. La deshidratación por glicol es usualmente una alternativa
económica frente a los sistemas de deshidratación con desecantes sólidos, cuando
ambos tienen la capacidad de lograr los puntos de roció requeridos. Una unidad
deshidratadora de gas con glicol se muestra en la Figura 3.
Aldana, citado por Pereira (2008, p.67) define una planta deshidratadora de gas
como un conjunto de equipos interconectados, diseñados para remover el agua en
forma de vapor desde un gas, de tal forma que el agua condensada que pueda
generarse por cambios de temperatura, no este presente en el sistema de conducción
de gas. El proceso de deshidratación del gas natural es necesario para asegurar una
operación eficiente en las líneas de transporte del gas natural y el cual se puede realizar
mediante la aplicación de procesos de Adsorción (uso de un desecante sólido) o por
Absorción (uso de un descante liquido) como el Trietilénglicol.
2.3.8.1 Tipos de Desecantes Líquidos
Entre los glicoles usados para la deshidratación del gas natural se tienen el Etilen
glicol (EG), Dietilen glicol (DEG) y Trietilen glicol (TEG). Normalmente un solo tipo puro
de glicol es usado para deshidratar pero a veces una mezcla de ellos puede ser una
alternativa económica.
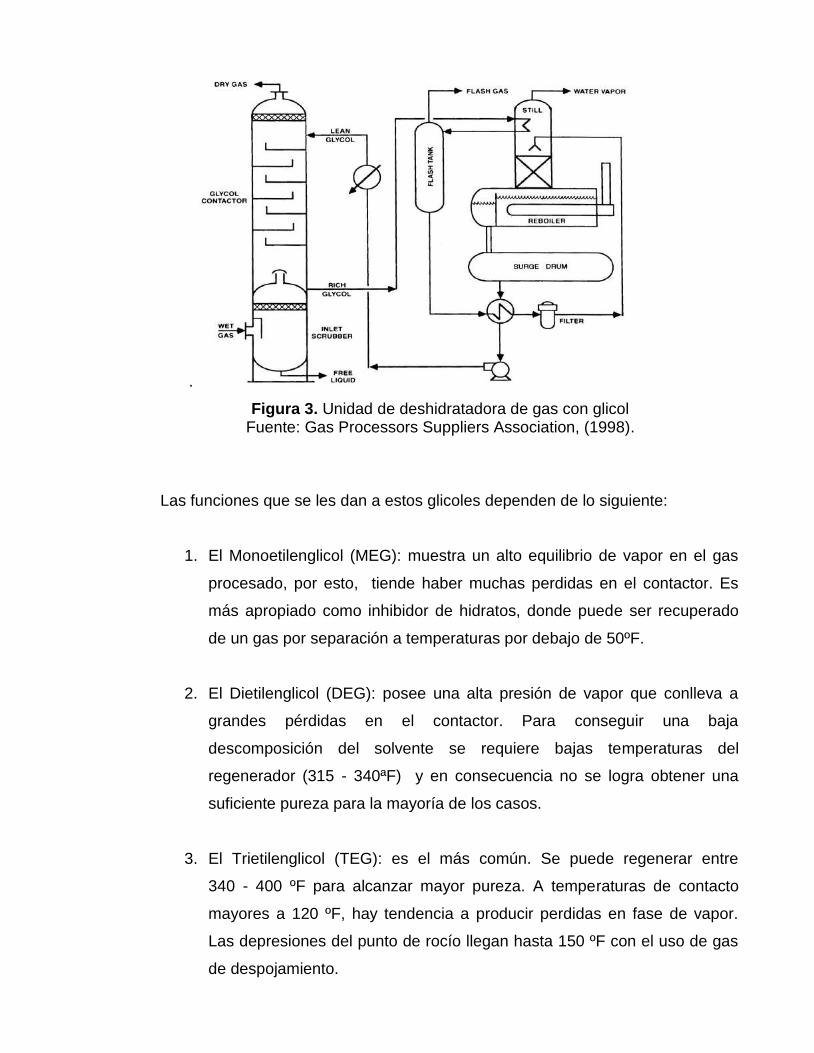
.
Figura 3. Unidad de deshidratadora de gas con glicol Fuente: Gas Processors Suppliers Association, (1998).
Las funciones que se les dan a estos glicoles dependen de lo siguiente:
1. El Monoetilenglicol (MEG): muestra un alto equilibrio de vapor en el gas
procesado, por esto, tiende haber muchas perdidas en el contactor. Es
más apropiado como inhibidor de hidratos, donde puede ser recuperado
de un gas por separación a temperaturas por debajo de 50ºF.
2. El Dietilenglicol (DEG): posee una alta presión de vapor que conlleva a
grandes pérdidas en el contactor. Para conseguir una baja
descomposición del solvente se requiere bajas temperaturas del
regenerador (315 - 340ªF) y en consecuencia no se logra obtener una
suficiente pureza para la mayoría de los casos.
3. El Trietilenglicol (TEG): es el más común. Se puede regenerar entre
340 - 400 ºF para alcanzar mayor pureza. A temperaturas de contacto
mayores a 120 ºF, hay tendencia a producir perdidas en fase de vapor.
Las depresiones del punto de rocío llegan hasta 150 ºF con el uso de gas
de despojamiento.
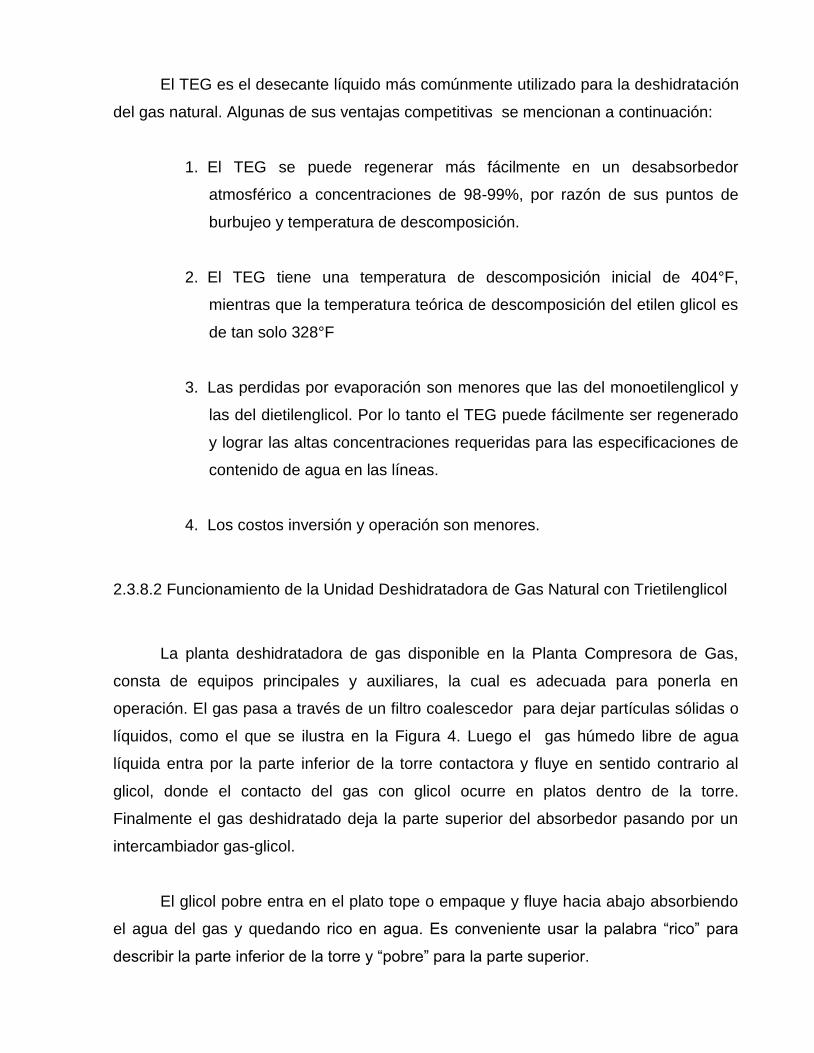
El TEG es el desecante líquido más comúnmente utilizado para la deshidratación
del gas natural. Algunas de sus ventajas competitivas se mencionan a continuación:
1. El TEG se puede regenerar más fácilmente en un desabsorbedor
atmosférico a concentraciones de 98-99%, por razón de sus puntos de
burbujeo y temperatura de descomposición.
2. El TEG tiene una temperatura de descomposición inicial de 404°F,
mientras que la temperatura teórica de descomposición del etilen glicol es
de tan solo 328°F
3. Las perdidas por evaporación son menores que las del monoetilenglicol y
las del dietilenglicol. Por lo tanto el TEG puede fácilmente ser regenerado
y lograr las altas concentraciones requeridas para las especificaciones de
contenido de agua en las líneas.
4. Los costos inversión y operación son menores.
2.3.8.2 Funcionamiento de la Unidad Deshidratadora de Gas Natural con Trietilenglicol
La planta deshidratadora de gas disponible en la Planta Compresora de Gas,
consta de equipos principales y auxiliares, la cual es adecuada para ponerla en
operación. El gas pasa a través de un filtro coalescedor para dejar partículas sólidas o
líquidos, como el que se ilustra en la Figura 4. Luego el gas húmedo libre de agua
líquida entra por la parte inferior de la torre contactora y fluye en sentido contrario al
glicol, donde el contacto del gas con glicol ocurre en platos dentro de la torre.
Finalmente el gas deshidratado deja la parte superior del absorbedor pasando por un
intercambiador gas-glicol.
El glicol pobre entra en el plato tope o empaque y fluye hacia abajo absorbiendo
el agua del gas y quedando rico en agua. Es conveniente usar la palabra “rico” para
describir la parte inferior de la torre y “pobre” para la parte superior.
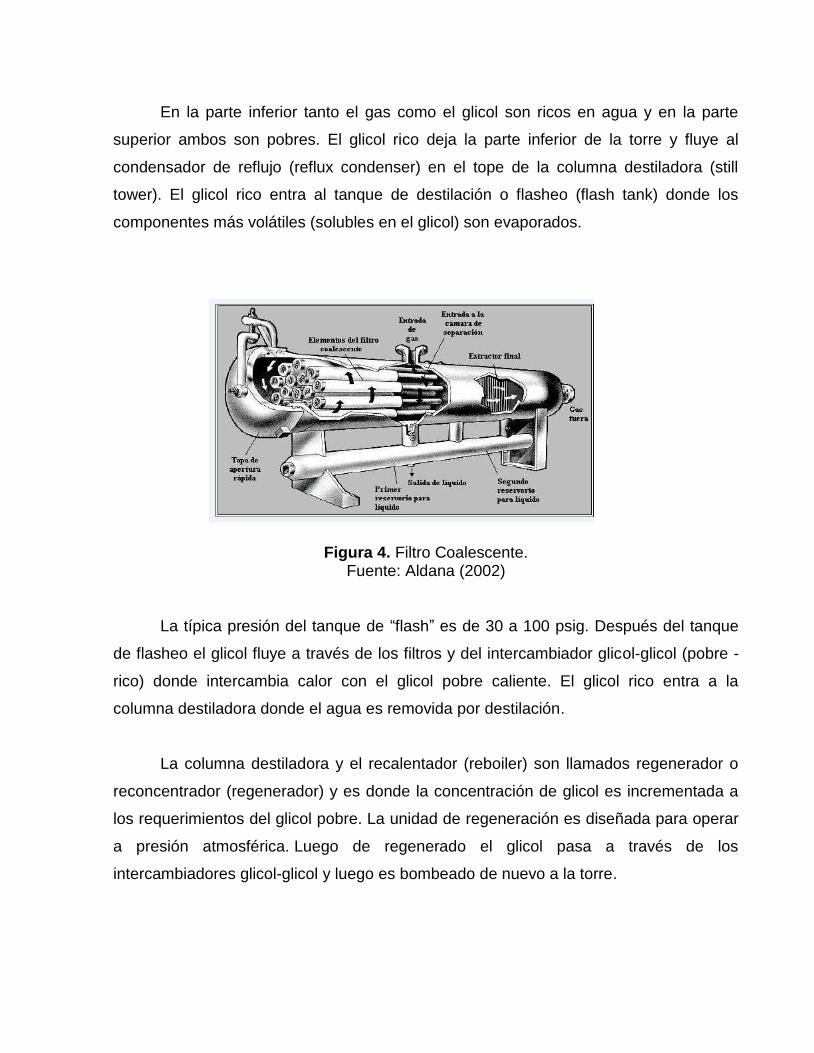
En la parte inferior tanto el gas como el glicol son ricos en agua y en la parte
superior ambos son pobres. El glicol rico deja la parte inferior de la torre y fluye al
condensador de reflujo (reflux condenser) en el tope de la columna destiladora (still
tower). El glicol rico entra al tanque de destilación o flasheo (flash tank) donde los
componentes más volátiles (solubles en el glicol) son evaporados.
Figura 4. Filtro Coalescente. Fuente: Aldana (2002)
La típica presión del tanque de “flash” es de 30 a 100 psig. Después del tanque
de flasheo el glicol fluye a través de los filtros y del intercambiador glicol-glicol (pobre -
rico) donde intercambia calor con el glicol pobre caliente. El glicol rico entra a la
columna destiladora donde el agua es removida por destilación.
La columna destiladora y el recalentador (reboiler) son llamados regenerador o
reconcentrador (regenerador) y es donde la concentración de glicol es incrementada a
los requerimientos del glicol pobre. La unidad de regeneración es diseñada para operar
a presión atmosférica. Luego de regenerado el glicol pasa a través de los
intercambiadores glicol-glicol y luego es bombeado de nuevo a la torre.
2.3.8.3 Variables de Operación que pueden afectar la eficiencia de un deshidratador de
Glicol
1.- Temperatura: la eficiencia de la planta es especialmente sensible a la
temperatura del gas de entrada. A una presión constante, el contenido de agua del gas
de entrada se incrementa a medida que la temperatura aumenta. Por ejemplo, a 1000
psi, un gas a 80°F soporta aproximadamente 34 libras de agua por MMpcn, mientras
que un gas a 120°F sostendrá alrededor de 106 libras de agua por MMpcn. A
temperaturas más altas, el glicol tendrá que remover aproximadamente tres veces mas
agua para cumplir con las especificaciones de la tubería. Las pérdidas por vaporización
de glicol serán también mayores a la temperatura más altas.
2.- Presión: a temperatura constante, el contenido de agua del gas de entrada
aumenta a medida que la presión baja. Sin embargo, en el rango normal de operación,
la presión de la planta de glicol no es un factor crítico.
3.- La temperatura del glicol pobre: la temperatura del glicol pobre que entra a la
torre de absorción tiene un efecto significante sobre la depresión del punto de rocío y se
debe mantener a un mínimo para alcanzar una operación eficiente. Sin embargo, se
debe mantener, por lo menos, 10°F (18 °C) por encima de la temperatura del gas de
entrada para prevenir la condensación de hidrocarburos en la torre de absorción y la
formación subsiguiente de espuma. Las mayores perdidas de glicol y gas de succión
húmedo por lo general ocurren cuando la temperatura del glicol pobre alcanza valores
demasiado elevados.
4.- La concentración del glicol: controlan la concentración de agua en el glicol. A
una temperatura constante, la concentración de glicol aumenta con las temperaturas
más altas del recalentador. El rango de temperatura en el recalentador debe ser entre
350°F y 400°F para el trietilenoglicol. La concentración máxima de glicol pobre obtenida
en un recalentador convencional, sin regenerar el gas, es aproximadamente 98,8 %.
Añadiendo etapas o incrementando la tasa de circulación se incrementa la
remoción de agua. Sin embargo la curva alcanza un valor asintótico alrededor de 0.94.
Esta remoción de agua representa la condición de equilibrio de punto de rocío en el
tope del contactor. Si se tiene un número infinito de etapas o una rata infinita de
circulación, el porcentaje de remoción de agua seguirá siendo 94%. Altas tasas de
circulación resultan en un sistema de regeneración más grande, mayor consumo de
energía y una mayor coabsorción de hidrocarburos aromáticos. Menores ratas
requieren un contactor más grande y puede resultar en un pobre desempeño de las
bandejas o empaques.
B
2.3.8.4 Equipos principales que Integran la unidad de deshidratadora de Gas Con
Trietilenglicol
1.- Torre contactora: este recipiente contiene bandejas tipo válvulas o casquetes
de burbujeo para proveer un buen contacto gas – líquido ilustrada en las Figura 5 y 6.
La limpieza es muy importante para prevenir los puntos de rocío altos del gas de venta
causado por la formación de espumas y/o el contacto pobre gas-líquido. El
taponamiento o empaque de las bandejas pueden aumentar también las pérdidas de
glicol.
Durante un arranque de la unidad, la presión en la torre de absorción se debe
traer lentamente hasta el rango de operación y entonces se debe circular el glicol para
obtener un nivel de líquido en todas las bandejas. A continuación, se debe aumentar
lentamente la tasa de gas a ser absorbido, hasta que se alcance el nivel de operación.
Si el gas entra en la torre de absorción antes de que las bandejas estén selladas
con líquido, puede pasar a través de los tubos de descenso y las capas de burbujas.
Cuando existe esta condición y se bombea el glicol hacia la torre de absorción, los
líquidos tienen área de la sección transversal interna de la torre de absorción dará el
volumen de glicol bombeado. En los sistemas más grandes se pueden usar un medidor
de flujo de glicol.
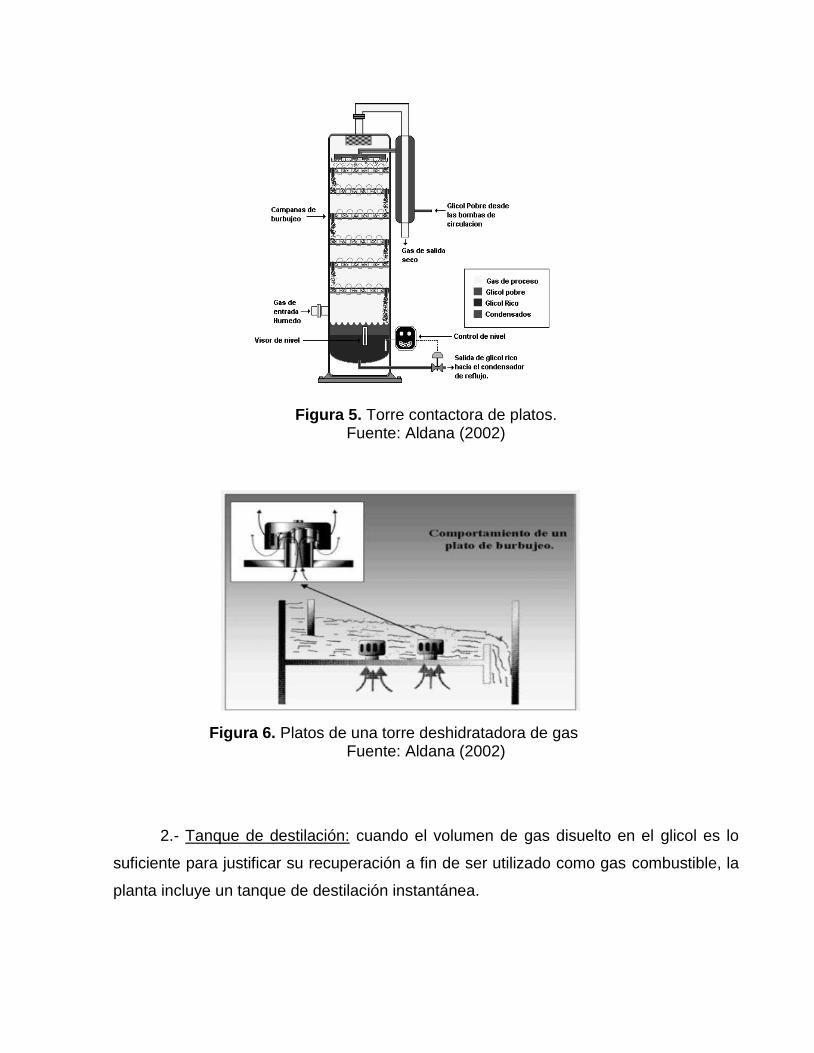
Figura 5. Torre contactora de platos. Fuente: Aldana (2002)
Figura 6. Platos de una torre deshidratadora de gas Fuente: Aldana (2002)
2.- Tanque de destilación: cuando el volumen de gas disuelto en el glicol es lo
suficiente para justificar su recuperación a fin de ser utilizado como gas combustible, la
planta incluye un tanque de destilación instantánea.
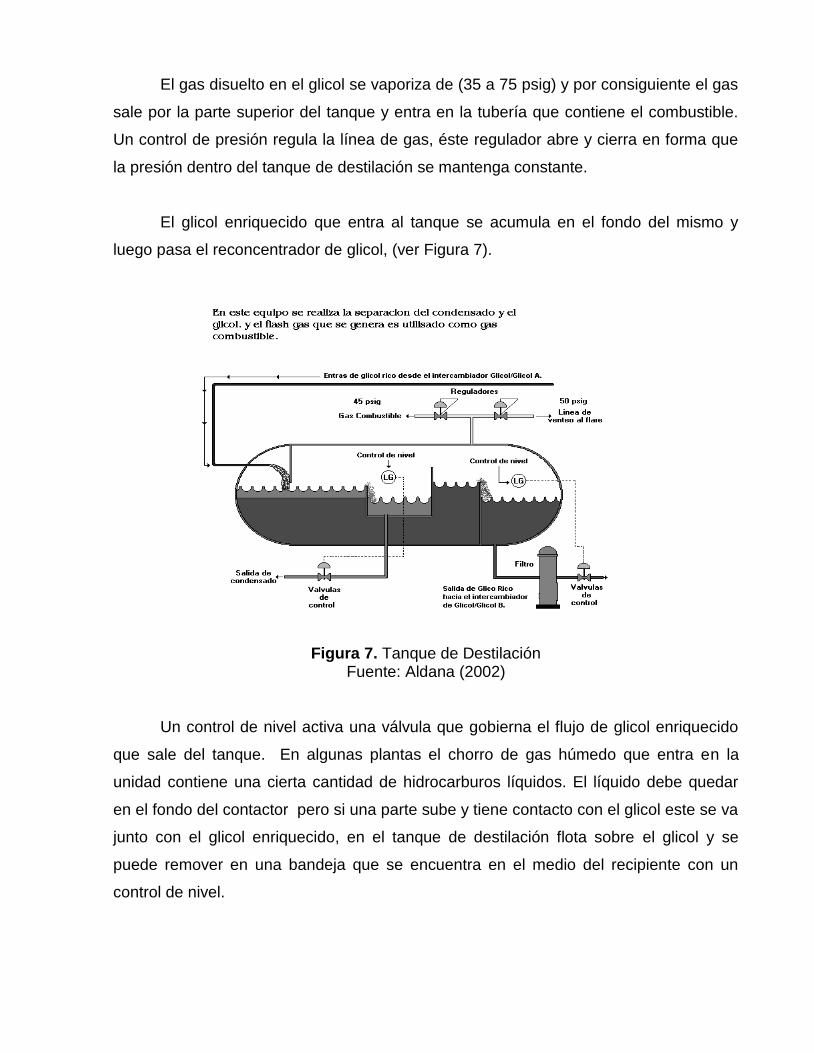
El gas disuelto en el glicol se vaporiza de (35 a 75 psig) y por consiguiente el gas
sale por la parte superior del tanque y entra en la tubería que contiene el combustible.
Un control de presión regula la línea de gas, éste regulador abre y cierra en forma que
la presión dentro del tanque de destilación se mantenga constante.
El glicol enriquecido que entra al tanque se acumula en el fondo del mismo y
luego pasa el reconcentrador de glicol, (ver Figura 7).
Figura 7. Tanque de Destilación
Fuente: Aldana (2002)
Un control de nivel activa una válvula que gobierna el flujo de glicol enriquecido
que sale del tanque. En algunas plantas el chorro de gas húmedo que entra en la
unidad contiene una cierta cantidad de hidrocarburos líquidos. El líquido debe quedar
en el fondo del contactor pero si una parte sube y tiene contacto con el glicol este se va
junto con el glicol enriquecido, en el tanque de destilación flota sobre el glicol y se
puede remover en una bandeja que se encuentra en el medio del recipiente con un
control de nivel.
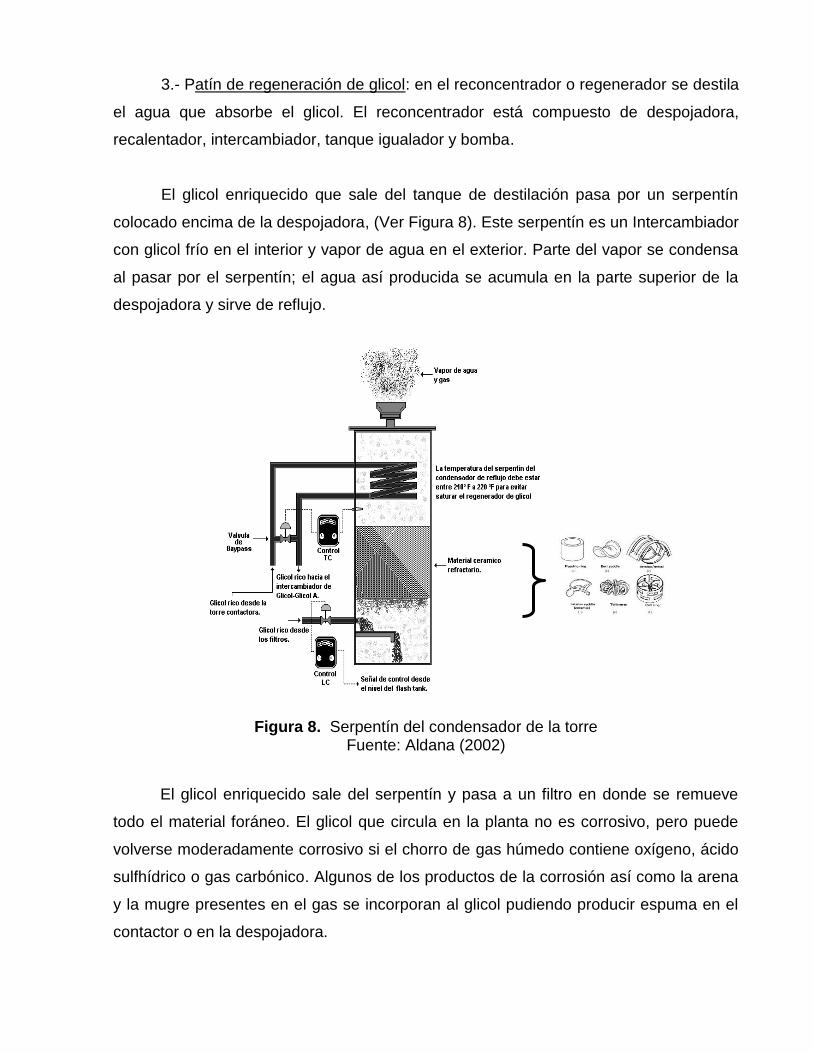
3.- Patín de regeneración de glicol: en el reconcentrador o regenerador se destila
el agua que absorbe el glicol. El reconcentrador está compuesto de despojadora,
recalentador, intercambiador, tanque igualador y bomba.
El glicol enriquecido que sale del tanque de destilación pasa por un serpentín
colocado encima de la despojadora, (Ver Figura 8). Este serpentín es un Intercambiador
con glicol frío en el interior y vapor de agua en el exterior. Parte del vapor se condensa
al pasar por el serpentín; el agua así producida se acumula en la parte superior de la
despojadora y sirve de reflujo.
Figura 8. Serpentín del condensador de la torre
Fuente: Aldana (2002)
El glicol enriquecido sale del serpentín y pasa a un filtro en donde se remueve
todo el material foráneo. El glicol que circula en la planta no es corrosivo, pero puede
volverse moderadamente corrosivo si el chorro de gas húmedo contiene oxígeno, ácido
sulfhídrico o gas carbónico. Algunos de los productos de la corrosión así como la arena
y la mugre presentes en el gas se incorporan al glicol pudiendo producir espuma en el
contactor o en la despojadora.
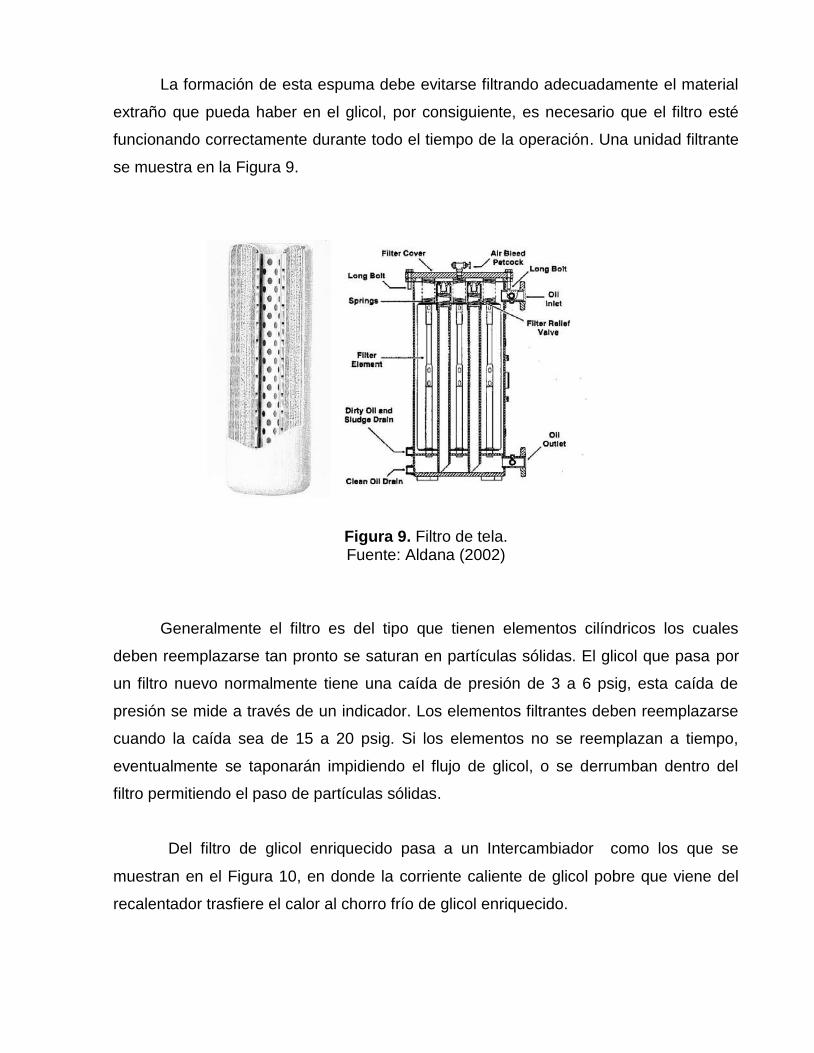
La formación de esta espuma debe evitarse filtrando adecuadamente el material
extraño que pueda haber en el glicol, por consiguiente, es necesario que el filtro esté
funcionando correctamente durante todo el tiempo de la operación. Una unidad filtrante
se muestra en la Figura 9.
