representaciones normalizadas
18
TECSUP – PFR Dibujo y Diseño Industrial 83 Unidad IV REPRESENTACIÓNES NORMALIZADAS 1. REPRESENTACIÓN Y ACOTADO DE PIEZAS MECÁNICAS Muchas piezas mecánicas son sometidas a procesos de transformación que deben – de algún modo - indicarse, además de su geometría, en su representación gráfica, lo que da origen a una serie de convenciones que permiten la correcta interpretación de estos procesos. 1.1. USO DE COLORES El uso de colores en los dibujos técnicos no es recomendado. Si es necesario usar colores para una mayor claridad, entonces sus significados deben ser claramente mostrados en los dibujos o en otros documentos mediante una leyenda de colores. 1.2. PIEZAS CONFORMADAS En estos casos es factible representar en una vista la pieza antes de conformarse y en la otra vista, después del conformado (figura 4.1), marcando las líneas de doblez, las cuales se representan con líneas tipo B. Por lo general, éstas se colocan en la parte interior (fibra interna), en el centro de la curvatura. Figura 4.1: Líneas de doblez.
-
Upload
roberto-johan-meneses-murillo -
Category
Documents
-
view
97 -
download
5
Transcript of representaciones normalizadas
TECSUP – PFR Dibujo y Diseño Industrial
83
Unidad IV
RREEPPRREESSEENNTTAACCIIÓÓNNEESS NNOORRMMAALLIIZZAADDAASS
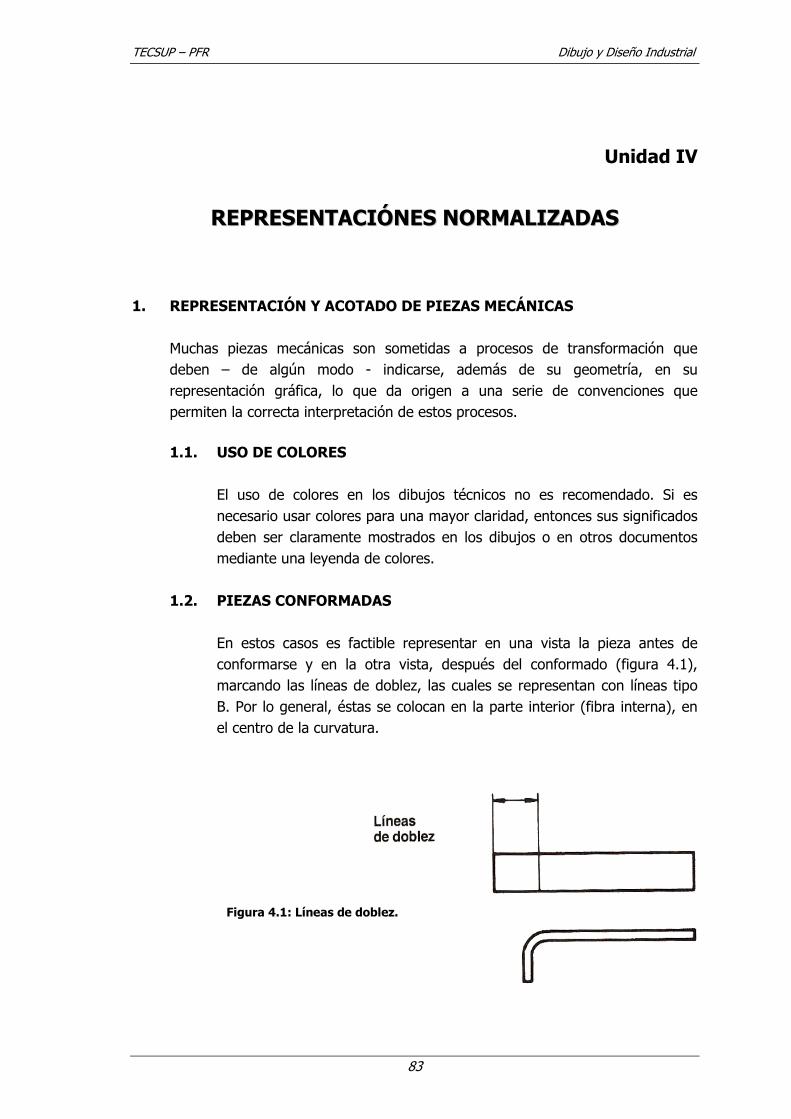
1. REPRESENTACIÓN Y ACOTADO DE PIEZAS MECÁNICAS Muchas piezas mecánicas son sometidas a procesos de transformación que deben – de algún modo - indicarse, además de su geometría, en su representación gráfica, lo que da origen a una serie de convenciones que permiten la correcta interpretación de estos procesos.
1.1. USO DE COLORES
El uso de colores en los dibujos técnicos no es recomendado. Si es necesario usar colores para una mayor claridad, entonces sus significados deben ser claramente mostrados en los dibujos o en otros documentos mediante una leyenda de colores.
1.2. PIEZAS CONFORMADAS En estos casos es factible representar en una vista la pieza antes de conformarse y en la otra vista, después del conformado (figura 4.1), marcando las líneas de doblez, las cuales se representan con líneas tipo B. Por lo general, éstas se colocan en la parte interior (fibra interna), en el centro de la curvatura.
Figura 4.1: Líneas de doblez.
Dibujo y Diseño Industrial TECSUP – PFR
84
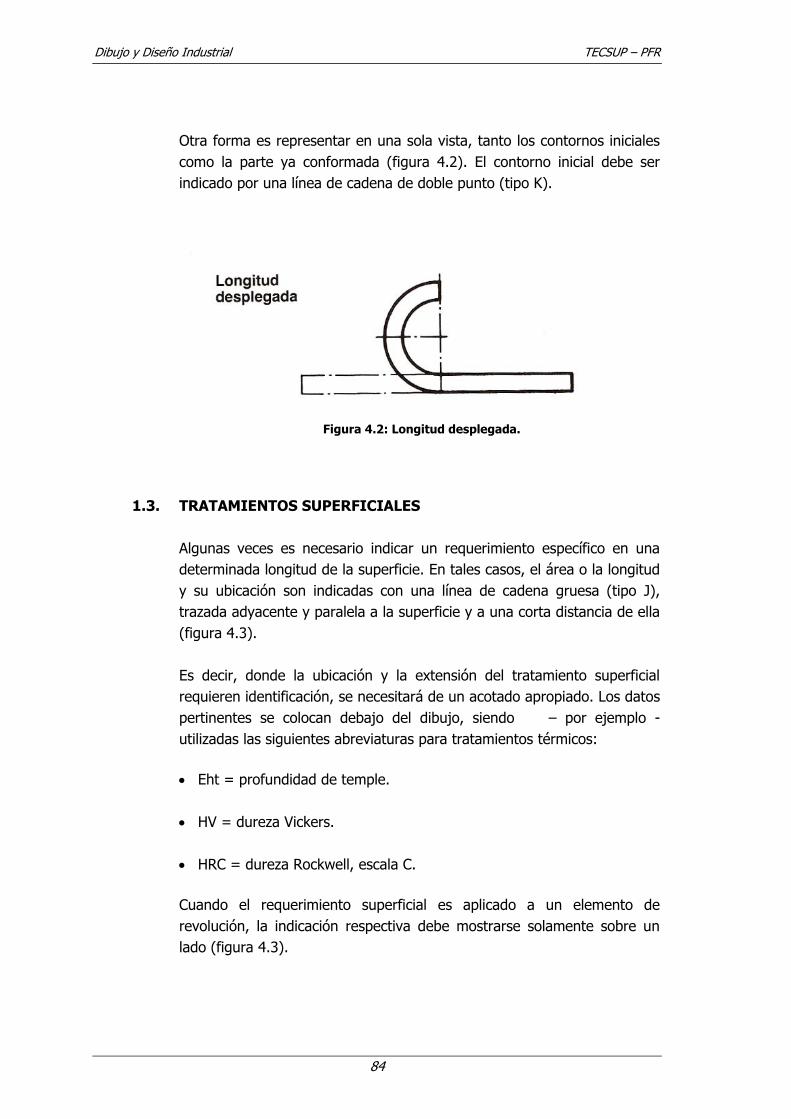
Otra forma es representar en una sola vista, tanto los contornos iniciales como la parte ya conformada (figura 4.2). El contorno inicial debe ser indicado por una línea de cadena de doble punto (tipo K).
