RECUPERACION DEL CATALIZADOR HECHO A BASE DE …
115
Instituto Politécnico Nacional ESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS EXTRACTIVAS RECUPERACION DEL CATALIZADOR HECHO A BASE DE PENTOXIDO DE VANADIO TESIS PROFESIONAL QUE PARA OBTENER EL TITULO DE INGENIERO QUIMICO INDUSTRIAL P R E S E N T A SANTOS HERNANDEZ ANTONIA MEXICO, D. F. 1986
Transcript of RECUPERACION DEL CATALIZADOR HECHO A BASE DE …
I n s t i t u t o P o l i t é c n i c o N a c i o n a l
ESCUELA S U P E R IO R DE ING EN IER IA QUIMICA E IN D U STR IA S
EXTRACTIVAS
RECUPERACION DEL CATALIZADOR HECHO A BASE DE PENTOXIDO DE VANADIO
TESIS PROFESIONALQUE PARA OBTENER EL TITULO DE
ING EN IERO QUIM ICO IN D U STR IA L
P R E S E N T A
SANTOS HERNANDEZ ANTONIA
MEXICO, D. F. 1986
T33 IS BBC0PK3AÜI0X ESS> CAIALISADOR HBíTñO A BASB S I vmTQXIM OS VASASIO
m s m m « . » . í a b o a r iw m m m & m % m ¡ m m
sA sn o s H c a / j iD iz a h s c j íia
5 MODALES M .C . IM S A R I fO OOROMABO MALBOHADOzas. jm m i b jw ha o h f s r a1 M . /DA» 1ASRJK& R O R IT U «BROAS*
Máxico, D.F., 25 do abril do 1985.
C. ING. ROBEN LEMUS B&RRON JEFE DE LA DIVISION DE SISTEMAS DE TITULACION P R E S E N T E .
El suscrito, SANTOS HERNANDEZ ANTONIA, Pasante en la Carrera de Ingeniaría Qjitáca Industrial, pona a su atenta consideración «1 tema do Tesis que tíere por título RECUSERACION DEL CATALIZADOR HECHO A BASE DE PENTO XIDO DS VANADIO, que lo he desarrollado y con el cual desao presentar mi Ex&eob Profesional bajo la opción de Seminario «3a Tesis, en cuyo conteni do es como sigues —
R e s u m e nI IntroducciónII GeneralidadesIII Procesos de FabricaciónIV Desarrollo ExperimentalV ResultadosVI Conclusiones y Recomendaciones
Bibliografía.Trabajo que ha sido asesorado por el C. Maestro en Ciencias MARGAR!TO CO ROTADO MALDONADO, quien acepta sor director para la presentación del mis mo y examen profesional. ~
T E
/ANTONIA.
Domicilio! Calle Maestro Rural Manzana 94, Lote 8 Coi. Cuautepec Zona Escolar Míxico, 07230, D.F.
INSTITUTO POLITECNICO NACIONALESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS EXTRACTIVAS
J DIVISION DE SISTEMAS DE TITULACION-'¡¿IM OKI I Mil V
lulcauun í‘l isLicA México, D. F. Mayo 6, de 1985
C SANTOS HERNANDEZ ANTONIA.Pasante delngemero QUIMICO INDUSTRIAL. Presente
1977-1984
Ei tema de trabajo y/o tesis para su examen profesional en la opción SEMINARIO DE TES IS .
es propuesto por el C. M.C. MARGARITO CORO]
de la calidad de trabajo que usted presentí DE PENTOXIDO DE VANADIO.”
el cual deberá usted desarrollar de acuej
quien será el responsable
(EL CATALIZADOR HECHO A BASE
Sistemas de Titulaciónrarg'
INSTITUTO POLITECNICO NACIONALESCUELA SUPERIOR DE INGENIERIA Q UIM ICA E INDUSTRIAS EXTRACTIVAS
MEXICO, D. F., 18 de Marzo de 1986
c. SfiNTOS HEHffiNDEZ SWTCNIA.Pasante de IngenieroQUIMICO INDUSTRIAL.
Presente:
Los suscritos tenemos el agrado de informar a usted que, habiendo procedido a revisar el borrador de la modalidad de titulación correspondiente, denominado .KEX^UPEP^CICN EEL A
BASE DE PENTOXUX) EE VZSMADIO."
encontramos que el citado trabajo y /o proyecto de tesis, reúne los requisitos para autorizar el Examen Profesional y proceder a su impresión según el caso, debiendo tomar en consideración las indicaciones y corree* dones que al respf’So se le hicieron.
Atentamente
JU
a m.
% ? ..................
C ING. ¿fORS: IBARRA. OLVERA.
mrg' c c.p.—Expediente.
SECRETARIACE
EDUCACION PUBLICA
RECUPERACION DEL CATALIZADOR HECHO A BASE DE PENTCXIDO DE VANADIO
C O N T E N I D O
Página
CAPITUID I Introducción......................... 7
CAPITULO II Generalidades......................... 9
CAPITULO III Proceso de E&bricaciiSn............ . 70
CAPTTOUD 17 Desarrollo Experimental................ 101
CAPITUID V Resultados........................... 107
CAPITOLO VI Cbnclus iones y Recomendaciones......... 10 9
* * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
* * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
R E S U M E N
El catalizador es una sustancia que se utiliza en una reacción química para modificar velocidades de reacción; que al final - de la misma se recupera sin cambios químicos.El catalizador debido al proceso que continuamente está en contacto con los reactantes, lentamente disminuye su actividad ca talitica, observándose como consecuencia baja en la eficien ~ cia.En el presente trabajo se expone una forma de recuperar el catalizador hecho a base de pentóxido de vanadio, que consiste - en reprocesar el catalizador envejecido, previo balance con ma terial nuevo para ajustar el resultante con las especificaciones que el proceso de oxidación requiere.Considerando la composición original en pentóxido de vanadio - del catalizador, que sólo se aprovecha en un 20% aproximadamen te y un 80% permanece en el catalizador envejecido; se desarró- lia una serie de experimentaciones y análisis, obteniendose fT nalmente el sólido en un 8.7% en pentóxido de vanadio y con - las especificaciones de la calidadSe acuerdo con las condiciones y factores controlantes del pro. ceso de oxidación, la fabricación se desarrolla considerando - grandemente los requerimientos de la calidad que comprende varios análisis y pruebas de laboratorio.En el proceso de fabricación hemos tenido cuidado del buén con trol de agregado de materiales en la alimentación y en la forma que requiere el proceso, conforme a los requisitos de la ca lidad, principalmente la humedad.La acertada constitución química del catalizador no es una garantía de que el sólido obtenido tenga actividad catalítica — deseada, porque la actividad catalítica depende de la estructu ra física y cristalina.Un exceso de humedad, uniforme o en parte, el catalizador es - compacto y la porosidad es insuficiente, observándose la actividad catalitica baja, por contener poco área activa. Una deficiencia de humedad, el proceso es en cierta forma delicado,- el sólido es frágil y quebradizo.Asi pués, con este trabajo se ha demostrado que es factible re cuperar el catalizador envejecido, teniendo en cuenta su estruje tura física y cristalina porque de esto depende la actividad -*~ catalitica.Gomo toda obra humana es perfectible, y más tratándose de un - trabajo de investigación que debe mejorarse continuamente, espero que las sugerencias de los maestros, ingenieros e inves - tigadores, emanadas de sus experiencias, ayuden a mejorar el - presente trabajo en beneficio de nuestra industria productiva.
SANTOS HERNANDEZ ANTONIA.
7
CAPITULO I
INTRODUCCION
Sn la termodinámica, se estudia, la posibilidad de que una reacción se produsca espontáneamente; piro no indica con que rapidlz se pro ducirá una reacción bajo un conjunto dado de condiciones experimen tales. Por ejemplo, la reacción
so2(g) + | o 2{g) * so3(g)
Bsta reacción es termodinámicamente espontánea a 298°K ; piro se sa be que esta reacción a Ista temperatura casi no tiene cambios apre ciable de reactivo y producto, porque la reacción es muy lenta ; -sin embargo, si se añade un catalizador de pentóxido de vanadio lareacción se efectúa con mayor rapidlz a 298°K .La rapidlz se define como el Indice de cambio con el tiempo de la concentración de un reactivo o un producto.La cinética química, se ocupa en el estudio de la rapidéz de las reacciones químicas, esencialmente bajo loe aspectos siguientes s
1. La velocidad o rapidlz de la reacción que ocurre, de acuerdo con el índice de cambio de reactivos o productos con el tiempo, así como la concentración de los mismos.
2. La trayectoria que sigue la reacción para pasar de reactivo a producto.
Casi todas las reacciones químicas son complejas, y se cree que lo que observamos como una reacción simple es, en realidad, el efecto
global de una secuencia de reacciones elementales •Generalmente, resulta cierto que el aumento en la cantidad de reacti_ vos y la temperatura, así como la adición de un catalizador apropiado, hacen aumentar la velocidad de la reacción .El catalizador es una sustancia que se utiliza durante una reacción química, pero que se recupera sin cambios, al final de la reacción . De manera que, el catalizador sólamente forma parte en alguna etapa intermedia de la reacción. De hecho, permite que la reacción se pro dusca en una trayectoria de energía más baja que si dicho cataliza— dor no estubiera presente . Esto permite que una reacción catalizada se lleve a cabo con mayor rapidéz que una reacción no catalizada . Debido al contacto continuo con los reactantes y productos, así como la sinterización, los catalizadores lentamente disminuyen su actividad catalítica durante su empleo y en consecuencia se ve reducida la eficiencia .La sinterización es la conglomeración que sufre el catalizador, por estar expuesto a la temperatura del proceso durante su vida útil, en la que, las moléculas tienden a unirse, formando bolas que dissdnu— yen el área activa .El presente trabajo trata precisamente sobre la recuperación del ca talizador de pentóxido de vanadio, cuando éste ha sido retirado del proceso porque su actividad catalítica ha disminuido .Hasta la fecha no se ha intentado buscar un método para la recuperación de dicho catalizador, habiendo grandes cantidades como desecho en los centros productivos donde utilizan (por ejemplo, Industrias - Químicas de México S.A. de C.V.). Este catalizador se usa en laoxidación del gas dióxido de azufre S02 a SO^ , para la fabrica— ción de Acido Sulfúrico .
8
9
CAPITULO II
GENERALIDADES
La catálisis se refiere generalmente a procesos químicos en los qure, las velocidades de las reacciones están sujetas a la influencia de sustancias que no son reactantes ni productos. Esta sustancia se conoce con el nombre de catalizador. Básicamente se considera que el catalizador forma un compuesto intermedio con alguno de los reac tivos que, a su vez interactiva con los otros para formar los produc tos deseados, y regenerar el catalizador. De ésta manera, el catali zador permite el desarrollo de una reacción a una mayor velocidad - siguiendo un mecanismo que requiere una menor energía de activación que la que se necesita en la reacción no oatalizada.
HISTORIA DE LA CATALISIS
Se podría decir que se empieza a tener conocimiento del principio fundamental de la catálisis a partir de la edad media, ya que los alquimistas de esa época sabían que se podía facilitar las reaccio nes químicas añadiendo determinadas sustancias.Es así como desde hace tiempo se conocen las reacciones catalíticas como por ejemplo, las siguientes:
Hidrólisis de almidón por medio de Acido (Parmentier, 1781), Oxidación por contacto da metano sobre Platino (Davy, 1816), Reacción del Hidrógeno y Oxígeno en presencia de Platino (Dobereiner, 1823) yEl proceso de Acido Sulfúrico en la cámara de Plomo (Clement y Desormes, 1806)
ícr
En el año de 1836, J'óns Jakob Berzelius, hizo ana clasificación--de observación diversas, lo cual lo lleva al concepto y al nombre— de catálisis. Pocos años después, Mitscherlinch agrupa una serie— de fenómenos similares en la designación general de catálisis.
En 1901 GUILLERMO OSTWALD ideo aprovechar la variación de la velo— cidad de reacción como medida de la acción catalítica y propuso su- defmición clásica de los catalizadores: "Catalizador es una sus—tancia que altera las velocidades de una reacción química sin apa—— recer en los productos finales".
En la segunda década de este siglo, Langmuir y otros investigadores estudian sistemas de absorción, tomando como base los modelos super ficiales propuestos por la cristalografía, y se empieza a especular sobre la influencia de efecto de las redes cristalinas en el meca—nismo de la catálisis heterogénea. Por otro lado, aparece la teo__ría de Multipletes, de Balandín, basada en relaciones geométricas —entre el absorbato y las especies absorbidas, y la teoría de loa __centros activos de Taylor donde la superficie del catalizador está- organizada en áreas de diferente potencial químico .
En los años treinta, Taylor determina la existencia de una energía-de activación para la quimisorción, semejante a la de las reaccio__nes químicas Lennard-Jones presenta una relación general entre la - energía de los centros activos superficiales y la estructura elec -trónica del catalizador. La física de estado sólido adquiere 1™ gran importancia y se empieza a utilizar conceptos de las teorías de las bandas y de campo cristalino.
En los años cuarenta, con la introducción de un método de medida-
11
de superficie especificas per Brunaver, Emmert y Teller da lugar- a correlaciones entre actividad y superficie específica de los ca talizaderes.
Estas correlaciones toman también en cuenta la estructura electrí nica del sélida; sin embarga, a estas ideas san para sistemas sen cillas.
Para prafundizar la teoría en el mecanisme de las reacciones cata líticas, en las últimas añas ae intraducen técnicas de estudias - más 6 sienes complicadas. £1 intercambia arte-para hidrégene, la- utilización de isótopas marcados y el desarrollo del cenacimiente de complejas orgánicas.
Desde el ounta de vista física, las técnicas es la deteccxén de - radicales libres, métedes de estudia de sílidos semicenducteres - y los sistemas que examinan especies quimisarbidas.
Con estas técnicas se eriginaran enermes námeres de trabaja cuye- contemdos muestran una gran diversificacién de ideas y una esten sible falta de cencreaciin en el establecimiento de conceptos generales. Bn general se deduce que no existe una base de ceneci— mientas lo suficientemente amplia para predecir can exactitud el— catalizador más adecuada para llevar a cabe una determimada reac— cién química; sin embarga, se cuenta can tearías y carrelacienes con las que se puede establecer en ciertas casas, el tipo de ca- talizadares que utilizarse en proceses que presentan características similares ó comunes.
12
REACCIONES CATALIZADAS POR SOLIDOS
Se ha comprobado que la velocidad de un gran aáaero de reaccionesestán afectadas por la presencia de sustancias que no son los __reaotantes originales ni los productos finales de la reacción . Bstas sustancias, llamadas catalizadores, pueden retardar la reae
13
ciones, en cuyo casa se denomina catalizadores negativas, o aumentar su velocidad, llamándose entonces catalizadores positivos.Los catalizadores pueden ser sólidos o líquidos.
Las reacciones catalizadme por sólidos generalmente implican rup__turas o uniones de alta energía y juegan un papel importante en mu chos procesos induotnales, como por ejemplo, en la producción del metanol, ajaónico, ácido sulfúrico, y varios productos petroquíai— eos. Consideramos una fracción del petróleo natural; como está — forjado por una mezcla de muchos componentes, principalmente hidro carburos, su tratamiento en condiciones extremas conducirá a una - varieaaa de cambios que se efectúan simultáneamente, dando lugar » a una sene de compuestos, unos deseables y otros no. Aunque frecuentemente un catalizador puede hacer variar la velocidad de las- reacciones en miles o millones de veces,también se encuentra, para muchas reacciones* que la característica más importante de un catalizador es su selectividad. Entendiendo por selectividad a la propiedad del catalizador que permite modificar solamente la veloci_dad de ciertas reacciones, muchas veces la de una reacción determi nadaf no afectando a las demás. De este modo, en presencia de un— catalizador adecuado pueden obtenerse productos que contengan predominantemente la sustancia deseada a partir de una ‘alimentación - determinada.
La investigación en el uso de los catalizadores en forma general, se tiene las siguientes indicaciones:
1.— No se conoce bien el modo de seleccionar un catalizador para promover una reacción específica; por consiguiente, en la — práctica se necesita realizar una amplia serie de ensayos - para descubrir un catalizador satisfactorio.
14
La reproducción de la constitución química de un buen catali zador no es una garantía de que el sólido obtenido tenga - actividad catalítica.
La actividad catalítica de -una sustancia, está gobernada por su estructura física o cristalina. Esta afirmación está reforzada por el hecho de que cuando un catalizador se calienta por encima de una temperatura crítica determinada puede perder su actividad, a veces para siempre. En consecuencia, la investigación actual sobre catalizadores está centrada fundamentalmente en la estructura de la superficie de los sólidos.
Para explicar la acción de los catalizadores se admite que las moléculas reaccionantes se están modificando de algún modo, energetizándose, o formando productos intermedios en las regiones próximas a la superficie del catalizador; se ha propuesto varias teorías para explicar los detalles de este comportamiento.
En una de las teorías se supone que el producto intermedio es como una asociación de una molécula del reactante con una región de la superficie; es decir, las moléculas están ligadas de algún modo a la superficie.En otra teoría se supone que las moléculas se mueven en el entorno próximo a la superficie y están bajo la influencia de la fuerza de superficie. De acuerdo con esta teoría, las moléculas son móviles aunque están modificadas por la fuerza de su_perficie.En una tercera teoría se supone que se forma complejo activado (un radical libre) en la superficie del catalizador; después
este radical libre se mueve hacia el seno de la corriente gaseosa provocando una cadena de reacciones con nuevas moléculas antes de ser finalmente destruido .
En contraste con las dos primeras teorías, que consideran, que la reacción tiene lugar en las inmediaciones de la superficie, esta tercera teoría considera a la superficie del catalizador como un simple generador de radicales libres, verificándose la reacción - en el seno del gas *
5.- De acuerdo coa la teoría del estado de transición, el catalizador reduce la barrera de energía potencial, provocando la formación de moléculas inestables o asociaciones de moléculas inestables en la superficie del catalizador, originándose de esta manera el complejo activado por la formación de produc - tos intermedios, y que a su vez, los productos intermedios se descomponen para formar finalmente productos •
Esta disminución de energía se refleja en la correspondiente disminución de la energía de activación, y en consecuencia , en un aumento de la velocidad de reacción, Figura 2-1 .
6.- Aunque un catalizador puede aumentar la velocidad de una reac ción, nunca determina el equilibrio, o punto final de dicha reacción, ya que, el equilibrio está regido solamente por la termodinámica . Es decir, con o sin catalizador, la constante de equilibrio para la reacción es siempre la misma .
7.- Como la superficie sólida es la responsable de la actividad - catalítica, se ha de procurar que los catalizadores tengan una gran superficie fácilmente accesible en materiales de fácil manejo .
15
16
Per diferentes métodos pueden obtenerse áreas de superficie activa de tamaños considerables por centímetro cúbico de catalizadores.
VELOCIDAD DE REACCION Y LOS FACTORES QUE INFLUYEN SOBRE LA REACCION
En las reacciones en fase gaseosa catalizadas por sólidos la presen cia ée la superficie catalítica en las proximidades de la melécula- de un gas reactivo, hace que se efectúe la reacción. Con pastillas de catalizadores parases, la reacción transcurre en toda la interfa se gas-sólido, tanto en la superficie exterior cama dentro de los - poros de la pastilla. Para estos sistemas la representación que — más se ajusta, al comportamiento real de la reacción, considera que se efectúa en una extensión mayor o menor a trave's de la pastilla - de catalizador.
En la deducción de las expresiones de velocidad para reacciones catalíticas han de tenerse en cuenta los distintos procesos que pue— den ofrecer resistencia a la reacción. Para una sola partícula decatalizador poroso, podemos representar estos procesos de modo si— guíente:
RESISTENCIA DE LA PELICULA GASEOSA
Los reactantes han de difundirse desde el seno del fluido hasta la superficie exterior del catalizador.
RESISTENCIA A LA DIFUSION EN LOS POROS.
fiama el interior de la pastilla tiene la área mucho mayor que la superficie exteriar, la mayor parte de la reacción tendrá lugar den_tro de la propia pastilla. Per consiguiente, los reactantes bf»n de
17
desplazarse hacia su interior atravea de los poros.
RESISTENCIA EN LA SUPERFICIE.
En su desplazamiento las moléculas reactantes han de ligarse en al gún panto a la superficie del catalizador donde reaccionan para — dar productos, que después se liberan a la fase fluida dentro de - los poros.
RESISTENCIA A LA DIFUSION DE LOS PRODUCTOS EN LOS POROS.
Los productos se difunden hacia el exterior de la pastilla después de que se hayan formado.
RESISTENCIA DE LA PELICULA GASEOSA PARA LOS PRODUCTOS.