Figura 9. Filtro de tela. Fuente: Aldana (2002)
Generalmente el filtro es del tipo que tienen elementos cilíndricos los cuales
deben reemplazarse tan pronto se saturan en partículas sólidas. El glicol que pasa por
un filtro nuevo normalmente tiene una caída de presión de 3 a 6 psig, esta caída de
presión se mide a través de un indicador. Los elementos filtrantes deben reemplazarse
cuando la caída sea de 15 a 20 psig. Si los elementos no se reemplazan a tiempo,
eventualmente se taponarán impidiendo el flujo de glicol, o se derrumban dentro del
filtro permitiendo el paso de partículas sólidas.
Del filtro de glicol enriquecido pasa a un Intercambiador como los que se
muestran en el Figura 10, en donde la corriente caliente de glicol pobre que viene del
recalentador trasfiere el calor al chorro frío de glicol enriquecido.
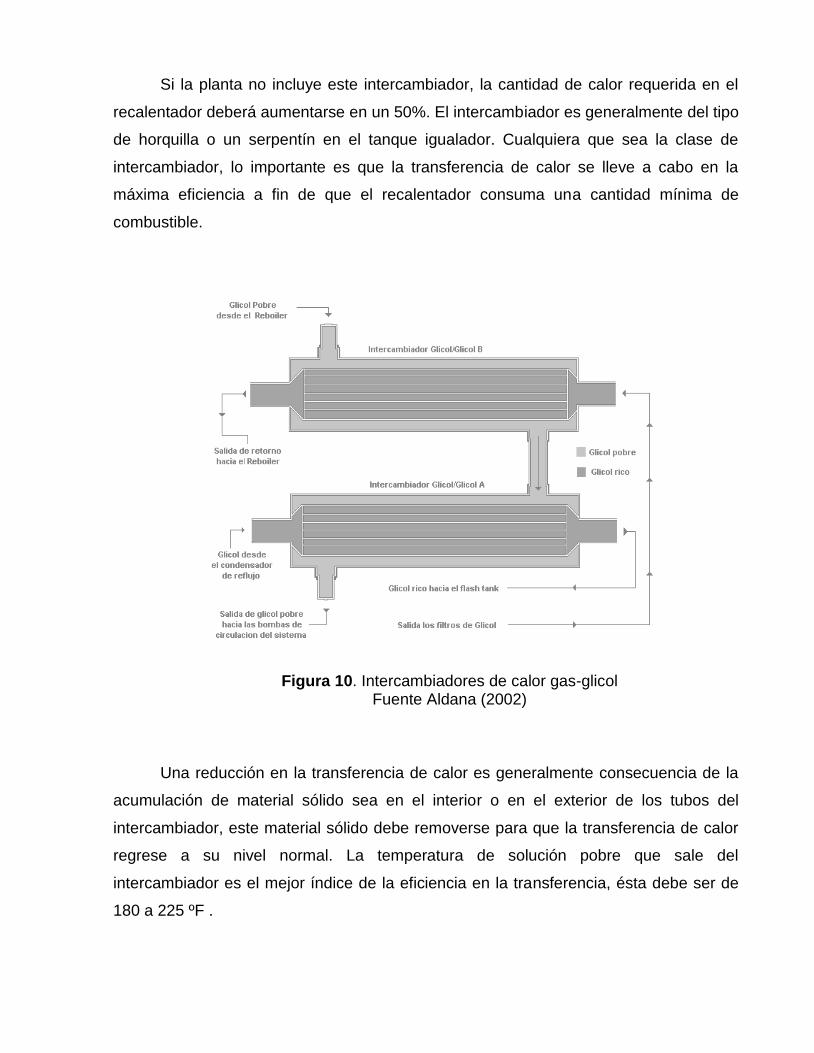
Si la planta no incluye este intercambiador, la cantidad de calor requerida en el
recalentador deberá aumentarse en un 50%. El intercambiador es generalmente del tipo
de horquilla o un serpentín en el tanque igualador. Cualquiera que sea la clase de
intercambiador, lo importante es que la transferencia de calor se lleve a cabo en la
máxima eficiencia a fin de que el recalentador consuma una cantidad mínima de
combustible.
Figura 10. Intercambiadores de calor gas-glicol Fuente Aldana (2002)
Una reducción en la transferencia de calor es generalmente consecuencia de la
acumulación de material sólido sea en el interior o en el exterior de los tubos del
intercambiador, este material sólido debe removerse para que la transferencia de calor
regrese a su nivel normal. La temperatura de solución pobre que sale del
intercambiador es el mejor índice de la eficiencia en la transferencia, ésta debe ser de
180 a 225 ºF .
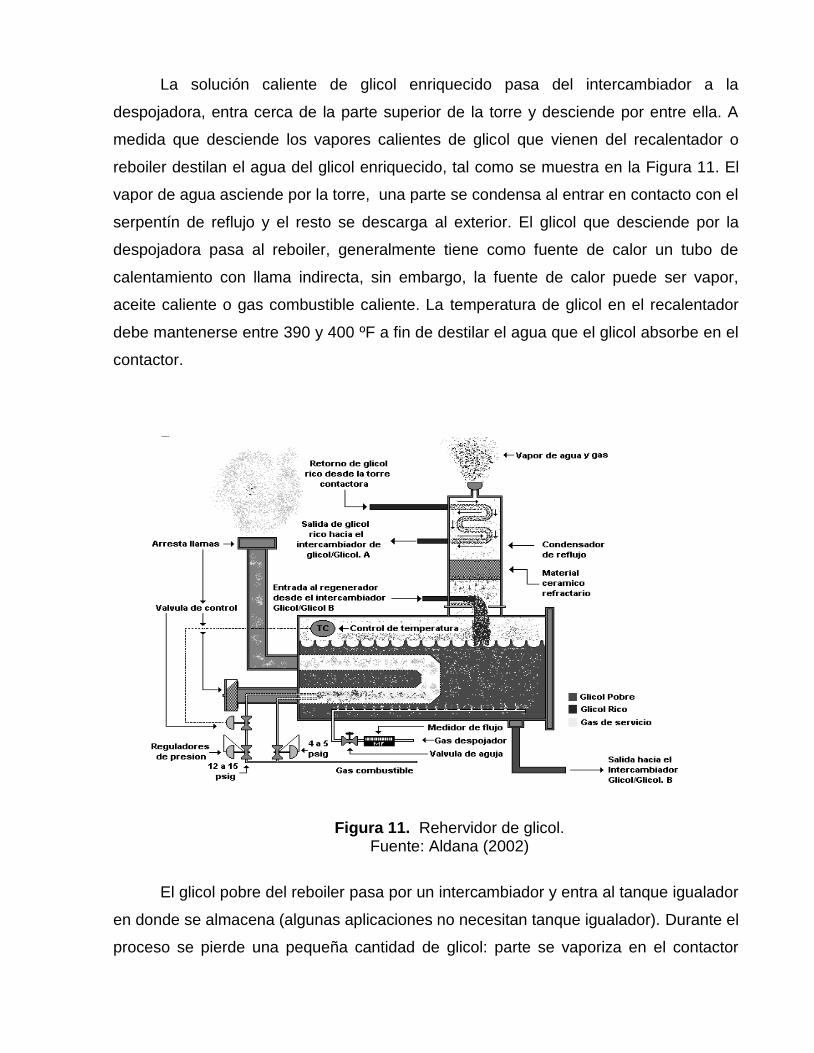
La solución caliente de glicol enriquecido pasa del intercambiador a la
despojadora, entra cerca de la parte superior de la torre y desciende por entre ella. A
medida que desciende los vapores calientes de glicol que vienen del recalentador o
reboiler destilan el agua del glicol enriquecido, tal como se muestra en la Figura 11. El
vapor de agua asciende por la torre, una parte se condensa al entrar en contacto con el
serpentín de reflujo y el resto se descarga al exterior. El glicol que desciende por la
despojadora pasa al reboiler, generalmente tiene como fuente de calor un tubo de
calentamiento con llama indirecta, sin embargo, la fuente de calor puede ser vapor,
aceite caliente o gas combustible caliente. La temperatura de glicol en el recalentador
debe mantenerse entre 390 y 400 ºF a fin de destilar el agua que el glicol absorbe en el
contactor.
F
Figura 11. Rehervidor de glicol.
Fuente: Aldana (2002)
El glicol pobre del reboiler pasa por un intercambiador y entra al tanque igualador
en donde se almacena (algunas aplicaciones no necesitan tanque igualador). Durante el
proceso se pierde una pequeña cantidad de glicol: parte se vaporiza en el contactor
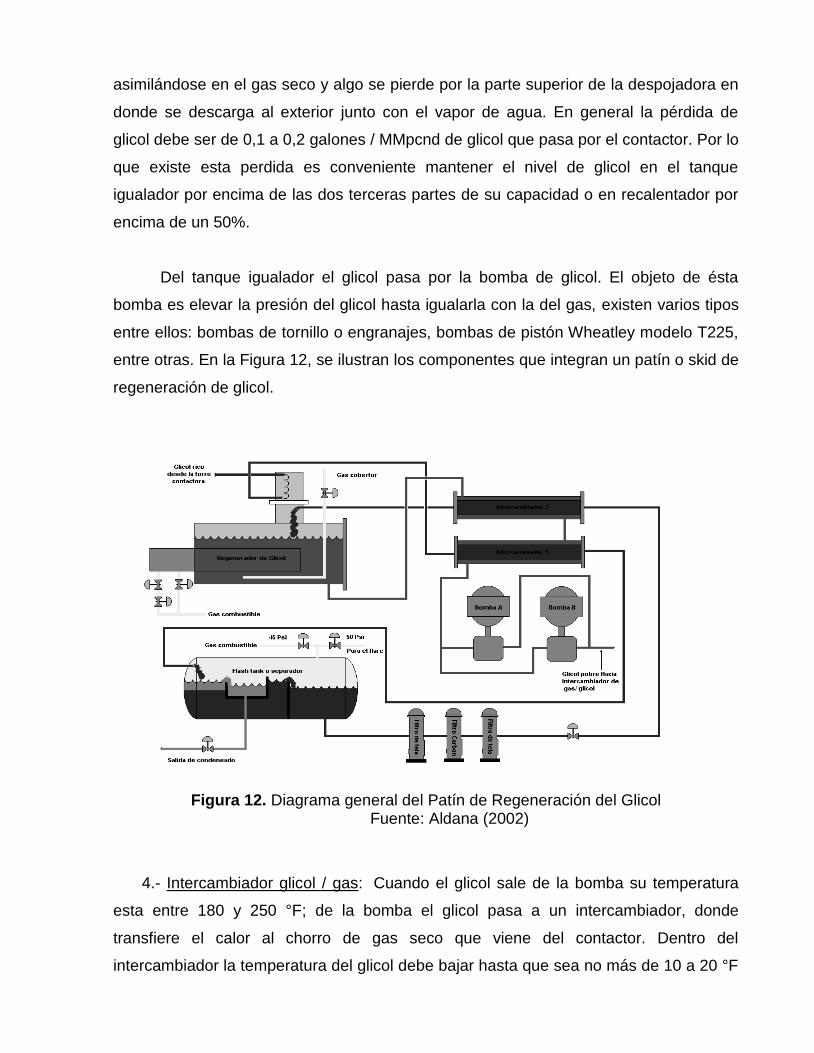
asimilándose en el gas seco y algo se pierde por la parte superior de la despojadora en
donde se descarga al exterior junto con el vapor de agua. En general la pérdida de
glicol debe ser de 0,1 a 0,2 galones / MMpcnd de glicol que pasa por el contactor. Por lo
que existe esta perdida es conveniente mantener el nivel de glicol en el tanque
igualador por encima de las dos terceras partes de su capacidad o en recalentador por
encima de un 50%.
Del tanque igualador el glicol pasa por la bomba de glicol. El objeto de ésta
bomba es elevar la presión del glicol hasta igualarla con la del gas, existen varios tipos
entre ellos: bombas de tornillo o engranajes, bombas de pistón Wheatley modelo T225,
entre otras. En la Figura 12, se ilustran los componentes que integran un patín o skid de
regeneración de glicol.
Figura 12. Diagrama general del Patín de Regeneración del Glicol
Fuente: Aldana (2002)
4.- Intercambiador glicol / gas: Cuando el glicol sale de la bomba su temperatura
esta entre 180 y 250 °F; de la bomba el glicol pasa a un intercambiador, donde
transfiere el calor al chorro de gas seco que viene del contactor. Dentro del
intercambiador la temperatura del glicol debe bajar hasta que sea no más de 10 a 20 °F
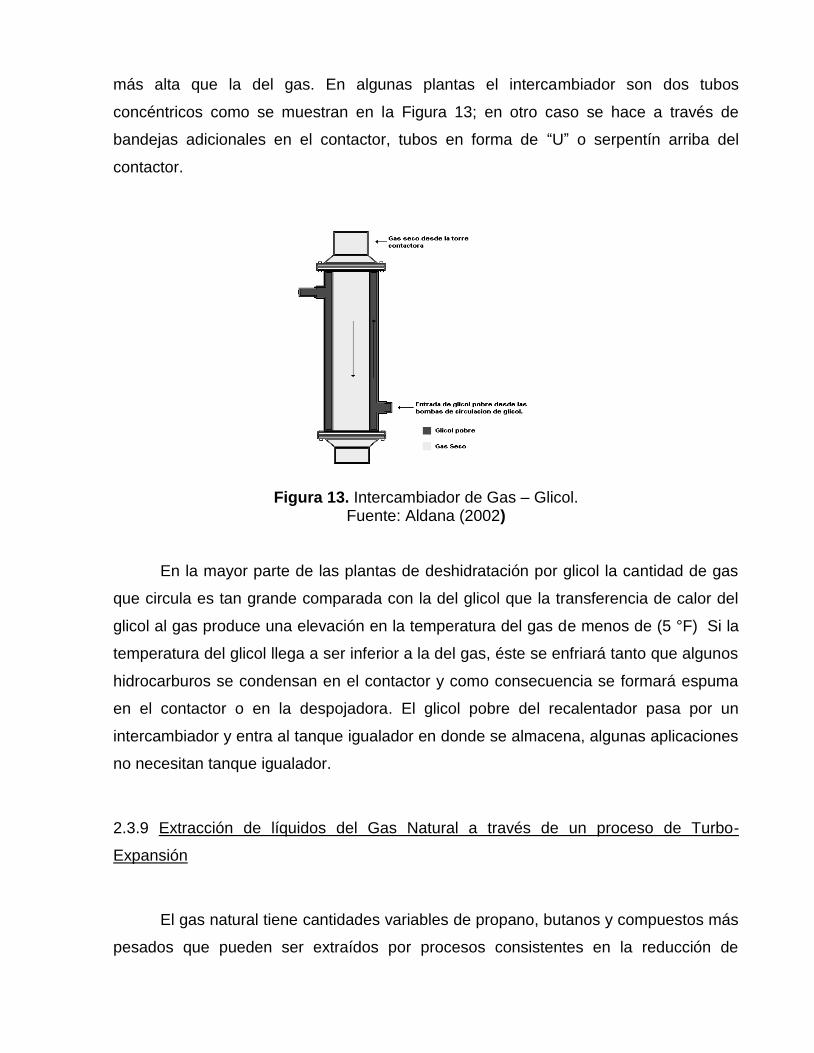
más alta que la del gas. En algunas plantas el intercambiador son dos tubos
concéntricos como se muestran en la Figura 13; en otro caso se hace a través de
bandejas adicionales en el contactor, tubos en forma de “U” o serpentín arriba del
contactor.
Figura 13. Intercambiador de Gas – Glicol. Fuente: Aldana (2002)
En la mayor parte de las plantas de deshidratación por glicol la cantidad de gas
que circula es tan grande comparada con la del glicol que la transferencia de calor del
glicol al gas produce una elevación en la temperatura del gas de menos de (5 °F) Si la
temperatura del glicol llega a ser inferior a la del gas, éste se enfriará tanto que algunos
hidrocarburos se condensan en el contactor y como consecuencia se formará espuma
en el contactor o en la despojadora. El glicol pobre del recalentador pasa por un
intercambiador y entra al tanque igualador en donde se almacena, algunas aplicaciones
no necesitan tanque igualador.
2.3.9 Extracción de líquidos del Gas Natural a través de un proceso de Turbo-
Expansión
El gas natural tiene cantidades variables de propano, butanos y compuestos más
pesados que pueden ser extraídos por procesos consistentes en la reducción de
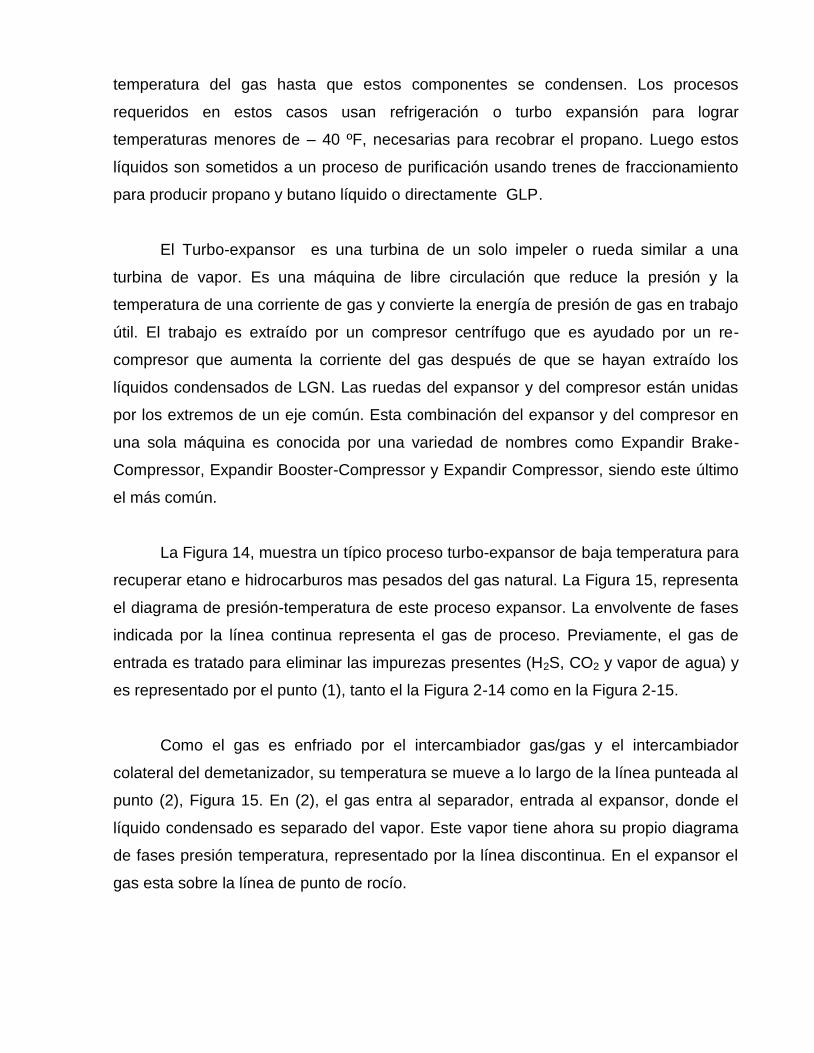
temperatura del gas hasta que estos componentes se condensen. Los procesos
requeridos en estos casos usan refrigeración o turbo expansión para lograr
temperaturas menores de – 40 ºF, necesarias para recobrar el propano. Luego estos
líquidos son sometidos a un proceso de purificación usando trenes de fraccionamiento
para producir propano y butano líquido o directamente GLP.
El Turbo-expansor es una turbina de un solo impeler o rueda similar a una
turbina de vapor. Es una máquina de libre circulación que reduce la presión y la
temperatura de una corriente de gas y convierte la energía de presión de gas en trabajo
útil. El trabajo es extraído por un compresor centrífugo que es ayudado por un re-
compresor que aumenta la corriente del gas después de que se hayan extraído los
líquidos condensados de LGN. Las ruedas del expansor y del compresor están unidas
por los extremos de un eje común. Esta combinación del expansor y del compresor en
una sola máquina es conocida por una variedad de nombres como Expandir Brake-
Compressor, Expandir Booster-Compressor y Expandir Compressor, siendo este último
el más común.
La Figura 14, muestra un típico proceso turbo-expansor de baja temperatura para
recuperar etano e hidrocarburos mas pesados del gas natural. La Figura 15, representa
el diagrama de presión-temperatura de este proceso expansor. La envolvente de fases
indicada por la línea continua representa el gas de proceso. Previamente, el gas de
entrada es tratado para eliminar las impurezas presentes (H2S, CO2 y vapor de agua) y
es representado por el punto (1), tanto el la Figura 2-14 como en la Figura 2-15.
Como el gas es enfriado por el intercambiador gas/gas y el intercambiador
colateral del demetanizador, su temperatura se mueve a lo largo de la línea punteada al
punto (2), Figura 15. En (2), el gas entra al separador, entrada al expansor, donde el
líquido condensado es separado del vapor. Este vapor tiene ahora su propio diagrama
de fases presión temperatura, representado por la línea discontinua. En el expansor el
gas esta sobre la línea de punto de rocío.
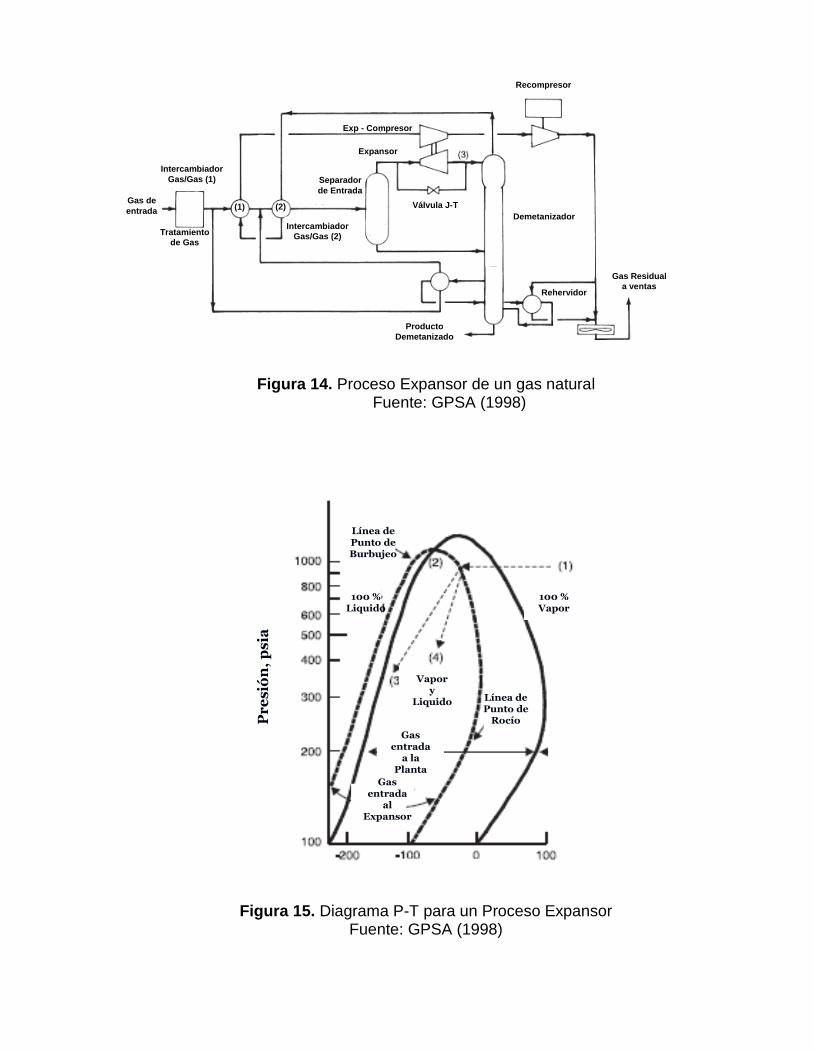
Figura 14. Proceso Expansor de un gas natural
Fuente: GPSA (1998)
Vapor y
Liquido
100 %Vapor
100 %Liquido
Gas entrada
a la Planta
Pr
esió
n,
ps
ia
Temperatura, F
Línea de Punto de
Rocío
Línea de Punto de Burbujeo
Gas entrada
al Expansor
Vapor y
Liquido
100 %Vapor
100 %Liquido
Gas entrada
a la Planta
Pr
esió
n,
ps
ia
Temperatura, F
Línea de Punto de
Rocío
Línea de Punto de Burbujeo
Gas entrada
al Expansor
Figura 15. Diagrama P-T para un Proceso Expansor Fuente: GPSA (1998)
Recompresor
Gas Residual a ventas
Rehervidor
Producto Demetanizado
Gas de entrada (1) (2)
Intercambiador Gas/Gas (2)
Expansor
Válvula J-T
Exp - Compresor
Demetanizador
Intercambiador Gas/Gas (1)
Tratamiento de Gas
Separador de Entrada
Como el gas fluye a través del expansor su recorrido de presión-temperatura se
muestra en la línea punteada del punto (2) al punto (3), representado después del
expansor. La importancia de usar el expansor como un operador del compresor se
puede observar en la Figura 15. Si el gas ha sido expandido produce trabajo, el
recorrido de la expansión seria del punto (2) al punto (4); esto es llamado Joule-
Thompson o expansión a entalpía constante. La temperatura y presión de salida sería
más alta que el ejecutado en el expansor (casi isentrópico).
Se observa que la presión en el punto (4) no es tan baja como la alcanzada por
el flujo a través del expansor, punto (3). Esto es porque se ha asumido para este
ejemplo que (sin el funcionamiento del expansor, el compresor tampoco funciona) el
proceso no puede devolver el vapor de cabezal del demetanizador a la presión del gas
residual usando solo un separador.
El uso del turbo-expansor, sin embargo no elimina la necesidad de la válvula de
expansión Joule-Thompson que se usa en los sistemas convencionales de
refrigeración. En un sistema turbo-expansor la válvula normalmente se refiere a la
válvula de “by pass” del expansor que permite un eficiente arranque y parada del turbo-
expansor; además la válvula también permite continuar el proceso, si el turbo-expansor
queda fuera de servicio o si el caudal aumenta mas allá de la capacidad de velocidad
del turbo-expansor.
Idealmente, la válvula posee las mismas características de capacidad y caudal,
ya que en el turbo-expansor produce una transmisión suave entre los dispositivos. El
turbo-expansor es un dispositivo más eficiente que una válvula, haciendo un importante
cierre estanco que evita la pérdida de energía.
2.3.9.1 Descripción del Proceso
El gas a alta presión entra al expansor, el cual es dirigido a la parte exterior de
los alabes del impeler, causando rotación. El gas fluye al centro del impeler y sale del
expansor a una menor presión. La velocidad de rotación puede estar dentro de un
exceso de 50.000 RPM dependiendo del volumen de gas manejado y de la caída de
presión del gas al pasar por la unidad. Un alto flujo de gas y una alta caída de presión
resultan en una alta velocidad y obviamente en una mayor energía de salida o entrega.
La energía desarrollada en el eje del expansor es usada para mover un
compresor, de una etapa, acoplado en el otro extremo del eje. El gas a baja presión
entra por el centro del impeler del compresor y descarga por los extremos de los alabes
del impeler a alta presión. En un expansor-compresor típico, la presión de descarga del
lado del compresor es aproximadamente 1.3 veces la presión de succión.
2.4 Definición de Términos Básicos
ABSORCIÓN: proceso de deshidratación de gas que utiliza un desecante liquido
como el Trietilenglicol.
ACTIVO: Se define como la planta, sistema, equipo o parte, que cumple una
función o varias funciones en un contexto operacional determinado.
AIRE COMPRIMIDO: es el resultado de aumentar la presión al aire atmosférico
en un proceso de compresión.
CALOR: es una forma de energía que se manifiesta debido a una diferencia de
temperatura.
COLUMNA DESTILADORA: es una torre que en conjunto con el recalentador
(reboiler) son llamados regenerador o reconcentrador y es donde la
concentración de glicol es incrementada a los requerimientos del glicol pobre.
COMBUSTION: es simplemente la combinación del combustible con el oxígeno;
esta reacción produce dióxido de carbono y agua.
COMBUSTION ESTEQUIOMETRICA: aquella que se realiza con la cantidad
teórica de oxígeno estrictamente necesaria para producir la oxidación total del
combustible sin que se produzcan sustancias que todavía pueden seguir
oxidándose (CO, H2, CnHm, H2S ), las cuales se denominan inquemados. El
término “estequiométrico” tiene referencia a la reacción completa de los
reactantes.
COMBUSTION RICA: significa que se ha añadido más combustible a
aproximadamente la misma cantidad de aire; esta combustión se lleva a cabo
con una cantidad de aire superior a la estequiométrica y tiende a no producir
inquemados.
COMBUSTION POBRE: significa menos combustible disponible para
aproximadamente la misma cantidad de aire; en esta combustión, el aire
disponible es menor que el necesario para que se produzca la oxidación total del
combustible, por lo tanto, se producen inquemados.
COMBUSTIBLES: productos utilizados con la finalidad de liberar energía en la
forma de calor y/o luz a partir de su quema; ejemplo gas natural.
COMBURENTE: es el oxigeno o mezcla de sustancias que contienen oxigeno,
necesaria para que se produzca la combustión.
COMPRESION DE GAS: proceso que utiliza compresores los cuales tienen
como función principal, incrementar el nivel energético al aumentar la presión de
fluidos en estado gaseoso.
CONDENSADO: Hidrocarburo que a condiciones de yacimiento, se encuentra en
el estado gaseoso, pero que cuando es producido a la superficie se transforma
en líquido por disminución de la presión y temperatura.
CROMATOGRÁFIA EN FASE GASEOSA: Análisis que permite separar e
identificar los componentes del gas y en consecuencia determinar la composición
y propiedades de un gas natural.
DETONACION: Es un proceso de combustión anormal que en medio de la
propagación de la flama frontal, se presenta la auto ignición y en consecuencia
comienza la detonación; es resultado de la falta de estabilidad del combustible lo
que limita la relación de potencia del motor; se reconoce por el martilleo, el cual
es su sonido característico.
DESHIDRATACIÓN POR ABSORCION: proceso en el cual el vapor de agua es
removido del gas por íntimo contacto con un desecante higroscópico líquido
como el trietilenglicol.
ENERGÍA: Capacidad de producir un efecto.