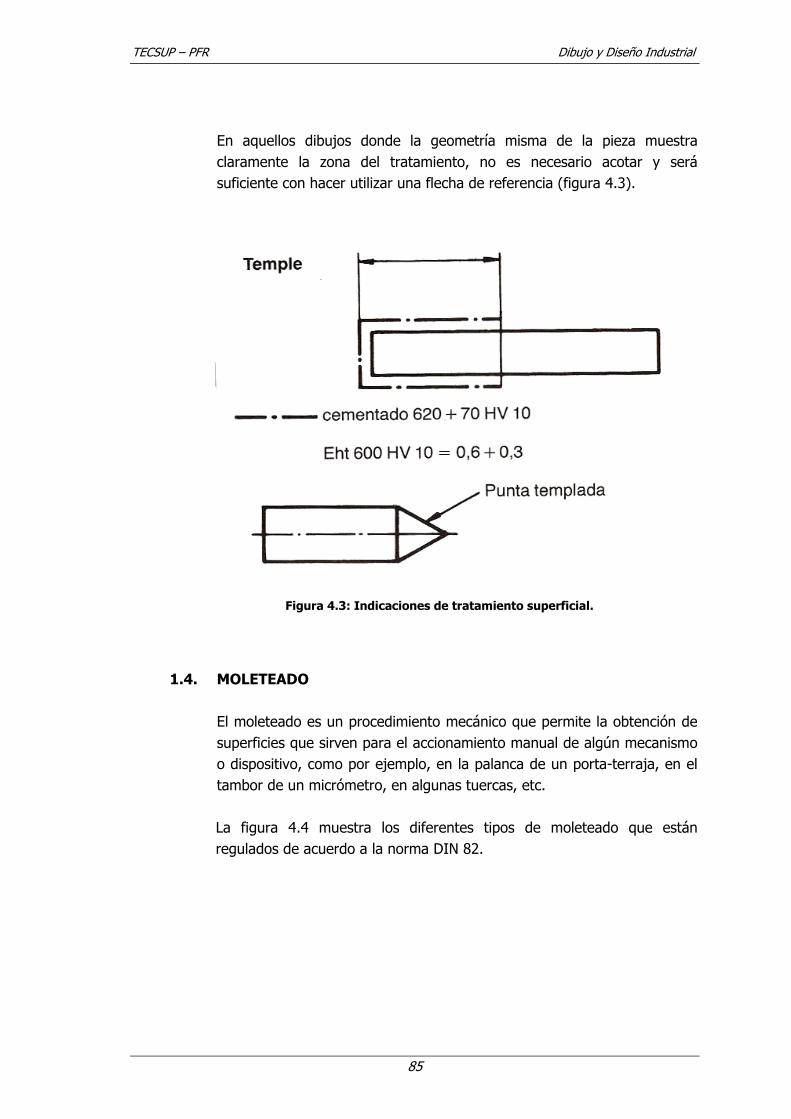
1.3. TRATAMIENTOS SUPERFICIALES Algunas veces es necesario indicar un requerimiento específico en una determinada longitud de la superficie. En tales casos, el área o la longitud y su ubicación son indicadas con una línea de cadena gruesa (tipo J), trazada adyacente y paralela a la superficie y a una corta distancia de ella (figura 4.3). Es decir, donde la ubicación y la extensión del tratamiento superficial requieren identificación, se necesitará de un acotado apropiado. Los datos pertinentes se colocan debajo del dibujo, siendo – por ejemplo - utilizadas las siguientes abreviaturas para tratamientos térmicos:
• Eht = profundidad de temple. • HV = dureza Vickers. • HRC = dureza Rockwell, escala C.
Cuando el requerimiento superficial es aplicado a un elemento de revolución, la indicación respectiva debe mostrarse solamente sobre un lado (figura 4.3).
Figura 4.2: Longitud desplegada.
TECSUP – PFR Dibujo y Diseño Industrial
85
En aquellos dibujos donde la geometría misma de la pieza muestra claramente la zona del tratamiento, no es necesario acotar y será suficiente con hacer utilizar una flecha de referencia (figura 4.3).
