REPARACIÓN ASIENTOS VÁLVULAS DE SEGURIDAD...Reparación asientos válvulas de seguridad 2...
13
Reparación asientos válvulas de seguridad 1 REPARACIÓN ASIENTOS VÁLVULAS DE SEGURIDAD
Transcript of REPARACIÓN ASIENTOS VÁLVULAS DE SEGURIDAD...Reparación asientos válvulas de seguridad 2...

Reparación asientos válvulas de seguridad
1
REPARACIÓN ASIENTOS
VÁLVULAS DE SEGURIDAD

Reparación asientos válvulas de seguridad
2
1.DESARME DE LA VÁLVULA
Foto No. 2
Foto No. 3
Foto No. 4
Foto No. 5
Foto No. 6
Foto No. 7
Desmontar la caperuza y palanca, soltar tuerca del vástago, tornillo de compresión para
descomprimir el resorte. Desmontar tuercas de los postes del Bonete y Yunque,
desmontar roldana superior, bonete; sacar el resorte, desmontar roldana inferior,
desmontar platina soporte – cuerpo y vástago, desmontar guía y regulador.
Reparación asientos válvulas de seguridad
3
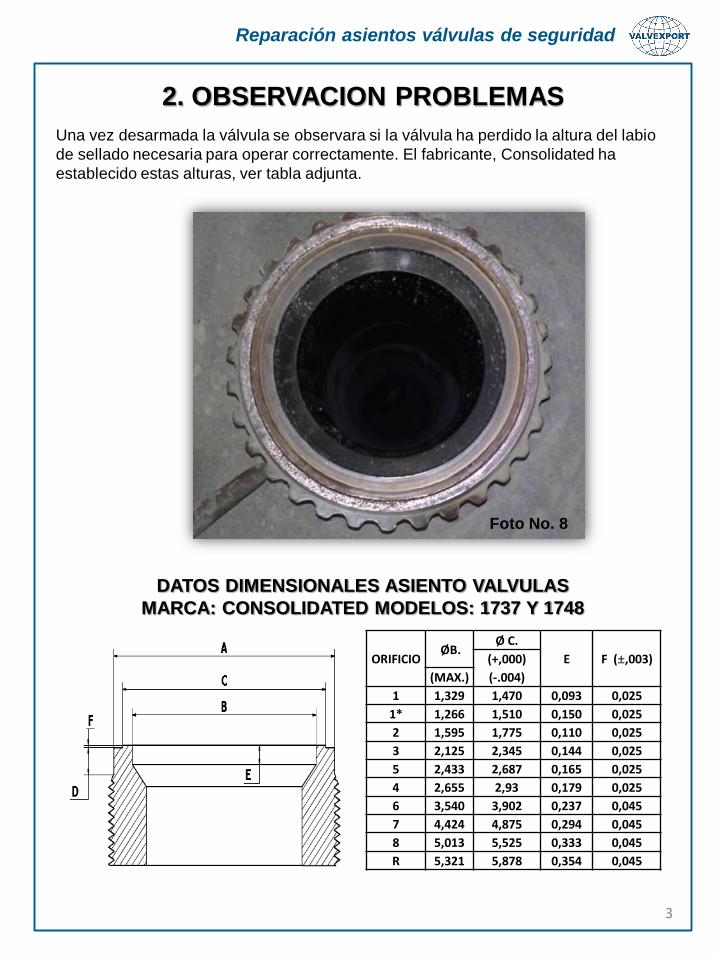
Una vez desarmada la válvula se observara si la válvula ha perdido la altura del labio