EXTRACCION DE LIQUIDOS: procesos que consisten en la reducción de la
temperatura del gas hasta que los componentes pesados de éste condensen; los
procesos requeridos en estos casos son refrigeración o turbo expansión para
lograr temperaturas menores a – 40 ºF, necesarias para recobrar el propano.
FALLA: Pérdida de la capacidad o habilidad de un activo para cumplir una
función en un entorno operacional.
FILTRO DE TELA: equipo de filtrado utilizado para remover algunos productos
de la corrosión así como la arena y la mugre presentes en el gas los cuales se
incorporan al glicol pudiendo producir espuma en el contactor o en la
despojadora.
GAS: es un fluido homogéneo constituido por los miembros mas volátiles de la
serie parafinica de hidrocarburos e impurezas como sulfuro de hidrogeno, dióxido
de carbono, vapor de agua, entre otros; con muy baja densidad y viscosidad, con
relativa gran expansión y contracción por cambios de presión y temperatura que
ocupa cualquier volumen del recipiente que lo contenga.
GLICOL POBRE: es el glicol que entra por el tope de la torre de absorción para
remover vapor de agua del gas natural; se le denomina así por ser pobre en
agua.
GLICOL RICO: es el glicol que sale por el fondo de la torre de absorción
después de remover vapor de agua del gas natural; se le denomina así por ser
rico en agua.
HIDRATOS: son compuestos sólidos cristalinos, parecidos al hielo, formados por
la combinación física de gas natural y agua bajo presión y temperatura
considerablemente por encima del punto de congelamiento del agua.
JOULE-THOMPSON: proceso en el cual el gas es expandido produciendo
trabajo; esto es llamado expansión a entalpía constante. La temperatura y
presión de salida sería más alta que el ejecutado en el expansor (casi
isentrópico).
MOTOR DE COMBUSTION INTERNA: tipo de máquina que obtiene energía
mecánica directamente de la energía química producida por un combustible que
arde dentro de una cámara de combustión, que constituye la parte principal de
un motor.
MOTOR DE CUATRO TIEMPOS: el que precisa cuatro o cinco carreras del
pistón o émbolo y dos vueltas completas del cigüeñal para completar el ciclo
termodinámico.
ÍNDICE DE WOBBE: es la relación entre el poder calorífico superior o inferior
dividido entre la raíz cuadrada de la densidad relativa.
INHIBIDORES DE HIDRATOS: sustancias químicas como los glicoles o metanol
que se inyectan a una corriente de gas, donde se puede combinar con la fase
acuosa condensada para bajar la temperatura de formación de hidratos a una
presión determinada.
PLANTA DESHIDRATADORA DE GAS: conjunto de equipos interconectados,
diseñados para remover el agua en forma de vapor desde un gas, de tal forma
que el agua condensada que pueda generarse por cambios de temperatura, no
este presente en el sistema de conducción de gas.
PODER CALORÍFICO: es la cantidad de energía desprendida en la reacción de
combustión, referida a la unidad de masa de combustible, es decir, es la
cantidad de energía calórica generada al quemar un volumen unitario de gas
bajo determinadas condiciones de temperatura y presión.
PODER CALORÍFICO SUPERIOR O BRUTO: es la energía calórica total que
se libera al quemar un volumen unitario de gas bajo determinadas condiciones
de temperatura y presión considerando que el agua producida durante la
combustión se recoge en forma líquida.
PODER CALORÍFICO INFERIOR O NETO: El poder calorífico neto es la
energía calórica total que se libera al quemar un volumen unitario de gas bajo
determinadas condiciones de temperatura y presión considerando que el agua
generada durante la combustión permanece en estado de vapor. En general, el
poder calorífico inferior neto es aproximadamente 10% menos que el poder
calorífico superior.
PRE-IGNICIÓN: es un proceso de combustión anormal que sucede cuando la
combustión de la mezcla aire – combustible, se inicia antes de que se genere la
chispa en la bujía.
PUNTO DE ROCÍO: definido como la temperatura y presión a la que el gas
natural está saturado con agua; un gas esta en equilibrio con una cantidad
infinitesimal de liquido.
PUNTO DE BURBUJEO: es el punto de temperatura y presión a la cual un
líquido esta en equilibrio con una cantidad infinitesimal de gas; es el punto de
saturación de un liquido.
REBOILER: recipiente que tiene por función recolectar el glicol que desciende
por la despojadora con la finalidad de reconcentrarlo y convertirlo en glicol
pobre; generalmente tiene como fuente de calor un tubo de calentamiento con
llama indirecta, sin embargo, la fuente de calor puede ser vapor, aceite caliente
o gas combustible caliente.
SKID O PATÍN DE REGENERACIÓN DE GLICOL: es el reconcentrador o
regenerador de glicol donde se destila el agua que absorbe el glicol; el
reconcentrador está compuesto de despojadora, recalentador, intercambiador,
tanque igualador y bomba.
TANQUE DE DESTILACIÓN (flash tank): recipiente que almacena el glicol rico
que viene de la torre contactora, permitiendo liberar el volumen de gas disuelto
en el glicol lo suficiente para justificar su recuperación a fin de ser utilizado como
gas combustible.
TORRE CONTACTORA: columna que contiene bandejas tipo válvulas o
casquetes de burbujeo para proveer un buen contacto gas – líquido (glicol).
TRIETILENGLICOL: desecante liquido utilizado para remover vapor de agua de
un gas natural por contacto directo con él; es el desecante líquido más
comúnmente utilizado para la deshidratación del gas natural.
TURBO-EXPANSOR: es una turbina de un solo impeler o rueda similar a una
turbina de vapor. Es una máquina de libre circulación que reduce la presión y la
temperatura de una corriente de gas y convierte la energía de presión de gas en
trabajo útil.
WKI™ (WAUKESHA KNOCK INDEX™): Índice de Detonación de Waukesha, el
cual relaciona el valor calorífico del gas con la estabilidad del combustible
cuando se quema, es decir la habilidad que debe tener el combustible para
resistir la detonación.
CAPITULO III
MARCO METODOLOGICO
Para el desarrollo de una investigación se debe tener definidas las estrategias,
herramientas y procedimientos que se deben cumplir para lograr los objetivos previos
propuestos por cada investigador, es por ello que Sabino (2002, p.27), define la
metodología de la investigación como: “Referencia a los pasos y procedimientos que se
han de seguir en una indagación determinada, para designar modelos concretos de
trabajos que se aplican en una disciplina o especialidad”.
Por su parte, Arias (2006, p.110) señala que la metodología de la investigación
es el camino de “como se realizará el estudio para responder al problema planteado “.
De acuerdo a estos postulados, es como el investigador pretende realizar este
estudio, considerando una serie de etapas y procedimientos sistemáticamente
organizados con el propósito de dar respuesta al problema planteado a través de sus
objetivos.
3.1 Tipo de Investigación
Sabino (2002, p. 42) establece que: “Una investigación puede hacerse para
satisfacer muy diferentes necesidades, inquietudes e intereses. La investigación se
justifica simplemente por la necesidad de esclarecer algún problema que resulta de
interés dentro del mundo científico, por mas que no se vislumbre aplicaciones directas
para sus resultados”. En este mismo orden de ideas, el tipo de investigación se refiere
al grado de profundidad con que se aborda un fenómeno u objeto de estudio, Arias
(2006, p. 23).
En vista de lo anteriormente planteado, se establecen diferentes tipos de
investigación donde lo importante es precisar los criterios de clasificación, las cuales
corresponden a una definición exacta que describe la naturaleza del fenómeno
estudiado.
Según el propósito perseguido por el investigador, esta investigación es Aplicada,
ya que de acuerdo a lo señalado por Arias (2006, p.142), el estudio está “ Encaminada
a la solución de problemas prácticos”, dado que, a través de este estudio se pretende
formular un tratamiento al gas utilizado como combustible por los motocompresores de
una Planta Compresora de Gas, que busca plantear una solución practica y sencilla que
garantice el suministro seguro y confiable del gas combustible requerido para una
operación óptimo de los moto-compresores del gas de proceso en la planta.
En relación al nivel de investigación, algunos investigadores como Sabino (2002,
p.43) señala que: “Las investigaciones descriptivas utilizan criterios sistemáticos que
permiten poner en manifiesto la estructura y el comportamiento de los fenómenos en
estudio, proporcionando de este modo información sistemática y comparable con la de
otras fuentes “. Del mismo modo, Méndez (2002, p.137) establece que: “El estudio
descriptivo identifica características del universo, señala formas de conducta y aptitudes
del diverso investigado, establece comportamientos concretos, descubre y comprueba
la asociación entre las variables de investigación”.
En este mismo orden de ideas, esta investigación se identifica como descriptiva
correlacional sobre lo cual Arias (2006, p. 24) señala que: “La investigación descriptiva
correlacional consiste en la caracterización de un hecho o fenómeno, individuo o grupo
con el fin de establecer su estructura o comportamiento. Su finalidad es determinar el
grado de relación o asociación (no causal) existente entre dos o más variables”.
En tal sentido, esta investigación pretende describir el proceso de combustión de
un gas natural utilizado como combustible directamente de la fuente de suministro y
determinar la relación que existe con el gas combustible recomendado y correlacionarlo
con las especificaciones mínimas establecida por el fabricante de los motores de
combustión interna. Si el indicador esta fuera de rango, los problemas de detonación y
auto-ignición generados en la cámara de combustión de estos equipos, son la
consecuencia de daño mecánico que han venido presentando los motores.
Así mismo, esta investigación se clasifica como Explicativa, dado que según
Arias (2006, p. 26): “La investigación explicativa se encarga de buscar el porque de los
hechos mediante el establecimiento de relaciones causa-efecto, donde los resultados y
conclusiones constituyen el nivel mas profundo de conocimientos”. Es Ex post facto,
como lo señala Arias (2006, p.33) porque: “Estos diseños buscan establecer las causas
que produjeron un hecho, lógicamente, después que han ocurrido”, por lo tanto no
existe manipulación de la causa o variable independientemente.
En este sentido, el estudio plantea explicar que los daños mecánicos que se
presentan en los motores de combustión interna guarda relación con la utilización del
gas combustible, el cual se investiga después de ocurridos los hechos sin manipular la
causa que la origina; por otro lado, esta investigación busca dar respuesta a los hechos
según la cual la detonación y pre-ignición que se presenta en los motores de
combustión interna, son consecuencia de la utilización de gas combustible, obtenido
directamente de la fuente de suministro sin ningún tipo de tratamiento, desvirtuando la
calidad exigida por los fabricantes de los motores.
3.2 Diseño de la Investigación
En cuanto al diseño de la investigación, Sabino (2002, p. 63) señala que:
“Realizar el diseño de la investigación significa llevar a la practica los postulados
generales del método científico, planificando una serie de actividades sucesivas y
organizadas donde se encuentran las pruebas a efectuar y las técnicas a utilizar para
recolectar y analizar los datos”.
En este mismo contexto, Arias (2006, p. 26) señala que: “El diseño de la
investigación es la estrategia general que adopta el investigador para responder al
problema planteado”. Del mismo modo, Christensen (1980), citado por Hernández y
Col. (1998, p. 106), señala que: “El diseño se refiere al plan o estrategia concebida para
responder a las preguntas de investigación”.
En base a lo anteriormente indicado y de acuerdo con la fuente de recolección de
los datos que buscan dar respuesta a los objetivos general y específicos plateados, esta
investigación obedece a un diseño documental, ya que, según lo refiere Arias (2006, p.
27): “La investigación documental es un proceso basado en la búsqueda, recuperación,
análisis, crítica e interpretación de datos secundarios, es decir, los obtenidos y
registrados por otros investigadores en fuentes documentales: impresas, audiovisuales
o electrónicas. Los datos como unidad de información que se obtiene durante la
ejecución de una investigación, según su procedencia se clasifican como secundarios,
si son extraídos de fuentes documentales de la obra de otros investigadores”.
En este contexto, dentro de la investigación documental ésta se enmarca como
una investigación documental descriptiva correlacional, ya que según lo refiere
Hernández y Col. (1998, p. 63), citado por Arias (2006, p. 25): “La utilidad y el propósito
de los estudios correlaciónales es saber como se puede comparar un concepto o
variable conociendo el comportamiento de otras variables relacionadas”.
En este sentido, se pretende describir la relación entre las variables relacionadas
como es el tratamiento que debe tener el gas utilizado como combustible por los
motores de la unidades motocompresores, partiendo de las características y
propiedades del gas proveniente de la fuente de producción, para generar la energía
requerida obtenida a través del proceso de combustión, que permita el funcionamiento
óptimo de los compresores de proceso.
3.3 Población y Muestra de la Investigación
La población y la muestra, constituyen la parte fundamental de la investigación
que permiten analizar el problema planteado para lograr dar respuesta a los objetivos
establecidos; a través de ellos se evalúa las condiciones de las variables dentro de su
contexto.
3.3.1 Población
La población es un conjunto finito o infinito de elementos con características
comunes para los cuales serán extensivas las conclusiones de la investigación,
delimitada por el problema y por los objetivos de estudio, según lo refiere Arias (2006, p.
81). De la misma manera, Selltiz (1974) citado por Hernández y Col (1998, p. 204),
señala que una “Población es el conjunto de todos los casos que concuerdan con una
serie de especificaciones”.
Dentro del universo estudiado en esta investigación, se considera una población
accesible también denominada población muestreada, que es una porción finita de la
población objetivo a la que realmente se tiene acceso y de la cual se extrae una
muestra representativa, tal como lo señala Ary y Col (1989) citado por
Arias (2006, p. 82).
De acuerdo con lo antes expuesto en esta investigación se tiene una población
conformada por las fuentes naturales que suministran el gas proveniente de los
yacimientos “A” y “B” del campo de producción, que es utilizado como combustible por
las unidades moto-compresoras de la Planta Compresora.
3.3.2 Muestra
En relación a la muestra Arias (2006, p. 83) refiere que: “La muestra es un
subconjunto representativo y finito que se extrae de la población accesible”. Del mismo
modo, Hernández y Col (1998, p. 207), señala que: “La muestra es en esencia un
subgrupo de la población, es decir, es un subconjunto de elementos que pertenecen a
ese conjunto definido en sus características al que se ha denominado población”.
Basándose en el universo de estudio, la muestra de esta investigación resulta
accesible totalmente para obtener datos de toda la población objetivo, quedando
representada por ambas fuentes de suministro de gas (Yacimiento “A” y “B”), utilizado
combustible de la Planta Compresora de Gas.
3.4 Técnicas e Instrumentos de Recolección de Datos
Las técnicas de recolección de información son, en principio, cualquier recurso
del cual se vale el investigador para acercarse a los fenómenos y extraer de ellos
información”, (Sabino, 1996).
Así mismo, Arias (2006, p. 67) señala que: “Se entenderá por técnica, el
procedimiento o forma particular de obtener datos o información “. Para lograr la
recolección de los datos e información pertinente de manera adecuada, fue conveniente
y necesario aplicar técnicas e instrumentos enfocados al tema en cuestión, para
alcanzar los objetivos trazados en la presente investigación y reflejar toda la variedad y
densidad de las situaciones.
Dado que el diseño de esta investigación es documental, las técnicas de
recolección de los datos, que es la unidad de información que se obtiene durante la
ejecución de una investigación, según su procedencia se clasifica como secundaria, ya
que la información es extraída de la obra de otros investigadores.
La fuente documental que es todo lo que suministra datos o información según
su naturaleza, esta proviene de las siguientes fuentes:
a) Fuentes Impresas
Documentos escritos
- Publicaciones no periódicas como fuentes bibliográficas (libros), folletos,
tesis y trabajos de grado, informes de investigación.
Documentos de cifras como informes estadísticos, memorias y cuentas
Documentos gráficos como fotografías, ilustraciones, mapas y planos
b) Fuentes Electrónicas
Documentos en Internet
- Páginas WEB
- Publicaciones periódicas en línea como boletines, revistas
- Publicaciones no periódicas en línea como libros, informes, tesis
- Documentos obtenidos a través de correos electrónicos
Documentos digitalizados
- Archivos en CD
- Archivos en disquete
Base de datos institucionales
- Simulador HYSYS
- Análisis cromatograficos del gas
3.5 Técnicas de Procesamiento y Análisis de los Datos
Para el desarrollo de los objetivos planteados en esta investigación, se estableció
la siguiente secuencia de actividades que se describen a continuación:
Revisión Bibliográfica: a lo largo del período de investigación, se estuvo revisando
documentos, manuales técnicos, proyectos de investigación, Trabajo de Grado,
informes técnicos, entre otros; con la finalidad de asociarlo a los términos teóricos y
técnicos en los que se involucra la variable, y de esta manera familiarizarse con la
terminología involucrada.
Exploración de Información del entorno relacionado con la variable de estudio: en
vista de que la variables de estudio son conocidas, resultó necesario estudiar el
contexto en que se desenvuelven éstas, a fin de identificar los parámetros que la
relacionan entre si, y lograr obtener información más certera y confiable, que pueda
utilizarse más adelante para analizar los resultados.
Recopilación de la data: los datos recolectados fueron tomados directamente de las
fuentes documentales así como también los resultados de los análisis
cromatograficos y las características de funcionamiento de los motores de
combustión interna considerando las especificaciones mínimas exigidas por los
fabricantes sobre la calidad del gas utilizado como combustible.
Elaboración de los diagramas de flujo del proceso de manejo de gas: una vez
recolectada toda la data inherente a las variables de estudio, se procedió a organizar
dicha información, a los fines de registrar o cargar la data al simulador Hysys para
elaborar los diagramas de flujo pertinentes con la finalidad de realizar varias
corridas, según los escenarios planteados, en la búsqueda de la respuesta al
problema generado en los motores de combustión interna.
Análisis de los datos: una vez obtenida toda la información generada por el
simulador, se procedió al análisis de los datos; para ello, primeramente se
identificaron los procesos involucrados en la planta, los cuales se fueron
interrelacionando entre si, de manera de elaborar una propuesta acordes con las
necesidades de los motores de combustión interna.
Selección del proceso de tratamiento: interpretados los datos, finalmente se
materializó la selección del proceso de tratamiento dirigido a lograr la optimización
del suministro de gas utilizado como combustible por las unidades
motocompresoras.
3.6 Simulador de Proceso - Software HYSYS
Actualmente, se encuentran en el mercado una serie de programas de
simulación comercial que presentan ecuaciones de estado (EOS) para predecir las
propiedades termodinámicas, volumétricas y equilibrios de fases de un sistema de
hidrocarburos, los cuales son utilizados en el diseño y simulación de plantas industriales
a nivel mundial.
Entre los programas de simulación disponibles se encuentra el HYSYS, el cual
fue desarrollado inicialmente como HYSIM por la compañía Hyprotech Ltd. en Calgary,
Canadá. El Programa HYSYS es una poderosa herramienta de simulación utilizada
comúnmente en el área de la ingeniería, ya que posee una serie de facilidades de
cálculos de ingeniería donde el usuario puede diseñar, evaluar y mejorar plantas de
manera precisa, rápida y eficiente.
Los paquetes de ecuaciones disponibles en HYSYS permiten predecir
propiedades de mezclas para un amplio rango, desde sistemas de hidrocarburos
livianos hasta complejas mezclas de hidrocarburos más pesados así como también
sistemas de procesos químicos.
3.6.1 Selección de la Ecuación de Estado (EOS)
Es importante elegir apropiadamente el modelo termodinámico para la
determinación de las propiedades físicas dado que afecta grandemente la predicción de
la simulación. Los cuatro factores que podrían considerarse para escoger el modelo
termodinámico son:
La naturaleza de las fuerzas de interés.
La composición de la mezcla.
El rango de presión y temperatura de operación
La disponibilidad de los parámetros.
En muchas aplicaciones donde están presentes moléculas no polares (tales
como en procesamiento y refinación de hidrocarburos), la mezcla están compleja que
en vez de representarla por todos los constituyentes conocidos es más fácil agrupar los
constituyentes por algunas propiedades útiles tales como el punto de ebullición, peso
molecular, temperatura critica, presión critica. En este caso una mezcla de cientos de
constituyentes puede reducirse a treinta o menos. Las propiedades de estos
componentes agrupados llamados “Pseudo componentes” son el punto de ebullición, la
gravedad especifica y el peso molecular promedio.
La selección de los modelos para estimar las propiedades termodinámicas
(entalpías, entropías) y las constantes de equilibrio, es de vital importancia para la
validación de las simulaciones. Los simuladores de proceso cuentan con diferentes
herramientas para hacer estos cálculos: Ecuaciones de Estado, correlaciones
generalizadas o métodos de coeficiente de actividad. Estimar con certeza estas
propiedades permitirá la resolución rigurosa de los algoritmos de los cálculos de las
distintas operaciones unitarias.
En las simulaciones, la selección del modelo termodinámico puede hacerse en
arreglos predefinidos o escogiendo un modelo para cada propiedad termodinámica o
física; también se pueden especificar distintos modelos termodinámicos en una
operación unitaria si así se requiere.
Para la selección del modelo termodinámico es necesario tener en cuenta la
naturaleza de los compuestos presentes en las corrientes, la presión, la temperatura y
la composición del fluido. En los manuales de operación de los simuladores y en la
literatura especializada en el cálculo de las propiedades termodinámicas y físicas se
puede obtener la información necesaria para la selección primaria de los modelos
termodinámicos, los cuales deben validarse.
En los procesos industriales, normalmente se encuentran sistemas vapor-liquido,
los cuales se caracterizan por distintos modelos termodinámicos dependiendo de las
condiciones de operación y del mismo sistema. Estos modelos termodinámicos
predicen el comportamiento en el equilibrio de una mezcla vapor-liquido, la exactitud de
los resultados depende mucho más de la caracterización de la corriente del modelo
termodinámico seleccionado.
Las unidades separadoras vapor-liquido como las fraccionadoras de
hidrocarburos, son representativas de sistemas de baja presión, por lo tanto estas
unidades exhiben un comportamiento casi ideal, de esta manera pueden utilizarse de
manera satisfactoria modelos termodinámicos muy sencillos.
Entre los modelos termodinámicos comúnmente más utilizados en los sistemas
de baja presión se encuentran.
Modelo Soave-Redlich-Kwong (SRK)
Modelo Peng-Robinson (PR)
Modelo Grayson-Streed (GS)
Modelo Braun K-10 (BK10)
Para aplicaciones en el área de petroquímica, petróleo y gas, la Ecuación de
Estado de Peng-Robinson (PR) es la más recomendada por HYSYS como modelo de
simulación. La ecuación de PR puede ser aplicada:
1. En sistemas monofásicos, bifásicos y trifásicos con alta eficiencia y en un
amplio rango de condiciones.
2. En el cálculo de equilibrio de fases para sistemas operando a bajas
temperaturas criogénicas (> - 456 °F) como altas temperaturas y altas
presiones (<15.000 lpca).
Esta misma ecuación predice satisfactoriamente la distribución de componentes
para sistemas de hidrocarburos pesados, sistemas con soluciones de glicol acuoso y
metanol, sistemas con gases ácidos y agua agria.
Cabe destacar que el proceso estudiado en este trabajo de investigación, opera
a presiones por debajo de 1500 lpca, lo cual hace que el modelo termodinámico Peng-
Robinsón sea utilizado de manera satisfactoria en el cálculo debido a su tolerancia a
altos rangos de presión. HYSYS recomienda esta ecuación para sistemas de
procesamiento de gas a temperaturas criogénicas, sistemas con inhibición de hidratos,
deshidratación con Trietilénglicol, entre otros.
El Simulador HYSYS es un software de gran alcance para la simulación de
Plantas Químicas y de Refinerías de Petróleo. Tal como fue señalado, el programa
incluye las herramientas para la valoración de características físicas y de equilibrios de
la fase del líquido-vapor, balances de calor y los balances materiales, y simulación de
muchos tipos de equipo de la Ingeniería Química y de Petróleo. Aunque es de uso fácil,
el esfuerzo considerable se debe expender para dominarlo. En la Figura 16, se muestra
la pantalla inicial del HYSYS.
El HYSYS considera toda la información necesaria para realizar los cálculos de
separación “flash”, instantánea o de equilibrio y de propiedades físicas en su Paquete
de Fluidos (Fluid Package). Esto permite definir toda la información pertinente (paquete
de propiedades, componentes hipotéticos, coeficientes de interacción, reacciones
químicas, etc) en el mismo lugar. Este enfoque presenta tres ventajas:
1. La modificación de la información contenida se facilitar al estar concentrada en
un único lugar.
2. Los paquetes de fluidos pueden ser exportados en bloques para ser utilizados
en cualquier simulación.
3. Sed pueden utilizar múltiples paquetes de Fluidos dentro de la misma simulación
siempre y cuando todos estén definidos dentro del mismo BASIS MANAGER.
Figura 16. Presentación Inicial del HYSYS
Fuente: Hyprotech Ltd (Versión 3.2)
El “Simulation Basis Manager” es una pantalla que permite manipular todos los
paquetes de fluidos presentes en la simulación. Siempre que se comience con una
nueva simulación (con New Case), HYSYS pasa directamente a esta pantalla. En la
primera página el “Simulation Basis Manager” presenta una lista de Paquetes de
Fluidos con sus FLOWSHEETS asociados y permite la modificación de cada Paquete
de Fluidos.
Tal como se mencionó anteriormente, se pueden utilizar múltiples paquetes de
propiedades dentro de la misma simulación asignándolos a distintos FLOWSHEETS.
Dentro del grupo CURRENT FLUID PACKAGES se encuentran los siguientes botones:
- View : permite examinar un Paquete de Fluidos seleccionado
previamente(siempre que exista, sino el botón se desactiva)
- Add : permite agregar un Paquete de Fluidos a la simulación
- Delete: elimina el Paquete de Fluidos de la simulación.
- Copy: copia el Paquete de Fluidos seleccionado. Crea un Paquete de
Fluidos idéntico al seleccionado (salvo el nombre)
- Import: permite traer un Paquete de Fluidos (previamente exportado con
Export desde el disco rígido.
- Export: permite gravar un Paquete de Fluidos en un archivo para ser
reutilizado posteriormente (con el comando “Import”).
3.6.2 Creación de un Paquete de Fluidos
1. Selecciones el icono “New Case” para crear una nueva simulación, Ver
Figura 17.
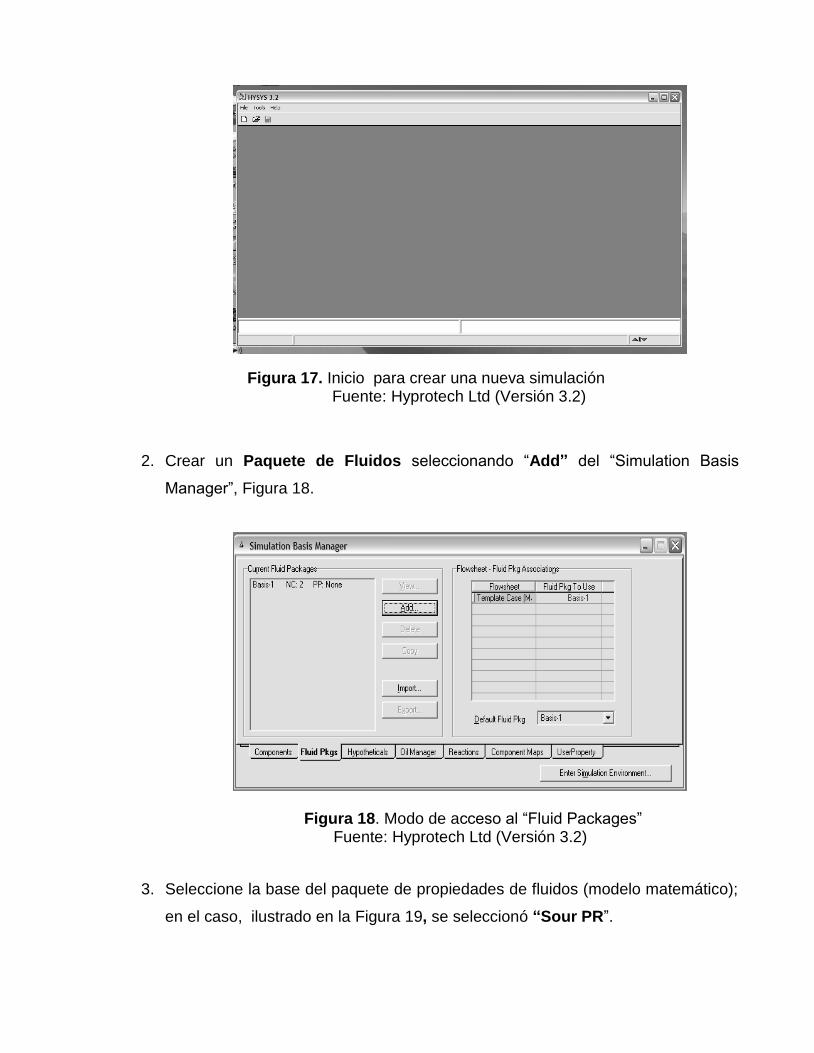
Figura 17. Inicio para crear una nueva simulación Fuente: Hyprotech Ltd (Versión 3.2)
2. Crear un Paquete de Fluidos seleccionando “Add” del “Simulation Basis
Manager”, Figura 18.
Figura 18. Modo de acceso al “Fluid Packages” Fuente: Hyprotech Ltd (Versión 3.2)
3. Seleccione la base del paquete de propiedades de fluidos (modelo matemático);
en el caso, ilustrado en la Figura 19, se seleccionó “Sour PR”.

Figura 19. Gama de modelos matemáticos. Fuente: Hyprotech Ltd (Versión 3.2)
4. En la hoja de “Component” seleccione N2 , H2S, CO2, C1, C2, C3, i-C4, n-C4, i-
C5, n-C5, ….. , Figura 20, seleccione el botón Hypothetical en el grupo “Add
Comp” de la hoja de componentes para agregar un componente hipotético al
Paquete de Fluidos Los compuestos hipotéticos pueden ser usados para
simular mezclas que no se encuentren entre los componentes puros. Se usará
un hipotético para modelar la fracción mas pesada que el hexano.