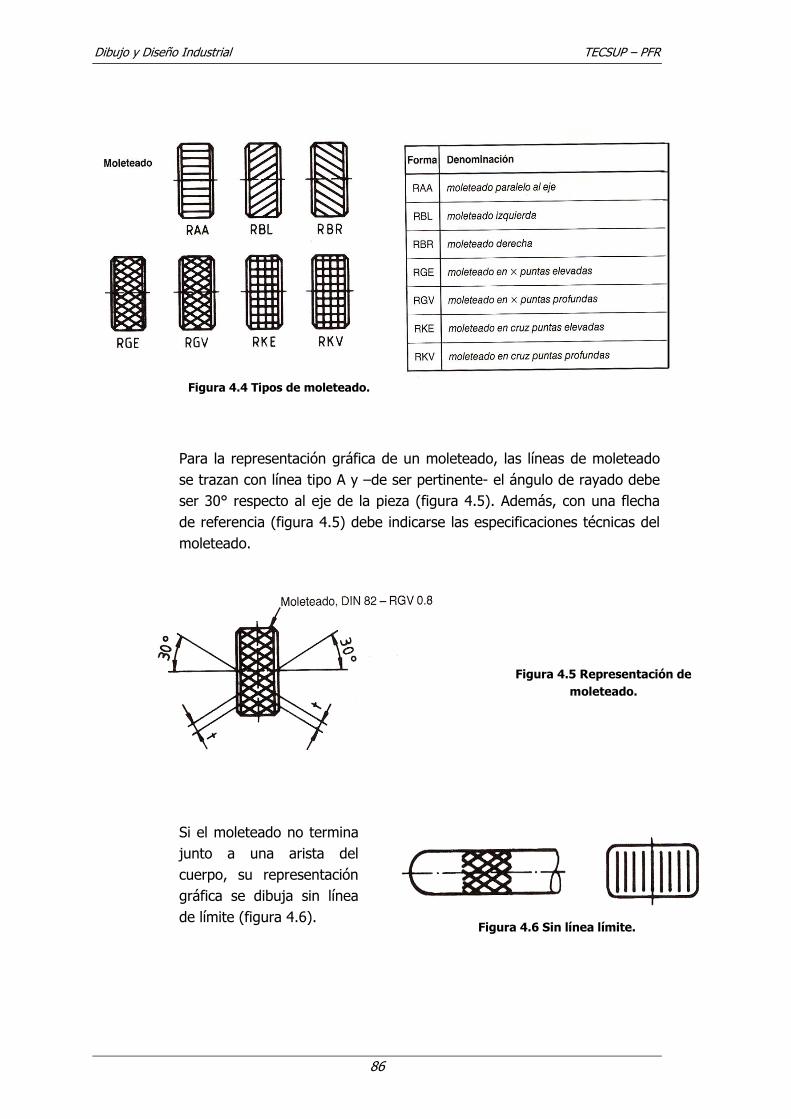
1.4. MOLETEADO El moleteado es un procedimiento mecánico que permite la obtención de superficies que sirven para el accionamiento manual de algún mecanismo o dispositivo, como por ejemplo, en la palanca de un porta-terraja, en el tambor de un micrómetro, en algunas tuercas, etc. La figura 4.4 muestra los diferentes tipos de moleteado que están regulados de acuerdo a la norma DIN 82.
Figura 4.3: Indicaciones de tratamiento superficial.
Dibujo y Diseño Industrial TECSUP – PFR
86
Para la representación gráfica de un moleteado, las líneas de moleteado se trazan con línea tipo A y –de ser pertinente- el ángulo de rayado debe ser 30° respecto al eje de la pieza (figura 4.5). Además, con una flecha de referencia (figura 4.5) debe indicarse las especificaciones técnicas del moleteado.
Si el moleteado no termina junto a una arista del cuerpo, su representación gráfica se dibuja sin línea de límite (figura 4.6).
Figura 4.4 Tipos de moleteado.
Figura 4.5 Representación de moleteado.
Figura 4.6 Sin línea límite.