de sellado necesaria para operar correctamente. El fabricante, Consolidated ha
establecido estas alturas, ver tabla adjunta.
ORIFICIOØB.
Ø C.
E F (±,003)(+,000)
(MAX.) (-.004)
1 1,329 1,470 0,093 0,025
1* 1,266 1,510 0,150 0,025
2 1,595 1,775 0,110 0,025
3 2,125 2,345 0,144 0,025
5 2,433 2,687 0,165 0,025
4 2,655 2,93 0,179 0,025
6 3,540 3,902 0,237 0,045
7 4,424 4,875 0,294 0,045
8 5,013 5,525 0,333 0,045
R 5,321 5,878 0,354 0,045
DATOS DIMENSIONALES ASIENTO VALVULAS
MARCA: CONSOLIDATED MODELOS: 1737 Y 1748
2. OBSERVACION PROBLEMAS
Foto No. 8
Reparación asientos válvulas de seguridad
4
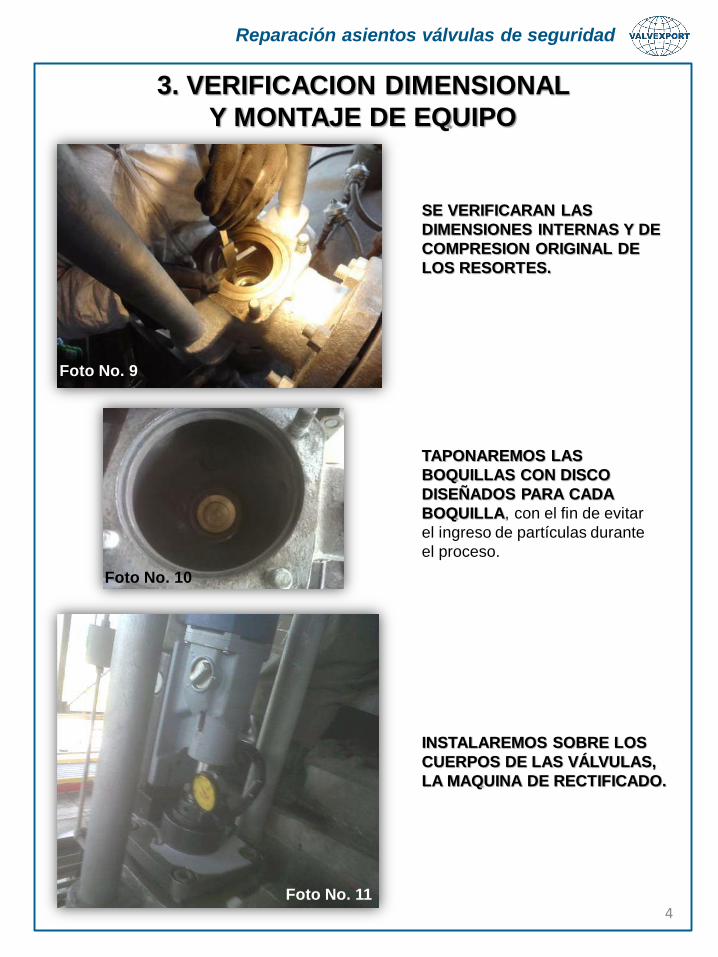
SE VERIFICARAN LAS
DIMENSIONES INTERNAS Y DE
COMPRESION ORIGINAL DE
LOS RESORTES.
TAPONAREMOS LAS
BOQUILLAS CON DISCO
DISEÑADOS PARA CADA
BOQUILLA, con el fin de evitar
el ingreso de partículas durante
el proceso.
INSTALAREMOS SOBRE LOS
CUERPOS DE LAS VÁLVULAS,
LA MAQUINA DE RECTIFICADO.
Foto No. 9
Foto No. 10
Foto No. 11
3. VERIFICACION DIMENSIONAL
Y MONTAJE DE EQUIPO