Figura 20. Adición de los compuestos Fuente: Hyprotech Ltd (Versión 3.2)
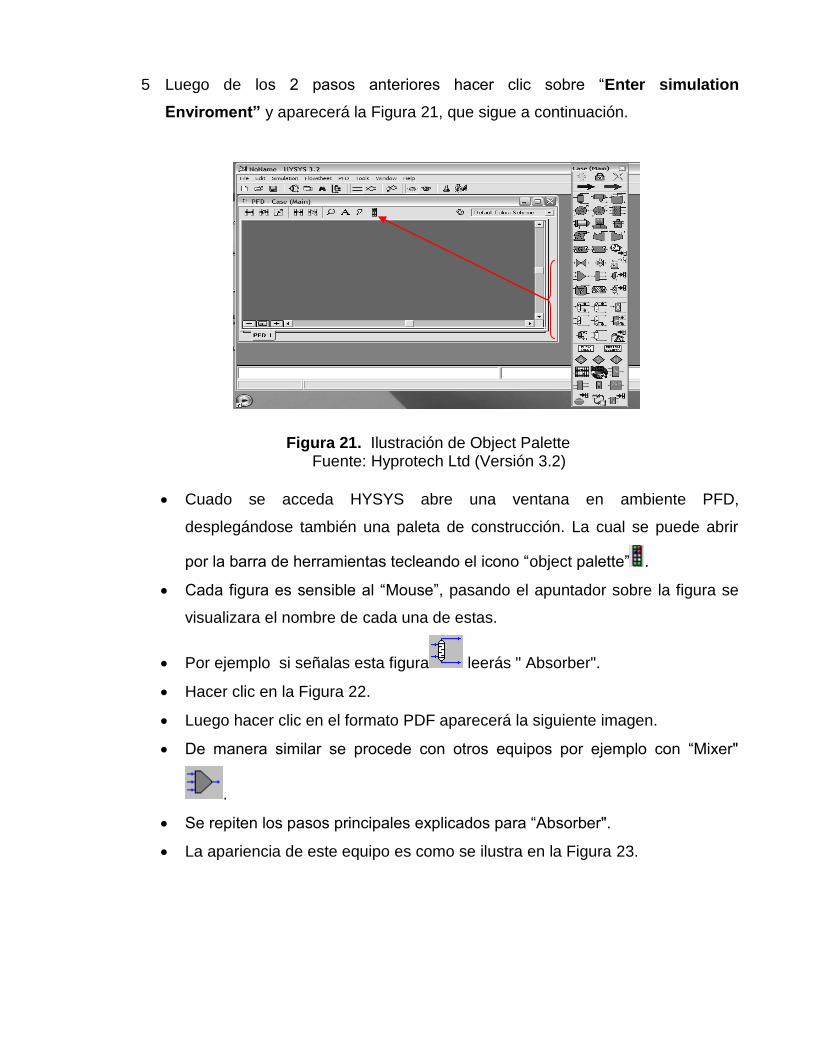
5 Luego de los 2 pasos anteriores hacer clic sobre “Enter simulation
Enviroment” y aparecerá la Figura 21, que sigue a continuación.
Figura 21. Ilustración de Object Palette Fuente: Hyprotech Ltd (Versión 3.2)
Cuado se acceda HYSYS abre una ventana en ambiente PFD,
desplegándose también una paleta de construcción. La cual se puede abrir
por la barra de herramientas tecleando el icono “object palette” .
Cada figura es sensible al “Mouse”, pasando el apuntador sobre la figura se
visualizara el nombre de cada una de estas.
Por ejemplo si señalas esta figura leerás " Absorber".
Hacer clic en la Figura 22.
Luego hacer clic en el formato PDF aparecerá la siguiente imagen.
De manera similar se procede con otros equipos por ejemplo con “Mixer"
.
Se repiten los pasos principales explicados para “Absorber".
La apariencia de este equipo es como se ilustra en la Figura 23.
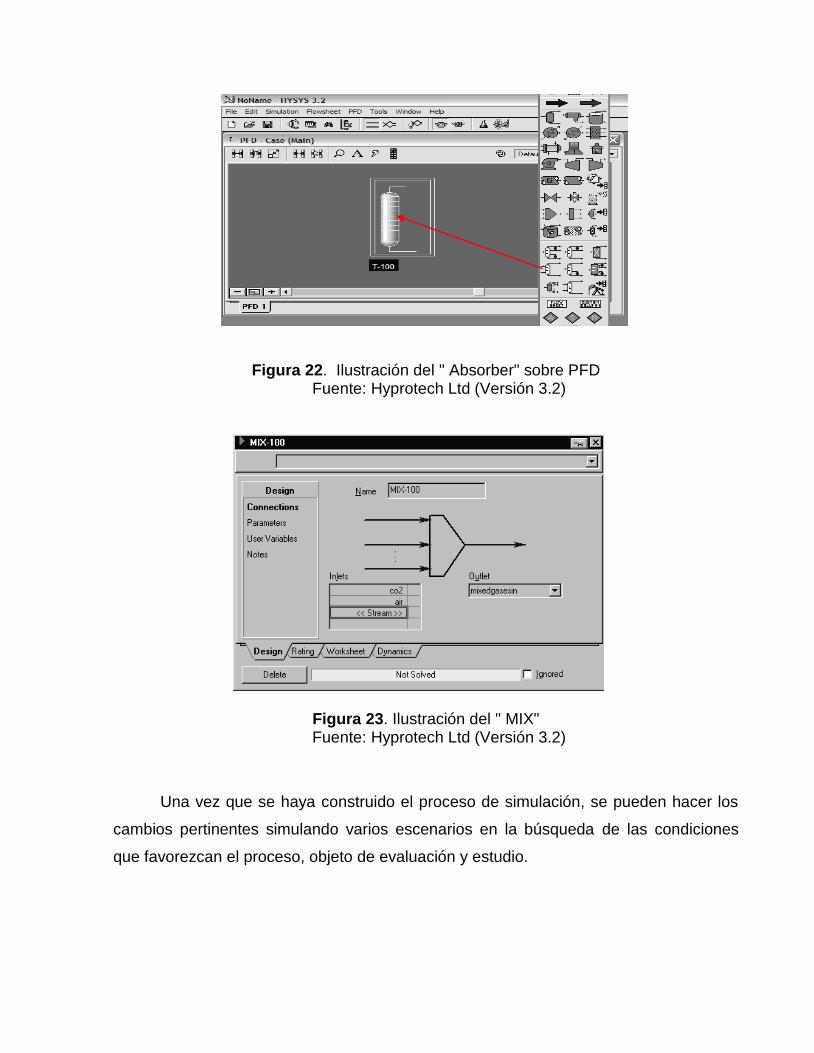
Figura 22. Ilustración del " Absorber" sobre PFD
Fuente: Hyprotech Ltd (Versión 3.2)
Figura 23. Ilustración del " MIX" Fuente: Hyprotech Ltd (Versión 3.2)
Una vez que se haya construido el proceso de simulación, se pueden hacer los
cambios pertinentes simulando varios escenarios en la búsqueda de las condiciones
que favorezcan el proceso, objeto de evaluación y estudio.
CAPITULO IV
DISCUSION DE RESULTADOS
El análisis de los resultados es definido por Sabino (2002, pg. 133), como:
“tareas que constituyen las últimas y necesarias etapas del trabajo, por cuanto sin ellas
sería imposible encontrar un sentido a todo la labor previamente realizada”.
En este sentido, los datos recolectados a través de los instrumentos empleados,
fueron sometidos a un proceso de elaboración técnica, que permite tener algún
significado dentro de la presente investigación. Para tal efecto, se hizo necesario
analizar el funcionamiento de una Planta Compresora de Gas, en función de los
equipos que la integran, insumos de gas disponibles y especificaciones del gas
combustible recomendado para medir desviaciones e identificar el problema, con el
propósito de dar respuestas concretas a los objetivos planteados, evidenciando los
hallazgos encontrados y conectándolos de manera directa con las bases teóricas que
sustentan esta investigación.
En este capítulo es donde el investigador puede espaciarse en la reflexión e
interpretación de los resultados que ha conseguido, mediante la metodología aplicada
según el contexto del problema. Es por ello que los resultados obtenidos en la
investigación, deben ser sólidamente concretados y definidos.
Como parte fundamental del estudio fue necesario desarrollar una serie de
objetivos específicos los cuales establecieron las pautas fundamentales para el
desarrollo de la investigación. En este mismo orden de ideas, los resultados obtenidos
serán presentados según estos objetivos específicos, que a su vez, indicaran el camino
para responder al objetivo general de la investigación.
4.1 Determinar mediante análisis de composición y propiedades del gas, su
inadecuada utilización como gas combustible en la Planta Compresora de Gas.
Para responder a los señalamientos del primer objetivo especifico planteado, es
necesario recurrir a la interpretación de los resultados obtenidos del análisis
cromatográfico del gas combustible que alimenta a los motocompresores del Tren I y el
Tren II (ver Anexo A y B), considerando el Poder Calorífico Superior (PCS) e Inferior
(PCI), asociado a la composición del gas.
Estos resultados se resumen en la Tabla 1, de la cual se puede deducir que el
gas de proceso proveniente del yacimiento “A”, que suministra gas combustible a las
unidades de compresión pertenecientes al Tren I, se caracteriza por ser un gas rico en
hidrocarburos pesados y con un poder calorífico relativamente alto y muy alejado a de
los valores requeridos, por tanto, es inadecuado utilizarlo como combustible en este
caso y puede ser el causante de las fallas recurrentes que se vienen presentando en los
motores de combustión interna, pertenecientes a este tren de unidades
motocompresoras.
A diferencia de la fuente de suministro del gas combustible proveniente del
yacimiento “B” (Tren II) es un gas pobre, con un Poder Calorífico muy cercano al rango
deseado lo cual demuestra las pocas fallas en los motores como se será discutido más
adelante, por la utilización de este gas como combustible.
Como se demuestra en la Tabla 1, ambos gases transportan vapor de agua
relativamente altos a las condiciones de operación para ser utilizado como gas
combustible y entregado a terceros como gas de venta, tomando en cuenta las
especificaciones máximas permitidas para el sector domestico e industrial.
De acuerdo con las condiciones de diseño establecidas por el fabricante de los
motores, con respecto a las características de composición y propiedades del gas
combustible, solo pueden operar eficientemente con una relación muy pobre de la
mezcla de aire/combustible, es decir, deben usar un gas seco con un Poder Calorífico
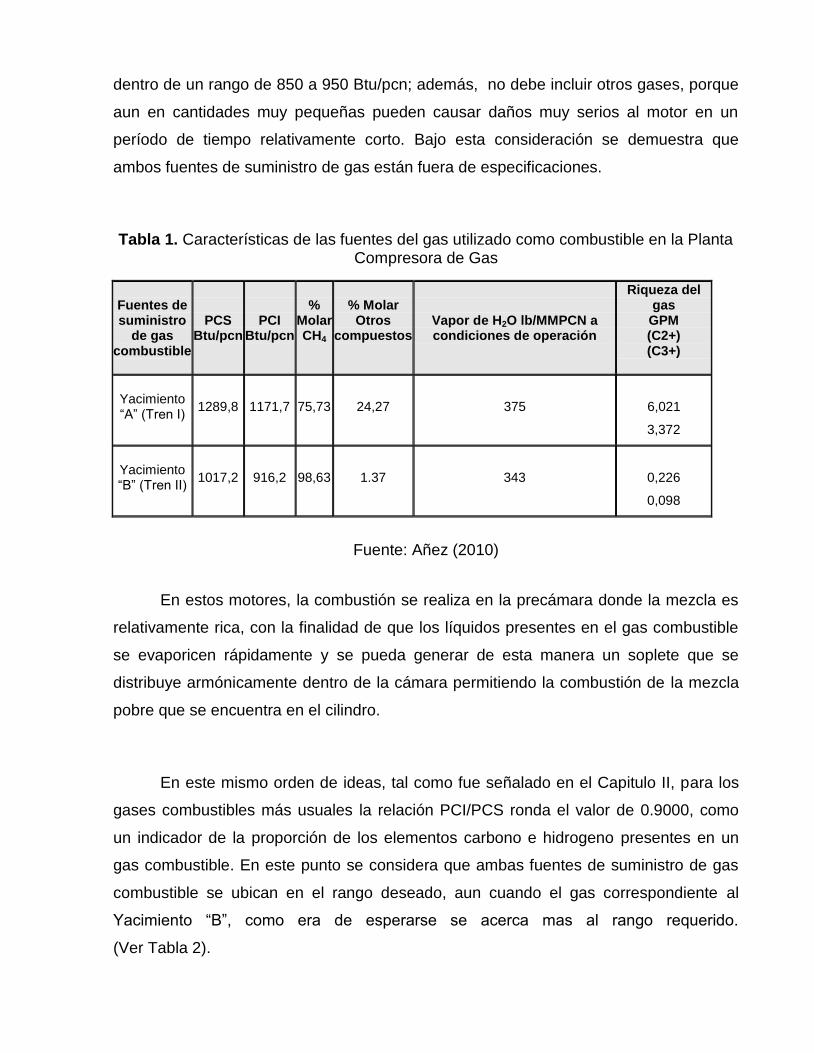
dentro de un rango de 850 a 950 Btu/pcn; además, no debe incluir otros gases, porque
aun en cantidades muy pequeñas pueden causar daños muy serios al motor en un
período de tiempo relativamente corto. Bajo esta consideración se demuestra que
ambos fuentes de suministro de gas están fuera de especificaciones.
Tabla 1. Características de las fuentes del gas utilizado como combustible en la Planta Compresora de Gas
Fuentes de suministro
de gas combustible
PCS Btu/pcn
PCI Btu/pcn
%
Molar CH4
% Molar
Otros compuestos
Vapor de H2O lb/MMPCN a condiciones de operación
Riqueza del gas
GPM (C2+) (C3+)
Yacimiento “A” (Tren I)
1289,8
1171,7
75,73
24,27
375
6,021
3,372
Yacimiento “B” (Tren II)
1017,2
916,2
98,63
1.37
343
0,226
0,098
Fuente: Añez (2010)
En estos motores, la combustión se realiza en la precámara donde la mezcla es
relativamente rica, con la finalidad de que los líquidos presentes en el gas combustible
se evaporicen rápidamente y se pueda generar de esta manera un soplete que se
distribuye armónicamente dentro de la cámara permitiendo la combustión de la mezcla
pobre que se encuentra en el cilindro.
En este mismo orden de ideas, tal como fue señalado en el Capitulo II, para los
gases combustibles más usuales la relación PCI/PCS ronda el valor de 0.9000, como
un indicador de la proporción de los elementos carbono e hidrogeno presentes en un
gas combustible. En este punto se considera que ambas fuentes de suministro de gas
combustible se ubican en el rango deseado, aun cuando el gas correspondiente al
Yacimiento “B”, como era de esperarse se acerca mas al rango requerido.
(Ver Tabla 2).
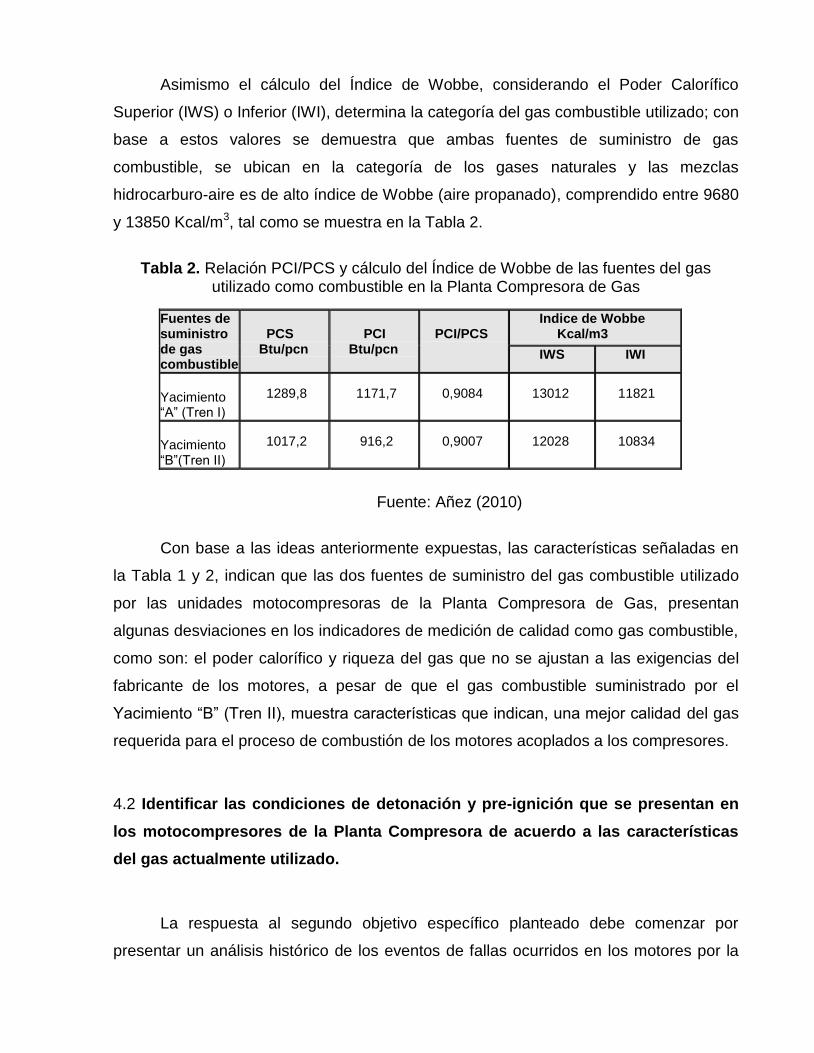
Asimismo el cálculo del Índice de Wobbe, considerando el Poder Calorífico
Superior (IWS) o Inferior (IWI), determina la categoría del gas combustible utilizado; con
base a estos valores se demuestra que ambas fuentes de suministro de gas
combustible, se ubican en la categoría de los gases naturales y las mezclas
hidrocarburo-aire es de alto índice de Wobbe (aire propanado), comprendido entre 9680
y 13850 Kcal/m3, tal como se muestra en la Tabla 2.
Tabla 2. Relación PCI/PCS y cálculo del Índice de Wobbe de las fuentes del gas utilizado como combustible en la Planta Compresora de Gas
Fuentes de suministro de gas combustible
PCS Btu/pcn
PCI Btu/pcn
PCI/PCS
Indice de Wobbe Kcal/m3
IWS IWI
Yacimiento “A” (Tren I)
1289,8 1171,7 0,9084 13012 11821
Yacimiento “B”(Tren II)
1017,2 916,2 0,9007 12028 10834
Fuente: Añez (2010)
Con base a las ideas anteriormente expuestas, las características señaladas en
la Tabla 1 y 2, indican que las dos fuentes de suministro del gas combustible utilizado
por las unidades motocompresoras de la Planta Compresora de Gas, presentan
algunas desviaciones en los indicadores de medición de calidad como gas combustible,
como son: el poder calorífico y riqueza del gas que no se ajustan a las exigencias del
fabricante de los motores, a pesar de que el gas combustible suministrado por el
Yacimiento “B” (Tren II), muestra características que indican, una mejor calidad del gas
requerida para el proceso de combustión de los motores acoplados a los compresores.
4.2 Identificar las condiciones de detonación y pre-ignición que se presentan en
los motocompresores de la Planta Compresora de acuerdo a las características
del gas actualmente utilizado.
La respuesta al segundo objetivo específico planteado debe comenzar por
presentar un análisis histórico de los eventos de fallas ocurridos en los motores por la
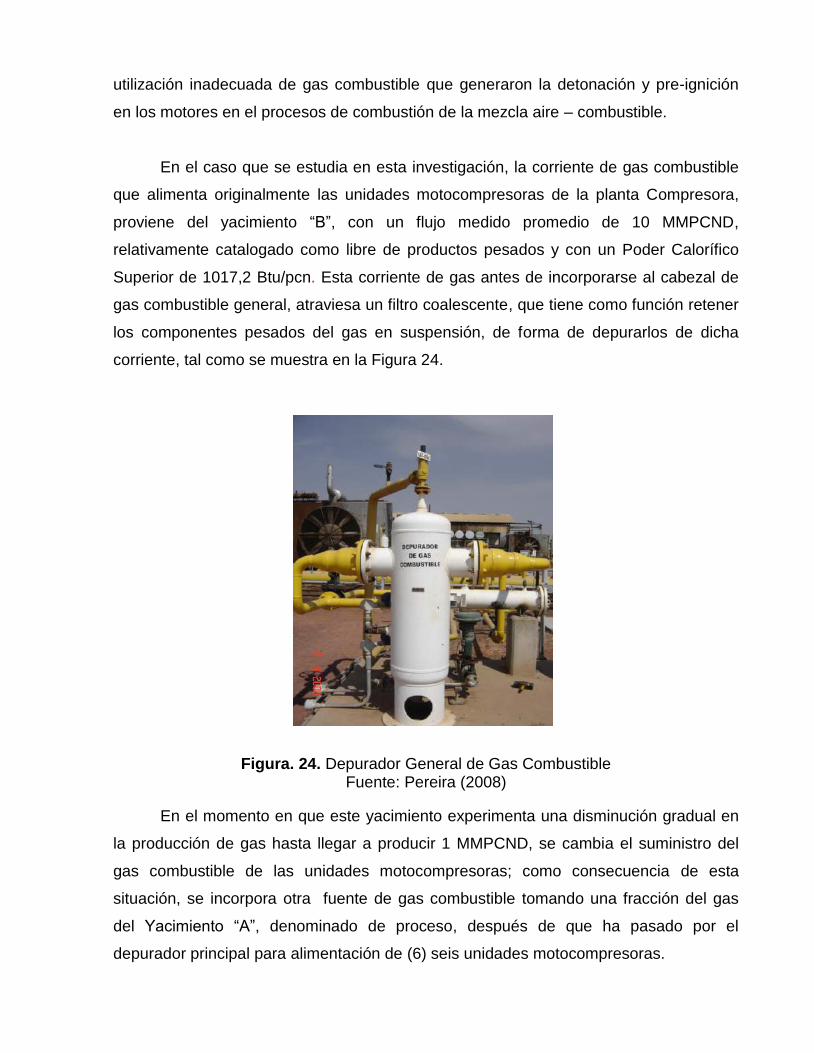
utilización inadecuada de gas combustible que generaron la detonación y pre-ignición
en los motores en el procesos de combustión de la mezcla aire – combustible.
En el caso que se estudia en esta investigación, la corriente de gas combustible
que alimenta originalmente las unidades motocompresoras de la planta Compresora,
proviene del yacimiento “B”, con un flujo medido promedio de 10 MMPCND,
relativamente catalogado como libre de productos pesados y con un Poder Calorífico
Superior de 1017,2 Btu/pcn. Esta corriente de gas antes de incorporarse al cabezal de
gas combustible general, atraviesa un filtro coalescente, que tiene como función retener
los componentes pesados del gas en suspensión, de forma de depurarlos de dicha
corriente, tal como se muestra en la Figura 24.
Figura. 24. Depurador General de Gas Combustible Fuente: Pereira (2008)
En el momento en que este yacimiento experimenta una disminución gradual en
la producción de gas hasta llegar a producir 1 MMPCND, se cambia el suministro del
gas combustible de las unidades motocompresoras; como consecuencia de esta
situación, se incorpora otra fuente de gas combustible tomando una fracción del gas
del Yacimiento “A”, denominado de proceso, después de que ha pasado por el
depurador principal para alimentación de (6) seis unidades motocompresoras.
Para tal efecto, se preveé las consecuencias y problemas operacionales que se
puedan presentar en las unidades motocompresoras debido a las variación de las
propiedades del gas combustible suministrado a los motores, al cambiar la fuente de
gas combustible proveniente del campo Yacimiento “B” con un Valor Calorífico Superior
de 1017,2 Btu/pcn a otra fuente proveniente del Yacimiento “A” (gas de proceso) con un
Valor Calorífico Superior de 1289,8 Btu/pcn.
Sin embargo, pese al cambio propuesto y descrito anteriormente, en la Planta
Compresora de Gas se toman acciones correctivas continuamente para no afectar la
integridad mecánica de las unidades motocompresoras como hacer paros periódicos de
éstas para realizar los ajustes de funcionamiento optimo a las unidades
motocompresores, ocasionando interrupciones en el suministro del sistema de gas de
levantamiento a los pozos productores, con la consecuente merma en la producción de
hidrocarburos.
De verse comprometida alguna unidad, durante el cambio de gas combustible, se
considerara prudente suspender la maniobra y evaluar posteriormente una nueva
alternativa, de forma que el servicio no se vea afectado, ya que el procedimiento
amerita esta operación, a fin de preservar la integridad mecánica de cada unidad.
Esta condición operacional por la utilización de gas combustible inadecuado, ha
generado que los compresores acoplados a motores de combustión interna, hayan
sufrido una serie de paros debido a detonaciones recurrentes y en consecuencia daños
mecánicos a nivel del conjunto de fuerza de los motores.
Un hecho relevante es el una de una de estas unidades cuando en un momento
determinado, ocurre una falla mayor que ocasionó daños a nivel del cigüeñal, por lo que
hubo que realizar Mantenimiento Mayor a la misma; y en escasos seis meses de haber
ocurrido este daño, el mismo motor vuelve a fallar, originada por una detonación,
provocando nuevamente daños a nivel de cigüeñal y en su conjunto de fuerza,
realizándose nuevamente un mantenimiento mayor al motor de la unidad.
Posteriormente, con tres días de diferencia falla el motor de otra unidad con
daños en su conjunto de fuerza. Esto fue evidenciado según reportes técnicos emitidos
por el departamento de Investigación de Operaciones de la Planta, (Chaparro, 2007).
Como opción inmediata para minimizar el problema se considera la mezcla de
1.8 MMPCND de Poder Calorífico Superior 1289,8 Btu/pcn del gas de proceso del
Yacimiento “A”, no tratado de la succión de los equipos, con 0.9 MMPCND de gas del
Yacimiento “B” con un Poder Calorífico Superior de 1017,2 Btu/pcn para obtener un flujo
total de 2.7 MMPCND de gas combustible, requerido en los motores a 65 psi, ahora
con un Poder Calorífico Superior de 1183,12 Btu/pcn, aun por encima de las
especificaciones mínimas.
Esta interconexión se hace a través de la instalación de un Patín de Gas
Combustible de la Planta Compresora de Gas que consiste, en un arreglo de control
donde se daba preferencia al gas del Yacimiento “A” frente al gas del Yacimiento “B” y
requería solo de válvulas, tuberías y accesorios de procura nacional. Esta propuesta
estaba sujeta a la disminución de producción del gas del Yacimiento “B”, el cual se
viene evidenciando gradualmente; por otro lado esta la capacidad de manejo de
líquidos (agua e hidrocarburos pesados) por parte de los sistemas de depuración
existentes.
En relación a la detonación que se presenta en los motores de combustión
interna, tal como fue señalado en los fundamentos teóricos, un indicador que determina
el rendimiento del motor es el Índice de Detonación (WKI™), establecido por Waukesha
fabricante de los motores, el cual esta relacionado de una forma inversa con el poder
calorífico de gas combustible, es decir, entre más bajo sea el poder calorífico del gas
combustible, mas alto será el Índice de Detonación, por lo tanto el combustible será
más estable y resistente a la detonación.
Esto queda demostrado al determinar el Índice de Detonación (WKI™)
Waukesha, cuyo método de calculo toma en cuenta la composición volumétrica del gas,
tal como se muestra en los Anexos C y D, correspondiente a la muestra de gas
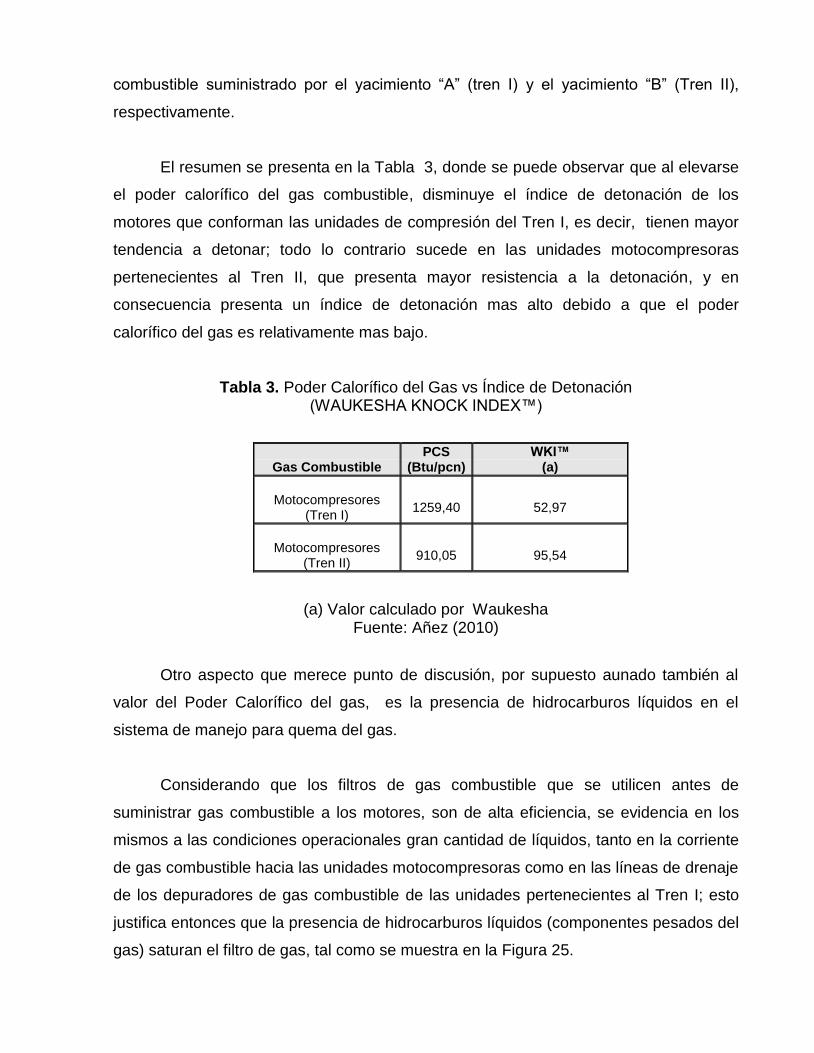
combustible suministrado por el yacimiento “A” (tren I) y el yacimiento “B” (Tren II),
respectivamente.
El resumen se presenta en la Tabla 3, donde se puede observar que al elevarse
el poder calorífico del gas combustible, disminuye el índice de detonación de los
motores que conforman las unidades de compresión del Tren I, es decir, tienen mayor
tendencia a detonar; todo lo contrario sucede en las unidades motocompresoras
pertenecientes al Tren II, que presenta mayor resistencia a la detonación, y en
consecuencia presenta un índice de detonación mas alto debido a que el poder
calorífico del gas es relativamente mas bajo.
Tabla 3. Poder Calorífico del Gas vs Índice de Detonación (WAUKESHA KNOCK INDEX™)
Gas Combustible
PCS (Btu/pcn)
WKI™ (a)
Motocompresores
(Tren I)
1259,40
52,97
Motocompresores
(Tren II)
910,05
95,54
(a) Valor calculado por Waukesha Fuente: Añez (2010)
Otro aspecto que merece punto de discusión, por supuesto aunado también al
valor del Poder Calorífico del gas, es la presencia de hidrocarburos líquidos en el
sistema de manejo para quema del gas.