Los productos se mueven después desde la salida de los poros del - catalizador hasta el seno de la corriente gaseosa.
RESISTENCIA AL FLUJO DE CALOR.
Para las reacciones rápidas que van acompañadas de grandes despren dimientos o absorciones de calor, el intercambio de calor en la zo na de reacción puede no ser la suficientemente rápida para que la- pastilia se mantenga en condiciones isotérmicas. Si ocurre ésto,- la pastilla se enfriaría o se calentará, lo que puede afectar gran demente a la velocidad. Por consiguiente la rosistonela a la trans foronda de calor a través de la película gaseosa o dentro de la - pastilla puede influir sobre la velocidad de reaccién.
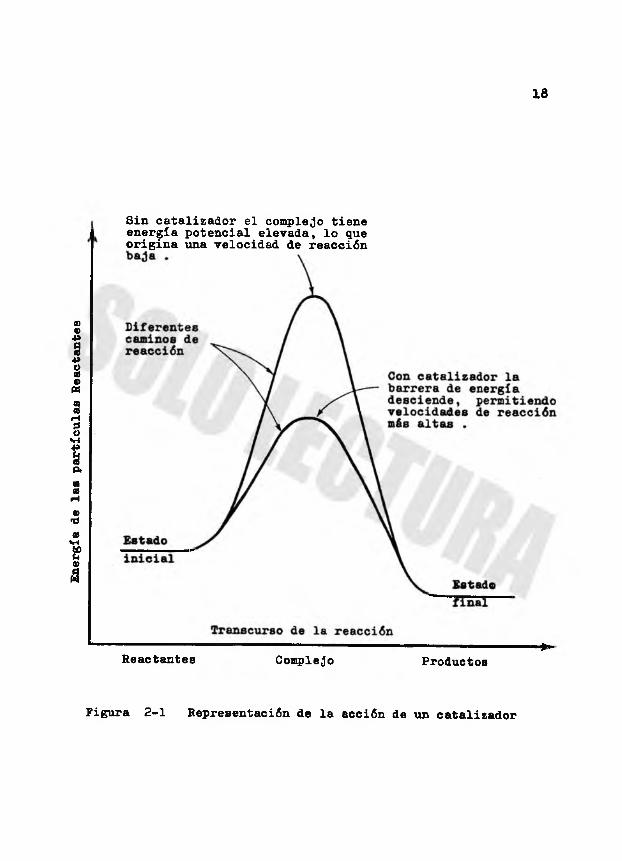
Energía
de la* partículas Re
acta
ntes18
Sin catalizador el complejo tiene energía potencial elevada, lo que origina una velocidad de reacción
"' " i ii . i. i >iReactantes Complejo Productos
Figura 2-1 Representación de la acción de un catalizador
19
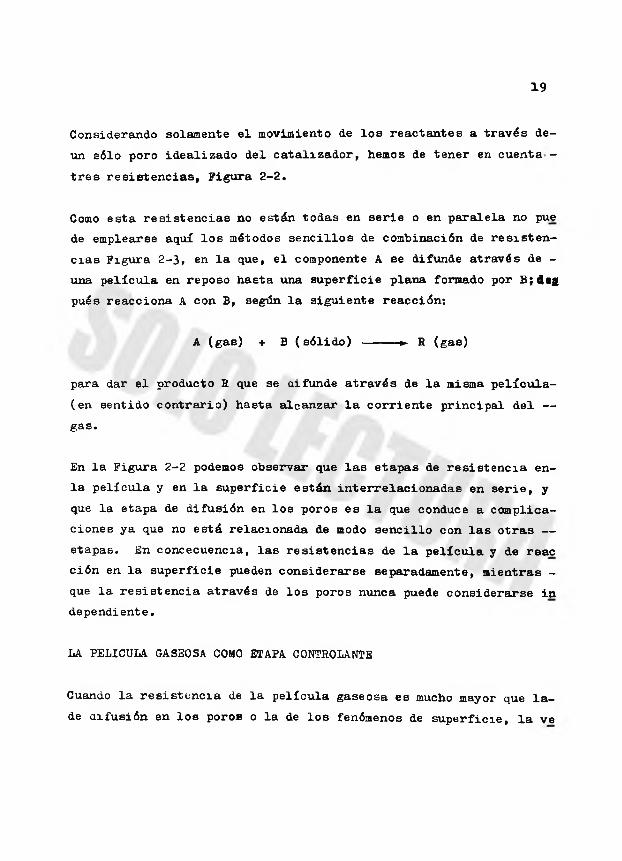
Considerando solamente el movimiento de los reactantes a través de- un sólo poro idealizado del catalizador, hemos de tener en cuenta- tres resistencias, Figura 2-2.
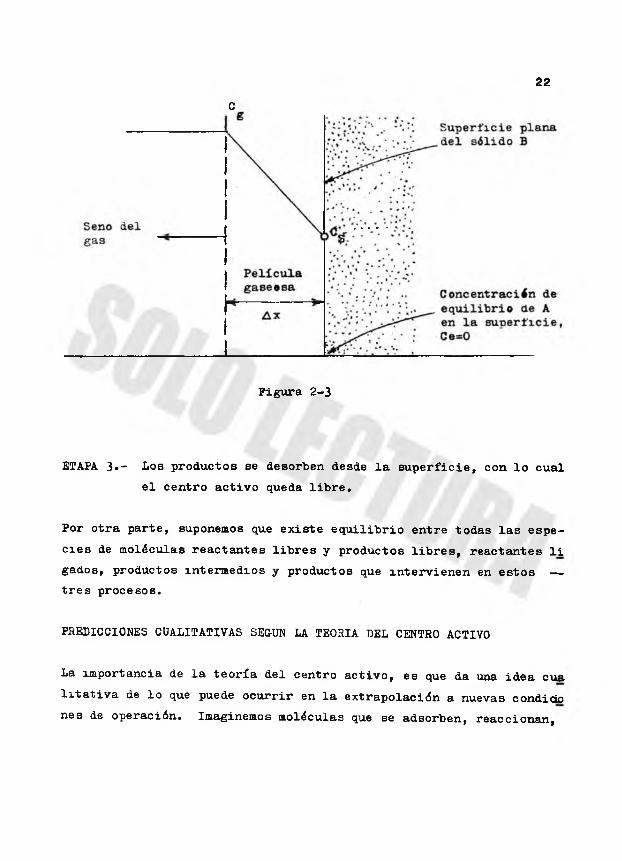
Como esta resistencias no están todas en serie o en paralela no pue de emplearse aquí los métodos sencillos de combinación de resistencias Figura 2-3, en la que, el componente A se difunde através de - una película en reposo hasta una superficie plana formado por B;4«£ pués reacciona A con B, según la siguiente reacción:
A (gas) + B (sólido) -----► R (gas)
para dar el producto B que se aifunde através de la misma película- (en sentido contrario) hasta alcanzar la corriente principal del — gas.
En la Figura 2-2 podemos observar que las etapas de resistencia en- la película y en la superficie están interrelacionadas en serie, y que la etapa de difusión en los poros es la que conduce a complicaciones ya que no está relacionada de modo sencillo con las otras — etapas. En concecuencia, las resistencias de la película y de reac ción en la superficie pueden considerarse separadamente, mientras - que la resistencia através de los poros nunca puede considerarse in dependiente.
LA PELICULA GASEOSA COMO ETAPA CONTROLANTE
Cuando la resistencia de la película gaseosa es mucho mayor que la- de aifusión en los poros o la de los fenómenos de superficie, la ve
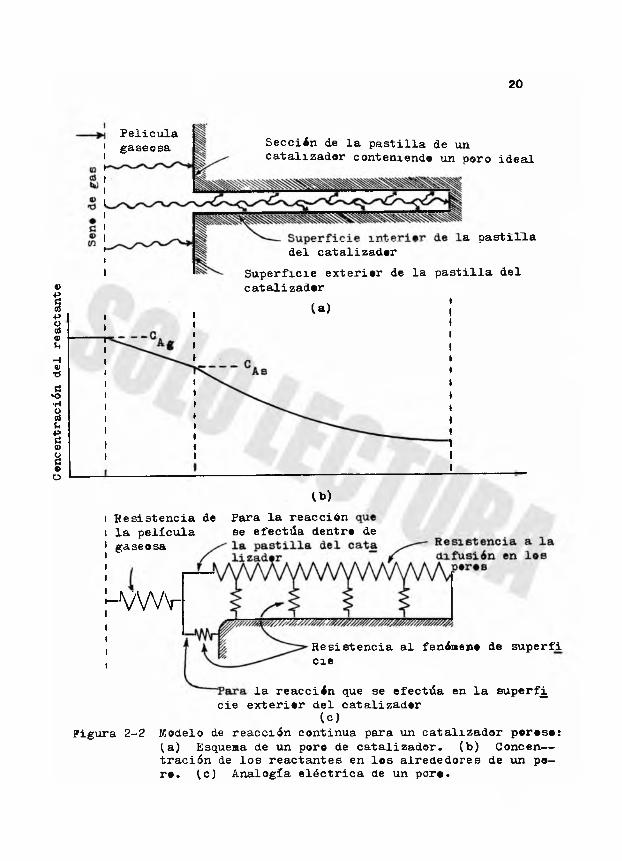
Concentración
del
reactante
20
Sección de la pastilla de un catalizador conteniendo un poro ideal
Peliculagaseesa
gaseosa
- V W V t
Resistencia al fenómeno de superíi cíe
la reacción que se efectúa en la superf¿ cié exterior del catalizador
(c)Figura 2-2 Modelo de reacción continua para un catalizador poroso:
(a) Esquema de un poro de catalizador, (b) Concen— tración de los reactantes en los alrededores de un poro. (cj Analogía eléctrica de un poro.
______________ a pastilladel catalizador
Superficie exterior de la pastilla del catalizador
(a)
tb)Resistencia de Para la reacción la película se efectúa dentro de
locidad de reacción está limitada por el flujo de reactante hasta la superficie del sólido, regido por el coeficiente de transporte de ma teria kg entre el gas y el sólido (através de la película gaseosa). La velocidad basada en la unidad de superficie externa de la pelícu
21
la, S . es: ’ ext
_ dN, c n- s ^ “ dt^“= k« 1 Ag " Ae>ext
donde C, es la concentración del reactante A en la corriente gaseo- Agsa, y C es la concentración de A en equilibrio en la superficie.
Si la resistencia de la pelicula gaseosa es la controlante, como sue le ocurrir en las reacciones a temperaturas muy elevadas, la velocidad observada para la reacción global, será la misma todas las reacciones sólido-fluido, tanto las que son catalizadas como las que no son catalizadas.
EL FENOMENO DE SUPERFICIE COMO ETAPA CONTROLANTE
Debido a la gran importancia industrial de las reacciones catalíticas se ha hecho un considerable esfuerzo en el desarrollo de teorías que pudieran constituir bases racionales para la deducción de ecuaciones de velocidad. Lo más dtil para nuestros fines supone que la reacción tiene lugar en centros activos de la superficie del catali zador, y se admite que se presentan sucesivamente las tres etapas - siguientes en la superficie:ETAPA 1.- Se adsorbe una molécula en la superficie y queda ligada
a un centro activo.ETAPA 2.- Reacciona con otra molécula situada en un lugar adyacen
te (mecanismo de doble centro), con una procedente de lacorriente gaseosa (mecanismo de un solo centro), o sim_plemente se descompone en dicho lugar (mecanismo de un — solo centro).
22C
Figura 2-3
ETAPA 3»- Los productos se desorben desde la superficie, con lo cual el centro activo queda libre.
Por otra parte, suponemos que existe equilibrio entre todas las especies de moléculas reactantes libres y productos libres, reactantes li gados, productos intermedios y productos que intervienen en estos — tres procesos.
PREDICCIONES CUALITATIVAS SEGUN LA TEORIA DEL CENTRO ACTIVO
La importancia de la teoría del centro activo, es que da una idea cua litativa de lo que puede ocurrir en la extrapolación a nuevas condiáo nes de operación. Imaginemos moléculas que se adsorben, reaccionan,
23
y se desorben de la superficie. A partir de las determinaciones de adsorción sábenos que una elevación de la presión origina un incremento en la cantidad de sustancias adsorbidas: por consiguiente, -si la adsorción es la etapa controlante de la velocidad, un aumento en la concentración del reactante originará un aumento en la veloci dad de reacción.
Supongamos que la etapa controlante es la desorción,como la desor_ción es un proceso de equilibrio entre el centro ligado y las moléculas del producto libre, no está afectada por un aumento en la con centración de los reactantes; por consiguiente, no obtendremos aumeg to alguno en la velocidad al aumentar la concentración del reactan— te.
Cuando el factor controlante es la reacción química, podemos suponer que todos los centros activos están actuando sin cesar, y entonces - podemos considerar que el reactante A se descompone por el aecaniao de un solo centro. Aumentando la concentración del reactante en la- atmósfera alrededor de la superficie y la velocidad de reacción no - aumentará, porque se supone que la superficie ya está saturada de A-,
Consideramos la siguiente reacción por el mecanismo de doble centros
A + B *• Productos
Este mecanismo admite que una molécula de A en un centro, reacciona- atacando a una molécula de B en un centro próucimo. Ahora bién, si A se encuentra en exceso sobre la superficie, la velocidad de reacción es entonces función de la concentración de B sobre la superficie.
24
‘HOOr-\®>
*8
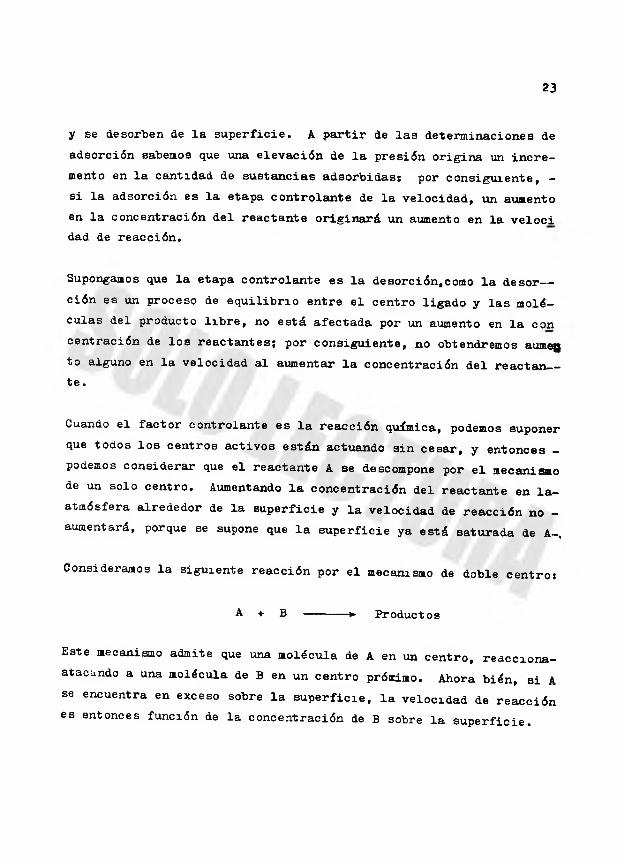
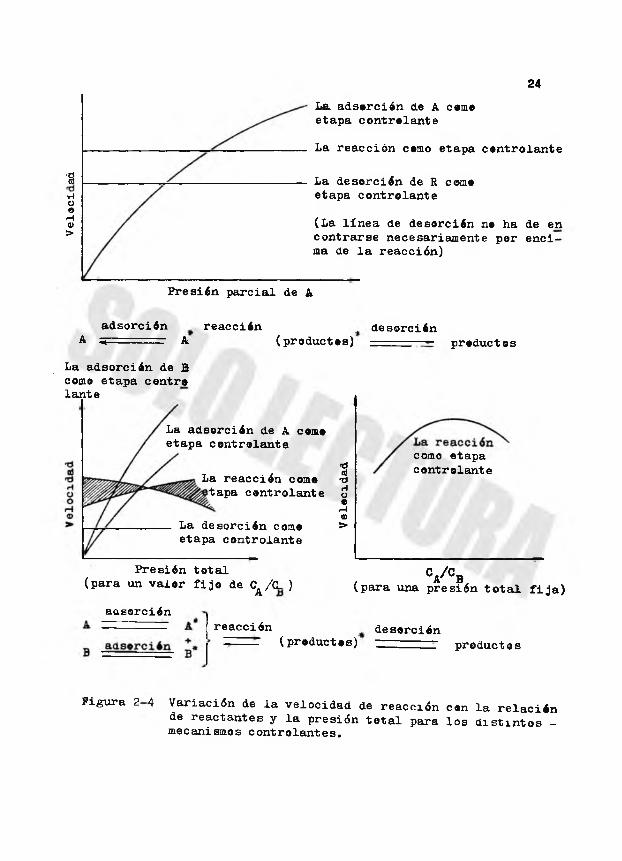
La adsorción de A cerne etapa contraíante
La reacción como etapa controlante
La desorción de R como etapa controlante
(La línea de desorción no ha de en contrarse necesariamente por encima de la reacción)
Presión parcial de A
adsorción reacción A „ — A (productos)
La adsorción de & como etapa controlante
desorciónproductos
La adsorción de A como etapa controlante
La reacción come tapa controlante
La desorción come etapa controlante
Presión total (para un valor fijo de 0^/(L )
aasorción.reaccién
tJcú'dHoeH©>
como etapa controlante
CA/CB(para lina presión total fija)
(productos)desorción
productos
Figura 2 4 Variación de la velocidad de reacción con la relación de reactantes y la presión total para los distintos - mecanismos controlantes.
25
Aumentando la concentración de B o disminuyendo la concentración de A, en ambos casos se admiten más moléculas de B sobre la superficie y por lo tanto auaenta la velocidad de reacción.
Si aumentamos la concentración de A inundaríamos simplemente la superficie con A haciendo despreciable a B y en consecuencia disminuí ría la velocidad de reacción. La Figura 2—4^Resuae estas conclusio nes.
EFECTOS POR LA VARIACION DE LA PRESION DE OPERACION
La teoría del centro activo permite predecir lo que le puede ocurrira la velocidad cuando extrapolamos a presiones de operación más al_tas o más bajas. En general, a presiones muy bajas, cuando la adsor ción es la etapa controlante, se tiene una reacción de primer orden.A presiones más altas la superficie se irá saturando cada vez más __de moléculas; si estas no reaccionan con suficiente rapidez, la reac ción de superficie será la etapa controlante dando lugar a que la ve locidad disminuya o se mantenga constante. Si los reactantes sóbrela superficie reaccionan rápidamente pero los productos no se desorben tan rápidamente, la superficie irá saturándose de moléculas de producto y la desorción será la etapa controlante en cuyo caso la ve locidad de reacción también se mantendrá constante.
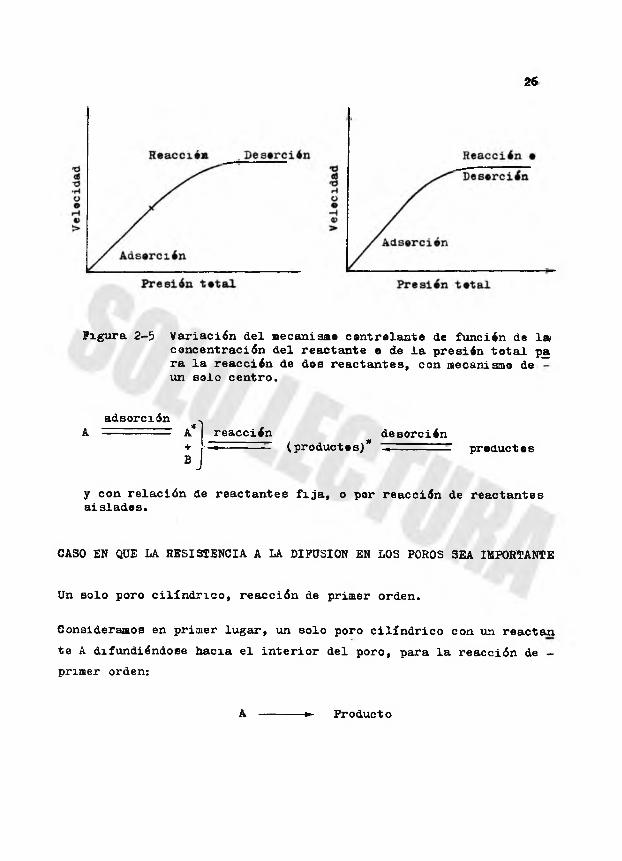
El efecto de la presión sobre la velocidad de reacción predicha por la teoría del centro activo está representado en las Figuras 2-5 y- 2-6.
t EL asterisco (Figura 2-4), indica, que está en complejo activado o de transición la molécula que lo contiene .