Reparación asientos válvulas de seguridad
5
RETIRAMOS DISPOSITIVO de
la boquilla de la válvula
Foto No. 16
Foto No. 17
Foto No. 18
POSICIONAMOS NUEVAMENTE LA
MAQUINA DE RECTIFICADO DE
ASIENTOS para mecanizar los
asientos de sellado de acuerdo con las
dimensiones del fabricante.
RECTIFICAMOS LAS MEDIDAS, del labio y
profundidad de la superficie de sellado.
Foto No. 19
4. INSTALACIÓN DE MAQUINA DE RECTIFICADO
SOBRE EL CUERPO DE LA VÁLVULA
UTILIZANDO UNA ASPIRADORA
PORTÁTIL se retiraron todas las
esquirlas y partículas que podían
entrar a la válvula.
Reparación asientos válvulas de seguridad
6
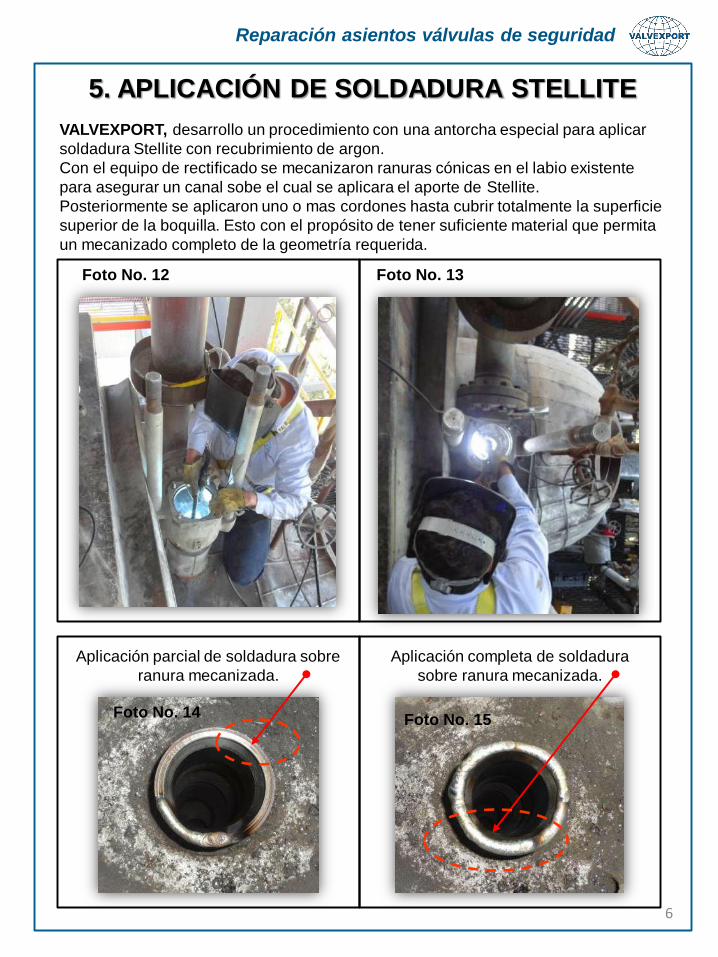
5. APLICACIÓN DE SOLDADURA STELLITE
Aplicación completa de soldadura
sobre ranura mecanizada.
Aplicación parcial de soldadura sobre
ranura mecanizada.
Foto No. 13
Foto No. 14Foto No. 15
Foto No. 12
VALVEXPORT, desarrollo un procedimiento con una antorcha especial para aplicar
soldadura Stellite con recubrimiento de argon.
Con el equipo de rectificado se mecanizaron ranuras cónicas en el labio existente
para asegurar un canal sobe el cual se aplicara el aporte de Stellite.
Posteriormente se aplicaron uno o mas cordones hasta cubrir totalmente la superficie
superior de la boquilla. Esto con el propósito de tener suficiente material que permita
un mecanizado completo de la geometría requerida.