Considerando que los filtros de gas combustible que se utilicen antes de
suministrar gas combustible a los motores, son de alta eficiencia, se evidencia en los
mismos a las condiciones operacionales gran cantidad de líquidos, tanto en la corriente
de gas combustible hacia las unidades motocompresoras como en las líneas de drenaje
de los depuradores de gas combustible de las unidades pertenecientes al Tren I; esto
justifica entonces que la presencia de hidrocarburos líquidos (componentes pesados del
gas) saturan el filtro de gas, tal como se muestra en la Figura 25.
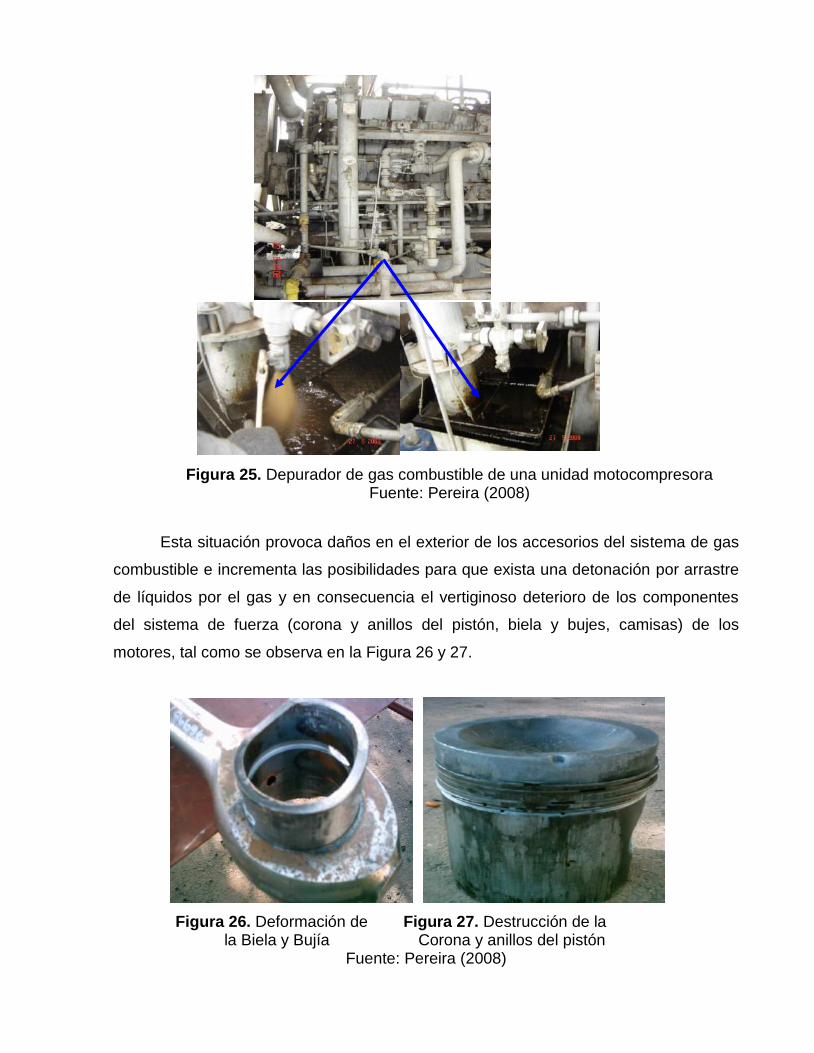
Figura 25. Depurador de gas combustible de una unidad motocompresora Fuente: Pereira (2008)
Esta situación provoca daños en el exterior de los accesorios del sistema de gas
combustible e incrementa las posibilidades para que exista una detonación por arrastre
de líquidos por el gas y en consecuencia el vertiginoso deterioro de los componentes
del sistema de fuerza (corona y anillos del pistón, biela y bujes, camisas) de los
motores, tal como se observa en la Figura 26 y 27.
Figura 26. Deformación de Figura 27. Destrucción de la la Biela y Bujía Corona y anillos del pistón
Fuente: Pereira (2008)
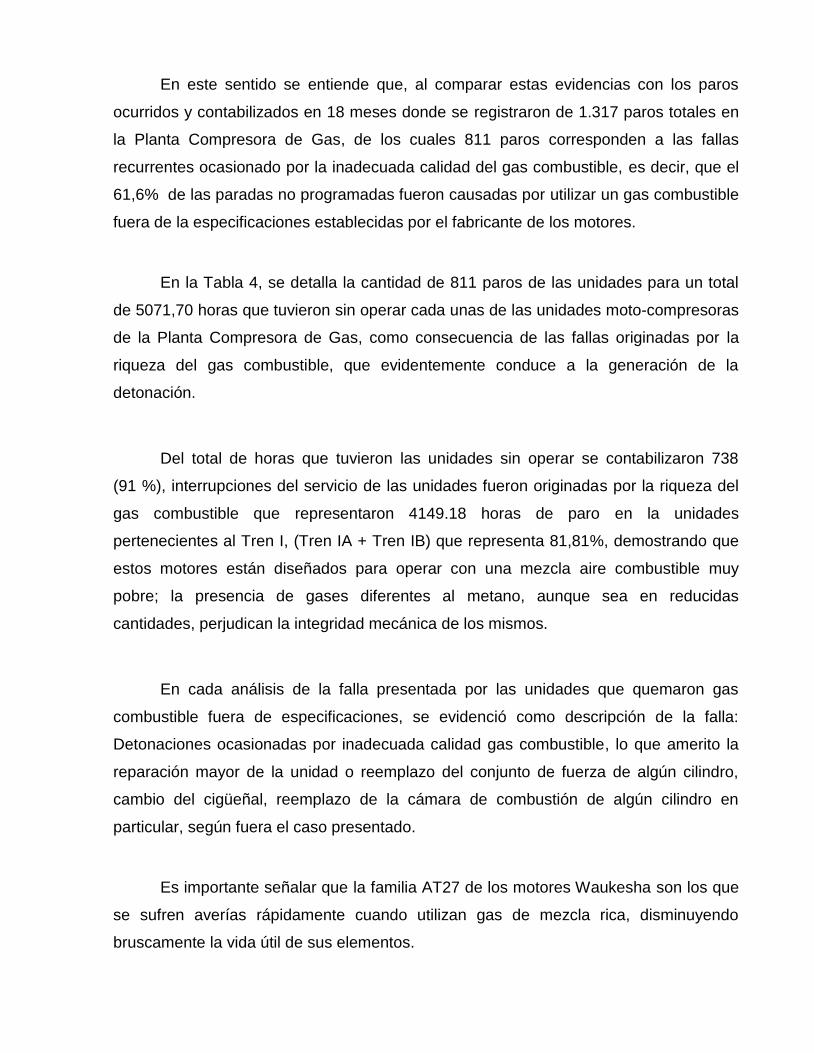
En este sentido se entiende que, al comparar estas evidencias con los paros
ocurridos y contabilizados en 18 meses donde se registraron de 1.317 paros totales en
la Planta Compresora de Gas, de los cuales 811 paros corresponden a las fallas
recurrentes ocasionado por la inadecuada calidad del gas combustible, es decir, que el
61,6% de las paradas no programadas fueron causadas por utilizar un gas combustible
fuera de la especificaciones establecidas por el fabricante de los motores.
En la Tabla 4, se detalla la cantidad de 811 paros de las unidades para un total
de 5071,70 horas que tuvieron sin operar cada unas de las unidades moto-compresoras
de la Planta Compresora de Gas, como consecuencia de las fallas originadas por la
riqueza del gas combustible, que evidentemente conduce a la generación de la
detonación.
Del total de horas que tuvieron las unidades sin operar se contabilizaron 738
(91 %), interrupciones del servicio de las unidades fueron originadas por la riqueza del
gas combustible que representaron 4149.18 horas de paro en la unidades
pertenecientes al Tren I, (Tren IA + Tren IB) que representa 81,81%, demostrando que
estos motores están diseñados para operar con una mezcla aire combustible muy
pobre; la presencia de gases diferentes al metano, aunque sea en reducidas
cantidades, perjudican la integridad mecánica de los mismos.
En cada análisis de la falla presentada por las unidades que quemaron gas
combustible fuera de especificaciones, se evidenció como descripción de la falla:
Detonaciones ocasionadas por inadecuada calidad gas combustible, lo que amerito la
reparación mayor de la unidad o reemplazo del conjunto de fuerza de algún cilindro,
cambio del cigüeñal, reemplazo de la cámara de combustión de algún cilindro en
particular, según fuera el caso presentado.
Es importante señalar que la familia AT27 de los motores Waukesha son los que
se sufren averías rápidamente cuando utilizan gas de mezcla rica, disminuyendo
bruscamente la vida útil de sus elementos.
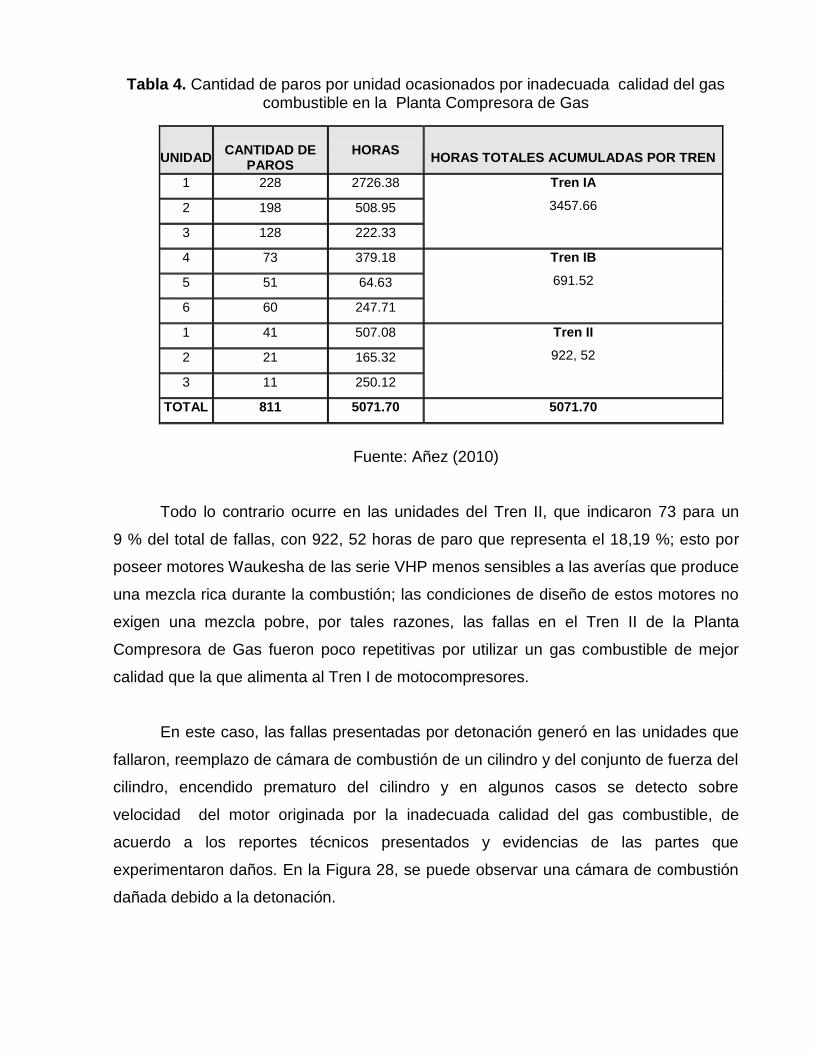
Tabla 4. Cantidad de paros por unidad ocasionados por inadecuada calidad del gas combustible en la Planta Compresora de Gas
UNIDAD
CANTIDAD DE
PAROS
HORAS
HORAS TOTALES ACUMULADAS POR TREN
1 228 2726.38 Tren IA
3457.66 2 198 508.95
3 128 222.33
4 73 379.18 Tren IB
691.52 5 51 64.63
6 60 247.71
1 41 507.08 Tren II
922, 52 2 21 165.32
3 11 250.12
TOTAL 811 5071.70 5071.70
Fuente: Añez (2010)
Todo lo contrario ocurre en las unidades del Tren II, que indicaron 73 para un
9 % del total de fallas, con 922, 52 horas de paro que representa el 18,19 %; esto por
poseer motores Waukesha de las serie VHP menos sensibles a las averías que produce
una mezcla rica durante la combustión; las condiciones de diseño de estos motores no
exigen una mezcla pobre, por tales razones, las fallas en el Tren II de la Planta
Compresora de Gas fueron poco repetitivas por utilizar un gas combustible de mejor
calidad que la que alimenta al Tren I de motocompresores.
En este caso, las fallas presentadas por detonación generó en las unidades que
fallaron, reemplazo de cámara de combustión de un cilindro y del conjunto de fuerza del
cilindro, encendido prematuro del cilindro y en algunos casos se detecto sobre
velocidad del motor originada por la inadecuada calidad del gas combustible, de
acuerdo a los reportes técnicos presentados y evidencias de las partes que
experimentaron daños. En la Figura 28, se puede observar una cámara de combustión
dañada debido a la detonación.
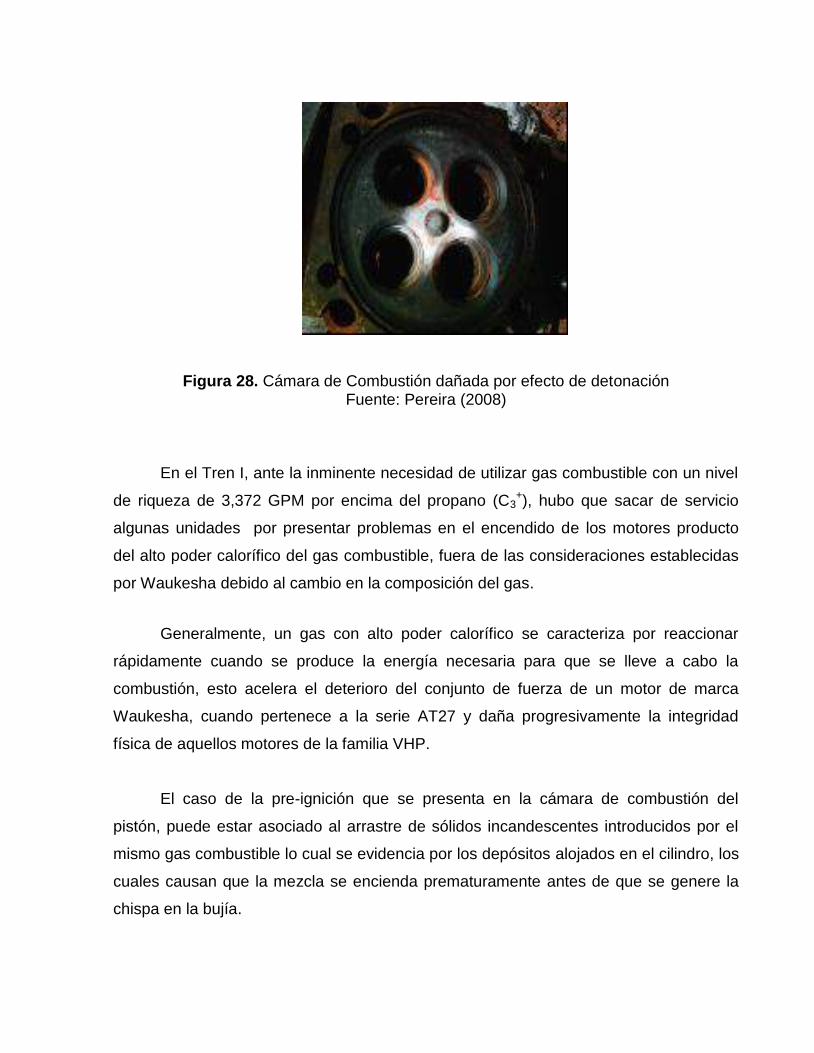
Figura 28. Cámara de Combustión dañada por efecto de detonación Fuente: Pereira (2008)
En el Tren I, ante la inminente necesidad de utilizar gas combustible con un nivel
de riqueza de 3,372 GPM por encima del propano (C3+), hubo que sacar de servicio
algunas unidades por presentar problemas en el encendido de los motores producto
del alto poder calorífico del gas combustible, fuera de las consideraciones establecidas
por Waukesha debido al cambio en la composición del gas.
Generalmente, un gas con alto poder calorífico se caracteriza por reaccionar
rápidamente cuando se produce la energía necesaria para que se lleve a cabo la
combustión, esto acelera el deterioro del conjunto de fuerza de un motor de marca
Waukesha, cuando pertenece a la serie AT27 y daña progresivamente la integridad
física de aquellos motores de la familia VHP.
El caso de la pre-ignición que se presenta en la cámara de combustión del
pistón, puede estar asociado al arrastre de sólidos incandescentes introducidos por el
mismo gas combustible lo cual se evidencia por los depósitos alojados en el cilindro, los
cuales causan que la mezcla se encienda prematuramente antes de que se genere la
chispa en la bujía.
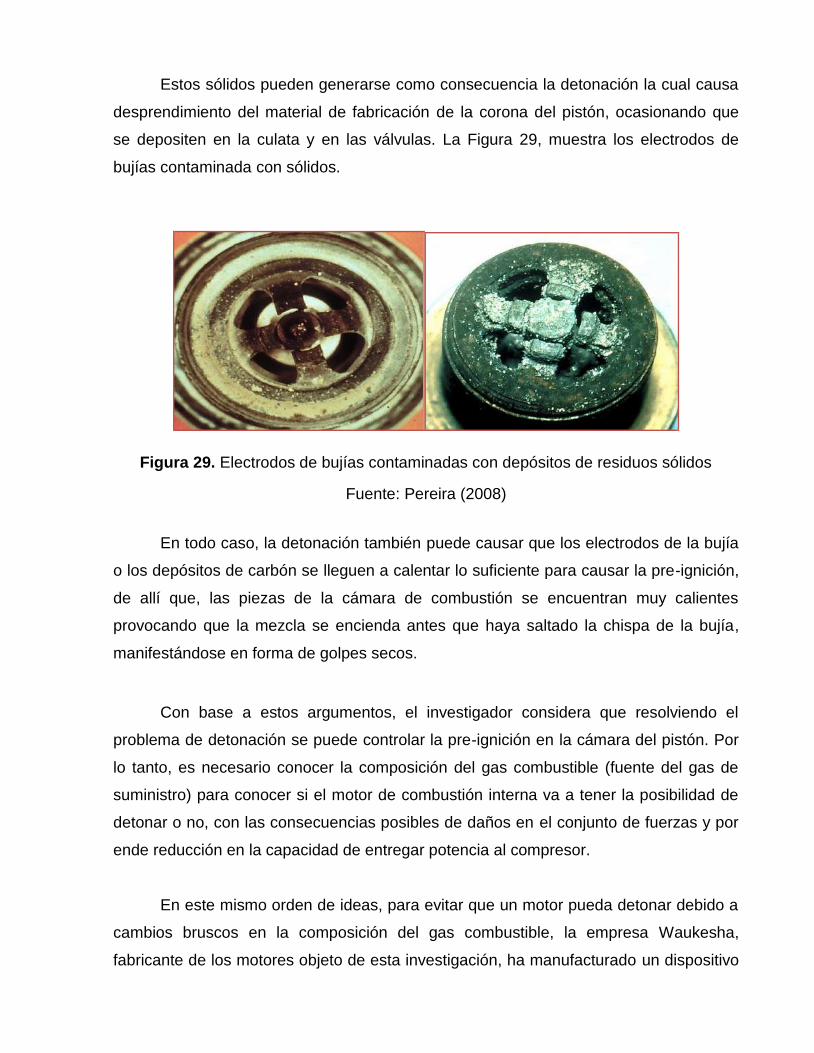
Estos sólidos pueden generarse como consecuencia la detonación la cual causa
desprendimiento del material de fabricación de la corona del pistón, ocasionando que
se depositen en la culata y en las válvulas. La Figura 29, muestra los electrodos de
bujías contaminada con sólidos.
Figura 29. Electrodos de bujías contaminadas con depósitos de residuos sólidos
Fuente: Pereira (2008)
En todo caso, la detonación también puede causar que los electrodos de la bujía
o los depósitos de carbón se lleguen a calentar lo suficiente para causar la pre-ignición,
de allí que, las piezas de la cámara de combustión se encuentran muy calientes
provocando que la mezcla se encienda antes que haya saltado la chispa de la bujía,
manifestándose en forma de golpes secos.
Con base a estos argumentos, el investigador considera que resolviendo el
problema de detonación se puede controlar la pre-ignición en la cámara del pistón. Por
lo tanto, es necesario conocer la composición del gas combustible (fuente del gas de
suministro) para conocer si el motor de combustión interna va a tener la posibilidad de
detonar o no, con las consecuencias posibles de daños en el conjunto de fuerzas y por
ende reducción en la capacidad de entregar potencia al compresor.
En este mismo orden de ideas, para evitar que un motor pueda detonar debido a
cambios bruscos en la composición del gas combustible, la empresa Waukesha,
fabricante de los motores objeto de esta investigación, ha manufacturado un dispositivo
de control denominado “Custon Engine Controls” o CEC el cual es capaz de ajustar
todos los parámetros de control según sea necesario.
Acoplada al CEC, el dispositivo “Air Fuel Module” o AFM que es un sistema que
mantiene el motor operando cuando es alimentado con gas demasiado rico, seria la
solución, ya que solo un ligero cambio en la relación aire/combustible durante la
transición en la composición del combustible puede adecuar la operación del motor sin
generar problemas de detonación.
4.3 Evaluar los procesos de tratamiento requeridos para mejorar la calidad del
gas utilizado como combustible en la Planta de Compresión.
El tercer objetivo específico busca evaluar el tratamiento del gas para
acondicionarlo como gas combustible de uso interno y como gas de venta para entrega
a terceros, ya que la interconexión para tomar la cantidad de gas requerido como
combustible, que se hace a través de la instalación de un Patín de Gas Combustible de
la Planta Compresora de Gas, no es segura debido a la disminución de producción del
gas del Yacimiento “B”, el cual se viene evidenciando y por otro lado esta la capacidad
de manejo de líquidos (agua e hidrocarburos pesados) por parte de los sistemas de
depuración existentes; además se continuaría entregando gas de venta a terceros fuera
de especificaciones para las comunidades.
En vista de esta situación, es necesario mejorar la calidad del gas para utilizarlo
como combustible, mediante la aplicación de un tratamiento de deshidratación
(eliminación de vapor de agua) del gas acompañado de un proceso de extracción de
líquidos (eliminación de componentes pesados), de forma tal, que se pueda reducir el
vapor de agua presente y el poder calorífico a los niveles requeridos por el fabricante de
los motores y para entrega a clientes externos, ya que la planta compresora de gas no
cuenta con otra fuente de suministro de gas combustible.
La deshidratación de gas puede lograrse mediante la reactivación de la Unidad
de deshidratación de Gas con Trietilenglicol (TEG), disponible en la Planta Compresora,
colocándola en funcionamiento de acuerdo a sus parámetros de diseño, de tal manera,
que pueda deshidratar la mayor parte del gas que se requiere para ser utilizado en
pozos de levantamiento artificial, como gas combustible de consumo interno y como gas
de venta.
4.3.1 Planta de deshidratación de gas con TEG disponible en la Planta Compresora
En la Planta Compresora de Gas se encontró que existe una unidad de
deshidratación instalada para tratar el gas de venta, que posee todos los equipos
requeridos para llevar a cabo la remoción vapor de agua contenida en un gas, la cual
fue construida para tratamiento del gas y solo estuvo operativa por 12 horas.
Para conocer las características de la unidad de deshidratación por absorción
con trietilenglicol se tomaron los datos rotulados sobre las placas de los equipos como
filtro coalescente, torre contactora, bombas de recirculación de glicol, entre otros;
después se buscaron las condiciones operacionales de los elementos que integran el
patín de regeneración a través de la información señalada en sus placas de
identificación, logrando conocer los rangos de presión, temperatura y tasas de flujo,
para los cuales está diseñada la planta de absorción.
De acuerdo con la información documentada, la planta deshidratadora cuenta
con los manuales descriptivos del proceso y posee los diagramas de instrumentación y
tuberías de procesos (P&ID), de cada uno de los componentes de la unidad
deshidratadora, los cuales se resumen en la Tabla 5, con sus respectivas variables de
operación; el significado de los códigos indicados en la referida tabla se muestran a
continuación:
TAG: Tarjeta de identificación de los equipos asignada por la empresa
M.A.W.P: Máxima presión de trabajo permisible (psi @ ºF)
M.D.W.T: Mínima temperatura de diseño de trabajo (ºF @ psi)
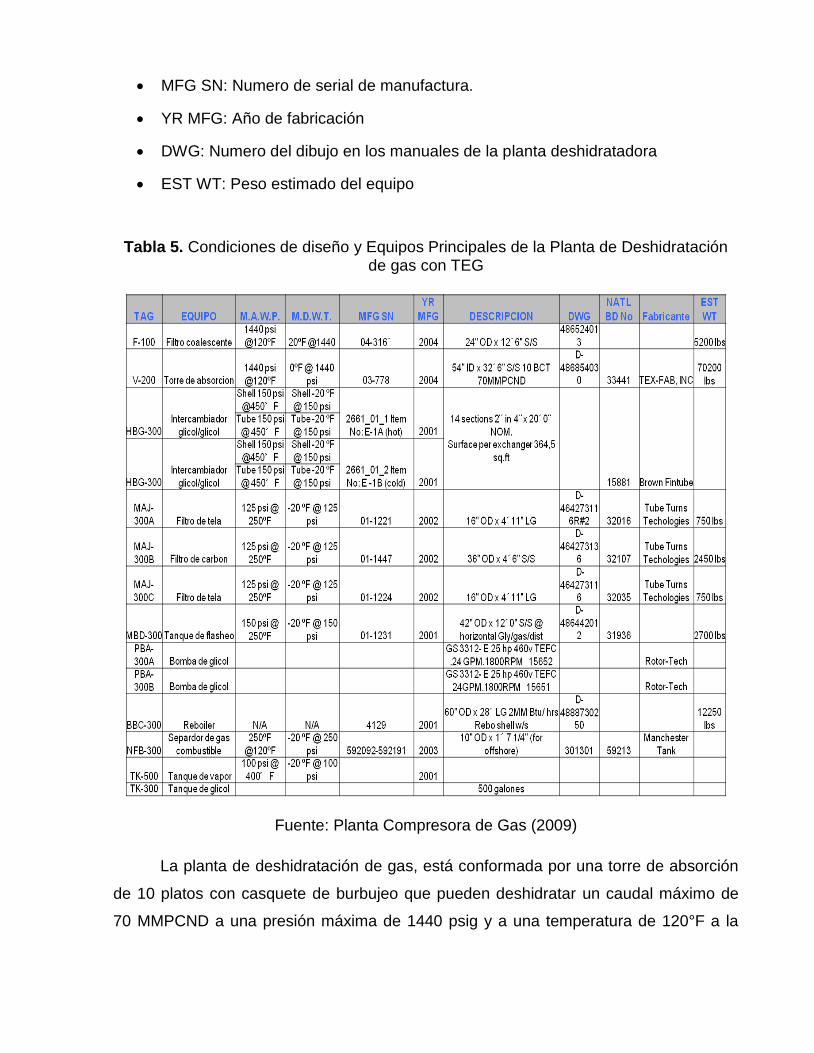
MFG SN: Numero de serial de manufactura.
YR MFG: Año de fabricación
DWG: Numero del dibujo en los manuales de la planta deshidratadora
EST WT: Peso estimado del equipo
Tabla 5. Condiciones de diseño y Equipos Principales de la Planta de Deshidratación de gas con TEG
Fuente: Planta Compresora de Gas (2009)
La planta de deshidratación de gas, está conformada por una torre de absorción
de 10 platos con casquete de burbujeo que pueden deshidratar un caudal máximo de
70 MMPCND a una presión máxima de 1440 psig y a una temperatura de 120°F a la
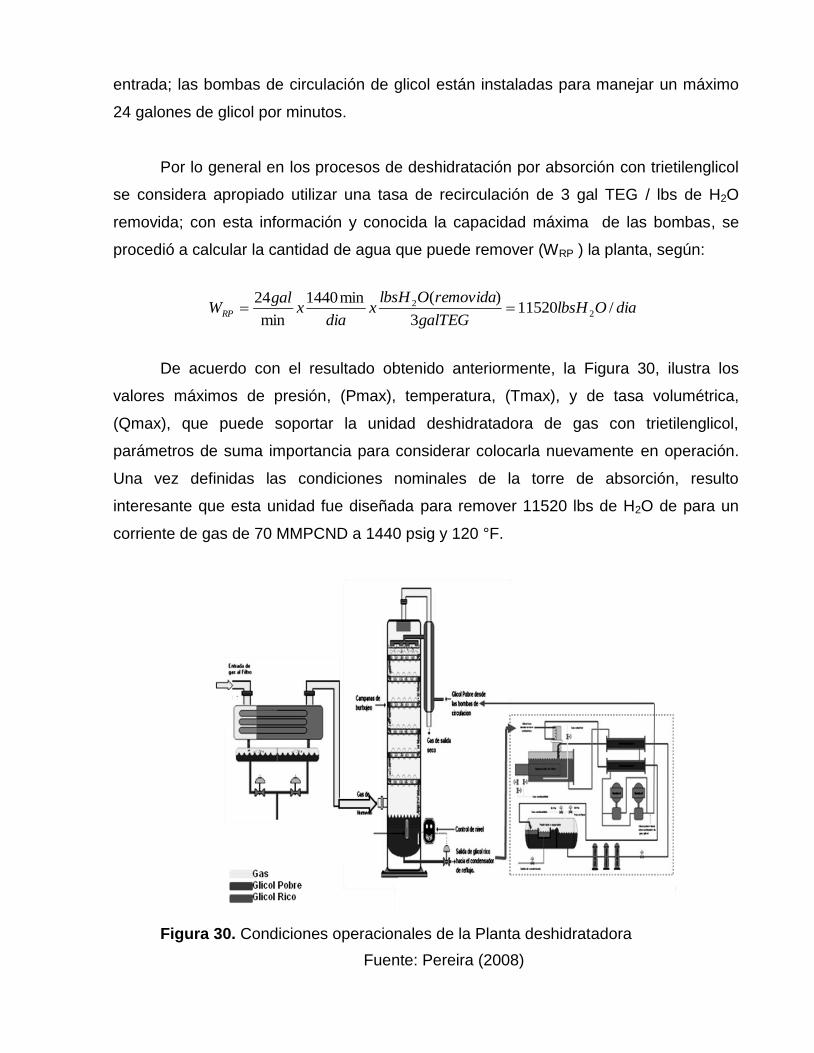
entrada; las bombas de circulación de glicol están instaladas para manejar un máximo
24 galones de glicol por minutos.