26
Figura 2-5 Variación del mecanisae contraíante de funcién de la concentración del reactante o de la presión total pa ra la reacción de dos reactantes, con mecanismo de ~ un solo centro.
adsorción ,A — — A* reacción desorción
+ • ■« — - (productos)* - . productosB J
y con relación de reactantes fija, o por reacción de reactantes aislados.
CASO EN QUE LA RESISTENCIA A LA DIFUSION EN LOS POROS SEA IMPORTANTE
Un solo poro cilindrico, reacción de primer orden.
Consideramos en primer lugar, un solo poro cilindrico con un reactan te A difundiéndose hacia el interior del poro, para la reacción de - primer orden:
A ------ ► Producto
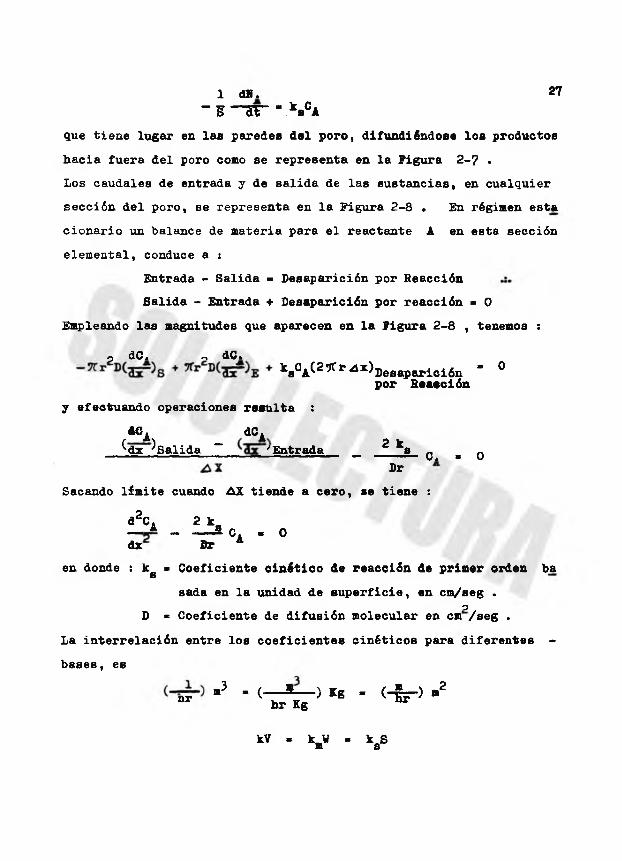
1 dH . 27" S S T - V a
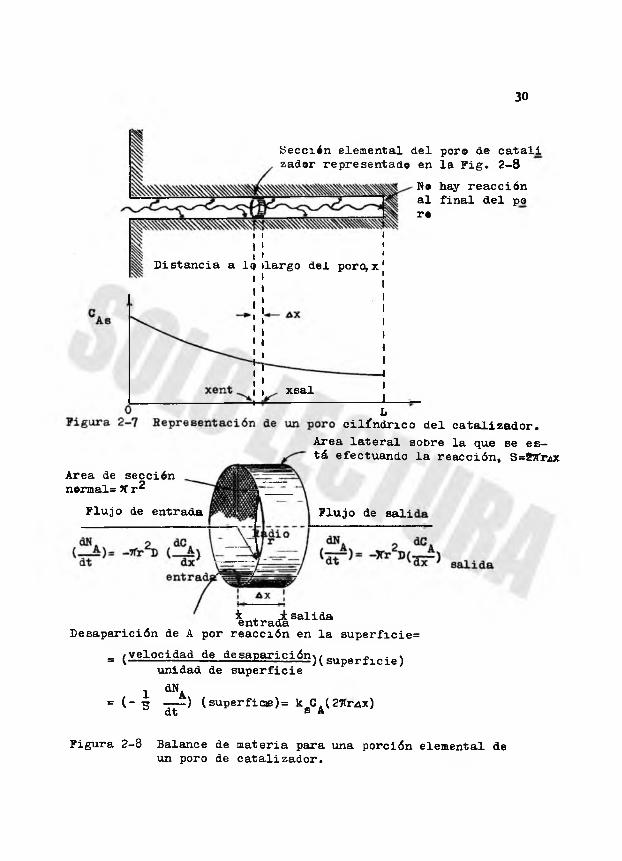
que tiene lugar en las paredes del poro, difundiéndose los productos hacia fuera del poro como se representa en la Figura 2-7 .Los caudales de entrada y de salida de las sustancias, en cualquier sección del poro, se representa en la Figura 2-8 . En régimen esta cionario un balance de materia para el reactante A en esta sección elemental, conduce a :
Entrada - Salida ■ Desaparición por Reacción Salida - Entrada + Desaparición por reacción » 0
Empleando las magnitudes que aparecen en la Figura 2-8 , tenemos :
P dC. n dC.V a (2* * ‘ Desaparición “ 0 por Reacción
y efectuando operaciones resulta :*0A dCA^dx ^Salida — ''Entrada 2 *b „— — — — — " - ■ — c» » O
D r
Sacando límite cuando AX tiende a cero, se tiene :
d2°A 2 ka — - S. C. « 0dbc Br A
en donde : k g ■ Coeficiente cinético de reacción de primer orden basada en la unidad de superficie, en cm/seg .
oD « Coeficiente de difusión molecular en cm /seg .La interrelación entre los coeficientes cinéticos para diferentes - bases, es
m3 - (---1---) Kg . (-gj-) m2nr hr Kg
kV - k V - k S m s
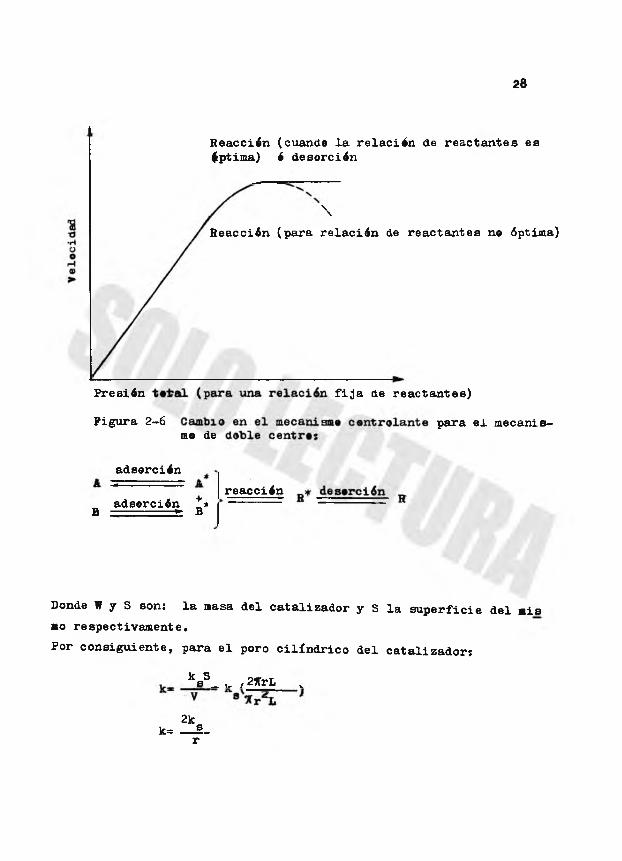
28
Reacción (cuando la relación de reactantes es óptima) ó desorción
Donde I y S son: la nasa del catalizador y S la superficie del mismo respectivamente.Por consiguiente, para el poro cilindrico del catalizador:
ksS_ „ ,2*rL .
2k k= — S_ r
\Reacción (para relacién de reactantes no óptima)
Presión Figura 2-6
mo de
adsorción
adsorción ** B - Breacción
fija de reactantes)
para el mecanis-

29
En unidades de volumen,la ecuación:
Adx'2
toma la forma:
Esta es una ecuación diferencial lineal y tiene solución general, en la siguiente formas
y, y M2 son constantes.
Para evaluar estas dos constantes hemos de determinar y especificar dos condiciones de contorno.
Examinando los líaites físicos del poro encontramos que siempre pue den hacerse las afirmaciones siguientes:
1.- A, la entrada del poro:
+ Mge-mx
donde:
Para x=0
30
¿entra<¿Salida Desaparición de A por reacción en la superficie=
= (velocidad de desaparici<5n)(superflcie) unidad de superficie
1 dNA= (“ S --- ) (superficie)= k C.(27ír.ax)dt s A
largo del poro, x
üeccién elemental del zador representado en
poro de catali. la Fig. 2-8
No hay reacción al final del po ro
Distancia a 1q
Area de sección normal= % r2
Flujo de entrada
xsalL
cilindrico del catalizador. Area lateral sotore la que se está efectuando la reacción, s=27fr,ax
Flujo de sali
Figura 2-8 Balance de materia para una porción elemental deun poro de catalizador.
31
2.- Como no hay flujo o movimiento de sustancias através del extremo final del poros
40 * 0 Para X=Ldx
entonces, haciendo operaciones matemáticas se tiene:—mli _ mi
cAse cAseM, = — ------------ M =1 mT. —mXi 2 mi —mie + e e + e
Por lo tanto, el gradiente de concentración del reactante dentro del poro es:
m(L-X) -m(L-X) „ . /TCA e + e Cosh m(L_X)cAs em1, + e~»l ” Cosh mi ~~
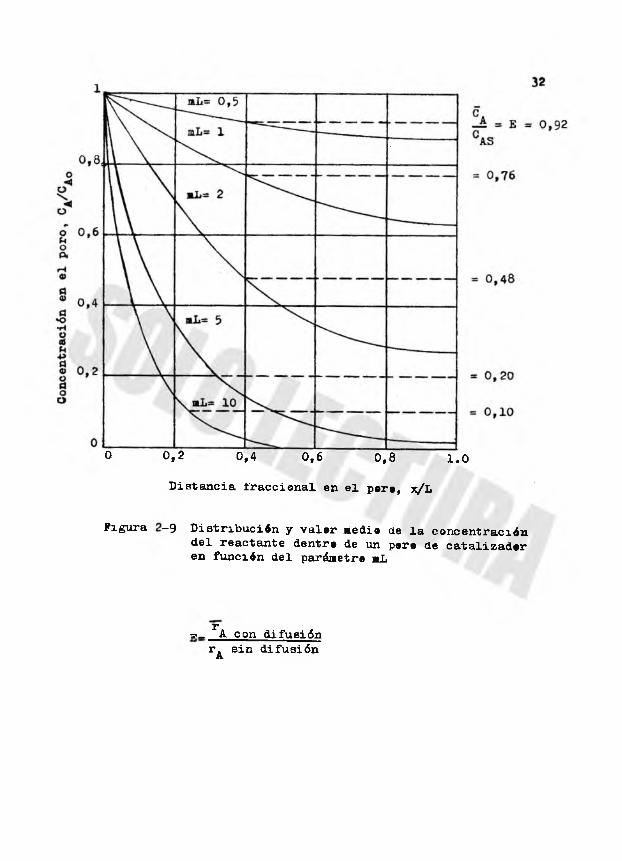
En la figura 2-9 se representa este descenso progresivo en la concentración cuando el reactivo se mueve hacia el interior del poro- y se observa que depende de la magnitud adimensional mL denominada Módulo de Thiele.
Para medir la disminución de la velocidad de la reacción debida a- la resistencia de difusión en el poro definimos la magnitud E, denominada factor de eficiencia, del modo siguiente:
El factor de efidencia E, es igual al cociente de la velocidad _real de la reacción dentro del poro entre la velocidad de la reacción cuando se lleva a cabo sin la difusión através del poro:
o
Figura
0,2 0,4 0,6 0,8 1.0
Distancia l'raccional en el por*, x/L
-9 Distribución y valor medio de la concentración del reactante dentro de un por* de catalizador en función del paráaetr» mL
rg_ A con difusiónr. sin difusión A
33
Para reacciones de primer orden
e= ! a _CAs
Debido a que la velocidad es proporcional a la concentración. Evaluando la velocidad media en el poro, se tienes
QE = A = tanhPrimer orden C mLAS
que se representa por la línea continua de la Figura 2-10.Con esta figura podemos deducir si la difusión en el poro modificala velocidad de reacción. Y se observa que depende de que mL sea-grande o pequeña.
Considerando el poro como un todo y reacción de primer orden, en -función de la concentración a la entrada del poro C tenemos:As
En general -r, = kC, = kC._ EA A AS
B _ tanh mLmL
mL = L ,k^1//2 D
Si la resistencia a la difusión en el poro es despreciable (*L-¿-0.5)
E = 1
"rA= kCAS
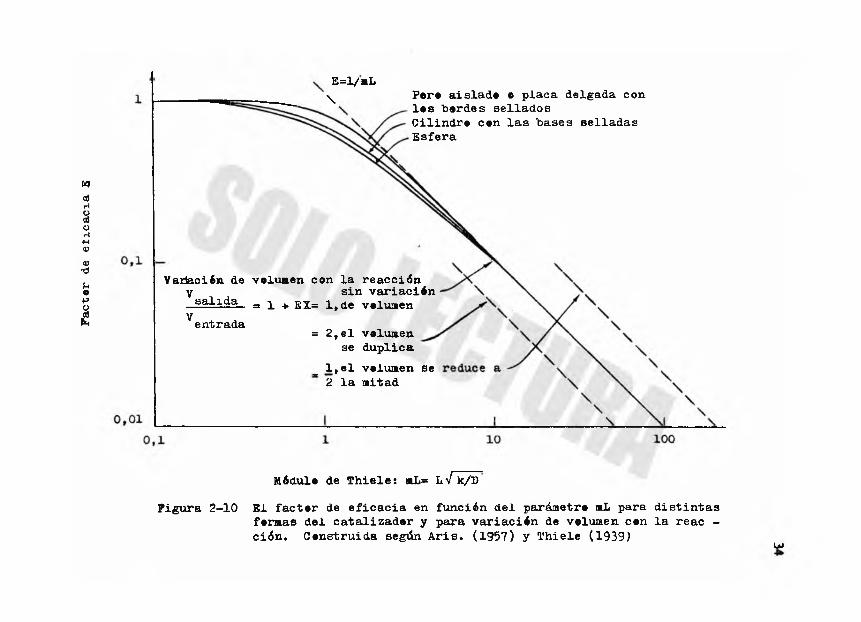
Factor
de elicacia E
E=1/»L\ Per» aislado o placa delgada con
l«s bordes sellados Cilindro con las bases selladas Esfera
Variacién de volumen con la reacción V sin variaciónaall.4 ., = l + EX= l,de volumen
Ventrada = 2,el volumen se duplica
_ 1, el volumen se 2 la mitad
Módulo de Thiele: mL= L 7 k/D
Pigura 2-10 El factor de eficacia en funcién del parámetro mL para distintas formas del catalizador y para variación de volumen con la reac - cién. Construida según Aris. (1957) y Thiele (1939) u>
35
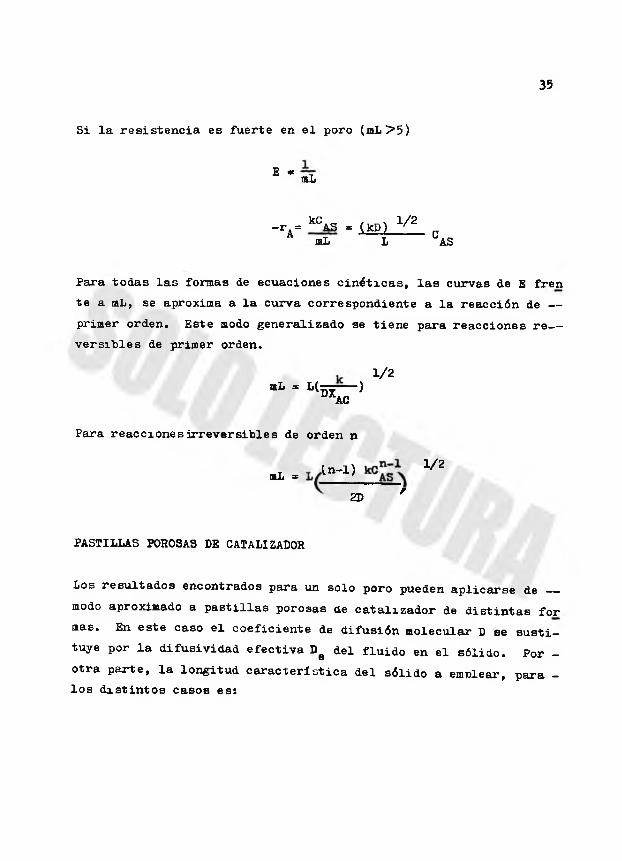
Si la resistencia es fuerte en el poro (mL>5)
E * mL
- y *°AS , (M» V * „mL L AS
Para todas las formas de ecuaciones cinéticas, las curvas de E fren te a raL, se aproxima a la curva correspondiente a la reacción de —prijaer orden. Este modo generalizado se tiene para reacciones re__versibles de primer orden.
“L = « m e >AC1/2
Para reacciones irreversibles de orden n
M , C.-1) 1/2
2D '
PASTILLAS POROSAS DE CATALIZADOR
Los resultados encontrados para un solo poro pueden aplicarse de _modo aproximado a pastillas porosas de catalizador de distintas for mas. En este caso el coeficiente de difusión molecular D se sustituye por la difusividad efectiva Dg del fluido en el sólido. Por - otra parte, la longitud característica del sólido a emplear, para - los distintos casos es:
36
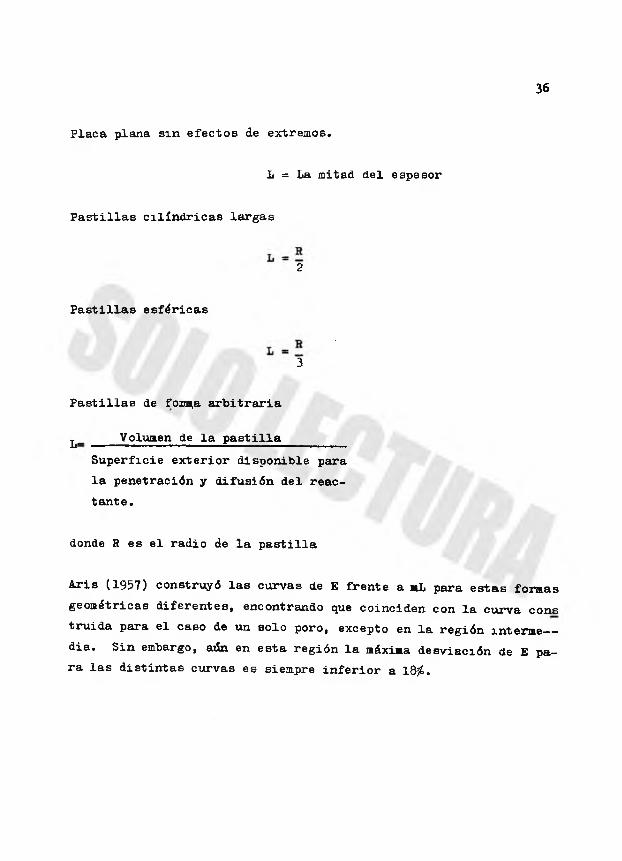
Placa plana sin efectos de extremos.
L = La mitad del espesor
Pastillas cilindricas largas
2
Pastillas esféricas
3
Pastillas de fortma arbitraria
L_ Volunen de la pastilla_________Superficie exterior disponible para la penetración y difusión del reactante.
donde H es el radio de la pastilla
Aris (1957) construyó las curvas de E frente a *L para estas formas geométricas diferentes, encontrando que coinciden con la curva construida para el caso de un solo poro, excepto en la región interme__dia. Sin embargo, aiSn en esta región la máxima desviación de E para las distintas curvas es siempre inferior a I83&.