TECSUP – PFR Dibujo y Diseño Industrial
87
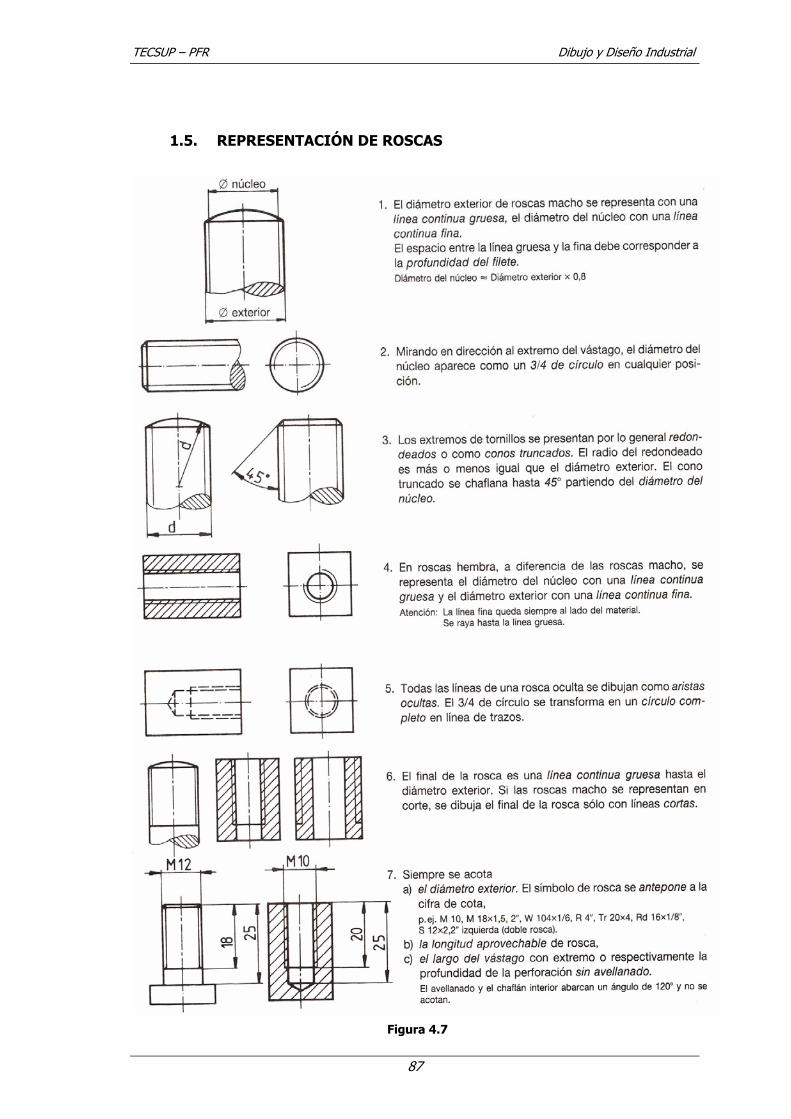
1.5. REPRESENTACIÓN DE ROSCAS
Figura 4.7
Dibujo y Diseño Industrial TECSUP – PFR
88
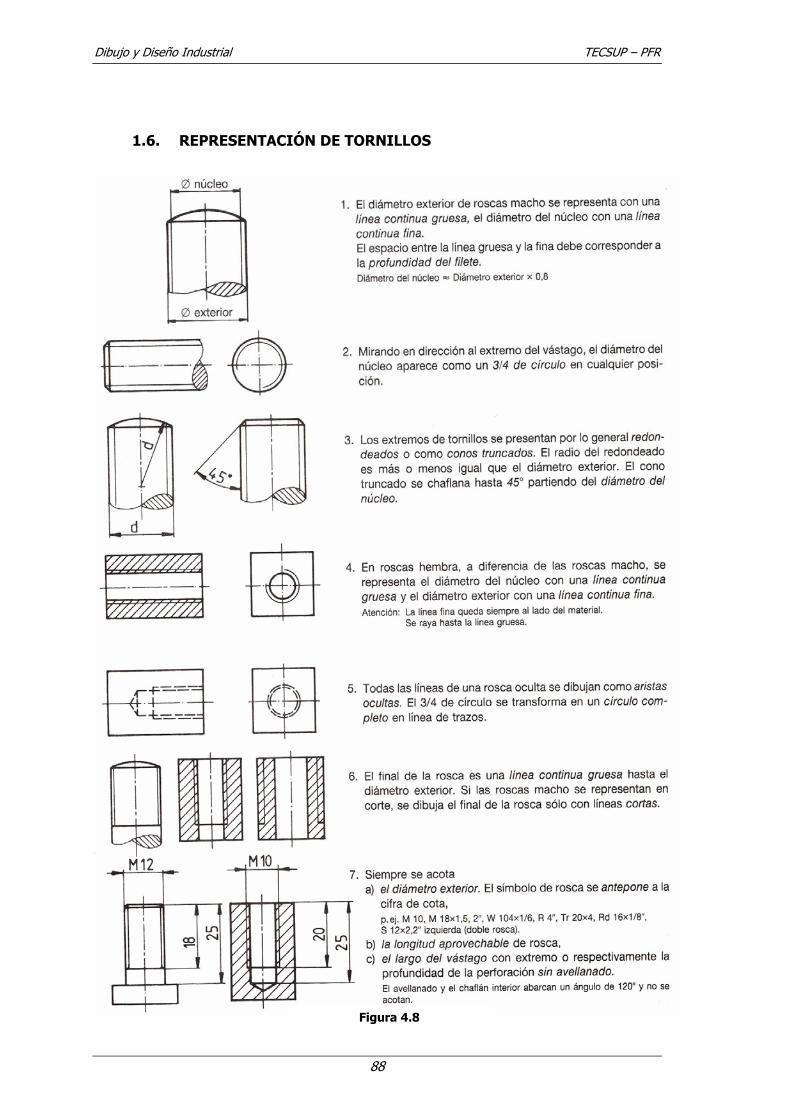
1.6. REPRESENTACIÓN DE TORNILLOS
Figura 4.8
TECSUP – PFR Dibujo y Diseño Industrial
89
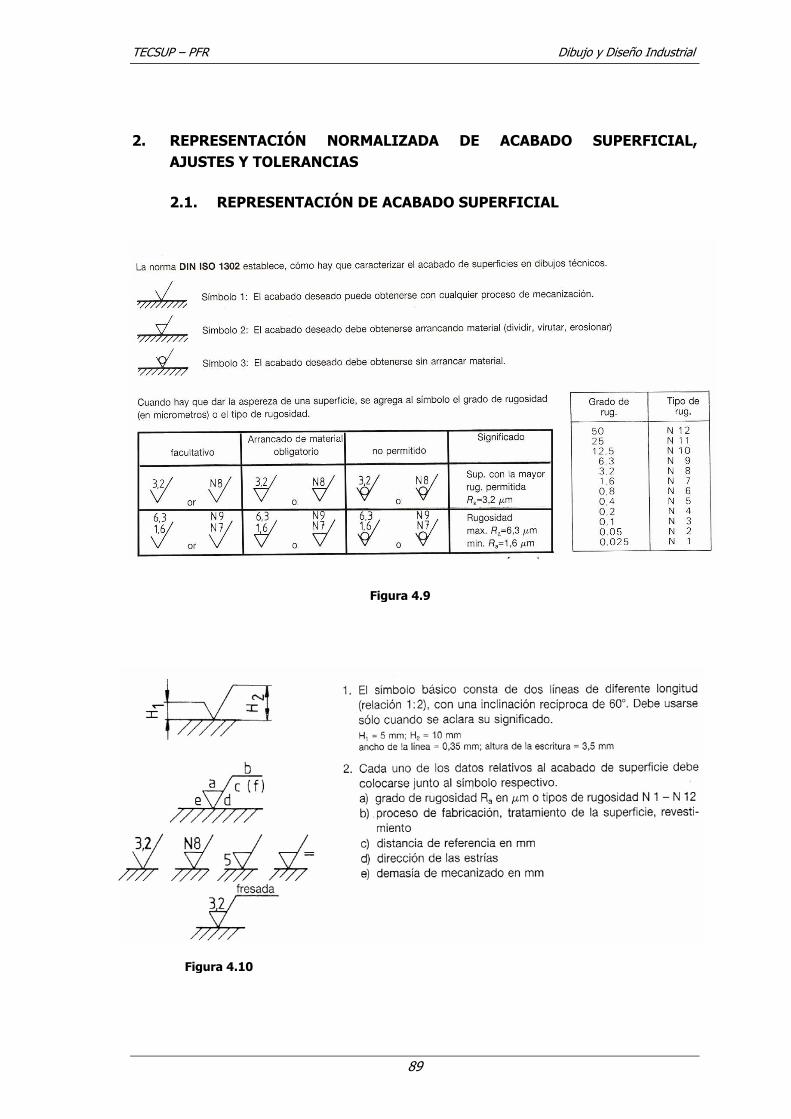
2. REPRESENTACIÓN NORMALIZADA DE ACABADO SUPERFICIAL, AJUSTES Y TOLERANCIAS
2.1. REPRESENTACIÓN DE ACABADO SUPERFICIAL
Figura 4.9
Figura 4.10
Dibujo y Diseño Industrial TECSUP – PFR
90
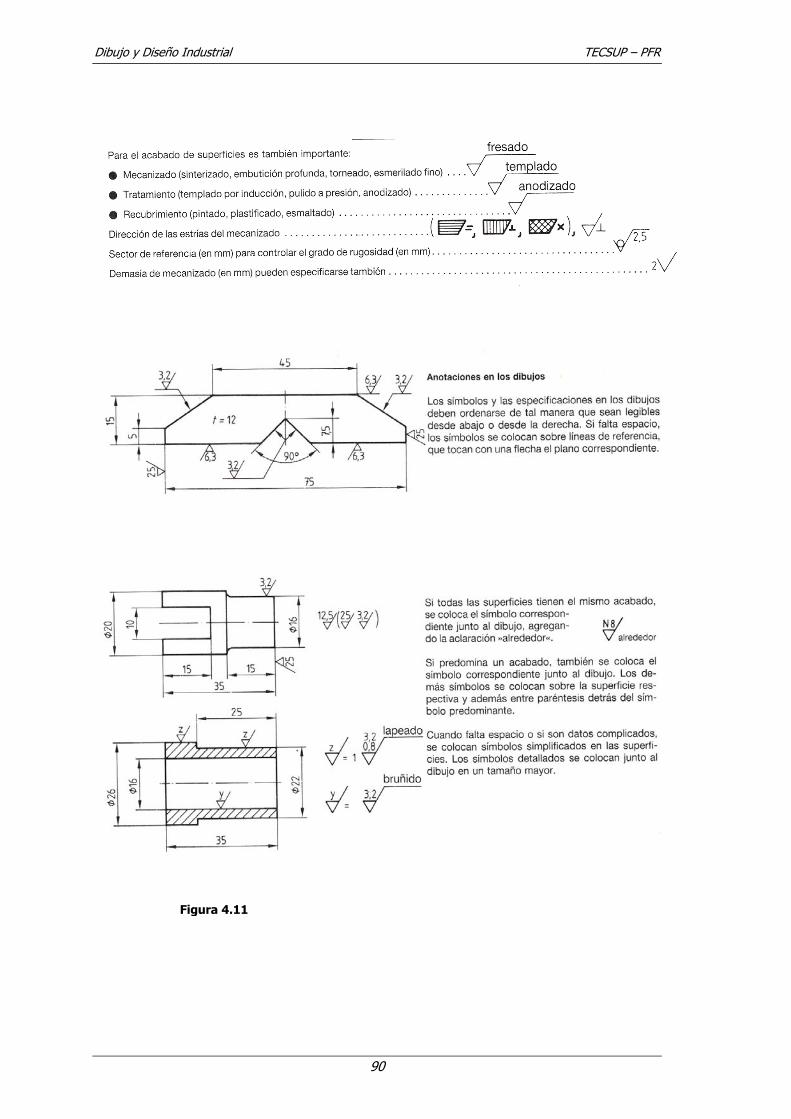
Figura 4.11
TECSUP – PFR Dibujo y Diseño Industrial
91
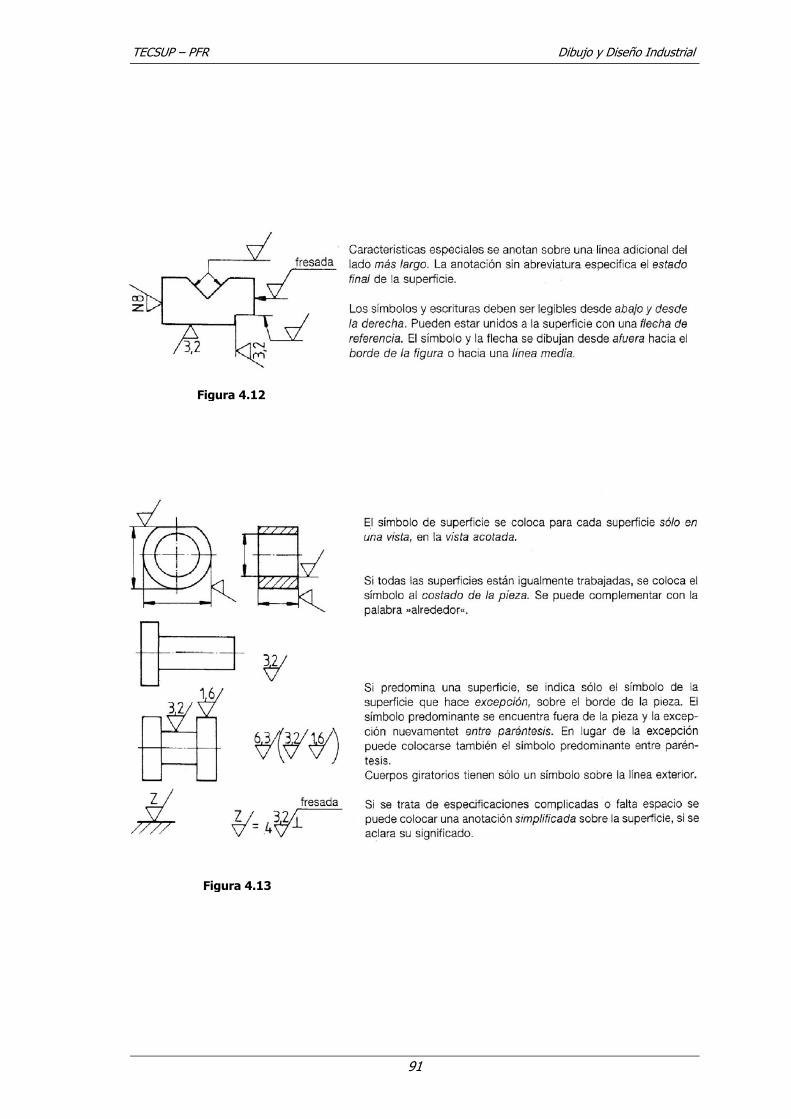
Figura 4.12
Figura 4.13
Dibujo y Diseño Industrial TECSUP – PFR
92
2.1.1. EJERCICIO
• Tornillo centrador Se necesita mecanizar un TORNILLO CENTRADOR, para lo cual se sabe lo siguiente: • Medidas principales: ø 40 mm x 66 mm. • Acabado superficial general: 6,25 µm. • Posición: la cabeza hacia arriba. • Etapas de trabajo: 1. Talón centrador El tornillo centrador termina en una punta cónica (ángulo de la
punta 90°) que está sobre un cilindro de ø 8 mm. Ambos tienen en total 12 mm de largo. 2. Parte roscada Luego del talón viene una parte cilíndrica de ø 12 mm hasta una distancia de 43 -0,1 desde la punta, provista de una rosca M 12. La longitud de rosca útil termina a 37 mm de la punta. En el extremo inferior del roscado se hace un chaflán de 2 x 45°. 3. Resalte Sobre la parte roscada se hace un resalte de ø 18 mm y 3 mm de altura. 4. Cabeza El extremo superior está formado por la cabeza: ø 40 y 12 mm de altura, con dos chaflanes de 1 x 45°.
TECSUP – PFR Dibujo y Diseño Industrial
93
5. Sobrepaso Entre la cabeza y el resalte hay una zona de enlace de ø 12 mm que une la cabeza y el resalte con un redondeo de radio R = 3 mm.
• Instrucciones para el mecanizado:
1. En la cabeza se hace un moleteado en x, con puntas
elevadas y paso de 0,8. 2. El talón centrador debe templarse, la dureza requerida es
de 57 HRC con una tolerancia de 0, +2; y una profundidad de penetración del temple 1 mm con tolerancia de 0, +0,2 mm.