Por lo general en los procesos de deshidratación por absorción con trietilenglicol
se considera apropiado utilizar una tasa de recirculación de 3 gal TEG / lbs de H2O
removida; con esta información y conocida la capacidad máxima de las bombas, se
procedió a calcular la cantidad de agua que puede remover (WRP ) la planta, según:
diaOlbsHgalTEG
removidaOlbsHx
diax
galWRP /11520
3
)(min1440
min
242
2
De acuerdo con el resultado obtenido anteriormente, la Figura 30, ilustra los
valores máximos de presión, (Pmax), temperatura, (Tmax), y de tasa volumétrica,
(Qmax), que puede soportar la unidad deshidratadora de gas con trietilenglicol,
parámetros de suma importancia para considerar colocarla nuevamente en operación.
Una vez definidas las condiciones nominales de la torre de absorción, resulto
interesante que esta unidad fue diseñada para remover 11520 lbs de H2O de para un
corriente de gas de 70 MMPCND a 1440 psig y 120 °F.
Figura 30. Condiciones operacionales de la Planta deshidratadora
Fuente: Pereira (2008)
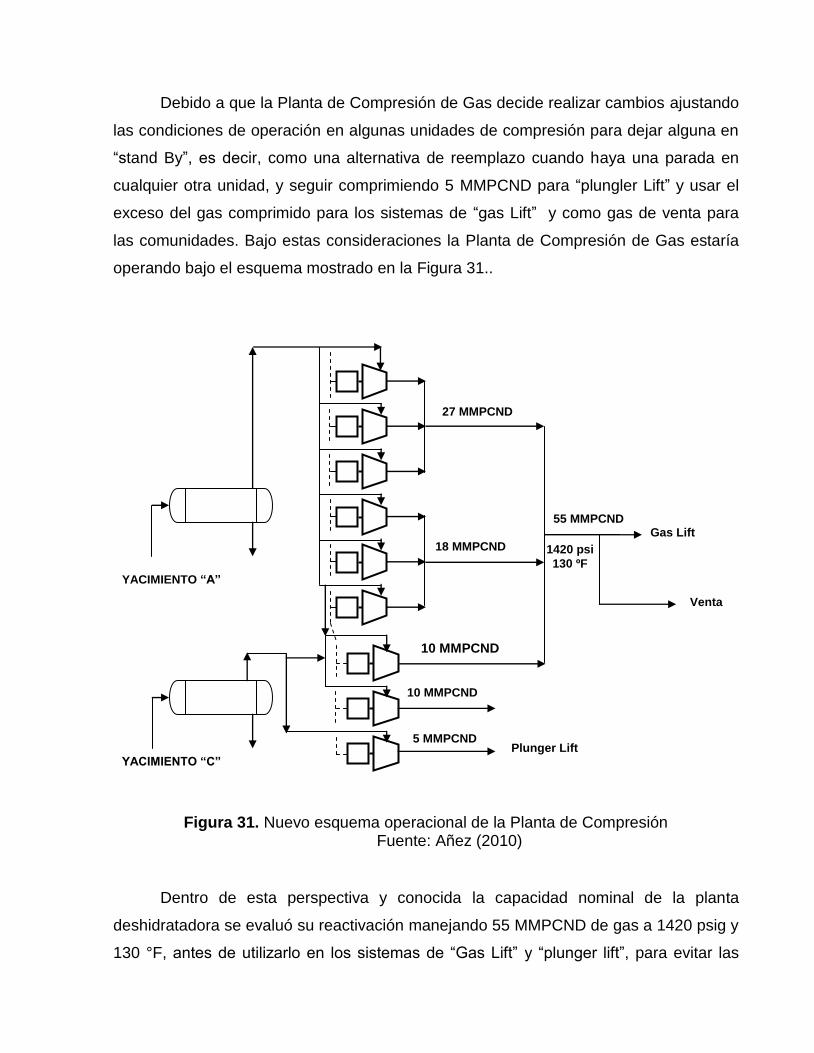
Debido a que la Planta de Compresión de Gas decide realizar cambios ajustando
las condiciones de operación en algunas unidades de compresión para dejar alguna en
“stand By”, es decir, como una alternativa de reemplazo cuando haya una parada en
cualquier otra unidad, y seguir comprimiendo 5 MMPCND para “plungler Lift” y usar el
exceso del gas comprimido para los sistemas de “gas Lift” y como gas de venta para
las comunidades. Bajo estas consideraciones la Planta de Compresión de Gas estaría
operando bajo el esquema mostrado en la Figura 31..
Figura 31. Nuevo esquema operacional de la Planta de Compresión Fuente: Añez (2010)
Dentro de esta perspectiva y conocida la capacidad nominal de la planta
deshidratadora se evaluó su reactivación manejando 55 MMPCND de gas a 1420 psig y
130 °F, antes de utilizarlo en los sistemas de “Gas Lift” y “plunger lift”, para evitar las
YACIMIENTO “A”
YACIMIENTO “C”
18 MMPCND
27 MMPCND
10 MMPCND
5 MMPCND
10 MMPCND
Plunger Lift
Venta
Gas Lift 1420 psi 130 ºF
55 MMPCND
formación de hidratos y emulsiones en los cabezales de los pozos y como el excedente
de este gas será consignado para la venta de uso doméstico e industrial, es vital
removerle el contenido de agua para cumplir con las exigencias de entrega establecidas
el Ministerio del Poder Popular para la Energía y Petróleo como gas de venta el cual
debe contener máximo 7 lbs de H2O/MMPCN.
En consecuencia, se comparó las nuevas condiciones de operación de la Planta
de Compresión de Gas con las variables de diseños de la unidad de deshidratación con
TEG y se considero factible la reactivación de la unidad de deshidratación desde el
punto de vista volumétrico, puesto que, el gas que se descarga a la línea general de
“gas Litf” y “plunger lift”, conjuntamente con su exceso, es el 85,71% de la capacidad
nominal de la torre de absorción, quedando disponible un factor de seguridad de un
14,29% para operar bajo las condiciones establecidas por el Departamento de
Seguridad de la Planta de Compresión de Gas.
Tal como se señala en la Figura 32, se observa que la presión de descarga del
gas que se desea someter al proceso de deshidratación por absorción con TEG
contenida en los 55 MMPCND de gas esta muy cerca de 1420 psi que es la máxima
presión que puede soportar la unidad de absorción, siendo necesario colocar una
válvula de estrangulamiento que restrinja el flujo para operar la torre a 1300 psi, es
decir, lograr una caída de presión de 120 psi en el gas a tratar, para un factor de
seguridad del 8,45%, que proporcione una flexibilidad operacional en el proceso de
deshidratación.
En el proceso de estrangulamiento la temperatura del gas cae de 130 ºF a 124,9
ºF que no es significativa para la caída de presión determinada, como consecuencia de
una expansión adiabática isentálpica. Con base a estos fundamentos y debido a que la
temperatura del gas de inyección a los pozos es de 130°F, por encima la temperatura
de mínima de diseño de la planta que es de 120 °F, se calculó la cantidad de agua
contenida en los 55 MMPCND de gas a 1315 psia y 130°F del gas, consultando la
Fig. 20-3 del GPSA (Ver Anexo E), dando como resultado 110 lbs. de H2O/MMPCN.
Luego la cantidad de agua a remover de los 55 MMPCND de gas será:
diaOlbsHdia
MMpcnx
MMpcn
OlbsHWRG /6050
551102
2
La planta está diseñada para remover máximo 11520 lbs de agua diarias, de
acuerdo a la capacidad máxima de la bomba de recirculación de glicol; para
55 MMPCND de gas de proceso se requieren remover 6050 lbs de agua por día, es
decir el 52,52% de su capacidad nominal de absorción, lo que permite establecer que
la planta pueda deshidratar eficientemente el gas, aun si llegara aumentar su contenido
de agua.
Sin embargo, no hay que obviar la cantidad de TEG (QTEG/C) que se utilizará en
este proceso de absorción, el cual se obtiene de la siguiente manera:
diagalTEGOlbsH
galTEGx
dia
OlbsHQ CTEG /18150
0,36050
2
2/
Para deshidratar 55 MMPCND de gas a 1300 psi y 130 °F utilizando una tasa de
recirculación del glicol en el sistema de 3.0 Gal de TEG / lbs de H2O, se necesitan
mantener en recirculación 18150 gal de TEG por día que equivalen a 12,60 gpm, lo cual
esta por debajo de la capacidad máxima del sistema de bombeo el cual es de 24 gpm.
Del análisis realizado se deduce que es factible, desde el punto vista operacional
y técnico la reactivación del unidad de deshidratación para el tratamiento de una
corriente de gas de 55 MMPCND a una presión de 1300 psi y 130 °F. La Figura 32,
ilustra el nuevo esquema operacional de la Planta deshidratadora de gas.
4.3.2 Planta de Extracción de Líquidos
Para la extracción de líquidos del gas, la adquisición de una Unidad portátil de
tratamiento de gas, que opere bajo el principio Joule-Thompson, puede ser una opción
económica para resolver el evidente problema del gas combustible en la planta
compresora, ya que esta ofrece los siguientes beneficios:
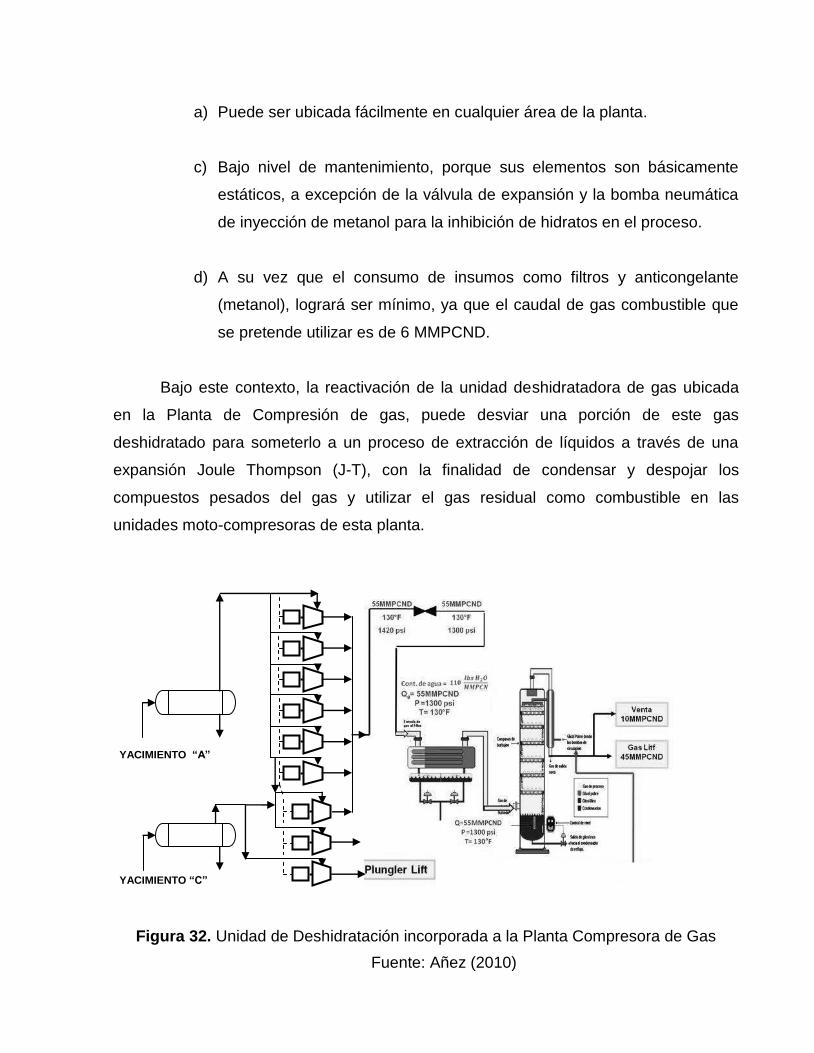
a) Puede ser ubicada fácilmente en cualquier área de la planta.
c) Bajo nivel de mantenimiento, porque sus elementos son básicamente
estáticos, a excepción de la válvula de expansión y la bomba neumática
de inyección de metanol para la inhibición de hidratos en el proceso.
d) A su vez que el consumo de insumos como filtros y anticongelante
(metanol), logrará ser mínimo, ya que el caudal de gas combustible que
se pretende utilizar es de 6 MMPCND.
Bajo este contexto, la reactivación de la unidad deshidratadora de gas ubicada
en la Planta de Compresión de gas, puede desviar una porción de este gas
deshidratado para someterlo a un proceso de extracción de líquidos a través de una
expansión Joule Thompson (J-T), con la finalidad de condensar y despojar los
compuestos pesados del gas y utilizar el gas residual como combustible en las
unidades moto-compresoras de esta planta.
Figura 32. Unidad de Deshidratación incorporada a la Planta Compresora de Gas
Fuente: Añez (2010)
YACIMIENTO “A”
YACIMIENTO “C”
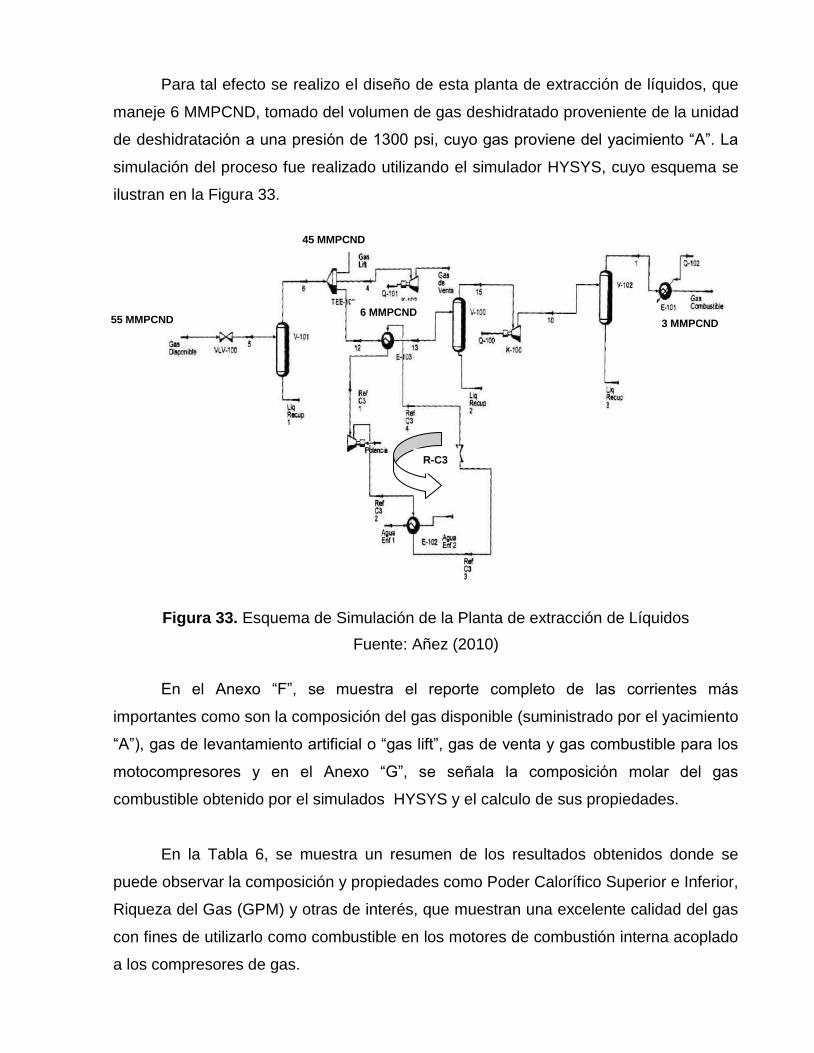
Para tal efecto se realizo el diseño de esta planta de extracción de líquidos, que
maneje 6 MMPCND, tomado del volumen de gas deshidratado proveniente de la unidad
de deshidratación a una presión de 1300 psi, cuyo gas proviene del yacimiento “A”. La
simulación del proceso fue realizado utilizando el simulador HYSYS, cuyo esquema se
ilustran en la Figura 33.
Figura 33. Esquema de Simulación de la Planta de extracción de Líquidos
Fuente: Añez (2010)
En el Anexo “F”, se muestra el reporte completo de las corrientes más
importantes como son la composición del gas disponible (suministrado por el yacimiento
“A”), gas de levantamiento artificial o “gas lift”, gas de venta y gas combustible para los
motocompresores y en el Anexo “G”, se señala la composición molar del gas
combustible obtenido por el simulados HYSYS y el calculo de sus propiedades.
En la Tabla 6, se muestra un resumen de los resultados obtenidos donde se
puede observar la composición y propiedades como Poder Calorífico Superior e Inferior,
Riqueza del Gas (GPM) y otras de interés, que muestran una excelente calidad del gas
con fines de utilizarlo como combustible en los motores de combustión interna acoplado
a los compresores de gas.
55 MMPCND
45 MMPCND
6 MMPCND 3 MMPCND
R-C3
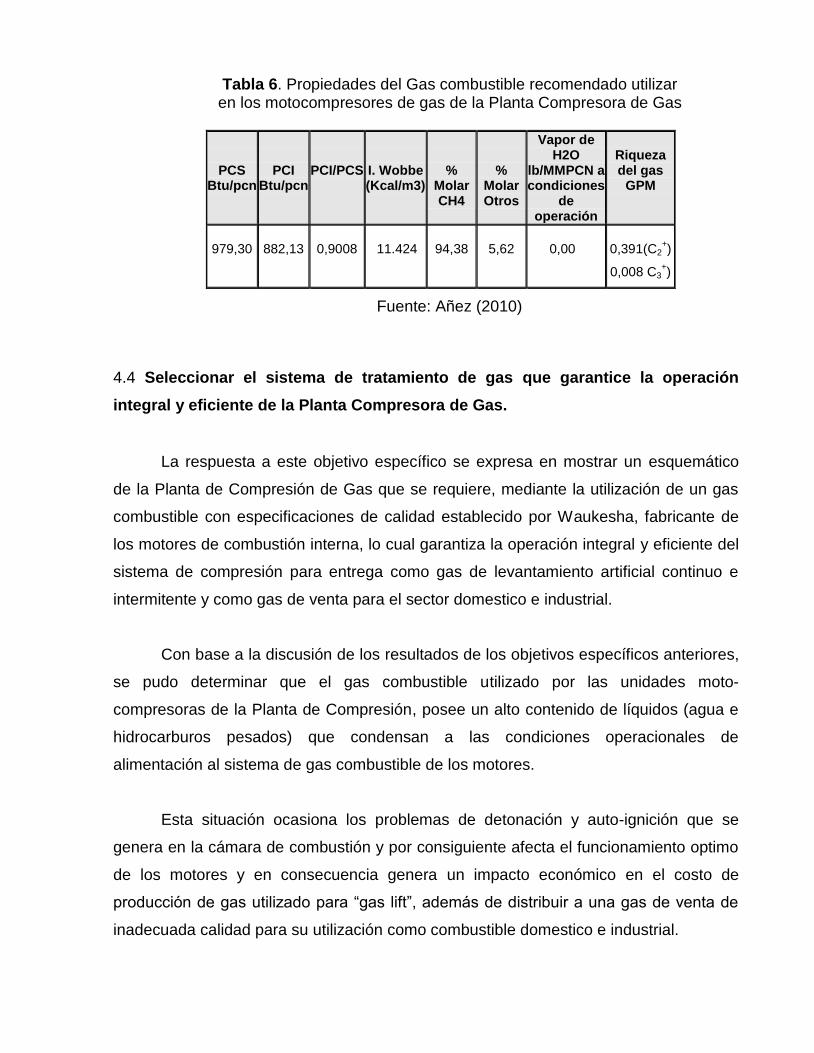
Tabla 6. Propiedades del Gas combustible recomendado utilizar en los motocompresores de gas de la Planta Compresora de Gas
PCS Btu/pcn
PCI Btu/pcn
PCI/PCS
I. Wobbe (Kcal/m3)
% Molar CH4
% Molar Otros
Vapor de H2O
lb/MMPCN a condiciones
de operación
Riqueza del gas
GPM
979,30
882,13
0,9008
11.424
94,38
5,62
0,00
0,391(C2
+)
0,008 C3+)
Fuente: Añez (2010)
4.4 Seleccionar el sistema de tratamiento de gas que garantice la operación
integral y eficiente de la Planta Compresora de Gas.
La respuesta a este objetivo específico se expresa en mostrar un esquemático
de la Planta de Compresión de Gas que se requiere, mediante la utilización de un gas
combustible con especificaciones de calidad establecido por Waukesha, fabricante de
los motores de combustión interna, lo cual garantiza la operación integral y eficiente del
sistema de compresión para entrega como gas de levantamiento artificial continuo e
intermitente y como gas de venta para el sector domestico e industrial.
Con base a la discusión de los resultados de los objetivos específicos anteriores,
se pudo determinar que el gas combustible utilizado por las unidades moto-
compresoras de la Planta de Compresión, posee un alto contenido de líquidos (agua e
hidrocarburos pesados) que condensan a las condiciones operacionales de
alimentación al sistema de gas combustible de los motores.
Esta situación ocasiona los problemas de detonación y auto-ignición que se
genera en la cámara de combustión y por consiguiente afecta el funcionamiento optimo
de los motores y en consecuencia genera un impacto económico en el costo de
producción de gas utilizado para “gas lift”, además de distribuir a una gas de venta de
inadecuada calidad para su utilización como combustible domestico e industrial.
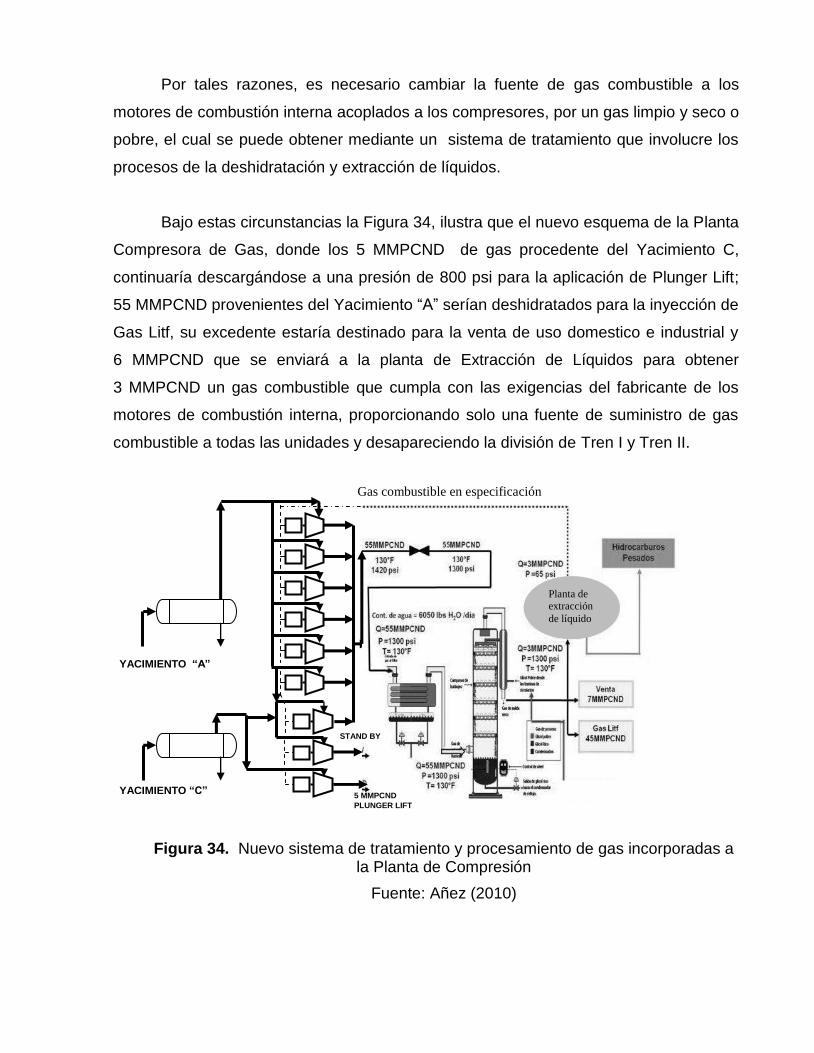
Por tales razones, es necesario cambiar la fuente de gas combustible a los
motores de combustión interna acoplados a los compresores, por un gas limpio y seco o
pobre, el cual se puede obtener mediante un sistema de tratamiento que involucre los
procesos de la deshidratación y extracción de líquidos.
Bajo estas circunstancias la Figura 34, ilustra que el nuevo esquema de la Planta
Compresora de Gas, donde los 5 MMPCND de gas procedente del Yacimiento C,
continuaría descargándose a una presión de 800 psi para la aplicación de Plunger Lift;
55 MMPCND provenientes del Yacimiento “A” serían deshidratados para la inyección de
Gas Litf, su excedente estaría destinado para la venta de uso domestico e industrial y
6 MMPCND que se enviará a la planta de Extracción de Líquidos para obtener
3 MMPCND un gas combustible que cumpla con las exigencias del fabricante de los
motores de combustión interna, proporcionando solo una fuente de suministro de gas
combustible a todas las unidades y desapareciendo la división de Tren I y Tren II.
Figura 34. Nuevo sistema de tratamiento y procesamiento de gas incorporadas a la Planta de Compresión
Fuente: Añez (2010)
YACIMIENTO “A”
YACIMIENTO “C”
STAND BY
5 MMPCND PLUNGER LIFT
Planta de extracción de líquido
Gas combustible en especificación
CONCLUSIONES
De acuerdo a los objetivos establecidos y resultados obtenidos de la presente
investigación se concluye:
El gas proveniente del yacimiento “A”, utilizado como combustible en las
unidades motocompresoras pertenecientes al Tren I, se caracteriza por ser un gas rico
en hidrocarburos pesados (GPM = 3,372 por encima del propano) y con un Poder
Calorífico Superior de 1289,8 Btu/pcn, relativamente alto que lo cataloga como no apto
para ser utilizado como combustible.
El gas proveniente del yacimiento “B” que alimenta a las unidades
motocompresoras pertenecientes al Tren II, es un gas pobre (GPM = 0,098 por encima
del propano), con un Poder Calorífico Superior de 1017, 2 Btu/pcn, muy cercano al
rango deseado lo cual demuestra mejor su utilización como gas combustible de los
motores de combustión interna.
El gas proveniente de los yacimientos “A” y “B”, ambos transportan vapor de
agua por encima de 300 lbm/MMPCN, a las condiciones de operación para ser utilizado
como combustible y entregado a terceros como gas de venta, tomando en cuenta las
especificaciones máximas permitidas para el sector domestico e industrial.
Ambas fuentes de suministro de gas ronda el valor de 0.9000 en la relación
PCI/PCS, como un indicador de la proporción de los elementos carbono e hidrogeno
presentes en un gas combustible, ubicándose en el rango deseado, aun cuando el
correspondiente al Yacimiento “B”, esta relación es de 0,9007, como era de esperarse,
al compararlo con el valor de 0.9084 correspondiente al Yacimiento “A”.
El cálculo del Índice de Wobbe, considerando el Poder Calorífico Superior (IWS)
o Inferior (IWI), demostró que ambas fuentes de suministro de gas combustible, se
ubican en la categoría de los gases naturales y por tanto las mezclas hidrocarburo-aire
es de alto índice de Wobbe, dentro del rango establecido, comprendido entre 9680 y
13850 Kcal/m3: Yacimiento “A” (11821-13012 Kcal/m3) y Yacimiento “B”
(10834-12028 Kcal/m3).
El cambio del gas combustible de los motores proveniente del Yacimiento “B”,
con un Poder Calorífico Superior de 1017,2 Btu/pcn, ante su inminente agotamiento, por
otra fuente proveniente del Yacimiento “A” (gas de proceso) con un Valor Calorífico
Superior de 1289,8 Btu/pcn, no resulta conveniente dado que su calidad no se ajusta a
la exigida por el fabricante de los motores.
La utilización del gas combustible proveniente del yacimiento “A” ha generado
que los compresores acoplados a motores de combustión interna, hayan sufrido una
serie de paros debido a detonaciones recurrentes y en consecuencia averías mecánicas
a nivel del conjunto de fuerza de los motores.
Al determinar el WAUKESHA KNOCK INDEX™, se puede observar que los
motores que conforman las unidades de compresión del Tren I, con un indicador
WKI = 52,97, tienen mayor tendencia a detonar; todo lo contrario sucede en las
unidades motocompresoras pertenecientes al Tren II, que presentan un indicador
WKI = 95,54 y en consecuencia una mayor resistencia a la detonación.
Se evidenció que las fallas ocurridos en las unidades motocompresoras y
contabilizados en 18 meses donde se registraron de 1.317 paros totales en la Planta
Compresora de Gas, 811 corresponden a las fallas recurrentes ocasionadas por la
inadecuada calidad del gas combustible, lo cual representa el 61,6% de las paradas no
programadas.
Se encontró que los 811 paros generaron 5071,70 horas totales que tuvieron sin
operar las unidades moto-compresoras en la Planta Compresora de Gas; se evidenció
que la falla conduce a la detonación que presentaron las unidades con daños en el
conjunto de fuerza (corona y anillos del pistón, biela y bujes, camisas) de los motores.
Del total de horas que tuvieron las unidades sin operar se contabilizaron 738
horas (91 % del total) fallas originadas por la riqueza del gas combustible, que
representaron 4149.18 horas (91 %), de paro en la unidades pertenecientes al Tren I,
(Tren IA + Tren IB), demostrando que estos motores están diseñados para operar con
una mezcla aire combustible muy pobre.
Las unidades que están operando en el Tren I pertenecen a la familia AT27 de
los motores Waukesha que son los que se dañan rápidamente cuando utilizan gas de
mezcla rica, disminuyendo bruscamente la vida útil de sus elementos.
Las unidades del Tren II, que indicaron 73 horas de paro, 9% del total de fallas,
con 922,52 horas fuera de servicio que representan un 18,19%, posee motores de las
serie VHP los cuales son menos sensibles a los daños que produce una mezcla rica
durante la combustión.
La pre-ignición que se presenta en la cámara de combustión del pistón, puede
estar asociado al arrastre de sólidos incandescentes introducidos por el mismo gas
combustible, lo cual se evidenció por los depósitos alojados en el cilindro, generando
que la mezcla se encienda prematuramente antes de que se genere la chispa en la
bujía.
La detonación también puede causar que los electrodos de la bujía o los
depósitos de carbón se lleguen a calentar lo suficiente para causar la pre-ignición, de
allí que, las piezas de la cámara de combustión se encuentran muy calientes
provocando que la mezcla se encienda antes que haya saltado la chispa de la bujía,
manifestándose en forma de golpes secos.