37
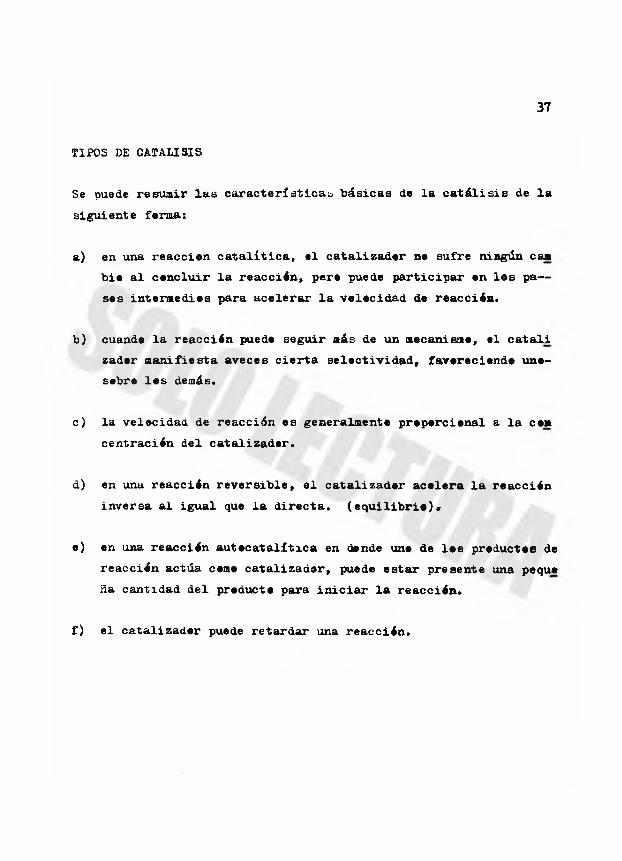
TIPOS DE CATALISIS
Se puede resumir las características básicas de la catálisis de lasiguiente forma:
a) en una reacción catalítica, el catalizador no sufre niagún caa bio al concluir la reaccién, pero puede participar en les pa— sos intermedios para acelerar la velocidad de reaccién.
b) cuando la reaccién puedo seguir más de un mecanismo, el catali zador manifiesta aveces cierta selectividad, favoreciendo uno- sobre los demás.
c) la velocidad de reacción es generalmente proporcional a la con centracién del catalizador.
d) en una reaccién reversible, el catalizador acelera la reaccién inversa al igual que la directa. (equilibrio)r
e) en una reaccién autocatalítica en donde uno de los productos de reaccién actúa como catalizador, puede estar presente una peque ña cantidad del producto para iniciar la reaccién.
f) el catalizador puede retardar una reaccién.
38
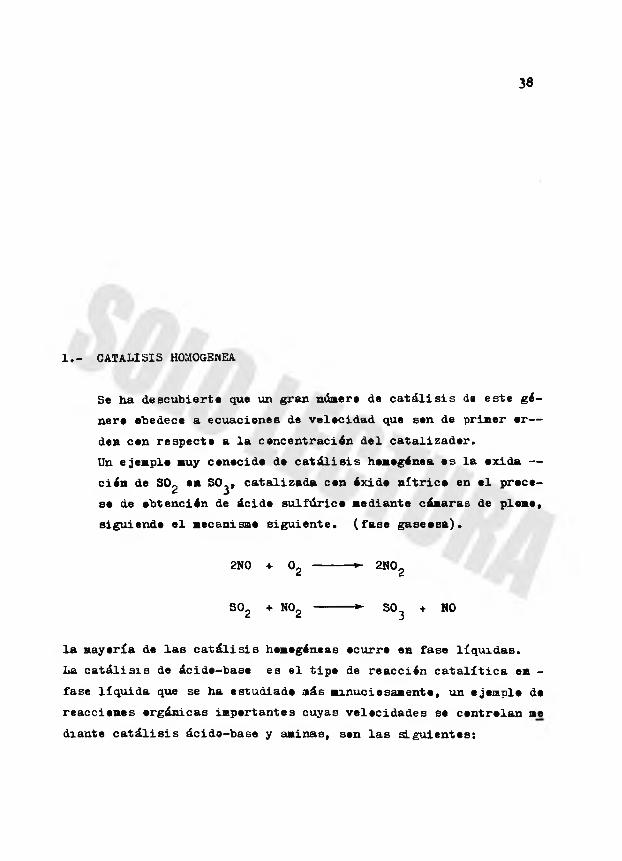
1.- CATALISIS HOMOGENEA
Se ha descubierte que un gran número de catálisis de este gé- ner# obedece a ecuaciones de velocidad que son de primer or— den con respecto a la concentración del catalizador.Un ejemplo muy conocido do catálisis homogénea os la oxida — ciín de SO^ •* SOy catalizada con éxido nítrico en el procoso de obtención de ácido sulfúrico mediante cámaras de plomo, siguiendo el mecanismo siguiente, (fase gaseosa).
2N0 •*- 02 ----- ► 2N02
S02 + N02 *» S03 + NO
la mayoría de las catálisis homogéneas ocurro en fase líquidas.La catálisis de ácido-base es el tipo de reaccién catalítica en - fase líquida que se ha estudiado más minuciosamente, un ejemplo do reacciones orgánicas importantes cuyas velocidades se controlan me diante catálisis ácido-base y aminas, son las siguientes:
39
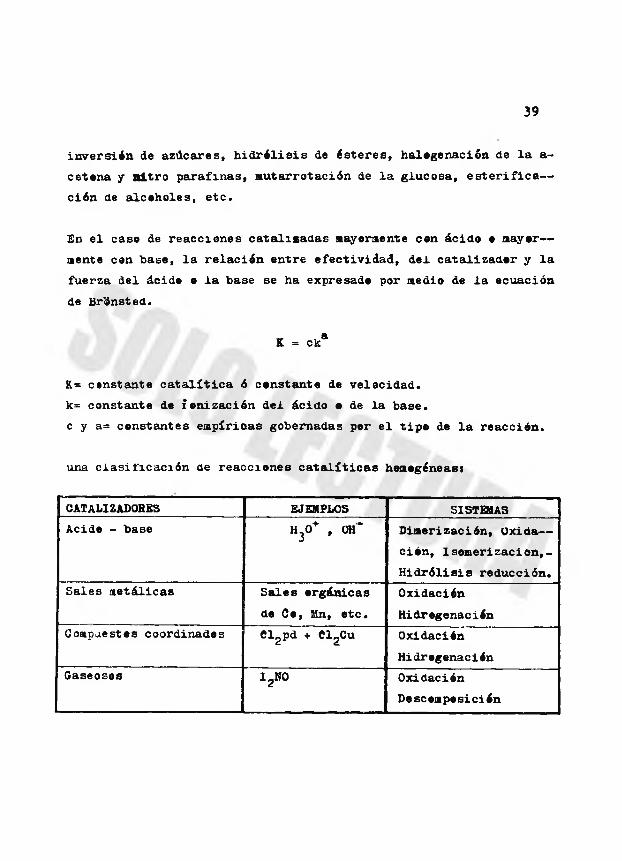
inversión de azúcares, hidrólisis de ésteres, halogenacién de la a- cetona y nitro parafinas, autarrotación de la glucosa, esterifica— ción de alcoholes, etc.
En el cas® de reacciones catalisadas mayormente con ácido o aayor— :iente con base, la relación entre efectividad, del catalizador y la fuerza del ácido o la base se ha expresado por atedio de la ecuación de BrSnsted.
K = cka
K= constante catalítica ó constante de velocidad.k= constante de ionización del ácido o de la base.c y a= constantes empíricas gobernadas por el tipo de la reacción.
una clasificación de reacciones catalíticas homogéneas»
CATALIZADORES EJEMPLOS SISTEMASAcido - base h 3o+ , OH" Diaerización, Oxida—
cién, issmerizacion,- Hidrólisis reducción.
Sales metálicas Sales orgánicas de Co, Un, etc.
OxidaciónHidrogenación
Compuestos coordinados ei2pd + eigCu OxidaciónHidrogenación
Gaseosos i2no Oxidación Descomposición
40
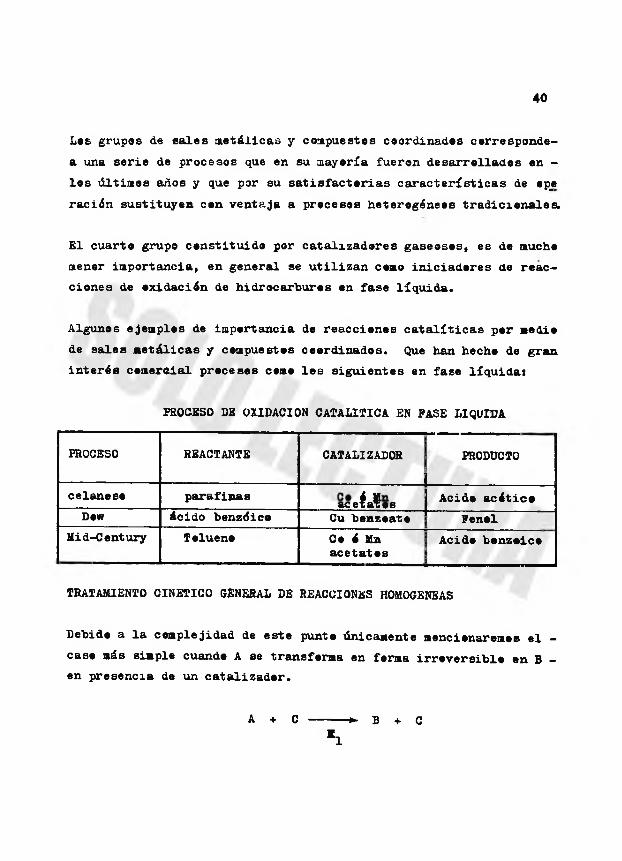
Las grupos de sales metálicas y coapuestes coordinadas cerresponde- a lina serie de procesos que en su mayoría fueron desarrellados en - los últimos años y que por su satisfactorias características de apj» ración sustituyen can ventaja a precesos heterogéneos tradicionales.
£1 cuarto grupo constituido por catalizadores gaseosos, es de mucho menor importancia, en general se utilizan como iniciadares de reacciones de oxidación de hidrocarburas en fase líquida.
Algunos ejemplos de impartancia de reacciones catalíticas par medie de sales metálicas y compuestas coordinados. Que han hecha de gran interés comercial proceses come les siguientes en fase líquida:
PROCESO DE OXIDACION CATALITICA EN PASE LIQUIDA
PROCESO REACTANTE CATALIZADOR PRODUCTO
celaneee parafinas a c e la je s Acido acéticoDow ácido benzoico Cu benzoato Peñol
Mid-Century Tolueno Ce 4 Mn acetatos
Acido benzoico
TRATAMIENTO CINETICO GENERAL DE REACCIONES HOMOGENEAS
Debide a la complejidad de este punta únicamente mencienaremes el - case más simple cuande A se transferaa en forma irreversible en B - en presencia de un catalizador.
A ♦ C ----- *- B + C*1
41
La velocidad de desaparición de A viene dada por :
_ _-dCA _ K. CA Ce ‘ A~ “at" 1
Integrando se obtiene
-ln = K. Cct CA 1 edende CA# = concentración inicial de A y t es el tiempo de reaccién. La representación del primer miembro de la ecuación frente al tiem- pe de reacción debe dar lugar a una recta de pendiente Ce si el-mecarusme corresponde a la reacción estudiada.
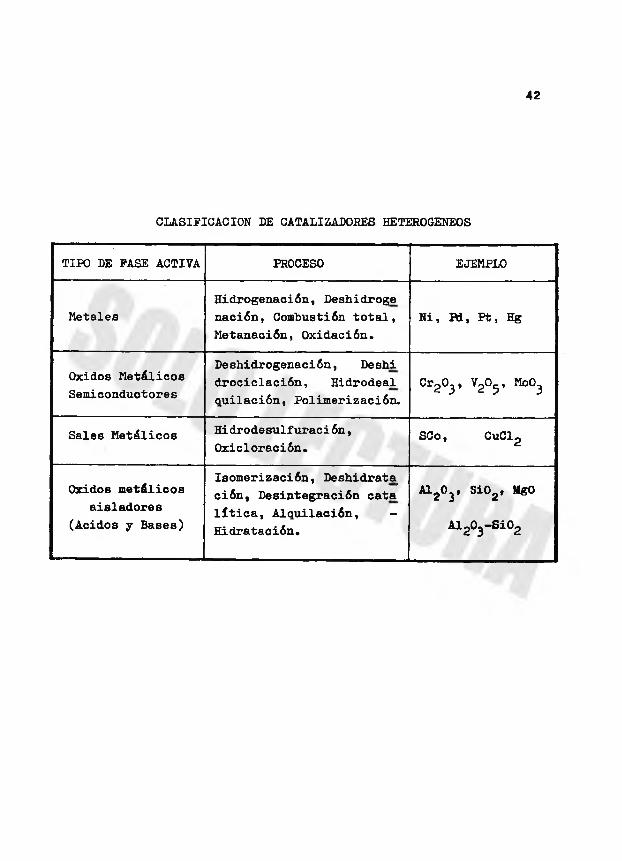
2.- CATALISIS HETEROGENEA
En este case el catalizador está presente en fase distinta a la deles reactives. Las reacciones en fase fluide catalizadas per sólidos sen les más importantes y que se desarrollan con mayor frecuencia en los procesos industriales. A continuación se da una reía _ción de los tipos de catalizadores con respecte a sus propiedades - de conductores electrónicos y sólidos carentes de electrones libre^ es decir, metales y semiconductores en les primeros tres grupos y a les aisladores integrados en el grupo cuarto.
42
CLASIFICACION DE CATALIZADORES HETEROGENEOS
TIPO DE PASE ACTIVA PROCESO EJEMPLO
MetalesHidrogenación, Deshidrogíí nación, Combustión total, Metanación, Oxidación.
Ni, Pd, Pt, Hg
Oxidos Metálicos Semiconductores
Deshidrogenación, Deshi drociclación, Hidrodeai quilación, Polimerización.
Cr^O^, V205, MoO^
Sales Metálicos Hidrodesulfuración, Oxicloración.
SCo, CuClg
Oxidos metálicos aisladores
(Acidos j Bases)
Isomerización, Deshidrata, ción, Desintegración cata lítica, Alquilación, - Hidratación.
A1203, Si02, MgO
Al203-Si02
43MECANISMOS DE LAS REACCIONES CATALIZADAS CON SOLIDOS
La hipótesis generalmente aceptada concerniente a las etapas compren didas en las reacciones en fase fluida, catalizados con sólidos se delinea como sigue :
a) Difusión de los reactivos desde el seno de la fase fluida a lasuperficie exterior y los poros del catalizador.
b) Adsorción de los reactivos en las superficies exteriores y lainterior de los poros .
c) Reacción de los reactivos adsorbidos en las superficies para formar los productos .
d) Desorción de los productos hacia la fase fluida cercana a lassuperficies .
e) Difusión de los productos desde los poros y las superficies exte riores hacia el seno de la fase fluida .
FACTORES QUE AFECTAN LAS REACCIONES CATALITICAS
Cada uno de los pasos del proceso catalítico antes mencionados sufre la influencia de uno o más factores incluyendo los siguientes .
1 Factores de dinámica de fluidos, por ejemplo, la velocidad Másica.2 Propiedades del catalizador, por ejemplo, tamaño de partícula, po
rosidad, dimensiones del poro y otras3 Características de difusión de los reactivos y productos del flui.
do .4 Energías de activación de la reacción superficial .5 Factores térmicos, tales como temperaturas, características del
transporte de calor, etc. .
44
CINETICA QUIMICA
Bajo condiciones apropiadas una sustancia puede transformarse, en otras que constituyen diferentes especies químicas. La reacción ocurre cuando los reactivos sufren una reordenación ó redistribu — ción de sus átomos, formando de ésta manera nuevas moléculas.En química se estudian estas reacciones considerando el modo, el me. canismo, los cambios físicos y energéticos que tienen lugar, así co mo también la velocidad con que se forman los productos .
La cinética química trata principalmente del estudio de velocidades, considerando todos los factores que influyen sobre ellas, y explicando la causa de la magnitud de esta velocidad de reacción. Entre las numerosas razones que hacen importante su estudio podemos citar:
45
1. Para los Ftsicoquímicos es la herramienta que les permite profun dizar en la naturaleza de los sistemas reaccionantes, comprender cómo se rompen y se forman los enlaces químicos, estimar su ener gía y su estabilidad en los enlaces.
2. Para los Químicos Orgánicos, la importancia de la velocidad, es arln mayor, porque la manera en que reaccionan las sustancias les sirven de guia para conocer la estructura molecular.
3. 61 Ingeniero Químico ha de conocer la cinética de la reacción pa ra hacer un diseño adecuado del Reactor en el que ha de efectuar se a escala técnica. Si la reacción es suficientemente rápida pa ra que el sistema esté prácticamente en equilibrio, el diseño es muy sencillo, ya que no es necesaria la información cinétca y re sulta suficiente la información termodinámica.
4. Por otra parte, es la base de importantes teorías sobre combus - tión y disolución, suministran un método para el estudio de — transporte de materia y energía, y sugiere métodos para tratar - fenómenos de cinética química en otros campos.
Dado que la manera de expresar las leyes cinéticas depende, en granparte, del tipo de la reacción, en la siguiente sección estudiaremosla clasificación de las reacciones químicas.
CLASIFICACION DE LAS REACCIONES
Hay muchas maneras de clasificar las reacciones químicas. En laIngeniería de las reacciones químicas probablemente el esquema más
46
útil es el que resulta de dividirlas, de acuerdo con el número y t¿ po de fases implicadas, en dos grandes grupos: Sistemas Homogéneos y Sistemas Heterogéneos .
Una reacción es homogénea si se efectúa solamente en una fase, y es heterogénea si, al menos, se requiere la presencia de dos fases para que transcurra del modo que lo hace .
Esta clasificación no está, a veces perfectamente diferenciada, co mo ocurre en el gran grupo de reacciones biológicas sustrato-enzima, en la que la enzima actúa como catalizador para la síntesis de proteínas ó de otros compuestos. Por otra parte, las propias enzimas son proteínas de alto peso molecular y de estructura compleja, comprendido entre 10 y 100 m^ , por lo que las soluciones que contienen enzimas representan una región confusa entre los sistemas homogéneos y heterogéneos .Por ejemplo, en los que la distinción entre sistemas homogéneos y heterogéneos no es tajante, lo constituyen las reacciones químicas muy rápidas tales como la llama de combustión de un gas, en la que puede no existir homogeneidad en la composición ó en la temperatura. Por consiguiente, estrictamente hablando, no tiene una sola fase , ya que una fase implica uniformidad en la temperatura, presión y composición .
El modo de clasificar estos casos confusos depende de cómo se deci da tratarlos, y esto a su vez de que criterio y fundamentos se crea que es lo más útil. Por lo tanto, con el conocimiento de una sitúa ción dada se puede decidir el mejor modo de tratar estos casos .
47
TABLA 1 : Clasificación de las reacciones químicas empleadas en el Diseño de reactores •
Reacciones No Catalizadas Catalizadas
Homogéneas
Heterogéneas
La mayor Darte de las reacciones en fase ga seosa .
La mayor parte de las reacciones en fase lí quida .
Reacciones rápidas ta les como la flama dé una combustión .
Reacciónes en siste mas coloidales . Reacciones con enzimas en sistemas bioló'gicaa.
Combustión del Carbón. Tostación de Minera les .Ataque de sólidos por ácidos .Absorción gas-líquido con reacción . Reducción de Minera - les de hierro a — hierro y acero .
Síntesis de Amoniaco Obtención de ácido ni trico por Oxidación - del Amoniaco . Craoking del Petróleo. Oxidación del gas S0? a SO, .
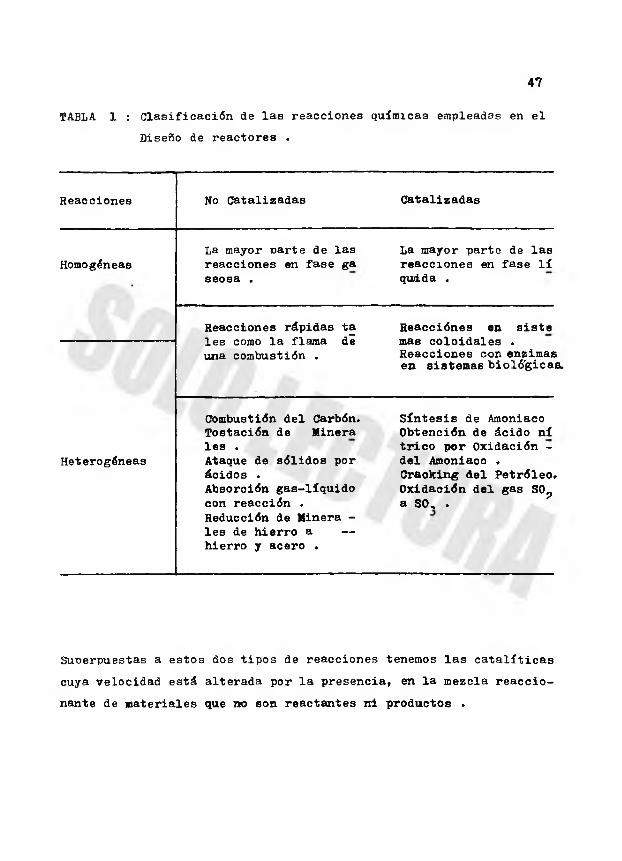
Superpuestas a estos dos tipos de reacciones tenemos las catalíticas cuya velocidad está alterada por la presencia, en la mezcla reaccionante de materiales que no son reactantes ni productos .
48
Estos materiales extraños, denominados catalizadores, no necesitan estar presente en grandes cantidades; los catalizadores, actúan en cierto modo, como mediadores, retardando o acelerando la reacción- a la vez que ellos pueden o no sufrir pequeñas variaciones.