Reparación asientos válvulas de seguridad
7
Con el propósito de aliviar los esfuerzos inducidos
en la boquilla durante el proceso de aplicación de la
soldadura Stellite se realizará un calentamiento del
labio antes de realizar el lapeado final.
Foto No. 20
6. RELAJAMIENTO DE ESFUERZOS INDUCIDOS
POR LA APLICACIÓN DE SOLDADURA

Reparación asientos válvulas de seguridad
8
Lapeamos los labios de las boquillas con discos prelapidados y pulimos la superficies a
terminado espejo.
Foto No. 21
Foto No. 23
7. LAPIDADO Y PULIDO ASIENTOS
Foto No. 22

Reparación asientos válvulas de seguridad
9
8. PRUEBA DE BURBUJAS
VALVEXPORT, desarrollo un dispositivo para prueba sellado hermético que permite
evidenciar escapes por falta de planitud en el asiento lapidado.
Este dispositivo incorpora un pistón (1), que sella dentro de la boquilla, un
“disco-simulador” (2), de acero inoxidable lapidado, que simula el labio del termodisco y
un conjunto de sellado (3), alrededor de la boquilla.
Se inyecta aire a baja presión (5-10 PSI) a través del conducto (4), para presurizar
internamente el sello metal-metal entre el labio de la boquilla y el “disco-simulador”.
Los anillos (o-ring) en el conjunto de sellado y el pistón, impiden que este aire salga por
algún otro pasaje diferente al sello metal-metal.
El pasaje (5) permite conducir el aire que escape por el sello metal-metal, llevándolo a
una manguera que insertamos en un recipiente (6) con agua para evidenciar las
burbujas.
2
3
1
4
5
6

Reparación asientos válvulas de seguridad
10
Instalamos dispositivo para pruebas de burbujas: Se realizan pruebas entre 10 PSI,
durante un minuto en cada válvula.
Foto No. 23
Foto No. 24
8. PRUEBA DE BURBUJAS
Reparación asientos válvulas de seguridad
11
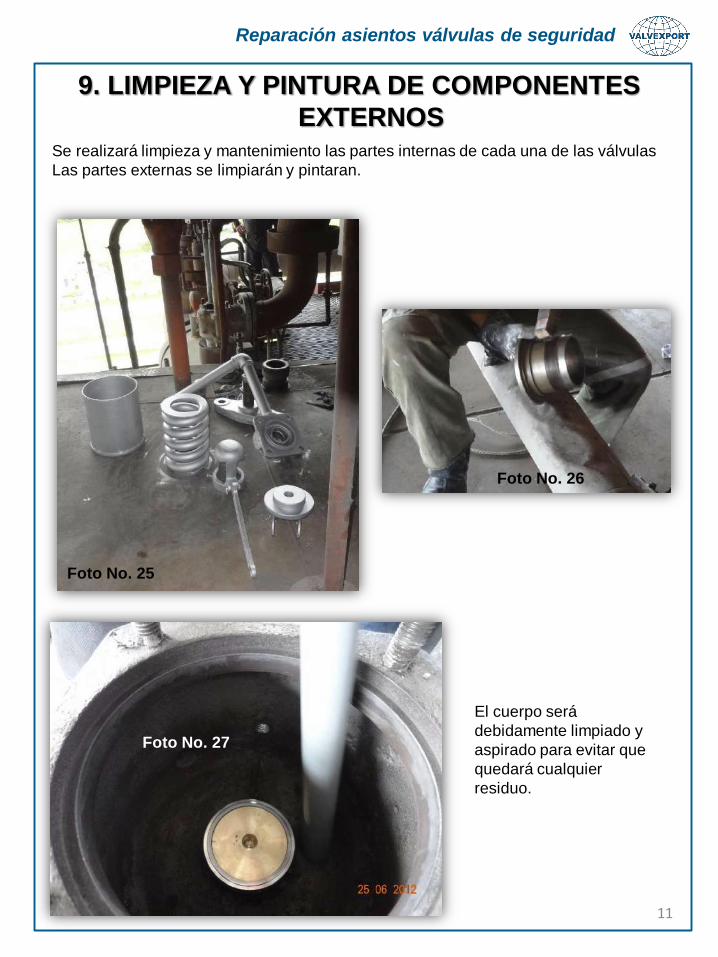
9. LIMPIEZA Y PINTURA DE COMPONENTES
EXTERNOS
El cuerpo será
debidamente limpiado y
aspirado para evitar que
quedará cualquier
residuo.
Foto No. 26
Foto No. 25
Foto No. 27
Se realizará limpieza y mantenimiento las partes internas de cada una de las válvulas
Las partes externas se limpiarán y pintaran.

Reparación asientos válvulas de seguridad
12
10. RE-ENSAMBLE FINAL
Foto No. 28 Foto No. 29
Foto No. 30
Foto No. 31
Foto No. 32Foto No. 33
Foto No. 34

Reparación asientos válvulas de seguridad
13
Foto No. 35
Foto No. 36
Foto No. 37
11. RE-CALIBRACION RESORTE
El tornillo de compresión se
lleva a una posición
equivalente a la encontrada
al iniciar los trabajos.
La calibración final se
realiza utilizando un equipo
electrónico, con la caldera
operando al 80% de la
presión nominal. (Ver
calibración electrónica
válvulas de seguridad.