La remoción de vapor de agua en el gas puede lograrse mediante un proceso de
deshidratación por absorción con Trietilenglicol (TEG), lo cual es factible, desde el punto
vista operacional y técnico mediante la reactivación del unidad de deshidratación
disponible en la Planta Compresora para el tratamiento de una corriente de gas de
55 MMPCND a una presión de 1300 psi y 130 °F, colocándola en funcionamiento de
acuerdo a sus parámetros de diseño.
El simulador HYSYS permitió diseñar una unidad de extracción de líquidos, por
turbo expansión que maneje 6 MMPCND, proveniente de la unidad de deshidratación a
una presión de 1300 psi para entregar 3 MMPCND de un gas residual a 65 psi con
94,38 % molar de metano y 0,008 gal/1000 pcn para una relación PCI/PCS de 0,9008 y
un Índice de Wobbe de 11.424 Kcal/m3, lo cual garantiza un gas combustible optimo
para estos motores.
El estudio realizado permitió redimensionar la infraestructura de la Planta
Compresora de gas con la incorporación de una unidad deshidratadora y otra unidad de
extracción de líquidos del gas de proceso, con la finalidad de generar el gas
combustible de optima calidad, que requieren los motores de combustión interna,
proporcionando solo una fuente de suministro de gas combustible a todas las unidades
y desapareciendo la división de Tren I y Tren II.
RECOMENDACIONES
En consideración a las conclusiones obtenidas de la discusión de los resultados y
cumpliendo a satisfacción con los objetivos establecidos en la presente investigación,
se recomienda lo siguiente:
Cambiar la fuente de gas combustible de los motocompresores, por un gas
residual deshidratado con el poder calorífico establecido por el fabricante de los
motores, el cual se puede obtener incorporando al sistema integral de compresión de
gas, un tratamiento que involucre los procesos de la deshidratación con TEG y
extracción de líquidos del gas por turbo expansión.
Reactivar la Unidad deshidratadora de gas por TEG, instalada en la planta,
procurando su funcionamiento bajo las condiciones establecidas en esta investigación y
por debajo de los parámetros de diseño lo cual garantiza una operatividad del 85,71%
de la capacidad nominal de la torre de absorción, quedando disponible un factor de
seguridad de un 14,29% para operar bajo las condiciones establecidas por el
Departamento de Seguridad de la Planta de Compresión de Gas.
Instalar una Unidad de extracción de líquidos del gas través de un turbo expansor
con la finalidad de condensar y despojar los hidrocarburos pesados del gas y utilizar el
gas residual como combustible en las unidades motocompresoras de esta planta.
Contactar a la empresa Waukesha Engine, fabricante de los motores objeto de
esta investigación, a los fines de instalar el dispositivo de control denominado “Custon
Engine Controls” o CEC manufacturado por ellos, el cual es capaz de ajustar de
acuerdo a las necesidades, todos los parámetros de control del gas utilizado como
combustible.
Acoplar al CEC, el dispositivo “Air Fuel Module” o AFM que es un sistema que
mantiene el motor operando cuando es alimentado con gas demasiado rico. Como
practica de monitoreo continuo, este dispositivo puede controlar la relación
aire/combustible, ya que solo un ligero cambio durante la transición en la composición
del combustible puede adecuar la operación del motor sin generar problemas de
detonación.
Instalar al dispositivo AFM, otro modulo como el DSM “Detonation Sistem
Monitoring”, vigilante del sistema de control del proceso de combustión el cual puede
ver un cambio en el tiempo de encendido, y en consecuencia alertar sobre la
detonación posible de los motores.
REFERENCIAS BIBLIOGRAFICAS
1. Aldana, M. (2002) Manual de deshidratación del Gas Natural Planta Compresora de
Gas PCG C-10. Hanover. Maracaibo. Venezuela. 2. Arias, F (2006) El Proyecto de Investigación: Introducción a la Metodología
Científica”. 5ta “Edición. Editorial Episteme C.A. Caracas. Venezuela 3. Arias, A y Sarcos, M, (2005) Factibilidad técnico económica para la deshidratación
de gas natural en el Campo Mara Este. Trabajo Especial de Grado. Facultad de Ingenieria. Universidad del Zulia. Maracaibo. Venezuela.
4. Barberii, E. (2001) El Pozo Ilustrado. Publicación editada por el Fondo Editorial del Centro Internacional de Educación y Desarrollo (FONCIED). Quinta Edición. Caracas. Venezuela. 5. Chacín (1998), Procesamiento de gas para combustible en el campo de Centro
Lago de Lagoven S,.A, Trabajo Especial de Grado. Facultad de Ingeniería, Universidad del Zulia, Maracaibo. Venezuela.
6. Chaparro, J. (2007). IT-DPST-403 Falla Mayor del Motor de la Unidad 76997.
Planta Compresora de Gas PCG C-10. Exterran C.A. Maracaibo, Venezuela. 7. Core Laboratories (2007) Análisis Cromatografícos del Gas de la Planta
Compresora de Gas PCG C-10, Campo La Concepción. Archivo: RFL 07252. Maracaibo. Venezuela.
8. Espinoza, H. (2007) Manual de curso de introducción a la compresión. Grupo de Ingeniería y Mantenimiento. Exterran, C.A. Maracaibo. Venezuela. 9. Gas Processors Suppliers Association – GPSA. (1987) Engineering Data Book.
Volumen I y II. Compiled and edited by Gas Processors Association. Revised Tenth Edition. Tulsa. Oklahoma. EEUU.
10. Hernández Sampieri y Col. (1998). Metodología de la Investigación. McGraw-Hill
Interamericana Editores, S.A de C.V, Segunda Edición, México, D.F . México. 11. Méndez, C. (2002) Metodología. diseño y desarrollo del proceso de investigación.
Editorial Mc Graw Hill, 3ra Edición, Caracas. Venezuela. 12. Pereira, I. (2008) “Estudio de Factibilidad Tecno-económica para el tratamiento del
gas combustible utilizado en la Planta compresora de gas PCG C-10”. Trabajo Especial de Grado, Facultad de Ingeniería, Universidad del Zulia. Cabimas, Venezuela.
13. Ríos, L y Toutounji, A (1998). Desarrollo de un sistema de control requerido para el sistema de tratamiento de gas combustible en la planta Lago1 caso PDVSA. Trabajo Especial de Grado. Facultad de Ingeniería, Universidad Rafael Belloso Chacín. Maracaibo. Venezuela.
14. Sabino, C. (2006) El proceso de investigación. Editorial Panapo. Caracas.
Venezuela 15. Soto, J (2001) Evaluación de alternativas en procesos de extracción de líquidos del
gas natural. Trabajo de Grado. Facultad de Ingenieria. División de Postgrado. Universidad del Zulia. Maracaibo. Venezuela.
16. Wakeshua Engine, (1997). VHP 6, 12 & 16 Cylinder Operation & Maintenance.1a.
Edition. Dresser Waukesha. Wisconsin. United Status of American 17. Wakeshua Engine, (1999). ATGL 8, 12 & 16 cylinder operation & maintenance. 1a.
Edition. Dresser Waukesha. Wisconsin. United Status of American 18. Paginas Web Gas Natural (2009). (http://www.proyectosfindecarrera.com/gas-natural.htm).
Indice de Wobbe (2009).
(http://www.fisicanet.co m.ar/fisica/gases/ap06_indice_de_wobbe.php)
ANEXO A
ANÁLISIS CROMATOGRÁFICO DEL GAS COMBUSTIBLE QUE ALIMENTA A LOS MOTOCOMPRESORES DEL TREN I
REPORTE DE RESULTADOS
PARA PLANTA COMPRESORA DE GAS