La TABLA 1 muestra la clasificación de las reacciones químicas, de acuerdo con el esquema indicado, con algunos ejemplos de reacciones características de cada tipo.
VARIABLES QUE AFECTAN A LA VELOCIDAD DE HEACCION.
La velocidad de una reacción química puede estar afectada por diver sas variables.En los sistemas homogéneos las variables son la temperatura, la pre sión y la composición, mientras que en los sistemas heterogéneos,— como está presente más de una fase, el problema será más complejo. En estos últimos sistemas, durante la reacción, puede ocurrir que - los materiales pase de una fase a otra, en cuyo caso será importante la velocidad de transporte de materia. Como por ejemplo, en la combustión del carbón, difusión del oxígeno a través de la capa gaseosa que rodea la partícula, y a través de la capa de ceniza en la superficie de la partícula, ha de suceder un papel importante en la limitación de la velocidad de reacción. Por otra parte, también in fluirá la intensidad de transferencia de calor.
UN EJEMPLO: Sería en el caso de una reacción exotérmica que tiene-lugar en la superficie interior de una "pastilla" de catalizador po roso. Si el calor desprendido por la reacción no se disipa (esparcir) rápidamente, puede producirse dentro del catalizador una distri bución de temperatura no uniforme y por consecuencia originará velocidad de reacción diferentes en distintos puntos.
49
¿stos efectos de transmisión de calor y materia tendrán mayor impor tancia en las reacciones de alta velocidad, y en las reacciones muy rápidas, tales como la llama de una combustión, estos factores se— rán los controlantes, por lo tanto, la transmisión de calor y mate» ria son dos situaciones importantes en la determinación de las velo ciaaaes de reacción en sistemas heterogéneos. En todos los casos - considerados, si la reacción global consta de varias etapas en se— ríe, la etapa más lenta de la serie es la que ejerce mayor influencia y podemos decir que es la etapa controlante. En un problema lo importante es determinar que variable afectan a cada una de estas - etapas y en que grado; solamente cuando se conoce la magnitud de ca da factor tenemos, una representación clara del efecto de estas variables sobre la velocidad de reacción, y solo cuando disponemos de esta información podemos estimar estas velocidades a condiciones nu¿ vas y diferentes por extrapolación.
DEFINICION DE LA VELOCIDAD DE REACCION
Para definir la velocidad de reacción seleccionaremos un componen— te i obteniéndose de esta manera en función de este componente y — empleando magnitudes intensivas mejor que extensivas.
Si la velocidad de cambio en el número de moles de ese componente,- debido a la reacción es dNi/dt, entonces la velocidad de reacción - en sus diferentes formas se aefine de los modos siguientes;
- Basada en la unidad de volumen del fluido reactante.
r = rr * Moles de i formados_________ (1)i- " (Volumen de fluido) (Tiempo)
- Basada en la unidad de masa de sólido en los sistemas sólido - -fluido .
_ 1 dNi Moles de i formados /0nr (2)¥ dt (Masa de sólido)(Tiempo)
Basada en la unidad de superficie en la interfase de sistemas de dos fluidos , 6Basada en la unidad de superficie de sólido en sistemas Gas - sólido .
1 dHi Moles de i formadosr. ss *— — - =¡ —— ■ '■ — - ....i. (3 j1 S dt (Superficie)(Tiempo)
- Basada en la unidad de volúsen de sólido en sistema Gas - Sólido.
r m 1 dNi _ Moles de i formados___________1 Vfldt (Volúmen sólido en reactor)(Tiempo)
— Basada en la unidad de Volúmen del reactor, cuando la velocidad basada en la unidad de Volúmen de fJuido reactante, es diferente.
r. » A dHi _ Moles de i formados___________ ^ v1 Vpdt (VoltÜmen de Reactor)(Tiempo)
En los sistemas homogéneos, el voltimen del fluido en el Reactor es siempre casi idéntico al volámen del reactor, y en estos casos no hay distinción entre V y Vr .pudiéndose emplear indistintamente las ecuaciones (1) y (5). En los sistemas heterogéneos resultan aplica bles todas las ecuaciones anteriores de le velocidad de reacción y la elección de la ecuación cinética a emplear en cada caso es cues tión de conveniencia .
51
La velocidad de reacción es función del estado del sistema, es decir:
r^ = f (Estado del sistema) = f (Temperatura, presión ycomposición)
La forma de esta relación funcional, es independiente de la definí^ ción de la velocidad de reacción. Solamente cambia el coeficiente de proporcionalidad y sus dimensiones, según la definición de la - velocidad de reacción.
A partir de las ecuaciones (1) a (5) estas definiciones intensivas de velicidad de reacción están relacionadas de la siguiente ma ñera:
V r = W r = S r = V r = V rs r
(1) (2) (3) W (5)
En donde: V = Volumen de Fluido W = Masa de sólido S = Superficie de sólido
Vg = Volumen de sólido Vp = Volumen de reactor
En las reacciones homogéneas todas las sustancias reaccionantes se encuentran en una sola fase: gaseoso, líquido o sólido. Y si la -reacción este catalizada, el catlizador también ha de estar presente en la misma fase. Aunque la velocidad de reacción puede defi - nirse de diverasas formas, en los sistemas homogéneos se emplea ca si exclusivamente la medida intensiva basada en la unidad de volumen de fluido reaccionante.
52
De este nodo, la velocidad de reacción con respecto a un empánente cualquiera A se define ccno:
r = 1. _ Moles de A que aparecen por reaccién V dt ^or reacci^n (Unidad de Volumen)(Unidad de Tiempo)
De acuerdo con esta definición, la velocidad será positiva si A es un producto - que aparece, mientras que será negativa si A es un reactante que se está cxrasu—
miendo, es decir, - r^ es la velocidad de desaparición del Reactante.
Es de esperarse que en el transcurso de este tipo de reacciones dependa de la composición de las sustancias en la fase considerada, asi caro de la temperatura y —
presión del sistema. Na debe influir sobre la velocidad de las reacciones homogéneas: la forma del recipiente, las propiedades de las Superficies de los sólidosen contacto con la fase, y las características difusionales del Fluido.
Por consiguiente, para la velocidad de reacción del ccnponente A, podaros escribir:
rft = f (Estado del sistema) = f (Temperatura, presión, composición)
Estas variables: Presión, Temperatura y (imposición, sen interdeperídieni.es, ai elsentido de que la presión queda determinada con sólo conociendo la temperatura y la conposición de la fase. Bi consecuencia, poderíos escribir, sin perder generalidad:
rft = f (Temperatura, Oviposición)
53
REACCIONES SIMPLES Y MULTIPLES
Decimos que la reacción es simple cuando el transcurso de la mim a se puede representar por una sola ecuación estequiométrica y una - sola ecuación cinética.
Tenemos reacciones múltiples cuando para representar los cambios - observados se necesita más de una ecuación estequiométrica, necesi^ tándose entonces más de una ecuación cinética para indicar las variaciones de la composición de cada uno de los componentes de la -reacción.
Las reacciones múltiples pueden clasificarse ent
Reacciones en serie A — ► R — ► S
Reacciones en paralelo, que son de dos tipost
A + B — * R
R A R
S B --- SCompetitiva Simultáneas
y esquemas más complicados, como por ejemplo:
RR ♦ B ---► S
54
La reacción transcurre en paralelo con respecto a B y en serie con respecto a A, H. y S.
REACCIONEN ELEMENTALES Y NO ELEMENTALES.
Consideremos la siguiente reacción simple
A + B — R
Si la hipótesis del mecanismo que controla la velocidad de reacción implica la colisión e' interacción de una sola molécula de A con una «ola molécula de B, entonces el número de colisiones de las moléculas de A con B es proporcional a la velocidad de reacción. Como a una temperatura dada el número de colisiones es proporcional a la - concentración de los reactantes en la mezcla, la velocidad de desaparición de A vendrá dada port
- rA - K C A CB (6)
En estos tipos de reacciones en la que la ecuación cinética corresponde a una ecuación estequiométrica se denominan reacciones elemen tales.Cuando no hay correspondencia entre la ecuación estequiométrica y - la cinética, las reacciones se denominan no elementales. £1 ejemplo clásico de una reacción no elemental es la que tiene lugar entre el Hidrógeno y el Bramo:
2 HBr
55
Cuya ecuación cinética es
HBr = kl (H2) (Br2) 1</2 k2 + (HBr) / (Br2) (7)
las reacciones no elementales se explican suponiendo que lo que observamos como reacción simple es, en realidad, el efecto global deuna secuencia de reacciones simples elementales. El hecho de en __contrar solamente una reacción simple en lugar de dos o más reaccio nes elementales, se debe a la cantidad de productos intermedios for maaoó es casi despreciable y no puede detectarse. El tiempo de vi-aa ae estos productos es muy corto, por ello es que no puede apre__ciarse la presencia cuando se intenta observar; tan pronto como se forma desaparecen.
Br„ 2 Br. Iniciación
Br. + H. HBr + H. Propagación
H. + *r. HBr Terminación
o también puede explicarse de la siguiente manera:
^**2 *■ 2Br. Iniciación
Br. + Hg *- HBr + H. Propagación
+ ^ 2 *■ + Br. Propagación
56
En un principio se supuso la existencia de radicales libres para ex plicar los comportamientos cinéticos de las reacciones, sin tener - un conocimiento directo de su existencia real. Sin embargo, en los últimos años, con el desarrollo de técnicas experimentales más sensibles, tales como los análisis expectroscópicos de alta resolución y la congelación de reacciones a temperaturas muy bajas, se ha comprobado directamente la existencia de muchos radicales libres. EN general, las reacciones con radicales libres transcurren en fase ga seosa a temperatura elevada. La mayoría de las veces tienen lugarpor un mecanismo en cadena como la reacción del Hidrógeno con el __Bromo, y pueden estar afectadas por la radiación y por trazas de impurezas. Las impurezas pueden inhibir la reacción al consumir rá_pidamente los radicales libres, mientras que la radiación puede des encadenar la reacción al originar el pequeño número de radicales li bres necesarios para iniciarla y mantenerla.
Los tipos de productos intermedios que podemos suponer que están re lacionados con la naturaleza química de la3 sustancias, pueden clasificarse en los grupos siguientes?
1. RADICALES LIBIÍES. Se llaman radicales libres a los átomos li__bres, fragmentos de moléculas que contienen uno o más electro__nes no apareados.El electrón no apareado se representa por un punto junto al sig bolo químico de la sustancia. Algunos radicales libres son relativamente estables, como por ejemplo el trifenilmetilo.
57
Pero en general, son inestables y altamente reactivo, tales como:
CH-. C,Hc. I* CC1,.3 2 5 3
2. IONES Y SUSTANCIAS POLARES. Los iones son átomos, moléculas, o fragmentos de moléculas cargados eléctricamente, tales cornos
N3“ Na+ 0H~ H30+ NH4+ CH30H3
Pueden actuar como productos intermedios activos en las reaccio nes.
3. MOLECULAS. De acuerdo con las reacciones consecutivas.
R
En realidad estas reacciones se estudian como reacciones múlti pies. Sin embargo, si el producto R es altamente reactivo, su vida media será corta y su concentración en la mezcla reaccionante se hace demasiado pequeña y no es posible medirla. En - estas condiciones no se aprecia la preeencia de R y por consiguiente puede considerarse como un producto intermedio reactivo.
4. COMPLEJOS DE TRANSICION. Debido a las numerosas coliciones en tre las moléculas reactantes de un sistema, se originan una am plia distribución de energías entre lar moléculas individuales.
58Estas energías a su vez originan tensiones en los enlaces, formas inestables de moléculas o asociaciones inestables de moléculas, que pueden descomponerse para dar productos, o bién para volver a formar moléculas en estado normal por colisiones posteriores . Estas formas inestables se denominan complejos de transición .
Las reacciones supuestas con los cuatro tipos de productos intermedios que hemos considerado pueden ser de dos clases,
Reacciones sin mecanismo en cadena .
Michaelis y menten (1913) fueron los primeros en explicar este - comportamiento general con el mecanismo, en donde K es el producto de reacción, que se genera al destruirse el complejo de transí, ción , siendo también con muchas posibilidades,por colisiones poj3 teriores se forme la molécula original .
Reacciones con mecanismo en cadena .
A + enzima (A.enzima)
(A.enzima) *• R + enzima
N02 + HOj*
Iniciación
3HO,3 NO + 02 Propagación
HO + NO^ — *■ 2N02 Terminación
El asterisco indica, molécula en complejo activado o de transición.
59
Esquema propuesto por Ogg (1947) que explica la descomposición de primer orden observada para
La etapa de propagación es la característica escencial de la reac ción en cadena, En esta etapa el producto intermedio no se consu Jie sino que actúa como un catalizador para la conversión de la sus tancia, de este mouo, cada molécula del producto intermedio puede catalizar una larga cadena de reacciones antes de que se destruya.
CIATICA DE LAS REACCIONES.
En la búsqueda del mecanismo correcto de una reacción se presentan dos problemas:
lo. La reacción puede transcurrir por varios mecanismos, por ejem pío: por radicales libres o por iones, con distintas velocidji des relativas según las condiciones de operación.
2o. Los datos cinéticos experimentales pueden estar de acuerdo -- con más de un mecanismo.
En la cinética de una reacción siempre es necesario un método de - tanteo para averiguar el mecanismo de una reacción.
CINETICA DE REACCIONES ELEMENTALES BN EQUILIBRIO.
Considerando las reacciones elementales reversibles.
A ♦ B -»= R + S Kc, K
60
La velocidad de formación de R para la reacción directa de isquiar da a derecha, es :
rH - *1 °A CB
y su velocidad de desaparición por la reacción inversa de derecha a izquierda, es:
" rR = k2 CR °S (9)
En el equilibrio no hay formación neta de R, por consiguientes
r.R + (- rR ) = O (10)
*2 CA CBR S (11)
Por otra parte, la relación.
K« Kc (12)
2En consecuencia en el equilibrio podemos combinar estas dos ecuaciones para dar:
C CSA °B U3>
Esta ecuación se cumple solamente en condiciones de equilibrio.
MOIiECULARIDAD Y ORDEN DE REACCION
la moleculariaaü. de reaccién se refiere solanente a una reacción - eleiental.
Henos vibto que la velociuaa con que transcurre una reacción, en - la que intervienen las sustancias A, B,....D puede expresarse aproxinaa,_aente.
uon^e a, b, d no necesariamente debe estar relacionados con -loe coeficientes estequiométncos.
lacha- veces las reacciones elementales se representan por una e - cuación en la que se expresa simultáneamente la raolecularidad y el coeficiente cinético, por ejemplo:
a + b + +d = n
2A 2H
r> presenta una reacción biaolecular irreversible con coeficiente - cinético de segundo orden K , es decir,
No sería adecuado escribir la reacción
klA ---- - Hporque se estaría indicando que la ecuación cinética es :
~rA = rR = kl CA
Se ha de tener mucho cuidado para distinguir entre la ecuación que representa la reacción elemental, y las múltiples representaciones de la estequiometría .
El exponente a la que están elevadas las concentraciones en una ecuación cinética es el orden de la reacción .Como el orden se refiere a expresiones cinéticas determinadas expe rimentalmente, no tiene porqué ser un número entero, mientras que la molecularidad de una reacción ha de expresarse con un número - entero, ya que se refiere al mecanismo de reacción y puede aplicar se solamente a una reacción elemental. Por otra parte, para expre sar la velocidad de una reacción tampoco es necesariamente, tiene que ser con la concentración, sino también puede emplearse cual- - quier otra magnitud proporcional a ella, péro se ha de tener mucho cuidado . Se puede emplear, por ejemplo las presiones parciales - de los componentes, en cuyo caso :
62
rA - k Pa Pb P]} (3-5)
0 con respecto a cualquier otro componente del sistema . El orden es el mismo cualquiera que sea la magnitud que empleemos ; sin embargo, afectaré al coeficiente cinético k .
63
DESCUBRIMIENTO DEL CATALIZADOR DE VANADIO
*El empleo del vanadio como catalizador para la oxidación de S02 a SO fué descubierto por D*haem, quien sacó un patente en Alema nia en 1900, péro la actividad de su catalizador era demasiado - bajo para tener importancia Industrial. Correspondió a slama y Wolf descubrir una masa eficáz de vanadio, la cuál fué empleada en grandes unidades Industriales por la Badiache Anilin-Uhd Soda Fabril: desde 1915» y hacia 1928 había reemplazado al Platino en todos los convertidores de esa compañía, ai 1927 comenzó el uso del catalizador de vanadio en los Estados Unidos De Norte América. La patente de Slaaa-Wolf declaraba mn catalizador que se com ponía de un portador, tal como pómez en pol^o o Kieselguhr, con tamaño de partículas menores de 60 mieras, con el cual asociaba el agente catalizador de pentóxido de vanadio y potasa. La masa se preparaba con una consistencia que permitía la compresión en forma de tabletas o esferas, y posteriormente se le dió la forma de gusanos por extrusión.Aunque se ha concedido gran importancia al tamaño de las partícu las del portador, parece que lo esencial es la combinación de un álcali con el vanadio} el álcali funciona como estabilizador o como promotor.
* Los elementos de transición tienen capacidad de actuar como catalizadores, debido a la presencia del orbital d parcialmente ocupados.
64
En las condiciones de operación del convertidor, el álcali con el cual se combina el vanadio está en forma de bisulfato, y cuando es[ to es aai, el vanadio es capá» de emigrar. Esto puede demos- - trarse fácilmente mediante la preparación de gusanos o bolas idénticas en todo; excepto que la mitad de la masa no contenga nada de vanadio, pasado un periódo de operación, se hallará que todas las bolas tienen aproximadamente el mismo contenido de vanadio.
Los catalizadores de vanadio son composiciones complejas que con- - tienen vanadio en el estado de oxidación correspondiente a .
Antes de ponerlo en la corriente, debe ser calentado en un baja - concentración de gas sulforoso, pues la conversión del álcali en sulfato o bisulfato es fuertemente exotérmica.
Entre los años de 1925 y 1927 fueron preparadas masas de vanadio - por contacto en la Monsanto Chemical Company y en la Selden Com— pany por antiguos empleados de la Badische Anilin, y como la con— traparte de la patente alemana de Slama-Wolf fue asigngda en los - Estados Unidos a General Chemical, las tres compañías se enredaron en litigio sobre las patentes.
65
EL VANADIO COMO CATALIZADOR
El catalizador de Pentóxido de Vanadio, V.O.., usado para la conver2 p —
si<5n del gas dióxido de azufre, SO^ a SO^, disminuye bu actividad catalítica a medida que transcurre el tiempo de uso. Unas veces, ésta disminución es rápida, del orden de segundos, y otras veces , es tan lenta que la regeneración o sustitución del catalizador es necesario después de emplearlo durante varios años. De cualquier forma, si el catalizador se desactiva evidentemente hace necesario regenerarlo o sustituirlo en algiín momento del equipo.
Cuando la desactivación es rápida y se debe a una deposición o a una obstrucción de la superficie, el proceso se le llama ensucia - miento y la limpieza del sólido depositado en la superficie se le Hernia Regeneración.
Si la superficie del catalizador es modificada lentamente por qui misorción sobre los centros activos, de sustancias que no permiten removerlos fácilmente, el proceso se le llama envenenamiento; y la restauración de la actividad, cuando es posible, se le llama reac tivación. Si la absorción es reversible, entonces es suficiente una variación en las condiciones de operación para la reactivación del catalizador, péro si la absorción no es reversible el envenena miento es permanente y puede ser necesario un tratamiento químico de la superficie o la sustitución total del catalizador gastado.
La disminución de todo tipo en la actividad catalítica del cataliza dor, tanto cuando es rápida como cuando es lenta se le llama Desactivación.
La deposición de cualquier sustancia en la superficie del catalizador, que disminuye su actividad, se le llama ensuciamiento .
Su término general, la desactivación puede suceder por cualquiera - de las cuatro formas siguientess
1.- Desactivación en paralelo.- Cuando un producto de reacción se deposita sobre la superficie del catalizador y lo desactiva.
2.- Desactivación en serie.- Cuando un producto de reacción se des compone o reacciona nuevamente dando una sustancia que se deposita sobre la superficie del catalizador y lo desactiva.
3.- Desactivación lateral.- Cuando alguna impureza procedente de — la alimentación se depositan en la superficie o reacciona dando una sustancia que ataca la superficie del catalizador y lo desactiva.
4.- Desactivación independiente.- Cuando el catalizador se expone a condiciones extremas o críticas, como por ejemplo, a "np tem peratura elevada en un tiempo considerable, se origina una modificación en la estructura y como consecuencia, el cataliza_dor se desactiva. ( Sinterización ).