3. La medida 43 -0,1 debe ser verificada.
Dibujo y Diseño Industrial TECSUP – PFR
94
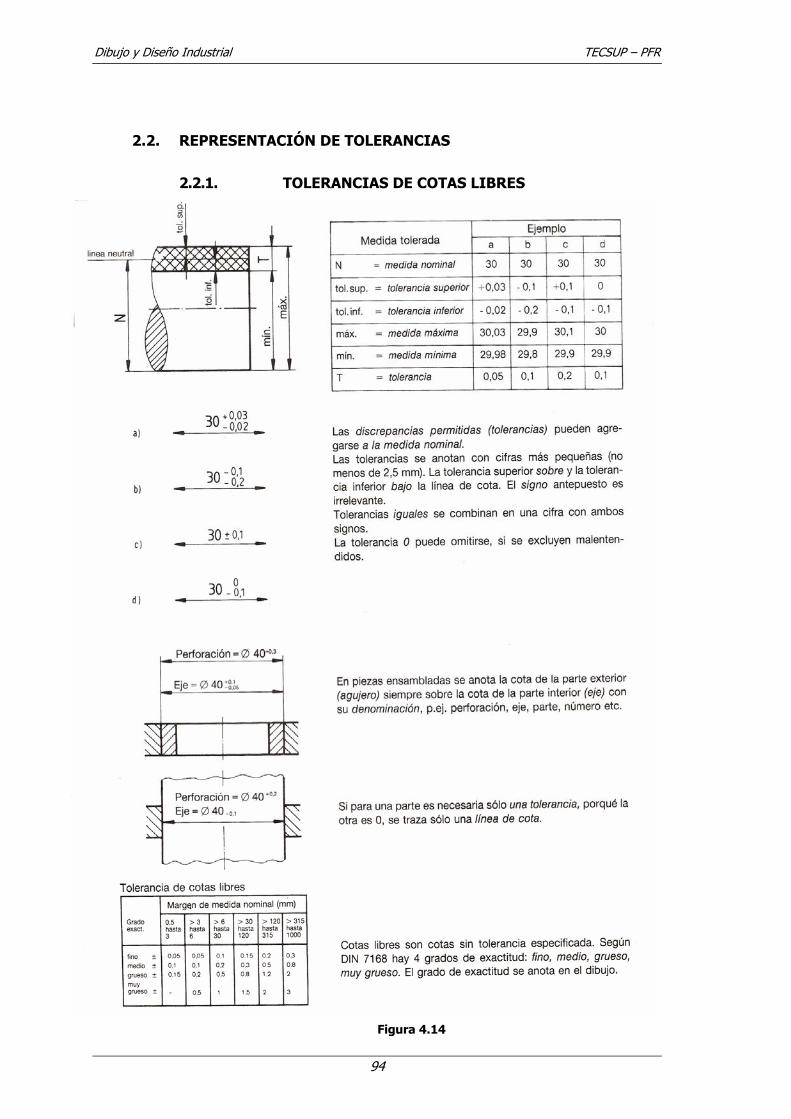
2.2. REPRESENTACIÓN DE TOLERANCIAS 2.2.1. TOLERANCIAS DE COTAS LIBRES
Figura 4.14
TECSUP – PFR Dibujo y Diseño Industrial
95
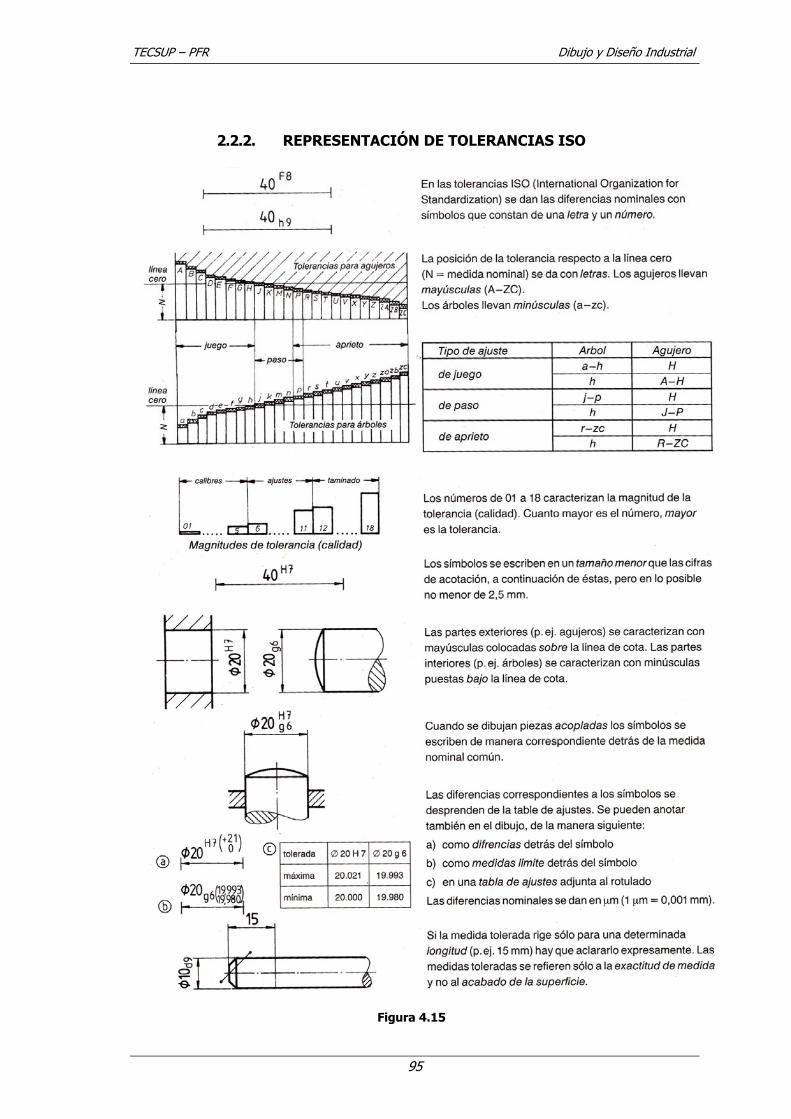
2.2.2. REPRESENTACIÓN DE TOLERANCIAS ISO
Figura 4.15
Dibujo y Diseño Industrial TECSUP – PFR
96
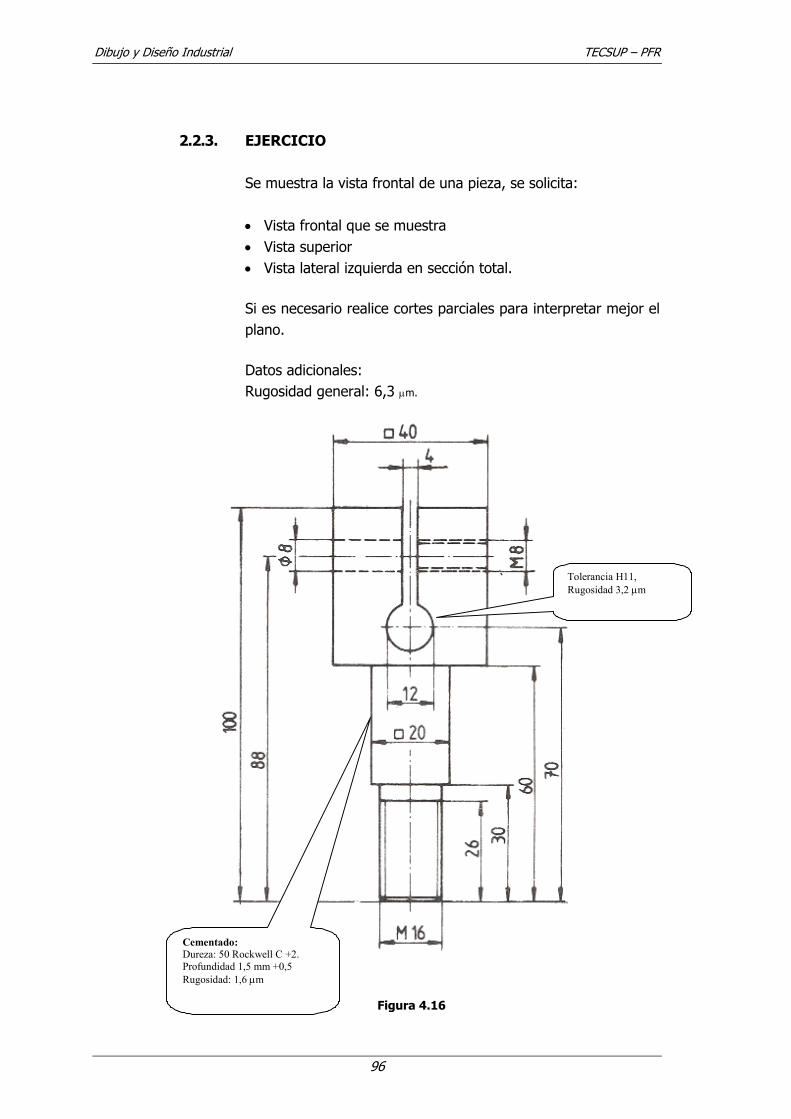
2.2.3. EJERCICIO
Se muestra la vista frontal de una pieza, se solicita: • Vista frontal que se muestra • Vista superior • Vista lateral izquierda en sección total.