Analisis Cromatografico de Gas
Fuentes de Produccion
Yacimiento “A” (Tren I)
Archivo: RFL 07252
Laboratorio de Fluidos
Fecha de Reporte: Nov. 2007
Core Laboratories Venezuela, S.A.
Todos los análisis incluidos en este reporte final fueron realizados en:
Calle 25 (Carretera Via El Moján), Km. 3; Apartado 116. Maracaibo. Edo. Zulia, Tel: +56(261) 7574611 Fax: +58 (261) 7578684
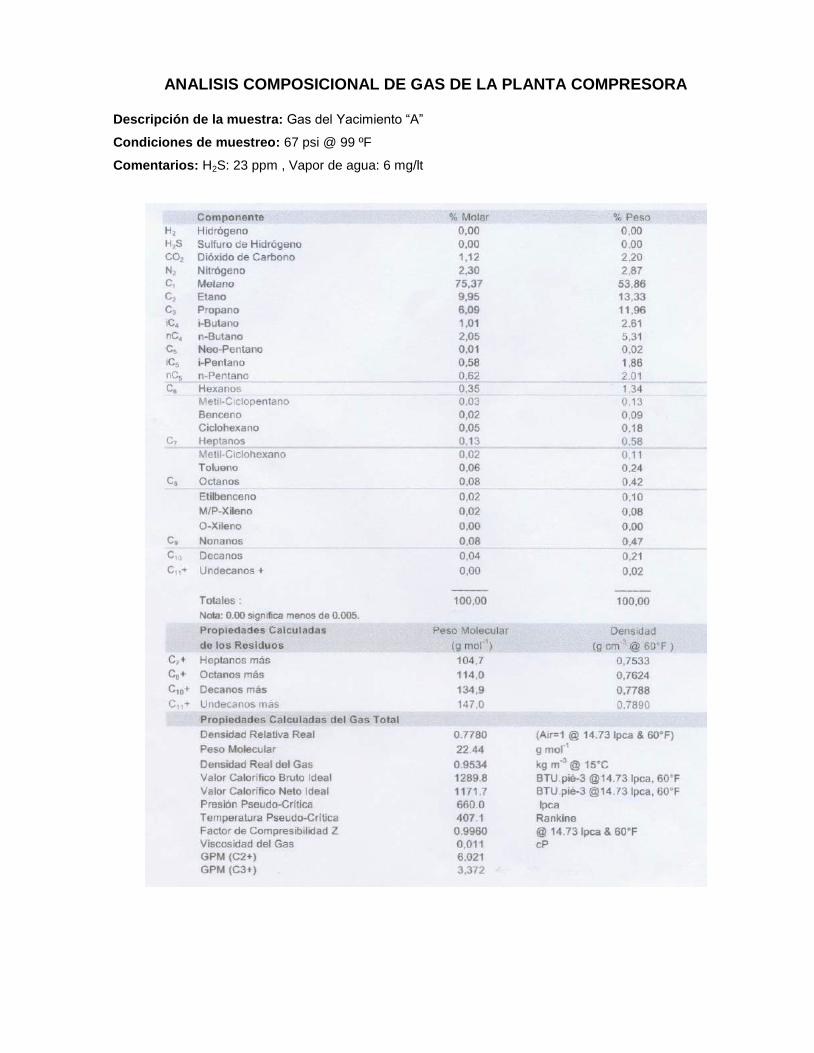
ANALISIS COMPOSICIONAL DE GAS DE LA PLANTA COMPRESORA Descripción de la muestra: Gas del Yacimiento “A”
Condiciones de muestreo: 67 psi @ 99 ºF
Comentarios: H2S: 23 ppm , Vapor de agua: 6 mg/lt
ANEXO B
ANÁLISIS CROMATOGRÁFICO DEL GAS COMBUSTIBLE QUE ALIMENTA A LOS MOTOCOMPRESORES DEL TREN II
REPORTE DE RESULTADOS
PARA PLANTA COMPRESORA DE GAS
Analisis Cromatografico de Gas
Fuentes de Produccion
Yacimiento “B” (Tren II)
Archivo: RFL 07252
Laboratorio de Fluidos
Fecha de Reporte: Nov. 2007
Core Laboratories Venezuela, S.A.
Todos los análisis incluidos en este reporte final fueron realizados en: Calle 25 (Carretera Via El Moján), Km. 3; Apartado 116. Maracaibo.
Edo. Zulia, Tel: +56(261) 7574611 Fax: +58 (261) 7578684
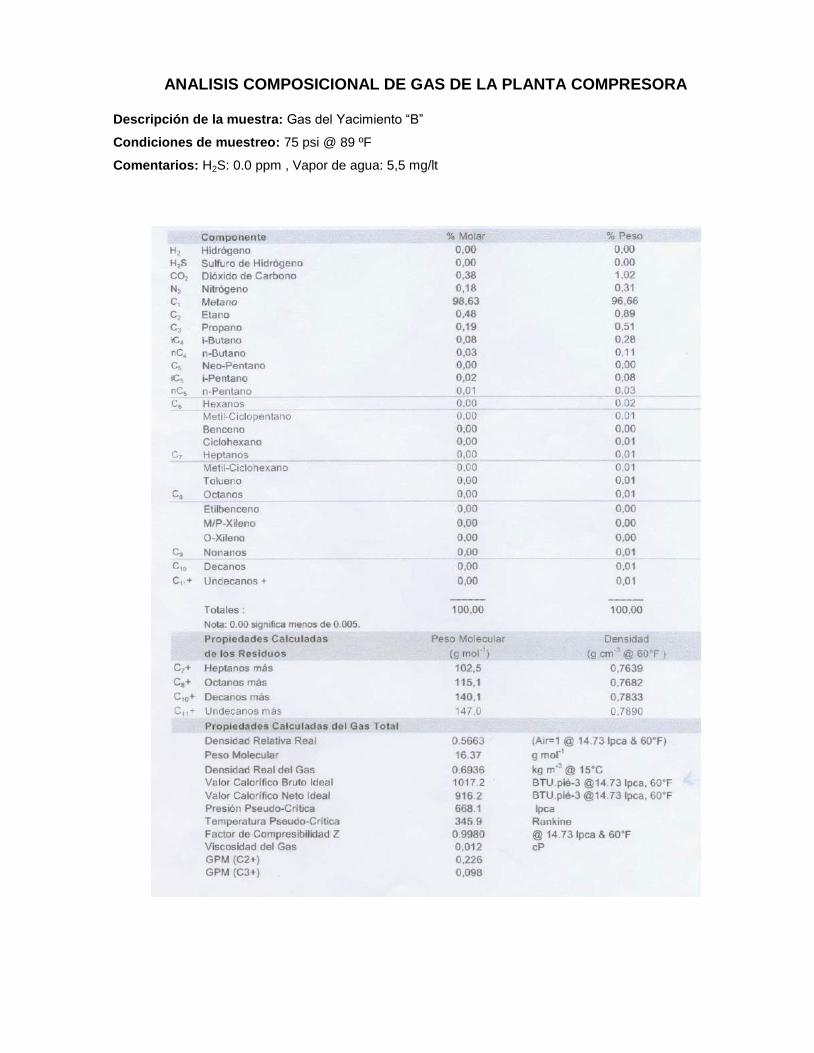
ANALISIS COMPOSICIONAL DE GAS DE LA PLANTA COMPRESORA Descripción de la muestra: Gas del Yacimiento “B”
Condiciones de muestreo: 75 psi @ 89 ºF
Comentarios: H2S: 0.0 ppm , Vapor de agua: 5,5 mg/lt
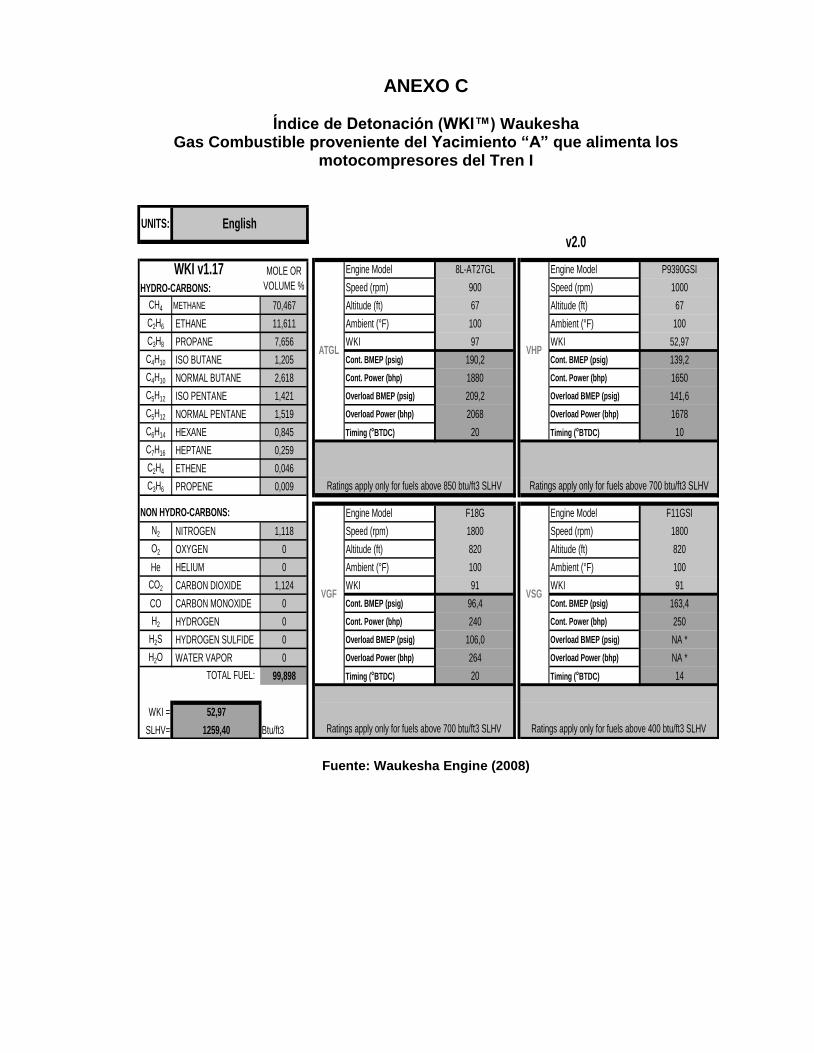
ANEXO C
Índice de Detonación (WKI™) Waukesha Gas Combustible proveniente del Yacimiento “A” que alimenta los
motocompresores del Tren I
Engine Model 8L-AT27GL Engine Model P9390GSI
Speed (rpm) 900 Speed (rpm) 1000
CH4 METHANE 70,467 Altitude (ft) 67 Altitude (ft) 67
C2H6 ETHANE 11,611 Ambient (°F) 100 Ambient (°F) 100
C3H8 PROPANE 7,656 WKI 97 WKI 52,97
C4H10 ISO BUTANE 1,205 Cont. BMEP (psig) 190,2 Cont. BMEP (psig) 139,2
C4H10 NORMAL BUTANE 2,618 Cont. Power (bhp) 1880 Cont. Power (bhp) 1650
C5H12 ISO PENTANE 1,421 Overload BMEP (psig) 209,2 Overload BMEP (psig) 141,6
C5H12 NORMAL PENTANE 1,519 Overload Power (bhp) 2068 Overload Power (bhp) 1678
C6H14 HEXANE 0,845 Timing (°BTDC) 20 Timing (°BTDC) 10
C7H16 HEPTANE 0,259
C2H4 ETHENE 0,046
C3H6 PROPENE 0,009
Engine Model F18G Engine Model F11GSI
N2 NITROGEN 1,118 Speed (rpm) 1800 Speed (rpm) 1800
O2 OXYGEN 0 Altitude (ft) 820 Altitude (ft) 820
He HELIUM 0 Ambient (°F) 100 Ambient (°F) 100
CO2 CARBON DIOXIDE 1,124 WKI 91 WKI 91
CO CARBON MONOXIDE 0 Cont. BMEP (psig) 96,4 Cont. BMEP (psig) 163,4
H2 HYDROGEN 0 Cont. Power (bhp) 240 Cont. Power (bhp) 250
H2S HYDROGEN SULFIDE 0 Overload BMEP (psig) 106,0 Overload BMEP (psig) NA *
H2O WATER VAPOR 0 Overload Power (bhp) 264 Overload Power (bhp) NA *
TOTAL FUEL: 99,898 Timing (°BTDC) 20 Timing (°BTDC) 14
WKI = 52,97
SLHV= 1259,40 Btu/ft3 Ratings apply only for fuels above 400 btu/ft3 SLHV
Ratings apply only for fuels above 700 btu/ft3 SLHV
WKI v1.17
UNITS: English
Ratings apply only for fuels above 700 btu/ft3 SLHV
Ratings apply only for fuels above 850 btu/ft3 SLHV
VGF VSG
MOLE OR VOLUME %
v2.0
ATGL VHP
HYDRO-CARBONS:
NON HYDRO-CARBONS:
Fuente: Waukesha Engine (2008)
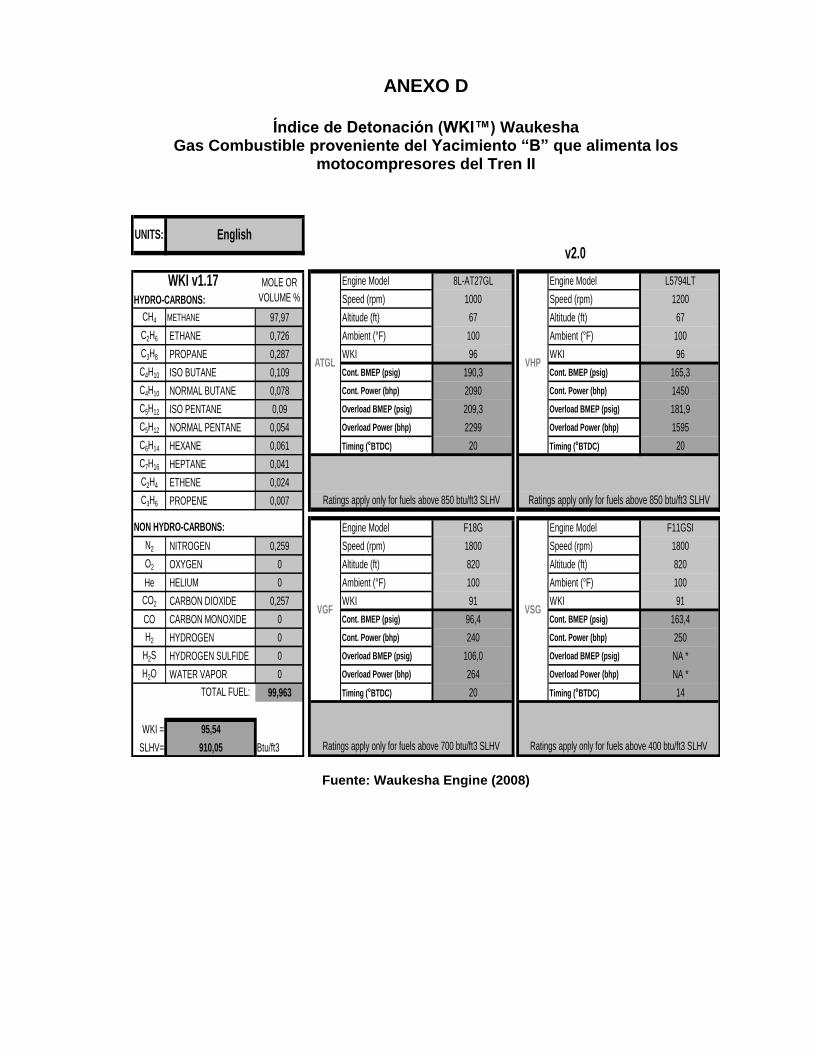
ANEXO D
Índice de Detonación (WKI™) Waukesha Gas Combustible proveniente del Yacimiento “B” que alimenta los
motocompresores del Tren II
Engine Model 8L-AT27GL Engine Model L5794LT
Speed (rpm) 1000 Speed (rpm) 1200
CH4 METHANE 97,97 Altitude (ft) 67 Altitude (ft) 67
C2H6 ETHANE 0,726 Ambient (°F) 100 Ambient (°F) 100
C3H8 PROPANE 0,287 WKI 96 WKI 96
C4H10 ISO BUTANE 0,109 Cont. BMEP (psig) 190,3 Cont. BMEP (psig) 165,3
C4H10 NORMAL BUTANE 0,078 Cont. Power (bhp) 2090 Cont. Power (bhp) 1450
C5H12 ISO PENTANE 0,09 Overload BMEP (psig) 209,3 Overload BMEP (psig) 181,9
C5H12 NORMAL PENTANE 0,054 Overload Power (bhp) 2299 Overload Power (bhp) 1595
C6H14 HEXANE 0,061 Timing (°BTDC) 20 Timing (°BTDC) 20
C7H16 HEPTANE 0,041
C2H4 ETHENE 0,024
C3H6 PROPENE 0,007
Engine Model F18G Engine Model F11GSI
N2 NITROGEN 0,259 Speed (rpm) 1800 Speed (rpm) 1800
O2 OXYGEN 0 Altitude (ft) 820 Altitude (ft) 820
He HELIUM 0 Ambient (°F) 100 Ambient (°F) 100
CO2 CARBON DIOXIDE 0,257 WKI 91 WKI 91
CO CARBON MONOXIDE 0 Cont. BMEP (psig) 96,4 Cont. BMEP (psig) 163,4
H2 HYDROGEN 0 Cont. Power (bhp) 240 Cont. Power (bhp) 250
H2S HYDROGEN SULFIDE 0 Overload BMEP (psig) 106,0 Overload BMEP (psig) NA *
H2O WATER VAPOR 0 Overload Power (bhp) 264 Overload Power (bhp) NA *
TOTAL FUEL: 99,963 Timing (°BTDC) 20 Timing (°BTDC) 14
WKI = 95,54
SLHV= 910,05 Btu/ft3
WKI v1.17
UNITS: English
NON HYDRO-CARBONS:
MOLE OR VOLUME %
v2.0
ATGL VHP
HYDRO-CARBONS:
Ratings apply only for fuels above 850 btu/ft3 SLHV
VGF VSG
Ratings apply only for fuels above 400 btu/ft3 SLHV
Ratings apply only for fuels above 850 btu/ft3 SLHV
Ratings apply only for fuels above 700 btu/ft3 SLHV
Fuente: Waukesha Engine (2008)
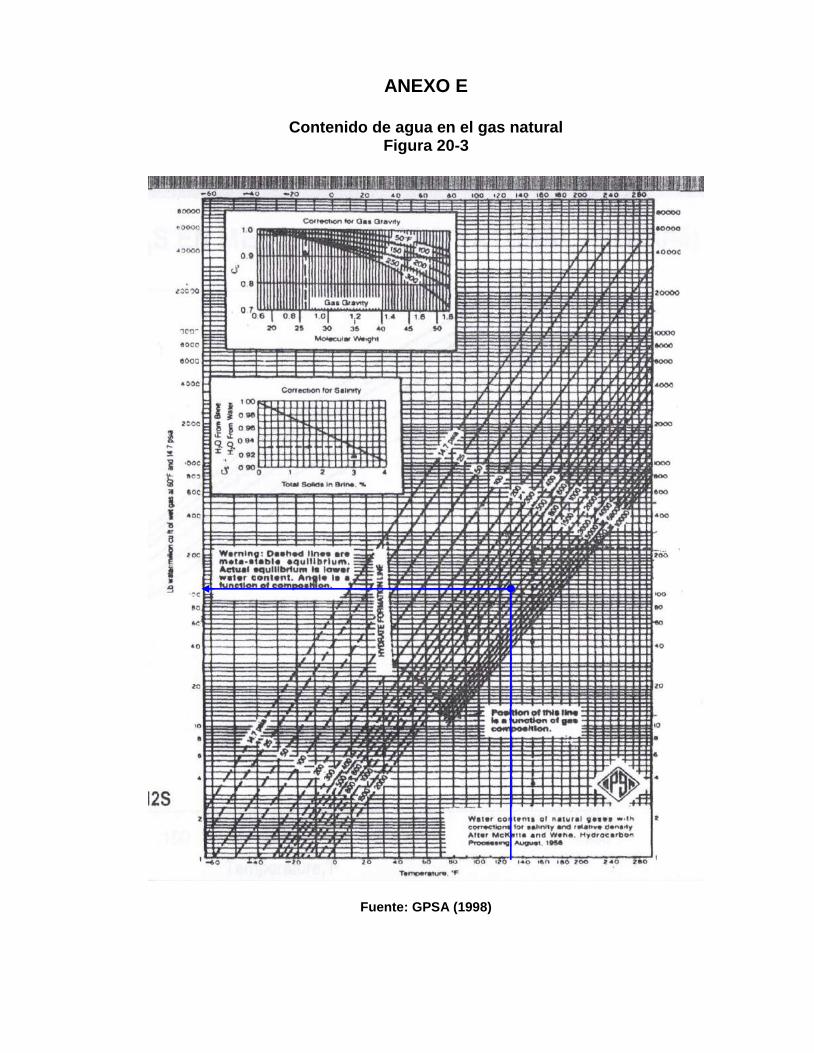
ANEXO E
Contenido de agua en el gas natural Figura 20-3
Fuente: GPSA (1998)
ANEXO F
Reporte completo de resultados de composición y Propiedades del gas obtenidos con el Simulador del HYSYS
Gas disponible (yacimiento “A”) Gas de Levantamiento Artificial o “gas lift”
Gas de venta
Gas combustible para los motocompresores
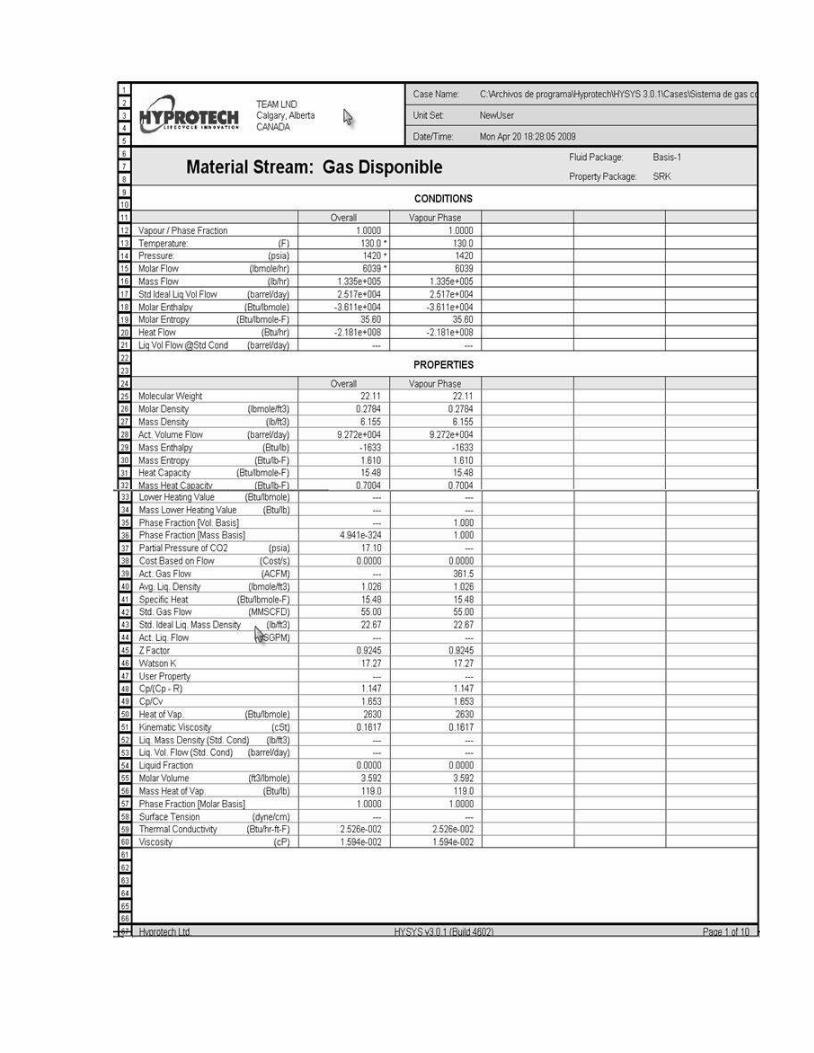
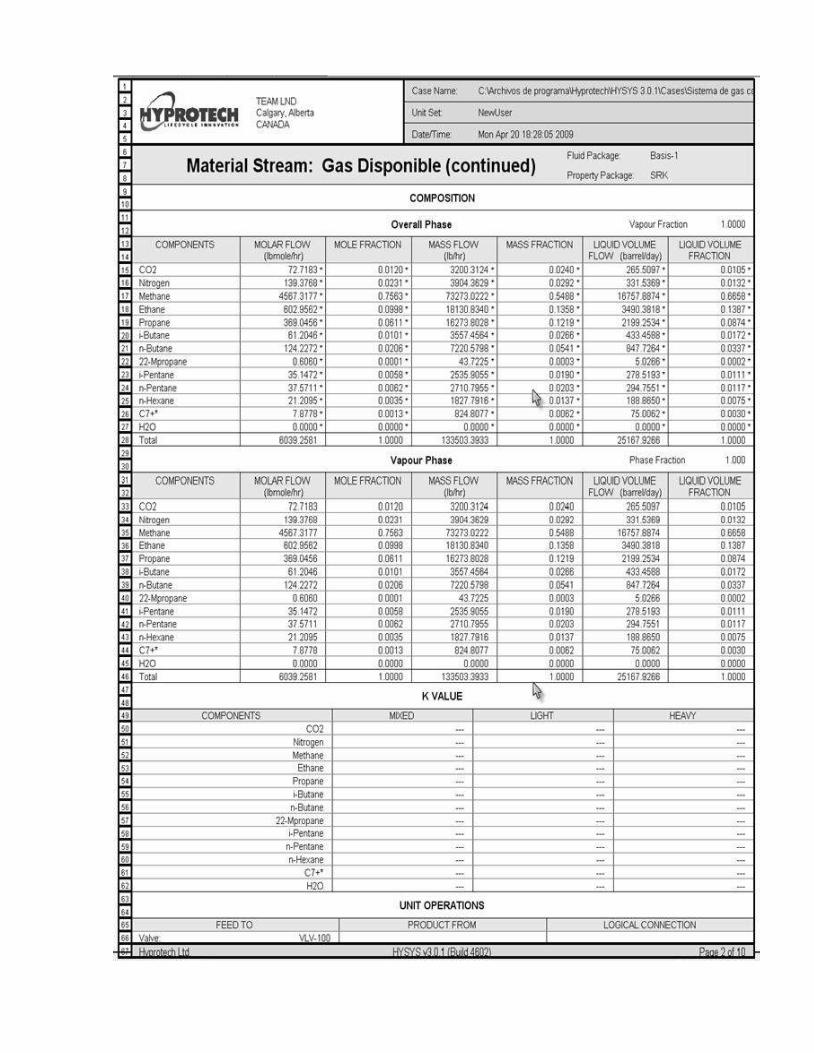
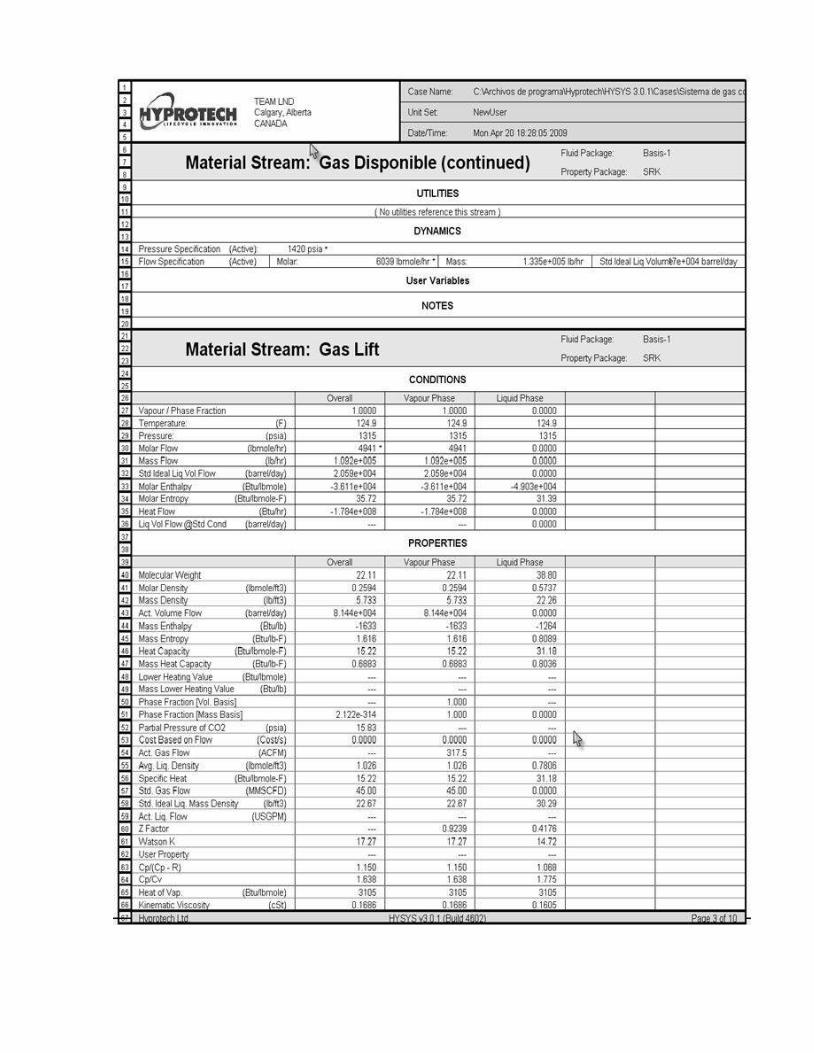
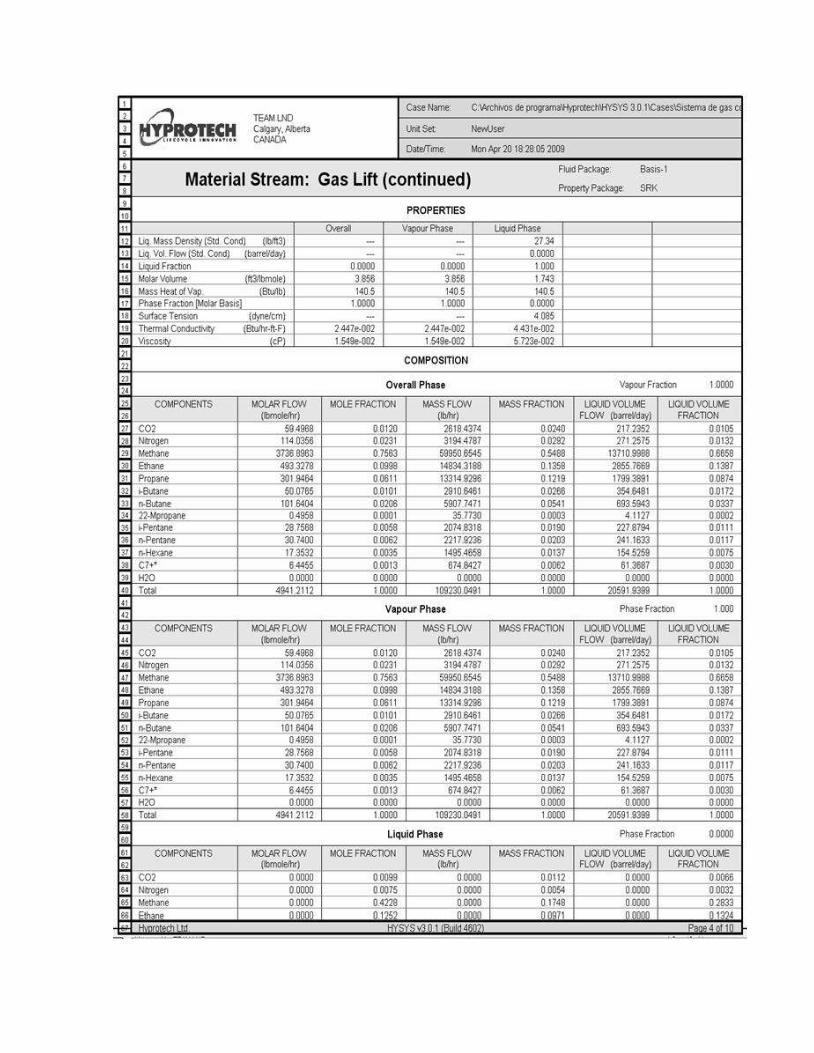
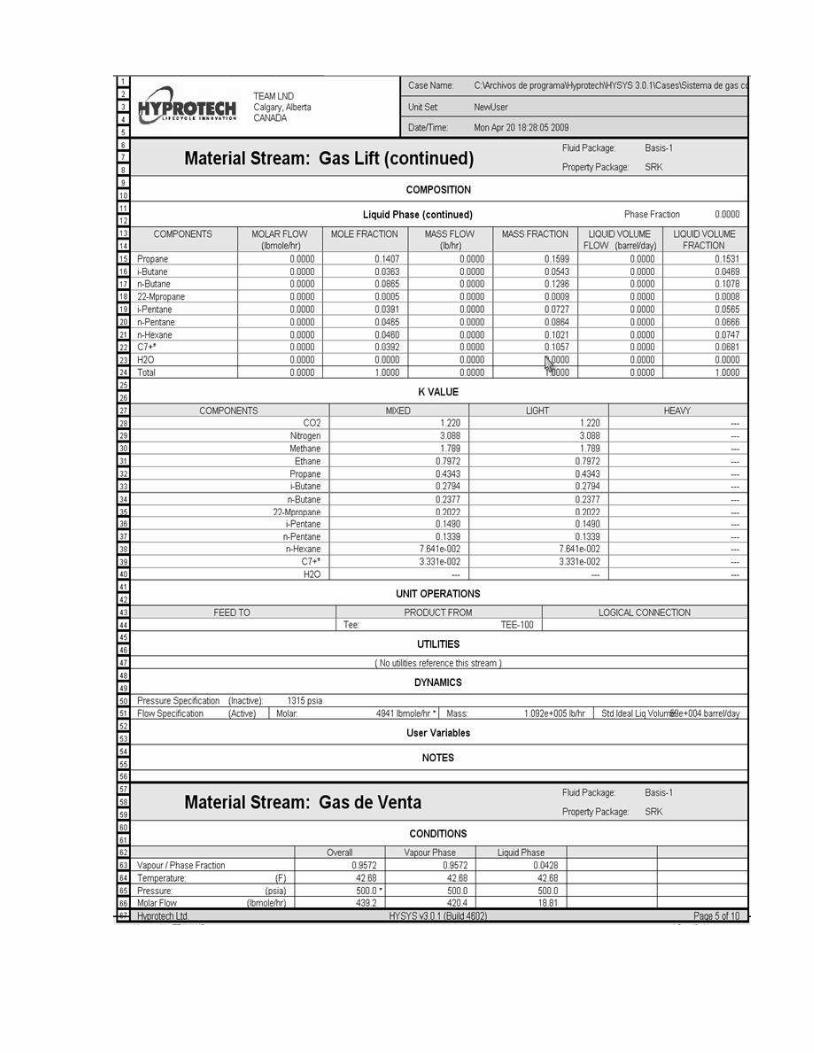
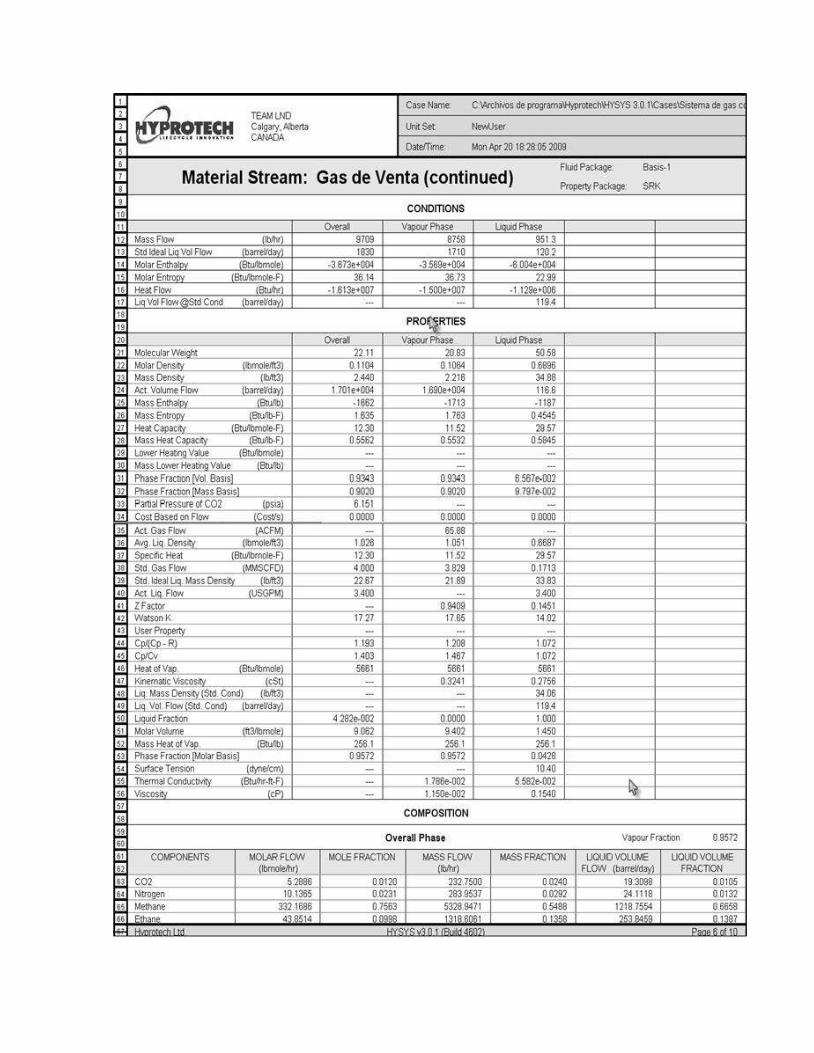
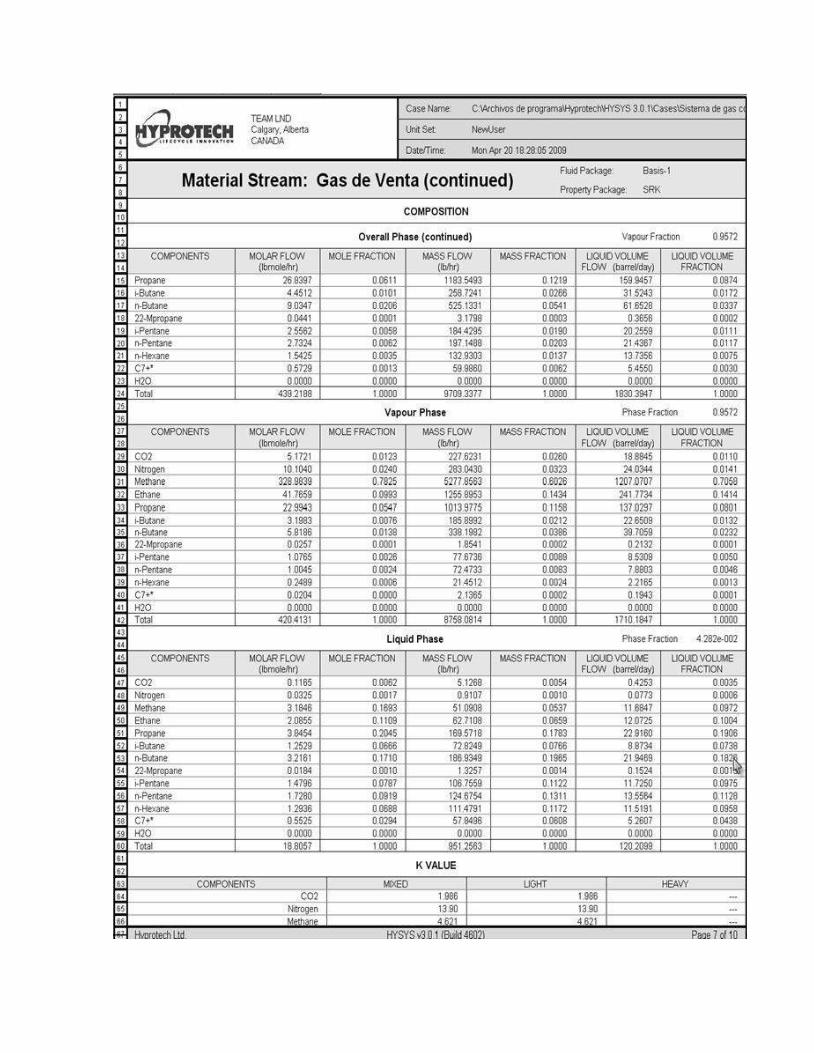
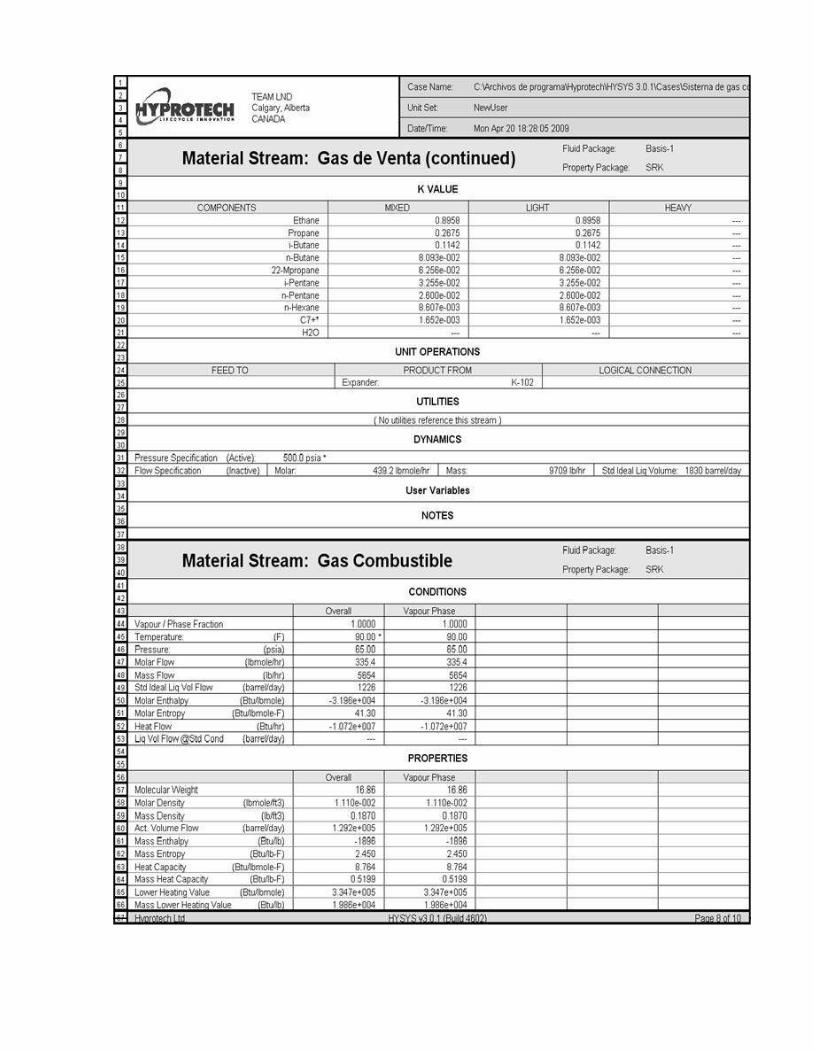
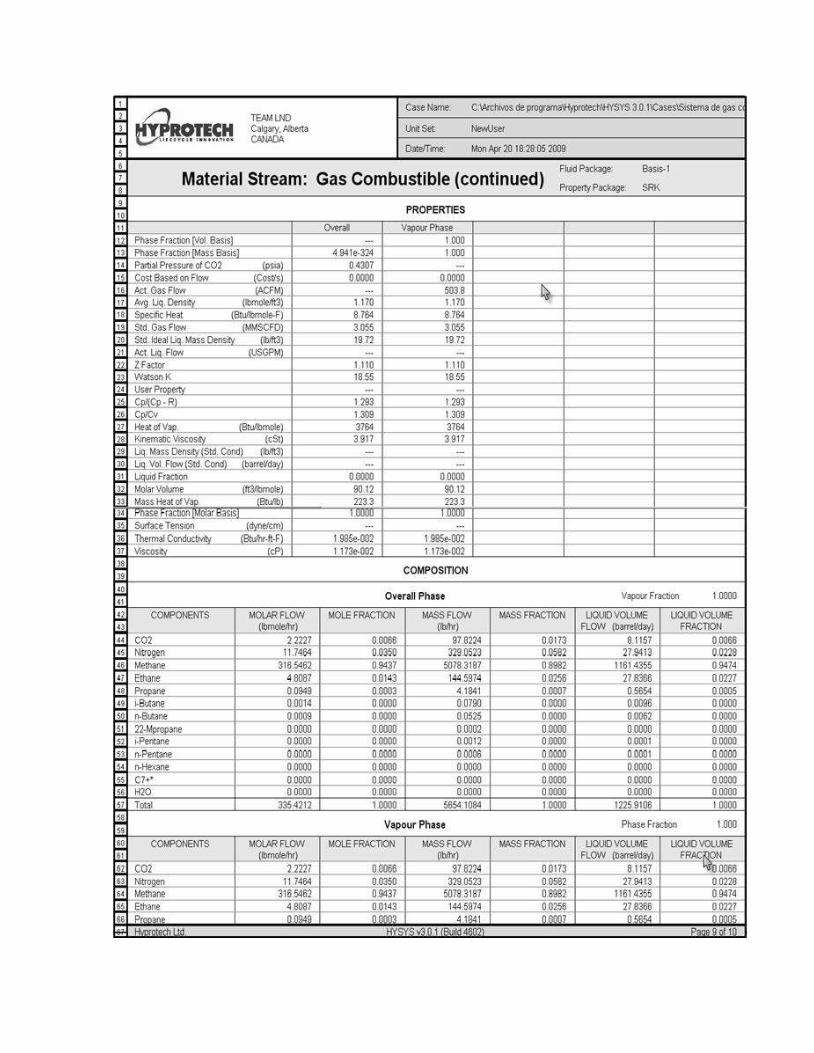
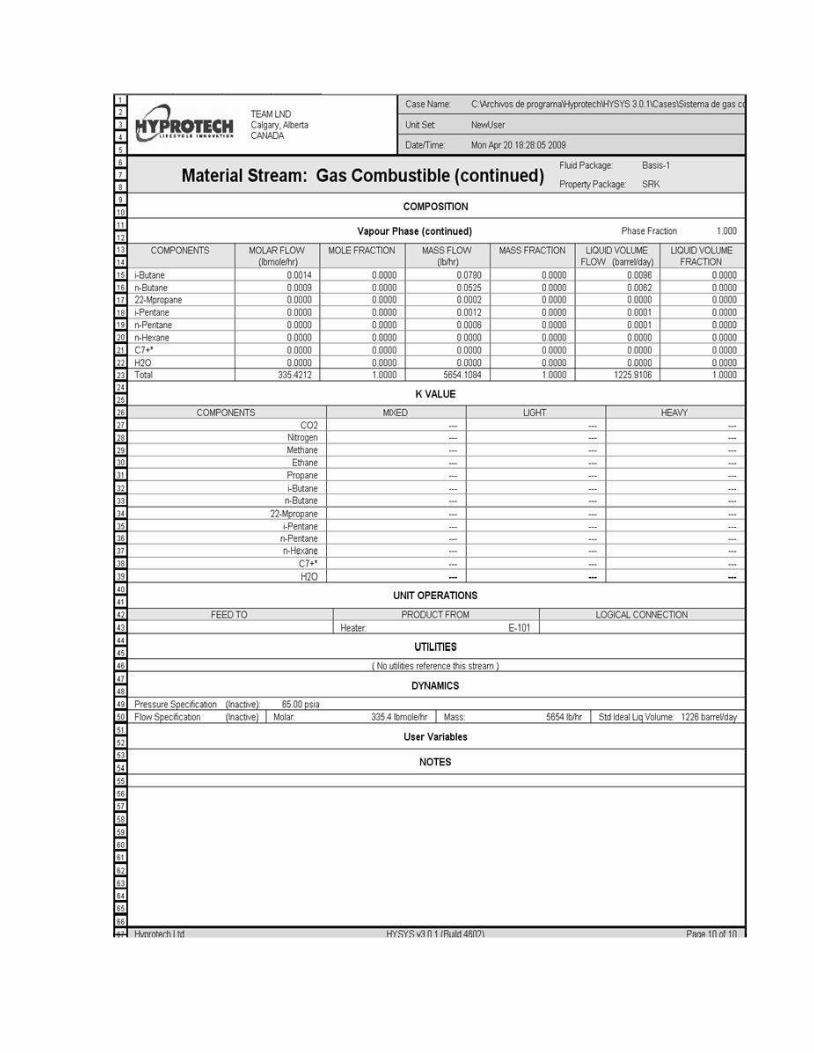
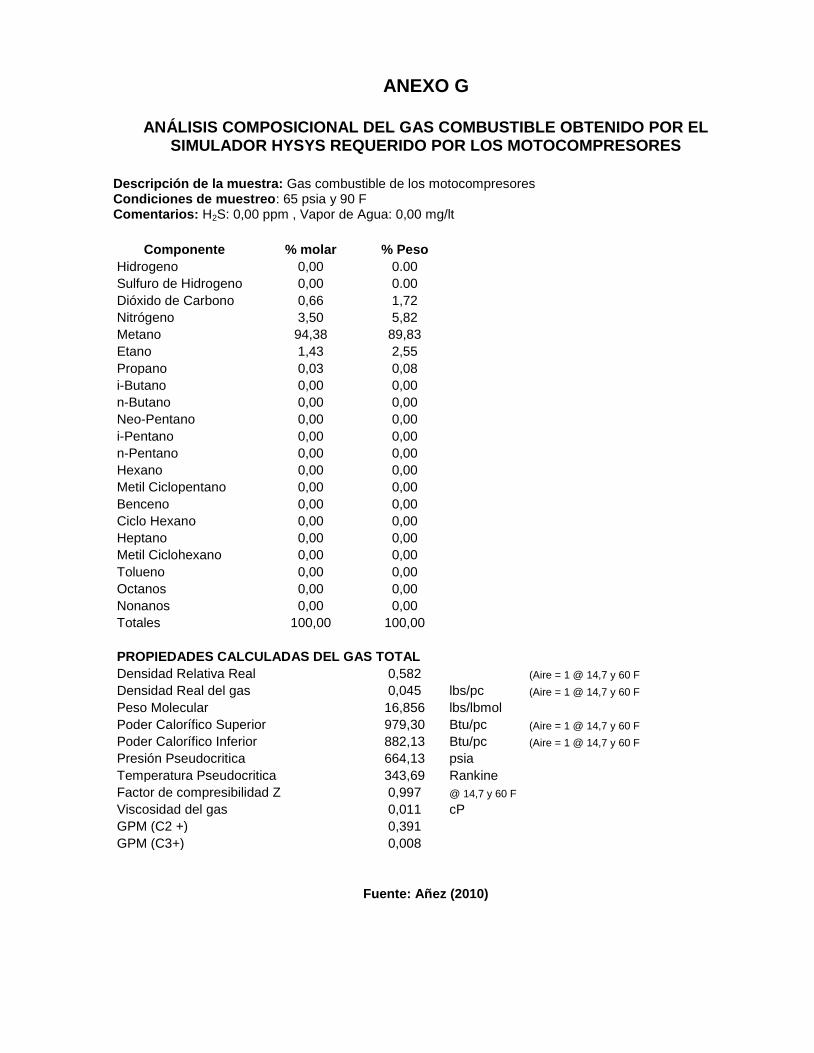
ANEXO G
ANÁLISIS COMPOSICIONAL DEL GAS COMBUSTIBLE OBTENIDO POR EL SIMULADOR HYSYS REQUERIDO POR LOS MOTOCOMPRESORES
Descripción de la muestra: Gas combustible de los motocompresores Condiciones de muestreo: 65 psia y 90 F Comentarios: H2S: 0,00 ppm , Vapor de Agua: 0,00 mg/lt
Componente % molar % Peso Hidrogeno 0,00 0.00 Sulfuro de Hidrogeno 0,00 0.00 Dióxido de Carbono 0,66 1,72 Nitrógeno 3,50 5,82 Metano 94,38 89,83 Etano 1,43 2,55 Propano 0,03 0,08 i-Butano 0,00 0,00 n-Butano 0,00 0,00 Neo-Pentano 0,00 0,00 i-Pentano 0,00 0,00 n-Pentano 0,00 0,00 Hexano 0,00 0,00 Metil Ciclopentano 0,00 0,00 Benceno 0,00 0,00 Ciclo Hexano 0,00 0,00 Heptano 0,00 0,00 Metil Ciclohexano 0,00 0,00 Tolueno 0,00 0,00 Octanos 0,00 0,00 Nonanos 0,00 0,00 Totales 100,00 100,00 PROPIEDADES CALCULADAS DEL GAS TOTAL Densidad Relativa Real 0,582 (Aire = 1 @ 14,7 y 60 F
Densidad Real del gas 0,045 lbs/pc (Aire = 1 @ 14,7 y 60 F
Peso Molecular 16,856 lbs/lbmol
Poder Calorífico Superior 979,30 Btu/pc (Aire = 1 @ 14,7 y 60 F
Poder Calorífico Inferior 882,13 Btu/pc (Aire = 1 @ 14,7 y 60 F
Presión Pseudocritica 664,13 psia Temperatura Pseudocritica 343,69 Rankine Factor de compresibilidad Z 0,997 @ 14,7 y 60 F Viscosidad del gas 0,011 cP GPM (C2 +) 0,391 GPM (C3+) 0,008
Fuente: Añez (2010)



