Si el catalizador envejecido es siempre solamente sustituido del e-quipo; con el tiempo del proceso el catalizador usado o removido —
66
67
del mismo, se va acumulando, por consiguiente sería importante buscar de alguna forma recuperar el catalizador para volver a usarlo - o separar sólo el vanadio de todos los constituyentes, ya que el va naaio se usa también entre otros, en el acero para la resistencia.
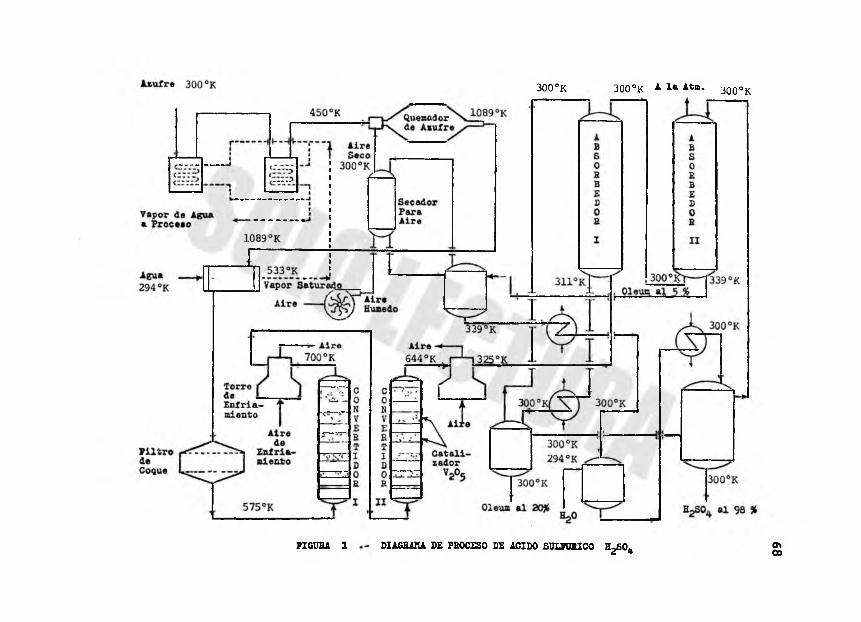
Tomando como referencia el proceso de fabricación del ácido sulfúri co, HgSO^ (Figura 1), en que se tiene lugar las siguientes reacciones»
lia oxidación de SOg a SO^ se lleva a cabo gracias por la presencia del catalizador VgOj., por ello es que se ha deducido la importan —— cia de recuperación de éste, cuando ha concluido su función.
La actividad de un catalizador es la capacidad de transformar un __número de moles de un reactivo por unidad de tiempo y oor unidad de masa (actividad específica) tendiendo a disminuir *on el tiemno deempleo.
RECUPERACION DEL CATALIZADOR HECHO A BASE DE PENTOXIDO DE
VANADIO V„0C¿ 5
OBJETIVO
S 0 A SO,2 2
SO,2_12 0.2 SO3
SO.3 + HgO
300°K 300°K *■ i* Ata. 300oK
FIGUBA 1 DIAGRAMA SE PBOCESO DE ACIDO SUUFUHICO H£S04 o\05
69
Esta variación decreciente y continua en la actividad del catalizador se le denomina desactivación.
Cuando la desactivación se realiza lentamente se llama envejecimien to, en tanto que cuanao es brusca generalmente se trata de un fenómeno de envenenamiento.
Las causas máfa comunes de envejecimiento son:
a) Recnstalización de la masa catalítica.b) Aumento de tamaño de las partículas activas con la consiguiente
disminución del área activa expuesta.c) Reacción química entre los distintos componentes del cataliza—
dor que lo hace evolucionar a formas inactivas.d) Pérdiaa de materia activa.
La recuperación del catalizador envejecido, es el tema principal - del presente trabajo, previo balance con material nuevo, de acuerdo con las características requeridas .
70
CAPITULO III
PROCESO DB FABRICACION
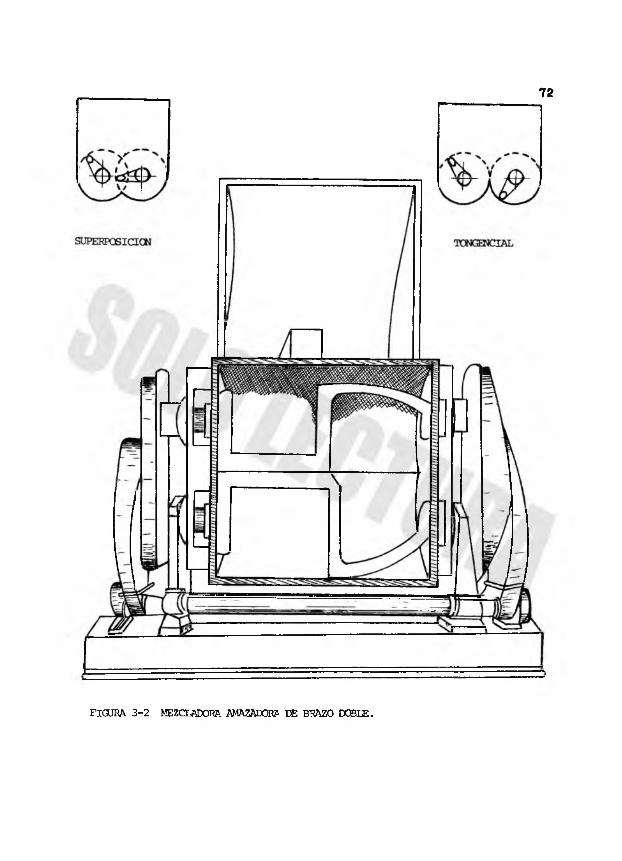
En la fabricación del catalizador de pentóxido de vanadio V O se2 5utiliza eomo materias primas sulfato de potasio, pentóxido de vana dio puro y celite (Sílice natural).B1 proceso de este producto consta de un molino Figura 3-1, un mezclador Figura 3-2, un peletizador( extrusora, para dar forma en gusano al catalizador ), y un horno Figura 3-3, en el cual el catalizador es tratado con S02 , conocido con el nombre de Sulfa tación.El pentóxido de vanadio y el sulfato de potasio son materiales que requieren ser molidos para el proceso. Estos son molidos al mismo tiempo 16.5 Kg y 45 Kg respectivamente para una carga normal de186.5 Kg .Posteriormente el material que sale del molino, se alimenta al mez dador, junto con 125 Kg de celite, en el cuál se tiene mezclándose durante una hora y simultáneamente se rocía 70.9390 litros de agua para ésta carga.La carga contiene 8 .8 4 £ de pentóxido de vanadio, 24.12 j. de sul fato de potasio y 67.02 £ de celite, todos expresados en porciento peso.Durante el tiempo de mezclado de ésta carga debe de alimentarse - exactamente los 70.9390 litros de agua para que el catalizador reu na las características requeridas .
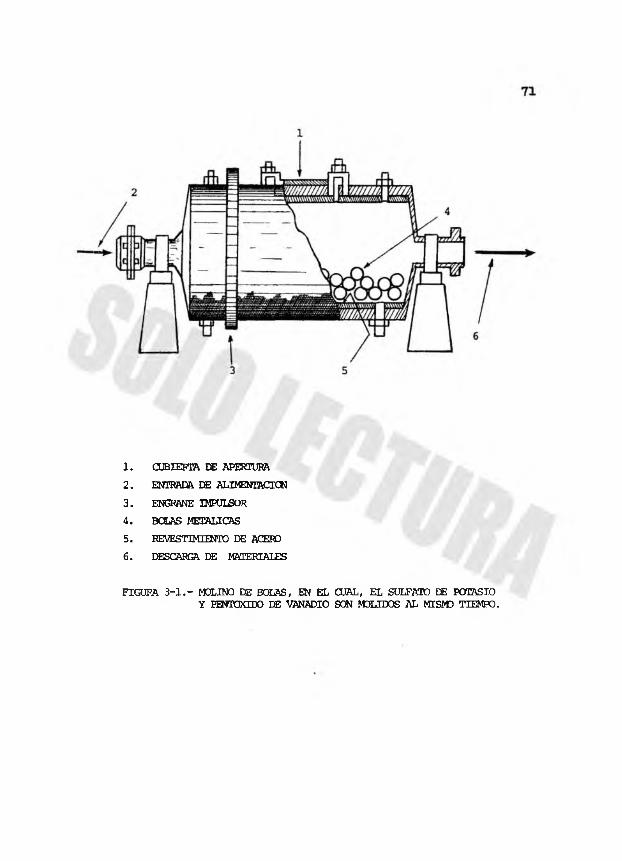
1. CUBXEPTA EE APERTURA2. ENTRADA DE ALIMENTACION3. ENGRANE IMPULSOR4. BOLAS METALICAS5. REVESTIMIENTO DE ACERO6. DESCARGA EE MATERIALES
FIGüPA 3-1.- MOLINO DE BOLAS, EN EL CUAL, EL SULFATO 1$ POTASIO Y P0ÍTOXIDO DE VANADIO SON MOLIDOS AL MI&MO TIEMPO.
72
FIGURA 3-2 MEZCLADORA AMAZADORA DE BRAZO DOBLE.
73CÜBIEKEA DE APESTOSA
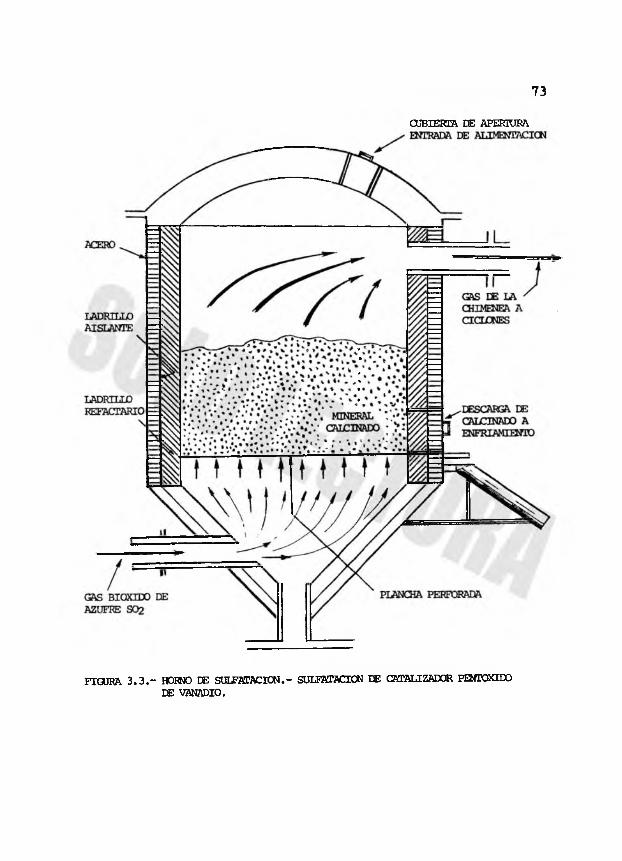
FIGURA 3.3.- HOFNO EE SULFATACION.- SULFATACION EE CATALIZADOR PEOTQXIIX) EE VñNñDIO.
74
Si la humedad suministrada excede de la cantidad indicada, las espe cificaciones del catalizador no se cumple; lo mismo sucede, si la humedad es inferior a la indicada .
La mezcla que sale del mezclador se alimenta al peletizador en el cual se obtienen pelotas de forma cilindrica de aproximadamente - 6.75 mm de diámetro y 10 mm de longitud .
Una vez que se lia peletizado el material en prooeso se deja reposar durante 8 días mínimo para que las peletae retenga solamente su Humedad de estabilidad . Al oabo de este tiempo se alimenta al hornoy se circula através de ¿1, Bióxido de azufre SOg durante 3 horas -a una temperatura de 1600°C y se deja enfriar también 3 horas sinmover la carga. El horneado del catalizador se conoce con el nombrade sulfatación .
BSPSCinCACIONES DEL CATALIZADOS PBtTOXIDO DS VANADIO
El catalizador a base de pentóxido de vanadio es el producto sólido que contiene pentóxido de vanadio, soportado en un vehículo constituido por un material inerte .
OSOS
Los catalizadores a base de pentóxido de vanadio se usan en la
75
transformación del dióxido de azufre a trióxido de azufre, para la fabricación de ácido sulfúrico.
ESPECIFICACIONES.
Grado de conversión en £Pérdidas por abrasión en Envejecimiento acelerado en Tamaño y forma
Densidad aparente Hume dadDureza por compresión Contenido de pentóxido de vanadioenPorosidad en JbContenido de polvo en cuñetes en
METODOS DE PRUEBA.
"Determinación del Grado de Conversión en el Catalizador Pentóxido de Vanadio"."Determinación de las Pérdidas por Abrasión del Catalizador Pentóxido de Vanadio”.
"Determinación del Envejecimiento Acelerado del Catalizador Pentóxido de Vanadio".
"Determinación del Tamaño y Forma del Catalizador Pentóxido de Vanadio" .
98 Min.2 - 3.5 1.9 Max.0.8 - 1.3 el 65# ca.1# en peso irregular isax. 0.55 - 0.7 kg/1 Trazas 8 - 14 Kg
7.5 Min.45-50 0.4 Max.
76
"Determinación de la Densidad Aparente del Catalizador Pentóxido de Vanadio".
"Determinación de la Humedad en el Catalizador Pentóxido de Vanadio". "Determinación de la Dureza por Compresión del Catalizador Pentóxido de Vanadio".
"Determinación del Contenido del Pentóxido de Vanadio". "Determinación de la Porosidad en el Catalizador Pentóxido de Vanadio".
"Determinación del Contenido en Polvo Envasado del Catalizador Pentóxido de Vanadio".
DETERMINACION DEL ORADO DE CONVERSION EN EL CATALIZADOR PENTOXIDO DE VANADIO
APARATOS Y EQUIPO
Convertidor experimental o aparato de pruebas.Tubo de acero aislado térmicamente de 3.56 c® de diámetro por 6?cm de largo.
Cuatro rotámetros.Medidores de flujo.Analizador Reich.Analizador Orsat.Material común de laboratorio.
PROCEDIMIENTO.
1. Se miden 102 ®1 de catalizador libre de finos en un vaso de
77
precipitados. Se golpea ligeramente el fondo del vaso para asegurarse que el catalizador se asiente en el vaso. Se pesa la muestra y se anota el peso.
2._ Se coloca la muestra dentro del aparato de pruebas, el cual con siste en un tubo de acero. El tubo tiene hacia sus extremos, entra da y salida para los gases que fluyen a través de la muestra del ca talizador, el cual se soporta sobre una malla de acero inoxidable. Antes de cargar el catalizador se debe asegurar que no haya mate — rial extraño dentro del aparato o catalizador de pruebas anteriores que obstruya la malla.
3.- Por medio de resistencias eléctricas se debe empezar a calen__tar el aparato, de manera que los elementos termopares que existen- en Ia entrada y salida de los gases lleguen a marcar una temperatura de 482 C, la cual durante todo el tiempo que dure la prueba, debe mantenerse constante.
4.- Por medio de un juego de cuatro rotémetros se regula el flujo de entrada al aparato de pruebas.
Dos rotámetros sirven para la corriente de nitrógeno, uno para la - corriente de oxígeno y uno más para la corriente de anhidrido sulfu roso. Los medidores del flujo se deben regular de manera que se — tenga un peso de 348.975 cm^/h cuya composición debe ser I09S de anhídrido sulfuroso, 10?. de oxígeno y 80JS, de nitrógeno.
5.- Cada uno de los gases se regula con el correspondiente rotáme- tro. La composición á la entrada del aparato de prueba se comprueba mediante el uso del analizador Reich para el anhidrido sulfuroso
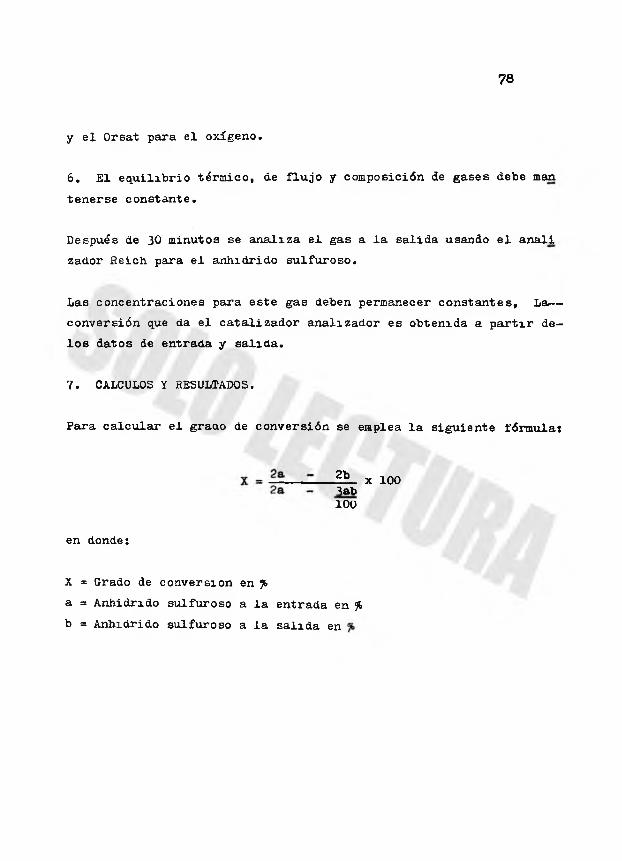
78
y el Orsat para el oxígeno.
6. El equilibrio térmico, áe flujo y composición de gases debe man tenerse constante.
Después de 30 minutos se analiza el gas a la salida usando el anali zador Reich para el anhídrido sulfuroso.
Las concentraciones para este gas deben permanecer constantes, La— conversión que da el catalizador analizador es obtenida a partir délos datos de entrada y salida.
7. CALCULOS y RESULTADOS.
Para calcular el graao de conversión se emplea la siguiente fórmula:
JÜL x 100 3ab 100
en donde:
X = Grado de conversión en Jo a = Anhidrido sulfuroso a la entrada en % b = Anhídrido sulfuroso a la salida en
79
DETERMDUCION SE LAS PERDIDAS POR ABRASION DEL CATALIZADOR PENTOXIDODE VANADIO.
DEPIBICIOHES
Se entiende por abrasión a la pérdida de peso que sufre el materialbajo las condiciones que establece el presente método.
APARATOS Y EQUIPOS.
Vibrador (ver apéndice)Tamiz malla DGN 1-M (ver apéndice)Tamiz malla DGN 1.9-M (ver apéndice)Tamiz malla DGN 2.M (ver apéndice)
PROCEDIMIENTO
1. Se toma suficiente cantidad de catalizador y se tamiza cuidadosamente a mano usando el tamiz de malla DGN 2—M
2. Se pesan 200g del material obtenido en el inciso (1) y se coloca sobre la malla DGN 1-lt, se agita por 30 minutos usando el vi brador de mallas, se remueve el material que pasa a través de - la malla y éste es entonces tamizado manualmente sobre el tamiz de malla DGN 1.9-M y el material que pasa esta malla se pesa.
3. CALCULOS Y RESULTADOS.
El porciento de abrasión se calcula con la siguiente fórmulas
£ de abrasión = 4 x 100200
En donde:
A = Peso del polvo o material que pasa la malla expresado en g.
4. PRECISION
Las pruebas por duplicado no deben diferir de + 0.1
5• APENDICE
01JSEKV ACIONES.
1. Ei vibrador debe ser el tipo Tyler total o equivalente.
2. El tamiz de malla DGN 1-M tiene una abertura de !?.bl3 mm y co—rresponde a la malla 3/2 X.S. Tyler.
3. Tamiz de malla DGN 1.9-M tiene una abertura de 3.9b2 mm y equivale a la malla 5 de WS Tyler.
4. El tamiz de malla DGN 2-ffl tiene una abertura de 3.327 mm y equivale a la malla b WS Tyler.
DETERMINACION DEL ENVEJECIMIENTO ACELERADO DEL CATALIZADOR PENTOXI- DO DE VANADIO.
RESUMEN
Esta prueba consiste en determinar la resistencia a la abrasión o
80
81
al desgaste que tendría el catalizador después de soportar las temperaturas que normalmente se encuentran durante la operación, den— tro de un convertidor.
APARATOS Y EQUIPO
Balanza Analítica.Mufla Eléctrica.Desecador.Dispositivo Tyler Rotap ^para determinar pérdidas por abrasión). Material común de Laboratorio.
¿ATERIALE1? Y REACTIVOS
Bióxido de azufre
PROCEDIMIENTO
1. Se pesa una muestra de 200 g, la cual se somete a una tempera—tura de 830°C dentro de la mufla durante 4 horas.
2. Después de ese tiempo se le deja enfriar para después someterlaa una corriente cte bióxido de azufre y a una temperatura de _
o550 (X durante 3 horas .