Si es necesario realice cortes parciales para interpretar mejor el plano.
Datos adicionales: Rugosidad general: 6,3 µm.
Tolerancia H11, Rugosidad 3,2 µm
Cementado: Dureza: 50 Rockwell C +2. Profundidad 1,5 mm +0,5 Rugosidad: 1,6 µm
Figura 4.16
TECSUP – PFR Dibujo y Diseño Industrial
97
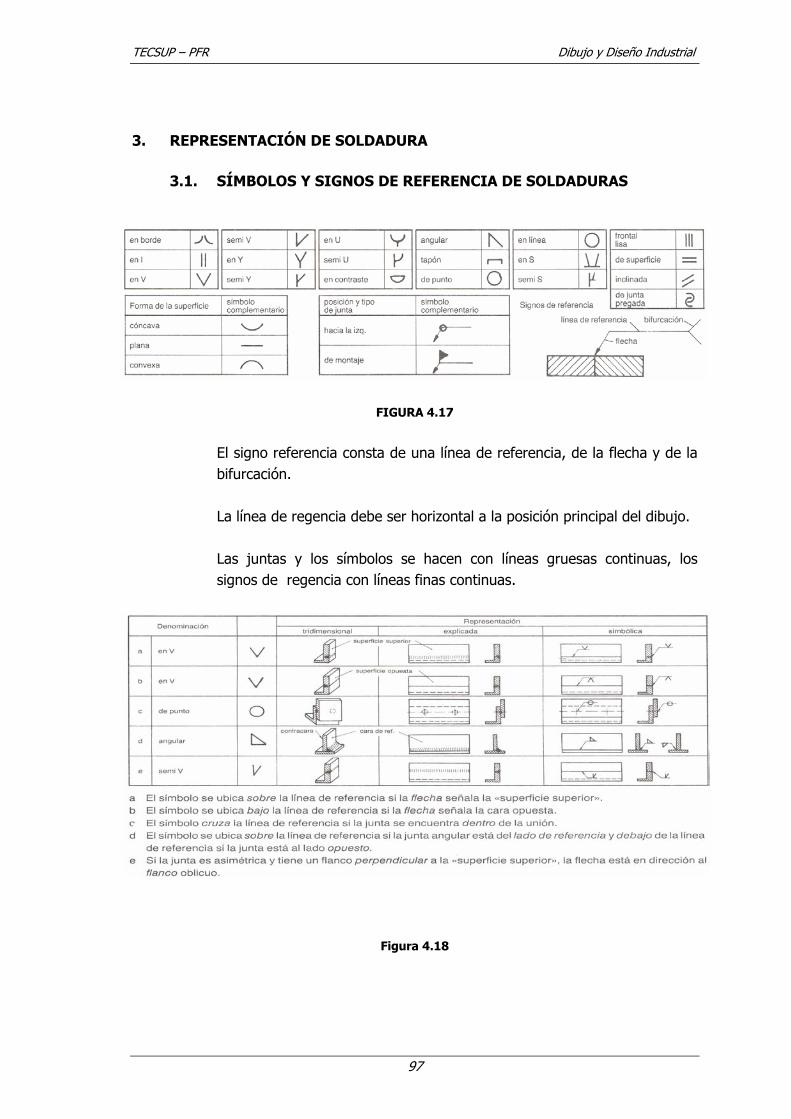
3. REPRESENTACIÓN DE SOLDADURA
3.1. SÍMBOLOS Y SIGNOS DE REFERENCIA DE SOLDADURAS
FIGURA 4.17
El signo referencia consta de una línea de referencia, de la flecha y de la bifurcación. La línea de regencia debe ser horizontal a la posición principal del dibujo. Las juntas y los símbolos se hacen con líneas gruesas continuas, los signos de regencia con líneas finas continuas.
Figura 4.18
Dibujo y Diseño Industrial TECSUP – PFR
98
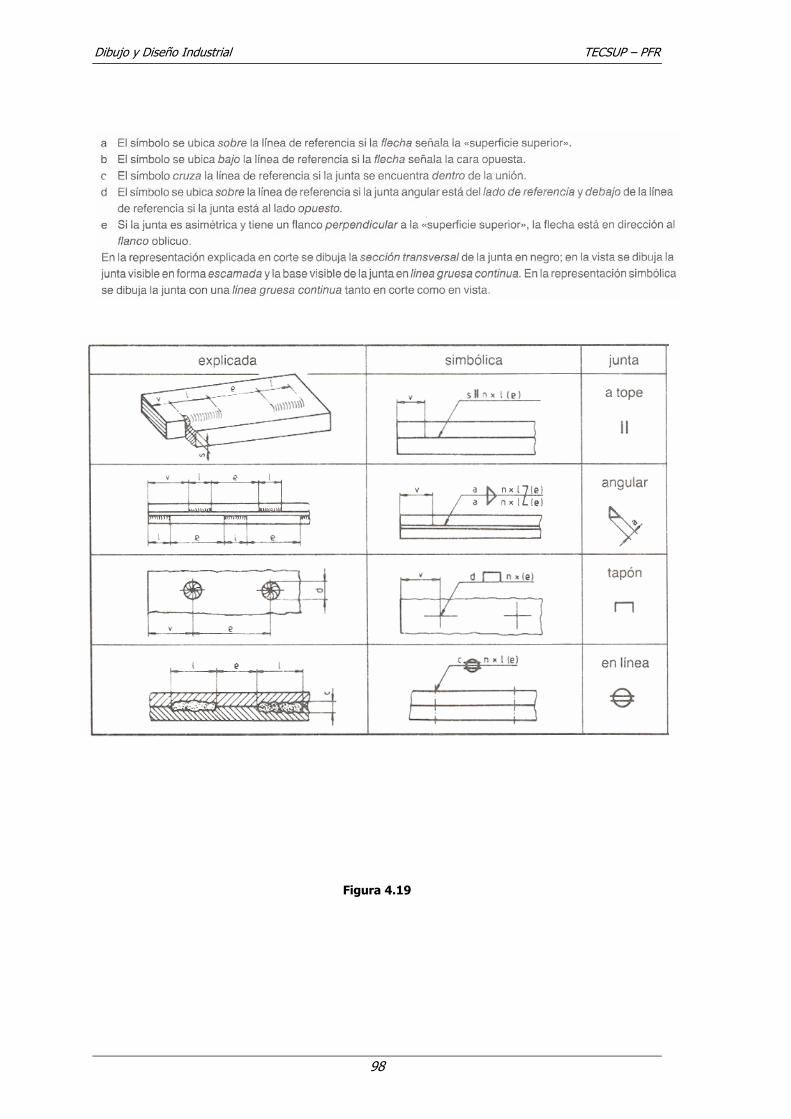
Figura 4.19
TECSUP – PFR Dibujo y Diseño Industrial
99
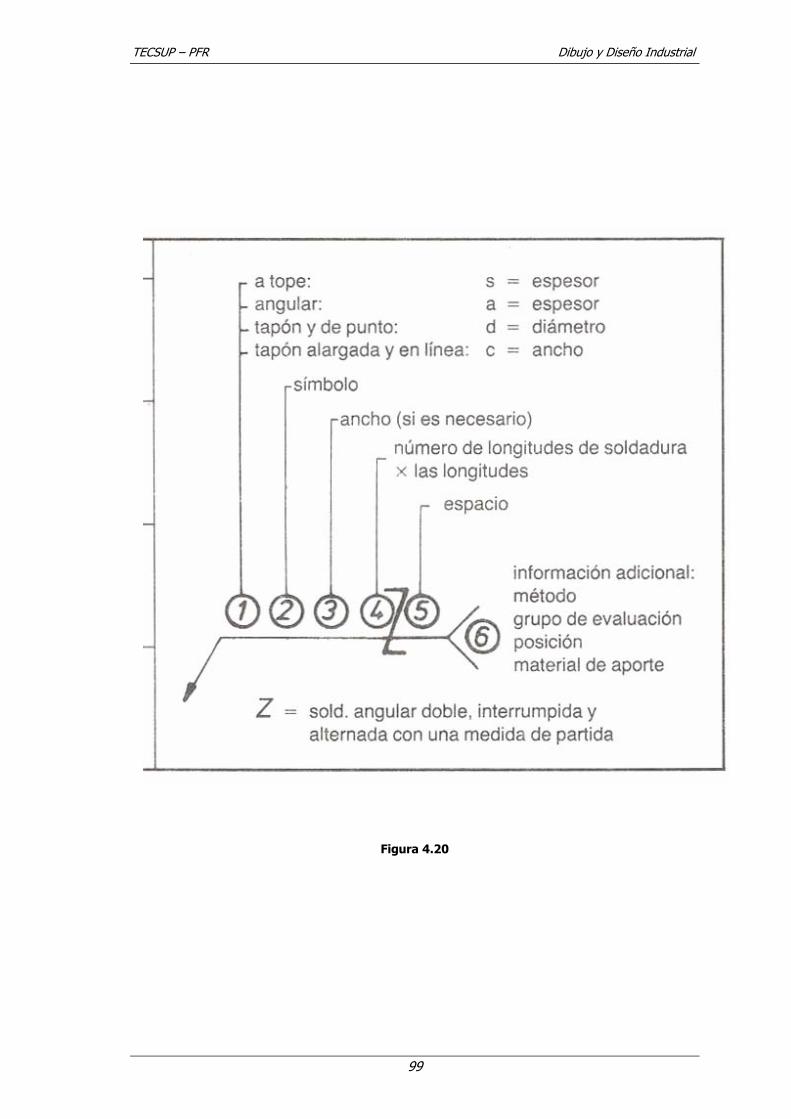
Figura 4.20
Dibujo y Diseño Industrial TECSUP – PFR
100
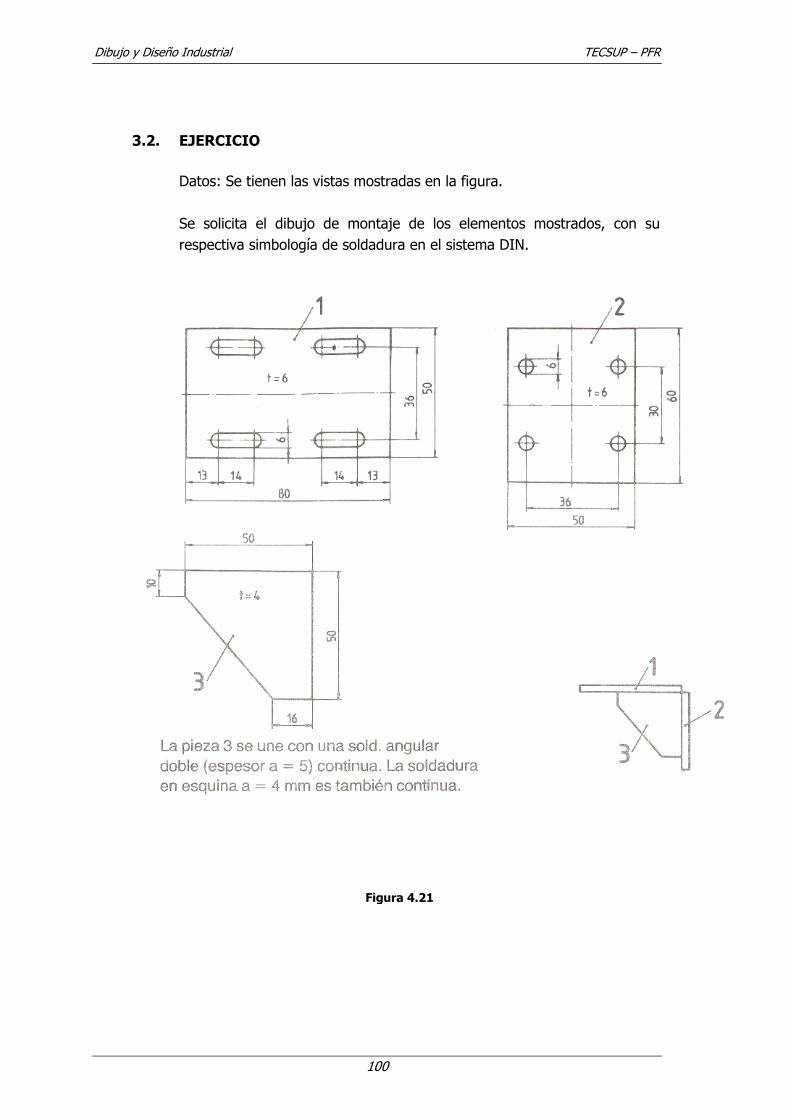
3.2. EJERCICIO
Datos: Se tienen las vistas mostradas en la figura. Se solicita el dibujo de montaje de los elementos mostrados, con su respectiva simbología de soldadura en el sistema DIN.
Figura 4.21