J. La mueetra después de enfriada se coloca en el dispositivo seña lado en el método de prueba de pérdidas por abrasión y se sigue dicha técnica.
82
CALCULOS Y RESULTADOS
El valor resultante de esta prueba debe ser más bajo que el que se tuvo sin sulfatar, reportándose igualmente como un porciento y se- calcula la siguiente expresión:
de abrasión = —-£ .A9SCj
en donde:
A.= peso del polvo ó material que ¿e pasa la malla expresado en g .
G = peso de la muestra en g .
DETERMINACION DEL TAMAÑO Y FORMA DEL CATALIZADOR PENTOXIDO DE VANADIO.
El método es , para determinar el tamaño y forma de los pelets.
La palabra pelets es un material extruido de forma cilindrica con -diámetro y longitud variables.
APARATOS Y EQUIPO
Calibrador de 76 x 8 x 0.16 cm debe tener 8 ranuras igualmente espaciadas de 12.7 aun de ancho y aumentan en longitud de izquierda a de recha 4, 5.5, 7.1, 8.7, 10.6, 12.2,13-5 y 19 mm.14 frascos ae boca ancha de 1/4 de litro.
Micrómetro.
83
PROCEDIMIENTO
1. Se centra el calibrador para que las ranuras esten sobre las bo cas de los frascos.
2. Se vacía 1/2 litro de catalizador sobre una hoja de papel bastante grande .
3. Se esparce uniformemente los pelets en la hoja de papel y se se paran en cuatro partes iguales .Se regresan 2 partes alternadas a la botella .
4. Se mezclan los pelets remanentes y se repite el paso 3
5 Se toma con unas pinzas, pelet por pelet, susteniéndolos por su centro y se insertan en la ranura más pequeña que los admita . Por lo general el tercer intento se encuentra la ranura que per mite el paso del pelet . Se coloca los pelets de forma irregular por separado .
6. Después que los pelets han sido separados, a través por las ranuras, se cuenta y se tabula el número de pelets de cada frasco y los deforma irregularmente .
7. En cada uno de los frascos usados para la determinación de longitud se toman 10 pelets al azar y se les determina el diámetro con un micrómetro, colocando los pelets medidos en frascos identificados de acuerdo con la tabla II .
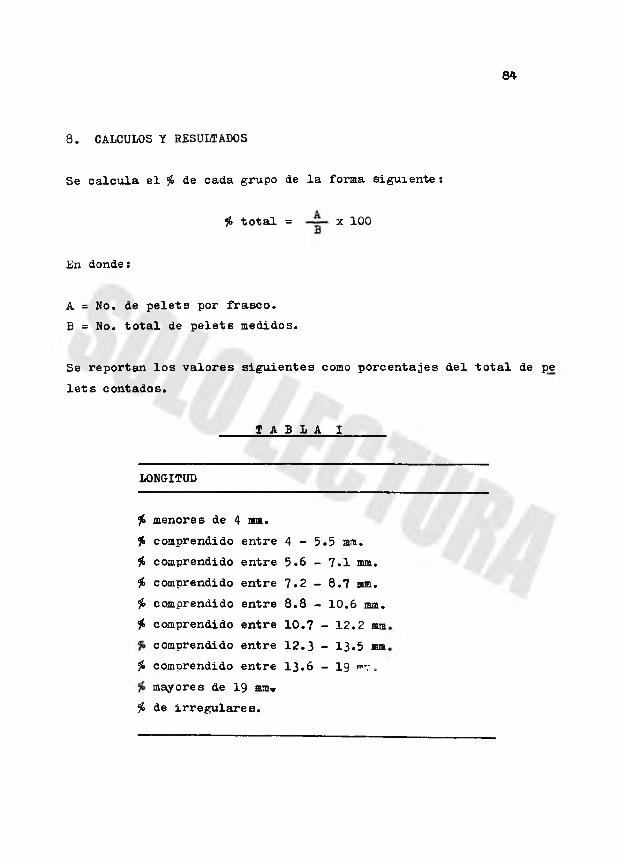
84
8 . CALCULOS Y RESULTADOS
Se calcula el JJ de cada grupo de la forma siguiente :
# total = x 100
En donde:
A = No. de pelets por frasco.B = No. total de pelets medidos.
Se reportan los valores siguientes como porcentajes del total de pe lets contados.
T A B L A I ______
LONGITUD
* menores de 4 na.* comprendido entre 4 - 5.5 mm.* comprendido entre 5.6 - 7.1 mm.i comprendido entre 7.2 - 8.7 nm.* comprendido entre 8.8 - 10.6 mm.* comprendido entre 10.7 - 12.2 mm
comprendido entre 12.3 - 13«5 «a+ comprendido entre 1 3 .6 - 19 pt.
mayores de 19 usT* de irregulares.
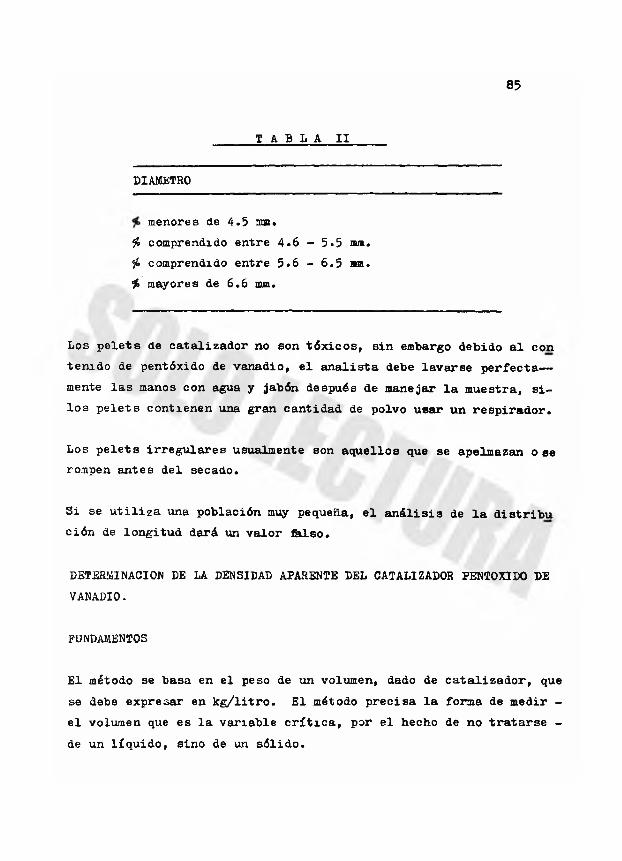
85
T A B L A II
DIAMETRO
menores de 4.5 mm.# comprendido entre 4.6 - 5.5 mm. i* comprendido entre 5*6 - 6.5 *m. $> mayores de 6.6 mm.
Los pelets de catalizador no son tóxicos, sin embargo debido al con tenido de pentóxido de vanadio, el analista debe lavarse perfecta— mente las manos con agua y jabón después de manejar la muestra, silos pelets contienen una gran cantidad de polvo usar un respirador.
Los pelets irregulares usualmente son aquellos que se apelmazan oserompen antes del secado.
Si se utiliza una población muy pequeña, el análisis de la distribu ción de longitud dará un valor felso.
DETERMINACION DE LA DENSIDAD APARENTE DEL CATALIZADOR PENTOXIDO DE VANADIO.
FUNDAMENTOS
El método se basa en el peso de un volumen, dado de catalizador, que se debe expresar en kg/litro. El método precisa la forma de medir - el volumen que es la variable crítica, por el hecho de no tratarse - de un líquido, sino de un sólido.
86
APARATOS Y EQUIPO
Una probeta graduada de 1000 ni, preferiblemente de plástico, recortada 3 milimetros arriba de la marca de 400 mi.
Balanza granataria.
PROCEDIMIENTO.
1.- Se limpia la probeta recortada y se pesa en una balanza granataria con precisión de 0.1 g.
2.~ Se llena la probeta con PELETS de catalizador, girando la probeta durante el llenado y golpeando suavemente el contenido - dos ó tres veces para ayudar al mejor acomodo de los PELETS.
3.- Se afora lo mejor posible al volumen de 400 mi.
4.- Se vuelve a pesar la probeta recortada "aforada" hasta el volumen máximo, en las condiciones arriba anotadas.
b. CALCULOS Y RESULTADOS.
El peso neto de loe PELETS de catalizadores, se divide entre el volumen aforado.
DENSIDAD APARENTE = *V
Se reporta el resultado hasta el 0.1 gramos/litro.
87
Este método se duplica para la medición de la humedad de los catali zadores a base de pentóxido de vanadio.
DEFIBIC10NES
Humedad en el catalizador de pentóxido de vanadio es el contenido - de agua expresado en porciento como pérdida de peso.
FUNDAMENTO
El método se basa en la medición de la pérdida de peso al evaporar- el agua del catalizador en una estufa a 105 + 1°C.
APARATOS Y EQUIPO
Cápsula de porcelana de 8 cm de diámetro.
Desecador.
Estufa de laboratorio con temperatura regulable.
Balanza analítica con sensibilidad 0.0001 g.
Equipo usual de laboratorio.
PROCEDIMIENTO.
1. Se lleva la cápsula hasta peso constante a temperatura de 105°C
"DETERMINACION DE HUMEDAD EN EL CATALIZADOR PENTOXIDO DE VANADIO"
88
Determinado su peso en la balanza analítica.
2. Se coloca de 20 a 25 g de catalizador en la cápsula y se pesa; la diferencia de peso con la tara es el peso de la muestra irá cial.
3. Se pone la cápsula en la estufa a 105°C + 1°C, durante una hora mínimo.
4. Se pasa la cápsula a un desecador y se deja enfriar durante 30 minutos.
5. Se pesa nuevamente la cápsula con la muestra, la diferencia depeso con la tara es el peso de muestra final.
6. Se repiten los pasos 3 y 4 hasta obtener una diferencia máxima entre dos pesadas sucesivas de 0.001 g.
7. Esta prueba se hará por duplicado y no deben obtenerse diferencias mayores de e .62ffc.
CALCULOS Y RESULTADOS
Se calcula la humedad del catalizador como porciento, usando la f5rmuía siguientes
Í> de humedad= A ~ B x
de donde: A= peso de la muestra inicial en g .B= peso de la muestra final en g .
89
DETERMINACION DS LA DUHEZA POR COMPRESION DEL CATALIZADOR PENTOXIDO DE VANADIO
RESUMEN
La dureza de los pelets del catalizador de pentóxido de vanadio se determina aplicando presión lenta y continua a través del diámetro del pelet hasta que éste reviente. Algunas veces an pelet duro se- cuarteará antes de que reviente o se haga pedazos.
APARATOS Y EQUIPO
Dispositivo de Stokes.
PROCEDIMIENTOS
1. Se usa el dispositivo de stokes, se comprime diez pelets y se — anota el valor resultante por cada uno de ellos.
2. Esta prueba se debe hacer por lo menos por duplicado.
INTERPRETACION DE RESULTADOS
Para el cálculo de la dureza por compresión no se consideran los resultados más altos y más bajos y se saca el valor medio de los restantes.
OBSERVACIONES
El catalizador no es tóxico sin embargo debido al contenido de pen- tóxiao de vanadio, deben lavarse las manos con jabón y agua abundan te después de la manipulación del mismo.
90
Se recomienda usar goggles aurante la prueba.
DETERMINACION DEL CONTENIDO DE PENTOXIDO DE VANADIO
APARATOS Y EQUIPO
Crisol de platino con capacidad de 50 mi.Balanza Analítica.Equipo común de laboratorio.
MATERIALES 'í REACTIVOS.
Carbonato de sodioCarbonato de potasioSulfito de sodioAcido sulfúrico 1:1Permanganato de potasio 0.05 N
PROCEDIMIENTO
1. Se muele cuidadosamente en un mortero 50 g de pelets de la mezcla del catalizador y se reduce a un polvo fino.
2. Se pesa en la balanza una muestra de 1 g se transfiere cuantitativamente el material a un crisol de platino limpio y seco.
3. Se añade 15.0 g de la mezcla de fusión (una parte de carbonato de sodio por una parte de carbonato de potasio) al crisol y se megcla cuidadosamente la muestra usando una espátula.
4. Se esparce uniíormenente 5 g de la mezcla de fusión sobre la muestra para que ésta no esté expuesta.
5. Se calienta en un horno la muestra, hasta que el material se fun da y el producto sea claro. Se continua calentando por 30 minutos.
6. Se saca el crisol y se enfría, se transfiere el producto a un va se de 40C mi, conteniendo 200 mi de .agua y algunos cuerpos para control de ebullición. Se cubre el vaso con un vidrio de reloj y se coloca en una parrilla.
7. Se calienta y cuando la masa fundida se haya desintegrado, seretira e^ vaso de la parrilla y se cuita el vidrio de reloj , elcual se lava con agua y se retienen los residuos en el vaso.
8 . Se filtra el liquido a través del papel filtrante en un frasco limpio de succión. Se lava bien el vaso con agua caliente(?0 - 80°C). Se lava el papel filtrante con 25 mi de agua ca— líente.
9. Se añade cuidadosamente solución 1:1 de ácido sulfúrico al filtrado hasta pH ácido al vire del papel tornasol. Se añaden cui_ dadosamente 10 mi en exceso.
10. Se enfría la solución y se añade 1 g de sulfito de sodio, se agita vigorosamente hasta que aparezca un tono azul obscuro.
11. Se hierve la solución en una perrilla hasta que no se perciba -olor a bióxido ce azufre. Se hierve por 5 minutos más. Se titula inmediatamente la solución anterior (debe estar caliente)- con solución de permanganato de potasio 0.05 N. El punto final se alcanza cuando una gota de permanganato de potasio cambie el color de la solución de un amarillo fuerte a un color ¿naranjado que persista por un minuto.
91
92
Se anota el volumen de solución de permanganato de potasio empleado.
12. CALCULOS
El porcentaje de pentóxido de vanadio se calcula con la siguiente - expresión :
«tur» - V x N x 0.09095 x 100 * 2 5 8
en donde :V = Volumen en mi. de permanganato de potasio gastado en la titula -
ción .N = Normalidad del permanganato de potasio .0.09095 = miliequivalente .G = Peso de la muestra en gramos .
13. PRECISION
Basado en 20 analisis duplicados hechos por diferentes analistas, usando equipo diferente, se ha encontrado que la desviación están dard de este método es de + 0.06
14. OBSERVACIONES
Los reactivos que se mencionan en este método deben ser grado reacti vo, a menos quie se indique otra cosa .
Cuando se menciona agua debe entenderse como agua destilada .
El polvo del catalizador de pentóxido de vanadio puede ser irritante para la nariz y garganta, evite respirarlo .
93
Para evitar quemaduras use pinzas cuando maneje el crisol caliente.
Con respecto al inciso 5» es muy importante que la masa esté com pletamente fundida y clara, algunas veces va a ser necesario poner una chimenea alrededor del horno para aumentar el calor.
DETERMINACION DE LA POROSIDAD EN EL CATALIZADOR PENTOXIDO DE VANADIO.
FUNDAMENTO.
El método se basa en la medición del volumen real del catalizador - y su relación con el volumen obtenido por desplazamiento del aire - de los poros, por un líquido.
APARATOS Y EQUIPO.
Probeta graduada de vidrio de 1 litro de capacidad.Tamiz con malla de 840 mieras (ver inciso 2 de observaciones). Tamiz con malla de 595 mieras (ver inciso 3 de observaciones).
MATERIALES Y REACTIVOS.
Arena de cuarzo, con tamaño de partícula comprendida entre mallas — de 840 y 595 mieras (ver inoiso 2 de obscitaciones)
PROCEDIMIENTO
1. A la probeta de un litro se le agrega catalizador hasta la marca de 150 mi.
2. Se agrega a continuación arena hasta cubrir parcialmente el ca—talizador. Se golpea ligeramente la probeta en forma tal que laarena ocupe todos los espacios vacíos.
3. Se repite los pasos 1 y 2, aumentando 150 mi el volumen ----de catalizador en la probeta en cada adición y cubriéndolos con- arena.
4. Al llegar a 900 mi (última adición de catalizador) se agrega la-arena hasta cubrir totalmente el catalizador y obtener un volu—men constante. Este volumen se identifica como V^.
5. Se pasa todo el contenido de la probeta al tamiz y se separa laarena del catalizador.
6. Se pasa nuevamente la arena a la probeta y se mide el volumen ocupado. Este volumen se identifica como V,.
7. En la probeta vacía y limpia se vierte el petróleo hasta la marca de 700 mi exactamente.
8. Se adiciona a la probeta el catalizador separado en el punto —5 , dejando que se sature totalmente con el líquido.
9. Se agita periódicamente para eliminar las burbujas de aire hasta no haber más desprendimientos.
10. Se registra este volumen identificándolo como V^.
9511 CALCULOS Y RESULTADOS
Se calcula la porosidad del catalizador, como porciento, usando la fórmula siguiente :
( V - V ) - ( Y - 700 )jt de porosidad = ---------------------------------- * 100
en donde: V^” Volumen total que ocupa el catalizador en la probeta, incluyendo la arena .
V2= Volumen de la arena exclusivamente .700 = Volumen del petróleo, 700 mi. .
Vj= Volumen total que ocupa el catalizador saturado con petróleo .
PRECISION
La diferencia permisible en pruebas efectuadas por triplicado no debe ser mayor de 1 .
OBSERVACIONES
1 El catalizador no es tóxico, sin embargo, debido al contenido dé pentóxido de vanadio, deben lavarse las manos con jabón y agua abundante después de la manipulación del mismo .
2 B1 tamiz con malla de 840 mieras de abertura, corresponde a lostamices U.S. Standard No. 20 y Tyler No. 20 .
3 El tamiz con malla de 595 mieras de abertura corresponde a lostamices U.S. Standard No. 30 y Tyler No. 28 .
DEFINICIONES
El contenido de polvo y í'mos del catalizador se consideran como la cantidad de material que pasa a través de la malla DGN-M-2 que tiene 3.327 mm de abertura.
APARATOS Y EQUIPO
Malla DGN 2-íl fijada a un marco de aproximadamente 0.45 x 1.20 me - tros.
Plástico (polietileno o equivalente), fijo a la parte inferior del- marco de la malla, permitiendo la formación de una bolsa.
Tambores de catalizador.Balanza granataria.Cepillo de mano.
PROCEDIMIENTO.
1. Se soporta el marco de la malla en cada extremo y se inclina a- proximadamente 3Q®. Esto se puede hacer descansando el extremo inferior de la malla en un tambor vacío de 50 litros y el extre mo superior de un tambor más alto.
DETERMINACION DEL CONTENIDO EN POLVO ENVASADO BEL CATALIZADOR PENTOXIDO DE VANADIO.
97
2. Se pone el catalizador de un tambor ó cuñete en la parte supe—rior de la malla, la inclinación debe ser tal, que el catalizador no se salga de la malla y caiga dentro del tambor vacío.
3. Se usa el cepillo de mano, se mueve el catalizador hacia abajo-de la malla y se introduce al tambor vacío, con un movimiento -de barrido de aproximadamente de 0.30 m.
4. Se continúa moviendo el catalizador hacia abajo de la malla,has ta que ésta este casi libre de catalizador.
5. Se agrega más catalizador del tambor y se continúa moviendo como en el inciso 4 hasta que todo el naterial haya pasado so—bre la malla.
6. Se pesan los gránulos que se atraparon en el tambor y se resta-el peso de la tara.
7. Suavemente se inclina la malla sobre un tambor vacío para remover el polvo y finos que se acumularon bajo la malla.
Se pesa el polvo y los finos y se resta el peso de la tara.
8. Un segundo cernido puede ser deseable para ver cuanto polvo másse colecta debido al mismo proceso de cernido.
9. CALCULOS Y RESULTADOS
Se calcula la cantidad de polvo y finos en el tambor como sigue:
98
a) Se suma el peso del polvo colectado al peso de los gránulos para obtener el peso inicial del catalizador.
b) El porcentaje de polvo se obtiene dividiendo el peso del polvo-y finos entre el peso total de los gránulos y multiplicado por-100.
OBSERVACIONES.
1. SI operador debe usar mascarilla para evitar la inhalación de - polvo.
2. SI peso total de los gránulos es la suma del polvo colectado — más de los gránulos cernidos en vez del peso inicial del catali zador.
Esto evita un error, debido a las pérdidas durante el cernido o un- paso inicial incorrecto por usar el peso impreso en el tambor, el - cual está basado en una densidad promedio.
3. La malla DQH-2-M corresponde a la malla 6 tyler .
99
USOS Y VIDA UTIL
El catalizador de Vanadio se emplea en lechos sólidos para la con—versión de SO a SO, , siendo este último, reactivo para la produc- 2- 3ción del Acido Sulfúrico por el método de contacto con el agua.
El convertidor es una columna con su lecho empacado al azar de cata lizador de Vanadio, através del cual el gas de SO entra y se con— vierte a so * en cuya saliaa es una conexión a otra torre llamada,- de absorción en la que el SO^ fluye en forma ascendente vertical y— en contra corriente con ácido sulfúrico diluido que cae por grave— daa desde el domo, reacciona con el agua, obteniéndose de esta manera H_SO. concentrado.Z 4
Generalmente los lechos van de 50 a 125 pies de altura, sostemdos- por una criba sitaada sobre una parrilla de acero o de hierro fundí do.
Los convertidores puede ser de Hierro fundido, pero ordinariamente-son de Acero; su tamaño es determinado por la capacidad de la uni__dad, se acostumbra disponer de una area del convertidor de 1 pie _cuaorado para un volumen que circula de 75 a 100 pies cúbicos de __
2 3gas por minuto (l m para 2 2 .5 8 a 3 0 .10 7 m
Por facilidad de manejo del catalizador, el convertidor se rellena- en seis capas con diferentes espesores que va desde la más gruesa- de arriba hasta la más delgada de abajo, con entrada de nombre encada una de ellas.
100
La vida útil del catalizador está gobernada por las condiciones y una adecuada operación de la columna, ya que si el catalizador se expone a temperaturas mayores de 500°C la actividad catalítica — irá perdiendo más rápidamente o si se expone a una temperatura — crítica determinada puede perder su actividad a veces para siem— pre. En cuanto a las condiciones de operación, el catalizador —puede recristalizarse, aumentarse de tamaño (aglomeración), su--frir un envenenamiento, o pérdidas de materia activa.
Cuando la masa de Vanadio aumenta de tamaño el catalizador disminuye su area activa expuesta al gas y por consiguiente disminuye- su actividad catalítica. Lo mismo sucede cuando existen pérdidas de materiaastiva por abrasión o desgaste excesivo, la actividad - catalítica del catalizador disminuye.
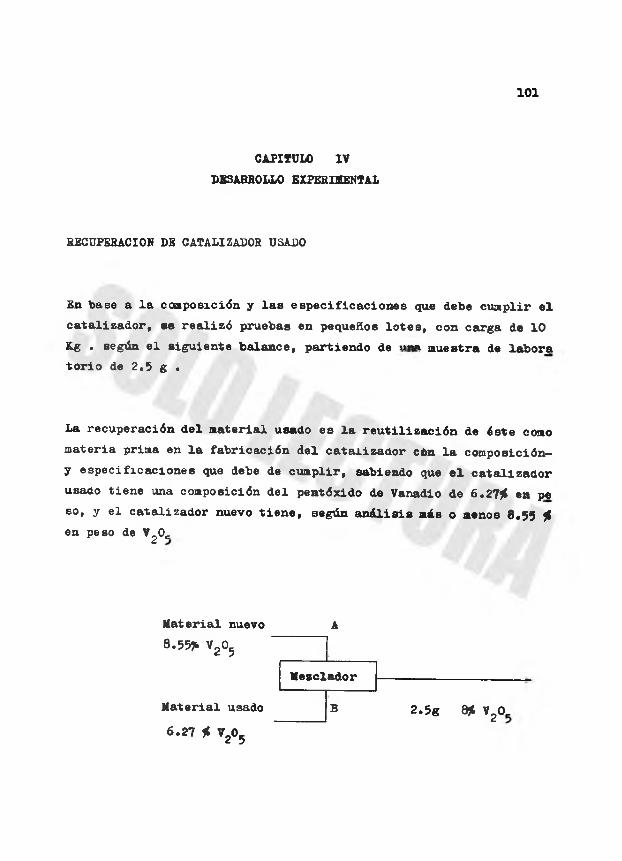
101
C&PITULO IV DBSáRSOLLO EXPERIMENTAL
RECUPERACION BE CATALIZADOR USADO
En base a la composición y las especificaciones qu@ debe cumplir el catalizador, se realizó pruebas *a pequeños lotes, con carga de 10 Kg . según el siguiente balance, partiendo de un» muestra de labora torio de 2.5 g .
La recuperación del material usado es la reutilización de éste como materia prima en la fabricación del catalizador cira la composición- y especificaciones que debe de cumplir, sabiendo que el catalizador usado tiene una composición del pentóxido de Vanadio de 6.27$ «n pe so, y el catalizador nuevo tiene, según análisis más o menos 8.55 5*en peso de V„0C2
Material nuevo k8 .5 5 * Vg 05
■aselador
Material usado B 2 .5 g 8% V206 .2 7 ü V20 5
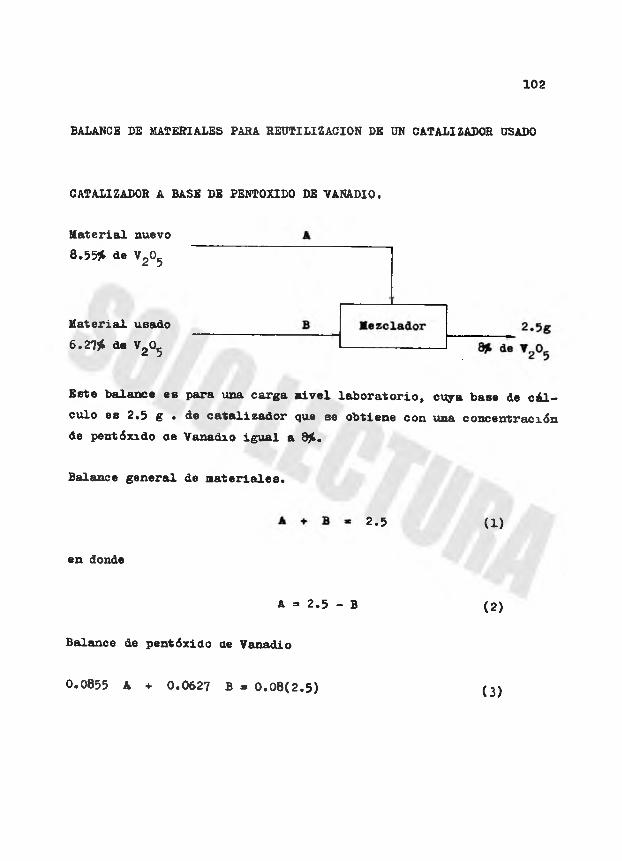
102
BALANOS SE MATERIALES PARA REUTILIZACION DE UN CATALIZADOR USADO
CATALIZADOR A BASE DE PENTOXIDO DE VANADIO.
M a t e r ia l n u evo 8 .5 5 * de V205
M a t e r i a l u sa d o 6 .2 1 * d e V ^
E s t e b a la n c e e a p a r a una c a r g a a i v e l l a b o r a t o r i o , c u y a b a s e de c á l c u l o e s 2 .5 g • d e c a t a l i z a d o r que s e o b t i e n e c o n una c o n c e n t r a c i ó n de p e n t ó x id o e s V a n a d io i g u a l a 8jt.
B a la n c e g e n e r a l d e m a t e r i a l e s .
2 .5
e n donde
( 1)
A = 2 .5 - B
B a la n c e de p e n t ó x id o de V a n a d io
( 2)
0 .0 8 5 5 A. + 0 .0 6 2 7 B » 0 .0 8 ( 2 .5 ) (3)
103
s u s t i t u y e n d o (2) en (3)
0 .0 8 5 5 ( 2 .5 - B) + 0 .0 6 2 7 B =* 0 .2 (4)
D e s p e ja n d o B y h a c ie n d o o p e r a c ió n r e s u l t a
B * 0 .6 0 3 0 g . (5)
S u s t i t u y e n d o (5) en (2)
A = 1 .8 9 7 g . (6)
L o s v a l o r e s de A y B r e p r e s e n t a n l a s c a n t id a d e s de m a t e r i a l n u ev o y m a t e r i a l u s a d o a m e z c la r , d a d a s l a s c o n c e n t r a c i o n e s d e p e n t ó x id o de v a n a d io e n c a d a un o , p a ra o b t e n e r un c a t a l i s a d o r a l a c o n c e n t r a c i ó n de p e n t ó x id o c v a n a d io d e s e a d o .
PROPORCIONES DE MATERIA PRIMA EN LA CARGA
Sabem os que en l a c a r g a n o rm a l, a l im en tam o s
1 6 .5 Kg d e Y 2 05
45 K g d e K2 S04
225 Kg de C e l i t e
104
La c a r g a t o t a l e s de 1 8 6 .5 K g r . p a r a o b t e n e r un c a t a l i z a d o r a l a — c o n p o s i c i ó n de V ,0 ^ d e s e a d o , p o r c o n s i g u i e n t e :
* V 2 05 = ü i L . X 1 0 0 9 8 .8 4 7 1 *1 8 6 .5
* K2S°4 = _ § 5 — x 100 » 2 4 .1 2 8 6 *1 8 6 .5
* C e l i t e » - ^ — x 100 = 6 7 .0 2 4 1 *18 6 ,5
S s t o s i g n i f i c a qua e n l o s 1 .8 9 7 g r . d e M a t e r i a l n u ev o que s e a l i a e a t a a l m e z c la d o r .
8 .8 4 * as d« V' 0C¿ 5
2 4 .1 2 * e s d e K2S°4
6 7 .0 2 * e s de C e l i t e
e n t o n c e s :
V20■ * x 100 * 8 .8 4 *
1 .8 9 7

v„0c =* 0.1678 g105
x 100 = 24.12 *
= 0.4577 g
x 100 = 67.02 i,
= 1.2714 g
PORCENTAJB GLOBAL DE MATERIAS PRIMAS Y MATERIAL USADO EN LA PRUEBAEl flujo de material que entra y sale de un sistema, en forma genera lieada de la ley de la conservación de la masa, se expresa como un balance de materiales .Un balance de materiales no es otra cosa más que una contabilidad deflujos y cambios de masa en el inventario de materiales en un sistema o en un proceso .De acuerdo con el diagrama de balance de materiales (que se tiene al principio de este capitulo), en el que se tiene, que A es el nombre del material nuevo*, y B, el material usado, tenemos las siguientes - proporciones de materiales a la salida del mezclador .
f B = |*|£22. x 100 - 24.12 iz o
t v2°5 * W 21 * 100 * 6,71 *
g2S°41.897
K2S°4
Celite1.897
Celite
* K2S04 * * 1°0 - 18.30 Jt
fS Celite = ¿ j p — * 100 = 50.85 *
CANTIDAD DE MATERIALES NECESARIAS PARA UNA CARGA DE 10 Kg
106
x 100 = 24.12 H_B_10
B «= 2.412 Kg
V-0.x 100 - 6.71 5*
V205 - 0.671 Kg
x 100 = 18.30 i
K2S04 * 1.83 Kg
g i í “ « 100 - 50.85 X
Celite 9 5.085 Kg
MATERIA PRIMA CANTIDAD PORCENTAJEB 2.413 Kg 24.13 f
V2°5 0.672 Kg 6.72 i
K2S04 1.830 Kg 18.30 i
Celite 5.085 Kg 50.85 +
en donde : B es el material ueado con un 6.27 % de Vo0_Z 5
107
CAPITULO V
RESULTADOS
Bn virtud de que el catalizador, para bu fabricación requiere en - sus condiciones de todo el proceso muy bién controlados, de lo con trario, no se obtiene el catalizador con los requisitos y especifi caciones necesarias, y dado, que en #1 laboratorio no se tiene la- instalación necesaria de equipo, entonces se decidió llevar a cabo las pruebas en la planta, puesto que una situación importante en - el proceso de fabricación, es que el catalizador durante el hornea do, se tiene que circular através del homo, Bióxido de azufre SOg durante 3 horas a una temperatura de 1600°C, llamándosa a ésta con dición, sulfatación. Para ello fue necesario transformar los 2.5 gramos de muestra para la prueba a 10 Kg ., y a * asi coso en una - proporción bien detarminada^trabajando con números redondos se tie nen las siguientes cantidades de los componentes.
2.500 Kg . de material usado0.750 Kg . de (750 g .)1.800 Kg . de KgS04
5.100 Kg . de Celite
Un anilisis hecho en el laboratorio de esta carga de una muestra - cruda (todavía sin calcinarse y sulfatarse) ie g , reporta — — 8.92 * de pentóxido de vanadio, y en una muestra da ésta misma car ga (ya calcinada y sulfatada) de 2.5 g . reporta 6.77* de pentóxido de vanadio. Puede observarse que este porciento de Pentóxido - de Vanadio no es el deseado.
Para obtener un catalizador con las características y especificacio nes deseadas es muy importante llevar a cabo un adecuado control en la forma de alimentar los materiales .
La acertada constitución química de un, catalizador no es una garantía de que el sólido obtenido tenga actividad catalítica deseada . La actividad catalítica de una sustancia, está gobernada por su — estructura física o cristalina. Un mal control de humedad hace que la estructura cristalina del sólido sea indeseable ( que para los dos casos, con exceso o deficiencia sucede lo mismo, y la forma deagregado total según el tiempo necesario ), ya que para una carga -de 10 Kg . necesita exactamente 3.800 litros de agua .
ALIMENTACION DE AGUA PARA UNA CARGA DE 10 KILOGRAMOS
La cantidad de agua que se necesita alimentar para una carga normal de 186.5 Kg . es
V » -7- D2 Z = 70.939056 litros4donde D = Diámetro del tanque de almacenamiento de agua .
Z = La altura de líquido en el tanque debe utilizarse .
Por consiguiente, para una carga de 10 Kg . , la cantidad de agua necesaria es
V = 70.939056 = 3.800 litros
Como es muy común que suceda en la investigación, los resultados no son buenos en los primeros intentos, se repite esta misma carga en varias pruebas hasta que finalmente se obtiene, en una muestra yacalcinada y sulfatada una composición de 8.7 £ de V 0 .2 5
108
109
CAPITULO V I
CONCLUSIONES Y BBCOMSíDACIONES
fti base al resultado que se ha tañido con el catalizador, nosotros debemos de preocuparnos, como una situación importante} por la eficiencia del catalizador para loa finas que está destinado .
EL catalizador ideal será aquel que reúna las especificaciones de - la calidad y el funcionamiento en el proceso. A s i puéa , con el oa talieador que hemos obtenido será importante analizar, s£ ésta, tie ne la capacidad según el proceso en cuanto a la transformación del reactivo S0¿ a so , ya que los procesos industriales se proyec tan para obtener ciertos productos eon una determinada calidad, con fome a la instalación del prooeso *
Para obtener el producto deseado, requiere no solamente de una condición Óptima del proceso, sino también, de un buln control da mate ríales en la alimentación y en la forma que requiere dioho prooeso.
lie
Quizá con el porcentaje deseado de del catalizador que obtenemos nos convence tener un catalizador ideal,para los fines a que - está destinado, pero debemos tomar en cuenta que las característi - cas y propiedades que conserva al catalizador, depende de las can - tidades de los materiales que lo comnonen dicho producto. Asi — pues,si en una carga normal (catalizador ideal), la composición es cobo sigue :
8,84 $ es de Pentóxido de Vanadio ,24.12 # es de Sulfato de Potasio,y el67.02 * es de Celite
En la reutilización de material usado para la obtención de un catalizador con las características y especificaciones deseadas requiere analizar indudablemente en el material usado, no sólo la composi ción de pentóxido de Vanadio, sino también los demás componentes pa ra poder definir la calidad de este material, puesto que, si el catalizador que obtenemos utilizando el material usado tratamos de a- justar las cantidades de V ^ , K 2S04 y Celite que debe tener el catalizador, estamos logrando obtener un catalizador que debe de cum__plir con todas las características, y especificaciones tal como una carga normal.
En una carga normal conociendo el porcentaje de V?0 y K 2S04 P°r -_ diferencia podemos conocer el porcentaje de Celite.
Quizá el porcentaje de VgO^ en el catalizador que se obtiene utilizando material usado logramos ajustar, pero, si el sulfato de potasio y el Celite no están presentes con las cantidades adecuadas, __
111
lógicamente el catalizador no tendrá las características y especi ficaciones deseadas. Por lo tanto, es conveniente también hacer - el análisis de K2S0 en « 1 material usado, y con ello hacer un balance, considerando los porcentajes de los componentes tanto en las materias primas, material usado, como en el material que se obtiene como el producto con las especificaciones requeridas.
BIBLIOGRAFIA
JOHN H. PERRY PH. D.
ERN5T BERL JEAN D ’ANS BERL - LUNGE - D'ANS
ENCICLOPEDIA SALVAT
GILBERT H. AYRES
OCTAVE LEVETTSPIEL
KIRK OTHMER
DAVID M. HIMHELBLAU
GREGORY R. CHOPPIN BBRNARD JAFFE LEB SUMMERLIN EYNNI JACKSON
Manual del Ingeniero Químico Tomo I 5ta. Edición 1979. Página 829-834
Métodos de Análisis Químicos Industriales Tomo II 2da. Parte.
Ciencia y Tecnología lo. Edición 1964 Página 446 - 450
Análisis Químico CuantitativoHarper & Row Latinoamericana 7a. Edición1970 . Página 236-244Ingeniería de las Reacciones Químicas Editorial Neverté, S.A. 2da. Edición 1981 . Página 3 - 1 8 , 505-523 .Enciclopedia de Tecnología Química Tomo: 15 Página 834-849
14 Página 816 2 Página 481
Principios y Cálculos Básicos de la Ingeniería Química Compañía Editorial Continental S.A. lo. Edición en Español de la Tercera en Inglés 1977 Tercera Impresión en México 1978 .Página 470, 473Química Publicaciones Cultural, s.A. Nivel A 13ra. Reimpresión en México 1976 . Páginas 292-319, 486-496, 101, 305, 306, 317, 4 28, 433, 527, 546.
INDICE ALFABETICO
Abrasión, Pérdidas, 79 Agua, Alimentación, 108 Análisis, Componentes, 76-98 Catálisis, 9* 38, 41 Historia, 9 heterogénea, 38 homogénea, 41
Catalítica, Reacciones, 16, 43» 48 Catalizadores Heterogéneos, Clasificación, 42 Centro Activo, Predicciones, 22 Cinética de las Reacciones, 59 Cinética Química, 44 Clasificación, Reacciones, 45» 47 Complejo de Transición, 57 Conclusiones y recomendaciones, 109—111 Contenido de Pentóxido de Vanadio, 90 en polvo envasado, 96
Definición de la Velocidad» 49 Densidad Aparente, 85Descubrimiento del Catalizador de Vanadio, 63 Difusión en los Poros, 16 Dureza por Compresión, 89 Eficiencia, factor, 31-35 Envejecimiento Acelerado, 80Especificaciones, Pentóxido de Vanadio, 74» 75Etapa Controlante, 19-25Pase líquida, Oxidación Catalítica, 40Factor de Eficiencia, 31-35Fenómeno de Superficie, 21Forma y Tamaño, 82Generalidades, catálisis, 9Grado de Conversión, 76Humedad en el Catalizador, 87Introducción, 7Iones y Sustancias Polares, 57 Intermedios Productos, 56 Métodos de Prueba, 75» 76-98 Moléculas, Productos Intermedios, 57 Molecularidad, Orden de las reacciones, 61
INDICE ALFABETICO
Objetivo, Recuperación del Catalizador, 67 Orden de las Reacciones, Molecularidad, 61 Oxidación Catalítica, fase líquida, 40 Pastillas Porosas de Catalizador, 35 Película Gaseosa, Resistencia, 16 Pentóxido de Vanadio, Especificaciones, 74» 75 Pérdidas por Abrasión, 79 Porosidad, Catalizador, 93 Presión de Operación, variación, 25 Proceso de Fabricación, Catalizador, 70 Productos Intermedios, 56-58 radicales libres, 56 iones y sustancias polares, 57 moléculas, 57complejo de transición, 57» 58
Proporciones de Materia Prima, 103-106 Reacciones, Sabia 1, 47 clasificación, 45 factores que afectan, 16, 43» 48 catalizados por sólidos, 12 elementales y no elementales, 54» 59 simples y múltiples, 53
Recuperación del Catalizador, 101 pentóxido de vanadio, 101, 106 desarrollo experimental, 101
Resistencia, 16a la difusión de los productos en los poros, 17» 26 al flujo de calor, 17de la película gaseosa para los productos, 17 difusión en los poros, 16 de la película gaseosa, 16 en la superficie, 17
Resultados, Recuperación, 107 Tamaño y forma, 82 Tipos de Catálisis, 37Tratamiento Cinético, Reacciones Homogéneas, 40 Usos y vida útil, Catalizador, 99 Vanadio, 63, 65descubrimiento del catalizador, 63
Velocidad de Reacción, definición, 49 Vida útil del Catalizador, 99